
Ash Composite for Nickel Shell Moulds - TSpace
234
Developing an Alternate Backing System Made of Fly Ash Composite for Nickel Shell Moulds Fouad Fayez Kamaieddine A thesis submitted in conformity with the requirements for the degree of Doctor of' Phibsophy Graduate De partment of Civil Engineering University of Toronto O Copyright by Fouad bnaleddine 2001
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Ash Composite for Nickel Shell Moulds - TSpace

Developing an Alternate Backing System Made of Fly Ash Composite for Nickel Shell Moulds
Fouad Fayez Kamaieddine
A thesis submitted in conformity with the requirements for the degree of Doctor of' Phibsophy
Graduate De partment of Civil Engineering University of Toronto
O Copyright by Fouad bnaleddine 2001

National Library ml . c m BibliothPque nationale du Canada
Acquisitions and Acquisitions et Bibliographie Services services bibliographiques 395 Weüington Street 395. rue Wellingtan Ottawa ON K1A ON4 Ottawa ON K I A ON4 Canada Canada
The author has granted a non- exclusive licence aiiowing the National Library of Canada to reproduce, loan, distriiute or seli copies of this thesis in microform, paper or electronic formats.
The auîhor retains ownership of the copyright in this thesis. Neither the thesis nor substantial extracts fiom it may be priuted or otherwise reproduced without the author's permission.
L'auteur a accordé une licence non exclusive peunettant à la Bibliothèque nationaie du Canada de reproduire, prêter, distribuer ou vendre des copies de cette thèse sous la fome de microfiche/füm, de reproduction sur papier ou sur format électronique.
L'auteur conserve la propriété du droit d'auteur qui protège cette thèse. Ni la thèse ni des extraits substantiels de celle-ci ne doivent être imprimés ou autrement reproduits sans son autorisation.

Abstract
Some injection and compression moulds are made uing thin nickel sheIls, which
require proper backing to withstand the pressures imposed by the mouiding process. The
main disadvantage of conventional backing fillers is the difficulty of rebuilding the
mould in the event that the thermal lines need to be repaired or reconiïgured. This thesis
proposes an alternative backing system made of a tly ash:cement:sand composite.
The operationai factors that constrain the design of nickel vapor deposited (NVD)
shells are F i t quantified and summarized in the form of design guidelines. The stiffness
and strength behavior of the nickel shell is then investigated using experimental bearn-
bending and axial compression/tension tests, based on which a constitutive model is
introduced. Mechanical testing is considered for nvo conventionai backing materials:
epoxy and polymer-concrete composites. Triaxial compression tests were conducted on
epoxy composite specimens and a material model is proposed. Unia~ial compression
strength tests were carried out on polymer-concrete (type HTSOS) specimens, and a
strength envelope is presented.
Design parameters of NVD backing fillers are illusuated in the conmt of strength
versus stiffness considerations. Mechanical properties of different fly ash mixes are
investigated for strength and stiffness behaviour using experimental testhg. Based on the
test results, a proposed mix design is engineered to meet the following properties: ease of
placement, rapid curing, appropriate mechanical and thermal performance, and easy
removal For mould repair. A numericd finite element technique is used to successfully
caiibrate a materiai model for the proposed backing based on triaxial test resuits.
The new backing was then used in a prototype triai. Both sides (Top and Bottom)
of a new mould were backed with the fly ash composite, and instnrmented for strain,
temperature* and displacement. Production part quaiity and the performance of the

mouid were monitored during the production triais, Test results show that the new fly ash
composite backing is both mechanically and thennally suitable for backing nickel shells,
under the conditions of the mouIding process used. Mould performance was compared to
3D finite element models, which assisted in the interpretation of the collected prototype
performance data, and in gaining better insight into the pedormance of the NVD mould
(nickel shell+fly ash backing+frame) as a whole. Both experimental and numerical
resuits are consistent in presenting the behaviour of the nickel shell mould under the
conditions of the production trial.

Acknowledgement
1 would like to express my sincere thankç and appreciation to my supervisor, Professor M.W. Grabinsky, for his invaluable support, guidance, and most of al1 patience throughout this project. Thanks for every vaLuabLe advice that helped to give the project direction in d i c u l t situations.
I am also grateful for the helphl suggestions and comments of Professors K.D. Pressnail, M.D.A. Thomas. and R.D. Venter.
Thanks are due to Professor P.R. Frise of the University of Windsor for reviewing this manuscript and giving his usehl and valuable comrnents.
Part of the experimental work was carried out at the Structural Laboratories of the Deparunent of Civil Engineering. The help of R. Basset. G. Buueo, J. MacDonald and in particular P. Heliopoulos in developing and conducting the experimental work is geatiy appreciated. Another part of the experimentd work was conducted at the Geotechnical Laboratory, and my thanks are due to A. Rygren for his help and technical expertise.
1 would like to extend my sincere thanks to Mr. L. Schwenteck, Blanco Canada, for granting me the oppominity to conduct the prototype triai at Blanco's manufacturing complex. The help of R. iacobucci and F. Lannes in the test instrumentation is greatly acknowledged.
1 would also like to thank ail my colleagues in the Geotechnical group, in particular Hossein Bidhendi for his fnendship and support.
The financiai support provided by the N a d Sciences and Engineering Research Council of Canada (NSERC), the Industrial Research and Development Institute (mi), Materiais and Manufacturing OncmÏo (MMO), and the Uaiversity of Toronto is grateîülly acknowledged.
Thanks to my Parents for their unlimired love. You believed in me and I did not put you down.
Last but not least, 1 wodd Lie to deeply thank my lovely wife. Nada, for her continuous love, support and encouragement during the course of this work. A speciai mention also goes to my beautiful son, Laith. fur bringing in lots of joy and happiness into our lives. To you both 1 dedicate this thesis.

Table of Contents
. . .AB STR4CT ..................................................................................................................... i i
............................................................................................. ACKNO WLEDGEMENTS iv
LIST OF TABLES ........................................................................................................ ix
LIST OF F I G W S ......................................................................................................... xi
..................................................................................................... 1 . INTRODUCTION 1 1.1 Background .................... ,. ........................................................................... 1
1 1 1 Overview of Nickel Vapour deposition (NVD) Tooling ................... L 1.1.2 Advantages of NVD Moulds ............................................................. 2 1 . 1.3 Backing NVD hrioulds ........................................... .. ............. 2
1.7 Objectives ......................................................................................................... 2 ..................................................................................................... 1.3 Methodology 3
......................................................................................... 1.4 Outline of the Thesis 4
................................................. 2 . MECHANICAL BEWAVIOUR OF W D SHELLS 7 .......................................................... 2.1 Bearn Bending Test on NVD Specimens 7
2.1.1 Test Procedures .................................................................................. 7 2.1.2 Test Results .................................................................................... 8
2.2 Modelling the Mechanical Behaviour of NVD Materiai .................................. I O 2.2.1 Mechanical Behaviour Based on Previous Test Results .................... Il 2.2.2 Constitutive Mode1 for the Compression/Tension Test Results ........ 12 3.2.3 Application of the Constitutive Model to the Beam Bending ProblemlS 2.2.4 Modelling ResuIts ........................................................................... IS 2-23 Application of the Constitutive Mode1 in NVD Mould Design ......... 18
2.3 Conclusions ........................ ,., .......................................................................... 20
3 . DESIGN OF BACKiNG SYSTEMS FOR NVD MOüLDS .................................... 22 3 1 Conventionai Bücking Systems ................... .. ................................................ 22
3.1.1 Solid Steel Backing .......................................................................... 23 j . 1.2 Rib Structure Backing ...................................................................... 23 3-1 -3 Rib Structure a d Resin Epoxy Combination Backing ...................... 23 3.1. Mass-Cast Backing ............................................................................ 24
3.2 Modelling NVD Mouids ................................................................................. 26 3 2.1 Modelling Sotid Steel Backing ...................... ,.. ......................... 26 3.2.2 Modelling Rib Structure Backing: Flat SheUs ................................... 27 3.2.3 Modelling Rib Structure Backing: Curved Sheils ............................. 29 3.2.4 Modeiiing Rib Structure and Resin Epoxy Combination Backing .... 30 3 2 Modeliing Mass-Cast Backing .................................................... 36

6 Conclusions on the Design oEExisting Backing Systems ................. 40 ............................................................ 3.3 Mechanical Behaviour of Resin Epoxy 41
3 . 3 1 Triaxiai Compressive Strength Test ............................................. 41 3.3.2 Test Results ........................................................................................ 42 7 - I - l ............................. 3 3 . 3 General Interpretation ..................................... 42
3.4 Proposed Constitutive Mode1 for the Resin Epoq ........................................ 45 3.5 Material Properties of Polymer Modified concrete (HTS05 Mix) .................... 47
3.5.1 Introduction to HTSOS Concrete ........................................................ 47 3.5.2 Ovemiew of Polymer Concrete ........................................................ 47
....................................................................... 3 3 Experimental Program 48
4 . USiNG GRANULAR COMPOSITES FOR BACKING NICKEL SHELL MOLDS 4.1 Introduction ....................................................................................................... 51
............................................ 4.1.1 Design Parameters of Composite Fillers 51 4.12 Options for Composite Mix Design ................................................... 53
4.2 Literature Review of Fly Ash ........................................................................... 53 4 . 2 Origin of Fly Ash ................ ,.. ..................................................... 53 4.2.2 Materiai Properties of Fly Ash ......................................................... 54
................................................................................... 4.2.3 Use of Fly Ash 57 4.2.4 Engineering Applications of Fly Ash as a Soi1 Stabiliser .................. 60
...................................................................................... 4.3 Experimental Program 62 4.3.1 Objectives .......................................................................................... 62 4.3.2 Materiais and Mixture Proportions .................................................... 62 4.3.3 Esperimentai Program ...................................................................... 63 4.3.4 Test Results and Discussion ............................................................... 66 4.3 . Selecting the Optimal Mix Design ................. .. ...................... 68 4.3.6 Conclusions ................................................................................ . 70
4.4 Numerical Modelling of Fly Ash Composites Using TriaxiaI Data ................. 85 4.4.1 Finite Element Mode1 ........................................................................ 85 44.3 Dnicker-Prager Mode1 for Geoiogicai Materials ............................... 85 4.4.3 Ovemiew of the Dmcker-Prager Material Models in ABAQUS ....... 87 4.4.4 Using Linear Drucker-Prager Material Mode1 ................................... 89 4.4.5 Using Hyperbolic Drucker-Prager Material Mode1 ........................... 93 4.4.6 Using Generai Exponent Dnicker-Prager Matenal Mode1 ................ 95
3 . PRODUCTION TRIAL TEST OF A MCKEL MOULD WlTH FLY ASH COMPOSITE BACKING .......................................................................................... 98 5 . 1 Objective ......................................................................................................... 98
.................................................................. 5.2 Description of the Production Trial 99 5.2 1 MethodoIogy ............................................................, 99
............................................................................... 5-22 Moulding Process 99 5.2.3 Fly Ash Mix Design ........................................................................... IO 1
5.3 Test instrumentation ....................................................................................... 103 5.3. 1 Thermocouples ................................................................................... 103 - ? 2 Potentiometers ..................

- 9 - 3 J . J Strain Gauges ..................................................................................... 1 04 5.3 -4 S hell Mould Backing Systerns ....................................................... 107
5.4 Conducting the Trial Test ................................................................................. 110 5-41 Starting the Test ................................................................................. 110 5.4.2 Observing the Test ................... ... ............................................. 110 5-43 Storing the Data .............................................................................. 111 5.4.4 Completing the Test ........................................................................... 111
5.5 Production Test Results and Discussion ........................................................... 111 - . 3.3.1 Strain bIeasurements .......................................................................... 111 ............................................. 3.5.2 Measurement of flexural Deformations 113
* . 3 . s . 3 Temperature Measurements ............................................................. 113 5.5.4 Production Party Qudity ................................................................... 115
6 Conclusions ....................................................................................................... 115
6 . iNTERPRETATION OF PRODUCTION T'MAL TESTS ....................................... l j 9 Numerical Modelling Using ABAQUS ............................................................. 139
6.1.1 2D Modelling ..................................................................................... 139 6.1.2 Sensitivity Study ................................................................................ 142 6.1.3 Results and Conclusions .................................................................... 143
6.2 3D Modeliing ............................................................................................... 144 6.2.1 ABAQUSICAE Part Module ............................................................ 151 6.2.2 Section Properties ............................................................................. 151 6.2.3 Shell-Backing Interaction ............................................................. 152 6.2.4 Load and Displacement Boundary Conditions ................................. 152 6.2.5 Assembly Mesh Generation ............................................................. 154 . - 6.2.6 Submitting the Job ............................................................................ l m
6.3 Modelling Results ............................................................................................. 155 6.3.1 NVD Shell: Top Mould ................................................................... 155 6.3.2 NVD Shell: Bottom Mould ............................................................. 156 6 . 3 Checking Strains Locked into the Nickel Shell ............................... 156 6-34 Stresses in the Fly Ash Backing .................................................. 157 6 3 Result Validation .............................................................................. 158
6.4 Conclusions ....................................................................................................... 160
7 . CONCLUSIONS AND RECOMMENDATION ...................................................... 167 7.1 Summary ........................................................................................................... 167 7.2 Conclusions ....................................................................................................... 168 7.3 Conmbutions of the Thesis to Science and Industry ........................................ 170
................... 7.3.1 investigating the Mechanical Behaviour of NVD Shells 170 7.3.2 Guidelines for Backing NVD MouIds ............................................... 170 7.3.3 lnvestigating the Mechanicd Properties of Conventionai Backing
FiIlers ................................................................................................. 170 7-34 Characterising the Appropriate Matend Properties for Proposed
Nickel Shell Backing ......................................................................... 171 ................. 7 Studying the Matenai Properties of Fly Ash Composites 171
7.3.6 SeIecting an Optimai Mix Design ...................................................... 172
vii

7.3.7 Production Trial Test ...................................................................... 172 7.4 Recornmendations ............................................................................................ 172
REFERENCES ...................................... .. ................................................................ 174
APPENDIX A ............................................................................................................ Al
APPENDLX B ........................ .. ........... .,. . B1
APPENDIX C .................................... .... .................................................................... C l
APPENDIX D .................................... .... .................................................................... Dl

List of Tables
Chaprer 2
Table 2.1
Chaprer 3
Table 3.1 Table 3.2
Table j . 3 Table 3.4 Table 3.5
Chnprer 4
Table 4.1
Table 4.2 Table 4.3 Table 4.4
Chaprer 5
Table 5 . I
Chaprer 6
Table 6.1 Table 6.3
Appendix A
Table A . 1 Table A 2 Table A.3 Table AA Table A.5
Appendk B
Table 0.1 Table EL2 Table B.3
Mechanical Properties of NVD. pure Nickel. and AISE P20 Steel ......... 11
Effect of Epoxy Thickness on Moment and Deflection ......................... 33 Values of Bending Moments for Two Backing S ysterns: (1) Rib and Epoxy, and (2) Mas-Cast Epoxy ..................................... ................... 37 PhysicaI Properties of Epoxy Spechens ...................,.... ... .......... 41 Triavial Test Results ........................................................................... 44 Vahes of ul Using Hoek-Brown Criterion ........................................... 16
Normal Range of Chemical Composition for Fly Asti Produced h m Different Cod Types .................................... ,... ....................................... 56 Chernical composition of the Lingan and Edgewater Fly Ashes ............ 63 Typical Resuits of' Proctor T s t s on Different FIy Ash Mixes ................ 66 Triauial Test Resuits for ~bliwire 2 ...................................... ..., ................ 69
................ Chemical composition of the Cumberland (Type F) Fly Ash 102
.......... Stresses in the Fly Ash Backing reIation to the failure Enveiope 157 Comparing S train Vdues between Experimentd and Numerical Resdts 159
Integd Vdues for Eqziarion 2.10 ..................... ., ..... .. ................... A2 Moment Values fcr Test #l ..................... .. ...................................... A2 Moment Values for Test #2 ................... ... .................................... A3
................................ ....................... Defiection Vaiues for Test #1 ... A4 Defiection Values for Test #2 ...................... ,. ................................ A5
Inputs (red) and Outputs (Grey) for Solid Backing Design ..................... B3 Inputs (red) and Outputs (Grey) for Beam Design ............................... B4 Inputs (red) and Outputs (Grey) for Rib Design ...................... .. ..,....... B4

List of Tables
Table 8.4 Inputs (red) and Outputs (Grey) for Backing Design of Sphencal NVD Shells ..................................................................................................... B6
Table B.5 Inputs (red) and Outputs (Grey) for Backing Design of Ellipsoidai NVD Shells ...................... .. ........................................................................ B7
Table B.6 Inputs (red) and Outputs (Grey) for Backing Design of Paraboloic NVD Shells ....................................................................................................... B8
Table 8.7 Inputs (red) and Outputs (Grey) for Backing Design of Conical NVD Shells ....................................................................................................... BI0
Table B.8 Inputs (red) and Outputs (Grey) for Backing Design ~~Cylinciricai (Circular) NVD Shells ............................ ......,.. ...................................... B 1 1
Table B.9 Inputs (red) and Outputs (Grey) for Backing Design of Cylindrical (Parabolic) NVD ShelIs .....................................~..................................... B 12

List of Figures
Chapter 2
Figure 2.1 Figure 3.3 Figure 2.3 Figure 2.4 Figure 2.5 Figure 2.6
Figure 2.7 Figure 3.8
Figure 2.9
Beam Bending Test Set-up ................................................................... 8 Dimensions of NVD Specimens and Testing Set-up ............................ 8 Load-Deformation Behaviour of Beam Bending Test #1 ...................... 9 Load-Deformation Behaviour of Beam Bending Test #2 ..................... 9 Hyperbolic Representation of Load-Deformation Curve ...................... 10 Complete Stress-Strain Curve olTension~Compression Tests on NVD Specimens ........................................................................................ I l Stress-Strain Behaviour (Part I) of the Tension/Cornpression Test ...... 12 Experimencal and Predicted Stress-Strain Cumes for Tension/Compression Tests ..................................................................................................... 14
CompIete Stress-Strain Curves of Both Experimentai and Predicted Results ................................................................................................. 15
........................ Figure 2.10 Bending Moments in 4-Point Beam Bending Structure 16 Figure 2.1 1 Load-Deformation Curves for Experimental (Test 1) versus Predicted
Results of Bearn Bending Modei .................................................... 20 Figure 2 . 12 Load-Deformation Curves for Experimental (Test 2) versus Predicted
Results of Beam Bending Mode1 ........................ ... ................. 21 Figure 2.13 Expected Behaviour of NVD Sheli during Moukding Cycles ............... 31
Figure 3.1 Solid SteeI Backing ............................................................................. 23 Figure 3.2 Rib Structure Backing .............................. ,.. .............................. 24 Figure 3.3 Rib Structure and Epoxy Combination Backing .................................... 25
................................................................................. Figure 3.4 Mass-Cast Backing 25 Figure 3.5 ModeIIincg Soiid Steel Backing System ............................................ . 27 Figure 3.6 Schematic and Modelling of Rib Structure Backing Flat Shells ............ 28 Figure 3.7 Exarnples of Simplified Surface Curved SheIIs ..................................... 30 Figure 3.8 Schematic Representation of the Rib and Epoxy Backing Systems ...... 3 1 Figure 3.9 Modehg of Rib Epoxy ................................................................. 32 Figure 3.10 Bending Moments versus Shell Thickness Results for Rib and Epoxy
Mode1 ................................................................................................... 34 Figure 3.1 1 Shell Deformation versus Shell Thickness Results for Rib and Epoxy
Mode1 ...................................................................................................... 34 Figure 3.12 Bending Moments versus Epoxy Thickness Resdts for Rib and Epoxy
................................................................ ..................... Mode1 ...,...,. 35 Figure 3.13 SheU Deformation versus Epoxy Thickness Resdts for Rib and Epoq
...................................................................................................... Mode1 35 Figure 3-14 Modelling of Mass-Cast Backing .......................................................... 36

List of Figura
Figure 3-15
Figure 3.16
Figure 2.17
Figure 3.18
Figure 3.19 F igiue 3 -20 Figure 3 -2 L Figure 3 -22
Figure 2-22
Chapter 4
Figure 4.1
Figure 4.3 Figure 4.3 Figure 4.4 Figure 4.5 Figure 4. 6 Figure 4.7 Figure 4.8 Figure 4.9 Figure 4.1 O
Figure 4.1 1
Figure 4.12
Figure 4.13
Bending Moments versus Shell Thickness Results for Mas-Cast Backing Model ................................................................................................... 38 Shell Deformation versus Shell Thickness Results for Mass-Cast Backing
...................................................................................................... Mode1 35 Bending Moments versus Epoxy Thickness Results for Mass-Cast Backing Mode1 ......................................................................................... 39 Shell Deformation versus Epoxy Thickness Results for Mass-Cast Backing Model ............................. ... ................................................ 39
.......................................... Axial Suess-Suain Resuits of Resin Epo'cy 43 Mohr Circles for Triaxial Test Results .................................................. 46 Hoek-Brown Failure Envelope ............................................................. 46 Axial Stress-Strain Behaviour of two HTSOS-Concrete Specirnens Tested
.................................................................................... after Seven Days 49 Mean Compressive Strength versus Age at Testing for HTSOS Concrete Specimens ............................. .... ...................................................... 50
Production of Fly Ash in a Dry-Bottom Utility Boiler with Electrostatiç ........................................................................................ Precipitation 54
Hock-Cell Apparatus ...............................~.............................................. 71 ............... Applying Confining Stress Using a Manual Hydrriulic Pump 72
................................. TypicaI F1y Ash Composite Specimen (Mirfure i) 72 ....................................................... Test Set-up Showing Two LVDT's 73
............................................................. O v e d l View of the Test Ser-up 73 ......... Compaction Curve for Fly Ash Composites: Mixtures 1' 2, and 3 74
.... Effect of Tirne on the Thermal Conductivity of Fly Ash Composites 74 ................................. Dry Density versus Thermal Conductivity Results 75
28' Day Uniaxial Compressive Strength for Màtirre I Composite Having ................................................. 15% and 35% Fly Ash to Cernent Ratio 75
2gU' Day Uniaxial Compressive Strength for itlixtirre 2 Composite Having ............... 1 :IO: 10, I:IO:lSI and 1: 10:20 of Cement:Fly AskSand Ratio 76
28' Day Unimial Compressive Strength for iLIixfwe 3 Composite aving 7% arïd 10% Cernent to Fly Ash Ratio ................................................ 76 Effect of Curing Age on Uniaxial Compressive Strength of Mixlure I
.................. Composite Having 15% and 25% Fly Ash to Cernent Ratio 77 Figure 4.14 ~ f f e c t of Curing Age on Uniaxial Compressive Strength of Mixrtrre 2
Composite Having 1: 10: 10. 1: 10: 15. and 1: 10:?0 Cement:Fly Ash:Sand ............................................. ............................................ Ratio - 77
Figure 4-15 Effect of Curing Age on Uniaxial Compressive Strength of Mimire 3 ..................... Composite Having 7% and 10% Cernent to F1y Asti Ratio 78
Figure 4-16 Tria!~ial Compression Test Data for MLrture I Composite with 15% Fly .............................................................................. Ash to Cernent Ratio 79
Figure 4.17 Axial versus Volumetric Strains for Mirfure 1 Composite with 15% Fly .......................... ............................................. Ash to Cernent Ratio .., 79
Figure 4-18 Triaxial Compression Test Data for ~Mfxlure I Composite with 25% F1y .............................................................................. Ash to Cernent Ratio 80

List of Figures
Figure 4.19 h i a l versus Volumetric Strains for Mirture I Composite with 35% Fly ............................................................................... Ash to Cement Ratio 80
Figure 4.30 Triavial Compression Test Data for Mixture 2 Composite with 1 :IO: 10 ................................................................... Cement:Fly Ash:Sand Ratio 81
Figure 4.21 Axial versus Volumetric Strains for 1Mixtiire 2 Composite with 1: 10:lO ................................................................... Cement:Fly Ash:Sand Ratio 81
Figure 4.22 Triaxial Compression Test Data for Mirtiire 2 Composite with 1 : 10: 15 Cement:Fly Ash:Sand Ratio ................................................................... 82
Figure 4.23 Axial versus Volumetric Strains for ~Llirtzrre 2 Composite with l:IO:15 ................................................................... Cement:Fly Ash:Sand Ratio 82
Figure 4.24 Triaviai Compression Test Data for ~Mi'crure 2 Composite with 1 : 1020 ................................................................... Cement:Fly Ash:Sand Ratio 83
Figure 4.25 Axial versus Volumetric Strains for Mirture 2 Composite with 1:10:20 Cement:Fly Ash:Sand Ratio .................................................................... 83
Figure 4.26 Triaviai Compression Test Data for lblirtrcre 3 Composite with 10% Cement to Fly Ash Ratio ....................................................................... 84
Figure 4.27 Axial versus Volumetric Strains for Mrrrtire 3 Composite with IO% Cement to Fly Ash Ratio ..................................................................... 84
Figure 4.28 Triaxial Specimen Mode1 ...............................,..................................... . 86 Figure 4.29 Axisymrnetric Finite Element Mode1 .................................................... 86 Figure 4.30 Linear Drucker-Prager Mode1 .......................................................... 88 Figure 4.3 1 Hyperbolic Drucker-Prager Model ........................................................ 88 Figure 4.32 Exponent Drucker-Prager Mode1 ............... ,.., ..................................... 88 Figure 4.33 Simulating the HardeningBoftening Behaviour of ~tlixntre 2 Using Five
Point Selection ........................................................................................ 89 Figure 4.34 Axial cr-E Behaviour From Triaxial Data ............................................. 91 Figure 4.35 A-id-Volumetric Strain Behaviour fiom Triavial Data .......................... 91 Figure 4.36 ABAQUS Axial a-& Results for Linear D-P Mode1 .............................. 92 Figure 4.37 ABAQUS Axial-Volumetric Strain Results for Linear D-P ModeL ........ 92 Figure 4.38 ABAQUS Axial a-& Results for Hyperbolic D-P Mode1 ..................... 94 Figure 4.39 ABAQUS Axial-Volurnetric Strain Results for Hyperbotic D-P Model . 94 Figure 4.40 M3AQUS Axial o-E Results for Exponential D-P Mode1 ...................... 96 Figure 4.41
Chupter 5
Figure 5 . l Figure 5.2 Figure 5.3 Figure 5.4
Fi-we 5.5
Figure 5.6 Figure 5.7
Figure 5.8
ABAQUS Axial-Volumeûic Strain ~esul ts for Exponential D-P Madel 96
Face of the Nickel Shell of Type Moen 2 Mould by Blanco .................. 116 Section View through the Top Half of the Moen 2 Mould ................... I I 6 Moen 2 Mould Placed on the Carrier .................................................... 117 Schematic Layout of the Data Acquisition Systern of the Thennocouples and Potentiometers .................................................................................. 117 Location of Strain Gauges, Thermocouples and Potentiometers in the Top Half of the Mould .................................................................................... 118 Schematic Layout of the Data Acquisition System of the Strain Gauges 1 18 Apparent Strain for Type CEA Strain Gauges by the Strain Gauge Manufacturer ......................................................................................... 1 19 Thermal Lines at the Back of the Nickel SheII ........................ ... ..... 119

