BOBİNLEME, KATLAMA \u0026 KATLI BÜKÜM İPLİKÇİLİĞİ MAKİNALARI (RİNG BÜKÜM, ÇİFT...
56
T.C. GAZİANTEP MESLEK YÜKSEK OKULU TEKNİK PROGRAMLAR TEKSTİL BÖLÜMÜ HAZIRLAYANLAR: BEHZAT YILDIRIM MEHMET UĞUR ŞAHİN ADNAN KIRTAK TEZ DANIŞMANI: D. CANAN ÇELİKEL BOBİNLEME, KATLAMA & KATLI BÜKÜM İPLİKÇİLİĞİ MAKİNALARI (RİNG BÜKÜM, ÇİFT BÜKÜM, HAMEL MAKİNALARI) GAZİANTEP – 2010
Transcript of BOBİNLEME, KATLAMA \u0026 KATLI BÜKÜM İPLİKÇİLİĞİ MAKİNALARI (RİNG BÜKÜM, ÇİFT...
T.C.
GAZİANTEP MESLEK YÜKSEK OKULU
TEKNİK PROGRAMLAR TEKSTİL BÖLÜMÜ
HAZIRLAYANLAR:
BEHZAT YILDIRIM
MEHMET UĞUR ŞAHİN
ADNAN KIRTAK
TEZ DANIŞMANI:
D. CANAN ÇELİKEL
BOBİNLEME, KATLAMA & KATLI BÜKÜM
İPLİKÇİLİĞİ MAKİNALARI (RİNG BÜKÜM,
ÇİFT BÜKÜM, HAMEL MAKİNALARI)
GAZİANTEP – 2010
1
İÇİNDEKİLER sayfa
ÖNSÖZ 3
GİRİŞ 4
İplik Üretiminden Sonra Kullanılan Tanımlamalar 4
İplik Hazırlama ve Ön İplik Eğirmede Kullanılan Tanımlamalar 5
BOBİNLEME
1. GİRİŞ 5
2. BOBİNELEMENİN AMAÇLARI 5
3. İPLİĞİN BABİNLEENMESİ SIRASINDA GİDEERİLEN BAŞLICA HATALAR 6
4. SARIM TİPLERİ 6
5. SARIM TAMBURLARI 8
6. SARIM BOZMA SİSTEMLERİ 10
BOBİN MAKİNELERİ
1. YARI OTOMATİK BOBİN MAKİNELERİ 11
2. TAM OTOMATİK BOBİN MAKİNELERİ 12
A. Makine Bölümleri
A.1. Kops Besleme Ünitesi 13
A.2. Bobinleme Ünitesi 15
Fiksaj 21
BÜKÜME GİRİŞ
A. BÜKÜMÜN TANIMI 24
B. BÜKÜMÜN AMACI VE İPLİKTEKİ ETKİLERİ 25
C. BÜKÜM ÇEŞİTLERİ 25
C.1. Islak büküm 25
C.2. Katlı büküm 26
C.3. Çift Büküm 26
C.4. Fantezi Büküm 26
KATLI BÜKÜM MAKİNELERİ 26
1. Katlama Makineleri 27
2. Büküm Makineleri 31
3. Katlı Büküm Makineleri 32
A. ÇİFT (BİRE İKİ,TWO FOR ONE) BÜKÜM MAKİNELERİ 33
2
A.1. Çift Büküm Makinelerinde İşlem Prensibi 34
A.2. Çift Büküm Makinesinde Büküm 36
A.3. Çift Büküm Makinesinde Hareket İletimi 36
A.4. Çift Büküm Makinesinde Katlı İpliğin Sarım İçin Beslenmesi 37
A.5. Çift Büküm Makinelerinde Bobin Değiştirme İşi 37
A.6. Çift Büküm Makineleri Konstrüksiyonları 37
A.7. Ölçüm deney ve gözlemler 37
A.7.a. Uster Düzgünsüzlük Cihazı İle Düzgünsüzlük Ölçümü 38
A.7.b. Uster Mukavemet Cihazı İle Mukavemet Ölçümü 39
A.7.c. Two – For – One Büküm Makinelerinde Yapılan Deneyler 39
A.7.d. Kopma Mukavemeti Tayini Deney Sonuçları 40
B. RİNG BÜKÜM VE EĞİRME SİSTEMİ MAKİNELERİ 41
B1. RİNG EĞİRME SİSTEMİ 42
B.1.a. Ring eğirmenin prensibi ve özellikleri 43
B.1.b. Ring iplik eğirmenin avantajları 44
B.1.c. Ring iplik eğirmenin dezavantajları 44
B.1.d. Ring eğirme makinesi bölümleri 45
B.1.d.1. Ring eğirme makinesinde fitil besleme 46
B.1.d.2. Ring eğirme makinesinde çekim tertibatı 46
B.1.d.3. Ring eğirme makinesinde iğler 46
B.1.d.4. Ring eğirme makinesinde bilezik 47
B.1.d.5. Ring eğirme makinesinde kopça 48
B.1.d.6. Ring eğirme makinesinde balonlaşma ve balon ayırıcıları 49
B.1.d.7. Ring eğirme makinesinde üfleme ve emme tertibatları 49
B.1.d.8. Ring eğirme makinesinde büküm 50
B.1.d.9. Ring eğirme makinesinde sarım 51
B.1.d.10. Ring eğirme makinesinde verim ve otomasyon 51
B.1.d.11. Telef toplama tabancası 52
C. İÇİ BOŞ İĞLİ BÜKÜM METODU(HAMEL) 52
KAYNAKÇA 55
3
ÖNSÖZ
Bu çalışmada hazırladığımız konular; Bobineleme prensibi ve
makinaları, İplik katlama ve katlama makineleri, İplik bükümünün ve büküm makineleri, Çift büküm makinesi, Ring iplik eğirme sistemi ve
makineleri, Hamel büküm makinası bulunmaktadır.Bu projeyi
hazırlamaktaki amacımız, Tekstil proğramındaki öğrenci arkadaşlara yardımcı kaynak sunulmaktır.
Çalışmamıza bobinlemeden giriş yapılmış olup ipliğin kademe
kademe işlem basamaklarından geçerek katlı bir iplik haline gelmeyi anlatmış bulunuyoruz
Çalışmada emeği geçen, aramızda mesafeler olmasına rağmen
e-posta ile bize destek olmaya çalışan değerli hocam Prof. Dr. Yusuf
ULCAY ve Doç. Dr. Sunay Ömeroğlu’na , yardımlarını, desteğini, sabrını ve
bilgisini bizden esirgemeyen değerli hocamız Gaziantep Üniversitesi Teknik Proğramlar Tekstil Bölümü Öğretim Görevlisi Sayın Dilan Canan
ÇELİKEL’e teşekkürü borç biliriz.
Behzat YILDIRIM
Mehmet Uğur ŞAHİN
Adnan KIRTAK
Ocak, 2010
4
İPLİK ÜRETİMİNDEN SONRA KULLANILAN TANIMLAMALAR
İplik: Tekstilde kullanılabilir liflerden meydana getirilmiş lineer (doğrusal) bir
yapıdır. Tek Kat İplik: İplik makinesinde üretilmiş ve tek kat olarak kullanıma
sunulmuş ipliktir.
Katlı İplik: En az iki ipliğin, bükümsüz olarak bir araya getirilmiş halidir. 1. İplik 2. İplik
Büküm katlı iplik
Katlı Büküm: En az iki ipliğin, birlikte bükülmesiyle meydana getirilmiş lineer formdaki yapıdır. Katlı bükümlü iplik
Tek Basamaklı Büküm: İki veya daha fazla ipliğin, bir defada birlikte
bükülmesi işlemidir. *İki katlı bükümlü iplik
*Üç katlı bükümlü iplik *Dört katlı bükümlü iplik
Çok Basamaklı Büküm: İki veya daha fazla ipliğin, önce tek basamakla bükülüp sonra bükülmüş ipliğin tekrar katlanıp bükülmesiyle meydana getirilen
büküm işlemidir. Monofilament (Tek Filament): Kalınlığı 0,1 mm’ den daha çok olan ve tek
filamentten oluşan ipliktir.
Filament İplik: Kalınlığı 0,1 mm’ ye kadar olan, bir veya daha fazla sayıda bükümlü veya bükümsüz olarak bir araya getirilmiş filamentlerden oluşan ipliktir.
Tekstüre Filament İplik: Tek veya çok sayıda filamentten oluşan, kıvrım
kazandırılmış filament ipliktir. İPLİK HAZIRLAMA VE ÖN İPLİK EĞİRMEDE KULLANILAN
TANIMLAMALAR
Vatka: Tutam halinde açılmış ve inceltilmiş sentetik kütlelerinin; lif oryantasyonu (yönlendirilmesi) olmaksızın, genellikle 1 m eninde, 2 cm yüksekliğinde, yaklaşık 45 makine uzunluğunda ve 18 – 20 kg ağırlığında
sıkıştırılmış halidir.
Tülbent: Tek tek (bireysel) liflerin kısmen karmaşık bir düzen içerisinde bir araya getirilmesiyle oluşturulmuş ince yapıdır (bu işlem, tarak makinesi penyöründen malzemenin alınmasıyla oluşturulmaktadır). Bu yapı enine
toplanarak bant haline getirilir.
5
Kablo (Kimyasal Lif Bandı): Değişik kimyasal tekniklerle üretilmiş ve birbirine paralel filamentlerden meydana gelmiş kalın banttır. Daha sonraki
kademelerde ya filament iplik elde edilmesinde ya da kesikli lif üretimi için kullanılmaktadır.
Bant: Kesikli liflerin, kısmen karmaşık kısmen düzenli bir şekilde uzunlamasına bir araya getirildikleri lineer bir formdur.
Fitil: Bandın, çekilerek uzatılması ve hafif bir bükümle mukavemetli hale
getirilmiş şeklidir.
BOBİNLEME 1. GİRİŞ
Bobinleme işlemi,ipligin sıralı oldugu kops veya bobinden başka bir
bobine aktarılmasıdır.Bu işleme bobin aktarmada denir. İplikler üretildikten sonra kopslara veya open-end sisteminde oldugu gibi bobinlere sarılırlar.Bu aşamadan sonra iplik için iki yol vardır.Ya son mamül
olarak piyasaya sunulacak yadaişletme içi bir ara ürün olarak ele alınıp dokuma veya örme ünütesine sevk edilecektir.Eger iplik halinde piyasaya
sürülecekse kops halinde satılamayacagı için uygun bir şekilde müşteriye sunmak amacıyla bobinleme işlemi yapılır.
İplik dairesinden gelen kopslar 100-150 gr iplik içerir.Bu kopsların üzerinde:kalım ekleme yerleri,ince va kalın yerler,koza ve
kabuk parçaları gibi yabancı maddeler,uçuntular,gerilim farkları gibi bir takıma hatalar mevcuttur.Bütün bunlar,dokuma veya örme
sırasında randımanı düşürür ve dokunan veya örülen kumaşta hatalı yüzeylere,düzgünsüzlüklere neden olur.Bu nedenle iplik makinasından çıkna kopslar dokuma veya örme öncesinde hazırlık işlemlerinin
ilk basamağı olarak bobinleme işlemine tabi tutulur.
2. BOBİNLEMENİN AMAÇLARI
Genel olarak bobin sarmamnın genel amacı, daha sonraki makinalar için büyük ve aynı uzunlukta iplik ihtiva eden bobinlerin hazırlanması,ayrıca kopuş
ve dokuma hatalarına neden olacak iplik hatalarının giderilmesidir.Bobinleme işleminin amaçları şu şekilde sıralanabilir.
1- Doğrudan piyasaya sunulacak ipliklerin satış için uygun bobinlere sarılması bobinleme işlemi ile gerçekleştirilmektedir.
2- Atkı sarma,çözgü makinesi, büküm makinesi ve benzeri durumlar için ekonomik çalışma yönünde iplik bobin halinde sarılmalıdır.Böylece daha büyük çapta iplik içeren bobinler elde edilir.
3- Ring iplik makinesinde büküm kısa bir mesafede verilir.Büküm dagılımı düzgün degildir.İplik kops halinden bobin halinden bobin haline
geçerken büküm dagılımı düzgünleşmiş olur. 4- Bobinle boyama amacı ile sarılabilir.Boyanın içerden dışarıya,dışardan içeriye geçebilmesi gerekir,ipligin bobin halinde boyanabilmesi için,delikli
6
paslanmaz metal patronlara gevşek olarak sarılır.Boyama işleminden sonra,yeniden bir bobin leme işlemi apılır.
5- Bobin makinesinde iplik hataları giderilir ve iplik temizlenir.
3. İPLİĞİN BOBİNLENMESİ SIRASINDA GİDERİLEN BAŞLICA HATALAR
-İplikteki ince va kalın yerlerin giderilmesi : İplikteki kalın kısımlar az bükülmüş bölgelerdir.Bu nedenle mukavametleri düşük olup dokumada
kopuşlara neden olur.Dokuma esnasında kopmazlarsa kumaşta hata oluştururlar.İplikteki ince kısımlar ise elyafın az oldugu yada bükümün fazla oldugu bölgelerdir.Bunlarda kopuklara yada kumaş hatalarına neden
olurlar.İplik üzerindeki düğümler degişik büyüklükte olabilir.Bu durumda çözgü ipligi lamellerden geçmez,kopar ya da aşırı sürtünmeye neden
olur.Örmecilikte kullanılırsa iğne kırılmasına yol açabilir. -İplikhaneden gelen ekleme hataları : İplikhaneden egirme sırasında
bir kopuştan sonra ortaya çıkan ve ekleme hatası olarak önce çift sarılmış bir kısım,sonrada kalın bir kısım meydana gelir.Kopuş esnasında egrilmiş
kısımdan alınan uç,iplik sevk silindirinin altına diğer uçla beraber yerleştirilip sevk edildigi için bu hata olur.
-İpliğe sarılmış uçuntular : Bu hata iplikhanedeki uçuntuların ipliğe karışmasından olur.
-Bitkisel ve hayvansal artıklar (nopeler) : Bunlar balyadan ipliğe
kadar ulaşabilecek kalıntılardır.Dokuma hatası oluştururlar. Bobinle İşleminde Dikkat Edilecek Hususlar
1-Renk,kalite ve numara ayrımı için tayin edilecek renkli patronlar kesinlikle kullanılmamalı. 2-Her çeşit iplik için seçilen ayar ve gerginlik titizlikle muhafaza
edilmelidir. 3-Daire ve makinelerin temizliği sık sık yapılmalıdır.
4-Otomatik olmayan makinelerde dügümler küçük ve sağlam atılmalıdır. 5-Bobinlerin boş dönmesiyle ipliğin yıpranmasına meydan verilmemelidir.
4. SARIM TİPLERİ
A. HASSAS SARIM 1-Bobin devir sayısı sabittir
2-Bobin çapı arttıkça iplik sarım hızı artar 3-Bobin çapı artıkça sarım açısı azalır
4-Sarım sayısı sabittir B. KABA SARIM
1- Bobin çapı arttıkça bobin devir sayısı azalır
2- Sarım hızı sabittir
7
3- Sarım açısı sabittir 4- Bobin çapı arttıkçasarım sayısı azalır
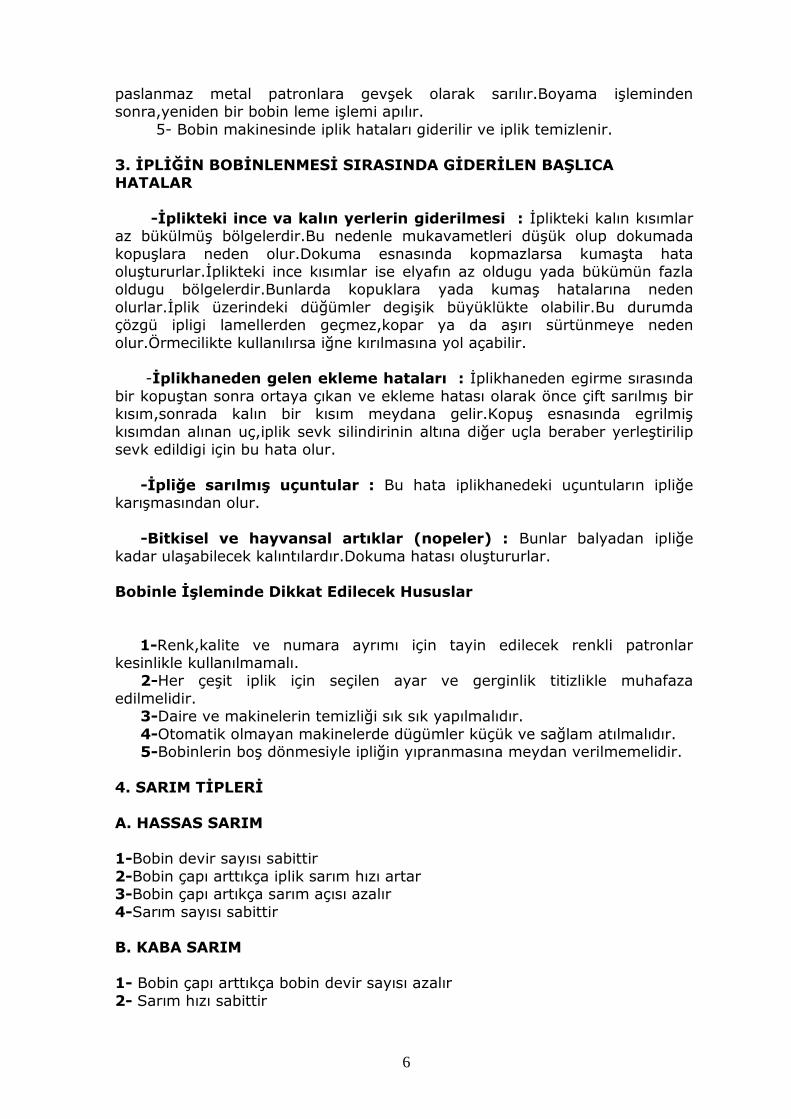
BOBİNLEME PRENSİBİ
Şekil1 : Bobinleme Prensibi
ELEMANLAR :
1- Bobin 2- İplik gezdirici ( kopstan gelen ipliğin bobine sarılmasını sağlar)
3- Parafin ünitesi (örme ipliklerde sürtünmeyi azaltmak için ) 4- İplik yoklayıcı (iplik koptuğunda sarımın durmasını sağlar )
5- iplik temizleyici (iplik hatalarını giderir ) 6- iplik freni (istenen bobin yoğunluğuna ulaşılmasını sağlar ) 7- Ön temizleyici (ipliğe takılmış uçuntuları temziler )
8- Anti balon bileziği (ipliğin balonlaşmasını engelleyerek iplik gerlimini dengeler
9- Kops
8
Bobinlemede Otomasyon Sağlanan İşlemler
Kops besleme Kops değiştirme Kops ucu bulma
Dolan bobini değiştirme Düğümleme
Frenleme ( Autospeed ) Temizleme
5. Sarım Tamburları (barabanlar):
Pamuk,yün,visakon gibi kesikli elyaftan meydana getirilen iplikler kaba sarım sistemiyle bobinlenir.Kullanılan ipliklerin çoğunluğu kesikli elyaf olduğundan,buna bağlı olarak bobin makinalarının çoğunluğuda kaba sırım
yapar.Eskiden değişik sistemler kullanılmasına rağmen,bugün genellikle kanallı tanbur tipikaba sarım tanburlarıkullanılmaktadır.Bu tanburlar
(baraban) bobini çevreden değerek döndürdüğü gibi;üzerindeki kanalın içine giren ipliğin saga sola hareketiyle ipliğin gezdirilmesi sağlanır.Bobin yüksekliği
bu hareket miktarı (kanalın kursu) kadar olur.Tanbur ve bobin birlikte döndürdüğü için tanbur üzerindeki kanalların eğim açısı bobinin çapraz sarım açısına eşit olur.Kanalların egimi sabit olabileceği gibi değişkende
olabilir.Sarım açısı sabit olanlar silindirik ve 4° 20'ya kadar koniklerde,sarım açısı degişken tanburlarla 5° 57 ile 9° 15 gibi yüksek koniklikte bobinler
sarılır.Bobin konikliği az olursa daha düzgün yoğunlukta sarılacagından özellikle boyamaya uygundur.Yüksek koniklikler ise özellikle örme gibi yavaş çalışma şartlarına ve dokumaya uygundur.
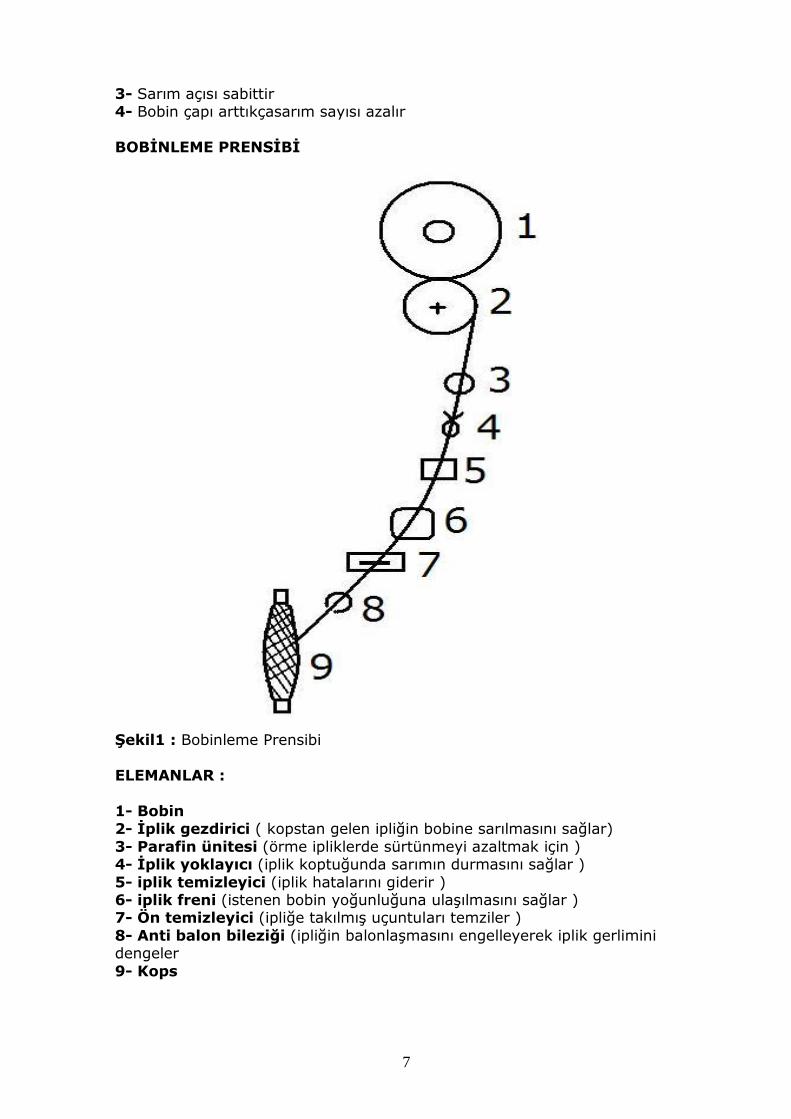
a) Sabit Açılı Tambur b) Değişken Açılı Tambur
Şekil 2: Kanallı Tambur İplik Gezdirici
Bobin konikliği sabit (şekil: 3 a) veya değişken (şekil: 3 b) olabilir. Konikliği değişken olanlarda bobin yüzeylerinden gelen doğrultuların kesişme
noktası A sabittir. Bu nokta iplik klavuzunun bulunması gereken noktadır. Bu şekilde sarılan bobinler kullanılırken iyi bir sağım özelliği gösterir. Sabit koniklikteki bobinlerde bu nokta şekil:23 b’deki gibi değişkendir. Buna karşılık
iplik tabakaları paralel sarıldığı için sarılan bobinlerin yoğunluğu daha düzgündür. Boya bobinleri değişken koniklikte sarılamaz. Değişken koniklikteki
bobinler yalnız yüksek bobin yoğunluğunda (sertliğinde) sarılabilir ve özellikle örmede kullanılır.
