
Cartas entre Rizal y los miembros de la familia. Segunda ...
Cartas de Control H. Hdez. / Julio 2005
CARTAS DE CONTROL
Las cartas de control son la herramienta más poderosa para analizar lavariación en la mayoría de los procesos.
Han sido difundidas exitosamente en varios países dentro de una ampliavariedad de situaciones para el control del proceso.
Las cartas de control enfocan la atención hacia las causas especiales devariación cuando estas aparecen y reflejan la magnitud de la variacióndebida a las causas comunes.
Las causas comunes o aleatorias se deben a la variación natural del proceso.
Las causas especiales o atribuibles son por ejemplo: un mal ajuste de máquina,errores del operador, defectos en materias primas.
Se dice que un proceso está bajo Control Estadístico cuando presenta causascomunes únicamente. Cuando ocurre esto tenemos un proceso estable ypredecible.
Cuando existen causas especiales el proceso está fuera de ControlEstadístico; las gráficas de control detectan la existencia de estascausas en el momento en que se dan, lo cual permite que podamos tomaracciones al momento.
Ventajas:
Es una herramienta simple y efectiva para lograr un controlestadístico.
El operario puede manejar las cartas en su propia área de trabajo,por lo cual puede dar información confiable a la gente cercana a laoperación en el momento en que se deben de tomar ciertas acciones.
Cuando un proceso está en control estadístico puede predecirse sudesempeño respecto a las especificaciones. En consecuencia, tanto elproductor como el cliente pueden contar con niveles consistentes decalidad y ambos pueden contar con costos estables para lograr esenivel de calidad.
Pág. 1
Cartas de Control H. Hdez. / Julio 2005 Una vez que un proceso se encuentra en control estadístico, su
comportamiento puede ser mejorado posteriormente reduciendo lavariación.
Al distinguir ente las causas especiales y las causas comunes devariación, dan una buena indicación de cuándo un problema debe sercorregido localmente y cuando se requiere de una acción en la quedeben de participar varios departamentos o niveles de la organización.
Cartas de control por variables y por atributos.-
En Control de Calidad mediante el término variable se designa a cualquiercaracterística de calidad “medible” tal como una longitud, peso,temperatura, etc. Mientras que se denomina atributo a las característicasde calidad que no son medibles y que presentan diferentes estados talescomo conforme y disconforme o defectuoso y no defectuoso.
Según sea el tipo de la característica de calidad a controlar así será elcorrespondiente Gráfico de Control que, por tanto, se clasifican enCartas de Control por Variables y Cartas de Control por Atributos.
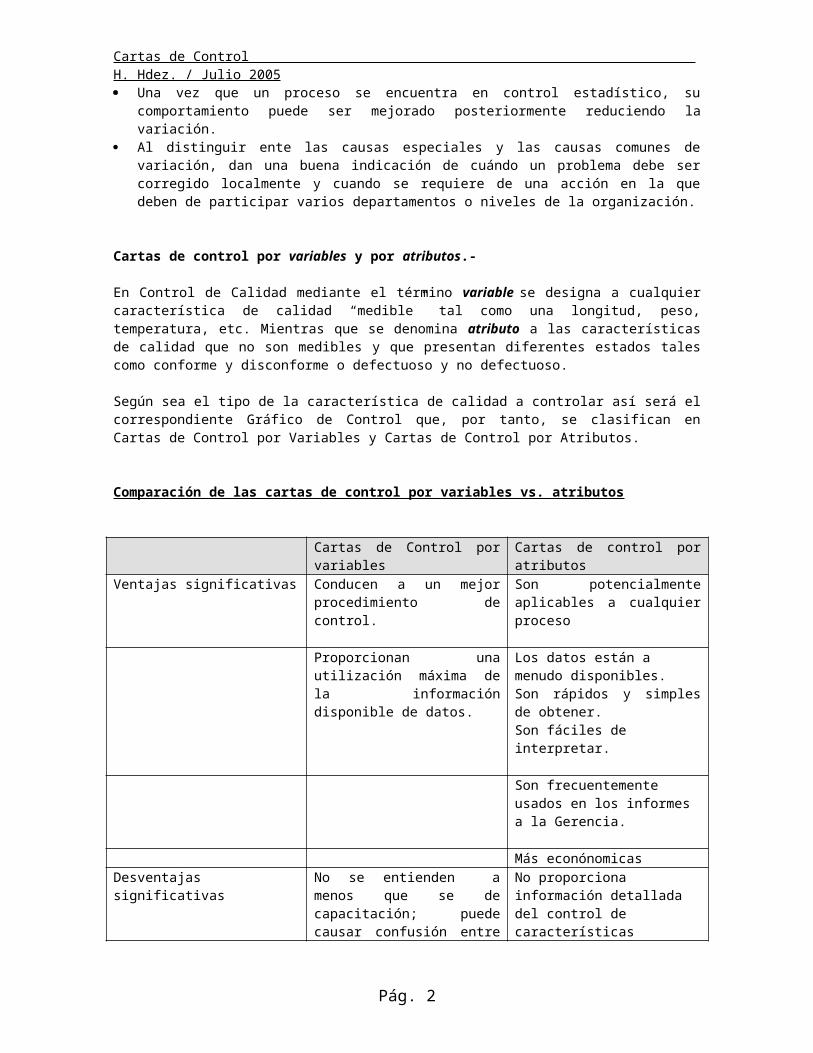
Comparación de las cartas de control por variables vs. atributos
Cartas de Control porvariables
Cartas de control poratributos
Ventajas significativas Conducen a un mejorprocedimiento decontrol.
Son potencialmenteaplicables a cualquierproceso
Proporcionan unautilización máxima dela informacióndisponible de datos.
Los datos están a menudo disponibles. Son rápidos y simplesde obtener.Son fáciles de interpretar.
Son frecuentemente usados en los informes a la Gerencia.
Más econónomicasDesventajassignificativas
No se entienden amenos que se decapacitación; puedecausar confusión entre
No proporciona información detallada del control de características
Pág. 2
Cartas de Control H. Hdez. / Julio 2005
los limites deespecificación y loslímites de tolerancia.
individuales.
No reconoce distintos grados de defectos en las unidades de producto.
