Buyer-Supplier Co-Development in UK Automotive Manufacturing: Closing the Continuous Improvement...
23
Buyer-Supplier Co-Development in UK Automotive Manufacturing: Closing the Continuous Improvement Loop Philip Southey Senior Lecturer, Coventry University Manufacturing & Supply Chain Management Centre, School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. Tel: +44 (0)2476 838871, Fax: +44 (0)2476 553007, E-mail: [email protected] Dr. Derek Steeple Director, Coventry University Manufacturing & Supply Chain Management Centre, School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. Tel: +44 (0)2476 838274, Fax: +44 (0)2476 838033, E-mail: [email protected] Mirko Wilhelm Research Student, Coventry University Manufacturing & Supply Chain Management Centre, School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. E- mail: [email protected] 1
Transcript of Buyer-Supplier Co-Development in UK Automotive Manufacturing: Closing the Continuous Improvement...

Buyer-Supplier Co-Development in UK Automotive Manufacturing:
Closing the Continuous Improvement Loop
Philip Southey
Senior Lecturer, Coventry University Manufacturing & Supply Chain Management
Centre, School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. Tel:
+44 (0)2476 838871, Fax: +44 (0)2476 553007, E-mail: [email protected]
Dr. Derek Steeple
Director, Coventry University Manufacturing & Supply Chain Management Centre,
School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. Tel: +44
(0)2476 838274, Fax: +44 (0)2476 838033, E-mail: [email protected]
Mirko Wilhelm
Research Student, Coventry University Manufacturing & Supply Chain Management
Centre, School of Engineering (T-Block), Priory Street, Coventry, CV1 5FB, UK. E-
mail: [email protected]
1
Buyer-Supplier Co-Development in UK Automotive Manufacturing:
Closing the Continuous Improvement Loop
Biographical Notes
Phil Southey is a Senior Lecturer and Researcher within the Manufacturing and Supply
Chain Management Centre of the School of Engineering at Coventry University. His
research interests include supplier development and supply chain integration. He is a
Fellow of the Chartered Institute of Purchasing and Supply and is on the organising
committee of IPSERA, the International Purchasing and Supply Education and
Research Association.
Dr Derek Steeple is the Director of the Manufacturing and Supply Chain Management
Centre at Coventry University, providing support to small and medium sized companies
in the automotive and other industries. He received his PhD from the University of
Nottingham.
Mirko Wilhelm holds a Diplomwirtschaftsingenieur degree from Westsächsische
Hochschule (FH) Zwickau in Germany and a BSc & MSc from Coventry University,
UK
2

Buyer-Supplier Co-Development in UK Automotive Manufacturing:
Closing the Continuous Improvement Loop
Abstract
Many vehicle manufacturers are now engaging their suppliers in co-development
relationships which require the supplier to take full responsibility for the design,
manufacture and warranty of their supplied parts. In doing this, both parties seek to gain
competitive advantage by more fully leveraging their respective technical, human and
financial assets for improved performance. While simple in theory, this practice of
closer supplier integration from the vehicle development stage onwards poses many
challenges for both buyer and supplier. This paper explores some of the problems
encountered in co-development relationships, investigates the key challenges for
establishing robust co-development processes and proposes some practical steps which
can lead to improved co-development performance. Case study companies include
Jaguar Cars Ltd, and the UK arms of Toyota and Nissan.
Keywords: automotive; co-development, full service supplier; supplier integration;
design; organisational learning, lessons learnt
3

