Combustion synthesis of NiAl/Al2O3 composites by induction heating
8
Combustion synthesis of NiAl/Al 2 O 3 composites by induction heating X. Zhu, T. Zhang * , V. Morris, D. Marchant Faculty of Engineering, Kingston University, London SW15 3DW, UK article info Article history: Received 14 December 2009 Received in revised form 26 February 2010 Accepted 3 March 2010 Available online 1 April 2010 Keywords: A. Aluminides A. Composites B. Brittleness and ductility C. Reaction synthesis abstract Combustion synthesis of NiAl requires the combustion reaction to be ignited and fully controlled to maintain the geometry of the compressed parts. This paper describes a new ignition process using induction heating and investigates the effect of Al 2 O 3 on both the combustion synthesis process and the performance of the synthesized products. A high frequency induction heater was used to ignite the synthesis reaction. During synthesis the temperature profiles were measured with infrared thermom- eters to monitor the reaction process and X-ray Diffraction was used to investigate the phase trans- formation. The results show that single phase NiAl can be produced by this new process regardless of the addition of Al 2 O 3 . However, the addition of Al 2 O 3 was found to have a significant effect on heating rates, combustion behaviour and properties of the synthesized products. Additionally, there is a critical concentration for Al 2 O 3 above which the compacts cannot be ignited by induction heating. Mechanical properties of the products were tested to evaluate the performance of the synthesized composites. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction Self-propagating high-temperature synthesis (SHS), or combus- tion synthesis (CS), is considered an energy efficient, low cost method for producing cements and intermetallics. Based on exothermal reaction, this method is capable of producing single phase of NiAl from element powders with high productivity [1]. It is also a convenient method for producing particle reinforced composites with various chemical compositions. The Al 2 O 3 particle is a proven reinforcement since it has low density and high modulus [2]. In the case of NiAl SHS synthesis, D.Tingaurd et al. claimed that the non-reactive particles improve the NiAl matrix properties due to the modification of the fracture mode from intergranular to transgranular [3]. Particularly, Al 2 O 3 particles strengthen mechanical properties regardless of degradation through combustion [4e6]. Thermodynamically, the addition of Al 2 O 3 acts as a “dilution” agent to the NiAl synthesis. The dilution not only affects the exothermicity but also influences other parameters of SHS. The influence on exothermicity can be divided into two aspects: (a) the reduction of total enthalpy of synthesis for equivalent weight and (b) the absorption of heat throughout combustion propagation and product synthesis. Furthermore, the dilution affects the ignition and the combustion behaviour owing to the changes in thermal conductivity and porosity. Induction heating is a widely used heating process in industry. Compared with other heating processes it is efficient, fast and environmentally friendly. It is different from conventional heating processes that generates heat inside components. Recent research on utilizing induction heating for combustion synthesis includes M. Shibuya et al. who conducted several investigations on TiB 2 -WB 2 system [7,8], and Lee et al. who studied the effect of heating rate on NiAl synthesis [9]. L.Y.Sheng et al. used induction heating to operate hot extrusion for Ni 3 Al fabrication [10]. However no research has reported on how induction heating influences heating behaviour and the combustion process. In M.Shibuya’s research the samples were placed inside a crucible and covered by commercial casting sand whilst the induction coil was located outside the crucible. In Lee’s work an Al 2 O 3 brick was placed on the sample and a constant pressure was applied. The heating process took place in an induc- tion oven. In both studies, owing to the limitations in the experi- mental set up, neither the heating behaviour nor the ignition process could be monitored during synthesis. A complete temperature profile for the entire synthesis process can provide sufficient data for the analysis of heating and combustion behaviour and aids in the understanding of both changes in the microstructure and the reaction mechanism. However, high reaction velocity and elevated temperature restrict temperature measurement. For this reason, no systematic research has been reported on synthesis by induction heating. This study aims to monitor the heating and combustion processes using a combination of two infrared thermometers and a high resolution thermal image camera. The infrared thermometers have short * Corresponding author. E-mail address: [email protected] (T. Zhang). Contents lists available at ScienceDirect Intermetallics journal homepage: www.elsevier.com/locate/intermet 0966-9795/$ e see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.intermet.2010.03.009 Intermetallics 18 (2010) 1197e1204
Transcript of Combustion synthesis of NiAl/Al2O3 composites by induction heating

lable at ScienceDirect
Intermetallics 18 (2010) 1197e1204
Contents lists avai
Intermetallics
journal homepage: www.elsevier .com/locate/ intermet
Combustion synthesis of NiAl/Al2O3 composites by induction heating