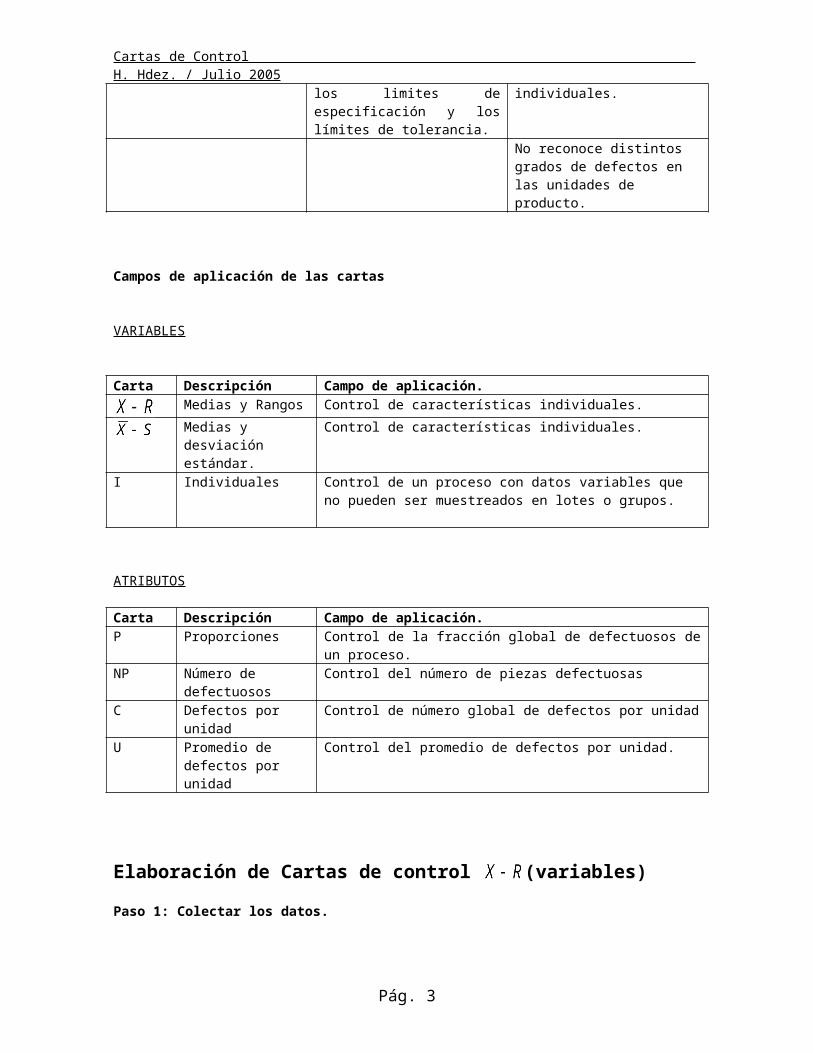
Campos de aplicación de las cartas
VARIABLES
Carta Descripción Campo de aplicación.Medias y Rangos Control de características individuales.Medias y desviación estándar.
Control de características individuales.
I Individuales Control de un proceso con datos variables que no pueden ser muestreados en lotes o grupos.
ATRIBUTOS
Carta Descripción Campo de aplicación.P Proporciones Control de la fracción global de defectuosos de
un proceso.NP Número de
defectuososControl del número de piezas defectuosas
C Defectos por unidad
Control de número global de defectos por unidad
U Promedio de defectos por unidad
Control del promedio de defectos por unidad.
Elaboración de Cartas de control (variables)
Paso 1: Colectar los datos.
Pág. 3

Cartas de Control H. Hdez. / Julio 2005Los datos son el resultado de la medición de las características delproducto, los cuales deben de ser registrados y agrupados de la siguientemanera: Se toma una muestra(subgrupo) de 2 a 10 piezas consecutivas y se
anotan los resultados de la medición( se recomienda tomar 5). Tambiénpueden ser tomadas en intervalos de tiempo de ½ - 2 hrs., paradetectar si el proceso puede mostrar inconsistencia en brevesperiodos de tiempo.
Se realizan las muestras de 20 a 25 subgrupos.
Paso 2: Calcular el promedio para cada subgrupo
Paso 3: Calcule el rango promedio y el promedio del proceso .
Donde K es el número de subgrupos, R1,R2..es el rango de cada subgrupo;son el promedio de cada subgrupo.
Paso 4: Calcule los limites de controlLos límites de control son calculados para determinar la variación decada subgrupo, están basados en el tamaño de los subgrupos y se calculande la siguiente forma:
Donde D4, D3, A2 son constantes que varían según el tamaño de muestra. Acontinuación se presentan los valores de dichas constantes para tamañosde muestra de 2 a 10.
n 2 3 4 5 6 7 8 9 10D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78D3 0 0 0 0 0 0.08 0.14 0.18 0.22
Pág. 4

Cartas de Control H. Hdez. / Julio 2005
A2 1.88 1.02 0.73 0.58 0.48 0.42 0.37 0.34 0.31
Paso 5: Seleccione la escala para las gráficas de controlPara la gráfica la amplitud de valores en la escala debe de ser almenos del tamaño de los límites de tolerancia especificados o dos vecesel rango promedio .Para la gráfica R la amplitud debe extenderse desde un valor cero hastaun valor superior equivalente a 1½ - 2 veces el rango.
Paso 6: Trace la gráfica de controlDibuje las líneas de promedios y límites de control en las gráficas.Los límites de Control se dibujan con una línea discontinua y lospromedios con una línea continua para ambas gráficas.Marcar los puntos en ambas gráficas y unirlos para visualizar de mejormanera el comportamiento del proceso.
Paso 7: Analice la gráfica de control
Ejemplo 1
