CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM...
91
INSTITUTO FEDERAL DO ESPÍRITO SANTO CURSO DE ENGENHARIA METALÚRGICA ANDRÉ DE ALMEIDA GRILO CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM BASE NA DEGRADAÇÃO TÉRMICA DURANTE USO VITÓRIA 2014
Transcript of CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM...

INSTITUTO FEDERAL DO ESPÍRITO SANTO CURSO DE ENGENHARIA METALÚRGICA
ANDRÉ DE ALMEIDA GRILO
CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM BASE NA
DEGRADAÇÃO TÉRMICA DURANTE USO
VITÓRIA 2014

ANDRÉ DE ALMEIDA GRILO
CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM BASE NA
DEGRADAÇÃO TÉRMICA DURANTE USO
Trabalho de Conclusão de Curso apresentado à Coordenadoria de Cursos Superiores em Metalurgia do Instituto Federal do Espírito Santo como requisito parcial para obtenção do título de Graduação em Engenharia Metalúrgica.
Orientador: Prof. Dr. Kinglston Soares Co-orientador: Msc. Eng. Fábio Arielo Guastala
VITÓRIA 2014
ANDRÉ DE ALMEIDA GRILO
CARACTERIZAÇÃO DE CORREIAS TRANSPORTADORAS DE ALTA TEMPERATURA E AVALIAÇÃO DE SUA VIDA ÚTIL COM BASE NA
DEGRADAÇÃO TÉRMICA DURANTE USO
Trabalho de Conclusão de Curso apresentado à Coordenadoria de Cursos Superiores em Metalurgia do Instituto Federal do Espírito Santo como requisito parcial para obtenção do título de Graduação em Engenharia Metalúrgica.
Aprovado em 25 de março de 2014
COMISSÃO EXAMINADORA
Prof. Dr. Kinglston Soares
Instituto Federal do Espírito Santo – Campus Vitória Orientador
Prof. Dr. José Marcos Stelzer Entringer
Instituto Federal do Espírito Santo – Campus Vitória
Eng. Jael Moutinho dos Santos
Vale S.A. – Tubarão

XXXXX Grilo, André de Almeida
Caracterização de correias transportadoras de alta temperatura e avaliação de sua vida útil com base na degradação térmica durante o uso / André de Almeida Grilo – 2014. XXXXXXXXX Orientador: Kinglston Soares. Co-orientador: Fábio Arielo Guastala Monografia (graduação) – Instituto Federal do Espírito Santo, Coordenadoria de Metalurgia e Materiais, Curso de Engenharia Metalúrgica, 2014. 1. Correias transportadoras 2. Fibras sintéticas 3. EPDM 4. FT-IR 5. Equação de Flory-Rehner I. Soares, Kinglston II. Guastala, Fábio Arielo III. Instituto Federal do Espírito Santo. IV. Título
XXXXXXXX

DECLARAÇÃO DO AUTOR
Declaro, para fins de pesquisa acadêmica, didática e técnico-científica, que este
Trabalho de Conclusão de Curso pode ser parcialmente utilizado, desde que se faça
referência à fonte e ao autor.
Vitória, 25 de março de 2014
André de Almeida Grilo

Dedico este trabalho aos meus familiares, principalmente aos meus pais José Ivo e
Eliana e avós Egnaldo e Dora, pelo amor incondicional, dedicação e ensinamentos
para a vida. Também aos meus amigos, desde a infância até a formação
profissional, pelo apoio, companheirismo e confiança.
AGRADECIMENTOS
Agradeço aos meus pais José Ivo e Eliana, avós Egnaldo e Dora, irmãos Marcelo e
Caroline, tios e primos por todo o amor concedido durante minha vida, pelos
sacrifícios cometidos para a minha criação, pela preparação que me deram para a
vida e pela atenção e zelo que me dão até hoje.
Agradeço aos meus amigos, companheiros de longa data, de infância, de escola, de
faculdade, que sempre estiveram ao meu lado em todos os momentos, provando
sua verdadeira amizade me apoiando, motivando e depositando confiança para
crescer, fazer a diferença e me tornar uma pessoa cada vez melhor, independente
da situação.
Ao professor e orientador Kinglston Soares, por demonstrar tanta motivação quanto
eu para a realização deste trabalho, pelo conhecimento transmitido não só durante a
orientação, pelo apoio e pela disponibilidade de ensinar e ajudar quando preciso.
Aos colegas de trabalho de Vale e Sereng pelos ensinamentos, pela preparação
para a vida profissional, pela oportunidade de trabalhar em equipe e pela confiança
depositada. Um agradecimento especial ao amigo e co-orientador Fabio Guastala
por ter me escolhido dentre tantos como parceiro de trabalho e por ter me auxiliado
neste estudo.
À Vale S.A. por ter cedido as amostras de correia utilizadas neste estudo.
Por fim, agradeço à força maior desse Universo que permitiu que eu tivesse vida e
que me motiva a aproveitá-la cada vez mais.
RESUMO
Correias transportadoras de alta temperatura são ativos críticos para a pelotização
devido ao prejuízo que sua falha pode trazer para a produção. Nesse sentido, deve-
se avaliar a vida útil da correia em uso, visando, principalmente, auxiliar sua
manutenção, e nesse contexto o presente trabalho tem como proposta utilizar a
caracterização dos componentes e o estudo da degradação térmica do material da
cobertura de correias transportadoras de alta temperatura. As caracterizações foram
realizadas de modo comparativo entre três tipos distintos de correias
transportadoras de alta temperatura fornecidas para uma grande mineradora. Os
reforços das correias foram caracterizados por FT-IR para análise qualitativa do
polímero. De maneira semelhante, as borrachas foram caracterizadas por meio da
análise do produto de pirólise via FT-IR e a densidade de ligações cruzadas por
meio da técnica de inchamento do polímero e aplicação da equação de Flory-
Rhener, o que ajudou a justificar o comportamento das diferentes marcas de correia
perante a degradação térmica, estudada em um trabalho anterior. A partir desses
resultados e utilizando dados de variação das propriedades mecânicas do material
em função do tempo e temperatura de processo, pôde-se avaliar a taxa de dano
causado a cada correia e, aplicando-se dados reais de processo, avaliou-se o
desempenho das correias em trabalho.
Palavras-chave: Correias transportadoras. Fibras sintéticas. EPDM. FT-IR. Equação
de Flory-Rehner.

ABSTRACT
Heat resistant conveyor belts are critical assets for a pelletizing plant because of the
losses that their failures cause. Accordingly, the life cycle of these conveyor belts
should be evaluated during work, in order to assist their maintenance, and, in this
context, this study proposes the use of material characterization and thermal
degradation of the conveyor belts components. The characterizations were
performed in a comparative way between three different kinds of heat resistant
conveyor belts supplied to a global mining company. The belts carcasses were
characterized by FT-IR aiming at the polymers qualitative analysis. Similarly, the
rubbers were characterized by the analysis of their pyrolyzed products by FT-IR and
their crosslinks densities were evaluated by the use of the Flory-Rehner equation
after the swelling of the rubbers, which helped to justify the belts behavior under
thermal degradation, studied in a previous work. Using these results and data of
mechanical properties variation according to time and process temperature, it was
possible to establish the rate of damage done to each conveyor belt and, applying
real process data, the belts performance during work could be evaluated.
Keywords: Conveyor belts. Synthetic fibers. EPDM. FT-IR. Flory-Rehner equation.

LISTA DE FIGURAS
Figura 1 – Vista geral de um transportador de correia. ............................................. 19
Figura 2 – Carcaça da correia e suas coberturas superior e inferior. ........................ 20
Figura 3 – Diagrama que mostra a forma ideal de fibras de polímero linear com alta
resistência e rigidez. .................................................................................................. 22
Figura 4 – Estrutura molecular amorfa e cristalina em polímeros segundo o Modelo
das Miscelas Franjadas. ............................................................................................ 23
Figura 5 – Produção mundial de fibras sintéticas. ..................................................... 24
Figura 6 – Estrutura química do PET. ....................................................................... 25
Figura 7 – Estrutura química do ácido tereftálico (TPA) e do monoetileno glicol
(MEG), o ácido dicarboxílico e o diol utilizados para a fabricação do PET por
Whinfield e Dickson. .................................................................................................. 25
Figura 8 – Estrutura química do tereftalato de dimetila (DMT). ................................. 26
Figura 9 – Estrutura química do tereftalato de bis(hidróxietila) (BHET). ................... 27
Figura 10 – Processo de polimerização do PET. ...................................................... 27
Figura 11 – Estrutura química de alguns Nylons. ...................................................... 29
Figura 12 – Efeito da umidade nos Nylons. ............................................................... 29
Figura 13 – Processo de polimerização do Nylon 6,6. .............................................. 32
Figura 14 – Gráfico de tensão-deformação para polímeros em três estados físicos. 34
Figura 15 – Ação da tensão em uma borracha crua e uma borracha vulcanizada. ... 34
Figura 16 – Vulcanização por enxofre. ...................................................................... 36
Figura 17 – Vulcanização por peróxido em elastômero saturado. ............................. 37
Figura 18 – Vulcanização por peróxido em elastômero insaturado. .......................... 38
Figura 19 – Estrutura química do copolímero EPM. .................................................. 39
Figura 20 – Estruturas químicas dos principais dienos utilizados na copolimerização
do EPDM. .................................................................................................................. 40
Figura 21 – Estrutura química do terpolímero EPDM copolimerizado com ENB em
uma razão típica de monômeros. .............................................................................. 40
Figura 22 – Influência da cristalinidade nas propriedades mecânicas do EPDM. ..... 42
Figura 23 – Esquema de um espectrofotômetro de FT-IR. ....................................... 45
Figura 24 – Correia estudada neste trabalho. ........................................................... 49
Figura 25 – Amostras de a) cobertura superior e b) fibras de carcaça. ..................... 50
Figura 26 – Solubilização das fibras. ......................................................................... 51
Figura 27 – Micropipetador utilizado para transferência da solução concentrada para
a pastilha de KBr. ...................................................................................................... 51
Figura 28 – Espectrofotômetro utilizado na análise por FT-IR. ................................. 52
Figura 29 – Pirólise da borracha. .............................................................................. 53
Figura 30 – Balança analítica. ................................................................................... 54
Figura 31 – Picnômetro. ............................................................................................ 55
Figura 32 – Curvas de dano em função de tempo e temperatura de envelhecimento
acelerado para a correia A. ....................................................................................... 58
Figura 33 – Curvas de dano em função de tempo e temperatura de envelhecimento
acelerado para a correia B. ....................................................................................... 59
Figura 34 – Curvas de dano em função de tempo e temperatura de envelhecimento
acelerado para a correia C. ....................................................................................... 59
Figura 35 – Espectro de FT-IR das fibras da correia A. ............................................ 61
Figura 36 – Espectro de FT-IR do PET. .................................................................... 62
Figura 37 – Espectro de FT-IR das fibras da correia B. ............................................ 63
Figura 38 – Espectro de FT-IR do Nylon 6,6. ............................................................ 64
Figura 39 – Espectro de FT-IR das fibras da correia C. ............................................ 65
Figura 40 – Espectro de FT-IR do pirolisado líquido da cobertura da correia A. ....... 66
Figura 41 – Espectro de FT-IR do pirolisado líquido da cobertura da correia B. ....... 67
Figura 42 – Espectro de FT-IR do pirolisado líquido da cobertura da correia C. ....... 67
Figura 43 – Gráfico massa por tempo da evaporação do solvente da amostra de
borracha inchada da correia A. ................................................................................. 71
Figura 44 – Gráfico massa por tempo da evaporação do solvente da amostra de
borracha inchada da correia B. ................................................................................. 72
Figura 45 – Gráfico massa por tempo da evaporação do solvente da amostra de
borracha inchada da correia C. ................................................................................. 73
Figura 46 – Gráfico do log %Dano com regressão linear para a correia A................ 76
Figura 47 – Gráfico do log %Dano com regressão linear para a correia B................ 77
Figura 48 – Gráfico do log %Dano com regressão linear para a correia C. .............. 78
Figura 49 – Histograma de temperaturas de pelotas recém-saídas de um forno de
pelotização no período entre 20/10/2010 e 16/11/2010. ........................................... 80
LISTA DE TABELAS
Tabela 1 – Relação de resistência e tipo de cobertura.............................................. 21
Tabela 2 – Influência da umidade nas propriedades mecânicas do Nylon 6,6. ......... 29
Tabela 3 – Influência da parte hidrocarbonada do Nylon na Tm. ............................... 30
Tabela 4 – Alguns exemplos de Nylons. ................................................................... 31
Tabela 5 – Algumas diferenças entre os dienos utilizados na obtenção do EPDM por
vulcanização por enxofre........................................................................................... 41
Tabela 6 – Densidade absoluta da água. .................................................................. 56
Tabela 7 – Produtos mais comuns da pirólise do EPDM........................................... 68
Tabela 8 – Calibração dos picnômetros. ................................................................... 69
Tabela 9 – Determinação da densidade da borracha proveniente da cobertura da
correia A. ................................................................................................................... 69
Tabela 10 – Determinação da densidade da borracha proveniente da cobertura da
correia B. ................................................................................................................... 70
Tabela 11 – Determinação da densidade da borracha proveniente da cobertura da
correia C. ................................................................................................................... 70
Tabela 12 – Dados e resultados da determinação da densidade de ligações
cruzadas das borrachas provenientes das coberturas das correias A, B e C. .......... 74
LISTA DE SIGLAS
1,4 HD – 1,4 Hexadieno;
BHET – Tereftalato de bis(hidróxietila);
DCPD – Diciclopentadieno;
DMSO – Dimetilsulfóxido;
DMT – Tereftalato de dimetila;
ENB – Etilideno norborneno;
EPDM – Terpolímero etileno-propileno-dieno;
EPM – Copolímero etileno-propileno;
FT-IR – Espectroscopia no infravermelho com transformada de Fourier;
IR – Infravermelho;
MEG – Monoetileno glicol;
NR – Borracha natural;
PET – Polietileno tereftalato;
TC – Transportador de correia;
TPA – Ácido tereftálico.
LISTA DE SÍMBOLOS
MC – Massa molar numérica média entre ligações cruzadas;
Mn – Massa molar do polímero se não houvessem ligações cruzadas;
Tg – Temperatura de transição vítrea;
Tm – Temperatura de fusão;
V0 - Fração molar do solvente;
VB - Fração de volume da borracha na forma inchada;
ΔG – Energia livre de Gibbs;
πelast – Resposta elástica das cadeias poliméricas ao inchamento devido à presença
de ligações cruzadas;
πmix – Tendência do polímero em se dissolver no solvente;
πion – Contribuição à pressão osmótica devido a diferenças de concentrações iônicas
entre o polímero e o solvente;
πeletr – Interações eletrostáticas de cargas nas cedias poliméricas;
ρB - Densidade da borracha;
χ - Parâmetro de interação polímero-solvente (ou parâmetro de Flory).

SUMÁRIO
1. INTRODUÇÃO ................................................................................................... 16
2. OBJETIVOS ....................................................................................................... 18
2.1. OBJETIVO GERAL ....................................................................................... 18
2.2. OBJETIVOS ESPECÍFICOS ........................................................................ 18
3. REVISÃO BIBLIOGRÁFICA .............................................................................. 19
3.1. CORREIAS TRANSPORTADORAS ............................................................. 19
3.2. FIBRAS SINTÉTICAS .................................................................................. 21
3.3. POLIETILENO TEREFTALATO (PET) ......................................................... 24
3.4. POLIAMIDA (NYLON) .................................................................................. 27
3.5. ELASTÔMEROS .......................................................................................... 33
3.6. BORRACHAS ETILENO-PROPILENO ........................................................ 39
3.7. ESPECTROSCOPIA NO INFRAVERMELHO COM TRANSFORMADA DE
FOURIER (FT-IR) ...................................................................................................... 43
3.8. MEDIDA DE DENSIDADE DE LIGAÇÕES CRUZADAS EM ELASTÔMEROS
– EQUAÇÃO DE FLORY-REHNER ........................................................................... 45
4. METODOLOGIA ................................................................................................. 49
4.1. MATERIAL ................................................................................................... 49
4.2. CARACTERIZAÇÃO DAS FIBRAS .............................................................. 50
4.3. CARACTERIZAÇÃO DAS COBERTURAS................................................... 52
4.3.1. Pirólise e Análise por FT-IR ................................................................ 52
4.3.2. Densidade de Ligações Cruzadas ...................................................... 53
4.3.3. Densidade da Borracha ....................................................................... 55
4.4. DESEMPENHO EM SERVIÇO ..................................................................... 58
5. RESULTADOS E DISCUSSÃO ......................................................................... 61
5.1. CARACTERIZAÇÃO DAS FIBRAS .............................................................. 61
5.1.1. Caracterização das Fibras da Correia A ............................................ 61
5.1.2. Caracterização das Fibras da Correia B ............................................ 63
5.1.3. Caracterização das Fibras da Correia C ............................................ 64
5.2. PIRÓLISE E ANÁLISE POR FT-IR DAS COBERTURAS ............................. 66
5.3. PICNOMETRIA ............................................................................................ 69
5.4. DETERMINAÇÃO DA DENSIDADE DE LIGAÇÕES CRUZADAS ................ 70
5.5. DESEMPENHO EM SERVIÇO ..................................................................... 75
6. CONCLUSÕES .................................................................................................. 82
7. SUGESTÕES PARA TRABALHOS FUTUROS ................................................. 84
REFERÊNCIAS ......................................................................................................... 85
16
1. INTRODUÇÃO
Correias transportadoras são utilizadas em diversos segmentos industriais como
meios de transporte de material, estes podendo ser desde produtos acabados até
insumos. No caso de uma usina de pelotização, caso contido no escopo deste
trabalho, as correias transportadoras podem carregar insumos da pelotização, como
o carvão; a matéria-prima, o minério; e o produto acabado, que é a pelota queimada.
Como existem diferentes tipos de materiais a serem transportados, também existem
diferentes tipos de correias para cada aplicação. Por exemplo, para o transporte das
pelotas queimadas recém-saídas do forno de pelotização, deve-se utilizar uma
correia transportadora de alta temperatura, que difere das correias convencionais
por apresentar alta resistência ao aporte térmico.
As correias de alta temperatura que transportam pelotas queimadas localizam-se na
saída dos fornos de pelotização. Como cada usina de pelotização possui somente
um forno, se essa correia falhar deve-se parar o forno e, portanto, toda a produção
da usina. Isso torna essas correias um ativo crítico para a manutenção.
A manutenção das usinas é realizada para prevenir que falhas ocorram, não
somente nas correias transportadoras. Toda falha inesperada de um item,
componente e/ou material pode gerar prejuízo para a produção como um todo,
sendo que alguns casos podem ser mais graves que outros. Dependendo do
componente que deve ser manutenido, pode-se realizar uma parada quente ou uma
parada fria.
A parada quente é a parada de um equipamento para manutenção de seus ativos
sem que se necessite cessar a produção da usina, ou seja, desligar o forno. Já a
parada fria requer que a produção cesse, desligando o forno. Essas paradas devem
ser muito bem planejadas, pois quanto maior o tempo que um equipamento ou a que
a usina se mantém inativa, maiores são as perdas de produção e,
consequentemente, o prejuízo.
Devido a isso, encontrar uma maneira de prever quando um ativo crítico como as
correias de alta temperatura irão romper facilitaria a programação de paradas frias,
17
evitando paradas quentes desnecessárias e minimizando as perdas de produção,
além de prevenir a falha inesperada desses ativos.
Visando atingir essa previsibilidade, o presente trabalho busca avaliar a vida útil de
correias transportadoras de alta temperatura utilizadas em uma grande mineradora,
e, para isso, deve-se conhecer como se dá a falha das correias e os primeiros
passos são identificar os materiais que as compõem e o tipo de desgaste aos quais
são submetidas. Sabe-se que as correias são compostas de uma cobertura de
borracha e uma carcaça de fibra polimérica. Sendo assim, considerando que a
correia recebe pelotas queimadas recém-saídas do forno, ou seja, quentes, seu
principal mecanismo de desgaste será a degradação térmica.
Além disso, em uma usina de pelotização não se é utilizada uma correia de um
único fornecedor. Portanto, adicionalmente, devem-se identificar as diferenças entre
os materiais utilizados pelos diferentes fabricantes, o que certamente influenciará na
degradação térmica e, portanto, a vida útil da correia.
Aliando as características dos materiais com o comportamento das correias quando
submetidas a aportes térmicos pode-se, então, avaliar como as diferentes correias
transportadoras de alta temperatura responderão ao desgaste térmico durante o uso
em campo.
18
2. OBJETIVOS
2.1. OBJETIVO GERAL
Avaliar o desempenho em trabalho de diferentes tipos de correias transportadoras
de alta temperatura a partir da caracterização de seus componentes e de sua
capacidade de resistir ao desgaste térmico.
2.2. OBJETIVOS ESPECÍFICOS
Identificar qualitativamente os reforços dos três tipos de correia estudados;
Identificar qualitativamente as coberturas dos três tipos de correia estudados;
Justificar os comportamentos das correias em ensaios de envelhecimento
térmico de trabalho anterior baseando-se nas caracterizações dos materiais
componentes;
Definir uma taxa de acúmulo de dano para cada correia para várias
temperaturas;
Aplicar as taxas de acúmulo de dano para dados de temperatura e tempo
reais, visando avaliar comparativamente o desempenho das correias.
19
3. REVISÃO BIBLIOGRÁFICA
3.1. CORREIAS TRANSPORTADORAS
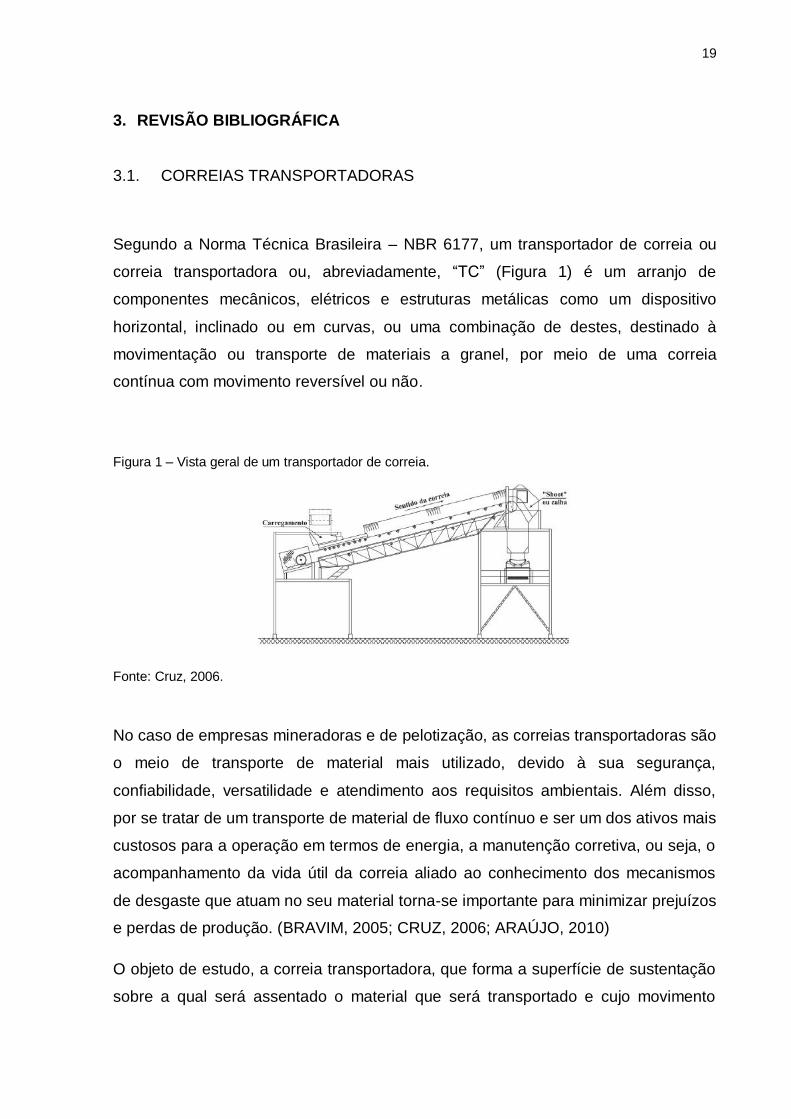
Segundo a Norma Técnica Brasileira – NBR 6177, um transportador de correia ou
correia transportadora ou, abreviadamente, “TC” (Figura 1) é um arranjo de
componentes mecânicos, elétricos e estruturas metálicas como um dispositivo
horizontal, inclinado ou em curvas, ou uma combinação de destes, destinado à
movimentação ou transporte de materiais a granel, por meio de uma correia
contínua com movimento reversível ou não.
Figura 1 – Vista geral de um transportador de correia.
Fonte: Cruz, 2006.
No caso de empresas mineradoras e de pelotização, as correias transportadoras são
o meio de transporte de material mais utilizado, devido à sua segurança,
confiabilidade, versatilidade e atendimento aos requisitos ambientais. Além disso,
por se tratar de um transporte de material de fluxo contínuo e ser um dos ativos mais
custosos para a operação em termos de energia, a manutenção corretiva, ou seja, o
acompanhamento da vida útil da correia aliado ao conhecimento dos mecanismos
de desgaste que atuam no seu material torna-se importante para minimizar prejuízos
e perdas de produção. (BRAVIM, 2005; CRUZ, 2006; ARAÚJO, 2010)
O objeto de estudo, a correia transportadora, que forma a superfície de sustentação
sobre a qual será assentado o material que será transportado e cujo movimento