X. Zhu, T. Zhang*, V. Morris, D. MarchantFaculty of Engineering, Kingston University, London SW15 3DW, UK
a r t i c l e i n f o
Article history:Received 14 December 2009Received in revised form26 February 2010Accepted 3 March 2010Available online 1 April 2010
Keywords:A. AluminidesA. CompositesB. Brittleness and ductilityC. Reaction synthesis
* Corresponding author.E-mail address: [email protected] (T. Zhang)
0966-9795/$ e see front matter � 2010 Elsevier Ltd.doi:10.1016/j.intermet.2010.03.009
a b s t r a c t
Combustion synthesis of NiAl requires the combustion reaction to be ignited and fully controlled tomaintain the geometry of the compressed parts. This paper describes a new ignition process usinginduction heating and investigates the effect of Al2O3 on both the combustion synthesis process and theperformance of the synthesized products. A high frequency induction heater was used to ignite thesynthesis reaction. During synthesis the temperature profiles were measured with infrared thermom-eters to monitor the reaction process and X-ray Diffraction was used to investigate the phase trans-formation. The results show that single phase NiAl can be produced by this new process regardless of theaddition of Al2O3. However, the addition of Al2O3 was found to have a significant effect on heating rates,combustion behaviour and properties of the synthesized products. Additionally, there is a criticalconcentration for Al2O3 above which the compacts cannot be ignited by induction heating. Mechanicalproperties of the products were tested to evaluate the performance of the synthesized composites.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Self-propagating high-temperature synthesis (SHS), or combus-tion synthesis (CS), is considered an energy efficient, low costmethodfor producing cements and intermetallics. Based on exothermalreaction, thismethod is capableofproducingsinglephaseofNiAl fromelement powders with high productivity [1]. It is also a convenientmethod for producing particle reinforced composites with variouschemical compositions. The Al2O3 particle is a proven reinforcementsince it has low density and high modulus [2]. In the case of NiAl SHSsynthesis, D.Tingaurd et al. claimed that the non-reactive particlesimprove the NiAl matrix properties due to the modification of thefracture mode from intergranular to transgranular [3]. Particularly,Al2O3 particles strengthen mechanical properties regardless ofdegradation through combustion [4e6].
Thermodynamically, the addition of Al2O3 acts as a “dilution”agent to the NiAl synthesis. The dilution not only affectsthe exothermicity but also influences other parameters of SHS. Theinfluence on exothermicity can be divided into two aspects: (a) thereduction of total enthalpy of synthesis for equivalent weight and(b) the absorption of heat throughout combustion propagation andproduct synthesis. Furthermore, the dilution affects the ignitionand the combustion behaviour owing to the changes in thermalconductivity and porosity.
.
All rights reserved.
Induction heating is a widely used heating process in industry.Compared with other heating processes it is efficient, fast andenvironmentally friendly. It is different from conventional heatingprocesses that generates heat inside components. Recent researchon utilizing induction heating for combustion synthesis includes M.Shibuya et al. who conducted several investigations on TiB2-WB2system [7,8], and Lee et al. who studied the effect of heating rate onNiAl synthesis [9]. L.Y.Sheng et al. used induction heating to operatehot extrusion for Ni3Al fabrication [10]. However no research hasreported on how induction heating influences heating behaviourand the combustion process. In M.Shibuya’s research the sampleswere placed inside a crucible and covered by commercial castingsand whilst the induction coil was located outside the crucible. InLee’s work an Al2O3 brick was placed on the sample and a constantpressure was applied. The heating process took place in an induc-tion oven. In both studies, owing to the limitations in the experi-mental set up, neither the heating behaviour nor the ignitionprocess could be monitored during synthesis.
A complete temperature profile for the entire synthesis processcan provide sufficient data for the analysis of heating andcombustion behaviour and aids in the understanding of bothchanges in the microstructure and the reaction mechanism.However, high reaction velocity and elevated temperature restricttemperature measurement. For this reason, no systematic researchhas been reported on synthesis by induction heating. This studyaims to monitor the heating and combustion processes usinga combination of two infrared thermometers and a high resolutionthermal image camera. The infrared thermometers have short

Table 1Raw materials.
Material Manufacturer Particle size(d50)
Purity % Impurity %
Nickel INCO� CarbonylNi Type 123
4.5 mm 99.85 C 0.0780.041
Aluminium AlPOCO� 15 mm 99.7 Fe(max 0.2)Si(max 0.1)
Al2O3 Alcan Chemical 1 mm 99.8
Fig. 2. Schematic diagram of experimental setting up.
X. Zhu et al. / Intermetallics 18 (2010) 1197e12041198
response times and a broad temperature range but are limited topoint measurements. On the other hand, the thermal image cameracan generate a complete temperature profile of the combustionprocess but with reduced accuracy. Together the combination notonly enhances the analysis of the complete temperature profile butalso enables repeatable temperature profiles to be generated in thetests.
