
CONTROL DE CALIDAD APLICADO A LA INDUSTRIA DE CAJAS COMERCIALES DE CARTÓN

1
Resumen — Los fundamentos del diseño de sistemas en ámbitos
industriales permiten entender metodologías para diseño de interfaz,
pantalla y control orientados a industria, para lo cual en el presente
documento se detallan los conceptos de diseño para entender su relación
son la supervisión y automatización, estándares y guías metodológicas, así
como también se aborda la aplicación en sistemas interactivos, clasificación
de interfaces persona-máquina, diseño de paneles de mando de control,
ergonomía aplicada al diseño de salas de control y supervisión industrial.
Palabras clave — Interfaz, Interacción Hombre Máquina,
Estándares, Automatización, Automática, Industrial, Sistema de
Producción, Ergonomía, Supervisión, HMI, SCADA GEMMA,
GRAFCET.
I. INTRODUCCIÓN
En los sistemas de procesos industriales es importante la
aplicación de ciertas normas en cuanto al diseño y desarrollo
de ambientes industriales y de interfaces que estarán
relacionando continuamente al operario con la máquina.
El presente artículo topará los parámetros más importantes
para los diseños de interfaces, pantallas y correctos diseños de
cuartos de control para la aplicación a nivel industrial.
II. DESARROLLO DEL ARTÍCULO
A. ANTECEDENTES
El diseño y automatización industrial han avanzado de
manera significativa en las últimas décadas, por lo cual es
necesario tener bases sólidas sobre los fundamentos del
diseño de sistemas en ámbitos industriales, considerando la
supervisión (mediante diseños de interfaz y pantalla), así
como entender la relación entre interacción y automatización
para enfocar los diseños a la eficiencia de sistemas persona-
máquina.
B. METODOLOGÍA
- El formato de enseñanza es de forma virtual y los
estudiantes deberán utilizar el material docente y las
herramientas de la plataforma digital.
- La metodología que se usará es la PBL (Aprendizaje
basado en proyectos/problemas) en el cual el
estudiante recopila información y elabora un
documento y el profesor lo asesora en los aspectos
prácticos de dicho problema.
C. FUNDAMENTOS TEÓRICOS
Evolución histórica del concepto de diseño
Thomas B. Sheridan experto en tele robótica,
automatización y control dijo: “los progresos en robótica
dependen no solo de los cambios en la tecnología, sino
también en los avances en la comprensión de la relación
entre personas y máquinas”.
Sheridan enfoca la atención en la relación entre la persona y
la máquina, por tanto expresa:
Reparto del control de la tarea entre persona y
máquina: la tarea la ejecuta la persona con el soporte
del robot, la tarea la ejecuta el robot, etc.
Interacción entre persona y máquina: tipo de interfaz
física adaptada al tipo de discapacidad como joystick,
pedal, teclado especial, etc.
Con estas afirmaciones hay que valorar que la persona y la
máquina se encuentran en un mismo entorno.
Diseño de sistemas interactivos centrados en el usuario
A mediados de los años 80, el diseño dejo de ser visto como
un proceso lineal al de una idea de ciclo en la que se centra
la idea en el carácter iterativo del proceso y en las
necesidades y capacidades de los usuarios. Englobando la
idea de cómo el usuario puede usar el sistema que está
siendo diseñado bajo el término usabilidad considerando:
o La opinión del usuario debe tenerse en cuenta
o El diseño debe ser poco costoso.
Corresponde a los expertos en ingeniería de la usabilidad
definir como se evalúan las especificaciones para satisfacer las
necesidades del usuario.
Estándares y guías metodológicas
Las principales guías o estándares que tratan la
problemática de la interacción compleja entre personas y
máquinas y que pueden aportar rasgos a considerar en la
supervisión humana industrial.
ISO 11064.- establece unos principios,
recomendaciones y requerimientos para ser aplicados
en el diseño de centros de control.
Human Factors Design Standards (HFDS).- esta
hace hincapié en la relevancia del rol del operario y
en la aplicación de la automatización centrada en el
S. Acosta, N. Benítez, G. Moncayo, J. Noboa, G. Cruz, R. Hidalgo, D. Pichoasamín, M. Morocho, W.
Campaña, D. Pérez, D. Paucar, C. Guerrón, F. Untuña, G. Cárdenas, D. Rodríguez, UNIVERSIDAD
DE LAS FUERZAS ARMADAS - ESPE
DISEÑO Y AUTOMATIZACIÓN
INDUSTRIAL

2
humano fue desarrollada para la Administración
Federal de Aviación FAA de los EE.UU.
Human Interface Design Review Guidelines
(NUREG 0700).- creada para revisar el diseño desde
el punto de vista de factores humanos de las
interfaces persona-sistema (Human System
Interfaces, HSI) en general, fue desarrollada por la
Comisión de Regulación Nuclear de los EE.UU.
Safety Automation System NORSOK.- desarrollados por la industria petrolífera de Noruega
para asegurar una adecuada seguridad, valor añadido
y un coste efectivo para todas las partes implicadas
en el desarrollo de sistemas petrolíferos.
Man System Integration Standard (NASA-STD-
3000).- generado por la agencia NASA en donde
proporciona la información específica para asegurar
la integración apropiada de los requerimientos de
interfaces persona-máquina con los de otras
disciplinas aeroespaciales.
GEDIS (guía ergonómica de diseño de interfaz de
supervisión).- ofrece un método de diseño
especializado en sistemas de control supervisor
industrial basado en niveles donde se van
concretando los diseños de los distintos tipos de
pantalla y contenidos.
Principios de diseño
Jerarquía de necesidades de Maslow
La ley de Hick
Equilibrio entre flexibilidad y eficacia
La limitación
Error humano
Control supervisado
Jerarquía de necesidades
Este principio especifica que un diseño debe satisfacer un
conjunto de necesidades de forma ordenada. Se expresa en
forma de pirámide de 5 niveles.
Figura 1. Pirámide para expresar la Jerarquía de
Necesidades
Funcionalidad.- que el diseño funcione.
Fiabilidad.- obtención de resultados estables y consistentes.
Utilidad.- facilidad en el uso de un diseño.
Competencia.- otorgar a los usuarios la posibilidad de
hacer las cosas mejor.
Creatividad.- permite los usuarios pueden interactuar con
el diseño de un modo innovador.
La ley de Hick
La ley permite calcular el tiempo que se tarda en tomar una
decisión cuando se presentan varias posibilidades.