Buyer-Supplier Co-Development in UK Automotive Manufacturing:
Closing the Continuous Improvement Loop
1. Introduction
Intense competitive pressures and increasing consumer focus in today's global
automotive industry are leading to the need for shorter product development cycles and
tighter affordable business structures to underpin the viability of new vehicle
development programmes. Consequently, there are now great pressures on carmakers to
achieve ‘right first time’ and ‘on-time’ designs for new vehicle developments. Any
unplanned or additional design effort or late design changes can have serious
consequences on the timing, quality and costing of a vehicle development programme.
When these trends are coupled with the increasing tendency towards using “full service
suppliers” (i.e. suppliers who take full responsibility for all aspects of sub-system
design, manufacture, programme management and warranty), it can be seen that the
close alignment and integration of the vehicle manufacturers (VMs) with their suppliers
at all stages in a vehicle development programme is critical to meeting overall project
objectives.
2. What is Co-development?
Co-development can be defined as:
the co-ordinated development effort in timing and substance of the various
buyer-supplier organisational disciplines that span the life-cycle of new
products.
Nissan UK define co-development as:
4

"Co-development = Meeting the same goals, synchronously"
2.1 Early Supplier Involvement
In recent years “early supplier involvement” (ESI) in the design, development and
manufacturing stages of a product's life has been identified to be key to successful new
product development [Moody, 1992; Liker et al., 1998; Dowlatshahi, 1998].
Dowlatshahi [1998] argues that ESI is a “means of integrating supplier's capabilities in
the buying firm’s supply chain system and operations”. Reduced cost, improved quality
and design for manufacturability are identified by Liker et al. [1998] as beneficial
outcomes of early supplier involvement. Added to this, of course, can also be greater
customer satisfaction due to improved product performance.
However, in such a fiercely competitive marketplace as the automotive industry, VMs
are looking for further ways to leverage more value and lower total costs from their
supply chains. One way of doing this is by the use of ‘full service suppliers’. A 'full
service supplier' can be defined as:
"a supplier who takes full responsibility for design, manufacture, testing,
prototyping, programme management, warranty, legal requirements, product
liability and aftermarket requirements for a whole car subsystem."
These subsystems suppliers can be either modular systems suppliers or system
integrators or both. A system integrator is a supplier who designs a complete system
and supplies a collection of components that perform together as a system, but which
cannot be delivered in one piece to the car plant, for example braking systems, electrical
harnesses, heating and ventilating systems, etc. In contrast, a modular system supplier
supplies a set of components that are delivered in one assembly as a 'module' to the
5

manufacturer’s site (like bumper systems, dashboard systems, seat systems etc.).
Modular systems are usually delivered sequentially and just-in-time.
The specifications of the subsystem have to be determined jointly by the VM and the
Full Service Supplier in the pre-concept stage [Kamath and Liker, 1994]. The customer
provides only performance specifications and space constraints for the manufactured
product [Liker et. al., 1998]. The advantage of using Full Service Suppliers is that they
“can bring in innovation and the industry’s best practices” [Minahan, 1998] due to their
expertise and experience in one specific area of the car and their relationship to different
car manufacturers at any one time.
With the recent trend, particularly in western VMs towards appointing full service
suppliers, several important issues have emerged for car assemblers:
1. How to select and implement full service supplier agreements?
2. How to effectively co-ordinate full service suppliers during the design and
manufacturing process?
3. How to align and integrate the supplier's design, development, information and
logistics processes with their own?
4. How to effectively capture ‘lessons learnt’ from full service suppliers for re-use on
subsequent vehicle programmes?
Dowlatshahi [1998] has developed a conceptual framework in order to implement ESI
focusing on product design and development. This framework comprises four
requirements, namely design, procurement, supplier, and manufacturing. Design,
manufacturing and procurement are three vital and relevant internal functions.
Combining these with the external supplier area gives four essential parts for the
implementation of an effective ESI programme.
6

