bab 1 pendahuluan - Politeknik Kelautan dan Perikanan Dumai
77
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of bab 1 pendahuluan - Politeknik Kelautan dan Perikanan Dumai








1
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Gurita memiliki peran ekologis penting baik sebagai predator maupun
mangsa dan tergolong komoditas perikanan ekonomis penting karena
mengandung gizi yang cukup tinggi dan menduduki urutan ke tiga di dalam dunia
perikanan setelah ikan dan udang (Toha, et al. 2015). Gurita merupakan salah
satu komoditi perikanan yang mudah sekali mengalami kemunduran mutu, dalam
waktu yang sangat singkat gurita akan menjadi busuk. Mengingat kondisi yang
demikian maka harus dilakukan upaya penanganan yang tepat agar tidak
mengalami kemunduran mutu. Berbagai cara pengawetan untuk mempertahankan
mutu produk telah banyak dilakukan, tetapi tidak mampu mempertahankan sifat –
sifat gurita yang alami. Salah satu cara mengawetkan gurita dapat dilakukan
dengan sistem pendinginan dan pembekuan.
PT. Medan Tropical Canning & Frozen Industries merupakan perusahaan
yang bergerak dalam bidang manufaktur pengolahan hasil laut. Bidang usaha ini
diklasifikasikan berdasarkan prosesnya terbagi atas dua, yaitu canning dan
frozen. Canning merupakan proses dimana bahan hasil laut diolah menjadi
makanan dalam kaleng sedangkan frozen merupakan proses pembekuan bahan
hasil laut yang tujuan akhirnya akan diekspor untuk diproses lebih lanjut. Bahan
hasil laut yang diolah pada perusahaan ini adalah cumi, sotong, gurita, kepah,
ikan tuna, kepiting, udang, dan buah (cocktail).
Masalah keamanan pangan masih merupakan masalah penting dalam
bidang pangan di Indonesia dan perlu mendapat perhatian khusus dalam
program pengawasan pangan. Penyakit dan kematian yang ditimbulkan melalui
makanan di Indonesia sampai saat ini masih tinggi, walaupun prinsip - prinsip
pengendalian untuk berbagai penyakit tersebut pada umumnya telah diketahui.
Pengawasan pangan yang mengandalkan pada uji produk akhir tidak dapat
mengimbangi kemajuan yang pesat dalam industri pangan, dan tidak dapat
menjamin keamanan makanan yang beredar di pasaran. Pendekatan tradisionil
yang selama ini dilakukan dapat dianggap telah gagal untuk mengatasi masalah
tersebut.
2
Oleh karena itu dikembangkan suatu sistem jaminan keamanan pangan
yang disebut Analisis Bahaya dan Pengendalian Titik Kritis (Hazard Analysis
Critical Control Point /HACCP) yang merupakan suatu tindakan preventif
yang efektif untuk menjamin keamanan pangan. Sistem ini mencoba untuk
mengidentifikasi berbagai bahaya yang berhubungan dengan suatu keadaan
pada saat pembuatan, pengolahan atau penyiapan makanan, menilai risiko - risiko
yang terkait dan menentukan kegiatan dimana prosedur pengendalian akan
berdaya guna. Sehingga, prosedur pengendalian lebih diarahkan pada kegiatan
tertentu yang penting dalam menjamin keamanan makanan.
Melihat permasalahan tersebut, maka perlu dilakukan Kerja Praktik Akhir
(KPA) mengenai identifikasi potensi bahaya pada pembekuan gurita (Octopus
Vulgaris) dengan penerapan CCP (Critical Control Point), CCP ditetapkan pada
setiap tahap proses mulai dari awal produksi suatu produk hingga produk siap
dipasarkan. Pada setiap tahap ditetapkan jumlah titik kritis (CPS) untuk bahaya
mirobiologis, kimia, maupun fisik. Beberapa produk pangan, formulasi makanan
mempengaruhi tingkat keamanannya, oleh karena itu Critical Control Point
(CCP) pada produk semacam ini diperlukan untuk mengontrol beberapa
parameter seperti pH, aktivitas air , dan adanya bahan tambahan pada produk.
1.2 Tujuan
Tujuan dari pelaksanaan Kerja Praktik Akhir (KPA) ini adalah:
1. Untuk mengetahui alur proses pembekuan gurita (Octopus Vulgaris) di PT.
Medan Tropical Canning And Frozen Industries.
2. Untuk mengidentifikasi bahaya yang terdapat disetiap proses pembekuan
gurita (Octopus Vulgaris) dengan penerapan CCP (Critical Control Point di
PT. Medan Tropical Canning And Frozen Industries.
1.3 Manfaat
Secara umun manfaat praktik kerja akhir (KPA) ini adalah untuk
mendapatkan keterampilan dan pengetahuan mengenai pengolahan produk
pembekuan gurita. Secara khusus praktik ini dapat menambah wawasan penulis
mengenai kinerja usaha berskala besar di PT. Medan Tropical Canning And
Frozen Industries.
3
BAB 2 TINJAUAN PUSTAKA
2.1 Klasifikasi dan morfologi gurita (Octopus Vulgaris)
a. Klasifikasi gurita (Octopus Vulgaris)
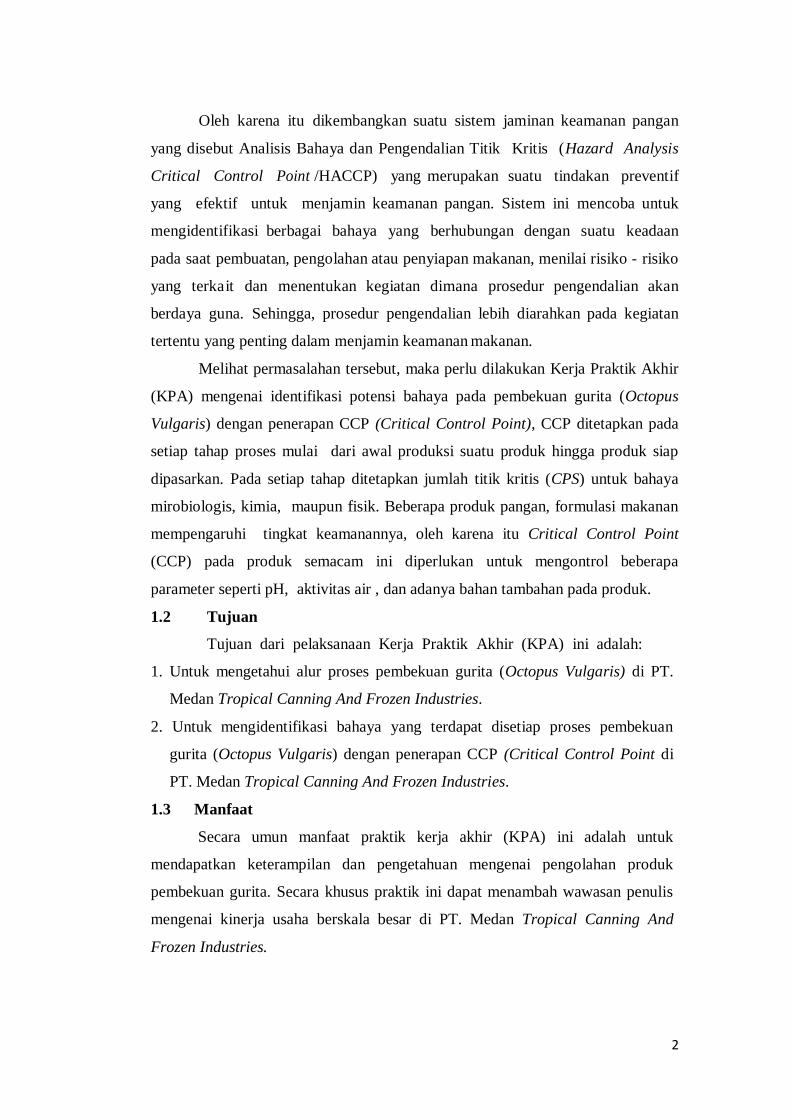
Octopus vulgaris dapat ditemukan di dunia luas di perairan tropical dan
perairan semitropical. Disana terdapat banyak spesies dan tinjauan taxonomi dari
variasi pada spesies ini. Terumbu karang di samudra sebagai habitat
utama.Georgio C. Megavin, 2010, Mengklasifikasikan Octopus Vulgaris sebagai
berikut:
Kingdom : Animalia
Filum : Mollusca
Kelas : Cephalopoda
Famili : Octopodidae
Genus : Octopus
Spesies : Octopus vulgaris
Gambar 1. Klasifikasi Gurita (Octopus Vulgaris)
Sumber: http://ragamorganisme.blogspot.com
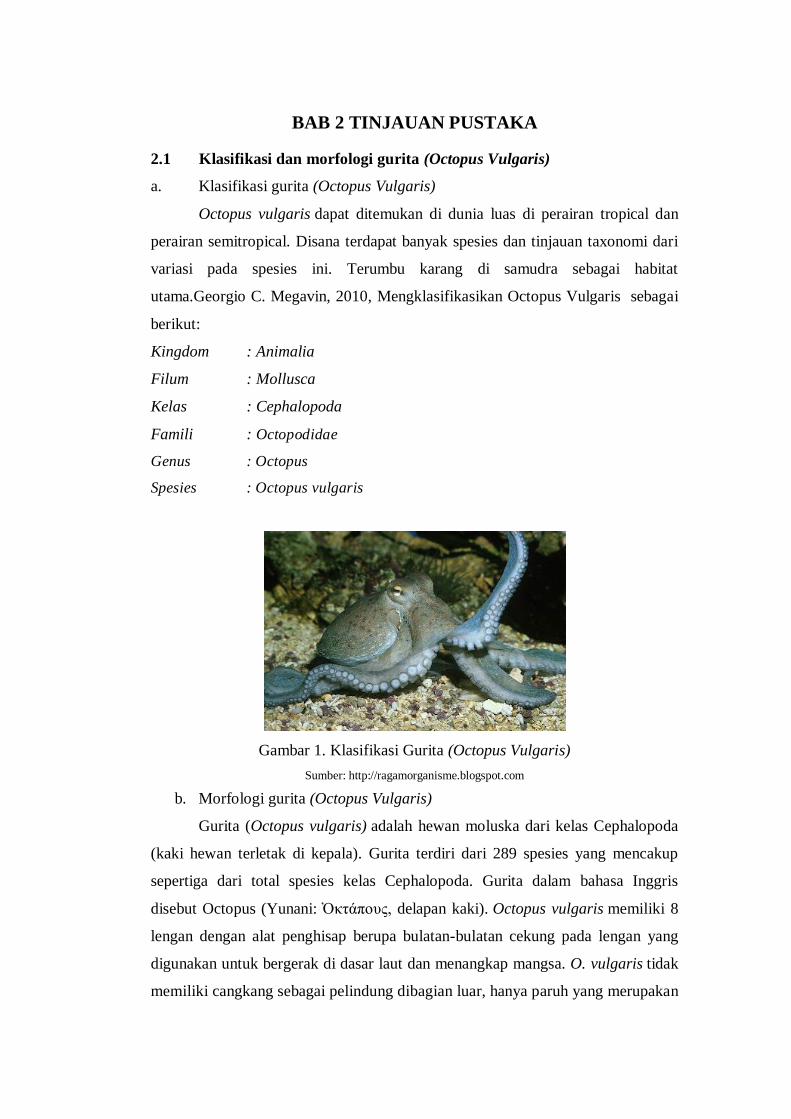
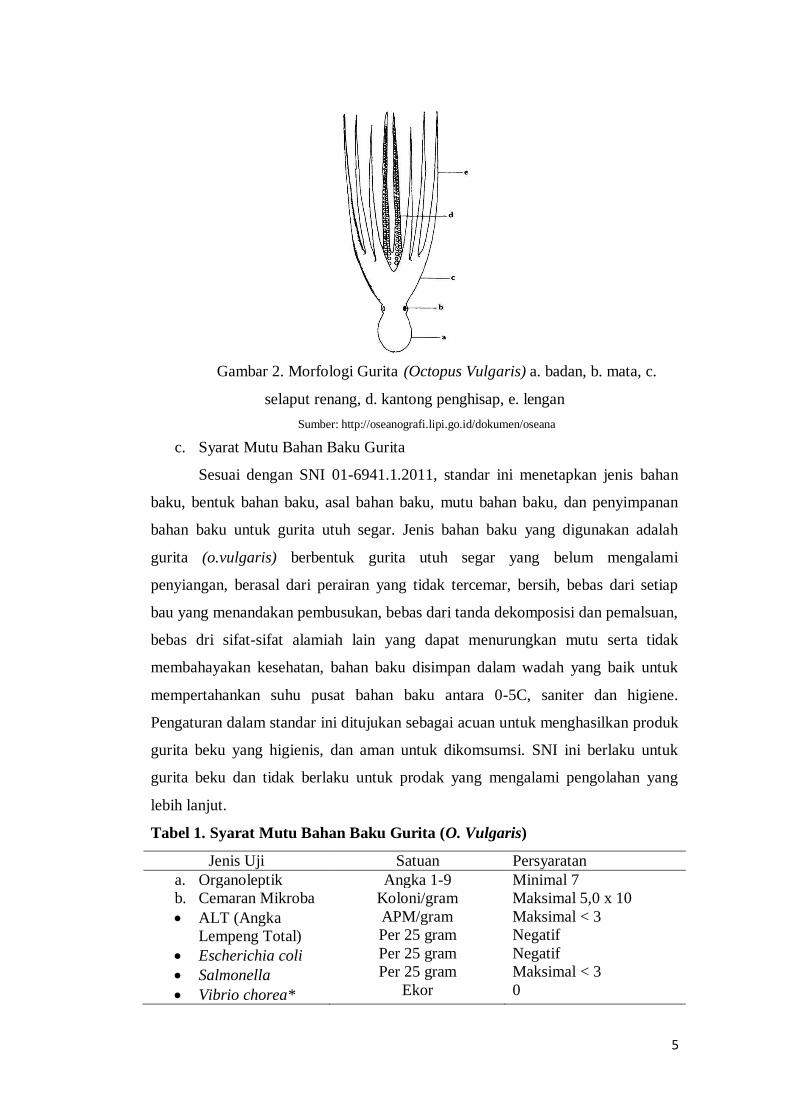
b. Morfologi gurita (Octopus Vulgaris)
Gurita (Octopus vulgaris) adalah hewan moluska dari kelas Cephalopoda
(kaki hewan terletak di kepala). Gurita terdiri dari 289 spesies yang mencakup
sepertiga dari total spesies kelas Cephalopoda. Gurita dalam bahasa Inggris
disebut Octopus (Yunani: Ὀκτάπους, delapan kaki). Octopus vulgaris memiliki 8
lengan dengan alat penghisap berupa bulatan-bulatan cekung pada lengan yang
digunakan untuk bergerak di dasar laut dan menangkap mangsa. O. vulgaris tidak
memiliki cangkang sebagai pelindung dibagian luar, hanya paruh yang merupakan

4
bagian terkeras dari tubuh O. vulgaris yang digunakan sebagai rahang untuk
membunuh mangsa dan menggigitnya menjadi bagian-bagian kecil. Selubung
bagian perut tubuh O. vulgaris disebut mantel yang terbuat dari otot dan terlihat
seperti kantung. O. vulgaris memiliki tiga buah jantung yang terdiri dari dua buah
jantung untuk memompa darah ke dua buah insang dan sebuah jantung untuk
memompa darah ke seluruh bagian tubuh. O. vulgaris bernafas dengan menyedot
air ke dalam rongga mantel melalui kedua buah insang dan disemburkan keluar
melalui tabung siphon. O. vulgaris memiliki insang dengan pembagian yang
sangat halus, berasal dari pertumbuhan tubuh bagian luar atau bagian dalam yang
mengalami vaskulerisasi (Kunti Farikha, Dkk,2014).
Gurita mempunyai sistem saraf yang sangat kompleks dengan sebagian
saja yang terlokalisir di bagian otak. Dua pertiga dari sel saraf terdapat pada tali
saraf yang ada di kedelapan lengan gurita. Lengan gurita bisa melakukan berbagai
jenis gerakan refleks yang rumit, dipicu oleh 3 tahapan sistem saraf yang berbeda-
beda. Dua organ khusus yang disebut statocyst yang terhubung dengan otak
berfungsi sebagai alat pendeteksi posisi horizontal. Orientasi mata O.
vulgaris dijaga oleh gerak otonomik (refleks) sehingga bukaan pupil selalu
horizontal. O. vulgaris memiliki indera perasa yang luar biasa tajam. Alat hisap
pada lengan O. vulgaris dilengkap dengan kemoreseptor sehingga O. vulgaris bisa
merasakan benda yang disentuh. Lengan-lengan O.vulgaris memiliki sensor
tekanan untuk mendeteksi lengan mana saja yang sedang dijulurkan, tapi memiliki
kemampuan proprioseptif (perasaan posisi dan pergerakan badan) yang sangat
rendah. Sensor tekanan tidak cukup memberi informasi ke otak perihal posisi
badan dan lengan O. vulgaris. Sebagai akibatnya, O. vulgaris tidak memiliki
kemampuan mengenal benda secara tiga dimensi (stereognosis) dari benda yang
disentuhnya. O. vulgaris bisa merasakan variasi tekstur pada benda yang disentuh
tapi tidak bisa memadukan informasi untuk menerka bentuk benda yang sedang
disentuh (Kunti Farikha, Dkk,2014).
5
Gambar 2. Morfologi Gurita (Octopus Vulgaris) a. badan, b. mata, c.
selaput renang, d. kantong penghisap, e. lengan
Sumber: http://oseanografi.lipi.go.id/dokumen/oseana
c. Syarat Mutu Bahan Baku Gurita
Sesuai dengan SNI 01-6941.1.2011, standar ini menetapkan jenis bahan
baku, bentuk bahan baku, asal bahan baku, mutu bahan baku, dan penyimpanan
bahan baku untuk gurita utuh segar. Jenis bahan baku yang digunakan adalah
gurita (o.vulgaris) berbentuk gurita utuh segar yang belum mengalami
penyiangan, berasal dari perairan yang tidak tercemar, bersih, bebas dari setiap
bau yang menandakan pembusukan, bebas dari tanda dekomposisi dan pemalsuan,
bebas dri sifat-sifat alamiah lain yang dapat menurungkan mutu serta tidak
membahayakan kesehatan, bahan baku disimpan dalam wadah yang baik untuk
mempertahankan suhu pusat bahan baku antara 0-5C, saniter dan higiene.
Pengaturan dalam standar ini ditujukan sebagai acuan untuk menghasilkan produk
gurita beku yang higienis, dan aman untuk dikomsumsi. SNI ini berlaku untuk
gurita beku dan tidak berlaku untuk prodak yang mengalami pengolahan yang
lebih lanjut.
Tabel 1. Syarat Mutu Bahan Baku Gurita (O. Vulgaris)
Jenis Uji Satuan Persyaratan
a. Organoleptik Angka 1-9 Minimal 7
b. Cemaran Mikroba
ALT (Angka
Lempeng Total)
Escherichia coli
Salmonella
Vibrio chorea*
Koloni/gram
APM/gram
Per 25 gram
Per 25 gram
Per 25 gram
Ekor
Maksimal 5,0 x 10
Maksimal < 3
Negatif
Negatif
Maksimal < 3
0