Fórmula 1. Ley de Hick
nbaRT 2log* (1)
Siendo:
- RT: tiempo de respuesta
- a: tiempo total que no está implicado en la toma de
decisión
- b: constante empírica basada en el tiempo de
procesado cognitivo para cada opción (0,155 s para
los seres humanos)
- n: número de alternativas posibles
Equilibrio entre flexibilidad y eficacia
Los diseños flexibles pueden desempeñar más funciones
que los diseños especializados pero lo hacen de una forma
menos eficaz. Debe conseguirse el equilibrio entre
flexibilidad y eficacia ya que no se puede prescindir de
ninguno de los dos conceptos; la incorporación de la
flexibilidad permite satisfacer un mayor número de
exigencias de diseño, pero ello repercute en un aumento de
la complejidad.
La limitación.
Las limitaciones permiten reducir las acciones que se
pueden realizar sobre un sistema. La aplicación de las
limitaciones facilita la utilización de los diseños. Existen
dos tipos de limitaciones, físicas y psicológicas.
Las limitaciones físicas reducen las acciones a condicionar el
movimiento según trayecto Las limitaciones físicas se
emplean para reducir la sensibilidad de los controladores, al
minimizar las entradas involuntarias y evitar las acciones
peligrosas. Como el caso:
Limitación de tipo Trayecto: se lo representa con el
slider, el usuario puede deslizar el cursor a lo largo de
una trayectoria en una escala.
Limitación de tipo Eje: Usa un dispositivo selector,
movimientos de rotación sobre el controlador se
puede activar o desactivar el dispositivo.
Las limitaciones de tipo Barrera: ejercen como
detención. El ejemplo más común es al mover el
ratón convencional y encontrar los límites de la
pantalla del ordenador.
Las limitaciones psicológicas Son aspectos de percepción de la información y modelos
mentales del mundo. Las limitaciones psicológicas se
clasifican en símbolo, convención y dirección. Las

3
limitaciones psicológicas se emplean para mejorar la
claridad de un diseño y facilitar el reconocimiento de la
situación por parte del usuario, así como facilitar la entrada
de acciones.
Error Humano
Una de las causas más frecuentes de los accidentes se debe
al error humano. Como primera aproximación los errores
pueden clasificarse en errores de ejecución y en errores de
planificación.
Los errores de ejecución, o errores de acción: se
corresponden con equivocaciones por parte del usuario que
tienen lugar en el inconsciente. El usuario tenía intención de
apretar un botón, y debido a la equivocación, ha acabado
presionando un botón no deseado, por ejemplo.
Los errores de planificación: se producen cuando la tarea de
toma de decisiones y solución de problemas resulta
inadecuada para corregir el mal funcionamiento de un
proceso o una máquina.
Los diseños deben ayudar a las personas a evitar errores y,
en caso de producirse, a minimizar las consecuencias
negativas. En este sentido se define el diseño indulgente que
incluye:
- Adecuaciones: características físicas del diseño que
influyen en su correcta utilización.
- Acciones reversibles: acciones que pueden
deshacerse si se produce un error.
- Redes de seguridad: instrumento o proceso que
minimiza las consecuencias negativas de un error
catastrófico
- Confirmación: verificación de las intenciones antes
de realizar acciones arriesgadas.
- Advertencias: señales, mensajes o alarmas empleadas
para avisar de un peligro inminente
- Ayuda: información de soporte al operario en
operaciones básicas o conflictivas para la superación
de la situación.
Control supervisado
Supervisión de un proceso indica el conjunto de acciones
desempeñadas para asegurar el funcionamiento correcto del
proceso incluso en situaciones anómalas.
El operario interactúa con el proceso controlado y puede
ejercer tareas rutinarias de vigilancia sin intervención, es
una arquitectura híbrida de interacción entre el operario
humano, la interfaz y el controlador.
Desde el ordenador el operario tiene una mejor
comprensión del proceso controlado mediante herramientas
de programación orientadas a los procesos industriales,
mediante los cuales se pueden generar aplicaciones a
medida del proceso a estudio.
Figura 2. Interacción hombre – máquina en un proceso
La supervisión engloba la automatización, el seguimiento y la
vigilancia del proceso controlado. La automatización y la
supervisión son fases consecutivas a aplicar sobre el proceso.
El sistema de supervisión es el encargado de llevar a cabo las
actividades siguientes:
- Adquisición y almacenamiento de datos
- Monitorización o vigilancia de las variables del
proceso
- Control supervisor sobre autómatas y reguladores
industriales
- Detección de fallos
- Diagnóstico de fallos
- Reconfiguración
Las principales tareas del operario son:
- Planificación de la tarea a realizar y cómo realizarla.
- Automatizar las tareas sobre ordenador para que
puedan ejecutarse de forma automática
- Monitorizar la ejecución automática.
- Intervención humana, aquí el operario interviene de
forma activa.
Figura 3. Interacción del operario con un sistema controlado
supervisado.

4
El control supervisado, aunque presenta una gran
complejidad, es especialmente útil en el manejo de
sistemas persona-máquina complejos, en la industria
y en los sistemas de tele-operación.
Hay que destacar la presencia de incertidumbre y el
error humano. Al realizar un modelo físico-
matemático del funcionamiento del proceso, cuanto
mejor sea este modelo menor será la incertidumbre,
pero no se puede conseguir una fiabilidad perfecta en
el uso del modelo.
D. DISEÑO DE INTERFAZ
Industrias relacionadas con la automatización.
Se las puede clasificar en industrias manufactureras e
industrias de procesos. La primera se caracteriza por la
presencia de máquinas herramienta de control numérico por
ordenador como núcleo de sistemas de fabricación flexible,
destaca el uso de estaciones robotizadas en tareas de
soldadura, pintura, montaje, etc., teniendo en cuenta que los
temas a resolver en este tipo de industrias es la planificación
y gestión de la producción, es decir la asignación de tareas a
máquinas, diseño del layout de la planta, sistemas flexibles
que fabriquen diversos productos, políticas de planificación
cercanas a la optimización, etc.
En cuanto a la industria de procesos, se las conoce como
fábricas de productos de naturaleza más o menos continua,
como la industria petroquímica, cementera, de la
alimentación, farmacéutica, etc. En éstas destaca la
aplicación de algoritmos de control avanzado, como por
ejemplo el control predictivo; tiene un nivel consolidado en
cuanto a salas de control con sistemas de control distribuido
(DCS), y el uso de autómatas programables para tareas
secuenciales o para configurar sistemas redundantes seguros
ante fallos, entre otros elementos.
Fases para la puesta en marcha de un proyecto de
automatización
En la parte de automatización y desde el punto de vista del
trabajo que debe realizar el ingeniero/ingeniera técnica se
tienen las fases indicadas por la Figura 4.
Automatización: En esta fase se debe desarrollar los pasos
siguientes relacionados con el GRAFCET y la puesta en
marcha de automatismos:
Observar el proceso a controlar y generar el
GRAFCET de primer nivel en su descripción
funcional.