............ Figure 5.9 Thermal Lines after lnstaliation at the Back of the Nickel Shell 120
............ Figure 5.10 Surface Preparation Using a Disc Sander for Gauge hstaIlation 120 ......................................... Figure 5.1 1 Tenon Tape Cover to Protect Strain Gauges -121
...... Figure 5.13 Applying Type .J Coating to Protect Strain Gauges and Lead Wires 121 ...................... Figure 5.13 Type J Coating Protection Covered with Alurninurn Foi1 122
................................................ Figure 5 . 14 Vinyl Sleeves Used for Wire Protection 122 .................................... F i e 5.15 Steel Wire Collection Box Welded to the Frame 123 ................... Figure 5-16 Wires Driven out of the Mould through the Frame ....... 123
................................................. Figure 5.17 Design for Potentiometer Installation 124 ................ Fi,w e 5.18 One of the Two Potentiometers Installed for the Top Mould 124
........... Figure 5-19 Casting Fly Ash Composite into the Mould ................... ,... -125 .......... Figure 5.20 Two Vibrators Used for Mix Compaction ....................... .,, 2
.................. Figure 5.2 1 Strain Results for Bottom Half of the Mould during Run # I 126
.................. Figure 5.23, Strain Results for Bottom Half of the Mould duRng Run #2 126
.................. Figure 5.7; Strain Resuits for Bottom Half of the Mould during Run if3 127 Figure 5.24 Strain Results for Bottom Half of the Mould during Run #4 .................. 127 Figure 5.25 Strâin Results for Bottom Half of the Mould during Run #S .................. 128 Figure 5.26 Strain Results for Bottom Half of the MouId during Run #6 .................. 128 Figure 5.27 Strain ResuIts for Top Haif of the Mould during Run if1 ........................ 129 Figure 5.28 Strain ResuIts for Top Haif of the Mould during Run #2 ........................ 129 Figure 5.29 Strain ResuIts for Top Half of the Mould during Run if2 ........................ 130 Figure 5.30 Strain Resuits for Top Half of the Mould during Run if4 ........................ 130 Figure 5.2 1 Strain Results for Top Half of the Mould during Run #5 ........................ 131 Figure 5.32 Strain ResuIts for Top Haif of the Mould during Run if6 ........................ 131 Fi_me 5.3 Cornparison of Temperature Measurements for Top and Bottom Kalves of
the Mould during Different Runs ..................... .. ................................. 132 Figure 5.34 Temperature Measurements Results for Bonorn Haif of the Mould during
Run #1 ...................... .......,...,...., ............................................................... 133 Figure 5.35 Temperature Measurements Results for Bottom Half of the Mould during
Run $2 .................. ,. ............................................................................... 133 Figure 5.36 Temperanire Measurements Resuits for Bottorn Half of the MouId during
Run $3 .......................... ,. ..................................................................... 134 Figure 5.37 Temperanire Measurements Results for Bottom Half of the Mould during
U Run ~4 .................. ,... ........................................................................ 134 Figure 5.38 Temperature Measurements Resuits for Bottom Half of the Mould during
Run #5 .................... ,. ............................................................................ 135 Figure 5.39 Temperature Measurements Results for Bottom Hdf of the Mould during
Rua X6 ........................ ,. ...................................................................... 135 Figure 5.30 Temperature Measurements Results for Top Hdf of the MouId during Run
YI ............................................................................................................. 136 Figure 5.41 Temperanire Measurements Results for Top H&of the Mouid during Rün
E ............................................................................................................. 136 Figure 5.42 Temperature Measurements Results for Top Haif of the MouId duhg Run
#3 .......................................................................................................... 137 Figure 5.43 Temperature Measurements Results for Top Halfof the MouId during Run

List of Figures
Figure 5.44 Temperature Measurernents Results for Top HaIf of the Mould during Run #5 ............................................................................................................. 138
Figure 5.45 Temperature Measurernents ResuIts for Top Half of the Mould during Run #6 .................................... ... ................................................................ 138
Chupier 6
Figure 6.1 Section View dong the Length of the Model Representing the Bottom ....................................................................... Haif of the Trial Modd 140
Figure 6.2 Section View almg the Width of the ModeI Representing the Bottom ................ Mould (Left) . and a 2D Meshed Mode1 of the Mould (Right) 140
.... Figure 6.3 Boundary Conditions of the 2D mode1 sirnurathg the Bottom mouid 142 ...... Figure 6.4 Resuhs of 7D ModeIs Representing Actual Geometry of ihe Mould 145 ....... Figure 6.5 Results of 3D ModeIs with Round Edges and Triangular Elements 146
... Figure 6.6 Results of 2D Models with Round Edges and Quadrilateral Elements 147 ....... Figure 6.7 Resuits of 2D Models with Round Edges and Fine Mesh Eiements 148
Figure 6.8 Results a€ 2D Models with Chamfered Edges ........................................ 149 Figure 6.9 Modelling Top and Bottom Moulds Using CAD Software ................... ISO Figure 6.10 Two Vietvs Shawing the Mode1 of the Top mould .............................. 150 Figure 6.1 1 Two Views S howing the Mode1 of the Bottorn mould ........................... 151 Figure 6.12 Boundary conditions of the 3D Models: 1) displacement DOF consûained .
2) rotational DOF constrained, and 3) syrnrnetry boundary conditions applied to the faces ................................................................................. 153
Figure 6.13 FEA Mesh Simdating the Bottom Half of the Mould ............................ 161 Figure 6.14 FEA Mesh Simulating the Top Half of the Mould ............................... 161 Figure 6.15 Contour Plots Representing Axial Strain, EI i , in the Nickel Sheil of the
Top Mould ............................................................................................... 162 Figure 6.16 Contour Plots Representing Axial Strain, EZ, in the Nickel Shell of the
Top MouId ........................................... 162 Figure 6.17 Contour Plots Representing Flemal Deformations, U, in the Nickel Shell
of the Top Mould ................................................................................... 162 Figure 6.18 Contour Plots Representing AxiaI Strain. EI 1, in the Nickel Shell of the
Bottom Mould .......................................................................................... 163 Figure 6.19 Contour Plots Representing Axid Strain . €2, in the NickeI Sheii of the
Bottom Modd .......................................................................................... 163 Fig~re 6.20 Contour Plots Representing Flexural Deformations, U, in the Nickel Sheli
of the Bottom Mould . .............................. ............................................. 163 Figure 6.21 Stresses in the Fly Ash Backing of Both Top and Borroni Moulds in
Relation to their Failure Envelope ........................................................... 164 Figure 6.22 Averaged Strain Curves of Six Runs (above) and Strain Curves during
Intervd 1200-1 400 second (below) for the Bortom Half of the Mould ... 165 Figure 6.23 Avenged Strain Curves of Six Runs (above) and Strain Curves during
interval 1300-1400 second (below) for the Top Haif of the Mouid ........ 166
Figure B-L Spacing between Studs in a Solid SteeL Backing System ........................ B2 Figure 3.2 Boundary Conditions in Rib Structure Backing .................... ,.. ....... B3

List of Figures
Figure B.3 Diagram of a Shell of Revolution ........................................................ Bj Figwe B.4 Diagram of a Conicai Section ............................................................ B8
Figure C. 1 Figure C.2 Figure C.3 Figure C.4
Figure C.5 Figure C.6
Figure C.7 Figure C.8
Axial Stress-Strain for Uniaxial Test .................................................... C2 Volumetric strain-axial strain for uniaxial compression test .................. C2 Axial Stress-Strain for Triaxial Compression Test #3 (a3 = 10 MPa) ..... C3 Volumetric-Axial Strain for Triaxial Compression Test ff3 (c3 = 10 bPa) ................... ,.,, ............. * . . . * ............................................ . . C3 A?cial Stress-Strain for Triaxial Compression Test #4 (a; = 10 MPa) ..... C4 Voiumetric-Axial Strain for Triaxial Compression Test ##4 (a3 = 10 MPa). . . ...................~................................................................ C4 Axial Stress-Strain for Triaxial Compression Test #5 (a3 = 20 MPa) ..... C5 Volumetric-Axial Strain for Triaxial Compression Test X5 (a3 = 20 ml) ........................ - ..... *..* ...... ...-.-----...... *.* .... *.* .....-............ *...*...*. . - C5
Figure C.9 Asial Stress-Strain for Triaxial Compression Test #6 (m3 = 20 MPa) ..... C6 Figure C. 10 Volumetric-AxiaI Suain for Triaxial Compression Test #6 (03 = 20
MPa). . .......................................................................................... C6 Figure C.11 Axial Stress-Strain for Triaxial Compression Test #7 (oj = 30 MPa) ..... C7 Figure C. 12 Volumetric-Axial Strain for Triaxial Compression Test fC7 (5, = 30
MPa) ................................................................................................ C7 Figure C. 13 Axial S tress-S train for Triaxial Compression Test $8 (u3 = 30 MPa) ..... CS Figure C.14 Volumetric-hiai Strain for Triaxial Compression Test #8 (a3 = 30
kü?a). . , ...................~..~~........................................................ CS

Introduction
1.1 Background
Some injection and compression plastic pms manufacniring moulds are made
using thin rnetal shells. which must then be backed (supported) to withstand the pressures
imposed by the moulding process. The most comrnon meta1 sheil moulds in the
rnoulding industry are nickel shell moulds. which are made either by electroforming or by
vapor deposition. Electroforming is the technique of creating exact, minor image copies
of uniquely shaped objects by electrodepositing a layer of heaw metal ont0 an original
and subsequentiy sepanting the two. Nickel is the logical choice for electroformed
tooling, as it is among the erisiest metals to electroplate out of environmentally benign
aqueous solutions. Nickel is also sufficiently strong. hard and tarnish-resistant to
withstand the moulding conditions encountered in the processing of many popular
plastics. Moreover. it is aIso easily macliined. brazed and welded.
Nickel vapor deposition (NVD) tooling, on the other hand is a relatively new
technology that can be used to produce mould shells for low and hi@-pressure
applications. NVD moulding has been increasing si,g$ficantLy in the 1st few years in the
plastic industry due to certain advantages it possesses over conventional dl-steel and
electroformed nickel moulds.
1.1.1 Ovrrview oJlVicke1 Vapor Deposition (rm,) Tuoling
NVD shells are made by depositing nickel ions onto a mandrel. which is put
inside a pressunzed and heated chamber (177 O C ) . Nickel carbonyl gas is injected into
the chamber, where it becornes deposited on the heated rnandrel, conforming to the shape
of the fmai part. Once the desired thickness is reached. the process is stopped, and the
nickel shell is stnpped off the mandrel. Other characteristics of the NVD process are:

lnrroducrion 7
NVD is a chemical vapor process. capable ofproducing uniform thickness
nickel shells
a The nickel shell is high quality, 99.98% pure nickel fiee fiom sulfur
The nickel is deposited at a rate of 0.25 mm/hr
a The deposition occurs %tom by atom" creating an exact replication of the
mandrel surface to the micron Ievel
The mandrel can be used for muItiple depositions
1.1.2 Advarrtages of NVD ~kfoulds
The advantages of NVD over conventional steel moulds are [IRDI. 19971:
Eliminating CNC machining for muLtip1e tools: once the mandrel has been
manufactured. it can be reused to produce more tools
Faster deposition cornpared to other deposition processes: the deposition of
the shell can be done in days
Superior tool deliveries as compared to other fabrication methods
Reduced cycle time and greater temperature uniformity across the mould
surtàce compared to most production tools
.4ccurate reproduction of authentic texture (tvoodgain. leathergrain. etc.) in a
hard mould surface.
1.1.3 Backirtg hYû Morridr
y-. - . 1 i ~ h e l shells have been produced frorn I O to 25 mm thick. and are currently in
production for low to hi& pressure rnoulding applications (up to 70 MPa). An adequate
backing system must therefore be attached to the rear of the nickel shells in order to
provide adequate suppoa açainst imposed pressures. Designing the optimal backing for
NVD shell mouids is the main object of this study.
1.2 Objectives
Critical considerations in the design of any mould should include its mechanical
and thermal performance. time efficiency and cost. OpumiPng the mouId design
requires an ability to analyze the induced stresses in the rnould shell as well as those
passed on to the mould mounts and their supporting fiame-

At the beginning of this projecc mechanicd design approaches Pertaining (0 shdl
moulds were largely empirical. due ta the many operational constrains h t mus[ be
accounted for. Consequently, in order to advance the state of the art in shell mould
design. the project had the following objectives:
1. Quantifj the operational factors that constrain the design of NVD m ~ l d s and
summarize them in the f o m of guidelines:
2. h a l y z e existing backing design approaches. and develop a general mdysis
strategy to be incorporated into a handbook to assist mould designers in
conducting a rationai stress anaiysis for any NVD t00uld;
3. Investigate the mechanicaI behavior of NVD shells:
4. Study the material properties of conventional composite fillers used for nickel
shell backing:
5. Consider the alternative approach of designing backing systems for NVD
shell moulds using tly ash composite fillers: and
6. Recommend a framework that will enable mould designers to engineer tly ash
composite backing systems compatible with their moulds and production
processes.
1.3 Methodology
The follotving steps were taken to~vards realizing the above objectives:
1. h a l y z e existing backing systems of NVD shell modds in t m - ~ ~ s of suesses
and deformations using either simpiified analytical models (beam or shell
theory) or numerical (FEA) method for dose apprdmation. depending on the
type of the backing system used.
2. Conduct a beam-bending test on NVD shells to chrrractenze their mechanical
properties and develop a material mode1 based on Ihe test results.
3. Carry out triauid tests on resin-epoxy rnix (used i~ conventionai backing of
NVD shell moulds). and fmd a constitutive mode[ that best simdates its
materid behavior.
4. Consider ily ash composite filler as an alternative backing matend and
determine its mechanicd and themai behavior fiom labo rat or^ tesTing-
Inrroducrion 4
5. Simulate the material properties of Ay ash tiom triaxial test data using non-
linear Druker-Prager capped material models as implemented in the
ABAQUSIStandard f i t e dernent proumam.
6. Carry out a production trial test to monitor the thermal and mechanical
performance of a nickel shel1 mould using the proposed fly ash composite
backing.
7. Constnict a complete finite element mode1 of the production trial mould using
Cm and ABAQUS/C& software. and perform the analysis in
ABAQUS/Standard sobvare.
8. Analpze and compare the production trial data with the numerical modelling
predictions to interpret and validate the results.
1.4 Outline of the Thesis
The following topics will be included in this thesis:
1. !&chciniccd Behavior clf'NVD Shells (Chapter 2)
The tirst part of this Chapter describes the beam-bending test that was
conducted on specimens machined from an NVD shell. The second part discusses
modelling the mechanical behavior of NVD material based on the test resuIts.
2. Design of Backing Systemsjor NVD Morilds (Chapter 3)
This Chapter andyses the mechanicd behavior of NVD shell moulds
using conventional backing systems. Some of the existing backing systems are
examined using analytical solutions and principles that are derived from
engineering mechanics. as in the case of flat and curved shell moulds with steel
rib backing and flat shell moulds with solid steel backing. Other convenùonal
backing systems are analyzed using numerical simulations. for example, sheil
moulds with rib and resin-epoxy backing and resin-epoxy mas-cast backing
systems. The Iast part of this Chapter discusses the results of two experimentai
tests conducted on two mas-cast backing filles: 1) a t r i a d compression test
conducted on resin-epoxy specimens, based on which a proposed constitutive
mode1 is suggested: 2) a uniauid compression strength test conducted on HT-SOS
polymer concrete specirnens to find their stiffness and strength properties.

3. Using Fly Ash Compositesfor Backing Nickel Shell rnozdak (Chapter 4)
First. a literature review is presented on high volume fly ash composites,
their mix design and their engineering applications. The chapter next discusses
the design of hi& volume fly ash composite mixes for potential use in shell
mould backing. The resuits of testing the material properties of fly ash
composites using thermal conductivity tes&. Proctor compaction tests. and
unconfined and confined compression tests are then given. Constitutive models
are then assigned for the optimal fly ash miu design using ABAQUSIStandard
software. based on triaxial test results.
4. Triai Production Test ut Blanco (Chapter 5 )
The trial began with the selection of the appropriate tly ash mix design for
the prototype NVD mould. folowed by setting up and instrumenting the NVD
shell mould and pIacing the composite backing. The instrumentation part
required installing strain gauges. thennocouples. and displacement transducers at
specific monitoring locations at the back of the nickel shells. This chapter also
covers the results of monitoring mould performance in production,
j. Interpretdon of'ProcI~~cfion Trial Tests (Chapter 6 )
Numencal rnodelling of the NVD mouId required consuucting two
complete 3D-models representing both halves of the mould. The main
coinponents of each model are the nickei shell. the tly ash composite backing and
the steel frarne. Due to the complicated geometry of the mould, some
simplifications were necessary with regard to the 3D model designs. Such
simplifications were based on a sensitivity study using 2D models that
investigated the influence of certain panmeters on the final mode1 design.
Numerical simulation of the selected mod:! and backing required buiIding a 3D
model of the whole mould using CAD software, and importing it in iGES format
into i\BAQUSICAE for modelIing. The model was then analyzed using
ABAQUS/Standard Solver. Modeiling results are presented, investigated. and
compared to the production trial data.
6. Strmmuiy and Conclusions (Chapter 7 )

introduction 6
A surnmary of the main results and conclusions are given, followed by a
description of the main contributions of the thesis to both science and indus..
Recommendations for future work are also provided.

Mechanical Behavior of NVD Shells
The first part of this chapter describes the procedures and results of the beam-
bending test canied out on machined specimens From an NVD shell mould. The second
part gives an interpretation of the test data in terms of a constitutive mode1 for the NVD
material.
2.1 Beam Bending Tests on NVD Specimens
Microstructunl analyses of NVD shells suggest that they are virtually tiee from
any residual stress. Early results of axial tensile/cornpression tests on NVD specimens
showed that non-linear plastic deformations may occur after the first load cycle: before
the material reaches its ultimate yield stress [Bansa]. Because of this. the main objective
of the beam-bending laboratory tests is to gain a better understanding of the mechanical
behavior of the nickel specimens. particularly their elastic/elasto-plastic behavior with
respect to stiffness and strength.
2.1.1 Test procedures
$-point beam-bending tests of NVD beams were conducted rit the stnictural
labontory of the University of Toronto. The key aspect of the test is in the application of
load-unload-reload cycles to elucidate the material elastic/plastic behavior. Specimen
deformations were measured using a linear variable differential transducer (LVDT)
clamped to the bottom of the NVD beams at mid-span (Figure 7.1). Applied Ioad was
measured using load cells. Only two samples with dimensions: 20-mm (h) x 40-mm (w)
x 200-mm (4 were tested. as per F i p e 2.2.

Mechanical Behavior ofNVD sheils 8
Figure 2.1: Bram bending rest-setiip
Figure 7.2: Dimensions [mm] o j ' W D specimen und [esring serup
2.1.2 Test Results
The collected data were first recorded in text-fonn and then transferred to a
spreadsheet. !GIS ~ r c r l ? in order to plot the material behavior in terrns of load-flexurai
defomations. P- y, relations (Figzirrs 2.3 and 24).
The resuits of the beam bending test show that the mechanical behavior of the
NVD specirnens exhibit non-Iinear strain hardening from the fist load cycle, while
during unloading, the behavior is close to linear elastic (Figures 2.3 and 2.4). The beam
bendiig results also show noticeable breaks in the hardening behavior at the beginning of
the loading cycles (Fisires 7.3 and 7.4. This rnight be attributed to artifact mors nther

iVechunical Behavior of NVD shells 9
than due to materiai failure. since these beaks are less evident in the stress-strain resuk
of the axial tensile tests (Figure 2.7).
BEAM BENDING (TEST 1)
Figure 1.3: Loud-deformurion behuvior of beam bending tesr + I
BEAM BENDING (TEST 2)
Figure 2.k Loud-de$ormion behavior of beam bending resr $2

~tlechanical Behavior of NVD shells IO
The Load-deformation curves c m be described or modelled as hyperbolic, bound
by ttvo asymptotes, El, (initial dope or tangent modulus) and o; (asymptouc or ultimate
stress), as shown in Figzrre 2.5.
Figure 2.5: Hvperbolic represenration of-load-deformarion cttrve
2.2 Modelling the Mechanical Behavior of NVD Material
Simple constitutive laws based on Linear elasticity, such as Hooke's law.
are only valid for certain classes of materials. Most engineering sjrstems.
however. are non-linear and complex [Desai. 19841. The intluence of non-linrar
responses becomes more prominent in materials that are influenced by factors
such as state of stress. residual or initial stress. volume changes under shear. stress
paths. inherent and induced anisotropy. change of physical state, and fluid in
pores.
As noted earlier. the main objective of the beam test is to gain insight into
the elasto-plastic behavior of NVD material with respect to stifiess and strength.
This was accomplished by findine a constitutive mode1 that best fits the stress-
strain results of the a i a I tension/compression tests, then incorporating this mode1

Mechonical Behavior of NVD sheils I I
into a bem bending analysis, The validity of the constitutive mode1 was checked
by comparing the beam-bending modelling results to those found experimentally.
2.2.1 Mechanical Behavior Based on Previous Test Results
Complete stress-strain results (Le.. until ultimate failure) of the
tensile/compressive tests on NVD specimens show. at the tirst glance. a close to
elastic-strain hardening-perfectly plastic behavior: where the elastic region is
denoted by Part I. the strain hardening part by Parr II. and the perîèctly plastic by
Parr III [Bansa]. The results also show that yielding of the material occurs at Y =
438 MPa (Figure 2.6).
Tuble 2.1 shows the mechanical properties of the NVD rnatenal in
cornparison to other metaIs used in the moulding industry.
Tuble 2.1: LCfechanical Properrtes uf W D , Pirrr :Vickel, und.41SI P20 Srrel front the Onlinr ~llarrriuls inforniarion Rrsorrrce: inc7v.niohvrb.comj
II AISI ~ 2 0 steel 1 1350 MPa I 205 GPa II
METAL
NVD
Pure Nickel
Figure 2.6: Cornpiete stress-sfrain curve of U ~ Ï L I X I Q ~ remion tests on lVvD specimens
YiELD STRESS i YOUNG'S MODULUS
438 MPa
59 W a
90 GPa
I 107 GPa

Mechanical Behavior of NVD shells II
A closer look at the assumed elastic part (Parr I ) shows that the initiai behavior is
not linear-elastic, but rather non-linear strain hardening (Figure 2. ï), with an initiai
tangentid Young's modulus of E,, = 120 GPa, and a constant modulus during unloading
of E = 90 GPa. This hardening-behavior (Parr 1) continues up to the point initially
identified as yield point (cr= 438 MPa). Subsequenrly, a noticeable change in the
hardening behavior occurs (Part Il), cbatacterized by a sharp decrease in the dope of the
stress-strain curve until stresses reach a maximum value of 565 MPa. The material then
assumes a perfectly plastic behavior (Part Ili). Accordingly, any constitutive mode1
proposed to simulate the behavior ofthe NVD materid should take into account the two
distinct regions in the stress-strain curve. i.e.. Parts 1 and II.
Airtal Tenston Test
Figure 2.7: Stress-main behavior (Part 4 of the remion lest [Bansa] OZ,,: initial rangenrial r l l ~ d t t l ~ ; E: Linear moduiw during tinload-reloa4
2.2.2 Constitutive Mode1 for the Tension/Compression Test Results
Modeiiing the test results requires a mathematical h c t i o n that will simulate the
stress-strain response of NVD fiom uniavid tension test (Figures 2.6 and 2.7). For non-
linear anaiysis. the moduii are usually computed as tangents or first derivatives of the
functions representing the stress-strain cuves. In the mode1 used, the stress-strain curve
(Figure 2.6) is first expressed as a mathematical function, after which the moduli are

calculated as the first derivatives of the function at given points relevant to given
increments.
The given stress-strain curve (Parr I ) resulting from the axial
tension/compression tests of NVD specimens (Figure 3.7) can be simulated with a
hyperbolic hnction that was proposed by Kondner (1963). as illustrated in Figure 2.j.
[t is given by:
where a1 and b1 are reiated to the initial slope or tangent modulus. E,,? and the asymptote -
stress. cru . respectively, of the curve as:
1 E,, = - .................................................................. (-.-
~ I I ' ')
The value of slope or tangent modulus at a point c m be found by differentiating
Eqiiurion 2.1 with respect to E as
From Figrrre 2.7 and Eqliarion 7.1. it was tiound that the values of ci, and b, are
1 I and - . respectively. Using Equarions 2.3 and 2.4. the values of E,, and
150.000 800 '
T w e r e caiculated as 150 GPa and 800 MPa. respectively.
Figure 2.8 shows both experimentai and predicted stress-strain curves for the
axial tension test.
The second strain-hardening part (Pmr II) of the stress-strain curve. Figure 2 . o
resuiting fiom the aviai tensionlcompression tests of NVD specimens can be simulated
using the following hyperbolic function:

lCIechanical Behavior of iVVD shells 14
where Y is the yield point.
Substituting the values ofa,, b,,and Y from Parr I. and itpplying stress-strain
values Forn Figure 2.6 into Equarion 2.5, the value of n is round to be equal to 0.45.
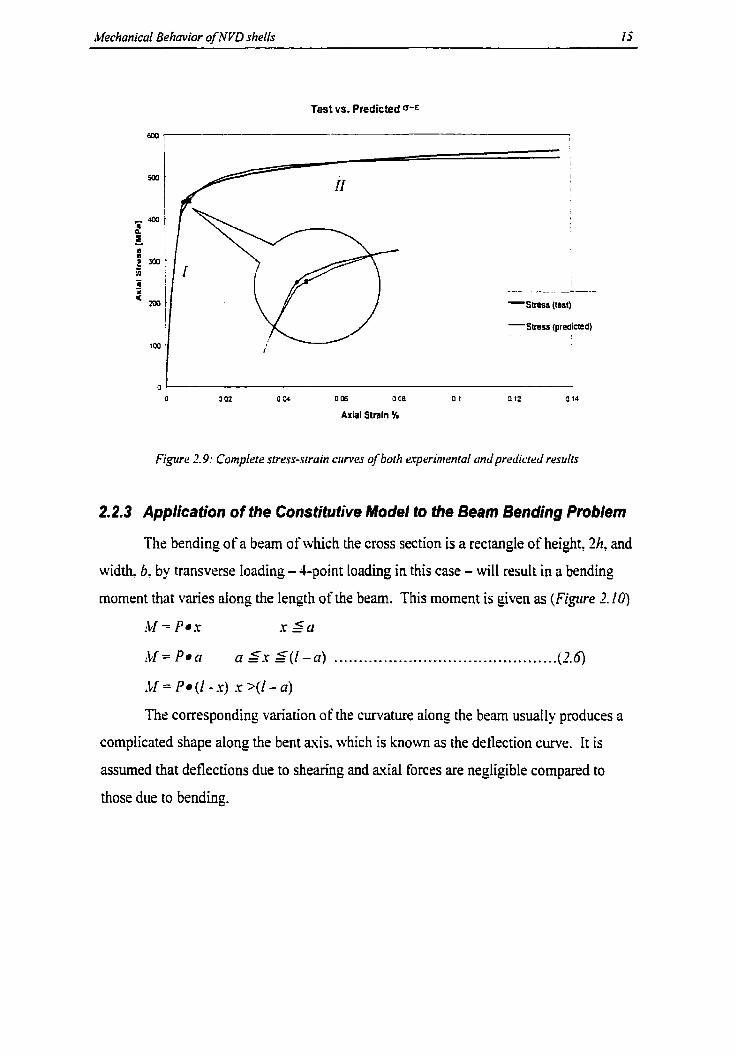
Complete tension/compression stress-main curves of both experimental and
predicted results are depicted in Fignre 7.9.
fest vs. ~redfcted Data
ao
Figure 2.8: Erperirnenraf crndpredicredsness-srrain aimes for the ai41 [enrion tesr
ibfechanical Behavior of NVD shells I j
Test vs. Predicted 0-E
mo i
Figure 7.9: Complere srrrss-srruin cimes of borh experinrenful undpredi~.led resulrs
2.2.3 Application of the Constitutive Mode1 to the Beam Bending Problem
The bending of a beam of which the cross section is a rectangle of height, 2h, and
width. b. by transverse Ioading - Cpoint Loading in this case - will result in a bending
moment that varies along the length of the beam. This moment is given as (Figure 2. IO)
!1.I = P.x x s u
!Cf = P.a a S x S ( i - a ) .....,.......,,,............-.-...... ...,..... ..... Q-6-I
-11 = P . ( [ - x ) x > ( / - a )
The corresponding variation ofthe curvature dong the beam usually produces a
complicated shape along the bent axis. which is knom as the detlection curve. It is
assurned that deflections due to sheâring and axial forces are negligible compared to
those due to bending.