20
produz o transporte propriamente dito, é constituída por duas partes: a carcaça e a
cobertura (Figura 2). (NBR 6177:1999)
Figura 2 – Carcaça da correia e suas coberturas superior e inferior.
Fonte: NBR 6177:1999.
A carcaça é a parte da correia cuja função é suportar as cargas de tração, impacto e
resistência ao rasgamento, podendo ser constituída de lonas sintéticas, lonas
têxteis, cabos de aço ou uma combinação destes. Já a cobertura é geralmente
constituída de borracha ou sua combinação com outros materiais e tem como
principal função revestir a carcaça e protege-la contra os efeitos da abrasão,
impacto, corte, temperatura, e ataque químico decorrente do material transportado
ou outras condições adversas, existindo um tipo de cobertura específico para cada
condição de trabalho. Correias transportadoras podem ser produzidas a partir de
uma variedade enorme de polímeros e tecidos para satisfazer as exigências de
projeto para qualquer tipo de situação de carregamento imposta. Alguns tipos de
cobertura de correia e algumas de suas características são apresentados na Tabela
1. (NBR 6177:1999; CARDOSO, 2009)
21
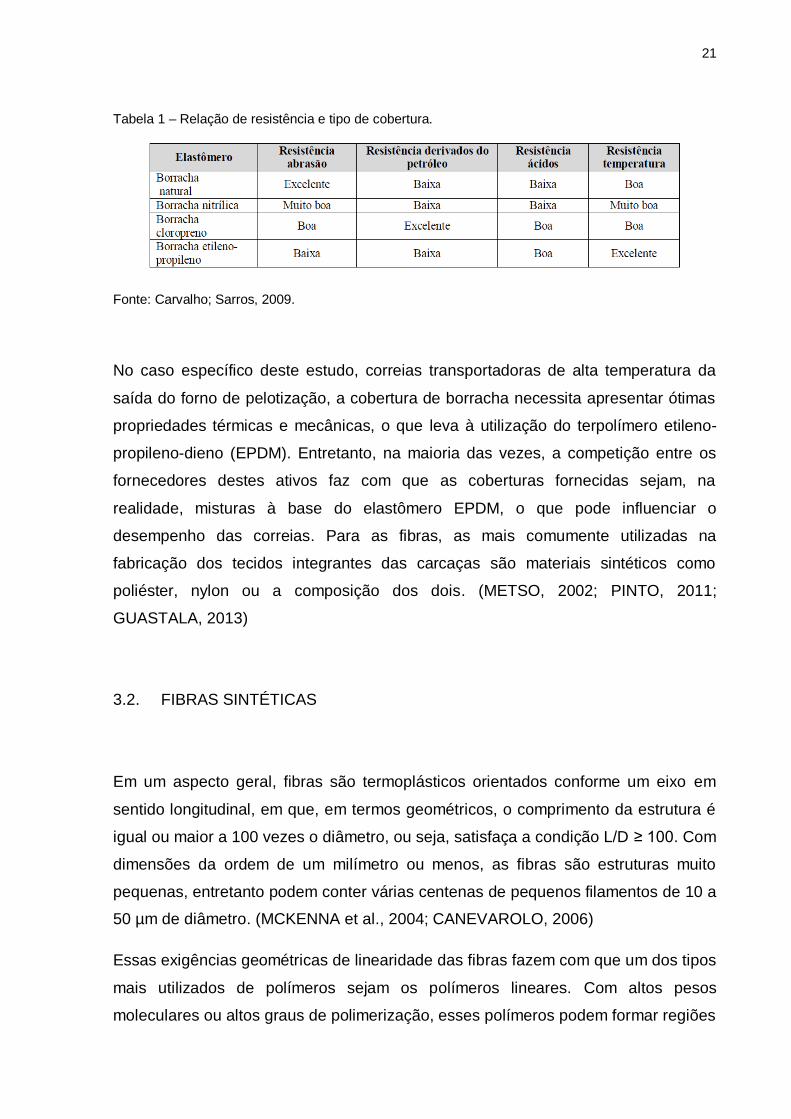
Tabela 1 – Relação de resistência e tipo de cobertura.
Fonte: Carvalho; Sarros, 2009.
No caso específico deste estudo, correias transportadoras de alta temperatura da
saída do forno de pelotização, a cobertura de borracha necessita apresentar ótimas
propriedades térmicas e mecânicas, o que leva à utilização do terpolímero etileno-
propileno-dieno (EPDM). Entretanto, na maioria das vezes, a competição entre os
fornecedores destes ativos faz com que as coberturas fornecidas sejam, na
realidade, misturas à base do elastômero EPDM, o que pode influenciar o
desempenho das correias. Para as fibras, as mais comumente utilizadas na
fabricação dos tecidos integrantes das carcaças são materiais sintéticos como
poliéster, nylon ou a composição dos dois. (METSO, 2002; PINTO, 2011;
GUASTALA, 2013)
3.2. FIBRAS SINTÉTICAS
Em um aspecto geral, fibras são termoplásticos orientados conforme um eixo em
sentido longitudinal, em que, em termos geométricos, o comprimento da estrutura é
igual ou maior a 100 vezes o diâmetro, ou seja, satisfaça a condição L/D ≥ 100. Com
dimensões da ordem de um milímetro ou menos, as fibras são estruturas muito
pequenas, entretanto podem conter várias centenas de pequenos filamentos de 10 a
50 µm de diâmetro. (MCKENNA et al., 2004; CANEVAROLO, 2006)
Essas exigências geométricas de linearidade das fibras fazem com que um dos tipos
mais utilizados de polímeros sejam os polímeros lineares. Com altos pesos
moleculares ou altos graus de polimerização, esses polímeros podem formar regiões
22
altamente cristalinas, o que aumenta a resistência e a rigidez das fibras, já que
ligações primárias (entre os átomos) possuem um módulo de elasticidade muito
maior que as ligações de van der Waals (entre as cadeias). Para ilustração,
teoricamente, as ligações primárias possuem módulo da ordem de 11000 kg/mm²,
enquanto que as ligações de van der Waals possuem módulo da ordem de 45
kg/mm². Com isso, a Figura 3 apresenta a forma ideal de uma fibra de polímero
linear com alta resistência e rigidez. (HEARLE, 2001; CARDOSO, 2009)
Figura 3 – Diagrama que mostra a forma ideal de fibras de polímero linear com alta resistência e rigidez.
Fonte: Hearle, 2001.
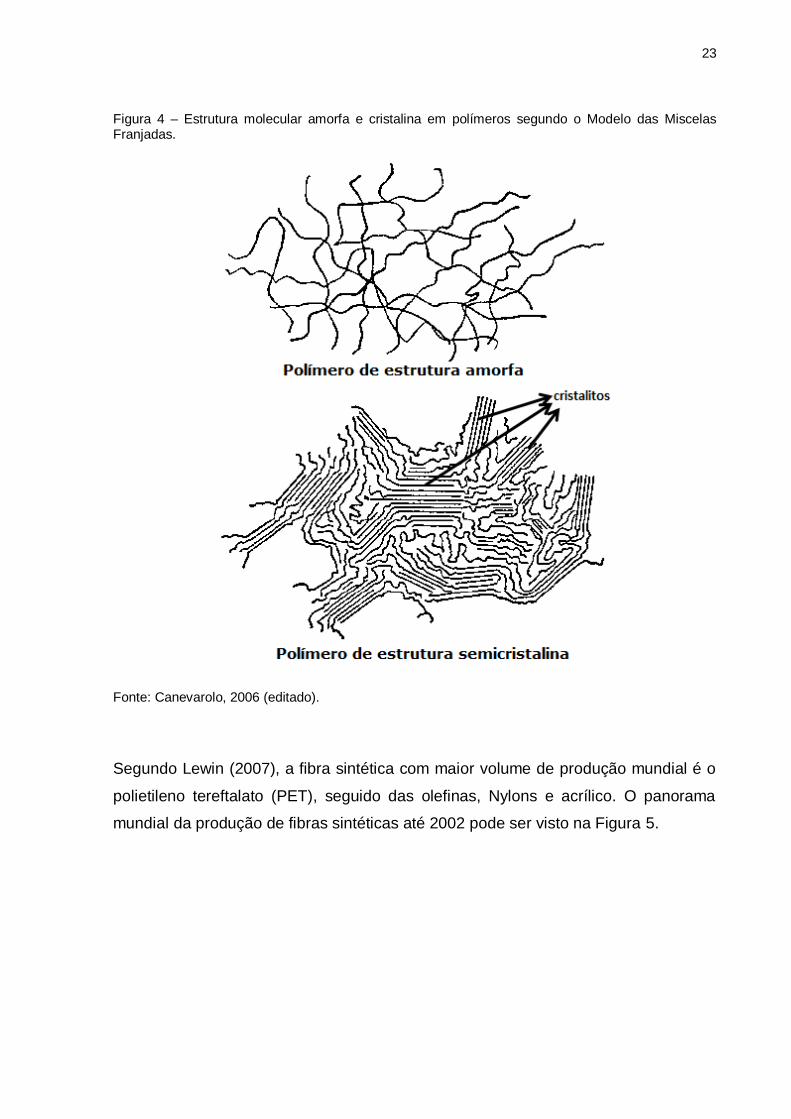
Segundo o Modelo das Miscelas Franjadas, polímeros semicristalinos possuem duas
fases distintas em sua estrutura, cristalitos pequenos dispersos numa fase amorfa.
Cristalitos são pequenas regiões onde segmentos moleculares de cadeias estão
posicionados paralelamente uns aos outros formando uma região de ordenação ou
cristalinidade. A fase amorfa é uma região onde as cadeias se dispõem de maneira
desordenada. A diferença entre um polímero de estrutura amorfa e um polímero de
estrutura semicristalina é apresentada na Figura 4. (CANEVAROLO, 2006)
Uma maior orientação e ordenação das cadeias poliméricas, mesmo em polímeros
menos lineares que outros, pode ser alcançada pelo mecanismo de estiramento, que
é capaz de tornar estruturas amorfas em cristalinas pela movimentação direcionada
das cadeias. Este mecanismo é utilizado na fabricação das fibras e é um importante
fator para o desenvolvimento de sua principal característica, a resistência mecânica.
(CANEVAROLO, 2006; CARDOSO, 2009)
23
Figura 4 – Estrutura molecular amorfa e cristalina em polímeros segundo o Modelo das Miscelas Franjadas.
Fonte: Canevarolo, 2006 (editado).
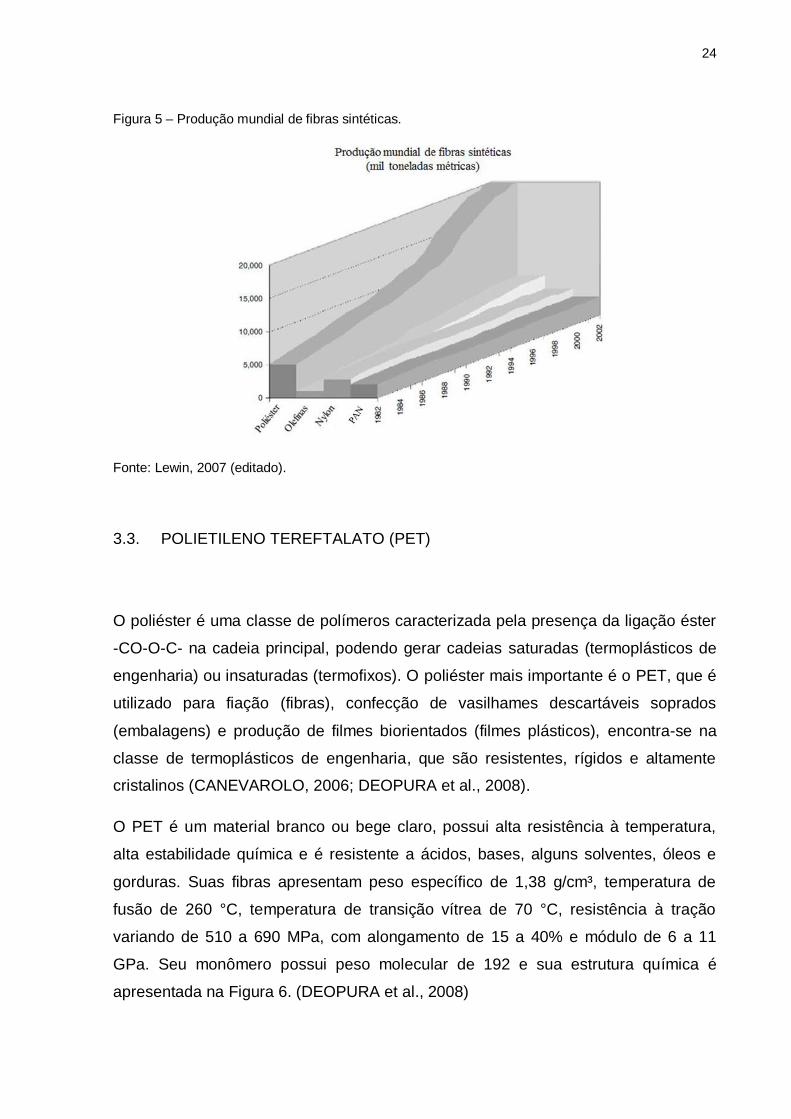
Segundo Lewin (2007), a fibra sintética com maior volume de produção mundial é o
polietileno tereftalato (PET), seguido das olefinas, Nylons e acrílico. O panorama
mundial da produção de fibras sintéticas até 2002 pode ser visto na Figura 5.
24
Figura 5 – Produção mundial de fibras sintéticas.
Fonte: Lewin, 2007 (editado).
3.3. POLIETILENO TEREFTALATO (PET)
O poliéster é uma classe de polímeros caracterizada pela presença da ligação éster
-CO-O-C- na cadeia principal, podendo gerar cadeias saturadas (termoplásticos de
engenharia) ou insaturadas (termofixos). O poliéster mais importante é o PET, que é
utilizado para fiação (fibras), confecção de vasilhames descartáveis soprados
(embalagens) e produção de filmes biorientados (filmes plásticos), encontra-se na
classe de termoplásticos de engenharia, que são resistentes, rígidos e altamente
cristalinos (CANEVAROLO, 2006; DEOPURA et al., 2008).
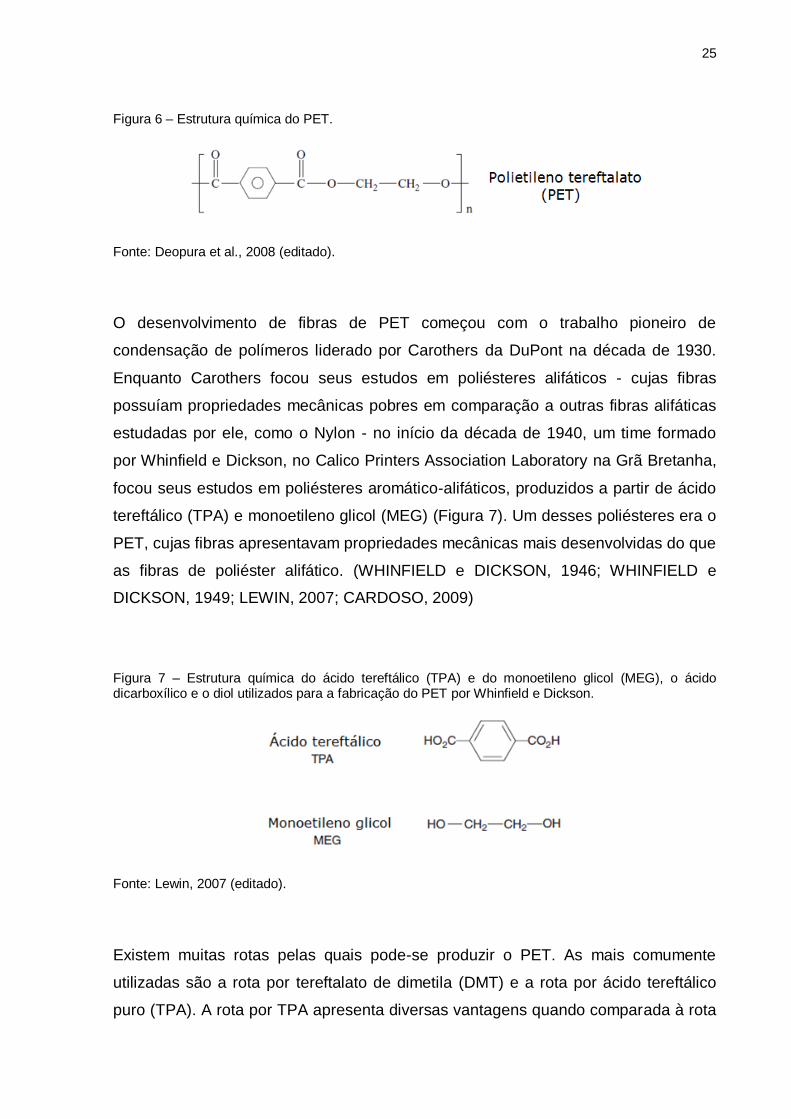
O PET é um material branco ou bege claro, possui alta resistência à temperatura,
alta estabilidade química e é resistente a ácidos, bases, alguns solventes, óleos e
gorduras. Suas fibras apresentam peso específico de 1,38 g/cm³, temperatura de
fusão de 260 °C, temperatura de transição vítrea de 70 °C, resistência à tração
variando de 510 a 690 MPa, com alongamento de 15 a 40% e módulo de 6 a 11
GPa. Seu monômero possui peso molecular de 192 e sua estrutura química é
apresentada na Figura 6. (DEOPURA et al., 2008)
25
Figura 6 – Estrutura química do PET.
Fonte: Deopura et al., 2008 (editado).
O desenvolvimento de fibras de PET começou com o trabalho pioneiro de
condensação de polímeros liderado por Carothers da DuPont na década de 1930.
Enquanto Carothers focou seus estudos em poliésteres alifáticos - cujas fibras
possuíam propriedades mecânicas pobres em comparação a outras fibras alifáticas
estudadas por ele, como o Nylon - no início da década de 1940, um time formado
por Whinfield e Dickson, no Calico Printers Association Laboratory na Grã Bretanha,
focou seus estudos em poliésteres aromático-alifáticos, produzidos a partir de ácido
tereftálico (TPA) e monoetileno glicol (MEG) (Figura 7). Um desses poliésteres era o
PET, cujas fibras apresentavam propriedades mecânicas mais desenvolvidas do que
as fibras de poliéster alifático. (WHINFIELD e DICKSON, 1946; WHINFIELD e
DICKSON, 1949; LEWIN, 2007; CARDOSO, 2009)
Figura 7 – Estrutura química do ácido tereftálico (TPA) e do monoetileno glicol (MEG), o ácido dicarboxílico e o diol utilizados para a fabricação do PET por Whinfield e Dickson.
Fonte: Lewin, 2007 (editado).
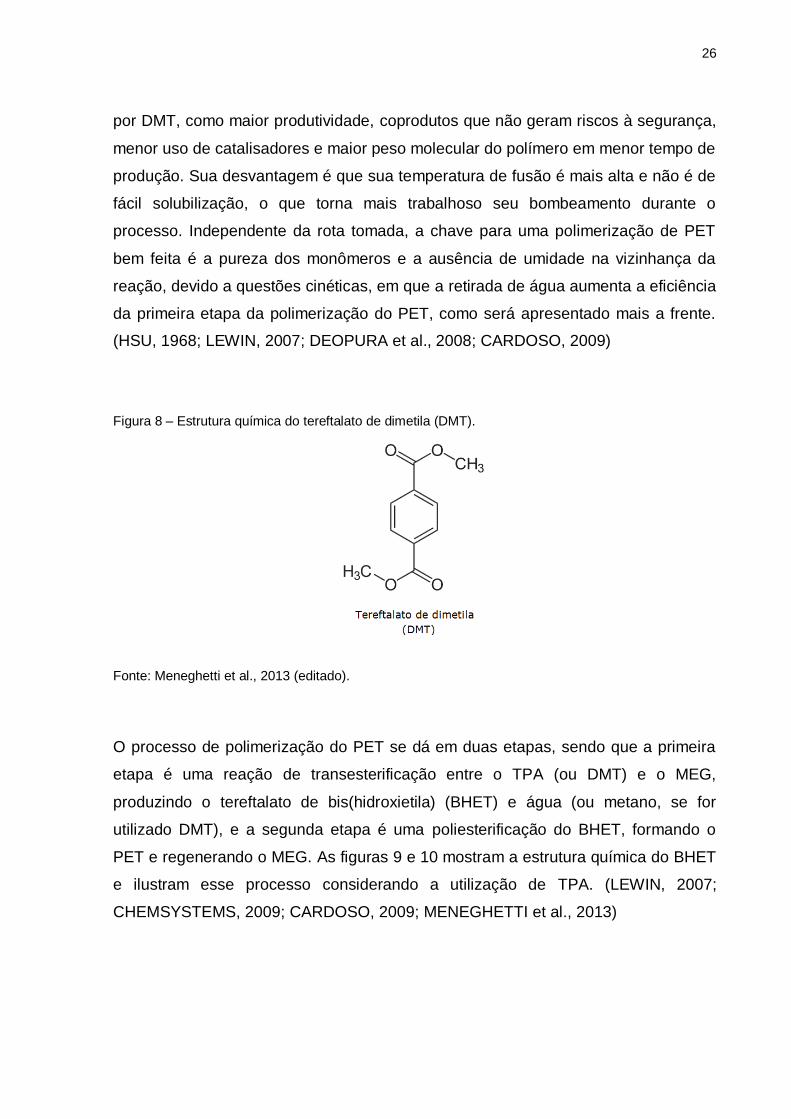
Existem muitas rotas pelas quais pode-se produzir o PET. As mais comumente
utilizadas são a rota por tereftalato de dimetila (DMT) e a rota por ácido tereftálico
puro (TPA). A rota por TPA apresenta diversas vantagens quando comparada à rota
26
por DMT, como maior produtividade, coprodutos que não geram riscos à segurança,
menor uso de catalisadores e maior peso molecular do polímero em menor tempo de
produção. Sua desvantagem é que sua temperatura de fusão é mais alta e não é de
fácil solubilização, o que torna mais trabalhoso seu bombeamento durante o
processo. Independente da rota tomada, a chave para uma polimerização de PET
bem feita é a pureza dos monômeros e a ausência de umidade na vizinhança da
reação, devido a questões cinéticas, em que a retirada de água aumenta a eficiência
da primeira etapa da polimerização do PET, como será apresentado mais a frente.
(HSU, 1968; LEWIN, 2007; DEOPURA et al., 2008; CARDOSO, 2009)
Figura 8 – Estrutura química do tereftalato de dimetila (DMT).
Fonte: Meneghetti et al., 2013 (editado).
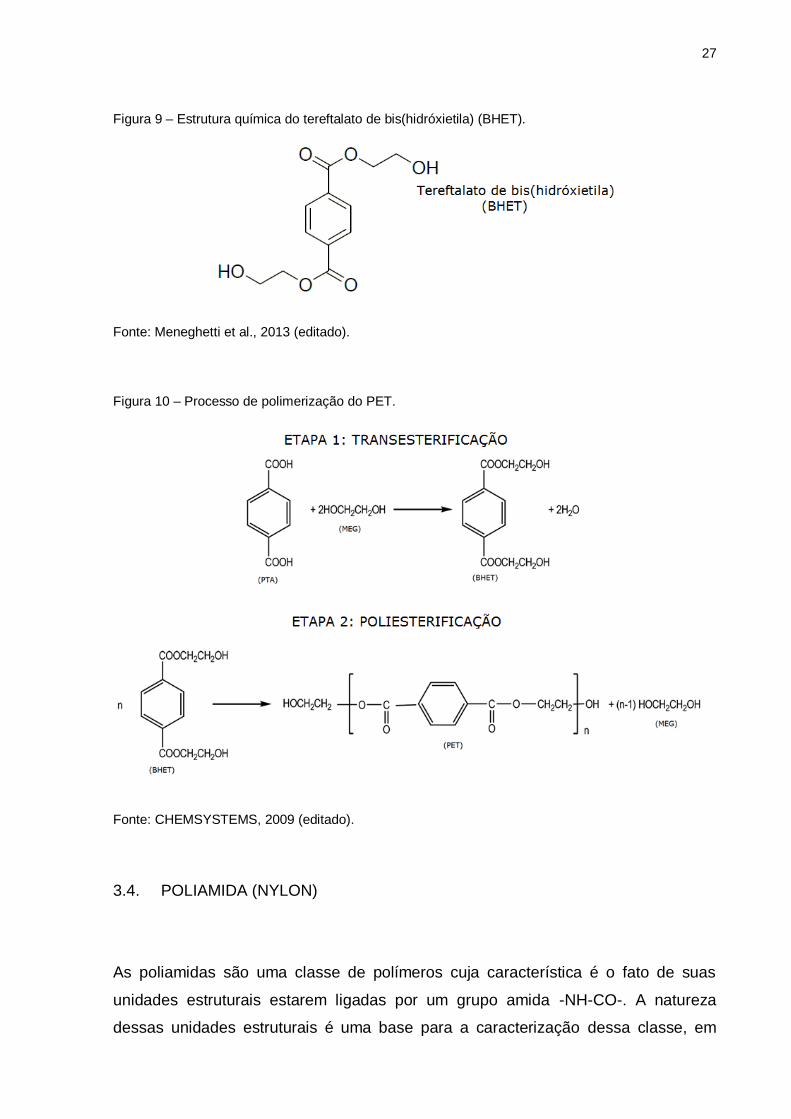
O processo de polimerização do PET se dá em duas etapas, sendo que a primeira
etapa é uma reação de transesterificação entre o TPA (ou DMT) e o MEG,
produzindo o tereftalato de bis(hidroxietila) (BHET) e água (ou metano, se for
utilizado DMT), e a segunda etapa é uma poliesterificação do BHET, formando o
PET e regenerando o MEG. As figuras 9 e 10 mostram a estrutura química do BHET
e ilustram esse processo considerando a utilização de TPA. (LEWIN, 2007;
CHEMSYSTEMS, 2009; CARDOSO, 2009; MENEGHETTI et al., 2013)
27
Figura 9 – Estrutura química do tereftalato de bis(hidróxietila) (BHET).
Fonte: Meneghetti et al., 2013 (editado).
Figura 10 – Processo de polimerização do PET.
Fonte: CHEMSYSTEMS, 2009 (editado).
3.4. POLIAMIDA (NYLON)
As poliamidas são uma classe de polímeros cuja característica é o fato de suas
unidades estruturais estarem ligadas por um grupo amida -NH-CO-. A natureza
dessas unidades estruturais é uma base para a caracterização dessa classe, em
28
que, poliamidas alifáticas – cujas unidades estruturais são derivadas
predominantemente de monômeros alifáticos – fazem parte da classe dos nylons,
enquanto que poliamidas aromáticas – em que pelo menos 85% das ligações amida
estão diretamente adjacentes às estruturas aromáticas – são designadas aramidas.
Poliamidas podem, ainda, serem divididas em produtos naturais – como proteínas,
seda e lã – e produtos sintéticos. (CHEMSYSTEMS, 2006; CANEVAROLO, 2006;
LEWIN, 2007)
O Nylon, uma poliamida alifática, foi a primeira poliamida fabricada, fruto dos
estudos do Dr. Wallace H. Carothers na DuPont em 1928, e teve grande impacto e
sucesso no mercado mundial, principalmente com a venda de meias-calças e, um
pouco mais tarde, durante a Segunda Guerra Mundial, em equipamentos militares.
Seu sucesso abriu portas para a comercialização de outras fibras sintéticas e
naturais e andou lado a lado com o desenvolvimento da química de fibras e de
polímeros e da ciência dos materiais. (LEWIS, 2007; DEOPURA et al., 2008;
CHEMSYSTEMS, 2009)
Em geral, esses materiais possuem alta estabilidade dimensional, alta resistência à
abrasão, relativamente alta temperatura de amolecimento e alta resistência
mecânica, esta proveniente das ligações do tipo pontes de hidrogênio, formadas
entre as carbonilas de uma cadeia e o hidrogênio da ligação amida da outra cadeia.
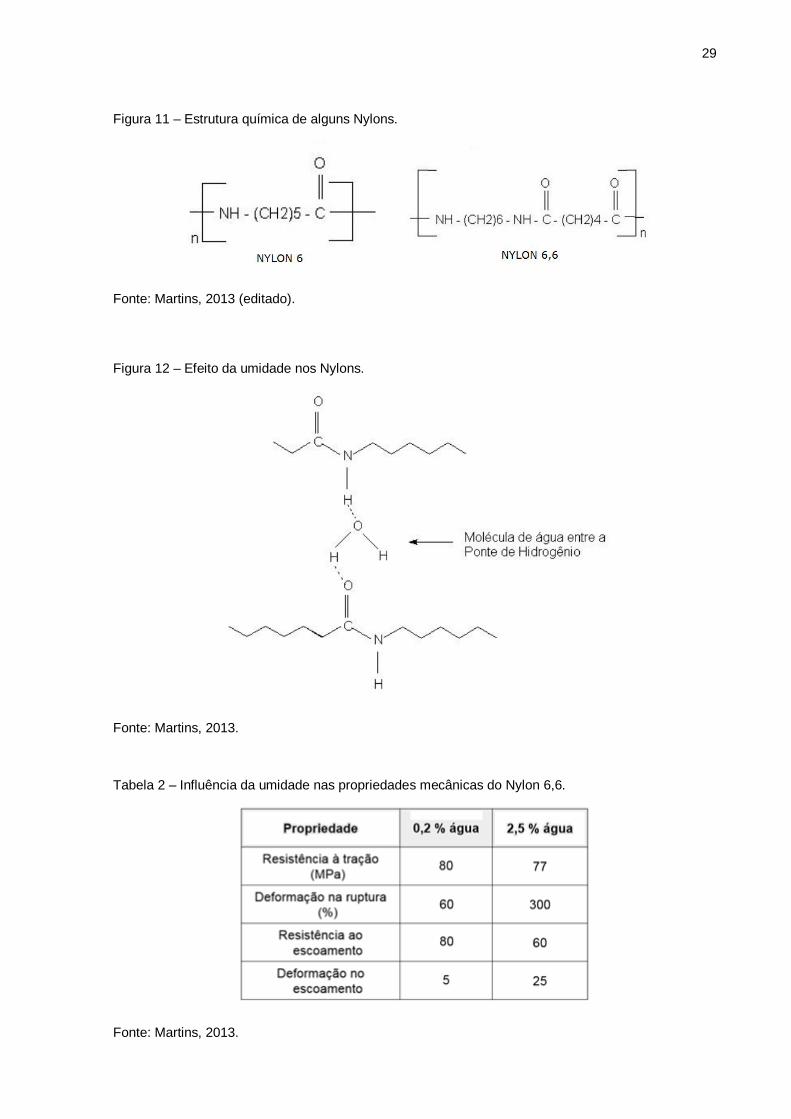
Entretanto, a presença desta ligação facilita a permeação de moléculas de água,
que se difundem entre as cadeias e se posicionam na ponte de hidrogênio,
reduzindo a resistência mecânica do material, ou seja, os Nylons são higroscópicos
(absorvedores de água). Geralmente, fibras de Nylon 6,6, sem umidade, apresentam
peso específico de 1,14 g/cm³, temperatura de fusão de 260 °C, temperatura de
transição vítrea de 35 °C, resistência à tração variando de 350 a 550 MPa, com
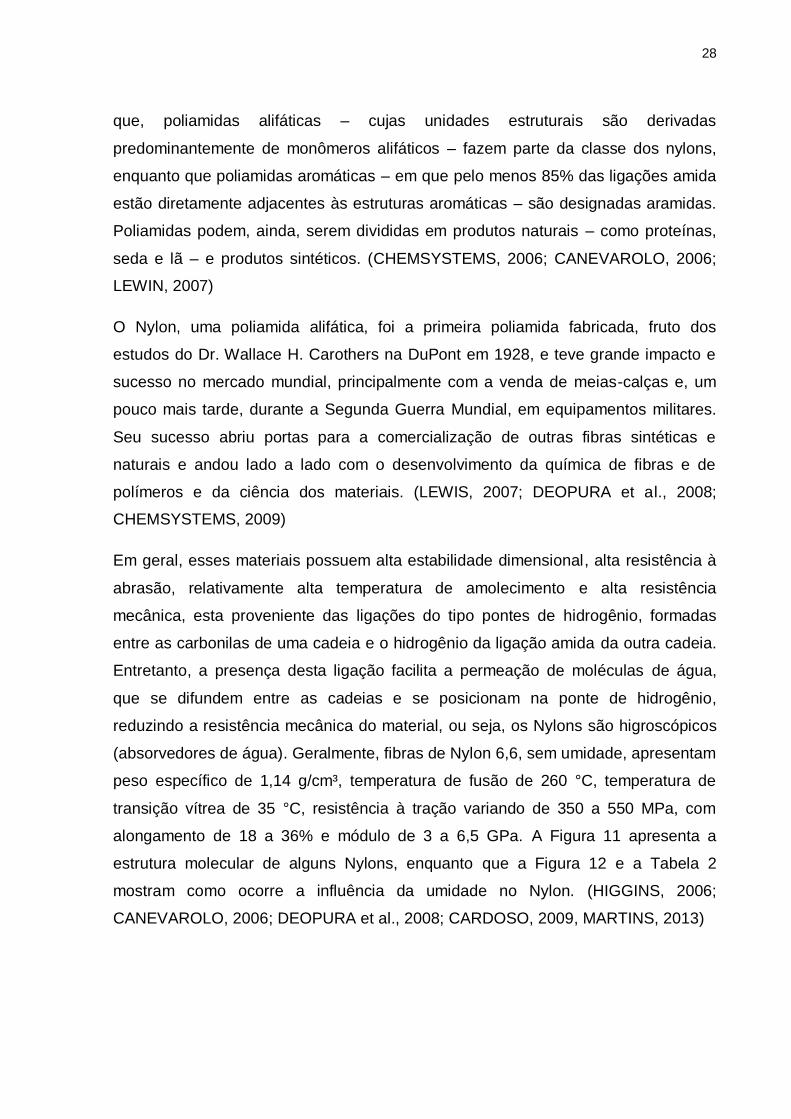
alongamento de 18 a 36% e módulo de 3 a 6,5 GPa. A Figura 11 apresenta a
estrutura molecular de alguns Nylons, enquanto que a Figura 12 e a Tabela 2
mostram como ocorre a influência da umidade no Nylon. (HIGGINS, 2006;
CANEVAROLO, 2006; DEOPURA et al., 2008; CARDOSO, 2009, MARTINS, 2013)
29
Figura 11 – Estrutura química de alguns Nylons.
Fonte: Martins, 2013 (editado).
Figura 12 – Efeito da umidade nos Nylons.
Fonte: Martins, 2013.
Tabela 2 – Influência da umidade nas propriedades mecânicas do Nylon 6,6.
Fonte: Martins, 2013.
30
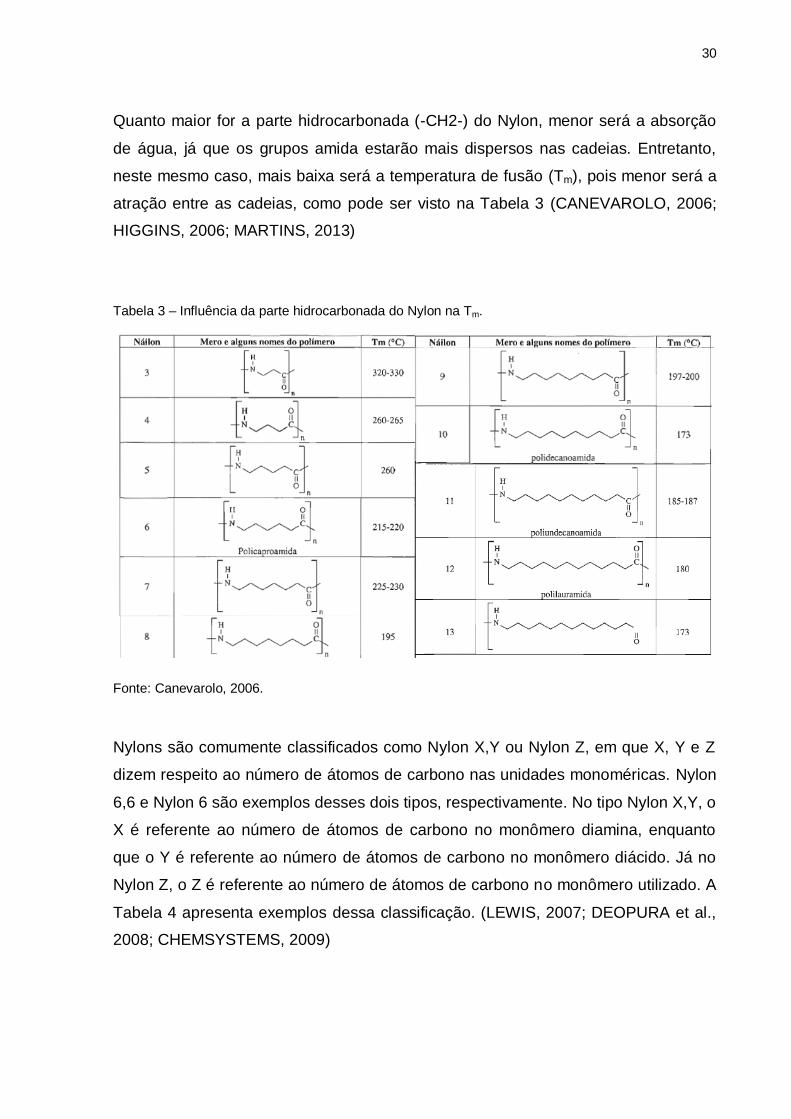
Quanto maior for a parte hidrocarbonada (-CH2-) do Nylon, menor será a absorção
de água, já que os grupos amida estarão mais dispersos nas cadeias. Entretanto,
neste mesmo caso, mais baixa será a temperatura de fusão (Tm), pois menor será a
atração entre as cadeias, como pode ser visto na Tabela 3 (CANEVAROLO, 2006;
HIGGINS, 2006; MARTINS, 2013)
Tabela 3 – Influência da parte hidrocarbonada do Nylon na Tm.
Fonte: Canevarolo, 2006.
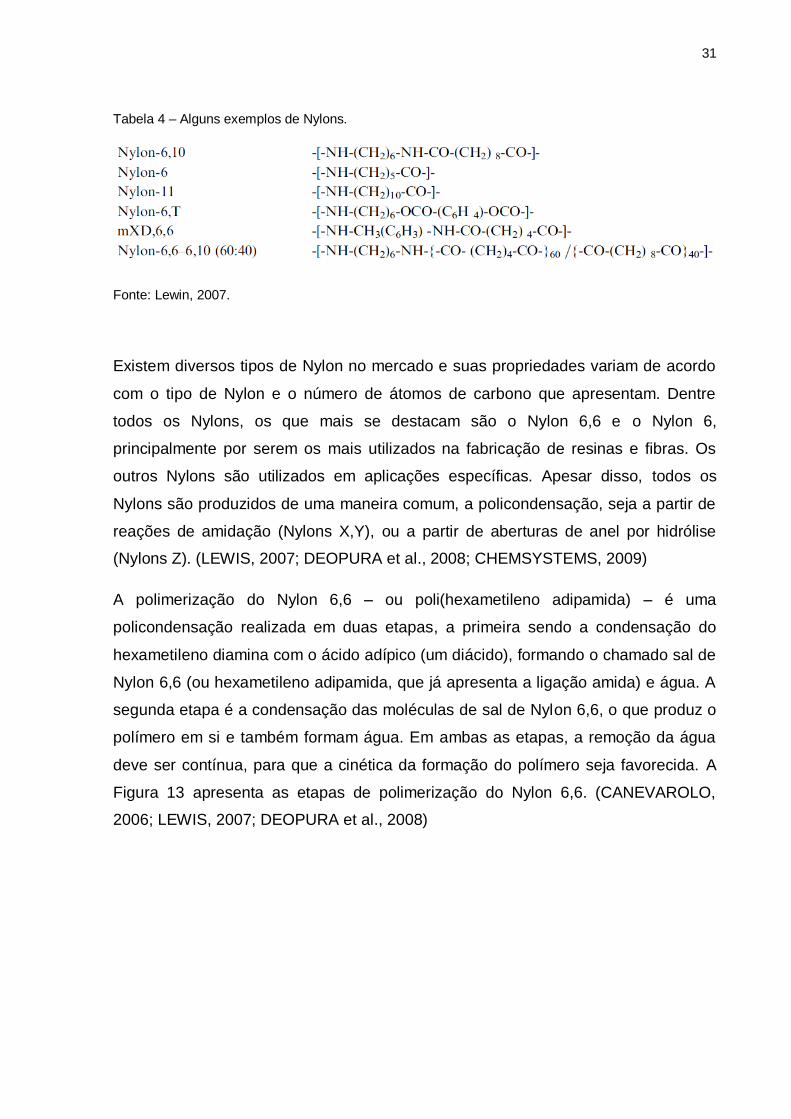
Nylons são comumente classificados como Nylon X,Y ou Nylon Z, em que X, Y e Z
dizem respeito ao número de átomos de carbono nas unidades monoméricas. Nylon
6,6 e Nylon 6 são exemplos desses dois tipos, respectivamente. No tipo Nylon X,Y, o
X é referente ao número de átomos de carbono no monômero diamina, enquanto
que o Y é referente ao número de átomos de carbono no monômero diácido. Já no
Nylon Z, o Z é referente ao número de átomos de carbono no monômero utilizado. A
Tabela 4 apresenta exemplos dessa classificação. (LEWIS, 2007; DEOPURA et al.,
2008; CHEMSYSTEMS, 2009)
31
Tabela 4 – Alguns exemplos de Nylons.
Fonte: Lewin, 2007.
Existem diversos tipos de Nylon no mercado e suas propriedades variam de acordo
com o tipo de Nylon e o número de átomos de carbono que apresentam. Dentre
todos os Nylons, os que mais se destacam são o Nylon 6,6 e o Nylon 6,
principalmente por serem os mais utilizados na fabricação de resinas e fibras. Os
outros Nylons são utilizados em aplicações específicas. Apesar disso, todos os
Nylons são produzidos de uma maneira comum, a policondensação, seja a partir de
reações de amidação (Nylons X,Y), ou a partir de aberturas de anel por hidrólise
(Nylons Z). (LEWIS, 2007; DEOPURA et al., 2008; CHEMSYSTEMS, 2009)
A polimerização do Nylon 6,6 – ou poli(hexametileno adipamida) – é uma
policondensação realizada em duas etapas, a primeira sendo a condensação do
hexametileno diamina com o ácido adípico (um diácido), formando o chamado sal de
Nylon 6,6 (ou hexametileno adipamida, que já apresenta a ligação amida) e água. A
segunda etapa é a condensação das moléculas de sal de Nylon 6,6, o que produz o
polímero em si e também formam água. Em ambas as etapas, a remoção da água
deve ser contínua, para que a cinética da formação do polímero seja favorecida. A
Figura 13 apresenta as etapas de polimerização do Nylon 6,6. (CANEVAROLO,
2006; LEWIS, 2007; DEOPURA et al., 2008)