9
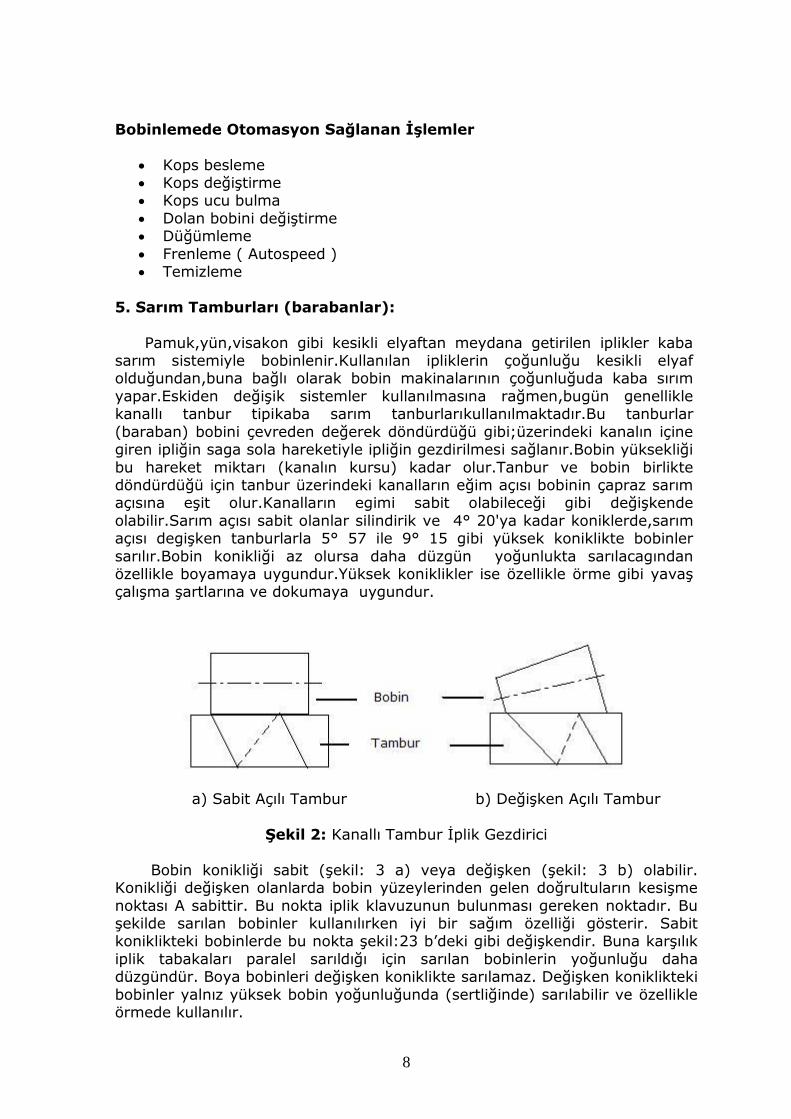
Şekil 3: Sabit ve Değişken Koniklerde Bobinler
Kaba sarımda bobin yüksekliği tamburun üzerindeki kanalın uzunluğuna
(kursuna) eşittir. Farklı tambur kullanılarak veya tambur üzerindeki kanalların kesişme yerleri kapatılarak bobin yüksekliği değitirilebilir. İplik numarasına bağlı olarak uygun bobin yükseklikleri şöyledir:
Bobin yüksekliği
85 mm (Güneş Bobini) Ne 50’den ince iplikler için 130 mm (N5’’) Ne 50’den kalın iplikler için 150 mm (N6’’) Ne 36’dan kalın iplikler için
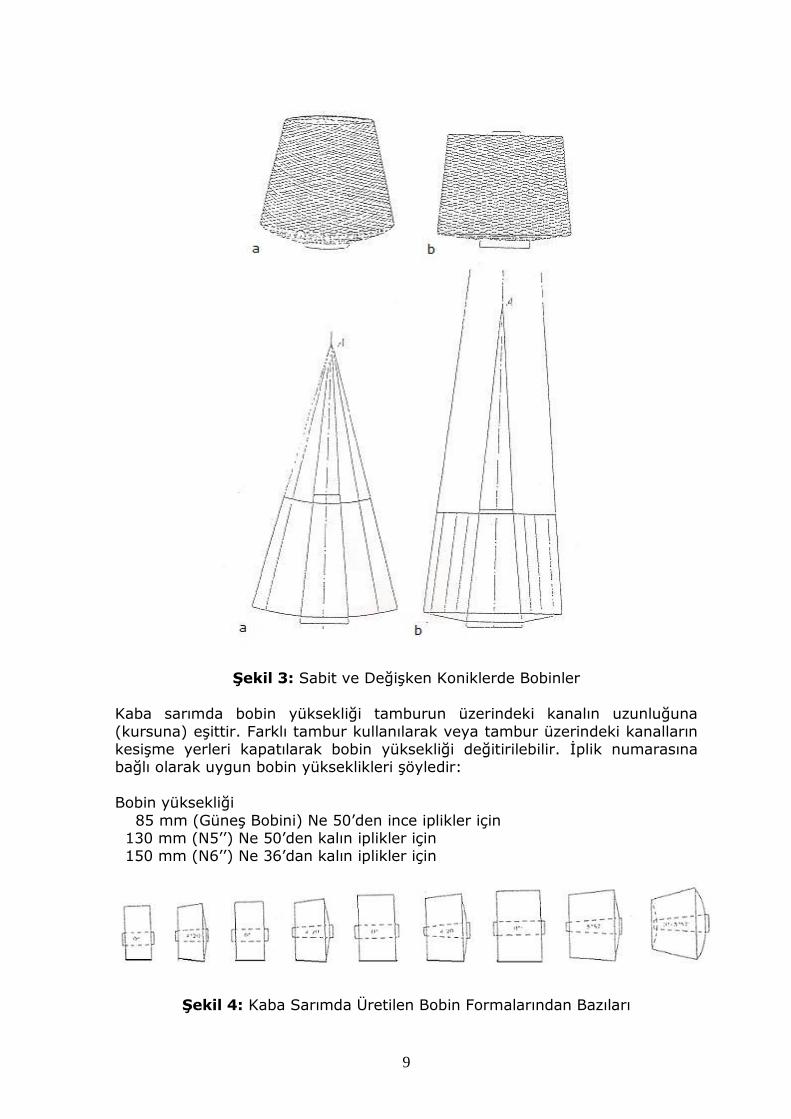
Şekil 4: Kaba Sarımda Üretilen Bobin Formalarından Bazıları
10
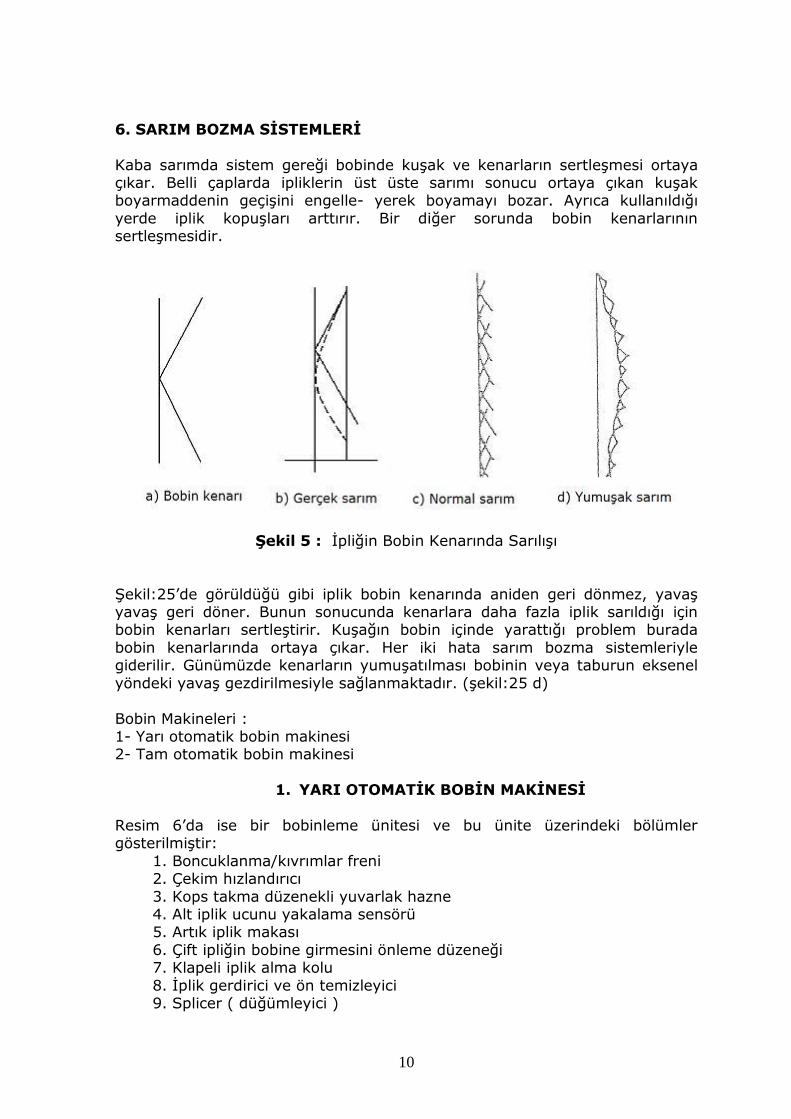
6. SARIM BOZMA SİSTEMLERİ
Kaba sarımda sistem gereği bobinde kuşak ve kenarların sertleşmesi ortaya çıkar. Belli çaplarda ipliklerin üst üste sarımı sonucu ortaya çıkan kuşak boyarmaddenin geçişini engelle- yerek boyamayı bozar. Ayrıca kullanıldığı
yerde iplik kopuşları arttırır. Bir diğer sorunda bobin kenarlarının sertleşmesidir.
Şekil 5 : İpliğin Bobin Kenarında Sarılışı
Şekil:25’de görüldüğü gibi iplik bobin kenarında aniden geri dönmez, yavaş yavaş geri döner. Bunun sonucunda kenarlara daha fazla iplik sarıldığı için bobin kenarları sertleştirir. Kuşağın bobin içinde yarattığı problem burada
bobin kenarlarında ortaya çıkar. Her iki hata sarım bozma sistemleriyle giderilir. Günümüzde kenarların yumuşatılması bobinin veya taburun eksenel
yöndeki yavaş gezdirilmesiyle sağlanmaktadır. (şekil:25 d)
Bobin Makineleri : 1- Yarı otomatik bobin makinesi 2- Tam otomatik bobin makinesi
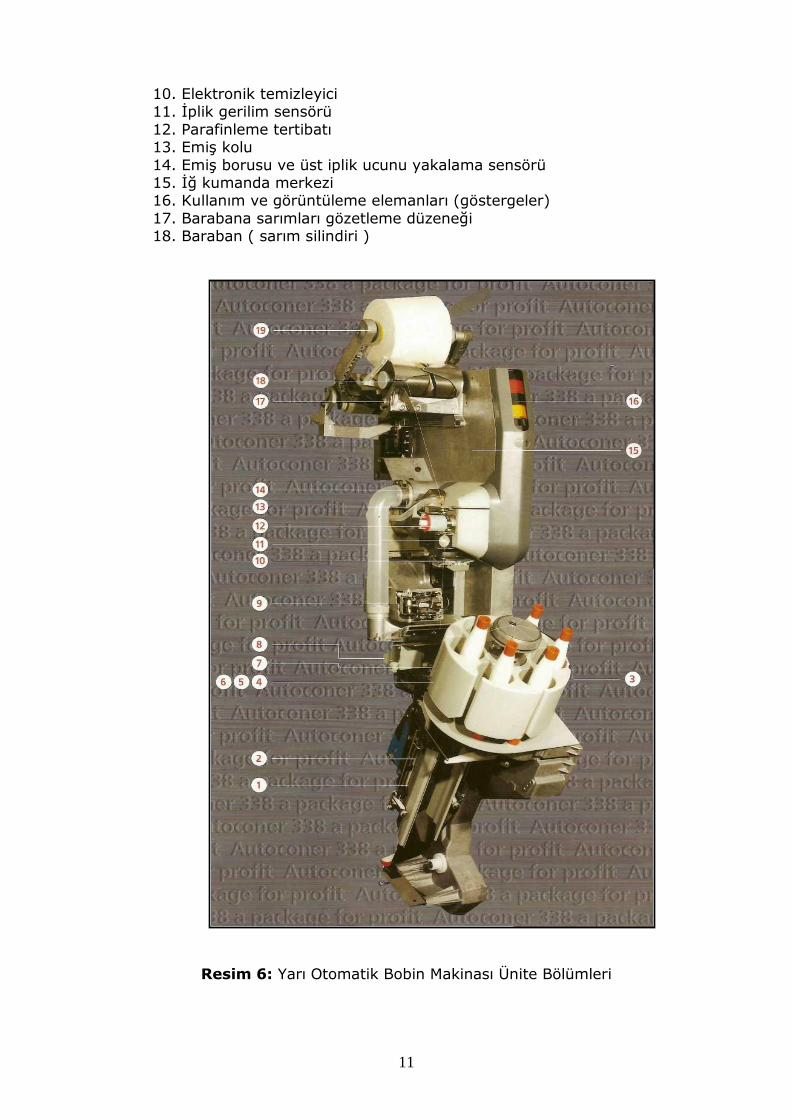
1. YARI OTOMATİK BOBİN MAKİNESİ
Resim 6’da ise bir bobinleme ünitesi ve bu ünite üzerindeki bölümler gösterilmiştir:
1. Boncuklanma/kıvrımlar freni 2. Çekim hızlandırıcı
3. Kops takma düzenekli yuvarlak hazne 4. Alt iplik ucunu yakalama sensörü 5. Artık iplik makası
6. Çift ipliğin bobine girmesini önleme düzeneği 7. Klapeli iplik alma kolu
8. İplik gerdirici ve ön temizleyici 9. Splicer ( düğümleyici )
11
10. Elektronik temizleyici 11. İplik gerilim sensörü
12. Parafinleme tertibatı 13. Emiş kolu
14. Emiş borusu ve üst iplik ucunu yakalama sensörü 15. İğ kumanda merkezi 16. Kullanım ve görüntüleme elemanları (göstergeler)
17. Barabana sarımları gözetleme düzeneği 18. Baraban ( sarım silindiri )
Resim 6: Yarı Otomatik Bobin Makinası Ünite Bölümleri
12
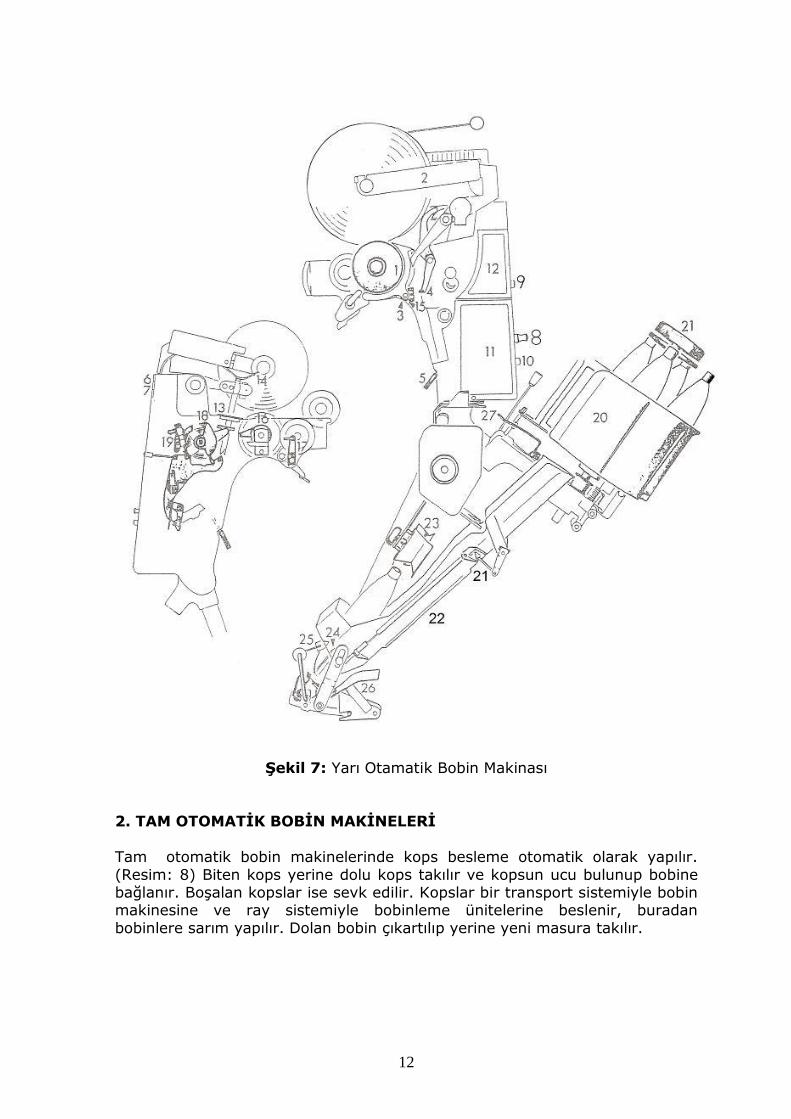
Şekil 7: Yarı Otamatik Bobin Makinası
2. TAM OTOMATİK BOBİN MAKİNELERİ
Tam otomatik bobin makinelerinde kops besleme otomatik olarak yapılır.
(Resim: 8) Biten kops yerine dolu kops takılır ve kopsun ucu bulunup bobine bağlanır. Boşalan kopslar ise sevk edilir. Kopslar bir transport sistemiyle bobin makinesine ve ray sistemiyle bobinleme ünitelerine beslenir, buradan
bobinlere sarım yapılır. Dolan bobin çıkartılıp yerine yeni masura takılır.
13
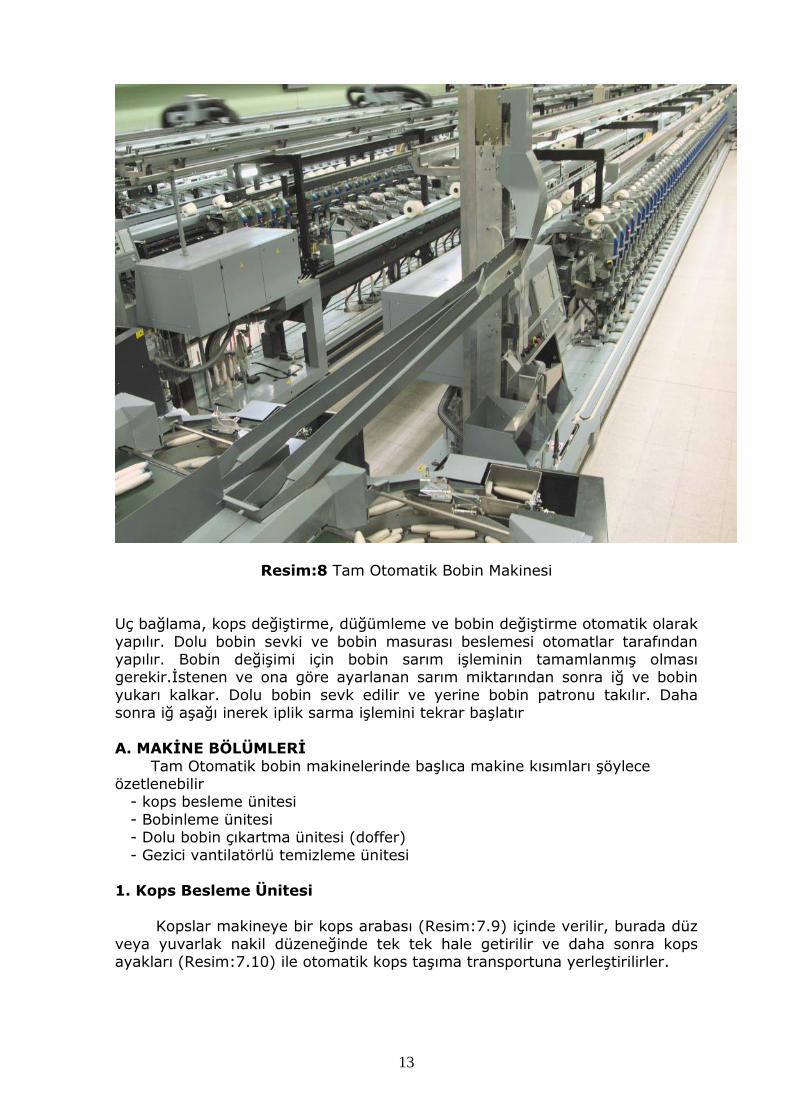
Resim:8 Tam Otomatik Bobin Makinesi
Uç bağlama, kops değiştirme, düğümleme ve bobin değiştirme otomatik olarak
yapılır. Dolu bobin sevki ve bobin masurası beslemesi otomatlar tarafından yapılır. Bobin değişimi için bobin sarım işleminin tamamlanmış olması gerekir.İstenen ve ona göre ayarlanan sarım miktarından sonra iğ ve bobin
yukarı kalkar. Dolu bobin sevk edilir ve yerine bobin patronu takılır. Daha sonra iğ aşağı inerek iplik sarma işlemini tekrar başlatır
A. MAKİNE BÖLÜMLERİ
Tam Otomatik bobin makinelerinde başlıca makine kısımları şöylece özetlenebilir - kops besleme ünitesi
- Bobinleme ünitesi - Dolu bobin çıkartma ünitesi (doffer)
- Gezici vantilatörlü temizleme ünitesi 1. Kops Besleme Ünitesi
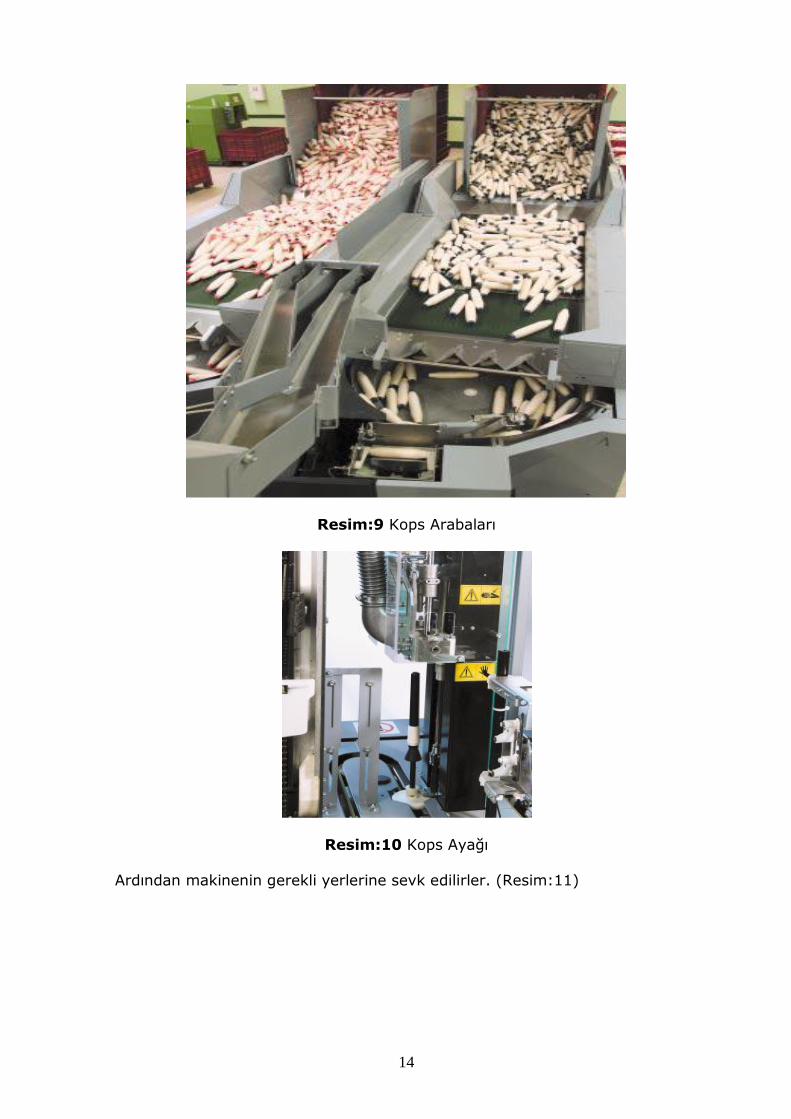
Kopslar makineye bir kops arabası (Resim:7.9) içinde verilir, burada düz
veya yuvarlak nakil düzeneğinde tek tek hale getirilir ve daha sonra kops ayakları (Resim:7.10) ile otomatik kops taşıma transportuna yerleştirilirler.