Mechanical Behavior of NVD shells 16
Figure 2. IO: Bending niomenr in 4-poinr brom brnding srnicrirrr
The downward displacement. y. of any pmicle on the longitudinal a ~ i s of the
bearn is assurned to be srnall compared with the dimensions of its cross section. Then the
local curvature olthe bent avis is numerically equal to 9. to a close approximation. If 2.r -
# denotes the counter clockwise single which the tangent to the deflectïon c u v e makes
with the x axis. then
The second expression is consistent with the fact that the curvature is positive
when the bent b e m is concave upward. Since the moment. 1M. is a known tùnction of ..c,
the shape of the deflection cuve can be determined by direct integration of th2
differentid equation, if possible.
We have seen from Eqziations 2.1 and 2.5 that the material suain-hardens
according to the law

Mechunical Behavior of NVD shells 17
where E,. is the main related to the stress at the assurned yield point, the point at the end
of Part 1 ( Figiirr 1.6).
In view of the symmetry of the cross section. the bending moment at any stage is
given by,
h
M = 2 b 1 a - y - d y O
v but E =-.3 y =E-R.and r[v = R a d &
R
The value of the moment, MI. from Eqziuiion 2.8 can be calculated as
which gives ML as a function of EI, Le.. =A&!)-
The second part of the expression of moment. hi~: in Equation 2.9, cannot be
gïven in a cIosed forrn, and the software ~ t l a t h d PLUS. Version 6.0 is used to

Mechanical Behavior ofiVVD shells 18
nurnerically solve this integral. The answers are put in tabuIar t o m for certain vaIues of
6,. Once the second part of Eqzrafion 2.9 is reached, the tirst part is easily catcdated by
substituting the vaIue of E, (from Figure 2.6) into Eqirurion 2.10.
From Equations 2.9 and 2.10' finding &as a hnction of hf, -the inverse of the Ml
funcrion? f "(LW, j or hf2 is not easily accomplished. The problem is analyzed in tabular
fom, yielding discrete values of E, = f "(M,,). The latter will give discrete values of the
1 local curvature - .
R
1 By ~ l a t i n g the discrete values of - to that of Eqirnrion 2. ;i. and applying the
R
Finite Difference k h o d and the bending moments. hl,, from Eqrrufion 2.6. the values of
bearn deflections. y,, for diilèrent points dong the span of the bearn can be easily round.
Detailed tabuIar calculations of the values of b e m deflections. y,, are givsn in Appendix
A*
2.2.4 Modelling Resuits
The behavior of the load-deformation curves of the beam-bending problem, based
on the constitutive Iaws described earlier. shows satisfactory results once cornpared CO
those found experimentally. Figwes 2. Z i and 2-12 show predicted vs. experimental
resuIts at the mid-spans of the beams for Tests 1 and 7.
2.2+5 Application of the Constitutive Model in NVD Mould Design
It is imponant to note that the nickel sheII is mainiy exposed to pressures exened
by the moulded (injected) matenal. which is dependent on the process used. Wu (199 1)
divided the pressure profile of an injection cycle according to the moulding phases and
showed that peak loding occurs during the phase associated with the mould fil1 up.
compression applications. on the other hand. e.xhibit pressure profiies that can be
considered constant tfiroughout the cycle. For mechanical mould design, cavity pressure
is assurned uniformly distributed on the projected mouid areas wenges, 19931. Based on
this assumption, as we11 as on the constitutive mode1 derived in Section 2.2, the behavior
of the W D shelI is projected as (Figure 2.13):

iMechanica1 Behavior of NVD shells 19
1. During first load, the NVD shell exhibits an elasto-plastic behavior and
follows the AB curve until it reaches its peak loading phase;
2. While unloading, the sheli's response is linear and follows line BC. At this
stage? some strains, E ~ , are locked in the shell and the backing system;
3. [f the process exerts the same peak loads during mould filling, then the
nickel material will stabilize after the first rinload. and assume a linear
response thereafter. This is represented by the unloati-refond Iine (Line
BO. 4. If the peak load is not constant, the highest value reached in any moulding
cycle will be considered as the peak Ioad. M e r this point the behavior of
the NVD shell is assurned linear (as in Part 3).
In modelling. it would be preferable to assume linear behavior (line BC) for the
nickel shell. As discussed above. this will not account for plastic strains Iocked into the
sheii on initial peak loading. However. a process for approxirnating the magnitude of this
plastic behavior can be developed. as follows:
1. Examine the results of the Iinear model in terms of stresses and strains
applied to the nickel shell:
2. Locate critical stresses in the nickel shell:
3. Substitute the critical stresses from ( 2 ) in the constitutive model
(Equations 2.1 and 2.9 and calculate the values of k i r corresponding
total strains:
4. Compare the calculated strains From (3). G. to the predicted strains From
(l)? sm, and find the (plastic) mains, E,, locked in the nickeI sheIl as
Ep = E, -&,
5. Check ifthe values of E, meet the mould specifications.
If the manufacturer uses acceptability criterion based on strains. the above process
may be used direcdy. However. if the acceptability criterion is based on deflection.
plastic strains, q,, need to be integrated to obtain deformations, y,? similar to the mamer

Mechanical Behavior of iVVD shells 20
demonstrated in Section 3.3.3, but modified to account for the boundary conditions
particular to the manufacturer's mould geometry and production process,
2.3 Conclusions
The main objective of this work is to gain better insight into the elasto-plastic
(strain hardening) behavior of NVD material seen in the mess-strain curves of
some axial tensionkompression tests. This was accompIished by tinding a
constitutive Iaw that best fit the stress-strain results of the a i a i
tension/compression tests (Section 2.2.2). thsn incorporating this model into the
results fiom the beam bending tests (Section 2.2.3). The modeiling results
showed good agreement with those found sxperimentdly. Some guidelines are
given for using the constitutive model in NVD mould designs.
O 0.5 t 1 5 Z 25 1 3 5 4 a 5 5
h l o m a b n [mm]
Figure Z 1 I I : Load-dclJomarim ~lrries for erperin~entul (Test lj ïs. prrdicredresrrI~s of beum bending mode!

!Clechunical Behavio of NVD shells 71
Predicted va. Experimental Load-Oefonnation (TEST 2)
BO -- - - - - I
O as t 7 5 2 t5 3 3 5 i 4 s 5
üefonnatlon [mm]
Figure 2.17: Load-deformution ciirves for rrperimenrul (Tesr 2) vs. predicred resulrs of benm
bending mode1
Design of Backing 2 Systems for NVD Moulds
The fmt part of this chapter analyses the mechanical behavior of NVD shell-
moulds depending on the design of their backing systems. This part surnmarizes nvo
chapters that were previously contributed by the author to a manual handbook on NVD
mould design [IRDI. 19971. The second part discusses the experimental testing carried
out on nvo NVD backing-tillers. resin epoxy and polymer concrete. A triaiciai test was
conducted on resin epoxy specimens. based on which a proposed constitutive mode1 is
given. An overview of polymer modified concrete is also given. followed by the results
of uniaxial compressive strength tests.
3.1 Conventional Backing Systems
The first step into analyzing the backing systems of NVD moulds is to quanti@
the operational factors that constrain any mould design in generai. and NVD moulds in
particular. This was accomplished by approaching a goup of experienced modd
designers who were able to identifj some of the important pararneters affecting the
backing design of NVD moulds. which c m be summarized as.
materi id composition of the moulded product
Pressure and temperature used in the moulding process
Geometry of the she1I
Size of the product and. consequently, size of the shell
Depending on these pararneters, four types of NVD backing systems are currently
used in the industry. ïhese are: soIid steel backing, rib structure backing, rib structure
and epoxy backing, and mass-cast epoxy backing systems.

Design of Backing Sysrems for 1VVD rl.lou1ds 73
3.1.1 Solid Steel Backing
A solid steel backing system utilizes a block of steel on the back of a sheI1 to
provide adequate support. The back of the shell is first machined flat then integrated into
the steel block either by welding or with threaded studs. This system can be used for
shells with simple (flat) geometry so that it is easy to machine and instdl the solid steel
backing while keeping a good contact with the shell (Figure 3.1).
Figure 3.1 : Solid Steel Backing
3.1.2 Rib Structure Backing
This system is nortnally used for relatively srnaIl moulds and for low-pressure
processes. The advantage of the rib structure is that it is easy to install on the back of a
sheii ~14th slightly irregular geometry (Figure 3.2). However. support provided is notas
good as in the case of solid steel backing. [n addition. if the geometry of the shell is very
irreguiar, it becomes inconvenient to fit the rib structure to the given curvature.
3. f.3 Rib Structures and Resin Epoxy Combination Backing
composite system is usually used for large modds and cornpiex geornetry in
high-pressure applications. The resin epoxy is used to Fi11 the small gaps or deep holes

Design of Backing Systems for NVD ~bloulds 24
that cause dificulties in installing steel ribs. In order to guarantee minimum deformation
of the sheil, epoxy fillers are normally backed by mounting steel kames or ribs on them
(Figure 3.3).
3.1.4 Mass-Cast Backing
Mass-cast backing consists of a relatively rigid steel box containing a nickel shelI
of irregular shape and a backing Filler. The box is itself backed by the platens (Figure
3.4). This system is more flexible than rib and epoxy backing, and thus fits a wide range
of applications in which steel ribs are not capable of providing enough conveniently
installed support. The type of filler used for mass-cast backing varies with the rnoulding
process. for example. resin eposy is used for high-pressure applications (over 10 MPa)
and polymer modified concrete is used for low-pressure applications.
AFTER INJECTION
PLANE -A-
i l- ?.., ,.
PLANE -0-
Figure 3.7: Rib stnicture backing

Design of Backing Systemsfor NVD ltfolifds 25
BEFORE INJECTION PLANE -A-
/ Prrsiurm-
AFTER INJECTION PLANE -8-
Figrire 3.3: Rib srrnctrrres und rpo.ry combincition bncking
Non Octonninq Structurn (Bock Plot.)
BEFORE INJECTION FRONT VlEW
\ -. \ j i r ! v ; ! i r -s lutc
AFTER INJECTION FRONT YiEW

Design of Bwking Sysrems for IVVD ~Wurdds 26
3.2 Modelling NVD Moulds
As a general principle, moulds must be designed with their permissible
deformation in mind. Since deformations m u t be small, computing the static behavior is
sufficient. Complex configurations make most moulds statically indeterminate systems;
however, calculations of the expected deformations and stresses requires the use of either
simplified analytical rnodels (bearn or shell theory) or numerical finite element analysis
(FEA) for close approximation, depending on the type of backing system used. For
example. analytical approaches are applied to solid steel backing and rib structure
backing systerns, while FEA simulations are utilized for rib and epoxy backing and mass-
cast backing systerns.
3.2.1 Modelling Solid Steel Sacking
This system is mainly used for backing NVD moulds in compression applications.
Since the system is comprised of a llat steel plate backing a flat nickel shell (Figure 3. i),
the shear stresses çan be ignored and the stresses dictating the behavior ofboth the steel
plate and nickel shell are only compressive. Analyzing the mode1 in compression is not
required. since no tàilure is expected to occur under the given loading and boundary
conditions.
The critical issue in this mode1 is the stiction force generated during dernoulding -
when the two moulds are puiied apart by means of'uniform' clamping f0rce.p. but the
moulded part sticks to the mouid faces. thus generating an elastic force called stiction
force (Figtcre 3.9. The main concern is to check the stresses and deformations in the
nickel shell due to this force.
After applying the loading and b o u n d q conditions. the problem becomes
equivaient to that of a sotid plate on an elastic foundation: the plate is supported
continuousIy dong its bottom by a foundation, which itself experiences eIastic
deformations. The foundation reaction forces. stiction forces in this case, are assumed to
be linearijproportional to the pIate deflection at any point, Le.. (y k), where y is the
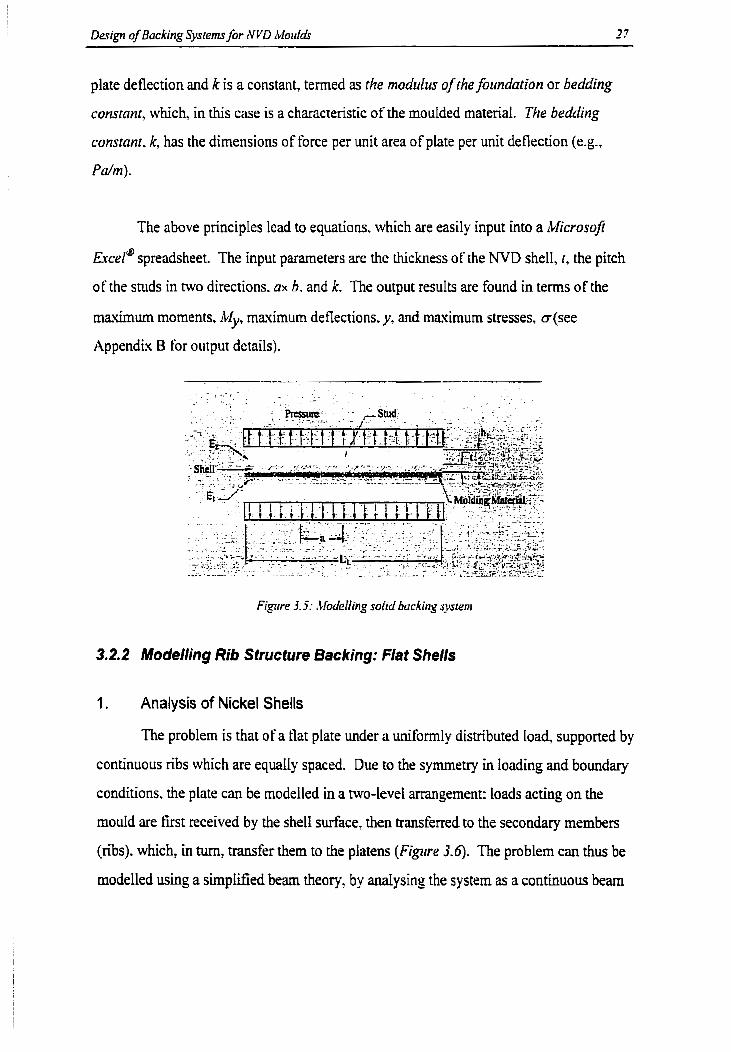
Design of Backing Systems for iVVD hfo1tldr 27
plate deflection and k is a constant, termed as the modzrlus of thefiundation or bedding
constant, which, in this case is a characteristic of the moulded material. The bedciing
constant. k. has the dimensions of force per unit area of plate per unit deflection (e.g.,
Pdm).
The above principles lead to equations. which are easiIy input into a ~Wicrosoft
~wl" spreadsheet. The input parameters are the thickness of the NVD shell, r . the pitch
ofthe studs in two directions. clx b. and k. The output results are found in tenns of the
mavimum moments. h$, mcc~imurn deflections. y. and maximum stresses. ~ ( s e e
Appendix B for output details).
Figrrre 3.5: .LIodrIling soiid bucking system
3.2.2 Modelling Rib Structure Backing: Flat Shells
1. Analysis of Nickel Shells
The problem is that of a fiat plate under a uniformly distributed load, supported by
continuous ribs which are equaily spaced. Due to the symmetry in Ioading and boundary
conditions. the plate c m be modelled in a two-lever arrangement: loads acting on the
mould are f i s t received by the sheli surface, then transferred to the secondary members
(nbs), which, in tumt t r a d e r them to the platens (Figzire 3.6). The problem cm thus be
modeIIed using a simplified beam theory, by anaIysing the system as a continuous beam

Design of Backing Sysems for NFD MoulrLF 8
(NVD shell) on periodically spanned steel ribs. First, the section of the beam and the rib
spacing are defined, atier which the section of the ribs is determined.
2. Analysis of Ribs
Ribs are modelled as compression members. Dependig on their height, the ribs
could fail either by crushing (short colurnns) or by instability, also knovm as buckling
(long cohnns).
L Non Dcforming
Structure (Platen) \ t-1
N V D
Figure R 6: Schrmutic und rnodelling of Rib Strircrurc Bucking:/lut shefis wifh ribs
3. Results and Discussion
As in the design ol'any continuous beam. it is important to ensure the foilowing:
1. The member is capable of withstanding the given moments (stresses)
associated with the Loading and boundary conditions;
7. The maximum defiection of the member has to conform to the allowabIe
defonnations; and
3. The size of the structure at any specsc point shodd be based on the criticai
Ioading.
Based on these factors, the rib structure backing mode1 is anaiyzed and
programmed into a illicroso$ ~xcel@ spreadsheet? having the thickness of the nickel sheIl
Design of Backing Sysrems for NVD rbfouldî 29
and the span between the ribs as input parameters. The output results are expressed in
terms of hiy. y, and u(see Appendix B).
3.2.3 Modelling Rib Structure Backing: Curved Shells
In order to be able to handle curved shells analytically, simplified versions must
be considered. In practice, a shell surface may assume virtually any shape, but shells
with complex designs can be decomposed into simpler foms of localized curvatures, to
which a simplified shell theocy can be applied, provided that both loading and boundary
conditions are satisfied. Common forms of curvature include rotational surfaces
genented by the rotation of a curve about an axis (e-g., surface of revolution: spherical,
eiiiptical. parabolic etc.), translational surfaces generated by sliding a circle along an avis
(e.g.. cylindrical surfaces). and other complex surfaces formed by various combinations
of rotations1 and translational surfaces. Figure 3.7 shows two sxamples of curved shells.
surface of revolution and cylindrical surface.
Loads applied to shell surfaces are camed to the ground supports by the
development of compressive. (ensile. and shear stresses acting in the in-plane direction of
the surtàce. NVD shells are analyzed as :hin shell structures. which are uniquely suited
to carrying distributed loads. but usually unsuited to carrying concentrated loads.
Results and Discussion
Based on previously noted factors on beam design (Section 3.2.2, Part 3), the
input parameters of this models are the NVD shelI thickness. t. the angle Frorn the verticai
to the end of the shell. 4. and the radius of curvature in the section. r,. The output results
are d~scribed in terms of the ma~imurn a ~ i d forces. N. shell deilection. y. and mavimurn
nomai stresses. ~ ( s e e Appendix B).
Rib structures are modelIed as compression members similar to those of flat sheUs
(Section 3.2.2. Part 2).

Design of Backing System for NVD ~Moulds 30
a) Sheil ot'revolution
b) Cyiindrical surface with parabolic section
Figure 3 . 7 E~umples of simpiijed c i i d sheiis
3.2.4 Modelling Rib Structures and Epoxy Combination Backing
More emphasis in this Chapter is given to the mechanical behavior of nickel shell
rnoulds backed by epoxy FiIlers. Due to the compiexity ofthese structures, the analysis of
the composite beam (NVD sheIl + epov-backing) cannot be handIed analytically and a
numerical FEA approximation is considered using ABAQUSIStandard to study the
mode[.

Design of Backing SystemsfOr NVD ~Llotrids 3 1
1. Modelling of the Rib and Epoxy Backing Systern
This model studies the behavior of NVD sheI1s in bending, due to uniform-
injection pressure, using the rib and epoxy backing. The system problem comprises a
composite flat plate under a uniformly distnbuted load, supported by continuous ribs
spaced at equal spans. Loads acting on the mould are first taken by the NVD shell
surface and then transferred to the epoxy-fitler. wtiich transfers the load to the secondary
members (ribs). then to the platens (Figure 3.8 and 3.9). The problem is thus simulated
as a continuous composite-bearn (NVD shell+ epoxy) on periodically spaced ribs.
Moments. their consequent stresses, and shell deformations are analyzed in this
model. The main three parameters in this design are the NVD shell thickness. fshe/[, the
epoy thickness, tep,,, and the spacing between ribs. 1. A sensitivity study is also
conducted to check the effect of these parameters on the bending behavior of the nickel
shell.
The steel rib structures are considered as members in compression. and their
analysis is canied out (analytically) as before.
Non Ddorming
StmctuqPlaren)
Figure 3.8: Schemaric representacion of rhe ri6 and epoq backing system

Design of Backing Systems fir W D Moiilh 32
Pressure
Figure 3.9: iClodelling of rib and epo-ry structure
2. Geometric Modelling
This model considers flat sheil geometry. although the srme principles apply to
curved shells. In this model of uniforrn loading and a tlat surface. a simple mesh will
suffrce. The NVD shell is modelled using beam section with rectangular cross-section of
type B21. two node linesir beam, with three degrees of freedom. 1.2. and 6 at the nodes.
These elernents use Simpson's rule as the integration method with !ive points through the
shell's thickness. which is adequate to give a reasonably smooth response. The resin
eposy filler is modelled using contincum plane stmin element type CPES. which is a 4-
node bilinear quadrilateral element with two degrees of Freedom and four integration
points. Material properties are defined using elastic parameters. which are given in terrns
of Young's modulus. EvrD = 90 GPa and Eepo.rv = 23 GPa , and Poisson's ratio. V , V I ~ 0.3
and vepo.v= 0.21 4. for the .ND shell and resin epoxy fillers. respectively.
The number of elements in the model depends on the length of the NVD sheII and
the thickness of the epoxy, rnaintaining the sarne aspect ratio for the continuum solid
elernents.
3. Results and Discussion
Based on previously noted factors on beam design (Section 2-22 Part 2), bending
moments and deflections are fust checked to study the effect of the epoxy backing,
Results show that the epoxy fiIIer significantly increases the capabüity ofNVD sheiis, as
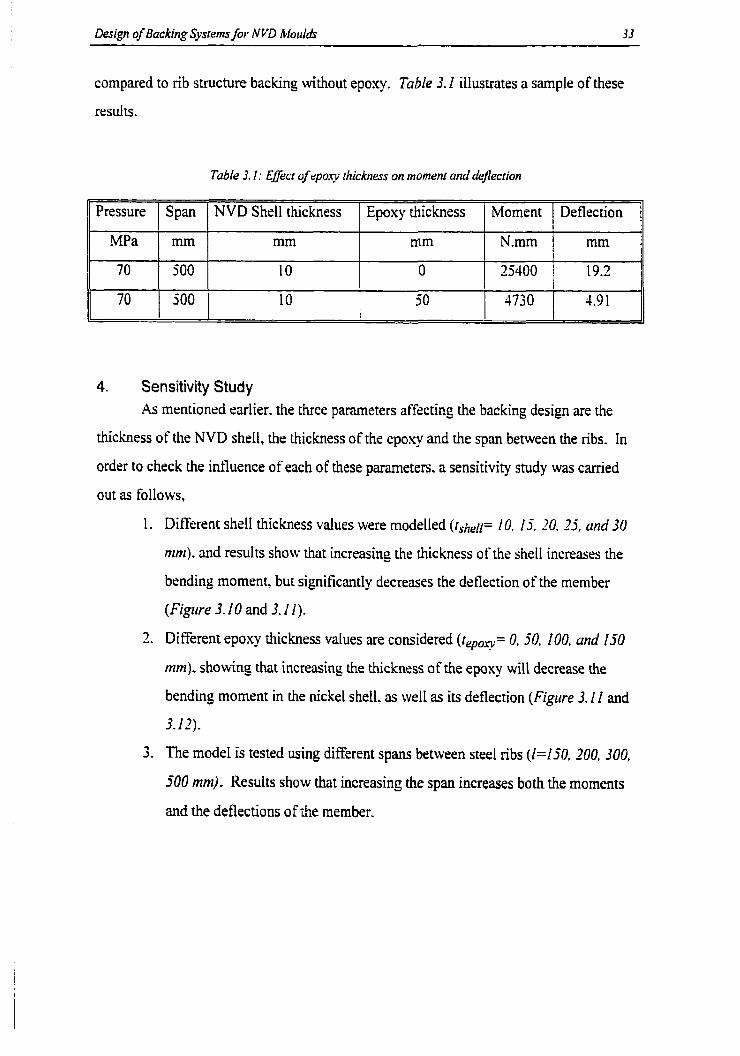
Design of Backing Systems for NVD rbloulds 33
compared to rib structure backing without epoxy. Table 3.1 illustrates a sample of these
results.
Table 3.1: Effecc! of r p o . ~ ~hickness on moment and deflecrion
[ Pressure 1 Span 1 NVû Shell thickness 1 Epoxy thickness 1 Moment 1 Deflection /I
4. Sensitivity Study As mentioned earlier. the three parneters affecthg the backing design are the
thickness of the NVD shell. the thickness of the epoxy and the span between the ribs. In
order to check the influence of each of these parameters. a sensitivity study was carried
out a!j follows.
1. Different shell thickness values were modelled (r,h,(l= 10. 1 5 70. 25, und 30
mm). and results show that increasing the thickness of the shell increases the
bending moment. but significantly decreases the deflection of the member
(Figrire 3.10 and 3.11).
2. Different epoxy thickness values are considered (tep,= 0, JO, 100, und 150
mm). showing that increasing the thickness of the epoxy will decrease the
bending moment in the nickel shell. as wel1 as its deflection (Figzire 3.11 and
3.12).
3. The mode1 is tested using diffecent spans between steel nbs (l=IjO, 200, 300,
jO0 mm). Results show that increasing the span increases both the moments
and the deflections of the member.

Design of Backing Systenis for lVVD hfoul& 34
Bending Moment vs. Span between Ribs
lm,
Figrire 3. IO: B e n h g niamenu vs. spun ben~een ribs for dtflerent shell rhicknessa in u rib und rpo-v
ntorlrl (rib spacing = 300 mm)
Deformation v a Span between Ribs
O 1w
Figrire 3.1 Ir Shell Defontarions vs. span benwen ribs for diffuent shell thicknesses in a rib and epoxy
modef (rib spacing = 300 mm)

Design of Backing Sysrems for NVD ibfurrlds 33
Bending Moment vs. Shell Thickness
Shell Thickneu (mm)
Figwe 3.12: Btinding monrenrs W. ski1 ihickness for dfferent e p o q rhicknrssrs in u rib urd q u . ~ niudd
/ri& spacing = 3011 mm)
Deformation W. Shell Thlcknisi
Shat Thlckness (mm1
Figure 3.13: SheII dejororarcons vs. sheif rhtckness for differenr q0.y rhicknesses in a rib and e p q model
(rib spacing = 300 mm)mnz)

Design of Backing Systems for IVVD ibfoulak 36
3.2.5 Modelling Mass-cast backing
This model is comprised of a rigid steel box backed with fillers that shouid give
sufficient support to the nickel shell. The box is itself backed by the platens. The actual
problem and its model are illustrated in Figure 3.14.
The type of backing filler depends on the type of moulding process used: some
manufacturers use resin epoxy composites for hi&-pressure applications (over 10 MPa),
while others use polymer concrete composites for low-pressure moulding applications.
The mass-cast system is modelled as fol~ows: loads acting on the mould are first
taken by the NVD shell surface. then transferred to the backing filler. The latter transfers
the loads to the steel box-laterally to the walls of the box. and vertically to the base of the
box-which in tum will transfer the loads to the piatens (Figure 3.14).
Resuits are given in terms of moments, their consequent stresses. and shell
deformations. The main three parameters in the design of the mode1 are the NVD shell
thickness. the thickness of the fiIler or the height of the box. h, and the Iength of the
shell. 1. A sensitivity study was also conducted to check for the effect of these parameters
on the bending behavior of the NVD shell.
Pressure Steel Frameiûox
Plate
Figure 3.13: :tlodeffing oj'mass-cul backing

Design of Backing Systems for iVYD hiou/& 3 7
1. Geametric Modelling
The mass-cast backing rnodel is comprised of the following: the NVD shell,
which is modelled as a beam element: two steel beams simularing the wails ot'the steel
box; and the backing-filler, which is modelled as continuum plane strain elements. For
the type of dements and their materiai properties please refer to Section 3.2.5, Part 2.
The boundary conditions are such that the bottom of the steel box. which is in
contact with the platens. is asurned to be rigid. and hence, the bottom of the backing-
filler is considered fixed.
2. Results
Bending moments and detlections in resin e p o y mas-cast backing are tirst
checked for a given load of 70 MPa. Compared to the resuits ofthe rib and rpoxy
system, and for a given set of parameters. the mass cast backing system showed relatively
inferior resdts. as ilusrrated in Table 3.2.
Table 3.1 I/ulues 01-hending moments und deflections jor nvo backing systems: f 1) rib and epary, und (2) mus-cmt rpo.np.
No. 1 Pressure / Length 1 NVD thickness 1 Epoxy thickness 1 Moment 1 Deflection I/
3. Sensitivity Study
As mentioned earlier. the parameters considered in the mas-cast backing mode1
are the thickness of the NVD shell. the thickness of the epoliy or the height of the steeI
box and the length of the NVD shell. To determine the influence of each of these
parameters, a sensitivity smdy is carrïed out as foIlows:
1, Different nickel shell thickness values are rnodelled (t= IO, 15, 203 25, and 30
mm), Results show that increasing the thickness of the shell inmases the
bending moment as expectedf but sIightly affects the deflections in the member
(Fignres 3-15 and 3.16).