Se toman las medidas de los diámetros de una pieza cilíndrica, el tamañode muestra de cada subgrupo es de cinco, y se toman 25 subgrupos aintervalos de 1 hr.Realice la carta de control .
Pág. 5
m uestra subgrupo 1 2 3 4 5 6 7 8 9 10 11 12 131 0.65 0.75 0.75 0.60 0.70 0.60 0.15 0.60 0.65 0.60 0.80 0.85 0.702 0.70 0.85 0.80 0.70 0.75 0.75 0.80 0.70 0.80 0.70 0.75 0.75 0.703 0.65 0.75 0.80 0.70 0.65 0.75 0.65 0.80 0.85 0.60 0.90 0.85 0.754 0.65 0.85 0.70 0.75 0.85 0.85 0.75 0.75 0.85 0.80 0.50 0.65 0.755 0.85 0.65 0.75 0.65 0.80 0.70 0.70 0.75 0.75 0.65 0.80 0.70 0.70
m uestra subgrupo 14 15 16 17 18 19 20 21 22 23 24 251 0.65 0.90 0.75 0.75 0.75 0.65 0.60 0.50 0.60 0.80 0.65 0.652 0.70 0.80 0.80 0.70 0.70 0.65 0.60 0.55 0.80 0.65 0.60 0.703 0.85 0.80 0.75 0.85 0.60 0.85 0.65 0.65 0.65 0.75 0.65 0.704 0.75 0.75 0.80 0.70 0.70 0.65 0.60 0.80 0.65 0.65 0.60 0.605 0.60 0.85 0.65 0.80 0.60 0.70 0.65 0.80 0.75 0.65 0.70 0.65
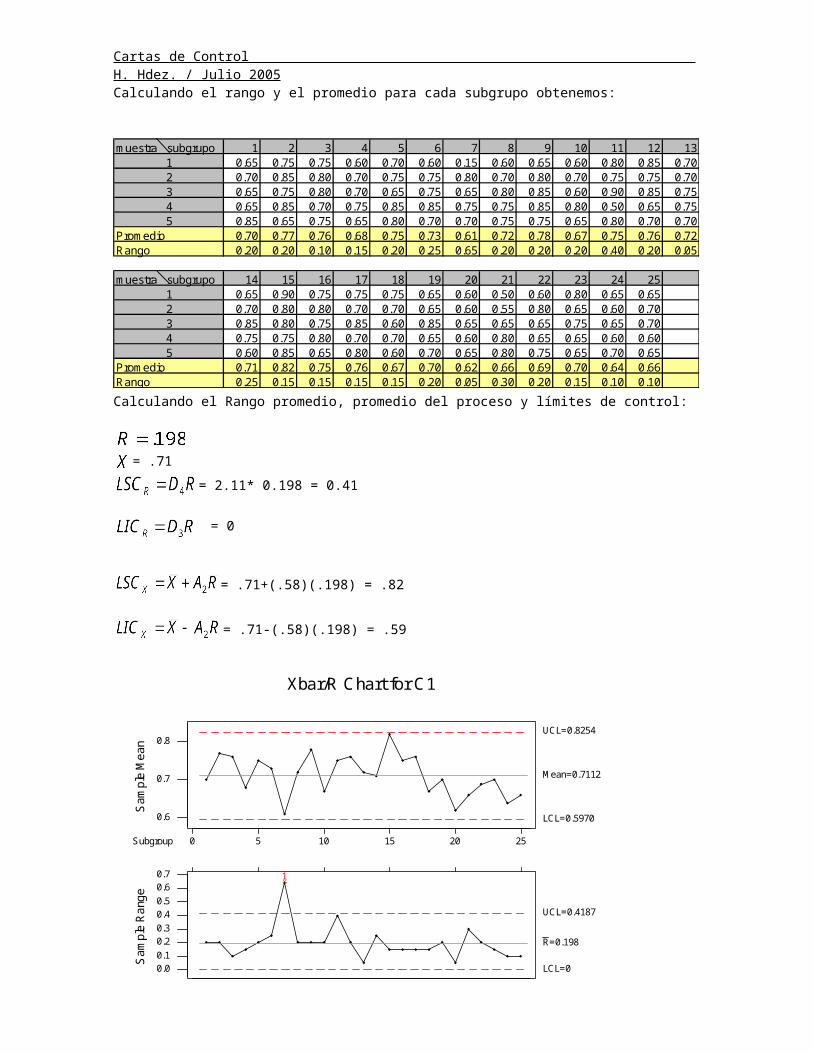
Cartas de Control H. Hdez. / Julio 2005Calculando el rango y el promedio para cada subgrupo obtenemos:
Calculando el Rango promedio, promedio del proceso y límites de control:
= .71= 2.11* 0.198 = 0.41
= 0
= .71+(.58)(.198) = .82
= .71-(.58)(.198) = .59
Pág. 6
252015105Subgroup 0
0.8
0.7
0.6Samp
le Me
an
M ean=0.7112
UCL=0.8254
LCL=0.5970
0.70.60.50.40.30.20.10.0Sa
mple Ra
nge
1
R=0.198
UCL=0.4187
LCL=0
Xbar/R Chart for C1
m uestra subgrupo 1 2 3 4 5 6 7 8 9 10 11 12 131 0.65 0.75 0.75 0.60 0.70 0.60 0.15 0.60 0.65 0.60 0.80 0.85 0.702 0.70 0.85 0.80 0.70 0.75 0.75 0.80 0.70 0.80 0.70 0.75 0.75 0.703 0.65 0.75 0.80 0.70 0.65 0.75 0.65 0.80 0.85 0.60 0.90 0.85 0.754 0.65 0.85 0.70 0.75 0.85 0.85 0.75 0.75 0.85 0.80 0.50 0.65 0.755 0.85 0.65 0.75 0.65 0.80 0.70 0.70 0.75 0.75 0.65 0.80 0.70 0.70
Prom edio 0.70 0.77 0.76 0.68 0.75 0.73 0.61 0.72 0.78 0.67 0.75 0.76 0.72Rango 0.20 0.20 0.10 0.15 0.20 0.25 0.65 0.20 0.20 0.20 0.40 0.20 0.05
m uestra subgrupo 14 15 16 17 18 19 20 21 22 23 24 251 0.65 0.90 0.75 0.75 0.75 0.65 0.60 0.50 0.60 0.80 0.65 0.652 0.70 0.80 0.80 0.70 0.70 0.65 0.60 0.55 0.80 0.65 0.60 0.703 0.85 0.80 0.75 0.85 0.60 0.85 0.65 0.65 0.65 0.75 0.65 0.704 0.75 0.75 0.80 0.70 0.70 0.65 0.60 0.80 0.65 0.65 0.60 0.605 0.60 0.85 0.65 0.80 0.60 0.70 0.65 0.80 0.75 0.65 0.70 0.65
Prom edio 0.71 0.82 0.75 0.76 0.67 0.70 0.62 0.66 0.69 0.70 0.64 0.66Rango 0.25 0.15 0.15 0.15 0.15 0.20 0.05 0.30 0.20 0.15 0.10 0.10
Cartas de Control H. Hdez. / Julio 2005
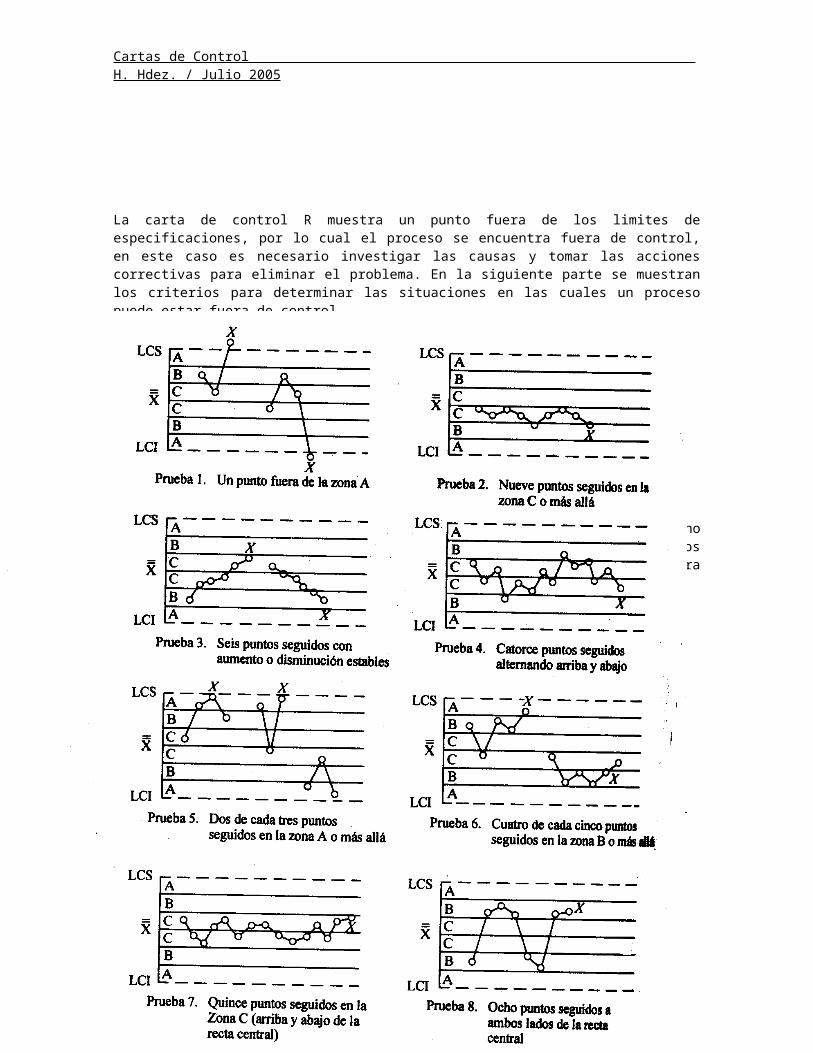
La carta de control R muestra un punto fuera de los limites deespecificaciones, por lo cual el proceso se encuentra fuera de control,en este caso es necesario investigar las causas y tomar las accionescorrectivas para eliminar el problema. En la siguiente parte se muestranlos criterios para determinar las situaciones en las cuales un procesopuede estar fuera de control.