6
Jenis Uji Satuan Persyaratan
Vibrio
parahaemoliticus*
Parasit
c. Cemaran Kimia*
Kadmium (Cd)
Merkuri (Hg)
Timbal (Pb)
mg/kg
mg/kg
mg/kg
Maksimal 1,0
Maksimal 0,5
Maksimal 1,0
d. Fisika
Suhu pusat
°C Maksimal -18
Catatan (*) Bila
Diperlukan
Sumber : SNI 01-6941.1.2011 (2011)
2.2 Pembekuan
a. Definisi Pembekuan
Pembekuan adalah suatu usaha untuk mengurangi kadar air produk bahan
pangan sampai serendah mungkin. Pada umumnya produk perikanan memiliki
kandungan air sekitar 70-80 % sehingga sangat cocok bagi kehidupan dan
perkembangan berbagai mikroorganisme yang dapat merusak dan menurunkan
mutu produk perikanan tersebut. Pengawetan dilakukan agar terjadi keseimbangan
antara tekanan uap air murni pada suhu yang sama. Keadaan yang demikian
biasanya disebut juga dengan Aw (Activityof water). Beberapa ahli
mengemukakan bahwa Aw merupakan kelembapan relatif (%RH) dimana bahan
makanan tidak akan kehilangan air (Kanna,2005).
Seperti halnya proses pendinginan, proses pembekuan juga bertujuan
mengawetkan sifat-sifat alami gurita dengan cara menghambat aktivitas bakteri
maupun aktivitas enzim. Selama proses pembekuan berlangsung, terjadi
pemindahan panas dari tubuh ikan yang didalam tubuh gurita yang bersuhu lebih
tinggi ke refrigerant yang bersuhu rendah. Dengan demikian kandungan air ini
terdapat didalam sel jaringan dan ruang antar sel (Afrianto dkk,2011).
b. Air Blast Freezer (ABF)
Air Blast Freezer (ABF) adalah sebuah lorong dengan udara dingin yang
disirkulasikan ke sekitar produk yang akan dibekukan dengan bantuan kipas angin
setelah udara tersebut melewati evaporator. Air Blast Freezer digunakan untuk
pembekuan produk perikanan yang sudah dikemas dan diletakan dalam pan-pan
tertutup. Pembekuan produk perikanan dengan air blast freezer tergantung
7
kecepatannya, makin cepat makin cepat dingin. Kelemahan pembekuan dengan
air blast freezer adalah terjadinya proses pengeringan pada produk perikanan
yang tidak dikemas. Namun pembekuan dengan air blast freezer juga
mengandung kelebihan yakni dapat digunakan untuk produk perikanan segala
ukuran dan jenis secara bersama. Untuk meningkatkan kapasitas dan efisien unit
pembekuan ini dilengkapi dengan alat otomatis, sehingga produk perikanan yang
sudah beku secara otomatis keluar dari freezer.
Penggunaan metode Air Blast Freezing yaitu dengan mengunakan udara
dingin dengan kisaran suhu -30 sampai -40 oC dengan laju aliran 1,5,0 m/detik.
Laju aliran udara yang tinggi dapat meningkatkan koefisien pindah panas. Mesin
Air Blast Freezer dengan sistem batch, alat ini dilengkapi dengan rak-rak untuk
meletakkan bahan yang akan dibekukan sedangkan sistem kontinyu, bahan atau
produk pangan yang akan dibekukan diletakkan dalam troli yang mempuyai rak
atau mengunakan konveyor. Troli dan ban berjalan tersebut dilewati pada
terowongan berinsulator, kemudian udara dihembuskan melewati tetorongan
tersebut baik secara vertical maupun horizontal. Teknik pedinginan Blast Frezer
bersifat ekonomis dan sangat fleksibel karena dapat membekukanproduk atau
bahan pangan dengan berbagai ukuran dan bentuk (Estiasih dan Ahmad 2009).
2.3 Bahan Penolong
1) Air
Air yang dipakai sebagai bahan penolong untuk kegiatan di unit
pengolahan memenuhi persyaratan kualitas air minum sesuai dengan ketentuan
tentang syarat untuk pengawasan kuaitas air minum (SNI 01-4104.3-2006).
2) Es
Es yang digunakan dibuat dari air yang memenuhi persyaratan sesuai SNI
7968: 2014, Es untuk penanganan ikan Bagian 1: Spesifikasi. Dalam
penggunaannya, es ditangani dan disimpan di tempat yang bersih agar terhindar
dari kontaminasi. Es yang dipakai harus memenuihi persyaratan sesuai sesuai
SNI 7968: 2014. Dalam penggunaannya, es harus ditangani dan disimpan di
tempat yang bersih agar terhindar dari kontaminasi. Penilaian mutu es terutama
didasarkan atas kemurnian dan kejernihannya.

8
Pada umumnya es dikatakan bagus jika padat, bening, dan kering (tidak
meleleh). Sebaliknya, es tidak bagus jika tidak padat, berwarna putih, rongga-
rongga yang berisi udara, atau kotoran lain. Dikatakan tidak baik karena sangat
cepat mencair. Air yang tidak murni menyebabkan es yang dihasilkan tidak baik
(Adawyah, 2007).
2.4 Operation Pre-Requisite Program (OPRP)
OPRP adalah tindakan pengendalian khusus yang didesain untuk memastikan
bahwa sistem dapat terkendali. Sebagai contoh perusahaan yang tidak memiliki
metal detector harus menjalankan fungsi pemeriksaan terkait dengan filter produk,
serta adanya aspek resiko kontaminasi yang masuk kedalam produk.
OPRP (Operation Pre-Requisite Program) Plant perusahaan akan
menjelaskan tentang pengendalian yang dirancang untuk mengendalikan bahaya
yang signifikan tersebut dan bagaimana monitoring serta tindakan verifikasinya.
Setelah tindakan verifikasi dilakukan maka hasil tetap direkam sehingga
tersimpan dengan baik (Eliza Erlinda, Benedictus Rahardjo,2018).
OPRP memastikan adanya sistem pemeriksaan kontaminan terhadap produk,
ini merupakan hal yang sangat penting bagi pelaku praktisi keamanan pangan
untuk itu juga memastikan OPRP terlaksana, namun, pengendalian terkait OPRP
itu sendiri memerlukan suatu sistem verifikasi yang ketat dan efektif.
2.5 Critical Control Point (CCP)
Critical Control Point (CCP) atau Titik Kendali Kritis (TKK) adalah suatu
titik tahap atau prosedur dimana pengendalian dapat diterapkan sehingga bahaya
keamanan pangan dapat dicegah, dihilangkan, atau dikurangi sampai tingkat yang
dapat diterima (Thaheer, 2008). Penetapan Critical Control Point (CCP)
dilakukan setelah melalui tahap analisis bahaya yaitu resiko ditandingkan
peluang kejadian yang menentukan apakah titik, tahap, atau prosedur tersebut
memiliki bahaya signifikan, tahap selanjutnya adalah menganalisis dengan
pohon keputusan untuk menentukan apakah bahaya signifikan tersebut titik kritis
atau bukan, karena jika bahaya tersebut signifikan perlu dilakukan tindakan
koreksi. Tindakan koreksi bisa berupa pencegahan maupun penolakan.
9
1) Identifikasi Bahaya (Hazard)
Tim HACCP harus mendaftar semua bahaya yang mungkin terjadi pada
setiap tahapan sesuai dengan ruang lingkupnya mulai dari produksi primer,
pengolahan, manufaktur, dan distribusi hingga konsumsi.Tim HACCP harus
mengadakan analisis bahaya untuk mengidentifikasi rencana HACCP yang bahaya
bersifat sehingga penghapusan atau pengurangan sampai tingkat yang dapat
diterima sangat penting untuk menghasilkan pangan yang aman (SNI CAC/RCP
1:2011). Menurut Thaheer (2005), analisa bahaya meliputi :
a. Pengelompokan bahaya keamanan pangan
Bahaya didalam konteks keamanan pangan menurut Thaheer (2005),
adalah perangkat biologis, kimia, dan fisik yang dapat menyebabkan pangan
menjadi tidak aman dikonsumsi manusia, Sebagai berikut:
Bahaya kimiawi, berasal dari scrombrotoxin (histamin), menyebabkan
keracunan, alergi, shelfish toxin: DSP, NSP, residu obat-obatan menyebabkan
keracunan, bahan-bahan kimia yang sengaja ditambahkan seperti bahan
pengawet (misanya nitrit), bahan pewarna, bahan penambahan nutrisi
(misanya niacin),bahan-bahan kimia yang tidak sengaja ditambahkan seperti
pertisida, fungisida, pupuk, antibiotik, pelumas, cat, bahan pembersih, air
raksa, dan lain- lain dapat menyebabkan keracunan (Darwanto dan Murniyati,
2004).
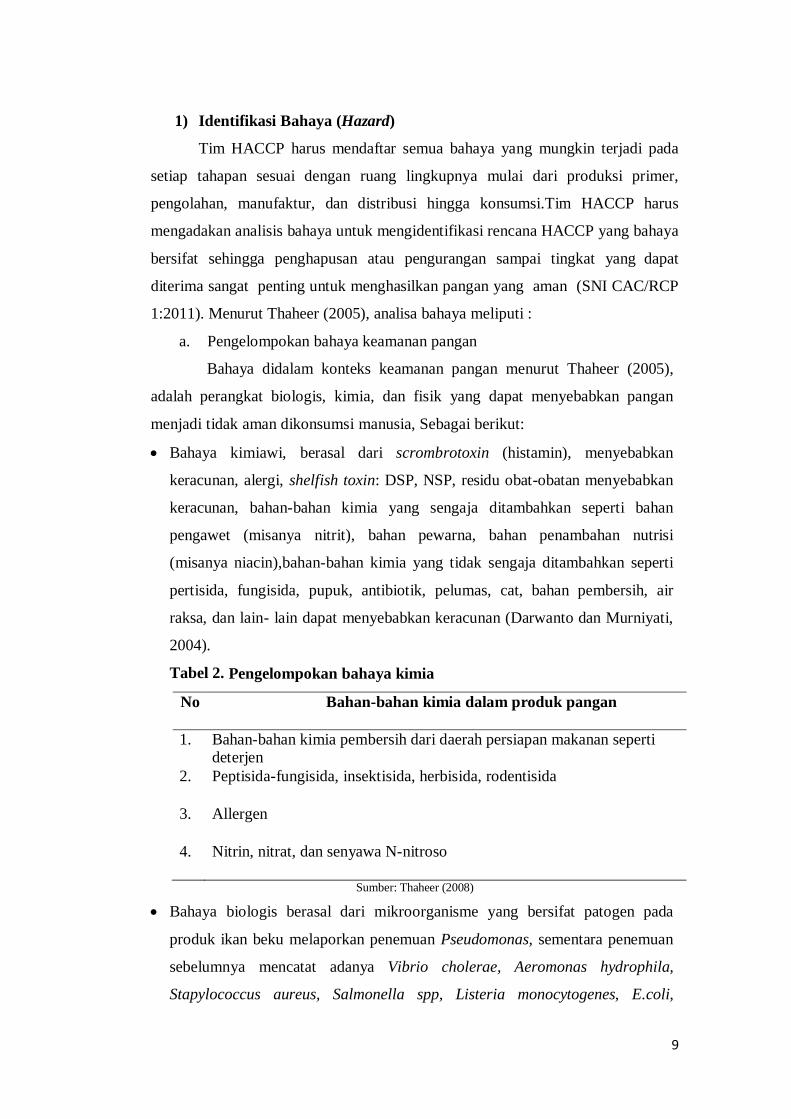
Tabel 2. Pengelompokan bahaya kimia
No Bahan-bahan kimia dalam produk pangan
1. Bahan-bahan kimia pembersih dari daerah persiapan makanan seperti deterjen
2. Peptisida-fungisida, insektisida, herbisida, rodentisida
3. Allergen
4. Nitrin, nitrat, dan senyawa N-nitroso
Sumber: Thaheer (2008)
Bahaya biologis berasal dari mikroorganisme yang bersifat patogen pada
produk ikan beku melaporkan penemuan Pseudomonas, sementara penemuan
sebelumnya mencatat adanya Vibrio cholerae, Aeromonas hydrophila,
Stapylococcus aureus, Salmonella spp, Listeria monocytogenes, E.coli,

10
Basillus spp, dan Shigela spp, melekat dengan berbagai peristiwa keracunan
pangan, terutama berhubungan dengan kebersihan pengolahan, virus, protozoa
atau parasit (Entamoeba histolytica, Ascaris lumbricoides) (Thaheer, 2005).
Tabel 3. Pengelompokan bahaya biologi
No Jenis biologis Contoh
1. Bakteri Salmonella spp, Clostridium perfingens,
Clostridium botulinum, dan lainnya 2. Fungi Aspergilus flavus, Fusarium spp, dan lainnya
3. Virus Hepatitis A, Rotavirus
4. Parasite, protozoa, dan
cacing
Protozoa, cacing pita, cacing pipih, dan lainnya
5. Algae (ganggang) Ganggang biru-hijau, dan lain-lain
6. Toksin kerang Cyanobacterial toxins dan lain-lain
Sumber: Thaheer (2008)
Bahaya fisik meliputi pecahan gelas, serpihan logam, pasir, batu, dan
serpihan plastik umumnya diperoleh dari lingkungan dan infrastruktur
pengolahan.Pengendalian terhadap rancangan dan pemeliharaan infrastruktur
dapat meminimisasi peluang terjadinya pencemaran fisik pada makanan
(Thaheer,2005).
Tabel 4. Pengelompokan bahaya fisik
Bahaya fisik Sumber
Gelas Bahan baku, wadah fittings lampu, peralatan
laboratorium, alat pengolahan.
Batu, ranting, daun Bahan baku (tanaman), lingkungan sekitar pengolahan
Makanan
Logam Bahan baku, alat kantor, wadah, peralatan pembersih.
Sumber: Thaheer (2008)
b. Penetapan tindakan pencegahan
Tindakan yang dapat menghilangkan bahaya atau menurunkan
bahaya sampai ke batas aman. Contoh tindakan pencegahan untuk mencegah
terjadinya kontaminasi mikroba dari pekerja adalah diterapkan prosedur standar
sanitasi pekerja (Hariyadi dan Dewanti, 2011).

11
c. Penentuan kategori resiko atau signifikasi bahaya
Berkaitan dengan resiko pangan, berdasarkan prinsip HACCP menurut
Badan Standarisasi Nasional (BSN) dalam Goulding dan Mansur (2010) di dalam
industry pangan terdapat 3 kategori risk yaitu :
1) High Risk (Produk Beresiko Tinggi) Produk jenis ini tidak boleh diproses
atau diproduksi dan semua penyimpangan harus dikoreksi dan diperbiki.
Produk harus ditahan peredarannya atau tidak dipasarkan dan di uji
keamanannya.
2) Medium Risk (Produk Beresiko Sedang) Produk jenis ini boleh diproses,
tetapi harus dikoreksi dan diperbaiki dalam waktu yang singkat (dalam
beberapa hari saja). Pemantaun khusus diperlukan sampai semua
penyimpangan dapat diatasi.
3) Low Risk (Produk beresiko rendah) Produk jenis ini boleh diproses, tetapi
harus dikoreksi dan diperbaiki. Pengawasan rutin harus dilakukan untuk
menjamin status resiko yang mungkin dapat berubah menjadi resiko
sedang atau tinggi.
Menurut Hariyadi dan Dewanti (2011), untuk menentukan resiko atau
peluang terjadinya bahaya, maka dapat dilakukan penetapan kategori resiko.
Dari beberapa bahaya yang dimiliki oleh suatu bahan baku, maka dapat
ditetapkan signifikasi bahaya. Signifikasi dapat diputuskan oleh tim dengan
mempertimbangkan peluang terjadinya dan keparahan (saverity) suatu bahaya.
2) Penentuan Titik Kendali Kritis (CCP)
Menurut Thaheer (2005), beberapa pengendalian titik kendali kritis dapat
dilakukan menuju pencegahan bahaya yang sama. Aplikasi dari pohon
keputusan harus fleksibel, mengingat apakah operasi adalah untuk produksi,
penyembelihan, pengolahan, penyimpanan, distribusi atau lainnya. Ini harus
digunakan untuk bimbingan ketika menentukan CCP. Titik kendali kritis itu
sendiri mudah diterapkan dengan penggunaan diagram pohon.
3) Penetapan batas kritis (critical limit)
Menurut Thaheer (2005), batasan kritis adalah suatu kondisi/keadaan yang
menunjukkan perbedaan antara produk yang aman dan tidak aman. Batas kritis
juga merupakan satu atau lebih toleransi yang harus dipenuhi untuk menjamin
12
bahwa suatu CCP secara efektif dapat mengendalikan bahaya mikrobiologis,
kimia dan fisik.Batas kritis harus ditetapkan dan divalidasi untuk setiap titik
kendali kritis. Kriteria yang sering digunakan mencangkup pengukuran suhu,
waktu, tingkat kelembapan, pH, Aw dan keberadaan klorin, dan parameter-
parameter seperti kenampakan visual dan tekstur (SNI CAC/RCP 1:2011).
4) Penetapan prosedur pemantauan (monitoring)
Menurut SNI CAC/RCP 1:2011, pemantauan merupakan pengukuran atau
pengamatan terjadwal atas suatu CCP yang berhubungan dengan batas kritisnya.
Prosedur pemantauan harus mampu untuk mendeteksi hilangnya pengendalian
pada CCP.
Komponen yang terlibat dalam sistem monitoring berdasarkan kaidah
4W+1H Menurut Thaheer (2005), yaitu sebagai berikut:
1) What : Apa yang akan dimonitor, pengukuran atau observasi ?
2) Where : Dimana ( titik, tahap, prosedur) akan dilakukan monitoring?
3) Who : siapa yang akan melakukan monitoring?
4) How : bagaimana cara memonitornya, pengecekan dan/atau pengukuran?
5) When : kapan akan dilakukan monitoring/frekuensi pemantauan)?
5) Penetapan tindakan koreksi (corrective action)
Menurut Thaheer (2005), tindakan koreksi adalah tindakan yang harus
diambil atau diputuskan berdasarkan hasil monitoring terhadap CCP, yang
mengindikasikan bahwa CCP tidak terkendali.
Tujuan untuk menetapkan tindakan koreksi adalah untuk menjamin
eliminasi potensi bahaya, tindakan koreksi yang diambil harus merupakan atau
ada dalam perencanaan HACCP yang dibuat. Tindakan yang harus dilakukan
terhadap produk yang tidak sesuai adalah sebagai berikut:
(1) Tahan produk (hold).
(2) Determinasi apakah produk memiliki efek bahaya keamanan pangan, hal ini
dilakukan dengan bantuan evaluasi dari tenaga ahli berdasarkan pengujian
fisik, kimia dan mikrobiologi.
(3) Disposisikan produk melalui reproses menjadi produk baru atau diproses
menjadi produk lain yang sensitivitasnya berkurang serta memusnahkan jika
produk diketahui akan mengancam keselamatan dan kesehatan manusia.