32
Figura 13 – Processo de polimerização do Nylon 6,6.
Fonte: Canevarolo, 2006 (editado).
33
3.5. ELASTÔMEROS
Elastômeros, ou borrachas, são polímeros que tem como principal característica a
elasticidade de borracha, ou seja, aceitam grandes deformações (>200%), mantendo
boa resistência mecânica e módulo de elasticidade enquanto deformado, e
recuperam rápida e totalmente a deformação após retirado o esforço.
Adicionalmente, um elastômero deve ser amorfo, apresentando cadeias
naturalmente emaranhadas; possuir rotação de cadeias praticamente livre, para que
elas respondam rapidamente a uma tensão aplicada; estar acima de sua
temperatura de transição vítrea, para não apresentar comportamento frágil; ter sua
deformação plástica atrasada, ou seja, restrição do escorregamento entre cadeias,
característica obtida pelo ancoramento de pontos das cadeias com ligações
cruzadas. (GENT, 2001; CALLISTER, 2001; BRADY et al., 2004; CANEVAROLO,
2006)
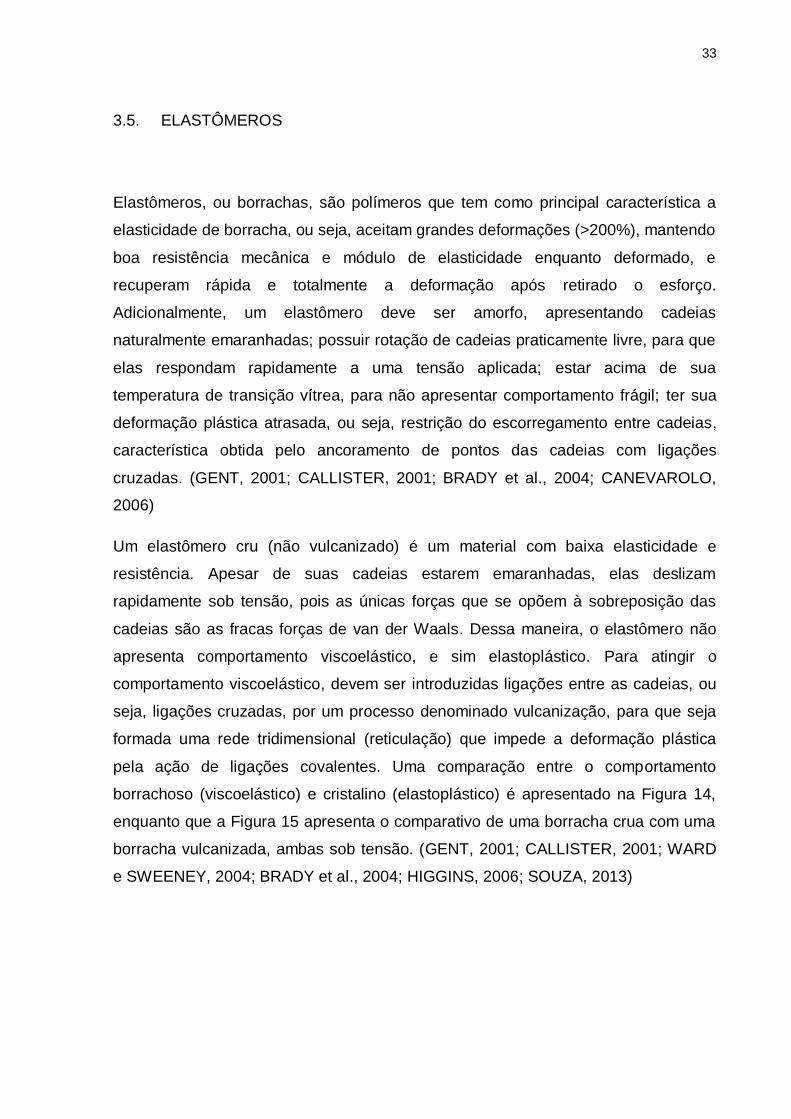
Um elastômero cru (não vulcanizado) é um material com baixa elasticidade e
resistência. Apesar de suas cadeias estarem emaranhadas, elas deslizam
rapidamente sob tensão, pois as únicas forças que se opõem à sobreposição das
cadeias são as fracas forças de van der Waals. Dessa maneira, o elastômero não
apresenta comportamento viscoelástico, e sim elastoplástico. Para atingir o
comportamento viscoelástico, devem ser introduzidas ligações entre as cadeias, ou
seja, ligações cruzadas, por um processo denominado vulcanização, para que seja
formada uma rede tridimensional (reticulação) que impede a deformação plástica
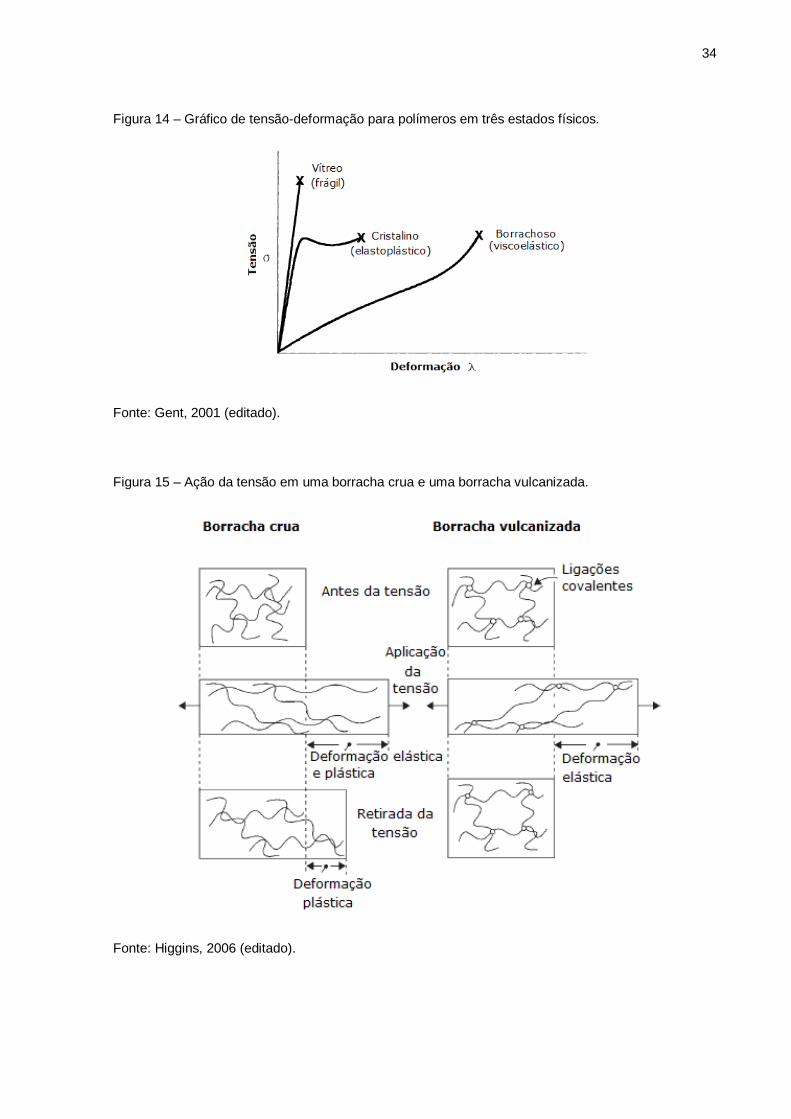
pela ação de ligações covalentes. Uma comparação entre o comportamento
borrachoso (viscoelástico) e cristalino (elastoplástico) é apresentado na Figura 14,
enquanto que a Figura 15 apresenta o comparativo de uma borracha crua com uma
borracha vulcanizada, ambas sob tensão. (GENT, 2001; CALLISTER, 2001; WARD
e SWEENEY, 2004; BRADY et al., 2004; HIGGINS, 2006; SOUZA, 2013)
34
Figura 14 – Gráfico de tensão-deformação para polímeros em três estados físicos.
Fonte: Gent, 2001 (editado).
Figura 15 – Ação da tensão em uma borracha crua e uma borracha vulcanizada.
Fonte: Higgins, 2006 (editado).
35
A densidade de ligações cruzadas tem influência direta nas propriedades mecânicas
da borracha. O aumento da densidade de ligações cruzadas promove o aumento do
módulo e da dureza da borracha, tornando-a mais elástica (com menor histerese).
As resistências à tensão e ao rasgamento, entretanto, não aumentam
indefinidamente com a densidade de ligações cruzadas, ao invés disso, atingem um
máximo quando a borracha está em ponto de gel, ou seja, apresenta uma estrutura
reticulada tridimensional insolúvel, porém nem todas as cadeias estão ligadas à
rede, com liberdade de movimento. Para entender melhor esse comportamento, é
preciso considerar uma fratura num elastômero não vulcanizado e depois uma
fratura com a adição progressiva de ligações cruzadas. (GENT, 2001; CHANDA e
ROY, 2007; CHANDA e ROY, 2009)
Exemplificando, a borracha natural (NR) é um material pegajoso sem ligações
cruzadas e suas cadeias deslizam umas sobre as outras sem restrição. Nesse caso,
sob baixas taxas, uma fratura ocorre sob baixa tensão, devido ao fluxo viscoso do
material, sem romper ligações químicas. (GENT, 2001; CHANDA e ROY, 2007;
CHANDA e ROY, 2009)
Vulcanizando a NR com enxofre visando promover ligações cruzadas em 5% dos
locais possíveis de reticulação (nesse caso, insaturações), a massa molecular
aumenta e fica mais distribuída, criando ramificações e reticulando o material.
Entretanto, a baixa densidade de ligações cruzadas promove somente o efeito de
ancoramento das cadeias, dificultando seu deslizamento umas sobre as outras
quando aplicada uma tensão. Dessa maneira, uma fratura não pode ocorrer pelo
simples movimento das cadeias, mas sim pelo rompimento de ligações químicas, o
que é traduzido num aumento da resistência. Mesmo que não seja a causa de uma
fratura, o movimento das cadeias ainda existe, e auxilia na dissipação da energia
proveniente da tensão e armazenada como deformação elástica. (GENT, 2001;
CHANDA e ROY, 2007; CHANDA e ROY, 2009)
Introduzindo mais enxofre na NR causará a formação de mais ligações cruzadas, o
que aumenta a reticulação do material. Isso promove a restrição do movimento das
cadeias e, com isso, grande parte da dissipação da energia proveniente da tensão é
eliminada, fazendo com que ela seja direcionada para o rompimento das ligações
químicas. Traduzindo, o material apresentará um comportamento mais frágil, com
36
grande dificuldade de recuperar a deformação elasticamente. Dessa maneira, pode-
se dizer que o grau de reticulação de um elastômero deve ser alto o suficiente para
evitar falha por fluxo viscoso, mas baixo o suficiente para evitar fragilidade do
material. (GENT, 2001; CHANDA e ROY, 2007; CHANDA e ROY, 2009)
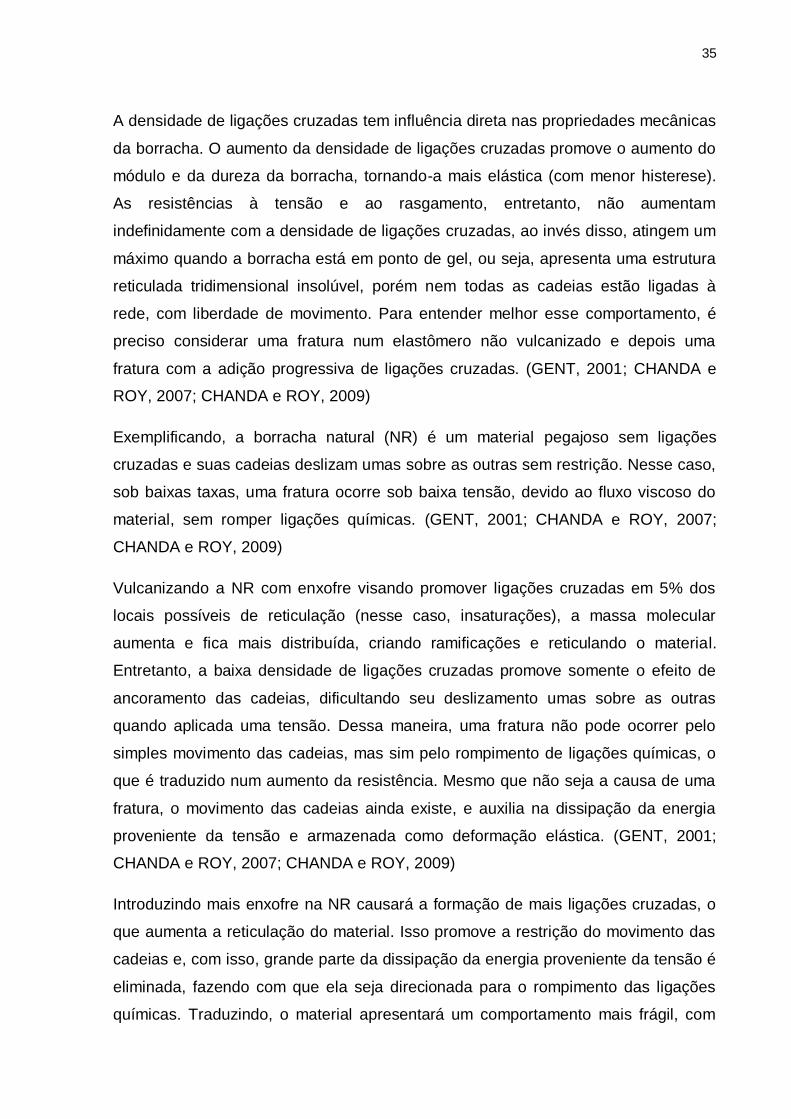
A vulcanização de elastômeros é realizada por reações químicas irreversíveis e,
geralmente, demandam altas temperaturas. Na maioria dos casos, compostos com
enxofre são adicionados à borracha e, com a temperatura e a utilização de
aceleradores, reagem com carbonos insaturados das cadeias principais, realizando
a reticulação. Os aceleradores aumentam a taxa de vulcanização e os mais
comumente utilizados são sais de zinco de ácidos ditiocarbâmicos. Uma visão geral
dessas reações é apresentada na Figura 16. (CALLISTER, 2001; CHANDA e ROY,
2006; CHANDA e ROY, 2009; SOUZA, 2013)
Figura 16 – Vulcanização por enxofre.
Fonte: Callister, 2001.
A vulcanização por enxofre requer que a cadeia polimérica possua insaturações
para que as ligações cruzadas sejam formadas. Entretanto, nem todos os
elastômeros possuem insaturações, como as borrachas de etileno-propileno (EPM).
Nesses casos, pode-se utilizar outro tipo de agente de cura, como peróxidos.
Vulcanização por peróxidos não exige insaturações carbono-carbono, é aplicável
para elastômeros saturados e promove rápida formação de ligações cruzadas em
elastômeros que contem dienos, como as borrachas etileno-propileno-dieno
37
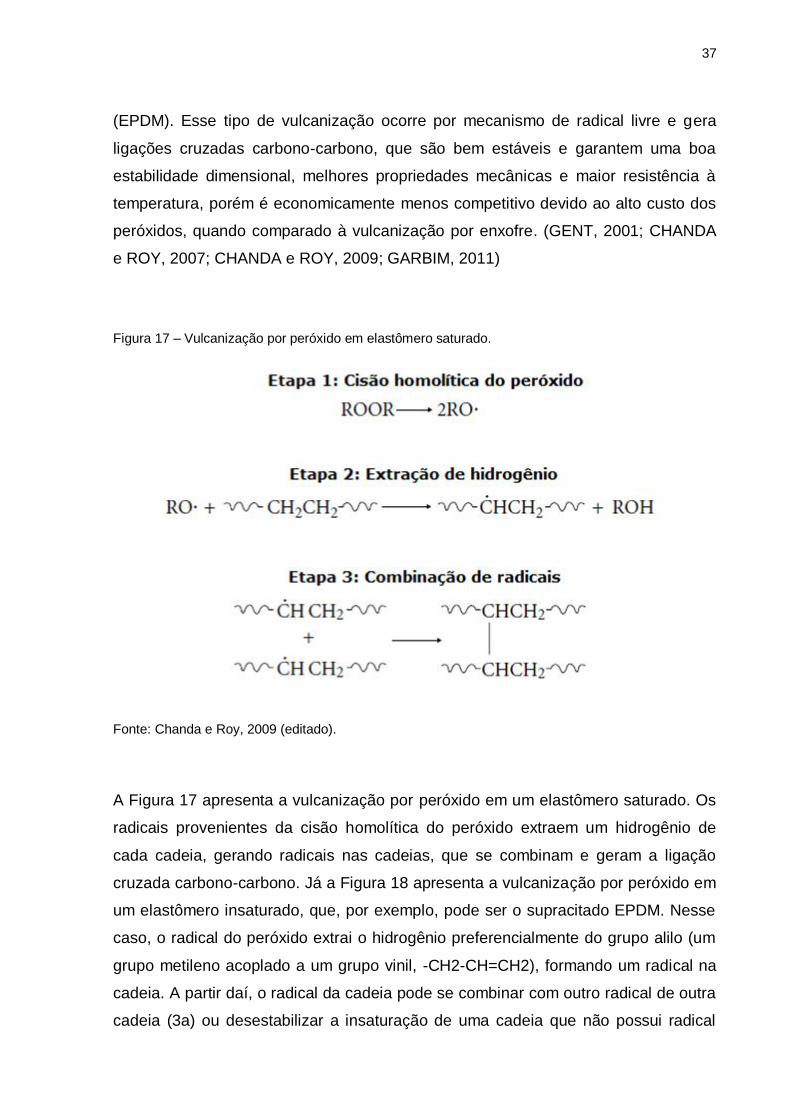
(EPDM). Esse tipo de vulcanização ocorre por mecanismo de radical livre e gera
ligações cruzadas carbono-carbono, que são bem estáveis e garantem uma boa
estabilidade dimensional, melhores propriedades mecânicas e maior resistência à
temperatura, porém é economicamente menos competitivo devido ao alto custo dos
peróxidos, quando comparado à vulcanização por enxofre. (GENT, 2001; CHANDA
e ROY, 2007; CHANDA e ROY, 2009; GARBIM, 2011)
Figura 17 – Vulcanização por peróxido em elastômero saturado.
Fonte: Chanda e Roy, 2009 (editado).
A Figura 17 apresenta a vulcanização por peróxido em um elastômero saturado. Os
radicais provenientes da cisão homolítica do peróxido extraem um hidrogênio de
cada cadeia, gerando radicais nas cadeias, que se combinam e geram a ligação
cruzada carbono-carbono. Já a Figura 18 apresenta a vulcanização por peróxido em
um elastômero insaturado, que, por exemplo, pode ser o supracitado EPDM. Nesse
caso, o radical do peróxido extrai o hidrogênio preferencialmente do grupo alilo (um
grupo metileno acoplado a um grupo vinil, -CH2-CH=CH2), formando um radical na
cadeia. A partir daí, o radical da cadeia pode se combinar com outro radical de outra
cadeia (3a) ou desestabilizar a insaturação de uma cadeia que não possui radical
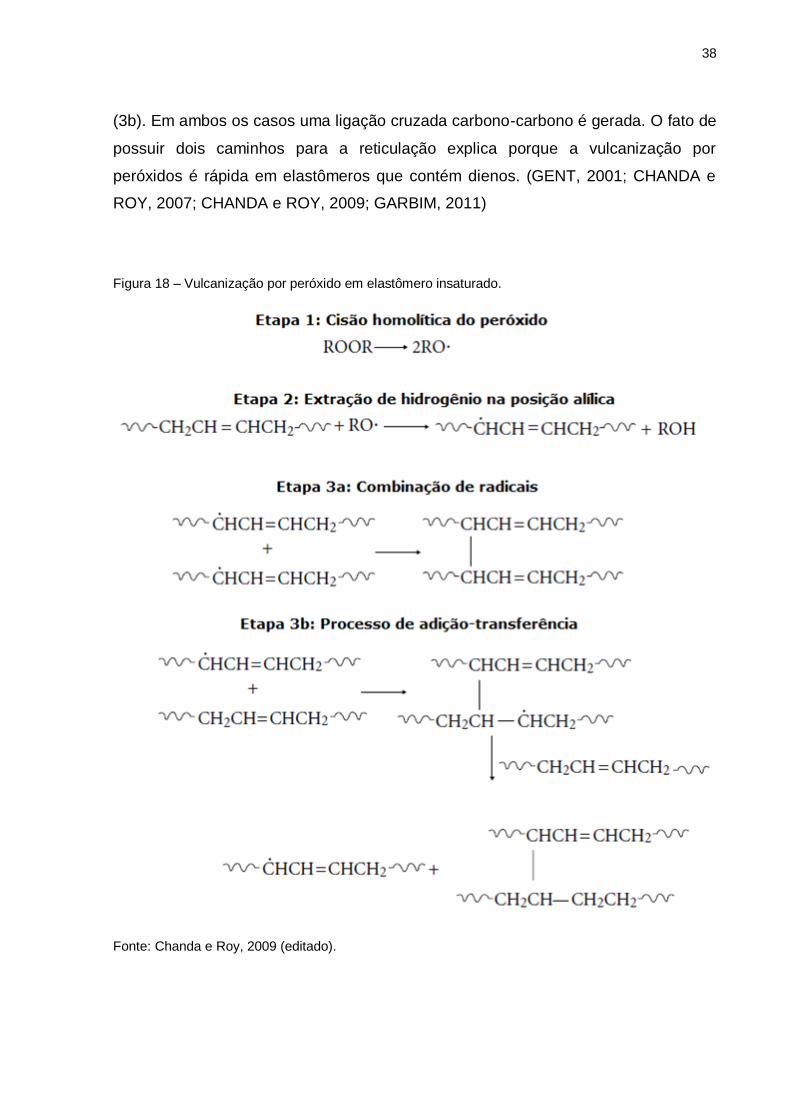
38
(3b). Em ambos os casos uma ligação cruzada carbono-carbono é gerada. O fato de
possuir dois caminhos para a reticulação explica porque a vulcanização por
peróxidos é rápida em elastômeros que contém dienos. (GENT, 2001; CHANDA e
ROY, 2007; CHANDA e ROY, 2009; GARBIM, 2011)
Figura 18 – Vulcanização por peróxido em elastômero insaturado.
Fonte: Chanda e Roy, 2009 (editado).
39
3.6. BORRACHAS ETILENO-PROPILENO
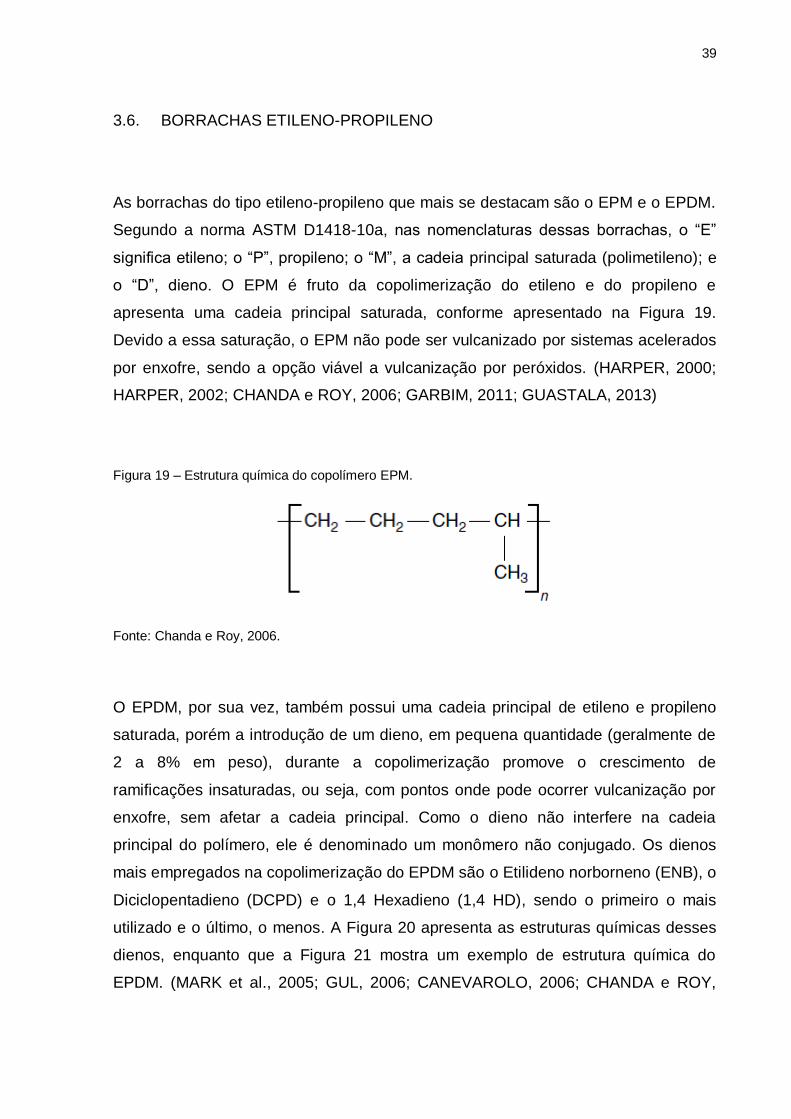
As borrachas do tipo etileno-propileno que mais se destacam são o EPM e o EPDM.
Segundo a norma ASTM D1418-10a, nas nomenclaturas dessas borrachas, o “E”
significa etileno; o “P”, propileno; o “M”, a cadeia principal saturada (polimetileno); e
o “D”, dieno. O EPM é fruto da copolimerização do etileno e do propileno e
apresenta uma cadeia principal saturada, conforme apresentado na Figura 19.
Devido a essa saturação, o EPM não pode ser vulcanizado por sistemas acelerados
por enxofre, sendo a opção viável a vulcanização por peróxidos. (HARPER, 2000;
HARPER, 2002; CHANDA e ROY, 2006; GARBIM, 2011; GUASTALA, 2013)
Figura 19 – Estrutura química do copolímero EPM.
Fonte: Chanda e Roy, 2006.
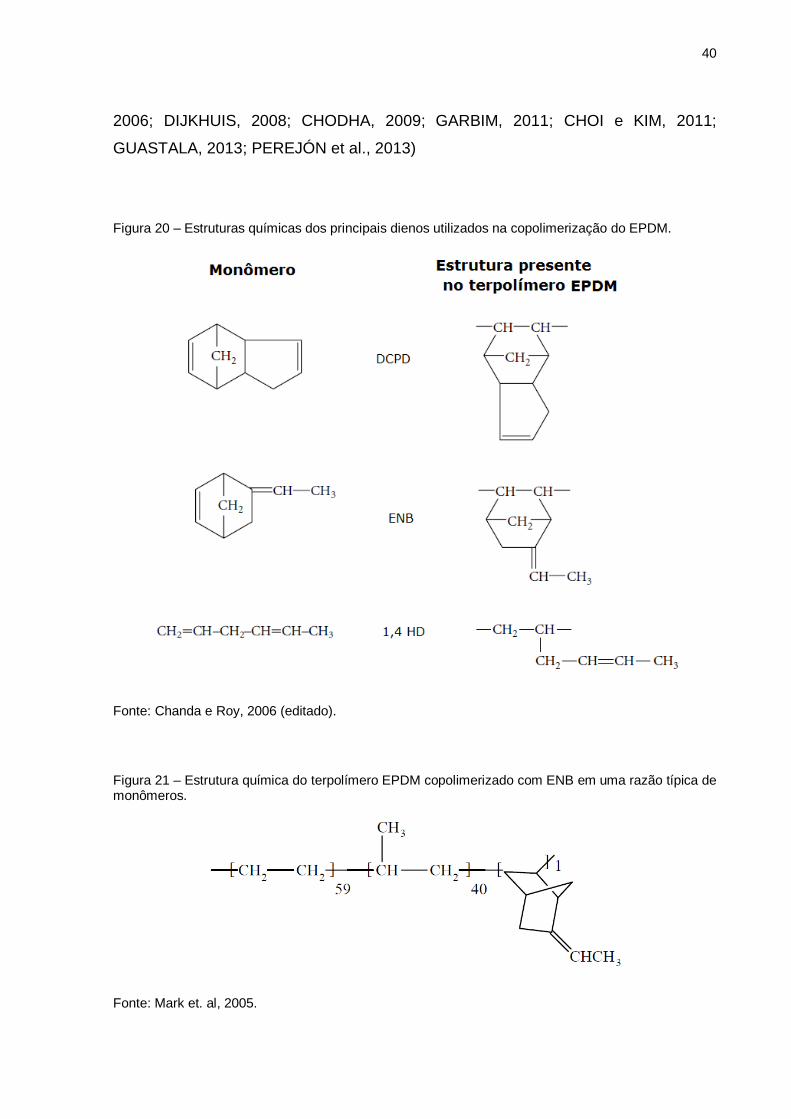
O EPDM, por sua vez, também possui uma cadeia principal de etileno e propileno
saturada, porém a introdução de um dieno, em pequena quantidade (geralmente de
2 a 8% em peso), durante a copolimerização promove o crescimento de
ramificações insaturadas, ou seja, com pontos onde pode ocorrer vulcanização por
enxofre, sem afetar a cadeia principal. Como o dieno não interfere na cadeia
principal do polímero, ele é denominado um monômero não conjugado. Os dienos
mais empregados na copolimerização do EPDM são o Etilideno norborneno (ENB), o
Diciclopentadieno (DCPD) e o 1,4 Hexadieno (1,4 HD), sendo o primeiro o mais
utilizado e o último, o menos. A Figura 20 apresenta as estruturas químicas desses
dienos, enquanto que a Figura 21 mostra um exemplo de estrutura química do
EPDM. (MARK et al., 2005; GUL, 2006; CANEVAROLO, 2006; CHANDA e ROY,
40
2006; DIJKHUIS, 2008; CHODHA, 2009; GARBIM, 2011; CHOI e KIM, 2011;
GUASTALA, 2013; PEREJÓN et al., 2013)
Figura 20 – Estruturas químicas dos principais dienos utilizados na copolimerização do EPDM.
Fonte: Chanda e Roy, 2006 (editado).
Figura 21 – Estrutura química do terpolímero EPDM copolimerizado com ENB em uma razão típica de monômeros.
Fonte: Mark et. al, 2005.
41
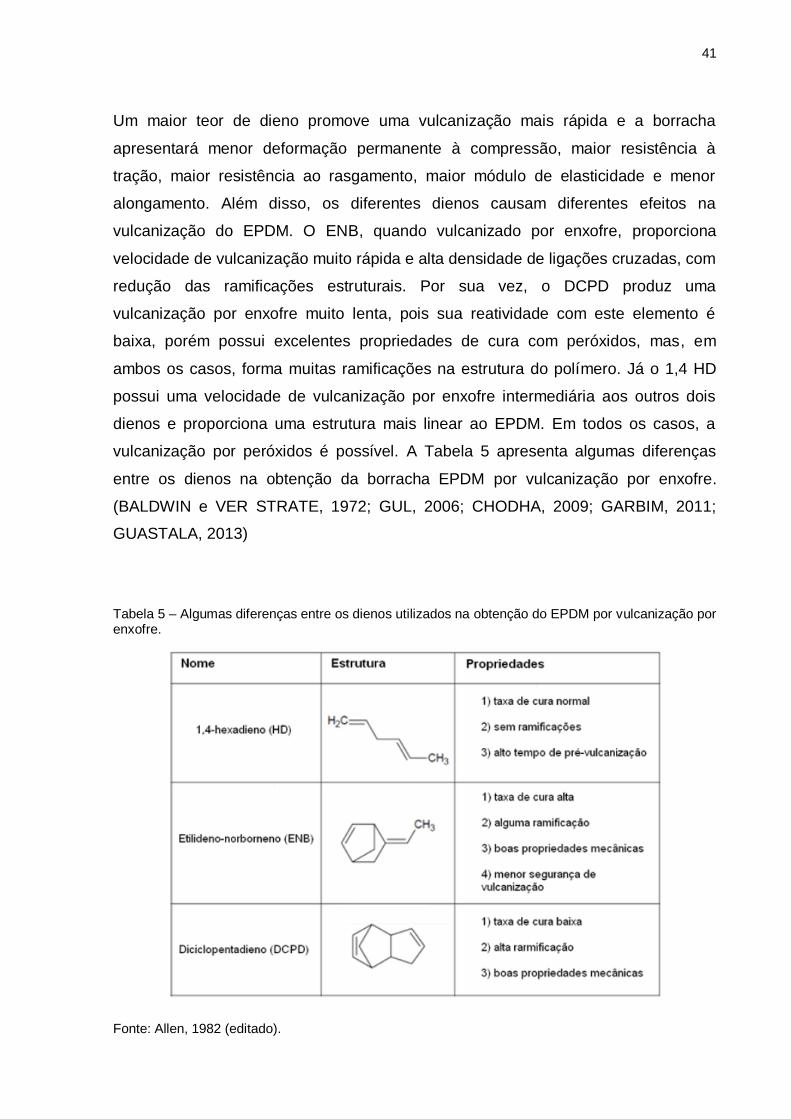
Um maior teor de dieno promove uma vulcanização mais rápida e a borracha
apresentará menor deformação permanente à compressão, maior resistência à
tração, maior resistência ao rasgamento, maior módulo de elasticidade e menor
alongamento. Além disso, os diferentes dienos causam diferentes efeitos na
vulcanização do EPDM. O ENB, quando vulcanizado por enxofre, proporciona
velocidade de vulcanização muito rápida e alta densidade de ligações cruzadas, com
redução das ramificações estruturais. Por sua vez, o DCPD produz uma
vulcanização por enxofre muito lenta, pois sua reatividade com este elemento é
baixa, porém possui excelentes propriedades de cura com peróxidos, mas, em
ambos os casos, forma muitas ramificações na estrutura do polímero. Já o 1,4 HD
possui uma velocidade de vulcanização por enxofre intermediária aos outros dois
dienos e proporciona uma estrutura mais linear ao EPDM. Em todos os casos, a
vulcanização por peróxidos é possível. A Tabela 5 apresenta algumas diferenças
entre os dienos na obtenção da borracha EPDM por vulcanização por enxofre.
(BALDWIN e VER STRATE, 1972; GUL, 2006; CHODHA, 2009; GARBIM, 2011;
GUASTALA, 2013)
Tabela 5 – Algumas diferenças entre os dienos utilizados na obtenção do EPDM por vulcanização por enxofre.
Fonte: Allen, 1982 (editado).

