Atomic Energy of Canada Limited PAPERS PRESENTED BY ...
107
CA1000420 Atomic Energy of Canada Limited PAPERS PRESENTED BY A.E.C.L. TO THE INTERNATIONAL CONFERENCE OF THE CANADIAN NUCLEAR ASSOCIATION held at Toronto, Ontario, May 25-27, 1964 < * Chalk Rrver, Ontario June, 1964 AECL-1985
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Atomic Energy of Canada Limited PAPERS PRESENTED BY ...
CA1000420
Atomic Energy of Canada Limited
PAPERS PRESENTED BY A.E.C.L.
TO THE INTERNATIONAL CONFERENCE OF THE CANADIAN NUCLEAR ASSOCIATION
held at Toronto, Onta r io , May 25-27, 1964 <*
Chalk Rrver, Ontar io J une , 1964
AECL-1985
P a p e r s P r e s e n t e d by A E C L at the International C o n f e r e n c e of the
Canadian Nuc lear A s s o c i a t i o n
M a y 2 5 - 2 7 , 1964
T A B L E OF CONTENTS
Canada - A N u c l e a r P o w e r Plant Supplier by J. L. G r a y
II Nuc lear P o w e r Deve lopment in Canada and Other C o u n t r i e s , by W. B. L e w i s
III The Deve lopment and Some Appl i cat ions of Coba l t -60 I r r a d i a t o r s , by R. F. Err ing ton
IV The Definit ion and A c h i e v e m e n t of Deve lopment T a r g e t s f or the Canadian P o w e r R e a c t o r P r o g r a m ,
by A . J . M o o r a d i a n
V Recent App l i ca t i ons of T r a c e r s in the P h y s i c a l S c i e n c e s in Canada, by R. H. Betts and J. A. Davies
VI E c o n o m i c C o m p a r i s o n of Oys ter C r e e k , Nine M i l e Point and CANDU-type Stations under Canadian Condi t i ons ,
b y G . A . P o n and R. L. Beck
C A N A D A A N U C L E A R P O W E R P L A N T S U P P L I E R
>|c s|c î[ï sjt >|< >'{ s|< ï|î
J. L . Gray
pres ident
A t o m i c E n e r g y of Canada L i m i t e d
Dinner A d d r e s s
to
Canadian Nuc lear A s s o c i a t i o n
Monday , 25th May 1964
T o r o n t o , Ontar io
CANADA - A N U C L E A R P O W E R P L A N T S U P P L I E R
You have had quite a full day of m e e t i n g s and d i s c u s s i o n s on
nuc lear p o w e r and have l i s tened to s o m e of the rea l experts in the f ie ld -
and you wi l l hear f r o m m o r e exper ts in the next two days . I plan to
round out this f i r s t day with s o m e of m y m o r e genera l thoughts on w h e r e
we are in the deve lopment of nuc lear energy in Canada, coupled with
s o m e of our a c h i e v e m e n t s and s o m e of the m a j o r p r o b l e m s we l i ve with.
I a l s o plan to speculate a l ittle on the p r o s p e c t s for Canadian part i c ipat ion
in the supply of nuc lear p o w e r plants both at h o m e and abroad .
F i r s t then - w h e r e does Canada stand in nuc lear p o w e r d e v e l o p
ments ? The p i c ture up to a point is pretty c l e a r and the answer is f a i r l y
def inite . We have deve loped a high burnup, natural uranium s y s t e m to
the point w h e r e we a r e confident that technica l ly w e can des ign and build
stations in near ly any s i ze - cer ta in ly up to 500 MWe - and in s i z e s up to
about 200 M W e our industry is p r e p a r e d to o f fer f i r m p r i c e s on c o m p l e t e
s tat ions . So, t echnica l ly w e have a r r i v e d - our par t i cu lar type of plant
uti l iz ing the CANDU p r e s s u r e - t u b e s y s t e m , m o d e r a t e d and c o o l e d with
heavy water , is ava i lab le to c l i ents .
Beyond the technica l f eas ib i l i ty , the p i c ture is not quite so c l e a r .
We have not built enough units to be rea l ly sure of c o s t s and we do not
have enough operating e x p e r i e n c e to be able to fully demonstra te s o m e
of our c l a i m s , par t i cu lar ly those relating to fuel burnup and heavy water
2
l o s s e s . We do , of c o u r s e , have a lot of very pert inent operat ing
e x p e r i e n c e with units such as NPD and the r e s e a r c h r e a c t o r s at Chalk
R i v e r , and we have s o m e good c o s t e x p e r i e n c e in the construct ion of
Douglas Po int . We have enough good e x p e r i e n c e to make us fee l quite
confident that we can ac cura te ly p r e d i c t unit energy c o s t s f o r a station
of lOOOMWe. Whether or not Canadian industry can of fer f i r m p r i c e s
on c o m p l e t e stations that attract c l ients remains to be seen .
So, one ach ievement is that in Canada w e a r e now in the pos i t i on
w h e r e v e r y m a j o r c o m m i t m e n t s f or nuc lear plant m a y be made in c o m
petit ion with conventional t h e r m a l plants in a utility such as Ontario Hydro ,
w h e r e l a r g e units , 500 MWe or m o r e , are a c c e p t a b l e .
The e c o n o m i c s of plants substantial ly s m a l l e r than this a re not
quite so good and such units can only be justi f ied in par t i cu lar c i r c u m
s t a n c e s . India is a v e r y good e x a m p l e , and w e are quite hopeful that
Pakistan wi l l find the CGE p r o p o s a l a c cep tab le .
We have a r r i v e d at this pos i t i on through concentrat ion on one
par t i cu lar type of r e a c t o r s y s t e m - if w e had been pursuing a number
of l ines in Canada we would not have made it. Our r e s o u r c e s , both
within A E C L and in our industry, w e r e too l imi ted to c o m p e t e in w o r l d
compet i t i on in this new and diff icult f ie ld unless we concentra ted our
e f forts and a imed at doing as good a job with the s y s t e m w e c h o s e as
any o thers w e r e doing with their par t i cu lar s y s t e m . This w e did and
s ince we c h o s e a s y s t e m that, s c ient i f i ca l ly , was a potential w inner ,
the probabi l i ty of s u c c e s s was good . S u c c e s s did not c o m e without r e a l
e f fort on the part of the eng ineers and, at t i m e s , s o m e s tubbornness on the
3
part of the s c i e n t i s t s . I f ee l that we have m e l d e d s c i e n c e and engineer ing
s u c c è s s f u l l y . The s c i e n t i s t s , the des ign e n g i n e e r s , the deve lopment
eng ineers and the manufacturing eng ineers have interacted to p r o d u c e
an exce l l ent b a s i c des ign phi losophy b a s e d on good s c i e n c e and p r a c t i c a l
engineer ing .
One v e r y good example of this s o r t of c o - o p e r a t i o n in a s p e c i f i c
a r e a is found in the deve lopment of nuc l ear fuel f or the Canadian type r e a c t o r .
One of the v e r y important foundation stones of any nuc lear p o w e r p r o g r a m m e
is a s u c c e s s f u l nuc l ear fuel . V e r y ear ly in the game w e dec ided that the
deve lopment of fuel manufactur ing should be handled by pr iva te industry .
We have two c o m p a n i e s now w e l l equipped and e x p e r i e n c e d in fuel m a n u
fac ture , not only fuel f or the CANDU type of r e a c t o r but f or spec ia l ty
nuc lear fuels as w e l l . This has not just happened. It has been a planned
p r o g r a m m e of deve lopment cont rac t s a i m e d at meet ing the needs of Canada
as w e l l as f o r e i g n m a r k e t s that a r e hopeful ly just over the h o r i z o n . The
deve lopment w o r k is planned jo int ly with industry and invo lves not only
the fa c i l i t i e s and p e r s o n n e l in the m a n u f a c t u r e r ' s shop but the spec ia l
f a c i l i t i e s at Chalk R i v e r . We would not have p r o g r e s s e d as we have
without the r e a c t o r test f a c i l i t i e s that ex ist in Canada. The NRX and
NRU r e a c t o r s a r e unique fa c i l i t i e s and a r e u n s u r p a s s e d in the w o r l d f o r
the deve l opment of water c o o l e d r e a c t o r fuel . Without these fa c i l i t i e s
and a v e r y imaginat ive and v i g o r o u s p r o g r a m m e of ut i l izat ion, the who le
p o w e r p r o g r a m m e would have been de layed o r would have p r o c e e d e d on
rather shaky ground.
4
So, a highly sa t i s fac tory nuc lear fuel f or the Canadian r e a c t o r
s y s t e m is another ach ievement and a v e r y important one - m o r e important
than is genera l ly r e a l i z e d . I think it is p robab ly the m o s t notably s u c c e s s
ful c o l l a b o r a t i v e p r o g r a m m e we have had with industry .
Another ach ievement has been the d e c i s i o n to cons t ruc t a heavy
water product ion plant in Canada with a s ignif icant l ower ing of the p r i c e .
The underwrit ing of product i on by the f edera l government that was
n e c e s s a r y to launch this plant r e p r e s e n t s a l a r g e c o m m i t m e n t that could
not have been made without real con f idence in the s u c c e s s of the heavy
water p o w e r r e a c t o r . T h e r e is a l ready c o n s i d e r a b l e in teres t f r o m abroad
in the avai labi l i ty of heavy water f r o m Canada - not only b e c a u s e of p r i c e
but b e c a u s e a second m a j o r s o u r c e is guaranteed. The d e c i s i o n to p r o c e e d
with this plant and a study of the potential m a r k e t has s p u r r e d interes t by
a number of Canadian organizat ions in looking at a l ternat ive methods of
product i on that might o f fer sti l l l o w e r c o s t s . T h e r e is now a genera l fee l ing
of con f idence that the p r e s e n t p r i c e of $20. 50 per pound is l ike ly to c o m e
down substantial ly .
T h e r e is one point that c o m e s up f o r d i s c u s s i o n fa i r l y often and
that is the re lat ive pos i t i ons of the consult ing engineer and the manufac turer in
the supply of nuc lear p o w e r p lants . This is p a r t i c u l a r l y pert inent under
p r e s e n t - d a y condit ions in Canada b e c a u s e A E C L h a s , in its P o w e r P r o j e c t s
group , the only nuc lear consult ing engineer ing organizat ion separate f r o m a
manufac turer that can undertake engineer ing r e s p o n s i b i l i t y f o r l a r g e s tat ions .
- 5 -
Most of you a r e aware of our pos i t ion ; w e are in the nuc lear consult ing
engineer ing bus iness in a m a j o r way and intend to stay in it as long as
our s e r v i c e s a r e demanded as a condit ion of ef fect ing a sale of the Canadian
s y s t e m . We have invited part i c ipat ion by the ut i l i t i es , the consultants
and industry to se cond staff to w o r k in our o f f i ce , but it should be c l e a r
that it is our o f f i ce and we plan to run it as a s u c c e s s f u l c o m m e r c i a l operat ion .
T h e r e wi l l be t i m e s when w e may appear to be in compet i t i on with
pr ivate industry and perhaps o c c a s i o n a l l y with pr ivate consultants . This
is not one of our o b j e c t i v e s but it m a y o c c u r during the c o u r s e of our w o r k
in meet ing our main o b j e c t i v e , to sat is fy the c l ient or owner . A s consult ing
e n g i n e e r s , w e wi l l be undertaking cer ta in r e s p o n s i b i l i t i e s as def ined in an
a g r e e m e n t ; usual ly it wi l l be the respons ib i l i t y for at l east the nuc lear and
s t e a m - r a i s i n g por t i on of a p o w e r station and it m a y be the engineer ing
r e spo ns ib i l i t y f o r a c o m p l e t e station, as f o r Douglas Point . We m a y at t i m e s
be a c c u s e d of doing too much of the detai led des ign of equipment or s y s t e m s
and not putting the w o r k out to industry soon enough, but w h e r e w e stop in
our des ign is a d e c i s i o n w e must m a k e s ince we do have the ult imate
r espons ib i l i t y f or the equipment or s y s t e m fitting the o v e r - a l l plant r e q u i r e
m e n t s .
It is not unusual for ut i l i t ies to e m p l o y consult ing eng ineers to take
respons ib i l i t y f o r the des ign , p r o c u r e m e n t , cons truc t i on and even s tar t -up
of a p o w e r station. The p r o j e c t being undertaken by India in Rajasthan is a
good e x a m p l e . It is v e r y m u c h a n o r m a l c o m m e r c i a l a r r a n g e m e n t under
condit ions quite c o m m o n to ut i l i t i es . The owner has entered into a g r e e m e n t s

6
with consult ing eng ineers - one a nuc lear consultant and the other a
conventional engineering consultant - for the technica l w o r k of produc ing
drawings , spec i f i ca t i ons , inspect ions and the n o r m a l s e r v i c e s that go with
a consult ing engineering contrac t . A l l p u r c h a s e s wi l l be author ized by
the owner and the o v e r - a l l p r o j e c t managed by the owner and his
r e p r e s e n t a t i v e s . Th i s , in m y v i ew , is the way in which nuc lear p o w e r
plant supply wi l l tend to go once the m y s t e r y has w o r n off and enough
plants are built and operat ing to g ive a utility con f idence that a sa t i s fac tory
plant at m i n i m u m c o s t can be obtained by fo l lowing the m o r e n o r m a l p r o
c e d u r e s m o s t uti l i t ies have f o l l owed over the y e a r s .
T h e r e a r e , of c o u r s e , c l i ents who for a number of r e a s o n s want
to buy a turn -key guaranteed plant. They a r e fa i r ly c o m m o n in the United
States and this has been the pattern to date in the United Kingdom. It is
the p r o c e d u r e being f o l l o w e d to m e e t the par t i cu lar condit ions in Pakistan.
Under such spec ia l c i r c u m s t a n c e s the e a s i e s t way is for a l a r g e o r g a n i z a
tion, p robab ly a manufac turer , to undertake the full r e s p o n s i b i l i t y f o r
supply and s tart -up of the plant.
A s t ime g o e s on and e x p e r i e n c e is gained in duplicating plants of
any des ign , the consult ing engineer wi l l be able to put together a c o s t p i c t u r e
made up f r o m f i r m p r i c e s for m a j o r equipment and unit p r i c e s f r o m a
cons t ruc t i on c o n t r a c t o r that should be a c c u r a t e enough to sat is fy m o s t
ut i l i t ies . The obvious advantage of this p r o c e d u r e is to g ive a b r o a d e r b a s e
to equipment supply. We a r e sti l l at the stage in nuc lear plant e s t imates
w h e r e a consultant must inc lude a substantial genera l cont ingency i t em,
and this m a y be too m u c h to m e e t the c ompet i t i on . This uncerta inty wi l l
7
disappear when suff ic ient e x p e r i e n c e has been gained so that m a j o r
equipment i t ems can be spec i f i ed at the start of the p r o j e c t , as is now
done for the conventional por t i ons of a plant.
The condit ions today in Canada a r e such that it is essent ia l
to ensure a b r o a d base to equipment supply f or the nuc lear por t i on of
nuc lear p o w e r stat ions. The marke t does not exist at h o m e or abroad
to support fully quali f ied des ign and deve lopment t e a m s in each of our
industr ial f i r m s which are equipped to manufacture the m a j o r por t ion
of a nuc lear plant. A E C L can hand out deve lopment cont rac t s until
d o o m s d a y but it is only when a f i r m is given a real contract to m a n u
fac ture or instal l a p i e c e of equipment that is going into a mul t imi l l i on
do l lar p r o j e c t to operate f o r thirty y e a r s that it has been given a real
cha l lenge . The suppl ier is expected to p r o d u c e within an a g r e e d schedule
to a g r e e d spec i f i ca t i ons and to an a g r e e d p r i c e . Our e x p e r i e n c e genera l ly ,
but cer ta in ly not ent ire ly , is that the suppl ier u n d e r e s t i m a t e s all f a c t o r s
and, what is m o r e important , he doesn ' t r e a l i z e or won ' t admit that he
has underes t imated s o m e of the d i f f i cul t ies until the job is obv ious ly in
rea l t roub le . We, jointly, w o r k our way out of the t roubles and a l m o s t
invar iably we get a good product and the suppl ier (though he has lost s o m e
s leep and probab ly s o m e money ) is anxious to tackle the s a m e w o r k again.
It is to s o m e extent an educational p r o c e s s and the d e s i g n e r s a r e learning
as much as the m a n u f a c t u r e r s . This sor t of e x p e r i e n c e s e e m s to be the
only way we rea l l y l earn , and the sooner m o r e shops l earn this hard way
the s o o n e r w e wi l l be in a pos i t ion w h e r e we can expect to get equipment
d e l i v e r e d on t ime and to spec i f i ca t i on with a pro f i t to the suppl ier .
- 8 -
Although A E C L is in the nuc lear consult ing engineer ing b u s i n e s s ,
we encourage Canadian manufac turers to take on the full r e spons ib i l i t y of
engineering and supplying nuc lear p o w e r stations or m a j o r por t i ons of such
stations w h e r e v e r they can find a c l ient , and I hope w e have been of s o m e
a s s i s t a n c e to our industry. However , when it c o m e s to m a j o r instal lat ions
l ike the p r o p o s e d 500 M We units for Ontario Hydro w h e r e s o m e of the r i s k
wi l l be underwrit ten by the f e d e r a l and p r o v i n c i a l g o v e r n m e n t s , I a m
conv inced that Canada as a whole wi l l be m u c h bet ter off if the p r o j e c t i s
handled by a consult ing organizat ion , with or on behalf of the owner , and
industry is g iven full opportunity to bid c o m p e t i t i v e l y for p r a c t i c a l l y all of
the equipment in re la t ive ly smal l p a c k a g e s . Of c o u r s e , the owner has the
final w o r d as to the way in which he wants to a c q u i r e his plant, but it is
quite safe to say that there is no conf l i c t on this point between A E C L and
Ontario Hydro .
What a r e the p r o s p e c t s f o r bus iness f o r Canada in the nuc lear
p o w e r f ie ld ?
F i r s t , I s e e no r e a s o n why, in the publ i c util ity f ie ld , all Canadian
nuc lear p o w e r r e q u i r e m e n t s should not be met by Canadian-deve loped n u c l e a r
s y s t e m s - at l eas t for many y e a r s . The CANDU r e a c t o r is c ompet i t i ve under
our condit ions with any others on the m a r k e t , or in sight. The opportunity
f o r i m p r o v i n g the CANDU s y s t e m and developing other coo lants f or heavy
water m o d e r a t e d s y s t e m s o f f e r s ample s c o p e to keep up with, if not ahead of,
compet ing s y s t e m s .
_ 9 -
The simplicity of our once-through natural uranium throw-away
fuel cycle has considerable appeal at home and abroad. Let me quote
from a recent statement by one of the recognized experts in the field of
reactor development -
" . . . the heavy water reactor, whether it is using thorium
or uranium, makes it possible for a throwaway fuel cycle
to be developed. The byproduct uranium or thorium that
results from the operation of these heavy water reactors does
not have to be chemically processed until such a time as the
value of plutonium clearly is established as being greater
than the chemical processing cost. It eliminates an un
certainty in the minds of some utility people, particularly
those abroad, of the reliability of prices quoted on chemically
processing the spent fuel, and of the reliability of the value of
plutonium until it has actually been established".
That was Dr. Frank Pittman of the United States Atomic Energy Com
mission speaking to the U. S. Joint Committee on Atomic Energy earlier
this year.
This appeal is real and if our system offers power costs comparable
to those from other nuclear systems it will stand a very good chance of
acceptance. Canada will always face the prospect of foreign clients being
seduced into acquiring an alternative system by special loaning arrangements
10 -
or spec ia l dea ls on fuel supply and b u y - b a c k c r e d i t s . H o w e v e r , if the
net unit energy c o s t s c o m e out right, the genera l avai labi l i ty of natural
uranium fuel and the s impl i c i ty of the fuel c y c l e , coupled with the v e r y
low fuell ing c o s t , wi l l make the plant hard to beat .
I indicated at the start that t echnica l ly w e could build the CANDU
type plant in p r a c t i c a l l y any s i ze needed today and be sure it would w o r k .
One of the m a j o r quest ion m a r k s and one of the m a j o r p r o b l e m s w e must
l ive with is the abi l i ty , and perhaps even the d e s i r e , of Canadian industry
to p r o d u c e quality produc ts on schedule at a r e a s o n a b l e p r i c e . We have had
s o m e e x t r e m e l y good e x p e r i e n c e in the supply of equipment for Douglas Point -
and s o m e v e r y bad e x p e r i e n c e . Incidental ly , Canadian supp l i e rs do not have
a c o r n e r on p o o r p e r f o r m a n c e ; s o m e f o r e i g n suppl iers a r e w e l l out in front
in this c a t e g o r y .
If we a r e to get into the f o re ign m a r k e t with nuc lear p o w e r stations
w e must p r o d u c e equipment on t i m e and up to spec i f i ca t i on . I was quite
d i s turbed to read a paragraph in the r e c e n t " R e s e a r c h and Deve lopment
Br ie f f o r Industry and G o v e r n m e n t " by the Canadian Nuc lear A s s o c i a t i o n
R e s e a r c h and Deve lopment S u b - c o m m i t t e e , the authors being eng ineers f r o m
pr ivate e n t e r p r i s e . I quote -
" C r i t i c i s m has been l e v e l l e d at Canadian industry
f o r supplying standard components f o r the p o w e r r e a c t o r
p r o g r a m which suffer f r o m p o o r w o r k m a n s h i p in supply,
instal lat ion and inspec t i on . Such components have been
deve loped to f i l l a c o m m e r c i a l m a r k e t r e q u i r e m e n t and a r e
- 11 -
"not n e c e s s a r i l y opt imized f o r an individual appl icat ion.
Being manufactured under highly compet i t i ve cond i t i ons ,
the preva lent market ing phi losophy apparently r e c o g n i z e s
and a c c e p t s the r i s k of s o m e fa i lures o c c u r r i n g , . . . "
T o m e , there is no e x c u s e f or standard components not
meet ing s p e c i f i c a t i o n s , and an attitude that a s s u m e s that all is we l l
if the produc t is good enough to m e e t the compet i t i on in a m a r k e t that
is not t oo d i s c r iminat ing is d e p l o r a b l e . It is bad enough when v e r y
spec ia l i t e m s requir ing spec ia l ski l l s in manufacture fal l short of
s p e c i f i c a t i o n s , but when standard i tems and, what is p robab ly w o r s e ,
standard m a t e r i a l s a re supplied with g r o s s d e f i c i e n c i e s , it is t ime w e
took a s e r i o u s l ook at both the produc t and the spec i f i ca t i on .
Let us be quite c l e a r about the r e q u i r e m e n t s f o r equipment
for nuc l ear plants - the requirements should be no di f ferent f r o m those
f or convent ional plants ; all we want is equipment suppl ied and instal led
in a c c o r d a n c e with the spec i f i ca t ion . Our trouble is that, having spec i f i ed
the p e r f o r m a n c e of a s y s t e m , we expect to get it and w e intend to do enough
inspec t i on to be sure we get it. The c o n s e q u e n c e s of fa i lures in the nuc lear
por t i on of a plant are genera l ly higher than with convent ional units . The
genera l public doesn ' t turn a hair if a b o i l e r or a gas main exp lodes s o m e
w h e r e and ki l ls a f ew p e o p l e , but let a p ipe containing s o m e rad i oac t i ve
12
m a t e r i a l b reak and cause an a l a r m be l l to ring and perhaps the
t e m p o r a r y evacuation of an area for c l ean -up - even though there a r e
no in jur ies - and there is l ike ly to be a v e r y not i ceab le r eac t i on . We
who are in the nuc lear bus iness are not w o r r i e d about operating
nuclear plants , but we understand why the publ ic m a y be apprehens ive .
This wi l l only change with t ime and with repeated demons t ra t i on of the
safety of nuc lear plants - and w e intend to d e m o n s t r a t e their safety.
One other r e a s o n for ins i s tence that equipment m e e t s spec i f i ca t i on ,
as ide f r o m the contrac t the suppl ier s igned, i s the value of s o m e of the
m a t e r i a l s used . We cannot af ford to spi l l heavy water at twenty d o l l a r s
a pound.
P e r h a p s standard equipment is expec ted to fail b e c a u s e of
" p o o r workmansh ip in supply, instal lat ion and i n s p e c t i o n " when used
in standard s e r v i c e . If this is the c a s e , why not r e w r i t e the spec i f i ca t i on
al lowing f o r this c o n t i n g e n c y ? We would l ike to stay with the p r e s e n t
spec i f i ca t i ons but if the genera l u s e r doesn ' t c a r e why not tel l h i m
what he is rea l ly getting.
" P o o r w o r k m a n s h i p in supply, instal lat ion and i n s p e c t i o n " wi l l not
br ing f o re ign trade to our d o o r s . I would think that under these s o - c a l l e d
highly compet i t i ve condit ions quality might be wor th m o r e as a sa les
g i m m i c k than p r i c e . I a m not at all s u r e that quality is so hard to a c h i e v e -
nor , in fact , that it is m o r e c o s t l y - but it p r o b a b l y r e q u i r e s s o m e m a j o r
reor ientat ion by management of its r e a l g o a l s .
13
Many of you may fee l that I am putting too much emphas i s on
this point . If you do, you should spend a few hours with s o m e of our
eng ineers h e r e in T o r o n t o who a r e trying to get Douglas Point put
together . A s I have said, all is not bad. We have had exce l lent
resu l t s f r o m s o m e suppl iers and we are confident that our industry
is just as capable of meet ing the chal lenge of quality produc t i on as the
industry of any other country . In any event, we must make do with
what we have - Canadian industry wi l l have to put up with Canadian
d e s i g n e r s , and v i c e v e r s a . I think it would be iniquitous to se l e c t
examples f or c r i t i c i s m or p r a i s e , but if anyone rea l l y wants to l ook
d e e p e r the s tory has plenty of dark spots , highlighted by s o m e rea l ly
br ight spots .
I have harped on this p r o b l e m of equipment supply and instal lation
p r i m a r i l y b e c a u s e I a m sure this is one a r e a in which we can make m o s t
y a r d s in reducing nuc lear p o w e r c o s t s and, what is m o r e important , in
meet ing the genera l demands of w o r l d compet i t i on to hold our p l a c e as
an industr ial nation. If we cannot i m p r o v e our industr ial capabi l i t i es
and m o v e with the t i m e s , then I fear f o r the future of this country . The
demands of nuc lear p o w e r , though they d i r e c t l y affect a v e r y s m a l l segment
of Canadian industry, should, I think, be able to make a v e r y signif icant
contr ibut ion to broadening and deepening industrial c o m p e t e n c e in Canada.
This is not just industry ' s p r o b l e m - we a r e all invo lved . Governments
must take s o m e real initiative and encourage r e s e a r c h and deve lopment
in industrial shops . Our d e s i g n e r s must accept the f e e d - b a c k f r o m the

14
manufac turers on p r o b l e m s our des igns r a i s e in their plants and must
be p r e p a r e d to adjust exist ing des igns and benef it f r o m this e x p e r i e n c e
on future des igns . Industry must r e c o g n i z e the s ign i f i cance of the
changing s cene of industr ial technology and be p r e p a r e d to change with it.
We a r e asking Canadian plants to build equipment that goes far beyond
their e x p e r i e n c e and quite often s t re t ches the capac i ty of their shop
f a c i l i t i e s . Where sen ior management a r e r e a l l y in teres ted in this sor t
of w o r k and r e c o g n i z e that it is the type of w o r k that can rea l ly benefit
the c o m p a n y ' s future, w e a lways get good r e s u l t s . T h e r e a r e usual ly
s o m e rough spots along the way , but the final resu l t is good . The
product is good , w e have l earned a lot , and the plant p e r s o n n e l have
l earned a lot m o r e and are anxious to get right at s o m e m o r e of the s a m e .
In A E C L w e intend to continue to p l a c e deve lopment cont rac t s
with industry to the l imi t of funds avai lab le to u s . We intend to r e c o m m e n d
to the c l ient that he buy f r o m Canadian s u p p l i e r s , no matter how exot i c
o r c o m p l i c a t e d the equipment may b e , so long as the suppl ier has the
abi l i ty to supply and the s i n c e r e d e s i r e to p r o d u c e a quality product on
t i m e at a r e a s o n a b l e p r i c e . We intend to badger the s u p p l i e r s , even m o r e
than we have in the past , to p r o d u c e to spec i f i ca t i on and to d e l i v e r on t i m e .
And if it is a g r e e d by industr ia l management that the goal is r ight, I a m
sure w e wi l l have full c o - o p e r a t i o n and I a m sure there wi l l be pro f i t s
f or all of u s .
Il
N U C L E A R P O W E R D E V E L O P M E N T I N C A N A D A A N D O T H E R C O U N T R I E S
by W. B. Lewis
Foreword
Economic nuclear power has now arrived in the sense that estimates of the cost of nuclear power from large reactors of types already engineered show the cost to be competitive with power from comparable conventional thermal plants.
Only three types of reactor have yet reached this stage: (l) the water cooled and moderated reactors of the U.S.A., ( 2 ; the gas cooled graphite moderated reactors of the U.K. and France, and ( 3 ) CANDU. Other types such as the sodium graphite reactor are possibly close to competing.
It has been argued particularly in the U.S.A. and U.K. that in the long term some other type of power reactor will also be needed such as the fast breeder reactor in order to conserve uranium resources and make good use of plutonium. No such necessity can be recognized in a system based on heavy water moderated reactors such as CANDU. Such reactors using a cool moderator can operate effectively on any of the fissile nuclides U - 2 3 5 , U - 2 3 3 , Pu-239 and Pu-24l, and can progress directly to the uranium-thorium cycle and in such a way that they remain competitive at each stage and survive in the long term progressing by successive minor improvements.