13
6) Penetapan prosedur verifikasi
Verifikasi adalah upaya pengujian terhadap hasil suatu rancang bangun
untuk memastikan kesesuaiannya dengan semua tujuan dan kendala
(Thaheer,2005). Verifikasi sebaiknya dilakukan oleh seseorang selain yang
bertanggung jawab untuk melaksanakan pemantauan dan tindakan perbaikan.
Sesuai dengan SNI CAC/RAC 1:2011 contoh kegiatan verifikasi mencangkup :
(1) Tindakan rencana dan sistem HACCP serta rekamannya.
(2) Tinjauan penyimpangan dan disposisi produk.
(3) Konfirmasi bahwa CCP dalam kendali.
7) Penetapkan dokumentasi dan pemeliharaan rekaman
Menurut SNI CAC/RAC 1:2011 pemeliharaan rekaman yang efisien dan
akurat merupakan hal penting dalam penerapan HACCP. Prosedur HACCP
sebaiknya didokumentasikan.
Dokumentasi dan pemeliharaan rekaman sebaiknya sesuai dengan sifat
dan ukuran operasi dan cukup dapat membantu perusahaan untuk memverifikasi
bahwa pengendalian HACCP berjalan dan terpelihara. Contoh dokumentasi
meliputi analisa bahaya, penentuan CCP, penentuan batas kritis. Sedangkan
contoh rekaman adalah kegiatan pemantauan titik kendali kritis, penyimpangan
dan tindakan perbaikan yang terkait.
14
BAB 3 METODOLOGI
3.1 Waktu dan Tempat
Kegiatan Kerja Praktik Akhir ini akan dilaksanakan pada tanggal 1 Maret -
30 Juni 2021 di PT.Medan Tropical Canning And Frozen Industries Jl. KL Yos
Sudarso KM 10,5 Kawasan industri medan, JL. Pulau Kangean No.1, MABAR,
Kec.Medan Deli, Kota Medan, Sumatera Utara 20242.
Gambar 3. Peta wilayah PT. Medan
Tropical Canning And Industries
Sumber: Google maps
3.2 Alat dan Bahan
Adapun alat dan bahan yang digunakan dapat dalam Kerja Praktik Akhir
ini adalah sebagai berikut:
Tabel 5. Alat yang digunakan
No Alat Fungsi
1. Jas lab Untuk melindungi produk dari
kontaminasi tubuh
2. Apron Untuk melindungi jas agar tidak basah
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
masker
Topi ninja
Sarung tangan
Boots
Fiber Box
Pisau
Keranjang
Meja proses
Mesin pembekuan (ABF)
Troli
Untuk melindungi kontaminasi dari
mulut
Untuk melindungi produk dari rambut
jatuh
Untuk melindungi produk dari
kontaminasi langsung pada kulit
Untuk melindungi kaki dari air produksi
Untuk penampungan bahan baku
Untuk penyiangan gurita
Untuk wadah penampungan gurita
Untuk mempermudah proses produksi
Untuk membekukan gurita
Untuk mempermudah memindahkan
barang Sumber : Google PT.Medan Tropical canning

15
Tabel 6. Bahan yang digunakan
No Bahan Uraian
1. Bahan Baku
(octopus vulgaris)
Bahan baku adalah bahan utama yang
digunakan dalam pembuatan produk
(dalam proses produksi) dan memiliki
persentase yang relatif besar
dibandingkan bahan-bahan lainnya.
Kualitas bahan baku yang digunakan
sangat menentukan kualitas produk yang
akan dihasilkan. Bahan baku yang
digunakan pada pembekuan di PT.
Medan Tropical Canning & Frozen
Industries adalah Gurita (Octopus
vulgaris).
2. Bahan penolong Bahan penolong adalah bahan yang
digunakan untuk membantu proses
produksi, tetapi tidak terdapat dalam
produk akhir. Adapun bahan penolong
yang digunakan adalah air bersih dan Es.
3. Bahan tambahan Bahan tambahan merupakan bahan yang
tidak ikut dalam proses produksi, tetapi
ditambahkan ke produk pada saat atau
setelah proses produksi, untuk
meningkatkan citra produk kepada
konsumen, serta untuk melindungi produk
dalam transportasi.
Sumber : Google PT.Medan Tropical canning
16
3.3 Metode
Metode yang digunakan pada Kerja Praktik Akhir ini adalah
metode Pendekatan deskriptif. Dengan pengumpulan sumber data dan
Teknik pengumpulan data yang akan dilakukan berupa observasi,
wawancara, dan Partisipasi aktif.
Metode deskriptif yang dapat diartikan suatu metode dalam meneliti
status sekelompok manusia, suatu objek, suatu set kondisi, suatu sistem
pemikiran, ataupun suatu kelas peristiwa pada masa sekarang untuk
membuat diskripsi, gambaran atau lukisan secara sistematis, aktual, dan
akurat mengenai fakta-fakta, sifat-sifat serta hubungan antar fenomena
yang diselidiki (Nazir, 2011).
3.3.1 Sumber Data
Dalam penelitian ini sumber data yang digunakan oleh
penulis yaitu sebagai berikut :
1. Data Primer. Hal ini karena data yang dikumpulkan oleh penulis
adalah data yang belum dilakukan pengolahan oleh
perusahaan dan data tersebut juga dikumpulkan oleh peneliti
secara langsung. Pengambilan data primer dalam praktek kerja
lapang ini dilakukan dengan tahap awal observasi dan
wawancara antara lain pihak Quality control Production, Quality
control document, dan R&D untuk mengetahui penerapan
penentuan titik kritis (CCP), serta permasalahan yang dihadapi
dalam penerapan penentuan titik kritis (CCP) yang dilakukan
dalam kegiatan pembekuan Gurita.
2. Data Sekunder. Hal ini karena data yang dikumpulkan oleh
penulis adalah data yang telah dilakukan pengolahan oleh
perusahaan dan data tersebut digunakan sebagai data pendukung
dalam penelitian ini. Data sekunder umumnya berupa bukti,
catatan, atau laporan historis yang telah tersusun dalam arsip
(data dokumenter) yang dipublikasikan maupun tidak
dipublikasikan.
17
3.3.2 Teknik Pengumpulan Data
Teknik pengumpulan data yang akan dilakukan pada Kerja Praktik
Akhir antara lain sebagai berikut:
1. Observasi
Observasi atau pengamatan adalah pencatatan pola perilaku
subyek (orang), obyek (benda), atau kejadian yang sistematis tanpa
adanya pertanyaan atau komunikasi dengan individu-individu yang
diteliti (Sangadji dan Sopiah, 2010). Observasi dalam Kerja praktik akhir
ini dilakukan terhadap berbagai hal yang berhubungan dengan identifikasi
potensi bahaya dengan penentuan titik kritis (CCP) di PT. Medan Tropical
Canning And Frozen Industries.
2. Wawancara
Metode wawancara adalah proses memperoleh keterangan untuk
tujuan penelitian dengan cara tanya jawab, sambil bertatap muka antara
penanya atau pewawancara dengan penjawab atau responden dengan
menggunakan panduan wawancara (Nazir, 2011). Wawancara dilakukan
dengan cara tanya jawab mengenai sejarah berdirinya PT. Medan Tropical
Canning And Frozen Industries, struktur organisasi, sarana dan prasarana,
tenaga kerja, proses pembekuan, proses penerapan penentuan titik kritis
(CCP), serta permasalahan yang dihadapi dalam penerapan penentuan titik
kritis (CCP) yang dilakukan dalam kegiatan pembekuan Gurita (O.
Vulgaris) di PT. Medan Tropical Canning And Frozen Industries.
3. Partisipasi aktif
Partisipasi aktif dilakukan dengan mengikuti secara langsung
beberapa kegiatan yang berhubungan tentang penerapan penentuan titik
kritis (CCP) di PT. Medan Tropical Canning And Frozen Industries.
Kegiatan tersebut diikuti secara langsung dari cara atau teknik berproduksi
yang baik dan benar untuk menghasilkan produk, harus memenuhi
persyaratan mutu dan keamanan pangan.

18
3.4 Prosedur Kerja
Prosedur kerja yang akan dilakukan untuk pengambilan data pada Kerja
Praktik Akhir ini dapat dilihat pada tabel berikut:
3.4.1 Prosedur pengambilan data
Tabel 7. Prosedur Kerja pengambilan data
No Langkah
pengambilan data
Data pengamatan
1. Deskripsi produk - Identifikasi nama produk
- Nama spesies dan Asal bahan baku
- Komposisi
- Masa kedaluarsa dan tanggal produksi
2. Analisa bahaya - Mengindentifikasi bahaya yang kemungkinan
besar (nyata) terjadi dan menimbulkan
bahaya
- Mengelompokkan bahaya yang ada dalam 3
kelompok bahaya
- Mencari penyebab bahaya itu muncul
- Peluang bahaya itu muncul
- Alasan timbulnya bahaya
- Tindakan pencegahan yang dilakukan
- Menetapkan resiko signifikan 3. Identifikasi Titik kritis
(CCP)
- Menganalisa setiap bahaya yang signifikan
dengan decision tree
- Menetapkan CCP dan not CCP. 4. Menentukan batas-
batas
kritis (critical limit)
- Menetapkan batas toleransi yang harus
dipenuhi untuk mengendalikan bahaya.
- Standar dan alasan menggunakan standar
tersebut
- Sumber informasi yang digunakan sebagai
pertimbangan penetapan batas kritis tersebut. 5. Monitoring CCP - Menentukan monitoring dari setiap CCP
- Apa, kapan dan dimana yang dimonitor
- Bagaimana dan Siapa yang memonitor
- Siapa yang melakukan monitoring 6. Tindakan koreksi - Tindakan-tindakan yang dilakukan saat terjadi
penyimpangan
- Prosedur tindakan koreksi
- Bagaimana pengelolaannya
- Identifikasi personil yang bertanggung jawab 7. Verifikasi - Tujuan verifikasi
- Metode verifikasi yang digunakan
- Frekuensi verifikasi
- Prosedur dan pengujian, pengambilan contoh
verifikasi 8. Dokumentasi - Cara penyusunan dokumen
- Telusur data dokumen
- Jenis dokumen
- Informasiyang mencangkup dokumentasi
19
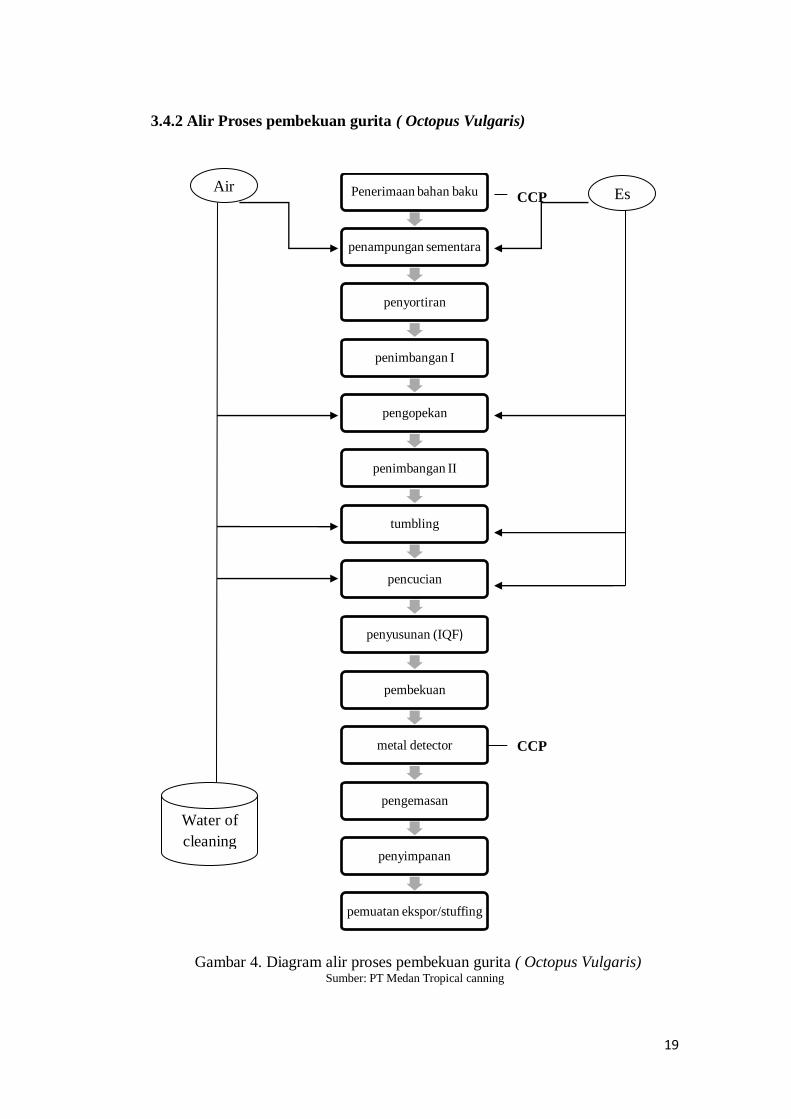
3.4.2 Alir Proses pembekuan gurita ( Octopus Vulgaris)
Gambar 4. Diagram alir proses pembekuan gurita ( Octopus Vulgaris) Sumber: PT Medan Tropical canning
Penerimaan bahan baku
penampungan sementara
penyortiran
penimbangan I
pengopekan
penimbangan II
tumbling
pencucian
penyusunan (IQF)
pembekuan
metal detector
pengemasan
penyimpanan
pemuatan ekspor/stuffing
CCP
CCP
Air Es
Water of
cleaning