14
Resim:9 Kops Arabaları
Resim:10 Kops Ayağı
Ardından makinenin gerekli yerlerine sevk edilirler. (Resim:11)
15
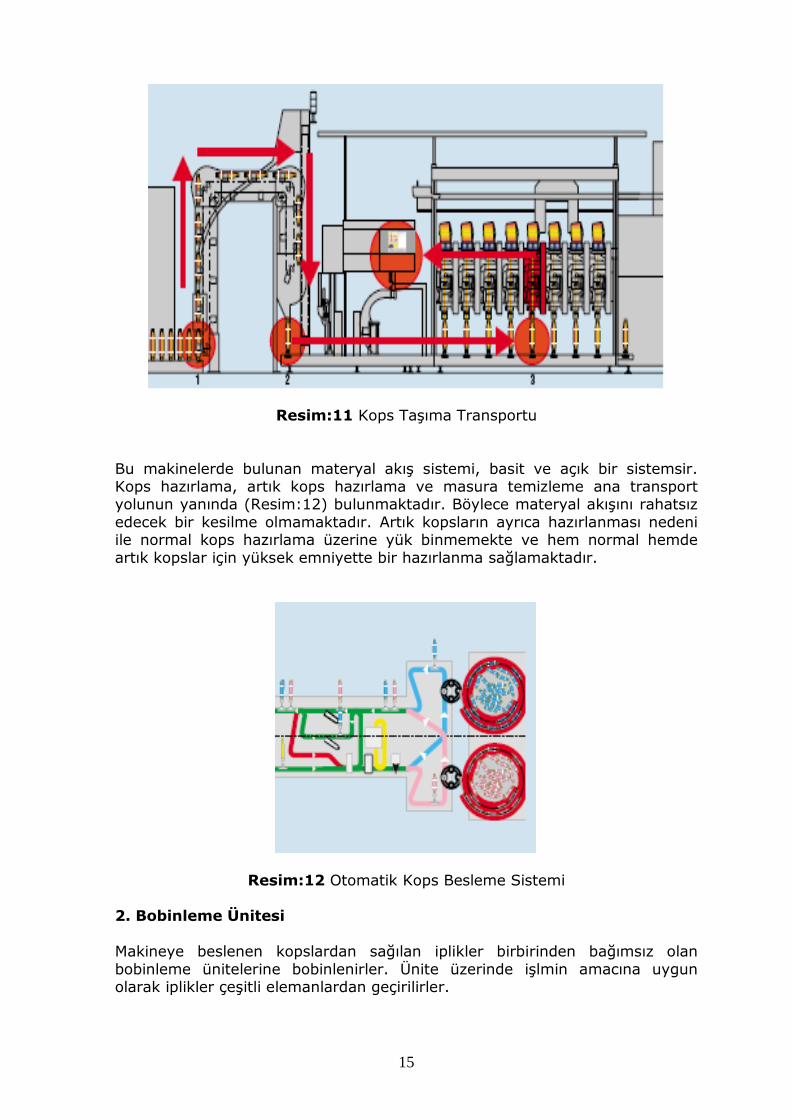
Resim:11 Kops Taşıma Transportu
Bu makinelerde bulunan materyal akış sistemi, basit ve açık bir sistemsir. Kops hazırlama, artık kops hazırlama ve masura temizleme ana transport yolunun yanında (Resim:12) bulunmaktadır. Böylece materyal akışını rahatsız
edecek bir kesilme olmamaktadır. Artık kopsların ayrıca hazırlanması nedeni ile normal kops hazırlama üzerine yük binmemekte ve hem normal hemde
artık kopslar için yüksek emniyette bir hazırlanma sağlamaktadır.
Resim:12 Otomatik Kops Besleme Sistemi 2. Bobinleme Ünitesi
Makineye beslenen kopslardan sağılan iplikler birbirinden bağımsız olan
bobinleme ünitelerine bobinlenirler. Ünite üzerinde işlmin amacına uygun olarak iplikler çeşitli elemanlardan geçirilirler.

16
İplik güzergahında bulunan bobinleme ünite elemanları sırasıyla şunlardır:
- Balon Kırıcı - İplik freni
- Elektronik İplik Temizleyici - Parafinleyici - Pnömatik Düğümleyici (Splicer)
- Sarım Silindiri
BU ELEMANLARIN GÖREVLERİ ŞUNLARDIR
BALON KIRICI : Kopstan sağlam iplik sağım sırasında gerilimin artarak kopuş olmaması için balon kırıcıdan geçirilir. Böylece gerilimin artması
önlenir (Resim:13).
Resim:13 Balon Kırıcı
İPLİK FRENİ : İpliğin bobini belirli ve sabit bir gerilim altında
sarılmasını ve bu arada iplik üzerindeki zayıf ve ince kısımlarının giderilmesini sağlayan makine elemanıdır. Genellikle yay baskısıyla
yüklenmiş hareketli ve sabit rondeladan oluşan iplik frenleri kullanılır. Yay baskısı arttıkça ipliğin gerilimide artar (Resim:14). En uygun fren ayarı ipliğin kopma mukavementinin %15-20’lik kuvvetle frenlenerek
bobinlenmesidir.

17
Resim:14 İpliK Freni
ELEKTRONİK İPLİK TEMİZLEYİCİ : İpliğin kopstan bobine yöneldiği
sırada üzerindeki ince, kalın yerler, büküm hatası, düğümlü kısımları v.s. iplik hatalarını elektronik olarak algılayıp ipliğin Temizlenmesini sağlayan kısımdır (Resim:15). Temizleyici bobinleme ünitesine iplik akışı
ve istatistik sinyali yanıda kesme ve çift iplik sinyalide gönderir. Temizleyicinin hataları uzunluğu ve çapı üzerine verdiği bilgilere bağlı
olarak hatalı kısım bobinden sağılıp alınır.
Resim 15 : Elektronik iplik temizleyici
18
Hatanın algılanma şekline göre elektronik iplik temizleyicileri 2’ye ayrılır:
- Optik elektronik iplik temizleyicileri - Kapasitif elektronik iplik temizleyicileri
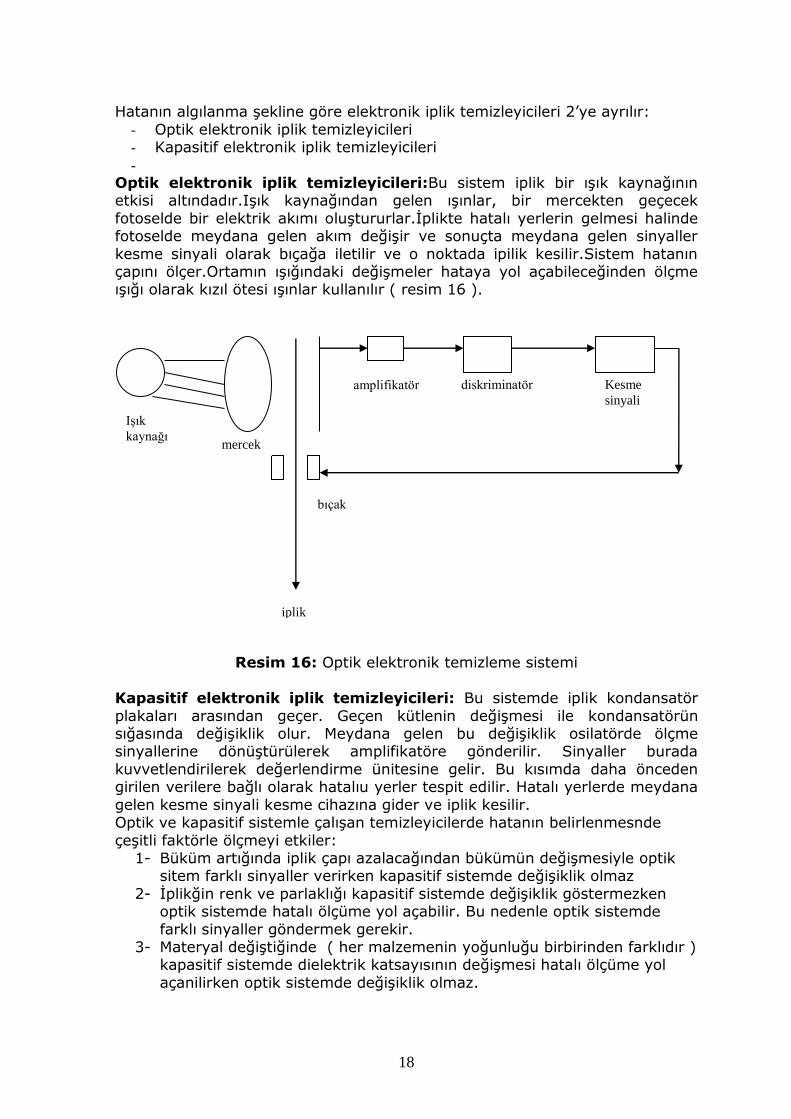
- Optik elektronik iplik temizleyicileri:Bu sistem iplik bir ışık kaynağının etkisi altındadır.Işık kaynağından gelen ışınlar, bir mercekten geçecek
fotoselde bir elektrik akımı oluştururlar.İplikte hatalı yerlerin gelmesi halinde fotoselde meydana gelen akım değişir ve sonuçta meydana gelen sinyaller
kesme sinyali olarak bıçağa iletilir ve o noktada ipilik kesilir.Sistem hatanın çapını ölçer.Ortamın ışığındaki değişmeler hataya yol açabileceğinden ölçme ışığı olarak kızıl ötesi ışınlar kullanılır ( resim 16 ).
Resim 16: Optik elektronik temizleme sistemi
Kapasitif elektronik iplik temizleyicileri: Bu sistemde iplik kondansatör
plakaları arasından geçer. Geçen kütlenin değişmesi ile kondansatörün sığasında değişiklik olur. Meydana gelen bu değişiklik osilatörde ölçme sinyallerine dönüştürülerek amplifikatöre gönderilir. Sinyaller burada
kuvvetlendirilerek değerlendirme ünitesine gelir. Bu kısımda daha önceden girilen verilere bağlı olarak hatalıu yerler tespit edilir. Hatalı yerlerde meydana
gelen kesme sinyali kesme cihazına gider ve iplik kesilir. Optik ve kapasitif sistemle çalışan temizleyicilerde hatanın belirlenmesnde
çeşitli faktörle ölçmeyi etkiler: 1- Büküm artığında iplik çapı azalacağından bükümün değişmesiyle optik
sitem farklı sinyaller verirken kapasitif sistemde değişiklik olmaz
2- İplikğin renk ve parlaklığı kapasitif sistemde değişiklik göstermezken optik sistemde hatalı ölçüme yol açabilir. Bu nedenle optik sistemde
farklı sinyaller göndermek gerekir. 3- Materyal değiştiğinde ( her malzemenin yoğunluğu birbirinden farklıdır )
kapasitif sistemde dielektrik katsayısının değişmesi hatalı ölçüme yol
açanilirken optik sistemde değişiklik olmaz.
mercek
amplifikatör diskriminatör Kesme
sinyali
bıçak
iplik
Işık
kaynağı
19
4- Her iki sitemde de rutubetin değişmesiylw farklı sşnyaller alınır ve dolayısıyla hatalı ölçümler ortaya çıkar.
Parafinleyici: Parafinleme bobinleme, prosesinin en önemli aşamalarından bir
tanesidir. İplik bobinaj sırasında birçok sürtünmeyle karşı karşıya kalır. İpliğin bu sürtünmelere karşı daha dayanıklı olmasını sağlayarak rahat çalışma olanaklarını yaratmak için parafinleme yapılır. Parafin, muma benzeyen bir
maddedir. İpliğin parafinlenmesi porselen bir parça ile parafinin arasından geçirilmesi şeklinde olur. Parafinin takıldığı kısım bir yay aracılığı ile porselen
parçaya doğru itilir. İplik yüzeyi porselen parça ile parafin arasından geçerken parafinlenmiş olur.
Özellikle örmecilikte kullanılacak ipliklerin parafinlenmesi son derece önemlidir. Dokuma için parafinlemenin önemi ise atkınınb yüksek sağım hızı nedniyle
mekik dokuma makinelerinin gelişip yaygınlaşmasıyla birlikte olmuştur. Parafin maddesi genellikle muma benzeyen bir maddedir; ancak filamentlerin parafinlemesine uygun olmayan bu tür parafinler kesiksiz elyaf için sıvı olarak
üretilip kullanılırlar. Parafin , ipliğin yüzeyini tamamen kaplamaz , sadece yüzeye parçalar halinde yapışır.İplik kullanım sırasında makine aksamına
sürtündükçe bu parçaların bir kısmı makine parçalarının üzerine geçerek iplik ve makine parçası arasında bir tabaka oluşturur.Sürtünmeyi azaltan işlem
budur, iyi parafinleme yapılmış nipliklerde sürtünme katsayısı yüzde 40 ile 50 azalır. Parafinlemede parafinin sertliği ayarlamak gerekmektedir.Sertliği fazla olursa ipliğe az yapışır.İnce ipliklerden sert parafin kullanılır parafin 30°C de
erir.Yıkandığında çabuk çıkması için parafine emülgatör ilavesi yapılır.Parafinsiz çalışmak istenildiğinde parafin mili çıkarılır. Elektronik
temizleyicinin fonksiyonunun parafin parçaları tarafından zarar görmemesi için parafinleyici, temizleyicinin üst tarafına yerleşmiştir.
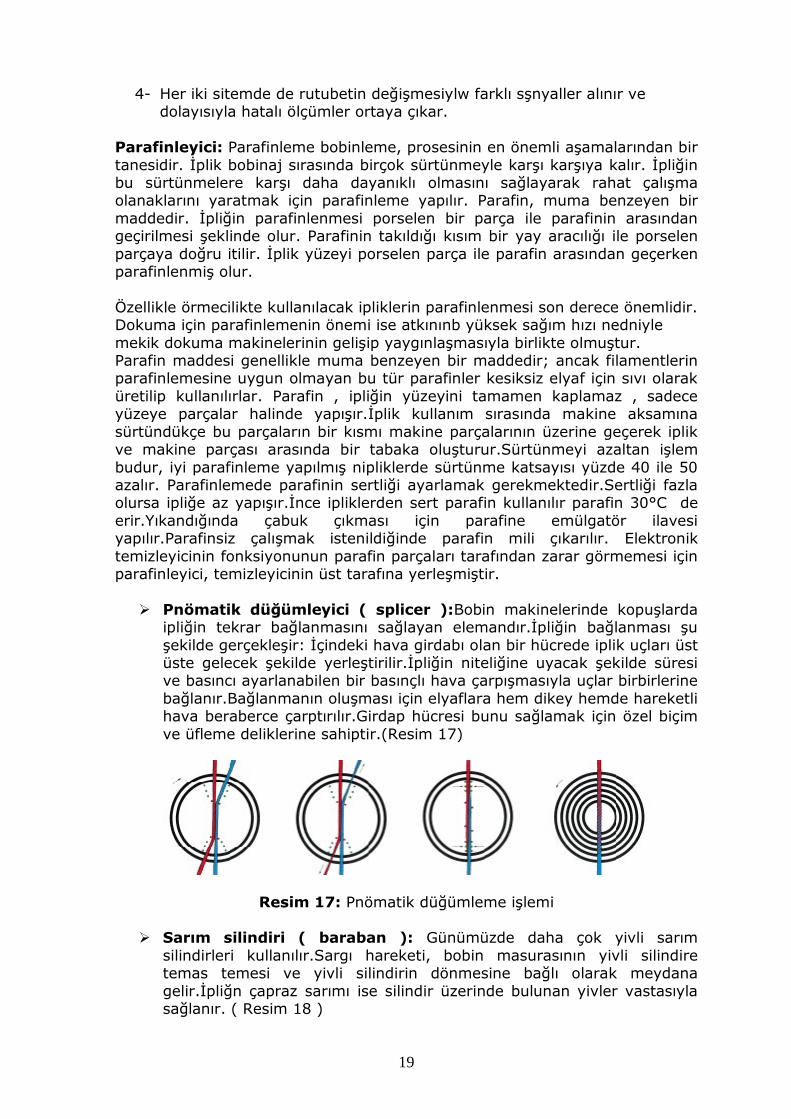
Pnömatik düğümleyici ( splicer ):Bobin makinelerinde kopuşlarda ipliğin tekrar bağlanmasını sağlayan elemandır.İpliğin bağlanması şu
şekilde gerçekleşir: İçindeki hava girdabı olan bir hücrede iplik uçları üst üste gelecek şekilde yerleştirilir.İpliğin niteliğine uyacak şekilde süresi ve basıncı ayarlanabilen bir basınçlı hava çarpışmasıyla uçlar birbirlerine
bağlanır.Bağlanmanın oluşması için elyaflara hem dikey hemde hareketli hava beraberce çarptırılır.Girdap hücresi bunu sağlamak için özel biçim
ve üfleme deliklerine sahiptir.(Resim 17)
Resim 17: Pnömatik düğümleme işlemi
Sarım silindiri ( baraban ): Günümüzde daha çok yivli sarım
silindirleri kullanılır.Sargı hareketi, bobin masurasının yivli silindire temas temesi ve yivli silindirin dönmesine bağlı olarak meydana
gelir.İpliğn çapraz sarımı ise silindir üzerinde bulunan yivler vastasıyla sağlanır. ( Resim 18 )
20
Resim 18: Yivli sarım silindiri (baraban)
Yivli silindirler genellikle çelik, alüminyum veya bakalitten yapılır.Bu malzemelerden bakalit, en kullanışlı olanıdır ve ağırlıkları diğerlerine göre daha azdır.
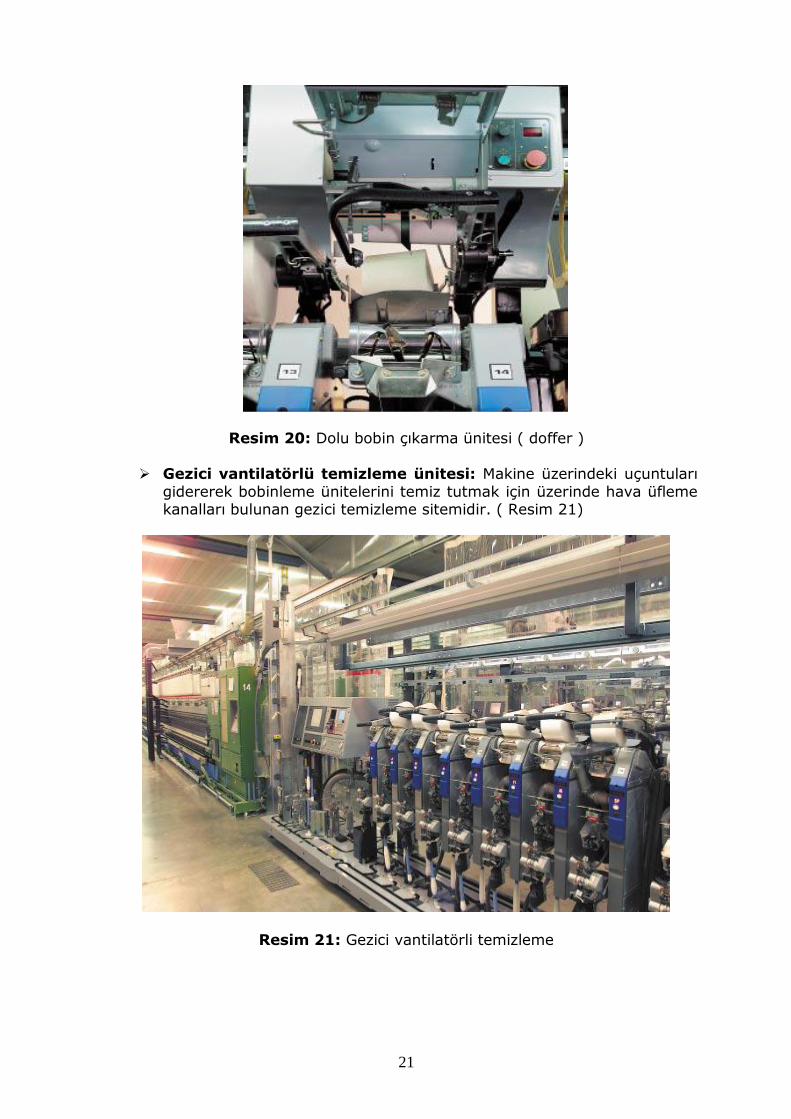
Dolu bobin çıkarma ünitesi ( doffer ): Bobin, sarım milinden aldığı
hareketle dönerken bobin tutucu kol, bobinin çapı ile orantılı olarak yukarıya doğru hareket eder. Kontrol tertibatı, istenen bobin büyüklüğüne ulaştığında bobini kaldırarak durdurur. Araba tarafından
dolu bobin çıkarılarak bobin boşaltma bandına sevk edilir ve yerine boş masura yerleştirilerek sarma işlemine devam idilir. İstenilen bobin
büyüklüğü, bobin çapına veya iplik uzunluğuna göre tespit edilir. ( Resim 19-20: )
Resim 19: Bobin tutucu kol ve dolu bobin,
21
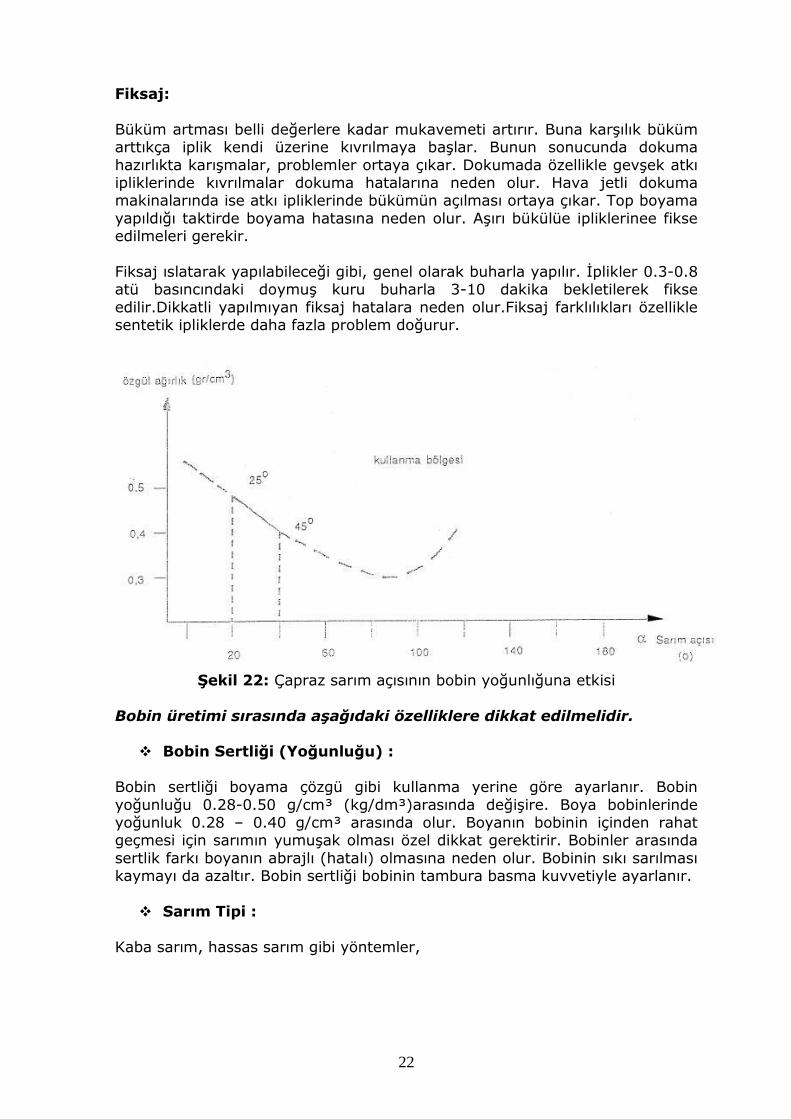
Resim 20: Dolu bobin çıkarma ünitesi ( doffer )
Gezici vantilatörlü temizleme ünitesi: Makine üzerindeki uçuntuları
gidererek bobinleme ünitelerini temiz tutmak için üzerinde hava üfleme kanalları bulunan gezici temizleme sitemidir. ( Resim 21)
Resim 21: Gezici vantilatörli temizleme
22
Fiksaj:
Büküm artması belli değerlere kadar mukavemeti artırır. Buna karşılık büküm arttıkça iplik kendi üzerine kıvrılmaya başlar. Bunun sonucunda dokuma
hazırlıkta karışmalar, problemler ortaya çıkar. Dokumada özellikle gevşek atkı ipliklerinde kıvrılmalar dokuma hatalarına neden olur. Hava jetli dokuma makinalarında ise atkı ipliklerinde bükümün açılması ortaya çıkar. Top boyama
yapıldığı taktirde boyama hatasına neden olur. Aşırı bükülüe ipliklerinee fikse edilmeleri gerekir.
Fiksaj ıslatarak yapılabileceği gibi, genel olarak buharla yapılır. İplikler 0.3-0.8 atü basıncındaki doymuş kuru buharla 3-10 dakika bekletilerek fikse
edilir.Dikkatli yapılmıyan fiksaj hatalara neden olur.Fiksaj farklılıkları özellikle sentetik ipliklerde daha fazla problem doğurur.
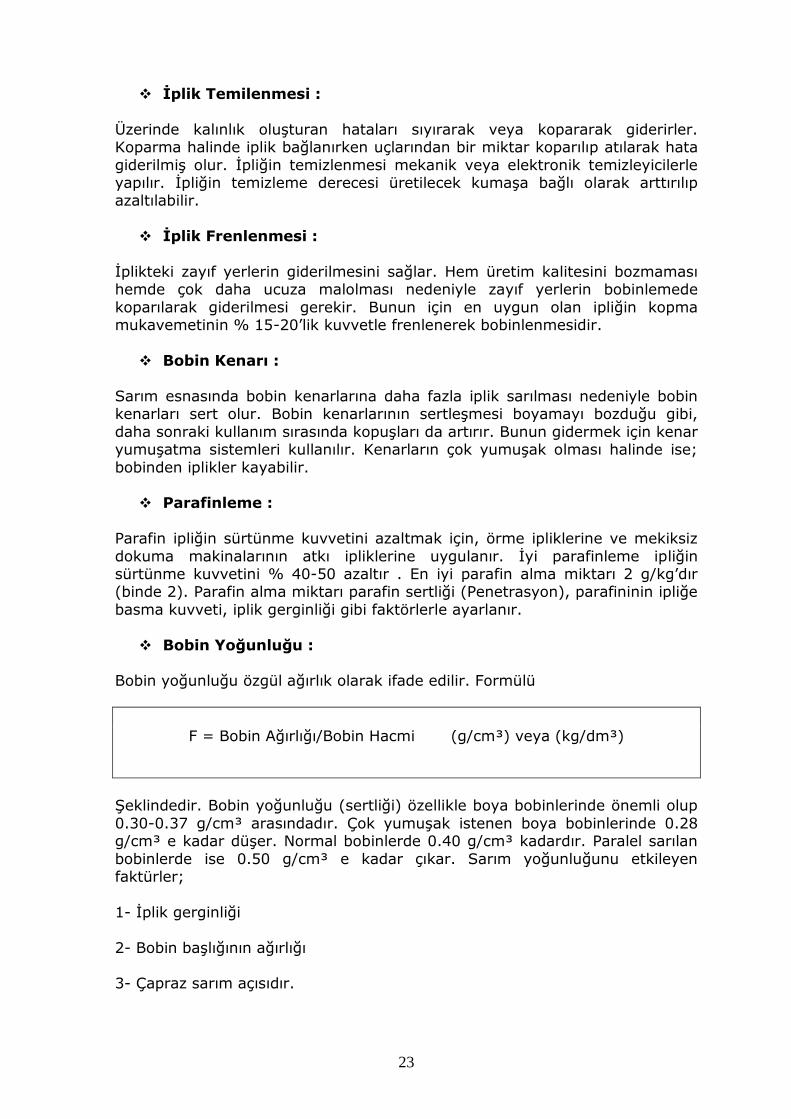
Şekil 22: Çapraz sarım açısının bobin yoğunlığuna etkisi
Bobin üretimi sırasında aşağıdaki özelliklere dikkat edilmelidir.