NUCLEAR POWER DEVELOPMENT IN CANADA AND OTHER COUNTRIES
by W. B. Lewis
Although invited to present a review of this subject, 1 am confident that I am correctly interpreting your wishes in presenting a preview. The great expansion of nuclear power is only just getting under way; it is exciting to look forward and consider the various forces that will shape its development. The view I will present emphasizes the economic forces while paying attention to the United States preview given in the USAEC Report to the President of November 1962 on Civilian Atomic Power, especially the analysis by J. R. Dietrich which applied sound logic to the premises (of the report) that T question and concluded with a strong statement that "developments spurred by free economic pressures" would not forestall serious problems of the depletion of uranium resources.
I take a cold-blooded view of economics and suggest that even a promising technical development will not be carried through unless there is competition. Moreover, this means close competition. Suppose one type of reactor offered power at 2 mills/kWh and all the others power at 4 or 5 mills/kWh, development, I suggest, would then come to a halt. The 2 mill/kWh plants would not develop further because there was no competition, and the 4 - 5 mill/kWh plants would not develop because they could not compete in the market. In recent years until nuclear power came within striking distance the price of coal did not drop. More recently there have been considerable developments in coal handling and transportation to reduce the cost because nuclear power appeared as a new competitor. Coming very close to home, our preliminary estimates of I963 of $250 falling to $190/ekW for large nuclear power plants seemed to have a comfortable margin over coal fired plants and stirred little development, but now that the Oyster Creek plant appears as a challenger, everyone is stirred to cut down our construction costs to match. Dr. Pon will be discussing the details in Session 1A this afternoon, but to interest those who might otherwise have missed his talk and to inform those who will not hear him, let me say that direct economic comparison shows no significant difference in the costs of power from a 500 eMW CANDU or a 500 eMW boiling water reactor. The breakdown, however, shows that CANDU has more chance of prospective savings. Future consumers of power in Ontario will benefit from the competition.
Now we must look further ahead, the first 500 eMW reactor unit in Ontario Hydro's prospective first large nuclear generating station is expected to come into operation in 1970 (I would still like it to b e sooner, but the ultimate customer is not allowed to take any chances). It is planned to amortise the plant over 30 years which implies that it will be operating in the year 2000, What fuel will be most economical in, say, 1990?
Natural uranium would still be a good fuel, but there are other possibilities. It seems most probable that by then spent fuel from CANDU reactors in North America will be sold
-2~
for its plutonium content, not because of any increase in the value of plutonium, but because the large scale of operations and relatively low transportation costs would have so reduced the cost of plutonium recovery that it would be economic. If fast reactors are as slow in development as the latest USAEC forecasts, that indicate the first economic reactor coming into operation in 1939 > they may not by then provide a sufficient market for plutonium. The next best customers appear to be the heavy water moderated reactors.
This introduction has been intended to show that I expect the future to be lively and that changes will come as a result of economic pressures. Before settling down to review what is going on in nuclear power development throughout the world, I want you to take a long leap forward to allay some of the fears of utilities and consumers over uranium scarcity raised by the USAEC 1962 Report to the President, and perhaps put some fears into the uranium miners that their business will face some new competition without any foreseeable end.
There would be promise in that distant future for perhaps two general types of reactor : one is assured, the other problematical. The first would operate on a uranium-thorium fuel cycle and belong to the class definable as neutron economical thermal neutron reactors of which CANDU is the best example today. The most probable other contender would be a fast breeder type operating on a uranium-plutonium fuel cycle although possibly involving thorium. The doubt is whether fast breeders would be economically competitive.
The narrowing to the se neutron economical reactors will re suit from economic pressures, but when this will come about cannot be defined except that it will be when the cost, and competitive market price of uranium lies in the range $30 to $100/lb UoOs or $75 to $250/kg U. At lower uranium prices there could Be many types of reactor, and neutron economy does not assure the economic advantage. Any higher price for uranium would certainly meet with competition from nuclear devices other than simple fission chain reactors.
These cost relations follow from an extremely simple assessment of the contribution to the cost of power from the cost of natural uranium. Consider this assessment for three reactor types
( 1 ) large CANDU with natural uranium fuel (because that is simplest)
( 2 ) large CANDU operated with the uranium-thorium fuel cycle
( 3 ) a fast breeder on the uranium-plutonium cycle.

- 3 -
The cost contribution has two components : the fuel inventory and the make-up fuel supply. The costs of fuel fabrication, reprocessing, isotope separation, etc., are not directly involved. We are evaluating only the contribution from the cost of uranium that has a unique significance because it is the source of the only natural fissile isotope U - 2 3 5 . The value of the artificial fissile materials plutonium and uranium - 2 3 3 will remain closely linked to the cost of U - 2 3 5 because we are assuming the uses are set by economic pressures.
For the general case the total contribution to the fuel cost (c) may be written
c = C f s + Ci
where the cost of fuel supply c f S = P'/24 Be mill/kWh (or $/MWh) where P' = net price in $/kg U
e = thermal to electrical conversion efficiency B = burn-up in MWd/kg U
24 B = burn-up in thermal MWh/kg U 24 Be = burn-up in electrical MWh/kg U
If P is the price paid for uranium in $/kg U, and C r is the credit recoverable on spent fuel in $/kg U
P* = P - C r
The Inventory cost
c-i = P a eff/ 8 7 6 . 6 ure mill/kWh
where a e f f = effective annual charge rate on inventory in $ 8766 = hr/yr
u = utilization factor (averaged over the year) r = overall rating (on whole inventory) in thermal
MW/tonne U or thermal kW/kg U.
For making comparisons let us set u = 0 . 8 so that 876.6 u = 700 and let the standard value of a be *J% per year. The total cost contribution may then be written very simply as
c = I [ M F + 1 0 0 r ' }
where B 1 = BP/P' and r' = 7 r/a eff
so if C r = 0, B ! = B, and if a e f f = 7 , r' = r.
For a large CANDU with natural uranium fuelling and no reprocessing, B ! = B = 10 MWd/kg U, and for a = 7 $ , r' = 2r = 30 thermal MW/tonne U
so that c = |r IT̂ jrry + Ô7jfjrj3= f" (0.0045) mill/kWh.
_4
The key features to note are ( 1) that the inventory component is only Q% of the fuel supply component, (2) for P = $13/kg U a current price (equivalent to $5/lt> U o O g ) and e = 0 . 3 , c = 0.195 mill/kWh and the cost component is very S tïlcl 11 •
[To digress for a moment to emphasize this point, whereas nuclear power may be in competition with coal produced power, it is not equally correct to suggest that uranium is in competition with coal. If the price of uranium doubled, the competitive margin would be worsened by 0 . 2 mill/kWh, but if coal at $8/ton doubled in price, it would be completely removed from the competition since the cost of power would ri se about 3 mill/kWh.]
A third point to note is that if the cost of uranium were to rise by a factor of 20 to the top of the range suggested for the long term future, namely, $100/lb U o O o or $250/kg U, it would add about 3 . 5 mill/kWh to the cost of C A N D U power and probably rule out this simple method of fuelling. On the other hand, the credit value of the spent fuel would rise so that B ! 2B = 20 KWd/kg U and CANDU fuelling including reprocessing would cost little more than 2 mill/kWh and would remain comparable with the best other reactors, whatever the price of uranium. This conclusion, however, anticipates the evaluation of the competing fuel cycles.
Fast Neutron Breeder Reactors Within the next 40 years most prophets forecast a very
rapid expansion of nuclear power with the installed capacity doubling in periods of very few years. During this period of rapid build-up, the provision of the necessary inventories of fissile material will become a major consideration, the price of uranium will tend to rise, but this will be offset by increased reprocessing of irradiated fuel. At the same time economic pressures would promote reactors like CANDU that have very low inventories. Nevertheless, there exists a movement to establish fast breeder reactors that require the largest inventorie s of fissile material.
What has been foreseen by Dietrich is that the other reactors may prosper and run the price of uranium up so high that the fast breeders cannot afford the necessary inventory and will therefore not grow sufficiently rapidly to check the rise of price. When the rate of growth of nuclear power falls off and becomes le ss than the doubling time of fissile material in the breeder reactors, then if a large enough fraction of the reactors are breeders, the price rise would be halted because of a quite rapid fall in demand. As Dietrich observes, however, the precondition that sufficient breeders exist is unlikely to result from only the free play of economic pressures.
- 5 -
No economic fast breeder reactor can yet be designed, so no evaluation of the inventory comparable to that for CANDU is possible. It has, however, been long realized that the reduction of this inventory is a problem both of major economic importance and of technical difficulty. Target figures have been discussed. Without any commitment Dietrich discusses inventories equivalent to 0.488 and O .976 tonne natural U/thermal MW and a doubling time of 20 years. (He equates 0.488 tonne natural U/MW(th) to 2.29 kg U-235/MW(th) or to 0.155 kg of fissile Pu/MW(th); all are tot al inventory amount s related to installed reactor power capability.)
We may then evaluate, approximately, the fuel supply cost contribution as a negative burn-up rate of 3.53$ per year (doubling in 20 years) of the total inventory, so that for Dietrich's lower inventory
mill/kWh
which is extremely sensitive to the charge rate a on the fuel Inventory. For example, for
a = 10 .5$ c = !• (0.0048) mill/kWh
a = 7$ c = £ (0.0024) mill/kWh e
a = 5^ c = - ( 0 . 0 0 1 ) mill/kWh
Recalling that for CANDU without fuel reprocessing
c = — ( 0 . 0 0 4 5 ) mill/kWh and with plutonium recycling
c =OÎ — ^0.0025) mill/kWh, we note that even when the cost of uranium P is so high that these contributions are large, there is no clear advantage of the breeder unless the Inventory charge rate is low and the doubling time short, even allowing a somewhat higher thermal to electrical conversion efficiency (e). The only sure advantage of the breeder, if it can meet the economic competition and becomes established extensively, is that its long term demand for uranium is lower than for any other type.
It is still necessary to assess whether such economy in the demand for uranium is important, and it is here that the competition from the uranium-thorium cycle is relevant.
The Uranium-Thorium Cycle
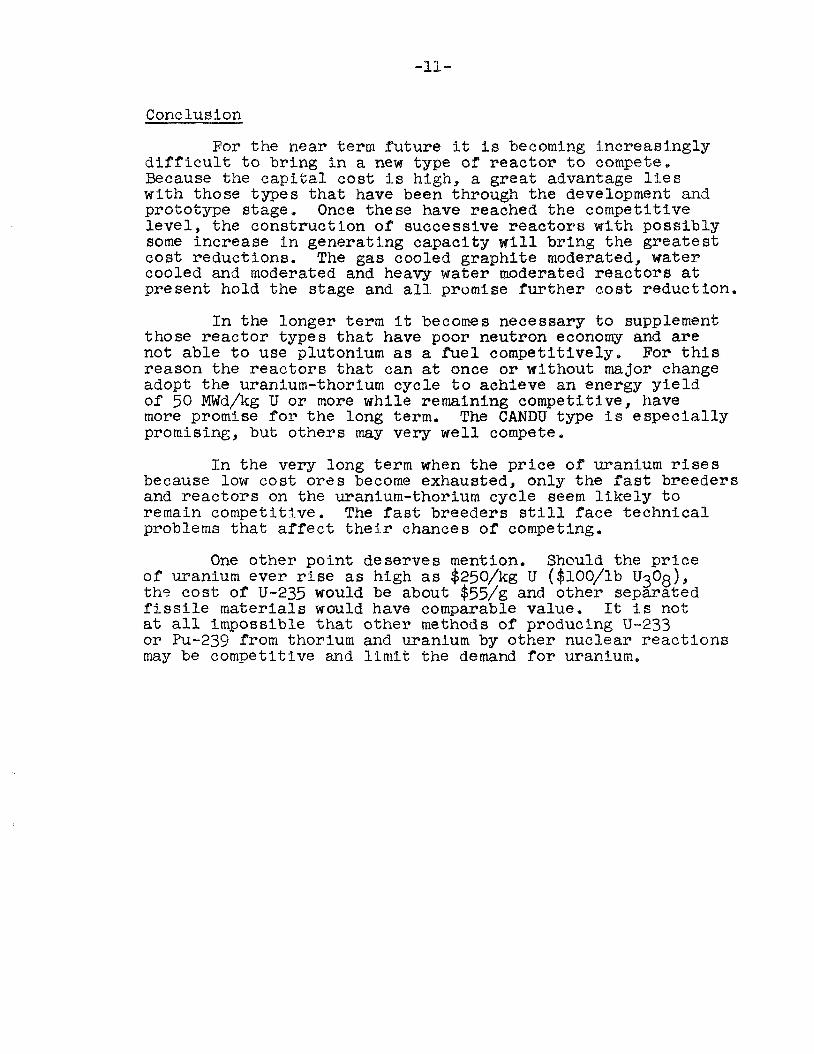
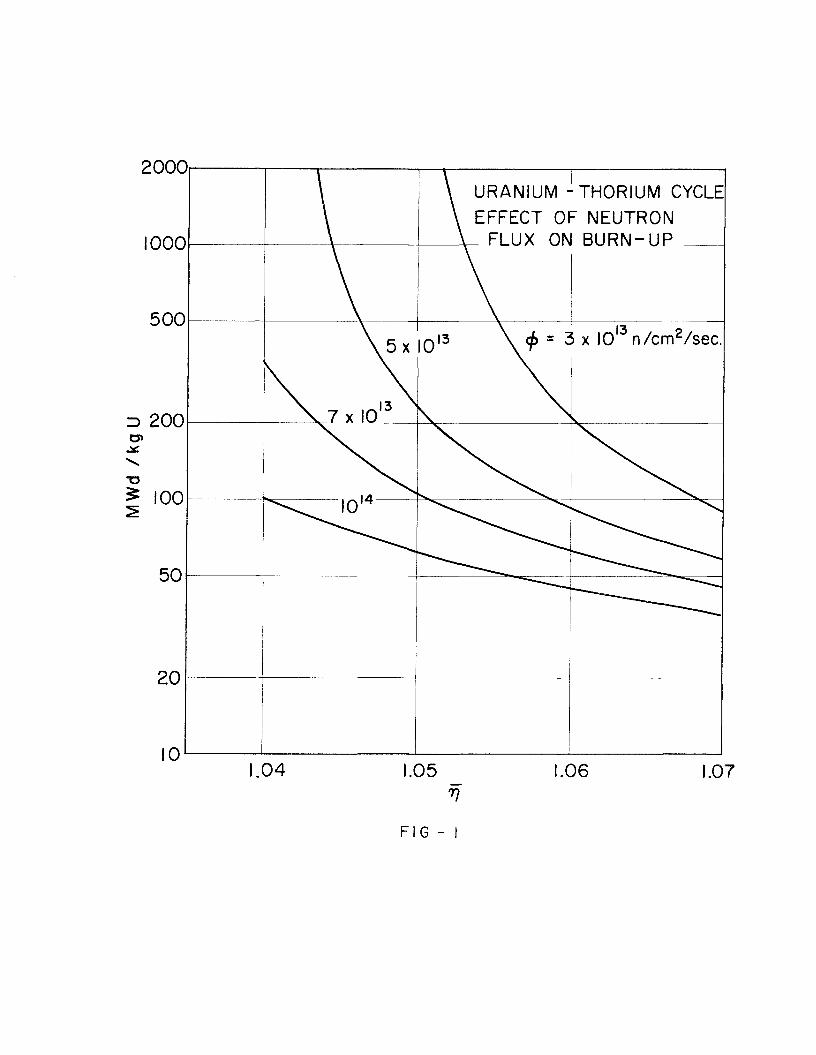
For details of the ur an i u m -1 ho r ium cycle I must refer you to report AECL - 1 9 1 6 . Here I will only pick out some highlights. It is quite possible to breed U - 2 3 3 on the U -233 - Th cycle in "a large CANDU reactor, but that would require fairly frequent reprocessing of the fuel and it is not likely to be economic. Typical conclusions are_presented in Figs. 1 and 2 . The reactor is characterized by Tj the number of fission neutrons produced per neutron absorbed in the fuel. For present designs of large CANDU reactors 77 = 1.06 is readily achieved ; as designs improve, lower values are possible. Even at 7? = 1.06 an energy yield of 200 MWd/kg U appears possible but the inventory would then be high. Increasing the neutron flux to 7 x 10^3 n/cm 2/sec increases the power rating and decreases the burn-up to about 60 MWd/kg U, and for a very long time, probably for centuries, a burn-up of 50 MWd/kg U should be sufficient. The most economical ratings for the nearer future suggest a rather higher irradiation of thorium between reprocessings, such as 5 or 7 n/kb Instead of 3 n/kb assumed for Fig. 1. The re suit of this is shown in Fig. 2. The cost contribution number shown is n in the relation _ ,
and is based on a = 7 $ . It is thus readily seen that the contribution from the cost of uranium in this cycle is also likely to be competitive with the breeder reactor. The minimum arises from balancing the burn-up and inventory contributions in the general relation discussed above.
It should be noted that although most of the power is coming from thorium, it is the cost of uranium that is significant. The demand for thorium is relatively small and the cost is unlikely to become a determining factor.
There is plenty of room for manoeuvre in the uranium-thorium cycle and change s are to be expected.
Inventory Comparisons
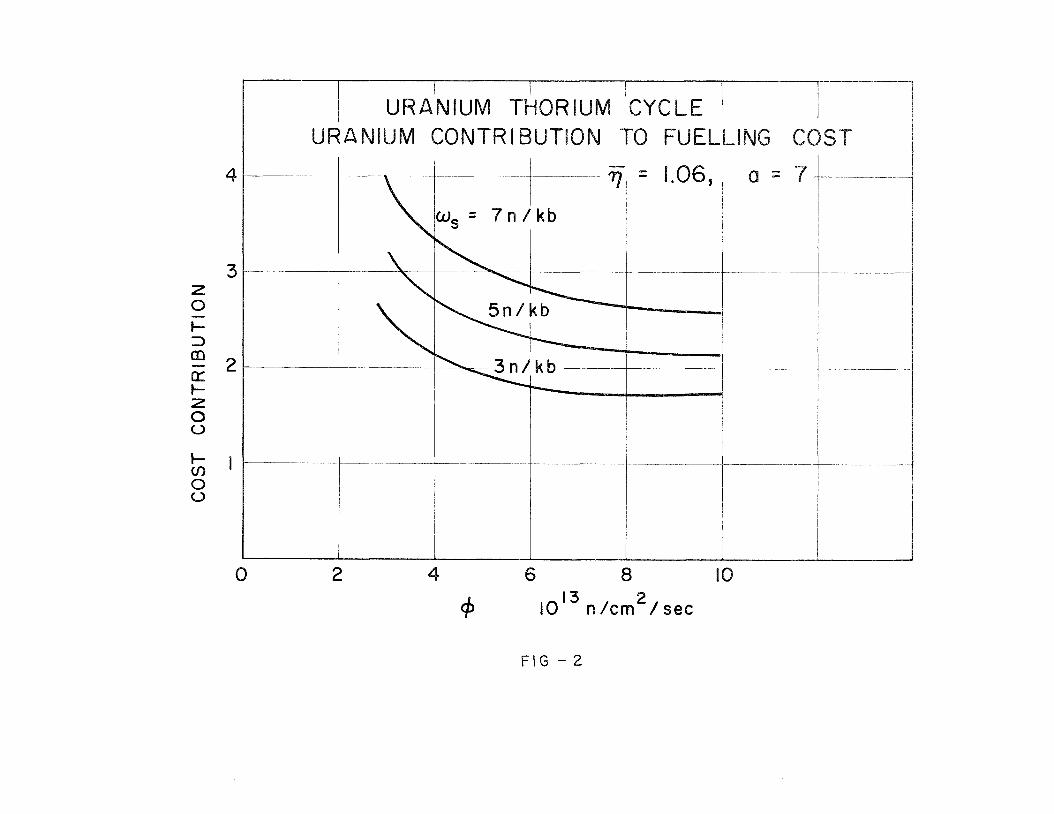
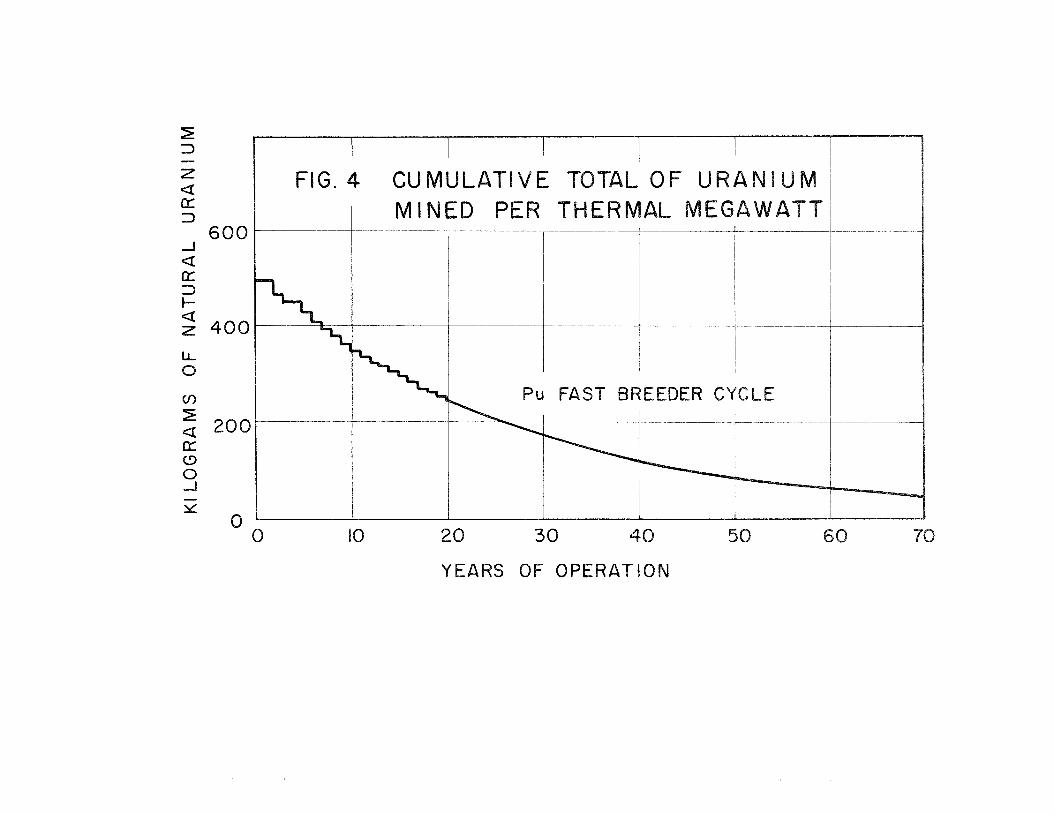
To emphasize the inventory effects, the cumulative totals of uranium required per thermal megawatt are shown in Figs. 3 and 4 (Figs. 2 and 3 of AECL -1916) for the large CANDU without reprocessing, the large CANDU on the uranium-thorium cycle, and the fast breeder on Dietrich 1 s lower inventory. It may be noted that the uranium-thorium cycle illustrated (and it is not the best) can be operated for 40 years or CANDU without reprocessing for 15 years before the cumulative uranium demand reaches the initial demand of the fast breeder. In the long term, however, the fast breeder lead s to the lowest demand.
- 7 -
Reprocessing
Although In the long term the cost contribution from uranium will be a major component of the cost of power, it is only a very small component for the near future and other larger components influence the design choices. The major fuel cycle components now arise from fuel fabrication and reprocessing. Because these components are large, designers seek the highest burn-up and the lowest fabrication costs.
For example, current processing costs in the U.S.A. lie In the range $20 to $40/kg U, so for an efficiency of 30^
c = P/24 Be = ( 2 0 - 4 0 ) / 7 . 2 B and for B = 10 MWd/kg U c = 0.28 - O . 5 6 mill/kWh
B = 20 MWd/kg U c = 0.14 - 0.28 mill/kWh
For CANDU fuel containing 3.75 g Pu/kg U, the processing cost alone would range from $ 5 . 3 to $10.6 g Pu, making such processing uneconomic if the value of Pu is only about $8/g Pu.
Review of Large Power Reactor Development
Table I shows a selection of typical power reactors contending as economic power generators in large capacities. So far only those marked * have reached the stage that a prototype has operated and the way Is clear for the immediate engineering of an economically competitive 500 eMW or larger design. The sodium graphite reactor is also perhaps at the same stage,
The Magnox type of C 0 2 cooled graphite moderated reactor was the first to come into operation in considerable number for the practical generation of power. The type Is well developed both in the United Kingdom and in France. The latest reactors being built have a capacity of 500 eMW. Such large sizes have resulted chiefly from the use of a large prestressed concrete pressure vessel to enclose both the reactor and the steam generators. Although these reactors are very neutron economical, the fuel inventory is quite high, the thermal power rating averaging only just over 3MW/tonne U. By using hollow fuel slugs, however, the rating can possibly be Increased to 6 MW/tonne U. Another major advance has been achieved in the United Kingdom from discovering how to fabricate uranium metal so that swelling under irradiation is limited and a burn-up of 7000 MWd/tonne U or more appears to be achievable. Even though such further improvements are in prospect, the recent United Kingdom White Paper announcing their second nuclear power program indicates that the heavy capital cost of Magnox stations makes them less promising for the next phase.
-8-
Por the next phase, the advanced gas cooled reactor (AGR) is considered promising. This reactor uses enriched, uranium fuel, but owing to the adoption of stainless steel fuel cladding, the neutron economy is not as good as in the Magnox stations and net fuelling costs will be higher.
The United Kingdom Government notes, however, that the American boiling water reactor (BWR), which is said to have lower capital costs although higher running costs, warrant s their consideration. This prospect has arisen from the quotation by the General Electric to the Jersey Central Power and Light Company of a reactor for 515 to 640 eMW at $ 6 0 , 0 0 0 , 0 0 0 . Jersey Central estimates the cost of the complete plant at about $ 6 8 , 0 0 0 , 0 0 0 , or $130 to $106/ekW. This proposal has attracted wide attention throughout the world, and it is indeed encouraging for nuclear power that such a low specific capital cost can be quoted. The fuelling cost, although higher than for some other type s, lies in the range 1.3 to 1.8 mill/kWh and is also satisfying. It appears that the pressurized water reactor, de spite the higher pre s sure in the reactor for a given steam pressure and the need for a separate steam generating heat exchanger, has other advantages in simplified containment that make s it also competitive with the BWR.
As mentioned in the foreword, neioner the Magnox reactors nor the AGR or BWR can constitute a complete nuclear power system that will be satisfactory for the long term future. None of these reactors is able to make good use of plutonium because of the relatively high temperature of the neutrons and the harder spectrum. Plutonium in such a spectrum has a relatively low yield of neutrons per neutron absorbed, and as a result, the cumulative demand for uranium would run up very rapidly if these reactors are used alone.
It is to be noted that in the water moderated and cooled reactors zirconium alloy cladding is now preferred and improves the neutron economy. Moreover, by designing the lattice for under-moderation, the contribution from fast fission of U - 2 3 8 assists the neutron economy. From these considerations two routes have been suggested : (l) that the plutonium should be extracted and fed to fast breeder reactors, and ( 2 ) that the water moderated reactors should be fuelled with U-233 (U-235 at first) and thorium. The fast fission contribution from thorium Is much smaller than from U - 2 3 8 , but claims have been made that breeding can be achieved on the U-233 - thorium cycle in such reactors operated with separate fuels for seed and blanket. Presumably this would involve fairly frequent reprocessing of the thorium, and it is not clear how such reactors would stand in the economic competition.
For CANDU, as I have already indicated, it appears possible to adapt to meet the changing price scales. As

- 9 -
nuclear power expands i n s c a l e , t h e c o s t of f u e l reprocessing falls and the basic c o s t o f uranium r i s e s .
Comparing the heavy water moderated reactors, It may be noted that the joint USSR-Czechoslovakia reactor is of a somewhat early design using g a s c o o l i n g and would not appear economically competitive with recent CANDU designs. The French EL-4 is also gas cooled, and tentative designs have been prepared for a 500 eMW reactor. The competitive position will depend on whether fuel c l a d d i n g materials and pressure tube materials capable of withstanding h i g h e r temperatures are both cheap enough and sufficiently neutron economical. If, as they hope, beryllium is successful for the cladding, good neutron economy would be assured, but the cost of the cladding may still be significant. The reactor is not able to take full advantage of the higher temperature to raise the net station efficiency because of the considerable pumping power5 required for circulating the coolant gas. The Swedish design BASHFUL (boiling and superheat full-scale reactor) aims at good neutron economy, low pumping power and high net station efficiency, but still faces technical problems from the use of a large pressure vessel and the need to manipulate fuel within it in a pure steam atmosphere. If successful, it should be a very promising reactor type for the long term future, being as adaptable as CANDU to different fuel cycles.
The Euratom. OR GEL (organic cooled heavy water moderated reactor) is similar to our own OCDR and i s also promising for the long term if the technical problems of materials for use in the organic liquid under irradiation at h i g h temperature are economically solved. There is promise that through the use of uranium carbide as fuel, fuelling costs may be even lower than for CANDU.