20
BAB 4 HASIL DAN PEMBAHASAN
4.1 Keadaan Umum Perusahaan
4.1.1 Sejarah Perusahaan
PT. Medan Canning & Frozen Industries (PT. MTC) didirikan pada tahun
1984 berdasarkan akte pendirian No. 153 tanggal 31 Januari 1984 dibuat oleh
Notaris Aniswar Yanis, S.H. di Medan dengan nama PT. Medan Canning
& Frozen Industries bergerak di bidang Usaha Industri Pengolahan Hasil
Perikanan untuk ekspor. Sebelumnya, pada tahun 1980-1984 pendiri aktif
melakukan ekspor daging kepiting mentah melalui pesawat udara ke Penang
Malaysia untuk bahan baku industri pengalengan Tropical Canning SDN-BHD
Bukit Martajam Penang Malaysia.
Pada tahun 1984 waktu pendirian PT. MTC, dengan modal kerja yang
sangat terbatas perusahaan hanya menyewa 4 lokal bangunan Standard Building
milik PT. KIM, dengan pemasangan mesin dan peralatan produksi pabrik
pengalengan secara sederhana dari barang-barang dan mesin-mesin peralatan
bekas pakai dari industri pengalengan Tropical Canning SDN-BHD Penang
Malaysia. Produksi percobaan bulan Juni 1985 dan produksi komersil bulan
Juli/Agustus 1985 dengan jumlah tenaga kerja 150 orang dan ekspor perdana hasil
produksi kepiting dalam kaleng (Canned Crabmeat) di bulan Oktober 1985 hanya
sebanyak 1 kontainer perbulan sampai dengan bulan Mei 1986 diekspor tanpa
merek ke Malaysia kemudian dari Malaysia diekspor ke Amerika Serikat dan
Kanada dengan merek Tropical Brand. Tahum 1987 dengan peningkatan ekspor
ke Amerika Serikat dan Kanada PT. MTC memperoleh sertifikat izin masuk
produk Canned Crabmeat ke Amerika Serikat dan Kanada berdasarkan sertifikasi
Food and Drug Administration (FDA) No. 08669.
Tahun 2000 diadakan perluasan pembangunan pabrik pembekuan udang
dan pabrik es batangan dengan kemudahan fasilitas pembebasan bea masuk
impor, perusahaan memasukkan mesin-mesin dan peralatan produksi yang
bermutu untuk industri pengolahan hasil perikanan ditempatkan di lokasi pabrik
baru di Kawasan Industri Medan areal tanah seluas 3,2 Ha, dengan jumlah tenaga
kerja sebanyak 1200 orang setiap hari dengan realisasi ekspor sebanyak 15-20
kontainer setiap bulan ke manca Negara.
21
Usaha strategi kedepan, perusahaan selalu melakukan kunjungan ke luar
negeri seperti Uni Eropa, Amerika Serikat, Jepang, Belanda guna mengadakan
temu bisnis dan pendekatan yang akrab dengan buyer indentor di luar negeri dan
memperbanyak pembuatan iklan-iklan dan promosi didalam dan di luar negeri
serta mengundang buyer indentor untuk mengadakan kunjungan inspeksi secara
rutin di Unit Pengolahan Produksi PT. MTC dan dengan inspeksi tersebut
terjamin produk ekspor pesanan pembeli ke luar negeri.
4.1.2 Ruang Lingkup Bidang Usaha
PT. Medan Tropical Canning & Frozen Industries merupakan perusahaan
yang bergerak dalam bidang manufaktur pengolahan hasil laut. Bidang usaha ini
diklasifikasikan berdasarkan prosesnya terbagi atas dua, yaitu canning dan frozen.
Canning merupakan proses dimana bahan hasil laut diolah menjadi makanan
dalam kaleng sedangkan frozen merupakan proses pembekuan bahan hasil laut
yang tujuan akhirnya akan diekspor untuk diproses lebih lanjut. Bahan hasil laut
yang diolah pada perusahaan ini adalah cumi, sotong, gurita, kepah, ikan tuna,
kepiting, udang, dan buah (cocktail).
PT. Medan Tropical Canning & Frozen Industries memasarkan produknya
ke luar dan dalam negeri dengan variasi brand yang ditampilkan seperti Vinisi
untuk dalam negeri, sedangkan untuk luar negeri seperti Creuettes, Thon, Crab
Meat, Gelsha, dan lain sebagainya. Perusahaan ini memasarkan produknya untuk
dalam negeri dengan menggunakan bantuan jasa distributor sedangkan untuk
produk luar negeri menggunakan agen besar.
4.1.3 Lokasi Perusahaan
PT. Medan Tropical Canning & Frozen Industries terletak di Kawasan
Industri Medan 1 (KIM 1) Jalan Yos Sudarso KM. 10,5 Medan, Sumatera Utara
dengan luas areal lahan seluas 3,2 Ha.
4.1.4 Daerah Pemasaran
PT. Medan Tropical Canning & Frozen Industries merupakan perusahaan
berskala internasional yang selalu menjaga kualitas produk yang akan
diekspornya. Adapun daerah pemasaran produk PT. Medan Tropical Canning &
Frozen Industries ke berbagai negara seperti Korea, Amerika, Italia, Spanyol,
Australia, Prancis, dan lain-lain.
22
Untuk daerah lokal, pabrik ini mencakup wilayah Sumatera dan Jawa.
Perusahaan ini menerapkan sistem produksi make to stock untuk memenuhi
permintaan konsumen. Produk makanan kaleng seperti cumi-cumi, sotong, kepah,
dan gurita lebih diutamakan sebagai produk ekspor ke luar negeri sedangkan
untuk produk seperti ikan tuna, kepiting, dan cocktail dijual dalam wilayah dalam
negeri.
4.1.5 Organisasi dan Manajemen
A. Struktur Organisasi Perusahaan
Organisasi merupakan sekumpulan orang yang mempunyai tujuan tertentu
dan di antara mereka dilakukan pembagian tugas untuk pencapaian tujuan
tersebut. Tujuan tersebut sering dituangkan dalam sebuah wadah yakni visi.
Orang-orang dalam suatu organisasi, seberapa besarpun organisasi itu, pasti
memiliki tujuan bersama yang ingin dicapai. Tujuan yang ingin dicapai tidak
dapat dilakukan secara individual. Sehingga membentuklah organisasi.
Struktur organisasi suatu perusahaan memperlihatkan gambaran mengenai
pembagian tugas serta tanggung jawab kepada individu maupun bagian-
bagian dalam suatu organisasi dari urutan tertinggi menuju urutan yang paling
rendah. Dengan adanya struktur organisasi yang jelas, maka akan terlihat adanya
pembagian pekerjaan secara tegas dan formal diantara bagian-bagian dalam
organisasi dan juga diperoleh gambaran yang jelas antara wewenang dan
tanggung jawab dalam mekanisme kerja suatu organisasi.
Bentuk struktur organisasi yang digunakan pada PT. Medan Tropical
Canning & Frozen Industries adalah bentuk lini dan fungsional dimana
merupakan campuran struktur organisasi lini dan struktur organisasi fungsional.
Pada struktur organisasi di PT. Medan Tropical Canning & Frozen Industries,
komisaris membawahi direktur utama dan direktur utama membawahi direktur
operasional. Direktur operasional membawahi beberapa departemen dan pimpinan
departemen tersebut membawahi pekerja. Struktur organisasi PT. Medan Tropical
Canning & Frozen Industries dapat dilihat pada Gambar.
23
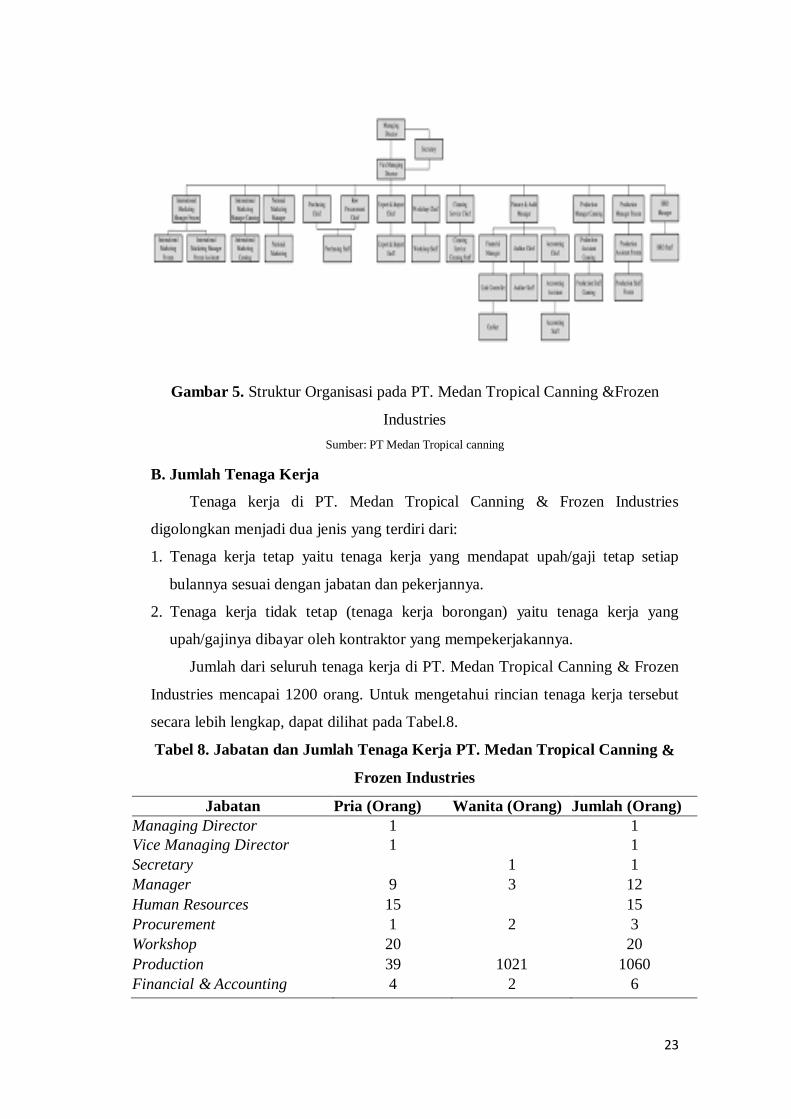
Gambar 5. Struktur Organisasi pada PT. Medan Tropical Canning &Frozen
Industries
Sumber: PT Medan Tropical canning
B. Jumlah Tenaga Kerja
Tenaga kerja di PT. Medan Tropical Canning & Frozen Industries
digolongkan menjadi dua jenis yang terdiri dari:
1. Tenaga kerja tetap yaitu tenaga kerja yang mendapat upah/gaji tetap setiap
bulannya sesuai dengan jabatan dan pekerjannya.
2. Tenaga kerja tidak tetap (tenaga kerja borongan) yaitu tenaga kerja yang
upah/gajinya dibayar oleh kontraktor yang mempekerjakannya.
Jumlah dari seluruh tenaga kerja di PT. Medan Tropical Canning & Frozen
Industries mencapai 1200 orang. Untuk mengetahui rincian tenaga kerja tersebut
secara lebih lengkap, dapat dilihat pada Tabel.8.
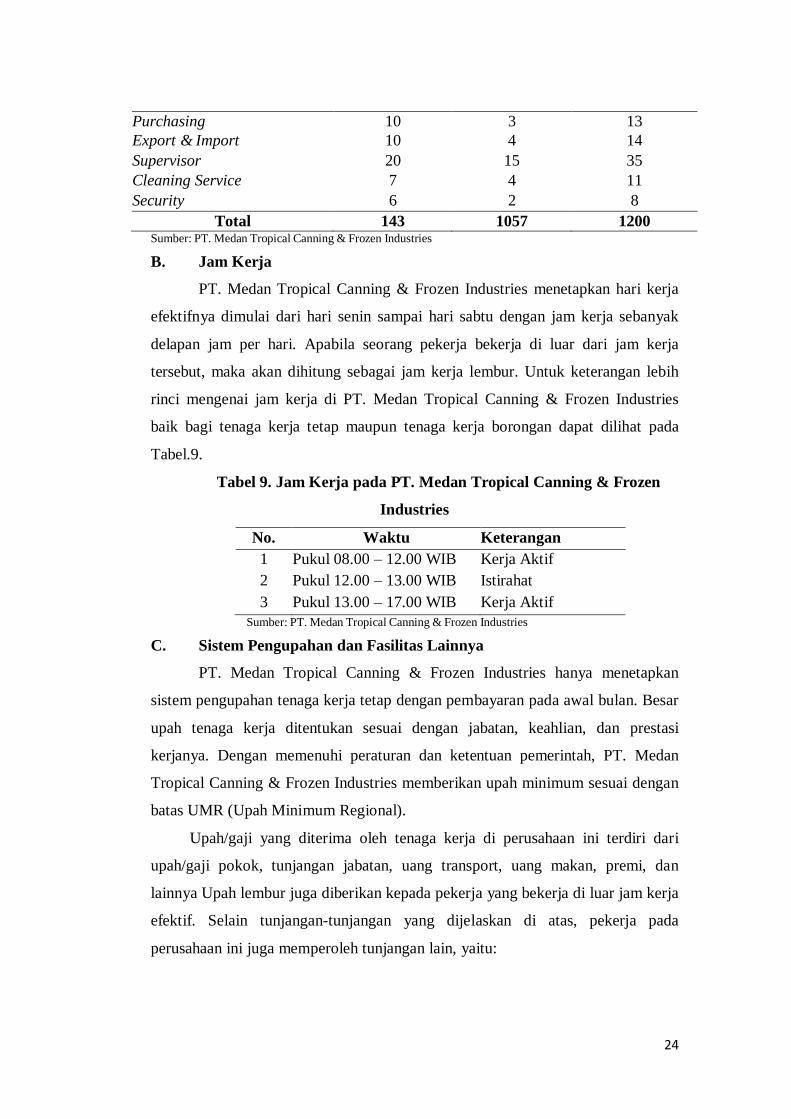
Tabel 8. Jabatan dan Jumlah Tenaga Kerja PT. Medan Tropical Canning &
Frozen Industries
Jabatan Pria (Orang) Wanita (Orang) Jumlah (Orang)
Managing Director 1 1
Vice Managing Director 1 1
Secretary 1 1
Manager 9 3 12
Human Resources 15 15
Procurement 1 2 3
Workshop 20 20
Production 39 1021 1060
Financial & Accounting 4 2 6
24
Purchasing 10 3 13
Export & Import 10 4 14
Supervisor 20 15 35
Cleaning Service 7 4 11
Security 6 2 8
Total 143 1057 1200 Sumber: PT. Medan Tropical Canning & Frozen Industries
B. Jam Kerja
PT. Medan Tropical Canning & Frozen Industries menetapkan hari kerja
efektifnya dimulai dari hari senin sampai hari sabtu dengan jam kerja sebanyak
delapan jam per hari. Apabila seorang pekerja bekerja di luar dari jam kerja
tersebut, maka akan dihitung sebagai jam kerja lembur. Untuk keterangan lebih
rinci mengenai jam kerja di PT. Medan Tropical Canning & Frozen Industries
baik bagi tenaga kerja tetap maupun tenaga kerja borongan dapat dilihat pada
Tabel.9.
Tabel 9. Jam Kerja pada PT. Medan Tropical Canning & Frozen
Industries
No. Waktu Keterangan
1 Pukul 08.00 – 12.00 WIB Kerja Aktif
2 Pukul 12.00 – 13.00 WIB Istirahat
3 Pukul 13.00 – 17.00 WIB Kerja Aktif
Sumber: PT. Medan Tropical Canning & Frozen Industries
C. Sistem Pengupahan dan Fasilitas Lainnya
PT. Medan Tropical Canning & Frozen Industries hanya menetapkan
sistem pengupahan tenaga kerja tetap dengan pembayaran pada awal bulan. Besar
upah tenaga kerja ditentukan sesuai dengan jabatan, keahlian, dan prestasi
kerjanya. Dengan memenuhi peraturan dan ketentuan pemerintah, PT. Medan
Tropical Canning & Frozen Industries memberikan upah minimum sesuai dengan
batas UMR (Upah Minimum Regional).
Upah/gaji yang diterima oleh tenaga kerja di perusahaan ini terdiri dari
upah/gaji pokok, tunjangan jabatan, uang transport, uang makan, premi, dan
lainnya Upah lembur juga diberikan kepada pekerja yang bekerja di luar jam kerja
efektif. Selain tunjangan-tunjangan yang dijelaskan di atas, pekerja pada
perusahaan ini juga memperoleh tunjangan lain, yaitu:

25
1. Tunjangan Hari Raya (THR)
Yaitu tunjangan yang diberikan untuk menyambut hari raya berupa
tambahan satu bulan gaji bagi karyawan yang telah bekerja lebih dari satu
tahun di perusahaan ini.
2. Tunjangan selama sakit
Yaitu tunjangan yang diberikan kepada tenaga kerja yang menjalani
perawatan karena sakit dan tidak dapat bekerja. Tunjangan ini hanya diberikan
kepada pekerja yang telah bekerja lebih dari dua tahun di perusahaan ini.
3. Tunjangan insentif
Yaitu tunjangan berupa upah tambahan yang diberikan kepada pekerja
yang mempunyai prestasi baik dalam melakukan pekerjaannya. Tunjangan ini
diberikan untuk meningkatkan motivasi para pekerja.
Setiap tenaga kerja pada perusahaan ini juga mengikuti program :
1. Jaminan Sosial Tenaga Kerja (Jamsostek)
Yaitu suatu bentuk asuransi yang dibuat oleh pemerintah untuk
melindungi tenaga kerja
2. Cuti
PT.Medan Tropical Canning & Frozen Industries memberikan kesempatan
kepada pekerjanya untuk mengambil cuti selama 12 hari kerja setiap tahunnya.
Untuk kelancaran proses produksi, pihak perusahaan mengatur jadwal cuti dan
jumlah karyawan yang cuti. Jika kesempatan cuti tidak digunakan karyawan,
dapat diakumulasikan ke tahun berikutnya sehingga kesempatan cuti menjadi
lebih panjang.
4.1.6 Deskripsi produk
Deskripsi produk bertujuan untuk mengetahui komposisi utama produk,
karakteristik produk, pengemasan, struktur kimia/fisik, informasi keamanan, cara
penyimpanan, perlakuan pengolahan, petunjuk penggunaan dan metode distribusi
produk. Deskripsi produk termasuk bagian penting yang dapat membantu
konsumen mengetahui informasi tentang produk dan menghindari potensi bahaya
pada produk akhir. Potensi bahaya dapat dikendalikan dengan tindakan
pencegahan dalam keseluruhan proses (Oo, 2019). Adapaun diskripsi produk

26
gurita beku (O. Vulgaris) bentuk flower nomor PM/FR/QC/003 di PT Medan
Tropical Canning And Frozen Industries sebagai berikut:
Nama produk : Frozen Chepalopoda IQF type
(Gurita beku bentuk flower)
Nama spesies :Octopus Vulgaris
Asal B.Baku :Ditangkap diperairan sebelah timur Sumatra Utara dan
Aceh FAO 57.
Bagaimana bahan
baku diterima :Gurita utuh segar diterima dari suplayer lokal dan
kemudian diperiksa kesegaran dan suhunya bahan baku
disortir satu persatu dan segera diproses.
Alat tangkap : Seser dan pancing.
Produk akhir : - Chepalopodha Utuh Beku
- Chepalopoda Kupas beku
Bumbu : -Natural & Salt
Umur simpan : 2 tahun dalam kondisi beku -18ºC
Tahap Pengolahan :Penerimaan bahan baku, penampungan sementara,
penyortiran, penimbangan 1, pengopekan, penimbangan 2,
tumbling, pencucian, penyusunan, pembekuan, metal
detector, pengemasan, penyimpanan, pemuatan ekspor/
stuffing.
4.2 Proses pengolahan Gurita Beku (O.Vulgaris)
Bahan baku gurita (o.vulgaris) berasal dari aceh, yang kemudian diproses
menjadi gurita beku di PT. Medan Tropical Canning And Frozen Industries yang
meliputi beberapa rangkaian tahapan proses yang terdiri dari penerimaan bahan
baku sampai proses pemuatan ekspor.
Tahapan Persiapan bahan terdiri dari proses penerimaan bahan
baku,Penampungan sementara, penyortiran, Penimbangan I, Pengopekan,
Penimbangan II, Tumbling, Pencucian, penyusunan, pembekuan, metal detector,
pengemasan, penyimpanan, pemuatan ekspor/stuffing. Berikut ini merupakan
proses pengolahan Gurita beku di PT. Medan Tropical Canning And Frozen
Industries :
27
4.2.1 Penerimaan bahan baku
Bahan baku yang diterima di perusahaan adalah gurita jenis O. Cyeanea,
Vulgaris dan Giant dalam bentuk utuh segar dan beku.Bahan baku diterima di
unit pengolahan harus ditangani secara cermat, bersih dengan suhu 50 C dan
selanjutnya disortir menurut mutu dan ukuran dengan tujuan untuk memperoleh
mutu, jenis dan ukuran yang tepat dan sesuai dengan persyaratan serta mencegah
kontaminasi bakteri patogen dan parasit serta dekomposisi.
Proses penanganan bahan baku disesuaikan dengan kondisi bahan baku yang
diterima, untuk bahan baku beku mengalami proses penyimpanan dingin dan
untuk bahan baku beku mengalami proses thawing.
Untuk pengadaan bahan baku suplier mendatangkan bahan baku dari
Gudang nelayan .Bahan baku berupa gurita didatangkan dari daerah Aceh dengan
menggunakan truck dan mobil pick up. Bahan baku diangkut dengan
menggunakan fish box yang diberi es dan air dengan suhu 4oC, Sebelum diproses
dilakukan pengecekan kadar garam (1-3%) dan suhu bahan baku (tidak boleh
diatas 5ºc). Kemudian dilakukan pengecekan orlep:
- Aroma = segar
- Kenampakan = utuh
- warna = keabu- abuan
- Berlendir
- Tentakel kembang sempurna
4.2.2 Penampungan Sementara
Proses Penampungan sementara menggunakan chilbox dengan tujuan
mewadahi bahan baku yang di terima dari supllaier, selain itu juga pada tahapan
ini juga di tambahkan es dengan tujuan untuk menjaga rantai dingin bahan baku
sebelum dilakukan proses produksi.
4.2.3 Penyotiran
Gurita yang telah disimpan dipenampungan sementara kemudian
dibongkar dan ditiriskan, kemudan diangkut ke meja sortir untuk penyortiran
ukuran dan mutu. Tujuan penyortiran ini adalah memperoleh Gurita dalam
bentuk atau kualitas yang baik dan ukuran yang seragam. Pemisahan ukuran pada
bahan baku akan menjaga mutu bahan baku tetap baik, dengan bahan baku
28
bermutu baik akan dapat dihasilkan produk pangan dengan mutu yang relatif
sama (Afrianto, 2011).
Penyortiran dilakukan dengan pemisahan grade (kelas) dan size (ukuran),
untuk membedakan standart kualitas dari masing masing produk untuk diproses
ketahap selanjutnya sebagai berikut:
a. Grade (kelas)
- Grade A = Bagus/ hampir sempurna (akan diproses untuk suplier
jepang)
- Grade B = Standart
- Grade C = Regnoli ( bahan yang sudah mengalami penurunan suhu
dan mutu akan diproses ulang dalam bentuk block)
b. Size (Ukuran)
- 100 -300 gram/pcs
- 300 -500 gram/pcs
- 500 -1000 gram/pcs
- 1000-1500 gram/pcs
- 1500-2000 gram/pcs
- 2000 up
4.2.4 Penimbangan I
Proses penimbangan I dilakukan diruang penerimaan bahan baku, Gurita
yang sudah dilakukan pemisahan ukuran dan kelas dikelompokan kedalam satu
wadah di letakan di atas timbangan dan dilakukan pencatatan berat gurita. Tujuan
penimbangan I untuk mendapatkan berat bahan baku gurita yang diterima.
Penimbangan dilakukan dengan keranjang plastik dengan kapasitas 35 kg per
keranjangnya. Kapasitas yang dimiliki oleh timbangan digital itu sendiri adalah 60
kg.
4.2.5 Pengopekan
Proses penyiangan menggunakan pisau stanles berukuran kecil
penyiangan dilakukan secara cepat, bersih dan hati-hati guna meminimalisir
kerusakan pada gurita, Pengopekan dilakukan dengan cara membuang mata, gigi,
isi perut dan cairan hitam dengan cepat, hati – hati dan mempertahankan rantai
dingin dengan tujuan untuk mendapatkan bahan baku Gurita yang bebas mata,
gigi, isi perut dan cairan hitam (sumi).
29
4.2.6 Penimbangan II
Penimbangan II adalah tahapan penimbangan dimana Gurita yang telah
disortasi kemudian ditimbang dengan menggunakan timbangan digital dengan
kapasitas 6 kg. Gurita ditimbang dengan menggunakan basket, dimana setiap
basket berisi 4,5 kg Gurita. Pada proses ini bertujuan untuk mendapatkan berat
prodak setelah dilakukan proses pengopekan guna mengetahui rendemen.
4.2.7 Tumbling
Pada proses ini tumbling gurita bertujuan untuk menjadi flower, gurita
yang telah dibersihkan dimasukkan kedalam alat Tumbler, pada saat gurita
mengalami proses tumbling, yaitu gurita diputar untuk menghisap atau
mengurangi kadar air pada gurita menjadi 5-6 % sehingga gurita yang dihasilkan
akan menyusut dan memiliki kenampakan yang kenyal dan mudah dibentuk.
Lama putaran yang dilakukan bervariasi, dimulai dari 15-20 menit tergantung dari
kualitas gurita yang diolah. Semakin rendah kualitas gurita maka semakin lama
waktu perputaranyang dibutuhkan. Sebelum perputaran dilakukan diberikan
penambahan kadar garam sebanyak 3% dari berat bahan baku yang dimasukkan.
Kadar garam tidak boleh melebihi dari 5 %.
4.2.8 Pencucian
Pencucian gurita yang telah selesai ditumbling dicuci menggunakan air es,
kemudian disikat bersih guna menghilangkan kotoran yang terdapat pada tentakel
gurita. Pada tahap ini juga dilakukan pengawasan mutu berupa pengecekan suhu
pusat gurita dibawah 5ºc.
4.2.9 Penyusunan
Setelah dilakukan pencucian selanjutnya dilakukan penyusunan. Proses ini
dilakukan di ruang proses dengan menyusunnya di pan yang berukuran 32 x 10
cm yang tiap pannya berisi 4,5 kg gurita. Tetapi sebelum di tata dalam pan Gurita
untuk semua ukuran di masukkan kedalam polyback jenis polyetyline (PE) yang
berukuran 50 x 37 cm, dan diberi tali kode untuk membedakan buyer. Penyusunan
cukup dilakukan dengan penyusunan bentuk flower / IQF dengan menggunakan
piring stenlis dengan berbagai jenis ukuran. Perlakuan ini bertujuan agar produk
mudah dilepas dari pan dan mencegah produk agar tidak lengket dengan longpan
saat proses pengemasan dan produk tidak mudah tercecer.
30
4.2.10 Pembekuan
Gurita yang telah diproses dan disusun diatas rak selanjutnya akan
dibekukan. Metode yang dilakukan dipabrik ini ialah air blash freezer (ABF).
Media yang digunakan pada ABF ini adalah amonia cair.terdapat dua ABF yang
terdapat di PT medan tropical canning dan frozen industries, yaitu ABF A dan B.
Didalam ABF bahan diberikan hembusan udara dingin dengan suhu -38ºc selama
6-8 jamsehingga produk akan membeku.
Pada saat penyimpanan produk di ABF, dilakukan pengawasan mutu
berupa pengecekan suhu pusatproduk setiap 2 jam sekali serta suhu ruangannya
dengan menggunakan termometer dan temptale. Pada produk gurita jenis flower,
sebelum gurita dimasukkan kedalam ABF, mesin harus dihidupkan terlebih
dahulu selama 1 jam agar suhu ruangannya menjadi dingin sehingga saat produk
dimasukkan, air yang berada dalam tubuh gurita tidak keluar dan akan membeku
dengan cepat.
4.2.11 Pendeteksi logam
Gurita beku yang telah melewati tahap ABF kemudian akan dilewati pada
alat metal detector. Fungsi dari alat ini adalah untuk medeteksi kemungkinan
adanya cemaran logam pada produk yang telah dibekukan. Logam yang dideteksi
berpa alumunium, besi, dan stainless steel. Setiap bahan harus melewati metal
detector satu persatu. Jika ditemukan cemaran logam pada produk, maka alat akan
berbunyi dan produk segera dipisahkan dan ditolak.
Cara mengkalibrasikan alat ini ialah dengan menggunakan tiga buah metal
fragment standart atau chip yang masing masing logam Fe 1.5 mm, Sus 2.5 mm,
dan non Fe 2,0 mm yang dilewatkan pada metal detector. Apabila chip
dilewatkan, alat pendeteksinya berhenti, maka alat tersebut dalam keadaan bagus.
4.2.12 Pengemasan
Setelah gurita beku lolos dari deteksi metal detector, selanjutnya gurita
akan dikemas kedalam plastik polybag dan dimasukkan kedalam MC (Master
carton). Dalam 1 MC memuat ±15 kg gurita beku atau sesuai dengan permintaan
buyer. Pengepakan harus dilakukan dengan cepat untuk mencegah produk akan
mencair. Produk beku yang dimasukkan kedalam polybag harus benar benar
ditiriskan airnya. Setelah itu MC juga diberikan label sebagai identitas produk