Bobin Sertliği (Yoğunluğu) :
Bobin sertliği boyama çözgü gibi kullanma yerine göre ayarlanır. Bobin
yoğunluğu 0.28-0.50 g/cm³ (kg/dm³)arasında değişire. Boya bobinlerinde yoğunluk 0.28 – 0.40 g/cm³ arasında olur. Boyanın bobinin içinden rahat geçmesi için sarımın yumuşak olması özel dikkat gerektirir. Bobinler arasında
sertlik farkı boyanın abrajlı (hatalı) olmasına neden olur. Bobinin sıkı sarılması kaymayı da azaltır. Bobin sertliği bobinin tambura basma kuvvetiyle ayarlanır.
Sarım Tipi :
Kaba sarım, hassas sarım gibi yöntemler,
23
İplik Temilenmesi :
Üzerinde kalınlık oluşturan hataları sıyırarak veya kopararak giderirler. Koparma halinde iplik bağlanırken uçlarından bir miktar koparılıp atılarak hata
giderilmiş olur. İpliğin temizlenmesi mekanik veya elektronik temizleyicilerle yapılır. İpliğin temizleme derecesi üretilecek kumaşa bağlı olarak arttırılıp azaltılabilir.
İplik Frenlenmesi :
İplikteki zayıf yerlerin giderilmesini sağlar. Hem üretim kalitesini bozmaması hemde çok daha ucuza malolması nedeniyle zayıf yerlerin bobinlemede
koparılarak giderilmesi gerekir. Bunun için en uygun olan ipliğin kopma mukavemetinin % 15-20’lik kuvvetle frenlenerek bobinlenmesidir.
Bobin Kenarı :
Sarım esnasında bobin kenarlarına daha fazla iplik sarılması nedeniyle bobin kenarları sert olur. Bobin kenarlarının sertleşmesi boyamayı bozduğu gibi,
daha sonraki kullanım sırasında kopuşları da artırır. Bunun gidermek için kenar yumuşatma sistemleri kullanılır. Kenarların çok yumuşak olması halinde ise;
bobinden iplikler kayabilir.
Parafinleme :
Parafin ipliğin sürtünme kuvvetini azaltmak için, örme ipliklerine ve mekiksiz
dokuma makinalarının atkı ipliklerine uygulanır. İyi parafinleme ipliğin sürtünme kuvvetini % 40-50 azaltır . En iyi parafin alma miktarı 2 g/kg’dır (binde 2). Parafin alma miktarı parafin sertliği (Penetrasyon), parafininin ipliğe
basma kuvveti, iplik gerginliği gibi faktörlerle ayarlanır.
Bobin Yoğunluğu : Bobin yoğunluğu özgül ağırlık olarak ifade edilir. Formülü
F = Bobin Ağırlığı/Bobin Hacmi (g/cm³) veya (kg/dm³)
Şeklindedir. Bobin yoğunluğu (sertliği) özellikle boya bobinlerinde önemli olup
0.30-0.37 g/cm³ arasındadır. Çok yumuşak istenen boya bobinlerinde 0.28 g/cm³ e kadar düşer. Normal bobinlerde 0.40 g/cm³ kadardır. Paralel sarılan
bobinlerde ise 0.50 g/cm³ e kadar çıkar. Sarım yoğunluğunu etkileyen faktürler;
1- İplik gerginliği
2- Bobin başlığının ağırlığı 3- Çapraz sarım açısıdır.
24
İplik gerginliği temel olarak zayıf mukavemetli kısımları gidermeye göre ayarlanır.
Daha önce anlatıldığı gibi kopma mukavemetinin % 10-15’i kadardır. Dolayısı ile bobin yoğunluğu için gerginlik değiştirilmez.
Bobin yoğunluğu temel olarak bobin başlığının ağırlığı yani bobinin tambura basma kuvvetiyle ayarlanır. Bu artıkça bobin sertleşir. Boya
bobinlerinde azaltılarak bobin yumuşak sarılır.
Bobin iplikleri arasındaki çapraz sarım açısı 25°- 40° arasında kullanılır. Boya bobinlerinde tambur değiştirilerek 25° de sarım yapılır. Diğer amaçlar için 40° de sarım yapılır.
Bobin ağırlığının
-Bobin çapı, -Bobin konikliği,
-Bobin yüksekliği ve -Bobin kovanının alt çapına bağlı olarak değerleri ekteki diyagramlardan
bulunabilir.
GİRİŞ
Eğrilmiş iplik liflerin sağlam kalıcı,dayanıklı bir iplik edilmesi amacıyla bükerek veya biraraya getirerek yapışık hale getirilmesidir.İplik içinde liflerin
bükülmesi işlemine eğirme denir ve Late Stone Age (Geç Taş Devri) olarak adlandırılan günümüzden yaklaşık 40.000-10.000 yılöncesine tarihlendirilebilir. ve iplik eğirme işlemi endüstrileşmenin ilk işaretlerinden biridir. Eğrilmiş iplik
bir tek tip lif içerdiği gibi çeşitli karışım tiplerini de içerebilir. Yapay lif (yüksek güç, yapay parıltı ve ateşe dayanıklılık kalitesine sahip) İle tabii lipler (iyi bir
su emme ve deriyi rahat hissettirme kapasitesine sahip) birleşimi çok yaygındır. Çok yaygın bir şekilde kullanılan karışımlar pamuk-polyester ve yün-akrilik liflerdir. Farklı tabii lifler karışımı da yaygındır, özellikle angora ve
kaşmir. İplikler birkaç katmandan yapılır, herbir katman tek bükümlü iplikten olur. Bu
tek bükümlü katlar daha kalın bir iplik elde etmek için birlikte zıt yönde bükülür. son bükümün yönüne dayanarak, iplik s-büküm veya z-büküm olarak bilinecektir
A. BÜKÜMÜN TANIMI
Büküm, kısaca ipliğe verilen spiral dönmelerdir. Genellikle ipliklerin uçlarının nisbi dönmesinin sonucu oluşur. Büküm ile elyaflar ve iplikler bir arada tutulur
ve mukavemet kazandırılır. İplikler, birbirine paralel ya da paralele yakın elyafların bükülmesi ile elde
edilir, ipliklerin bükümü eğirme işlemi ile sağlanır ve bu vasıtayla kesikli (ştapel) elyaflardan iplikler oluşur. İpliklerin üretilmesinden sonra tekrar büküm verilebilir, istenen büküm, büküm makinesinde gerçekleştirilir. Birden
fazla iplik bir araya getirilerek birbirleri üzerine bükülebilirler. İplik bükümü miktarı ya da derecesi birim uzunluk ( santimetre, metre veya
inç ) başına düşen sarım ya da dönüş sayısıyla ölçülür, l inç' teki ( 2.54 cm )
25
büküm miktarı TPI veya büküm/inç, l metredeki büküm miktarı TPM veya büküm/metre olarak kısaltılır.
İplik bükümü sağ (Z) ve sol (S) büküm ya da dengelenmiş ve dengelenmemiş olarak sınıflandırılabilir. Diğer yandan iplik tek kat, katlı ve kablo iplik
bükümüne tabi tutulabilir. Tek kat iplik bükümünde S veya Z büküm, katlı iplik bükümünde SZ, ZS, SS veya ZZ büküm (birinci sembol tek kat ipliğin, ikinci sembol katlı ipliğin büküm yönüdür); kablo iplik bükümünde ZSZ veya ZZS
büküm yönleri seçilebilir. Bükülecek ipliklerin büküm yönüyle katlama büküm yönü aynı olursa buna büküm üstüne büküm denir. Sert bir iplik oluşmasını
sağlar.
B. BÜKÜMÜN AMACI VE İPLİKTEKİ ETKİLERİ
Büküm tek kat ipliklerde mukavemetin arttırılması için ya da iki veya daha
fazla katlı iplik elde ederek kumaşta istenen efekt özelliklerim kazandırmak amacıyla yapılabilir. Elyafları ve iplikleri bir arada tutmak için gereken büküm miktarı; ipliğin çapına, elyafların cinsine ve ştapel uzunluklarına bağlıdır. Kalın
ipliklerin birbirini tutması için daha az sayıda büküm gerekir ve bunlara düşük bükümlü iplikler denir. Daha ince ipliklerin birbirlerini tutmaları için ise daha
çok sayıda büküme ihtiyaç vardır ve bunlara yüksek bükümlü ya da sık bükümlü iplikler denir.
İPLİKTEKİ ETKİLERİ
İplik ne kadar az bükümlü olursa o kadar beyaz veya parlak görünür. Büküm ipliği matlaştırır ve rengini koyulaştırır.
Büküm üretimle ters orantılıdır. 30 büküm yerine 20 büküm verilirse, üretim 30/20 oranında artar.
Büküm, iplikteki ince yerlerde artar, kalın yerlerde ise azalır.
Büküm sayısı ile ağırlık çarpımı sabittir. İplik büküm dereceleri, hafif bükümlü ya da bükümsüz ile sıkı ya da çok
sıkı bükümlü arasında değişir. İpliğin metredeki bükümünün (TPM), ipliğin ve ondan üretilecek olan
kumaşın görünümü ve dayanıklılığı üzerinde önemli etkisi vardır.
Göreceli olarak, düşük bükümlü (TPM 80'den 460'a) ipliklerde, ipliğin yumuşak, kabarık ve esnek olması nedeni ile yumuşak büküm adı
verilir. Yumuşak bükümlü iplikler, yüksek bükümlüler kadar sağlam değillerdir.
Örme ipliği olarak hazırlanan iplikler bu türdendir. Yüksek bükümlü
(TPM 750’ den 1200’ e) olanlar sert (sıkı) bükümlü iplikler olarak adlandırılır. Bunlar düşük bükümlü ipliklerden daha düzgün yüzeyli,
daha sert, daha girift ve sağlamdırlar. Filament iplikler genelde düşük bükümlüdürler (TPM 20'den 40'a).
Filament ipliklerde büküm ipliğe sağlamlık vermez, sadece elyafları bir
arada bir bütün olarak tutmaya yarar. Büküm, ipliği oluşturan bileşenlerin birbirinden ayrılmamasını ve ipliğin dayanıklı olmasını)
sağlar.
26
C.BÜKÜM ÇEŞİTLERİ
1. ISLAK BÜKÜM
Kullanımına göre kaygan, tüysüz iplik elde edilmesi istendiğinde ıslak büküm yapılabilir. Islak bükümde bobinden gelen iplikler bir su kabı ve bu kap içerisindeki cam çubuk yardımıyla ıslatılır. Cam çubuk üzerinden ıslatılarak
geçen iplik büküm makinesine verilir. İpliği ıslatınca iplik üzerindeki elyaf uçları birbirine yapışır. Bu iplikler büküldüğünde serbest elyaf uçlarının % 80’ ni bu
büküm içine sokulmuş olur. Kalan kısımlarsa yakmak suretiyle yok edilir. Islak büküm özellikle konfeksiyonda kullanılacak dikiş iplikleri ve kaygan parlak ipliklerin imalinde kullanılır.
2. KATLI BÜKÜM
İki veya daha fazla tek kat ipliği bükmek suretiyle birleştirerek katlı bükümlü iplik oluşturulur. Tek katlı iki ipliğin bükülmesi ciltleme ya da iki katlama, iki
veya daha fazla katlı ipliğin birlikte bükülmesi de çoklu katlama ya da kablolama olarak isimlendirilir. Katlama terimi ipliklerin bükümsüz
katlanmasını anlatır. Buna rağmen katlı büküm işlemine de katlama denilmektedir
3. ÇİFT BÜKÜM
Tek katlı veya bükümsüz katlanmış ipliklerin bükülmesi işlemidir. Bükme elemanının (çift büküm iği) her dönüşümle ipliğe iki büküm verilmesi şeklinde
yapılan bükümdür. İngilizcesine istinaden two for one büküm veya Türkçe’ si olan bire iki büküm şeklinde de isimlendirilir.
4. FANTEZİ BÜKÜM
İpliklere büküm yoluyla efektler verilebilir. Birden fazla iplik veya elyaf şeridi değişik şekilerde beslenerek veya değişik yapıdaki iplikler bükülerek fantezi iplikler elde edilir. Fantezi büküm, ipliklerin görünümlerine yönelik olarak
yapılır.
KATLI BÜKÜM MAKİNELERİ
Katlama kelime olarak “iki iplik”demek olan Hintçe bir kelime olup, iplik sarma makinesinde iki ipliği birlikte sarma işlemi anlamında da
kullanılmaktadır. Katlama, ipliklerin bükülmeden doğrudan katlanmasıdır. Katlı iplik denilince bükülmüş olan birden fazla iplik de anlaşılmaktadır. Halbuki katlama işleminde
özel bir büküm işlemi yapılmaz. İstenildiği zaman büküm öncesi, büküme hazırlık olarak iplikler katlanabilir.
Çift (bire iki, two for one) büküm makinelerinin daha verimli ve hızlı çalışması için ve çeşitli örme mamullerinin üretiminde katlanmış iplikler kullanılabilmektedir. Bazı durumlarda katlama işlemi ıslak katlama şeklinde
yapılır. Islak katlama; saf veya uygun kimyasal maddeler ilave edilmiş suya
batırılmak suretiyle veya benzer sıvılarda ıslatılmış aletlerle temas ettirilerek
27
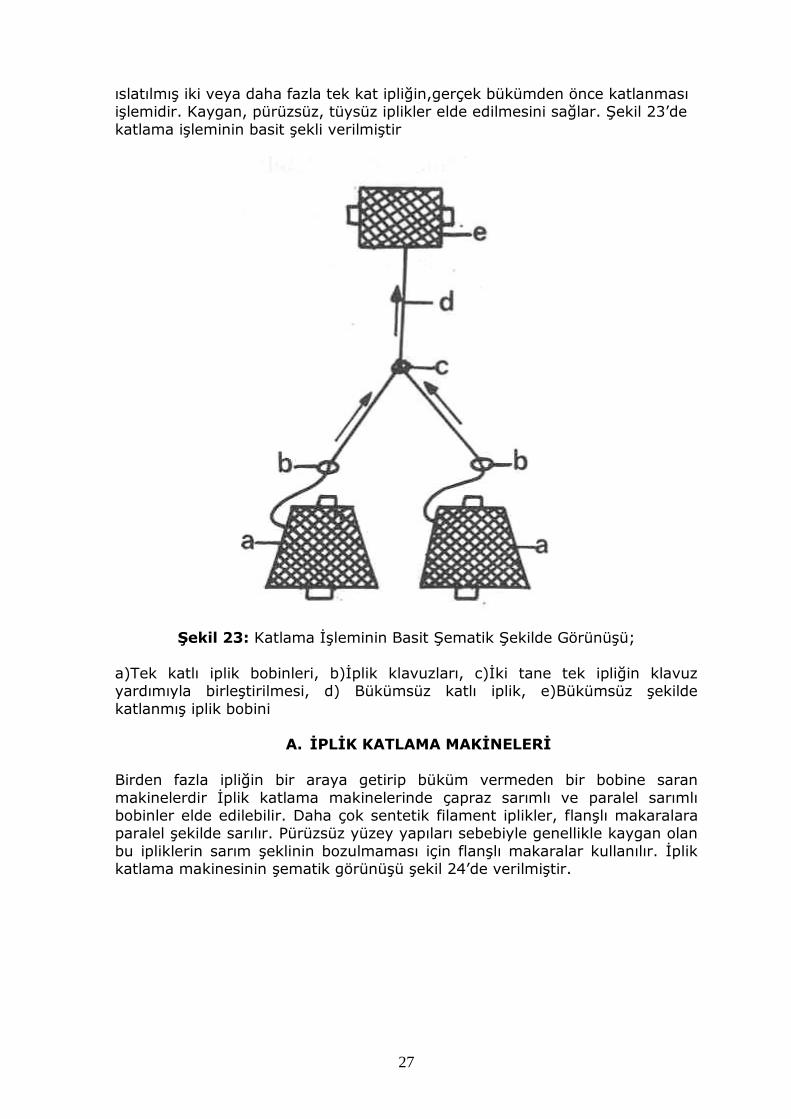
ıslatılmış iki veya daha fazla tek kat ipliğin,gerçek bükümden önce katlanması işlemidir. Kaygan, pürüzsüz, tüysüz iplikler elde edilmesini sağlar. Şekil 23’de
katlama işleminin basit şekli verilmiştir
Şekil 23: Katlama İşleminin Basit Şematik Şekilde Görünüşü;
a)Tek katlı iplik bobinleri, b)İplik klavuzları, c)İki tane tek ipliğin klavuz yardımıyla birleştirilmesi, d) Bükümsüz katlı iplik, e)Bükümsüz şekilde
katlanmış iplik bobini
A. İPLİK KATLAMA MAKİNELERİ
Birden fazla ipliğin bir araya getirip büküm vermeden bir bobine saran
makinelerdir İplik katlama makinelerinde çapraz sarımlı ve paralel sarımlı bobinler elde edilebilir. Daha çok sentetik filament iplikler, flanşlı makaralara paralel şekilde sarılır. Pürüzsüz yüzey yapıları sebebiyle genellikle kaygan olan
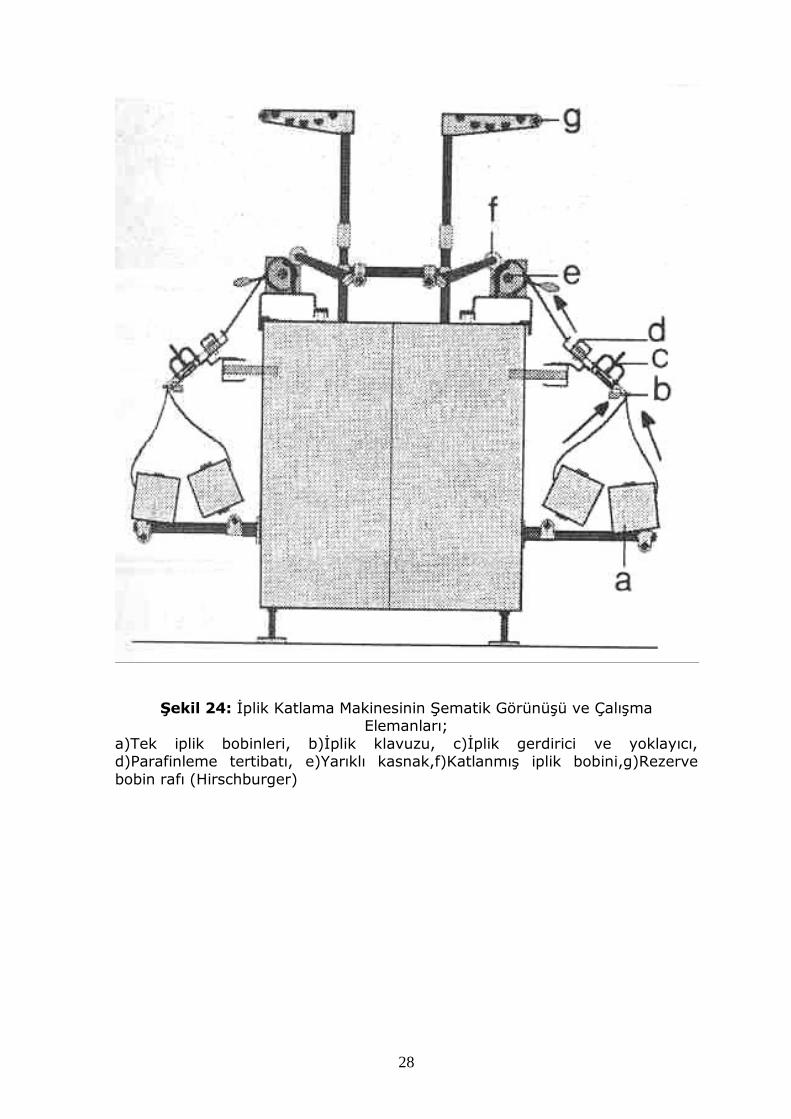
bu ipliklerin sarım şeklinin bozulmaması için flanşlı makaralar kullanılır. İplik katlama makinesinin şematik görünüşü şekil 24’de verilmiştir.
28
Şekil 24: İplik Katlama Makinesinin Şematik Görünüşü ve Çalışma
Elemanları;
a)Tek iplik bobinleri, b)İplik klavuzu, c)İplik gerdirici ve yoklayıcı, d)Parafinleme tertibatı, e)Yarıklı kasnak,f)Katlanmış iplik bobini,g)Rezerve
bobin rafı (Hirschburger)
29
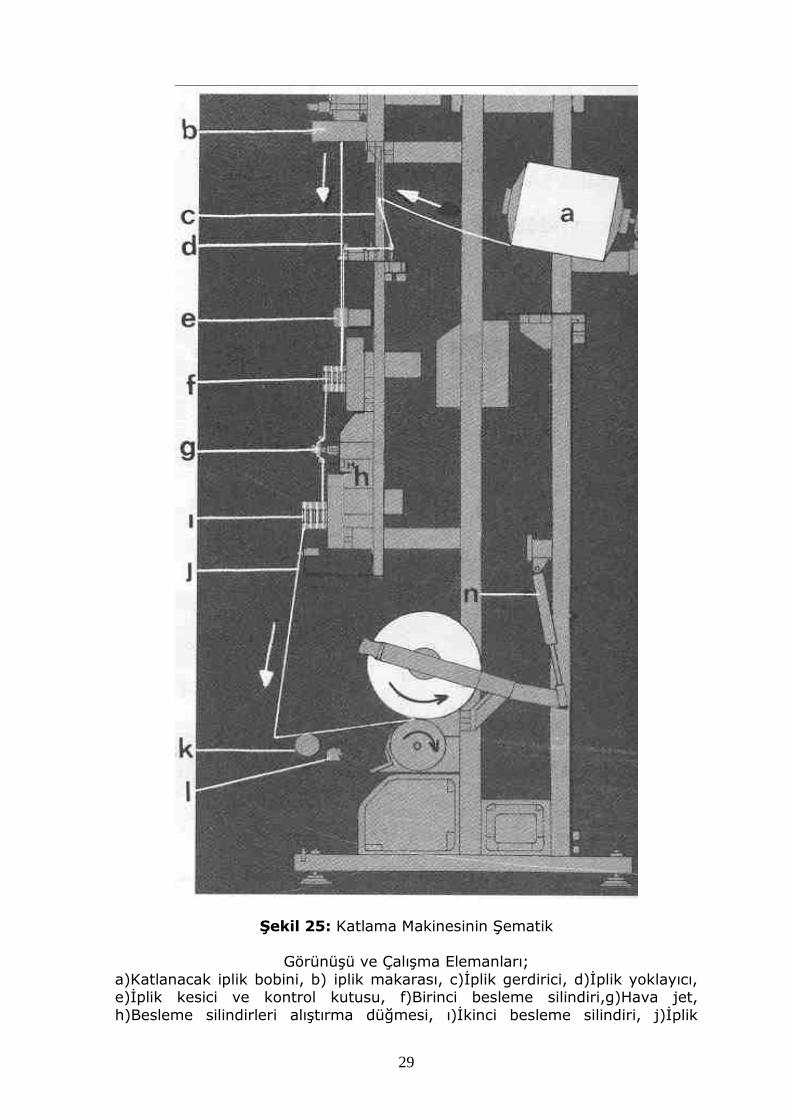
Şekil 25: Katlama Makinesinin Şematik
Görünüşü ve Çalışma Elemanları;
a)Katlanacak iplik bobini, b) iplik makarası, c)İplik gerdirici, d)İplik yoklayıcı, e)İplik kesici ve kontrol kutusu, f)Birinci besleme silindiri,g)Hava jet,
h)Besleme silindirleri alıştırma düğmesi, ı)İkinci besleme silindiri, j)İplik
30
klavuzu, k)İplik yağlama, l)Yağ kutusu, m)Katlı iplik bobini, n)Bobin kaldırma tertibatı (DGF) (Yakartepe, 1995b)
Elastomer filamentin dokuma işlemlerinde tek başına kullanılması zordur. Elastik yapı nedeniyle filament halde atkı ve çözgü olarak tek başına işleme
girmesi sorun yaratır. Buna benzer durumlarda standart elastikiyet sağlamak amacıyla normal
atkı ve çözgü iplikleriyle bir arada kullanılır. Bunun için de dokuma işlemi öncesinde
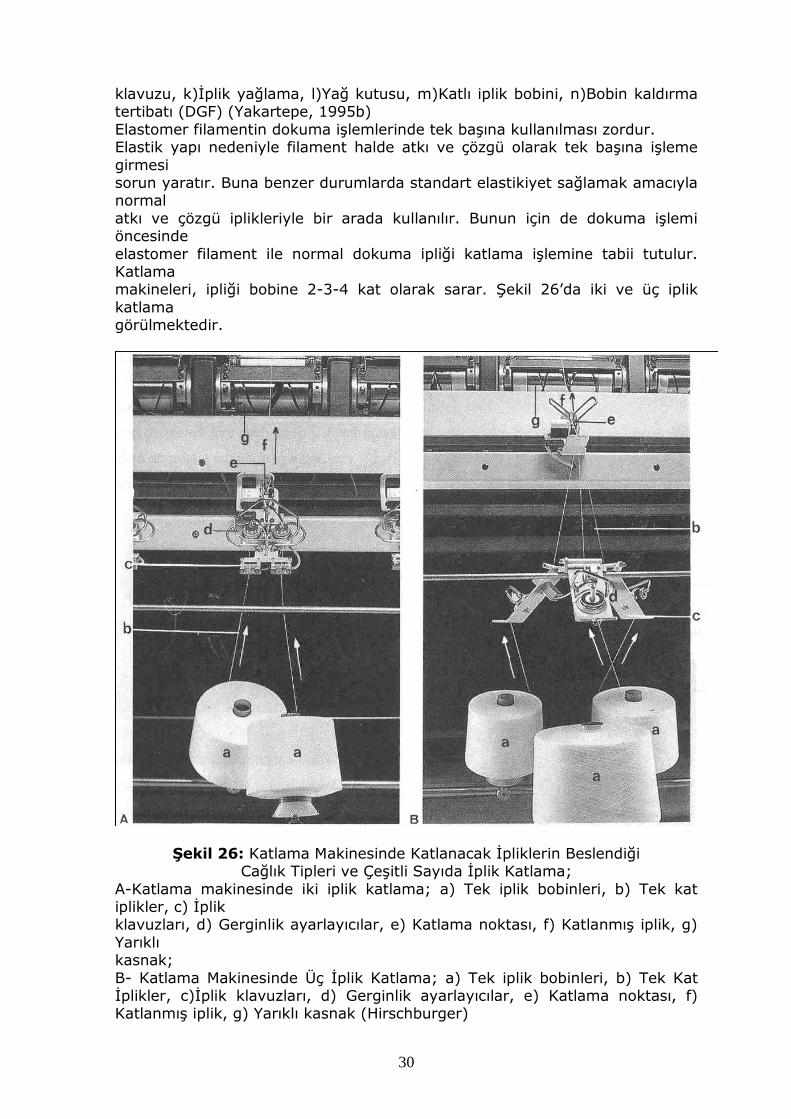
elastomer filament ile normal dokuma ipliği katlama işlemine tabii tutulur. Katlama makineleri, ipliği bobine 2-3-4 kat olarak sarar. Şekil 26’da iki ve üç iplik
katlama görülmektedir.