Seleccionar el automatismo (autómata programable).
Realizar el cableado físico de sensores y actuadores.
Generar el GRAFCET de segundo nivel en su
descripción tecnológica.
Supervisión: Los pasos a desarrollar en esta fase son:
Reunir el máximo de especificaciones sobre los
estados posibles en las que se puede encontrar una
máquina o un proceso.
Definir los módulos a utilizar según la complejidad
del problema y representar gráficamente el caso de
estudio mediante los estados y las transiciones de la
guía GEMMA (Guía de Estudios de modos de
marcha y paro).
Generar para cada módulo un GRAFCET parcial.
Integrar los GRAFCET parciales en un solo
GRAFCET general.
Supervisión del proceso por parte del operario.
Interacción: Etapa llevada a cabo por el operario y el proceso
controlado por parte del automatismo, se debe concretar la
intervención del operario mediante el diseño del panel de
mando en función de las acciones físicas sobre dispositivos y
la recepción de señales informativas visuales o acústicas.
Los dispositivos concretos a utilizar dependen de los módulos
definidos en la fase denominada supervisión. En concreto,
presentamos una disposición básica de dispositivos en la
siguiente sección. Para el diseño del panel de mando se
utilizan conceptos que aparecen en la normativa de seguridad
en máquinas, así como especificaciones ergonómicas y el
conjunto de situaciones a tratar mediante la guía GEMMA. La
siguiente sección muestra en detalle esta integración. En
función de la complejidad del problema, el operario debe
conocer qué dispositivos necesita y si el panel es el adecuado
o conviene hacer mejoras.
En automatización industrial, existe una gran diversidad de
dispositivos, que se engloban en lo que se conoce como
interfaz persona-máquina (HMI). La comprensión de la fase
de interacción es vital para que el usuario pueda clasificar las
diversas situaciones que se dan en el sistema automatizado y
procesar la información e intervenir con coherencia.
Implementación: Es la parte más práctica del método. Sus
pasos más significativos son:
Selección del lenguaje de programación del
automatismo.
Traducción de GRAFCET a lenguaje de
programación.
Esta fase requiere las habilidades prácticas del operario en la
programación de automatismos. Respecto a la traducción de
GRAFCET a lenguaje de programación de autómatas, algunos
usuarios utilizan el GRAFCET de tercer nivel en su
descripción operativa. Otros usuarios prefieren pasar
directamente el GRAFCET de segundo nivel, en su
descripción tecnológica, al formato de esquema de contactos.
Pruebas: Una vez implementado el algoritmo general sobre el
automatismo, el operario puede verificar dicho algoritmo por
partes; vigilar la evolución del proceso o interactuar con el
proceso controlado mediante el panel de mando.
Para afrontar problemas complejos se recomienda dividir el
problema en módulos funcionales básicos, y así poder rehacer
el algoritmo de forma metódica sólo en las partes a rehacer.
Al incluir una fase de interacción, debe quedar claro que el
operario forma parte del sistema persona-máquina diseñado,
de ahí que una nueva figura puede clarificar el rol de la tarea
del operario.

5
Figura 4. Fases para la puesta en marcha de un proyecto de automatización
Clasificación de interfaces persona-máquina
Las HMI destinadas a la automatización industrial se
pueden clasificar en dos grupos:
De supervisión de procesos (basadas en SCADA)
Las de manejo y visualización a nivel de máquina
(basadas en paneles).
A su vez las HMI de manejo y visualización a nivel de
maquina se subdividen en dos grupos:
Paneles móviles
Paneles estacionarios.
Teach pendant para robot industrial: El teach pendant en
robótica industrial es un tipo de interfaz HMI diseñada para
la programación y verificación de los programas a ejecutar
por parte del robot industrial. Esta interfaz acoge la tarea del
operario en robótica que debe programar el robot en la tarea
industrial programada, por lo que la interacción entre el
operario, el robot y diversos elementos de automatización
lleva consigo la mejora de la interfaz en cuanto al manejo.
Figura 5. Teach Pendant de un Robot Industrial.
Tablet PC: Las Tablet PC’s son equipos portátiles conectados
al equipo principal mediante un sistema Wireless, y que
permite que el operario, moviéndose libremente en planta,
pueda acceder a la información, adquirirla, tratarla y
compartirla o enviarla a la aplicación gráfica que se encuentra
en la sala de control principal.
Figura 6. Tablet PC para procesos industriales
Diseño de panel de mando para automatismos y máquinas
industriales
El panel de mando forma parte del conjunto de dispositivos
HMI, interfaces persona-máquina presentes en sistemas de
automatización industrial (terminales programables,
monitor con pantalla táctil).
La ingeniería de la usabilidad y la normativa de seguridad
en máquinas, para el diseño de un panel de mando en el que
el operario pueda llevar a cabo la fase de intervención
presente en la guía GEMMA.
Especificaciones: En el ámbito industrial, se encuentran
paneles básicos a pie de máquina o mediante soporte a la
altura de los ojos del operario. Si la máquina incorpora
diversos componentes periféricos, es fácil encontrar
diversos paneles que incorporan pulsadores y selectores a lo
largo de la máquina. Los dispositivos informativos visuales
suelen construirse sobre un chasis plastificado exterior en el
mismo color que el que emerge del componente electrónico
interior, normalmente un diodo emisor de luz, o led.
Figura 7. Panel de mando sencillo de una máquina industrial
Diseño
Para el diseño se debe tomar en cuenta que en los paneles
no exista ambigüedad, ya que un panel de mando

6
desordenado provoca mala interpretación y errónea
ejecución.
En primer lugar las funcionalidades deben estar
distribuidas horizontal y verticalmente, dispositivos de
información visual DIV se sitúan en la parte superior del
panel y los dispositivos controladores se sitúan en la parte
inferior del panel
Figura 8. Correcta distribución del panel de mando de una máquina
industrial
En la parte de servicio se dispone un selector (0, 1), pone en
servicio la máquina o proceso; el LED blanco indica esta
acción.
En la parte de modos de marcha/paro el operario dispone de
un selector de cuatro posiciones (MAN, 0, CaC, AUT). La
ordenación de modos en el selector de marcha/paro no es
aleatoria. El modo 0 separa el lado izquierdo, en el que se
selecciona el control manual humano, de los modos a la
derecha de 0, que servirán para seleccionar diversos modos
de control automático.
El modo CaC permite que el operario pueda observar el
ciclo completo llevado a cabo por el automatismo sobre el
proceso y detenerlo al final para proceder a revisiones y
cambios. Una vez el operario está seguro del desarrollo del
ciclo, puede escoger el modo automático AUT del selector.