31
yang dikemas. Label tersebut berisi informasi mengenai jenis produk, asal negara,
approval number tanggal kadaluarsa dan nama perusahaan.
Kemudian MC yang berisi gurita ditutup dan direkatkan menggunakan
lakban. Setelah itu diikat dengan menggunakan strapping band. Proses strapping
band ini dilakukan dengan menggunakan strapping machine, yang merekat
langsung secara otomatis. Berat setiap MC yang sudah berisikan gurita akan dicek
kembali guna untuk mengecek kesesuaian isi dengan informasi yang tertera
dilabel.
4.2.13 Penyimpanan Beku
Gurita yang sudah dikemas biasanya perlu beberapa hari untuk dapat
dieksporoleh karena itu, gurita ini akan dimasukkan kepenyimpanan bekuterlebih
dahulu. Gurita akan disimpan kedalam cold storage denga suhu -18ºc sampai
gurita siap diekspor. cold storage akan mengalami take down (mati) otomatis jika
suhunya sudah mencapai suhu pusat. cold storage berfungsi sebagai tempat
penyimpanan barang baik berupa raw material maupun finished good (barang siap
ekspor) dengan mempertahankan suhu produk agar tetap beku.
4.2.14 Pemuatan Ekspor/ Stuffing
Pemuatan ekspor / stuffing dilakukan dengan cara memasukkan produk
dalam kemasan dan dimuat secara cepat, cermat, saniter dan higenis, kemudian
dimuat dalam alat transportasi yang terlindung dari penyebab atau menurunkan
mutu. Tujuannya untuk mendapatkan produk yang aman dikonsumsi dan terjaga
dari bahaya dan kerusakan.
4.3 Penentuan Operation Pre-Requisite Program (OPRP)
Pada tahap ini dilakukan pengelompokan bahaya pada tahap apa saja yang
termasuk kategori OPRP, produksi berdasarkan atau sesuai dengan hasil pada
tahap analisa bahaya tahap tahap yang termasuk kedalam OPRP ditetapkan
tindakan pengendalian dengan tujuan mencegah, menghilangkan atau mereduksi
bahaya keamanan produksi sampai dengan tingkat penerimaan yang ditetapkan.
Hasil dari pemantauan OPRP dapat dilihat pada Lampiran 1. Penentuan Operation
Pre-Requisite Program (OPRP).
Pemantauan dilakukan pada setiap OPRP menunjukkan implementasi
OPRP. Prosedur pemantauan berdasarkan kaidah 4W + 1H (How,What Where,
32
When, Who) Thaheer 2005. Tahap selanjutnya dilakukan tindakan korektif dan
koreksi dilakukan apabila OPRP tidak terkendali, dengan tujuan untuk menjamin
eliminasi potensi bahaya dan mengendalikan proses dalam pelaksanaannya
tindakan koreksi dibuat spesifik untuk pengendalian OPRP dengan menunjukkan
personil yang bertanggung jawab dalam penanganan OPRP dan menyimpan
catatan hasil pemantauan. OPRP terdapat pada proses pendeteksian logam dan
penyimpanan beku berikut ini :
Pendeteksian logam
OPRP pada pendeteksian logam dengan Hazard yang bahaya fisik
:Serpihan Logam (Fe, Sus, Non Fe). Tindakan pengendaliannya Serpihan logam
tidak boleh masuk selama penanganan, pemantauan yang dilakukan yaitu berupa
pertanyaan Apa : Produk Untuk pengujian Serpihan logam kapan : saat melewati
metal detector bagaimana: dengan mesin metal detecror siapa: karyawan
bagianpendetcsian, koreksi langsung yang dilakukan Bahan yang terdeteksi logam
akan segera dipisahkan, tindakan koreksi yang dilakukan Setiap produk harus
dilewatkan di mesin metal detector, pemeriksaan alat dilakukan dengan
melakukan kalibrasi, setiap 1 jam sekali sselama proses produksi.Dengan
tanggung jawab dibawah tangan Pesonil bagian pengemasan, dokumen form
semancam form pengecekan metal detector, verifikasinya Pengecekan form
dilakukan guna meminimalisir kesalahan membahayakan konsumen.
Penyimpanan beku
OPRP pada penyimpanan beku dengan Hazard bahaya fisik : bahan baku
kehilangan cairan, dengan titik pengendalian Pemantauan fluktuasi suhu yang
cukup tinggi, pemantauan yang dilakukan yaitu berupa Apa : pengecekan suhu
Kapan : 1 jam sekali Bagaimana : suhu dikontrol sesuai standar yaitu 38°C Siapa :
Petugas QC, koreksi langsung yang dilakukan bahan baku akan di defross,
tindakan koreksi yang dilakukan Tindakan pemantauan suhu dan menyimpan
bahan yang mencair, dilakukan oleh QC bagian penyimpanan, dokumentasi
berupa form Form penyimpanan bahan baku, verifikasi Pengecekan form
penyimpanan.

33
4.4 Identifikasi potensi bahaya dengan penerapan CCP ( Critical Control
Point)
Identifikasi potensi bahaya yang dilakukan di Perusahaan dilakukan
dengan menganalisa bahaya yang akan timbul pada setiap tahapan proses, adapun
analisa bahaya yang dilakukan diperusahaan dengan mengumpulkan informasi
mengenai bahaya yang terdiri dari jenis bahaya, penyebab timbulnya bahaya,
pengukuran resiko, signifikan bahaya dan tindakan pencegahan terhadap bahaya
Menurut FDA (2011).
Dalam menganalisa bahaya di PT Medan Tropical Canning And Frozen
Industries dideskripsikan menjadi dua bagian, yaitu potensi bahaya terkait dengan
proses, hasil dari analisa bahaya dapat dilihat pada lampiran 1. Analisa bahaya
berdasarkan pengamatan selama praktik di perusahaan, referensi dari FDA (2011),
dan SNI CAC/RCP 1:2011 adalah sebagai berikut:
4.4.1 Analisa Bahaya
Analisa bahaya dilakukan pada setiap tahapan proses produksi gurita beku.
Analisa bahaya dilakukan untuk mengetahui terlebih dahulu faktor penyebab
bahaya dan bahaya potensial yang ditimbulkan, kemudian mengkategorikan
bahaya tersebut apakah termasuk biologi, kimia atau fisik dan menetapkan resiko
atau signifikan bahaya yang teridentifikasi serta menetapkan tindakan
pencegahan. Bahaya fisik mencakup hama, kaca, logam, kayu, plastik, karet dan
lainnya. Bahaya kimia termasuk bahan kimia pertanian seperti pestisida, bahan
kimia pembersih dan sanitasi, cat, tinta, bahan pengawet, pewarna dan lain-lain.
Sedangkan bahaya biologis mencakup bakteri, virus, fungi dan parasit (Soman &
Raman, 2016). Analisis bahaya ini diterapkan agar munculnya bahaya keamanan
pangan dapat dicegah, dihilangkan atau dikurangi hingga batas aman yang
ditetapkan.
1.) Penerimaan Bahan Baku
Jenis potensi bahaya fisik pada tahap proses penerimaan bahan baku,
masuknya benda asing kedalam bahan baku selama penanganan dan
pengiriman, tingkat resiko peluang bahaya low dan keparahan medium sehingga
tidak termasuk bahaya signifikan karena bahaya fisik pada tahapan penerimaan
ini dapat bahaya dapat dikendalikan dengan GMP dengan melakukan proses
34
pengolahanyang baik dan pemeriksaan secara visual pada proses penerimaan
bahan baku.
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (e.coli,
Salmonella, V. Cholera) terjadinya pertumbuhan bakteri patogen yang
disebabkan oleh suhu bahan baku melampaui batas maximum, sehingga dapat
menyebabkan pertumbuhan bakteri potagenik, tingkat resiko peluang bahaya low
dan keparahan medium sehingga tidak termasuk bahaya signifikan karena pada
tahapan ini dapat dilakukan tindakan pencegahan dengan memeriksa suhu dan
kesegaran bahan baku pada saat proses penerimaan bahan baku.
Jenis potensi bahaya kimia pada tahap ini Logam berat (Pb,Cd,Hg,As),
terjadi dikarenakan Kontaminasi asal bahan baku tingkat resiko peluang bahaya
Medium dan keparahan medium sehingga termasuk bahaya signifikan karena
dapat Berbahaya bagi kesehatan konsumen jika produk terkontaminasi logam
berat (Pb,Cd,Hg,As), pada tahap ini dapat dilakukan tindakan pencegahan
melakukan prosespemeriksaan secara visual pada proses penerimaan bahan baku.
2.) Penampungan sementara
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (e.coli,
Salmonella, V. Cholera) terjadinya pertumbuhan bakteri patogen
disebabkan oleh suhu yang melampaui batas serta Kontaminasi bakteri dari
peralatan serta peningkatan pertumbuhan bakteri, sehingga jika suhu bahan baku
melampaui batas. Suhu melampaui batas dapat menyebabkan dekomposisi bahan
baku dan pertumbuhan bakteri patogenik dan Bahaya ini dapat dikendalikan
dengan SSOP dan GMP tingkat resiko peluang bahaya low dan keparahan
medium sehingga tidak termasuk bahaya signifikan.
3.) Penyortiran
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (e.coli,
Salmonella, V. Cholera), dikarenakan suhu melampaui batas sehingga terjadi
peningkatan pertumbuhan bakteri, tingkat resiko peluang bahaya low dan
keparahan medium sehingga tidak termasuk bahaya signifikan karena bahaya
biologi pada tahapan ini dapat di lakukan pencegahan dengan Suhu dijaga 5ºc atau
dibawahnya, serta peningkatan pertumbuhan bakteri.
35
Jenis potensi bahaya fisik pada tahap ini terdapat kesalahan size / ukuran,
hal ini disebabkan oleh kesalahan oleh pekerja saat penyortiran, tingkat resiko
peluang bahaya low dan keparahan medium sehingga tidak termasuk bahaya
signifikan karena bahaya pada tahap ini dapat dikendalikan dengan GMP dan
dapat dilakukan tndakan pencegahan pada tahap selanjutnya bahan dapat
dieliminasi.
4.) Penimbangan I
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (e.coli,
Salmonella, V. Cholera), disebabkan karena Kontaminasi bakteri dari
peralatan sserta peningkatan pertumbuhan bakteri, tingkat resiko peluang
bahaya low dan keparahan medium sehingga tidak termasuk bahaya signifikan
karena bahaya biologi pada tahapan ini dapat dikendalikan dengan penerapan
SSOP dan pada tahap ini dapat dilakukan tindakan pencegahan dengan cara
Pengendalian bahaya dengan memastikan kebersihan peralatan yang digunakan.
5.) Pengopekan
Jenis potensi bahaya biologi pada tahahap ini terdapatnya bakteri (e.coli,
Salmonella, V. Cholera), dikarenakan suhu melampaui batas ehingga terjadi
peningkatan pertumbuhan bakteri dan dapat dikendalikan dengan GMP dan SSOP.
tingkat resiko peluang bahaya low dan keparahan medium sehingga tidak
termasuk bahaya signifikan karena bahaya biologi pada tahapan ini dapat di
lakukan pecegahan Pengentrolan Kebersihan karyawan serta melakukan
penanganan dengan cepat oleh pekerja.
Jenis potensi bahaya fisik pada tahap ini, masih adanya benda yang tidak
diinginkan dalam produk karena penanganan oleh pekerja yang tidak memeadai
tingkat resiko peluang bahaya medium dan keparahan low sehingga tidak
termasuk bahaya signifikan karena bahaya fisik pada tahapan ini dapat di
lakukan pencegahan dengan GMP Pengawasan latihan personil dan kebersihan
karyawan.
6.) Penimbangan II
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (E.Coli,
Salmonella thyfosa,V. Cholera) kontaminasi bakteri patogen dari peralatan
tingkat resiko peluang bahaya low dan keparahan low sehingga termasuk bahaya

36
signifikan, Bahaya dapat dikendalikan dengan SSOP Kebersihan peralatan dan
pekerja selalu dikontrol.
Jenis potensi bahaya adanya bahan yang masih tidak bersih dikarenakan
kesalahan pekerja tingkat resiko peluang bahaya low dan keparahan medium
sehingga tidak termasuk bahaya signifikan karena dapat dikendalikan dengan
GMP dan SSOP, dan dapat dilakukan tindakan pencegahan dengan cara
Pengawasan latihan personil dan kebersihan karyawan.
7.) Tumbling
Jenis potensi bahaya biologi pada tahapan ini terdapatnya bakteri (E.Coli,
Salmonella, V. Cholera) terjadinya pertumbuhan bakteri patogen dari kontaminasi
Alat pemutar tumbling yang kurang bersih resiko peluang bahaya low dan
keparahan medium sehingga tidak termasuk bahaya signifikan, karena bahaya
biologi pada tahapan ini dapat dikendalikan dengan GMP dan SSOP, hal ini dapat
dicegah dengan Kebersihan alat dan pekerja selalu dikontrol.
Jenis potensi bahaya kimia pada tahap ini terdapat kadar yang garam
tinggi, dikarenakan kesalahan takaran saat proses, resiko peluang bahaya low dan
keparahan medium sehingga tidak termasuk bahaya signifikan, karena bahaya
dapat dikendalikan dengan Penggunaan takaran sesuai ketentuan, hal ini dapat
dicegah dengan pengawasan pekerja selalu dikontrol.
8.) Pencucian
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (E.Coli,
Salmonella, V. Cholera) terjadinya pertumbuhan bakteri patogen dari kontaminasi
penggunaan air yang tidak sesuai baik metode maupun persyaratan air tingkat
resiko peluang bahaya low dan keparahan low sehingga tidak termasuk bahaya
signifikan, karena bahaya biologi pada tahapan ini dapat di lakukan pencegahan
dengan GMP dan SSOP menggunakan air mengalir dan persyaratan air minum.
9.) Penyusunan (IQF)
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (E.Coli,
Salmonella, V. Cholera) pertumbuhan bakteri patogen yang disebabkan karena
kontaminasi dari penanganan yang buruk tingkat resiko peluang bahaya low dan
keparahan medium sehingga tidak termasuk bahaya signifikan karena bahaya
biologi pada tahapan ini dapat di lakukan pencegahan dengan SSOP menjaga
37
Kebersihan peralatan dan pekerja selalu dikontrol.
Jenis potensi bahaya fisik pada tahap ini dapat terjadi kesalahan
peletakkan kode dan penyusunan grade hal ini disebabkan oleh kurangnya
ketelitian pekerja tingkat resiko peluang bahaya low dan keparahan medium
sehingga tidak termasuk bahaya signifikan karena bahaya biologi pada tahapan ini
dapat di lakukan pencegahan.
10.) Pembekuan
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (E.coli,
salmonella thyfosa, vibrio cholera) Pertumbuhan bakteri pembusuk yang
dissebabkan akibat kontrol suhu yang tidak terjaga kebersihanya dan tidak
ditangani dengan baik tingkat resiko peluang bahaya low dan keparahan low
sehingga tidak termasuk bahaya signifikan pertumbuhan bakteri pembusuk
seiring dengan menurunya kontrol suhu selama pembekuan. Pada tahap ini dapat
dilakukan tindakan pencegahan dengan mengatur temperatur contack freezer
harus mencapai -18ºC atau lebih rendah.
Jenis potensi bahaya fisik pada tahapan ini terjadi kehilangan cairan pada
bahan dikarenakan suhu dan waktu yang tidak sesuai dengan ketentuan, tingkat
resiko peluang bahaya low dan keparahan medium sehingga tidak termasuk
bahaya signifikan karena dapat dikendalikan dengan GMP dan SSOP, tahap ini
dapat dilakukan tindakan pencegahan dengan pengawasan pekerja selalu
dikontrol.
11.) Pendeteksi logam
Jenis potensi bahaya fisik pada tahap ini terdapatnya Serpihan Logam
(Pb,Cd,Hg,As), selama proses selama penanganan berlangsung tingkat resiko
peluang bahaya medium dan keparahan medium sehingga termasuk bahaya
signifikan Serpihan logam dapat masuk selama penanganan Setiap produk harus
dilewatkan di mesin metal detector, pemeriksaan alat dilakuakn dengan
melakukan kalibrasi, setiap 1 jam sekali sselama proses produksi.
12.) Pengemasan
Jenis potensi bahaya pada tahap ini terdapatnya bakteri (E.coli, salmonella
thyfosa, vibrio cholera) Pertumbuhan bakteri patogen yang disebabkan
kontaminasi dari pengemasan yang tidak dijaga kebersihanya dan tidak ditangani

38
dengan baik tingkat resiko peluang bahaya low dan keparahan medium sehingga
tidak termasuk bahaya signifikan bahaya dapat dikendalikan dengan SSOP
dengan melakukan Pemeriksaaan kebersihan bahan pengemas.
13.) Penyimpanan
Jenis potensi bahaya fisik pada tahap ini kehilangan cairan akibat fluktuasi
suhu yang cukup tinggi tingkat resiko peluang bahaya low dan keparahan low
sehingga tidak termasuk bahaya signifikan bahaya dapat dikendalikan dengan
GMP dilakukan pemantauan terhadap suhu tempat penyimpanan secara
periodik.
14.) Pemuatan ekspor / stuffing
Jenis potensi bahaya biologi pada tahap ini terdapatnya bakteri (E.coli,
salmonella thyposa) Pertumbuhan bakteri patogen yang berasal dari karyawan dan
box thermoking tingkat resiko peluang bahaya low dan keparahan medium
sehingga tidak termasuk bahaya signifikan bahaya dapat dikendalikan dengan
GMP dan SSOP, pada tahap ini dapat dilakukan tindakan pencegahan dengan cara
Kontainer didinginkan dulu sampai suhu -18 derajat celius sebelum dimuat ekspor
dan kontainer dibuka tidak lebih dari 2 jam.
4.4.2 Penentuan Titik kendali Krisis (Critical Control Point)
Tujuan dari menentukan titik kritis adalah menentukan suatu kondisi dapat
biterima atau tidak sehingga harus ditetapkan secara spesifik. Menentukan titik
kritis harus disesuaikan dengan standar yang ditetapkan pihak konsumen baik
lokal maupun konsumen luar. Standar yang ditetapkan berupa batasan kritis fisik,
kimia dan biologi pada proses maupun produk akhir yang dikirim.
Setiap bahaya pada tahapan proses yang memiliki bahaya signifikan
diidentifikasi untuk menentukan apakah bahaya tersebut dapat dikatakan critical
conttrol point dengan menggunakan pohon keputusan (diccision tree).
Berdasarkan hasil identifikasi bahaya menggunakan pohon keputusan
(diccision tree) PT. Anugerah samudera hindia menetapkan 2 titik sebagai critical
control point (ccp), penerimaan bahan baku sebagai ccp 1 dan pendeteksian
logam sebagai ccp 2.
Penentuan suatu TKK dalam sistem HACCP dapat dipermudah
dengan penerapan pohon keputusan yang menujukkan suatu pendekatan