Şekil 26: Katlama Makinesinde Katlanacak İpliklerin Beslendiği Cağlık Tipleri ve Çeşitli Sayıda İplik Katlama;
A-Katlama makinesinde iki iplik katlama; a) Tek iplik bobinleri, b) Tek kat iplikler, c) İplik klavuzları, d) Gerginlik ayarlayıcılar, e) Katlama noktası, f) Katlanmış iplik, g)
Yarıklı kasnak;
B- Katlama Makinesinde Üç İplik Katlama; a) Tek iplik bobinleri, b) Tek Kat İplikler, c)İplik klavuzları, d) Gerginlik ayarlayıcılar, e) Katlama noktası, f) Katlanmış iplik, g) Yarıklı kasnak (Hirschburger)
31
Katlama makinelerinin sarım hızı, bobin makinelerinden daha azdır. Bu bir dezavantaj kabul edilerek katlama makinesine tek bobin beslemek suretiyle
aktarma işlemi de yapılabilir. Katlama makinelerinde kopuşlar her iplik için iplik yoklayıcılar tarafından ayrı ayrı kontrol edilir. Herhangi bir ipliğin kopması
anında ipliğin uzun müddet eksik kat sayısıyla sarılması istenmez. İplik koptuğunda yoklayıcılar bunu fark ederek makineyi durdurur. İplik gerginliği ayarlanabilir, sağım sırasında
balonlaşmayı önlemek için aparatlar kullanılır. Katlama makinelerinde bobin sarma, değiştirme sistemleri bobinleme
makinelerindeki gibidir. Yüzeyden ve eksenden tahrikle bobin sarımı yapılır. Manuel yolla bobin değiştirme işlemi yapılabildiği gibi otomatik olarak dolu bobinler sevk edilip, iğe yeni bobin patronu takılabilir.
B. İPLİK BÜKÜM MAKİNELERİ Tek iplik veya birden fazla ipliği bir araya getirerek büküm veren veya
katlanmış bükümsüz ipliğe büküm veren makinelerdir. Büküm; ipliklerin mukavemetlerinin arttırılması (düz büküm) veya değişik karakterler
kazandırılması (fantezi büküm) için yapılır. Fantezi bükümde mukavemet ikinci palandadır, önemli olan görünüştür.
Genel olarak, büküm işleminin yapıldığı makinelere büküm makineleri denilir. Buradaki işlem katlı büküm işlemidir. Büküm makineleri; katlı büküm makineleri, çift büküm makineleri ve fantezi büküm makineleri gibi çeşitlilik
gösterir.
C. KATLI BÜKÜM MAKİNELERİ
1. ÇİFT BÜKÜM 2.RİNG BÜKÜM 3.HAMEL Birden fazla ipliğin önce bir araya getirilip, sonra büküm işlemine tabii
tutularak katlı bükümlü iplik elde edilmesini ve tekrar bobinlenmesini sağlayan makinelerdir.
Katlı bükülecek iplik sayısı kadar iplik bobini makine cağlığında bulunur ve bir adet katlı iplik bobinini besler. Yani, iki katlı iplik elde edilecekse, bir katlı iplik bobini için iki tek iplik bobini bulunur.
Katlı büküm makinelerinde büküm, bilezikli sistemler sayesinde gerçekleştirilir. Bilezikli büküm makinelerinde elde edilen katlı iplik bobinleri daha sonra bir
aktarma işlemiyle istenilen formda bobinlere sarılırlar Katlı büküm makineleri prensip olarak katlama makinelerine benzer. Katlı büküm makineleri ile katlama makineleri arasındaki en bariz fark; katlı
büküm makinelerinde, katlama makinelerinde olmayan büküm tertibatlarının olması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
Katlı büküm makinesinde; cağlığa dizilen tek kat iplik bobinlerinin iplikleri rehberlerden geçer. Kaç kat iplik katlanacaksa o kat kadar iplik rehberden geçirilip kopça ile büküm kopslarına sarılır.
32
Katlı büküm makinelerinde çeşitli formlarda bobin elde edilebilir ve çapraz veya paralel sarım yapılabilir.
Bilezikli katlı büküm makinelerinde, iplik, katlı bükülüp bobinlendikten sonra genellikle bir bobin aktarma işleminden geçirilir. Bilezikli katlı büküm
makinelerinde elde edilen bobinin sağım özellikleri çok iyi değildir. Sağım özelliği daha iyi olan bobinler elde etmek gerekir. Bu şekilde, sonraki işlemler de daha rahat ve hızlı bir çalışma söz konusu olur.
Tek iplik veya birden fazla ipliği bir araya getirerek büküm veren veya katlanmış bükümsüz ipliğe büküm veren makinelerdir. Büküm; ipliklerin
mukavemetlerinin arttırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır. Fantezi bükümde mukavemet ikinci plandadır, önemli olan görünüştür.
Genel olarak, büküm işleminin yapıldığı makinelere büküm makineleri denir. Buradaki işlem katlı büküm işlemidir. Bükümden sonra iplikler tekrar
bobinlenir. Büküm makineleri; A. ÇİFT (BİRE İKİ,TWO FOR ONE) BÜKÜM MAKİNELERİ
B. RİNG İPLİK EĞİRME SİSTEMİ VE MAKİNELERİ C. İÇİ BOŞ İĞLİ BÜKÜM METODU(HAMEL)
A. ÇİFT BÜKÜM MAKİNELERİ Yalancı büküm metoduna göre tekstüre edilmiş ipliklerin elastikiyeti çift iplik
büküm makinelerinde azaltılabilir. Bunun için büküm makinesinde olduğu gibi ısıtıcılardan geçen ipliklere 40 - 150 T/m büküm verilir. Bu işlemin en iyi tarafı
bükümün iplik akışı esnasında gerçekleşmesi ısıl işlemin homojenliği ve ısıl işlem sonunda satışa hazır bobinlerin elde edilmesidir. Bu işlemde 40 - 280 dtex (45 - 70 denye) inceliğinde Nylon 6, Nylon 66 ve polyester ipliklerinde
uygulanabilmektedir. Çift büküm makinesi, Günümüzde yaygın kullanımı bir
iplik büküm makinesidir. Katlı büküm yapılan bir çok iplik işletmesinde herhangi bir çift büküm makinesi görmek mümkündür. Birden fazla tek katlı ipliğin bobinden sağılıp birbiri üstüne bükülerek tekrar bobin halinde sarıldığı
makinelerdir. Çift büküm makineleri, iğin her devrinde ipliğe iki büküm verir. Çift büküm makinelerinde ayrı bobinlerden gelen iplikler bükülmekle beraber,
daha önce bükümsüz katlanmış ipliklerin bükülmesi de modern makinelerde verimliliği ve hızı artırır. Bu sebeple ipliklerin çift büküm makinesine verilmeden önce katlama işleminden geçirilmesi ve bükümsüz katlanmış iplik
bobinlerinin makineye beslenmesi üretim açısından son derece avantajlıdır. Çift büküm sisteminde bükümlü iplik iki aşamada oluşturulur;
Katlama ve büküm. İplik üreticileri kadar dokumacılar da bu sistemlere fabrikalarında sahiptirler. Bu durum dokumacılara değişik renk, numara ve materyal yapısına sahip
kendi ipliklerini üretmelerine imkan verir. Oldukça esnek bir sistemdir. Geniş üretim bandı yelpazesi sunar. Minimum yatırım ile bu tür iplikler elde etmek
mümkündür. Elastan olarak kaplanmış, hava ile kaplanmış veya çıplak kullanılabilir. Çift büküm sistemi ile çalışan bir makinede ipliğe bir devirde 2 büküm
verilir. Bobin kovası iğ üzerinde sabit durmaktadır. Bobin kovasından gelen iplik önce başlık üzerinden çekilir, frenli oyuk eksenden geçer ve iğin dönen
bölümüne ulaşır. İğin oyuğundan (Rotor) dışarı çıkar. İplik, iğin dönüşü ile iplik
33
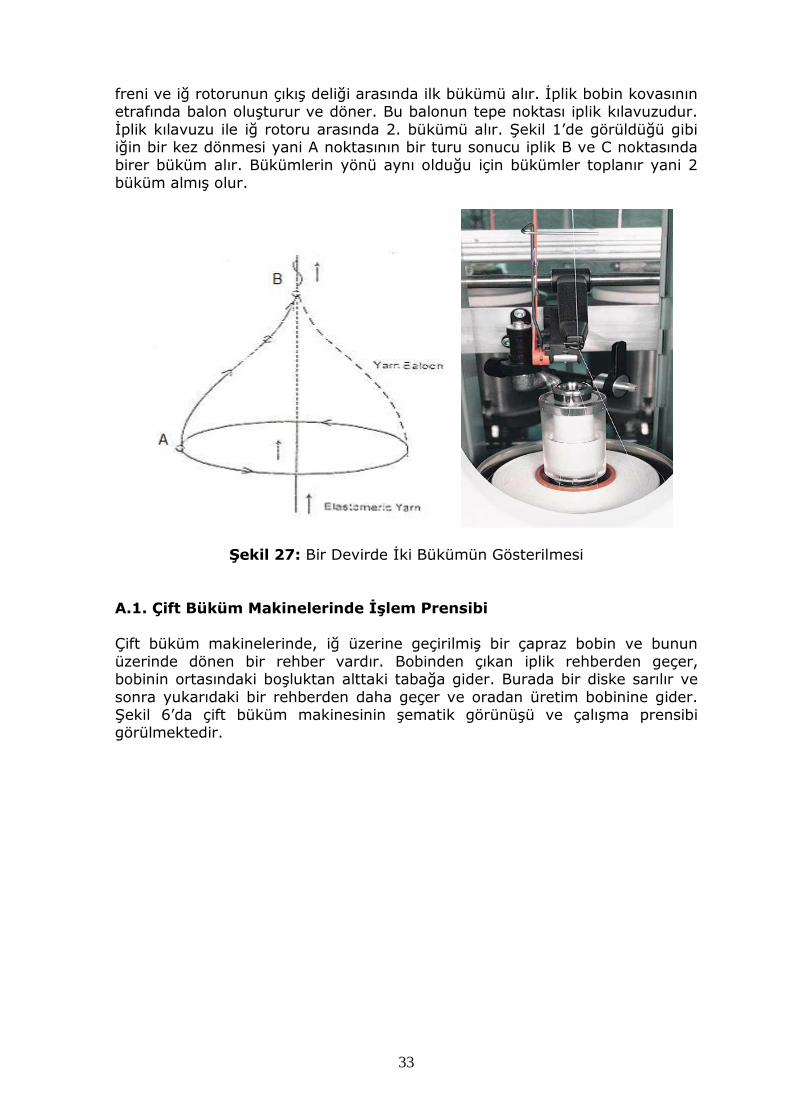
freni ve iğ rotorunun çıkış deliği arasında ilk bükümü alır. İplik bobin kovasının etrafında balon oluşturur ve döner. Bu balonun tepe noktası iplik kılavuzudur.
İplik kılavuzu ile iğ rotoru arasında 2. bükümü alır. Şekil 1’de görüldüğü gibi iğin bir kez dönmesi yani A noktasının bir turu sonucu iplik B ve C noktasında
birer büküm alır. Bükümlerin yönü aynı olduğu için bükümler toplanır yani 2 büküm almış olur.
Şekil 27: Bir Devirde İki Bükümün Gösterilmesi
A.1. Çift Büküm Makinelerinde İşlem Prensibi Çift büküm makinelerinde, iğ üzerine geçirilmiş bir çapraz bobin ve bunun
üzerinde dönen bir rehber vardır. Bobinden çıkan iplik rehberden geçer, bobinin ortasındaki boşluktan alttaki tabağa gider. Burada bir diske sarılır ve
sonra yukarıdaki bir rehberden daha geçer ve oradan üretim bobinine gider. Şekil 6’da çift büküm makinesinin şematik görünüşü ve çalışma prensibi görülmektedir.
34
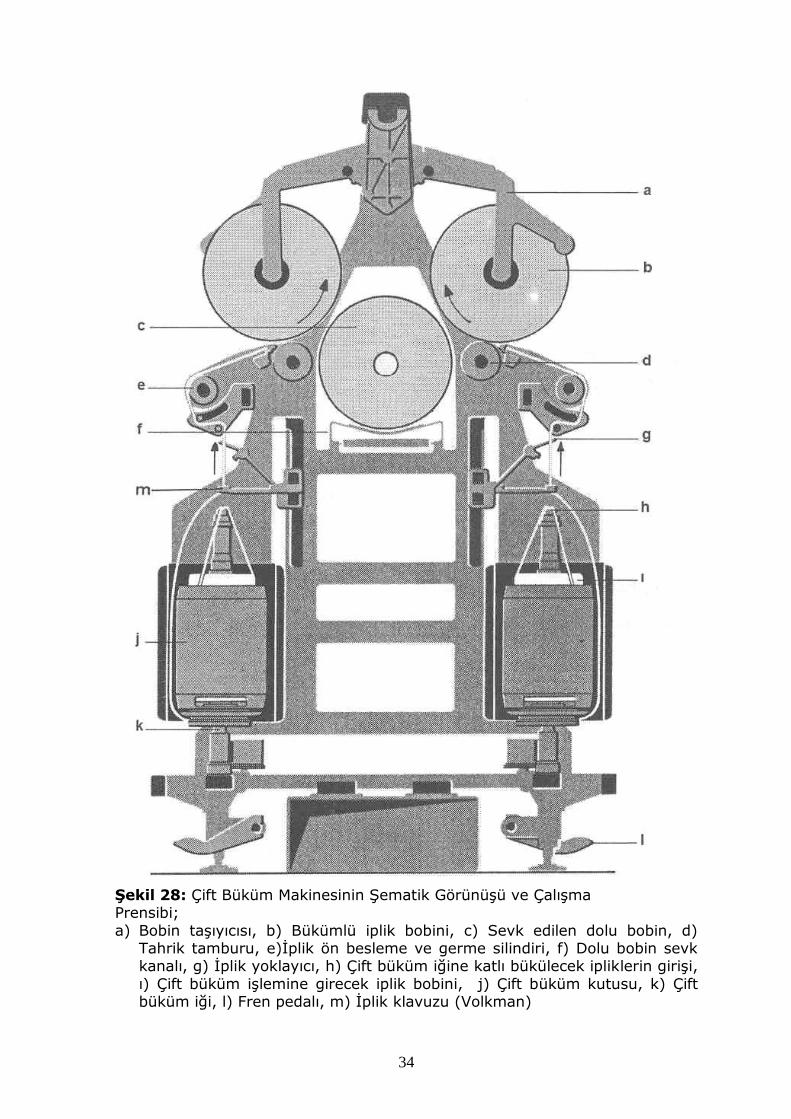
Şekil 28: Çift Büküm Makinesinin Şematik Görünüşü ve Çalışma Prensibi;
a) Bobin taşıyıcısı, b) Bükümlü iplik bobini, c) Sevk edilen dolu bobin, d) Tahrik tamburu, e)İplik ön besleme ve germe silindiri, f) Dolu bobin sevk kanalı, g) İplik yoklayıcı, h) Çift büküm iğine katlı bükülecek ipliklerin girişi,
ı) Çift büküm işlemine girecek iplik bobini, j) Çift büküm kutusu, k) Çift büküm iği, l) Fren pedalı, m) İplik klavuzu (Volkman)
35
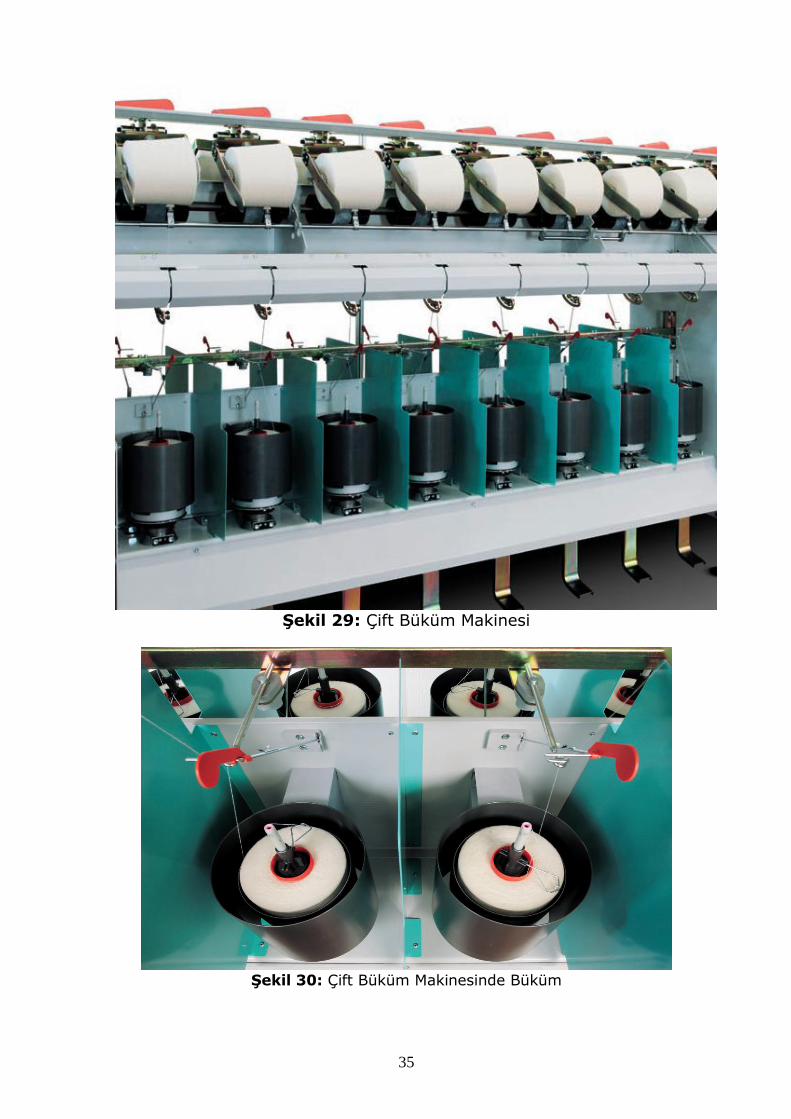
Şekil 29: Çift Büküm Makinesi
Şekil 30: Çift Büküm Makinesinde Büküm
36
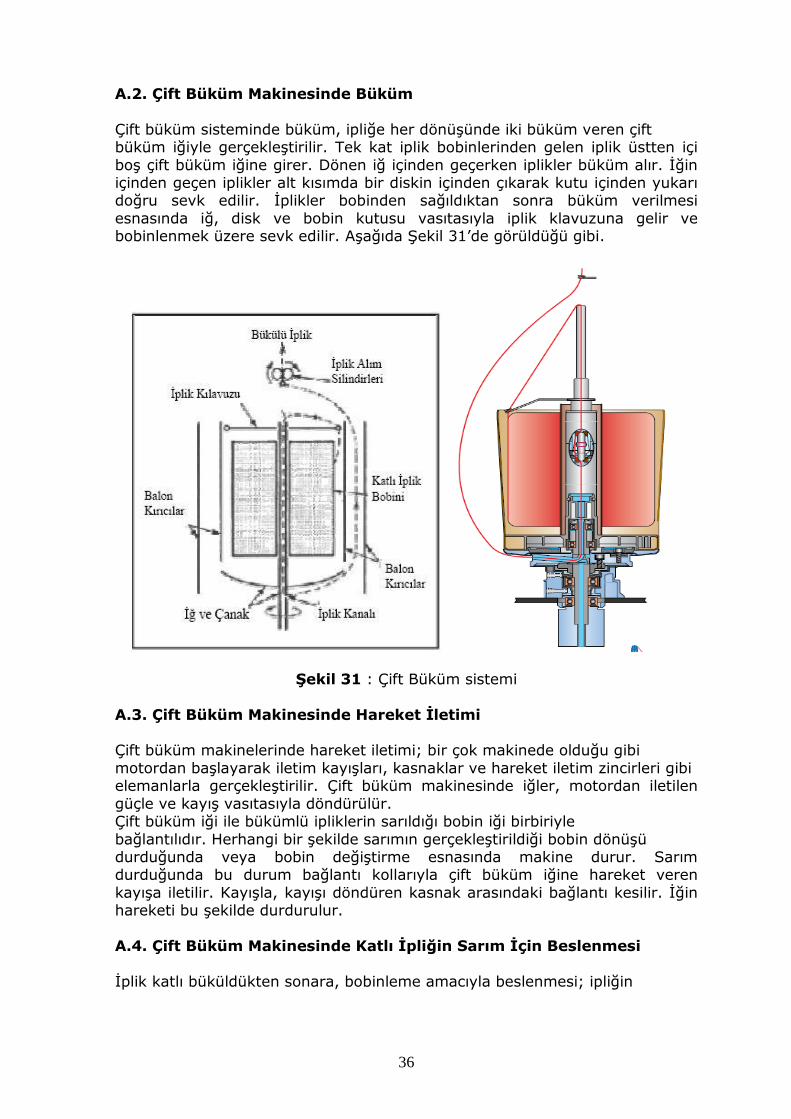
A.2. Çift Büküm Makinesinde Büküm
Çift büküm sisteminde büküm, ipliğe her dönüşünde iki büküm veren çift büküm iğiyle gerçekleştirilir. Tek kat iplik bobinlerinden gelen iplik üstten içi
boş çift büküm iğine girer. Dönen iğ içinden geçerken iplikler büküm alır. İğin içinden geçen iplikler alt kısımda bir diskin içinden çıkarak kutu içinden yukarı doğru sevk edilir. İplikler bobinden sağıldıktan sonra büküm verilmesi
esnasında iğ, disk ve bobin kutusu vasıtasıyla iplik klavuzuna gelir ve bobinlenmek üzere sevk edilir. Aşağıda Şekil 31’de görüldüğü gibi.