Interpretación del control del proceso.
El objeto de analizar una gráfica de control es identificar cuál es la variación del proceso, las causas comunes y causas especiales de dicha variación y en función de esto tomar alguna acción apropiada cuando se requiera.
Juran1 sugiere un conjunto de reglas de decisión para detectar patrones noaleatorios en las cartas de control. Cuando se detecta alguno de lospatrones siguientes se puede decir que el tomar alguna acción paracorregir el problema ya que el proceso puede estar fuera de control.
PATRONES FUERA DE CONTROL
1 Análisis y planeación de la calidad, J.M. Juran ,F.M Gryna, Tercera Edición, McGrawHill.
Pág. 7
Cartas de Control H. Hdez. / Julio 2005
Gráficas de control (variables)
El procedimiento para realizar las cartas de control es similar alde las cartas La diferencia consiste en que el tamaño de la muestra
Pág. 8

Cartas de Control H. Hdez. / Julio 2005puede variar y es mucho más sensible para detectar cambios en la media o enla variabilidad del proceso. El tamaño de muestra n es mayor a 9.La Carta X monitorea el promedio delproceso para vigilar tendencias. La Carta S monitorea la variación en forma de desviación estándar.
Terminología k = número de subgrupos n = número de muestras en cada subgrupo
= promedio para un subgrupo = promedio de todos los promedios de los subgrupos = Desviación estándar de un subgrupo = Desviación est. promedio de todos los subgrupos
Ejemplo 2
Se registra el peso diariamente durante dos semanas. Realizar la gráfica de control
Pág. 9
Cartas de Control H. Hdez. / Julio 2005
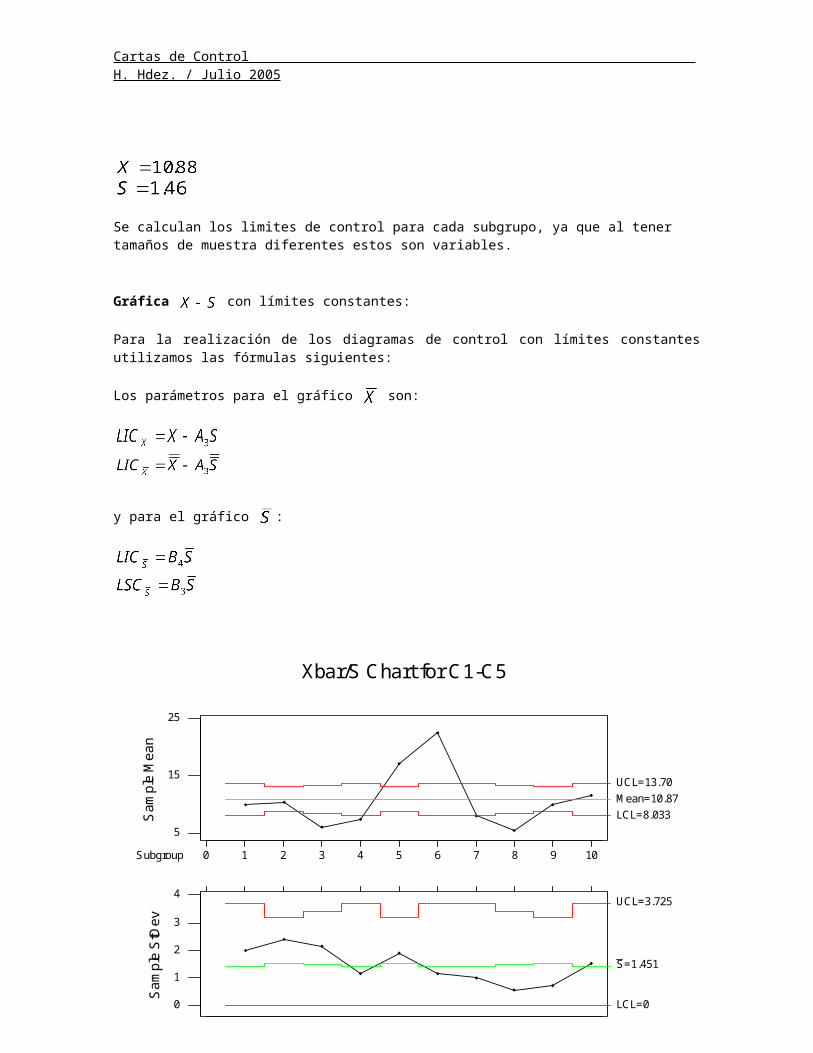
Se calculan los limites de control para cada subgrupo, ya que al tener tamaños de muestra diferentes estos son variables.
Gráfica con límites constantes:
Para la realización de los diagramas de control con límites constantesutilizamos las fórmulas siguientes:
Los parámetros para el gráfico son:
y para el gráfico :
Pág. 10
10987654321Subgroup 0
25
15
5
Sample
Mean
M ean=10.87UCL=13.70
LCL=8.033
4
3
2
1
0Samp
le StDe