The amount of Al2O3 present affects the induction heating effi-ciency since it is an electromagnetic insulation material. In thisstudy Al2O3 was added to the samples in varying amounts todetermine the optimum limit. The microstructure and mechanicalproperties of the synthesized composites were examined andtested for this paper.
2. Experimental procedures
The chemical composition and particle size of the raw materialsare listed in Table 1 and the morphologies of Ni and Al particles areshown in Fig. 1.
Ni and Al were weighed at a stoichiometric mole ratio 1:1 andmixed with Al2O3 at 3%, 7%, 10%, 12% and 15% weight percentage(wt.%). The powder mixture was compressed in a steel die of 16-mm diameter with compression pressure fixed at 100 MPa. Twoinfrared thermometers, Raytek� Raynger MX (temperature range�30e910 �C) and Raytek� Marathon MM (temperature range460e3000 �C, response time 2 ms), were used for the temperaturemeasurements. A VarioCAM� high resolution thermal imagecamera was used to monitor the heating and combustion propa-gation behaviour. The resolution of this camera is 1 mega pixel. Theimage processing interval was set at 0.01 s. The induction heaterwas Cheltenham Induction Heating Limited (UK)’s model EH-2.0which has a maximum power rating 2 kw. The experimental set upis shown schematically in Fig. 2. Under this set up the outputfrequency of the coils was 320 KHz.
The phases of the synthesized products were characterized witha SIMMENS D500 x-ray diffractormeter using Cu Ka. A scanningelectron microscop (SEM) (Zeiss 50) was used to observe thesamples’ microstructure. Micro hardness tests were carried outusing a 0.1 N load for 10 s. Samples were moulded within an epoxyresin and polished prior to testing.
Fig. 1. Morphology o
3. Results and discussion
3.1. Chemical phase characteristics
The X-ray diffraction spectra are given in Fig. 3. The X-rayspectra for the 3 wt.% and 7 wt.% samples show little evidence ofAl2O3 since the quantities of Al2O3 are small and the diffractionintensity of Al2O3 is much weaker than that of NiAl. Fig. 3 showstwo chemical phases, NiAl and Al2O3, in the sample with 10 wt.%Al2O3 and three phases, NiAl, Al2O3 and trace Ni2Al3, in the 12 wt.%sample. The Al2O3 phase is a-Al2O3 which is the same as in theoriginal sample. No nickel or aluminium can be detected in the X-ray spectrum which indicates that the combustion reaction wascompleted for these samples. Hence the Al2O3 was acting asa dilution and did not take part in the reaction. The reason for theformation of Ni2Al3 is discussed in Section 3.4.
3.2. The effect Al2O3 contents on the combustion temperature
To investigate the effects of Al2O3 on ignition behaviour andcombustion temperature, the temperature profiles for all thesamples were recorded during synthesis and are shown in Fig. 4.The 3 wt.%, 7 wt.%, 10 wt.% and 12 wt.% sample curves have sharptemperature increases at approximately 820 K, indicating theoccurrence of combustion. In contrast, no combustion can beobserved in the 15 wt.% sample even after 25 s heating. The
f raw materials.

Fig. 3. X-ray diffraction spectra for 10% and 12% Al2O3 addition products.
Table 2Average heating rate as a function of Al2O3 content.
Al2O3 content (wt.%) 3 7 10 12 15Average heating rate (K/s) 114.2 94.7 71.8 49.6 19.6
X. Zhu et al. / Intermetallics 18 (2010) 1197e1204 1199
temperature profiles for the reacted samples can be divided intofour stages: Heating, Ignition and combustion, High-temperatureplateau and Cooling. In the following discussion each stage will beconsidered separately.
3.2.1. Heating behaviourThe average heating rates of the specimens can be derived from
Fig. 4 and the results are given in Table 2, which shows the heatingrate decreasing sharply with increasing Al2O3 content, i.e. theaddition of Al2O3 slowed the heating process induced via inductionheating. This is because the heating rate of the samples relies onboth the efficiency of the heating process and samples’ heatcapacity. The effect of Al2O3 on these parameters is discussedbelow.
The electrical efficiency under induction heating h can bedescribed by [11]:
h ¼ 1
1þ D1D2
ffiffiffiffiffiffiffiffir1mrr2
q (1)
where D1 and D2 are the effective coil inside diameter and thediameter of the sample, r1 and r2 are the electrical resistivities ofthe coil and the sample and mr is the relative magnetic permeabilityof the sample. Equation (1) shows that the electrical efficiency willreduce when the relative magnetic permeability is reduced. Theintroduction of Al2O3, commonly used for electrical insulation,reduces the magnetic permeability of the compact mixture andconsequently results in a reduction of heating rate.
The heat capacity of a material can be calculated using equation(2) below [12].
Fig. 4. Measured temperature during process for the samples with different Al2O3
contents.