The first building block in Dowlatshahi's framework is design. The tasks performed in
design have a significant impact on procurement, supply and manufacturing. The
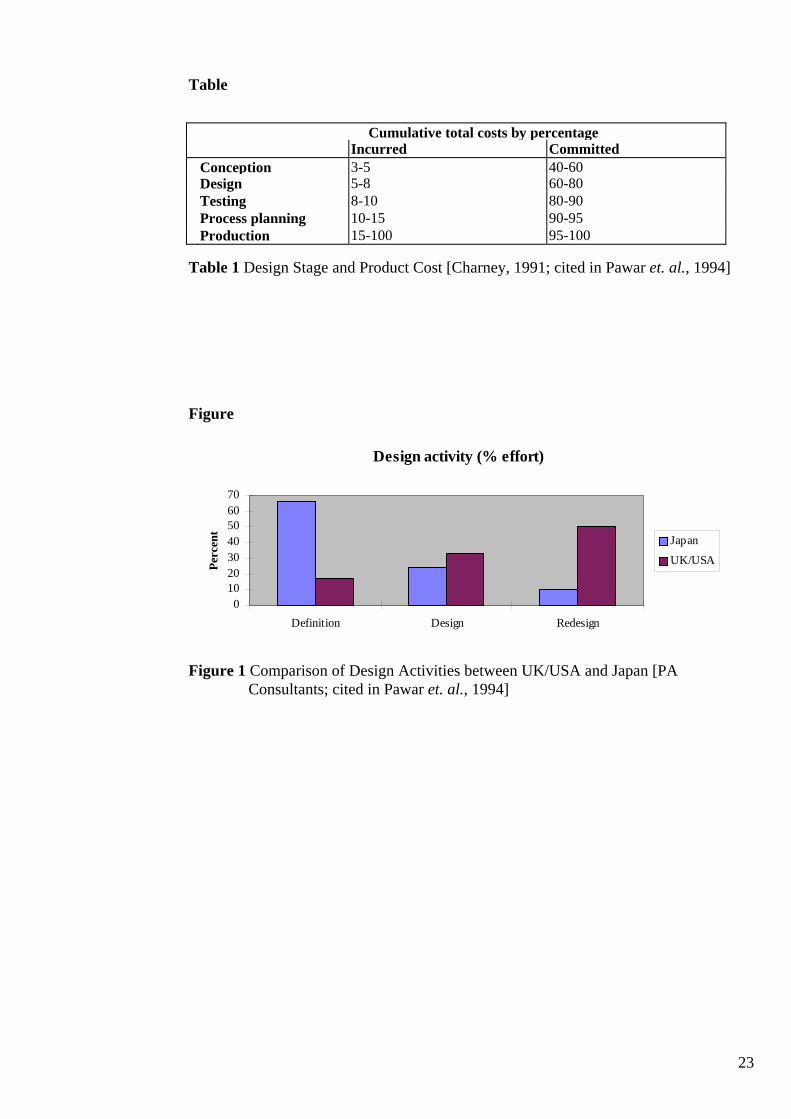
following Table 1 shows that between 5% and 8% of the total product costs are
incurred at the design stage, but that between 60% and 80% of these costs are
committed during design. In addition, Dyer [1996] argues that 70% of quality problems
in automotive components are caused due to poor design. It is, therefore, highly
recommended [Dowlatshahi, 1998] that purchasing, manufacturing and the supplier are
all involved early in critical design issues.
Table 1
In Japanese companies, around 65% of design effort is spent in defining the new
product, whilst designing the actual product counts for only 25% of the design effort,
and less than 10% of the time is spent on redesign. This is in sharp contrast to their
Western counterparts where around 50% of design efforts are devoted to changing and
redesigning parts and products (Figure 1).
Figure 1
In Japanese companies a significant amount of preplanning time is spent on achieving
agreement on what the product is intend to be - its features, colour, shape, price, etc.
Once these specifications have been finally agreed, Japanese companies tend to adhere
strictly to them and implementation proceeds quickly. Due to this concentration on the
up-front activities of pre-planning, Japanese companies experience far fewer
interruptions during the development stage or after launch. Thus, time spent up front
7