Şekil 31 : Çift Büküm sistemi
A.3. Çift Büküm Makinesinde Hareket İletimi Çift büküm makinelerinde hareket iletimi; bir çok makinede olduğu gibi
motordan başlayarak iletim kayışları, kasnaklar ve hareket iletim zincirleri gibi elemanlarla gerçekleştirilir. Çift büküm makinesinde iğler, motordan iletilen
güçle ve kayış vasıtasıyla döndürülür. Çift büküm iği ile bükümlü ipliklerin sarıldığı bobin iği birbiriyle
bağlantılıdır. Herhangi bir şekilde sarımın gerçekleştirildiği bobin dönüşü durduğunda veya bobin değiştirme esnasında makine durur. Sarım durduğunda bu durum bağlantı kollarıyla çift büküm iğine hareket veren
kayışa iletilir. Kayışla, kayışı döndüren kasnak arasındaki bağlantı kesilir. İğin hareketi bu şekilde durdurulur.
A.4. Çift Büküm Makinesinde Katlı İpliğin Sarım İçin Beslenmesi
İplik katlı büküldükten sonara, bobinleme amacıyla beslenmesi; ipliğin

37
gerginliğini kontrol eden, sarım yapılan bobinde istenilen özelliklere göre uygun beslemeyi gerçekleştiren ve ayarlanabilir sistemler sayesinde
gerçekleştirilir Katlı ipliklerin sarıldığı bobinler silindirik veya konik formda olabilir. Çift büküm makinesinde ayarlanabilir katlı iplik besleyici sistemler
sayesinde bobinde uygun uniformite sağlanır. Besleyici sistemler aynı zamanda bobine sarılan iplik uzunluğunu da ölçebilirler. Bu sayede katlı bükülmüş iplik bobininde bulunan ipliğin uzunluğu da bilinebilir, istenilen
uzunlukta sarım yapılabilir.
Resim 32: Çift Büküm makinesinde ipliğin sarım için beslenmesi
A.5. Çift Büküm Makinelerinde Bobin Değiştirme İşi
Çift büküm makinelerinde bobin değiştirme işlemi, tıpkı bobinleme ve katlama makinelerinde olduğu gibidir. Bobin dolar, bobin iği yukarı kalkar, dolu bobin çıkartılarak yerine yeni bobin patronu takılır ve sarma işlemine
devam edilir. Sarım işlemi başlarken ilk önce rezerve sarım işlemi gerçekleştirilir.
Bobin doldukça hacmi büyüdüğü için yukarı doğru kalkar. Yukarı doğru kalkma sırasında baskıyı ayarlayan bir yay sistemi vardır. Bobin, sarım
sırasında yay direncini yendikçe yükselir. Yeterli doluluğa ulaştığında da direnci tamamen yenerek bobin yukarı kalkar, tahrik ve sarım durur. Büküm makinelerinde otomatik bobin değiştirmenin yanı sıra, dolan ve
değişen bobinlerin sevki de gerçekleştirilebilmektedir. Bobin değiştikten sonra makinede transfer kanalına itilir. Bu kanal vasıtasıyla bobinler makineden
başka bir yere sevk edilir.
38
A.6. Çift Büküm Makineleri Konstrüksiyonları
Çift büküm makinelerinde değişik konstrüksiyon mevcuttur. Fakat sistem ve
çalışma prensibi hepsinde aynıdır. Çift büküm makinelerinde konstrüksiyon farklılıkları, üretim açısından maksimum verimi sağlamak için yapılır. İstenilen materyale, işlem amacına, işlem tekniğine ve gelişen teknolojiye göre
konstrüksiyon değişiklikleri yapılabilmektedir. Farklı iplikler için aparatlar eklenebilmektedir.
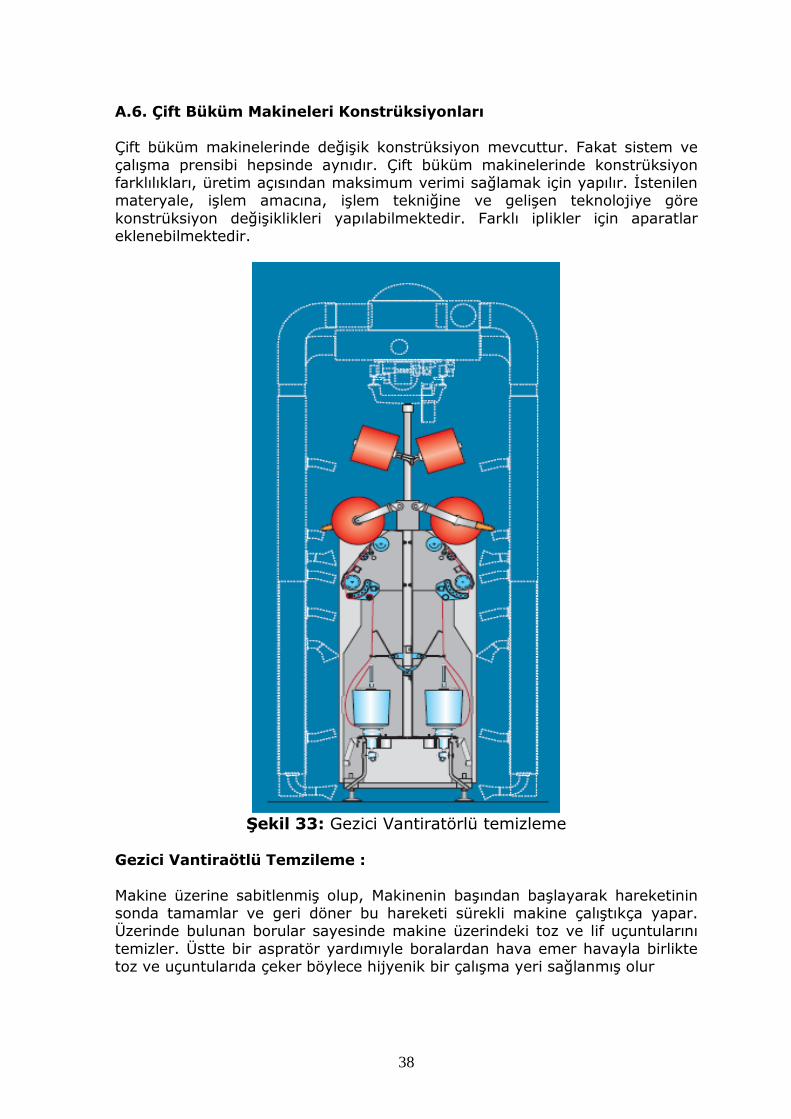
Şekil 33: Gezici Vantiratörlü temizleme
Gezici Vantiraötlü Temzileme :
Makine üzerine sabitlenmiş olup, Makinenin başından başlayarak hareketinin sonda tamamlar ve geri döner bu hareketi sürekli makine çalıştıkça yapar. Üzerinde bulunan borular sayesinde makine üzerindeki toz ve lif uçuntularını
temizler. Üstte bir aspratör yardımıyle boralardan hava emer havayla birlikte toz ve uçuntularıda çeker böylece hijyenik bir çalışma yeri sağlanmış olur
39
A.7. ÖLÇÜM DENEY VE GÖZLEMLER
a. Uster Düzgünsüzlük Cihazı İle Düzgünsüzlük Ölçümü b. Uster Mukavemet Cihazı İle Mukavemet Ölçümü
c. Two – For – One Büküm Makinelerinde Yapılan Deneyler d. Kopma Mukavemeti Tayini Deney Sonuçları
7.a. Uster Düzgünsüzlük Cihazı İle Düzgünsüzlük Ölçümü
En yaygın olarak kullanılan metottur. Kapasitif yöntem ile ölçüm yapılır. Kondansatör levhaları arasından geçirilen numunede oluşabilecek kütlesel farklar
ölçülür. Plakalar arasından geçen numune iplik, şerit veya fitil olabilir. Geçirilen
numunede kütlesel farklar olduğu zaman kondansatörlerin sığası değişir. Bu değişim osiloskopta frekans değişikliğine yol açar ve meydana gelen sinyal amplifikatörde güçlendirilerek elektrik devrelerine iletilir. Daha sonra
indikatörde hatalar tespit edilerek ayrılır (ince yer, kalın yer, neps, tüylülük vb.). Bu hatalar ayrıldıktan sonra da entegratörde sinyaldeki sapmalar “CV”
veya “U” değeri olarak belirlenir. Spektograf ise aynı uzunlukta tekrar edilen büyüklükleri ve dalga boyları aynı olan hataları (periyodik hata) sınıflandırır.
Yazıcı ise elde edilen tüm bilgileri bir grafik ile birlikte çıktı olarak verir. Tekstil materyalinde görülen kalın bant formundan en ince iplik formuna kadar bütün tekstil yapılarının düzgünsüzlüğünün ölçümü bu yöntemle mümkün olmaktadır.
Uster diyagramının incelenmesinde; nadir oluşan hatalar, uzun dalga boyu değişimleri, 40 m’den büyük olan ve dolayısıyla spektograf ile saptanamayan
periyodik kütle değişimleri, aşırı kalın ve ince yerler, partiler içerisinde mevcut gelişi güzel oluşan ince ve kalın yerler, ortalama değerdeki kademeli değişimler, periyodik hataların devamlı mı yoksa kümeler halinde mi olduğu,
nadir rastlanan değerlerin hatalı ölçümden mi kaynaklandığı dikkate alınır
7.b. Uster Mukavemet Cihazı İle Mukavemet Ölçümü Bu cihaz eğik düzlem prensibine göre çalışır. Eğik düzlem, düzlemi hareket
ettiren salyangoz dişli ve yuvarlama yapan taşıyıcı kısımlardan oluşur. İplik cihaza yerleştirildikten sonra cihaz, muayene etme, kaydetme, kopmuş ipliği
çıkarma ve muayene uzunluğunda yeni iplik numunesi yerleştirme işlemleri istenen uzunluğunda yeni iplik numunesi yerleştirme işlemleri olmak üzere kendi kendine yapar. sayısında olmak üzere kendi kendine yapar.
Uster cihazının önemli kısımları; 50cm’lik bir muayene uzunluğu sağlayan çeneler, istenilen muayene öncesi gerginliği sağlayan, ayarlanabilen magnetik
gerilme diski, başlama ve durdurma işlemini yapan düğmenin bulunduğu kontrol levhası. Ayrıca bu levha üzerinde 20-200 arasında istenen muayene sayısına
uygun olarak programlama yapan bir şalter ile muayene sayısını, toplam kopma kuvveti ve toplam uzamayı gösteren sayaçlar, her bir kopma kuvveti
ve uzamayı gösteren diyagram diyebiliriz. Ayrıca cihazın alt tarafında oluklu bir levha ve bu levha üzerinde kopma kuvvetinin gösterdiği değişmeye uygun olarak çelik bilyeler toplanır. Kopma kuvvetlerine bağlı olarak bu bilyeler
düşer. Her bir bilye bir muayeneye karşılık gelir
40
7.c. Çift Büküm Makinelerinde Yapılan Deneyler
Çift büküm sisteminde bükümlü elastik iplik katlama ve büküm olmak üzere iki aşamada oluşturulur;
İplik üreticileri kadar dokumacılar da bu sistemlere fabrikalarında sahiptirler. Bu durum dokumacılara değişik renk, numara ve materyal yapısına sahip kendi
ipliklerini üretmelerine imkan verir. Oldukça esnek bir sistemdir. Geniş üretim bandı yelpazesi sunar. Minimum yatırım ile bu tür iplikler elde etmek
mümkündür. Elastan olarak kaplanmış, hava ile kaplanmış veya çıplak kullanılabilir. “Two-For-One” sistemi ile çalışan bir makinede ipliğe bir devirde 2 büküm verilir. Bobin kovası iğ üzerinde sabit durmaktadır. Bobin kovasından
gelen iplik önce başlık üzerinden çekilir, frenli oyuk eksenden geçer ve iğin dönen bölümüne ulaşır. İğin oyuğundan (Rotor) dışarı çıkar. İplik, iğin dönüşü
ile iplik freni ve iğ rotorunun çıkış deliği arasında ilk bükümü alır. İplik bobin kovasının etrafında balon oluşturur ve döner. Bu balonun tepe noktası iplik kılavuzudur. İplik kılavuzu ile iğ rotoru arasında 2. bükümü alır.
Çift büküm makinelerinin, çalışma sistemi kısaca hatırlatıldıktan sonra bu makine tipi üzerinde yapmış olduğumuz denemelere değineceğiz.
Kalite artırımına yönelik bu çalışmada özellikle bu makinelerin seçilme nedeni şudur; çalışma kapsamında belirlemiş olduğumuz kumaş tiplerinin
hemen hepsi çift katlı ve elastanlı yapılardır. Elastanın iplik içerisine yoğunluklu olarak dahil edildiği makineler bu makinelerdir. İplik üretim sistemlerinde tek kat iplik
olarak üretilen Pes/Vis karışımlı iplikler daha sonra büküm makinelerine gelerek bu makinelerde ham elastan ile işleme tabi tutulmaktadırlar. Elastanlı
kumaş tiplerinin hemen hepsinde de bu çift katlı ve elastanlı yapılar kullanılmaktadır. Ham elastanın; elastanlı mamul kumaş yapısına, iplik şeklinde büküm
prosesinde dahil ediliyor olması kalite açısından büküm işlemini çok önemli bir yere getirmektedir. Bu nedenden dolayı gözle kontrol sonucunda ortaya çıkan
kimi hataların bir çoğunun sebebi bu proseste yapılan hatalardan kaynaklanmaktadır. Çift büküm makinelerinin diğer tüm teknik özelliklerine ise daha
önceki bölümlerde ayrıntılı bir biçimde değinilmiştir. Bahsi geçen bu büküm makinelerinde yapılan çalışmalar aşağıda çizelge
12.2’de verilmiştir. Çalışma yapılırken Çukurova Sanayi İşletmeleri imkanları kullanılmıştır. Deneylerin yapıldığı büküm makineleri ise Saurer-Volkman (VTS-09) marka büküm makineleridir.
Çalışmalar için seçilen iplik tipi, daha önce çalışmada incelenen 10 adet numune tipte en ağırlıklı olarak kullanılan 28/2 Pes/Vis + Elastan (78
dtex) elyafı boyalı siyah iplik tipidir. 7.d. Kopma Mukavemeti Tayini Deney Sonuçları
Numune kumaşlara uygulanan kopma mukavemeti test sonuçları aşağıda
çizelge 8’de görüldüğü gibidir.
41
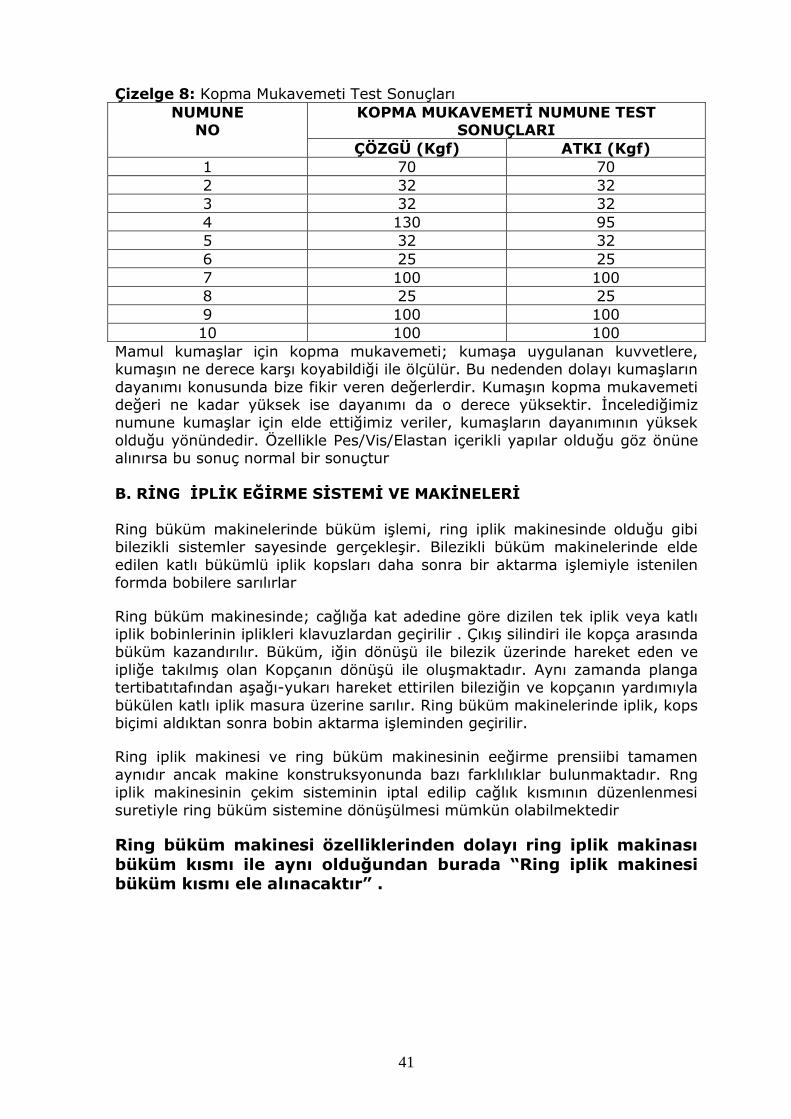
Çizelge 8: Kopma Mukavemeti Test Sonuçları
NUMUNE NO
KOPMA MUKAVEMETİ NUMUNE TEST SONUÇLARI
ÇÖZGÜ (Kgf) ATKI (Kgf)
1 70 70
2 32 32
3 32 32
4 130 95
5 32 32
6 25 25
7 100 100
8 25 25
9 100 100
10 100 100
Mamul kumaşlar için kopma mukavemeti; kumaşa uygulanan kuvvetlere, kumaşın ne derece karşı koyabildiği ile ölçülür. Bu nedenden dolayı kumaşların
dayanımı konusunda bize fikir veren değerlerdir. Kumaşın kopma mukavemeti değeri ne kadar yüksek ise dayanımı da o derece yüksektir. İncelediğimiz numune kumaşlar için elde ettiğimiz veriler, kumaşların dayanımının yüksek
olduğu yönündedir. Özellikle Pes/Vis/Elastan içerikli yapılar olduğu göz önüne alınırsa bu sonuç normal bir sonuçtur
B. RİNG İPLİK EĞİRME SİSTEMİ VE MAKİNELERİ
Ring büküm makinelerinde büküm işlemi, ring iplik makinesinde olduğu gibi bilezikli sistemler sayesinde gerçekleşir. Bilezikli büküm makinelerinde elde
edilen katlı bükümlü iplik kopsları daha sonra bir aktarma işlemiyle istenilen formda bobilere sarılırlar
Ring büküm makinesinde; cağlığa kat adedine göre dizilen tek iplik veya katlı iplik bobinlerinin iplikleri klavuzlardan geçirilir . Çıkış silindiri ile kopça arasında büküm kazandırılır. Büküm, iğin dönüşü ile bilezik üzerinde hareket eden ve
ipliğe takılmış olan Kopçanın dönüşü ile oluşmaktadır. Aynı zamanda planga tertibatıtafından aşağı-yukarı hareket ettirilen bileziğin ve kopçanın yardımıyla
bükülen katlı iplik masura üzerine sarılır. Ring büküm makinelerinde iplik, kops biçimi aldıktan sonra bobin aktarma işleminden geçirilir.
Ring iplik makinesi ve ring büküm makinesinin eeğirme prensiibi tamamen
aynıdır ancak makine konstruksyonunda bazı farklılıklar bulunmaktadır. Rng iplik makinesinin çekim sisteminin iptal edilip cağlık kısmının düzenlenmesi
suretiyle ring büküm sistemine dönüşülmesi mümkün olabilmektedir
Ring büküm makinesi özelliklerinden dolayı ring iplik makinası
büküm kısmı ile aynı olduğundan burada “Ring iplik makinesi büküm kısmı ele alınacaktır” .
42
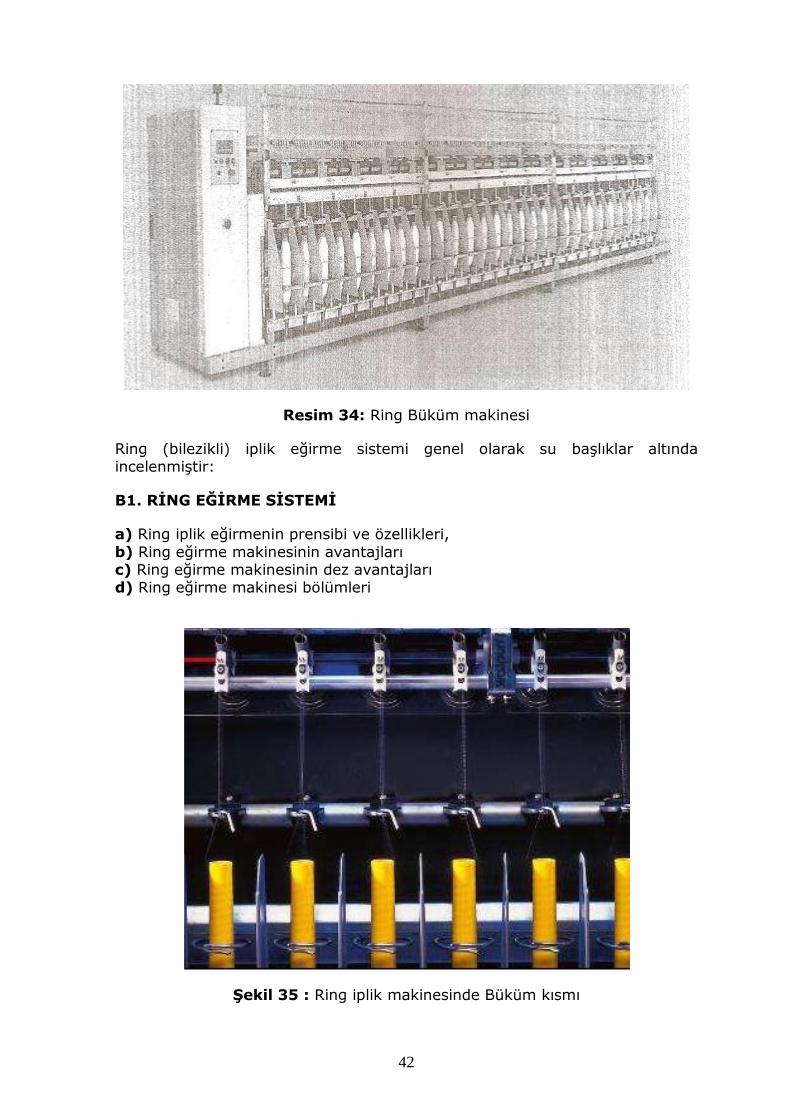
Resim 34: Ring Büküm makinesi
Ring (bilezikli) iplik eğirme sistemi genel olarak su başlıklar altında incelenmiştir:
B1. RİNG EĞİRME SİSTEMİ
a) Ring iplik eğirmenin prensibi ve özellikleri,
b) Ring eğirme makinesinin avantajları c) Ring eğirme makinesinin dez avantajları d) Ring eğirme makinesi bölümleri
Şekil 35 : Ring iplik makinesinde Büküm kısmı
43
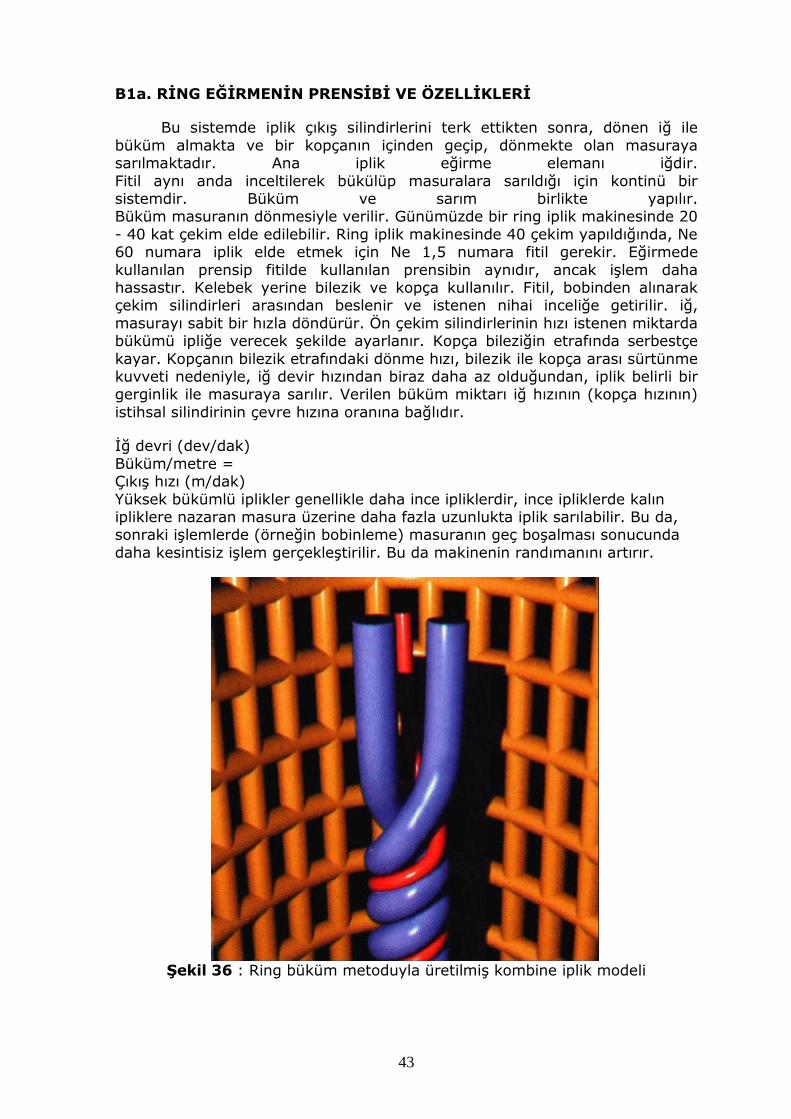
B1a. RİNG EĞİRMENİN PRENSİBİ VE ÖZELLİKLERİ
Bu sistemde iplik çıkış silindirlerini terk ettikten sonra, dönen iğ ile
büküm almakta ve bir kopçanın içinden geçip, dönmekte olan masuraya sarılmaktadır. Ana iplik eğirme elemanı iğdir.
