
Channel Allocation under Batching and VCR Control in Video-on-Demand Systems
Upload
esc-rennesCategory
view
6download
0
MISTA 2009
BATCHING AND SCHEDULING WITH TARDINESS
PENALTIES
Oncu Hazir · Safia Kedad-Sidhoum ·
Philippe Chretienne
Abstract In this paper, we address batching and scheduling a single production
system minimizing tardiness penalties. We define the optimal batching problem and
scheduling problem, which is an integrated lot-splitting and scheduling problem. We
examine the structural properties of the optimal solution and present some theoretical
results. Using these results, an efficient dynamic programming algorithm is proposed.
1 Introduction
Production planning and control decisions are traditionally categorized into three lev-
els: strategic, tactical and operational. In this research, we focus on the tactical and
operational levels, and concentrate on lot-sizing, lot-streaming and scheduling prob-
lems. Lot-sizing, which is a tactical decision, identifies when and how much to produce
so that the total cost is minimized. On the other hand, lot-streaming deals with split-
ting the production into batches with respect to the quantities of product planned.
It is usually used for planning demands in multi-stage production systems so that the
successive operations could overlap. By this way, lead times and work in process (WIP)
inventories -control of which is crucial in just in time (JIT) production- could be re-
duced. There exists a large number of studies on lot-streaming and we refer the readers
to the paper of [2] for a comprehensive survey. In addition to streaming, integration of a
pegging and a scheduling phase that assigns lots to demands and sets the starting time
of the lots respectively minimizing time or cost based criterion is valuable to generate
globally optimal production plans.
Integrated lot-sizing, streaming and scheduling problems has been a research topic
with practical implications, [3],[4]. In the scheduling literature, batch scheduling mod-
els, especially with set up times and costs, have been investigated by various researchers
(see [1] for a comprehensive review). In these models, either job processing times are
usually assumed to be fixed; or in some cases they are assumed to be controllable. When
lot-streaming is incorporated, total processing time is fixed but early completion of the
Oncu Hazir, Safia Kedad Sidhoum, Philippe ChretienneLaboratoire d’Informatique de Paris 6, 104 Avenue du President Kennedy, 75016 Paris, France.E-mail: [email protected], [email protected], [email protected]
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
291

lots is possible. Potts and Van Wassenhove [5] make a review of integrated models
that combine batching and lot-sizing decisions with scheduling. On the other hand,
Selvarajah and Steiner [7] address the batching scheduling problem in a supply chain
from the supplier’s point of view. The aim is find the number of batches, batch sizes
and the optimal schedule, while minimizing the total inventory holding and delivery
cost.
Recently, Robert [6] combined lot-streaming and pegging, which addresses the
transfer of materials between stocks and users, and used linear programming soft-
ware to solve the derived models. In addition, she proposed a dynamic programming
model that minimizes the sum of production costs and tardiness costs.
The problem could be defined as follows: We consider a single production system
which can handle at most one customer order at a time and for which the nominal
production rate is the same for all orders. Demand is deterministic and all orders
are ready to be processed at time zero. We have K customer orders to satisfy. Each
customer order k demands rk units to be delivered at the due date dk. If the order k
is delivered after dk, a penalty βk, is paid. Two pegging conditions are considered: in
mono-pegging, it is required that each customer order is met from a single batch, on
the contrary in multi-pegging, orders could be satisfied from different batches. Batch
availability is assumed, meaning that a product could not be released before its batch
is completely processed. There exists lower and upper bound constraints, b and B, on
the size of batch i. The starting and completion time of batch i will be denoted by Si
and Ci, respectively.
The cost of producing qki units of order k in batch i is βkqk
i T ki where T k
i = (Ci −
dk)+ is the tardiness of batch i with respect to due date dk. The objective function is
a quadratic function and it penalizes tardy deliveries. Then the problem is to find a
production schedule with a minimum cost.