In Canada we are also working on boiling light water as a coolant In heavy water moderated reactors but have not yet quite reached, the stage of putting forward a design for a prototype. The steam generating he avy water reactor being designed by the U.K. would not be economically competitive under Canadian conditions. It may, however, compete in the U.K. with the AGR. A significant fraction of the neutron moderation is carried out in the b o i l i n g water in this design. The neutron economy is therefore not so good even though it is improved by the use of enriched fuel.
Coming next to the high temperature gas cooled reactors, two prototypes are under construction, the OECD Dragon at Winfrith in England, and the Peach Bottom reactor in the U.S.A. Also under development is the pebble bed reactor of AVR GmbH in Julich, West Germany, that may lead to another design that would also exploit the fact that the uranium-thorium cycle still has good n e u t r o n economy in a high temperature neutron spectrum. Such designs still face many technical problems, and the question of economics turns on
- 1 0 -
whether the fabricated fuel inventory costs can be low enough to allow an overall gain from the expected higher thermal to electrical conversion efficiency.
The sodium graphite reactor is able to claim a 42$ cycle efficiency because of the high pressure, 2400 psi, 1000°F„ steam, that results from the higher temperature possible with sodium coolant. Again it is possible that uranium carbide fuel may be used, The neutron economy, however, appears to be not as good as in prospect from the water moderated reactors. In common with the gas cooled and organic liquid cooled reactors, the sodium graphite reactor has the disadvantage that the steam pressure is higher than that of the coolant and a leak in the heat exchanger may demand immediate shutdown of the reactor for repair and repurlfication of the coolant. In this case It would not be the coolant in the reactor but the secondary sodium system, which is necessary because the primary sodium coolant is excessively radioactive. Very many designs of reactors face similar difficulties and very much depends on the Ingenuity of design and perfection of construction whether the resulting limitations are economically significant.
The fast breeder reactors are at the stage that the technical feasibility of operating small scale reactors has been repeatedly demonstrated. There are, however, still problems of designing the large reactors that demand continuing development. The fast reactor suffers from the unfortunate necessity of a large fissile inventory which, in an accidental me It-down of .part of the core, could lead without special design to a further criticallty and an extension of the damage. It is also unfortunate that the cost of adding materials within the core is proving to be very high both because of their effect on the neutron spectrum and the neutron absorption. Neutron absorption represents a loss of plutonium production and is consequently costly. There appears to be good exchange of Information between the groups tackling the problems of fast breeder design in all countries. The principal group s appear to be in the U.K., U.S.A., Euratom, France, West Germany, and the U.S.S.R. Several others are also interested and making contributions. The United Kingdom faces the position that by 1975 their Magnox reactors will be producing about 4 tonnes of plutonium per year which the Government will have paid for. At that stage, inventory costs are not significant and they expect to construct high power breeders that would be economically competitive under those circumstances . The fascination of breeding at a high rate for the long term is well known and inspires many of these programs.
- 1 1 -
Concluslon
For the near term future It is becoming increasingly difficult to bring in a new type of reactor to compete. Because the capital cost is high, a great advantage lies with those types that have been through the development and prototype stage. Once the se have reached the competitive level, the construction of successive reactors with possibly some increase in generating capacity will bring the greatest cost reductions. The gas cooled graphite moderated, water cooled and moderated and heavy water moderated reactors at present hold the stage and all promise further cost reduction.
In the longer term it becomes necessary to supplement those reactor types that have poor neutron economy and are not able to use plutonium as a fuel competitively. For this reason the reactors that can at once or without major change adopt the uranium-thorium cycle to achieve an energy yield of 50 MWd/kg U or more while remaining competitive, have more promise for the long term. The CANDU type is especially promising, but others may very well compete.
In the very long term when the price of uranium rises because low cost ores become exhausted, only the fast breeders and reactors on the uranium-thorium cycle seem likely to remain competitive. The fast breeders still face technical problems that affect their chances of competing.
One other point deserves mention. Should the price of uranium ever rise as high as $250/kg U ($100/lb U3OQ), the cost of U-235 would be about $55/g and other separated fissile materials would have comparable value. It is not at all impossible that other methods of producing U - 2 3 3 or Pu-239 from thorium and uranium by other nuclear reactions may be competitive and limit the demand for uranium.

Table I
Designs for Large Power Reactors
UK
1. Past B r e e d e r DFR
2. D o 0
3 . Graphite
4. High Temp. Graphite
5 . H 2 0
6 . Sodium Graphite
USA
FERMI EBR-II
France Canada
SGHW
Magnox* EGCR AGR
HTGC
PWR* BWR*
Hallam
EL -4
EDF-1 to 5*
Other
USSR BR-5 Euratom RAPSODIE
CANDU* Sweden BASHFUL USSR Czechoslovakia Euratom ORGEL
OECD Dragon W. Germany Pebble Bed
* Denotes large ( ̂ 200 eMW) power reactor fully designed based on operating prototype.
U R A N I U M T H O R I U M C Y C L E 1 |
U R A N I U M C O N T R I B U T I O N T O F U E L L I N G C O S T
O 2 4 6 8 10
4> l O 1 3 n / c m 2 / s e c
FSG - 2
6 0 0
4 0 0
2 0 0
F I G . ' \ C U M U L A T I V E T O T A L M I N E D P E R T H E R M
OF UR AL MEG
A N I U M A W A T T
Pu FAST BR 'EEDER CV 'CLE
o 1 1 1 1 — -* 0 10 2 0 3 0 4 0 50 6 0 70
YEARS OF OPERATION
T H E D E V E L O P M E N T A N D S O M E A P P L I C A T I O N S O F C O B A L T - 6 0 I R R A D I A T O R S
BY
Ra F. ERRINGTON
HISTORY ATOMIC ENERGY OF CANADA LIMITED APPRECIATED
VERY EARLY THE POTENTIAL FOR RADIOISOTOPES AS SOURCES OF ENERGY FOR MEDICAL AND INDUSTRIAL PURPOSES AND IN 1951 PRODUCED THE WORLDFS FIRST COMMERCIAL COBALT-60 TELETHERAPY EQUIPMENT, A SEMI-FIXED SOURCEHEAD TYPE, FOLLOWED DURING THE NEXT YEAR BY THE FIRST ROTARY SOURCEHEAD EQUIPMENT. EACH OF THESE USED COBALT-60 AS THE SOURCE MATERIAL. AT PRESENT, SOME HUNDREDS OF THESE MA CHINES HAVE BEEN PRODUCED BY aecl, AND IN SERVICE AROUND THE WORLD THEY HAVE A CAPACITY TO TREAT TWO HUNDRED THOUSAND CANCER PATIENTS ANNUALLY*
WITH THE SUCCESSFUL COMPLETION OF THESE UNITS AND THEIR ACCEPTANCE BY THE MEDICAL PROFESSION, ATTENTION WAS DIRECTED TO INDUSTRIAL APPLICATIONS BASED ON SOME OF THE RESULTS OF EARLY IRRADIATIONS PUBLISHED DURING OR PRIOR TO 1952a1
STERILIZATION SEEMED TO BE A REASONABLE POSSIBILITY, WITH COSTS TENDING TO DECREASE AS THE ART BECAME ESTABLISHED, WHILE THERE WERE ALSO THE MORE EXCITING POSSIBILITIES OF RADIATION EFFECTING CHANGES IN THE CHARACTERISTICS OF MATERIALS OR ACTING AS A CATALYST IN EXISTING OR UNKNOWN PROCESSES.
COBALT-60 WAS SELECTED AS THE BEST SOURCE MATERIAL LIKELY TO BE AVAILABLE AND AN INVESTIGATION WAS STARTED TO DECIDE THE BEST PHYSICAL FORM OF THE METAL.
- 2 -
WHILE THE 1 MM DIAMETER X 1 MM PELLET, ALREADY ADOPTED FOR THERAPY* WAS CONSIDERED TO BE THE MOST SUITABLE FOR THE HIGH Elf ERG Y CONCENTRATION WEEDED FOR THIS USE, THE PREPARATION COSTS WERE CONSIDERED TO BE TOO HIGH FOR INDUSTRIAL USES. BASED ON REACTOR REQUIREMENTS FOR ACTIVATION AND LOADING, TEE CROSS SECTION AND SELF-ABSORPTION OF COBALT, THE COST OF MANUFACTURE, AND THE PROBLEMS OF HANDLING RADIOACTIVE MATERIAL, A SLUG 0.64 CM DIAMETER X 2.54 CM (0.25" x 1.0") WAS SELECTED, COMPLETELY JACKETED WITH ALUMINIUM, RESULTING IN FINAL DIMENSIONS OF 0.95 CM DIAMETER X 2.86 CM (0.375" X 1.125"). THESE SLUGS ARE STILL IN USE AS STANDARD UNITS AS ALSO ARE THE 1 MM X 1 MM PELLETS FOR HIGHLY CONCENTRA TED SOURCES.
in 1953 THE FIRST BATCH OF JACKETED SLUGS WAS PREPARED AND LOADED INTO THE nrx REACTOR AT CHALK RIVER.
DURING THE IRRADIATION PERIOD OF THIS FIRST BATCH, SOME PRELIMINARY WORK WAS CARRIED OUT IN THE COMMERCIAL PRODUCTS LABORATORIES USING A CONVERTED THERAPY SOURCE SHIPPING CONTAINER AND AN IRRADIATION CAPSULE CONTAINING APPRO XIMA TEL Y 1,000 CURIES OF COBALT-60 PELLETS. THIS MADE AVAILABLE AN IRRADIATION SPACE OF A 7. 62 CM CUBE (3.0") AND A NONUNIFORM FIELD OF NOMINALLY 4 X 1C& R/HR. IT IS OF INTEREST TO NOTE THAT THIS UNIT IS STILL IN USE, ON LOAN TO THE FOOD AND DRUG DIRECTORATE OF THE DEPARTMENT OF NATIONAL HEALTH AND WELFARE. SOME INTERESTING INFORMATION, INCLUDING NEGATIVE RESULTS, WAS OBTAINED USING THIS EQUIPMENT BUT IT WAS OBVIOUS, AS HAD BEEN PREDICTED, THAT SUCH A SMALL IRRADIATION SPA CE WAS MUCH TOO RESTRICTED FOR THE EXPERIMENTAL WORK NECESSARY TO ESTABLISH PRODUCTION APPLICATIONS. ÎHE RESULTS DID INDICATE THAT THE IMMEDIA TE REQUIREMENT WAS FOR A UNIT WHICH COULD BE EASILY INSTALLED IN ANY LABORATORY WITHOUT REQUIRING MASSIVE SHIEL DING AROUND THE
OPERATING AREA, AND THIS LED TO THE CONCEPTION
OF A COMPLETELY SELF-CONTAINED IRRADIATION UNIT
PERMITTING THE SAFE LOADING AND UNLOADING OF
SAMPLES WITHOUT THE COMPLICATI 0NS OF MOVING ACTIVE
MATERIAL FROM A SAFE TO AN IRRADIATING POSITION
AND BACK AGAIN.
THE RESULT WAS THE DESIGN AND PRODUCTION,
USING SLUG COBALT, OF THE FIRST OF THE GAMMACELL
FAMILY OF SELF-CONTAINED IRRADIATORS, THE
GAMMACELL 220,2 WHICH HAS AN IRRADIATION SPACE
15.3 CM DIAMETER X 20.4 CM (6.0" X 8.125") AND
A FIELD AT THE CENTER OF THIS SPACE OF UP TO
1.5 X 10° R/HR, DEPENDENT ON THE ACTIVITY LOADED
INTO THE SURROUNDING SOURCE CAGE.
THERE ARE TWO OTHER GAMMA CELL S OF SIMILAR DESIGN ALSO AVAILABLE.' THE GAMMACELL 200 WITH AN IRRADIATION SPACE 8.9 CM DIAMETER X 14.0 CM (3.5" X 5.5") AND A FIELD UP TO 6 X 105 R/HR; AND
THE GAMMACELL 100 WITH AN IRRADIATION SPACE OF 3. 9 CM DIAMETER X 12. 7 CM (1.56" X 5. 0") AND A MAXIMUM FIELD OF 4.5 X 105 R/HR.
THE USE OF THESE UNITS HAS CONTRIBUTED
SIGNIFICANTLY TO THE INFORMATION NOW AVAILABLE
CONCERNING THE EFFECTS OF GAMMA RADIATION.
IT BECAME OBVIOUS THAT THE RESULTS OF IR
RADIATION UNDER LABORATORY CONDITIONS WERE OF ONLY
ACADEMIC INTEREST TO INDUSTRIAL PROCESSORS AND TO
STIMULATE INDUSTRY IT WAS DECIDED TO CONSTRUCT AN
IRRADIATOR WHICH COULD BE TAKEN TO THE SITES OF
POTENTIAL INDUS TRIAL MARKETS SUCH AS PRODUCE WARE-
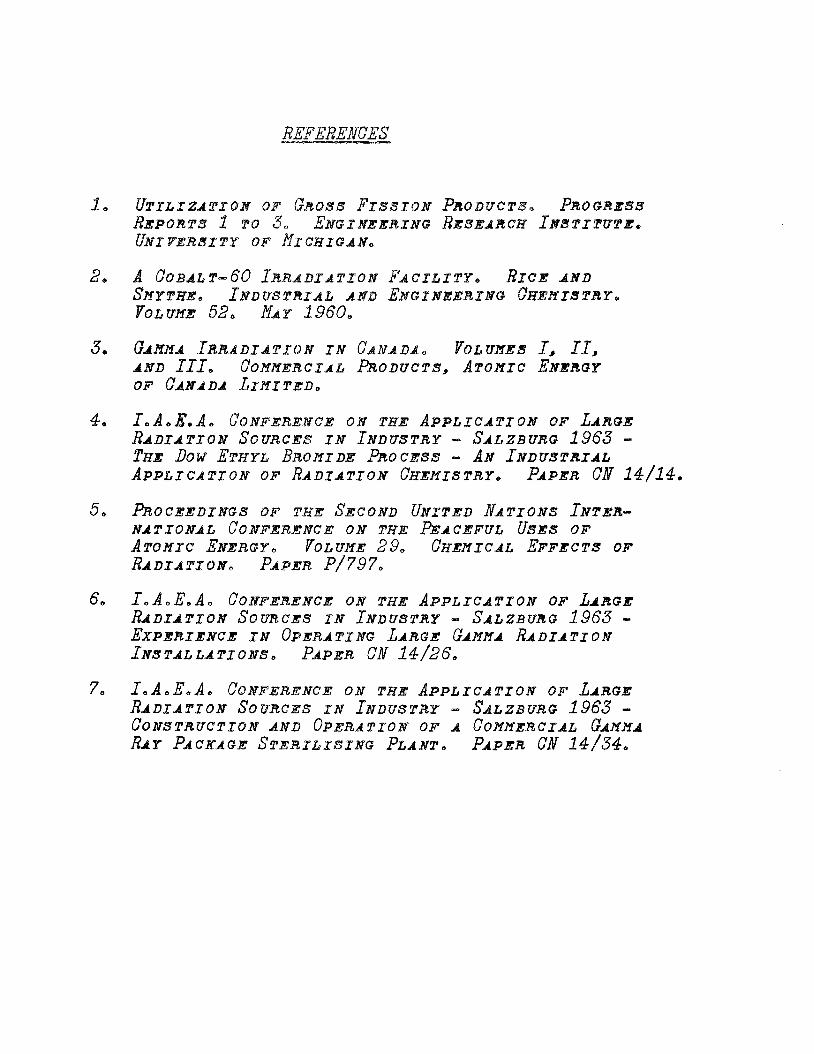
HOUSES AND PROCESSING PLANTS. THIS IS THE MOBILE
COBALT-60 IRRADIATOR, FIGURE 1, WHICH, WITH ITS
PRESENT LOADING OF 40, 000 CURIES OF COBALT-60,
PROVIDES A NOMINAL FIELD OF 3 X ICFI R/HR, AND FOR
WATER EQUIVALENT PRODUCTS, A CAPACITY OF 21.80
MEGARAD KG/HR (48 MEGARAD LBS/HR). THIS IRRADIATOR
HAS BEEN IN SUCCESSFUL OPERATION NOW FOR NEARLY
_4-
FOUR YEARS, IRRADIATING SIGNIFICANT QUANTITIES OF FRUITS AND VEGETABLES AND OTHER PRODUCE IN BOTH CANADA AND THE UNITED STATES*
as RESULTS WERE OBTAINED USING THE DIFFERENT MODELS OF THE GAMMACELL, IT BECAME OBVIOUS THAT DOSE RATE IS OF VERY CONSIDERABLE IMPORTANCE FOR SOME IRRADIATIONS, AND ANY ONE GAMMACELL PERMITS ONLY ONE DOSE RATE WITHOUT CONSIDERABLE WORK IN CHANGING THE INSTALLED SOURCE.
IT WAS CONSIDERED NECESSARY, ALSO, TO IRRADIA TE ON AN EXPERIMENTAL BASIS QUANTITIES LARGER THAN THE CAPACITIES OF THE GAMMACELLS AND THESE CONSIDERATIONS LED TO THE DESIGN AND CONSTRUCTION IN THE COMMERCIAL PRODUCTS LABORATORIES OF A "WALK-IN" FACILITY, ALSO OF PILOT SIZE, WITH A USEFUL IRRADIATION SPACE OF 1.1 M x 1.8 M x 2 M HIGH (45. 0" x 70.0" x 78.0"). THIS FACILITY HAS BEEN IN USE NOW FOR ALMOST THREE YEARS, LOADED WITH 10, 000 CURIES OF COBALT—60, CAPACITY 30.000 CURIES, AND PRO VIDING A NOMINAL FIELD OF 10$ R/HR, VARIABLE WITHIN THE LIMITS OF THE SPACE DIMENSIONS BY THE DISTANCE OF THE SAMPLES FROM THE EXPOSED SOURCE. THE SOURCE SLUGS CONTA I NED IN SPECIALLY DESIGNED CAPSULES ARE MOVED FROM SAFE STORAGE TO IRRADIATION POSITION BY COMPRESSED AIR, AND VERY USEFUL INFORMATION CONCERNING METHODS OF TRANSFERRING ACTIVE MATERIAL BY REMOTE CONTROL HAS BEEN OBTAINED. THE UNIT IS EQUIPPED WITH REMOTE VIEWING BY CLOSED CIRCUIT TELEVISION.
THE EFFECTS OF VARYING DOSE RATE AND THE CONVENIENCE OF SEVERAL IMMEDIATE COMPARISONS FROM ONE IRRADIATION PERIOD OBTAINED WITH THE "WALK-IN" FACILITY, ARE AVAILABLE NOW IN THE LATEST TYPE OF IRRADIATOR DESIGNED AND BUILT BY THE dlVISION. THIS IS THE GAMMABEAM SERIES, FIGURE 2, WHICH ARE CONTAINERS FOR THE SAFE STORAGE OF ACTIVE SOURCES, INCLUDING MEANS FOR REMOTELY MO VING A SOURCE TO AN IRRADIATION POSITION. THIS PERMITS PANORAMIC IRRADIATIONS IN A PREVIOUSLY CONSTRUCTED IRRADIATION CHAMBER, THE DIMENSIONS OF WHICH, WITHIN WIDE LIMITS, ARE PREARRANGED FOR ANY PARTICULAR RANGE OF INVESTIGATIONS
- 5 -
WITH RESPECT TO DESIRABLE VARIATIONS IN BOTH DOSE RATE AND SIZE OF SAMPLE* THE ARRANGEMENT IS READILY ADAPTABLE TO SMALL BATCH IRRADIATIONS.
WHILE THIS DEVELOPMENT WORK WAS PROCEEDING, ABOUT TWENTY SPECIAL IRRADIATORS WERE DESIGNED AND FABRICATED TO MEET THE PARTICULAR REQUIREMENTS OF LABORATORIES AND UNIVERSITIES, RANGING FROM A BEAM TYPE FOR INSTALLATION IN AN EXISTING HOTHOUSE TO AN IRRADIATION CAVITY SUITABLE FOR ONE MOUSE. INCLUDING GAMMACELLS THERE ARE NOW MORE THAN ONE HUNDRED COMMERCIAL PRODUCTS 1 IRRADIATORS IN SERVICE IN TWENTY DIFFERENT COUNTRIES.
EACH OF THESE IRRADIATORS IS SUITABLE PRIMARILY FOR EXPERIMENTAL INVESTIGATIONS AND THEY HAVE MADE POSSIBLE THE COLLECTION OF CONSIDERABLE INFORMATION CONCERNING DOSE RATES AND TOTAL DOSES REQUIRED TO OBTAIN VARIOUS RESULTS IN A WIDE RANGE OF APPLICATIONS. THE "WALK-IN" FACILITY ALSO MADE POSSIBLE INVESTIGATION OF THE SCATTER CHARACTERISTICS OF A MAZE ENTRY WITH CONCRETE AS SHIELDING MATERIAL. ALL OF THIS INFORMATION IS NOW BEING APPLIED TO THE DESIGN AND CONSTRUCTION OF FULL SCALE IRRADIATORS SUITABLE FOR ECONOMICAL INDUSTRIAL USE.
A MAJOR STEP TOWARDS THESE FULL SIZE INSTALLATIONS HAS BEEN MADE IN THE COMMERCIAL PRODUCTS LABORATORIES BY THE CONSTRUCTION OF AN IRRADIATION CHAMBER WITH A CAPA CITY FOR EXPOSING UP TO 100, 000 CURIES OF COBALT-60 IN A USEFUL IRRADIATION SPACE MEASURING 5.15 M X 6.4 M X 3.20 M HIGH (17'0" X 21 ' 0" X 10*6") USING HEAVY CONCRETE OF 3, 800 KG PER CUBIC METRE (234 LBS PER CUBIC FOOT) AS THE SHIELDING MATERIAL. SAFE STORAGE OF THE ACTIVITY WHEN NOT IN USE IS IN A 6.15 M DEEP POOL, 4. 60 M LONG AND 1. 53 M WIDE (20'0" x 15'0" x 5!0"). EQUIPPING THIS IRRADIATION ROOM WITH THE SOURCE HANDLING FACILITIES IS NEARING COMPLETION AND BY THE END OF THIS YEAR DETAILED STUDIES OF IRRADIATION GEOMETRIES WILL BE STARTED.
AT THE PRESENT TIME THERE ARE BEING CONSTRUCTED THREE COMMERCIAL STERILIZATION UNITS FOR SURGICAL SUTURES
6-
AND SIMILAR MEDICAL DISPOSABLES, IN ACCORDANCE with THE designs OF COMMERCIAL PRODUCTS AND BASED ON OUR INVESTIGATIONS AND EXPERIENCE WITH THE IRRADIATORS IN OUR LABORATORIES.
TYPICAL IS THE CONSTRUCTION OF AN IRRADIATOR BUILDING USING STANDARD CONCRETE AS THE BIOLOGICAL SHIELD DESIGNED TO REDUCE RADIATION LEVELS TO not MORE THAN 0.25 MRH AT ALL ACCESSIBLE SURFACES WHEN A COBALT-60 SOURCE OF APPROXIMATELY 750, 000 CURIES IS INSTALLED. the FACILITY IS DESIGNED TO IRRADIATE PRODUCTS CARRIED IN BOXES. FLGURE 3.
A POOL IS INCLUDED FOR INITIAL LOADING, STORAGE, AND REPLENISHMENT OF THE SOURCE. uhen THE SOURCE IS IN THE STORAGE POSITION, FIELDS IN THE IRRADIATION ROOM WILL BE NO GREA TER THAN 0.25 MRH. THE WATER IS CONTINUOUSLY CIRCULATED THRO UGH A FILTRATION AND DE-IONIZING PLANT.
THE PRODUCT TO BE STERILIZED IS MOVED PAST THE SOURCE, BY MEANS OF A CONVEYOR SYSTEM, IN REGULAR INTERMITTENT MOVEMENTS PROVIDED BY A SERIES OF MECHANICAL DEVICES, THE PERIOD OF MOVEMENT BEING CONTROLLED BY A MASTER TIMER IN THE CONTROL CONSOLE. THE BOX CARRIERS MOVE PAST THE SOURCE IN TWO LAYERS THICK ON EACH SIDE AND THERE ARE 224 BOXES BEING IRRADIATED AT ONE TIME, EACH BOX SPENDING AN EQUAL TIME AT EACH INTERMEDIATE POSITION.
MONITORING SYSTEMS ARE INCLUDED TO CHECK THE RADIATION LEVEL IN THE CHAMBER, IN THE MAZE, AND THE EXHAUST AIR, AND AUTOGRAPHIC RECORDS ARE INCLUDED TO MEASURE BACKGROUND RADIATION. PRODUCT BOXES ARE CON-TINUOUSLY MONITORED ALSO, TO ENSURE NO CONTAMINATION.
OPERATIONS ARE CONTROLLED BY TWO CONSOLES, ONE FOR THE MA CHINE AND ONE FOR THE MONITORS, BOTH POSITIONED CLOSE TO A LEAD GLASS WINDOW PROVIDING THE OPERATOR WITH A VIEW OF THE MAZE AND THE OPERATION CHAMBER. AN EMERGENCY STOP IS ALSO INCLUDED.
- 7 -
THE PRINCIPAL ITEM OF EQUIPMENT FOR PREPARING
AND HANDLING SUCH LARGE SOURCES IS OUR GENERAL PURPOSE
GELL WHICH HAS A USEFUL WORKING SPA CE, BEHIND 0. 92 H (3 ') OF HEAVY CONCRETE PLUS TWO 1.27 CM (0. 5 ") STEEL COVER PLATES, MEASURING 1.83 M X 3.66 M X 3. 05 M HIGH (6' x 121 x 1 0 f ) . THERE ARE TWO OPERATING POSITIONS, EACH EQUIPPED WITH A PAIR OF REMOTE MANIPULATORS, AND SUCH WORK AS SORTING OF SLUGS TO VARIOUS RANGES OF SPECIFIC ACTIVITY, LOADING OF CAPSULES AND FINAL CLOSING OF CAPSULES BY REMOTE WELDING, IS CARRIED OUT ROUTINELY.
THE UTILIZATION OF IRRADIATORS IN PANADA
TO DATE THE IRRADIATORS IN GANADA HAVE BEEN USED FOR RESEARCH WORK. THERE ARE THIRTY IRRADIATORS IN USE, THIRTEEN OF WHICH HAVE BEEN DESIGNED AND FABRICA TED TO SPECIAL REQUIREMENTS. Of THE REMAINDER, FIVE ARE OPERA TED DIRECTLY BY COMMERCIAL PRODUCTS AND THREE ARE OPERATED IN VARIOUS GOVERNMENT ESTABLISHMENTS ON A COOPERATIVE BASIS WITH COMMERCIAL PRODUCTS. ÛF THESE THREE,ONE IS AT THE ONTARIO AGRICULTURAL COLLEGE AT GUELPH, THE SECOND AT THE FISHERIES RESEARCH BOARD AT HALIFAX, AND THE THIRD IS IN THE LABORATORIES OF THE FOOD AND DRUG DIRECTORATE OF THE DEPARTMENT OF HEALTH AND WELFARE IN OTTAWA.
ALL OF THE UNITS ARE IN CONTINUOUS USE AND THOSE CONTROLLED DIRECTLY BY COMMERCIAL PRODUCTS ARE OPERATING ON FULL SCHEDULES FOR OUR OWN PROGRAMS AS WELL AS COOPERATIVE PROGRAMS WITH OTHER LABORATORIES.
ONE OF THE EARLIEST INVESTIGATIONS WAS INTO THE POSSIBILITY OF INHIBITING THE SPROUTING OF POTATOES WHILE IN STORAGE. WE WERE ABLE TO EXPAND THE "ACADEMIC INTEREST" REFERRED TO PREVIOUSLY SO THAT THE MOBILE IRRADIATOR HAS PROCESSED A TOTAL OF APPROXIMATELY ONE MILLION POUNDS AT VARIOUS WAREHOUSES, AND THE STORAGE CHARACTERISTICS OF BOTH IRRADIATED AND CONTROL BATCHES
-8-
HAVE BEEN CHECKED WITH THE COOPERATION OF GOVERNMENT INSPECTION SERVICES. GOOD RESULTS WERE OBTAINED WITH VARIOUS TYPES OF POTATOES GROWN UNDER VARYING CONDITIONS OF SOIL AND MOISTURE. FOR TWO CONSECUTIVE YEARS THE INVESTIGATION HAS BEEN CONTINUED ON A BROADER BASE BY SUPPLYING ARCTIC STATIONS WITH POTATOES, HARVESTED IN OCTOBER, INHIBITED IN JANUARY, STORED UNTIL JUNE, AND THEN L0ADED ONTO SUPPLY SHIPS FOR DELIVERY TO STATIONS CONSIDERABLY NORTH OF THE ARCTIC GLRCLE. THEY ARE THEN USED AS FRESH POTATOES BY PERSONNEL MANNING THE STATIONS DURING THE FOLLOWING WINTER AND SUMMER, REMAINING AVAILABLE AND ACCEPTABLE FOR TWENTY MONTHS OR MORE AFTER HARVESTING.
on A SMALLER SCALE A SIMILAR PROCESS HAS BEEN APPLIED TO THE INHIBITION OF SPROUTING IN ONIONS AND SIGNIFICANT QUANTITIES HAVE BEEN TREATED. FEEDING EXPERIMENTS USING RATS AND DOGS ARE STILL CONTINUING WITH THESE IRRADIATED ONIONS.
USE OF THE MOBILE UNIT FOR THE PRESERVATION OF STRAWBERRIES, APPLES AND SIMILAR FRUITS, AND CARROTS, HAS ALSO SHOWN INTERESTING RESULTS. IN THE CASE OF FRESH FRUITS SIGNIFICANT IMPROVEMENT IN SHELF LIFE HAS BEEN SHOWN.