Design of Backing Systems for NVD Mouldr 38
Moment for Different NVD Shell Length
Figure 3 .15 Bending moment vs. lengrh ofNVD Shell for diffeenr shell thickness in a mass-cast backing
mode1
Deformation vs. NVD Shetl Length
a20 ! Span (mm)

Design of'Bocking Systems for NVD Morrlds 39
Figure 3. 16: Shell defirmarions vs. lengrh of NVD Shellfor dlrerenr shell rhickness in a m m - c a r backing
nrodel
Moment vs. Shell Thickness (Pressure = 70 Mpa)
-epoxy ihickness -200 mm
- epoxy ihickness = 300 mm
epoxy ihickness = 400 mm
- epoxy ihickness = 500 mm -... ~ - - ~ ~ ~ -- -- ~.
" . . -
10 12 14 16 la 20 22 Z4 26 26 30 Shell Thickness (mm)
Figure 3.17: Momenr vs. shell thickness for diffirenr rp0.v thicknessrrs in a muss-cas[ bucking mode!
Deformation vs. Shell Thicknesae (Pnrssure-79 MPa)
,a -. . - - - . --- .
. .- . . . . . - . . --- - -..p.- A--
lm. .- .. . .. . ," .A -- -. .
i m :
- epoxy lhicknes = 4üû mm
- epoxy mickneu = 5W mm - - - - - -. - - -
am t I la t t 14 16 :a zo 22 24 2s 28 y1
Shell Thickness (mm)
Figure 3.18: Shell deformutions vs. shell thickness for dflerenr epo-ry rhickneirsees in a mass-casr
backing model

Design of Backing Sysrems for NVD iMouids 40
2. Different epoxy thickness values are also considered (tl= 200.300,400, and
500 mm). ResuIts show that increasing the thickness of the epoxy increases
the bending moment of the nickel sheII. but decreases its deflection (Figures
3.17 and 3.18).
3. The mode1 is tested for different sheII lengths (1=500,700, 1000, and 1500
mm). Results show that increasing the span increases both the moments and
the deflections of the member.
4. Analysis of the Steel Frame Box
The objective of this analysis is to assure the rigidity and stability of the box walls
to minimize lateral deflection. The box walls are modelled as compression members.
a d . depending on their height. they rnight fail either by crushing or by instability, which
is also known as buckling,
Results obtained in terms of bending moments and lateral (horizontal) box wail
deflections. show that increasing the thickness of the corumn (Le., its moment of inertia,
I) increases its bearing capacity.
Since the height of the column depends on the epoxy thickness. the instability of
the Frame is also analyzed, dong with the influence of the epoxy thickness on the bending
moments and deflections of the shell. Results show an increase in the moments and
deflections of the shell with an increase in the epoxy thickness. This agrees tvith Euler's
buckiing method.
3.2.6 Conclusions on fhe Design of ExMing Backing Systems
Modelling results show that the epoxy-fillers in rib + epoxy and mm-cast
backing systems significantly improve the behavior of NVD shells. The main parameters
that affect the design of the epoxy-fiiied backing are the thickness and the length of the
nickel sheil. and the thickness of the epoxy. A sensitivity study on the effect of these
parameters on the backing design, show that increasing the thickness of the sheII
increases the bending moment. but decreases the deflection in the member. increasing the

Design of Backing Svsrems for NVD Morrlds 3 1
thickness of the epoxy in a rib and epoxy system decreases the bending moment in the
nickel shell and decrease its deflection. whereas relatively littie effect on the shell
dehrmations was apparent in the mass cast epoxy system. The length of the shell has
also a major effect on the design. Modelling results indicate that increasing the length
increases both the moments and deflections in the shell. When compared to the results of
the rib and epoxy backing system, and for a given set of parameters, the mas-cast
backing system showed relatively inferior results in terms of NVD shell deforrnations.
3.3 Mechanical Behavior of Resin epoxy
3.3.1 Triaxial Compressive Sfrengfh Test
The main objective of running the trimial tests is to obtain the mechanical properties and
a failure mode1 of the resin epoxy through axial stress-strain (o-E) and axial-vohmetric
strain relations. Two sarnples were used at each of four confining pressures (c3 = 00, 10,
20 and 30 MPa) for a total of eight samples. The tests were carried out at the CANMET
laboratory facilities in Ottawa. The tested epoxy specimens had the following physical
properties (Table 3.3):
Table 3.3: Physical properries oftpoxy specimem

Design of Backing Systems for NVD hloulds 47
3.3.2 Test Results
Collected data were given in table format and analyzed using a crosofr ~xcel"
spreadsheet. Resdts are presented in the forrn of mial stress-axial strain, cri-€1, axial
strain-volumetric strain. E1-EV. for different confining stresses. a;. Material behavior is
also analyzed in tenns of a ~ i a l stress-confining stress! al - O:, for points of peak a i a l
stresses (ultimate strength). These charts are shown in Figures C. 1 ro C. 14. Appendix C,
Test results were also checked t'or failure analysis using both Mohr and Hoek-Brown
criteria.
3.3.3 General lnterpretation
The stress-strain curves of the resin epoxy show a brittle materiai behavior in the
case of no confining pressure. and an increase in ductility as confining stress ( lem
compressive principal stress) increases. [ncreasing confining stress also yields an
increase in both material stiî'fness and strength.
h i a i stress-axial strain relations show elastic linear behüvior up to the initial
yield stress (a,) level. Beyond this point. the material adopts a non-Iinear hardening
behaviour. and non-recoverable plastic strains occur. As stated earlier. test results show
thar the value ofo, increases with increasing conîïning stress. that is. increasing the
material strength as confïning pressure increases. The stress-strain curres show
hardening behavior up to a maximum value-ultimate strength (US), beyond which the
materiai starts softening.
Volumetnc strain and volurnetric strain deviation fiorn Iinear elasticity allow the
determination of stress levels associated with materiai crack growth. Resuits show initial
linear elastic behaviour, foIIotved by non-linear volurnetric strain increase. which is
usuaily associated with stable crack growth. At low confinement (O and 10 MPa), the
materiai did not exhibit any significant volumetric compression, while at higher
confinement (20 and 30 MPa) the materiai showed noticeable volumetric compression,
followed by Linear expansion. Results also show sharp increase in volurnetric strains (as
compared to axial strains), once the materid reaches its peak strength (see Appendi. C)

Design of Backing Sysrrms for rVVD rbfouldr -13
1. Uniaxial strength
The peak unia~ial compressive strength of the resin epoxy specimens was
detennined fkom the raw data to be 1 15 MPa (Figure 3.19).
Axial Stress-Axial Strain (Sigma 3 = O MPa) 'Test UT-2'
140
O ' O.OOE*CQ LW€-O3 4 WE-03 4.CQE.03 6.WE.03 1 WE.02 1 20E-02 l aE.02 1 BOL02 t 80E.02
Axial Slrain Ph]
Figure 3-19: .-i.riul srress-aria1 main for tmiurial lest (sre ulso Figure C. 1 )
In order to achieve the complete axial stress-strain curves of the materiai.
a servo-controlled and displacement based testing machine was used to conduct
the triaxial tests. Axial displacement is programmed to Vary in a predetermined
rnanner, generally monotonically increasing with time [Brady and Bro~m. 19931.
The measured and programmed vaiues are compared electronicaIIy several
thousands of times a second, and a servo valve adjusts the pressure within the
actuator to produce the desired equivalence- Cycles of Ioading and unIoadmg are
thus produced whenever the servo valve reveais the onset of yieIding (Figzrre
3.19).

Design of Backing Sysrems for NVD Mouldr 44
2. Triaxial strength
Data contained in Table 3.4 show that in triaxial tests the ultimate strength
(US) of the epoxy specimens increases with increasing confining pressure fiom
US=115MPaa ta3=OuptoUS=170~aa tc r j=30MPa.
3. Initial Yield Stress
Results show that the initial yield stress, a,, of the epoxy specimens
increases with increasing conEining stress. Table 3.4 shows that the initial yield
stress changes fiom o, = 96 MPa at oj = O up to a, = 108 MPa at o; = 30 MPa.
Initial yield is determined graphicaily using a spreadsheet.
4. Young's Modulus
Young's Modulus was determined as the average of the values o, in the El
linear elastic part of the unia~ial test. It is also taken as the average of the values
a, -Zv <r,
"1 in the linear part of the triztuiai tests, taking into account the
"strengthening" effecc of a;. Test Results show that Young's Modulus does not
change considerably with increasing confining pressure. For example. Young's
moduIus t'or unimial compression. E = 27.32 GPa. while for triaxial compression
(cr; = 30 MPa). E = 22.45 GPa.
Table 3.4: Triuriul (est ratilts
Sample l Confining Stress
No. I
[MPal
1 O
1 O
3 IO
4 10
5 20
Failure Load
rw
A
Peak Stnin
ml
15927
184.9
170.4
6
7
8
Yield Stress
W a l
N/A
Ultimate Strength
[ M W
NIA NIA NIA
10 1 34316
115.4
131.62
143.64
14729
249. 14
185.56
309.06
3 16.78
1-17
116
I.39
30
30
114.39
143.3 1
108.65
399-05
5683 1
0.77 96.03
1-17
1.77
1.73
86.52
115.10
107.68

Design of Backing Systemsfir NVD MouIrLF 45
3.4 Proposed Consfitutive Mode1 for the Resin Epoxy
Two failure envelopes are used to check for the results of rhis test: Mohr circles
and the Hoek and Brown criterion.
inspection of the Mohr circles (Figure 3.20) generated fiom ai and 0 3 data
indicate that a curved envelope analysis method might best describe the failure
envelopes. The Hoek and Brown method which is usually intended for the analysis of
rock-type material was therefore used.
Trimiai and uniaxial tests are usually used in the Hoek and Brown Mure
criterion. The triaxial strength values provided in Tuble 3.4 are therefore used to
determine the failure envdope for each test.
The relationship between the major principal stresses at filure is defined by the
Hoek and Brown criterion as ttollows [Hoek and Brown. 19941:
0, =O* + , / m c p , +su: ...-................-..-.............................. (3.1)
where.
ol = major principal stress at failure
c3 = minor principai stress at failure
oc = unia~ial compressive strength
m, s = material constants depend on material properties.
The Hoek and Brown resuIts are depicted in Figtcre 3.21, and the test results seem
to be in good agreement with those computed theoreticaily, fiom Equation 3.1.
Checking the test resuits and the relation between CI and 0 3 in Eqztarion 3.1, the
average value of m was found fiom each mi related to each c o n f i ï g pressure. This
range of m is typical for brittle materials [Hoek and Brown? 19941. Averaged m was
found to be equd to 2.33. Substituting the vaiue of m back into Eqziarion 3.1 wiIL give
the required values of al ( see Table 3.9.

Design of Backing Systemsfir :VVD iCfoddr -16
Table 3.5: Values of a, rtsing Hoek-Brown criterion
Nomat Stress [MPal
8
Fipre 3.20: Mohr circles for ri axial l e m
m
NIA
NIA
1.48
al (Test)
NIA
115.4
132.67
tr
1
2
3
Figure 3.2 1: Hoek-Brown failwe envelope
o@oek-Brown)
NlA
II5.4
136.67
SIGMA3
O
O
1 O
3.92 1 136.67 4
176.64 30
10
1 70.4
rn (Average)
143.64
1.84
2.36

Design of Backing Sysfems for iVVD rbfoirlJs 47
3.5 Material Properties of Polymer Modified Concrete (HTSOS
Mix)
3.5.1 Introduction to HTSOS Concrete
The industrial partner in this smdy. Blanco Canada Inc., and other moulding
manufacturers, fabricate moulds using NVD sheils backed with polymer-modified
concrete (known as HTSOS concrete). A major disadvantage of this backing is that. in
the event that a mould needs to be repaired or retrotitted due to deficiencies of the
thermal lines. the concrete is so strong and adhesive that the entire backing and thermal
line systems must be stripped and replaced. Minor changes to the shell itself can also
occur during this process- The replacement process is also labor intensive and c m result
in lost production time on the order of weeks.
HTSOS cernent is available in 40 kg-bags in a ready-mix fonn. Due to the lack of
information on the material properties of HTSO5 concrete. an experimental testing
program was recommended to study some of its mechanical properties. mainly its
stiffness and strength characteristics through stress-strain behavior.
3.5.2 Ovewiew of Polymer Concrete
Polymer-modified or polyrner cernent mortar and concrete are a category of
concrete-polymer composites which are made by partially repiacing the cernent hydrate
binders of conventional cernent concrete with suengthening polymer admixtures. Several
types of polyrner admixtures are currently produced in the f o m of latexes, redispersable
polymer powders, water-soluble polymers. etc. Of these, the latex polymers are by far
the most widely used as cement modifiers.
Polymer Latexes and Recitrpersible Polymer Powders
Polymer concrete made Erom latex-modified cernent and cement modified by
redispersibIe polymer powders contain equivaient miu proportions and exhibit similar
material properties. In general. these composites show a noticeable increase in the tensile

Design of Backing Systems for NVD ithdds 48
and f l e x d strengths but IittIe improvement in the compressive strength as compared to
o r d i n q cement mortar and concrete [Fontana et al., 1996; Oharna, 19951.
GeneralIy, redispersibIe polyrner potvders are dry-blended with cernent and
aggregate mixtures. The propenies of the resulting concrete depend on the nature of the
polymer and polymer-cernent ratio. Increasing the latter wil1 improve the materia1
performance.
Objectives
The main objective of this test is to investigate the mechanical properties
of the HTSO5 mix and analyze its suitability as a backing material for nickel shell-
moulds. Specific objectives are to:
1. Determine the uncontined compressive strength of the hardened composite.
3. Decemine the stress-strain behavior of the materid. and
3. Analyze the hydration process by checking the influence of curing age on the
compressive strength.
2, Materials and Mixture Proportions
KTSOS mortar/concrete is easily prepared by using a conventionai mortar
batch mixerhiender. The waterl(cement + aggregate) ratio of 0.25 is used by
Blanco Canada for mould backing purposes. and the speed and tirne of mixing are
selected to avoid unnecessary entrapment of air [Blanco. 19981.
The HTSO5 monar handIes more easily during nkuing than ordiiary
cernent mortars, which rnay be attriiuted to the mix containhg a certain
percentage of water-soluble polymers.
For the sake of our test, the mixed rnortar was placed in 50.8-mm inner
diameter x 110-mm hi& mouids made of ABS pipes. The specimens were then

Design of Backing Spenis for NYD iMo~f& 49
sealed md placed in a room maintained at a temperature of 21' C and 100%
relative humidity for unconfined compression tssting at 2,3,5.7, and 14 days.
Test Results
The unconfined compressive suen+@ tests were conducted in accordance
with ASTM D 1633. Test results show that HTS03 is a high strength concrete
capable of attaining a uniavial compression strength of 40 MPa after two days of
curing. Only elastic and hardening parts of the stress-strain behavior were
deduced from the tests. Test results show a close-to-linear behavior that is
generally ductile up to the peak load-point of rupture (Figure 3.27). Test data
dso indicated an average uniaxial strength cf 45 MPa (at 7 days) with a Young's
modulus in the range 0123.0-37.0 GPa.
The effect of age on compression strength values is s h o w in Figure 3-23.
The unconfined compressive stren-gth does not change markedly with additional
curing time becomins mari); constant at the age ofthree days.
Figwe 3.27: Aria/ stress-srrain behmior of nvo HTSO5 concreze specimens iested 4ter 7 days
curing

Design of Backing Systemfor NVD ~Moufdr 50
Uniaxial StressStrain
5 m . .
am O 2 1 6 3
Curing Aga pays]
Figure 3.23: Mean compressive srrengfh LX uge ut resfing Jor HTSûS cuncrefr specimens

Usina Fly Ash Composites for Backing
Nickel Shell-Moulds
4.1 Introduction So Far. only conventionaI NVD mould backing systems have been examined, with
emphasis on high-pressure applications, among which mas-cast backing is considered
the most flexible system For handling cornplicated mould geornetry. While some
manufacturers have used concrete and resin-epoxy composites as mas-cast backing
fillers. their main design consideration appears to be srrengrh of the filler material. In
fact, it was s h o w from the compression test results (Chapter 3) that the average
unconfined compressive strength of resin-epoxy and polyner concrete is 1 10 MPa and 45
MPa. respectively. However. for moulds subjected to predominantly compressive
stresses. the main design considention of the backing fillers should be srifjness. This
notion was the cornerstone to the proposed aiternative backing filler for NVD shells. that
is îly ash cmposite backing.
Knowing that fly ash composite is a rnix of fly a h ' cement, smdt and waeer, the
probiem is to define the optimal rnix design for a given rnould and moulding application.
This requires extensive experimentai cesting on different fly ash composite mixes,
varying the ratios of: fly a h . cement. and sand. Experimental testing was aimed at
studying both thermal conductivity and mechanical stimisss/strength properties.
4.1.1 Design Parameters of Composite Fillers
As noted in Chapter 3, the industrial parmer in this study, Blanco Canada, uses
polymer-concrete b a c h g for their proprïetary modding application. Net ~\/lorilding.
The main disadvantage in usine concrete rnass backing is the difficulty rebuilding the
modd in the event that the therrnd Iines need to be repaired or reconfigured. The
disadvantages are that:

Using FIy Ash Composites for Backing Nickel Shell-Moulds j2
1. The moulds are very time consuming to build and break (40-80hs);
2. There is a high risk of darnage to the nickel shell (cost $20,00OS30,000):
3. No partial repair or replacement of one thermal line is possible;
4. The concrete backing c m crack during its expected life time; and
5. Insufficient heat insulation and consequently, higher thermal diffusion than
required by the process.
The main design pararneters of the proposed fly ash composite fillers are
therefore:
1. Provide adequate structural support for the nickel shell;
2. Provide thermal performance appropriate to the manufacturing process:
2. Ensure easy placement in the mould's irregular geometry,
4. Ensure npid curing; and
5 . Make the backing easily removable for repair or reconfiguration of the
rnould's thermal lines.
Based on the above listed pararneters. the proposed composite filler should
possess the following properties (appropriate values for each parameter are based on
andysis from Section 3.4. modified to account for any differences in the Net Mouiding
process) :
Mechanical Properties
1. Relatively High Stifiess: the proposed mix should have a minimal buIk
modulus of 2 GPa for adequate stiffness:
2. Relarively Low Srrengrh: the uniaxial strength of the new backing shodd
range between 5 to 8 MPa to allow better extraction during rnould rebuilds;
3. High Eurly Srrengrh: the proposed mix should be abIe to cure rapidIy and
reach a uniaxial strength of 5 MPa in a few days;
4. High triuxial strength: the proposed mix should exhibit notabIe uicrease in
both s t f i e s s and strength under high conhement.
2. Physical Properties
1. Maximum density upon compaction

Using Fly Ash Composites for Backing Nickel Shell-iGloitlk 53
2. Low water content
These properties can be investigated using compaction tests. Mixes with high
densities and low water content upon compaction are preferred.
3. Thermal properties
1. Compatible with the Net Morrlding process, which requires the mix to have a
w thermal conductivity less than 1 -
"C.m
4.1.2 Options for Composite Mix Design
Based on a Literature review, tly ash composite couid be utilised in any of the
following ways:
1. Fly-ash-stabilised sand mixture.
2. Fly ash-sand-cement composites. and
3. Compacted tiy ash stabilised with lime or cement.
4.2 Literature Review of Fly Ash
4.2.1 Origin of Fly Ash
Fly ash is a by-product of coal combustion in power plants which is produced in
large quantities in many counuies. Fly ash produced from the burning of pulverized coal
in a coal-tired boiler is a fine-grained, powdery particulate material that is carried off in
the flue gas and usually collected from the flue gas by means of electrostatic
precipitators, baghouses. or mechanical collection devices such as cyclones. In general,
there are three types of cod-fired boiler furnaces used in the electric utility industry.
They are referred to as dry-bottom boilers, wet-bottom boilers, and cyclone furnaces.
The most common type of coal burning furnace is the dry-bottom h a c e . A general
flow diagram of fly ash production in a drybottom coal-fired utility boiler operation is
presented in Figure 4. i.

Using Fly Ash Compositesfor Backing !Vickel Shell-Moulls 54
Figure 4.1: Production o f j y ash in a dry-bortom uriliy hoikr rvith electrostaric precipifution Urom
Bubcock and Wilco,~, 1978)
Fly ash to be used in Portland cernent concrete (PCC) must meet the requirements
of ASTM C 6 18. Ttvo classes of fly ash are defined in ASTM C6 18: 1) Class F fly ash.
and 2) Class C ily ash. Fly ash that is produced from the burning of anthracite or
biturninous coal is typically pozzolanic and is referred to as a Class F fly ash if it meets
the chemicai composition and physical requirements specified in ASTM C618.
Materials with pozzolanic properties contain glassy silica and alumina that will, in the
presence of water and tiee Lime. react with the calcium in the lime to produce calcium
silicate hydrates (cementitious compounds). Fly ash that is produced from the burning
of Iignite or subbituminous coal. in addition to having pozzolanic properties. also has
some self-cementing properties (ability to harden and gain men,@ in the presence of
water alone). When this fly ash meets the chemicai composition and physical
requirements outlined in ASTM C618. it is referred to as a Class C tly ash. Most Class C
fly ashes have self-cementing properties.
4.2.2 Material Properties of Fly Ash
1 - Physical Properties
Fly ash consists of fine, powdery particles that are predominantly
sphericd in shape, either soiid or hoUow, and mostly giassy (amorphous) in

Using Fly Ash Composimfor Backing Nickel SheU-Moul& 55
nature. The carbonaceous materid in fly ash is composed of angular particles.
The particle size distribution of most biruminous coai fly ashes is generally
similar to that of a silt (less than a 0.073' mm or No. 200 sieve). Although
subbituminous coal fly ashes are also silt-sized, they are generally slightiy coarser
than bituminous coal fl y ashes [DiGioia, 19721.
The specific gravity of fly ash usuaily ranges from 2.1 to 3.0, while its
specific surface area (measured by the Blaine air permeability method) may range
h r n 170 to 1000 m'/kg [ASTM C204,1994]. The color of fly ash can vary
frorn tan to gray to black. depending on the arnount of unburned carbon in the ash.
The lighter the color. the lower the carbon content. Lignite or subbituminous fly
ashes are usuaily light tan to butT in color. indicating relatively low amounts of
carbon as well as the presence of some lime or calcium. Bituminous fly ashes are
usually some shade of gray. with the lighter shades of gray generaily indicating a
higher quality of ash.
C hemical Properties
The chemical properties of fly ash are infiuenced to a great extent by those
of the coal burned and the techniques used for handling and storage. There are
basically four types. or ranks, of coal. each of which varies in terms of its heating
value. its chemical composition. ash content. and geologicai origin. The four
types. or ranks. of coai are anthracite. biturninous, subbituminous, and lignite. In
addition to being handled in a dry. conditioned. or wet form. fly ash is also
sometimes classified according to the type of coai fiom which the ash was
derived.
The principal cornponents of bituminous cod fiy ash are silica, durnina
iron oxide, and calcium. with varying amounts of carbon. as measured by the loss
on ignition (LOT). Lignite and sub bituminous coal fly ashes are charactenzed by
higher concentrations of calcium and magnesium oxide and reduced percentages
of silica and iron oxide, as well as a Iower carbon content, compared with

Using Fly Ash Composites/or Backing Nickel Shell-Moulds 56
bitminous coal fly ash weyers, 19761, Very little anthracite coal is b m e d in
utility boiiers. so there are only smail amounts of anthracite coal fly ash.
Table 4.1 compares the normal range of the chemical constituents of biturninous
coai fly ah with those of lignite coal îly ash and subbituminous coal fly ash
[ACAA. 19961. From the table, it is evident that lignite and subbituminous coal
fly ashes have a higher calcium oiride content and lower loss on ignition than £Iy
ashes from bitwninous coals. Lignite and subbituminous coal fly ashes may have
a higher concentration of sulfate cornpounds than bituminous coal fly ashes.
Tuble 4. Ir Normal range of chemical composirion forjly ash producedfrom d~rereni coal types(erpressed as percent by rveight).
11 COMPONENT I BITUMINOUS 1 SUBBITUMINOUS 1 LIGNITE]^
The chief difference between Class F and Class C fly ash is in the amount
of cdciurn and the silica, alwnina and iron content in the ash [ASTM C204.
19941. In Class F fly ash. total calcium typically ranges from 1 to 12 percent,
Na10 KzO LOI
mostIy in the form of calcium hydroxide, calcium sutfate, and glassy components
in combination with silica and alumina. In contrast, Class C fly ash may have
reported calcium oxide contents as high as 30 to 40 percent McKerall. 199821.
Another difference between Class F and Class C is that the amount of alkalis
0-4 0-3 0-1 5
(combined sodium and potassium) and sulfates (SOJ) are generally higher in the
Class C fly ashes than in the Class F fly ashes.
Althou@ the CIass F and CIass C designations strictly apply only to fly
ash meeting the ASTM C618 specification, these terms are ofien used more
0-2 0-4 0-3
J
0-6 0-4
-
0-5

Using Fly rlsh Composites for Backing Nickel Shell-ibloulh 57
generally to apply to fly ash on the basis of its original coal type or Ca0 content.
It is important to recognize that not al1 fly ashes are able to meet ASTFvr Cd 18
requirements, which are necessary for PCC applications.
The loss on ignition (LOI). which is a measurement of the amount of
unburned carbon remaining in the fly ash. is one of the most significant chemical
properties of fly ash, especially as an indicator of suitability for use as a cernent
replacement in concrete.
4.2.3 Use of Fly Ash
1. Fly Ash as Admixture to Concrete
Fly ash has been successtùlly used as a minerai admixture in PCC for
various purposes for nearly 60 years. This is the largest single use of fly ash. It
can aIso be used as a feed materiai for producing Portland cernent and as a
component of a Portland-pozzolan blended cement.
Fly ash must be in a dry form when used as a mineral admixture, Fly ash
quaiity must be closely monitored when the material is used in PCC. Fineness,
loss on ignition. and chemical content are the most important characteristics of fly
a h affecthg its use in concrete. Fly ash used in concrete must aiso have sUfEcient
pozzolanic reactivity and must be of consistent quality.
Fly ash has been used extensively in mass concrete structures like dams,
nucIear reactors and other important structures al1 over the world. Moreover' fly
ash has been investigated and used for mass concrete structures exposed to
elevated temperatures. Marzouk (1979) tested mass concrete containhg
Saskatchewan fly ash and showed that temperatures have only minor effects on
both strength and elasticity up to 71' C, resulting in an increase in strength for the
temperature range of 121 to 149 C. Marzouk attributed this increase in strength
to the secondary hydration process, which takes place between the hydrated üme
and fly ash to form a new, highly cementitious tobemorite geI.

bsing Fiy dsh Conrposiresfor Backing ~Vickd Shell-i\.lottlds j8
Asphalt Concrete - Minera1 Fill
Fly ash has been used as a substitute mineral filIer in asphalt paving
mixtures for many years. Mineral filler in asphalt paving mixtures consists of
particles, less than 0.075 mm (No. 300 sieve) in size. that fil1 the voids in a paving
mix and serve to improve the cohesion of the binder (asphalt cement) and the
stability of the mixture. Most fly ash sources are capable of meeting the gradation
(minus .O75 mm) requirements and other pertinent physical (nonplastic) and
chemical (organic content) requirements of mineral filler specifications.
Fly ash must be in a dry form for use as a minerai filler. Fly ash that is
collected dry and stored in silos requires no additional processing. It is possible
that some sources of fly ash that have a hi& lime (Cao) content may also be
useful as an antistripping agent in asphalt paving mixes.
Flowable Fill- Aggregate or Supplementary Cementitious material
Flowable fiII is a slurry mixture consisting of sand or other fine aggregate
materiai and a cementitious binder that is norrnally used as substituts for a
compacted eartii backfill. Fly ash has been used in flowable fil1 applications as a
fine aggregate and (because of its pozzolanic properties) as a supplement to or
replacement for the cernent. Either pozzolanic or self-cementing fly ash can be
used in flowable fil1 [ACI, 19941. When large quantities of pozzolanic fly ash are
added. the tly ash can act as both fine aggregate and part of the cementitious
matrix. Self-cementing fly ash is used in smaller quantities as part of the binder in
place of cement.
The quaiity of fly ash used in flowable fiIl applications need not be as
strictly controlkd as in other cementitious appIications. 00th dry and reclaimed
ash fiom settiing ponds c m be used. No speciai processing of fly ash is required
pnor to use.