A production schedule Ψ could be defined as, (N, q, S) where N represents the total
number of batches, and q defines the batch production variables with elements, qki for
i = 1, ..., N and k = 1, ..., K, and S defines batch starting times. A feasible schedule
must
(1) satisfy the batch size constraints:
b ≤PK
k=1 qki ≤ B for i = 1, ..., N , and
(2) ensure that the time intervalsh
Si, Si +PK
k=1 qki
i
do not overlap, and
(3) ensure that all orders are met:PN
i=1 qki = rk for k = 1, ..., K.
The objective is to find a feasible schedule that minimizes the total cost:
f(Ψ∗) = Minn
PNi=1
PKk=1 βkqk
i (Ci − dk)+o
In the sequel, we address a practically relevant special case denoted with (P),
multi-pegging with demand independent weights,i.e. βk = β for all k = 1, ..., K. This
case represents the case where customers are equivalently important. Problem (P),
which we study in this resarch, encourages early deliveries and addresses scheduling the
production systems in which partial delivery of orders are possible. Partial deliveries are
widely encountered in industry because it prevents customer stock outs and improves
customer service. Our model is applicable to model bottleneck stations and the results
presented in this paper would serve as a basis to model more complicated production
systems.
The organization of the paper is as follows: We first present some structural prop-
erties of an optimal schedule, then in order to solve (P), we propose a dynamic pro-
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
292

gramming based model that uses these properties. Finally, we discuss some possible
extensions and future issues.
2 Structural Properties of an Optimal Schedule
Recently, Robert [6] investigated this problem (P) and defined the following properties:
Property 1. Processing the batches in a left justified single block without idle
times is dominant.
Property 2. In multi-pegging with unitary weights, earliest due date (EDD) sched-
ules are dominant.
Property 3. In multi-pegging, the batches with sizes in between b and 2b − 1 are
dominant when only tardiness cost is minimized.
In addition to the properties defined above, we present some novel structural prop-
erties of the optimal solution. Let us first introduce the following definitions:
A batch i is called tardy if it only consists of tardy units, i.e. Ci > dk for all
k = 1, ..., K such that qki > 0, and called early if it only consists of early units, i.e.
Ci < dk such that qki > 0 and on time if Ci = dk such that qk
i > 0. In addition, we
call a batch that processes only a single order uniform. We assume that the nominal
unit production time is one unit time for any item so that the production quantity,
qki , also refers to the time required to process the customer order k in batch i. From
now on, using property 2, without loss of generality (w.l.o.g.), we will number the
customer orders according to the EDD rule and schedule accordingly, i.e. k < l implies
that dk ≤ dl. Now we present some novel structural properties of an optimal schedule.
Lemmas 1-4 address the batch sizing of the tardy batches.
2.1 Optimal Sizing of Tardy Batches
Lemma 1. There exists an optimal schedule where the consecutive tardy batches are
ordered in non-decreasing batch size (SPT order).
Proof: First we will consider rescheduling two tardy consecutive batches. Let the
optimal schedule Ψ have two consecutive tardy batches, namely batches i and j with
i < j. Due to property 1, these two batches should be adjacent. Let us assume the
following contradictory case, qi > qj :
j
ji
i
Ci
l
Ci
Cj
l
Cjdk
Fig. 1 Illustration of Lemma 1
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
293

A new schedule Ψ ’ could be generated by transferring the last unit of batch i
(denote this unit by [l]) to batch j. As b ≤ qj < qi ≤ B in schedule Ψ , feasibility
will be maintained in schedule Ψ ’, i.e. either b < q′j = qj + 1 ≤ q′i = qi − 1 < B or
b ≤ q′i = qj ≤ q′j = qi ≤ B. We illustrate both of the schedules in Figure 1. Each
rounded rectangle represents a batch in the figure.
As a result of this operation, unit [l] will complete later by an amount of qj whereas
all the remaining units in batch i will complete earlier by an amount of 1 time unit.
The cost difference could be formulated as:
f(Ψ) − f(Ψ ′) = β`
qi − 1 − qj
´
.