OTHER WORK, STILL INCOMPLETE, INCLUDES CONTROL BY IRRADIATION OF VARIOUS BANANA DISEASES AND OF SALMONELLA IN FROZEN EGGS AND EGG PRODUCTS.
AMONG OTHER INVESTIGATIONS CARRIED OUT ARE THE PUBLIC HEALTH ASPECTS OF IRRADIATION OF MICROORGANISMS IN RELATION TO FOOD PRESERVATION, THE CONTROL OF TRI CHI-NELL A SPIRALIS, THE EFFECT OF RADIATION ON INFECTIOUS VIRUS AND VIRUS VACCINES, AND THE PREPARATION OF NON-INFECTIVE SOLUBLE ANTIGENS.
DESCRIPTIONS AND RESULTS OF THESE AND OTHER INVESTIGATIONS HAVE BEEN COLLECTED AND REPUBLISHED BY COMMERCIAL PRODUCTS. 3

IN ADDITION TO THE ABOVE, COMMERCIAL PRODUCTS HAS BEEN AND REMAINS VERT ACTIVE IN THE GRAFT CO-POLYMERIZATION OF MONOMERS TO BOTH NATURAL AND SYNTHETIC FIBRES.
MODIFICATIONS TO FIBRE CHARACTERISTICS BY GRAFT COPOLYMERIZATION HAVE BEEN INVESTIGATED AND IMPROVEMENTS OBTAINED CONSISTENTLY IN STRENGTH, CHEMICAL RESISTANCE, AND WATER PERMEABILITY OF VARIOUS FABRICS.
BOTH SIMULTANEOUS AND PRE-IRRADIATION METHODS HAVE BEEN USED AND INFRARED SPECTROSCOPIC TECHNIQUES ADOPTED TO STUDY THE REACTION MECHANISM INVOLVED, AND TO CHECK FOR THE COMPLETE REMOVAL OF HOMOPOLYMERS. THE OPTIMUM CONDITIONS AND TECHNIQUES MOST LIKELY TO BE SUITABLE FOR INDUSTRIAL SCALE PRODUCTION HAVE BEEN ESTABLISHED AND THE FORMATION OF HOMOPOLYMERS REDUCED TO NEGLIGIBLE AMOUNTS.
AMONG THE MONOMERS USED ARE STYRÈNE, ACRYLATES, VINYL ACETATE, AND ETHYLENE GLYCOL*
IT HAS BEEN ESTABLISHED ALSO THAT BIOLOGICAL DEGRADATION OF THESE GRAFT COPOLYMERS OF CELLULOSE IS REDUCED TO ZERO WHEN THE GRAFTED WEIGHT INCREASE IS APPROXIMATELY 15% OF THAT OF THE ORIGINAL FABRICS. THE TENSILE STRENGTH OF THE MATERIAL SO TREATED IS IMPROVED.
HIGH DOSE RATES ARE NOT NECESSARY TO OBTAIN THESE IMPROVEMENTS IN FABRICS. EFFECTIVE GRAFTING IS OBTAINED AT ABOUT 1C$ RADS PER HOUR, AT WHICH RATE TRUE GRAFTING FOR A GIVEN INTEGRATED DOSE IS APPROXI-MA TEL Y THREE TIMES THAT WHEN THE RATE IS ABOUT 10^ RADS. TOTAL TRUE GRAFTING, EXPRESSED AS PERCENTAGE INCREASE IN WEIGHT, IS GENERALLY DIRECTLY PROPORTIONAL TO THE TOTAL DOSE RECEIVED, ALTHOUGH THERE ARE VARIATIONS IN A FEW SPECIFIC CASES.
USING GRAFT COPOLYMERIZATION TECHNIQUES, THE RATE OF RADIATION DEGRADATION OF COMMERCIAL GREASES HAS BEEN DRASTICALLY REDUCED, THE PERMISSIBLE DOSE BEING
-10-
INCREASED BY A FACTOR OF ICfi BEFORE SIGNIFICANT REDUCTION IN LUBRICATING QUALITY COMMENCES»
THE FUTURE
i t IS BELIEVED FIRMLY THAT RADIATION WILL BECOME A USEFUL ADDITION TO SOME EXISTING INDUSTRIAL PROCESSES AND MOST LIKELY WILL BECOME THE BASIS OF ENTIRELY NEW ONES.
WITH THE COMPLETION OF FEEDING TESTS WITH IRRADIATED FOODS, GAMMA IRRADIATION WILL BECOME IMPORTANT IN FOOD PRESERVATION BY EXTENDING THE SHELF LJTVES OF MANY FORMS OF PRODUCE, MORE PARTICULARLY THROUGH THE REDUCTION IN WEIGHT LOSSES OF ROOT CROPS DURING STORAGE^ WHILE FOR SOME FRUITS, WIDER DISTRIBUTION WILL BE POSSIBLE IN THE FRESH CONDITION AS WELL AS EXTENDED PLANT OPERATING PERIODS FOR CANNING AMD JAM MAKING. THE SHELF LIFE FOR FISH AND SEAFOODS WILL BE EXTENDED BY LOW DOSE IRRADIATION.
THESE AND SIMILAR APPLICATIONS WILL REDUCE FOOD LOSSES GENERALLY.
STERILIZATION BY IRRADIATION OF PACKAGED MEDICAL SUPPLIES WILL ELIMINATE THE COSTS OF THE SUPER HYGIENE AT PRESENT NECESSARY, BECAUSE THE STERILIZATION CAN BE CARRIED OUT AFTER PACKAGING UNDER NORMAL FACTORY CONDITIONS AND THE PROCESS WILL BE ADOPTED FOR OTHER PREPACKAGED PRODUCE AND EQUIPMENT. an EXAMPLE IS THE STERILIZATION OF SURGICAL INSTRUMENTS IN SEALED POLYETHYLENE BAGS WHICH HAS BEEN SUCCESSFUL ON A LABORATORY SCALE.
THE PREPARATION OF VACCINES AND SERUMS WILL BE MUCH MORE ECONOMICAL WHEN INACTIVATION IS CARRIED OUT BY GAMMA RADIATION WHICH ENSURES EFFECTIVE RESULTS IN LESS PROCESSING TIME.
VULCANIZATION OF RUBBER, DIRECT CONVERSION OF ETHYLENE TO POLYETHYLENE, CRACKING OF CRUDE OIL,
I l -
CHLORINATIONS AND OXIDATIONS, USING GANNA IRRADIATION AT LOWER TEMPERATURES AND PRESSURES, ARE ALL POSSIBLE. WHILE PERHAPS NOT ECONOMICAL AT PRESENT, THEY WILL GIVE RISE TO ACTIVE EFFORTS FOR THE IMPROVEMENT, BY OTHER MEANS, OF PRESENT PROCESSES.
RADIATION WILL BE ADOPTED AS AN IMPORTANT INITIATOR OF CHEMICAL REACTIONS. EXAMPLES ARE THE DIRECT SYNTHESIS OF ETHYL BROMIDE BY THE DOW CHEMICAL COMPANY 4, AND THE DEVELOPMENT BY STANDARD OIL OF NEW JERSEY (ESSO) OF A BIO-DEGRADABLE DETERGENT 5, GAMMA RADIATION BEING USED TO PROMOTE THE SULPHOXIDATION REACTION IN THE PREPARATION OF SODIUM ALKANE SULPHONATE WHICH, BEING BIO-DEGRADABLE AS WELL AS DETERGENT, OBVIATES FOAMING IN SEWAGE SYSTEMS.
OTHER POSSIBILITIES ARE CONCERNED WITH THE CONTROL OF INSECTS SUCH AS THE S CREW-WORM FLY, THE IMPROVEMENT OF THE PROPERTIES OF FABRICS, AND MANY CASES OF STERILIZATION OF HEAT SENSITIVE PRODUCTS.
EXPERIENCE IN THE OPERATION OF LARGE IRRADIATORS IS ACCUMULATING, 6 À 7 ^ WITH EXISTING INSTALLATIONS IN AUSTRALIA AND THE UNI TED KINGDOM. AS LABORATORY WORK ESTABLISHES ADDITIONAL PRACTICAL PROCESSES, LARGE INSTALLATIONS WILL INCREASE IN NUMBER.
RADIATION, PROPERLY AND PEACEFULLY APPLIED, WILL MAKE MANY USEFUL AND PROFITABLE CONTRIBUTIONS TOWARDS IMPROVED STANDARDS OF LIVING.
6.4. 64
REFERENCES
1. UTILIZATION OF GROSS FISSION PRODUCTS. PROGRESS REPORTS 1 TO 3„ ENGINEERING RESEARCH INSTITUTE. UNIVERSITY OF MICHIGAN.
2. A COBALT-60 IRRADIATION FACILITY. RICE AND SHYTHE. INDUSTRIAL AND ENGINEERING CHEMISTRY. VOLUME 52. MAY 1960.
3. GAMMA IRRADIATION IN CANADA. VOLUMES I, II, AND III. COMMERCIAL PRODUCTS, ATOMIC ENERGY OF CANADA LIMITED.
4. I.A.E.A. CONFERENCE ON THE APPLICATION OF LARGE RADIATION SOURCES IN INDUSTRY - SALZBURG 1963 -THE DOW ETHYL BROMIDE PROCESS - AN INDUSTRIAL APPLICATION OF RADIATION CHEMISTRY. PAPER CN 14/14.
5. PROCEEDINGS OF THE SECOND UNITED NATIONS INTERNATIONAL CONFERENCE ON THE PEACEFUL USES OF ATOMIC ENERGY. VOLUME 29. CHEMICAL EFFECTS OF RADIATION. PAPER P/797.
6. I.A.E.A. CONFERENCE ON THE APPLICATION OF LARGE RADIATION SOURCES IN INDUSTRY - SALZBURG 1963 -EXPERIENCE IN OPERATING LARGE GAMMA RADIATION INSTALLATIONS. PAPER CN 14/26.
7. I.A.E.A. CONFERENCE ON THE APPLICATION OF LARGE RADIATION SOURCES IN INDUSTRY - SALZBURG 1963 -CONSTRUCTION AND OPERATION OF A COMMERCIAL GAMMA RAY PACKAGE STERILISING PLANT. PAPER CN 14/34.
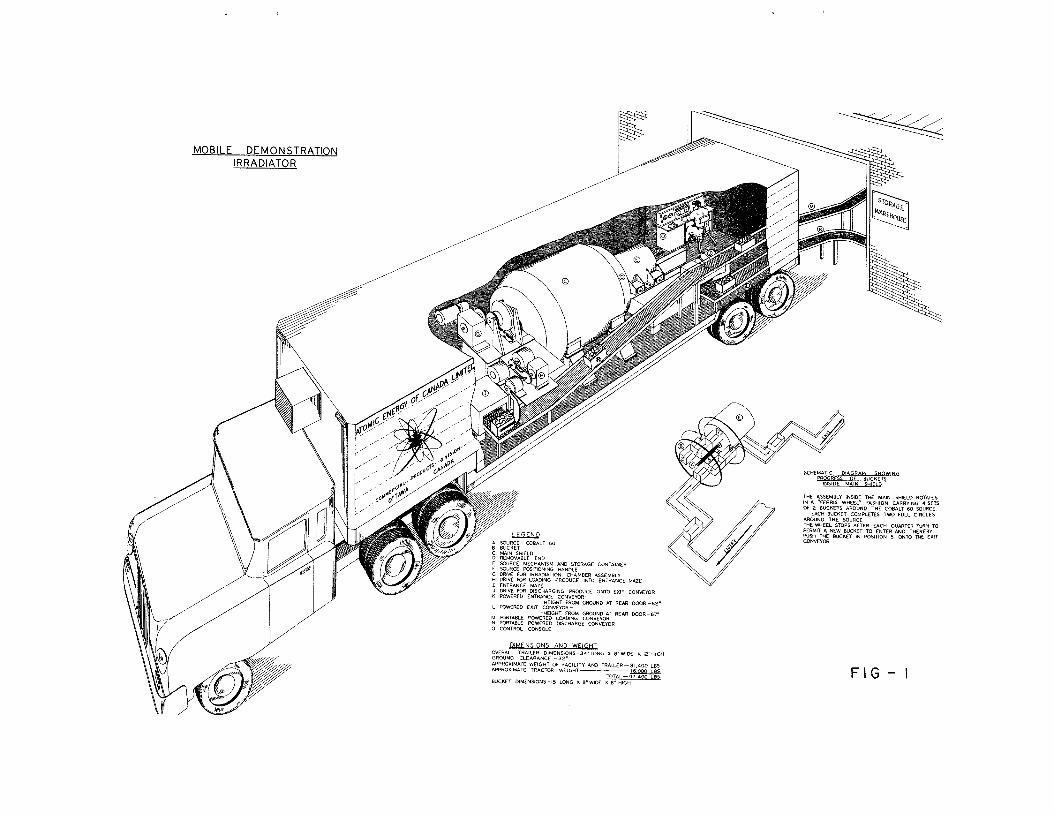
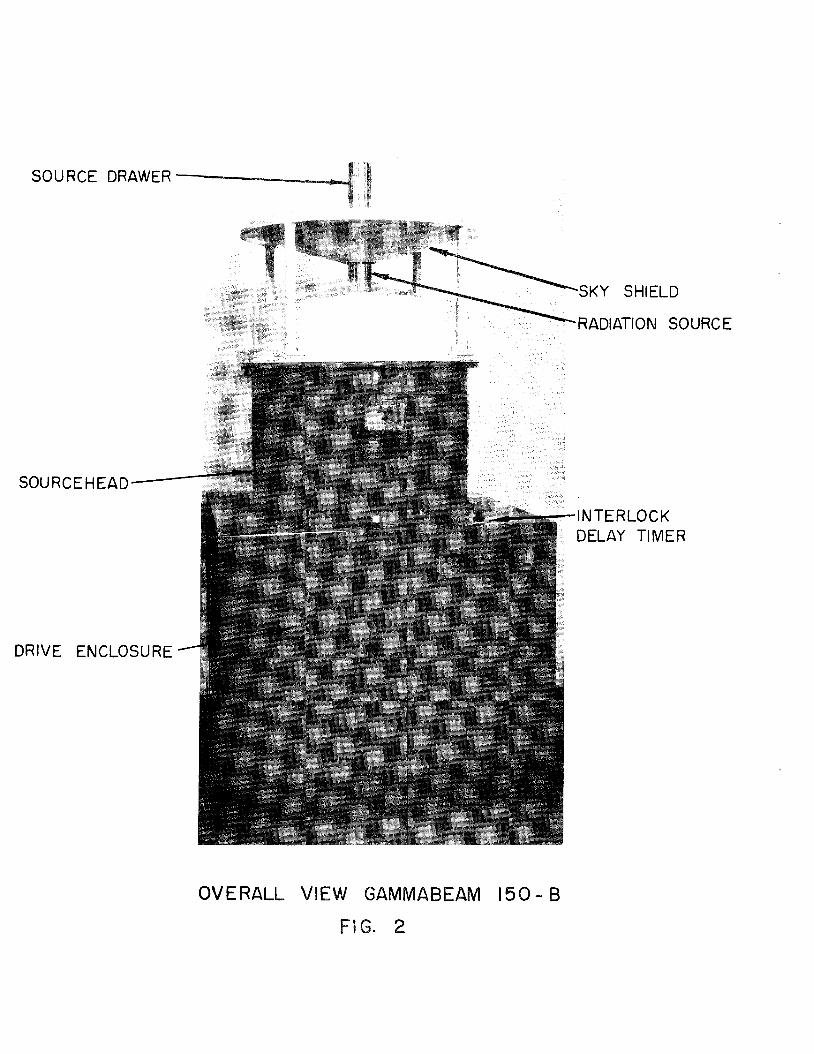
OVERALL VIEW GAMMABEAM 150- B FIG. 2

E D E F I N I T I O N A N D A C H I E V E M E N T O F D E V E L O P M E N T T A R G E T S F O R T H E C A N A D I A N P O W E R R E A C T O R
P R O G R A M
by
A . J . Mooradian Director
Development Engineering Division
ATOMIC ENERGY OF CANADA LIMITED CHALK RIVER, ONTARIO

1. INTRODUCTION
To - day' s techno logy is suff ic iently diver se and deep that v irtual ly
any target can be ach ieved prov ided the p r o j e c t i tsel f can be defended long
enough. Genera l ly speaking, three type s of mot ivat ion stimulate technolog i -
ca l act iv ity - de fence , r o m a n c e and e c o n o m i c s. A t o m i c E n e r g y i s a good
e x a m p l e . It was c o n c e i v e d as a mi l i ta ry baby, sparked to romant i c ado les -
c e n c e by the hope of l imit le s s dome stic power , and at present has matured
to e c o n o m i c rea l i ty . R o m a n c e has always been expens ive and in many c a s e s
unrewarding . Many atomic energy p r o g r a m s which w e r e c o n c e i ved during
an expens ive r o m a n c e have died of starvat ion at the e c o n o m i c stage . The
strength of the Canadian atomic energy p r o j e c t l i e s in its thrifty a d o l e s c e n c e .
It was r e a l i z e d at the outset that we could not af ford a multiple courtsh ip , and
that unless the ob j e c t of our attention did not have a sound e c o n o m i c foundation,
it cou ld eas i l y starve for lack of support . It is this bas i c r e cogn i t i on that
we do not have unlimited ef fort or funds that l eads to placing equal e m p h a s i s
on the definition of targets , and the ach ievement of them.
The purpose of this paper is to outline, pr inc ipa l ly by example , the
two a r e a s of deve lopment w o r k c u r r e n t l y in p r o g r e s s -
(a) to meet the r e q u i r e m e n t s of the es tab l i shed p r e s s u r i z e d D2O, natural
uranium line of r e a c t o r s ( essent ia l ly the CANDU s e r i e s ) , and
(b) to define the targets for the next r e a c t o r s e r i e s .
- 2 -
2. REQUIREMENTS O F ESTABLISHED LINE OF R E A C T O R S
Detailed c o s t e s t imates based on CANDU-I e x p e r i e n c e indicate that the
b igges t single c o s t saving resu l t s f r o m inc reas ing the s ize of the r e a c t o r .
Hence , it is highly signif icant that the Ontario Hydro System is now suff ic iently
l a rge to be able to a s s i m i l a t e 500 MW(e) b l o c k s of p o w e r . Increas ing the CANDU
type r e a c t o r f r o m 203 MW(e) to 500 MW(e) r e su l t s in a p o w e r c o s t r educ t i on
f r o m 5.6 m i l l s / k W h to 3. 83 m i l l s / k W h *
Some of the m a j o r c o n s i d e r a t i o n s involving deve lopment e f fort in i n c r e a s i n g
the r e a c t o r s i ze are g iven be low .
2 .1 P r e s s u r e Tubes
One of the obv ious a r e a s of c o s t reduct ion i s by inc reas ing the p o w e r
output f r o m a single p r e s s u r e tube. This can be done by any one of the
fo l lowing changes :
(1) Increas ing the t emperature r i s e a c r o s s the channel . However , this
i m p l i e s :
(a) des ign for higher t h e r m a l s t r e s s in the p r i m a r y s y s t e m ;
(b) l o w e r plant e f f i c i ency ;
(c) p r e s s u r e tube des ign for higher t e m p e r a t u r e c o r r o s i o n and
strength.
* Based on: f ixed charge rate load fac tor D2O c o s t 1964 Canadian d o l l a r s
6. 88% 80% $ 2 0 . 5 0 / l b
- 3 -
(2) Increasing the coolant ve loc . . / . However, this increases the risk
of erosion and fretting. The increase in pumping power is a
negligible consideration.
(3) Increasing the diameter of the pressure tube.
An increase in either temperature rise or coolant velocity implies
a corresponding increase in fuel rating.
A comprehensive review of design factors, capital costs and develop
ment potential has led to the choice of an increased diameter of pressure
tube. Where CANDU-I required a 3. 25 inch I. D . tube, the 500 MW(e)
reactor will call up a 4. 070 inch I. D. channel. Important factor s contribu
ting to this decision are the following:
(1) Using essentially the relatively conservative CANDU coolant and
fuel design parameters, an estimated capitalized saving of
$2, 500, 000 - $5, 000, 000 per reactor can be achieved over the
same reactor with a 3. 25 inch pressure tube.
(2) The door is open to further evolutionary économie s attainable through
increased fuel rating, outlet temperature and coolant velocity
(3) Optimization studies ^ indicate that the natural uranium, boiling
D^O reactor shows a net gain of 0.11 mil ls /kWh over the pressurized
reactor. This reactor optimizes at about a 4. 0 inch pressure tube.
Hence the step can be taken without a further change in pressure
tube size.
- 4 -
Regarding the p r e s s u r e tubes t h e m s e l v e s , a number of d e v e l o p
ment p r o j e c t s are underway at p r e s e n t . The f i r s t deve lopment batch
of four inch p r e s s u r e tubes has been fabr i ca ted f o r us in the U. S.
within the last month, and is p r e s e n t l y under a s s e s s m e n t . Heavy
extrus ion equipment i s r e q u i r e d for th i s .
In looking at the p r o s p e c t of Canadian manufacture of p r e s s u r e
tubes , it must be apprec ia ted that all of the tubes for a single 500 MW(e)
r e a c t o r can be extruded in about ten hour s of p r e s s t i m e . It i s obv ious
that for many y e a r s to c o m e , the capital r e q u i r e d for this opera t i on
would have to be wri t ten off against c o m p l e m e n t a r y produc t s , and cou ld
not p o s s i b l y be supported on Z i r c a l o y p r e s s u r e tube s a lone .
A new al loy , Z r - 2 . 5% Nb, has been under deve lopment for s o m e
t ime in Canada. It has about the same neutron adsorpt i on p r o p e r t i e s as
Z r - 2 . In the c o l d w o r k e d condit ion, it o f f e r s a des ign s t r e s s of 23, 000
psi (vs 16, 000 ps i for Z r - 2 ) ; in the heat t reated cond i t i on , a des ign s t r e s s
of 30, 000 ps i can be a c h i e v e d . T h e r e i s a r e a s o n a b l e hope that a p r e s s u r e
tube of this a l l oy can be deve loped in t ime for inc lus ion in the f i r s t
500 MW(e) station. The incent ive f or doing so i s c o n s i d e r a b l e . The
savings f r o m the use of even the c o l d w o r k e d Z r - 2 . 5 Nb o v e r Z r - 2 are
about 0. 06 m i l l s / k W h . F o r 2, 000 MW(e ) of insta l led capac i ty , this
amounts to an annual saving of $8 50, 000 .
- 5 -
Experimental pressure tubes of Z r - 2 . 5 % Nb have already been
made. However the development job only begins with the fabrication
of the tubes. Joining methods must be developed and the corrosion and
physical properties both out-reactor and in-reactor must be thoroughly
understood before the new material can be recommended for use in a
commercial reactor. Although many irradiation experiments have been
carried out thus far, no pressure tubes as such have been irradiated
under stress to check multiaxial creep behaviour. Such work is planned
and in-pile test work should be under way within this year. Industrial
development teams are fully participating in this program by out-pile
corrosion and physical properties studies, joint development and
development of required complex instrumentation.
2. 2 Fuel
Two reference designs of fuel are under consideration for the
500 MW(e) reactors. The cross sections are shown in Figure I. The
28-element bundle uses elements of precisely the same dimensions as
CANDU ( i . e . , 0. 600 in. ) with the same minimum inter-element spacing
( i . e . , 0. 050 i n . ) . Since the required maximum rating is only 5% over
that of CANDU ^ and well within our experimental experience, the basic
design of the element will require little development. However, a
significant development program will be required to check out the strength
and bearing characteristics of the new assembly.
- 6 -
The 22- e lement bundle i s a g rea te r departure f r o m CANDU e x p e r i
e n c e . The m a x i m u m rating in this c a s e i s 20% over that of CANDU and
although this still fa l ls within exper imenta l e x p e r i e n c e , the con f idence
l eve l i s not as high as that f or the 2 8 - e l e m e n t c a s e . The l a r g e r e l ements
of this fuel resu l t in l o w e r fabr i ca t i on c o s t s . The resu l t i s about a 7%
d e c r e a s e in fueling c o s t s . This i s l a r g e enough to warrant deve lopment .
The coo lant d istr ibut ion ach ievab le in a four inch pre s sure tube with
either of the des igns i s a c o n s i d e r a b l e i m p r o v e m e n t over the 19 -e lement
a s s e m b l y for the CANDU 19-e lement c a s e . The 19 -e lement fuel in CANDU
uses w i r e - wrapping as both a spacing d e v i c e and a mixing p r o m o t e r . With
the nece ss i ty for mixing r e m o v e d in the four - inch p r e s s u r e tube, there i s
an opportunity to r e p l a c e w i r e - w r a p with a cheaper method of spac ing .
Such spacing d e v i c e s have been under te st for s o m e t ime and show cons ider -
able p r o m i s e .
2. 3 Industrial Par t i c ipa t i on in Fuel D e v e l o p m e n t
In no se c t o r of the A t o m i c E n e r g y bus iness has industr ial par t i c i
pation been m o r e reward ing and fruitful . Although A E C L has d i r e c t e d
and f inanced the fuel deve lopment p r o g r a m , the deve lopment of fabr i ca t i on
methods and many a s p e c t s of fuel des ign have been c a r r i e d out by industry .
The industry has deve loped to the point that fuel can be p u r c h a s e d on f ixed
p r i c e c o n t r a c t s at highly c ompet i t i ve p r i c e s . In fact , there i s a smal l but
growing expor t m a r k e t . If tari f f b a r r i e r s w e r e c o m p l e t e l y r e m o v e d , there
i s l ittle doubt that the export marke t would g row v e r y quickly .
- 7 -
CANDU first charge was purchased in Canada at a fixed price of
$29. 50 / lb of UO2 - a factor of two lower than the $60. 00 / lb predicted by
our foreign colleagues a few year s ago. The $29. 50 / lb was based on a
production process roughly optimized on low capital involvement because
of the initial low production rate. Even at the CANDU production rate,
improvements can be expected through experience with production equip
ment, better shop layout, and improved labour utilization.
With the Canadian industry firmly established, the biggest single
factor affecting fuel cost is volume of demand. At higher throughput, an
increase in capital involvement is justified to significantly automate the
production process. We have attempted to analyze this factor, and our
best guess is shown in Figure 2.
A single 500 MW(e) reactor requies about 246, 000 lbs of fuel (UO2)
for a first charge, and at equilibrium, consumes fuel at the rate of about
110, 000 lbs (UO2) per year at 80% load factor. It is clear that aven a
2, 000 MW(e) program will have a significant effect on fuel costs.
The largest single item imported for fuel fabrication is Zircaloy
tubing. The first fuel charge of a 500 MW(e) reactor needs about
$600, 000 worth of tubing, and at equilibrium the annual requirement is
$260, 000. In an attempt to bring this business to Canada, a development
program is in progress which will allow the competitive domestic production
of Zircaloy fuel cladding by a new process involving a relatively small
capital outlay.
. 8 -
Because of the p r e s e n t d e p r e s s e d state of the uranium industry, it
is tempting to avoid c o m m e n t on potential c o s t i m p r o v e m e n t s . However ,
even now, the l a r g e s t single i t em of c o s t which m a k e s up the total c o s t
of fuel i s uranium m a r k e t e d as c e r a m i c grade p o w d e r . In the future, with
l a r g e r throughput, and r e d u c e d fabr i ca t i on c o s t s , this situation wi l l be
even m o r e accentuated . It would be worth o v e r $3, 000, 000 in exp lorat ion
and deve lopment to r e d u c e the a v e r a g e c o s t of c e r a m i c grade powder $1. 00
per lb o v e r the l i f e t ime of a single 500 MW(e) r e a c t o r . Unless the present
uranium p r o d u c e r s re spond to this situation in their own init iat ive, the
incent ives can quickly g row l a r g e enough to encourage signif icant additional
c ompet i t i on .
2 .4 Instrumentat ion
About 4% of the capital c o s t of the 500 MW(e) r e a c t o r i s expec ted to
be attributable to instal led instrumentat ion . Of this, 70% i s d i r e c t l y
a s s o c i a t e d with the r e a c t o r plant.
The e c o n o m i c arguments concern ing instrumentat ion are a s s o c i a t e d
with i n c r e a s e d power output and i m p r o v e d re l iab i l i ty .
Although it is debatable whether or not xenon instabi l i ty would be
encountered in a 500 MW(e) CANDU, zonal c ontro l may wel l be r e q u i r e d
f r o m a pure ly e c o n o m i c standpoint to keep the m a x i m u m number of
channels operat ing as c l o s e as p o s s i b l e to m a x i m u m rat ing. The l a r g e
r e a c t o r m a y t h e r e f o r e be div ided into as many as 21 contro l z o n e s .
- 9 -
Clearly the use of computers for regulatory purposes must be considered
in such a system. At present, the groundwork is being laid for developing
computer control by an experiment associated with the NRU reactor. Here
a digital system is being programmed on a time sharing basis for reactor
control, data processing and display. This project is complementary to
the installation of a similar computer designed for control of CANDU.
Intimately associated with the NRU control experiment and the zonal
control problem is the development of a small and inexpensive flux detector
based on the beta current generated in neutron activated short half life
isotopes. The development of this detector has important implications,
not only as a detecting device for control purposes, but also as a possible
method of avoiding the use of some process instrumentation. Up to the
present time, the power output of a channel has required a knowledge of
flow, the inlet and outlet coolant temperature. If the flux in a channel
were known with sufficient accuracy, either outlet coolant temperature or
flow could be eliminated.