El modo 0 permite al operario detener la máquina en un
instante concreto, sin perjuicio del funcionamiento de la
misma, en contraste con CaC que significa el paro de la
máquina al finalizar el presente ciclo. El selector se
complementa con un pulsador, de forma que realmente el
operario primero selecciona y luego valida su decisión.
En la parte de seguridad se dispone del paro de emergencia
y del pulsador de rearme para el reestablecimiento del ciclo.
Los LEDS indicadores mostrados informan de un posible
fallo de un dispositivo (en este caso, de un sensor o de un
actuador) y de una situación de alarma (en la que hay que
estar precavidos ante un posible agotamiento de materia
prima, por ejemplo).
Utilización
Una vez el panel de mando está definido, se puede hacer
una asociación de ideas entre las situaciones presentadas en
la guía GEMMA y la intervención del operario sobre el
panel de mando. Situaciones como:
- Marcha por ciclos y paro a fin de ciclo
- Marcha de verificación con orden
- Parada de emergencia
Son las que los operarios tendrán que estar preparados para
solucionarlas.
Una vez seleccionados algunos actuadores y sensores, se
puede generar el sub-panel y ubicar los indicadores y
controladores
Creación de Prototipos
Una vez se han aplicado criterios de ergonomía, seguridad
en máquinas en el diseño del panel de mando, es importante
crear prototipos reales para evaluar la usabilidad.
Crear un prototipo requiere adquirir cada uno de los
dispositivos DIV y controladores, y adecuarlos en una caja.
En estos momentos, se dispone de una versión beta de panel
de mando, tal como se ilustra en la fotografía, y que está
perfectamente operativo ya que se integra con el
automatismo (PLC).
Figura 8. Prototipo de un panel de mando.
E. DISEÑO DE PANTALLA
Especificación de los Elementos de la Interfaz.
Se ordenan de lo general a lo particular tal como se muestra
en la figura 9.
Arquitectura: Mapa donde se indicarán todas las pantallas para el proceso.
Pantallas de Proceso: Muestran el estado de los equipos y
del proceso mismo.
Pantallas de Comandos: Permiten al operador realizar
acciones generales.
Pantallas de Configuración: Establecen límites de alarmas,
calibración, etc.
Pantallas de tendencias: Muestarn las valores de las
variables.
Pantallas de alarmas

7
Figura 9. Esquema general de la metodología de desarrollo de la interfaz.
Distribución de las Pantallas
Como segundo paso la distribución de pantallas se basa en
la jerarquía de pantallas referidas a la arquitectura y esta
distribución posee una directriz general e importante:
Considerar que según el Diagrama de Gutenberg, el
Movimiento del ojo va de arriba a abajo y de izquierda a
derecha. También el centro de la pantalla es también un
lugar de alta visibilidad, todo ello podemos observar en la
figura 10.
Figura 10. Ejemplo de una plantilla para un sinóptico de proceso.
Navegación
El objetivo es que el esquema de navegación sea intuitivo y
fácil de usar, para utilizar los siguientes métodos:
Menús y submenús
Barra de Botones
Barras de Iconos gráficos
Link con hipertexto
Link con gráficos de proceso
Teclas de Función
Cajas Combo o Listas Desplegables (‘Combo boxes’)
Uso de Color
El color es uno de los elementos más importantes dentro del
contexto de las interfaces persona-máquina, su uso
adecuado (conservador, convencional y consistente) es
determinante para la generación de una excelente interfaz.
Color para representar el estatus de los equipos de la planta
(marcha, paro, falla, manual, etc.)
Color de los principales materiales y fluidos del proceso
(agua, aire, gases, materias primas, productos terminados).
Color de las alarmas (críticas, advertencias, mensajes)
Color del texto en general (Títulos, etiquetas, etc.)
Color de valores de proceso (Temperaturas, presiones,
niveles, etc.)
Figura 11. Ejemplo de paleta de colores del sistema SCADA comercial Intouch de Wonderware.
Información Textual
Es importante regular el uso de este elemento para informar
eficazmente al operador respecto al estado del proceso. Las
características del texto son:
Uso de fuentes
Tamaño del texto
Alineación
Espaciamiento
Acrónimos
Abreviaturas.
Figura 12. Fuentes del sistema SCADA
ARQUITECTURA NAVEGACIÓN
DISTRIBUCIÓN
COLOR TEXTO
VALORES TABLASEQUIPOSCOMANDOS
E INGRESO
DE DATOS
ALARMAS
8
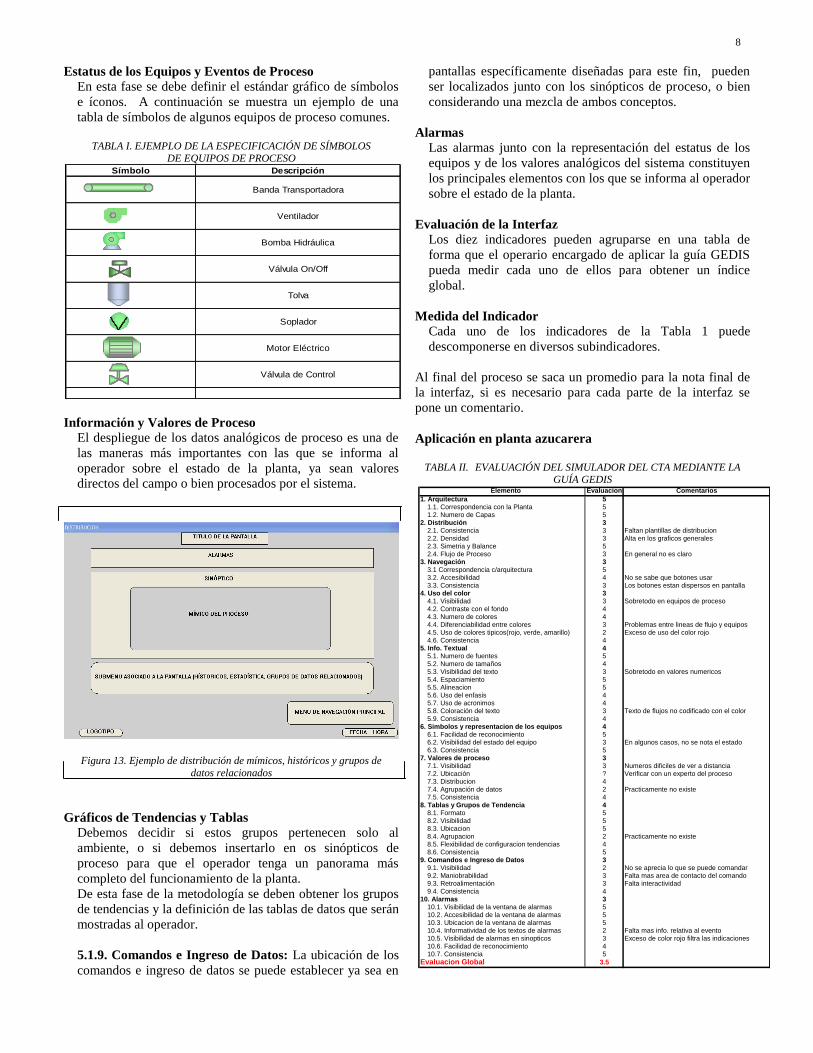
Estatus de los Equipos y Eventos de Proceso
En esta fase se debe definir el estándar gráfico de símbolos
e íconos. A continuación se muestra un ejemplo de una
tabla de símbolos de algunos equipos de proceso comunes.