Fitil aynı anda inceltilerek bükülüp masuralara sarıldığı için kontinü bir sistemdir. Büküm ve sarım birlikte yapılır. Büküm masuranın dönmesiyle verilir. Günümüzde bir ring iplik makinesinde 20
- 40 kat çekim elde edilebilir. Ring iplik makinesinde 40 çekim yapıldığında, Ne 60 numara iplik elde etmek için Ne 1,5 numara fitil gerekir. Eğirmede
kullanılan prensip fitilde kullanılan prensibin aynıdır, ancak işlem daha hassastır. Kelebek yerine bilezik ve kopça kullanılır. Fitil, bobinden alınarak çekim silindirleri arasından beslenir ve istenen nihai inceliğe getirilir. iğ,
masurayı sabit bir hızla döndürür. Ön çekim silindirlerinin hızı istenen miktarda bükümü ipliğe verecek şekilde ayarlanır. Kopça bileziğin etrafında serbestçe
kayar. Kopçanın bilezik etrafındaki dönme hızı, bilezik ile kopça arası sürtünme kuvveti nedeniyle, iğ devir hızından biraz daha az olduğundan, iplik belirli bir gerginlik ile masuraya sarılır. Verilen büküm miktarı iğ hızının (kopça hızının)
istihsal silindirinin çevre hızına oranına bağlıdır.
İğ devri (dev/dak)
Büküm/metre = Çıkış hızı (m/dak)
Yüksek bükümlü iplikler genellikle daha ince ipliklerdir, ince ipliklerde kalın ipliklere nazaran masura üzerine daha fazla uzunlukta iplik sarılabilir. Bu da, sonraki işlemlerde (örneğin bobinleme) masuranın geç boşalması sonucunda
daha kesintisiz işlem gerçekleştirilir. Bu da makinenin randımanını artırır.
Şekil 36 : Ring büküm metoduyla üretilmiş kombine iplik modeli
44
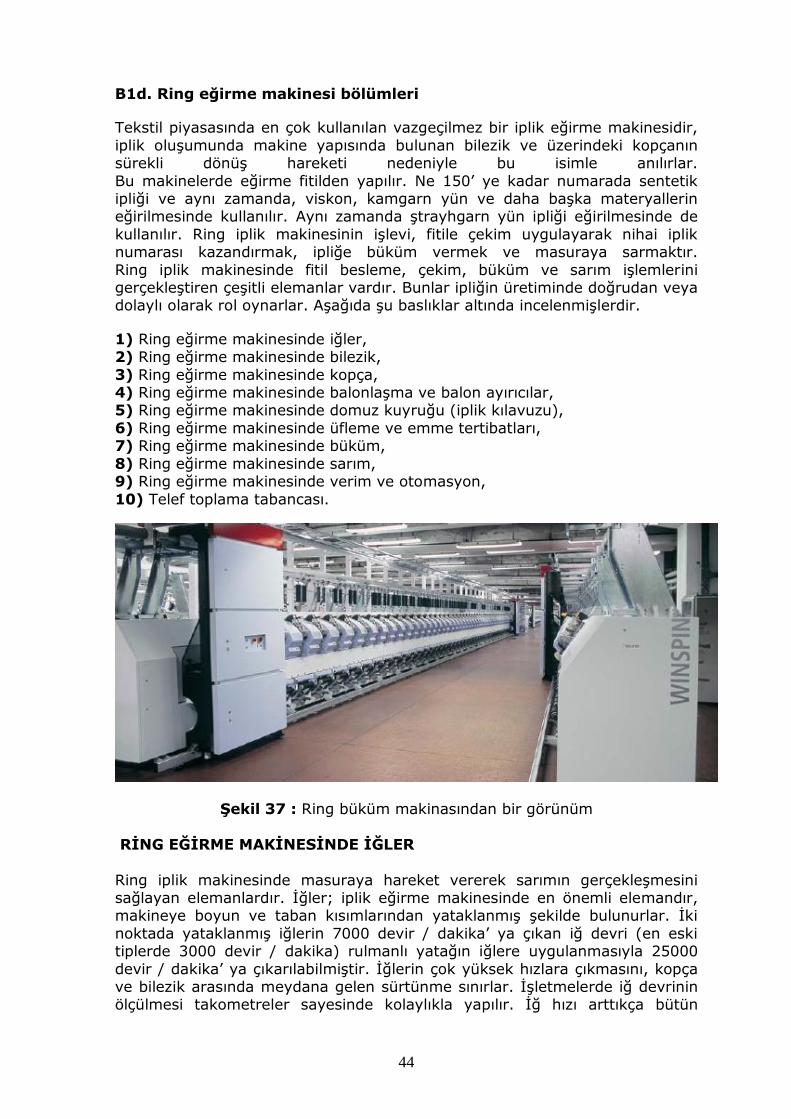
B1d. Ring eğirme makinesi bölümleri
Tekstil piyasasında en çok kullanılan vazgeçilmez bir iplik eğirme makinesidir,
iplik oluşumunda makine yapısında bulunan bilezik ve üzerindeki kopçanın sürekli dönüş hareketi nedeniyle bu isimle anılırlar.
Bu makinelerde eğirme fitilden yapılır. Ne 150’ ye kadar numarada sentetik ipliği ve aynı zamanda, viskon, kamgarn yün ve daha başka materyallerin eğirilmesinde kullanılır. Aynı zamanda ştrayhgarn yün ipliği eğirilmesinde de
kullanılır. Ring iplik makinesinin işlevi, fitile çekim uygulayarak nihai iplik numarası kazandırmak, ipliğe büküm vermek ve masuraya sarmaktır.
Ring iplik makinesinde fitil besleme, çekim, büküm ve sarım işlemlerini gerçekleştiren çeşitli elemanlar vardır. Bunlar ipliğin üretiminde doğrudan veya dolaylı olarak rol oynarlar. Aşağıda şu baslıklar altında incelenmişlerdir.
1) Ring eğirme makinesinde iğler, 2) Ring eğirme makinesinde bilezik,
3) Ring eğirme makinesinde kopça, 4) Ring eğirme makinesinde balonlaşma ve balon ayırıcılar, 5) Ring eğirme makinesinde domuz kuyruğu (iplik kılavuzu),
6) Ring eğirme makinesinde üfleme ve emme tertibatları, 7) Ring eğirme makinesinde büküm,
8) Ring eğirme makinesinde sarım, 9) Ring eğirme makinesinde verim ve otomasyon,
10) Telef toplama tabancası.
Şekil 37 : Ring büküm makinasından bir görünüm
RİNG EĞİRME MAKİNESİNDE İĞLER
Ring iplik makinesinde masuraya hareket vererek sarımın gerçekleşmesini sağlayan elemanlardır. İğler; iplik eğirme makinesinde en önemli elemandır, makineye boyun ve taban kısımlarından yataklanmış şekilde bulunurlar. İki
noktada yataklanmış iğlerin 7000 devir / dakika’ ya çıkan iğ devri (en eski tiplerde 3000 devir / dakika) rulmanlı yatağın iğlere uygulanmasıyla 25000
devir / dakika’ ya çıkarılabilmiştir. İğlerin çok yüksek hızlara çıkmasını, kopça ve bilezik arasında meydana gelen sürtünme sınırlar. İşletmelerde iğ devrinin ölçülmesi takometreler sayesinde kolaylıkla yapılır. İğ hızı arttıkça bütün
45
sistemin titreşimi ve yataklara gelen basınç artar. Bunu önlemek için kendi kendini ayarlayabilen özel yataklar geliştirilmiştir. İğlerin diz ile kontrol edilen
fren tertibatı vardır. İğlerin düzgün çalışması için iğ yataklarının iyi bir şekilde yağlanması ihmal edilmemelidir.
İğ hareketi iki şekilde sağlanır :
1) Makinenin her bir yüzünde iki iğ veya dört iğ çevrilebilir. 2) Direkt dişlilerden gelen hareket. İğlere hareket genellikle iğ şeritleri ile
sağlanır. Bu açıdan makine sistemi ayrılmıştır. Birkaç tamburdan alınan hareket sonsuz iğ şeridi tarafından sisteme ait (genellikle dört iğ) iğlere iletilir. İğler farklı büyüklükte olup, kaymalı ve rulmanlı yataklı olarak ikiye ayrılır.
İğlerin tahriki için gerekli enerji miktarı; iğin devir sayısına, yataklama biçimine, yağlamaya, iğ sisteminin ağırlık ve şekline bağlıdır.
Masuraların iğler üzerine aynı şekilde oturması ve sıkı bir şekilde geçmesi gereklidir. Sallanan masura iğin titreşimine neden olur. Bunu önlemek için iğ üzerine birbirine dik olan yaylar yerleştirilir. Bu yaylar masurayı sımsıkı
tutarak titreşimi önler.
İğ kovanı: Bir iğ ünitesinin içinde, iğin döndüğü yatakları taşıyan bölümüdür.
İğ kasnağı: Bir iğ veya yalancı büküm düzeninde bant, kord, kayış veya iple iği tahrik eden kasnaktır.
İğ şeridi: İplik eğirme ve büküm makinelerinde olduğu gibi küçük çaplı kasnaklara güç iletimi için tasarımlanmış olan ve normal olarak genişliği 50 mm’ den fazla olmayan, genellikle yüksek çözgü sıklığında dokunmuş dar
kumaştır. Eski tip iplik makinelerinde iğ tahrikinde kaytanlar kullanılırdı. Yeni makinelerde yüksek hız nedeniyle bunların yerini iğ şeritleri almıştır.
İğ şeritlerinin genişlikleri genellikle 8-10-12 mm’ dir. Her bir sonsuz iğ şeridi tamburlardan aldığı hareketi iğlere aktarır. Poliamid 6 veya 6.6’ dan yapılmıştır. Sentetiklu şeritler önemini kaybetmiştir. Şerit gerginliği, gergi
kasnağı ile sağlanır. Kaymalı yataklarda gerginlik 1000 - 1200 g, rulmanlı yataklarda 600 g civarındadır. Şeritlerin dikiş yerlerinde pürüz olmamalıdır.
RİNG EĞİRME MAKİNESİNDE BİLEZİK
Bilezik ring makinesinde iğ etrafındaki halkadır ve kopçanın dönüş yolunu oluşturur. Yüksek bir sürtünmeye maruz kalır. Bilezik, sertleştirilmiş kaliteli
çelikten yapılır. Bileziklerin yüzeyleri kopçadan daha sert yapılmıştır. Kopçanın rantabl hareketi için tam yuvarlak olması ve yüzeyinin düzgünlüğü çok önemlidir.
Tek ve çift taraflı (tersinmez ve tersinir) bilezikler mevcuttur. Çift yüzlü bileziklerin iki yüzü de kullanılabilir.
Çift taraflı bileziklerde kullanılmayan tarafın paslanması sakıncası vardır. İyi bir bakım ile bilezik 5 - 6 sene dayanır. Bilezik kalınlıkları; flanş l = 3,2 mm
flanş 1,5 = 3,7 mm flanş 2 = 4 - 4,1 mm’ dir.
Bilezik genişliği (iç çapı) iğ aralığına bağlı olarak değişir. Bilezikler; önceleri
46
dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan bilezik sehpalarına monte edilmişlerdir.
Bilezik rayı (planga)
Ring iplik eğirme makinelerinde, bileziklerin monte edildiği, önceleri dökme demirden şimdi ise ağırlık nedeniyle preslenmiş çelik saçtan yapılan sehpadır.
İpliğin sarılması için, bilezik sehpasının masuraya göre aşağı yukarı hareket etmesi gerekir. Bilezik sehpasının aşağı yukarı hareketi eksantrik ile sağlanır.
Katları konik bir şekilde meydana getirerek sarmak için, aşağı yukarı hareket eden bilezik arabası hızının konik çapına göre ayarlanması gerekir. Burada kurs hızı aşağıdan yukarı doğru düzgün bir çekikle artmalıdır. Kops istenilen
kalınlığa eriştikten sonra katlar paralel olarak sarılır.
RİNG EĞİRME MAKİNESİNDE KOPÇA
İpliğin masuraya sarılırken içinden geçtiği, ipliğe gerginlik veren ve aynı zamanda iğle birlikte bükümü sağlayan metalik veya plastik parçadır.
Kopça bileziğe takılıdır ve iplik aracılığı ile sürüklenerek döner. Kopça, bilezik üzerinde hareket ederek iğ vasıtası ile bükülen ipliği sarılmak üzere masuraya
verir. Kopçaların çift taraflı, tek taraflı C, N, elips, oval kopça gibi çeşitledi vardır. Sentetik, viskon ve sentetik karışımları için daha çok C tipi kopçalar kullanılır. Kullanılan elyaf özelliklerine, üretilen iplik özelliklerine, üretim hızına
vs. bağlı olarak kullanılan kopça tipi değişebilmektedir. İyi bir kopçanın; bilezik formuna uygun olması, düzgün satıhlı olması, iyi bir malzemeden yapılmış
olması ve uygun ağırlıkta olması istenir. Kopçalar ağırlıklarına göre numaralandırılmıştır. İpliğin numarasına göre kopçalar değiştirilir Aşağı yukarı hareket eden bilezik sehpası ile üzerinde bulunan bilezik ve kopça
tarafından iplik yönü 90° kadar değiştirilir ve yatay olarak masuraya verilir. Bu esnada kopça bilezik üzerinde iplik tarafından sürüklenir.
Kopçanın bilezik üzerinde yapacağı devrin, iğ devrinden % 1-2 kadar daha küçük olması gereklidir. Buna göre masuradaki ipliğin bükümü de o kadar geri kalır. Çünkü, iplik bükümü dolaylı olarak kopçadan alır. Bu şekilde iplik eğirme
makinesinin en önemli üç görevi olan çekme, bükme, sarma işlemlerinden birisi de gerçekleştirilmiş olur.
RİNG EĞİRME MAKİNESİNDE BALONLASMA VE BALON AYIRICILAR
Balonlaşma, iplik eğirme işlemi sırasında ipliğin sarıldığı masuranın ekseni ile
aynı hizada ve üstünde uygun bir mesafede bulunan balon rehberinin içinden dışarı çekildikleri zaman hareket halindeki ipliklerin bir eğri çizen görünüşüdür. Yeterli iplik sarma hızı ile hareket halinde bulunan iplik, domuz kuyruğu ile
masuraya sarıldığı nokta arasında balon şeklinde görülür.
Balonun alacağı şekil aşağıda sayılan faktörlere bağlıdır: a) Bir masuranın etrafında dönen ipliğin geçişine etki eden hava direnci, b) Dönmekte olan ipliğe etki eden merkezkaç kuvvet,
c) İpliğin numarası ve cinsi, d) İpliğin sarılma hızı,
e) Masura uzunluğu.
47
Sayılan faktörlerden c,d ve e merkezkaç kuvvetine etki ettiklerinden balonlaşmaya indirekt etki eder. Başlıca balon önleyici elemanlar şunlardır:
- Balon bileziği,
- Ayırıcı plakalar (seperatör).
Balon Bileziği
Ring iplik makinesinde balonlaşma sonucu masuralara sarılan iplikler birbirlerine sarılabilir ve iplik kopmaları oluşabilir. Bunu önlemek, balonlaşma sınırını belirleyen balon bilezikleri yardımıyla olur.
İplik belli bir hızla dönerken balon oluşturur. Bu balonun, bilezik tarafından
aşın bir şekilde genişlemesi engellenir. Ayırıcı Plakalar (Seperatör)
İplik eğirme, iplik katlama, büküm verme, bobin veya masuralara sarma ya da
bobin ve masuralardan sağma sırasında dönmekte olan iplik balonlarını birbirinden ayrı tutmaya yarayan plakalardır.
Ayırıcılar, esas olarak yan yana dönmekte olan iplik balonlarının birbirlerine ve duran veya hareket etmekte olan makine aksamına çarpmasını, takılmasını
önlemek amacına yöneliktir. Bunlar, iplik balonlarının boyutlarını belirli miktarda sınırlayıp toplayabilir ve aynı zamanda işlem esnasında iplik
gerginliklerini de etkileyebilirler. Ring Eğirme Makinesinde Domuz Kuyruğu (İplik Kılavuzu) ipliğe rehberlik
yapan, ona yol gösteren elemanlardır. İpliğin sarıldığı masuranın ekseni ile aynı hizada ve üstünde uygun bir mesafede bulunan, iplik balonunun üst
noktasını oluşturan iplik rehberidir. Piyasada domuz kuyruğu ve iplik kılavuzu gibi isimlerin yanında balon rehberi, balonlaşma güzü gibi isimler de vardır.
RİNG EĞİRME MAKİNASINDA BÜKÜM
Büküm, elyafların bir arada tutulması ve mukavemet kazandırılması için ipliğe verilen spiral dönmelerdir. Büküm genellikle ipliklerin uçlarının nisbi dönmesinin sonucu oluşur.
İplikler, birbirine paralel ya da paralele yakın elyafların bükülmesi ile elde
edilir. İpliklerin bükümü eğirme işlemi ile sağlanır ve bu vasıtayla ştapel elyaflardan kesiksiz iplikler oluşur Büküm tek kat ipliklerde mukavemetin arttırılması için ya da iki veya daha fazla katlı iplik elde ederek kumaşta
istenen efekt özelliklerim kazandırmak amacıyla yapılabilir. Ring eğirme makinesinde büküm konusu aşağıdaki başlıklar altında incelenmiştir:
- Büküm miktarı ve büküm derecesi, - Yüksek ve düşük bükümlü ipliklerin karşılaştırılması,
- Büküm kanunu ve büküm katsayısı (alfa değeri), - Büküm yönü (S ve Z büküm).
48
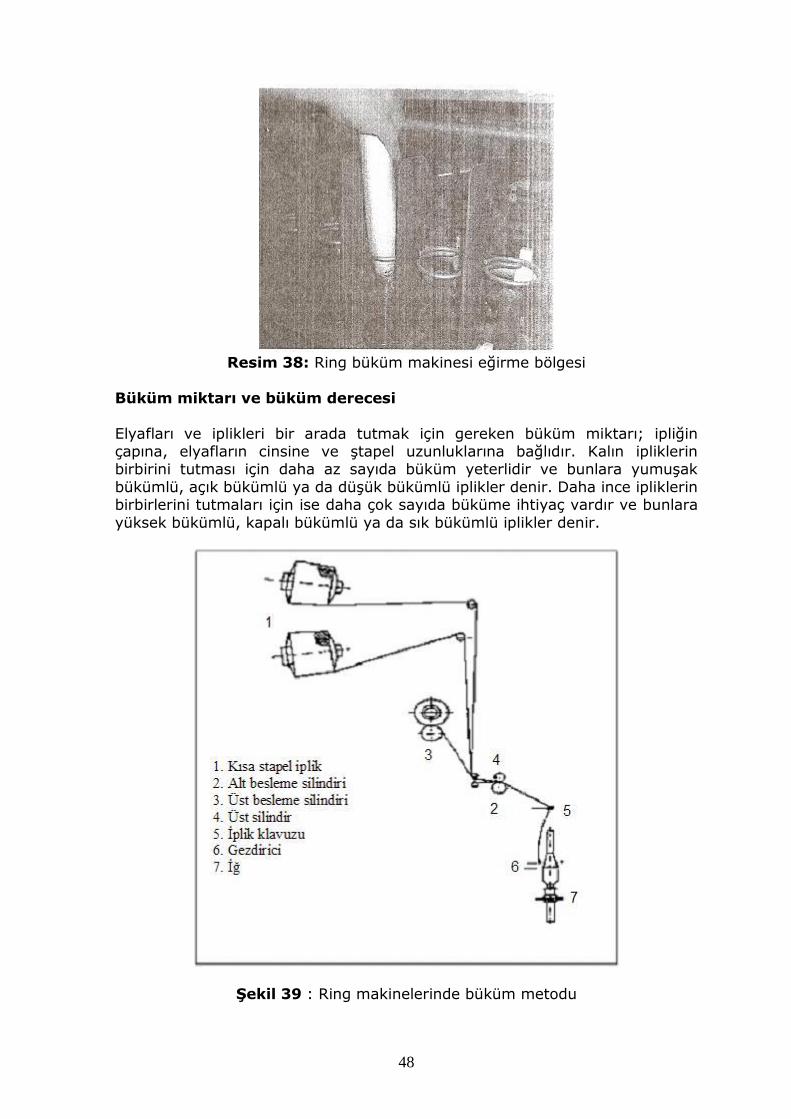
Resim 38: Ring büküm makinesi eğirme bölgesi
Büküm miktarı ve büküm derecesi
Elyafları ve iplikleri bir arada tutmak için gereken büküm miktarı; ipliğin çapına, elyafların cinsine ve ştapel uzunluklarına bağlıdır. Kalın ipliklerin birbirini tutması için daha az sayıda büküm yeterlidir ve bunlara yumuşak
bükümlü, açık bükümlü ya da düşük bükümlü iplikler denir. Daha ince ipliklerin birbirlerini tutmaları için ise daha çok sayıda büküme ihtiyaç vardır ve bunlara
yüksek bükümlü, kapalı bükümlü ya da sık bükümlü iplikler denir.
Şekil 39 : Ring makinelerinde büküm metodu
49
Büküm üretimle ters orantılıdır. 30 büküm yerine 20 büküm verilirse, üretim 30/20 oranında artar. Büküm, iplikte ince yerlerde artar, kalın yerlerde ise
azalır. İplik büküm dereceleri, hafif bükümlü ya da hükümsüz ile sıkı ya da çok sıkı bükümlü arasında değişir.
İplik bükümü miktarı ya da derecesi birim uzunluk (santimetre, metre veya inç) başına düşen sarım ya da dönüş sayısıyla ölçülür, l inç’ teki (2,54 cm)
büküm miktarı TPI veya büküm/inç, l metredeki büküm miktarı TPM veya büküm/m olarak kısaltılır. Bir ipliğin TPM’ sinin, ipliğin ve ondan üretilecek olan
kumasın görünümü ve dayanıklılığı üzerinde önemli etkisi vardır. Yüksek ve düşük bükümlü ipliklerin karşılaştırılması
Yumuşak bükümlü iplikler, yüksek bükümlüler kadar sağlam değillerdir. Örme
için hazırlanan iplikler genellikle düşük bükümlüdür. Yüksek bükümlü (TPM 750’ den 1200’ e) olanlar sert (sıkı) bükümlü iplikler olarak adlandırılır. Bunlar düşük bükümlü ipliklerden daha düzgün yüzeyli, daha sert, daha girift ve sağ-
lamdırlar. Göreceli olarak, düşük bükümlü (TPM 80’ den 460’ a) ipliklerde, ipliğin
yumuşak, kabarık ve esnek olması nedeni ile uygulanan büküme yumuşak büküm adı verilir. İplikte büküm artışı rengi koyulaştırır, iplik matlaşır. Büküm,
ipliği oluşturan bileşenlerin birbirinden ayrılmamasını ve ipliğin dayanıklı olmasını sağlar.
İplikle birim uzunluk ve ağırlık arasındaki ilişki ipliğin çapıyla ya da kalınlığıyla da ilgilidir. Eşit birim uzunluktaki iki iplikten biri daha ağır, diğeri daha hafifse,
hafif olan iplik daha incedir. Fakat numarası aynı olan her ipliğin çapı aynı olmayabilir, bunun nedeni de ipliği oluşturan elyafların yoğunluklarının farklı olması ya da bazı ipliklerin çok bükümlü diğerlerinin az bükümlü olmasıdır.
Eşit birim uzunlukta ve ağırlıktaki iki iplikten çok bükümlü ve sıkı olan iplik, az bükümlü ve gevşek olan iplikten daha ince olacaktır.