with researching, analysing, planning and building consensus shortens the product
development cycle and accelerates time to market for new products [Jacobs and Herbig,
1998].
This explains why “throughout the 1980’s, Honda and Toyota consistently introduced
new models every three years, compared with a five-year cycle for General Motors and
Ford. As a result, these auto makers gained market share at the expense of their US
rivals” [Birou and Fawcett, 1994]. In fact, new and faster product introduction has
become a competitive weapon in being able to respond quickly to customer needs.
2.2 Organisational Learning
After the successful selection, implementation and co-ordination of the Full Service
Supplier three more question arise:
• How to capture ‘lessons learnt’ in design and manufacturing from the supplier during
and after product introduction?
• How to transfer the ‘lessons learnt’ to subsequent vehicle programmes (or to new
suppliers)?
• How to embed the ‘lessons learnt’ into future designs, whether they be at the VM or
at the supplier or at the VM/supplier interface?
The capture, application and embedding of ‘lessons learnt’ within a Full Service
Supplier environment is a complex task for any vehicle manufacturer. Capturing
‘lessons learnt’ relates to organisational learning. From the literature four stages of
learning have been identified [Huber, 1991; DiBella et al., 1996]:
8

• Knowledge acquisition.
• Knowledge dissemination.
• Knowledge utilisation.
• Knowledge keeping.
2.2.1 Knowledge acquisition
is the development of new core skills and/or core competencies. It can be separated into
internal and external knowledge acquisition.
Internal knowledge is generated within a company in the various departments and
through past projects. This knowledge can lead to sustainable competitive advantage
[Yelle, 1979; Henderson, 1979, cited in Ingram and Baum, 1997]. However they also
argue that learning solely from one's own experience can constrain capabilities in a fast
changing world because it may lead the organisation “into competency traps, where it
focuses on perfecting routines” [March, 1991; Levinthal and March, 1993; Simon,
1993, cited in Ingram and Baum, 1997] which are not suitable in a competitive
environment.
External knowledge can be gained through [Lane and Lubatkin, 1998]:
• Passive learning (journals, seminars, consultants)
• Active learning (bench-marking, competitor intelligence)
• Interactive learning from supplier and/or customer
However, only interactive learning will enhance a firm’s strategic capabilities (Lane
and Lubatkin, 1998) since this is a unique source of learning, whereas the knowledge
gained from passive and active learning is tradable and therefore available to
competitors as well, and so is unlikely to add to strategic capabilities.
9

2.2.2 Knowledge dissemination
is the spread of knowledge within an organisation and amongst the members of the
organisation.
2.2.3 Knowledge utilisation
is referred to as the use and application of the acquired new knowledge in different
situations.
2.2.4 Knowledge keeping
is concerned with storing and retrieving of information gained in the past [Huber,
1991].
Jacobs and Herbig [1998] identified that there is a devotion to learning in Japanese
companies. Learning occurs continuously and leads to the process of continuous
improvement. Due to constant job rotation this knowledge is disseminated throughout
the company and subsequent projects [Jacobs and Herbig, 1998].
In Japanese companies the culture of learning is supported in a very prescriptive
manner. At Toyota, ‘Why’ is asked five times or more in order to identify the root
causes of problems [Shingo, 1989]. This method prevents Toyota from finishing their
investigations before they reached the core of the problem. To find the root cause of the
problem is the ultimate goal of continuous improvement [Shingo, 1989].
In addition to the five ‘why’s’, Honda uses a different approach - the ‘3A’ method. The
‘3A’ method is part of Honda of America’s successful “Best Practice” programme, and
‘3A’ means: [Nelson et. al., 1998]
• Go to the actual place where the failure occurred
• See the actual part which caused the problem
10