Usinrr Flv Ash Composires for Backing ~Vickel Shell-Mouldr 59
Embankment and Fill Matenal
Fly ash has been used for several decades as an embankment or structurai fiil
material, particularly in Europe. There has been relatively limited use of fly ash LX
an embankment material in North America. although its use in this application is
becoming more widely accepted.
As an embankment or fil1 materid. fly ash is used as a substitute for natural
soils. Fly ash in this application must be stockpiled and conditioned to its
optimum moisture content to ensure that the materia1 is not too dry and dusty or
too wet and unmanageable. When fly a h is at or near its optimum moisture
content. it can be compacted to its maximum density and will perform in an
equivalent manner to well-compacted soil
4. Fly Ash as Soil Stabilizer - Supplementary Cementitious Material
Stabilized bases or subbases are mixtures of aggregates and binders. such as
Portland cernent. which increase the strength, bearing capacity. and durability of a
pavement substructure. Because fly ash may exhibit pozzolanic properties, or self-
cementing properties. or both. it c m and has been successhlly used as part of the
binder in stabilized base construction applications. When pozzolanic-type fly ash
is used. an activaror must be added to initiate the povolanic reaction. Self-
cementing fly ash does not require an activator. The most commonly used
activators or chernical binders in pozzolan-stabilized base (PSB) mixtures are
lime and Portland cement, aithough cernent h l n dusts and lime kiln dusts have
also been used with varying degrees of success. Sometimes. combinations of lime,
Portland cernent. or kiln dusts have aIso been used in PSB mixtures.
The successfu1 performance of PSB mixtures depends on the development of
strength within the matrl,~ formed by the pozzolanic reaction between the fly ash
and the activator. This cementitious mantu acts as a binder that hoIds the
aggregate partides togethe. simiIar in many respects to a low-strength concrete.
The effectiveness of using fly ash in problematic soil stabiiization has
been discussed by several investigators [Joshi and Nagaraj, 1987 lndraratna et al-?

Using Fiy .4sh Composiresfor Bucking Nickel Shell-Moulds 611
1992: and others]. Although encouraging results of using coal ash for raising
embankmsnts have been docurnented in the past po th et al., 19881, problems
associated with using fly ash as a structural till have also been reported [Arber,
19851. The main dnwback in geotechnical practice is that it has not been
possible to propose effective or universal specifications to select or reject a given
fly ash for a particular project. This is because the engineering behavior of one
fly ash can be considerably different from another. depending upon the type of
h a c e , efficiency of tiring process and the method of coal preparation.
Therefore. in order to establish the suitability of a given Ely ash as a structural fiIl,
a thorough experimental study of the stress-strain behavior and failure
mechanisms of the given tly ash is recommended,
4.2.4 Engineering Applications of Fly Ash as a Soi1 Stabilizer
1. Fly Ash-Stabilized Sand Mixtures
Fly ash-sand mixtures were tested by many investigators [Taha and
Pmdeep. 1997: Indrantna and Nutalaya. 199 1 : Toth et. Al.. 1988;; and others]
for use as capping materials for landfills and other structural fi11 projects. ResuIts
show that sand mixtures stabilized with 15% to 20% Class C fly ash will result in
increased unconfined compressive strength. increased stiffness. and reduced
permeability.
2. Low Strength Cernent Composites
Use of fly ash in concrete is an age-old concept. In recent years, a
number ~Fresearchers have s h o w that a much higher proportion of fly ash can be
utilized in concrete than was previously done. The advent of hi@ range water
reducing admixtures (superplasticizers) made it possible to use higher percentages
of fly ash without increasing the water content in the mixture. Recently. many
researchers focused on maximum utilization of fly ash deaiing with relatively dry
mixes, which can be used in compacted forrn. BaIagm (1966) and Funston
(1984) tested low-strength filler material using cement-composite m i m e s
containing Iarge sand: fly ash ratios. Maher and B a l a p (1993) tested hi&-

Llsing Fly Ash Composires for Backing Nickel Shell-Motrldr 61
volume fly ash-cement composites to be used as waste-disposal site liners and
backfills. Their results showed that hi&-volume Ely ash composites can be
proportioned to obtain compressive strengths as high as 2 1 MPa at 180 days. For
applications requiring strengths less than 3 MPa, mixtures with a fly ash-cement
ratio of 10 and sand-cement ratio of 20 were used.
3. Compacted Fly Ash
Compacted. stabilized fly ash has been used successfully in many
i m p o m t structures, including structurai fills and highway embankrnents, road
sub-bases? airport runway sub-bases and others. Fly ashes respond to compaction
much the same as any fine-grained soil. Properly compacted and stabilized fly
ash is just as strong and durable as conventional. compacted earthfills [Gray and
Lin, 19721. Gray and Lin tested samples of compacced fly ash (ASTM Type F)
using the Modified AASHO procedure. Their resuIts show maximum dry density
of fly ash ranging from 1 185 gkm3 to 1685 dcm3 with optimum water content
ranging between 17% and 2% resulting in a low unconfined compressive
strength between 0.1 MPa and 0,4 MPa.
Gray and Lin (1972) also reported the effect of Iime treatrnent on the
unconfined compressive strength of compacted fly ashes. ï h e addition of a few
percent-hydrated lime (up to 10% by weight) increased the compressive strength
of the compacted tly ashes more than 10-fold after one month of moist curing.
Reported values of 2.5 MPa and 5 m a was given to hr cement and lime treated
mixtures. It is important to point out that the cure rate and uhirnate strength of
lime treated Ely ashes are very sensitive to curing temperatures mates, 19641.
Mi.utures treated with 8% lime and cured at 60" C exhibited strengths of 8.5 MPa
and 1 1.25 MPa at 7 and 28 days, respectively, as opposed to 1.5 MPa and 2.5
MPa for samples cured at 20" C.

Using Fly Ash Composites for Backing iVickel Shell-itlorilds 62
Sutherland et al. (1970) have reported that although cement stabilized
ashes are stronger than lime stabilized ashes at early stages, the difference is
generaily eliminated within three months for most ashes.
4.3 Experimental Program
4.3.1 Objectives
The main objective of the esperimental program is to investigate the suitability of
using tly ash composites as a backing material for NVD shell-moulds. Specific
objectives are to:
1. Characterize the composite mix design. Le., the proportions of fly
ash:sand:cement in the mixture:
3. Determine the optimum water requirement and maximum density of the mixes.
3. Determine the stiffness properties of the mixes:
4. Determine the uncontined compressive strength for different composite blends.
5. Determine the volurnetric/~~ial strain behavior and the failure mechanism of
different composite mixes during triaxial compressive tests; and
6. Using the trizxiai test data. develop a constitutive model that best represents the
material behavior of tly ash composite mixes. Subsequently, apply this model to
simulate the behavior of' the composites when used as backing fillers under the
conditions of the "Net hfodding'' process.
4.3.2 Materials and Mixture Proportions
The materiais used in this experimentd program were Portland cement (ASTM
Type I), concrete sand, and ASTM Type F (Iow-calcium) and Type C (high-calcium) fly
ash. Fly ash (Type F) was obtained fiom Lingan, Cape Breton County, Nova Scotia, and
Fly ash (Type C) was obtained from Edgewater, Sheboygan, Wisconsin. The fineness of
the Lingan and Edgewater fly ashes were 17.8% and 15.14% (retaïned on sieve # 325),
respectively. Chernical composition o fboh types of fly ash is presented in Table 42.


Using Fly Ash Composites for Backing Nickel Shell-Moirids 64
laboratories in Newmarket. Ontario. The following three fly ash mixtures were tested:
Mi.r~ure 1 with 15 percent fly ash by weight, Mrilrre 2 with 1:10:20 percent by weight of
cement:fly ash:sand, respectively. and Mirtirre 3 with a cement ratio of 10 percent by
weight.
3. Unconfined Compression test
The objective of this test is to study the influence of fly ash content and curing
age on the mechanical propenies of different fly ash mixes.
The unconfined compressive strength tests were conducted in accordance with
ASTM D 1633 - 96: Test Method for Compressive Strength of Mouided Soil-Cernent
Cylinders). A.Uial deformations, and consequently strains. were measured using
deformation indicators (dia1 gauges) in accordance with A S W D2166 - 98a: Test
Method for Unconîïned Compressive Strength of Cohesive Soils. Fly ash mixes were
prepared at their optimum moisnue contents and compacted in 50.8 mm (2-in.) imer
diameter by 1 10 mm (4-in.) high rnoulds made of US-pipes in accordance with ASTEvl
D698 - 98: Test Method for Laboratory Compaction Characteristics of Soils Using
Standard Effort. The specimens were then sealed and placed in a room rnaintained at a
temperature of 22" C and 100% relative hurnidity for testing at 7. 14.28, and 90 days.
Duplicate specimens were prepmed for each mixture.
4. Triaxial Compression test
The objective of this test is to study materiai propenies. specifically triaxial
stiffness and strength,
Fly ash specimens were prepared in a similar fashion to those of the unconfined
compression tests described above- The program included testing 50 specimens fiom
Mirttlres I , ? and 3. Testing \vas carried out at the age of 90 days and at four levels of
c o n f i g stress: 0, I,2, and 5 MPa. The t r iad test program was designed at the
University of Toronto and used a Hoek-ceIi (a staidess-steel chambeq bound in the
interior by a cylindricai membrane. ~vhich hosts the fly ash specimen (Figrire 4.2).

Using Fly Ash Coniposites for Backing Nickel Shell-Morrlds 65
C o n f i g stress was applied using a manual hydraulic puiip connected to a pressure
gauge to monitor the pressure in the ce11 (Figure 3.3).
An MTS servo-controlled loading fiame was used in this test program to axially
load the specimen. The fiame is capable of applying loads to the specimen under either
Ioad or displacement control. In this program. al1 the tests were performed under
displacement control. Loads were applied through upwards vertical movement of the
lower loading platen of the loading frame. which has a maximum stroke of 2.5 inch from
its centre point. The test set-up is shown in Figures 3.54.6-
Two LVDT's (Linear Variable Differential Transducers) with S.5 mm maximum
stroke were used to measure the axial displacements of the specimens through the test
(Figzm 4.4.
Determining radial (and consequently volurnetric) strains is critical for anaiyzing
the behavior of fly ash composites under the condition of compression loading. None of
the found Litenture anaiyzed this aspect in fly ash composite testing. Measuring radial
strains inside the Hoek-Ce11 is the most difficult task of the criaxial testing. The
measuring device had to meet the following criteria [Imran. 19941:
1. Capable of measuring the radial strain in the post-peak regimi- or during
plastic flow:
2. Capable of averaging the radial strain measurement. rather than sense a
Iocalized effect.
Based on these criteri. it was decided to use special main gauges with high range of
strain limit. which can be glued to the surface of the fly ash composite specimen. Radial
strains were therefore measured using post-yield TML-gages (type YL-90) with a strain
limit of Iû-?O%, and a nominal resistance of 1201T0.3Q. These gauges were 90 mm
long, which helped them to obtain average rather than local strain measurements (Figzrre
4.4).

Using FLv .4sh Composites for Backing Nickel Shell-Motilch 66
Test results are given in t ems of axial stress-strain and axial-volumetric strain
behavior. Based on the stifiess and strength behavior of the tested samples, an optimal
composite-mix will be selected for backing the prototype mould for the production triai
(see Chapter 5).
4.3.4 Test Resulfs and Discussion
1. Compaction
Compaction curves for different fly ash composite-mixtures are depicted in
Figure 4.7. which show that for Mxnire I with 15 percent fly ash (Type C) by weight,
the optimal water content and maximum dry density w r e 6.4 % and 2059 kg/m3,
respectively. For iblixm-e 2 with 1 : 1 O : l O percent by weight of cement /fly ashlsand,
respectively, the optimal water content and mavimum dry density were 8.3 % and 2120
kg/m3? respectively. For hlix~rrre 3 with a cernent ratio of 10 percent by weight, the
optimal water content and maximum dry density were 15.5 % and 1660 kg/m3.
respectively. Surnmary of the compaction results is given in Table 4.3.
2. Thermal Conductivity
Tuble 4.3: Tvpicul rtinùts of Proctor tests on differentflv ash nrixes
Test results on thermal conductivity of three fly ash mixtures are presented in
r
Figure 4.8. which show no si_enificant decrease in thermal conductivity with curing age is
apparent for either mixture. However, thermal conductivity seems to be dependent on
the density of the fly ash mI.utures (Figure 4.8). Within the range tested, the thermai
Pvt ix
Fly Ash (Type C) and Sand
Fly Ash (Type F). Cernent. and Sand
Fly Ash (Type F) and Cement
FIy Ash Ratio by Dry Weight
C%l 15
JO I
90
Maximum Dry Density
[km'] 3059.0
2120.0
1660.0
8.3
I 15.5
Water Content
[NI 6.4
7

Using Fly -4sh Composites for Backing iVickd Shell-Moiil& 67
FV conductivity of the Ely ash mixtures ranged benveen 0.8 co 1.6 - , but can be
"C-nt
engineered to meet the process parameters (see Section 4.1), by decreasing the sand
content of the mixtures.
3. Unconfined Compression
The prirnary test variables for al1 the composites were the ratios of the ingredients,
and the curing age at testing (7-90 days). The response variables were given in tems of
compressive strength and stress-straui behavior in compression. Typicd stress-strain
behaviiir (at 28 days) for specimens selected from ibïhtrire 1, 1 and 3 is presented in
Figires 4.lû-4.17. some of which show two general regions tôr each stress-strain curve.
The initial region is attributed to the fact that avid defonnations. and consequently
strains. werc measured using diai gauges that were attached to the bottom platen of the
testing machine. With initia1 application of the axial load, any pre-existing gaps benveen
the specimens and the bottom platen begin to close. The second region begins to ciose
once the aforementioned gaps have closed, and M e r compression produces axial
deformations in the specimens. This region is considered for computing the stiffriess of
the fly ash mixtures.
Test resu1t.s for ~iditftve 1 and ~blirrirre 2 show an increase in strength results with
the increase in 8y ash content. For example !îdLr.rrrlre I showed an increase in strength of
more than 2-fold after 28 days of moist curing when the fly ash content was increased
from 1 5% to 25%. (Figrire 4.8). :CiLrfure 3 on the other hand. which is made of cernent
and t-ly ash (T-pe F) showed a noticeable increase in strength with the decrease in fly ash
content. which is attnbuted to the increase in cernent content (Figure 4.12).
In general, resdts show that the stiflhess of the composites increased substantiatly
with increase in both fly ash content and curing age. The linear portion of the stress-
strain curve increased with an increase in stren-gh. n i e results dso show that the 28-day
strength was slightly iower than the 90-day stren-gh and thedore should not be used as a
design parameter. Within the range tested, the 90-day uniaviai compressive strength of

Using Fiy llsh Composites for Backing Nickel Shrll-itloulds 68
tly asti mixes ranged between 5 and 20 ma (Figures 4- 13-4-131 and their elastic moduli
ranged between 2 and 6 GPa.
4. Triaxial Compression
As noted earlier, the main objective of running the triaxial test is to b t able to
formulate appropriate constitutive models for different fly ash composites. This includes
studying the mechmical properties through o-E rdations. fmding the limit of linear
elasticity in terms of mial and volumetric strains. and analyzing the failure criteria (post
peak behavior). Test results in terms of a d stress-auial/radial main and wial strain-
volumetric strain behavior For specimens made of ~tkrrtres I f 2- 3 are presented in
Figrires 4.16-4.2 7 .
Generally. results s hotv more ductility in the stress-strain behavior and an increase
in both stiffness and strength associated with an increase in the confining stress. This
c m be attributed to the fact that deveIopment of IateraI (or volurnetric) expansion was
impeded by the presence of the lateral stress. Figiire 4.17 and Figure 4.19 show that
volumeuic growth in Mixttrrr I becomes Iess pronounced as the Iateral stress increases,
The same results are concluded for iblirtlires 2 and 3. FaiIure modes observed during the
tests reveal the transition tkom brittle to ductile response as conhement increases.
Specimens subjected to Iow Ievels of laterd conhement experienced macrocracking
similar to that observed in unconfined tests, while al high stress IrveI formation of
macrocracks was impeded by the presence of lateral compressive stress.
4.3.5 Selecting the Optimal Mix Design
it was mentioned in Section 4.1.1 that the proposed composite mi. for backing
nickel shell moulds in the Net Morrkiing application should possess the follotving
properties: m~uimum dry density. appropriate structurai suppoa. kgh early strength. and
hi@ triaxiai srrength. Based on the test resdts (Section 4.3.4), it was concluded that
Mirtzrre 3 with ratio of 1: 10: 15 representing cement:fly ash:sand, respectively, is the most
desirable composite-mix to fit the requirements of NVD mould backing in the Net
Mozdding application, taking. into account the following considerations:

Using Fly Ash Composites for Backing Nickel Sheii-Mouldr 69
1. Appropriate stn~cti~rul szrpporr: this requirement is also bound by another
propeq: easy extraction of the composites for mould cebuilding.
Prelirninary modelling results showed that the right composite mixture
should have a uniaxial strength in the range of 5-8 MFa and a bulk
modulus over 3 GPa (for adequate stifiess). Kence, it was f o n d that
Mirizrre 2 with cement:fly ash:sand ratio of I:lO:Ljt respecuveiy~ meets
al1 of these requirements (Figure 4. II).
2. High Eurly Srrength: knowing that the proper backing filler should cure
rapidly. and that the curing process of fly ash is considerably slower than
that of cernent. then the only mixture that c m be engineered to anain high
early strength is the one having cernent mong its ingredients-ibfi~tt~re 2
in this case.
3 High triarial strengrh: from the t n a d test data, Mi;rrzirr 2 shows
substantiai increases in both stiffness and strençth associared with an
increase in confining stress. In fact? the mults show that by increasing
the conlining pressure to 5 MPa. this mixture could attrtin a compressive
strength in the mge of 32-26 MPa. Triaxid test results are shown in
Tuble 4.4: Triarial test results for Mirturr 7
4 MiiixÎrnirrn Dry Densiry: within the range of mixtures tested, Mixture 2
gave the highest dry density-2120 ke/m3 (Figzire 4 7). This is attributed
CO the fact that this composite is a mix of cernent, fly ash and a high
content of sand, It had k e n docurnented that thar mixes of fly ash and
san& stabilized with iime, cernent in this case, wouid result in excellent
compaction properties [Gray et al.. 19721.
Mixture Ingredient Ratio
Confining Stress
No. / C\FA\S [MPa] O 1 2 5
2
Failure Load
1:10:15
[KNl 12.975 40.765 56.56 84.35
Peak Strain
M 1 [ M W , [ M W
Yield Stress
Ultimate Strength
,
0.005 1 4.13 1 7.345 0.0066 9.564 0.011 1 13.04
14.234 24.355
0.016 1 17.354 1 34.234

Using Fly Ash Composites for Backing iVickel Shell-ilfoulds 70
4.4 Conclusions From the uniaxiai compression test data, it is shown that fly ash composites can
be engineered to reach a unaxial compressive strength up to 20 MPa, and a bulk rnodulus
up to 5 GPa. Triaxial test data on the other hand show that composite strength is
noticeably affected by the value of confinhg pressure, changing fiorn 10 MPa to 40 MPa
upon increasing the confuiing pressure fÏorn O to 5 MPq respectively. Depending on the
type of composite mixture. compaction test data show that the maximum dry density of
the composites could range between 1660-2 120 kgim'.
The test results also showed that !bIix~rrre 2 with ratio of 1: 10:lj representing
cement:îly ash:sand, respectively, is the most desirable composite-rnix to fit the
requirernents of NVD mould backing in the Nef Moidiiing application.

UsingJly ash composites for backing IVVD moulak 71
Hardened and graund steel spherical seou
\
i Specimen jacket
Figure 4 2 : Hoek-Cell =Ipparatus Cfrom EL E International Catalogue)

Usingj'y ash composites for backing NVD mouldr 72
Figure 4.3: Applying confining stress irsing a mantrol hydrrnrlic prtnip (showed inside square)
Figure 4.4: Typicaf fly ash composite spccimen (~Ciirture I )
Usingfly ash composiresfor backing NVD mouid 73
Figure 4.5: Tesr set-up shoiving nvo L VD T's
Figure 4.6: Overall view of rhe tesi set-up

Usingfly ash composites for backing NYD mouldF 74
Figure 4.7: Compaction curvefirjly ash campasites -Mixtures 1. 2 and 3
Thermal Conductivity vs. Time
Figrrre 4.8: Efect oftirne an the thermal conduct~ity offly asIr compasiles

Usingjly ash composites for backing NVD moulh 75
1500 1600 1700 1800 1900 2000 2100 2200
Dry ûensity [kglm31
Figure 4.9: Dry demis, versus thermal conductiv@ resiilts of fly mh composites
Uniaxial Compression - 28' Day
.., -A--. A- 1 - +Mixture 1:15% Fly Ash
+ Mixture 1: 25% Fly Ash
1 .O0
0.00 0.00% 0.10% 0.20%
Uniaxial Strains tO/o]
Figure 4-10: 2 f h day irniaxiaf compressÏve strength for ii4irrure I compasire having 15% and 75%flv a h ta sand ratio
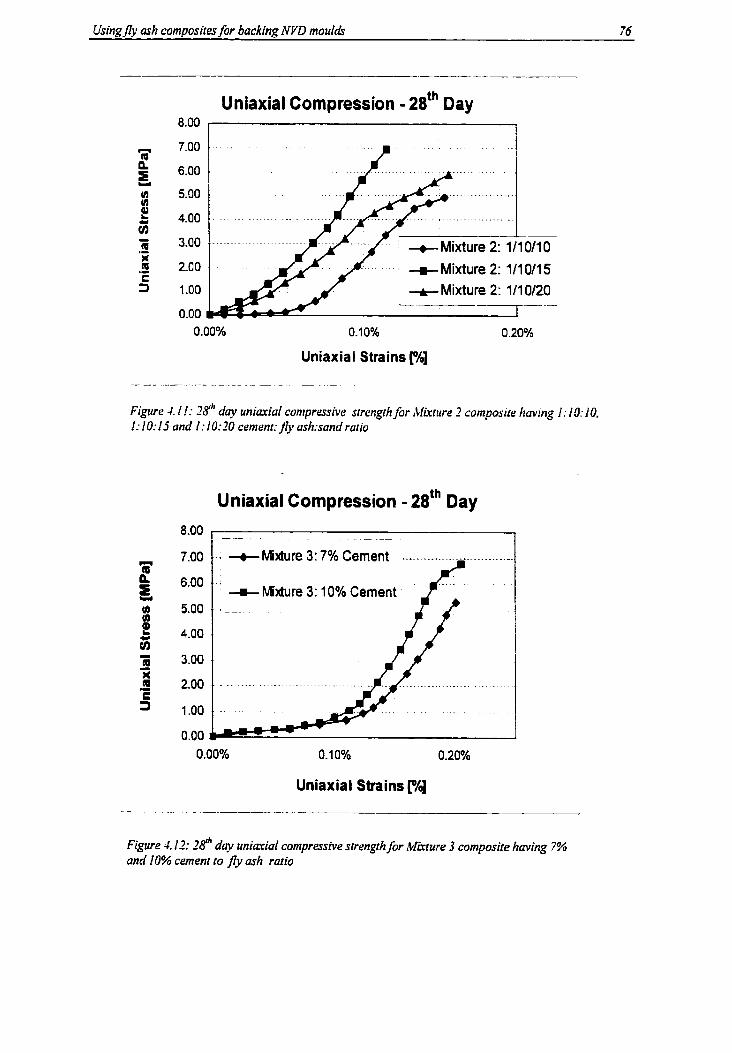
Usingfly ash composites for backing NVD moula% 76
Uniaxial Compression - 28th ~a~
I--
/ t Mixture 2: 1H 011 0
-e Mixture 2: 111 0120 --
0.00% 0.10% 0.20%
Uniaxial Strains Ph]
Figure 4 I f : 2 t h day uniaxial compressive strength for Blixture 2 composire having 1: 10:10. 1: IO: 15 and 1: 1 Or20 cement: j1y ush:sand rario
Uniaxial Compression - 28th ~a~
-a- Mixture 3: 10% Cernent f . *
Uniaxial Strains ["/d
Figure 4.12: 7gh day uniaxial compressive strengthjôr kICrture 3 composite huuing 7% and IO% cement IO fly a h ratio

Usingfly ash composires fir backing NVD moulds 77
+ 25% Fly & h
Figure 4.13: Effect of c'tuing uge on irnuxtaf compressive srrengrh of ibfirture 1 composite having 15% und 25% f iy ush ro randrurio
Strength vs. Curing Age (Mixture 2)
Figure 4.14: Effect of curing age on ~marial compressive strength of ilfimue 7 coniposite having 1: 10: 10. 1:lO:ISand 1: IO:70 cement:f!v a h : sand rurios

(lsingjly esh compositesfir backing NVD moulak 78
- - - . --
Strength vs. Curing Age (Mixture 3) 10.00 -- - - -- -- -
/- + 10% Cernent
Figure 4.15: Ejyect of nrring age on unmial compressive sfrengfh of Mitture 3 composire having 7% and 1 O% cernent roj& a h ratios

Using Fiy Ash Composiresfor Backing NVD Mouldr 79
Stress-Strain [15% fly ash]
Axial Strain Radial Strain
Figure 4.16: TricrriaI compression test data for iblirrurr 1 rotnposite wirh Ij%j(v u h IO
cernent ratio
Axial Strain - Volumetric Strain [15%fly ash]
4.02 - - - -
Axial Stnin
Figure 4. I 7: riririal vs. volurnerric strains f i r Mlrture f composite with Ij%fly arh ro cemenr ratio

Using Fly dsh Composites for Backing NVD Mou!& 80
Axial Strain Radial Strain
Figure 4.18:Triaxial (est durajar :bfkture f camposire wiih X%f{v ash ratio
Axial Strain - Volumetric Strain (FA(C)-ZS-S]
\
-4.02-
Axial SWin
Figure 4. I9:..triul W. volumesric slraimfor ibfirrttre I composite wirh 55% jly ash racio

Using Fly Ash Composites for Backing iVVD ii4ouldr 81
Stress-Strain [C$A(F)40-S]
4-
35
m U
-0.025 -0.015 -0.005 0.005 0.015 0.025
Axial Strain Radial Strain
Figure 4.20: Tricrriul tesr clrrrufi~r .\.tixture 2 composire ivirh 1: IO: 10 crmrnt$,v ashrsand ratio
Axial Stnin - Volumetric Strain [C-FA(F)-3041
-0.006 .
-&cm Axial Strain
Figure 4.2 1:-LriaI vs. volumefric srrainr /or Mkture 2 composite with 1: IO: IO cemenr:jly ashxand ratio