TABLA I. EJEMPLO DE LA ESPECIFICACIÓN DE SÍMBOLOS
DE EQUIPOS DE PROCESO
Información y Valores de Proceso
El despliegue de los datos analógicos de proceso es una de
las maneras más importantes con las que se informa al
operador sobre el estado de la planta, ya sean valores
directos del campo o bien procesados por el sistema.
Figura 13. Ejemplo de distribución de mímicos, históricos y grupos de
datos relacionados
Gráficos de Tendencias y Tablas
Debemos decidir si estos grupos pertenecen solo al
ambiente, o si debemos insertarlo en os sinópticos de
proceso para que el operador tenga un panorama más
completo del funcionamiento de la planta.
De esta fase de la metodología se deben obtener los grupos
de tendencias y la definición de las tablas de datos que serán
mostradas al operador.
5.1.9. Comandos e Ingreso de Datos: La ubicación de los
comandos e ingreso de datos se puede establecer ya sea en
pantallas específicamente diseñadas para este fin, pueden
ser localizados junto con los sinópticos de proceso, o bien
considerando una mezcla de ambos conceptos.
Alarmas Las alarmas junto con la representación del estatus de los
equipos y de los valores analógicos del sistema constituyen
los principales elementos con los que se informa al operador
sobre el estado de la planta.
Evaluación de la Interfaz
Los diez indicadores pueden agruparse en una tabla de
forma que el operario encargado de aplicar la guía GEDIS
pueda medir cada uno de ellos para obtener un índice
global.
Medida del Indicador
Cada uno de los indicadores de la Tabla 1 puede
descomponerse en diversos subindicadores.
Al final del proceso se saca un promedio para la nota final de
la interfaz, si es necesario para cada parte de la interfaz se
pone un comentario.
Aplicación en planta azucarera
TABLA II. EVALUACIÓN DEL SIMULADOR DEL CTA MEDIANTE LA
GUÍA GEDIS Elemento Evaluacion Comentarios
1. Arquitectura 51.1. Correspondencia con la Planta 51.2. Numero de Capas 5
2. Distribución 32.1. Consistencia 3 Faltan plantillas de distribucion2.2. Densidad 3 Alta en los graficos generales2.3. Simetria y Balance 52.4. Flujo de Proceso 3 En general no es claro
3. Navegación 33.1 Correspondencia c/arquitectura 53.2. Accesibilidad 4 No se sabe que botones usar3.3. Consistencia 3 Los botones estan dispersos en pantalla
4. Uso del color 34.1. Visibilidad 3 Sobretodo en equipos de proceso4.2. Contraste con el fondo 44.3. Numero de colores 44.4. Diferenciabilidad entre colores 3 Problemas entre lineas de flujo y equipos4.5. Uso de colores tipicos(rojo, verde, amarillo) 2 Exceso de uso del color rojo4.6. Consistencia 4
5. Info. Textual 45.1. Numero de fuentes 55.2. Numero de tamaños 45.3. Visibilidad del texto 3 Sobretodo en valores numericos5.4. Espaciamiento 55.5. Alineacion 55.6. Uso del enfasis 45.7. Uso de acronimos 45.8. Coloración del texto 3 Texto de flujos no codificado con el color5.9. Consistencia 4
6. Simbolos y representacion de los equipos 46.1. Facilidad de reconocimiento 56.2. Visibilidad del estado del equipo 3 En algunos casos, no se nota el estado6.3. Consistencia 5
7. Valores de proceso 37.1. Visibilidad 3 Numeros dificiles de ver a distancia7.2. Ubicación ? Verificar con un experto del proceso7.3. Distribucion 47.4. Agrupación de datos 2 Practicamente no existe7.5. Consistencia 4
8. Tablas y Grupos de Tendencia 48.1. Formato 58.2. Visibilidad 58.3. Ubicacion 58.4. Agrupacion 2 Practicamente no existe8.5. Flexibilidad de configuracion tendencias 48.6. Consistencia 5
9. Comandos e Ingreso de Datos 39.1. Visibilidad 2 No se aprecia lo que se puede comandar9.2. Maniobrabilidad 3 Falta mas area de contacto del comando9.3. Retroalimentación 3 Falta interactividad9.4. Consistencia 4
10. Alarmas 310.1. Visibilidad de la ventana de alarmas 510.2. Accesibilidad de la ventana de alarmas 510.3. Ubicacion de la ventana de alarmas 510.4. Informatividad de los textos de alarmas 2 Falta mas info. relativa al evento10.5. Visibilidad de alarmas en sinopticos 3 Exceso de color rojo filtra las indicaciones10.6. Facilidad de reconocimiento 410.7. Consistencia 5
Evaluacion Global 3.5
Símbolo Descripción
Banda Transportadora
Ventilador
Bomba Hidráulica
Válvula On/Off
Tolva
Soplador
Motor Eléctrico
Válvula de Control

9
Una vez completada la evaluación se realizaron los cambios
respectivos en la interfaz gráfica de la planta, como se ve a
continuación:
Figura 14. Gráfico de evaporación original
Figura 15. Gráfico de evaporación modificado
Aplicación en el campus Universitario
A continuación se describe el proceso que se realizó en las
instalaciones de la Universidad autónoma de Barcelona
sobre el control y monitorización mediante el sistema
SCADA Intouch, esto nos servirá de ejemplo para tomar las
respectivas consideraciones.
Es así que se evidenciaron varios problemas, por lo que se
deberá tomar en cuenta los siguientes aspectos:
Falta de visibilidad y desalineamiento de los
controles, así como también la deficiencia en la
apariencia general del sistema SACADA.
Es de vital importancia el uso de la retroalimentación
en los procesos de monitorización, ya que estamos
trabajando con un simulador y no es posible la
introducción o manipulación de los datos.
La mayoría de las visualizaciones no son nada fáciles
,ni intuitivas para poderlas utilizar
Otro de los aspectos importantes a considerar en la
aplicación del campus Universitario fue que no existe la
opción para introducir comentarios como ventaja a la hora
de la comprensión.