As f(Ψ) − f(Ψ ′) ≥ 0, the transfer of the units until either qi ≤ qj or any order k in
batch i becomes on time would not increase the costs.
On the other hand, for consecutive batches including more than two batches, the
above mentioned transferring procedure could be reiterated. As a result, by a series of
transfer operations among the adjacent batches, any schedule Ψ that includes non-SPT
consecutive tardy batches could be converted to a schedule that satisfies the lemma
(SPT order) without increasing the cost Ψ . �
Lemma 2. There exists an optimal schedule where the absolute difference between
the sizes of any two tardy and uniform batches which process the same order is at most
1.
Proof: Let the optimal schedule Ψ have tardy uniform batches which process the
customer order k. We know that this order is processed consecutively without any
preemption (no idle time and no other order in between). As all these tardy batches
would be consecutive, conditions of Lemma 1 applies as well. Among these batches, let
us consider any two, namely batches i and j with i < j. Owing to Lemma 1, we can
assume that qi ≤ qj w.l.o.g. In addition let us assume the following contradictory case
for schedule Ψ , qi + 1 < qj :
We can generate a new schedule Ψ ′ by transferring one unit of batch j( denote this
unit with [l]) to the batch i. Consequently, all the units in batches prior to batch j will
complete later by an amount of 1 time unit, whereas unit [l], will be tardy in batch
i as well, because the units of the same order are tardy in batch i, but it completes
earlier by an amount ofPk=j
k=i+1 qk − 1 time unit. We illustrate both of the schedules
in Figure 2.
i l
Ci
j
Ci
i l j
dk
Cj
Cj
Fig. 2 Illustration of Lemma 2
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
294

As b ≤ qi < qi+1 < qj ≤ B in schedule Ψ , feasibility will be maintained in schedule
Ψ ′, i.e. b < q′i = qi + 1 ≤ q′j = qj − 1 < B. The cost difference would be:
f(Ψ) − f(Ψ ′) = β
0
@
k=jX
k=i+1
qk − 1 −
k=j−1X
k=i
qk
1
A = β`
qj − 1 − qi
´
> 0.
Since f(Ψ) − f(Ψ ′) > 0, the transfer of the units would be profitable until either
qj − 1 ≤ qi or the order k in batch i becomes on time. This contradicts the optimality
of schedule Ψ . �
Corollary 1: There exists an optimal schedule where the tardy batches that pro-
cess the same order have the following structure: qj − 1 ≤ qi ≤ qj for any i < j.
Proof: Due to property 1, all the tardy batches which process the same order are
consecutive. Using Lemma 1 and 2, the result follows. �
Using Corollary 1, we propose the following lemma to construct the optimal sched-
ule for tardy orders. In the sequel, we will denote the minimum and maximum number
of batches to process Q units by hmin = ⌈QB ⌉ and hmax = ⌊Q
b ⌋ respectively. Further-
more, in the following lemmas, we assume that ⌈QB ⌉ ≤ ⌊Q
b ⌋, otherwise, the problem is
infeasible [6].
Lemma 3. Given any time window T = [t, t′], if only Q units from a single customer
order k are to be processed with h batches such that hmin ≤ h ≤ hmax and dk ≤ t,
there exists an optimal schedule in which, the first h1 = ⌈Qh⌉ ∗ h−Q batches have size
m1 = ⌈Qh ⌉ − 1 and the remaining h2 = h − h1 batches have size m2 = ⌈Q
h ⌉.
Proof: As dk ≤ t and a single order is processed, all the batches in T would
be tardy and uniform and there exists no idle time between the batches. Since the
conditions of Lemmas 1 and 2 is satisfied, there exists an optimal schedule Ψ that has
the structure given in Corollary 1.
Considering Corollary 1, let us schedule the Q′ = Q − h2 units in the interval
T = [t, t′] first. In this case, all the h batches should have equal size m1 = ⌈Qh⌉ − 1
and b ≤ m1 < B. The remaining h2 extra units should be processed within the last h2
batches, one unit in each batch. Otherwise, the conditions of Lemmas 1 and 2 would
be violated. �.