Cp ¼ aþ�b� 10�3
�T þ
�c� 10�6
�T2 þ d� 105
T2(2)
where a, b, c and d are constants which are listed in Table 3 for thematerials used in this study. Using equation (2) together with thedata in Table 3, the energy required to heat from ambienttemperature (298 K) to 800 K is estimated as 344.5 J/g for Al2O3 andas 524.6 J/g for the Ni/Al mixture. The equivalent energy requiredfor the 3 wt.%, 7 wt.%, 10 wt.% samples is estimated as 519.2 J/g,511.9 J/g and 506.6 J/g respectively. Hence the change in heatcapacity is not the main reason for the decrease in the heating rate.Experiments undertaken show a critical value for Al2O3 contentabove which the sample cannot be ignited by induction heating.This value is 15 wt.% Al2O3 for the experimental conditionsdescribed in Section 2 (Fig. 4).
3.2.2. Ignition processThe ignition and combustion propagationweremonitored using
a thermal imaging technique, and the images for the propagationperiod are shown in Fig. 5. The time given in the diagram startsfrom the ignition starting point. Detailed information, shown inFig. 6, was extracted at 5 points positioned in the direction ofcombustion propagation. The points were labelled in numericalorder with the ignition start point set as point 1. The distancebetween each point was set at 4 mm so that these points coveredthe centre and the edge of the sample. The combination of thesetwo figures provides the temperature distributions from ignition tocomplete combustion and allows the combustion propagation rateto be estimated. The thermal images in Fig. 5 show that prior toignition, the temperature at the edge of the sample was slightlyhigher than at the central area. This is a typical characteristic ofhigh frequency induction heating known as the skin effect. Thetemperature difference between the edge and the central area wasapproximately 80 K, as indicated in Fig. 6. This is due to the edgebeing closer to the coil rings and thus in a region of higher inducedcurrent density. The temperature difference also showed thatignition commenced at the edge and propagated to the centre ofthe sample. However, the ignition zone was not circular becausethe magnetic field generated by the coil (as shown in Fig. 2) is nota perfect circle. Small differences in the magnetic field will result inlarge differences in induction heating.
Fig. 6a and b show a reduction in temperature between point 1and point 2 after ignition. This is because during combustionpropagation the sample shape changed such that point 1 and point2 were no longer within the sample, which can be clearly seen inFig. 5. With increasing Al2O3 content the shape change becomesless obvious, the shape change for the 12 wt.% sample beinginsignificant as shown in Fig. 5d.
The combustion propagation velocity can be derived from Fig. 5.Combustion velocities for the 3 wt.% and 12 wt.% sample wereestimated at 0.3 m/s and 0.15 m/s respectively. The effect of Al2O3on combustion velocity is a combination of changes in sampleproperties such as thermal conductivity, thermal capacity etc. Inaccordance with Fourier’s law for heat transport, the combustionvelocity for diffusion controlled SHS processes can be describedfrom equation (3) [13]:
v2 ¼ 2ka20wCpr
D0exp�� ERT
�(3)
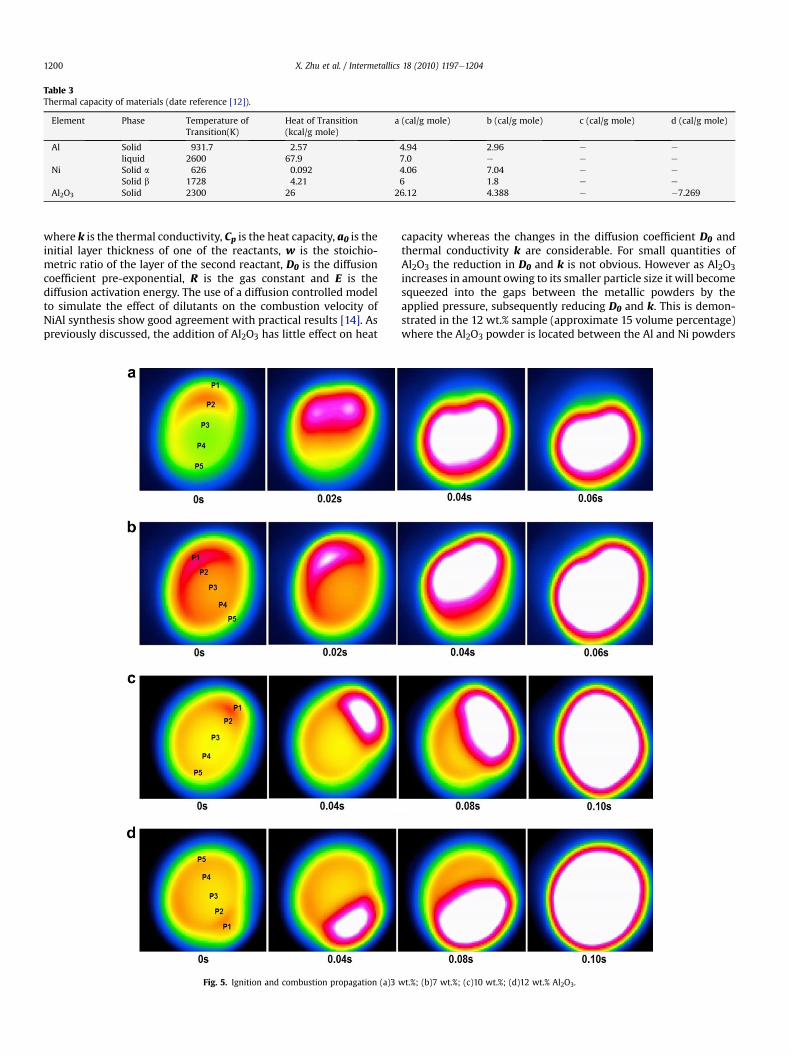
Table 3Thermal capacity of materials (date reference [12]).