• Learn from the actual situation
This strongly emphasises the use of the experience from the associates on the ‘shop
floor’. With this method, Honda advocate that future failures can be effectively
prevented.
3. Research Methodology
This research was based upon case study data collected from three VMs based in the
UK (Jaguar, Toyota and Nissan) and a number of their first tier suppliers. The methods
used for the data collection comprised a combination of semi-structured interviews,
participant observation, VM supplier workshop attendances and supplier visits.
Extensive literature review was used to underpin conceptual understanding and to
develop a set of semi-structured interview questions for all participants.
4. The Case Study Companies
4.1 Jaguar Cars Ltd
Jaguar Cars Ltd is a wholly owned subsidiary of the Ford Motor Company, and as such
has adopted the Ford Product Development System (FPDS) as the overall control
process for all new vehicle developments. FPDS embraces the inputs from both Jaguar
and it's supply base, and requires full service suppliers to provide integral members of
the programme module sub-teams working on sub-systems development.
Currently, lessons learnt from suppliers are captured via the Advanced Product Quality
Planning (APQP) process. The APQP process focuses on total customer satisfaction and
has established defined steps to ensure this is achieved. The APQP team is a cross-
functional team with members from both Jaguar and the supplier. Notes of lessons
11
learnt meetings are recorded on the Automated Issues Matrix (AIMS) database for
raising, tracking and resolving issues and are also forwarded to a Launch Readiness
Review (LRR) meeting from which they are disseminated to other programmes.
The global platform of the Jaguar S-Type was jointly designed by Jaguar and Ford
engineers in Dearborn, North America. The unique parts of the S-Type were completely
designed in Coventry, UK. The car has been manufactured in the UK, using some
common platform suppliers and some unique suppliers.
In the lessons learnt meetings which happen at each programme gateway, ‘Things Gone
Right’ (TGR) and ‘Things Gone Wrong’ (TGW) are discussed and documented in the
form of a written report which is circulated to all team members at both Jaguar and the
supplier.
4.2 Toyota (UK)
At Toyota, capturing lessons learnt is considered to be a fundamentally important issue
because the company strives for continuous improvement as a means of gaining
competitive advantage. At Toyota nobody starts a new vehicle project without doing a
full review of lessons learnt from previous projects.
Toyota always conducts reviews during the course of each project against a defined
measurement matrix set up at the beginning of the project.
At Toyota the manufacturing associates on the shop floor are considered to be the most
important asset in capturing lessons learnt. Other functions support them and ask them
for their opinions, and, in respect of applying lessons learnt, designers are in a role
which ‘serve’ the pursuit of manufacturing excellence.
12

Lessons learnt are usually hand written and stored with the person who discovered the
lesson. This emphasises the culture of going to the spot and learning the actual situation,
in a similar way to Honda.
Toyota uses drawing reviews to bring in learning points from previous projects at the
very beginning of each new programme. In these drawing reviews the manufacturing
engineers layout the shop and contribute their ideas before the prototype is made.
Toyota aim for constancy in the design and manufacturing teams, which ideally allows
the same team to remain all the way through the vehicle programme from design to
launch and manufacturing. Therefore the team retains ownership and accountability for
all problems and issues.
Also, design and manufacturing people discuss together lessons learnt. On any
programme, Toyota manufacturing associates generally present to designers around four
thousand lessons learnt. These lessons are then reviewed and evaluated for workability,
cost and safety. At the end usually about two hundred lessons are applied by design on
the next vehicle programme.
All reviews are summarised on ‘A3 sized paper Management reviews’ and all lessons
are visualised with small pictures for better understanding.
At Toyota, new programme teams are set a target not to repeat any lessons learnt from
previous programmes and additionally to achieve a further 10 % improvement on the
new programme.
In order to capture lessons learnt from their suppliers, Toyota hires a big warehouse
where all major components are displayed on the wall. Above each component, all cost
saving suggestions from the supplier are recorded. Below each component, all
improvement recommendations suggested by Toyota manufacturing engineers are
recorded. Design engineers who are in charge of the component visit the warehouse and
pick up the learning points for their components. They subsequently transfer these
13