Por ejemplo, en la siguiente grafica podemos observar la
carencia de información que posee el sistema:
Figura 16. Pantalla de control del campo de hierba
Para describir lo dicho se señaló lo siguiente:
Mala estructuración del espacio de la pantalla.
Mensajes superpuestos.
Fotos de mala calidad y poca visibilidad debido a los
reflectores.
Falta de información sobre el lugar visualizado en el
sistema SCADA.
Los diseñadores no son conscientes sobre las debilidades que
presenta la visualización de los sistemas SCADA, por lo cual
se debe considerar que las personas no poseen
conocimientos exhaustivos del proceso , de ahí que esta
visualización debe ser lo más detallada y fácil de usar para
que el ser humano pueda interpretar la información.
F. DISEÑO DE SALA DE CONTROL
PROCESOS PARA LA REALIZACIÓN DE UN DISEÑO
DE SALA DE CONTROL INDUSTRIAL
- Diseño de sala de control
- Objetivos
- Sala de control industrial
- Ingeniería de la usabilidad aplicada al diseño de sala
de control
- Ergonomía aplicada al diseño de sala de control
- Supervisión industrial
- Guía para diseño de pantalla en supervisión
- Aplicación en planta azucarera
- Aplicación en campus universitario
- Referencias
CONSIDERACIONES PREVIAS
- Clase A: clasificación detallada de la gestión del
sistema

10
- Clase B: análisis y función que se va a realizar en la
sala de control
- Clase C: diseño conceptual, la forma mobiliaria y
ubucacion de los dispositivos de control
- Clase D: diseño detallado, puntualizando
especificaciones de la parte mobiliaria y control
- Clase E: feedback operacional revisión de proceso
para garantizar óptimo desempeño.
EN LA APLICACIÓN DE LA NORMA ISO 11064 A
SISTEMAS COMPLEJOS DICHA NORMA SE DIVIDE
EN 8 PARTES:
- Parte 1: Principios de diseño de centros de control
- Parte 2: Principios para el acondicionamiento de la
habitación de control
- Parte 3: Distribución de la sala de control
- Parte 4: Distribución de las estaciones de trabajo
- Parte 5: Equipos de control y visualización
- Parte 6: Requerimientos ambientales en sala de
control
- Parte 7: Principios para la evaluación de centros de
control
- Parte 8: Requerimientos ergonómicos para
aplicaciones específicas
ELEMENTOS DE SALA DE CONTROL
- 5 ordenadores, 4 de ellos destinados a los operarios
de sala de control y uno para el personal de
mantenimiento, a través de los cuales se controla el
proceso de la planta.
- 1 ordenador para el control de generadores de
emergencia
- 1 ordenador de control de niveles de tanques
- 2 ordenadores con un sistema de seguridad activa.
- 6 monitores a través de los cuales se puede visualizar
diferentes partes de la planta.
- Sistema de megafonía
- Botonera para la activación en caso de emergencia
de:
o Parada de descarga de buques
o Desconexión de emergencia
o Paro total de planta
o 7 teléfonos
o Emisora para la comunicación a través de
walkie-talkies
o Control del consumo eléctrico
Figura 17.Fotografía de sala de control
SALA DE CONTROL DE TRANSPORTE PÚBLICO
El centro de control del CITP centralizará toda la
información que suministren los diferentes operadores de
transporte, el centro de información de tráfico y el centro de
información meteorológica, Toda esta información será
procesada en el CITP.
ESQUEMA DE LA ARQUITECTURA DE LA SALA DE
CONTROL
Figura 18. Esquema de la arquitectura de una sala de control
Arquitectura de los puestos de trabajo de los
operadores: 3 monitores de gran formato
controlados por dos estaciones de trabajo, una en la
que se ejecutarán las aplicaciones de gestión y control
de los datos (2 monitores por ordenador) y, en la otra
estación se gestionarán las diferentes señales de vídeo
(1 monitor).
SALA DE CONTROL DE OPERACIONES
ESPACIALES En estos centros se coordinan las operaciones tanto de
lanzamiento como las operacionales una vez la misión está
en marcha, integrar diversos sub-equipos realizando tareas
coordinadas de control, supervisión, mantenimiento,
seguridad, planificación, toma de decisiones, etc.
INGENIERÍA DE LA USABILIDAD APLICADA AL
DISEÑO DE SALA DE CONTROL
En principio este modelo de proceso puede aplicarse a
cualquier sistema interactivo en el ámbito de la informática
y en concreto en la ingeniería del software y en la
interacción persona-ordenador.
Figura 19. Fases del proceso

11
ANÁLISIS DE REQUISITOS DE USABILIDAD El análisis de requisitos se basa en tener un contacto
continuado y constante con los usuarios del sistema para
detectar información sobre sus necesidades. El método
propone las siguientes actividades:
TABLA III. PROPUESTAS DEL MÉTODO DE ANÁLISIS
DE REQUISITOS
TABLA IV. RELACIÓN DE LOS OBJETIVOS PRINCIPALES DE USABILIDAD TOMADOS EN CUENTA:
ANÁLISIS DE TAREAS A partir del análisis de tareas realizado en los
requerimientos y los requisitos funcionales será posible
definir un conjunto de escenarios que describan las
interacciones usuario sistema de forma sistemática y
eficiente. Estos escenarios se representarán de acuerdo con
un modelo predefinido, entre otros:
HTA – Hierarchical Task Análisis
GOMS – Goals-operations-methods-selection
CTT- Concur Tasks Tree
Diagramas de transición de estados
Diagramas de estados UML
Diagramas de actividad UML
Modelo conceptual: La elaboración de un modelo
conceptual ayudará a discutir y fijar ideas sobre el diseño de
la sala de control.
Guía de Estilo: En la fase de diseño deberán fijarse las
guías de estilo y en la mayoría de los casos se realizará una
adaptación de las guías existentes al proyecto.
Diseño detallado: El diseño detallado será el resultado de
evaluar y refinar el diseño.
Diseño arquitectónico: En esta fase del proceso también es
necesario a partir de los requisitos de usabilidad y técnicos
realizar el diseño arquitectónico de la sala.
Figura 20. Visualización de un diseño de sala de control mediante realidad
virtual
ERGONOMÍA APLICADA AL DISEÑO DE SALA DE
CONTROL
La ergonomía estudia de la conducta y las actividades de las
personas, con la finalidad de adecuar los productos,
sistemas, puestos de trabajo y entornos a las características,
limitaciones y necesidades de sus usuarios, buscando
optimizar su eficacia, seguridad y confort.
Aspectos de ergonomía física: La ergonomía física
debe llevar a un diseño de los puestos de trabajo más
seguros, cómodos y productivos.
1. Antropometría: estudia las medidas del cuerpo humano.
Estas medidas deberán servir para definir el puesto de
trabajo del operario de forma adecuada.