v
S=1.451
UCL=3.725
LCL=0
Xbar/S Chart for C1-C5
Cartas de Control H. Hdez. / Julio 2005
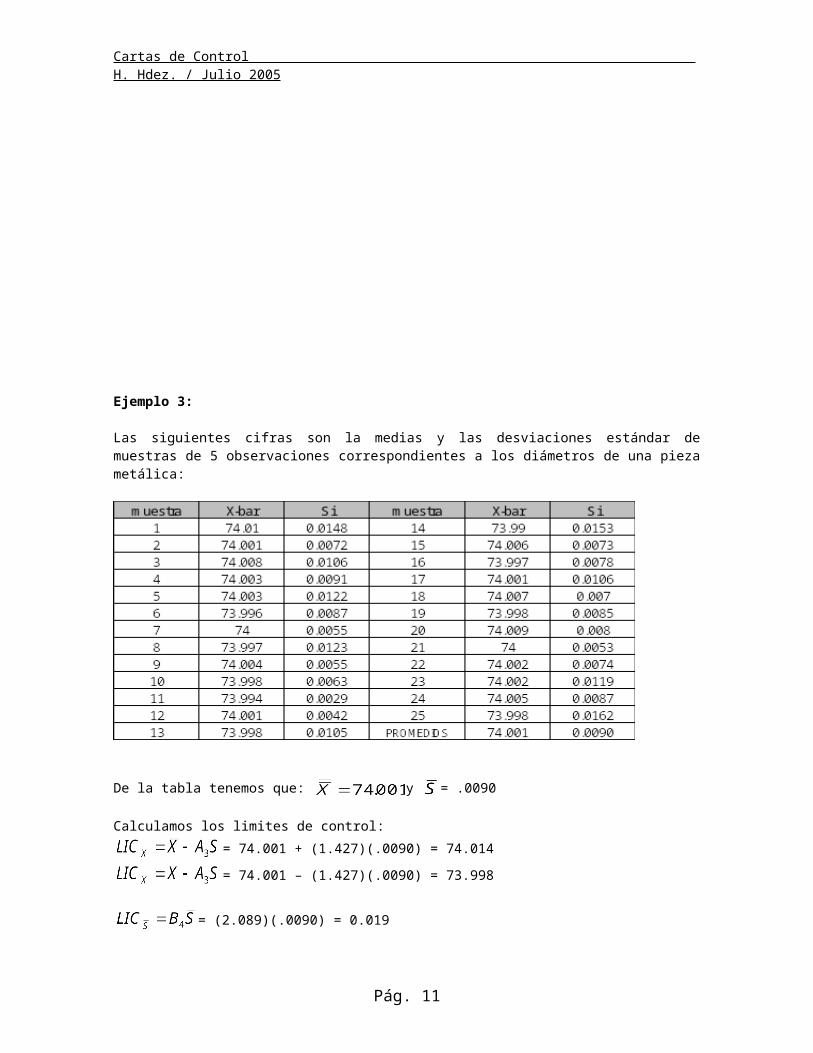
Ejemplo 3:
Las siguientes cifras son la medias y las desviaciones estándar demuestras de 5 observaciones correspondientes a los diámetros de una piezametálica:
De la tabla tenemos que: y = .0090
Calculamos los limites de control:= 74.001 + (1.427)(.0090) = 74.014= 74.001 – (1.427)(.0090) = 73.998
= (2.089)(.0090) = 0.019
Pág. 11

Cartas de Control H. Hdez. / Julio 2005
= (0)(.0090) = 0
Carta de control de lecturas Individuales I-MR (Datos variables). A menudo esta carta se llama “I” o “Xi”. Esta Carta monitorea la tendencia de un proceso con datos variables
que no pueden ser muestreados en lotes o grupos. Este es el caso cuando la capacidad de corto plazo se basa en
subgrupos racionales de una unidad o pieza. Este tipo de gráfica es utilizada cuando las mediciones son muy
costosas(Ej. Pruebas destructivas), o cuando la característica a mediren cualquier punto en el tiempo es relativamente homogénea (Ej. el PH de una solución química)
La línea central se basa en el promedio de los datos, y los límites decontrol se basan en la desviación estándar (+/- 3 sigmas)
Terminología
k = número de piezas n = 2 para calcular los rangos
= promedio de los datos R = rango de un subgrupo de dos piezas consecutivas
= promedio de los (n - 1) rangos
Donde D4, D3, E2 son constantes que varían según el tamaño de muestra usadopara agrupar los rangos móviles como se muestra en la tabla siguiente:
n 2 3 4 5 6 7 8 9 10D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78D3 0 0 0 0 0 0.08 0.14 0.18 0.22E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
* Generalmente se utiliza n = 2
Ejemplo 3: La longitud de un tramo de tubo se registra para cada producto. Realice la gráfica de control individual.
Pág. 12
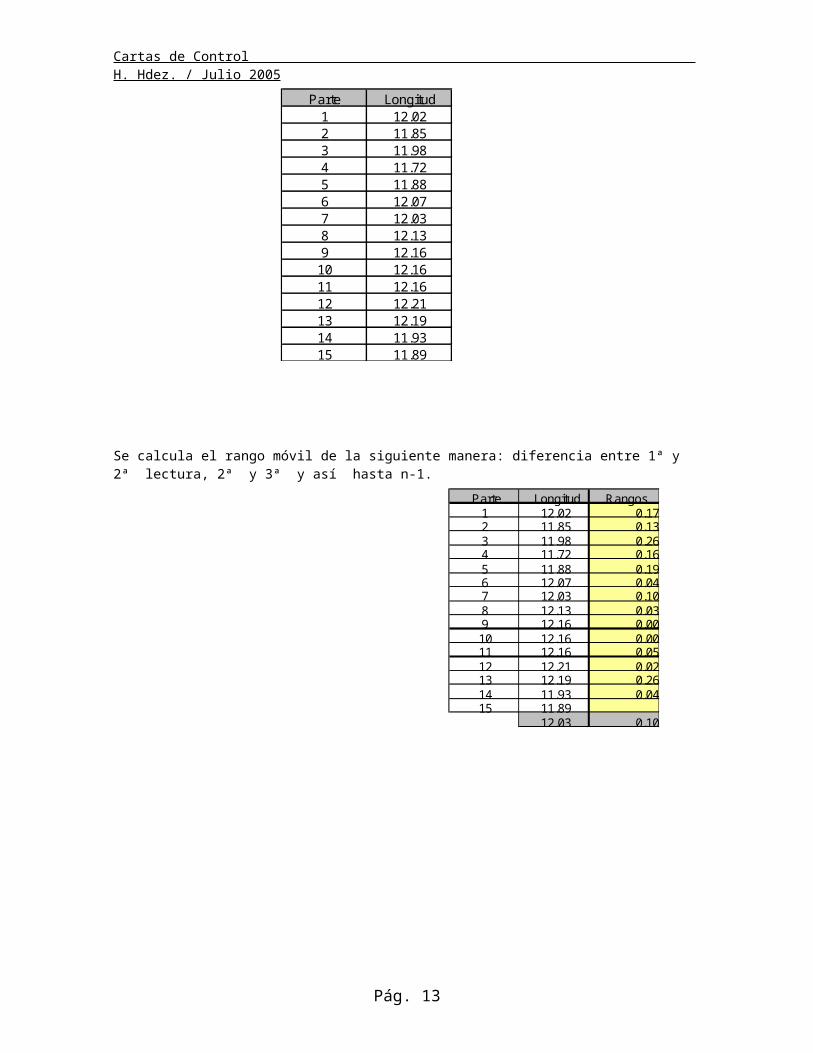
Cartas de Control H. Hdez. / Julio 2005
Se calcula el rango móvil de la siguiente manera: diferencia entre 1ª y 2ª lectura, 2ª y 3ª y así hasta n-1.