lessons learnt to future designs and the assembly line and so contribute to further
improvements.
4.3 Nissan (UK)
Nissan’s European Technology Centre (NETC) and Cranfield University, both based at
Cranfield, UK have recently undertaken a three year, three million pound co-
development research project called ‘Cogent’ involving the participation of eighty five
of Nissan’s suppliers. The main objective of this project was to improve the co-
development capabilities of Nissan and it’s suppliers in order to reduce both product
development times and costs by a targeted 30 percent in three years. They identified
that the suppliers design and development processes have to be of a very high standard
in order to achieve ‘right first time’ designs and hence avoid late engineering changes
and duplication of effort. Therefore NETC has undertaken workshops at several levels
of supplier management in order to develop, communicate and embed their co-
development process understanding.
Nissan identified that if the design is right first time, with early concurrent input from
suppliers and manufacturing associates, then fewer additional costs subsequently occur
during the design release, testing, manufacturing and assembly stages. With the earlier
involvement of suppliers up front in the pre-design stage, such engineering change costs
have been taken out and hence duplication avoided. At the design and development
stage Nissan applies all lessons learnt from previous projects.
Co-development is primarily concerned with alignment. Internal consistency between
the customer’s and supplier’s processes is an important pre-requisite for significant co-
development improvement. An objective measurement system is also an important
element in driving real improvements at Nissan and it's supply base.
14

NETC use the ‘Merlin exercise’ to identify common problems existing between
themselves and their suppliers. The ‘Merlin exercise’ is an effective way for both
problem solving and the generation of strategic plans in a company through combining
free-form simulation and scenario planning [Fulmer et al, 1998]. Usually participants
project themselves into a future ideal state of having successfully completed a new
product development. Then through a process of visualisation of that ideal state,
participants work backwards and imagine how they got there, what actions they
undertook to get there, what problems occurred along the way and how they overcame
any obstacles. After identifying all the problems, each individual issue is then uniquely
addressed and solutions are jointly developed between Nissan and the supplier. Many of
the issues identified subsequently turn out to be common across most suppliers, so
standard processes can then be evolved to deal with them. The major issues revealed on
a real development project between Nissan and its co-development suppliers were trust,
communication, willingness to share confidential information and cost. Through
working through these issues jointly with their suppliers, and through jointly developing
an objective (rather than subjective) performance measurement system for design and
development processes, Nissan have achieved the following substantial improvements
on their replacement model for the Nissan Almera:
• 30% faster design time
• 40% reduced design budget
• 34% reduced part cost - across the vehicle
5. Research Findings
5.1 The Drivers for Co-development and the Capturing of Learning
15

From the above data collected from the three VMs, the following driving forces were
identified as reasons why VMs wish to establish co-development and lessons learnt
processes with their first tier suppliers:
1. Cost reductions from the capture of 'cost-down' ideas prior to design commitment
enable the embedding of savings at the pre-conception stage.
2. Cost reductions can be achieved through the standardisation of designs and design
processes between VM and supplier.
3. Aligned customer/supplier design processes leading to reduced design time and more
robust design solutions with fewer engineering changes.
4. Co-development and ‘lessons learnt’ capture lead to higher designed-in product
quality leading to higher customer satisfaction and reduced risk of product failure.
5. The embedding of processes which address environmental issues, (e.g. reducing
waste & scrap, improving energy management etc.) and attack environmentally
harmful or inefficient processes (e.g. changing from toxic paint plant chemicals,
recycling paper, specifying reusable packaging etc) leads to lower total costs, lower
environmental impact costs and an improved public profile.
5.2 The Barriers to Improving Co-development Performance
From analysis of the case study data, the barriers identified for all three VMs in seeking
to improve their co-development performance were found to be:
5.2.1 Trust
How to develop trust and sufficient levels of openness for effective co-operation and
co-development to take place between VMs and suppliers, and also internally
16