39
pemikiran yang logis. Penerapan pohon keputusan sebaiknya feksibel. adapun
penentuan ccp menggunakan disccision tree di perusahaan dapat di lihat pada
lampiran.
CCP 1. Penerimaan bahan baku
Bahaya potensial : Logam berat (Pb,Cd,Hg,As).
P1 : Apakah ada tindakan pengendalian yang
bersifat mencegah...?
Jawab : Ya, ada tindakan pencegahan untuk memastikan
bahaya fisik Keikut sertaan benda-benda asing pada
produk
P2 : Apakah tahapan dirancang khusus untuk
menghilangkan atau mengurangi bahaya yang mungkin
terjadi sampai tingkat yang dapat diterima...?
Jawab :Tidak , tahapan ini tidak dapat menghilangkan bahaya
oleh keikutsertaan benda asing pada produk, sehingga
dapat membahayakan kesehatan konsumen.
P3 :Dapatkah kontaminasi dengan bahaya yang
diidentifikasi terjadi melebihi tingkat yang dapat diterima
atau dapatkah ini meningkat sampai tingkatan yang tidak
dapat diterima....?
Jawab : Ya, bahaya benda asing dan logam berat dapat meningkat
melebihi batas maksimal yang dapat ditetapkan oleh
perusahaan disebabkan karena penanganan yang kurang
bersih dari suplayer
P4 : Akankah langkah berikutnya menghilangkan bahaya yang
teridentifikasi atau mengurangi kemungkinan terjadinya
sampai tingkatan yang dapat di terima...?
Jawab : Tidak, pada tahapan berikutnya tidak dapat
menghilangkan bahaya logam berat.
Hasil dari identifikasi ccp 1 tahapan penerimaan bahan baku, pada
pertanyaan 1 hasil pertanyaan “Ya” sehingga dilanjutkan ke pertanyaan
selanjunya, pada peryaataan 2 hasil pertanyaan “tidak” sehingga dianjutkan ke

40
pertanyaan ke 3 hasil pertanyaan “ya” sehingga dilanjutkan ke pertanyaan 4 hasil
pertanyaan “tidak”, sehingga tahap pada penerimaan bahan baku dikatakan ccp I.
CCP 2. Metal detecting
Bahaya potensial : Serpihan Logam (Fe, Sus, Non Fe)
P1 : Apakah ada tindakan pengendalian yang
bersifat mencegah...?
Jawab : Ya, ada tindakan pencegahan untuk memastikan
bahaya fisik Keikut sertaan benda-benda asing pada
produk
P2 : ada tindakan pencegahan untuk memastikan bahaya
fisik Keikut sertaan benda-benda asing pada produk
Jawab : Ya, tahapan ini khusus dirancang untuk
menghilangkan bahaya fisik keikutsertaan benda asing
pada produk
Hasil dari identifikasi ccp 2 tahapan metal detecting, pada pertanyaan 1 hasil
pertanyaan “Ya” sehingga dilanjutkan ke pertanyaan selanjunya, pada
peryawataan 2 hasil pertanyaan “ya” sehingga pertanyaan berhenti dan pada
tahappan mesin metal detecting dinyatakan ccp 2
4.4.3 Penentuan batas Krisis
Dalam menetapkan batas kritis setiap CCP perusahaan mengacu pada
permintaan buyer yang dikombinasikan dengan peraturan negara indonesia serta
referensi dari regulasi FDA. Adapun batas kritis pada setiap critical control point
yang ditetapkan perusahaan sebagai berikut:
1. CCP 1. Penerimaaan bahan baku
Tahap proses : Penerimaan bahan baku
Bahaya potensial : Logam berat(Pb,Cd,Hg,As).
Batas kritis : Octopus: <0,5 ppm ,Cd max : <1,0 ppm, Pb max: <1,0
ppm, As max: <0,1 ppm
Referensi : FDA Dan SNI 01-6941.3-2002 Standar pengolahan gurita
beku.

41
Beradasarkan referensi yang terkait penetapan batas kritis yang digunakan
di PT. Medan Tropical Canning And Frozen Industries pada bahaya proses
penerimaan bahan baku sudah sesuai.
2. CCP 2. Pendeteksi logam
Tahap proses : Pendeteksi logam
Bahaya potensial : Serpihan Logam (Fe, Sus, Non Fe)
Batas kritis : Tidak boleh ada Serpihan logam yang terdeteksi Pada
produk saat melalui Metal detector yang ukuran metal
lebih dari standard: Standard Fe :1.5 mm Standard Sus:
2.5 mm Standard non Fe : 2.0 mm.
Referensi : FDA Dan SNI 01-6941.3-2002 Standar pengolahan gurita
beku.
Beradasarkan referensi yang digunakan di PT. Medan Tropical Canning
And Frozen Industries pada penetapan batas kritis CCP Metal detecting sudah
sesuai dengan standar regulasi FDA dan SNI.
4.4.4 Pemantauan batas kritis ccp
Pemantauan merupakan suatu tindakan yang terencana dan berurut dari
suatu observasi untuk mengetahui apakah batas kritis CCP pada setiap tahapan
proses melampaui yang ditetapkan.
Tujuan penegendalian CCP pada tahapan proses untuk
mengidentifikasi penyimpangan yang terjadi pada suatu CCP, Menurut Winarno
(2012) monitoring dalam konsep HACCP adalah tindakan dari pengujian atau
observasi yang dicatat oleh unit usaha untuk melaporkan keadaan CCP.
Kegiatan ini untuk menjamin bahwa batas kritis tidak terlampaui.
Pemantauan yang dilakukan di perusahaan menggunakan komponen yang
terlibat dalam monitoring berdasarkan kaidah 4W + 1H. (What) apa yang
dimonitoring, (who) siapa yang akan melakukan monitoring, (when dan where)
kapan dan dimana akan dilakukan monitoring, (how) bagaimana cara
memonitornya, hal ini juga sesuai dengan SNI CAC/ RCB 1:2011.Pemantauan
merupakan pengukuran atau pengamatan terjadwal atas suatu CCP yang
berhubungan dengan batas kritisnya. Prosedur pemantauan harus mampu untuk
mendeteksi hilangnya pengendalian pada CCP. Adapun pengendalian yang

42
dilakukan di perusahaan sebagai berikut:
1.) CCP 1. Penerimaan bahan baku
Pemantauan pada CCP penerimaan bahan baku dengan bahaya kimia
logam berat dilakukan oleh Quality control dengan evaluasi secara sensorik, bau,
warna, kenampakan disetiap kedatangan perbasketnya.
2.) CCP 2. Pendeteksi logam/ Metal detector
Pemantauan pada CCP metal detecting dengan bahaya metal inclusion
dilakukan oleh Quality control menggunakan metal detector pada setiap produk
untuk pengujian serpihan logam semua produk harus melewati metal detector.
4.4.5 Penetapan tindakan koreksi
Penetapan tindakan koreksi yang dilakukan di perusahaan
berdasarkan hasil pemantauan terhadapap CCP ketika suatu penyimpangan
(deviasi) terjadi melampaui batas kritis maka tindakan koreksi harus dilakukan.
Tindakan koreksi bertujuan untuk melakukan koreksi, menghilangkan
penyebab penyimpanangan dan mengembalikan kontrol proses. Tindakan
perbaikan yang spesifik harus dikembangkan untuk setiap CCP dalam sistem
HACCP agar dapat menangani penyimpangan bila terjadi (SNI CAC/RBB
1:201).
Tindakan-tindakan harus menjamin bahwa CCP telah berada di bawah
kendali, tindakan yang dilakukan harus mencakup disposisi yang tepat dari
produk yang terpengaruh prosedur tindakan koreksi yang dilakukan di
perusahaan di lakukan melalui beberapa tahapan. Adapun tindakan koreksi yang
dilakukan pada setiap ccp adalah sebagai berikut:
1.) CCP 1. Penerimaan bahan baku
Tindakan koreksi yang dilakukan pada tahap ini jika produk tidak sesuai
dengan permintaan awal, maka ditolak apabila tidak sesuai dengan standart
spesifikasi.
2.) CCP 2. Pendeteksi logam/ Metal detector
Tindakan koreksi yang dilakukan pada tahap ini Jika produk yang di
lewatkan pass / no metal maka produk di rilist, namun jika produk fail maka
dilakukan pengecekan ulang dengan mengubah posisi produk dan jika produk
masih fail maka produk di bongkar menjadi tiga bagian dan di lakukan
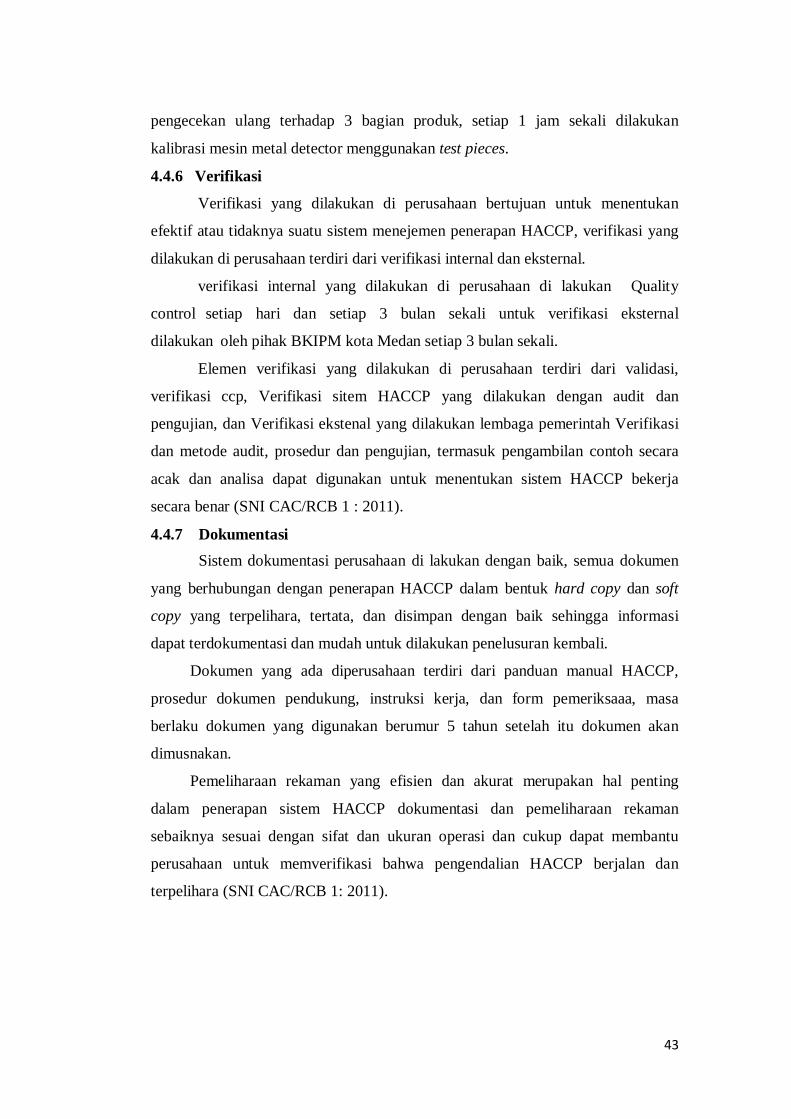
43
pengecekan ulang terhadap 3 bagian produk, setiap 1 jam sekali dilakukan
kalibrasi mesin metal detector menggunakan test pieces.
4.4.6 Verifikasi
Verifikasi yang dilakukan di perusahaan bertujuan untuk menentukan
efektif atau tidaknya suatu sistem menejemen penerapan HACCP, verifikasi yang
dilakukan di perusahaan terdiri dari verifikasi internal dan eksternal.
verifikasi internal yang dilakukan di perusahaan di lakukan Quality
control setiap hari dan setiap 3 bulan sekali untuk verifikasi eksternal
dilakukan oleh pihak BKIPM kota Medan setiap 3 bulan sekali.
Elemen verifikasi yang dilakukan di perusahaan terdiri dari validasi,
verifikasi ccp, Verifikasi sitem HACCP yang dilakukan dengan audit dan
pengujian, dan Verifikasi ekstenal yang dilakukan lembaga pemerintah Verifikasi
dan metode audit, prosedur dan pengujian, termasuk pengambilan contoh secara
acak dan analisa dapat digunakan untuk menentukan sistem HACCP bekerja
secara benar (SNI CAC/RCB 1 : 2011).
4.4.7 Dokumentasi
Sistem dokumentasi perusahaan di lakukan dengan baik, semua dokumen
yang berhubungan dengan penerapan HACCP dalam bentuk hard copy dan soft
copy yang terpelihara, tertata, dan disimpan dengan baik sehingga informasi
dapat terdokumentasi dan mudah untuk dilakukan penelusuran kembali.
Dokumen yang ada diperusahaan terdiri dari panduan manual HACCP,
prosedur dokumen pendukung, instruksi kerja, dan form pemeriksaaa, masa
berlaku dokumen yang digunakan berumur 5 tahun setelah itu dokumen akan
dimusnakan.
Pemeliharaan rekaman yang efisien dan akurat merupakan hal penting
dalam penerapan sistem HACCP dokumentasi dan pemeliharaan rekaman
sebaiknya sesuai dengan sifat dan ukuran operasi dan cukup dapat membantu
perusahaan untuk memverifikasi bahwa pengendalian HACCP berjalan dan
terpelihara (SNI CAC/RCB 1: 2011).

44
4.5. Cara Penanganan Critical Control Point (CCP)
A. Cara Penanganan Penerimaan bahan baku
Pada proses penerimaan bahan baku dilakukan pencegahan dengan cara
bahan gurita segar (O.Vulgaris) yang datang diberikan beberapa prosedur awal
untuk pengecekan yaitu cek suhu, uji organoleptik dan uji laboratorium.
Pengecekan pada bahan baku bertujuan untuk menghindari adanya bahaya yang
terkandung dari bahan baku. Bahaya tersebut bisa berupa natural toxin, logam
berat ataupun mikroorganisme.
Pada saat bahan gurita segar (O.Vulgaris) datang dilakukan pengujian
organoleptik oleh quality control bagian penerimaan. Hasil uji organoleptik ikan
harus menunjukkan ikan masih dalam kondisi yang baik atau segar. Gurita dengan
kualitas baik adalah gurita Aroma = segar, Kenampakan = utuh, warna= keabu-
abuan, Berlendir, Tentakel kembang sempurna. Pernyataan ini didukung oleh
Badan Standarisasi Nasional (2002).
Bahan baku yang diterima dari supplier diambil sampel untuk dilakukan
uji laboratorium untuk mengetahui mutunya. Pengambilan sampel uji dilakukan
berbeda untuk setiap jenisnya. Apabila sampel uji berupa raw material, maka
produk diambil secara acak dari truk supplier yang datang oleh analis yang
bertugas mengambil sampel. Apabila sampel berupa produk finished good, maka
yang bertugas mengambil sampel adalah petugas quality control yang selanjutnya
diserahkan kepada analis.
PT. Medan Tropical Canning And Frozen Industries melaksanakan semua
uji mikrobiologi yang ditetapkan sebagai standar mutu oleh Badan Standardisasi
Nasional. Pengujian mikrobiologi yang dilaksanakan yaitu Total Plate
Count/Angka Lempeng Total, Coliform, E. coli, Salmonella sp., Staphylococcus
aureus, dan Listeria monocytogenes. Parameter mikrobiologi yang diuji adalah
Escherichia coli dan Salmonella sp. karena kedua bakteri tersebut telah
mewakili dua metode pengujian mikrobiologi, yaitu kuantitatif dan kualitatif.
Standar maksimum yang ditetapkan oleh BSN untuk masing-masing
mikroorganisme tersebut sesuai dengan SNI 7388:2009.

45
Tabel 10. Batas maksimum cemaran mikroba yang diuji di PT. MTC
I. Microbiological
test
Standart Metode uji
ALT(Angka lempeng
total)
E.Coli (MPN/g) ≤ 3 SNI 01-2332.1-2015
Salmonella / 25 g Negative SNI 012332.2
Vibrio cholerae/ 25 g Negative SNI 012332.4
II.Chimical
Examination
Standart Metode Uji Standart Metode Uji
Hg (mg/kg) Max 0.5 SNI 2354.6:2016
Cd (mg/kg) Max 1.0 SNI 2354.5:2011
Pb (mg/kg) Max 1.0 SNI 2354.5:2011
Color - Fresh creamy – white, no
heavy pink,pinkish < 3%
Fresh/normal Fresh Characteristic Texture Firm
Firm Even appearance
Foreign Material No Foreign Material Sumber: PT.Medan Tropical Canning
Proses penerimaan menentukan gurita yang diterima layak atau kurang
layak untuk diolah menjadi produk. Barang yang ditolak akan dikembalikan
kepada supplier yang bersangkutan. Selain dikembalikan PT. Medan Tropical
Canning juga melakukan pengecekan dan pembinaan pada supplier agar
dikemudian hari menjaga kualitas bahan baku yang dikirim. Pembinaan yang
diberikan mengenai cara penangkapan yang baik, cara menyimpan hasil
tangkapan, transportasi yang baik penggunakan bahan kimia berbahaya seperti
formalin, Klorin dan beberapa prosedur lain yang membantu meningkatkan
kualitas bahan baku.
B. Cara Penanganan Metal Detector
Pada proses metal detecting dilakukan untuk memastikan produk tidak
mengandung logam saat diekspor, dengan cara menanganinya dengan
menggunakan alat yang disebut dengan metal detector. Cara menggunakan alat
tersebut yaitu jika produk yang di lewatkan pass / no metal maka produk di
rilist, namun jika produk fail Maka dilakukan pengecekan ulang dengan
mengubah posisi produk dan jika produk masih fail maka produk di bongkar
menjadi tiga bagian dan di lakukan pengecekan ulang terhadap 3 bagian
produk, setiap 1 jam sekali dilakukan kalibrasi mesin metal detector
menggunakan test pieces.

46
Penyebab utama logam berat menjadi bahan pencemar berbahaya yaitu
logam berat tidak dapat dihancurkan (non degradable) oleh organisme hidup di
lingkungan dan terakumulasi ke lingkungan. Sedimen yang berada di dasar
perairan merupakan habitat bagi biota bentik, dan juga menjadi salah satu daerah
perangkap bagi logam berat (Munandar et al., 2016; Husna et al., 2017) terutama
mengendap di dasar perairan membentuk senyawa komplek bersama bahan
organik dan anorganik secara adsorbsi dan kombinasi.