Using Flv ilsh Composites for Backina NVD Mouluk 87
Stress-Strain [C-FA(F)40S]
Axial Strain Radial Strain
Figrire 4.22:Triariul test dura for Mkrure 2 composite with 1: IO: 15 r.rment:fly ash:sand ratio
Axial Strain - Volumetric Strain [C-FA(F)-4041
-.--- Axial Strain
Figue 4.23: ..Lrial vs. vofitnrrtricsrrainî for ~Mirrure 2 composite ivith I : IO:IS cementrflv ashrsand ratio
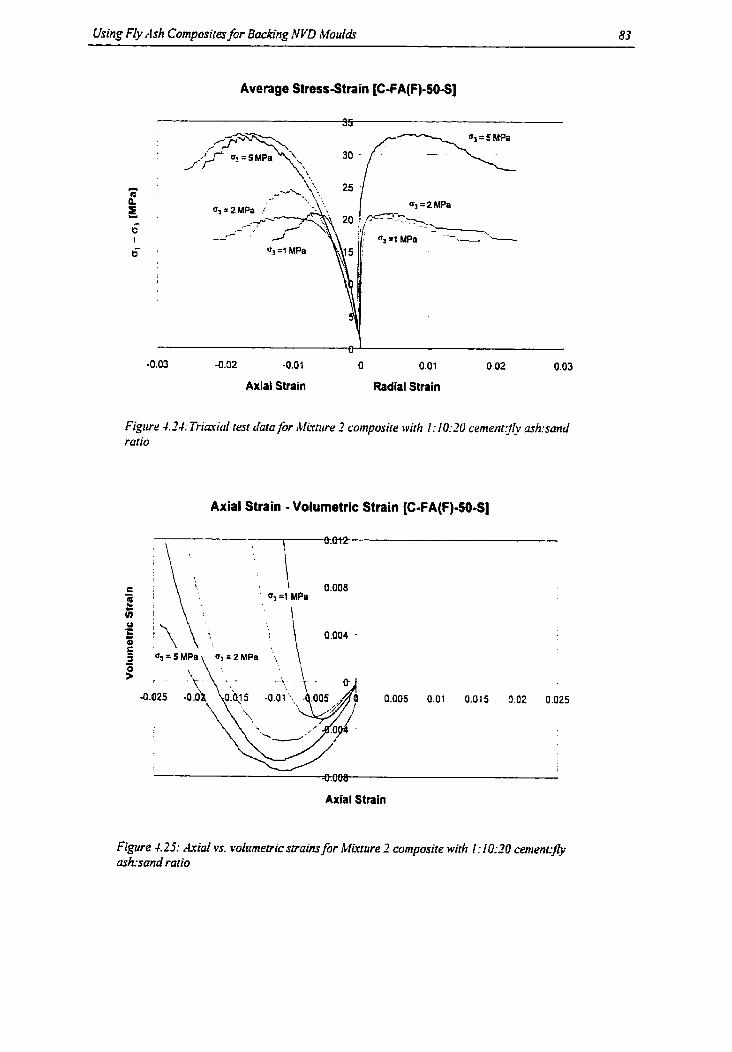
Using Fly Ash Composites for Backing NVD ibfoula3 83
Average StressStrain [C-FA(F)-SOS]
Axial Strain Radial Strain
Figure -1.74: Triariuf (est duta for ~Clirture 2 composire ivirh 1: IO:70 cenient$v uksand rurio
Axial Strain - Volumetric Strain [C-FA(F)-50-SI
0.005 O 0.015 0.02 0.025
I
Axial Strain
Figure 4.25: k i a f vs. volumetric srraitufor ibfirrure 2 composire ivilir I r 1O:IO ceniencfly ash:sand ratio
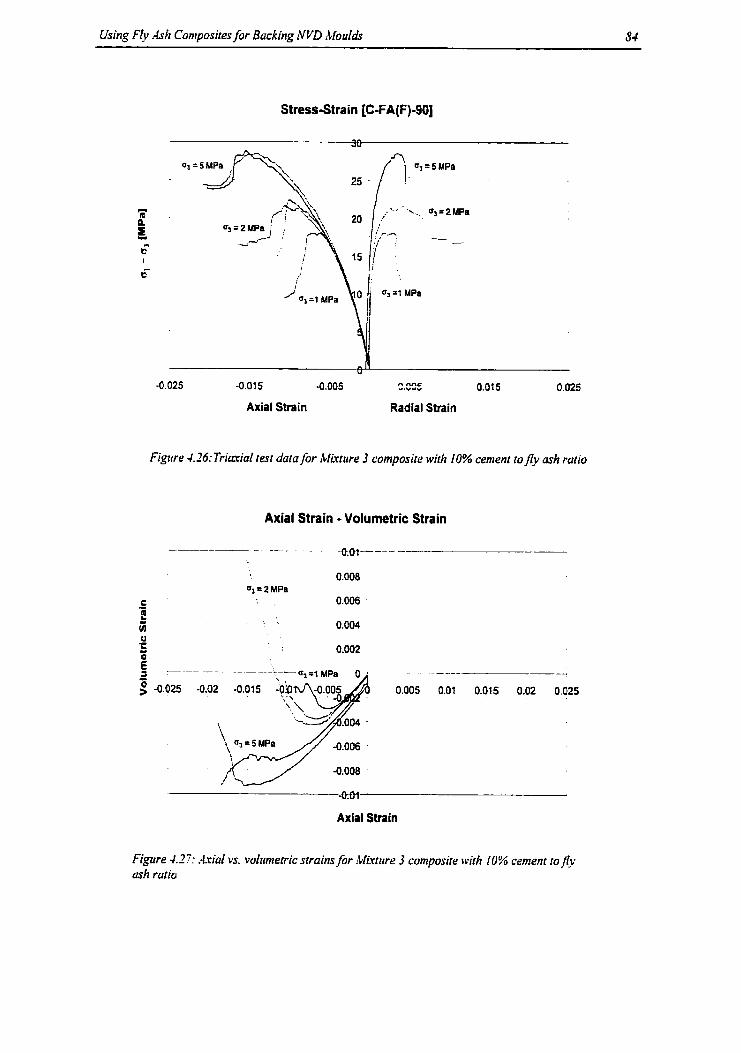
Using F& .4sh Coniposites for Backing NVD :I.loulds 84
-0.025 -0.015 -0.005 n *.vwW nnc 0.015 0.025
Axial Strain Radial Strain
Figure 4.76: Trimial test data for rCILrlure 3 composite with 10% cement rojly ash ratio
Axial Strain - Volumetric Strain
.@,M -- -
0.008 a3 = 2 MPa
0.006
-W.",
Axial Strain
Figure 4.27: ..lriui vs. volumetric srrains for ~bfixture 3 composite with IO% cment rof7y ah ratio

Using Fly Ash Composires jar Backing Nickel SheII-Mouldr 85
4.4 Numerical Modelling of Fly Ash Composites Using Triaxial
Data
The aim of this section is to formulate a f i t e eiement mode1 with appropriate
constitutive relationship for the triaxial testing of fly ash composites. as described in
Section 4.3. This was achieved using M3AQUS finite element software with various
built-in types of Drucker-Prager materiai model.
4.4. i Finite Element Model
Due ta the geometry of the triaxial specimen. which is a cylinder with a 2:l height
to diameter ratio, the finite element c m be implemented using axisyrnmetric solid
(continuum) elements (Figure 428). The model uses stress/displacement elements
without twist of the 4-node bilinear axisymrnetric (CAX4) type with 4 integration points.
These elements are fonnulated using 4 corner nodes. that have rwo degrees of freedom:
one in the radial and one in the longitudinal direction. The mode1 consists of one such
elernent of unit dimension. The conventional counter-clockwise nodal and face
numbering is employed as shown in Figure 4.29. dong with the generai element
configuration. The loading of the specimen is implemented using a distributed load
(*DLOAD) on the (P2) face to simulate the corifinhg pressure acting on the side of the
cylinder. The axial loading is simulated by incremental displacements
(DISPLACEMENT) of the top (P3) face over a range of straui increments to achieve the
required stress-strain behaviour of the materiai. The auial stress is obtained from the
output of the anaiysis that contains the stresses in al1 h e directions (radial, a~ial . and
hoop) and the conesponding strains. The important values are the axial stress. axial
strain and the volumetric strain given by the summation of the three principal strains.
Axial loading is s h d a t e d by prescribing a displacement at the top of the specimen. since
the post-peak behaviour is expected. which can Iead to two different axial strain values if
the loading is applied by pressure.
4.4.2 Drucke~Prager Model for Geological Materials
The Drucker-Prager model is suitable for modelling a \vide range of geoiogical
materials that are fnctional in nature and exhibit pressure dependent yield, such as soils,

Using Fly Ash Composites for Bading Nickel Shell-Mauldr 86
granular materials and rock types. The model is formulated using the invariants of the
stress tensor? more precisely the t'irst invariant of the stress tensor, Ji, and the second
invariant of the deviatoric stress tensor, JiD. The original mode1 is a straight line in the
J, - & space defined by cohesion, k, and an angle, ,f?. Thus the general equation has
the following form:
The criterion plots as a circula cone in the three-dimensional stress space, thus in
the ïi-plane the surface is a Mises circle.
Figure 4 2 : Triurid specimen model
Figure 4-29: ..ttisyrnmetricjinire element mode1

Using Fly itsh Composites for Backing Nickel Shell-Moulds 87
4.4.3 Ovenliew of the Drucker-Prager Material Models in ABAQUS
Since ABAQUS incorporates the Extended Drucker-Prager material model, a
choice of three different yield criteria is provided. The differences are based on the shape
of the yield surface in the meridional, J I - J ~ D or p-t(q) using ABAQUS notation of plane.
The yieid surface can have a linear form, a hyperbolic form. or a general exponent
fom modelled with or without experimentai test data.
The linear model is intended for cases when stresses are mainly compressive. If
the Mohr-Coulomb Ection angle and cohesion are known, it is possible to convert this
data and use the Linear Drucker-Prager model. The parameters used in the linear rnodel
and the model itself are shown in Figure 4.30.
The hyperbolic mode1 is useful for brittle materials for both triaxial compression
and tension, The hyperbolic model uses a von Mises circle cross-section in the deviatonc
plane. At hi& confining stresses. the hyperbolic model is asymptotic to the linear model
with angle, fi, as shown in Figure -1.31.
The most generai mode1 is the exponent model, providing the most flexibility for
matching triaxial test data (Figure -1.32). ABAQUS is capable of detennining the
parameters from the triaxial data using a least square technique.
The Dmcker-Prager mode1 implementation in ABAQUS enables the user to
de fine a hardening behaviour of the materiai. A hardening then so ftening (afier the peak)
strength can be modelled as well. The hardening behaviour is captured by selecting
points on the laboratory stress-strain curve and finding the yield stresses and the
correspondhg plastic strains as s h o w on Figzrre 433 for the case of !Mixture 2 fly ash
composite, This approach is used in this section to define the hardening behaviour of the
model. The hardening behaviour is defined using five points.

Using Fly Ash Composites for Backing Nickel Shell-hfoulrFF 88
Figure 4.30: Linear Drucker-Prager mode!: F=t-p. tanp-d'd
Figure 431: Hyperbdic Drzicker-Proger >nodei F = &lo -pi lo m p)' + s2 - p . m p - d*= O
Figure C32: Erponeni Drucker-Prager model: -p -p, =O

Using Fly Ash Composites for Backing Nickel Sheii-iUoulc& 89
In addition to the above, ABAQUS allows for rate-dependent behaviour and
creep. These factors were d e d not important for the case of this study, however.
StressStrain (SIGMA 3 = 5 MPa)
-0.02 -0.018 4.016 4.014 0.012 -0.01 -0.Oû8 4.OM (-0.004 4.002 O
Axial Strain pi] 1 J E ~ ;
Figure 4.33: Simularing the hardenindmfiening behaviour of~LIirture I usingjîve-
point se/ection
4.4.4 Using Linear Drucker-Prager Material Mode1
The numerical procedure using a linear Drucker-Prager mode1 is accomplished
using the experimental data provided. The first step is to select yield points on the
surface for various confinhg pressures. The analyst has the choice to select the initial
yield or the peak suength. For our purposes. the peak strength and the corresponding
strains were used in al1 modelling. Once the faiIure and confinhg stresses are
determined, the values must be converted to the p-r plane using the foilowing formulas,
adapting a tension positive system:
and

Using Fb Ash Composites for Backing Nickel ShelI-rtCouldr 90
on the condition that KI the parameter de€ining the shape of the yield surface in the
deviatonc plane is equal to 1.0 (von Mises circle).
The p-r pairs used in a linear regession yielded vaiues of d and b of 6.444 and
59.214 degrees. respectively. The angle of dilation was set to the angle b associated
flow. The complete ABAQUS input file is given in Appendix D.
The results of the analgsis are shown in Figzires 4364 .37 . and can be compared
to the original labontory results (Figure 4.344.3.7)
Since the initial elastic behaviour is smail. there was no concern about it, and both
the model and the actuai data show close behaviour up to the peak strength of the
material. ABAQUS models also simulated the post peak behaviour. and modelling
results show softening behaviour at low confinement sirnilar to that found in the
experimental data.
Both the model and the experirnental data are consistent in showing the axial-
volurnetric strain behaviour: initial volurnetric compression with increasing mial strain,
and close to the peak strength, the materid starts to dilate. expand until the specimen
breaks up in the test data and the material Bows according to the associated flow mle in
the ABAQUS model.
By Iooking at the individud stress-strain and volumemc versus axial diagrams for
each confining pressure, it can be concluded that the mode1 gives a better approximation
to the actual curves at low confining pressures, meanwhile the predicted contraction is
much less than that experienced during the test. however the two curves area closely
match.
in concIusion, the linear Drucker-Prager model can be used to model the
behaviour of the fly ash composites, if enough experimental data is gathered and the post

Using Fly rlsh Composites for Backing Nickel Shell-Mouldç 9 1
peak curves are established in order to specify the hardening or softening behaviouc of
the materiai.
-0.025 -0.015 -0.005
Axial Strain Radial Strain
Figure 4.34: rlxial D-E behaviourffom iriarial tesr data
Axial Strain - Volumetric Strain [C-FA(F)40S]
Axial Stnin
Figure 4 -32 i.Lriai-volumetric stain behaviourfiom rrimial test data

Using Ffy Ash Composites fi?- Bucking Nickel Shell-ibloulds 92
Axial Stress-Strain (Linear Drucker-Prager)
n
2 z ô * Ci
- - - - - -s3=0 MPa
-s3=1 MPa
-s3=2 MPa
-s3=5 MPa -
Axial Sîrain [O/o]
Figure -1.36: ..LBAQLSmial o-~resulrsfor linear D-P model
Axial-Volumetric Strain (Linear Drucker Prager)
-s3=0 MPa
-s3=1 MPa
- s3=2 MPa
Figure 4 . 3 7 =IBAQUS axiai-volt~metric srru& resuf~sjor linear 0-P mode1

Using Fly Ash Composites for Backing Nickel Shrll-MouIds 93
4.4.5 Using Hyperbolic Drucker-Prager Material Mode1
The hyperbolic model is a continuous combination of the ma~irnum tensile stress
condition of Rankine (tensile cut-off) and the linear Drucker-Prager condition at high
codining stress. The hyperbolic yield critenon in ABAQUS is defmed similar to the
linear model, however this model c m accommodate a non-linear envelope at low
conhing pressures, thus correct the probkm with the linear model. The hyperbolic
model has the following Form:
where the d' parameter is similar to the d in the Iinear modei. and the angle h defines the
envelope at high confining pressures. The model requires the above angle plus the angle
of dilation, which is assumed to be the same for associated tlow, however a third
parameter is required, the tensile strength of the material. p,. it will be assumed in this
modelling that the composite has a tensiIe strength of 1 MPa, The mode1 requires the
sarne hardening specifications and the loading is achieved with the same method.
Figures X 3 9 4 . 3 9 show the material response predicted by hyperbolic model.
It is evident from the stress-strain curves. that the envelope is no longer linear, but
has a curvature that is closer to the actuai observed material response. In this model, the
hardening parameters were changed to enable the results to exhibit more elongated post-
peak behaviour. If the first point aFter the peak strength is moved closer to the peak. a
steeper decline will result in the region following the peak strength. The approximation
of' the post peak behaviour is thus better than the Iinear rnodel results.
The volumemc versus axial strain behaviour of the mode1 is very similar to the
linear mode1 resuits, where the curves predict initial contraction then dilation responses
similar to the actuaI curves.

Using Fly .4sh Composites /or Backing Nickel Shell-Mord& 91
In conclusions, the hyperbolic model seems a better approximation than the linear
model, with the sarne effort in the preparation of the input fiIes.
Axial StressStrain (Hyperbolic Drucker-Prager)
C< m L
O - a3=0 MPa
-d=l MPa
- fl=2 MPa
-s3=5 MPa
" .a 02s -0 02 -0 01s -o a i -0 a05 O
Axial Strain [%]
Figure 4.38. : A4B,4QL!S axiul stress-srruin results for hyperbolic D-P model
Axial-Volumetric Stnin (Hyperbolic Drucicer Pnger)
O - b - PI --
5 -s3=0 MPa - g - s 3 4 MPa
-s3=2 MPa
-0m-
Axial Strain
Figure 4.39: .4 8rlQU.T arial-volumerric srruin renilts/or hyperbolic D-P n~odel

Using Fly .4sh Composiies for Backing Nickel Shell-Moulds 95
4.4.6 Using General Exponent Drucker-Prsger Material Mode1
The most general and most cornplicated model to use in Ai3AQUS is the general
elcponent form. It c m assume linear, hyperbolic and more complex shapes. The general
forrn of the model is as follows: h F = a - q - p - p , = O
where constants a and b are found using non-linear regression and p, is the [ensile
strength of the materiai. For the purpose of this work it is assumed to be equal to 1 MPa.
The material parameters a and b are found using a non-linear regression
technique. For the case of the best fit parameters a and b were found to be equal to
0.2015 and 1.2661' respectively. tf b is equal to 1.0 the model degrades to a linear
Drucker-Prager model.
The general exponent rnodel is a non-associated flow model. since the curve is
changing constmtly in the meridional plane.
The results of analysis are surnrnarised in Figures X-1O-l. 41 for axial stress-strain
and aial-voIurnetnc strain. respectively, and are cornpared to the corresponding
laboratory test data.
The parameters for this version of the extended Dmcker-Prager model were
retined to sirnulate the sharp Ml-off after the peak strength has reached, This effect was
reached by selecting a plastic deformation for the stress point after the peak in the
defrnition of the hardening law.
From che models presented, this model simulates the Iaboratory behaviour of the
fly ash composite to the highest degree of accuracy. The initial curved envelope with the
sadual deciiie after the peak is properly predicted by the model. k
The volumerric versus axial strain behaviour of the mode1 is very sirnilar to the
hyperbolic model resuits, where the curves predict initial contraction then dilation
responses simiIar to that of the actual curves.

Using Fly Ash Compositesfor Backing iVicke1 Shell-M~ulds 96
Axial Stress-Strain (Exponential Dnicker-Prager)
/ -
-Q=O MPa
-s3=1 MPa
- s3=2 MPa I
-s3=5 MPa
Axial Stnin ph]
Figure 4. -IO: A BA QUS axial stress-strain resultsfir exponenrial D P mode1
Axial-Volumetric Strain (Exponential Drucker-Prager)
-s3=2 MPa
Figure 4.41: .-I BAQUS mial-voiumerric srruin resultsfor e.rponmtia/ D-f nrodei

Using Fly As11 Composi~es for Backing fiickel Sheli-rbloulk 97
4.5 Conclusions
It was shown and supported by actual analysis results, that it is possible to model
the behaviour of fly ash composites using a finite element package such as ABAQUS.
The extended Drucker-Prager is suitable to capture the matenal response under triaxial
loading. Starting with the simplest Linear modeI, the results were of the same magnitude
as the eliperimental, the hyperbolic model added the non-linear yield envelop to a better
approximation and finaily the general exponent model was used to fine-tune the material
behaviour. Considering the complexity in obtaining the best material model parameters
and the resulting material response. the exponentiai mode1 is recornmended. If the
labontory data is sufficientiy detailed and complete, the general exponent model can be
used with or without the inclusion of the test data to caiculate the model.

Production Trial Test of a
Nickel Mould with Fly Ash
Composite Backing
in the previous chapter. the strength/stiffness behaviour of fly ash composites was
simulated using the ABAQUS tinite element program by applying a modifred built-in
non-Iinear Dmcker-Prager capped material model. Subsequently, this material mode1
was incorporated into the simplified 2D-mode1 that was previously used for modelling
mass-cast backing systems (Section 3.4). Preliminary results from this mode1 show that,
within the pressure range of the 1Ve.r iblortlding application. fly ash composite backing is
mechanically suitable for the process. This chapter describes the use of fly ash
composites in a prototype trial to analyse their performance and veriSl their capabilities
in backing shell-moulds. The trial took place at the industriai partner's (Blanco Canada
Inc.) rnanufacniring comple'r.
5.1 Objective
The main objective of mnning the production trial test is ta investigate the
suitability of using fly ash composite backing for nickel shell-mouids. This objective
could be accomplished by:
Determining the mechanical behaviour of the nickei shell by monitoring its mains
and flexurai deformations at various presurned-critical locations,
Checking thermal behaviour in ternis of temperature measurements at various
points on the shell, and
Comparing triai data Erom above to numericai modelling resuits using the finite
element anaiysis (FEA) method.

Production Trial Test of a Nickel Shell-mould with Fiy ctsh Composite Backing 99
5.2 Description of the Production Trial
5.2.1 Methodology
In order to achieve the objectives noted eadier, the theory underlying the
developed composite design had to be tested in practice. A new NVD shell-mould was
built at Blanco Canada's manufacturing facilities in Etobicoke, Ontario. It was equipped
with the following instrumentation:
Strain gauges to monitor stnins in the nickel shi-II,
Potentiometers (transducers) to control shell displacements. and
Thennocoupies to measure temperatures at different shell locations.
Both halves of the mould were instrumented and then filled with composite
backing. The mould was put into pre-production triah for caiibration of the moulding
process to produce the **perfect pan". During these trials the mould pertormance was
rnonitored. as was the qudity of the trial parts.
The monitored mould performance was then compared to the performance
predicted by FEA models cdtlibrated with material data fiom niavia1 laboratory tests (see
Chapter 6).
1. Mould Description
The mould used for this trial is type hhoen 2 !Mottld by Blanco Canada which uses
Blanco's proprïetary !Vet Motrlding process for manufacturing double-bowl kitchen si&
(Figure 5-2). The mould consists of nvo haIves (Top and Bottom representing core and
cavity, respectively), each encompassed by a cigid steel box made oftvelded HSS
90x50~9 fiame, filled with the composite filIer to back the nickel shell-mould. The
bottom side of the box is contains a steel cover made of 15-mm (Bottom half) and 18-mm
(Top half) thick plates for better backing support (Figure 5.2)-

Production Trial Test ofa Nickel Shell-mould ivith Fly Ash Composite Backing 100
2. Mould Construction
The process of building a new mould by Blanco Canada Inc. requires the
following steps [Blanco. 19981:
1. Preparing drawings and ordering the nickel shell, dong with the Çarnes and
parts;
2. tnspecting the shell and frame according to the drawings upon arriva1 at
Blanco's headquarters:
3. Preparing and pre-assembling the shell and frame;
4. Checking mould alignment and thickness;
5 . Preparing thermal copper Lines;
6. Building thema1 copper lines;
7. Applying copper powder paste between the thermal copper lines and the
nickel shell:
8. Attaching the rnould to the shells:
9. Filling the gap between the mould and the fiame with epoxy;
10. Connecting watw pipes to the manifolds:
1 1. Assembling the ejectors to the moulds and Frames;
12. Placing concrete/composites into the mould;
13. Letting the concrete/composites set for 48 hours:
14. Connecting the ejectors Iine to the air manifolds:
15. Mounting the gasket holder and the gasket;
16. Putting Top and Bottom haives of the mould together;
17. Installing the completed mould on the mouid carrier:
18. Transferring the r n d d to the production area to make test parts; and
19. Checking the thickness and the weight of tfit moulded part and adjusting it if
necessary.
3. Net-Moulding Process Description
During production, the mouid is placed on a specially designed carrier (Figure
5-3). The Top haif is instded on the carrier using two brackets that are attached to its top

Production Triol Tesr of a Nickel Shell-mould ivith Fly Ash Composite Backing 101
cover-piate. The Bortom half sits on a series of air hoses or bags, whkh are comected to
an air compressor.
The followings are the major steps for rnould operation planco, 1998):
1. From the open position, bring down the Top half of the mould until it stops - once
it reaches the Bottom mould;
2. Close the mould clamps to keep the Top and Bottom halves of the mouId together
and apply air pressure to the air bags undemeath the Bottom rnould;
3. Detlate the air bags and get the mould ready to be fiIled:
4. Comect the filling and overflow pipes to their proper valves:
5 . Tilt the mould to its vertical position;
6. Close the valves once the mould is full;
7. Rerurn the mould back to its horizontal position;
8. Apply pressure through the air bags under the Bortom mould:
9. Once the curing cycle is complete, turn on the top ejector to separate the Top
mould fiom the sink;
10. Open the mould and raise the Top half to its top position; and
I 1. Dernould the sink and clean the rnould.
4, Properties of the Net Moulding Process
The main parameters for Blanco's proprietary Net Moulding process in relation to
conventional plastic parts rnoulding processes are:
Relativeiy low temperature (between 30 OC to 105 OC).
Long cycle tirne: about 30 minutes.
Low Pressure: between 6 and 8 bars (600-800 kPa).
5.2.3 Fly Ash Mix Design
Based on the results of the material properties of fly ash composites (Chapter 4),
as weii as on the parameters of the Net ~Vonlding process, a preliminary rnix design was
identified for this tria1 to meet the fol!owing criteria:
The Eesh mix is fluid enough to easily place it in a complicated, three
dimensional mould geometry,

Production Trial Test of rr Nickel Shell-mould wilk Fly Ash Composile Backing 102
The mix hardens quickly, and its stifiess and strength adequately support the
shell against the pressure irnposed during rnanutàcturing,
The as-placed mix is thermally insulating (a requirement for the particular
process), and
The hardened rnaterial is &able enough that it may be removed using hand tools.
thereby permitting selective repair of thermal lines in an isolated portion of the
mould.
As noted earlier. the ingredients of the composite are cernent. fly ash, and sand-
The mix was designed with the ratio of 2: IO: 15 representing the ratio of cement:fly
ash:sand, respectively. The water content considered for this rnix is 14% of the dry
weight. Laboratory resuIts show that this mix c m attain a uniaial strength of 6 MPa and
a bulk stiffness of 3.4 GPa at a curing agc of four days.
The mis ingredients were High Early Strength Cement (ASTM Type III).
concrete sand (industriai quartz. 10% retained on sieve #20), and ASTM Type F (low-
calcium) tly ash. This fly ash was obtained fiom Holnam Inc, Chesterfield, MO. The
source of the fly ash is the Tennessee VaIIey Power Station, Cumberland City, TN. USA.
The fineness of this fly ash is 16.2% (retained on sieve #325), and its chernical
composition is presented in Table-j. II.
Table-5.1: Chernical composition of the Cumberland (Qpe FlXv ash
5.3 Test Instrumentation
The first part of this section describes the instrumentation procedure, inctudiog
the set up and running of the hardware (measurement devices, data acquisition, etc.) and
Pulaterial
Cumberland
Fly Ash
Sioz
49.8
F103
17.76
Ca0
5.74
M@
0.94
SOI
1-72
K20
2.30
Na@
0.66
alzOj
19.73
TiOz
0.84
c
034

Production Trial Test of a Nickel Shell-mould with Fly clsh Composite Backing IO3
s o h a r e considered for the triai. The second part covers the monitoring procedure,
including data collection and analysis, of the mould in production trials.
5.3.1 Thennocouples
Thermocouples used for mould instrumentation were PVC insulated wires and
connectors of the following t-yes:
I . FVires
Thermocouple wires Type PP-T-24-1000 by Ornega Technologies, with PVC
insulation.
2. Connecrors
Connectors includs rugged glas-tilled shells Type OST-M or F (male or female),
dong with Type 'Tt connectors that are made of '-ve' constantan copper-nickel
and '+vet copper leads.
1. Data Acquisition System
The data acquisition system consists of a computer with a General Purpose
Interface Board (GPIB) controlhg a HP-3421A data acquisition unit. Figure j -4 shows
the connection between the system and the mould. The data acquisition and control unit
used in this set. was set up for making temperature readings for the thennocouples and
DC-voltage readings fiom the potentiornenters.
2. The Cornputer Program Freeze-Thaw
The computer prograrn Freeze-Thmv was used here for data collection. This
prograrn was initiaily written as part of a freeze-thaw investigation on some cernent-
treated soils, carried out at the University of Toronto [Lee, 19991.
3. Calibrating the Therrnocouples
The F r e e z e - h v program requires that di newly installed thermocoupIes be
calibrated before data collection. For the sake of this trialt two temperature points were
considered: ice point and boiling point temperatures. i.e., O O C and 100 "C [Lee. 19991.