Pág. 13
Parte Longitud1 12.022 11.853 11.984 11.725 11.886 12.077 12.038 12.139 12.1610 12.1611 12.1612 12.2113 12.1914 11.9315 11.89
Parte Longitud Rangos 1 12.02 0.17 2 11.85 0.13 3 11.98 0.26 4 11.72 0.16 5 11.88 0.19 6 12.07 0.04 7 12.03 0.10 8 12.13 0.03 9 12.16 0.00 10 12.16 0.00 11 12.16 0.05 12 12.21 0.02 13 12.19 0.26 14 11.93 0.04 15 11.89
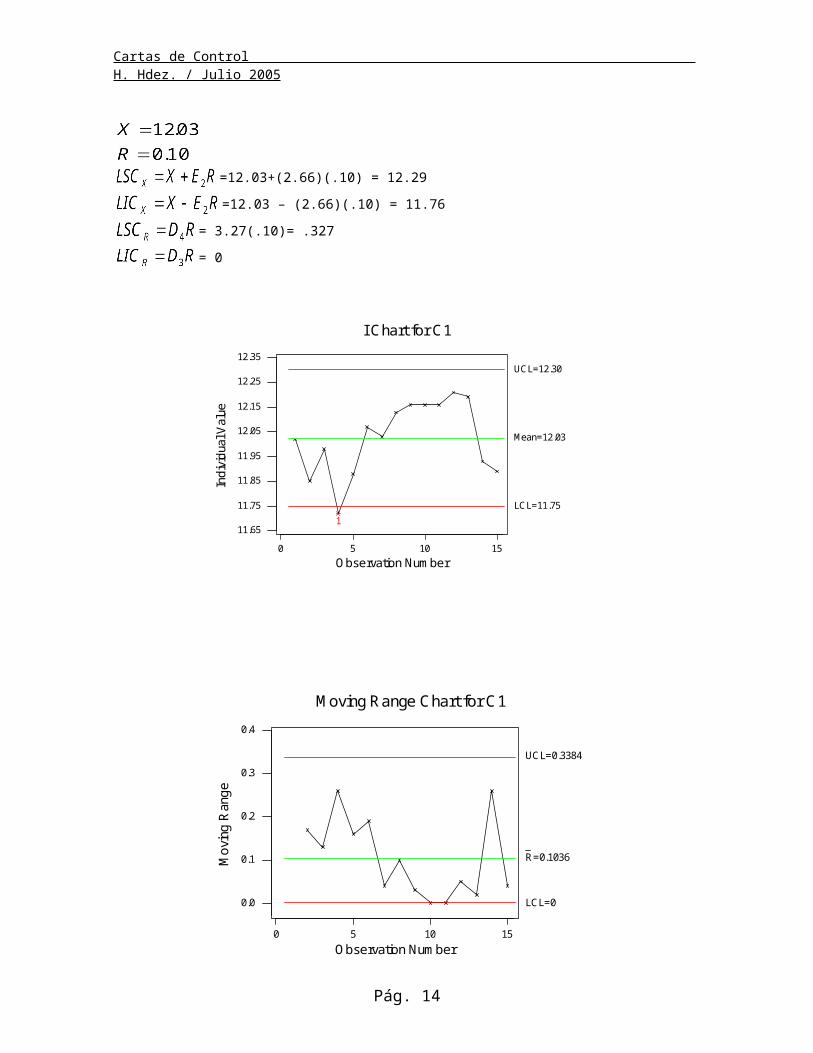
12.03 0.10
Cartas de Control H. Hdez. / Julio 2005
=12.03+(2.66)(.10) = 12.29=12.03 – (2.66)(.10) = 11.76
= 3.27(.10)= .327= 0
Pág. 14
151050
12.35
12.25
12.15
12.05
11.95
11.85
11.75
11.65
O bservation Num ber
Indiv
idual Va
lue
I Chart for C1
1
Mean=12.03
UCL=12.30
LCL=11.75
151050
0.4
0.3
0.2
0.1
0.0
O bservation Num ber
Movin
g Ra
nge
M oving Range Chart for C1
R=0.1036
UCL=0.3384
LCL=0
Cartas de Control H. Hdez. / Julio 2005
Interpretación del proceso:
Revisar la gráfica de rangos para puntos fuera de los límites decontrol como signo de la existencia de causas especiales. Note que losrangos sucesivos están correlacionados, debido a que tienen un puntoen común y debido a esto se tiene que tener cuidado al interpretartendencias.
Las gráficas por lecturas individuales pueden ser analizadas parapuntos fuera de los límites de control, dispersión de puntos dentro delos límites de control y para tendencias o patrones. Cabe hacer notarque si la distribución de proceso no es simétrica, las reglasmostradas anteriormente para gráficas podrán dar señales de causasespeciales sin que éstas existan.
Gráficas de control por atributos
Cualquier característica de calidad que pueda ser clasificada de formabinaria: “cumple o no cumple”, “funciona o no funciona”, “pasa o nopasa”, etc., a los efectos de control del proceso, será considerado comoun atributo y para su control se utilizará un Gráfico de Control porAtributos.:Los criterios de aceptación al utilizar gráficas de control por atributosdeben estar claramente definidos y el procedimiento para decidir si esos criterios se están alcanzando es producir resultados consistentes a través del tiempo. Este procedimiento consiste en definir operacionalmente lo que se desea medir. Una definición operacional consiste en:
1º . Un criterio que se aplica a un objeto o a un grupo2º. Una prueba del objeto o del grupo y3º. Una decisión, sí o no: El objeto o el grupo alcanza o no el criterio.
Pág. 15
Cartas de Control H. Hdez. / Julio 2005Gráfica P para fracción de Unidades Defectuosas (atributos)
La gráfica p mide la fracción defectuosa o sea las piezas defectuosas en el proceso. Se puede referir a muestras de 75 piezas, tomada dos veces por día; 100% de la producción durante una hora, etc. Se basa en la evaluación de una característica (¿se instalo la pieza requerida?) o de muchas características (¿se encontró algo mal al verificar la instalacióneléctrica?). Es importante que cada componente o producto verificado se registre como aceptable o defectuoso (aunque una pieza tenga varios defectos específicos se registrará sólo una vez como defectuosa).
Pasos para la elaboración de la gráfica:
Paso 1- Frecuencia y tamaño de la muestra:Establezca la frecuencia con la cual los datos serán tomados (horaria,diaria, semanal). Los intervalos cortos entre tomas de muestraspermitirán una rápida retroalimentación al proceso ante la presencia deproblemas. Los tamaños de muestra grandes permiten evaluaciones másestables del desarrollo del proceso y son más sensibles a pequeñoscambios en el promedio del mismo. Se aconseja tomar tamaños de muestraiguales aunque no necesariamente se tiene que dar esta situación, eltamaño de muestra debería de ser mayor a 30. El tamaño de los subgruposserá de 25 o más.
Paso 2- Calculo del porcentaje defectuoso (p) del subgrupo:
Registre la siguiente información para cada subgrupo:El número de partes inspeccionadas – nEl número de partes defectuosas – np
Calcule la fracción defectuosa (p) mediante:
Paso 3 – Calculo de porcentaje defectuoso promedio y límites de controlEl porcentaje defectuoso promedio para los k subgrupos se calcula con lasiguiente fórmula:
Pág. 16

Cartas de Control H. Hdez. / Julio 2005
donde es el tamaño de muestra promedio.
NOTA: Cuando y/o es pequeño, el límite de control inferior puede resultar negativo, en estos casos el valor del límite será = 0
Paso 4- Trace la gráfica y analice los resultados.