Element Phase Temperature ofTransition(K)
Heat of Transition(kcal/g mole)
a (cal/g mole) b (cal/g mole) c (cal/g mole) d (cal/g mole)
Al Solid 931.7 2.57 4.94 2.96 e e
liquid 2600 67.9 7.0 e e e
Ni Solid a 626 0.092 4.06 7.04 e e
Solid b 1728 4.21 6 1.8 e e
Al2O3 Solid 2300 26 26.12 4.388 e �7.269
X. Zhu et al. / Intermetallics 18 (2010) 1197e12041200
where k is the thermal conductivity, Cp is the heat capacity, a0 is theinitial layer thickness of one of the reactants, w is the stoichio-metric ratio of the layer of the second reactant, D0 is the diffusioncoefficient pre-exponential, R is the gas constant and E is thediffusion activation energy. The use of a diffusion controlled modelto simulate the effect of dilutants on the combustion velocity ofNiAl synthesis show good agreement with practical results [14]. Aspreviously discussed, the addition of Al2O3 has little effect on heat
Fig. 5. Ignition and combustion propagation (a)3
capacity whereas the changes in the diffusion coefficient D0 andthermal conductivity k are considerable. For small quantities ofAl2O3 the reduction in D0 and k is not obvious. However as Al2O3increases in amount owing to its smaller particle size it will becomesqueezed into the gaps between the metallic powders by theapplied pressure, subsequently reducing D0 and k. This is demon-strated in the 12 wt.% sample (approximate 15 volume percentage)where the Al2O3 powder is located between the Al and Ni powders
wt.%; (b)7 wt.%; (c)10 wt.%; (d)12 wt.% Al2O3.

Fig. 6. Monitoring of combustion behaviour for reacted samples (a) 3 wt.%; (b) 7 wt.%; (c)10 wt.%; (d)12 wt.% Al2O3. P1 to P5 represent the positions given in Fig. 5.
Fig. 7. Fracture surface of compressed sample with 12 wt.% Al2O3.
X. Zhu et al. / Intermetallics 18 (2010) 1197e1204 1201
as shown in Fig. 7. The lower combustion velocities of the sampleswith higher Al2O3 content can therefore be attributed to the less-ening of direct contact between the Al and Ni powders.
3.2.3. Combustion and solidificationThe recorded maximum temperatures of the reacted samples
were almost identical (z1950 K) as is shown in Fig. 4. Afterreaching the maximum temperature, each temperature profileshows a dip followed by a plateau at about 1900 K. This plateau isassumed to represent the solidification stage of NiAl following theexistence of liquid phase NiAl and is 11 K lower than the equilib-rium solidification temperature of NiAl due to the under coolingeffect. The length of the plateau shortens with the increase in thecontent of Al2O3. For example, the plateau length of the 3%wt.sample was more than 5 s whilst for the 12%wt. sample it wasapproximately 2 s. The reduction of the plateau period implies thatthe Al2O3 affects the amount of liquid phase present in thesynthesized product.
In NiAl combustion synthesis, the maximum combustiontemperature in an adiabatic system (Tad) is 1911 K i.e. its meltingpoint. The melting point of Al2O3 is 2300 K [15]. In the compositesystem, Al2O3 is assumed to consume the energy released by thereaction to maintain a solid phase. However, in this study theamount of Al2O3 content did not appear to affect the maximumtemperature. Thermodynamic theory is introduced to explain thisresult. Previous research has shown that NiAl appears togetherwith molten Al and during combustion the product contains bothliquid and solid NiAl phases [16,17]. Disregarding the reactionsequence and assuming that at maximum temperature thesynthesis process is fully completed, the reaction could be simpli-fied as: (data reference [12]):
Niþ Al/NiAlþ 118:5KJ (4)
assuming an adiabatic environment and taking energy conserva-tion into account, the change in reaction system enthalpy can becalculated. described as:
XniDH298 þ
ZTPre
298
XniCpðRiÞdT ¼
ZTad
298
XmjCp
�Pj�dT (5)
where ΔH298 is the enthalpy of formation, Cp is the heat capacity, Riand Pj are the appropriate reactant and products respectively, andTpre and Tad are the preheating and maximum combustiontemperature, n andm are the numbers of reactants and synthesized

Fig. 8. The effects of preheating and Al2O3 content on the degree of melting of NiAlduring combustion synthesis.