Production Trial Tesr of u Nickel Shell-mould ivirh Fly Ash Composite Backing 104
5.3.2 Potentiometers
The potentiometers used for this test are Type KL 250 SEF by Omega
Technologies, with a cross-section of 13 x 13 cm, and a measuring tolerance less than
0.05 mm.
The sarne data acquisition system, and the Freeze-Thmv program mentioned
earlier in the thermocouple section were used for the potentiometers (see Figure 5-4).
The Freeze-Thmv program also requires calibrating newly installed
potentiometers before data collection [Lee. 19991.
5.3.3 Strain gauges
Strain gauges used for this test are Type CEA Micro-Measurement gauges
supplied with hlly encapsuhted gids and exposed copper-coated integral solder tabs.
The gauges have a normal temperame range behveen -75 to 205 "C. and stnin Limits of
approximately 5%.
1. Lead Wires
Based on preliminary computer simulations, strains in the shell-mould were
expected in the order of 200-500 p. Thus. Omega Type TFCP-005 copper wires was
used to provide adequate sensor performance. Lead wires are Teflon-insulated to
withstand the environmental conditions expected in the test.
2. Setup
Monitoring points for strain gauge installation were sekcted in locations where
stressistrain gradients are expected to be minimum. Displacement transducers, on the
other hand, were installed at points where f lexud deformations are expected to be hi&.
The Location of the strain gauges, transducers and thermocoupIes are shown in Figure
5.5. Each gauge, thermocouple, and displacement m s d u c e r are IabelIed by suffix letters
"SG" and "TC" and "TR", respectively, and a number. A total of eight strain gauges and
eight adjacent thermocoupIes were instaiied on each haif of the mouid. Two additional
displacement transducers were instaiied on the Top half of the mould.

Production Trial Tesr of a Nickel Shell-mould with Fiy .4sh Camposile Backing 105
3. Data Acquisition System
Figzire 5.6 shows the connection between the data acquisition system and the
mould. The data acquisition (and controI unit) from Sciemetrics Instments Inc. is used
for strain measurements. It consists of an lntegrating AJD Module (Model 23 1) dong
with Model 25 1A with 16-Channel analogue-expansion module that provides support for
I /J and % bridge strain measurements with shunt calibration. A !4 bridge connection,
which is considered in this test. is usually u sd if a raw unconditioned strain gauge is to
be measured directly. In this case the gauge is c o ~ e c t e d as one of the four resistors that
fomi the bridge circuit, whiIe the three completion resistors are provided by the Model
251A.
4. The computer unit
The computer program GVingen version 1.1 was used for suain data collection.
bVingen is issued by Sciemetric Instruments ta support their modular measurement and
control systems.
5. Shunt Calibration
Shunt calibration allows a bridge output to be temporarily increased (or
decreased) by shunting a resistor across one m of the bridge. Since this shunt
connection changes the resistance of the m. the output of the bridge will tip slightly up
or d o m . This calibration method allows the integrity of the connections. excitation. and
data acquisition to be checked quickly without acmdly changing the sensor input. The
precision resistor is typically quite large (cg., 120 ici2 for $4 bridge) so the output of the
bridge only changes by a few millivolts, simulating a typical response fÏom the gauge.
Push button switches are provided with the Mode1 251A to allow any channel to be
shunted manually. When the minianire push button switch on each side is pressed, one of
two gIobal shunt resistors is placed behveen the input terminal and ground. The known
vdue can be compared to the change in value read by the data acquisition system, using
the Wingen program, and a d j m e n t s can be made to correct the errors.

Production Trial Test of a Mckel Shell-mould wizh Fiy Ash Composite Backing 106
6. Temperature Effect
Ideally the resistance of the strain gauge would change only in response to the
strain induced in the test specimen. However, the sensitivity and the strain resistivity of
ail known strain sensitive materials vary tvith temperature. This rneans that the gage
resistance and the gage factor will change when the temperature changes. This change in
resistance with temperature for a mounted strain gauge is a Function of the difference in
the thermal expansion coefficients between the gauge and the specimen and of the
thermal coefficient of resistance of the gauge alloy. Self-temperature compensating
gaugcs are produced for specific materials by processing the main sensitive alloy such
that it has thermal resistance characteristics that cornpensates for the effects of the
mismatch in thermal expansion coefficients between the gauge and the specific material.
The compensation is effective over a limited temperature range given by the gauge
manufacturer in the form of an Apparent Strain Curve. This is a plot of temperature-
induced apparent srrain versus temperature. for the gauge, mounted on a specific material
with a specified coefficient of thermal expansion. Gauges o f Type CEA are supplied by
Micro-Measurement as self-temperature compensating gauges. The Apparent Strain
Curve of'this gauge is provided by the manufacturer and depicted in Figire 5.7. and its
squation is given by.
4 5 E,,, =-3.83~10' +3.01 x1o0T-6 .54~ 10-'T' i L 5 0 x 1 0 T - 4 . ~ 8 x 1 0 - ' ~ ' ( ~ C ) ( j . l )
where: T = measured temperature
ET^ = uncorrected main measurement as registered by the strain indicator
By monitoring the temperature of the gauge during the strain rneasurement, we can solve
this equation to compensate for the temperature-induced strain- The fwst step in the
correction procedure is to refer to the gaph (fiom Figtire 5.7 or Equarion 1) and read the
apparent strain correspondhg to the test temperature. Then, assurning that the strain
indicator was balanced to zero strain at room temperature (the reference temperature with
respect to which the apparent main data were rneasured), subtract the apparent strain
(including correction due to gauge factor) from the strain measurernent at the test
temperature. This procedure can be expressed as,

Production Trial Test of a Nickel Shell-mould ivifh F[y Ash Composite Backing 107
where: c= corrected strain indication
&Pp = apparent strain at temperature Tl, from graph or Equation (5.1)
F' = gauge factor at room temperature. as given by the manufacturer
F ~ ' = gauge factor at test temperature
Equation (22) can be introduced into a spreadsheet to calculate after data for are
collected.
5.3.4 Shell-Mould Backing Sysfem
1. Thermal Line Installation
The back of the nickel shell is usually plumbed with a network or circuit of
thermal lines. made of 10-mm diameter copper pipes. To achieve maximum heat transfer
and temperature uniformity across the rnould Face, the distance between pipes is between
12-20 cm. Thus. the selection and installation of the strain gauges were highly dictated
by the location of the copper pipes and their pit distance. To enhance heat transfer, the
gap between the pipe and the nickel shell is filled with copper paste (Figures 5.8 and
5.9). This paste is a mix of copper powder + Catalyst ( T p e LLH 6930) + Resin (Type
CLR 1190), al1 produced by Cross Line Technology. The ratio of the copper
powderlcatalystlresin is 40130130. respectively.
2. Strain Gauge Installation
Since the validity and usefulness of the test results are measured by the success of
the suain gauge installation, a speciai attention was given to this part of the project,
Gauge installation was achieved in stages as follows:
1. Surface Prepararion
To properly bond strain gauges, ail sufaces involved must be absolutely clean
and chemicalIy inert before applying adhesive. Depending upon the initiai
conditions of the surface and the finish desired for the gauge installation, the

Producrion Trial Test of a Nickel Shell-mould wirh Fiy Ash Composite Backing 108
abrading operation could be done using silicon-carbide paper of the appropriate
grit. For extremely rough surface a disc sander or grinder might be needed in
order to leave the required srnoothness (Figure j. 1 O) . Final surface preparation is
accomplished with M-prep Conditioner A immediately followed by M-Prep
Neutraiizer 5. Conditioner A is a mild phosphoric acid compound, which acts as
a mild etching agent that accelerates the cleaning process. Neutralizer 5 is an
amrnonia-based mateciai. which neutrabes any chemicai reaction introduced by
the Conditioner A and produces optimum surface conditions for strain gauge
adhesives.
2. rldhesive
Adhesive Type CN from Texas Measurements inc. was used for gauge
bonding to the Nickel shell. CN adhesive is a transparent, low-viscosity glue,
made of Cyanoacrylate. with a normal temperature application between -30 and
+120 OC. The tirne required to bond the gage is extremely short and handling is
very easy. The thin bonding layer dlows adhesion to nearly any object. in the
case of the CEA gauges, CN adhesive kvas applied to form a uniform coat on the
surîàce of the strain gauge and terminai. Curing time under normal conditions is
20 to 60 seconds
3. Gnuge-Lead Frire Jrmncrion
Solder type 570-20s was used to solder lead wires to gauge terminais. This
solder provides hi& electricaI conductivity and excellent mechanical strength. it
is usually recommended for hi& temperature connections.
3. =Ipplying Protrctive Coctting
Gauges are easily degraded by any chernical attack, including moisture,
fingerpcïnts, etc. Thus strain gauge installation requires varying degrees of
protection to prevent gauge instability and mechanical darnage. M-Coat Type J
from Micro-Measmement was used for this purpose. M-coat Type J is a two-part
polysulfide Iiquid polymer compound usudy used for environmental protection
of strain gauge installations, When M y cured, it forms a mbber-like covering
that provides an effective banier against moisture, and also protects against
mechanical darnage. Pnor to the application of M-Coat J, exposed electrical

Producrion Trial Tesr of a Nickel Shell-mouid with Fiy Ash Composite Bockinn 109
connections and the exposed foi1 of the open-Caced gauges are first covered with a
layer of Teflon tape (Figure j.11). This provides insulation against electrical
leakage, and minimises gauge resistance shiRs during the cure cycle. To prevent
tluid migration dong lead \vires and into the gauge instailation, protective
coatings must encapsulate the lead wires to a minimum distance of 1 in (25 mm)
fiom the installation (Figtrre j.12).
To minimise moisture Ieaks and provide a uniform protective coating, the
M-Coat Type-J coating is covered tvith aluminurn foi[ (Figzrrr j. 13).
The Teflon insdated Lead wires used in bis test must be prepared for
bonding before a protective coating c m be applied. TEC-1 Tetra Etch compound
was used to treat the Teflon for bonding. M-Coat J then bonded to the treated
Teflon without requiring an intemediate primer coating.
3. Wiring Techniques
To protect lead wires fiom moisture and mechanicd damage. they were inserted
into protective viny1 sleeves (Figure j. 14). AI1 wires (lead wires and thermocouples)
were colIected togeher and passed through fitting ddled holes into a specially designed
steel station or boxf which was weided to the mould's steel fiame (Figure 5.1.5). From the
bottom of the box. t i res were driven out of the mould through ehe frarne-tube using two
90" .4BS elbows (Figrtre 3.16).
4. Thermocouple Installation
ThennocoupIe installation %-as achieved by preparing the surface as in Section
4-52: Part I l Strain Gauge InstalIation). followed by the bonding of the thermocouples to
the nickel sheIl using copper paste.
5. Potentiometer Installation
in accordance with the specifications of the potentiometer and the geometry of the Top
haif of'the mould, a specid design for the installation procedure was required. This
procedure required that the potentiometer be fastened using two screws to a steel angle,

Production Trial Tea of a Nickel Shell-mould with Fly Ash Composite Backing II0
which was welded to the cover plate. A IO-mm diarneter hole was drilled in the cover
plate to instaii a protective pipe sleeve (Figures 5-17 and j- 118). This sleeve helped to
protect the shaft of the potentiometer fiom any friction with the composite. The tip end
of the shaft extended to the back of the nickel shell.
6. Placing Composite Backing in the mould
in accordance with the rnk design descnbed earlier (Section 4.4), the fresh
composite was fluid enough to be easily placed into the back of the mould using a
standard electricaI concrete mixer (Figrire j. 19). In order to reach maximum mix
consolidation. nvo vibrators were placed on top of the mould Erarne (Figure 5.20).
The two haives of the mould were then left for a minimum of four days for the
sake of giving the backing composite enough time to cure,
7. Connecting Data Acquisition Systems to the Mould
At this stage. all wires (thennocouples. potentiometers. and gauges) coming out of
the two halves of the mould were comected to their data acquisition systems. Channel
ranges in both systems were set in accordance with the recornrnendations given by the
manufacturers.
5.4 Conducting the Trial Test
5.4. i Sfarting the Test
The data acquisition systems (along with the PC's) of both the thermocoupies and
the strain gauges are tumed on at ieast an hour before the test begins, to assure accurate
data collection. A manual data scan is tried fist on the thermocouple, potentiorneter, and
gauge channels to ensure that al1 devices are funçtioning properiy. Both software
programs: Freeze-Thcnv and Wingen are then put in "Start" mode ready for monitoring.
5.4.2 Observing the Test
Upon cIicking the "Staa" buttons on both programs, the monitoring process is
started once the mouId is ready to be filled. During the cycle, the change in the strain and

Production Trial Test of a ~Vickel Shell-mould wilh Fiy Ash Composite Backing I I I
temperature vdues are periodically monitored to check if d l channels are transferring
data properly.
5.4.3 Storing the Data
The scanning of the temperature and displacement readings from the Freeze-ï'hmv
program and for suain readings from the tVingen program is autornatically set at 18 sec.
This interval largely depends on the speed of the module and the nurnber of channels
acquired by the data acquisition system. The recorded data are then saved as separate
files for each moulding cycle (30 minutes). Al1 saved files are in ASCII text format.
which can be opened by spreadsheet sohvare for ediung.
5.4.4 Completing the Test
At the end of the last trial m. disconnect al1 the wires and phgs to the data
acquisition units. then turn them offalong with their PC units.
5.5 Production Test Results and Discussion
This section presents and discusses the production test results. Mechanical
properties of the shell-mould are investigated using collecteci strain and tle'rural
deformation data at différent monitoring points throughout the shell through the cycle
time. Thermal behaviour is checked by measuring shell surface temperature at similar
monitoring points in the mould. Production part quality is aiso checked according to the
quality requirements set by Blanco Canada.
5.5.1 Strain Measurements
Strains measuernents were collected for both-Top and Bottom-halves of the
mould in terms of strain vs. time. Each run extended about 30 minutes. which represents
the cycIe time of the Net ~bfoufding process.
1. Bottom Half
Results tiom the Bottom ha& in terms of strain measurements vs. the. show that
strain curves are not smooth but tend to zigzag. These 'ups and downs' in the strain-

Production Triai Tesr of a Nickel Sheli-mould with Fiy Ash Composite Backing 112
c w e s are probably attributed to factors such as air bag and machine vibrations, chernical
reactions in the injected materiai, and others, aithough more investigations might be
required to reach a m e understanding into the cause of this behaviour. The general trend
in the strain behaviour shows an initial increase in the strain values, durhg the first
hvelve minutes after pressure application. after which strains start to stabilise and Say
steady till the end of the cycle.
Measured strain values ranged between -255 to 270 micro-strains, depending on
the location of the monitoring points. Apparent strains were then calculated depending
on measured temperatures (see Section 4.3.6) using Equation 5. I : 4 5 E,, = - 3 . 8 3 x 1 0 ' + 3 . O 1 x 1 0 ~ ~ - 6 . 5 4 x 1 0 - ~ ~ ~ + 3 . 5 0 x 1 O T - 4 . 2 8 x 1 0 - ' ~ ' ' ( ~ C )
where T is the measured temperature. which ranged between 72 O C and 105 OC. inducing
apparent strains, ETO, in the range of -50 to -90 micro-strains. The corrected strain was
then calculated by Eqzrarion 2 as:
Corrected strains. c;., ranged behveen -165 to 360 micro-strains. and are shown in Figzrrrs 5.21-
j.26 for six monitored runs.
2. Top Half
Results £iom the Top half show strain-cuves that are 'smoother' than those fouad
in the Bottom half. Strain curves exhibited similar trend behaviour. exhibiting s h q
initial increase in strain values dunng the tirst 5 minutes after pressure application. then
stabilising and staying stable till the end of the cycle.
Measured strain values ranged between -340 to 160 micro-strains, depending on
the location of the monitoring points. Apparent strains were caicuiated Ekom measured
temperatures - ranging between 33 OC and 102 O C - using Eqzration 1. inducing apparent
strains' ETO, in the range of-90 to 20 micro-strains. The corrected strains, c;, ranged
between -250 to 250 micro-strains, and are shown in Figures 5.27-532 for six monitored
m.

Producrion Trial Tes[ of a Nickel Shell-mould ivith Fly Ash Composite Backing 113
5.5.2 Measurement of FIexural Deforma fions
As stated earlier, NO potentiometers were installed on presumed critical points on
the Top half of the moulds. Results showed flexural deformations in the order of 3-5
x IO-' mm' which is less than the measuring tolerance of the potentiometen, stated by the
manufacturer as 0.05 mm. Thus. the actuai deflections are likely much Iess than 0.05
mm, the implications of which are considered in the next chapter.
5.5.3 Temperature Measurements
Results of measured temperatures show that the hvo halves of the mould elihibit
different heating regimes throughout the moulding cycle (Figzire 5.33). Results also
show that temperature differences between the maximum and minimum temperatures
arnong rnonitored points are not identical throughout the cycle. and largely depend upon
the temperature of the mould surfàce. Temperature differences may be attributed to the
chernical reaction taking place in the mould. They appear to reach a minimal value once
the moulded part starts solidifying,
1. Bottom Half
Results of the Bortom half show an increase in temperature from about 74-76 O C
to about 101-101 O C from the beginning to the end of the moulding cycle. The
temperature increase and the differences in temperature values between various
monitoring points are not steady throughout the cycle time. and four stages of
temperature behaviour can be distinguished during the cycle (Figures 5.34-5.39):
I" Period takes place in the first bvo minutes aller the mould is filled and shows
an insignificant decrease in its surface temperature - fiom 78 O C to 74
O C . This period aiso shows minor temperature differences among
different monitoring points.
2" Period: occurs over a period of 11-12 minutes. Mouid temperame increases
rapidly, reaching a value of 96 OC in the first eight minutes. After that
temperature keeps increasing at a lower rate: stabilising at a vatue of 98
O C by the end of the period. This period also shows the highest

Production Trial Test of a Nickel Sheil-mould with Fly Ash Composire Backing 1 14
temperature difference among monitoring points, fiom 5.5 OC in the first
half to 2.8 "C in the second half of the period.
3" Period extends for an interval of 7-8 minutes. In the h s t two minutes, the
temperature keeps steady at an average value of 98 OC. Then it increases
slowly till it reaches a peak value of 104-105 OC at the jh minute,
decreasing gradually to stabilise at 101-102 "C at the end of the period.
Temperature differences among monitoring points in this penod are Iess
marked than during the 1" Period. with an average difference of 2 O C .
4" Period extends till the end of the cycle. Mould temperature is stable at an
average vaiue of 10 1 OC. Temperature differences among sensors during
this period are minimal.
Results of the Top half show an increase in temperature fiom about 34 "C to about
101-102 "C from the beginning to the end of the moulding cycIe. The rate of
temperature increase and the differences in temperature values among various monitoring
points are also changeable throughout the cycle. Three stages of temperature behaviour
c m be distinguished during the cycle (Figures 5.40-5.45):
1" Period occurs for an interval of 13 minutes after the mould is fiIled, This
period shows some fluctuations of minor periodic temperature increases
and decreases, aithough the overall behaviour shows no noticeable
change in temperature measurements. The first half of this penod shows
smaii temperature difference among monitoring points, but this
difference tends to increase till it reaches a value of up to 5 OC by the
end of the period.
2" Period- continues for a duration of 7-8 minutes. Fim, mould temperature
increases rapidly, reaching an average value of 100 OC in five minutes.
M e r that, the temperature starts decreasing gradually until it stabilises
at 98-99 O C at the end of the period, This perïod also shows the highest

Production Trial Tesr o f a Nickel Shell-motrld with Flv k h Com~osite Backim II5
temperature difference among m o n i t o ~ g points, up to 5.5 OC at the 18"
minute since the beginning of the cycle.
3"' Period extends till the end of the cycle. Mould temperature is stable at an
average value of 99 OC. Temperature differences during this period are
minimal.
5.5.4 Production Part Qualiîy
Production part quality was tested by the quaiity control team at Blanco Canada.
This test required the foilowings:
1. Measuring the thickness of the production parts (measurement tolerance
up to O. 1 mm), and
2. Ensuring that the surface of each part is glossy and free from blernishes.
Test results show that the prototype produced parts of hi& quality, passing
successfully al1 qudity requirements set by Blanco Canada.
5.6 Conclusions
Experimental results show that fiy ash composite backing is mechanically and
thermaily suitable for backing nickel shell-moulds for the Mer ililotdding application. The
results reveal that that strain values in the nickel shell are relativeiy insignificant (less
than 250 micro-strains) and that flexurai deformations are considerably small ( l e s than
j x IO-' mm)' which means that the composite backing is capable of withstanding the
process-imposed stresses without undergoing any permanent deformation. Themai
results, on the other hand, show relatively srnaII dif5erences in temperature values
between various monitoring points. Temperature distribution dong the nickel shell
surface cari therefore be considered uaiform. Test results clearly show the adequacy of
fly ash composites for shell-mould backing under the conditions of the Net ~llottlding
process. Further modelling simdations are required at this stage to check the poteutid of
this backing to be engineered for other mouids and production processes.

Producrion Trial Test of a Nickel Shell Mouid with Fly dxh Composire Backing 116
HSS STIFFHERS FOR COVER PLATE (TYPICAL)
HSS oQX3OX9 F R N I E ?O HM STEEL PLATE
CONCRETE SACKING
I I
SECTION
Figure 5-2: Secrion viav through the top halfoffhe itlaen 2 mouid

Production Trial Test of a Nickel Shell Motdd with Ft'y Ash Composite Backing 117
F i p e 5.3: Moen 2 ~tfoldpluced on the carrier
Trial MoId
HP 3421A Data Acquisition and
Control Unit
Figure 5-4: Schematic fayourfor the Dam Acquisition
Sysrem of the rhermocoupfes artdpotentiomerers

Production Trial Test of a Nickel Shell Mould wirh Fly dsh Composite Backing 118
Displacemcnt Tmnsducers for rncajurinq lateml gap closure ( h o rquired)
/ l
Section L CE4 Type gauga to rneosura
longitudinal and lbkml stmins in the shell (one per cach diredion)
TOP H A U
SC: Stmin Gauge DT: Dixplacernent Tmnsducer
Figwr j. j: Locurion of srruin gariges and ~hrrrnocotipl~s in iop huij-of [hr ntotrld
Trial Mould I Sciemetric
Made1 231 ND & Mode1251 A
Modules
I L
Cornputer Unit I I I
i - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - I
Figure 5.6: Schemaric Iayour fit- the Daru
A cquisicion Sj~srern of ihe main gauges

Producrion Trial Test of a Nickel Shell iClorrld with Fly Ash Composite Backing 119
Apparent Stnin
' O O i
- - -- - - -- - - -- - -
3~ / I
g m 1
r - 1 ; l m ;
k 1 5 * O ; i \ ,.. 6 -lM , V> Y C 2 Ip 2 -2131 i i ! - - . . .
-1 -** uiiRa
1
l
.m -100 .50 O 50 100 150 MO W1 m
Temperature CC]
Figure 5.7: Apparent srrain for Type CE4 Srrain gauges iby main g a g e manufacnuer)
Figure 58: Thermal fines ut the back of the nickel shell

Production Trial Test of a Nickel Shell Mould ivith Fiv Ash Cam~osite Backin~ 120
Figrre 5.9: Thermd linrs ufrer insrallution ut the bock ofthe nickel shell
1' 1
Figure L IO: Surfce preparation uing dkc sanderfir g a g e installation

Production Trial Tesr of a Nickel Shell Mould wirh Fly Ash Composite Backing II I
Figure 5- I I : Tejlon tape cover ro prorecr srruin p ige s
Figure 5- 12: Appiying Type J coafing fo prorecr gages and lead wires

Production - - li.iul T e ~ t of a Nickel Shell Mold wirh Fly Ash Composite Backing 122
Figure 5. f 3: Type J coaiingprorecrion covered wirh aluminumfiil
Figure 5.14.- Vityl sleeves used for rvire prorection

Producrion Trial Test of a Nickel Shell Mold with FIy Ash Composite Backing 123
Figure 5. 15: Steel ivire collection bo.r iveldedro theframe
Figure 5.16: Wires are &ken out of the rnould through the frome

Production Trial Test of a Nickel Sheli Mofd w i h Fly Ash Composite Backing 12 J
-RI sni 7
Figure j. i 7: Design for poienriomerer imrallarion
Figure 5-18: One of che ovo poien!iomeiers instafiedjor rhe Top mouId

Production Trial Test of a Nickel Shell MoId with Fiy Ash Composite Backing 125
Figure 5.19: Casf ingjiy ash composite into ;the mofd
Figure ir211: Two vibrators (nrunbered 1 and 2) usedfor mir compaction

Production Trial Test of a Nickel Shell hfould with Fly Ash Composite Backing 126
Figure j.2 Strain resultsfor Bottom harfdwing Rm #1

Production T'riaf Tesi of a Nickel Shell Mould with Fb Ash Composite Backing 127
Figtirr 5.23: S m i n ranilts jar Botrom haif of ihe molci cluring Rtin #3
Figure 5.24: Snain remltsfir Bottom haro[ fie mold during Run M

Production Trial Test of a Nickel Shell Mould with Fly Ash Composite Backing 128
Figure 5.25: Srrain reiîulrs for Bortom halfof the mold during Run f 5
Figure 5-26: Strain restdrs for Botrom halfof the mold durïng Run #6

Production Trial Test of a Nickel Shell M0ü1d ivith Fiy clsh Composite Zacking 129
0- y.---
-Sm2 (ml) - S i 3 (ml)
4dCQX19 - -- - - - - - -- - -
l'hm (*l
Figurr 5.27: Strain remlrs for Top halfof the mold dwtng Run #l
Ttmc-Airlai S ( n h (Top Hall')
Figure 5.28: Strain resufts for Top haif of the mdd during Rwi $2

Production Trial Test of a Nickel Shell Mould with Fiy Ash Composite Backing 130
Figure 5.29: Strnin results fbr Top halfqf'rhe mold during Rirn ii3
ffmedxlrl Slraln (Top Han)
Figure 5-30: Strain resulrsfir Top halfof the mold during Run M

Production Triai Tesr of a ~Vickel Shell iMouid wirh Fiy &h Composite Backing 131
4.W03CQ
nm. [sas1
Fiyrrrr 5. J I : Struin rrsrihs for Top hulfoj'rhe moid during Run ij
mm.-Mil Stnh vop Hiif)
Figrrre 5-32. SfraÏn results for Top harof the moid during Run $6

Prodrrciion Trial Test of a Akkel Shell Mould with Fly Ash Composite Backing 132

Producion Trial Test of a Nickel Shell Mould rvith Fly Ash Composite Backing 133
frmpsnrun Rang* (Roitom Hiif, Fint Run)
Figure 5.34: Tmperurirre meantremenr resttlrs for Borrom halj'of rire ~riould during Rut1 R I
Tlllp.nIun Rang* (Botmm HaW. Run I Z )
Figure 5-35: Temperature measuremenr resultsfor Botrom halfof the mould during Run i2

Production Trial Test of a LVickel SheU ~Woirld ivirh Fiy dsh Camposite Backing 134
L
Figure j.36: Temperature meusurement resulrs for Borroni harof rhr mouid during Run $3
Figure 5-3 7: Temperature measirement r m l t s for Bottom ha l f f the mordd during Rwt %

Production Trial Test of a Nickel Shell ~bfouid ivith Fly Ash Composite Backing 135
a.
X I .
0 -
n m [%cl
Figure 5.38: Temperature meusurement results for Bottoni half'of'the morild during Rurt + j
Figure 5.39: Temperature memurement results for Bottom halfof the mould during Run #6

Production Trial Test of a Nickel Shell Mould rvith Fly Ash Composite Bucking 136
Figure 5-40: Temperature memuremenl results for Top hou of the mould during Run $1
Tempntun Range (Top Hmlf. Slcond Run)
Figure 5.4 I: Temperature memurement results for Top ha(fof the mouid during Run B

Production Trial Tesr of a Nickel Shell Mould ivith Fly Ash Composite Backing 137
Figue Id3: Temperature meanirement resdtsfir Top halfof the mould during Run fü

Production Trial Test of a Nickel Shell Modd rvih Fiy Ash Composite Backing 138
.
Tsrnprnhrn Range Vop H a W , F i i Run)
Figure j.44: Temperarure memurernent resriltsfar Top halfof the moaid dtirirtg Rirn #j
Figure 5-45 Temperature meanrremerrt resuh fur Top halfof the mould during Run +6

Interpretation of Production
Trial Test Results
While the previous chapter examined the performance of fly ash composites in
backing NVD moulds using a production nia i test. this chapter considers numerical
simulations a s a means to vaiidate the test data and to gain a better insight h to the overail
performance of fly ash composites in shelr backing. DetaiIed 3D Models of the whole
mould (nickel shell+composite backing+steel kame) are carried out using finite element
analysis with ABAQUSICAE and Standard software. Numerical results shows the
adequacy ofthe fly ash composite backing for the Net ibfurtlding process and its potential
to be engineered for other moulds and production processes.
6.1 Numerical Modelling Using ABAQUS
Numerical modelling of the NVD mould required constructing two complete 3D
Models representing the Top and Bottom halves of the mould. The main components of
each model are the nickel shell. the fly ash composite backing and the steel frarne.
Because of the complexity of the rnodels. some revisions were necessary to avoid
memory problems in the cornputer system or convergence problems in the
.4E4AQUS/Solver during analysis. This required the introduction of some simplifications
of the geometry of the mould and choosing suitable types of modelling elements that are
easy to manipulate during 30 Modelling. A sensitivity study using 2D Modelling is
necessary at this stage in order to investigate the influence of these revisions on the frnai
mode1 design.
6.1.f 20 Modelling
Since 2D Modelling is considered only to investigate the intluence of some design
parameters on the f - 3D Model, it is not necessary to model both hahes of the mouid.
Hence, only the Bottom half is presented here. Also, due to the symrneq in the
eeometry, load and boundary conditions of the Bottom mould, only haif of its 2D -

Interpretation of Producrion Trial Tesr Rrsul~ 140
section is modelled. Figures 6.1 and 6.2 show two cross-sections of the trial mould and a
view of its 2D-meshed model, respectively. This model consists of the following parts:
FI: P r r f i ~ r c Due Lu Uije~zeci &:erinl F-t Pressure DUC tO .Aar f ies
Figure 6.1: Secrion vtew dong the lengzh of the model representing the Bortom
halfof the trial mould
Figure 6.7: Secrion view along the rvidth of the modelrepresenring the Borrom mould (lefi,
and a SD-meshed model of the mortld kighq
1. The 1WD shell: the nickel shelI is modeIIed using Euler-Bernouli beam section
with a rectangular cross-section of type B23 (two node cubic beam) tvith three
degrees of freedom (two dispiacement, rix and ri,, and one rotational, &) at the

fnterpretation of Production Triol Test Results I I I
nodes, These elements use Simpson's rule as the integration method with 5
integration points along the thickness of the beam. Material properties of the
NVD shelI are defined using linear eIastic parameters ( E 4 O GPa and v=0.3),
which were determined based on compression/tension tests (see Chapter 2).
The Sreelfime: this is modelled using homogeneous continuum
stress/displacement plane strain elements. Two types of elements are used for the
sensitivity study (Section 6.1.2): 3-node linear triangular elements of type CPE3
and cl-node bilinear quadriiateral elements with reduced integration and hourglass
control type CPE4R. Both elements have two degrees of fieedom (displacement)
with one integration point.
Linear elastic material parameters of standard structural steel are used to
define the material properties of the frames (E=204 GPa and d . 3 ) .
3. The jly ush composirefiller: this is modelled using the same elemcnt sections and
types as thosc of the steel frme. The material behavior, on the other hand, is
simulated using a general exponent Drucker-Prager materiai rnodel, based on a
numerical modelling approach using triaxial test data and ABAQUSIStandard
sothvare (see Section 4.4).
The load is applied as a uniform distributed load (*DLOAD) with a value of 0.8
MPa to the front face of the Borrom mould. Another distnbuted load (0.8 MPa) is
applied to the boaom face of the Bottom mould due to rhe air pressure exerted by the air
bags (hoses).
Boundary conditions are such that the node where the steel frarne of the Borrom
mould is clamped to the frame of the mouid-carrier is considered fixed, Le., ail degrees of
keedom (DOF) are constrained at the specified point. In addition, the nodes of the NVD
shel that are in contact with the steel frame have their rotational DOF constrained
(Figure 6,3).