between functions.
5.2.2 Communication
How to communicate effectively when time differences, cultural differences and the
reduced opportunity for people to meet face to face occur due to the global
nature of the industry.
5.2.3 Geography
How to ensure that ‘lessons learnt’ are captured and effectively communicated when the
design occurs in one part of the globe (e.g. the USA), and the product is
manufactured and assembled in another location (e.g. Europe).
5.2.4 Supplier Changes
How to ensure that if supplier A is chosen to supply one car model but supplier B is
chosen for the subsequent or parallel vehicle programme, then the lessons that
are captured and learnt by supplier A are transferred (by the VM) to supplier B
in order to prevent the same mistakes being repeated again and again.
5.2.5 Constancy of Design Teams
How to establish constancy within project teams responsible for a vehicle development
in order to underpin the process of capturing, communicating, feeding back and
embedding lessons learnt. The challenge of accommodating staff changes (e.g.
because people leave or get promoted), and the increasing use of temporary
contract labour to balance the peaks and troughs in demand presents a very
complex task for the remaining members of the teams.
17
5.2.6 Capturing ‘lessons learnt’
How to effectively capture and channel the interactive learning which takes place
between VMs and supply partners for competitive advantage. At present,
differences in the initiatives, operating systems and demands of the various VMs
make it difficult for suppliers to implement standardised common ‘lessons
learnt’ processes, resulting in sub-optimised overall performance.
5.2.7 Alignment
How to align the objectives and targets of VMs and suppliers for breakthrough
improvements in co-development performance.
5.2.8 Developing Common Industry Standards
How to standardise common measures and best practice processes used across major
VM customers and their suppliers in order to remove the waste associated with
similar but bespoke parallel demands emanating from each VM causing
suppliers to suffer from "initiative overload". This is similar to the problems
caused by multiple quality systems prior to the introduction of the common
QS9000 quality standard pioneered by Ford, Chrysler and General Motors.
6. Underpinning Improved Co-development Performance
From these findings, and particularly from the Nissan Cogent programme, the following
eight elements have been found to underpin improved co-development performance:
1. Co-development is primarily concerned with alignment of objectives, processes and
targets, not with improving suppliers design expertise.
18

2. Internal consistency within the customer is an important pre-requisite for
significant co-development improvement.
3. Improving communication and openness between a VM and it's suppliers is
accelerated by using a third party facilitator who's role is to help make the process
objective, impartial and transparent in agreeing joint improvement actions
4. An objective performance measurement system is the best steering mechanism for
setting and achieving improvement targets.
5. Enormous attention to detail is required in order to remove the potential for stress
and mistrust between VM's and supplier's representatives, and to ensure that agreed
processes are repeated and embedded as a common way of working.
6. Co-development performance improvement is best pioneered on a real development
project, so that all participants are focused by real targets and deadlines. Then
events and workshops act as key 'accelerators' in the process and establish "real
moments" of people joining together in a common purpose on a common project.
7. Co-development improvement requires enormous amounts of planning and
execution time in order to overcome people's natural fear, mistrust and resistance to
change. Additional investment in planning and execution time is further required in
order to align people's perceptions, processes and targets, which then in turn focus
participants on delivering joint performance improvements.
8. The intangible elements of a successful co-development programme include a
strong belief in the principles of co-development, a tight process, great attention to
detail to ensure the co-development processes become embedded, and a lot of effort
and determination to overcome numerous "insurmountable problems" and people
issues.
19