We illustrate the structure with the following simple example:
Example 1. Given the following data dk = 10, Q = 17, T = [12, 30], b = 3, B = 5
and h = 4, Lemma 3 results in the structure h1 = 3, h2 = 1, m1 = 4, m2 = 5 or 4, 4, 4,
5. Formally, starting from time 12, the first 3 batches have size of 4 whereas the last
batch will have a size of 5.
Lemma 4. Given any time window T = [t, t′], if only Q units from a single customer
order k is to be processed within T = [t, t′] and dk ≤ t, there exists an optimal schedule
with hmax = ⌊Qb⌋ batches in T .
Proof:
Let the optimal schedule Ψ have Nb < hmax batches and satisfies the conditions of
the lemma. As all these batches would be tardy and a single customer order k is to be
processed, conditions of Lemmas 1 and 2 apply. Let us integrate hmax − Nb dummy
batches with size 0 at the end of schedule Ψ . Starting from the last batch, the transfer of
the units as explained in the proofs of Lemmas 1 and 2, and reiterating until conditions
of Corollary 1 are satisfied results in a schedule with hmax batches without increasing
the cost. Feasibility will be satisfied at the end, because according to Lemma 3, there
will be h1 = ⌈ Qhmax
⌉ ∗ hmax − Q batches with size m1 = ⌈ Qhmax
⌉ − 1 and h2 = h − h1
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
295

batches of size m2 = ⌈ Qhmax
⌉ at the end. Using the definition of hmax, if h1 > 0, b <Q
hmaxand b ≤ m1 < m2 ≤ B. Therefore, schedule Ψ could be converted to a schedule
with hmax batches without increasing the cost. �.
Example 2. Consider the previous example, but without fixing the number of
batches. In this case, according to Lemma 4, there exists an optimal schedule with
hmax = 5 batches and the optimal structure would be 3, 3, 3, 4, 4.
2.2 Equivalence Properties of the Tardiness Cost
We will refer to the following Lemma in finding out the cost of tardy batches:
Lemma 5. The problem (P1) to find the optimal schedule to process Q units of any
customer order in time window [t, t + Q] such that t < d and the first batch completes
after due date d is equivalent to the problem (P2) to optimally schedule Q units in
time window [d, d + Q] so that the first batch contains at least w = d − t units.
Proof: We denote cost functions of the problems P1 and P2 with f1, f2 and define
w = d − t, and ϑ = Max {b, w}. Let T (Q) defines the optimal cost of processing Q
units of a product in time window with length Q whose left hand is the deadline, i.e
window [d, d + Q], of the product.
On the other hand, if Q units start processing at time d + u, then the optimal cost
could be reformulated as βQu+T (Q). Using this property and denoting the size of the
first batch with x, then for each problem, we have:
f1(Q) = Minϑ≤x≤B{β [x(x − w) + (Q − x)(x − w)] + T (Q − x)}= Minϑ≤x≤B{βQ(x − w) + T (Q − x)}, where x is the size of the first batch;
f2(Q) = Minϑ≤x≤B{βh
x2 + x(Q − x)i
+ T (Q − x)}
= Minϑ≤x≤B{βQx + T (Q − x)}.As Q and w are given, P1 and P2 are equivalent. �.
Corollary 2: The problem to find the optimal schedule to process Q units product
in time window [t, t + Q] where d− b ≤ t ≤ d is equivalent to the problem to optimally
schedule Q units in time window [d, d + Q].
Proof: As w = d−t < b, then the first batch always completes after d and the result
follows from Lemma 5. �.
Note that we could use Lemma 3 to formulate T (Q) as:
T (Q) = β[Ph1
i=1 im21 +
Phi=h1+1(h1m1 + (i − h1)m2) ∗ m2] if ⌈Q
B ⌉ ≤ ⌊Qb ⌋. Otherwise
there is no feasible solution and a “big“ cost value is assigned.