The choice of the control elements themselves will require consider
able development. The use of solid, liquid or gaseous adsorbers all
deserve renewed attention.
Regarding the signal generating elements themselves, NPD experience
to date suggests that there is considerable room for improvement in instru
ments based on moving components. For example, drift of trip settings
- 10 -
can re suit f r o m the wear of r e c o r d e r s l ide w i r e s . The be st p e r f o r m a n c e
has been g iven by equipment that r e q u i r e s no moving par t s , e . g . , the
so l id state c i r c u i t r y has been except iona l ly r e l i ab l e and trouble f r e e .
Mo st deve lopment p r o j e c t s start out as beautiful ly s imple ideas
which go through an act ivat ion hump of c o m p l e x i t y b e f o r e they get to the
ideal c l ean and s imple de s ign. My fee l ing i s that r e a c t o r instrumentat ion
is now just c l imbing the c o m p l e x i t y hump. It i s worth a good deal of e f fort
to r e v i e w the whole phi losophy of this sub jec t . P e r h a p s we should be using
the r e a c t o r i tse l f to d iagnose its d i spos i t i on . A bend in the p r i m a r y c i r c u i t
piping is no m o r e than a l a r g e bourdon gauge; a length of pipe can act as
an o r i f i c e ; the face of the r e a c t o r might be the best p lace to moni tor for
a de fect ive fuel; a s te thoscope should be able to hear boi l ing or v ibrat ion .
3. DEFINITION OF F U T U R E T A R G E T S
Severa l important f a c t o r s must be c o n s i d e r e d in the definition of targets :
(1) It c o s t s much l e s s to e x p l o r e than to exp lo i t . T h e r e i s at l eas t a full
o r d e r of magnitude d i f f e r e n c e .
(2) T iming i s important . If it take s ten year s to deve lop a new r e a c t o r idea,
it must c o m p e t e with the c u r r e n t l ine of r e a c t o r s ten year s hence , not
t o - d a y .
(3) The l a r g e r the p r o j e c t , the g r e a t e r the inert ia to change . When one is
c ons ider ing $100M b l o c k s of capital , both conf idence and y ie ld must be
high to warrant a sharp b r e a k f r o m es tab l i shed e x p e r i e n c e . P r o j e c t s
of this magnitude tend to advance by evo lut ionary rather than revo lu t i onary
s teps .
- 1 1 -
Over two year s ago, with the design of Douglas Point well launched,
AECL began looking for the next step to take. It was axiomatic that we should
not leave the basic economy inherent in the heavy water moderated system or
the freedom and economy of natural uranium fuel and the pre s sur e tube concept.
The ground rules called for a system which could be designed for a prototype
reactor in the early 1970's.
Three coolants were considered: boiling D2O, boiling H^O, and organic
(mixed terphenyls). The first phase of the study was issued as a report in May
of 1963 The study was updated recently by Pon, Lewis, Haywood et al in a
(1)
paper to be presented at Geneva this fall . The technical assessment portion
of this program has involved a great deal of experimental work, both in-reactor
and out-pile. Several experiments have been carried out in the NRX and NRU
loops with water in the boiling and fog regimes, and with pressurized organic
coolants. This work is all very pertinent to the question of choosing the next
target, and although time will not permit an exhaustive presentation, it would
be useful to review the present technical status of these concepts. They are all
compared as reactors with a standard output of 457 MW(e).
3. 1 Boiling D2O - UO2 Fuel (Indirect Cycle)
If D2O is allowed to boil to give channel outlet qualities up to 30%,
a gain of 0.11 mil ls /kWh can be achieved over the pressurized D2O case
using fuel at a rating of Jkdô = 48 W / c m .
A CANDU fuel bundle has survived a prelimary irradiation at J k d 9 =
50 W / c m to a burnup of 6, 800 MWd/ Tonne U with steam qualitie s at channel
outlet of 13 wt» %. A new l o o p i s under cons t ruc t i on which wi l l al low much
higher outlet qualit ies on full s ca l e fuel a s s e m b l i e s . This wi l l be used to
e x p l o r e not only the l i m i t s of es tab l i shed fuel g e o m e t r i e s , but a lso the
p e r f o r m a n c e of new attract ive c o n c e p t s p resent ly under deve lopment . In
the meant ime , m u c h e x p e r i m e n t a l ef fort i s being devoted to studies of
burnout in the boil ing env i ronment in out -p i l e a s s e m b l i e s and in single
e l ement i r rad ia t i on e x p e r i m e n t s .
Mas s t rans fer and c o r ro sion are important a reas of invest igat ion
which r e q u i r e an understanding in the boi l ing env i ronment . The use of
vo lat i le water condi t ioner s such as a m m o n i a instead of L iOH would reduce
the r i s k of boi l ing concentrat i on in heated c r e v i c e s , but cou ld r e su l t in
c o r r o s i o n and m a s s t rans fer p r o b l e m s a s s o c i a t e d with c o p p e r bear ing
a l l oys such as Monel in the p r i m a r y c i r c u i t . Such p o s s i b i l i t i e s r e q u i r e
thorough invest igat ion .
3. 2 Boi l ing H2O - Natural UO2 F u e l (D i rec t C y c l e )
The m o s t r e c e n t studies indicate that a boil ing H^O r e a c t o r ,
operat ing under essent ia l ly the same condit ions as the boi l ing D2O ( i . e . ,
outlet quality 30%, Jkd9 48 W / c m ) shows a gain of 0.14 m i l l s over the
p r e s s u r i z e d D2O r e a c t o r . The exper imenta l p r o g r a m outl ined for the
D2O c a s e i s equal ly appl i cable h e r e . However , if any c o m p r o m i s e has
to be made on outlet quality, its e f fect on the H2C* r e a c t o r i s much m o r e
important than on the D2O c o o l e d c a s e .
- 13 -
Again, burnout heat flux is an important p a r a m e t e r to es tab l i sh .
The coolant c h e m i s t r y of a d i re c t c y c l e s y s t e m r e q u i r e s c o n s i d e r -
able attention. Radio lyt i c breakdown of coo lant can result in a r e a c t o r
effluent bearing high concentrat i ons of oxygen which could attack the
p r i m a r y s y s t e m m a t e r i a l . A method of oxygen contro l has r e c e i v e d
c o n s i d e r a b l e attention, but r e q u i r e s much m o r e study b e f o r e a p r o c e s s
s y s t e m can be spec i f i ed .
3 .3 Organic Coo led R e a c t o r s
This concept const i tutes the m o s t rad i ca l departure f r o m p r e v i o u s
Canadian e x p e r i e n c e . E a r l y in teres t was deve loped in the e c o n o m i e s
inherent in the use of a high t e m p e r a t u r e , low p r e s s u r e coo lant , and the
use of high density fuel The m o s t r e c e n t a s s e s s m e n t shows an
advantage of 0. 25 m i l l s / k W h over the p r e s s u r i z e d D2O r e a c t o r .
At the outset , toe coo lant fouling p r o b l e m was thought to be the
chief obs tac l e to feas ib i l i ty , and the m a t e r i a l s p r o b l e m was thought to be
of s e c o n d a r y i m p o r t a n c e , e s p e c i a l l y s ince the non-aqueous m e d i u m
appeared to p lace no c o r r o s i o n r e s t r i c t i o n s on candidate m a t e r i a l s . After
three y e a r s of invest igat ion, the r e v e r s e has been found to be the c a s e .
A prac t i ca l pur i f i cat ion s y s t e m has been deve loped which r e m o v e s
high m o l e c u l a r weight fouling components and ch lo r ine which has been
shown to be a m a s s t rans fer m e d i u m for i r o n . The c on t ro l of water c o n
tent has a lso been found d e s i r a b l e . Fuel has been operated at t e m p e r a t u r e s
- 14 -
and heat f luxes of p r a c t i c a l in teres t in o rgan i c coo lants c o n t r o l l e d as
above , with v e r y l ittle foul ing.
M a t e r i a l s , on the other hand, have g iven us c o n s i d e r a b l e dif f iculty.
SAP (Sintered A luminum P o w d e r ) was init ial ly favoured for cladding and
p r è s sure tubes because of its high strength at t e m p e r a t u r e and its low
neutron c r o s s sec t i on . H o w e v e r , a good deal of dif f iculty has been
encountered with the acquis i t i on and use of SAP. There a r e few a l t e rna
tive c u s t o m e r s for this m a t e r i a l . It is re la t ive ly new and l a cks the depth
of product i on e x p e r i e n c e n e c e s s a r y for short d e l i v e r i e s to tight s p e c i f i
c a t i o n s . An additional p r o b l e m is posed by the lack of ducti l ity found at
operat ing t e m p e r a t u r e s ( l e s s than 1% e longat ion) . Severa l s p e c i m e n s of
S A P - c l a d UO2 have fai led on pro l onged i r rad ia t i on . Whether or not this
can be attributed to s h o r t c o m i n g s in SAP is sti l l an open quest ion . H o w
e ve r an alternative e x i s t s . Feas ib i l i t y at l eas t has been es tab l i shed for
the use of c e r ta in z i r c o n i u m a l l oys in o rgan i c c o o l a n t s . This l o oks
encourag ing , but wi l l r e q u i r e much m o r e w o r k to es tab l i sh the r e q u i r e d
con f idence in a p r a c t i c a l situation.
Uranium dioxide cannot be c o n s i d e r e d as a fuel for an e c o n o m i c
o rgan i c r e a c t o r . It r e q u i r e s high density uranium c a r b i d e at low cos t
to b e c o m e c o m p e t i t i v e . Although exist ing w o r k ind i cates the feas ib i l i ty
of using uranium c a r b i d e as a fuel, m u c h m o r e r e m a i n s to be done be fo re
such a fuel could be c o m m i t t e d to an e c o n o m i c power r e a c t o r . We, at
- 15 -
Chalk R iver , have done about one - th ird of the o rgan i c i r rad iat ion e x p e r i
ments in the w o r l d on this mater ia l , but this has only meant three e x p e r i
m e n t s . By c o m p a r i s o n , to es tab l i sh uranium dioxide as a power r e a c t o r
fuel, no l e s s than 1, 000 s p e c i m e n s have been i r rad ia ted at Chalk R i v e r
a lone . E l s e w h e r e , e s p e c i a l l y in the United State s where the fir st w o r k was
done, much m o r e ef fort was expended.
3. 4 The Use of High Densi ty F u e l s in Water C o o l e d R e a c t o r s
Having r e c o g n i z e d the advantage of a fuel l ike uranium carb ide for
o rganic s e r v i c e , we must obv ious ly ask our s e l v e s what y ie ld we might
expect f r o m the deve lopment of a high densi ty fuel f or water s e r v i c e . This
i s not a new idea: our A m e r i c a n c o l l e a g u e s started such a p r o g r a m
s e v e r a l y e a r s ago, but until r e c e n t l y Canadian ef fort could not be d iver ted
f r o m uranium dioxide to part i c ipate in such a p r o g r a m . On paper , the
use of high density fuel in water coo lants turns out to be v e r y a t t rac t ive .
The use of a fuel with an e f fect ive uranium density of 15 g / c c in a bo i l ing
H2O r e a c t o r o f fer s a gain of 0. 4 m i l l s / k W h over a p r è s sur i zed D2O r e a c t o r .
Taken at face value , it appear s that it is worth much m o r e to deve lop a high
density fuel for a boil ing H2O r e a c t o r than for a c o m p a r a b l e o rgan i c c o o l e d
r e a c t o r .
G E N E R A L
Thus far we have n a r r o w e d our f ie ld of in te res t to those c o n c e p t s in which
we wish to par t i c ipate . A l l of the r e a c t o r s ment ioned above c a r r y e c o n o m i c
- 16 -
i n c e n t i v e s worthy of attention. Further c ons idera t i on is r e q u i r e d to f o cus on
the part i cu lar f ie ld in which we can be st expect to l ead . Here t iming and p r e v i o u s
e x p e r i e n c e weight heavi ly .
With r e g a r d to t iming, it i s important to note that within a v e r y few year s
Ontar io alone could be cal l ing up a 500 MW(e) r e a c t o r each y e a r . The impact of
repet i t ive construc t i on on a we l l founded line of r e a c t o r s i s e n o r m o u s . The
fourth 500 MW(e) p r e s s u r i z e d D^O r e a c t o r is fully expec ted to y ie ld savings of
f r o m 0. 3 to 0. 5 m i l l s / k W h without ra is ing any quest ions as to conf idence o r
f eas ib i l i ty . This gain i s of the same o r d e r as that o f f e red by the m o s t imaginat ive
p r o p o s a l p resented a b o v e .
This l eads to the speculat ion that c oncepts , even as noteworthy as the
o r g a n i c r e a c t o r , which are m a j o r depar tures f r o m p r e v i o u s e x p e r i e n c e , m a y
r e q u i r e so much t ime to deve lop that they could not be p laced in operat ion in t ime
to c o m p e t e with the es tab l i shed r e a c t o r l ine . It a l so f o l l ows that ef fort expended
on c o n c e p t s c l o s e l y a s s o c i a t e d with the establ i shed l ine have the m e r i t , not
only of o f fer ing evo lut ionary s cope for e c o n o m i e s , but a l so of adding to the
technica l and e c o n o m i c secur i ty of the chosen approach . F o r example , our
r e c e n t e x p e r i m e n t s in boil ing water at high fuel rat ings add e n o r m o u s l y to the
con f idence that CANDU fuel wi l l be operating under re la t ive ly c o n s e r v a t i v e
cond i t i ons . These same e x p e r i m e n t s are the fir st stage of investigating the
prac t i cab i l i t y of a boil ing water r e a c t o r .
- 17 -
Cons iderat i ons such as those above suggest that it would be r e a s o n a b l e
to ca l l for a concentrat ion of attention on the water - c o o l e d l ine of r e a c t o r s at
the expense of the organic - coo led l ine . At the same t ime , it would be r id i cu lous
to narrow our f o cus to such an extent that we fail to r e c o g n i z e the st imulation
that the o rgan i c concept has g iven and can continue to give to the w a t e r - c o o l e d
l ine . Deve lopments such as high density fuel, so l id insulated p r e s s u r e tubes,
high t e m p e r a t u r e mater ia l s studie s, studie s on hydriding of z i r c o n i u m a l l oys
all have made and wil l continue to make contr ibut ions to the water - c o o l e d l ine
of r e a c t o r s .
Regarding the w a t e r - c o o l e d l ine i tsel f , the fo l lowing evolut ion appears
r e a s o n a b l e :
Step 1 ( P r e s e n t Stage) - P r e s s u r i z e d D2O with CANDU Type UO2 Fuel Bundles Operating at a Rating of JkdO 40 W / c m
F o r the same r e a c t o r , a cheaper fuel can be deve loped by using l a r g e r
fuel e l ements operat ing at Jkd6 = 48 W / c m .
Step 2 - Boi l ing D2O - Indirect C y c l e - UO2 Fuel
F r o m 10% to 20% outlet quality, l itt le change i s expec ted in fuel g e o m e t r y .
F r o m 15% to 30% quality, fuel a n d / o r p r e s s u r e tube g e o m e t r y m a y have
to change to keep coo lant d istr ibut ion o p t i m u m .
Step 3 - Boi l ing H2O - D i r e c t C y c l e - UO2 Fuel
When outlet qual it ies between 20 and 30% are shown to be p r a c t i c a l ,
this r e a c t o r wi l l be a strong contender .
- 18
Concurrent ly with steps 1, 2 and 3, a high density fuel p r o g r a m wil l be
underway. An ear ly breakthrough could uprate the boil ing H2O r e a c t o r and al low
it to enter the compet i t i on at l o w e r coo lant outlet qual i t ies .
The o rgan i c p r o g r a m is expec ted to c a r r y on at a l o w e r l e v e l of emphas i s
a imed p r i m a r i l y at prov ing out the use of z i r c o n i u m a l l oys and uranium c a r b i d e ,
par t i cu lar ly as these deve lopments would resu l t in i m p r o v e m e n t s in W R - I (the
f i r s t White shell r e a c t o r ) .
Thus far , emphas i s has been p laced on p r o b l e m s a s s o c i a t e d with the fuel
and p r e s s u r e tube. A s des ign studies b e c o m e m o r e detai led, other b a r r i e r s
c o n c e r n e d with contro l , safety, e t c . , may be encountered which could m a r k e d l y
af fect the c h o i c e of c o n c e p t s which d e s e r v e i n c r e a s e d attention.
5. R E F E R E N C E S
(1) PON, G . A . , LEWIS, W. B . , HAYWOOD, L . R . , P R I M E A U , D. B. and
PHILLIPS, G . J . - A E C L - 2 0 1 0 - " P r o s p e c t i v e D2O - Moderated
P o w e r R e a c t o r s " - to be p resented at the Third International C o n f e r e n c e
on the Peace fu l Uses of A t o m i c Energy , Geneva, September 1964.
(2) MOORADIAN, A . J . - " E c o n o m i c Fuel for CANDU" - C R L - 7 2 -
presented at Sixth P l e n a r y Meeting of the Wor ld P o w e r C o n f e r e n c e ,
Melbourne , O c t o b e r 1962.
(3) HILBORN, J. W. - "Sel f P o w e r e d Neutron D e t e c t o r s for R e a c t o r Flux
Moni tor ing" - Nuc leon i c s , 22, 2, F e b r u a r y 1964.

- 19 -
A E C L - 1 7 3 0 - " P o w e r R e a c t o r Deve lopment Evaluation: A Summary-
R e p o r t by a C o m m i t t e e of A E C L Staff" - i s sued May 1, 1963.
M c N E L L Y , M . J . - "Heavy Water Moderated P o w e r R e a c t o r Employing
Organic Coo lant " - 15 P . 210 - p r e s e n t e d at 1958 Geneva C o n f e r e n c e
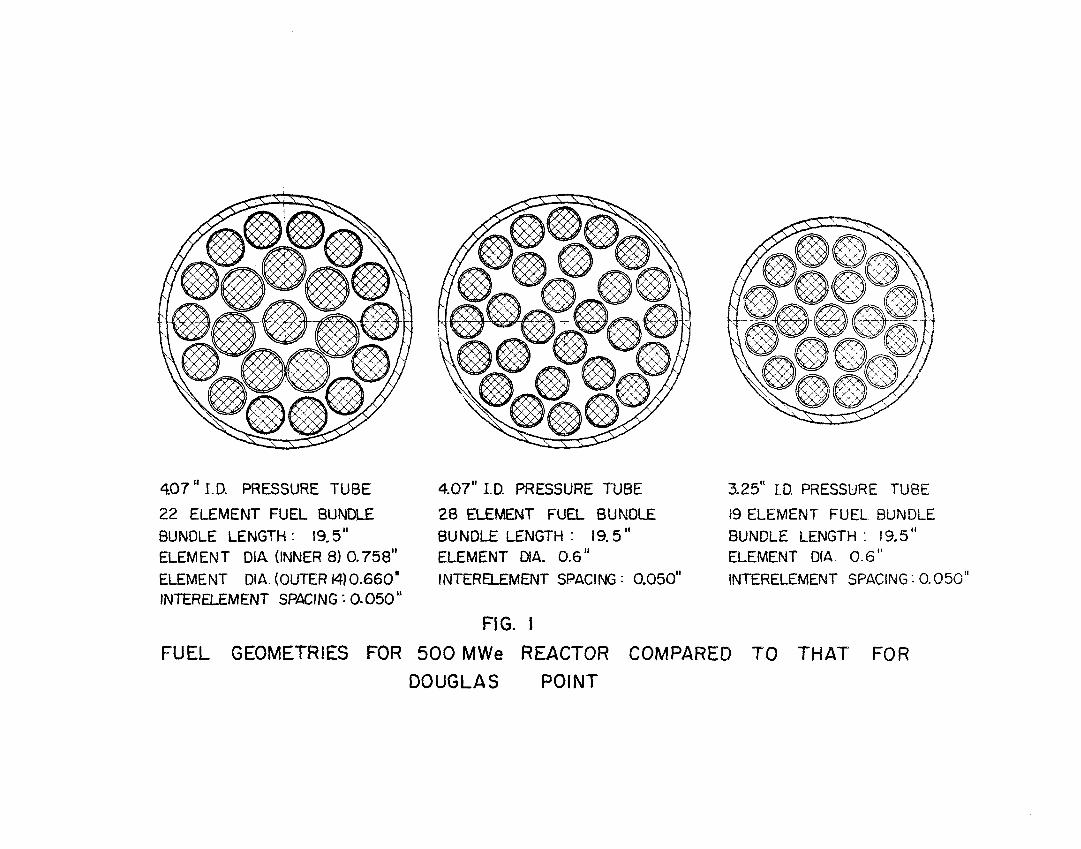
4 0 7 I.D. P R E S S U R E T U B E 2 2 E L E M E N T F U E L B U N D L E B U N D L E L E N G T H : 19.5" E L E M E N T D I A ( I N N E R 8) 0 . 7 5 8 " E L E M E N T DIA. ( O U T E R 14) 0 . 6 6 0 " I N T E R E L E M E N T SPACING '• 0 - 0 5 0 "
4 . 0 7 " I D . P R E S S U R E T U B E
2 8 E L E M E N T F U E L B U N O L E B U N D L E L E N G T H : 1 9 . 5 " E L E M E N T DIA. 0 . 6 " I N T E R E L E M E N T SPACING : 0.050"
FIG. ! FUEL GEOMETRIES FOR 500 MWe REACTOR
DOUGLAS POINT
3.25" I D . P R E S S U R E T U B E 19 E L E M E N T F U E L B U N D L E B U N D L E L E N G T H : 19.5" E L E M E N T Of A . 0 . 6 " I N T E R E L E M E N T S P A C I N G '• 0 . 0 5 0 "
COMPARED TO THAT FOR
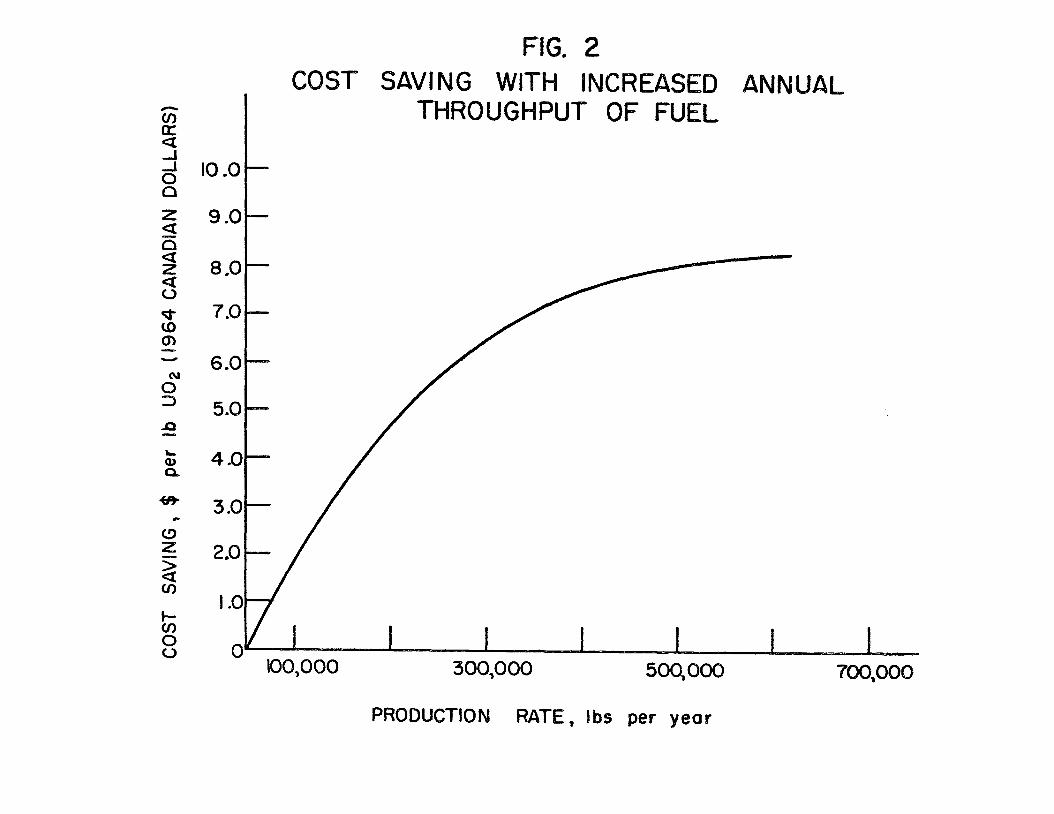
CO
oc < _J OL
10.0
Q 9.0
< 9.0
Q
NA
8.0 <
8.0
7.0 co w 6.0
CM O
5.0 J Q
v . Q> 4 .0 Q .
M- 3.0 CD Z 2.0 >
2.0 CO
1.0 |— CO
o o 0
F I G . 2
C O S T S A V I N G W I T H I N C R E A S E D T H R O U G H P U T O F F U E L
A N N U A L
100,000 300,000 500,000
PRODUCTION RATE, lbs per year
700,000
V

R E C E N T A P P L I C A T I O N S O F T R A C E R S I N T H E P H Y S I C A L S C I E N C E S I N C A N A D A
R. H. Betts and J. A. Davie s, Chalk River Nuclear Laboratories,
Atomic Energy of Canada Limited, Chalk River, Ontario
1. INTRODUCTION
The work reviewed in this paper represents a cross section of a much larger body of research published in Canada during the last four or five years. To give focus, the review deals mainly with the physics and chemistry of solids and interfaces. Many of the examples chosen illustrate the power and uniqueness of tracer methods in elucidation of complex physico-chemical phenomena.
The subject matter is presented under several headings. Section 2 is concerned with processes of atomic diffusion and segregation in solids. Section 3 deals with surface processes , while Section 4 describes tracer techniques applied to the study of the formation and properties of anodic films on metals. Section 5 summarizes work which has improved our understanding of the stopping of energetic heavy ions in solids. The final paragraphs describe two technological applications of tracers.
2. DIFFUSION OF ATOMS IN SOLIDS
Self-diffusion can of course be studied only by tracer techniques; tracer methods also provide a powerful means of following the movement of foreign atoms. Examples of both types of application are reviewed below. Movement of radioactive fission products in irradiated nuclear fuel is another related topic which has received intensive study in Canada; summaries of these latter researches are to be given at the 1964 Geneva conference [ 1, 2] .
2. 1 Self-diffusion in zirconium
Kidson and McGurn [ 3] used 9 5 Z r to follow self-diffusion in Zr metal over the temperature range 1170 - 1500°C. Care was used to avoid possible ambiguities arising from dislocations or internal interfaces produced by the a-p phase transition which occurs (at 900°C) during heating up to the diffusion temperature. 9 5 Z r tracer was evaporated on to Zr samples at temperatures above 900°C; diffusion experiments were then made without cooling the samples below 1100°C. The results are summarized in the Arrhenius form:
D = 2. 4 x 1 0 " 4 exp [ -30 lOO/RT] c m 2 / s
- 1 -
The p r e - e x p o n e n t i a l t e r m is be l ow the usual range of values (0.1 - 10 c m / s ) , while the act ivat ion energy is much l e s s than the value of 70 k c a l / m o l e theore t i ca l l y p red i c t ed f r o m the melt ing point of the meta l . Kidson a t t r i b uted these a n o m a l i e s to an e x c e s s of o x y g e n - p r o d u c e d v a c a n c i e s p r e d o m i nating at l o w e r t e m p e r a t u r e s [ 4 ] . A s little as 0.038 atom percent of oxygen d i s s o l v e d in z i r c o n i u m accounts for the r e s u l t s . The dif fusion coe f f i c i ent f or an o x y g e n - f r e e sys tem then b e c o m e s
D = 1.34 exp [ -65 2 0 0 / R T ] c m 2 / s
a resul t m o r e near ly in a c c o r d with expectat ion .
2. 2 Dif fusion in n icke l and in F e - N i - C o a l loys
MacEwan e_t ad have used Ni to study the se l f -d i f fus ion of Ni in p o l y - c r y s t a l l i n e s a m p l e s of n i cke l , over the t e m p e r a t u r e range 1050 -1400°C [ 5 ] . A b o v e 11 50°C the resu l t s w e r e fitted sa t i s fac tor i l y by the equation:
D = 3.36 exp [-69 8 0 0 / R T ] c m 2 / s
Be l ow 1150°C, there w e r e indicat ions of enhanced dif fusion at grain bounda r i e s . The h i g h - t e m p e r a t u r e resu l t s w e r e in reasonab le a g r e e m e n t with Z e n e r ' s theory f or dif fusion in f. c . c . m e t a l s . These authors a l s o examined the di f fusion of Ni in 99-9% F e , 99 .5% Co and in F e - N i a l l oys containing 5.8% and 14.9% Ni [6]. The t e m p e r a t u r e range was 1150 - 1400°C. In e v e r y c a s e , an A r r h e n i u s - t y p e equation fitted the exper imenta l r e s u l t s . T h e s e s y s t e m s a r e of interest theore t i ca l l y b e c a u s e at these t e m p e r a t u r e s F e , Co and Ni have f. c . c . s t ruc tures and n e a r l y equal a t o m i c rad i i . The o b s e r v e d d i f f e r e n c e s in di f fusion ra tes cannot read i ly be c o r r e l a t e d with the e x c e s s va lency that these m e t a l s would a s s u m e when d i s s o l v e d in one another . D a r k e n ' s theory , which re la tes inter -d i f fus ion coe f f i c i ents in b inary a l l oys to the c o r r e s p o n d i n g se l f -d i f fus ion c o e f f i c i e n t s , o f f e r s a bet ter c o r r e l a t i o n . The data avai lab le f r o m this and other re lated w o r k w e r e however not suff ic ient to p r o v i d e a search ing test of this hypothes i s .