Büküm kanunu ve büküm katsayısı (alfa değeri)
Genel olarak büküm, iplik çapı ile ters orantılıdır. Ayrıca iplikte belirli bir uzunluk biriminde bulunan büküm adedi (sayısı), iplik numarasının karekökü
ile orantılıdır. Bu orana; büküm katsayısı, büküm sabiti, büküm değeri veya al-fa değeri gibi isimler verilir. Uzunluk (indirekt) numaralandırma sisteminde (Ne, Nm gibi); büküm katsayısı
ile iplik numarasının karekökünün çarpımı, ipliğin metresindeki büküm sayısına eşittir. Ağırlık (direkt) numaralandırma sisteminde ise; (tex, denye gibi)
büküm katsayısı ile iplik numarasının karekökünün tersinin çarpımı, ipliğin metresindeki büküm sayısına eşittir. Sentetik iplikçiliğinde numara sistemi olarak İngiliz numaralandırma sistemi yani Ne (NeB) kullanıldığına göre [Ne; l
libre (453,6 gr) ağırlığındaki iplikte kaç tane 840 yarda (768 m.) uzunluğunda çile olduğunu gösteren İngiliz iplik numaralandırma sistemidir], bu durumda
uzunluk (indirekt) numaralandırma sistemindeki büküm konumu geçerlidir. Buna göre metredeki büküm sayısı ile büküm katsayısı arasındaki ve numara arasındaki bağıntı şu şekilde formüle edilir.
T/inç = Alfae .
T/inç = İpliğin l inçteki büküm sayısı
50
Ne = İngiliz numaralandırma sistemine göre iplik numarası, Alfae = İngiliz numaralandırma sistemine bağlı olarak büküm katsayısı.
Numaralandırma sistemine göre büküm katsayısının değeri değişiklik gösterir.
Büküm katsayısı, üretilecek iplikte istenen özelliklere göre değişik değerlere sahiptir. İpliğin özellikleri de kullanım yerlerine göre belirlenir. Bu durumda büküm katsayısı, ipliğin kullanım yeriyle doğrudan orantılıdır.Büküm katsayısı
istenen iplik özelliklerine göre birçok denemeler sonucunda saptanmıştır ve iplik numarası, ipliği oluşturan elyaf uzunluğu, elyaf inceliği, ipliğin kullanım
amacına göre değişir. Genel olarak;
- İplik numarası [uzunluk (indirekt) sistemine göre, Ne, Nm gibi]
yükseldikçe,büküm katsayısı artar, - Elyaf uzunluğu arttıkça, büküm katsayısı azalır,
- Elyaf inceldikçe, büküm katsayısı azalır.
Üretilen ipliğin kullanım amacına göre büküm katsayısı bu değerler içerisinden
seçilir ve iplik üretimi yapılır. En göze çarpan durum; büküm katsayısı değerlerinin sırasıyla örme iplikleri, atkılık dokuma iplikleri ve çözgülük dokuma ipliklerinde giderek yükselmesidir. İplikte büküm katsayısı ve
dolayısıyla büküm sayısı yükseldikçe iplik sertleşir, mukavemeti yükselir gibi kurallar göz önüne alındığında kullanım yerlerine göre iplikteki istenen özel-
likleri anlamak daha da kolaylaşmaktadır. Örme ipliklerinde büküm daha azdır. Bunun sebebi örme ipliklerinde sertlik
istenmemesi, yumuşaklık ve hacimlilik gibi özelliklerin istenmesidir. Elbette ki işlenme sırasında örme ipliklerinde mukavemet faktörü çok önemlidir. Fakat
daha önemlisi mukavemet ve yumuşak tutum özelliklerinde optimum noktayı yakalamaktır. İpliğin sağlamlılığını ve işlemlere dayanımını artırıcı birtakım yardımcı işlemler de (parafinler gibi) yapılmaktadır. Atkılık ve çözgülük
dokuma ipliklerinde büküm değeri örme ipliklerine göre daha yüksektir. Özellikle çözgü iplikleri işlemler sırasında sürekli bir gerilim altında olduğu için,
ayrıca atkı ipliklerine nazaran daha ince oldukları için büküm değerleri daha yüksek olabilmektedir. Burada ince ipliklere daha fazla büküm vermek gerekliliği bir kez daha tekrarlanmış olmaktadır.
Belirli aralıklardaki değerlerin seçimi tamamen tecrübelere dayanır, büküm
katsayısına etkiyen bütün veriler göz önünde bulundurularak uygun değer seçilir ve buna göre büküm verilir. İpliklerin yumuşaklık veya sertlik dereceleri büküm sayısıyla ve büküm katsayısıyla doğrudan ilişkilidir. Yumuşak bükümlü
ipliklerde büküm katsayısı alfae= 3-3,5 (alfam= 90-05) civarıdır, orta ve sert bükümlü ipliklerde büküm katsayısı alfae = 4 - 4,5 (alfam = 120-135)
civandır, çok sert bükümlü ipliklerde büküm katsayısı alfae = 5 (alfam=150) civarındadır. Bundan daha fazla bükümler ekstra sert büküm alfae = 5,5 (alfam = 165), kritik büküm alfae = 6 (alfam = 180) ve krep büküm alfae = 8
(alfam = 240) olarak sıralanabilir ve bunlar çok bükümlü iplikler olduğu için özel amaçlarda kullanılır. Dikişte, yelken bezlerinde, kayak giysilerinde, krepte
bu tür yüksek bükümlü iplikler kullanılmaktadır.
51
Büküm yönü (S ve Z büküm)
İplik bükümü sağ ve sol büküm (S ve Z büküm) sınıflandırılabilir. Ring iplik
makinesinde iplik genellikle Z büküme tabi tutulur. S büküm için motor dönüş yönü ve büküm dişlisi makasının yönünün değiştirilmesi gerekir.
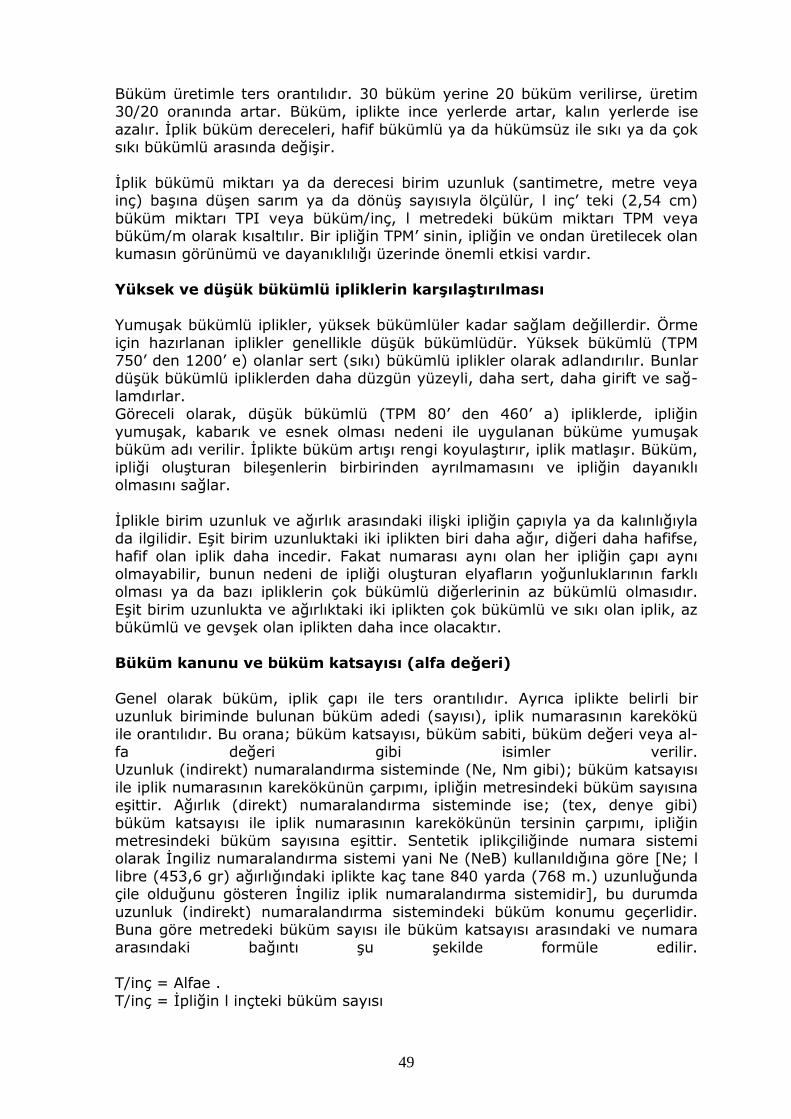
RİNG EĞİRME MAKİNESİNDE SARIM
Sarım işlemi bilezik, kopça, iğ üçlüsünden oluşan tertibatla yapılır, iğ bileziğin içindedir. İğin üzerinde masura vardır. İplik kopçanın içinden geçer, kopça bilezik üzerinde iplik tarafından sürüklenerek döner. Böylece iplik masuraya
sarılmış olur.
Resim 40: Ring büküm makinesi Kopsun takıldığı iğ
Resim 41: Katlı bükülü ipliğin sarılması
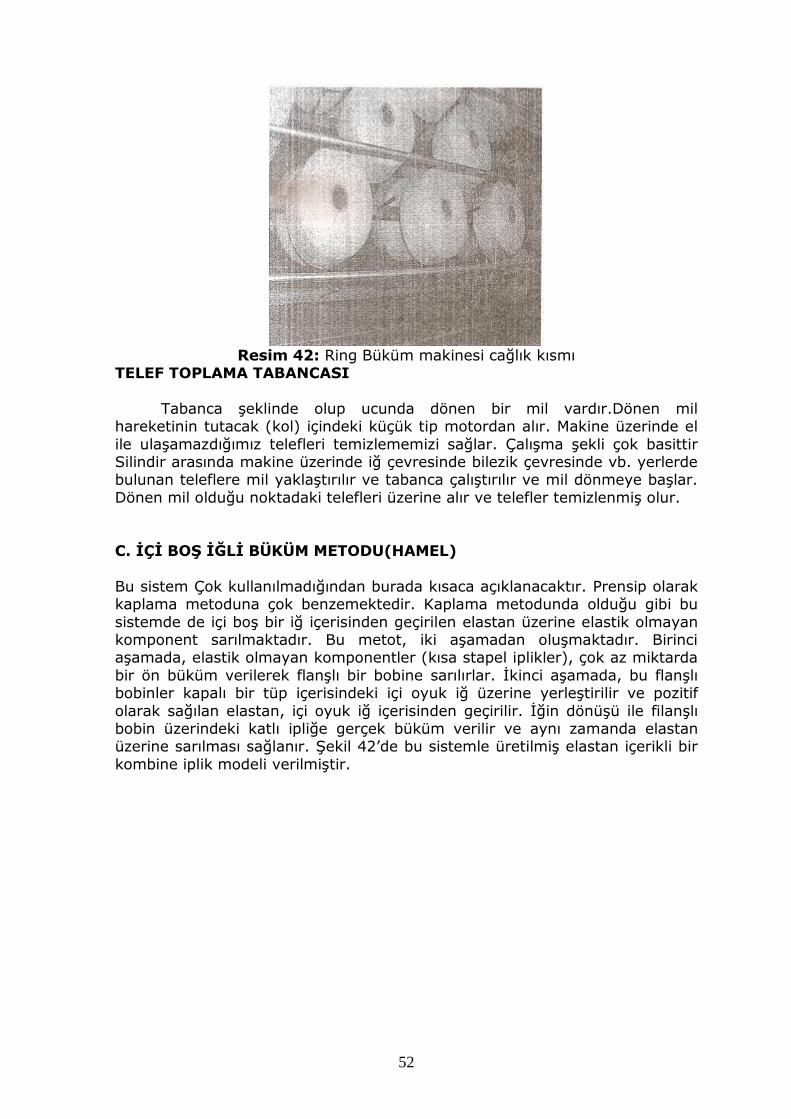
52
Resim 42: Ring Büküm makinesi cağlık kısmı
TELEF TOPLAMA TABANCASI
Tabanca şeklinde olup ucunda dönen bir mil vardır.Dönen mil hareketinin tutacak (kol) içindeki küçük tip motordan alır. Makine üzerinde el
ile ulaşamazdığımız telefleri temizlememizi sağlar. Çalışma şekli çok basittir Silindir arasında makine üzerinde iğ çevresinde bilezik çevresinde vb. yerlerde bulunan teleflere mil yaklaştırılır ve tabanca çalıştırılır ve mil dönmeye başlar.
Dönen mil olduğu noktadaki telefleri üzerine alır ve telefler temizlenmiş olur.
C. İÇİ BOŞ İĞLİ BÜKÜM METODU(HAMEL)
Bu sistem Çok kullanılmadığından burada kısaca açıklanacaktır. Prensip olarak kaplama metoduna çok benzemektedir. Kaplama metodunda olduğu gibi bu
sistemde de içi boş bir iğ içerisinden geçirilen elastan üzerine elastik olmayan komponent sarılmaktadır. Bu metot, iki aşamadan oluşmaktadır. Birinci aşamada, elastik olmayan komponentler (kısa stapel iplikler), çok az miktarda
bir ön büküm verilerek flanşlı bir bobine sarılırlar. İkinci aşamada, bu flanşlı bobinler kapalı bir tüp içerisindeki içi oyuk iğ üzerine yerleştirilir ve pozitif
olarak sağılan elastan, içi oyuk iğ içerisinden geçirilir. İğin dönüşü ile filanşlı bobin üzerindeki katlı ipliğe gerçek büküm verilir ve aynı zamanda elastan üzerine sarılması sağlanır. Şekil 42’de bu sistemle üretilmiş elastan içerikli bir
kombine iplik modeli verilmiştir.
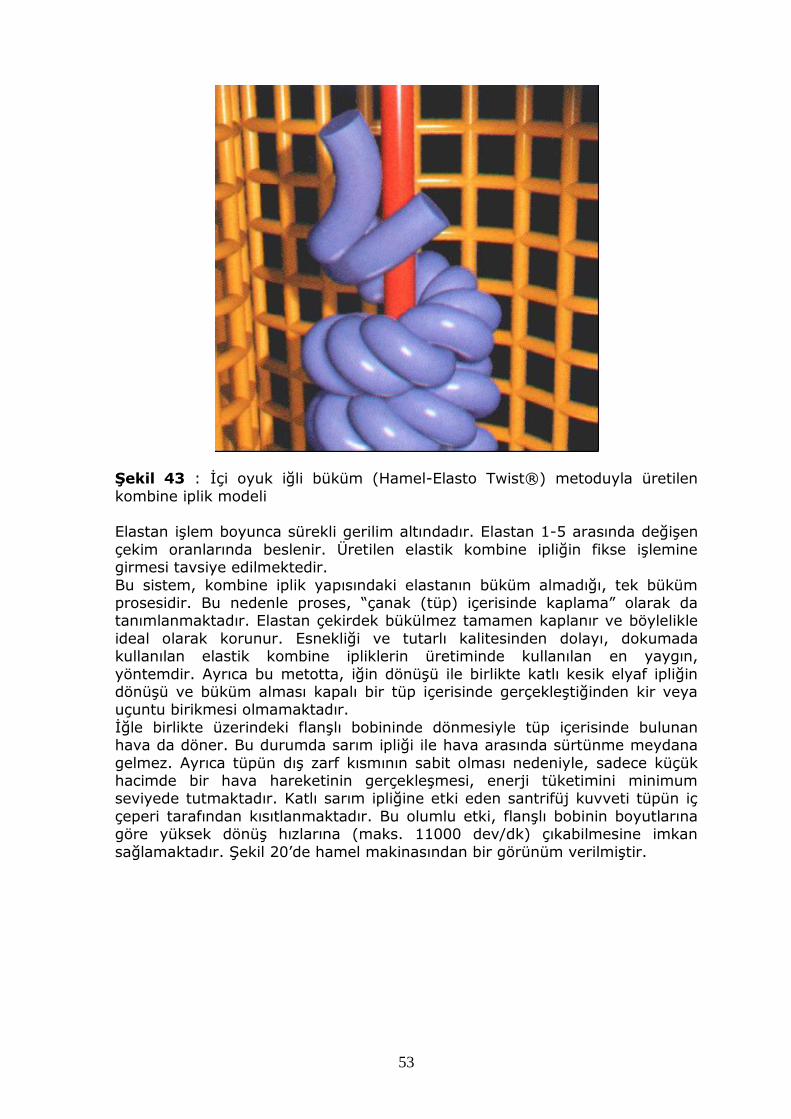
53
Şekil 43 : İçi oyuk iğli büküm (Hamel-Elasto Twist®) metoduyla üretilen
kombine iplik modeli Elastan işlem boyunca sürekli gerilim altındadır. Elastan 1-5 arasında değişen
çekim oranlarında beslenir. Üretilen elastik kombine ipliğin fikse işlemine girmesi tavsiye edilmektedir.
Bu sistem, kombine iplik yapısındaki elastanın büküm almadığı, tek büküm prosesidir. Bu nedenle proses, “çanak (tüp) içerisinde kaplama” olarak da tanımlanmaktadır. Elastan çekirdek bükülmez tamamen kaplanır ve böylelikle
ideal olarak korunur. Esnekliği ve tutarlı kalitesinden dolayı, dokumada kullanılan elastik kombine ipliklerin üretiminde kullanılan en yaygın,
yöntemdir. Ayrıca bu metotta, iğin dönüşü ile birlikte katlı kesik elyaf ipliğin dönüşü ve büküm alması kapalı bir tüp içerisinde gerçekleştiğinden kir veya uçuntu birikmesi olmamaktadır.
İğle birlikte üzerindeki flanşlı bobininde dönmesiyle tüp içerisinde bulunan hava da döner. Bu durumda sarım ipliği ile hava arasında sürtünme meydana
gelmez. Ayrıca tüpün dış zarf kısmının sabit olması nedeniyle, sadece küçük hacimde bir hava hareketinin gerçekleşmesi, enerji tüketimini minimum seviyede tutmaktadır. Katlı sarım ipliğine etki eden santrifüj kuvveti tüpün iç
çeperi tarafından kısıtlanmaktadır. Bu olumlu etki, flanşlı bobinin boyutlarına göre yüksek dönüş hızlarına (maks. 11000 dev/dk) çıkabilmesine imkan
sağlamaktadır. Şekil 20’de hamel makinasından bir görünüm verilmiştir.
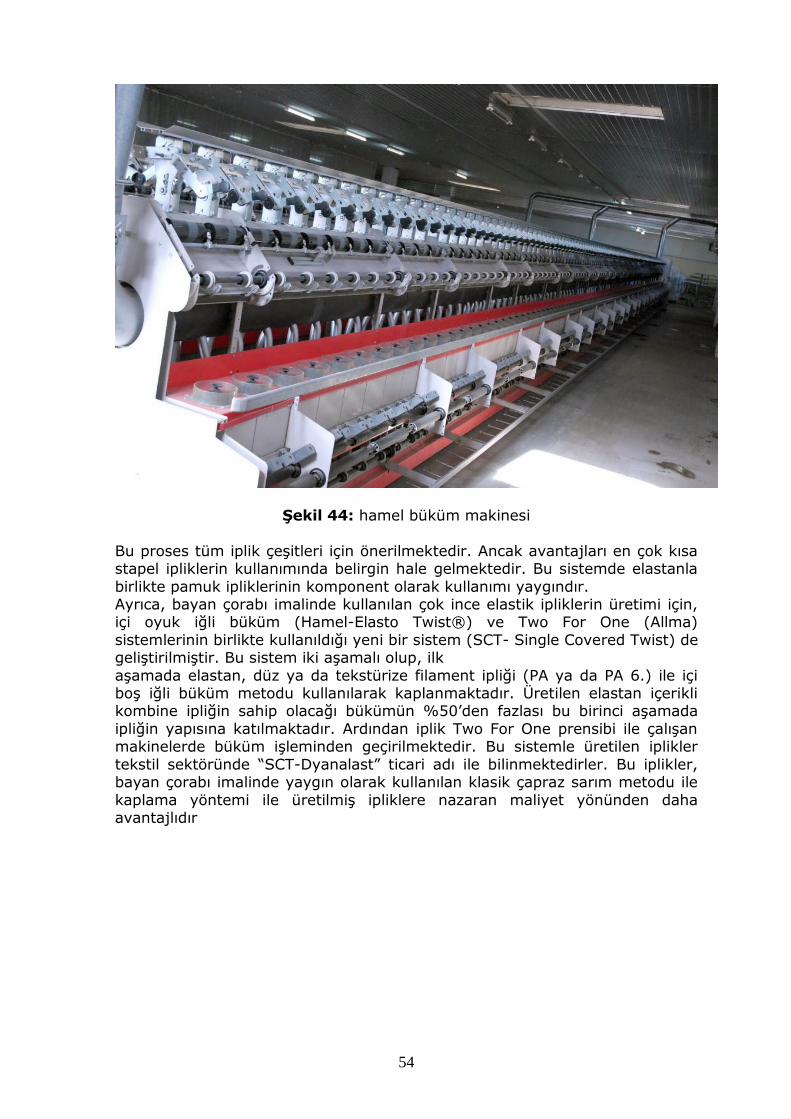
54
Şekil 44: hamel büküm makinesi
Bu proses tüm iplik çeşitleri için önerilmektedir. Ancak avantajları en çok kısa stapel ipliklerin kullanımında belirgin hale gelmektedir. Bu sistemde elastanla
birlikte pamuk ipliklerinin komponent olarak kullanımı yaygındır. Ayrıca, bayan çorabı imalinde kullanılan çok ince elastik ipliklerin üretimi için, içi oyuk iğli büküm (Hamel-Elasto Twist®) ve Two For One (Allma)
sistemlerinin birlikte kullanıldığı yeni bir sistem (SCT- Single Covered Twist) de geliştirilmiştir. Bu sistem iki aşamalı olup, ilk
aşamada elastan, düz ya da tekstürize filament ipliği (PA ya da PA 6.) ile içi boş iğli büküm metodu kullanılarak kaplanmaktadır. Üretilen elastan içerikli kombine ipliğin sahip olacağı bükümün %50’den fazlası bu birinci aşamada
ipliğin yapısına katılmaktadır. Ardından iplik Two For One prensibi ile çalışan makinelerde büküm işleminden geçirilmektedir. Bu sistemle üretilen iplikler
tekstil sektöründe “SCT-Dyanalast” ticari adı ile bilinmektedirler. Bu iplikler, bayan çorabı imalinde yaygın olarak kullanılan klasik çapraz sarım metodu ile
kaplama yöntemi ile üretilmiş ipliklere nazaran maliyet yönünden daha avantajlıdır
55
KAYNAKLAR
M&S ve ÇUKUROVA SAN. İŞLT. T.A.Ş., 2000, Mamul Kalite Kontrol
Laboratuarı Akreditasyon Çalışmaları Kitapçığı, TARSUS. AKÇAN A., 2000, Afyon Kocatepe Üniversitesi Fen Bilimleri Enstitüsü
Tekstil Anabilim Dalı TAD. Ekrem K. Çukurova Üniversitesi Fen Bilimleri Enstütüsü Tekstil
Mühendisliği Anabilim Dalı BAŞER, İ., 1992, Elyaf Bilgisi, Marmara Üniversitesi Teknik Eğitim
Fakültesi Basımevi, İSTANBUL, 166s. Babaarslan, O., 2001. Method of Producing a Polyester/Viscose Core-
Spun Yarn Containing Spandex Using a Modified Ring Spinning Frame, Textile Research Journal, 71(4): 367-371
Hüseyin Gazi ÖRTLEK ve Osman BABAARSLAN, Elastan İçerikli Kombine İplik Üretimi ve Bu İpliklerin Kullanımında
Karşılaşılan Problemler
İstanbul Mensucat Firması FABRİKADAKİ İŞ AKIŞI PİCANOL, 1996, Makine Kataloğu.
PİCANOL, 2002, Makine Kataloğu. PİCANOL, 2003, Makine Kataloğu.
USTER®, News BULLETIN Fiber & Yarn Quality Statistics, 2001, Switzerland.
YAKARTEPE, M., YAKARTEPE, Z., 1995a, T.K.A.M. Tekstil Terbiye Teknolojisi Cilt 1, İSTANBUL.
YAKARTEPE, M., YAKARTEPE, Z., 1995b, T.K.A.M. Tekstil Terbiye Teknolojisi Cilt 5, İSTANBUL.
TS 253, “Dokunmuş Kumaşlarda Kopma Mukavemeti ve Uzama Tayini Metodu”.
TAD Tekstil Araştırma Dergisi, 2001, Elyaf Yılı, Sayı 2001-4, s. 60-62. Demet YILMAZ, Hasan H. ÖZKAN,Cihan KİMYA Kısa Stapel
iplikçiliğinde Siro İplik Özelliklerinin İncalenmesi
İNTERNETTEN, http://www.saurer.oerlikontextile.com/Portaldata/1/Resources/allma_v
olkmann/pdf/Twisting_Booklet_tr.pdf Erişim Tarihi(10.24.2009) Doç. Dr. Fikri ŞENOL, DOKUMACILIK ESASLARI (EK-3)
Doç. Dr. Fikri ŞENOL, DOKUMACILIK ESASLARI (EK-4) Doç. Dr. Fikri ŞENOL, DOKUMACILIK ESASLARI (EK-8)
İPLİK AKTARMA DERS NOTLARI, (2009-2010 Bobinlemeye Giriş)