In what follows, to solve the problem P, we propose a dynamic programming model
that uses all the properties defined above.
3 A Dynamic Programming Based Solution Algorithm
We describe a forward dynamic programming model has K stages that correspond to
the customer orders. In an optimal production plan, some of the orders could share
the same batch and because of the EDD rule, these batches could be either the first or
the last batch of the order. The intermediate batches process units only from a single
order hence they are uniform. We decompose each stage k and model the problem as
an optimization problem to determine the size of a single shared batch, which contains
units from order k + 1, and the sizes of intermediate uniform batches that process
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
296

units of order k. Let the variable xk+1 denote the number of units order k + 1 and
forthcoming orders processed within the same batch with units of order k. For any
order k = 1, ..., K, if b ≤ rk + xk+1, then units of order k could be processed in
multiple batches. In this case, the decision variables xk and yk represent the number
of units of order k to be processed within the same batch with units from the orders
k − 1 and k + 1, respectively. This case and the corresponding decision variables are
illustrated in Figure 3. From now on, we will denote cumulative orders shortly with R,
i.e. Rk =Pk
i=1 ri.
xkxk yk
Orders 1, 2, ..., k − 1 Orders k + 1, k + 2...
Rk−1 Rk
...... x
Fig. 3 Illustration of the Decision Variables
In the figure each rounded rectangle and color represent a batch and a customer
order, respectively. For feasibility, we require b ≤ yk + xk+1 ≤ B for k = 1, ..., K. An
upper bound would be UB = Min {2b − 1, B}, hence b ≤ yk + xk+1 ≤ UB. If the size
of the batch is larger than 2b, the batch could be split without increasing the costs of
the schedule.
On the other hand, when rk +xk+1 < b, lot-splitting is not feasible for order k and
the shared batch includes units from order k−1 as well. In this case, the units of order
k are all early, all on time or all tardy. Let hk(xk+1) denote the minimum total cost of
processing the first k orders given that the final batch of order k processes xk+1 units
of order k + 1 and forthcoming orders. Therefore, the optimal cost will be referred as
hn(0). We propose the following recursive model:
hk(xk+1) =
8
>
<
>
:
Minxk,yk{gk(xk, yk, xk+1) + hk−1(xk)} b ≤ rk + xk+1
βrk(Rk + xk+1 − dk) + hk−1(xk+1 + rk) rk + xk+1 < b, dk < Rk + xk+1
hk−1(xk+1 + rk) rk + xk+1 < b, dk ≥ Rk + xk+1
Note that gk(.) is defined for the case b ≤ rk + xk+1 and refers to the total cost of
units of order k. We will consider the following four cases to define gk(.). In these cases,
yk ≤ UB and xk ≤ UB for all k = 1, ..., K. In addition, we remind the assumption
that the nominal unit production time is one unit time for any item and Tk(Q) is the
optimal cost of processing Q units of customer order k by starting at the due date dk.