47
BAB 5 KESIMPULAN DAN SARAN
5.1 Kesimpulan
Adapun kesimpulan yang dapat diambil dari pelaksanaan Kerja Praktik
Akhir (KPA) ini adalah sebagai berikut :
1. Proses produksi gurita beku (O.Vulgaris ) meliputi: Penerimaan bahan baku,
penampungan sementara, penyortiran, penimbangan 1, pengopekan,
penimbangan 2, tumbling, pencucian, penyusunan, pembekuan, metal
detecttor, pengemasan, penyimpanan, pemuatan ekspor/ stuffing.
2. Identifikasi Potensi bahaya di PT. Medan Tropical Canning & Frozen
Industri sudah diterapkan dengan baik,dengan menerapkan 7 prinsip Haccp
sebagai penunjang untuk mengidentifikasi potensi bahaya dengan analisa
bahaya, Identifikasi Titik kritis (CCP), menentukan batas-batas krisis,
monitoring ccp, tindakan koreksi, verifikasi dan dokumentasi. Sehingga dapat
diidentifikasi jenis bahaya dan tindakan pencegahan pada setiap tahapan
proses pembekuan gurita. Pada penerimaan bahan baku (Ccp 1) dan
Pendeteksian logam (Ccp 2).
5.2 Saran
Adapun saran yang dapat diberikan dari pelaksanaan Kerja Praktik
Akhir (KPA) ini adalah sebagai berikut :
1. Pada pintu masuk ruang proses sebaiknya dipisahkan bagian antara pintu
masuk dan pintu keluar, agar tidak terjadi kontaminasi dari karyawan ke
produk.
2. Tetap menjaga sistem rantai dingin guna menjaga suhu pada tiap proses agar
tetap rendah dengan es agar mutu produk tidak menurun.
3. Lebih memperhatikan titik kritis pada setiap alur proses pembekuan
gurita (O.Vulgaris)

48
DAFTAR PUSTAKA
Adawyah R. 2007. Pengolahan dan Pengawetan Ikan, Bumi Aksara. Jakarta.
Afrianto 2011. Pengawetan dan Penggolahan Ikan. Cetakan ke-17. Kanisius.
Yogyakarta.
Ahmadi, K. dan Estiasih, T. 2009. Teknologi Pengolahan Pangan. Bumi Aksara.
Jakarta.
[BSN] Badan Standarisasi Nasional. SNI 7968: 2014. ES untuk penanganan
ikan.
[BSN] Badan Standarisasi Nasional. SNI CAC / RCB 1: 2011. Rekomendasi
nasional kode praktis-Prinsip umum haigine pangan
[BSN] Badan Standarisasi Nasional. 2011. SNI 01-6941.1.2011. Syarat Mutu
Bahan Baku Gurita. Badan Standarisasi Nasional : Jakarta.
Erlinda, E., Rahardjo, B. (2018). Perancangan HACCP di PT X dengan
mempertimbangkan peraturan pemerintah tentang peraturan pemerintah
tentang antibiotic growth promoters (AGP).Vol 6 2 juli 2018,pp, 293-
106
Hariyadi, P dan R. Dewanti. 2011. Petunjuk Sederhana Memproduksi Pangan
yang Aman. PT. Dian Rakyat. Jakarta.
Husna, J.A., Octavina C., Purnawan S. 2017. Kelimpahan Foraminifera Bentik
pada Sedimen di Perairan Pantai Lamreh, Aceh Besar. Jurnal Ilmiah
Mahasiswa Kelautan dan Perikanan Unsyiah, 2(1): 66-73.
Kanna, I. 2005. Seri Budaya BULLFROG: Pembenihan Dan
pembesaran.Kanisius. Yogyakarta.
Kunti Farikha, Dkk, 2014. Pengaruh Bentuk Dan Perbedaan Warna Umpan
Tiruan Terhadap Hasil Tangkapan Gurita Pada Alat Tangkap Pancing
Ulur di Perairan Baron, Gunung Kidul, Journal Of Fisheries Resources
Utilization And Tecnology, Volume 3, Nomor 3, H. 275-283.
Megavin, Georgio C. 2010, Ensiklopedia Dunia Hewan (Invetebrata), Jakarta:
Pt.Lentera Abadi.
Munandar, A. Ali A.A., Karina S. 2016. Struktur Komunitas Makrozoobenthos di
Estuari Kuala Rigaih Kecamatan Setia Bakti Kabupaten Aceh Jaya.

49
Jurnal Ilmiah Mahasiswa Kelautan dan Perikanan Unsyiah, 1(3): 331-
336.
Murniyati dan Sunarman. 2000. Pendinginan, Pembekuan dan Pengawetan Ikan.
Kanisius. Yogyakarta.
Nazir, M. 2011. Metode Penelitian. Ghalia Indonesia. Bogor.
Oo, K.S, Than, S.S, & Oo, T.H. (2019). A Model HACCP Plan for Fish
Seasoning Powder Production. American Journal of Food Science and
Technology. 7(6) : 200-204.
Sangadji, E. M. dan Sopiah. 2010. Metodologi Penelitian Pendekatan Praktis
Dalam Penelitian. ANDI. Yogyakarta.
[SNI] Standar Nasional Indonesia 2014. Es untuk penanganan ikan. SNI No.
7968:2014. Badan Standarisasi Nasional.
Soman R. & Raman M. (2016). HACCP system -hazard analysis and risk
assessment, based on ISO 22000:2005 methodology. Food Control.
Thaheer, Hermawan.2008. system Manajemen HACCP (Hazard Analysis
Critical Control Point). Jakarta. Bumi Aksara. Toha, A.H.A., Jeni. Widodo, N. Hakim, L. dan Sumirto, S.B. 2015. Gurita
Octopus cyanea Raja Ampa. Kons. Biod Raja Ampat 4(8): 4-8.
https://id.wikipedia.org/wiki/Gurita. 2021.

50
LAMPIRAN
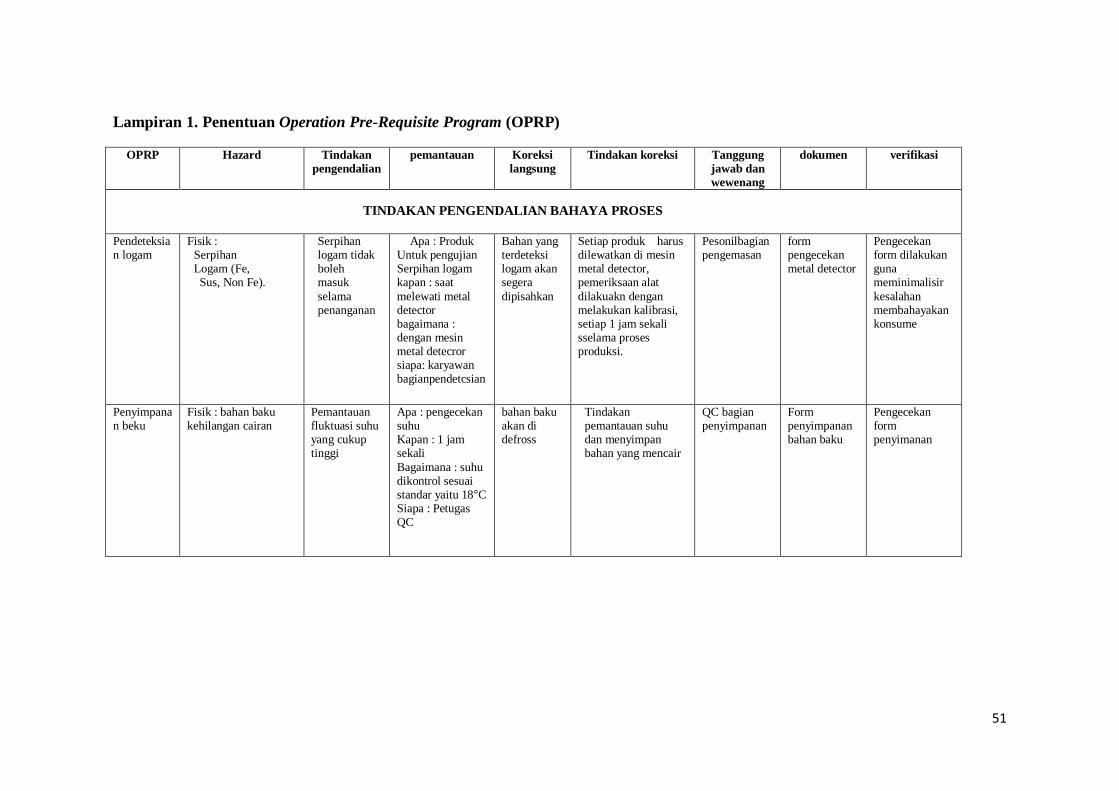
51
Lampiran 1. Penentuan Operation Pre-Requisite Program (OPRP)
OPRP Hazard Tindakan
pengendalian
pemantauan Koreksi
langsung
Tindakan koreksi Tanggung
jawab dan
wewenang
dokumen verifikasi
Pendeteksian logam
Fisik : Serpihan Logam (Fe, Sus, Non Fe).
Serpihan logam tidak boleh masuk
selama penanganan
Apa : Produk Untuk pengujian Serpihan logam kapan : saat
melewati metal detector bagaimana : dengan mesin metal detecror siapa: karyawan bagianpendetcsian
Bahan yang terdeteksi logam akan segera
dipisahkan
Setiap produk harus dilewatkan di mesin metal detector, pemeriksaan alat
dilakuakn dengan melakukan kalibrasi, setiap 1 jam sekali sselama proses produksi.
Pesonilbagian pengemasan
form pengecekan metal detector
Pengecekan form dilakukan guna meminimalisir
kesalahan membahayakan konsume
Penyimpanan beku
Fisik : bahan baku kehilangan cairan
Pemantauan fluktuasi suhu yang cukup tinggi
Apa : pengecekan suhu Kapan : 1 jam sekali
Bagaimana : suhu dikontrol sesuai standar yaitu 18°C Siapa : Petugas QC
bahan baku akan di defross
Tindakan pemantauan suhu dan menyimpan bahan yang mencair
QC bagian penyimpanan
Form penyimpanan bahan baku
Pengecekan form penyimanan
TINDAKAN PENGENDALIAN BAHAYA PROSES
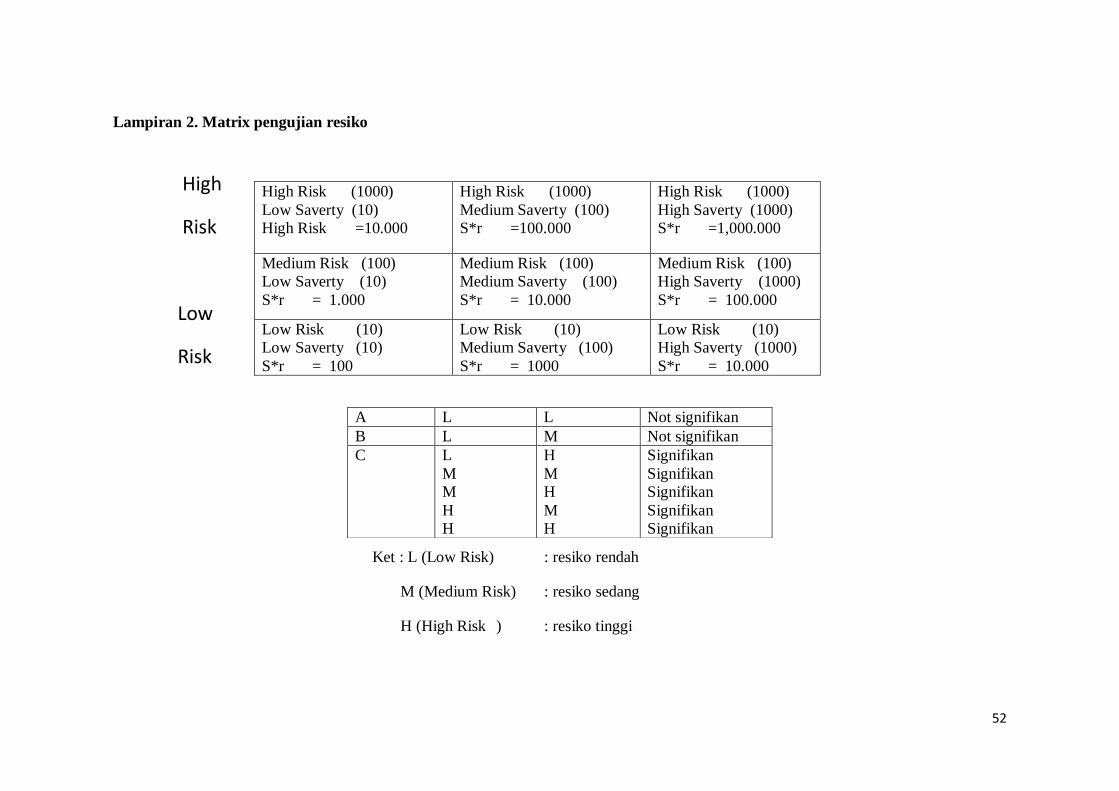
52
Lampiran 2. Matrix pengujian resiko
High Risk (1000)
Low Saverty (10)
High Risk =10.000
High Risk (1000)
Medium Saverty (100)
S*r =100.000
High Risk (1000)
High Saverty (1000)
S*r =1,000.000
Medium Risk (100)
Low Saverty (10)
S*r = 1.000
Medium Risk (100)
Medium Saverty (100)
S*r = 10.000
Medium Risk (100)
High Saverty (1000)
S*r = 100.000
Low Risk (10)
Low Saverty (10)
S*r = 100
Low Risk (10)
Medium Saverty (100)
S*r = 1000
Low Risk (10)
High Saverty (1000)
S*r = 10.000
Ket : L (Low Risk) : resiko rendah
M (Medium Risk) : resiko sedang
H (High Risk ) : resiko tinggi
A L L Not signifikan
B L M Not signifikan
C L
M
M
H
H
H
M
H
M
H
Signifikan
Signifikan
Signifikan
Signifikan
Signifikan
High
Risk
Low
Risk

53
Lampiran 3 . Analisa Bahaya
No
Tahapan
Proses
Bahaya Potensial Penyebab Bahaya Resiko Signifikan
Alasan
Tindakan Pencegahan Peluang
L/M/H
Keparahan
L/M/H
Yes
No
1.
Penerimaan
Bahan Baku
Fisik Benda asing
atau kotoran
Masuknya benda asing
kedalam bahan baku selama
penanganan dan pengiriman
L M √ Bahaya dapat
dikendalikan dengan
GMP
melakukan proses
pengolahanyang baik dan
pemeriksaan secara visual
pada proses penerimaan
bahan baku
Biologis Dekomposisi dan
Pertumbuhan
bakteri
(E.Coli,
Salmonella
thyfosa,V.
Cholera)
Suhu melampaui batas L M √ Suhu melampaui batas
dapat menyebabkan
dekomposisi bahan
baku dan pertumbuhan
bakteri patogenik
Pemeriksaan suhu dan
kesegaran bahan baku
pada saat penerimaan
Kimia Logam berat
(Pb,Cd,H
g,As).
Kontaminasi asal bahan baku M M √ Berbahaya bagi
kesehatan
konsumen jika
produk
terkontaminasi
logam berat
(Pb,Cd,Hg,As)
.
melakukan
prosespemeriksaan secara
visual pada proses
penerimaan bahan baku.
54
Penanganan Bahan Baku Segar
2.
Penampungan
sementara
Biologis Pertumbuhan
bakteri
(E.Coli,
Salmonella
thyfosa,V.
Cholera)
-Suhu melampaui batas L M √ -Suhu melampaui
batas dapat
menyebabkan
dekomposisi bahan
baku dan
pertumbuhan bakteri
patogenik
-
-Kontaminasi bakteri dari
peralatan serta peningkatan
pertumbuhan bakteri
- Bahaya dapat
dikendalikan dengan
SSOP dan GMP
3.
Penyortiran
Biologi Pertumbuhan
bakteri
(E.Coli,
Salmonella
thyfosa,V.
Cholera)
Suhu melampaui batas L M √ Suhu dijaga 5ºc atau
dibawahnya
Kimia Tidak ada Tidak ada L M √ Tahapan berikutnya dapat
dieliminasi

55
fisik Kesalahan size Kesalahan pekerja bahaya dapat
dikendalikan dengan
GMP
4.
Penimbanga n
I
Biologi E.Coli,
Salmonella,
V. Cholera
Kontaminasi bakteri dari
peralatan sserta peningkatan
pertumbuhan bakteri
L M √ Bahaya dapat
dikendalikan
dengan SSOP
Pengendalian bahaya
di lakukan dengan
memastikan kebersihan
peralatan yang digunakan
5.
Pengopekan
Biologi E.Coli,
Salmonella,
V. Cholera
(pertumbuha
n bakteri)
Suhu melampaui batas
L M √ Suhu dijaga 5ºc atau
dibawahnya
Dapat dikendalikan
dengan GMP DAN
SSOP
Pengentrolan
Kebersihan karyawan
serta melakukan
penanganan dengan cepat
oleh pekerja terlatih, fisik Tidak bersih Kesalahan pekerja L M √ Dapat dikendalikan
dengan penerapan
GMP
Pengawasan
latihan
personil
dan kebersihan
karyawan 6.
Penimbangan II
Biologi Pertumbuhan
bakteri
(E.Coli,
Salmonella
thyfosa,V.
Cholera)
Kontaminasi peralatan yang
kurang bersih
L M √ Bahaya dapat
dikendalikan dengan
GMP dan SSOP
Pekerja selalu
dikontrol

56
fisik Berat kurang Timbangan tidak sesuai L L √ Bahaya dapat
dikendalikan dengan
SSOP dan GMP
Pengawasan
pekerja
selalu
dikontrol
kimia Tidak ada Tidak ada L M √
7.
tumbling
Biologi Pertumbuhan
bakteri(E.Coli,
Salmonella
thyfosa,V.
Cholera)
Alat pemutar tumbling yang
kurang bersih
L M √ Bahaya dapat
dikendalikan dengan
SSOP dan GMP
Kebersihan
alat dan
pekerja selalu
dikontrol
kimia Kadar garam
tinggi
Kesalahan takaran L M √ Penggunaan takaran
sesuai ketentuan.
Pengawasan
pekerja
selalu
dikontrol
8.
pencucian
Biologi Pertubuhan
bakteri (E.Coli,
Salmonella
thyfosa,V.
Cholera)
Penggunaan air tidak sesuai
metode maupun persyaratan
L L √ -Bahaya dapat
dikendalikan dengan
SSOP dan GMP
Menggunakan
air mengalir
dan
persyaratan air
minum