Ejemplo 4
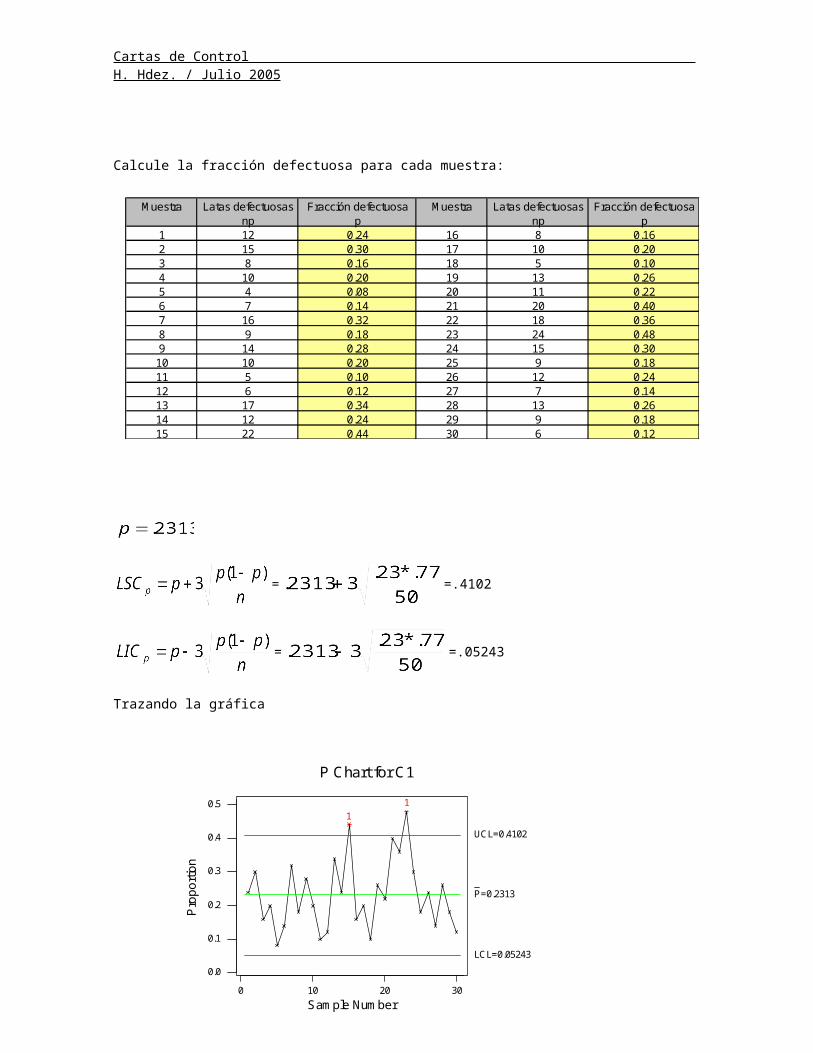
Un fabricante de latas de aluminio registra el número de partesdefectuosas, tomando muestras cada hora de n = 50, con 30 subgrupos.Realizar la gráfica de control para la siguiente serie de datos obtenidadurante el muestreo.
Pág. 17
M uestra Latas defectuosas M uestra Latas defectuosasnp np
1 12 16 82 15 17 103 8 18 54 10 19 135 4 20 116 7 21 207 16 22 188 9 23 249 14 24 1510 10 25 911 5 26 1212 6 27 713 17 28 1314 12 29 915 22 30 6
Cartas de Control H. Hdez. / Julio 2005
Calcule la fracción defectuosa para cada muestra:
= =.4102
= =.05243
Trazando la gráfica
Pág. 18
M uestra Latas defectuosas Fracción defectuosa M uestra Latas defectuosas Fracción defectuosanp p np p
1 12 0.24 16 8 0.162 15 0.30 17 10 0.203 8 0.16 18 5 0.104 10 0.20 19 13 0.265 4 0.08 20 11 0.226 7 0.14 21 20 0.407 16 0.32 22 18 0.368 9 0.18 23 24 0.489 14 0.28 24 15 0.3010 10 0.20 25 9 0.1811 5 0.10 26 12 0.2412 6 0.12 27 7 0.1413 17 0.34 28 13 0.2614 12 0.24 29 9 0.1815 22 0.44 30 6 0.12
3020100
0.5
0.4
0.3
0.2
0.1
0.0
Sam ple Num ber
Proportion
P Chart for C1
11
P=0.2313
UCL=0.4102
LCL=0.05243
Cartas de Control H. Hdez. / Julio 2005
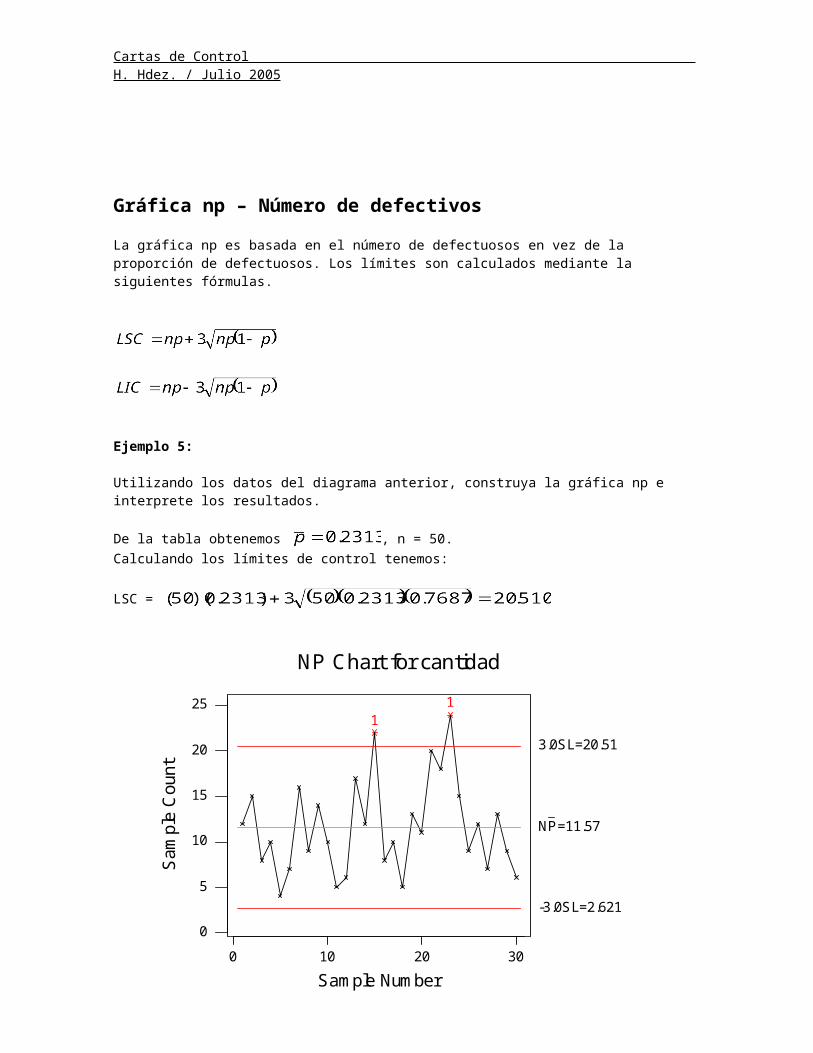
Gráfica np – Número de defectivos
La gráfica np es basada en el número de defectuosos en vez de la proporción de defectuosos. Los límites son calculados mediante la siguientes fórmulas.
Ejemplo 5:
Utilizando los datos del diagrama anterior, construya la gráfica np e interprete los resultados.
De la tabla obtenemos , n = 50.Calculando los límites de control tenemos:
LSC = LIC =
Pág. 19
3020100
25
20
15
10
5
0
Sam ple Num ber
Sample
Count
NP Chart for cantidad
11
NP=11.57
3.0SL=20.51
-3.0SL=2.621
Cartas de Control H. Hdez. / Julio 2005
Gráfico de Control C.