Figura 21. Posición de trabajo según los estándares
2. Diseño en función de la población: El diseño de
controles y puestos de trabajo debe tener en cuenta todo
el espectro de población que potencialmente puede
usarlo.
3. Distribución de tareas persona-máquina: Debe
definirse cuales tareas de supervisión serán
automatizadas. Esta decisión debe hacerse caso por caso
y solo automatizar aquellas en las que suponga una
mejora del proceso ya que no siempre es evidente a
prioridad.
1 •Análisis etnográfico
2 •Análisis contextual de tareas
3 •Análisis de elementos
4 •Plataforma
5 •Perfil del entorno
6 •Objetivos
1 • Facilidad de aprendizaje
2 • Consistencia
3 • Flexibilidad
4 • Robustez
5 •Recuperabilidad
6 •Tiempo de respuesta
7 •Adecuación a las tareas
8 •Reducción de la carga cognitiva
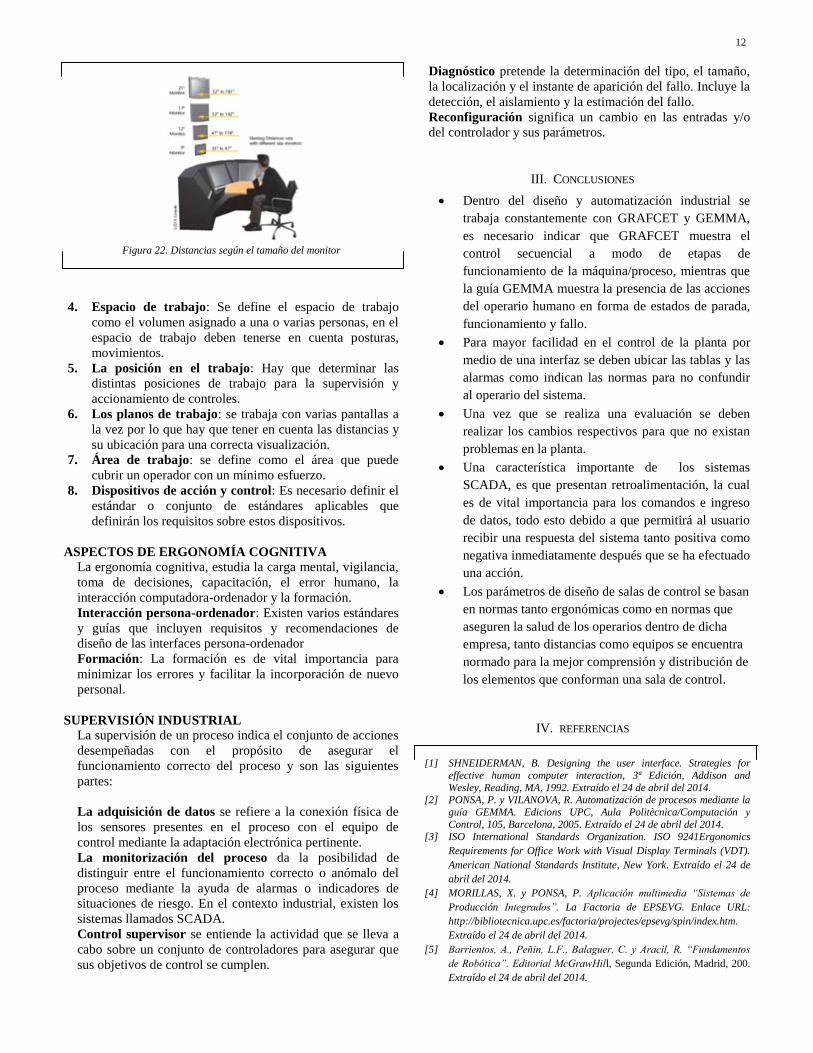
12
Figura 22. Distancias según el tamaño del monitor
4. Espacio de trabajo: Se define el espacio de trabajo
como el volumen asignado a una o varias personas, en el
espacio de trabajo deben tenerse en cuenta posturas,
movimientos.
5. La posición en el trabajo: Hay que determinar las
distintas posiciones de trabajo para la supervisión y
accionamiento de controles.
6. Los planos de trabajo: se trabaja con varias pantallas a
la vez por lo que hay que tener en cuenta las distancias y
su ubicación para una correcta visualización.
7. Área de trabajo: se define como el área que puede
cubrir un operador con un mínimo esfuerzo.
8. Dispositivos de acción y control: Es necesario definir el
estándar o conjunto de estándares aplicables que
definirán los requisitos sobre estos dispositivos.
ASPECTOS DE ERGONOMÍA COGNITIVA
La ergonomía cognitiva, estudia la carga mental, vigilancia,
toma de decisiones, capacitación, el error humano, la
interacción computadora-ordenador y la formación.
Interacción persona-ordenador: Existen varios estándares
y guías que incluyen requisitos y recomendaciones de
diseño de las interfaces persona-ordenador
Formación: La formación es de vital importancia para
minimizar los errores y facilitar la incorporación de nuevo
personal.
SUPERVISIÓN INDUSTRIAL
La supervisión de un proceso indica el conjunto de acciones
desempeñadas con el propósito de asegurar el
funcionamiento correcto del proceso y son las siguientes
partes:
La adquisición de datos se refiere a la conexión física de
los sensores presentes en el proceso con el equipo de
control mediante la adaptación electrónica pertinente.
La monitorización del proceso da la posibilidad de
distinguir entre el funcionamiento correcto o anómalo del
proceso mediante la ayuda de alarmas o indicadores de
situaciones de riesgo. En el contexto industrial, existen los
sistemas llamados SCADA.
Control supervisor se entiende la actividad que se lleva a
cabo sobre un conjunto de controladores para asegurar que
sus objetivos de control se cumplen.
Diagnóstico pretende la determinación del tipo, el tamaño,
la localización y el instante de aparición del fallo. Incluye la
detección, el aislamiento y la estimación del fallo.
Reconfiguración significa un cambio en las entradas y/o
del controlador y sus parámetros.
III. CONCLUSIONES
Dentro del diseño y automatización industrial se
trabaja constantemente con GRAFCET y GEMMA,
es necesario indicar que GRAFCET muestra el
control secuencial a modo de etapas de
funcionamiento de la máquina/proceso, mientras que
la guía GEMMA muestra la presencia de las acciones
del operario humano en forma de estados de parada,
funcionamiento y fallo.
Para mayor facilidad en el control de la planta por
medio de una interfaz se deben ubicar las tablas y las
alarmas como indican las normas para no confundir
al operario del sistema.
Una vez que se realiza una evaluación se deben
realizar los cambios respectivos para que no existan
problemas en la planta.