2. 3 Z i n c di f fusion in z inc oxide
S e c c o invest igated the exchange of Zn a t o m s between z inc vapour and sol id ZnO over the t emperature range 720 - 840°C [ 7 , 8 ] . He used 6 5 Z n to label e ither the so l id o r the vapour . Up to a depth of 25 m o l e c u l a r l a y e r s , a c o m p a r a t i v e l y rapid exchange o c c u r s with an act ivat ion e n e r g y of 40 k c a l / m o l e . At g r e a t e r depths , the exchange is contro l l ed by a s l o w e r di f fusion pr ' o cess with an act ivat ion e n e r g y of 73 k c a l / m o l e . S e c c o demonst ra ted that the initial rapid exchange was re lated to the m o v e m e n t of z inc a t o m s by an interst i t ia l m e c h a n i s m , and that this p r o c e s s takes p lace only when a smal l f rac t i on of the avai lable interst i t ia l ( n o n - F r e n k e l type) s i tes in the latt ice a r e o c c u p i e d . When these s i tes a r e ful ly o c c u p i e d , f o r example by continued e x p o s u r e of ZnO to Zn vapour , m o v e m e n t of Zn a t o m s r e q u i r e s coupled m o v e m e n t s of interst i t ia l and latt ice a t o m s , with a higher energy of act ivat ion . In addit ion, this interpretat ion p r o v i d e s a quantitative
- 2 -
re lat ion between the k inet i cs of oxidation of Zn by oxygen , a p r o c e s s d e pendent on diffusion of z inc a t o m s , and the k inet i cs of the exchange and dif fusion p r o c e s s e s .
2 .4 Chlor ine dif fusion in alkali c h l o r i d e s
H a r r i s o n and his c o - w o r k e r s [ 9 ] have dev i sed a nove l method f o r study of di f fusion of ch lo r ide ions in alkali ch l o r ide c r y s t a l s . The technique invo lves i s o t o p i c exchange between a gas ( C l 2 , HC1) and the so l id , the latter being labe l l ed un i f o rmly with the rad ionuc l ide 3 6 C 1 . The rate of appearance of act iv i ty in the gas was used to m e a s u r e sur face exchange and a l s o d i f fu sion in the bulk of the so l id . A re la t ive ly rapid exchange , involving al l the sur face a t o m s of c h l o r i n e , o c c u r s between CI2 and NaCl at t e m p e r a t u r e s as low as -20 °C . This p r o c e s s o c c u r s with essent ia l ly no act ivat ion e n e r g y , a r e m a r k a b l e resu l t , s ince it p r e s u m a b l y invo lves t e m p o r a r y r e m o v a l of an ion f r o m the sur face of an ion ic so l id . An act ivat ion energy of ~50 k c a l / m o l e is r e a s o n a b l y expected for such a p r o c e s s . The authors suggest that i r r e v e r s i b l e adsorpt ion of a t m o s p h e r i c g a s e s m a y be r e s p o n s i b l e .
This technique has a l s o been used to study bulk dif fusion up to 700°C [ 1 0 , 1 1 ] . Annealed single c r y s t a l s of KC1 and NaCl w e r e examined , as we l l as s p e c i m e n s containing vary ing concentrat i ons of d i s l o c a t i o n s . The d i s l ocat ion dens i ty was es t imated by counting pits f o r m e d by suitable etchants . The dif fusion coe f f i c i ent of ch lor ine was v e r y sens i t ive to the d i s l o ca t i on dens i ty , the m o r e n e a r l y p e r f e c t c r y s t a l s showing a reduced dif fusion c o ef f ic ient ( D 0 ) and higher energy of act ivat ion . N e v e r t h e l e s s , the di f fusion behaviour stil l f o l l ows the k inet i cs of s imple bulk dif fusion in a semi - in f in i t e m e d i u m . The two types of di f fusion m u s t t h e r e f o r e be coupled in s o m e w a y , p o s s i b l y by the ex i s tence of s p a c e - c h a r g e r eg i ons which in e f fect extend the inf luence of d i s l o ca t i ons o v e r s e v e r a l hundred a n g s t r o m s . This p r o b l e m is admittedly c o m p l e x , and m e r i t s further study.
2. 5 Chlor ine dif fusion in C s C l
When a so l id u n d e r g o e s a transi t ion f r o m one c r y s t a l f o r m to another , a rapid i n c r e a s e in v a c a n c y concentrat ion m a y o c c u r as the t r a n sition t emperature i s a p p r o a c h e d . If this w e r e s o , the rate of v a c a n c y -contro l l ed dif fusion p r o c e s s e s should i n c r e a s e m a r k e d l y near the transit ion t e m p e r a t u r e . To test this idea , H o o d l e s s and M o r r i s o n [ 1 2 ] have m e a s ured 3 6 C 1 dif fusion in the C s C l latt i ce over the t e m p e r a t u r e interval 260 -487°C, using the technique d e s c r i b e d in Sect ion 2.4. The transit ion f r o m b . c . c . to f. c . c . o c c u r s at 465°C. Dif fusion was s l o w e r above the t r a n sition t e m p e r a t u r e , a resu l t cons is tent with other studies on the b . c . c . and f. c . c . f o r m s of C s C l [ 1 3 ] . However there was no ev idence of e n hanced dif fusion at t e m p e r a t u r e s just be l ow 465°C, suggesting that the b . c . c . —" f. c . c . t rans f o rmat i on o c c u r s without the f o rmat i on of a l a rge e x c e s s of latt ice v a c a n c i e s .
- 3 -
2. 6 Gold and s i lver dif fusion in B i z T e 3
Keys and Dutton [ 14, 1 5] have examined the diffusion (270 - 540°C) of 1 1 0 A g and l 9 8 A u in single c r y s t a l s of b ismuth te l lur ide , a p - type s e m i conductor of w i d e s p r e a d use in the t h e r m o e l e c t r i c industry . The B i 2 T e 3 s t ructure is highly a n i s o t r o p i c , and diffusion m e a s u r e m e n t s w e r e there f o re made in d i r e c t i o n s para l l e l with and perpendicu lar to the c l eavage plane s. A f ter the di f fusion anneal , the c r y s t a l was pee led layer by layer by m e a n s of adhes ive tape, a novel technique made p o s s i b l e by the re la t ive ly weak bonding between adjacent Te p lanes . The penetrat ion depth was de termined f r o m the weight and area of the layer r e m o v e d ; the concentrat ion of Au and Ag in each layer was m e a s u r e d by r a d i o c h e m i c a l m e t h o d s . Dif fusion in the d i r e c t i o n of the planes was de termined by autorad iography . Diffusion c o e f f i c ients para l l e l to the c l eavage planes are 1 0 3 - 1 0 5 t i m e s l a r g e r than those in the perpend i cu lar d i r e c t i o n , the exact d i f f e rence depending on the t e m p e r a t u r e . This d i rec t iona l dependence a r i s e s a l m o s t ent i re ly f r o m a d i f f e rence in act ivat ion energy ; the pre - exponent ia l t e r m s for di f fusion of Au and Ag in either d i rec t i on a r e between 1 and 5 x 1 0 " 3 c m 2 / s . In t e r m s of Z e n e r ' s theory [ 1 6 ] , a negative entropy of act ivat ion is o b s e r v e d for m o v e m e n t of Ag in the least favoured d i re c t i on . This resul t is thought to a r i s e f r o m pair ing of f r ee e l e c t r o n s with A g + i o n s . Au di f fuses in the favoured d i re c t i on with an act ivat ion energy of 4.7 k c a l / m o l e , a r e m a r k a b l y low value for m o v e m e n t of a t o m s in a so l id .
2. 7 Diffusion and segregat ion of tr i t ium in z i r c o n i u m
Diffusion and segregat ion of tr i t ium in z i r c o n i u m has been i n v e s t i gated by Cupp and F lubacher [ 2 3 ] . Tr i t ium was introduced into one face of a rectangular sample by cathodic charging f r o m 2 m l of dilute H2SO4 containing 200 c u r i e s of t r i t ium; 0.1% of the tr i t ium was introduced into the Z r as a thin sur face l a y e r . The s p e c i m e n was cut into s e v e r a l p i e c e s which w e r e then heated at t e m p e r a t u r e s between 149 and 240°C. The r e s u l t ing distr ibut ion of tr it ium in a d i re c t i on perpendicu lar to the hydrided face was d e t e r m i n e d quantitatively by in situ autorad iographic techniques which permi t ted the autorad iographic f eatures to be re lated d i r e c t l y to the m i c r o -s tructure of the s p e c i m e n . The o v e r a l l distr ibution of tr i t ium was d e s c r i b e d sa t i s fa c t o r i l y by the dif fusion equation:
D = 1.53 x 1 0 " 3 exp [ - 9 0 7 0 / R T ] c m 2 / s
This resu l t , c o r r e c t e d for the expected i so tope e f fect , a g r e e s wel l with e a r l i e r (260 - 560°C) m e a s u r e m e n t s of H dif fusion in Z r [ 2 4 ] , suggest ing that the dif fusion m e c h a n i s m is unaffected by t emperature between 150 and 6 5 0 ° C .
M i c r o - a u t o r a d i o g r a p h y d i s c l o s e d s e v e r a l tr it ium segregat ion e f f e c t s , not al l of which a r e fully unders tood . Diffusion is evidently enhanced at grain boundar ies ; no quantitative m e a s u r e of D D O U n d a r y could be obtained, but at 149°C, the rat io of D b o u n d a r y / D l a t t i c e i s l e s s than 10 4 . Segregat ion of tr i t ium at grain boundar ies was o b s e r v e d , and a l s o deplet ion of tr i t ium
- 4 -
in a r e a s adjacent to a s e c o n d , i r o n - r i c h , phase (the metal contained 300 ppm of i ron as an impur i ty ) . This w o r k i s a good example of the advantage of t r a c e r methods over m o r e " c l a s s i c a l " methods in prov id ing an insight into the c o m p l e x i t i e s of a t o m i c m o v e m e n t in s o l i d s .
2. 8 Segregat ion in T l -Sn a l l oys
Weinberg [ 2 1 , 22] has studied the segregat i on behaviour of dilute b inary a l l o y s during so l id i f i ca t i on , using Z n - , Sn- and P b - b a s e d a l l oys with solute addit ions of U 0 A g , ^ A u , 1 2 4 S b , 2 0 4 T 1 , 1 1 3 S n and ^Zn. Autorad iography and (3-counting methods w e r e used to o b s e r v e segregat ion e f f e c t s , the r e sults f o r the S n - T l s y s t e m i l lustrate the kind of in format ion obtained [ 2 2 ] . The concentrat ion and distr ibut ion of solute ( T l ) on the sur face of the s o l i d i f ied a l l oy d i f fers f r o m the bulk concentrat ion i m m e d i a t e l y beneath the s u r f a c e , the thallium tending to concentrate on the s u r f a c e . This is attributed at l eas t in part to enhanced di f fusion of Tl to the sur face short ly after the a l l oy has so l id i f i ed . Marked segregat i on of solute at grain boundar ies was o b s e r v e d , amounting in one c a s e to the equivalent of 140 a t o m i c planes of Tl f or s a m p l e s grown s l owly f r o m the m e l t . This i s not however an e q u i l i b r i u m distr ibut ion , s ince on subsequent s low annealing of the so l id , the concentrat ion of Tl at the grain boundary i s not g r e a t e r than one a t o m i c p lane . The n o n - e q u i l i b r i u m distr ibut ion at grain boundar ies p robab ly a r i s e s f r o m the g e o m e t r y of the in ter face between the me l t and the so l id , which g r o w s into the l iquid in the f o r m of g r o o v e s . The solute r e j e c t e d by the advancing in ter face concentra tes in the p r o g r e s s i v e l y n a r r o w e r g r o o v e which t e rminates at a grain boundary in the so l id . The solute f inal ly p r e c ip i tates in a thin band along the grain boundary.
3. S U R F A C E PROCESSES
3. 1 F luor ide p ickl ing of z i r c o n i u m
Relat ive ly c o m p l e x m i x t u r e s a r e often used for c leaning of m e t a l s , s o m e t i m e s without a c l e a r understanding of their m o d e of ac t ion . In p a r t i c u l a r , nuc lear r e a c t o r c omponents fabr i cated f r o m Z r - b a s e d a l l oys a r e usual ly p i ck led during manufacture with a mix ture of hydro f luor i c and n i t r i c a c i d s . On the other hand, f luor ide ion in water is known to a c c e l e r ate the c o r r o s i o n of z i r c o n i u m [ 1 7 ] . Beg and Brown have t h e r e f o r e e x a m ined in detail with 1 8 F the behaviour of f luor ine in the pickl ing p r o c e s s [ 1 8 ] . This technique showed that ~0 .5 f i g / c m 2 of f luor ine (10 atom l a y e r s ) is rapidly and f i r m l y attached to the Z r s u r f a c e , and is not r e m o v e d by a 4 - h e x p o s u r e to NH4F solution at 100°C, or even by s e v e r a l hours treatment in s team at 300°C. Subsequent w o r k [ 1 9 ] has shown that the rate of c o r r o s i o n of z i r c o n i u m is i n c r e a s e d by attached f luor ine . The nature of its bonding to the metal does not involve o r d i n a r y ion exchange with Z r 0 2 . P o s s i b l y a compound is f o r m e d such as ZrF,*. 3 H 2 0 . This substance does not l o s e f luor ine be low 345°C, is inso luble in strong m i n e r a l a c i d s , and has been identif ied as a prec ip i ta te in spent pickl ing baths [ 2 0 ] .
- 5 -
3. 2 Aqueous etching of Li F c r y s t a l s
Single c r y s t a l s of L i F a r e read i ly etched by aqueous so lut ions , and the m o r p h o l o g y of the etch pits is sens i t ive to f e r r i c ion in the etching solution [ 2 5 ] . Rosenblatt and Ives [ 2 6 ] used 5 9 F e C l 3 to examine the ro le of i ron in this p r o c e s s . Autorad iograph i c techniques showed that there is i r r e v e r s i b l e adsorpt ion of i ron on the <100> sur faces and a l s o that a quanti tative re lat ion ex is ts between the concentrat ion of i ron on the sur face and in solution. The sur face i s " s a t u r a t e d " by 4 x 1 0 1 3 a t o m s / c m 2 , c o r r e s p o n d ing to a p p r o x i m a t e l y 0.03 of a m o n o l a y e r of i r on . In addit ion, the opt imum sur face concentrat ion for produc ing s q u a r e - b a s e d d i s l o ca t i on etch pits c o inc ided with that requ i red to saturate the s u r f a c e , i. e. , 0.03 atom l a y e r s . This l eve l of attachment m a y r e p r e s e n t a c o m p l e t e f i l l ing of par t i cu lar ly favourable adsorpt ion s i tes on the s u r f a c e . The authors suggest that these a r e the k i n k - s i t e s p r o p o s e d by Gilman et al [ 2 5 ] . ( T h e s e a r e s i tes a s s o c i ated with steps in exposed c r y s t a l l e d g e s . ) A uni form distr ibut ion of a 0.03 atom m o n o l a y e r r e q u i r e s the attached ions to be s ix s i tes apart in a square a r r a y , and this is a l s o the spacing o b s e r v e d between m o n o m o l e c u l a r l e d g e s on the s ides of the p i t s . While not c o n c l u s i v e , this ev idence s u p p o r t s r e cent theor i e s of the m e c h a n i s m respons ib l e for the m o r p h o l o g y of etch pits in this sys tem [ 2 7 ] .
4. ANODIC FILMS ON M E T A L S
In search ing for sensi t ive methods to de te rmine the range of e n e r get i c a toms in so l ids ( s e e Sect ion 5) , Davies and his c o l l eagues have d e v e l oped two nove l exper imenta l techniques of depth m e a s u r e m e n t [ 2 8 , 29] which have a l s o prov ided information on both the thickness and m e c h a n i s m of growth of oxide f i lms on m e t a l s .
4. 1 Thickness of anodic f i lms
Anod i c oxidation of cer ta in m e t a l s , f o r example A l , Si, Z r , Nb, Hf, W and Ta , p r o d u c e s a uni form sur face oxide layer whose th ickness is uniquely d e t e r m i n e d by the appl ied vo l tage . In s e v e r a l c a s e s the oxide can be d i s s o l v e d in a suitable reagent without s ignif icant attack on the underlying m e t a l . By appropr iate c h o i c e of appl ied vo l tage , the th ickness of meta l r e m o v e d by this t w o - s t a g e p r o c e s s is a c c u r a t e l y contro l l ed f r o m 10 to 1000 A . The p r o c e s s can be repeated as often as d e s i r e d , a fact that is ut i l ized in examining the penetrat ion of energet i c ions into these meta l s ( s ee Sect ion 5) .
While the general features of the anod iz ing - s t r ipp ing p r o c e d u r e have been known for m a n y y e a r s , there has been a lack of quantitative ca l ibrat ion data. This p r o b l e m has re cent ly been so lved using neutron -ac t ivated metal f o i l s , the amount of oxide d i s s o l v e d being d e t e r m i n e d v e r y p r e c i s e l y by r a d i o c h e m i c a l m e t h o d s . These methods a l s o demonstra ted that the s t r i p ping solution did not d i s s o l v e the underlying m e t a l . Cal ibrat ion data, a c c u r a t e to ±3%, have been obtained for three e lements - Al [ 2 8 ] , W [ 3 0 ] ,
- 6 -

and Si [ 31 ] . In all ca s e s , an a l m o s t l inear re lat ion ex ists between the anodic vo l tage and the thickness of meta l c o n v e r t e d to ox ide , and the s lope s
0
a r e 9 .2 , 5.5 and 2.1 A / V for A l , W and Si, r e s p e c t i v e l y .
With W, the ca l ibrat ion was extended be low 1 V, thereby enabling l a y e r s l e s s than 5 Â thick to be r e m o v e d with a r eproduc ib i l i t y of ±10%.
o o
With Al and Si, the 1 ower l imi ts w e r e a p p r o x i m a t e l y 35 A and 20 A , r e s p e c t ive ly .
Davies [ 3 1 ] and M c C a r g o [ 3 2 ] have extended these invest igat ions to m o n o c r y s t a l l i n e Si and W. They find that the or ientat ion of the u n d e r lying meta l sur face does not s igni f icantly a f fect the voltage - th i ckness re la t ion , except for f i l m s l e s s than 20 Â thick.
An unexpected ef fect was the l o s s of a s ignif icant amount of m e t a l ion during the anodiz ing s tep . Subsequent r a d i o c h e m i c a l ana lys i s of the e l e c t r o l y t e surrounding the anode showed that the m i s s i n g meta l had dis -s o lved during anodiz ing . With W and Si, the l o s s is 1 - 2 % of the total m e t a l c onver ted to ox ide ; with A l , h o w e v e r , the l o s s v a r i e s f r o m 2 to 40%, depending on the e l e c t r o l y t e and current densi ty used .
4. 2 M e c h a n i s m of growth of oxide f i lms
The second technique r e f e r r e d to in Sect ion 4. 1 is based on the use of a p r e c i s i o n |3-ray s p e c t r o m e t e r . Certain r a d i o n u c l i d e s , e . g . 1 2 5 X e , d e c a y by emitting m o n o e n e r g e t i c c o n v e r s i o n e l e c t r o n s ; the result ing e l e c t ron energy s p e c t r u m is e x t r e m e l y sens i t ive to the amount of a b s o r b e r separat ing the 1 2 5 X e f r o m the s p e c t r o m e t e r c h a m b e r . Graham et al [ 2 9 ] have shown that, with ca l ibrat ion against standard a b s o r b e r s , t h i c k n e s s e s of 20 - 10 000 Â m a y be m e a s u r e d to ±10%. The depth of embedded 1 2 5 X e a t o m s beneath the sur face of the so l id i s de termined in situ by this t e c h nique ; consequent ly , it can be used to fo l low changes in depth with t i m e , t e m p e r a t u r e , e t c .
One interest ing appl icat ion has been in studying the re lat ive m o b i l i t i es of oxygen and m e t a l ions within a growing oxide f i lm [ 3 3 ] . F o r this p u r p o s e a thin sur face oxide l ayer i s labe l l ed with a t race amount of 1 2 5 X e ( ~ 1 0 u a t o m s / c m 2 ) by making the s p e c i m e n the co l l ec t ing target f o r a b e a m of 1 2 5 X e ions f o r m e d in an i so tope separator [ 3 4 ] . The depth of the e m bedded 1 2 5 X e beneath the sur face is then m e a s u r e d at var ious stages during the subsequent anodic oxidation by m e a n s of the ( 3 - s p e c t r o m e t e r . If oxygen is the m o b i l e s p e c i e s , the new oxide f o r m s at the m e t a l - o x i d e inter face ( i . e. underneath the labe l l ed ox ide) and 1 2 5 X e r e m a i n s c l o s e to the outer s u r f a c e . If, on the other hand, the meta l ions m i g r a t e , the new oxide f o r m s at the o x i d e - e l e c t r o l y t e in te r fa ce , and so the 1 2 5 X e b e c o m e s b u r i e d .
In Al anodized at a cur rent densi ty of 0.1 m A / c m 2 , 1 2 5 X e r e m a i n s c l o s e to the outer s u r f a c e , showing that the oxide f i lm is growing by oxygen m o b i l i t y a l one . A s i m i l a r resu l t has been found for Z r and Hf. With Ta ,
- 7 -
Nb and W, on the other hand, Xe b e c o m e s bur ied near the midd le of the ox ide l a y e r , indicating that in these ox ides both meta l and oxygen m i g r a t e s imultaneous ly .
In all c a s e s except A l , the o b s e r v e d behaviour was independent of c u r r e n t density [ 3 5 ] . With A l , h o w e v e r , the behaviour depended s trongly on both the current density and on the e l e c t ro ly te used .
T h e r m a l oxidation can a l s o be invest igated in the same way . Dalgaard and Da v ies [ 3 6 ] have made a br i e f study of the oxidation of z i r c o n i u m a l l oys by steam at 400°C. 1 2 5 X e remained near the outer s u r face of the ox ide , indicating that oxygen is the only m o b i l e s p e c i e s .
5. RANGE O F HEAVY E N E R G E T I C IONS IN SOLIDS
Until f ive y e a r s a g o , exper imenta l data on the range of energe t i c a t o m s in so l ids had been a l m o s t c o m p l e t e l y lacking at e n e r g i e s l e s s than 1 M e V , due l a r g e l y to the a b s e n c e of suff ic iently sens i t ive techniques for m e a s u r i n g the smal l penetrat ions invo lved . Recent ly , h o w e v e r , the t e c h niques d e s c r i b e d in Sect ion 4 have been deve loped and appl ied to a study of this p r o b l e m . The method c o n s i s t s in bombard ing a target meta l with a b e a m of c a r r i e r - f r e e rad ioac t i ve ions of d e s i r e d e n e r g y , using an i so tope s e p a r a t o r as the ion gun; the depth distr ibution of the stopped beam is then obtained by m e a s u r i n g the rad ioac t iv i ty of the target as s u c c e s s i v e known t h i c k n e s s e s of the meta l a re r e m o v e d by the anod iz ing - s t r ipp ing p r o c e s s . Deta i led range distr ibut ion c u r v e s have been d e t e r m i n e d in A l and W t a r g e t s , using as p r o j e c t i l e s the rad ioac t ive inert -gas i o n s , 4 1 A r , 8 5 K r , 1 2 5 X e , 1 3 3 X e , and a l s o rad ioac t ive a lka l i -meta l ions , 2 4 N a , 4 2 K , 8 6 R b , 1 3 7 C s . In m o s t c a s e s , an energy r eg i on f r o m 1 to 500 keV was invest igated [ 3 0 , 3 4 , 3 7 , 3 8 , 3 9 ] . These resu l t s g ive detai led information on the s lowing-down p r o c e s s e s , and their dependence on energy and a t o m i c n u m b e r .
One par t i cu lar ly powerful appl icat ion of t r a c e r s to range m e a s u r e ments has been the deve lopment of a ' d o u b l e - t r a c e r ' technique for studying the i so tope ef fect by Dav ies et al [ 4 0 ] . By s imultaneous b o m b a r d m e n t of an Al target with 2 2 N a and 2 4 N a i o n s , f o l l owed by di f ferent ia l counting to d e t e r m i n e the 2 2 N a / 2 4 N a act iv i ty rat io after each anod iz ing - s t r ipp ing o p e r at ion, they m e a s u r e d a value of 1.018 ± 0.004 f o r the rat io of the mean ranges of the two i s o t o p e s . Since the reproduc ib i l i t y of individual range m e a s u r e m e n t s was only ±5%, the i so tope ef fect could not have been detected if the s i m u l t a n e o u s - b o m b a r d m e n t technique had not been used .
Of part i cu lar in teres t is the recent d i s c o v e r y by P i e r c y et al [ 4 1 ] that the c r y s t a l s t ructure of the latt ice plays an important r o l e in the s l o w ing-down p r o c e s s : for e x a m p l e , F ig . 1 c o m p a r e s the o b s e r v e d integral range d istr ibut ions for 40 keV 8 5 K r along di f ferent c r y s t a l l o g r a p h i c d i r e c tions in m o n o c r y s t a l l i n e A l ; s i m i l a r m e a s u r e m e n t s in a m o r p h o u s A l 2 0 3 a r e inc luded for c o m p a r i s o n [ 4 2 ] . The v e r y prominent ' ta i l ' o b s e r v e d in
- 8 -
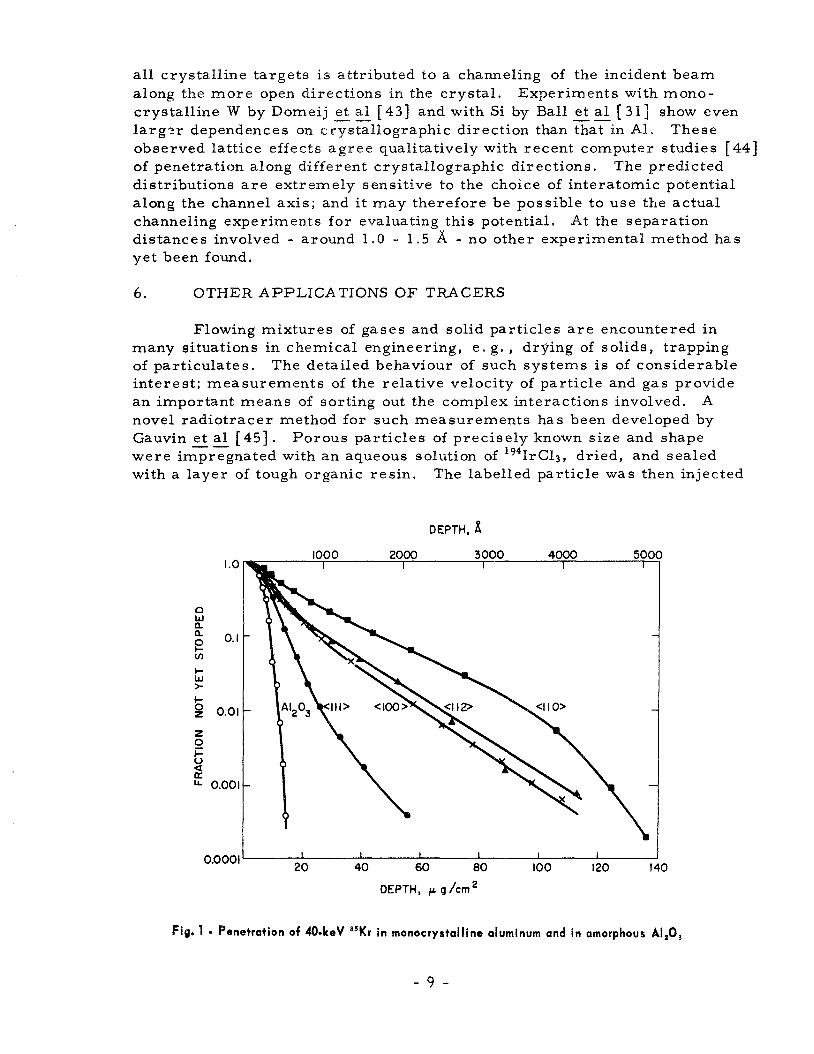
all c rys ta l l ine targets is attributed to a channeling of the incident b e a m along the m o r e open d i r e c t i o n s in the c r y s t a l . E x p e r i m e n t s with m o n o -c rys ta l l ine W by D o m e i j et al [ 4 3 ] and with Si by Ball et al [ 31 ] show even l a r g e r dependences on c r y s t a l l o g r a p h i c d i r e c t i o n than that in A l . These o b s e r v e d latt ice e f fects a g r e e qual i tat ively with r e cent c omputer studies [ 4 4 ] of penetrat ion along di f ferent c r y s t a l l o g r a p h i c d i r e c t i o n s . The p r e d i c t e d d is tr ibut ions a r e e x t r e m e l y sens i t ive to the c h o i c e of in te ra tomic potential a long the channel a x i s ; and it m a y t h e r e f o r e be p o s s i b l e to use the actual channeling e x p e r i m e n t s f or evaluating this potential . At the separat ion d i s tances invo lved - around 1.0 - 1.5 A - no other exper imenta l method has ye t been found.