42
O fato das insaturações introduzidas no polímero estarem localizadas em cadeias
laterais garante uma estabilidade estrutural elevada, além de resistência ao calor,
oxigênio e ozônio, já que, como a ligação dupla do dieno é preferencialmente
atacada, a cadeia principal do EPDM se mantém intacta. Além disso, o EPDM ainda
apresenta pequena absorção de umidade, excelente resistências a intempéries e
compostos químicos polares e pode ser incorporado com grandes quantidades de
reforços e plasticizantes. (BALDWIN e VER STRATE, 1972; CHANDA e ROY, 2006;
DIJKHUIS, 2008; GARBIM, 2011; CHOI e KIM, 2011; PEREJÓN et al, 2013)
As propriedades mecânicas do EPDM variam de acordo com a razão de etileno e
propileno no elastômero, sendo que, no mercado, são encontrados EPDMs com
proporção de etileno-propileno desde 40%/60% até 80%/20%, respectivamente.
EPDMs com teor de etileno menor que 60% são considerados amorfos e são de fácil
processamento, apresentando maior elasticidade, maior flexibilidade, melhor
resistência ao rasgo à quente, maior Tg e menor dureza. Maiores teores de etileno
levam a maior cristalinidade, que proporciona maior resistência do composto cru,
maior resistência à ruptura, maior módulo, maior deformação permanente à
compressão e melhor eficiência de vulcanização. A Figura 22 apresenta a influência
da cristalinidade, ou seja, do teor de etileno, em algumas propriedades do EPDM.
(BALDWIN e VER STRATE, 1972; BRYDSON, 1978; ALLEN, 1982; KOLE et al.,
1993; GUL, 2006; CHANDA e ROY, 2006; CHODHA, 2009; GARBIM, 2011;
PEREJÓN et al, 2013)
Figura 22 – Influência da cristalinidade nas propriedades mecânicas do EPDM.
Fonte: Garbim, 2011.
43
3.7. ESPECTROSCOPIA NO INFRAVERMELHO COM TRANSFORMADA DE
FOURIER (FT-IR)
A Espectroscopia no infravermelho com transformada de Fourier é uma versátil e
amplamente utilizada análise do tipo espectroscopia vibracional e é uma das poucas
técnicas que fornecem informações sobre as ligações químicas de um material, o
que é particularmente útil para análises não destrutivas de sólidos e filmes finos,
para os quais não existem muitas alternativas, e para líquidos e gases, geralmente
em conjunto com outras técnicas. (BRUNDLE et al., 1992; CROMPTON, 2006)
É possível identificar adequadamente borrachas cruas ou vulcanizadas por técnicas
espectroscópicas quando pirolisadas, ou seja, após serem submetidas à degradação
térmica, submetendo os produtos pirolisados líquidos à análise por FT-IR. Os
pirolisados líquidos são característicos para cada borracha e, portanto, comparando-
se o espectro obtido com espectros padrão, pode-se identificar o elastômero que foi
submetido à degradação. (GEDEON e NGYUEN, 1985; SANCHES et al., 2006;
SILVÉRIO et al., 2008)
A técnica se baseia na criação de interferência em uma radiação. Uma fonte emite
uma radiação contendo todos os comprimentos de onda do infravermelho (4000 a
400 cm-1) que é divida em duas partes. Um espelho móvel introduz uma variação de
fases contínua em uma das duas radiações resultantes. Quando as duas radiações
são recombinadas, a diferença de fases resulta em uma sequência de interferências
construtivas e destrutivas de várias intensidades, formando um interferograma. A
transformada de Fourier converte o interferograma, que está em função do tempo,
em um ponto no espectro do IR, que é construído em função da frequência. Leves e
contínuas variações no posicionamento do espelho móvel geram modificações na
diferença de fases e a aplicação da transformada de Fourier ao longo dessas
variações constrói o espectro completo do IR. (BRUNDLE et al., 1992;
SILVERSTEIN, 2005; CROMPTON, 2006)
Quando a radiação passa por uma amostra, as ligações químicas presentes nesta
absorve parte dos comprimentos de onda e os convertem em energia de vibração-
rotação molecular, que é quantizada. Essa excitação é característica para cada
44
ligação química e é específica para cada tipo de ligação e grupo de átomos
participantes, pois depende da massa e geometria dos átomos e da força das
ligações. Existem dois tipos de vibrações rítmicas de moléculas: de alongamento,
que se dá no eixo da ligação química; e de flexão, que é a variação de angulação
entre ligações e um átomo em comum ou entre um grupo de átomos sem movimento
relativo entre eles e o restante da molécula. Entretanto, somente as vibrações que
modificam ritmicamente o momento dipolar da molécula são observadas no espectro
do IR, devido à alternância do campo elétrico gerado pela vibração, que pareia a
vibração molecular com o campo elétrico oscilatório da radiação eletromagnética.
Dessa maneira, a aplicação da transformada de Fourier em uma radiação que
passou por uma amostra permite a identificação de quais faixas do espectro foram
absorvidas, podendo-se, então, identificar quais os tipos de ligação presentes na
amostra e, assim, obter informações sobre sua estrutura molecular, fornecendo uma
indicação do tipo de material que está sendo analisado. (BRUNDLE et al., 1992;
SILVERSTEIN, 2005; CROMPTON, 2006; GUASTALA, 2013)
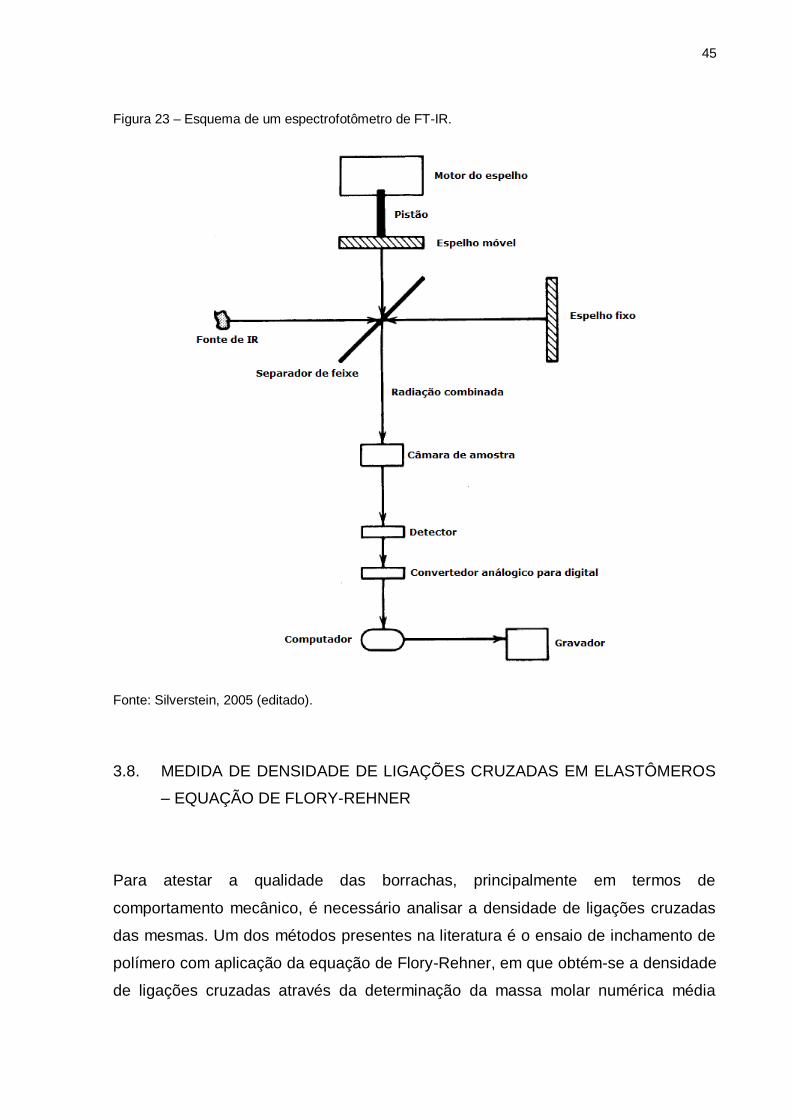
Um espectrofotômetro de FT-IR possui em sua estrutura uma fonte de IR, um
modulador de interferência, uma câmara de amostra e um detector de infravermelho.
Sinais de interferência medidos no detector geralmente são amplificados e, então,
digitalizados. Um computador grava e processa os interferogramas, além de permitir
que os dados de espectros resultantes sejam manipulados. A Figura 23 apresenta
um esquema de um espectrofotômetro de FT-IR. Um espectrofotômetro de FT-IR
pode, ainda, conter outros acessórios que permitem realizar análises por outras
metodologias, como emissão e reflexão total atenuada (ATR), mas estes não serão
abordados neste trabalho. (BRUNDLE et al., 1992; SILVERSTEIN, 2005;
CROMPTON, 2006)
45
Figura 23 – Esquema de um espectrofotômetro de FT-IR.
Fonte: Silverstein, 2005 (editado).
3.8. MEDIDA DE DENSIDADE DE LIGAÇÕES CRUZADAS EM ELASTÔMEROS
– EQUAÇÃO DE FLORY-REHNER
Para atestar a qualidade das borrachas, principalmente em termos de
comportamento mecânico, é necessário analisar a densidade de ligações cruzadas
das mesmas. Um dos métodos presentes na literatura é o ensaio de inchamento de
polímero com aplicação da equação de Flory-Rehner, em que obtém-se a densidade
de ligações cruzadas através da determinação da massa molar numérica média
46
entre ligações cruzadas. (JIANG e HAMED, 1997; MARK et al, 2005;
CANEVAROLO, 2006)
Flory e Rehner desenvolveram o estudo inicial em inchamento de polímeros com
ligações cruzadas postulando que o grau de inchamento de um polímero era
governado pelas forças elásticas retrativas das cadeias poliméricas, pela
compatibilidade termodinâmica entre o polímero e o solvente e, quando aplicável,
pelas interações iônicas e eletrostáticas entre estes componentes. (FLORY, 1942;
FLORY e REHNER, 1943; OMIDIAN et al., 1994; PEPPAS, 1994; MARK et al., 2005;
TRELOAR, 2005; MAHOMED, 2008; CATES, 2010)
Essa é a chamada teoria de equilíbrio de inchamento, em que um polímero é capaz
de absorver um solvente até que os potenciais químicos do solvente na fase
polimérica e do solvente livre na solução sejam iguais. Em termos de pressão
osmótica de inchamento, que, partindo da diferenciação da energia livre de Gibbs
(ΔG), é igual à zero no equilíbrio, pode-se escrever a equação 3.1. (FLORY, 1942;
FLORY e REHNER, 1943; OMIDIAN et al., 1994; PEPPAS, 1994; MARK et al., 2005;
TRELOAR, 2005; MAHOMED, 2008; CATES, 2010)
(3.1)
Em que:
resposta elástica das cadeias poliméricas ao inchamento devido à presença
de ligações cruzadas;
tendência do polímero em se dissolver no solvente;
contribuição à pressão osmótica devido a diferenças de concentrações
iônicas entre o polímero e o solvente;
interações eletrostáticas de cargas nas cadeias poliméricas.
Como os polímeros aqui estudados não são iônicos e as interações eletrostáticas
são muito pequenas, os dois últimos termos da equação 3.1 não serão
considerados. É importante notar que essa equação assume que as contribuições
para a pressão osmótica de inchamento são independentes. (FLORY, 1942; FLORY
47
e REHNER, 1943; OMIDIAN et al., 1994; PEPPAS, 1994; MARK et al., 2005;
MAHOMED, 2008; CATES, 2010)
A contribuição elástica é determinada a partir da teoria estatística da elasticidade de
borracha, em que a energia livre elástica depende do número de cadeias poliméricas
na rede e do fator de expansão linear. Essa contribuição é entrópica em sua
natureza, pois o alongamento da matriz polimérica reduz o número de possíveis
conformações de cadeia. Dessa maneira, πelast pode ser representada pela equação
3.2. (FLORY, 1942; FLORY e REHNER, 1943; OMIDIAN et al., 1994; PEPPAS,
1994; MARK et al., 2005; MAHOMED, 2008; CATES, 2010)
(3.2)
Em que:
Constante universal dos gases;
Temperatura na escala Kelvin;
Massa molar numérica média entre ligações cruzadas;
Massa molar do polímero se não houvessem ligações cruzadas;
Densidade da borracha;
Fração molar do solvente;
Fração de volume da borracha na forma
inchada, determinada a partir do aumento de peso causado pelo inchamento,
densidade da borracha e densidade do solvente.
Já a contribuição da mistura polímero-solvente é determinada pelo calor da mistura
e por sua entropia. Utilizando relações termodinâmicas, a πmix é expressa pela
equação 3.3. (FLORY, 1942; FLORY e REHNER, 1943; OMIDIAN et al., 1994;
PEPPAS, 1994; MARK et al., 2005; MAHOMED, 2008; CATES, 2010)