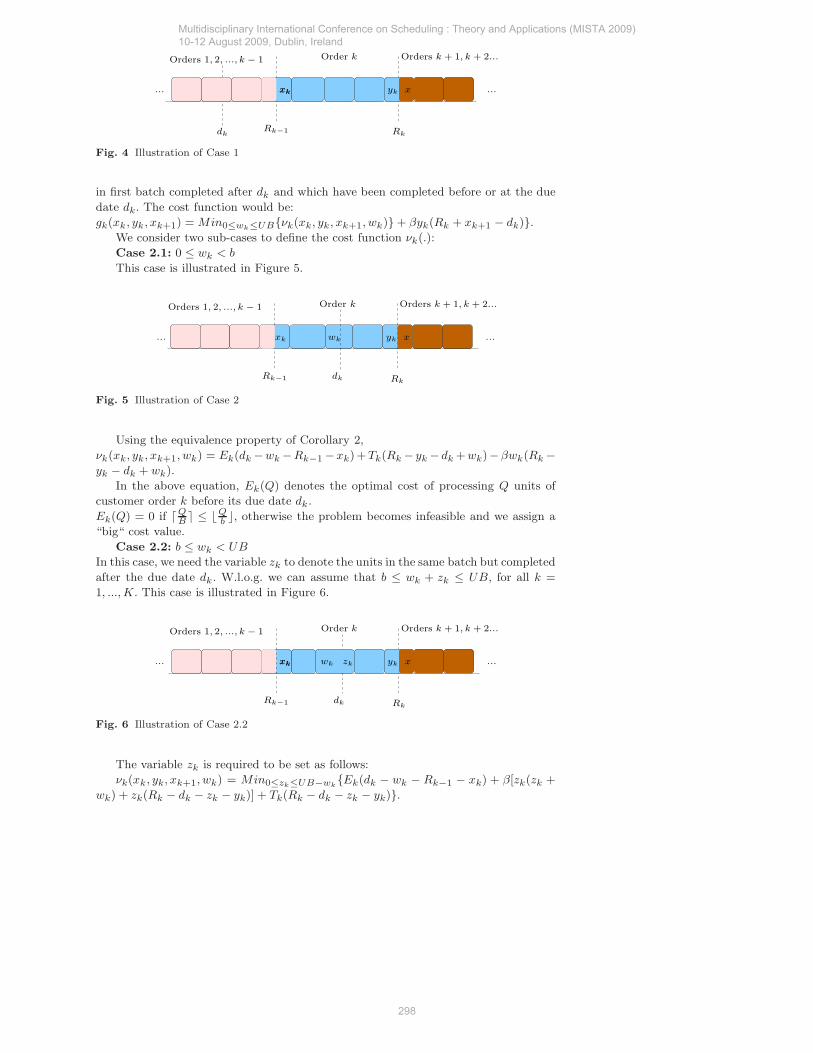
Case 1: If dk < Rk−1 +xk then, all the units of order k would be tardy. This case
is illustrated in Figure 4.
Using the equivalence property of Corollary 2,
gk(xk, yk, xk+1) = β[xk(Rk−1 + xk − dk) + (rk − xk − yk)(Rk−1 + xk − dk)]+ Tk(rk −
xk − yk) + βyk(Rk + xk+1 − dk).
= β(Rk−1 + xk − dk)(rk − yk) + Tk(rk − xk − yk) + βyk(Rk + xk+1 − dk).
Case 2: If Rk−1 + xk ≤ dk ≤ Rk − yk, then some of the intermediate batches
could be early, some on time and some could be tardy. To differentiate these, we need
the decision variable, wk. The variable wk denotes the units of the order k processed
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
297
xkxk yk
Orders 1, 2, ..., k − 1 Order k Orders k + 1, k + 2...
dkRk−1 Rk
...... x
Fig. 4 Illustration of Case 1
in first batch completed after dk and which have been completed before or at the due
date dk. The cost function would be:
gk(xk, yk, xk+1) = Min0≤wk≤UB{νk(xk, yk, xk+1, wk)} + βyk(Rk + xk+1 − dk)}.
We consider two sub-cases to define the cost function νk(.):
Case 2.1: 0 ≤ wk < b
This case is illustrated in Figure 5.
ykwk
Orders 1, 2, ..., k − 1 Order k Orders k + 1, k + 2...
Rk−1 dk Rk
...... xk x
Fig. 5 Illustration of Case 2
Using the equivalence property of Corollary 2,
νk(xk, yk, xk+1, wk) = Ek(dk −wk −Rk−1 −xk)+Tk(Rk − yk − dk +wk)−βwk(Rk −yk − dk + wk).
In the above equation, Ek(Q) denotes the optimal cost of processing Q units of
customer order k before its due date dk.
Ek(Q) = 0 if ⌈QB ⌉ ≤ ⌊Q
b ⌋, otherwise the problem becomes infeasible and we assign a
“big“ cost value.