6. O T H E R A P P L I C A T I O N S OF T R A C E R S
Flowing m i x t u r e s of gases and sol id p a r t i c l e s a r e encountered in m a n y situations in c h e m i c a l eng ineer ing , e . g . , drying of s o l i d s , trapping of par t i cu la tes . The detai led behaviour of such s y s t e m s is of c o n s i d e r a b l e in teres t ; m e a s u r e m e n t s of the re la t ive v e l o c i t y of par t i c l e and gas p r o v i d e an important m e a n s of sort ing out the c o m p l e x interact ions invo lved . A nove l r a d i o t r a c e r method for such m e a s u r e m e n t s has been deve loped by Gauvin et al [ 4 5 ] . P o r o u s p a r t i c l e s of p r e c i s e l y known s i ze and shape w e r e impregnated with an aqueous solution of 1 9 4 I r C l 3 , d r i ed , and sea led with a l ayer of tough organic r e s i n . The labe l led par t i c l e was then in jec ted
D E P T H , I
1000 2000 3000 4000 5000
F i g . 1 - P e n e t r a t i o n o f 4 0 - k e V " K r i n m o n o c r y s t a l l i n e a l u m i n u m a n d i n a m o r p h o u s A l 2 0 ,
- 9 -

into a v e r t i c a l l y mounted wind tunnel in which the appropr iate pattern of a i r f low had a l ready been es tab l i shed . The flight of the par t i c l e was f o l l o w ed by radiat ion m o n i t o r s p laced outside the s y s t e m at f ixed points along the f l ight pa th. A distance - t i m e relat ion was thus establ i shed which could be used to deduce both v e l o c i t y and a c c e l e r a t i o n of the par t i c l e at any point a long its path. The s y s t e m prov ided ±1% a c c u r a c y at v e l o c i t i e s of 40 m / s , and has been used to invest igate p r o b l e m s of drag [ 4 6 ] and of heat and m a s s t rans fer [ 4 7 ] for f r e e l y a c ce l e ra t ing p a r t i c l e s in turbulent a i r s t r e a m s .
Horwood and D i b b s , in c o - o p e r a t i o n with Noranda Mines Ltd. , Noranda , Q u e b e c , used 6 4 C u 2 0 to examine the rate of c o p p e r t rans fer between slag and mol ten copper meta l in an exper iment involving 3500 tonne s of c o p p e r and 235 tonnes of s lag [ 48 ] . 700 m i l l i c u r i e s of 6 4 C u 2 0 w e r e added to a ladle of c o n v e r t e r s lag , which was then returned to a re v e r b e r a t o r y fur -n a c e . The act iv i ty was un i f o rmly distr ibuted in the slag after two h o u r s , with t rans fer of c o p p e r to the underlying mo l ten meta l being ins igni f icant . T h e r e f o l l owed a gradual t rans fe r of 6 4 C u to the meta l phase , the m a x i m u m concentrat ion o c c u r r i n g in thirteen hour s. At this t ime 6 4 C u act iv i ty in the slag had dropped to z e r o . It was concluded that r e c o v e r y of c o p p e r as C u 2 0 in c o n v e r t e r slag is an ef f ic ient p r o c e s s . The test a l s o demonst ra ted the f eas ib i l i ty of quantitative w o r k s - s c a l e exper iments using only m o d e r a t e amounts of s h o r t - l i v e d i s o t o p e s .
7. A C K N O W L E D G M E N T
The authors a r e grateful f or the generous as s i s tance they have re -c e i v e d , both f r o m their c o l l e a g u e s at Chalk R iver and f r o m individuals in many other l a b o r a t o r i e s in Canada, during the preparat ion of this r e v i e w .
[l] LEWIS, W.B. et alii, Fission gas behaviour in U02 fuel, paper to be presented at 3rd Geneva Conference, September 1964.
[2] ROBERTSON, J.A.L. et alii, U02 performance - the importance of temperature distribution, paper to be presented at 3rd Geneva Conference, September 1964.
[3] KIDSON, G.V. and McGURN, J., Canad. J. Phys. 39 (1961) 1146-1157. [4] KIDSON, G.V., Canad. J. Phys. 41 (1963) 1563-1569. [ 5 1 MacEWAN, J.R. e f alii, Canad. J. Chem. 37 (1959) 1623-1628. [6] MacEWAN, J.R. et alii, Canad. J. Chem. 37 (1959) 1629-1636. [7] SECCO, E.A., in Proc. 4th Intl. Symp. Reactivity of Solids (J.H. DE BOER et al, eds.)
Amsterdam (1960) 188-194. [8] SECCO, E.A., Canad. J . Chem. 39 (1961) 1544-1548. [9] HARRISON, L.G. et alii, in Proc. 2nd Intl. Cong. Surface Activity, London (1957) 287-298.
[10] HARRISON, L.G. et alii, Faraday Soc. Disc. 28 (1959) 103-112. [11] BARR, L.W. ef alii, Trans. Faraday Soc. 56 (1960) 697-708. [12] HOODLESS, I.M. and MORRISON, J.A., J. Phys. Chem. 66 (1962) 557-559. [13] LAURENT, J.P. and BÉNARD, J., J. Phys. and Chem. Solids 3 (1957) 7-19. [14] KEYS, J.D. and DUTTON, H.M., J. Phys. and Chem. Solids 24 (1963) 563-571. [15] KEYS, J.D. and DUTTON, H.M., J. Appl. Phys. 34 (1963) 1830-1831. [16] CARLSON, R.O., J. Phys. and Chem. Solids 13 (1960) 65-70.
- 10 -
[17] KRENZ, F.H., private communication (1961) [18] BEG, K. and BROWN, F., publication AECL-1903, Atomic Energy of Canada Limited,
Chalk River (1962) [19] WANKLYN, J.N., Trans. Amer. Nuclear Soc. 6 No. 2 (1963) 368-9. [20] RYNASIEWCZ, J., publication TID-17478. Knolls Atomic Power Laboratory, Schenectady (1962). [21] WEINBERG, F. and McLAREN, E.H., Trans. Met. Soc. AIME 227 (1963) 112-224. [22] WEINBERG, F., Trans. Met. Soc. AIME 2 2 7 (1963) 223-230. [23] CUPP, C.R. and FLUBACHER, P., J. Nuclear Materials 6 (1962) 213-228. [24] SAWATZKY, A., J. Nuclear Materials 2 (1960) 62-68. [25] GILMAN, J.J. et alii, J. Appl. Phys. 29 (1958) 747-754. [26] ROSENBLATT, G. and IVES, M.B., J. Electrochem. Soc. 110 (1963) 1088-1090. [27] IVES, M.B. and HIRTH, J.P., J. Chem. Phys. 3 3 (1960) 517-525. [28] DAVIES, J.A. et alii, Canad. J. Chem. 38 (1960) 1526-1534. [29] GRAHAM, R.L., er alii, Canad. J. Phys. 41 (1963) 1686-1701. [30] McCARGO, M. ef alii, Canad. J. Phys. 41 (1963) 1231-1244. [31] DAVIES, J.A. ef alii, Canad. J. Phys. 4 2 , Range of '"Xe ions in monocrystalline silicon,
submitted to Canad. J. Phys. [32] McCARGO, M. and DAVIES, J.A., private communication (1963). [33] DAVIES, J.A. ef alii, J. Electrochem. Soc. 109 (1962) 999-1001. [34] DAVIES, J.A. et alii, Canad. J. Phys. 41 (1963) 829-843. [35] DAVIES, J.A., BROWN, F. and PRINGLE, J.P.S., private communication (1963). [36] DALGAARD, S.B. and DAVIES, J.A., private communication (1962) [37] DAVIES, J.A. et alii, Canad. J. Chem. 38 (1960) 1535-1546. [38] DAVIES, J.A. and SIMS, G.A., Canad. J. Chem. 39 (1961) 601-610. [39] McCARGO, M. ef alii, Canad. J. Chem. 41 (1963) 2309-2313. [40] DAVIES, J.A. ef alii, Canad. J. Chem. 39 (1961) 611-615. [41] PIERCY, G.R. ef alii, Phys. Rev. Letters 10 (1963) 399-400. [42] DOMEIJ, B. ef alii, Ranges of heavy ions in amorphous oxides, submitted to Canad. J. Phys. [43] DOMEIJ, B. ef alii, Anomalous penetration of energetic ions in monocrystalline tungsten,
submitted to Phys. Rev. Letters. [44] ROBINSON, M.T. and OEN, O.S., Phys. Rev. 132 (1963) 2385-2398. [45] GAUVIN, W.H. ef alii, Canad. J. Chem. Eng. 37 (1959) 95-98. [46] TOROBIN, L.B. and GAUVIN, W.H., Amer. Inst. Chem. Eng. J. 7 (1961) 406-412. [47] PASTERNAK, I.S. and GAUVIN, W.H., Amer. Inst. Chem. Eng. J. 7 (1961) 254-260. [48] HORWOOD, J.L. and DIBBS, H.P., Technical Bulletin TB-52, Mines Branch, Dept. of Mines
and Technical Surveys, Ottawa (1964).
VI
E C O N O M I C C O M P A R I S O N O F O Y S T E R C R E E K , N I N E M I L E P O I N T , A N D C A N D U - T Y P E S T A T I O N S
U N D E R C A N A D I A N C O N D I T I O N S
by
G.A. Pon* and R.L. Beck**
Paper to be presented at the CNA Annual Conference, Toronto, May 25-27, 1964.
*Atomic Energy of Canada Limited, Chalk River, Ontario **Canadian General Electric Co. Ltd., Peterborough, O n t a r i o
- 1 -
1 .0 INTRODUCTION
The estimated cost of energy has recently been announced for the Jersey Central Oyster Creek Nuclear Generating Station^^
(2 and the Niagara Mohawk Nine Mile Point Nuclear Generating Station The reactors for these stations are to be of the boiling water type (BWR) using enriched uranium and designed and manufactured by American General Electric. Capital costs for these stations (especially Oyster Creek) are attractively low. Both stations are expected to be competitive with fossil fuelled fired plants for the conditions pertinent to each of the utilities.
This paper modifies the published cost estimates of these stations for Canadian conditions. Comparison is then made with the CANDU-type reactor.
2.0 OYSTER CREEK NUCLEAR GENERATING STATION
2.1 General
All data for this station were taken from a report by the Jersey Central Power & Light Company entitled "Report on Economic Analysis for Oyster Creek Nuclear Electric Generating Station"
(1) dated February 17, 1964 . The General Electric Company had submitted two alternative proposals: one consisted of a single cycle BWR station with an expected maximum capability of 640 MW(e) and the other a dual cycle BWR station with an expected maximum capability of 620 MW(e). The report is based on the dual cycle system and after issuance of the report Jersey Central selected the single cycle reactor. It is stated that the base bid and operating costs for the single cycle station are lower than those for the dual cycle system (no information is available on the
-2-
single cycle station). Hence the costs used for the BWR in the comparison to follow may be considered to be on the high side. Some cost data from the Jersey Central report are reproduced in Appendix I .
2 . 2 Station Rating
The guaranteed minimum rating of the station is 515 MW(e). However, the GE proposal indicates that the turbo-generator, piping, pumps, and all other accessory equipment are adequate so that the station can operate efficiently and economically at a capability in excess of 620 MW(e). Achievement of this rating appears to require a 20% increase in fuel performance.
2.3 Capital Costs
All costs were converted to Canadian dollars using the follow
ing equivalent: $1 Canadian = $.925 American.
The capital cost breakdown is given in Table I . Only three modifications were made to the cost data from the Jersey Central report : (a) Transmission costs of $2,5M dollars were omitted in order
to comply with our ground rules. (b) Interest during construction was reduced from the Jersey
Central value of 6% to 5.5%, (c) The total cost was converted to Canadian dollars.
2.4 Fuelling Costs
The fuelling costs as estimated by Jersey Central varies from year to year. They have been averaged over the life of the plant and are reproduced in Table I (expressed in Canadian dollars). These costs are based upon private ownership of fuel, $8/gram for
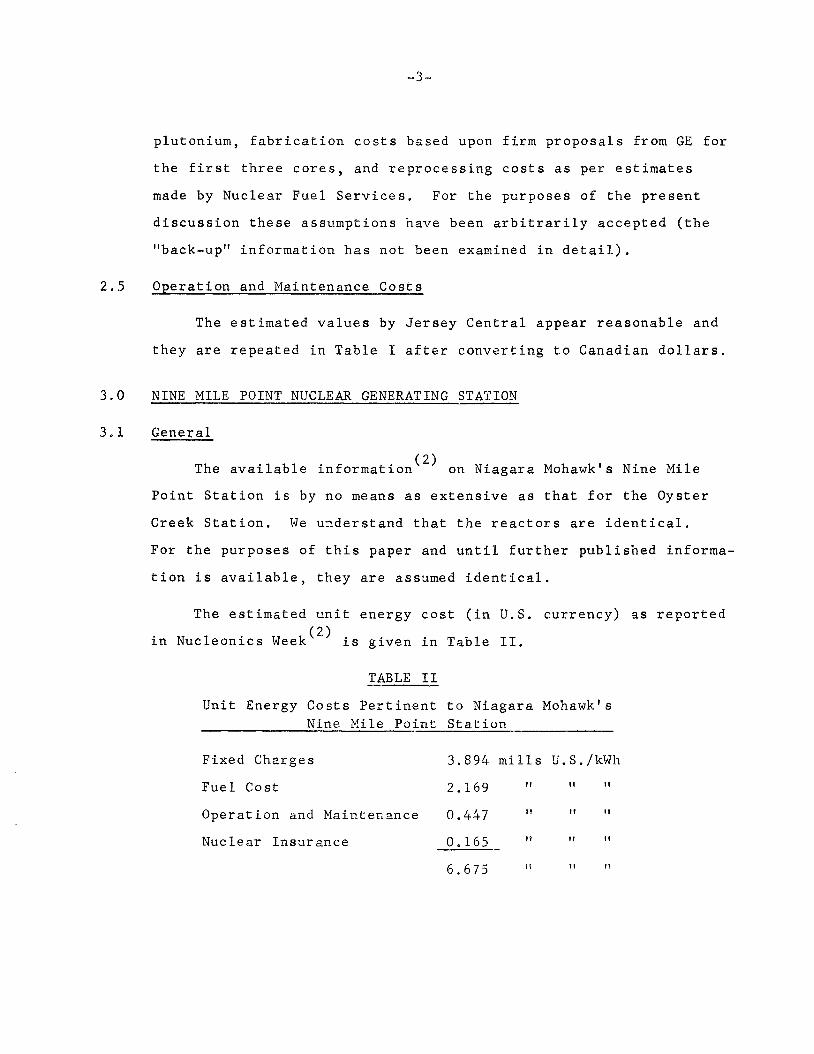
-3-
3.894 mills U.S./kWh 2.169
0.447 " " 0.165 " " 6.675
plutonium, fabrication costs based upon firm proposals from GE for the first three cores, and reprocessing costs as per estimates made by Nuclear Fuel Services. For the purposes of the present discussion these assumptions have been arbitrarily accepted (the "back-up" information has not been examined in detail).
2.5 Operation and Maintenance Costs
The estimated values by Jersey Central appear reasonable and they are repeated in Table I after converting to Canadian dollars.
3.0 NINE MILE POINT NUCLEAR GENERATING STATION
3.1 General (2)
The available information on Niagara Mohawk's Nine Mile Point Station is by no means as extensive as that for the Oyster Creek Station. We understand that the reactors are identical. For the purposes of this paper and until further published information is available, they are assumed identical.
The estimated unit energy cost (in U.S. currency) as reported (2)
in Nucleonics Week is given in Table I I .
TABLE II
Unit Energy Costs Pertinent to Niagara Mohawk's Nine Mile Point Station
Fixed Charges Fuel Cost
Operation and Maintenance Nuclear Insurance
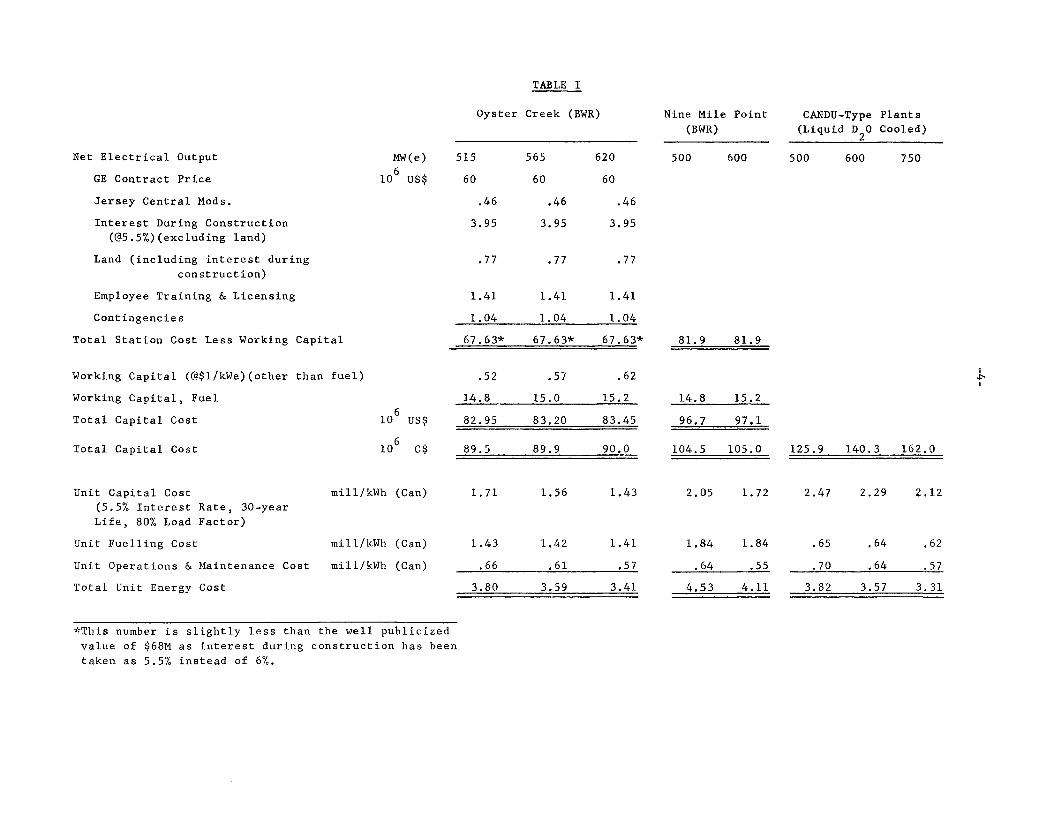
TABLE I
Oyster Creek (BWR) Nine Mile Point CANDU-Type Plants (BWR) (Liquid Cooled)
Net Electrical Output MW(e) 515 565 620 500 600 500 600 750 GE Contract Price 10 6 US$ 60 60 60 Jersey Central Mods. .46 .46 .46 Interest During Construction
(@5.5%)(excluding land) 3.95 3.95 3.95
Land (including interest during construction)
.77 .77 .77
Employee Training & Licensing 1.41 1.41 1.41 Contingencie s 1.04 1.04 1.04
Total Station Cost Less Working Capital 67.63* 67.63* 67.63* 81.9 81. 9
Working Capital (@$l/kWe)(other than fuel) .52 .57 .62 Working Capital, Fuel 14.8 15.0 15.2 14.8 15. 2
Total Capital Cost 10 6 US$ 82.95 83.20 83.45 96.7 97. 1
Total Capital Cost 10 6 C$ 89.5 89.9 90.0 104.5 105. 0 125.9 140. , 3 162. ,0
Unit Capital Cost mill/kWh (Can) (5.5% Interest Rate, 30-year Life, 80% Load Factor)
1.71 1.56 1.43 2.05 1. 72 2.47 2. .29 2, .12
Unit Fuelling Cost mill/kWh (Can) 1.43 1.42 1.41 1.84 1. 84 .65 .64 ,62
Unit Operations & Maintenance Cost mill/kWh (Can) .66 .61 .57 .64 55 .70 ,64 ,57 Total Unit Energy Cost 3.80 3.59 3.41 4.53 4. 11 3.82 3, ,57 3, , 31
*This number is slightly less than the well publicized value of $68M as interest during construction has been taken as 5.5% instead of 6%,.
-5-
3.2 Capital Costs
The total capital cost for Nine Mile Point is estimated to be $90.2 million U.S. A breakdown is given in Appendix II. These data are not directly comparable to those of Oyster Creek because O f " '
(a) Possible differences in site conditions may favour Oyster Creek by as much as $4-5 million.
(b) Possible conservatism on the part of Niagara Mohawk in estimating capital costs.
(c) The inclusion of $2.6 million in escalation for Nine Mile Point (escalation not included in Oyster Creek).
To make the estimates more comparable with Oyster Creek we have taken $7.1 million ($4.5 M for site, $2.6 for escalation) from the estimated $90.2 million to give $82.9 million U.S. It is expected that the interest during construction of the Nine Mile Point Station if built in Canada will be lower than the published figure of $6 million U.S. (see Appendix II). Since the cost of money is not stated for the Nine Mile Point Station a precise modification for Canadian conditions is not possible. An arbitrary reduction of $1 million U.S. has therefore been assumed for this study. The capital cost then becomes $81.9 million U.S. (82.9 - 1). The working capital for the fuel must be added to this amount. We have assumed the working capital to be the same as that for Oyster Creek (since data are not given for Nine Mile Point). The estimated total capital cost in U.S. and Canadian dollars is given in Table I. Note that the Nine Mile Point Station costs about $15 million more than the Oyster Creek Station.
- 6 -
3. 3 Fuelling Costs
The fuelling cost is given as 2.169 mills U.S./kWh (average for entire plant life) in Table II. This compares with approximately 1.30 mills U.S./kWh for Oyster Creek. The working capital for the fuel has not been included in the Oyster Creek figure (it is taken into account elsewhere). It is possible that fuel working capital has been included in the 2.169 mills U.S./kWh for Nine Mile Point. We have assumed that this is the case. The fuel working capital was assumed to be approximately $15 million U.S. as in section 3.2. At a fixed charge rate of 117<>, 807» load factor and 500 MW(e) this $15 million represents .47 mills U.S./kWh. Subtracting the working capital from the fuelling cost then gives 1.70 mills U.S./kWh (2,169 - .47) for Nine Mile Point compared to 1.30 mills U.S./kWh for Oyscer Creek.
3.4 Operation and Maintenance Costs
For our comparison we have included nuclear insurance in this category. The operating and maintenance costs are then .612 mills U.S./kWh (.447 + .165 from Table II) for Niagara Mohawk condit ions.
4.0 CANDU-TYPE REACTOR STATION
4.1 General
The 500 MW(e) CANDU-type reactor (liquid D O cooled) is a 4" pressure tube design fuelled with a 28-element rod bundle. This reactor is at present proposed by Atomic Energy of Canada as the reference design for the first two 500 MW reactors for Ontario Hydro. The fuel rating for this reactor is only 5% higher than that of Douglas Point and there is clearly potential tor significant uprating.
- 7
The 600 and 750 MW(e) reactors have been designed to the same ground rules as the 500 MW(e) reactor.
All three reactors are based upon the design of the Douglas Point reactor. In fact, there have been no significant changes from Douglas Point other than size.
4.2 Capital Costs
A breakdown of the capital costs for the CANDU-type reactor is given in Appendix III*. Note that the indirect costs (purchasing, engineering, commissioning, contingency, interest during construction, etc.) represent about one third of the total capital costs. The building of a succession of similar stations will significantly reduce these charges.
4.3 Fuelling Costs
The unit fuelling costs are based upon the following data:
Reactor Rating MW(e) 500 600 750 Fuel Cost** $/kgU 49.00 49.00 49.00 Net Station Efficiency 7= 30.41 30.45 30.50 Burnup MWd/teU 10,280 10,480 10,700
5.0 ECONOMIC COMPARISON
The total unit energy costs as given in Table I have been plotted in Figure 1. Note that the cost of energy from an Oyster Creek Station under Canadian conditions is about equal to that of a CANDU station. The Nine Mile Point Station does not appear to be competitive with the other two. The data of Figure 1
*We feel that these capital cost estimates are conservative. They are at present being reviewed by AECL and we are anticipating a reduction of up to 107».
**Fuel cost estimates are based upon a throughput of 300,000 lb of U0^ per year.
- 8 -
are based upon a load f a c t o r of 80% f o r a l l r e a c t o r s . Since the
f u e l l i n g c o s t s f o r the CANDU-type r e a c t o r are much lower than those
of the BWR i t i s r e a s o n a b l e t o a s s i g n a h igher load f a c t o r t o the
n a t u r a l uranium r e a c t o r . F igure 2 shows the c o s t o f power from
500 and 600 MW(e) r e a c t o r s as a f u n c t i o n of load f a c t o r , The
a c t u a l load f a c t o r s t o be used w i l l be dependent upon the
p a r t i c u l a r c o n d i t i o n s of the u t i l i t y be ing c o n s i d e r e d . For
example , i f we assume f o r comparison purposes that the BWR i s t o
o p e r a t e with a load f a c t o r of 80% and the CANDU-type r e a c t o r with
a load f a c t o r o f 857, then there i s an advantage o f approx imate ly
.1 mil l /kWh in favour of the Canadian r e a c t o r .
As mentioned p r e v i o u s l y the i n d i r e c t c h a r g e s * f o r the CANDU-
type r e a c t o r are very h igh ( s e e Appendix I I ) . These high charges
( approx imate ly $42 m i l l i o n f o r a 500 MWe p l a n t ) w i l l c e r t a i n t l y be
reduced with the b u i l d i n g of s e v e r a l s t a t i o n s t o the same b a s i c
d e s i g n . F igure 3 shows the i n f l u e n c e o f these indirect c o s t s on
the c o s t o f power. A r e d u c t i o n of 10 m i l l i o n d o l l a r s w i l l reduce
the c o s t o f power by about .2 mil l /kWh f o r the Canadian r e a c t o r .
In our s t u d i e s the c o s t o f D^O i s $ 2 0 . 5 0 / l b . This i s the
guaranteed p r i c e f o r the f i r s t 1000 t ons produced in Canada.
A f t e r that the c o s t i s expec ted t o f a l l . F igure 4 i n d i c a t e s that
i f the c o s t o f D^0 drops t o $ 1 5 / i b then the power c o s t i s reduced
by about .1 mi l l /kWh.
6 .0 CONCLUSIONS
There i s approx imate ly ,7 mil l /kWh d i f f e r e n c e in u n i t energy
c o s t between Oyster Creek and Nine Mile Point when t h e i r pub l i shed
*No i n f o r m a t i o n i s a v a i l a b l e on the i n d i r e c t c o s t s f o r the BWR. One would expec t these charges t o be s i g n i f i c a n t l y lower because there has been more e x p e r i e n c e in b u i l d i n g the BWR's than in b u i l d i n g CANDU1s.
-9-
energy cost estimates are modified for Canadian conditions. This may be due to a relatively more optimistic estimate for Oyster Creek and a relatively more conservative estimate for Nine Mile Point. Energy costs for future BWR's may fall between these two estimates.
The estimated energy cost for CANDU-type stations is equal to that of the lowest cost BWR (Oyster Creek). If the energy cost from future BWR's falls between that of Oyster Creek and Nine Mile Point, then the CANDU-type reactor is superior for Canadian conditions. The BWR, however, does have attractively low capital costs but it is dependent on the enriched uranium fuel cycle with its attendant political and economic uncertainties.
The high burnup natural uranium fuelled heavy water cooled and moderated reactor has a very good potential for further cost reductions.
References : (1) Nuclear News (published by ANS), Vol. 7, No. 4, April 1964. (2) Nucleonics Week, April 2, 1964.