48
(3.3)
Em que:
Parâmetro de interação polímero-solvente (ou parâmetro de Flory) que, segundo
Huggins (1943), é a medida da preferência de um molécula de ter outra molécula
idêntica como vizinha em comparação com uma molécula diferente. (FLORY, 1942;
FLORY e REHNER, 1943; CANEVAROLO, 2006)
Combinando as equações 3.2 e 3.3 na equação 3.1 e desconsiderando flutuações
na entropia e simplificando alguns termos (como Mn), tem-se a equação de Flory-
Rehner (equação 3.4), que pode ser utilizada para a determinação de densidade de
ligações cruzadas de polímeros submetidos a inchamento, principalmente com
solventes orgânicos. (FLORY, 1942; FLORY e REHNER, 1943; FLORY, 1950;
OMIDIAN et al., 1994; PEPPAS, 1994; MARK et al., 2005; CANEVAROLO, 2006;
MAHOMED, 2008; JIA et al., 2008; CATES, 2010)
(3.4)
49
4. METODOLOGIA
4.1. MATERIAL
Os materiais estudados no presente trabalho foram três amostras de correia
transportadora de alta temperatura utilizadas nas saídas de fornos de pelotização,
todas fornecidas pela mineradora Vale S.A. As correias serão denominadas A, B e
C, sendo que cada uma possui uma marca registrada distinta e que as correias B e
C são de um mesmo fornecedor. A Figura 24 apresenta uma das correias
estudadas.
Figura 24 – Correia estudada neste trabalho.
Fonte: Elaborado pelo autor.
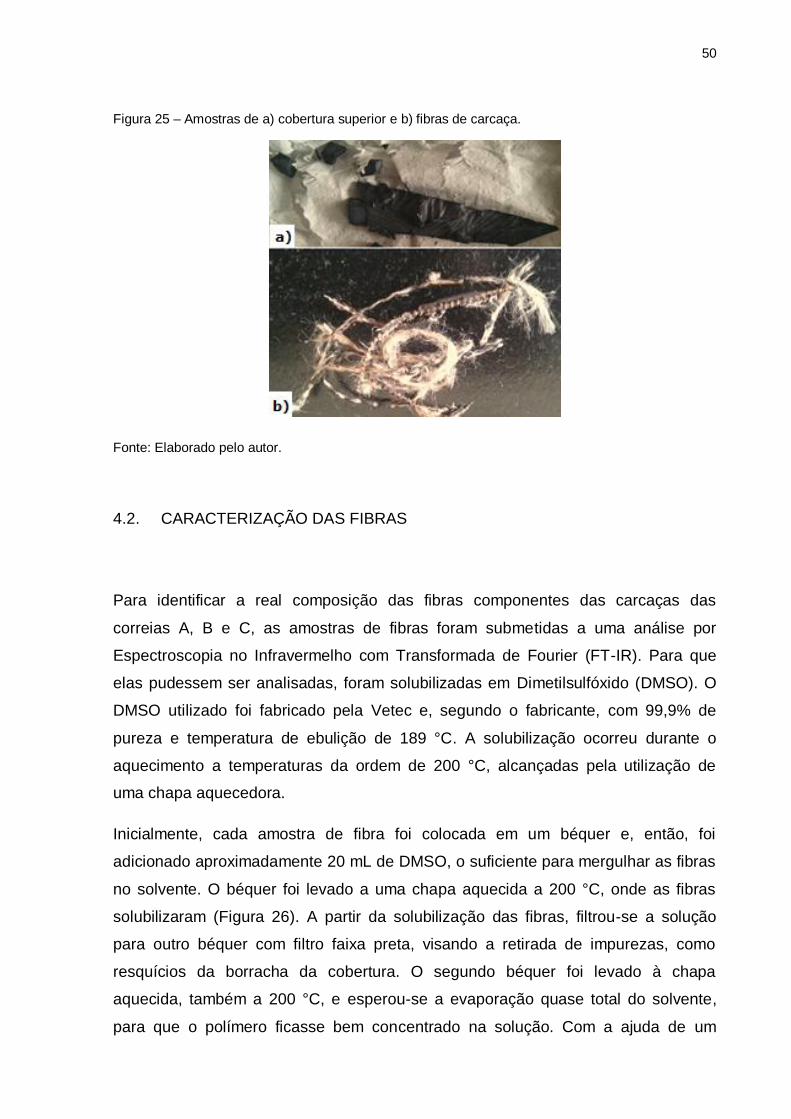
Para atingir os objetivos deste estudo, devem ser analisadas tanto as carcaças,
quanto as coberturas das correias. Então, extraiu-se mecanicamente de cada correia
– com o auxílio de estilete, serra e alicate – amostras da cobertura superior e das
fibras das carcaças presentes na direção do movimento das correias (Figura 25). As
fibras presentes nessa direção possuem grande influência na resistência à tração da
correia. Essas amostras foram analisadas conforme descrito na sequência, sempre
partindo do pressuposto que as coberturas superiores seriam fabricadas em EPDM
e que as fibras deveriam ser fabricadas em Nylon, poliéster ou uma composição
desses dois, de acordo com informações dos fabricantes.
50
Figura 25 – Amostras de a) cobertura superior e b) fibras de carcaça.
Fonte: Elaborado pelo autor.
4.2. CARACTERIZAÇÃO DAS FIBRAS
Para identificar a real composição das fibras componentes das carcaças das
correias A, B e C, as amostras de fibras foram submetidas a uma análise por
Espectroscopia no Infravermelho com Transformada de Fourier (FT-IR). Para que
elas pudessem ser analisadas, foram solubilizadas em Dimetilsulfóxido (DMSO). O
DMSO utilizado foi fabricado pela Vetec e, segundo o fabricante, com 99,9% de
pureza e temperatura de ebulição de 189 °C. A solubilização ocorreu durante o
aquecimento a temperaturas da ordem de 200 °C, alcançadas pela utilização de
uma chapa aquecedora.
Inicialmente, cada amostra de fibra foi colocada em um béquer e, então, foi
adicionado aproximadamente 20 mL de DMSO, o suficiente para mergulhar as fibras
no solvente. O béquer foi levado a uma chapa aquecida a 200 °C, onde as fibras
solubilizaram (Figura 26). A partir da solubilização das fibras, filtrou-se a solução
para outro béquer com filtro faixa preta, visando a retirada de impurezas, como
resquícios da borracha da cobertura. O segundo béquer foi levado à chapa
aquecida, também a 200 °C, e esperou-se a evaporação quase total do solvente,
para que o polímero ficasse bem concentrado na solução. Com a ajuda de um

51
micropipetador LABMATE SOFT Single Channel Pipette da HTL Lab Solutions
(Figura 27) a solução concentrada foi espalhada em uma pastilha de KBr e levada à
análise por FT-IR.
Figura 26 – Solubilização das fibras.
Fonte: Elaborado pelo autor.
Figura 27 – Micropipetador utilizado para transferência da solução concentrada para a pastilha de KBr.
Fonte: Elaborado pelo autor.
A análise foi realizada em um espectrofotômetro Perkin-Elmer Spectrum-BX FT-IR
Spectrometer (Figura 28) na faixa espectral do IR (4000 a 400 cm-1), com dezesseis
varreduras por análise e resolução de 4 cm-1. A utilização de pastilhas de KBr ocorre
pois este composto não interfere em análises de IR, já que não absorve energia
dentro deste espectro. Os espectros obtidos foram comparados com espectros
padrão, conforme norma ASTM D3677-10e1.
52
Figura 28 – Espectrofotômetro utilizado na análise por FT-IR.
Fonte: Elaborado pelo autor.
4.3. CARACTERIZAÇÃO DAS COBERTURAS
4.3.1. Pirólise e Análise por FT-IR
As amostras dos elastômeros analisados foram cortadas das partes mais internas
das coberturas das três correias estudadas e foram submetidas à pirólise indireta,
com auxílio de bico de Bunsen e tubo de ensaio, visando identificar as borrachas.
Para cada correia, as amostras de borracha foram colocadas dentro do tubo de
ensaio e aquecidas pelo bico de Bunsen. À medida que a borracha degradava, um
produto oleoso era formado, que foi vertido em uma vidraria adequada. Com o
auxílio do micropipetador, gotas do óleo foram espalhadas em uma pastilha de KBr e
foram obtidos os espectros para cada amostra, de maneira semelhante à análise
das fibras. A pirólise de uma das borrachas pode ser vista na Figura 29.
53
Figura 29 – Pirólise da borracha.
Fonte: Elaborado pelo autor.
4.3.2. Densidade de Ligações Cruzadas
Na equação de Flory-Rehner (equação 3.4) tem-se MC, que é a massa molar
numérica média entre ligações cruzadas. A densidade de ligações cruzadas é
dependente desse valor, dada por 1/2MC. Portanto, deve-se, inicialmente, encontrar
MC. Desse modo, pode-se isolar o termo MC na equação de Flory-Rehner, como
apresentado na equação 4.1.
(4.1)
O valor das variáveis foi obtido com o procedimento experimental. Para cada correia,
foram pesadas em uma balança analítica com quatro casas decimais de

54
sensibilidade (Figura 30) três amostras de cada borracha com aproximadamente
0,25 ± 0,05 g e transferidas para tubos de ensaio. Então, adicionou-se
aproximadamente 10 mL de n-heptano e cobriu-se cada tubo com papel alumínio
para evitar evaporação. Deixou-se o sistema em descanso por um dia para que o
inchamento atingisse o equilíbrio. (CANEVAROLO, 2006)
Para cada amostra, após o equilíbrio, retirou-se a borracha do solvente e enxugou-
se a superfície com papel absorvente. Rapidamente, colocou-se a amostra em uma
balança e acompanhou-se a redução de seu peso com o tempo, devido à
evaporação do solvente. Com aproximação de quatro casas decimais, tomou-se
nota do peso da borracha inchada a cada dez segundos de pesagem, por 160
segundos. Plotou-se, então, um gráfico peso x tempo, extrapolando-se as curvas
para t = 0, quando o valor do peso era o real da amostra inchada. Com essa
informação, pode-se calcular VB. (CANEVAROLO, 2006)
Figura 30 – Balança analítica.
Fonte: Elaborado pelo autor.
O n-heptano, fabricado pela Vetec com no mínimo 95% de pureza, um
hidrocarboneto saturado da família dos alcanos, foi escolhido pois é um solvente do
EPDM. Sabe-se que sua massa molecular é de 100,21 g/mol e que sua densidade
vale 0,684 g/cm³. Com essas duas informações, pode-se calcular tanto VB, como V0.
Além disso, segundo a literatura, o parâmetro de Flory para o sistema EPDM/n-
heptano varia em torno de 0,4. (KNIBBE, 1968; JIANG e HAMED, 1997; HRNJAK-
MURGIC et al., 1997; BRANDRUP et al., 1999; GESTIS, 2014)
55
Desse modo, a única variável que precisou ser determinada foi ρB, a densidade da
borracha. Como as borrachas em geral, incluindo o EPDM, possuem várias grades,
podem conter diversos aditivos e apresentar diferentes graus de cristalinidade, então
também pode apresentar densidades distintas, apesar de serem do mesmo material.
Nesse caso, a determinação da densidade necessitou de uma técnica mais sensível
de determinação de massa e volume, portanto outro experimento foi realizado.
4.3.3. Densidade da Borracha
A determinação da densidade da borracha foi realizada por picnometria, uma técnica
precisa e sensível. O equipamento utilizado nessa técnica é denominado
picnômetro, um pequeno frasco de vidro construído cuidadosamente de forma que o
seu volume seja invariável. Ele possui uma abertura suficientemente larga e tampa
muito bem esmerilhada, provida de um orifício capilar longitudinal (Figura 31).
(CÉSAR et al., 2004; BRITO et al., 2011)
Figura 31 – Picnômetro.
Fonte: César et al, 2004.
Esse experimento foi realizado em duplicata para cada amostra elastomérica. A
calibração de cada picnômetro passou pelas seguintes etapas:
Preencheu-se um béquer de 250 mL com 150 mL de água destilada;
Esperou-se o equilíbrio de temperatura da água e do ambiente;
56
Aferiu-se a temperatura com um termômetro;
Pesou-se o picnômetro vazio e seco;
Completou-se o volume do picnômetro com água destilada;
Tampou-se cautelosamente o picnômetro para remoção do excesso de água
sem formação de bolhas;
Colocou-se o picnômetro dentro do béquer com água destilada e aguardou-se
15 minutos;
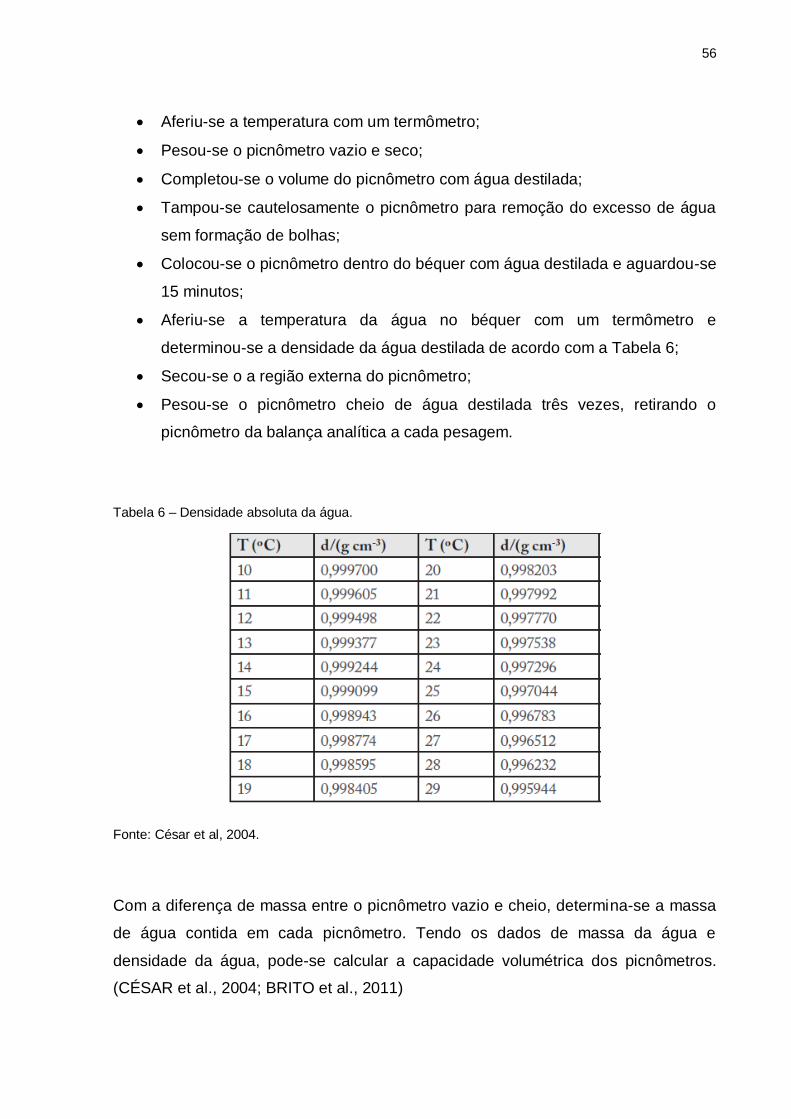
Aferiu-se a temperatura da água no béquer com um termômetro e
determinou-se a densidade da água destilada de acordo com a Tabela 6;
Secou-se o a região externa do picnômetro;
Pesou-se o picnômetro cheio de água destilada três vezes, retirando o
picnômetro da balança analítica a cada pesagem.
Tabela 6 – Densidade absoluta da água.
Fonte: César et al, 2004.
Com a diferença de massa entre o picnômetro vazio e cheio, determina-se a massa
de água contida em cada picnômetro. Tendo os dados de massa da água e
densidade da água, pode-se calcular a capacidade volumétrica dos picnômetros.
(CÉSAR et al., 2004; BRITO et al., 2011)