Case 2.2: b ≤ wk < UB
In this case, we need the variable zk to denote the units in the same batch but completed
after the due date dk. W.l.o.g. we can assume that b ≤ wk + zk ≤ UB, for all k =
1, ..., K. This case is illustrated in Figure 6.
xkxk ykwk zk
Orders 1, 2, ..., k − 1 Orders k + 1, k + 2...Order k
Rk−1 dk Rk
...... x
Fig. 6 Illustration of Case 2.2
The variable zk is required to be set as follows:
νk(xk, yk, xk+1, wk) = Min0≤zk≤UB−wk{Ek(dk − wk − Rk−1 − xk) + β[zk(zk +
wk) + zk(Rk − dk − zk − yk)] + Tk(Rk − dk − zk − yk)}.
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
298
= Min0≤zk≤UB−wk{Ek(dk−wk−Rk−1−xk)+β[zk(wk+Rk−dk−yk)]+Tk(Rk−
dk − zk − yk)}.
Case 3: If Rk − yk < dk < Rk + xk+1, then all the intermediate batches would be
early. This case is illustrated in Figure 7. The cost would be:
gk(xk, yk, xk+1) = Ek(rk − xk − yk) + βyk(Rk + xk+1 − dk).
xkxk yk
dk
Orders k + 1, k + 2...Order kOrders 1, 2, ..., k − 1
Rk−1 Rk
...... x
Fig. 7 Illustration of Case 3
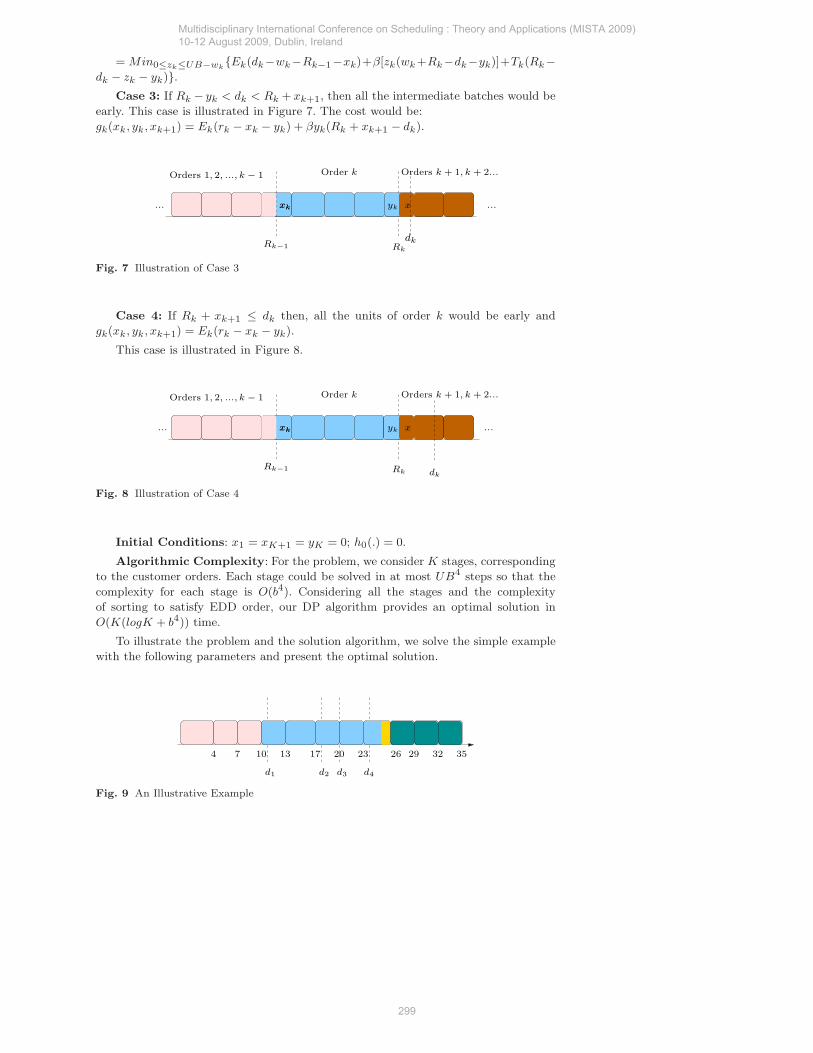
Case 4: If Rk + xk+1 ≤ dk then, all the units of order k would be early and
gk(xk, yk, xk+1) = Ek(rk − xk − yk).