Fig. 10. Effect of Al2O3 content on the hardness of synthesized products.
X. Zhu et al. / Intermetallics 18 (2010) 1197e12041202
products respectively. Fig. 6 shows that each sample was heated asawhole and the temperature prior to ignitionwas above 700 K. Thissuggests that preheating should be included in any thermodynamicapproximation of induction heating. Figs. 5 and 6 show that thereactions were very fast (less than 0.1 s). Therefore, it is reasonableto assume the reaction is adiabatic.
For the NiAl synthesis, since Tad reaches the melting point of theproducts, the melting enthalpy ΔHmelt should be included andequation (3) modified as:
XniDH298 þ
ZTPre
298
XniCpðRiÞdT
¼ZTmelt
298
XmjCp
�Pj�dT þ DHmelt þ
ZTad
Tmelt
XmjCp
�Pj�dT (6)
where Tmelt is the melting point of product and ΔHmelt is themelting enthalpy of the product. The solid to liquid phase transitionenthalpy of NiAl compounds is 57.6 KJ mol�1 [12].
The calculation of Cp is given in equation (2) and using relevantdata found in Table 3, the required heating enthalpy of solid phaseNiAl is determined by [18]:
HNiAlðsolidÞ ¼ �131488:5þ 4184T þ 6:905� 10�2T2 (7)
The percentage of liquid phase NiAl has a great influence on thecombustion behaviour and product properties, which can becalculated using equations (2)e(7). Fig. 8 shows the calculatedliquid content of NiAl during synthesis as a function of Al2O3content for different preheating conditions. It can be seen that the
Fig. 9. Microstructure of synthesized produ
preheating parameter affects the liquid phase significantly. Forexample, the 10 wt.% Al2O3 sample, when preheated to 700 Kcontains more than 60% liquid phase NiAl, but with no preheatingcontains only 11% liquid NiAl. Due to inevitable heat losses theliquid phase of the product during experiment will be less than thatshown in Fig. 8.
3.3. Microstructure and properties
Fig. 9 shows the microstructure of the 3 wt.% and 12 wt.% Al2O3
samples. The products were synthesized without pressure but havelow porosity. This is because a large amount of liquid phase NiAlwas formed during synthesis as shown in Section 3.2.3. However, asshown in Fig. 9b for the samples with high Al2O3 content, the fineagglomerated Al2O3 cannot be fully absorbed by the molten NiAland appears as defects in the composite.
Micro hardness test results are shown in Fig. 10. For thecomposites with 3 wt.% to 10 wt.% Al2O3, hardness increases withincreasing Al2O3 content. The hardness of the 3 wt.% sample was368 HV and the 10 wt.% sample had a peak value of 474 HV. 10 wt.%Al2O3 content is approximately 12.63 vol%. A comparable result forthe 10 wt.% sample was given as 480 HV [5] for a synthesizedproduct of NiAl with 13vol% Al2O3. In the latter case constantpressure was used to aid synthesis, hence the result of 474 HVdetermined in this study is promising since no pressure assistancewas used. Fig. 10 also shows a decline of 52 HV in hardnessoccurring between the 10 wt.% sample and the 12 wt.% one. This isowing to the existence of agglomerated Al2O3 and the fragile phaseNi2Al3 which have affected the hardness.
To study the strengthening effect of Al2O3 on NiAl, the fracturesurface of the samples was examined and results for the 3 wt.% and12 wt.% are shown in Fig. 11. For the 3 wt.% product, the fracture
cts: (a) 3 wt.% Al2O3; (b) 12 wt.% Al2O3.

Fig. 11. Fracture surface of synthesized products: (a) 3 wt.% Al2O3; (b) 12 wt.% Al2O3.
X. Zhu et al. / Intermetallics 18 (2010) 1197e1204 1203
surface shows that NiAl transgranular fracture is the dominantfracture mechanism. Most of the Al2O3 particles are located withinthe NiAl grains, which indicates that Al2O3 was fully absorbed bythe molten NiAl. For the 10 wt.% and 12 wt.% samples, owing to thereduction of the liquid phase and the shorter solidification time,pores on a scale of over 10 microns were observed.