57
A utilização de cada um dos picnômetros para determinação da densidade das
amostras passou pelas seguintes etapas:
Lavou-se o picnômetro com álcool e esperou-se sua secagem;
Pesou-se o picnômetro vazio e seco;
Adicionaram-se pedaços da borracha com massa total de aproximadamente 1
g no picnômetro e pesou-se o conjunto;
Adicionou-se água destilada até a metade do volume do picnômetro;
Colocou-se o picnômetro dentro de um béquer com água fervendo, para
eliminação de bolhas em volta das amostras;
Colocou-se o picnômetro em um béquer com água à temperatura ambiente
por 10 minutos, para equilíbrio da temperatura, trocando-se a água de 2 em 2
minutos;
Preencheu-se cautelosamente o resto do volume do picnômetro, para evitar
formação de bolhas;
Tampou-se cautelosamente o picnômetro para remoção do excesso de água
sem formação de bolhas;
Secou-se o a região externa do picnômetro;
Pesou-se o picnômetro com amostra e água destilada três vezes, retirando o
picnômetro da balança analítica a cada pesagem.
A diferença entre a massa do picnômetro vazio e do picnômetro com a amostra
determina a massa da amostra. Já a diferença entre a massa do picnômetro com
amostra e água destilada e do picnômetro com amostra determina a massa da água
destilada. O volume da água é então determinado pela relação entra a massa da
água e a densidade da água, obtida na calibração do picnômetro. A capacidade
volumétrica do picnômetro, informação obtida em sua calibração, subtraída do
volume da água, determina o volume da amostra de borracha. Finalmente, a
densidade da borracha pode ser calculada fazendo-se a razão da massa da amostra
de borracha com o seu volume. A densidade considerada para cada borracha de
cada correia foi a média das densidades obtidas para as duas amostras ensaiadas.
(CÉSAR et al., 2004; BRITO et al., 2011)
58
4.4. DESEMPENHO EM SERVIÇO
A caracterização dos componentes das correias possibilita conhecer os materiais
utilizados na fabricação das mesmas. Mas como os diferentes materiais identificados
impactam no desempenho desses ativos em serviço? Para realizar essa análise, foi
recorrida à literatura de Guastala (2013), que também é a base deste trabalho, pois
ela contém resultados de ensaios de envelhecimento térmico para as mesmas
correias aqui estudadas.
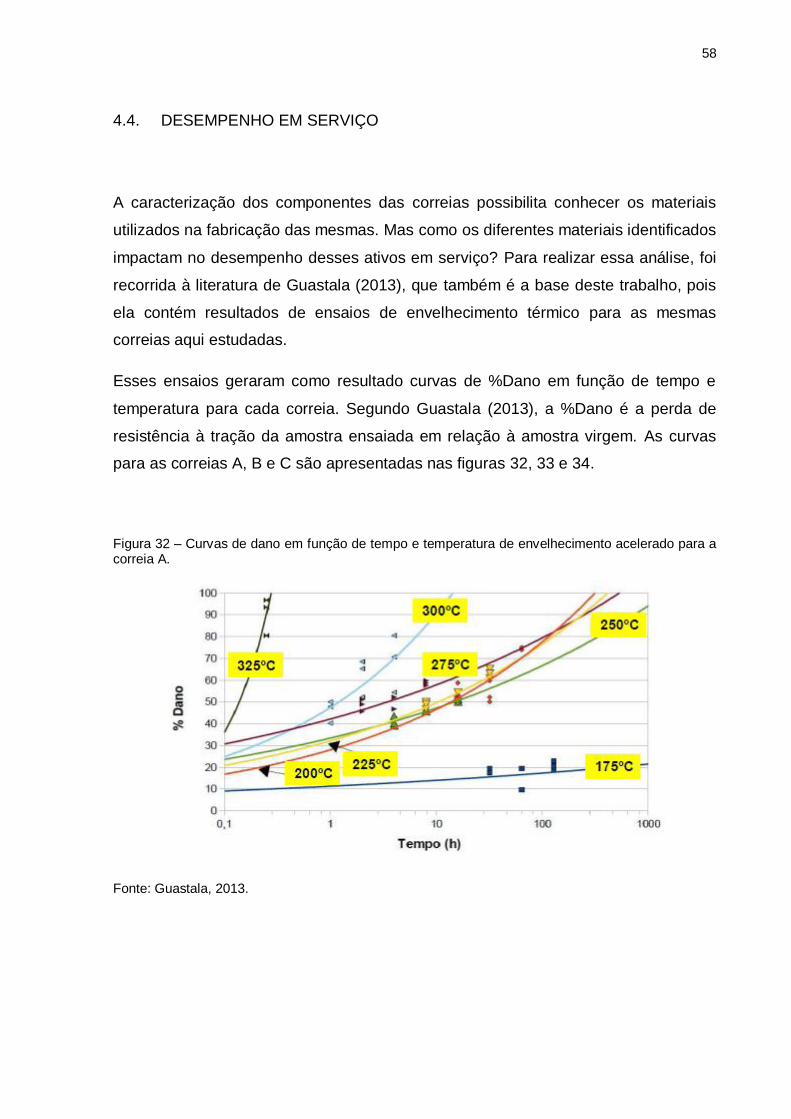
Esses ensaios geraram como resultado curvas de %Dano em função de tempo e
temperatura para cada correia. Segundo Guastala (2013), a %Dano é a perda de
resistência à tração da amostra ensaiada em relação à amostra virgem. As curvas
para as correias A, B e C são apresentadas nas figuras 32, 33 e 34.
Figura 32 – Curvas de dano em função de tempo e temperatura de envelhecimento acelerado para a correia A.
Fonte: Guastala, 2013.
59
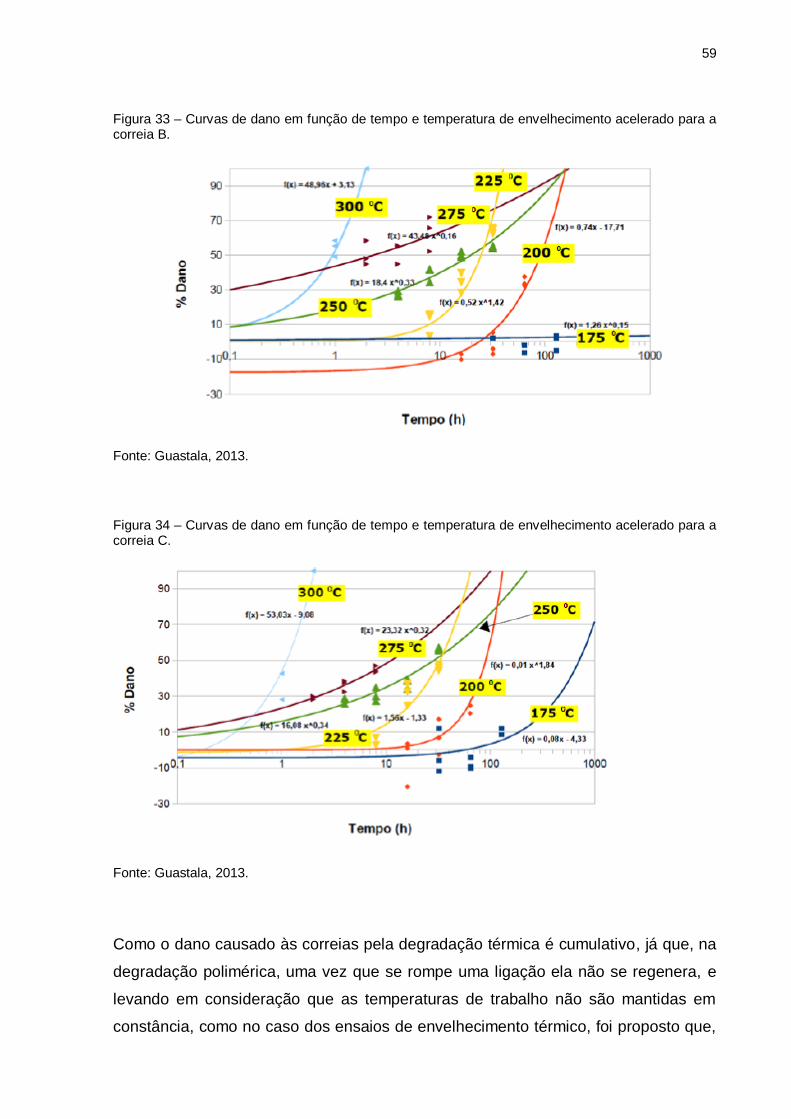
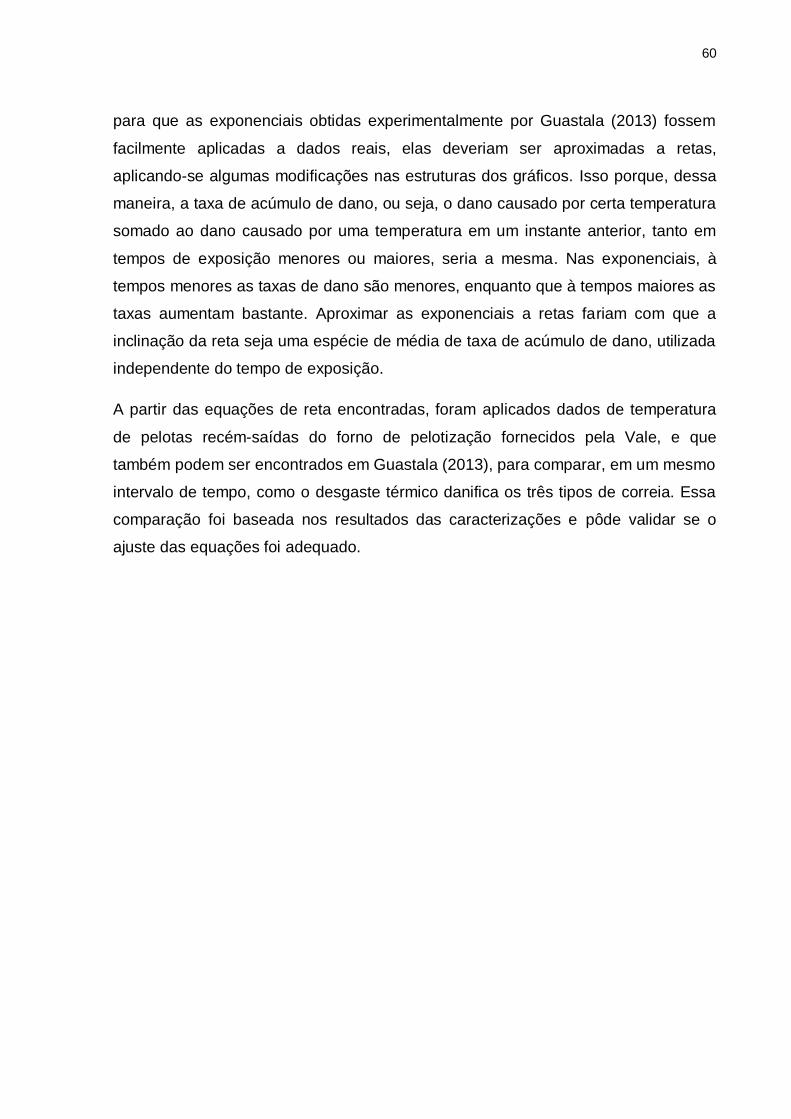
Figura 33 – Curvas de dano em função de tempo e temperatura de envelhecimento acelerado para a correia B.
Fonte: Guastala, 2013.
Figura 34 – Curvas de dano em função de tempo e temperatura de envelhecimento acelerado para a correia C.
Fonte: Guastala, 2013.
Como o dano causado às correias pela degradação térmica é cumulativo, já que, na
degradação polimérica, uma vez que se rompe uma ligação ela não se regenera, e
levando em consideração que as temperaturas de trabalho não são mantidas em
constância, como no caso dos ensaios de envelhecimento térmico, foi proposto que,
60
para que as exponenciais obtidas experimentalmente por Guastala (2013) fossem
facilmente aplicadas a dados reais, elas deveriam ser aproximadas a retas,
aplicando-se algumas modificações nas estruturas dos gráficos. Isso porque, dessa
maneira, a taxa de acúmulo de dano, ou seja, o dano causado por certa temperatura
somado ao dano causado por uma temperatura em um instante anterior, tanto em
tempos de exposição menores ou maiores, seria a mesma. Nas exponenciais, à
tempos menores as taxas de dano são menores, enquanto que à tempos maiores as
taxas aumentam bastante. Aproximar as exponenciais a retas fariam com que a
inclinação da reta seja uma espécie de média de taxa de acúmulo de dano, utilizada
independente do tempo de exposição.
A partir das equações de reta encontradas, foram aplicados dados de temperatura
de pelotas recém-saídas do forno de pelotização fornecidos pela Vale, e que
também podem ser encontrados em Guastala (2013), para comparar, em um mesmo
intervalo de tempo, como o desgaste térmico danifica os três tipos de correia. Essa
comparação foi baseada nos resultados das caracterizações e pôde validar se o
ajuste das equações foi adequado.
61
5. RESULTADOS E DISCUSSÃO
5.1. CARACTERIZAÇÃO DAS FIBRAS
5.1.1. Caracterização das Fibras da Correia A
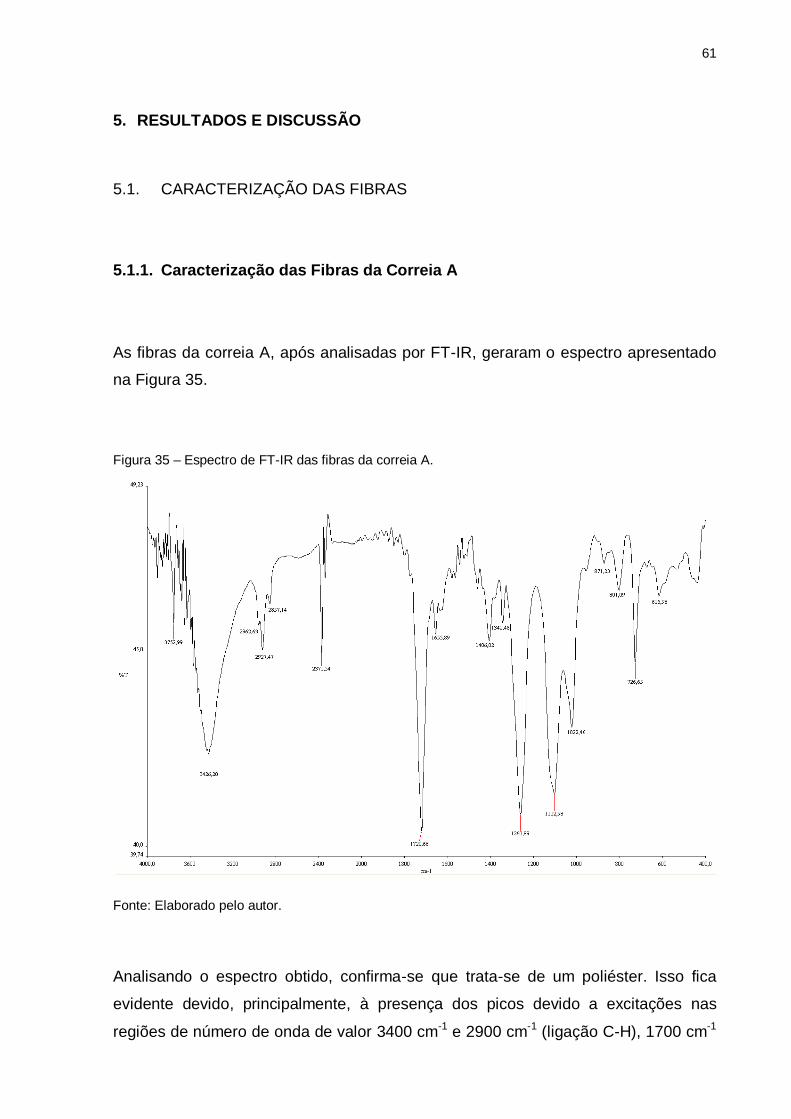
As fibras da correia A, após analisadas por FT-IR, geraram o espectro apresentado
na Figura 35.
Figura 35 – Espectro de FT-IR das fibras da correia A.
Fonte: Elaborado pelo autor.
Analisando o espectro obtido, confirma-se que trata-se de um poliéster. Isso fica
evidente devido, principalmente, à presença dos picos devido a excitações nas
regiões de número de onda de valor 3400 cm-1 e 2900 cm-1 (ligação C-H), 1700 cm-1
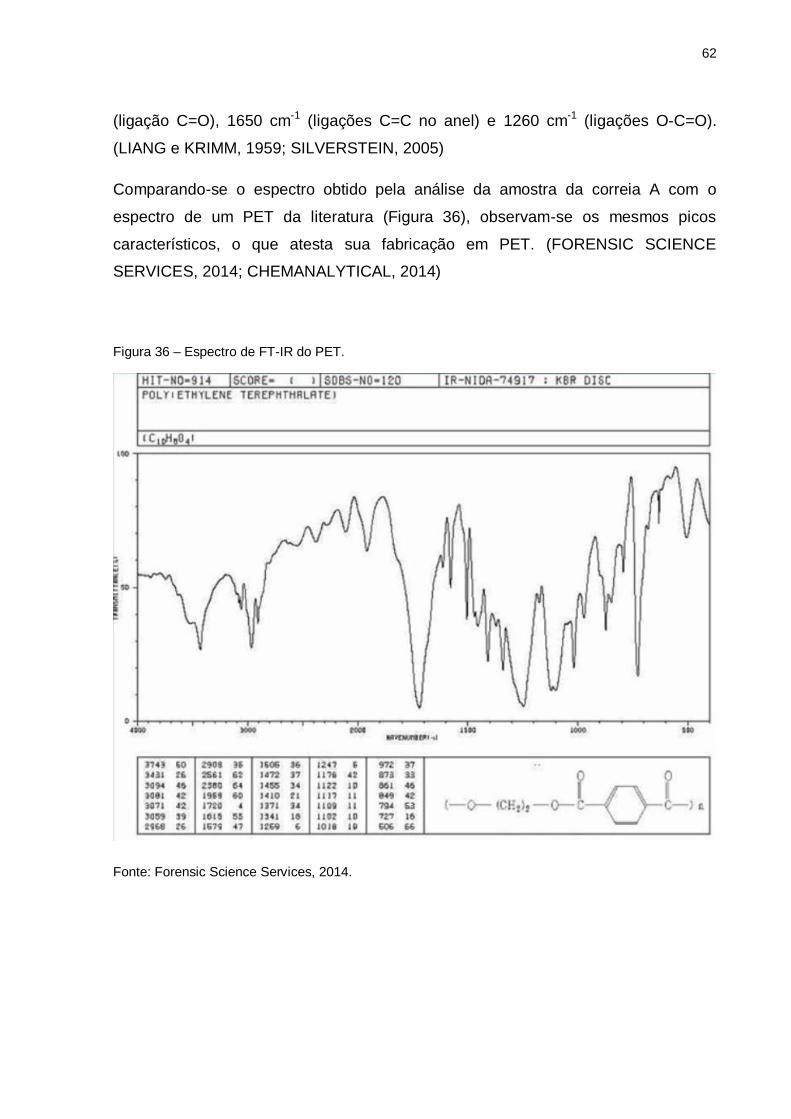
62
(ligação C=O), 1650 cm-1 (ligações C=C no anel) e 1260 cm-1 (ligações O-C=O).
(LIANG e KRIMM, 1959; SILVERSTEIN, 2005)
Comparando-se o espectro obtido pela análise da amostra da correia A com o
espectro de um PET da literatura (Figura 36), observam-se os mesmos picos
característicos, o que atesta sua fabricação em PET. (FORENSIC SCIENCE
SERVICES, 2014; CHEMANALYTICAL, 2014)
Figura 36 – Espectro de FT-IR do PET.
Fonte: Forensic Science Services, 2014.
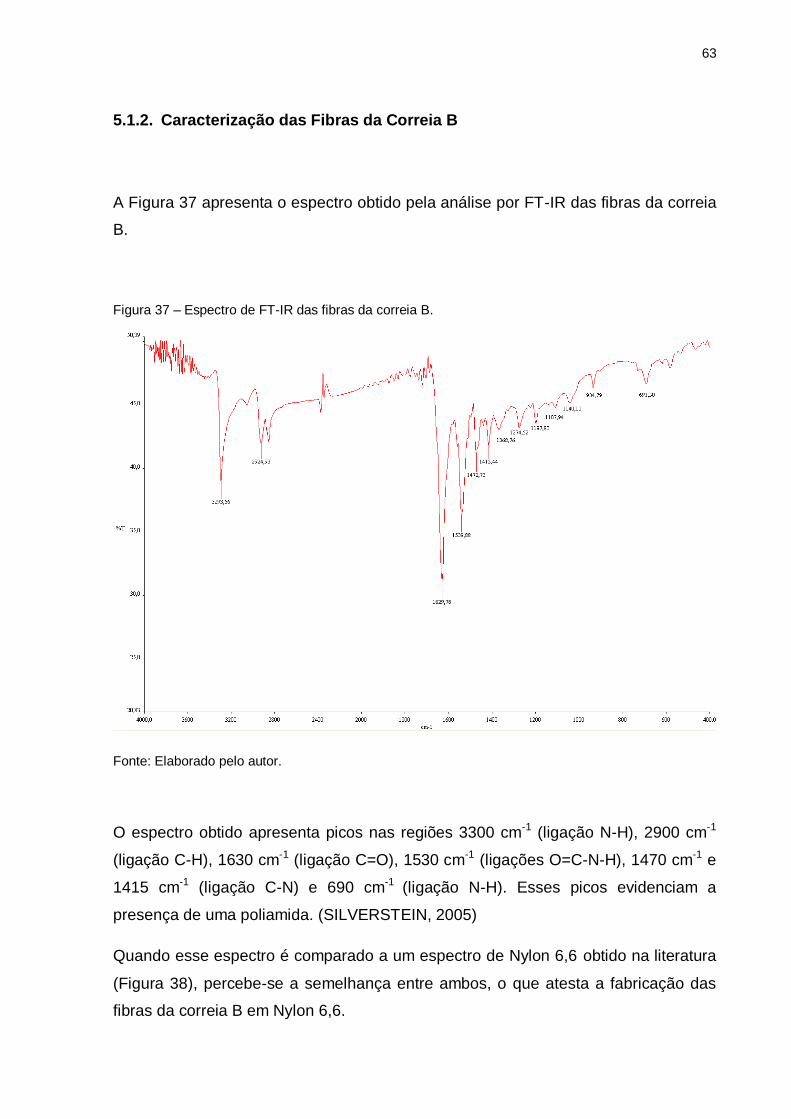
63
5.1.2. Caracterização das Fibras da Correia B
A Figura 37 apresenta o espectro obtido pela análise por FT-IR das fibras da correia
B.
Figura 37 – Espectro de FT-IR das fibras da correia B.
Fonte: Elaborado pelo autor.
O espectro obtido apresenta picos nas regiões 3300 cm-1 (ligação N-H), 2900 cm-1
(ligação C-H), 1630 cm-1 (ligação C=O), 1530 cm-1 (ligações O=C-N-H), 1470 cm-1 e
1415 cm-1 (ligação C-N) e 690 cm-1 (ligação N-H). Esses picos evidenciam a
presença de uma poliamida. (SILVERSTEIN, 2005)
Quando esse espectro é comparado a um espectro de Nylon 6,6 obtido na literatura
(Figura 38), percebe-se a semelhança entre ambos, o que atesta a fabricação das
fibras da correia B em Nylon 6,6.