- 1 6 -
APPENDIX I
Some cost data from Jersey Central Power & Light Company document "Report on Economic Analysis for Oyster Creek Nuclear Electric Generating Station" dated February 17, 1964,
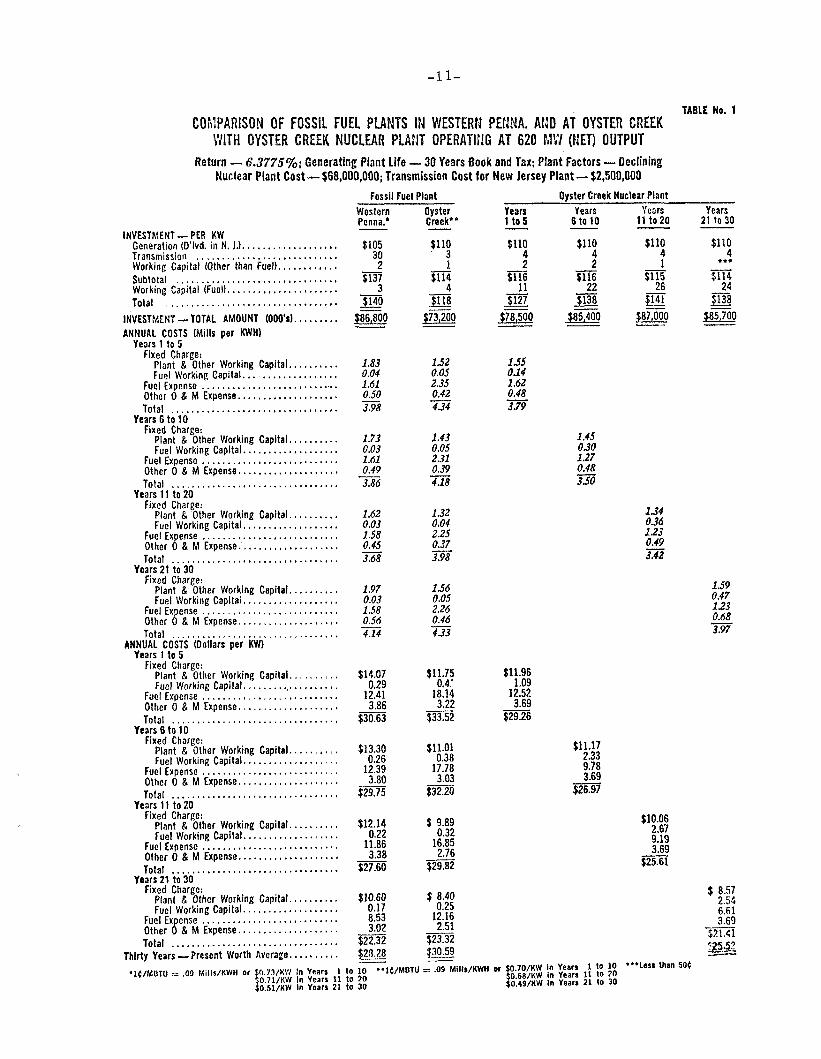
COMPARISON OF FOSSIL FUEL PLANTS IN WESTERN PENNA. AND AT OYSTER CREEK WITH OYSTER CREEK NUCLEAR PLANT OPERATING AT 620 MW (NET) OUTPUT
Return — 6.3775%; Generating Plant Life — 30 Years Book and Tax; Plant Factors — Declining Nuclear Plant Cost—$68,000,000; Transmission Cost for New Jersey Plant — $2,500,000
Fossil Fuel Plant Oyster Creek Nuclear Plant
Plant S Other Working Capital $12.14 $ 9.89 Fuel Working Capital 0.22 0.32
Fuel Expense H.86 16.85 Other 0 & M Expense 3.38 i /o Total $27.60 $29.82
Years 21 to 30
2.67 9.19 3.69
$25.61
Other 0 & M Expense 3.02 Total $22.32
Thirty Years —Present Worth Average $28.28
Western Oyster Years Years Years Years Penna.* Creek** 1 to 5 6 to 10 11 to 20 21 to 30
$105 $110 $110 $110 $110 $110 30 3 4 4 4 4 2 1 2 2 1 *#•
$137 $114 $116 $116 $115 5ÏÏ4 3 4 11 22 26 24
$140 m $127 $138 m $138 $86J8Ô0 $73,200 $78,500 $85^00 $87,000 $85JÔ0
INVESTMENT — PER KW Generation (D'lvd. in N. J.) Transmission Working Capital (Other than Fuel) Subtotal , Working Capital (Fuel) Total
INVESTMENT — TOTAL AMOUNT (000's) ANNUAL COSTS (Mills per KWH)
Years 1 to 5 Fixed Charge: . „ , „
Plant & Other Working Capital 1.83 1.52 135 Fuel Working Capital... 0.04 0.05 014
Fuel Expense 1-61 2.35 1.62 Other 0 & M Expense 030 OJ2 0A8_ Total 3.98 434 379
Years 6 to 10 Fixed Charge: . „ ,
Plant & Other Working Capital 1.73 1.43 1.45 Fuel Working Capital 0.03 0.05 030
Fuel Expense 1.61 231 1.27 Other 0 « M Expense 049 039 048 Total 3.86 4.18 330
Years 11 to 20 Fixed Charge: . „ , , .
Plant & Other Working Capital 1.62 132 134 Fuel Working Capital 0.03 0.04 036
Fuel Expense 1.58 2.25 123 Other 0 & M Expense. 045 0J7 0A9 Total , 3.68 3.98 3.42
Years 21 to 30 Fixed Charge.- , , 0
Plant & Other Working Capital 1.97 136 Fuel Working Capital 0.03 0.05 0.47
Fuel Expense 1.58 2.26 ]f3 Other 0 & M Expense 036 046 2™. Total 4.14 433 3 9 7
ANNUAL COSTS (Dollars per KW) Years 1 to 5
Fixed Charge: . . , , Plant & Other Working Capital $14.07 $11.75 $11.96 Fuel Working Capital.,, 0.29 0.4' 1.09
Fuel Expense , 12.41 18.14 12.52 Other 0 8 M Expense 3.86 3.22 3.69 Total , $30.63 $33.52 $29.26
Years 6 to 10 F'Xpe|anth&E0et'her Working Capital...,, $13.30 $11.01 $1U7
Fuel Working Capital 0.26 0.38 tf Fuel Expense 12.39 17.78 9-« Other 0 & M Expense _3J0 _103 3®> Total $29-» $32.20 $26-97
Years 11 to 20 ^ . f î L . » , „ u - P . - . . . I « 1 9 1 . $9.89 $10-06
Fixed Charge: , . „ „ „ , $8.57 Plant a Other Working Capital $10.60 $ 8.40 * 2 5 4
Fuel Working Capital 0.17 O.Z5 6 6 1
Fuel Expense 8.53 12.16 3 _ 6 9
$21.41
M t / K D T U = . 0 0 M H . . / K W H o r J O 7 . V K W In Y e a r , 1 1 . 1 0 " K / M O T U = . 0 9 M H . . / K W H o r S O 7 0 / K W In Y e a r s j l to «
ilium to 21 to §8 *OM/WM «n Y e a r . 21 t o 3 0
• • • L e s » t h a n 5 0 $
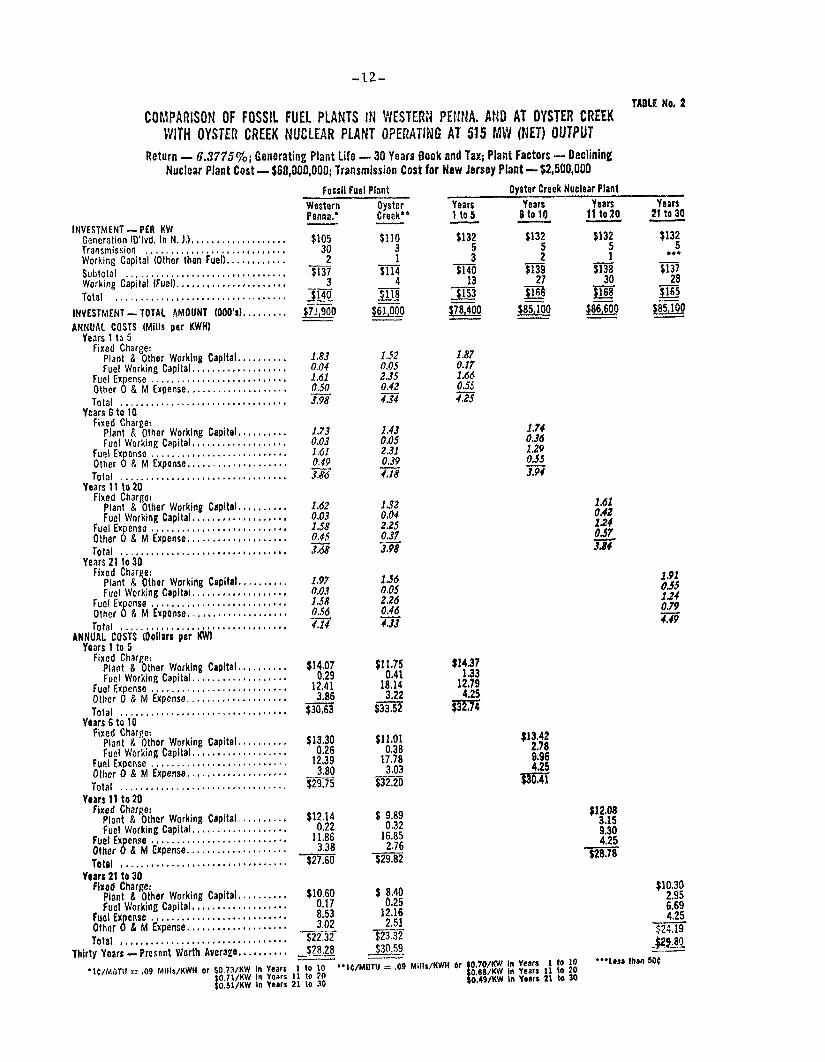
-12-
COMPARISON OF FOSSIL FUEL PLANTS IN WESTERN PENNA. AND AT OYSTER CREEK WITH OYSTER CREEK NUCLEAR PLANT OPERATING AT 515 MW (NET) OUTPUT
Return — 6.3775%; Generating Plant Life — 30 Years Book and Tax; Plant Factors — Declining Nuclear Plant Cost —$68,000,000; Transmission Cost for New Jersey Plant— $2,500,000
Fossil Fuel Plant Oyster Creek Nuclear Plant
TABLE No. 2
ANNUAL COSTS (Mills per KWH) Years 1 to 5
Fixed Charge: Plant & Other Working Capital 1.83 Fuel Working Capital 0.04
Fuel Expense 3..61 Other 0 & M Expense 0̂ 50 Total 3.98
Years 6 to 10 Fixed Charge:
Plant & Other Working Capital 1.73 Fuel Working Capital 0.03
Fuel Expense i-Al Other 0 & M Expense 049 Total 3.S6
Years 11 to 20 Fixed Charge:
Plant & Other Working Capital 1.62 Fuel Working Capital 0.03
Fuel Expense ....................... 1-58 Other 0 & M Expense OM Total 3.68
Years 21 to 30 Fixed Charge:
Plant & Other Working Capital 1.97 Fuel Working Capital 0.03
Fuel Expense 1-58 Other 0 & M Expense , OM. Total 4.14
ANNUAL COSTS (Dollars per KW) Years 1 to S
Fixed Charge: , Plant & Other Working Capital $14.07 Fuel Working Capital Û.29
Fuel Expense 12.41 Other O S M Expense Total $30.63
Years 6 to 10 Fixed Charge: ,
Plant & Other Working Capital $13.30 Fuel Working Capital 0.26
Fuel Expense «.39 Other 0 & M Expense 3.80 Total $2^5
Years 11 to 20 Fixed Charge: „ , . . . , .
Plant S Other Working Capital $12.14 0.22 11.86 3.38
$27.60
Fuel Working Capital Fuel Expense Other 0 & M Expense. Total
Years 21 to 30 Fixed Charge: „ t i , t . . . n
Plant £ Other Working Capital $10.60 Fuel Working Capital 0.17
Fuel Expense Other Ô £ M Expense. Total
Thirty Years — Present Worth Average _ $28.28_ • U / M O T U « , 0 9 M H I s / K W H o r |0.73/KjJ In Y e a r s ^ t . 1 0 «
Î 0 . 5 1 / K W In Y e a r s 2 1 t o 3 0
1.52 0.05 2.35 0.42 4.34
1.43 0.05 2.31 0,39 4.18
132 0.04 2.25 ML 3.98 1.56 0.05 2.26 0.46 4J3
$11.01 0.38
17.78 3,03
$32.20
$ 9.89 0.32
16.85 2.76
$29.82
1.87 0.17 1.66 OSS 4.25
$14.37 1.33
12.79 4.25
f3l74
$ 8.40 0.25
12.16 2.51
$23.32 $30.59
• 1 C / M B T U = . 0 9 M i l l s / K W H o r
1.74 0J6 129 0.55 3.94
$13.42 2.78 9.96 4,25
$1511
1J61 0.42 124 ML 3M
$12.08 3.15 9.30 4.25
$28.78
Western Penna.*
Oyster Creek**
Years 1 to 5 Years
6 to 10 Years 11 to 20
Years 21 to 30 INVESTMENT — PER KW
Generation (D'lvd. In N. J.) $105 2
$137
J140
$110 3 1
$114 4
$118 $61,000
$132 5 3
$140 13
$153
$132 5 2
$139 27
1166
$132 5 1
$138 30
$168
$132 5
• ** $137
28 $165
INVESTMENT — TOTAL AMOUNT (OOO'l) .. $71^00
$110 3 1
$114 4
$118 $61,000 $78,400 $85,100 $86,600 $85,100
1.91 0J5 124 0.79 4.49
$10.30 2.95 6.69 4.25
$24.19 J2JJ9.
Î0 . W / K W I n Y e a r s 1 t o 1 0 0 . 6 8 / K W I n Y e a r s 1 1 t o 2 0 0 . * 9 / K W I n Y e a r s 2 1 t a 3 0
• • • L e s » t h a n 5 0 $

-13-
TABLE Ko. 3 COMPARISON OF FOSSIL FUEL PLANTS IN WESTERN PENNA. AND AT OYSTEH CREEK
WITH OYSTER CREEK NUCLEAR PLANT OPERATING AT 565 MW (NET) OUTPUT
Return — 6.3775%; Generating Plant Life — 30 Years Cook and Tax; Plant Factors — Declining Nuclear Plant Cost —$68,000,000; Transmission Cost for Hew Jersey Plant —$2,500,000
Fossil Fuel Plant Oyster Creek Nuclear Plant Western Oyster Years Years Years Years Penna* Creek" 1 to 5 S to 10 1 1 to 20 21 to 30
INVESTMENT —PER KW Generation (O'lvd. in N. J.) $105 $110 $120 $120 $120 $120 Transmission 30 3 5 5 5 5 Working Capital (Other than Fuel) 2_ 1_ 2 2 1 ' »* Subtotal $137 $114 $127 $127 $126 $125 Working Capital (Fuel) _ _ 3 4 _12 _24 _2B _ 26 Total m MR $ J 3 J j m $ J | i l i a
INVESTMENT —TOTAL AMOUNT (000's) $78,900 $66,900 $78,800 $85,100 $86,900 $85,300 ANNUAL COSTS (Mills per KWH)
Years 1 to 5 Fixed Charge:
Plant & Other Working Capital 1.83 1.52 130 Fuel Working Capital 0.04 0.05 0.17
Fuel Expense 1-61 235 1.64 Other O S M Expense 030 0A2_ 031^ Total 3.98 4 34 4.02
Years 6 to 10 Fixed Charge:
Plant & Other Working Capital 1.73 1.43 139 Fuel Working Capital 0.03 0.05 033
Fuel Expense 1.61 231 1-28 •Other 0 & M Expense 0A9 0_39_ 031 Total 3.86 4.18 3.71
Years 1 1 to 20 Fixed Charge: ,
Plant & Other Working Capital 1.62 132 1-47 Fuel Working Capital 0.03 0.04 039
Fuel Expense 138 2.25 123 Other 0 & M Expense OAS 037_ 033 Total , 3.68 3.98 3.62
Years 21 to 30 Fixed Charge: , _.
Plant & Other Working Capital 1.97 136 1/4 Fuel Working Capital.... 0.03 0.05 031
Fuel Expense 138 2.26 Other 0 & M Expense 036 OA6 073 Total 4.14 433 421
ANNUAL COSTS (Dollars per KW) Years 1 to 5
Fixed Charge: Plant S Other Working Capital.. $14.07 $11.75 13.11 Fuel Working Capital 0.29 0.41 1.26
Fuel Expense 12.41 18.14 12.65 Other 0 & M Expense ,. 3.86 3-22 3.96 Total $30.63 $33.52 $30.98
Years 6 to 10 F'Xpi3rtth&rE0ther Working Capital $13.30 $11.01 $12.24
Fuel Working Capital 0.26 0.38 2.53 Fuel Expense . . . . 12.39 17.78 9-88 Other 0 & M Expense 3.80 3.03 _ 3 - 9 6 . Total $29-75 $32.20 $28.61
Years 1 1 to 20 Fixed Charge: <n rv>
Plant & Other Working Capital $12.14 $ 9.89 $11-02 Fuel Working Capital 0.22 0.32 2.92
Fuel Expense • 11-86 16.85 Other 0 & M Expense _ J L 3 8 _ 2 7 6 JM Total $27-60 S29.82 $27.09
fears 21 to 30 %eumh&rfblher Working Capital $10.60 $8.40 * « |
Fuel Workinn Capital 0.17 0.25 6 g l
Fuol Exponse .., 3 eg Other O & M Expense 3.02 _JL5I J ï .
T o t a | $2232 $23.32 522.o8 Thirty Years —Present Worth Average $28.28 j j j l jg
• l t / M B T U = . 0 0 M U t s / K W H o r p / K W , n ^.1»» "K/Meru = . 0 , MUU/KWH j . g , , o g - U . - .« io.51/KW In Y e a r s 2 1 t o 3 0 S 0 . 4 9 / K W I n Y e a r s 2 1 t o 3 0
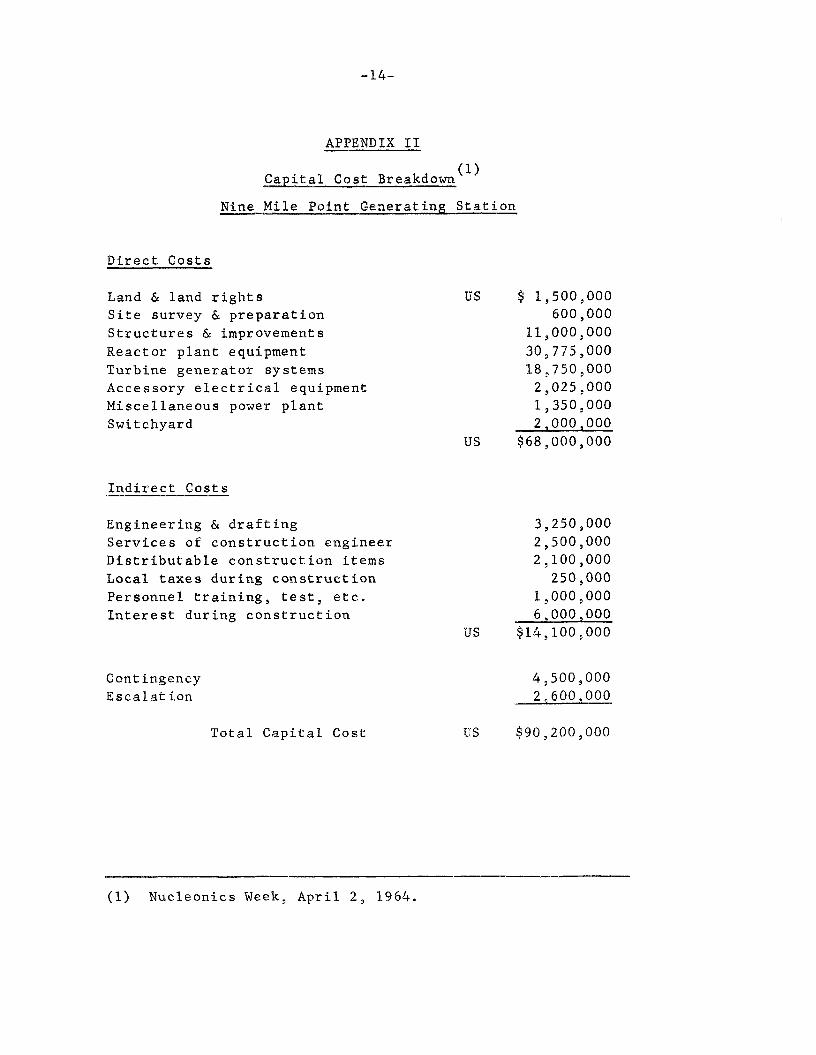
-14-
APPENDIX II
Direct Costs
Land & land rights Site survey & preparation Structures & improvements Reactor plant equipment Turbine generator systems Accessory electrical equipment Miscellaneous power plant Switchyard
US $ 1,500,000 600,000
11,000,000 30,775,000 18,750,000 2,025,000 1,350,000 2,000,000
US $68,000,000
Indirect Costs
Engineering & drafting Services of construction engineer Distributable construction items Local taxes during construction Personnel training, test, etc. Interest during construction
US
3,250,000 2,500,000 2,100,000
250,000 1,000,000 6,000,000
$14,100,000
Contingency Escalat ion
4,500,000 2,600,000
Total Capital Cost U S $90,200,000
(1) Nucleonics Week, April 2, 1964.
Capital Cost Breakdown^"^ Nine Mile Point Generating Station
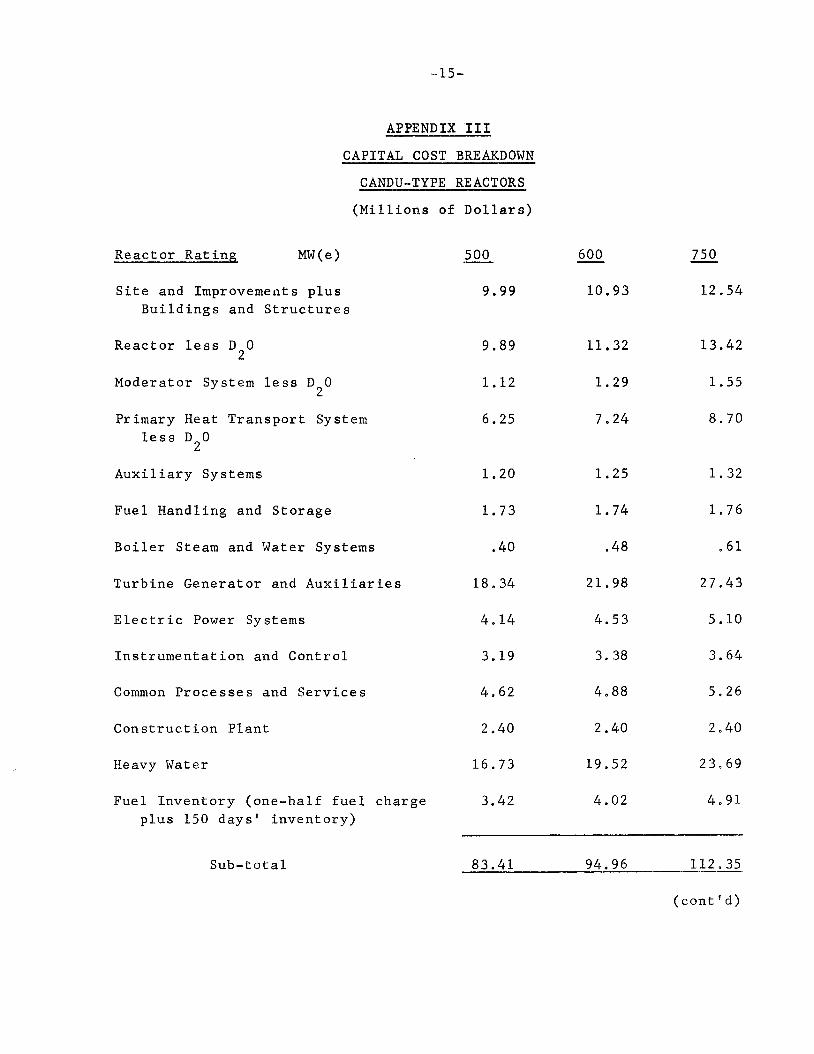
- 1 5 -
APPENDIX III CAPITAL COST BREAKDOWN
CANDU-TYPE REACTORS (Millions of Dollars)
Reactor Rating MW(e) 500
Site and Improvements plus 9.99 Buildings and Structures
Reactor less D O 9.89
Moderator System less D^O 1.12
Primary Heat Transport System 6.25 less D O 2
Auxiliary Systems 1.20
Fuel Handling and Storage 1.73
Boiler Steam and Water Systems .40
Turbine Generator and Auxiliaries 18.34
Electric Power Systems 4.14
Instrumentation and Control 3.19
Common Processes and Services 4.62
Construction Plant 2.40
Heavy Water 16.73
Fuel Inventory (one-half fuel charge 3.42 plus 150 days' inventory)
Sub-total 83.41
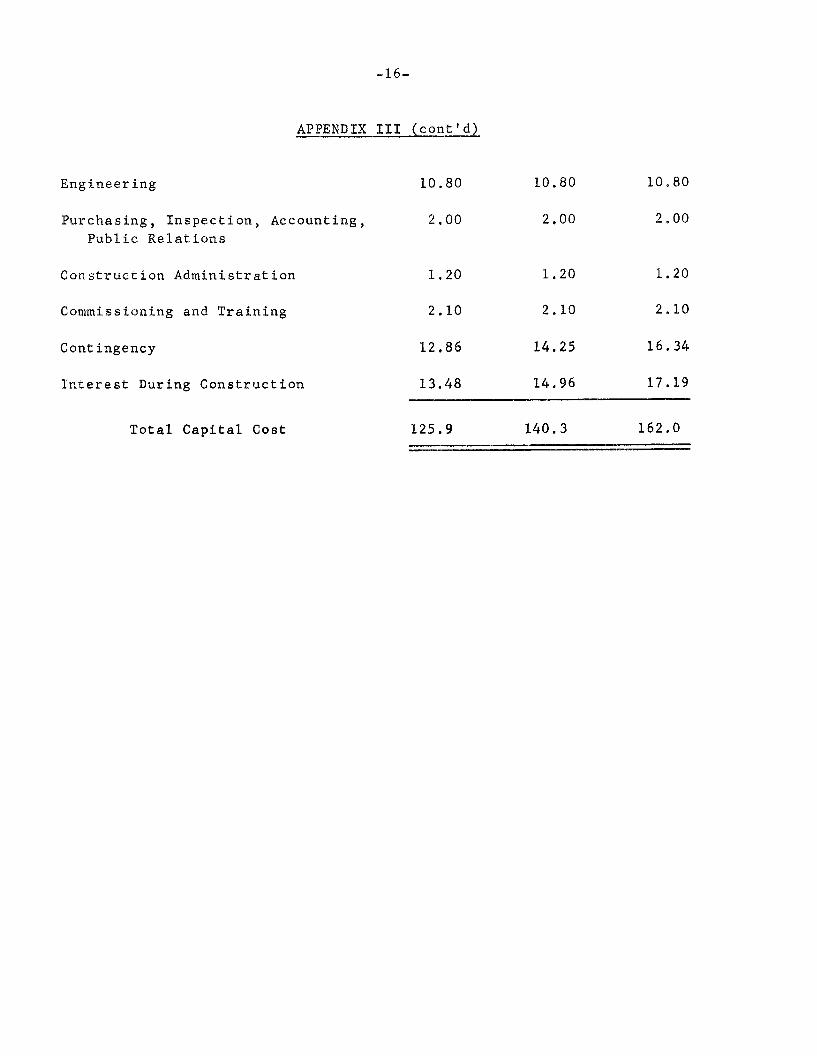
- 1 6 -
APPENDIX III (cont'd)
Engineer ing
Purchasing, Inspect ion, Accounting, Public Relations
Construction Administration
Commissioning and Training
Contingency
Interest During Construction
10.80
2.00
1.20
2.10
12.86
13.48
10.80
2.00
1.20
2.10
14.25
14.96
10.80
2.00
1.20
2.10
16.34
17.19
Total Capital Cost 125.9 140.3 162.0
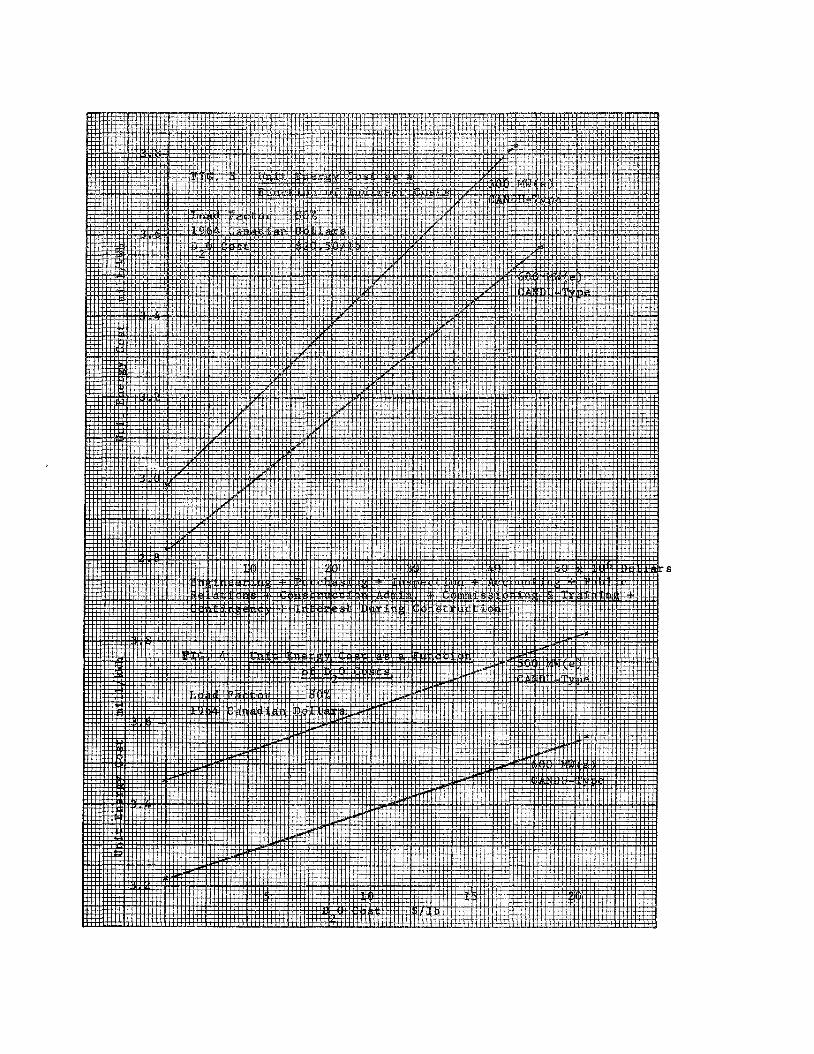
A d d i t i o n a l c o p i e s o f t h i s d o c u m e n t m a y b e o b t a i n e d f r o m
c i e n t i f i c D o c u m e n t D i s t r i b u t i o n O f f i c A t o m i c E n e r g y o f C a n a d a L i m i t e d
C h a l k R i v e r , O n t a r i o , C a n a d a "
P r i c e - $ 2 . 0 0 p e r c o p y