Fibrous structure was observed at the edges of the pores, asshown in Fig. 11b. Emily et al. [19] had also observed similarstructures and described them as “whiskers”. In relation to thecurrent study, two aspects of whisker structures are worth noting:(a) the diameter of each whisker structure was on the scale of100 nm, (b) the whiskers were only observed around pores. Sincethe vapour pressure of Al at 1898 K is 40 mm Hg [12], it isreasonable to assume that Al vapour should exist during synthesis.Based on the analysis in Section 3.2.3, it can be reasonably assumedthat the temperature at or near a pore will remain at or near to themelting temperature of NiAl (1911 k) during combustion. Therefore,the formation of whiskers may due to vaporisation of liquid Alfollowed by subsequent condensation around the pores.
3.4. Formation of Ni2Al3
Previous work on NiAl combustion synthesis, has reported thatthe formation of Ni2Al3 could commence in the early stages ofsynthesis and during cooling. Ping Zhu et al. quenched samples at854 �C and observed the existence of Ni2Al3 [20], which indicatedthat the formation of Ni2Al3 was in the early synthesis stage. Biswaset al. also found the appearance of Ni2Al3 in quenched sample priorto combustion [21]. On the other hand, the appearance of Ni2Al3during the cooling period was confirmed in a time-resolved X-raydiffraction (TRXRD) study [17] and in a study of quenching at thecombustion front [22].
The stage at which Ni2Al3 is formed in the 12 wt.% Al2O3 samplerequires further discussion. As described by A.Biswas et al. Ni2Al3film forms on the Ni particles and further diffusion of Al and Niatoms across this film leads to the crystallization of NiAl [21,23].This suggests the existence of Ni2Al3 prior to combustion must beaccompanied by residual Ni particles. Thus, if the Ni2Al3 wasformed at an early stage, it would remain in the final product andcombustion would not be complete. In Fig. 3, the XRD spectra forthe 12 wt.% Al2O3 sample shows that NiAl, Al2O3 and Ni2Al3 are theonly existing phases. There are no residual raw materials. From thebackscattered image of product, the reaction was shown to becomplete for the 12 wt.% Al2O3 sample. The decompositiontemperature for Ni2Al3 is 1133 �C, and Ping believed that Ni2Al3synthesized at an early stage will decompose completely with onlyAl (Ni) liquid solution and Ni solid remaining [20]. Therefore, it isreasonable to conclude that the formation of Ni2Al3 at the coolingstage in the sample with 12 wt.% Al2O3 is highly possible.
C.Curfs et al. [17] proposed that the formation of Ni2Al3 at thecooling stage is owing to the reaction of liquid Al and solid NiAl.This mechanism can be used to explain the results found in thisstudy. For the 12 wt.% Al2O3 sample, the synthesis process was notcompleted during the combustion (sharp temperature rising) andsolidification (plateau period) stages. Residual liquid phase Alremained at cooling stage which reacted with NiAl to form Ni2Al3.This conclusion is supported by the temperature curves shown inFig. 4 where the 12 wt.% sample had the shortest plateau. Takingthis result together with the thermodynamic analysis given inSection 3.2, it could be concluded that in the 12 wt.% Al2O3 sample,the amount of liquid phase Al is much smaller than in the othersamples. The fibrous structure shown in Fig. 11b possibly formed atthe cooling stage due to the residual Al liquid. Comparisonwith theother samples leads to two reasons for the incomplete synthesis ofNiAl in the 12 wt.% Al2O3 sample: the lowest system energy and thelowest thermal conductivity. The lower system energy results ina lower liquid content in the synthesized product while thereduction in thermal conductivity leads to a longer combustiontime and increased the heat loss during combustion. For thesereasons Ni2Al3 formed in the 12 wt.% Al2O3 sample but not in theother samples. Zhu et al. [20] detected Ni2Al3 to be present with noaddition of Al2O3. However, this is due to the different ignitionprocess used. In this study, the whole sample was heated byinduction heating and thus a much higher liquid content achieved.
4. Conclusion
1. Intermetallic NiAl/Al2O3 composites have been synthesized bySelf-propagating High-temperature Synthesis (SHS) usinginduction heating ignition. The limit of Al2O3 content is 12 wt.%,above which combustion reaction will not occur.
2. Heating behaviour and combustion propagation wereanalyzed. During heating temperature differences on thesurface of sample were found not to be significant in inductionheating. This heating behaviour results in a preheating of theentire component. The average heating rate decreases from114.2 K/s to 49.6 Ks with a corresponding increase of Al2O3
contents from 0 to 12 wt.%. The decrease in combustionvelocity was mainly caused by the decrease in the diffusioncoefficient.
3. The liquid content of NiAl is a function of Al2O3 content andpreheating temperature which can be predicted using ther-modynamic data.
4. At lower Al2O3 content (�10 wt.%), the hardness increases withincreasing Al2O3 content. At high Al2O3 content, porosity andbrittle phase Ni2Al reduce hardness. The use of pressure as anaid to synthesis has great potential to enhance materialproperties.