7. Conclusion In conclusion, it was observed that all three VMs and almost all the suppliers
interviewed had very good design teams and internal processes for design and
development. The challenge of how to improve their co-development performance was
therefore not concerned with the quality of their people or of their respective
organisational processes or of their design skills, but more with how the separate
processes and design teams of each organisation could be integrated and aligned to
improve their combined performance.
Acknowledgements
We would like to thank Jaguar Cars Ltd, Toyota Motor Manufacturing (UK) and Nissan
Motor Manufacturing (UK) for their generous assistance with this research.
References
Birou, L.M. and Fawcett, S.E. (1994), “Supplier involvement in integrated product
development: a comparison of US and European practices”, International Journal of
Physical Distribution & Logistics Management, Vol. 24, No. 5, pp. 4-14
DiBella, A.J., Nevis, E.C. and Gould, J.M. (1996), “Understanding Organisational
Learning Capability”, Journal of Management Studies, Vol. 33 No. 3, pp. 361-79
Dowlatshahi, S. (1998), “Implementing early supplier involvement: a conceptual
framework”, International Journal of Operations & Production Management, Vol. 18
No. 2, pp. 143-67
Dyer, J.H. (1996), “How Chrysler created an American keiretsu”, Harvard Business
Review, Vol. 74, No. 4, pp. 42-56
20
Fulmer, R.M., Gibbs, P., Keys, J.B. (1998), “The second generation learning
organisations: new tools for sustaining competitive advantage”, Organisational
Dynamics, Vol. 27 No.2, pp. 7-20
Huber, G.P. (1991), “Organisational learning: the contributing processes and the
literature’s”, Organisation Science, Vol. 2, No. 1, pp. 88-115
Ingram, P. and Baum, J.A.C. (1997), “Opportunity and Constraint: Organisations’
Learning from the Operating and Competitive Experience of Industries”, Strategic
Management Journal, Vol. 18 Summer Special Issue, pp. 75-98
Jacobs, L. and Herbig, P. (1998), “Japanese product development strategies”, Journal of
Business & Industrial Marketing, Vol. 13 No. 2, pp. 132-54
Kamath, R.R. and Liker, J.K. (1994), “A second look at Japanese product
development”, Harvard Business Review, Vol. 72 No. 6, pp. 150-70
Lane, P.J. and Lubatkin, M. (1998), “Relative absorptive capacity and inter-
organisational learning”, Strategic Management Journal, Vol. 19 No. 5, pp. 461-77
Liker, J.K., Kamath, R.R. and Wasti, S.N. (1998), “Supplier involvement in design: a
comparative survey of automotive suppliers in the USA, UK and Japan”, International
Journal of Quality Science, Vol. 3, No. 3, pp. 214-38
Liker, J.K., Kamath, R.R. and Wasti, S.N. (1998), “Supplier involvement in design: a
comparative survey of automotive suppliers in the USA, UK and Japan”,
International Journal of Quality Science, Vol. 3 No. 3, pp. 214-38
Minahan, T. (1998), “Full-service suppliers offer peek at supply base of the future”,
Purchasing on-line, February 12, at:
http://www.manufacturing.net/magazine/purchasing/
21

Moody, P.E. (1992), “Customer supplier integration: why being an excellent customer
counts”, Business Horizons, Vol. 35 No. 4, pp. 52-8
Nelson, D., Mayo, R. and Moody, P.E. (1998), “Powered by Honda: Developing
Excellence in the Global Enterprise”, John Wiley & Sons Inc., New York
Pawar, K.S., Menon, U. and Riedel, J.C.K.H. (1994), “Time to market”, Integrated
Manufacturing Systems, Vol. 5, No. 1, pp. 14-22
Shingo, S. (1989), “A study of the Toyota production system from an industrial
engineering viewpoint”, Productivity Press, Cambridge
Southey, P.J., Wilhelm, M., John, M. Archer, G. “Capturing lessons learnt in complex
design & manufacture supply chains at Jaguar Cars Ltd.”, Proceedings of the Logistic
Research Network Conference 1999, Newcastle Business School, University of
Northumbria, Newcastle, UK, (available from Institute of Logistics, Corby UK)
Wilhelm, M. (1999), ”Developing learning in Jaguar’s extended enterprise”,
Unpublished MSc-Thesis, Coventry University (available from P. Southey)
22
Table
Cumulative total costs by percentage Incurred Committed Conception 3-5 40-60 Design 5-8 60-80 Testing 8-10 80-90 Process planning 10-15 90-95 Production 15-100 95-100
Table 1 Design Stage and Product Cost [Charney, 1991; cited in Pawar et. al., 1994]
Figure
Design activity (% effort)
010203040506070
Definition Design Redesign
Perc
ent
Japan
UK/USA
Figure 1 Comparison of Design Activities between UK/USA and Japan [PA Consultants; cited in Pawar et. al., 1994]
23