64
Figura 38 – Espectro de FT-IR do Nylon 6,6.
Fonte: Tera Chem, 2014 (editado).
5.1.3. Caracterização das Fibras da Correia C
O espectro obtido pela análise por FT-IR das fibras da correia C é apresentado na
Figura 39.
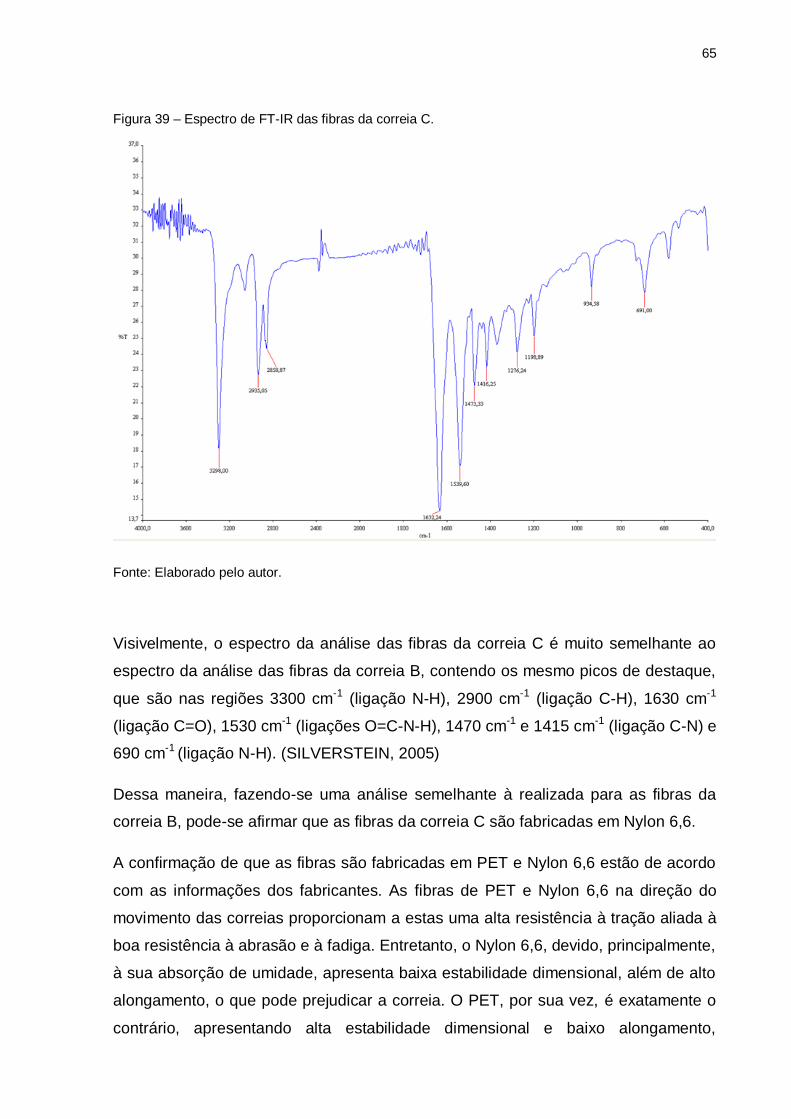
65
Figura 39 – Espectro de FT-IR das fibras da correia C.
Fonte: Elaborado pelo autor.
Visivelmente, o espectro da análise das fibras da correia C é muito semelhante ao
espectro da análise das fibras da correia B, contendo os mesmo picos de destaque,
que são nas regiões 3300 cm-1 (ligação N-H), 2900 cm-1 (ligação C-H), 1630 cm-1
(ligação C=O), 1530 cm-1 (ligações O=C-N-H), 1470 cm-1 e 1415 cm-1 (ligação C-N) e
690 cm-1 (ligação N-H). (SILVERSTEIN, 2005)
Dessa maneira, fazendo-se uma análise semelhante à realizada para as fibras da
correia B, pode-se afirmar que as fibras da correia C são fabricadas em Nylon 6,6.
A confirmação de que as fibras são fabricadas em PET e Nylon 6,6 estão de acordo
com as informações dos fabricantes. As fibras de PET e Nylon 6,6 na direção do
movimento das correias proporcionam a estas uma alta resistência à tração aliada à
boa resistência à abrasão e à fadiga. Entretanto, o Nylon 6,6, devido, principalmente,
à sua absorção de umidade, apresenta baixa estabilidade dimensional, além de alto
alongamento, o que pode prejudicar a correia. O PET, por sua vez, é exatamente o
contrário, apresentando alta estabilidade dimensional e baixo alongamento,
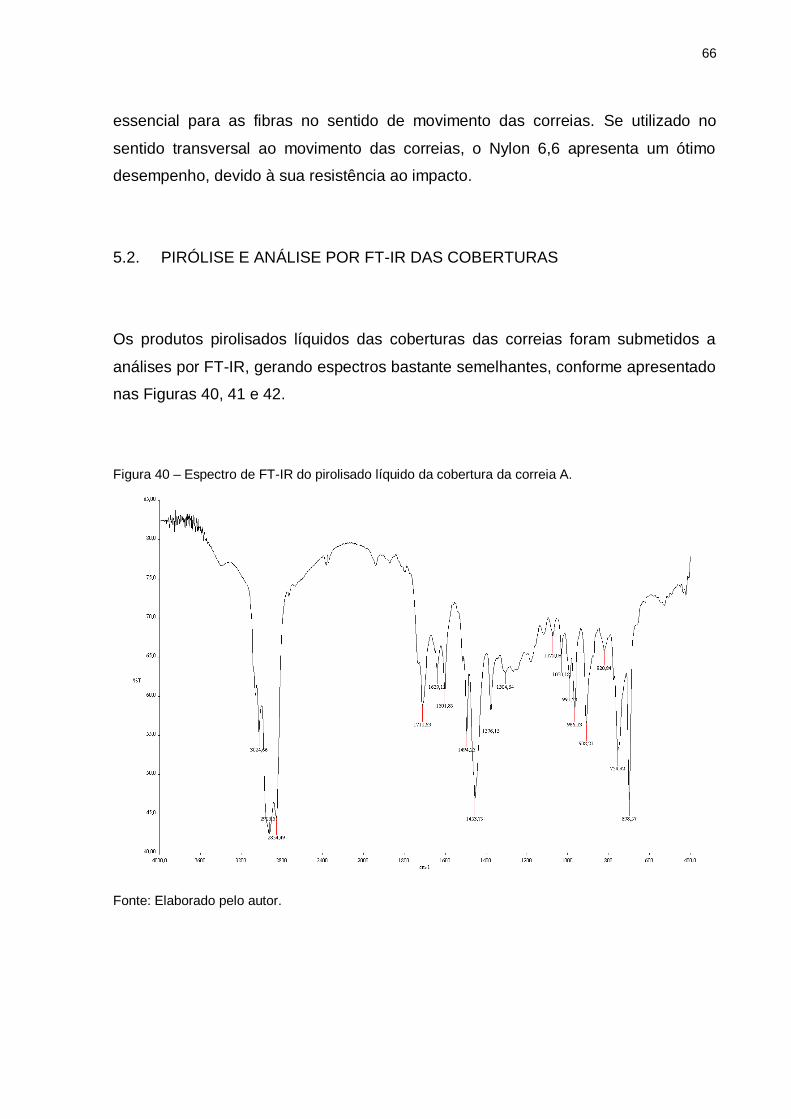
66
essencial para as fibras no sentido de movimento das correias. Se utilizado no
sentido transversal ao movimento das correias, o Nylon 6,6 apresenta um ótimo
desempenho, devido à sua resistência ao impacto.
5.2. PIRÓLISE E ANÁLISE POR FT-IR DAS COBERTURAS
Os produtos pirolisados líquidos das coberturas das correias foram submetidos a
análises por FT-IR, gerando espectros bastante semelhantes, conforme apresentado
nas Figuras 40, 41 e 42.
Figura 40 – Espectro de FT-IR do pirolisado líquido da cobertura da correia A.
Fonte: Elaborado pelo autor.
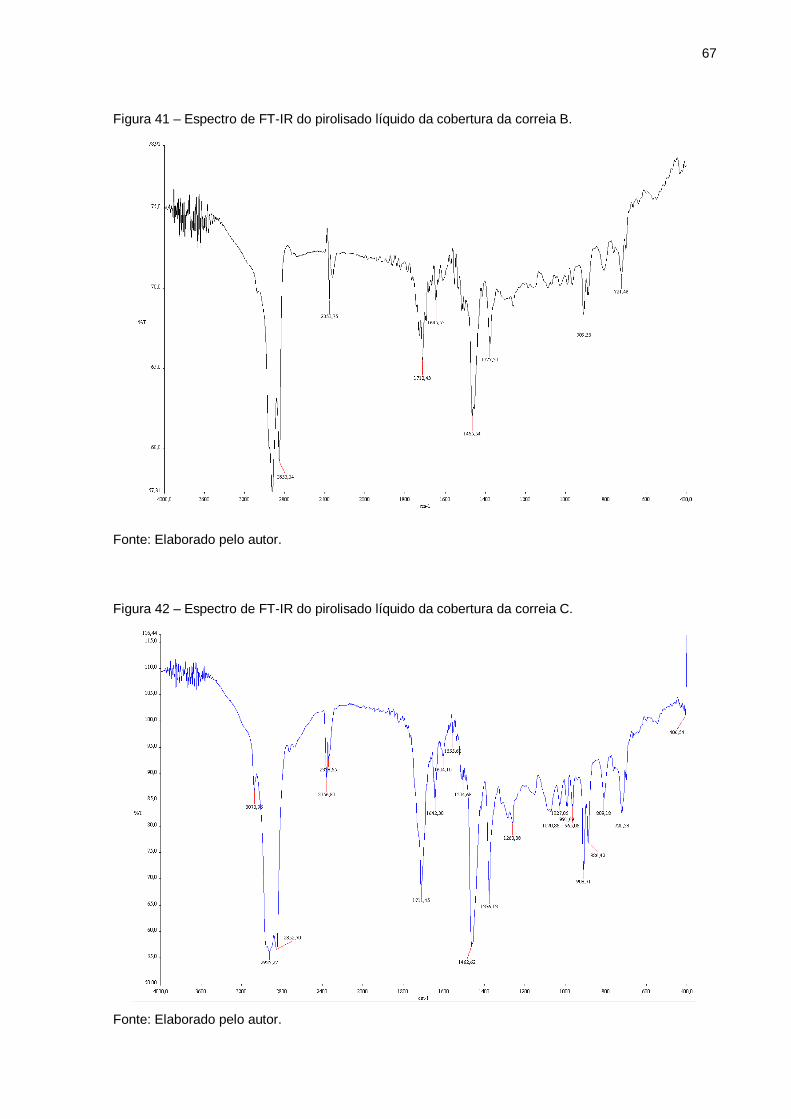
67
Figura 41 – Espectro de FT-IR do pirolisado líquido da cobertura da correia B.
Fonte: Elaborado pelo autor.
Figura 42 – Espectro de FT-IR do pirolisado líquido da cobertura da correia C.
Fonte: Elaborado pelo autor.
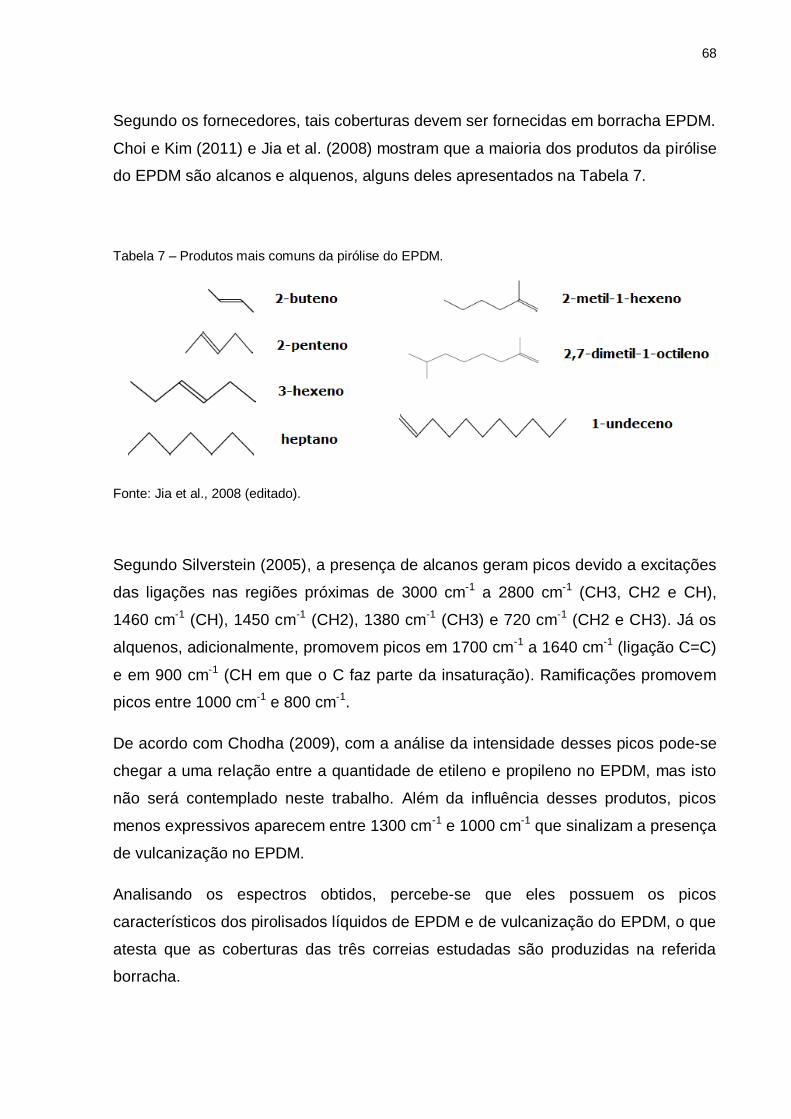
68
Segundo os fornecedores, tais coberturas devem ser fornecidas em borracha EPDM.
Choi e Kim (2011) e Jia et al. (2008) mostram que a maioria dos produtos da pirólise
do EPDM são alcanos e alquenos, alguns deles apresentados na Tabela 7.
Tabela 7 – Produtos mais comuns da pirólise do EPDM.
Fonte: Jia et al., 2008 (editado).
Segundo Silverstein (2005), a presença de alcanos geram picos devido a excitações
das ligações nas regiões próximas de 3000 cm-1 a 2800 cm-1 (CH3, CH2 e CH),
1460 cm-1 (CH), 1450 cm-1 (CH2), 1380 cm-1 (CH3) e 720 cm-1 (CH2 e CH3). Já os
alquenos, adicionalmente, promovem picos em 1700 cm-1 a 1640 cm-1 (ligação C=C)
e em 900 cm-1 (CH em que o C faz parte da insaturação). Ramificações promovem
picos entre 1000 cm-1 e 800 cm-1.
De acordo com Chodha (2009), com a análise da intensidade desses picos pode-se
chegar a uma relação entre a quantidade de etileno e propileno no EPDM, mas isto
não será contemplado neste trabalho. Além da influência desses produtos, picos
menos expressivos aparecem entre 1300 cm-1 e 1000 cm-1 que sinalizam a presença
de vulcanização no EPDM.
Analisando os espectros obtidos, percebe-se que eles possuem os picos
característicos dos pirolisados líquidos de EPDM e de vulcanização do EPDM, o que
atesta que as coberturas das três correias estudadas são produzidas na referida
borracha.
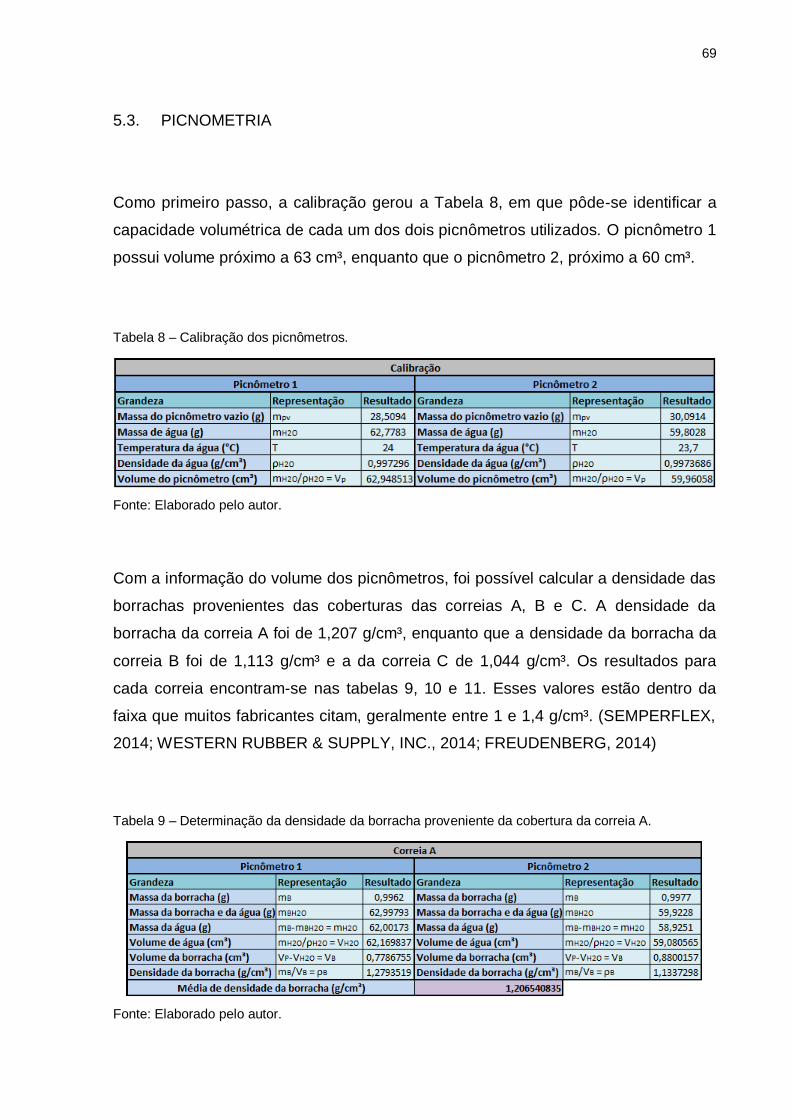
69
5.3. PICNOMETRIA
Como primeiro passo, a calibração gerou a Tabela 8, em que pôde-se identificar a
capacidade volumétrica de cada um dos dois picnômetros utilizados. O picnômetro 1
possui volume próximo a 63 cm³, enquanto que o picnômetro 2, próximo a 60 cm³.
Tabela 8 – Calibração dos picnômetros.
Fonte: Elaborado pelo autor.
Com a informação do volume dos picnômetros, foi possível calcular a densidade das
borrachas provenientes das coberturas das correias A, B e C. A densidade da
borracha da correia A foi de 1,207 g/cm³, enquanto que a densidade da borracha da
correia B foi de 1,113 g/cm³ e a da correia C de 1,044 g/cm³. Os resultados para
cada correia encontram-se nas tabelas 9, 10 e 11. Esses valores estão dentro da
faixa que muitos fabricantes citam, geralmente entre 1 e 1,4 g/cm³. (SEMPERFLEX,
2014; WESTERN RUBBER & SUPPLY, INC., 2014; FREUDENBERG, 2014)
Tabela 9 – Determinação da densidade da borracha proveniente da cobertura da correia A.
Fonte: Elaborado pelo autor.
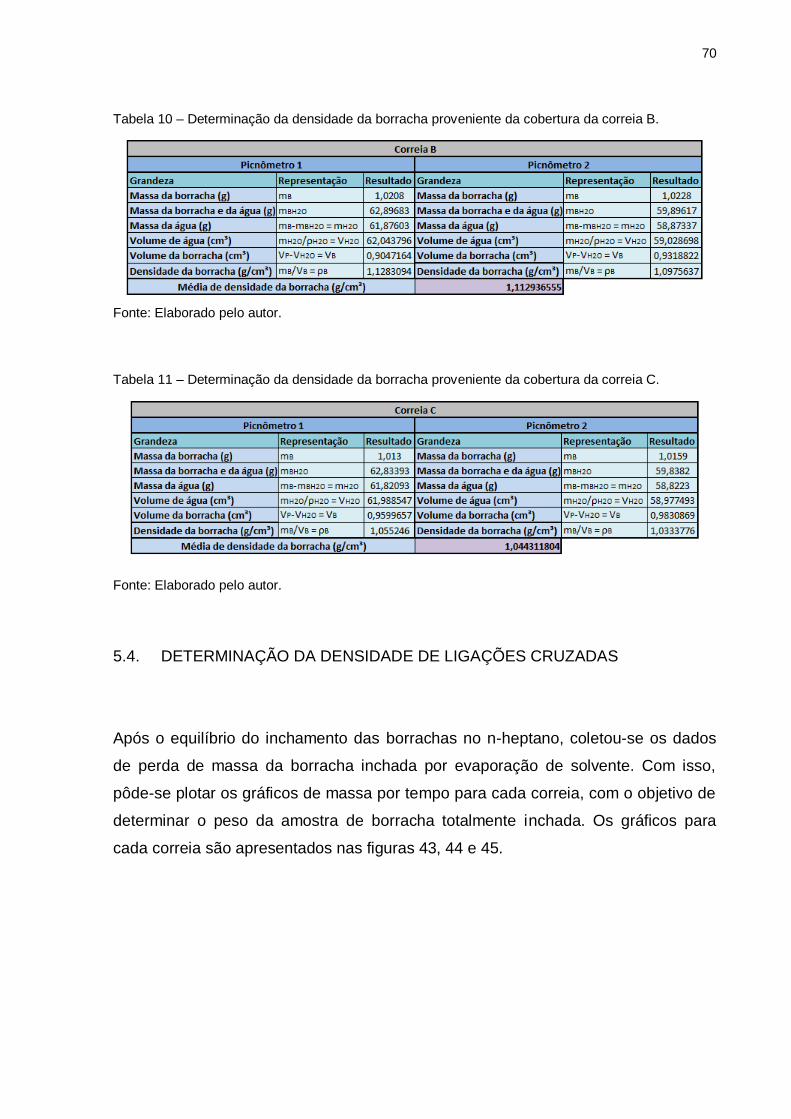
70
Tabela 10 – Determinação da densidade da borracha proveniente da cobertura da correia B.
Fonte: Elaborado pelo autor.
Tabela 11 – Determinação da densidade da borracha proveniente da cobertura da correia C.
Fonte: Elaborado pelo autor.
5.4. DETERMINAÇÃO DA DENSIDADE DE LIGAÇÕES CRUZADAS
Após o equilíbrio do inchamento das borrachas no n-heptano, coletou-se os dados
de perda de massa da borracha inchada por evaporação de solvente. Com isso,
pôde-se plotar os gráficos de massa por tempo para cada correia, com o objetivo de
determinar o peso da amostra de borracha totalmente inchada. Os gráficos para
cada correia são apresentados nas figuras 43, 44 e 45.

71
Figura 43 – Gráfico massa por tempo da evaporação do solvente da amostra de borracha inchada da correia A.
Fonte: Elaborado pelo autor.
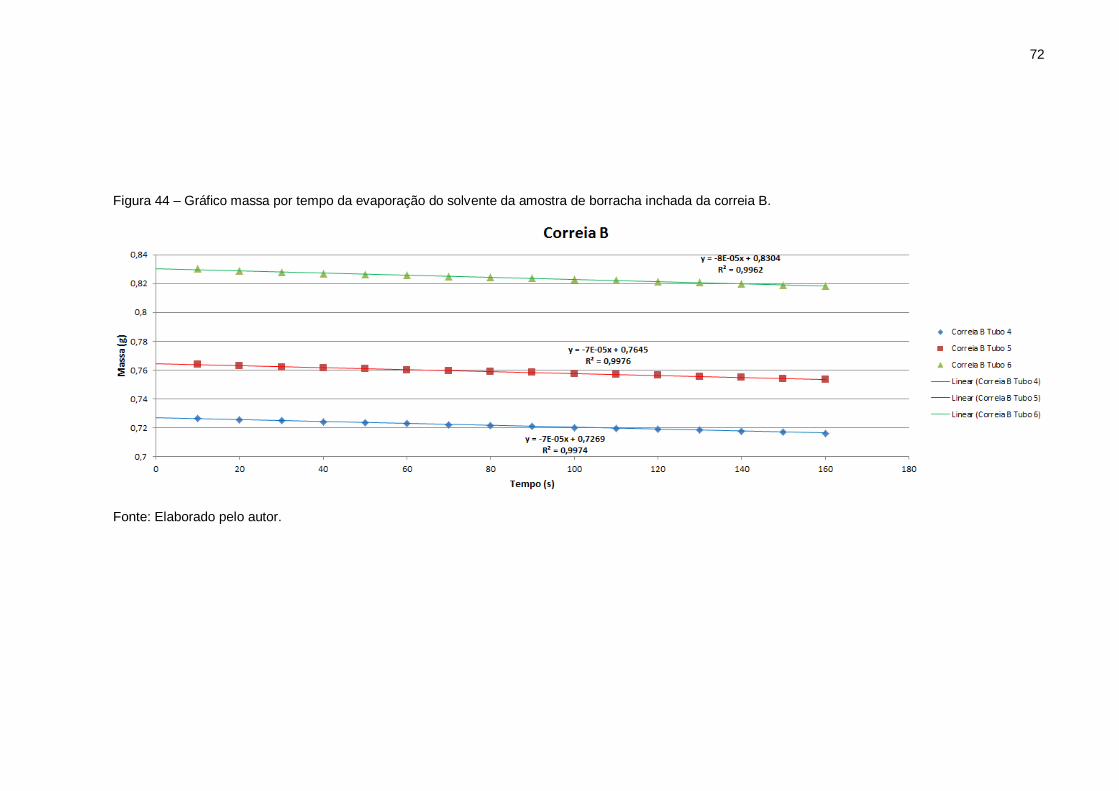
72
Figura 44 – Gráfico massa por tempo da evaporação do solvente da amostra de borracha inchada da correia B.
Fonte: Elaborado pelo autor.
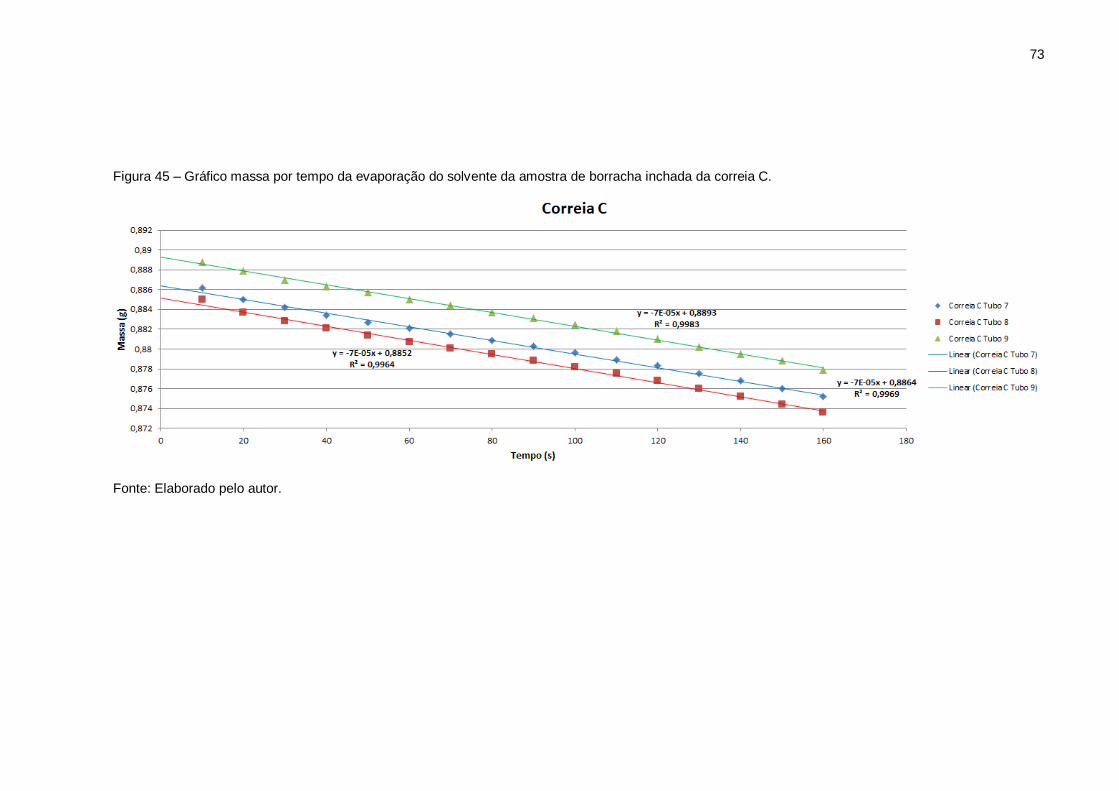
73
Figura 45 – Gráfico massa por tempo da evaporação do solvente da amostra de borracha inchada da correia C.
Fonte: Elaborado pelo autor.

74
A determinação dos pesos de cada amostra de borracha totalmente inchada e os
valores de densidade das borrachas obtidos pela picnometria possibilitaram a
aplicação da equação de Flory-Rehner para cada amostra. Com isso pôde-se
determinar a massa molecular numérica média entre ligações cruzadas (MC) e,
então, a densidade de ligações cruzadas (1/2MC). A Tabela 12 apresenta uma visão
geral dos dados e resultados obtidos nesta seção do trabalho.
Tabela 12 – Dados e resultados da determinação da densidade de ligações cruzadas das borrachas provenientes das coberturas das correias A, B e C.
Fonte: Elaborado pelo autor.
A amostra de borracha da correia A apresentou uma média de densidade de
ligações cruzadas de 1,808x10-4, enquanto que a amostra de borracha da correia B
de 4,563x10-5 e da correia C, de 3,864x10-5.
Esses valores bastante superiores da correia A em relação às correias B
(aproximadamente 4 vezes maior) e C (aproximadamente 5 vezes maior) significam
que a cobertura da correia A é certamente mais dura, rígida e elástica quando
comparada às outras duas. Além disso, esses valores também dão indícios de que a
correia A possui uma resistência inicial ao aporte térmico superior.
75
Levando em consideração esses resultados, analisando os espectros obtidos para
os pirolisados líquidos do EPDM – em que os espectros de B e C são mais
parecidos do que o espectro A – e sabendo que as correias B e C são produzidas
por um mesmo fabricante, infere-se que o processo de fabricação das borrachas de
B e C é muito semelhante e, por isso, os resultados obtidos para ambos são
parecidos, quando comparados com os resultados e o processo de fabricação da
borracha de A.
5.5. DESEMPENHO EM SERVIÇO
A verificação de como os diferentes materiais componentes das correias interferem
em seu desempenho durante uso passa pela aplicação de dados reais de
temperatura de processo em equações que relacionam a temperatura com o
desgaste da correia. Essas equações, determinadas por Guastala (2013), são
exponenciais isotérmicas que, conforme já descrito, precisam passar por ajustes
para que a aplicação desses dados seja válida.
Inicialmente, modificaram-se os dados que geram os gráficos das figuras 32, 33 e
34. O eixo das abscissas, originalmente referindo-se ao tempo em horas, foi
modificado para apresentar o logaritmo do tempo em minutos. Já o eixo das
ordenadas foi modificado de %Dano para logaritmo da %Dano. Para cada
temperatura adicionou-se, ainda, um ponto próximo ao zero do gráfico. Traçou-se,
então, uma regressão linear dos pontos obtidos para cada temperatura de cada
gráfico, obtendo-se, assim, equações que representam a taxa de acúmulo de dano
para as correias nas determinadas temperaturas. Os gráficos obtidos dessa maneira
são apresentados nas figuras 46, 47 e 48.
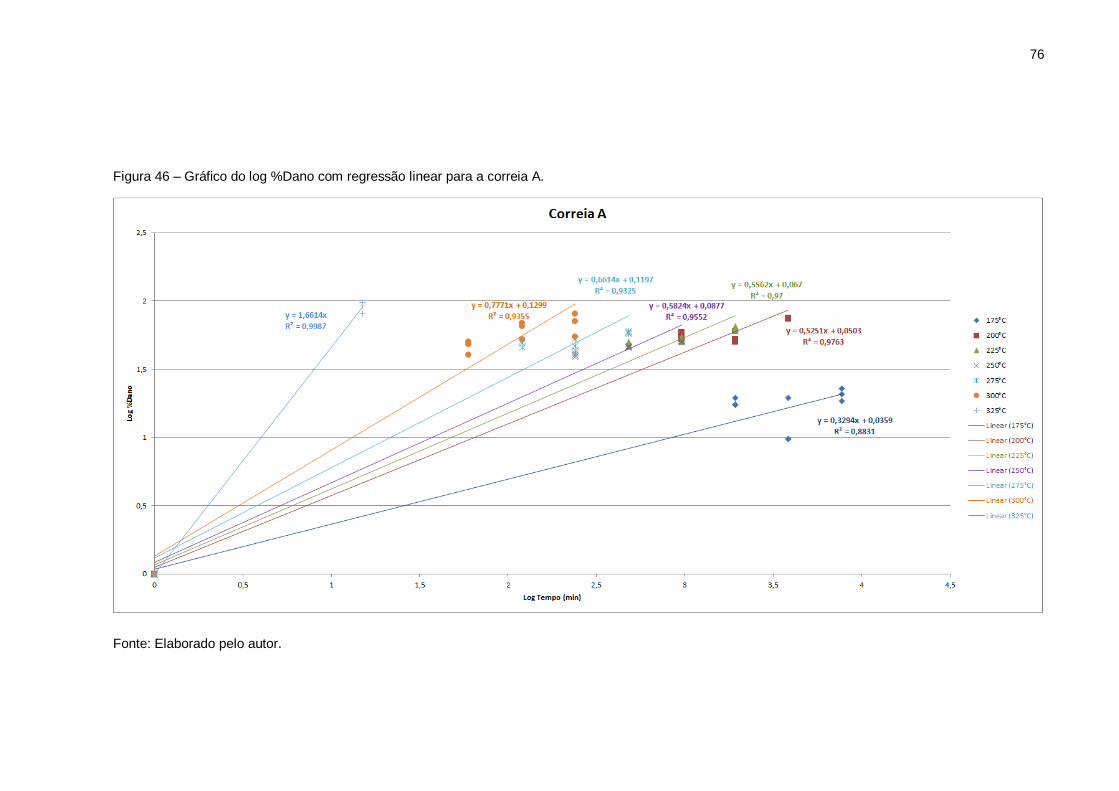
76
Figura 46 – Gráfico do log %Dano com regressão linear para a correia A.
Fonte: Elaborado pelo autor.