X. Zhu et al. / Intermetallics 18 (2010) 1197e12041204
5. The results indicate that the formation of Ni2Al3 in the 12 wt.%Al2O3 sample possible occurs at the cooling stage; usingInduction heating is different from other ignition processes inthat the combustion reaction with Al2O3 content less than10 wt.% is complete and NiAl is the only synthesized product.
References
[1] John J, Moore HJF. Combustion synthesis of advanced materials part 1. ProgMater Sci 1995;39:243e73.
[2] Udhayabanu V, Ravi KR, Vinod V, Murty BS. Synthesis of in-situ NiAl-Al2O3nanocomposite by reactive milling and subsequent heat treatment. Interme-tallics 2010;16:353e8.
[3] Tingaud D, Nardou F. Influence of non-reactive particles on the microstructureof NiAl and NiAl-ZrO2 process by thermal explosion. Intermetallics 2008;16:732e7.
[4] Matsuura K, Kudoh M. Grain refinement of combustion-synthesized NiAl byaddition of ceramic particles. Mater Sci Eng A 1997;239e240:625e32.
[5] Michalski A, Jaroszewicz J, Rosinski M, Siemiaszko D. NiAl-Al2O3 compositesproduced by pulse plasma sintering with the participation of the SHS reaction.Intermetallics 2006;14:603e6.
[6] Moshksar MM, Doty H, Abbaschian R. Grain growth in NiAleAl2O3 in situcomposites. Intermetallics 1997;5:393e9.
[7] Shibuya M, Kawata M, Ohyanagi M, Munir ZA. Titanium diboride-tungstendiboride solid solutions formed by induction-field-activated combustionsynthesis. J Am Ceram Soc 2003;86:706e10.
[8] Shibuya M, Ohyanagi M. Effect of nickel boride additive on simultaneousdensification and phase decomposition of TiB2-WB2 solid solutions by pres-sureless sintering using induction heating. J Eur Ceram Soc 2007;27:301e6.
[9] Lee HY, Ikenaga A, Kim SH, Kim KB. The effects of induction heating rate onproperties of Ni-Al based intermetallic compound layer coated on ductile castiron by combustion synthesis. Intermetallics 2007;15:1050e6.
[10] Sheng L, Zhang Y, Guo W, Wang JT, Ovcharenko ZS, Zhou VE, et al. Micro-structure and mechanical properties of Ni3Al fabricated by thermal explosionand hot extrusion. Intermetallics 2009;17:572e7.
[11] Rudnev Valery, Loveless Don, Cook Raymond, Black Micah. Handbook ofinduction heating. CRC Group; 2003.
[12] Weast CRC. Handbook of chemistry and physics 68th. CRC Press; 1987e1988.[13] Mossino P. Some aspects in self-propagating high-temperature synthesis.
Ceram Int 2004;30:313e32.[14] Gennari S, Tamburini UA, Maglia F, Spinolo G, Munir ZA. A new approach to
the modeling of SHS reactions: combustion synthesis of transition metalaluminides. Acta Mater 2006;54:2343e51.
[15] Weast CRC. Handbook of chemistry and physics. CRC Press; 2007-2008.[16] Zhu P, Li JCM, Liu CT. Adiabatic temperature of combustion synthesis of Al-Ni
systems. Mater Sci Eng A 2003;357:248e57.[17] Curfs C, Tun-As X, Vaughan GBM, Terr AE, Kvick A, Rodriguez MA. Al-Ni
intermetallics obtained by SHS; a time-resolved X-ray diffraction study.Intermetallics 2007;15:1163e71.
[18] Zhu P. Combustion synthesis and near-net shape forming of nickel aluminides.Rochester, New York: University of Rochester; 2001. Mechanical Engineeringvol. Doctor of Philosophy.
[19] Hunt EM, Plantier KB, Pantoya ML. Nano-scale reactants in the self-propa-gating high-temperature synthesis of nickel aluminide. Acta Mater2004;52:3183e91.
[20] Zhu P, Li JCM, Liu CT. Reaction mechanism of combustion synthesis of NiAl.Mater Sci Eng A 2002;329e331:57e68.
[21] Biswas A, Roy SK. Comparison between the microstructural evolutions of twomodes of SHS of NiAl: key to a common reaction mechanism. Acta Mater2004;52:257e70.
[22] Fan Q, Chai H, Jin Z. Dissolution-precipitation mechanism of self-propagatinghigh-temperature synthesis of mononickel aluminide. Intermetallics2001;9:609e19.
[23] Biswas A, Roy SK, Gurumurthy KR, Prabhu N, Banerjee S. A study of self-propagating high-temperature synthesis of NiAl in thermal explosion mode.Acta Mater 2002;50:757e73.