This case is illustrated in Figure 8.
xkxk yk
Orders 1, 2, ..., k − 1 Order k
Rk−1 Rk dk
Orders k + 1, k + 2...
...... x
Fig. 8 Illustration of Case 4
Initial Conditions: x1 = xK+1 = yK = 0; h0(.) = 0.
Algorithmic Complexity: For the problem, we consider K stages, corresponding
to the customer orders. Each stage could be solved in at most UB4 steps so that the
complexity for each stage is O(b4). Considering all the stages and the complexity
of sorting to satisfy EDD order, our DP algorithm provides an optimal solution in
O(K(logK + b4)) time.
To illustrate the problem and the solution algorithm, we solve the simple example
with the following parameters and present the optimal solution.
d1 d2
4 10 13 17
d3 d4
207 23 29 32 3526
Fig. 9 An Illustrative Example
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
299

An Illustrative Example: We consider scheduling four customer orders with
multi-pegging given the following data: K = 4; b = 3; B = 5; r1 = 10, r2 = 15, r3 =
1, r4 = 9; d1 = 11, d2 = 18, d3 = 20, d4 = 24.
The optimal schedule is illustrated in Figure 9 below. Each rounded rectangle
represents a customer order following the EDD rule and completion time of each batch
is illustrated in the time line below.
4 Conclusions
In this paper, we have investigated a production planning problem with tardiness penal-
ties for a single production system. In order to solve the problem, we have followed
an integrated lot-streaming and scheduling approach. We have examined the struc-
tural properties of the optimal solution, presented theoretical results, and developed a
dynamic programming algorithm that extensively makes use of these properties.
As a future extension of this research, we will incorporate the setup times and
costs and earliness penalties. Considering the real world requirements, integration of the
setup constraints is important. Furthermore, modeling both the earliness and tardiness
penalties addresses the JIT requirement of lower lead times and WIP, therefore is
practically relevant especially for just in time systems.
References
1. A. Allahverdi, C.T. Ng, T.C.E. Cheng, and M.Y. Kovalyov, A survey of scheduling prob-lems with setup times or costs, European Journal of Operational Research 187(3), 985-1032,(2008).
2. Chang J.H. and Chiu H.N., A comprehensive review of lot-streaming, International Journal
of Production Research 43 (8), 1515-1536 (2005).3. Dauzere-Peres S. and Lasserre J.B. On the importance of sequencing decisions in production
planning and scheduling. International Transactions in Operational Research, 9(6), 779-793,(2002).
4. Drexl A., and A Kimms, Lot sizing and scheduling: Survey and extensions, European Jour-
nal of Operational Research 99, 221-235 (1997).5. Potts C.N. and L.N. Van Wassenhove, Integrating scheduling with batching and lot-sizing:
A review of algorithms and complexity. Journal of the Operational Research Society 43395-406 (1992).
6. Robert A. Optimization des batches de production. PhD thesis, Universite Pierre et MarieCurie (Paris 6)(2007).
7. Selvarajah, E. and Steiner, G. Batch scheduling in a two-level supply chain: A focus on thesupplier. European Journal of Operational Research 173 226-240 (2006).
Multidisciplinary International Conference on Scheduling : Theory and Applications (MISTA 2009) 10-12 August 2009, Dublin, Ireland
300
Copyright © 2022 FDOKUMEN




