Pág. 20

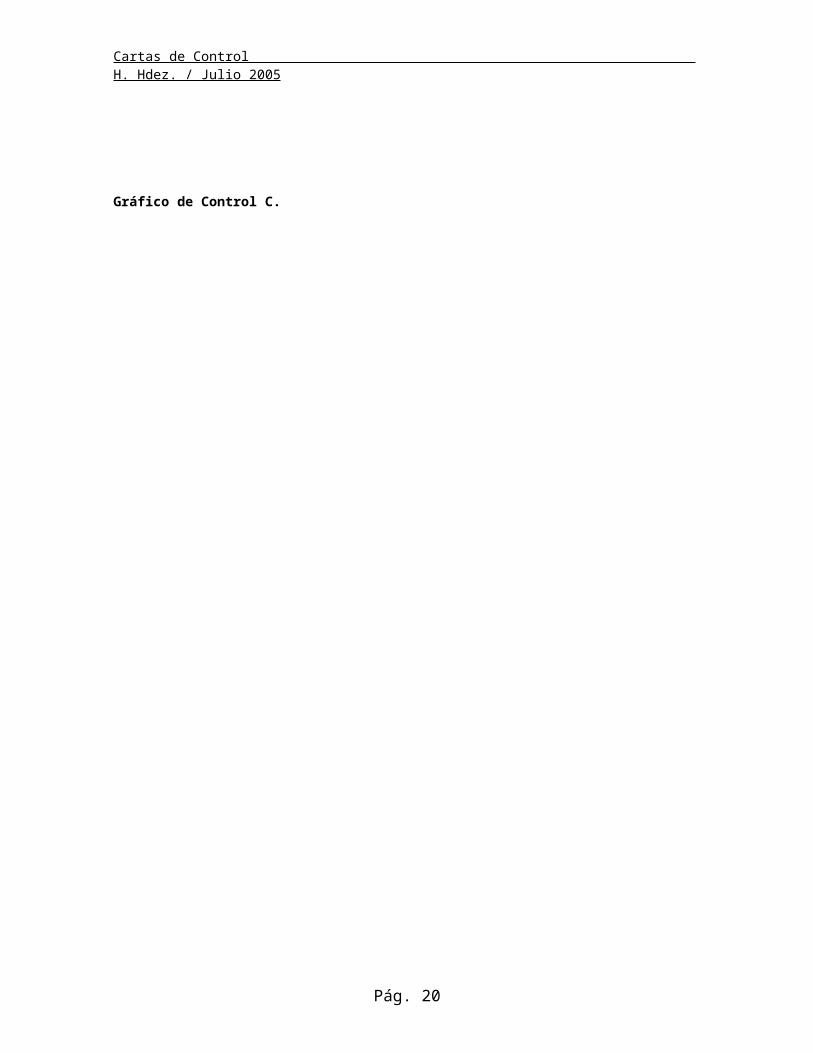
Cartas de Control H. Hdez. / Julio 2005Gráfica C – para número de defectos
Se utiliza para determinar la ocurrencia de defectos en la inspección de una unidad de producto. Esto es determinar cuantos defectos tiene un producto. Podemos tener un grupo de 5 unidades de producto, 10 unidades, etc.
Los límites de control se calculan mediante las siguientes fórmulas:
Donde:= total de defectos/ número de unidades de producto.
Ejemplo:En la siguiente tabla tenemos el número de unidades de defectos observados en 26 muestras sucesivas de 100 filtros de seguridad.
Pág. 21
Cartas de Control H. Hdez. / Julio 2005
Grafica U – Defectos por Unidad
El diagrama u se basa en el promedio de defectos por unidad inspeccionada:
u =
dondec = número de defectosn = cantidad de piezas inspeccionadas
Para determinar los limites de control utilizamos las fórmulas siguientes:
Pág. 22
20100
40
30
20
10
0
Sam ple Num ber
Sample
Count
C Chart for C1
1
1
C=19.85
3.0SL=33.21
-3.0SL=6.481

Cartas de Control H. Hdez. / Julio 2005
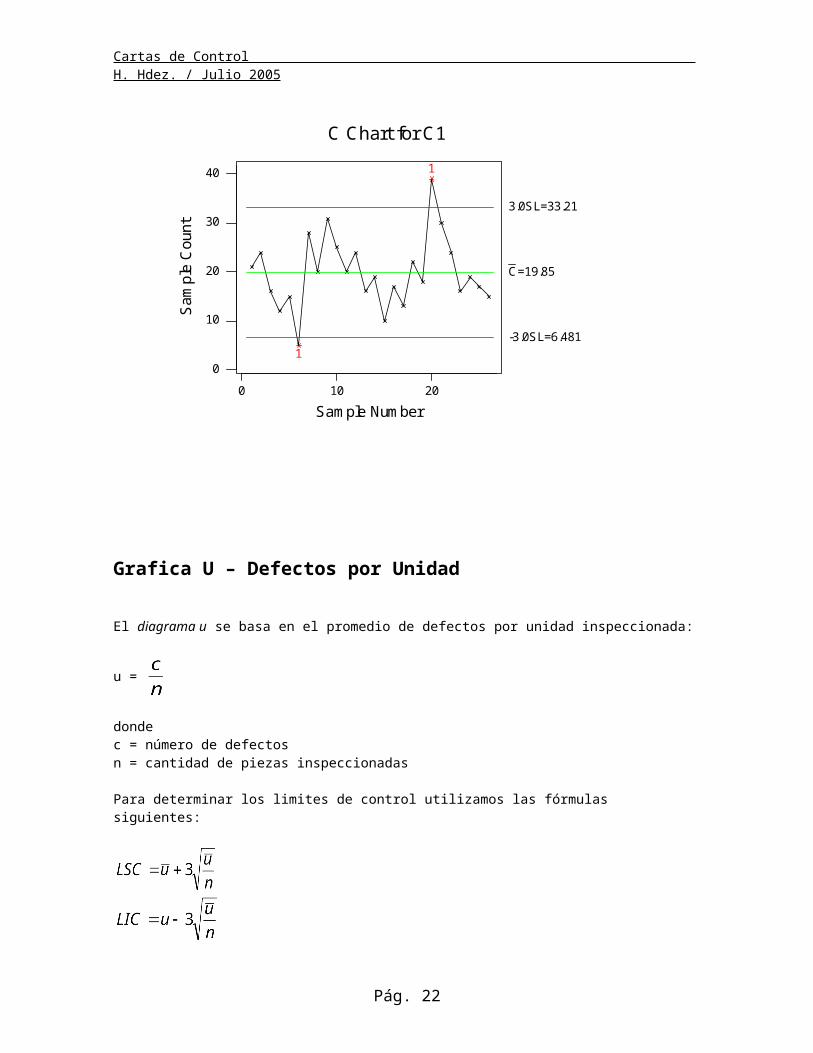
Ejemplo 62 Una compañía que fabrica computadoras personales desea establecer undiagrama de control del número de defectos por unidad. El tamaño demuestra es de cinco computadoras. En la tabla se muestran el numero dedefectos en 20 muestras de 5 computadoras cada una. Establecer eldiagrama de control u
Los límites de control son los siguientes:
2 Statistical Quality Control, Douglas C. Montgomery, Second Edition pp.181
Pág. 2320100
4
3
2
1
0
Sam ple Num ber
Sample
Count
U Chart for C1
U=1.930
3.0SL=3.794
-3.0SL=0.06613

Cartas de Control H. Hdez. / Julio 2005
Pág. 24
Copyright © 2022 FDOKUMEN




