77
Figura 47 – Gráfico do log %Dano com regressão linear para a correia B.
Fonte: Elaborado pelo autor.
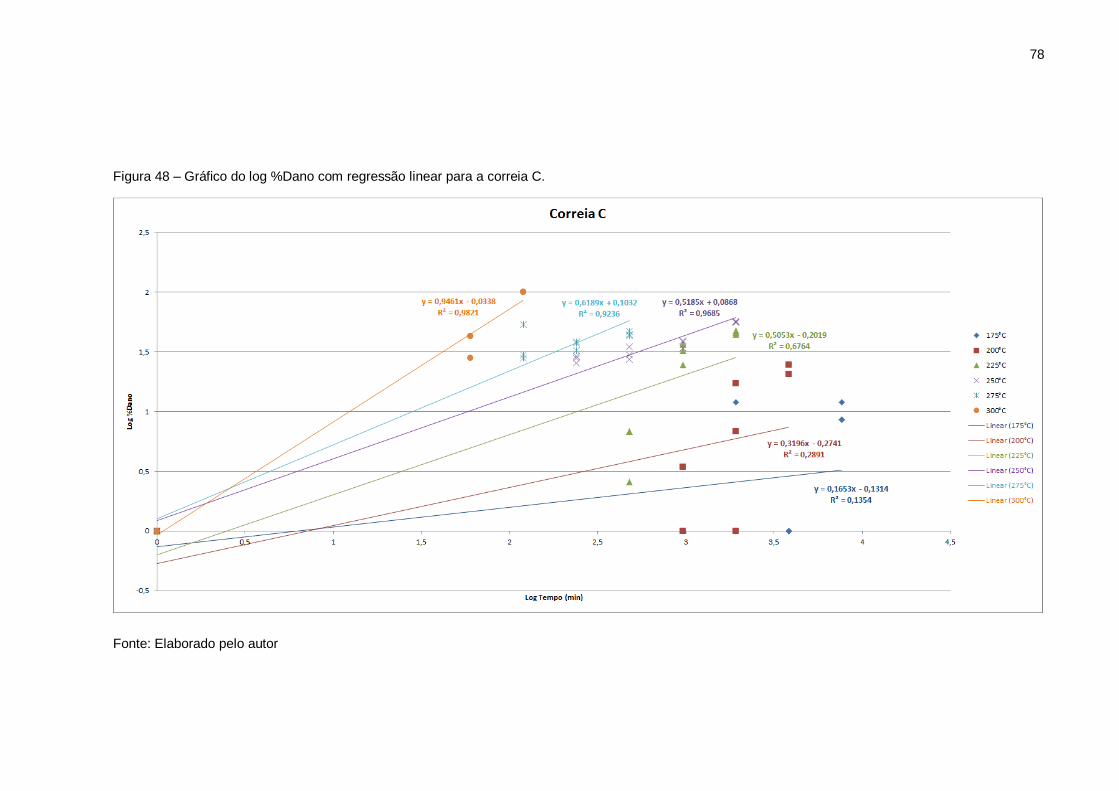
78
Figura 48 – Gráfico do log %Dano com regressão linear para a correia C.
Fonte: Elaborado pelo autor
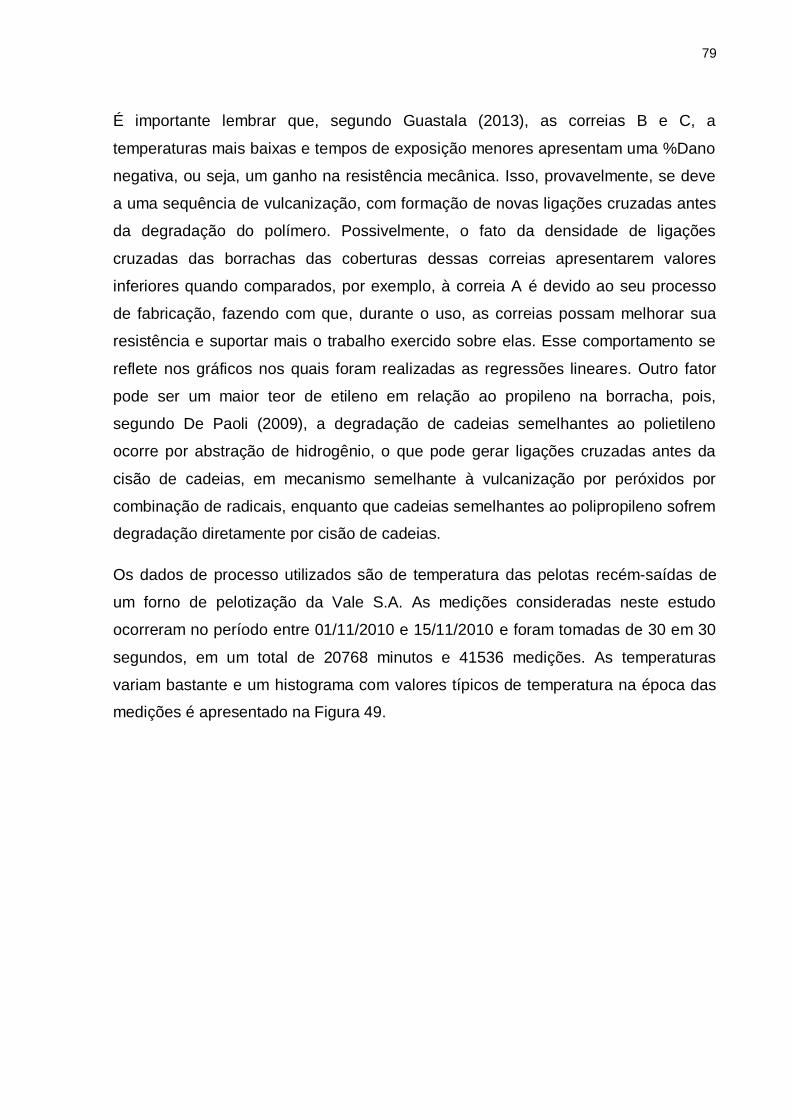
79
É importante lembrar que, segundo Guastala (2013), as correias B e C, a
temperaturas mais baixas e tempos de exposição menores apresentam uma %Dano
negativa, ou seja, um ganho na resistência mecânica. Isso, provavelmente, se deve
a uma sequência de vulcanização, com formação de novas ligações cruzadas antes
da degradação do polímero. Possivelmente, o fato da densidade de ligações
cruzadas das borrachas das coberturas dessas correias apresentarem valores
inferiores quando comparados, por exemplo, à correia A é devido ao seu processo
de fabricação, fazendo com que, durante o uso, as correias possam melhorar sua
resistência e suportar mais o trabalho exercido sobre elas. Esse comportamento se
reflete nos gráficos nos quais foram realizadas as regressões lineares. Outro fator
pode ser um maior teor de etileno em relação ao propileno na borracha, pois,
segundo De Paoli (2009), a degradação de cadeias semelhantes ao polietileno
ocorre por abstração de hidrogênio, o que pode gerar ligações cruzadas antes da
cisão de cadeias, em mecanismo semelhante à vulcanização por peróxidos por
combinação de radicais, enquanto que cadeias semelhantes ao polipropileno sofrem
degradação diretamente por cisão de cadeias.
Os dados de processo utilizados são de temperatura das pelotas recém-saídas de
um forno de pelotização da Vale S.A. As medições consideradas neste estudo
ocorreram no período entre 01/11/2010 e 15/11/2010 e foram tomadas de 30 em 30
segundos, em um total de 20768 minutos e 41536 medições. As temperaturas
variam bastante e um histograma com valores típicos de temperatura na época das
medições é apresentado na Figura 49.
80
Figura 49 – Histograma de temperaturas de pelotas recém-saídas de um forno de pelotização no período entre 20/10/2010 e 16/11/2010.
Fonte: Guastala, 2013.
Como as temperaturas das medições dizem respeito às pelotas e não à correia, os
picos de temperatura das pelotas foram associados aos picos de temperatura
admitidos para as correias de acordo com os fabricantes. Sendo assim, as maiores
temperaturas registradas para as pelotas, 500 °C, foram admitidas como 212,5 °C
(200+/-12,5 °C) nas correias. Dessa maneira, um fator de 0,425 foi aplicado a todas
as temperaturas das medições.
Com essas considerações, verificou-se que em 79,6% do tempo de exposição, as
equações que regem o dano nas correias são aquelas que dizem respeito a
temperaturas da ordem de 175 °C. Os picos da ordem de 200 ocorreram em 0,3%
do tempo. Em 20,1% do tempo a temperatura encontrou-se abaixo dos 75 °C e não
foi considerada degradação.
Aplicando essas porcentagens no total de tempo em que ocorreram as medições e
utilizando esses resultados nas equações para cada correia e convertendo os
logaritmos, verificou-se que, em 15 dias, com essas temperaturas, a correia A teria
uma %Dano de 255,5%, a correia B, de 2,5% e a correia C de 7,2%.
Claramente, pelo resultado da correia A, o método de regressão linear utilizando
logaritmos não foi satisfatório como modelo de cálculo da %Dano das correias. Um
dos motivos é a baixa quantidade de dados para construção das retas,
81
principalmente no caso de temperaturas mais baixas e tempos de exposição
menores, vide o baixo R² de suas regressões lineares (figuras 46, 47, 48). Outro
motivo seria a utilização de dados de temperatura das pelotas, e não da superfície
da correia.
Entretanto, qualitativamente, este modelo também comprova a superioridade das
correias B e C em relação à correia A. Quando comparados os coeficientes
angulares das retas, verifica-se que a taxa na qual a degradação ocorre na correia A
é maior do que nas outras duas correias. Além disso, o comportamento semelhante
das correias B e C, de mesmo fabricante, se mantém.
82
6. CONCLUSÕES
Ao final deste trabalho, percebe-se que os objetivos propostos foram parcialmente
atingidos. A realização de análises por espectroscopia no infravermelho com
transformada de Fourier foi positiva, no sentido que conseguiram identificar todas as
amostras de fibras e borrachas. Já a avaliação do desempenho em serviço das
correias, comparativamente, foi conclusiva, mas a técnica de aproximação de
exponenciais a retas não foi fiel ao que se esperava apresentar.
Para a correia A, identificou-se que suas fibras são produzidas em PET, enquanto
que as fibras das correias B e C são produzidas em Nylon 6,6. Em termos de
resistência ao aporte térmico, as fibras não são determinantes, mas são importantes
no que diz respeito à resistência mecânica da correia, principalmente porque as
fibras retiradas estavam dispostas no sentido de movimento da correia.
Fibras de Nylon 6,6 apresentam alta resistência à tração, com boa resistência à
fadiga e ao impacto. Entretanto, apresentam grande alongamento e baixa
estabilidade dimensional. Já as fibras de PET também apresentam alta resistência à
tração e fadiga, porém possuem baixo alongamento e grande estabilidade
dimensional. Essas características fazem com que as fibras de PET sejam mais
indicadas para a direção de movimento da correia, onde as forças trativas são fortes
atuadoras, o que exige que a correia mantenha sua estrutura firme para suportar as
condições de trabalho.
No caso da análise por FT-IR das borrachas, todas as amostras de cobertura das
três correias estudadas foram identificadas como sendo fabricadas em EPDM, como
esperado. A diferença entre as três se mostrou na determinação da densidade de
ligações cruzadas das borrachas, em que a borracha da correia A apresentou valor
aproximadamente 4 vezes maior do que a da correia B e aproximadamente 5 vezes
maior do que a da correia C. Esses resultados indicaram uma maior dureza, rigidez,
elasticidade e resistência ao aporte térmico da borracha da correia A em relação às
outras duas.
Entretanto, na consulta à literatura em Guastala (2013) e na análise do desempenho
em serviço, verificou-se que os valores inferiores de densidade de ligações cruzadas
83
das borrachas das correias B e C são provenientes do processo de fabricação, pois
a temperaturas baixas e baixos tempos de exposição, essas borrachas
provavelmente sofrem uma vulcanização adicional, gerando mais ligações cruzadas
e, portanto, aumentando sua resistência mecânica. Outra possibilidade é um maior
teor de etileno em relação ao propileno nessas borrachas, o que leva à formação de
ligações cruzadas antes da cisão de cadeias durante a degradação. Dessa maneira,
enquanto a degradação da correia A começa no instante em que sofre influência da
temperatura, as correias B e C ainda passam por um período de fortalecimento de
sua estrutura, antes de sua degradação começar.
Apesar de ter sido importante qualitativamente na análise do comportamento de
criação de novas ligações cruzadas durante o uso pelas correias B e C, a análise do
desempenho em serviço das correias pela regressão linear do logaritmo da %Dano
não foi satisfatória quantitativamente, visto o resultado irreal para a correia A. Isso
ocorreu pois não foi levada em conta a questão cinética da degradação polimérica,
em que a tempos baixos de exposição a taxa de degradação é muito baixa e, à
medida que o tempo aumenta, esta taxa aumenta cada vez mais. A utilização de
uma média de acúmulo e dano não conseguiu representar essa variação da taxa de
dano fielmente. Além disso, a utilização de temperaturas das pelotas não representa
fielmente as temperaturas às quais as superfícies das correias estão sujeitas
durante o uso.

84
7. SUGESTÕES PARA TRABALHOS FUTUROS
O trabalho aqui apresentado é só um passo para alcançar a previsibilidade de vida
útil de correias transportadoras de alta temperatura. Outros trabalhos podem tomar
como enfoque:
a influência dos teores dos monômeros do EPDM e do tipo de dieno utilizado
em sua produção nas propriedades das borrachas das coberturas;
a influência de como é construída a carcaça da correia em suas propriedades
mecânicas;
a transferência de calor entre a camada de pelotas recém-saídas do forno de
pelotização e a superfície da correia, para identificar quais são as
temperaturas às quais as correias realmente estão sujeitas, incluindo as
variáveis climáticas, como umidade relativa do ar e ventos;
e a análise da cinética de degradação térmica do EPDM, para que seja
elaborado um modelo de cálculo de perda de resistência mecânica em função
da temperatura e tempo de exposição.
85
REFERÊNCIAS
ALLEN, R. D. Fundamental of compounding EPDM for cost / performances. New York: Rubber World, 1982.
American Society for Testing and Materials – ASTM D1418-10a - Standard Practices for Rubber and Rubber Lattices - Nomenclature. Pensilvânia:
ASTM, 2010. 3p.
American Society for Testing and Materials – ASTM D3677-10e1 - Standard Test Methods for Rubber—Identification by Infrared Spectrophotometry.
Pensilvânia: ASTM, 2010. 21p.
ARAÚJO, R. Aumento de confiabilidade em correias transportadoras por manutenção preventiva e corretiva. 2010. 87 p. Dissertação (Mestrado em
Beneficiamento Mineral) – Engenharia de Minas, Universidade Federal de Ouro Preto, Ouro Preto, 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS – ABNT.NBR 6177 - Transportadores contínuos - Transportadores de correia Terminologia. Rio de Janeiro: ABNT, 1999. 32p.
BALDWIN, F. P.; VER STRATE, G. Polyolefin elastomers based on ethylene and propylene. Rubber Chemistry & Technology, v. 45, p. 709-881, 1972.
BRADY, G. S.; VACCARI, J. A.; CLAUSER, H. H. Materials handbook: an encyclopedia for managers, technical professionals, purchasing and production managers, technicians, and supervisors, fifteenth edition. 15ª
ed. Nova Iorque: McGraw-Hill Handbooks,2002. 1115 p.
BRANDRUP, J.; IMMERGUT, E. H.; GRULKE, E. A.; ABE, A.; BLOCH, D. R. Polymer handbook. 4ª ed. Nova Iorque: John Wiley & Sons, 1999. 2336 p.
BRAVIM, V. D. Gerenciamento de grandes paradas de usina para manutenção. 2005. 44 p. Monografia (Graduação em Engenharia Elétrica) –
Universidade Federal do Espírito Santo, Vitória, 2005.
BRITO, M. A.; GONÇALVES, F. P.; GESSER, J. C. Experiência 04: determinação da densidade de líquidos e sólidos: material de aula. Santa
Catarina, UFSC, Departamento de Química, 2011. 4 p. Disponível em: <http://www.qmc.ufsc.br/geral/Exp.Quimica5119/EXPERIENCIA4_densidade.pdf> Acesso em: 28/01/14
BRUNDLE, C. R.; EVANS JR, C. A.; WILSON, S. Encyclopedia of materials characterization: Surfaces, interfaces, thin films. Stoneham: Butterworth-
Heinemann, 1992. 782 p.
BRYDSON, J. A. Rubber chemistry. Londres: Applied Science Publishers, 1978.
462p.
CALLISTER JR., W. D. Fundamentals of materials science and enginering. 5ª ed. Nova Iorque: John Wiley & Sons Inc., 2001. 920 p.
86
CANEVAROLO, S. V. Ciência dos polímeros. Um curso básico para tecnólogos e engenheiros. 2ª ed, v. 1. São Paulo: Artliber, 2006. 289 p.
CARDOSO, S. G. Estudo das propriedades mecânicas e dos mecanismos de fratura de fibras sintéticas do tipo náilon e poliéster em tecidos de engenharia. 2009. 151 p. Tese (Doutorado em Ciências na área de Tecnologia
Nuclear) – Engenharia de Materiais, Instituto de Pesquisas Energéticas e Nucleares, Universidade de São Paulo, São Paulo, 2009.
CARVALHO, R.; SARROS, S. Vulcanização de correias transportadoras. Rio
de Janeiro: ID Projetos Educacionais Vale, 2009.
CATES, R. S. Influence of crosslink density on swelling and conformation of surface-constrained poly(n-isopropylacrylamide) hydrogels. 2010. 95 p.
DIssetação (Mestrado em Ciências em Engenharia Química) - Department of Chemical and Biomedical Engineering, College of Engineering, University of South Florida, Flórida, 2010.
CÉSAR, J.; DE PAOLI, M. A.; ANDRADE, J. C. A determinação da densidade de sólidos e líquidos. Campinas: Chemkeys, 2004. 8 p.
CHANDA, M.; ROY, S. K. Plastics fundamentals, properties, and testing. Filadélfia: CRC Press. 2009. 278 p.
CHANDA, M.; ROY, S. K. Plastics technology handbook. 4ª edição. Filadélfia:
CRC Press, 2007. 867 p.
CHEMANALYTICAL. ChemAnalytical LLC: FT-IR Spectra. Disponível em: <http://www.chemanalytical.com/ft-ir-spectra> Acesso em: 10/02/14
CHEMSYSTEMS. Nylon 6 and Nylon 6,6. São Francisco: Nexant, Chemsystems Perp Program, 2009. 9 p. (Relatório técnico PERP07/08 S6 Report Abstract).
CHEMSYSTEMS. Nylon fiber spinning technology. São Francisco: Nexant,
Chemsystems Perp Program, 2009. 8 p.(Relatório técnico PERP04/05 S5 New Report Alert).
CHEMSYSTEMS. Polyethylene terephthalate. São Francisco: Nexant,
Chemsystems Perp Program, 2009. 8 p.(Relatório técnico PERP07/08-5 Report Abstract).
CHODHA; C. S. EPDM rubber: Fundamental properties and its effect on processability behavior and vulcanisate properties. Polymer Properties Nordic Conference, Eupen, Bélgica, 2009.
CHOI, S.; KIM, Y. Analysis of 5-ethylidene-2-norbornene in ethylene-propylene-diene terpolymer using pyrolysis-GC/MS. Polymer Testing, vol. 30, p. 509-514,
2011.
CROMPTON, T. R. Polymer reference book. Shawbury: Rapra Technology, 2006. 723 p.
87
CRUZ, D.C. Desgaste por abrasão de poliuretano utilizado na indústria mínerometalúrgica. 2006. 72p. Dissertação (Mestrado em Engenharia de Materiais) – Universidade Federal de Ouro Preto, Ouro Preto, 2006.
DEOPURA, B. L.; ALAGIRUSAMY, R.; JOSHI, M.; GUPTA, B. Polyesters and polyamides. Cambridge: Woodhead Publishing Limited, 2008. 609 p.
DE PAOLI, M. A. Degradação e estabilização de polímeros. São Paulo:
Artliber, 2009. 286 p.
DIJKHUIS, K. A. J. Recycling of vulcanized epdm-rubber: Mechanistic studies into the development of a continuous process using amines as devulcanization aids. 2008. 177 p. Tese (Doutorado) – Department of Elastomer Technology and Engineering, University of Twente, Twente, Holanda, 2008.
FLORY, P. J. Statistical mechanics of swelling of network structures. The Journal of Chemichal Physics, vol. 18, p. 108-111, 1950.
FLORY, P. J. Thermodynamics of high polymer solutions. The Journal of Chemical Physics, vol. 10, p. 51-61, 1942.
FLORY, P. J.; REHNER, J. J. Statistical mechanics of cross-linked polymer networks. The Journal of Chemichal Physics, vol. 11, p. 521-526, 1943.
FORENSIC SCIENCE SERVICES. Image gallery. Disponível em:
<http://www.forensicscienceservices.com/Image-Gallery.page> Acesso em: 10/02/14
FREUDENBERG. 70 EPDM 291: catálogo. 2014, 1p.
GARBIM, V. J. Borrachas: Tecnologia, características, compostos e aplicações. Rio de Janeiro: Publit Soluções Editoriais, 2011. 526 p.
GEDEON, B. J.; NGYUEN, R. H. Rubber Division Meeting, American Chemical Society, Cleveland, Ohio. Artigo 64, Outubro, p. 1, 1985.
GENT, A. N. Engineering with rubber: How to design rubber components.
Cincinnati: Hanser, 2001. 365 p.
GESTIS Substance Database. n-Heptane. Disponíve em: <http://gestis-en.itrust.de/nxt/gateway.dll/gestis_en/013820.xml?f=templates$fn=default.htm$3.0> Acesso em: 28/01/14.
GUASTALA, F. A.. Estudo do efeito da degradação térmica nas propriedades mecânicas de correias transportadoras operando em alta temperatura.
2013. 64 p. Dissertação (Mestrado em Engenharia de Materiais) – Universidade Federal de Ouro Preto, Ouro Preto, 2013.
GUL, J. Investigation on thermal and ablation characteristics of EPDM-filler composites., 2006. 255 p. Tese (Doutorado) – Engenharia Química, University
of Engineering and Technology Lahore, Lahore, Paquistão.
HARPER, C. A. Handbook of plastics, elastomers, and composites, fourth edition. 4ª edição. Nova Iorque: McGraw-Hill Handbooks, 2002. 884 p.
88
HARPER, C. A. Modern plastics handbook. Nova Iorque: McGraw-Hill
Handbooks, 2000. 1298 p.
HEARLE, J. W. S. High-performance fibers. Cambridge: Woodhead Publishing
Limited, 2001. 342 p.
HIGGINS, R. A. Materials for engineers and technicians. 4ª edição. Oxford: Newnes, 2006. 415 p.
HRNJAK-MURGIC, Z.; JELENCIC; J.; BRAVAR, M; MAROVIC, M. Influence of the network on the interaction parameter in system EPDM vulcanizate-solvent. Zagreb, Croácia. Journal of Applied Polymer Science, vol. 65, p. 991-999,
1997.
HSU, L. C. Synthesis of ultrahigh molecular-weight poly(ethylene terephthalate). Washington, D.C.: NASA Technical Note, 1968. 16 p.
HUGGINS, M. L. Properties of rubber solutions and gels. Industrial and Engineering Chemistry, vol 35, p. 216-220, 1943.
JIA, X.; LI, G.; SUI, G.; LI, P.; YU, Y.; LIU, H.; YANG, X. Effects of pretreated polysulfonamide pulp on the ablation behavior of EPDM composites. Materials Chemistry and Physics, vol. 112, p. 823-830, 2008.
JIANG, A.; HAMED, G. R. Crosslinking of ethylene propylene diene monomer (EPDM) by buckminsterfullerene. Akron, Estados Unidos. Polymer Bulletin, n° 38, p. 545-549, 1997.
KNIBBE, D. E. Diffusion-controlled stress relaxation of swollen rubber-like networks. 1968. 57 p. Teses (Doutorado) – Química, Universitaire pers
Rotterdam, Rotterdam, Holanda, 1968.
KOLE, S.; CHAKI, T. K.; BHOWMICH, A. K.; TRIPATHY, D. K. Effect of compatibiliser, curing sequences and aging on the thermal stability of silicon rubber, EPDM rubber and their blends. Polymer Degradation and Stability, vol. 41, 1993. p. 109-115
LIANG, C. Y.; KRIMM, S. Infrared spectra of high polymers. Part IX: Polyethylene Terephthalate. Journal of Molecular Spectroscopy, vol. 3, p. 554-574, 1959.
MAHOMED, A. Properties of elastomers for small-joint replacements., 2008.
329 p. Tese (Doutorado) – School of Metallurgy and Materials, School of Mechanical Engineering, The University of Birmingham, Birmingham, Inglaterra, 2008.
MARK, J. E.; ERMAN, B.; EIRICH, F. R. Science and technology of rubber. 3ª edição. San Diego: Elsevier, 2005. 762 p.
MARTINS, F. G. Aula 6 – Polímeros de engenharia: material de aula, UDESC.
Joinville , 2013. 75 p. Disponível em: <http://www.joinville.udesc.br/portal/professores/franciscogm/index.php?pg=materiais> Acesso em 22/01/14.
89
MCKENNA, H. A.; HEARLE, J. W. S.; O’HEAR, N. Handbook of fiber rope technology. Cambridge: Woodhead Publishing Limited. 2004. 432 p.
MENEGHETTI, S. M. P.; MENEGHETTI, M. R.; BRITO, Y. C. A reação de transesterificação, algumas aplicações e obtenção de biodiesel. Revista Virtual de Química, vol. 5, n° 1. p 63-73. Data de publicação na Web: 17 de janeiro de
2013.
METSO MINERALS. Trellex heat resistant conveyor belts: catálogo. Suécia, 2002. 8 p. Brochura n° 1376-04-02-WPC/Trelleborg-English.
MP BIOMEDICALS. Dimethyl sulfoxide. Disponível em:
<http://www.mpbio.com/product.php?pid=02196055&country=30> Acesso em 24/01/12
OMIDIAN, H.; HASHEMI, S.; ASKARI, F.; NAFISI, S. Swelling and crosslink density measurements for hydrogels. Iranian Journal of Polymer Science and Technology, vol.3, n° 2, p. 115-119, 1994.
PEPPAS, N. A. Kinetics of smart hydrogels. Em Reflexive Polymers and Hydrogels: Understanding and Designing Fast-responsive Polymeric Systems, YUI, N; MRSNY, R; PARK, K., p. 99- 113. Boca Raton: CRC Press, 2004.
PEREJÓN, A.; SÁNCHEZ-JIMÉNEZ, P. E.; GIL-GONZÁLEZ, E.; PÉREZ-MAQUEDA, L. A.; CRIADO, J. M. Pyrolysis kinetics of ethylene-propylene (EPM) and ethylene-propylene-diene (EPDM). Polymer Degradation and Stability, vol.
98, p. 1571-1577, 2013.
PINTO, L.D. Proposta de diretrizes para gestão dos resíduos de borracha de correias transportadoras de minérios: Um estudo de caso. 2011. 121 p.
Dissertação (Mestrado em Sistemas de Gestão) – Universidade Federal Fluminense, Niterói, 2011.
SANCHES, N. B.; DINIZ, M. F.; REIS, T. B.; CASSU; S. N.; DUTRA, R. C. L. Avaliação do uso de técnicas PIR-G/FT-IR para caracterização de elastômeros. Polímeros: Ciência e Tecnologia, vol. 16, n° 3, p. 211-216, 2006.
SEMPERFLEX. Products – Semperit AG Holding. Disponível em: http://www.semperflex.com/en/rubber-sheeting/products/ Acesso em: 24/02/2014.
SILVÉRIO, F. O.; BARBOSA, L. C. A.; PILÓ-VELOSO; D. A pirólise como técnica analítica. Quim. Nova, vol. 31, n° 6, p. 1543-1552, 2008.
SILVERSTEIN, R. M.; WEBSTER, F. X.; KIEMLE, D. J. Spectrometric identification of organic compounds. 7ª edição. Nova Iorque: John Wiley & Sons, 2005. 550 p.
SOUZA, A. Estudo experimental do comportamento viscoelástico não linear de buchas de borracha sob solicitações estáticas e dinâmicas., 2013. 131 p Dissertação (Mestrado em Desenvolvimento, Processamento e Caracterização de Materiais) – Engenharia de Materiais, Universidade Federal de Itajubá, Itajubá, 2013.
90
TERA CHEM. IR spectrum of Nylon 6,6. Institute of Chemstry, University of
Tartu, Estônia. Disponível em: <http://tera.chem.ut.ee/IR_spectra/index.php?option=com_content&view=article&id=92&Itemid=63> Acesso em: 10/02/14
TREOLAR, L. R. G. The physics of rubber elasticity. Oxford: OUP Oxford,
2005. 310 p.
WARD, I. M.; SWEENEY, J. An introduction to the mechanical properties of solid polymers. 2ª edição. Chichester: John Wiley & Sons Ltd, 2004. 395 p.
WESTERN RUBBER & SUPPLY, INC. Overseas compounds: catálogo. 2014, 1
p.
WHINFIELD, J. R.; DICKSON,J.T. E I Du Pont de Nemours & Co Inc. Polymeric linear terephthalic esters. U.S. Patent 2,465,319 (22 de Março de 1949)
WHINFIELD, J. R.; DICKSON,J.T. ICI Ltd. Improvements Relating to the Manufacture of Highly Polymeric Substances. U.K. Patent 578,079 (14 de
Junho de 1946)