Una característica importante de los sistemas
SCADA, es que presentan retroalimentación, la cual
es de vital importancia para los comandos e ingreso
de datos, todo esto debido a que permitirá al usuario
recibir una respuesta del sistema tanto positiva como
negativa inmediatamente después que se ha efectuado
una acción.
Los parámetros de diseño de salas de control se basan
en normas tanto ergonómicas como en normas que
aseguren la salud de los operarios dentro de dicha
empresa, tanto distancias como equipos se encuentra
normado para la mejor comprensión y distribución de
los elementos que conforman una sala de control.
IV. REFERENCIAS
[1] SHNEIDERMAN, B. Designing the user interface. Strategies for
effective human computer interaction, 3ª Edición, Addison and
Wesley, Reading, MA, 1992. Extraído el 24 de abril del 2014. [2] PONSA, P. y VILANOVA, R. Automatización de procesos mediante la
guía GEMMA. Edicions UPC, Aula Politècnica/Computación y
Control, 105, Barcelona, 2005. Extraído el 24 de abril del 2014.
[3] ISO International Standards Organization. ISO 9241Ergonomics
Requirements for Office Work with Visual Display Terminals (VDT).
American National Standards Institute, New York. Extraído el 24 de
abril del 2014.
[4] MORILLAS, X. y PONSA, P. Aplicación multimedia “Sistemas de
Producción Integrados”. La Factoria de EPSEVG. Enlace URL:
http://bibliotecnica.upc.es/factoria/projectes/epsevg/spin/index.htm.
Extraído el 24 de abril del 2014.
[5] Barrientos, A., Peñin, L.F., Balaguer, C. y Aracil, R. “Fundamentos
de Robótica”. Editorial McGrawHill, Segunda Edición, Madrid, 200.
Extraído el 24 de abril del 2014.

13
[6] Cañas, J.J.” Personas y máquinas”. Ediciones Pirámide, Colección
Psicología, 2004. Extraído el 24 de abril del 2014.
[7] Federal Aviation Administration: Human factors design guide for
acquisition of commercial-off-the-shelf subsystems, non-
developmental items, and developmental systems (DOT/FAA/CT-
96/01). Atlantic City International Airport, DOT/FAA Technical
Center, 1996. Extraído el 24 de abril del 2014.
[8] Granollers, T., Lorés, J. y Cañas, J.J. “ Diseño de sistemas
interactivos centrados en el usuario”. Editorial UOC, Colección
Informática, 2005. Extraído el 24 de abril del 2014.
[9] Hick, W.E. On the rate of gain of information”. Quarterly Journal of
Experimental Psychology, Vol 4, pp. 11-26, 1952. Extraído el 24 de
abril del 2014.
[10] Hyman, R. Stimulus information as a determinant of reaction time”.
Journal of Experimental Psychology, Vol 45, pp. 188-196, 1953.
Extraído el 24 de abril del 2014.
[11] ISO International Organization for Standarization: Ergonomic design
of control centres, parts I, II, III, IV. En URL: http://www.iso.org,
2004. Extraído el 24 de abril del 2014.
[12] Lidwell, W., Holden, K y Butler, J. “Principios universales de
diseño”. Editorial Blume, 2005. Extraído el 24 de abril del 2014.
[13] Maslow, A. “ Motivación y personalidad”. Ediciones Díaz de Santos,
2001. Extraído el 24 de abril del 2014.
[14] NASA. ”Man system integration standards, NASA-STD-3000”. En
URL: http://msis.jsc.nasa.gov/, 1995. Extraído el 24 de abril del 2014.
[15] Norman, D.A. ” Categorization of action slips” Psychological
Review, Vol 88, pp. 1-15, 1981. Extraído el 24 de abril del 2014.
[16] Norman, D.A. ” La psicología de los objetos cotidianos”. Editorial
Nerea, San Sebastián, 1998. Extraído el 24 de abril del 2014.
[17] Norman, D.A. ” El ordenador invisible”. Editorial Paidós, Barcelona,
2000. Extraído el 24 de abril del 2014.
[18] Norwegian Technology Centre. “Norsok Standard: I-002 Safety
automation system”. Norwegian Technology Centre Oscarsgt. 20,
Postbox 7072 Majorstua N-0306 Oslo. En URL: http://www.olf.no y
http://trends.risoe.dk/detail-organisation.php?id=52#corpus , 2006.
Extraído el 24 de abril del 2014.
[19] Ponsa, P. y Vilanova, R. “Automatización de procesos mediante la
guía GEMMA”. Edicions UPC, Aula Politècnica/Computación y
Control, nº 102, Barcelona, 2005. Extraído el 24 de abril del 2014.
[20] Reason, J. “Human error”. Cambrigde University Press, 1990.
Extraído el 24 de abril del 2014.
[21] Sheridan, T. “Telerobotics, automation and human supervisory
control”. MIT Press, 1992. Extraído el 24 de abril del 2014.
[22] U.S. Nuclear Rgulatory Commission: NUREG-0700, Human-system
interface design review guidelines. Office of Nuclear Regulatory
Research, Washington DC 20555-0001. En URL:
http://www.nrc.gov/reading-rm/doc-
collections/nuregs/staff/sr0700/nureg700.pdf, 2002 Extraído el 24 de
abril del 2014.
[23] Wickens, C.D., Gordon, S.E. y Liu Y. “An introduction to human
factors engineering”. Addison Wesley Longman, 1997 . Extraído el 24
de abril del 2014.
[24] CHAVARRIA, R. (2005). Equipo eléctrico de máquinas herramienta.
Órganos de servicio. Colores. Nota técnica de Prevención NTP n. 53.
<http://www.mtas.es/insht/ntp>. Extraído el 24 de abril del 2014.
[25] NOGAREDA, C. (2005). Mandos: ergonomía de diseño y
accesibilidad. Nota técnica de Prevención NTP n. 226.
<http://www.mtas.es/insht/ntp>. Extraído el 24 de abril del 2014.
[26] ONCINS, M. (2005). Mandos y señales: ergonomía de percepciones.
Nota técnica de Prevención NTP n. 241.
<http://www.mtas.es/insht/ntp>. Extraído el 24 de abril del 2014.
[27] Tompkins, J.A., White, J.A., Bozer, Y.A. y Tanchoco, J.M.A. “
Planeación de instalaciones”. Editorial Thomson, Tercera Edición,
2006. Extraído el 24 de abril del 2014.
[28] Velasco, J. “Organización de la producción”. Ediciones Pirámide,
Madrid, 2007. Extraído el 24 de abril del 2014.
[29] Noyes, J. y Bransby, M. “ People in control: human factors. Extraído
el 24 de abril del 2014.
Copyright © 2022 FDOKUMEN




