57
9.
Penyusunan
(IQF)
Biologi Pertubuhan
bakteri
(E.Coli,Salmon
ella thyfosa,V.
Cholera)
Kontaminasi penanganan yang
buruk
L M √ -Bahaya dapat
dikendalikan dengan
SSOP dan GMP
Kebersihan
peralatan
dan pekerja
selalu
dikontrol fisik -kesalahan
grade
- kesalahan
kode
Kesalahan pekerja L M √ Bahaya dapat
dikendalikan dengan
GMP
10.
Pembekuan
biologi Pertumbuhan
bakteri(E.Coli,
Salmonella
thyfosa,V.
Cholera)
Pertumbuhan bakteri
pembusuk yang dissebabkan
oleh kontrol suhu yang tidak
terjaga kebersihanya dan tidak
ditangani dengan baik
L M √ Pertumbuhan bakteri
pembusuk seiring
dengan menurunya
kontrol suhu
selama pembekuan
Temperatur
contack
ffeezer harus
mencapai
-18ºC atau
lebih rendah Fisik Kehilangan
cairan
Waktu dan suhu tidak sesuai
L M √ Bahaya dapat
dikendalikan dengan
GMP dan SSOP
Pengawasan
pekerja
selalu
dikontrol
11.
Metal detector
fisik Serpihan
Logam
(Fe, Sus,
Non Fe).
Masuk nya serpihan logam
selama proses selama
penanganan berlangsung
M M √ Serpihan logam
dapat masuk
selama penanganan
Setiap produk harus
dilewatkan di mesin metal
detector, pemeriksaan alat
dilakuakn dengan
melakukan kalibrasi,
setiap 1 jam sekali
sselama proses produksi
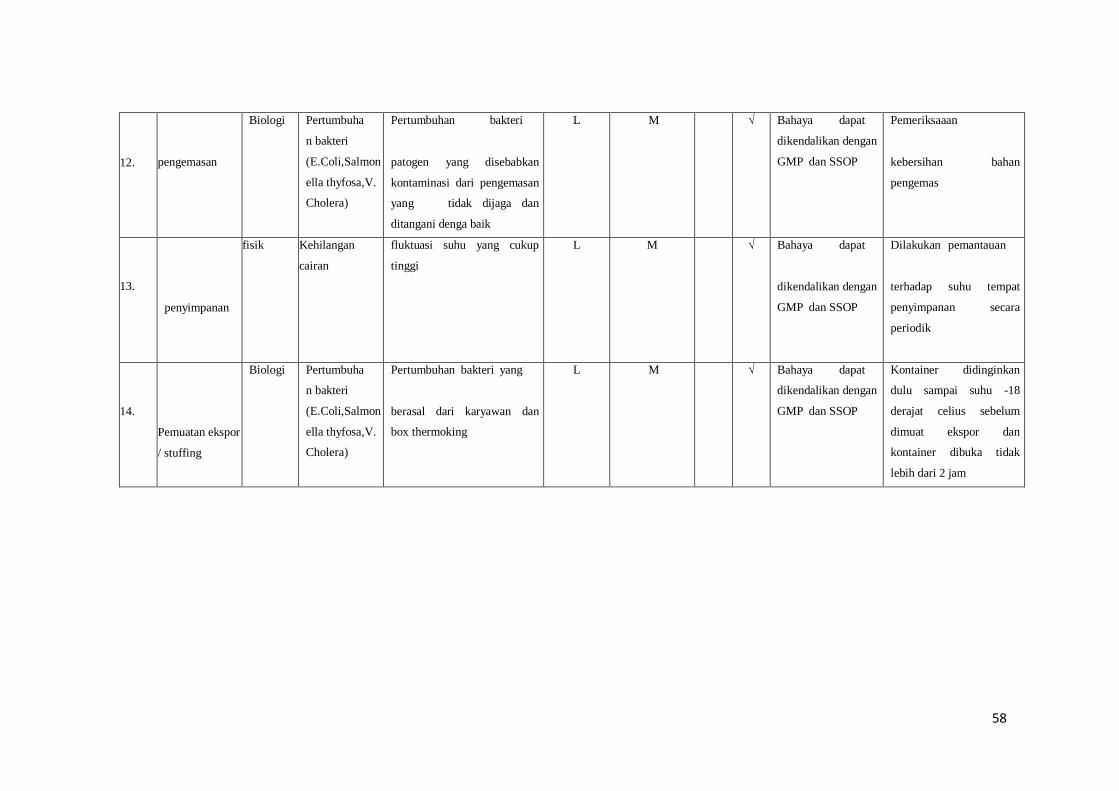
58
12.
pengemasan
Biologi Pertumbuha
n bakteri
(E.Coli,Salmon
ella thyfosa,V.
Cholera)
Pertumbuhan bakteri
patogen yang disebabkan
kontaminasi dari pengemasan
yang tidak dijaga dan
ditangani denga baik
L M √ Bahaya dapat
dikendalikan dengan
GMP dan SSOP
Pemeriksaaan
kebersihan bahan
pengemas
13.
penyimpanan
fisik Kehilangan
cairan
fluktuasi suhu yang cukup
tinggi
L M √ Bahaya dapat
dikendalikan dengan
GMP dan SSOP
Dilakukan pemantauan
terhadap suhu tempat
penyimpanan secara
periodik
14.
Pemuatan ekspor
/ stuffing
Biologi Pertumbuha
n bakteri
(E.Coli,Salmon
ella thyfosa,V.
Cholera)
Pertumbuhan bakteri yang
berasal dari karyawan dan
box thermoking
L M √ Bahaya dapat
dikendalikan dengan
GMP dan SSOP
Kontainer didinginkan
dulu sampai suhu -18
derajat celius sebelum
dimuat ekspor dan
kontainer dibuka tidak
lebih dari 2 jam
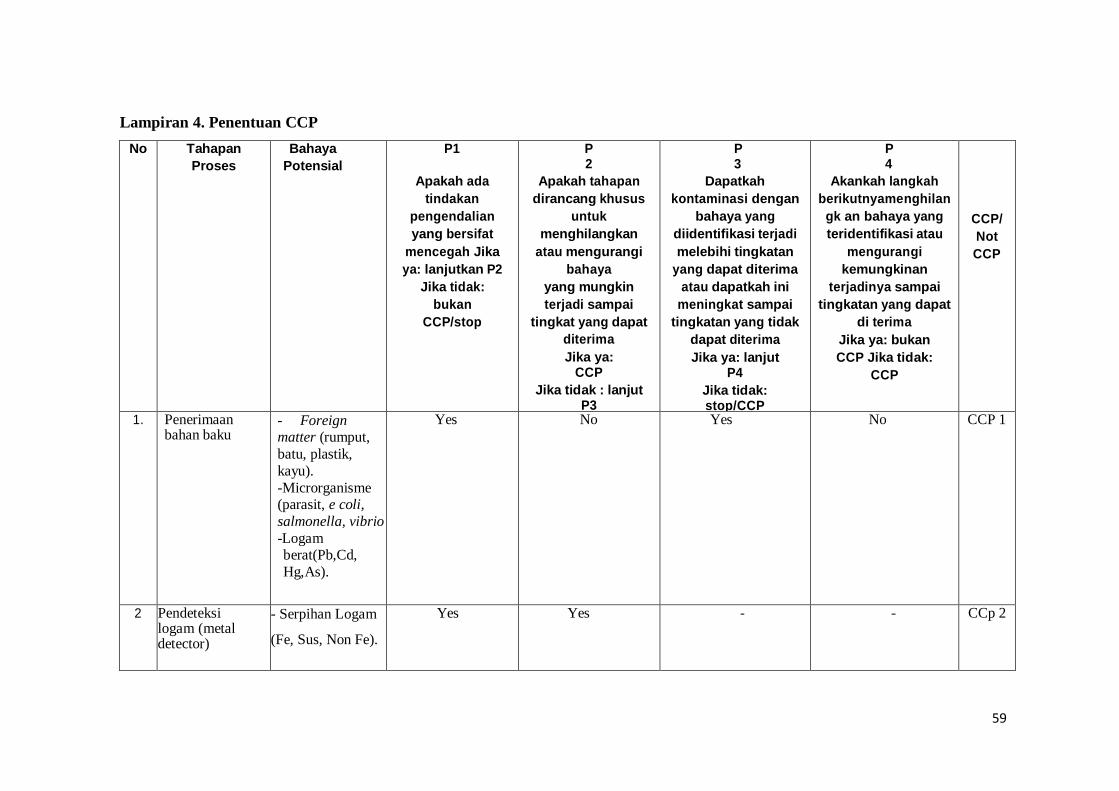
59
Lampiran 4. Penentuan CCP
No Tahapan
Proses Bahaya
Potensial P1
Apakah ada
tindakan
pengendalian
yang bersifat
mencegah Jika
ya: lanjutkan P2
Jika tidak:
bukan
CCP/stop
P2
Apakah tahapan
dirancang khusus
untuk
menghilangkan
atau mengurangi
bahaya
yang mungkin
terjadi sampai
tingkat yang dapat
diterima
Jika ya: CCP
Jika tidak : lanjut P3
P3
Dapatkah
kontaminasi dengan
bahaya yang
diidentifikasi terjadi
melebihi tingkatan
yang dapat diterima
atau dapatkah ini
meningkat sampai
tingkatan yang tidak
dapat diterima
Jika ya: lanjut P4
Jika tidak: stop/CCP
P4
Akankah langkah
berikutnyamenghilan
gk an bahaya yang
teridentifikasi atau
mengurangi
kemungkinan
terjadinya sampai
tingkatan yang dapat
di terima
Jika ya: bukan
CCP Jika tidak:
CCP
CCP/
Not
CCP
1. Penerimaan bahan baku
- Foreign matter (rumput,
batu, plastik,
kayu).
-Microrganisme (parasit, e coli,
salmonella, vibrio
-Logam berat(Pb,Cd,
Hg,As).
Yes No Yes No CCP 1
2 Pendeteksi logam (metal detector)
- Serpihan Logam
(Fe, Sus, Non Fe).
Yes Yes - - CCp 2
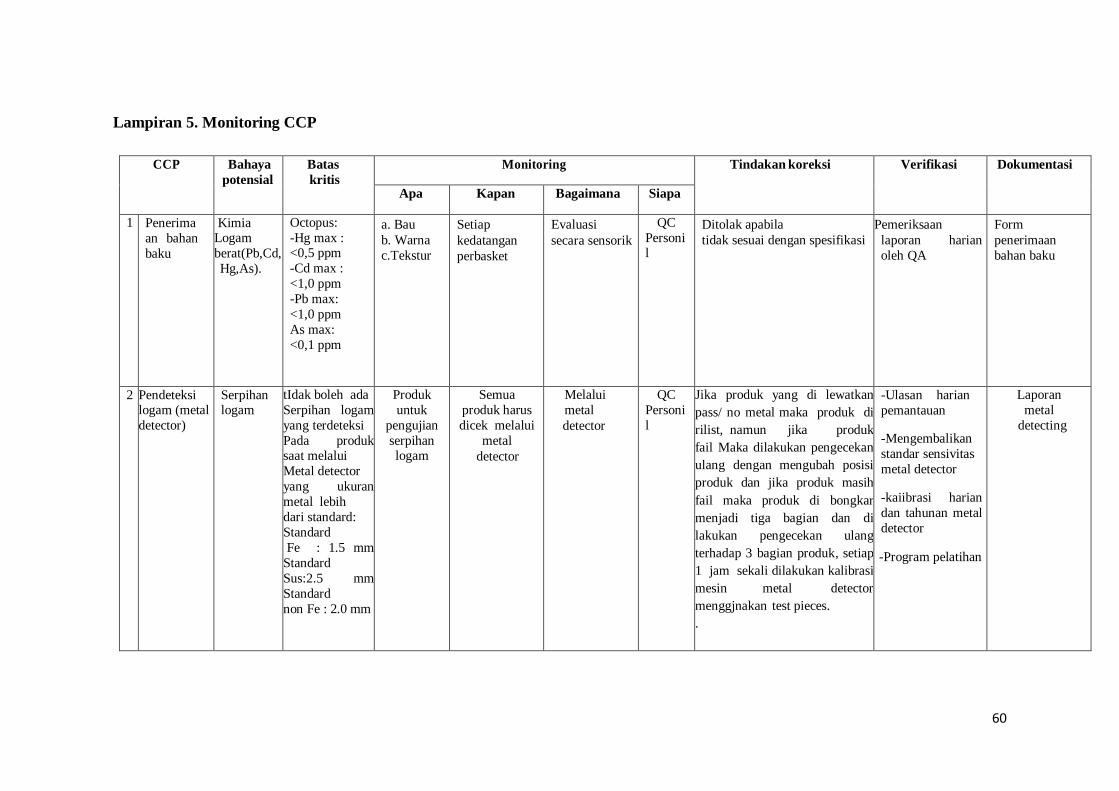
60
Lampiran 5. Monitoring CCP
CCP Bahaya
potensial
Batas
kritis
Monitoring Tindakan koreksi Verifikasi Dokumentasi
Apa Kapan Bagaimana Siapa
1 Penerima
an bahan
baku
Kimia Logam
berat(Pb,Cd,
Hg,As).
Octopus:
-Hg max : <0,5 ppm
-Cd max :
<1,0 ppm
-Pb max:
<1,0 ppm
As max:
<0,1 ppm
a. Bau
b. Warna
c.Tekstur
Setiap
kedatangan
perbasket
Evaluasi
secara sensorik
QC
Personil
Ditolak apabila
tidak sesuai dengan spesifikasi
Pemeriksaan
laporan harian
oleh QA
Form
penerimaan
bahan baku
2 Pendeteksi logam (metal
detector)
Serpihan logam
tIdak boleh ada
Serpihan logam
yang terdeteksi
Pada produk saat melalui
Metal detector
yang ukuran
metal lebih
dari standard:
Standard
Fe : 1.5 mm
Standard
Sus:2.5 mm
Standard
non Fe : 2.0 mm
Produk
untuk
pengujian
serpihan logam
Semua
produk harus
dicek melalui
metal
detector
Melalui
metal
detector
QC
Personi
l
Jika produk yang di lewatkan
pass/ no metal maka produk di
rilist, namun jika produk
fail Maka dilakukan pengecekan
ulang dengan mengubah posisi
produk dan jika produk masih
fail maka produk di bongkar
menjadi tiga bagian dan di
lakukan pengecekan ulang
terhadap 3 bagian produk, setiap
1 jam sekali dilakukan kalibrasi
mesin metal detector
menggjnakan test pieces.
.
-Ulasan harian
pemantauan -Mengembalikan
standar sensivitas
metal detector -kaiibrasi harian
dan tahunan metal
detector -Program pelatihan
Laporan
metal
detecting

61
Lampiran 6. Wawancara kepada narasumber
No Pertanyaan Hasil Wawancara
1. Apakah nama perusahaannya? PT. Medan Tropical Canning And Frozen Industries
2. Dimanakah alamat perusahaan ini?
a. Kantor b. Pabrik
a. Jl. KL Yos Sudarso KM 10,5 Kawasan industri medan,
JL. Pulau Kangean No.1, MABAR, Kec.Medan Deli, Kota
Medan, Sumatera Utara 20242.
b.Jl. KL Yos Sudarso KM 10,5 Kawasan industri medan,
JL. Pulau Kangean No.1, MABAR, Kec.Medan Deli, Kota
Medan, Sumatera Utara 20242.
3. Kapan berdirinya perusahaan ini? 1984
4. Produk apa saja yang ada di perusahaan ini? Pengalengan, Tuna masak beku dan pembekuan gurita.
5. Kemanakah tujuan pemasarannya? Asia dan Eropa
6. Apa nama merk produk di perusahaan ini? Vinisi dan Giant Octopus
7. Produk apa yang menjadi produk inti di UPI ini? Giant Octopus
8. Berapakah kapasitas produksi di perusahaan? 3 ton
9. Berapakah jumlah karyawan di ruang produksi? 30
10. Bagaimanakah struktur organisasi di perusahaan
ini?
Manager direktur, Vice Managing Director, Secretary,
Manager, Human Resources, Procurement, Workshop,
Supervisor, , QC, Financial & Accounting, karyawan.
11. Kapan pembagian jam kerja karyawan ruang
produksi?
Mulai hari Senin hingga Sabtu
Senin s/d jumat : 08: 00 s/d 16.00 pm
Sabtu : 08.00 s/d 14.00 pm
12. Fasilitas apa saja yang ada di perusahaan? Sarana : meja stainless steel, bak stainless, lampu pest control,
lampu, keranjang, timbangan, pisau, mesin bowl cutter,
mesin slicer, mesin pencentak, mesin steamer, mein
coding, mestal detector, mesin freezer, Air blash t freezer
Prasarana : ruang proses dari penerimaan bahan baku hingga stuffing,
loker, toilet,
ruang QC dan Supervisor, pos satpam, mushola
13. Bagaimanakah proses pembuatan produk di
perusahaan ini?
Penerimaan bahan baku, penampungan sementara,
penyortiran, penimbangan 1, pengopekan, penimbangan 2,
tumbling, pencucian, penyusunan, pembekuan, metal
detecttor, pengemasan, penyimpanan, pemuatan ekspor/
stuffing.
14. Apakah identifikasi potensi bahaya sudah
diterapkan sesuai dengan sistem alur proses?
Sudah, disetiap tahapan proses sudah dilakukan analisa
bahaya, guna mengidentifikasi potensi bahaya yang terjadi.
15. Apakah form setiap tahapan proses sudah menjawab
adanya potensi bahaya?
Sudah, dengan pengisian form analisa baya dan monitoring
ccp
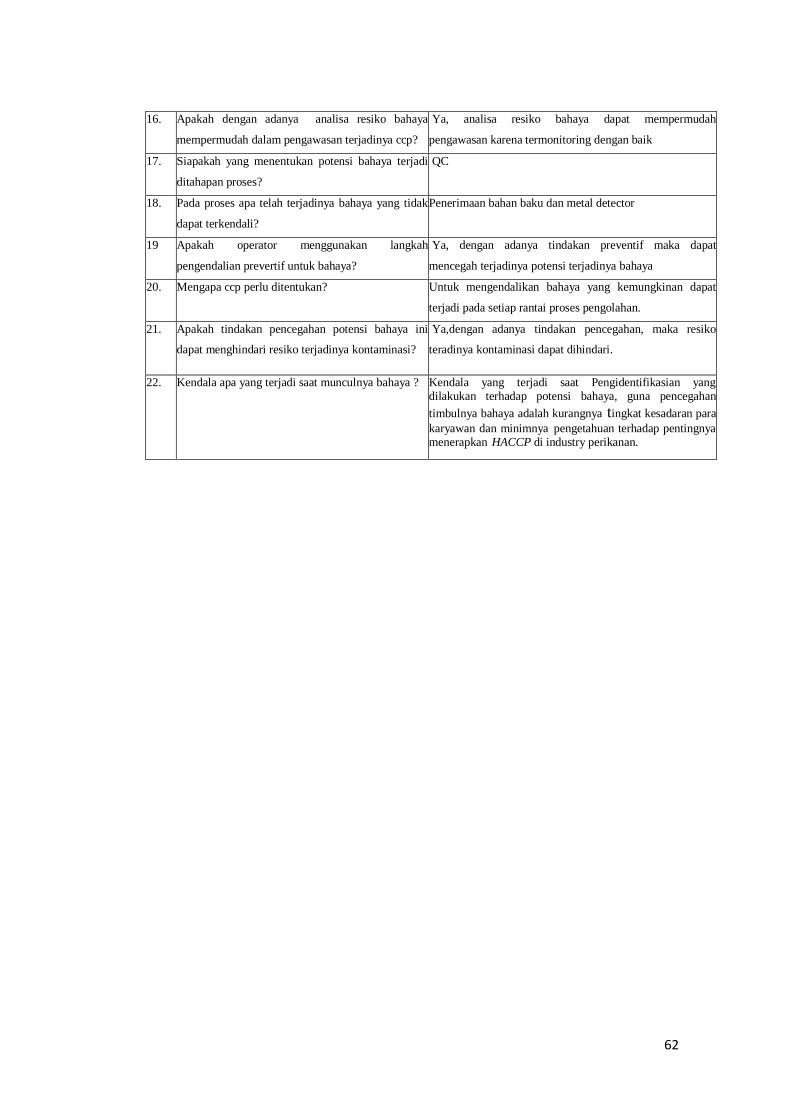
62
16. Apakah dengan adanya analisa resiko bahaya
mempermudah dalam pengawasan terjadinya ccp?
Ya, analisa resiko bahaya dapat mempermudah
pengawasan karena termonitoring dengan baik
17. Siapakah yang menentukan potensi bahaya terjadi
ditahapan proses?
QC
18. Pada proses apa telah terjadinya bahaya yang tidak
dapat terkendali?
Penerimaan bahan baku dan metal detector
19 Apakah operator menggunakan langkah
pengendalian prevertif untuk bahaya?
Ya, dengan adanya tindakan preventif maka dapat
mencegah terjadinya potensi terjadinya bahaya
20. Mengapa ccp perlu ditentukan? Untuk mengendalikan bahaya yang kemungkinan dapat
terjadi pada setiap rantai proses pengolahan.
21. Apakah tindakan pencegahan potensi bahaya ini
dapat menghindari resiko terjadinya kontaminasi?
Ya,dengan adanya tindakan pencegahan, maka resiko
teradinya kontaminasi dapat dihindari.
22. Kendala apa yang terjadi saat munculnya bahaya ? Kendala yang terjadi saat Pengidentifikasian yang dilakukan terhadap potensi bahaya, guna pencegahan
timbulnya bahaya adalah kurangnya tingkat kesadaran para
karyawan dan minimnya pengetahuan terhadap pentingnya menerapkan HACCP di industry perikanan.

63
Lampiran 7. Sertifikat Pengolahan PT.MTC
Sertifikat HALAL

64
Sertifikat BRC

65
Sertifikat HACCP

66
Lampiran 8. Processing Plant Lay Out