Inrerpreration of Production Trial Test Results II2
Contact Arw beheen N M Shdl cnd Steel Fmme:
odes with Rototianal OOF Canstrained
Boundory
Point rhore Stesl Frame is Clarnped to Mould-Carrier: blodc with Fixed Boundary Conditions " : ;
Bottom Half
Figure 6.3: Boundary Conditiom ofthe 2D model simularing the Botrom mould
6.1.2 Sensitivity Sfudy
Parameters that influence the model design are:
1. Geometry of the Mouid
Round vs. chamfered edges: edgeslcomers of the NVD Shell (in the
triai mould) are ail curved. with various radii of curvature throughout
the rnould. This adds to the complexity of the model. A solution to
this problem is to use chamfered corners instead. Hence, 2D
Modelling results of curved verse chamfered edges are checked to see
if chamferhg the edges could adversely effect the integrity of the
results.
Tapered vs. straight sides: the sides/walls of the mal mould are tapered
with an average angle of inclination Eiom vertical of 5.86 degrees.
The model design can be simplified by using verticd wails.
Therefore, modeiling resdts are checked and compared between
moulds with tapered and verticai sides.
2. Tnangdar vernis @radrilateral Elements
ABAQUSICAE uses an automatic Free Meshing technique that uses
triangular and tetrahedral elements only. This technique can be appIied
to alrnost any 2D or 3D Mode1 shape (see Section 6.2.5 for details).

Interprerarion of Production Trial Test Reiîulrs IJ3
Therefore, the effect of using tnangular eIements in the simulations is
checked. which requires studying 20 modets using
triangular/quadrilaterai elements and comparing their modelling results.
3. Size of Elemenfs
Mesh density is an important factor in fuiite eternent modelling.
Consequently, the size of the modelling elements is checked in order to
reach the optimal element size for the final 3D models. Elements that are
2.5. 10, and 20 mm long at each side are tested in this study.
6.1.3 Results and Conclusions
As noted earlier. the objective of the sensitivity study is to investigate the
influence of introducing some revisions to the model design. Several 2D models with
different design parameters were made as follows:
1. A 2D model representing the actual geometry of the nickel shell was first made.
Results show that the direct strains (dong the Iength) of the nickel shelI are in the
range of -3.749 xloJ to 2.45 IO-'. Flexural defomations, on the other hand,
reached a maximum value of 3.5~ 10'~ mm. Compared to the models with
simplified geometry (straight walls and chamfered edges). this models shows
minimal stress concentration at corners and edges (Figiire 6.4).
2. A simplified mode1 with vertical walls and round edges was next made using both
quadrilateral and triangular continuum elements to simulate the backing system.
Both models show dose results in terms of their strains and flexurai deformations.
Models with triangdar and quadrilateral elements show maximum flexural
deformations of 3.1 J8x 10" mm and 3.822~ 1 O-' mm, respectively. Axial strains
in both models are in the range of -4.54 x 1 O+ to 2.624~ 1 O-'.
3. The size of modelling elements is checked using a simplified mode1 with
quadrilaterd continuum eiements that are 2.5, 10, and 20 mm long at each side.
The fine mesh (2.5 mm) model shows improved results compared to the coarse
mesh (20 mm) model in tenns of stresdstrain concentration at the corners
(Figures 6.7). Nevertheless, the range of the strain and deformation resdts is
matchîng in aii three models.

lnterpretation of Production Trial Test Results 144
4. Finally, a simplified ?D model with vertical walls and chamfered edges was
made. blodelling results show similar behavior in terms of stress and strain
distribution, for both chamfered edges and curved edges. Axial strains in the
nickel shell are found to be ic t ie range of -5.34~ lo4 to 3 .Qx 10". Flexural
deformations in the nickel shell are a bit higher than before, reaching a mavimurn
value of 4.2 1 x 1 O-' mm (Figirre 6.8).
From these results. differences were assessed to be acceptable for this work. Thus
the simplitied geometry will be used in the final 3D Mode1 design. As for the density of
the mesh. results show that fine meshing is required in areas close to edges and corners,
but a coarser mesh will suffice elsewhere. A good strategy in Our modelling scheme is
therefore to seed the 3D rnodels biased totvard the edges or vertices. This will result in
increasing the density of the mesh toward the edges (element size in the range of 2 to 3
mm), while keeping coarser rneshes in other areas where stresslstrain gradient is minimal
(element size in the range of 10 to 20 mm),
6.2 3D Modelling
Geometry data representing the two haIves of the mould (Top and Bottom) were
tirst built in AutoCAD Release14 (by Autodesk) using 3D solid modelling (Figire 6.9).
This model was saved in .sut (ASCII) file format - ACIS format. ACIS is an object-
onented toolkit designed for use as a geometry engine for modelling applications and is
considered the industry standard for geornetry modeIling. The ACIS files were then
imported into ABAQUSKAE, an MAQUS environment providing a user-fnendly
interface for creating, submitting, monitoring, and evaluating results fiom
ABAQUSIStandard and ABAQUSExplicit simulations. ABAQUSICAE is divided into
moduIes that define the main logical aspects of the modeIlhg process. such as defming
the geometry, defining materiai and section properties, and generathg the mesh.
A8AQUSICAE c m also be used to read the output database and view the results of the
anaiysis.

interprerarion of Production Trial Tert Resirlfs 145
Figure 6.4: Resuirs of a I D mode1 representing actr~af geometry of the rnould: a) miai straim, 4, 6) f l e x ~ v d deformationr, U c) Mises Siruser

fnrerpreration of Production Trial Tar Remlts 1-16
Figure 6.5.- Reniits of a ZR madel rvih round edges and rrianguIar efemenfs: a) a i a f straiw, b) jeturu1 d~ormations. U c) iMises Stresses

Interpretation of Prudttction Trial Test Remlts 147
Figure 6.6: Rm11s of a 7D mode1 with round edges and quacùiIatera1 elemenrs: a) miuisnuins. ES, 6)flertiral deformatiom, iJ c) Mises Stresser

Inrerpreration of Production Trial Test Results 148
Figure 6.7: RerrrIts of a ZD mode1 with round edges andfine mesh elemenrs (2.5-mm): a) a ia l strains. E,, b)/Ierur~l deformations, Cl c) Mises Strmses

lnrerpreration of Production Trial Test Resuits 119
Figure 6.8: Results of a 70 mode1 with chamfered edges: a) axial srraim. .CI,
b) fiexural deformariom. U c) Mises Stresses

Interpretation of Production Trial Tesr Results 1 30
Due to the symmetry in the geometry, loading and boundary conditions of bath
Top and Bottom models. only one quarter ofeach model is simulated and analyzed
(Figures 6. IO and 6.1 1).
Figure 6.9: Modrling Top and Bottom Mouldr ttsing C.4 D sofnvare
Figure 6.10: Front and rear vieivs of ihe FE model of the Top rnould

lnterpretarion of Producrion Trid Tesr Reszilts 151
Figure 6.1 Ir Fronr and rear views ofrhe FE model of the Bottom moidd
6.2.1 ABAQUSKAE Part Module
Parts are the building blocks of an ABAQUSKAE model. and are usualiy created
in or irnported into the Part moduIe, For example, the CAD drawing was irnported (in
ACIS format) into the Part module [O create the mould-part. This module aIso gives
some "properties" to the parts like "part modelling space" (three-diensiona1) and "part
type" (deformable).
6.2.2 Section Properties
The nickel shell is modelied using a hornogeneous 3D shell section with 6-node
triangdar stress/dispIacement elements of type STEü65 with five degrees of ûeedom
(three displacement and two rotational) at the nodes. These elements use Simpson's nile
as the integration method with 5 integration points aIong the thickness of the shell.
Material properties of the NVD sheI1 are defined using linear eiastic parameters ( E d o
GPa and d - 3 ) , which were determined baed on compressiodtension tests (see Chapter
2). However, an approximation to the strains locked into the shell wiII be checked
afierwards, using the procedure described in Section 2.2.5.
SteeI frames are modelled using a homogeneous 3D solid section with modified
quaciratic tetrahedrd stress/displacement elements of the type C3DlOM. Each element
has 10 nodes with three degrees of kedorn (displacement), and four integration points-
Tetrahedrai elements are geornetricaliy versade and convenient to mesh complex shapes

Interpretation of Production Trial Tesr Results 152
and are usuaily used in automatic meshing algorithm. Second-order elements usualIy
provide higher accuracy than fmt order elements for "smooth" problems that do not
involve complex contact conditions. They capture stress concentrations more effectively
and are better for modelling geometric features. The "modified tetrahedral elements, on
the other hand, are often used in contact problems because the contact forces are
consistent with the direction of contact.
Linear elastic material properties of standard structural steel are used to define
this material, Le.? E=204 GPa and 4 . 3 .
The tly ash composite Mer is modelled using a homogeneous 3D solid section
with tetrahedral stress/displacement elements of type C3D 1OM. The material behavior is
simulated using a general exponent Drucker-Prager material model based on numerical
material modelling using ABAQUSIStandard sofnitare (see Section 4.4).
6.2.3 Shell-Backing Interaction
ABAQUS/CAE contains the Interaction module that allows users to define and
manage different types of interactions between regions of a model or between a region of
a model and its sunoundings. In our model, the interaction between the NVD shell and
the fly ash backing is simulated using the TiedSuSace Interaction. which allows the user
to fuse together two regions even though the meshes created on the surfaces of the
regions may be dissimilar. Creating a Tied S ~ i ~ c e Interaction in ABAQUS/CAE is
anaiogous to including *CONTACT PAR. TIED option in a solver input file.
6.2.4 Load and Displacement Boundary Conditions
Load and displacement boundary conditions are applied to the model using the
Load/BC/IC module in ABAQUSEAE. The m o d e h g technique adopted in this mode1
is similar to that used earlier for modeliing the mass-cast backing (Section 3.75). The
system is modelled as such: Loads acting on the shell-mould fiom the injected materiai are
first taken by the NVD sheIl surface. then transferred to the composite filler, which
transfers the loads to the steel fiamelbox. This load is appIied as a uniformiy distributed

Interpretarion of Production Trial Test Results 153
load oFO.8 MPa to the front faces of the two halves of the rnoulds. Another load -due
to the air pressure exerted by the air bags (hoses) - is applied as a distributed load of 0.8
MFa to the bottorn face of the Bottom half of the rnould, as shown in Figure 6.1.
Boundary conditions are such that the points where the steel fiame of bath halves
of the mould are clamped to the fiame of the carrier are considered fixed, i.e., al1 degrees
of tieedom (DOF) are constrained (shown as boundary condition rype 1 in Figure 6.12).
Points on the NVD shell that are in contact with the steel frame have theu rotational DOF
constrained (ope 2) . Symmetry boundary conditions are applied to hvo faces of each
mode1 (ype 3).
Figure 6. IL: Boundary conditions of the 30 Mode1s.- 1) displacement DOF consrrained, 2)
rotational DOF conrrrained, and 3) synrmetry boundary conditions applied to the faces

Inrerpretation of Production Trial Test Results 154
6.2.5 Assembly Mesh Generstion
ABAQUSICAE is capable of generating meshes in the Mesh module with various
levels of mesh control and automation to meet the needs of the analysis. ABAQUSICAE
c m use a variety of meshing techniques to mesh models of different topologies:
1. Smtctured meshing: this technique uses hexahedrar and quadrilateral elements for
three and hvo-dimensional models, receptively. It applies pre-established mesh
patterns to particular models. however most unpartitioned models are too complex
to be meshed using this pattem, Therefore, the user is prompted to partition
complex models into simple regions with topologies for which structured meshing
patterns exist.
2. S~vepf meshing intemally generates a mesh on an edge or face and then
extrudes that mesh dong a sweep path or revolves the mesh around an a ~ i s (of
revolution). Like structured meshing, swept meshiiig uses hexahedral and
quadrilateral elements for three and two-dimensional models, receptively, and is
limited to models with specific topologies and geometries.
3. Free Meshing uses tetrahedral and triangular elements for three and two-
dimensional models, receptively. It is the most flexible meshing technique. Free
meshing uses no pre-estabrished mesh pattern and can be applied to almost any
model shape.
Since the geometry of both Top and Bottom moulds is complex. using structured
and swept meshing required adding different types of partitions to simplifj the models,
The resulting meshes were too stiff and their qudity was unsatisfactory. Free meshing
was selected as a better alternative. Modified quadratic tetrahedrd elements of type
C3DlOM were used to generate the rneshes. Mesh density was adjusted using the Seed
command in the Mesh module. Seeds are markers placed dong the edges of a region to
speciQ the target mesh density in that region. ABAQUSiCAE generates meshes that
match these seeds as closely as possible. For our model, mesh-seed distribution was
generaily biased toward the edges, increasing mesh densities in those regions, and
generating finer meshes for more accurate results in areas where stress gradients are

Inrerpreiation of Prodiction Trial Test Results 155
elcpecied to be high. The final mesbes of the Top and Bortom moulds are illustrated in
Figures 6.13 and 6.14.
6.2.6 Submiffing the Job
The next step is to submit the job to ABAQUSiSkmdard for analysis. Once the
analysis is completed successfully, AE3AQUSICAE automatically generates an input file
for the job. dong with other files associated with the anaiysis (the output database, the
message file, the status file, etc.).
ABAQUS/CAE uses a Vistiaiisation module tu view the model and the results of
its anaiysis. tt plots the deformed and undeformed shapes of the model. the results in
contour foms or in the form 0f.r-y graphs. etc.
6.3 Modelling Results
One of the advantages of using numerical simulations is the ability to andyze a
wide range of variables. some of which are not possible to obtain fiom experimentd
testing. For exarnple. during the trial test, field variables that were feasible to monitor on
the nickel shell were axial strains, temperature, and flexural deformations. Hence,
numericai modelling dlows better understanding of the collected prototype performance
data.
For the sake of vaiidating and interpreting the trial test data. rnodelling results are
presented in this section in terms of miai strains and flexural deformations in the nickel
s hells of both the Top and Boriom moulds.
6.3.1 NVD Shelk Top Mould
ModeIling resdts show that direct &us, CI and E?, in the nickel sheU of the Top
mould ranged between -255 to 395 and -298 to 365 micro-strains, respectiveiy (Figures
6-15 and 6.16). F l e d deformations, on the other hand, are in the range of 2x10~-
5x10" mm (Figure 6.1 7). The mode1 dso shows that the Top mouid exhibited oniy
h e a r behavior tiirough the trial since plastic strains at any point were equd to zero.

Interprerarion of Producrion Triai Test Results 156
Figures 6.16 and 6.17 also show that strain gradients at the monitoring points
(locations of strain gauges in the production trial) are in the range of 6-8xl0-'- These
gradients are considered insignificant' and clearly validate our notion on the location of
the motoring points that was described in Section 5.3.3.
6.3.2 NVD Shell: Boîtom Mould
Modelling results show that direct strains in the nickel shell of the Bottom mould
are in the range between -165 to 775 micro-strains for E,, and -65 to 172 micro-strains
for EZZ (Figures 6.18 and 6.19). FIexural deformations, on the other hand, are
considerably lower han those seen in the Top portion. ranging in value fiom 1 . 5 ~ 10'' to
4% 1 o4 mm (Figure 6.20). The Bottom mould also exhibited linear behavior with no
plastic strains s h o w at any point in the model.
Figzrres 6.18 and 6.19 also show insignificant strain gradients ( M x 10-~) at al1
monitoring locations pertaining to strain gauge installation in the Bottom Mould.
6.3.3 Checking Strains Locked into the Nickel Shell
The NVD material was modeiled as being linear elastic. This did not account for
the plastic strains locked into the nickel sheI1 on initia1 peak loading. However, an
approximation to the magnitude ofthe plastic behavior was described in Section 2.2.5.
which can be applied here by.
1. C hecking critical stress (O-) and strain (E-) resdts in the nickel shells
for both Top and Bottom moulds. These results are found as,
cm, =38 .5~Wa 1 for the Top mould, and E,, = 2.38 x IO-"
O,, = 25.4 ~bPa for the Boitom mould
E,, = 1.668 x 10"
2. Finding the total strains (G,,~,) corresponding to the critical stresses in (1)
using either Eqzration 2.1 or the chart given in Figure 1.7.
= E,,~~ = 2-70x 104 (for the Top mould), and

lnrerpretation of Production Tria! Test Resulrs 157
E,,~ = 1.75 x 10 (for the Bottom mouid).
3. Findimg the plastic (+) strains iocked into the nickel shell as,
3 s, =1.16x 10" (for the Top mould), and
,cP = 8.09 x 1 O 4 (for the Boitom mould).
Plastic strains are relatively small and represent only 4.32% and 4.6% of
the tom1 strains in the Top and Bortom moulds, respectively.
6.3.4 Stresses in the Fly Ash Backing
Stresses in the fly ash composite backing are checked at two critical nodes in each
half of the mould. Critical stress values are selected using the tabular data report in
ABAQWCAE by assigning ma~imum value summaries for the Borrom and Top Parts.
Maximum stress results are then andyzed in tems of Mises stress (or second deviatoric
stress invariant, G) vernis fira stress invariant, J!, and compared to the material
faihre enverope (see Chapter 4). Modelhg resdts show that stresses in the fly ash
backing in the Top and Bortom rnodds are less than 22% and 12%: respectively. of their
critical values. i.e.. the faiIure lirnit. These results are shown in Table 6.1 and Figtire
Table 6.1: Stresses in the Boitom mould in relation ro iheir failure limit
.
TOP MOüLD
Mises S t 1 h [ S; 1 J [ %oflitnit

lntrrprerarion of Producrion Trial Test Resulfs 158
6.3.5 Result Validation
tt was noted in Chapter 5 that triai test results showed f lemai deformations
below that of the measuring tolerance range of the potentiorneters (stated by the
manufacturer as 0.05 mm). This obsenration was confirmed by the modelling results,
which show deforrnations on the order of 4.jxl0-'-5xl0-~ mm. Thus, result validation
will not consider deformation test data and will be Iimited to strain results.
1. Selecting Strain Values from Trial Data for Result Validation
tt was shown from production tria1 data (Figures j.21-5-32) that strain
curves are not smooth but have many 'ups and downs'. FE modelling, on the other
hand. results in constant strain values determined at the last increment of tirne or
last r u . Therefore. For the sake of comparing modelling to triai test results,
certain values have to be chosen from the trial strain curves. This is accornplished
b y,
1. Finding averaged strain curves from different trial Runs. for both
Botrom and Top moulds. An example of this is shown in Figtres 6.22
and 6.23;
2. Checking the time corresponding to minimai temperature differences
m o n g the monitoring points in both moulds (Figure 5.33);
3. Checking the time corresponding to minimal ternperature difference
benveen the Bortom and Top moutds (Figure 5-33);
4. Choosing a short duration (1 50-200 sec) on the strain c w e s (Figures
6.32 and 6.23) where the strain behavior is relatively smooth; and
5. Analyzing strain values during this period.
Following steps 1 to 5, the interval fiom1200 to 1400 seconds was chosen for
evaluating the strain values. Minimal and maximal strain vaiues for each gauge,
dong with their corresponding modelliig results are shown in Table 6.2. Strain
curves during this interval are aIso depicted in Figures 6-24 and 6.25.

Inreroretation of Prodimion Trial Test Resulrs 159
2. Comparing Modelling to Trial Data
From Table 6.2 and Figures 6.24 and 6.2j, comparing experimental to modelling
data shows the following:
Table 6.2: Comparing strain values benveen erperimenral and numerical resulrs
Percentage 1 Point # 1 ~ x ~ e r i m e n î s Modeling
EI I
1.67E-O4
1.67E-04
1.67E-04
1.67E-O4
-1.1 1 E-O4
4.18E-05
4.1 8E-05
6.18E-05
2.54E-04
2.54E-04
2.54E-04
7.54E-O4
7.85E-05
-8.Q E-05
7.85E-05
7.85E-O5
&=
Min
-1,lSE-O4
-9.80E-05
Min
2.60E-O4
2.47E-04
EI i
M a
3.63E-O4
?.SE-O4
-?.ME-05
8.9 1 E-05
1 .23 E-O4
9.06E-05
iMax
4.3 8E-O4
4.02E-04
1 -4OE-O4
-1.51E-04
1.61E-04
1.73 E-04
€ 1 1
Bottom I Min
EZ
-2.43E-04
-2.42E-04
-2.42E-04
-2.42E-O4
7.95E-05
-1.65E-04
- 1.65E-04
-1.42E-04
1.94E-O4
1.94E-04
I.94E-04
1.94E-04
2.42E-O4 - ~
2.64E-O4
2.42E-04
2.42E-04
EE
M a
-1.53E-04
-1.19E-O4
Max
2.77E-04
3.64E-O4
I I
Exp/Mod
7 I.?6%
63.17%
7 1.72%
4929%
match
match
match
match
63*62%
74.66%
69.5 1%
78.87%
63.86% - -
71.14%
52.16%
49.47%
2.35E-04
. ? l 3
4
5
3.33E-04
-1.06E-04
j 6 1 -5.40E-O5
7
8
TOP
9
?.OSE-O5
6.02E-05
Min
3.99E-04
Io 1 I 1 1 3.65E-O4
12
13
14
15
I6
1.73E-O4
-1.19E-O4
' 1.31E-04
1 .BE-04

lnrerpreration of Production Trial Tesr Resulrs 160
1. For direct strains, E[ , (dong the iength of the shell), experimental results at
monitoring points 13: and 9-1 6 are larger than their modelling counterparts
by a margin of 50-72% (shown in boid in the Percentage column of Table
6.7).
2. For direct strains, (dong the width of the shell), experimentai data at
monitoring points 2 and 4 are smaller than their modelling counterparts by a
margin of jO-62%.
3. Monitoring points 5 to 8 (located on the sides of the nickel shell) showed
direct strains. E,,, that are consistent with the modelling results.
6.4 Conclusions
It is shown that, qualitatively. experimental and modelling results are consistent in
representing the overall strain behavior of the nickel shell rnould under the imposed
conditions of the production trial. These results may agree or differ by a margin of + 5C-
70% depending on the iocation of their monitoring points.
Whiie experimentai data show that composite backing is both mechanicaily and
thermally suitable for the Net iidorrlling process. modeIling results helped validate these
results and elucidate the performance of the NVD mould as a whole (nickel shellifly ash
backing+fame). Modelling resuIts also show insignificant strain gradients (in the order
of 2-8x 10-7 at al1 monitoring points where strain gauges were installed in the production
trial. These results validated our notion on proper selection of the rnotoring points.
The mode1 clearly shows that tly ash composite backing is capable of
withstanding the process-applied stresses without undergoing any permanent
deformation. in fact, results show that deformations in the nickel sheiis are extremely
smaiI, and that stresses in the composites are relatively insignificant- Iess than 12 and
22% of their limit of failure for the Bortorn and Top rnoulds, respectively.

Interpretarion of the Trimiol Test Resrrhs 161
Figure 6- 13: F U mesh simulaiing the Bottom harof the rnould
Figure 6.14: F U mesh simulaiing rhe Top hayofrhe mouid

Inrerprerarion of the Trial Tesr Results 162
Figure 6.15: Contour plots representing a i a i strains, E,,, in the Nickel shell of the Top mozrld
Figure 6.16: Contour plots representing mial strains, 63 in the Nickel shell of the Top mould
Figure 6.17: Contour plots reprnrentingflerr~ral deformations. II. in the Nickel shell of the Top moufd

Interpretation of the Trial Test Resulfs 163
Figure 6.18: Contorr plors representing axial strains, KI,,, in the Nickel shell of the bottorn niould
Figure 6.19: Contourplon representing aria! strains, &a. in the Nickel shell of the botrom moulii
Figure 6.20: Contour plots representingfrmral deformafions, U in the Nickel shell of the bottorn mould

Interpretation of the Trial Test Results 164
Dnicker-Pager Exponent Criterion 50 -
First Stress Invariant, JI
Figure 6.2 1: Stresses in rhejiy a h backing of bath Top and Bottom Motil& in relation ro rheirfaiiirre envelope

Interpretalion of ihe Triai Test Reszilts 16j
Time-Axial Strain (Bottorn HaII) --
-SGl (amage) - SG2 (amge)
a.fm-x ,- - - S Q (amrage) - SG4 (amrage) 1 -SG5 (awnge) -SG6 (aierage)
- SGï (average) Oooo4 i - S a (amrage)
Tirne-Axial Stnin (Bottom Half)
a m ---- --
L .
Time [Sec]
Figure 6.22: rlveruged strain ninies of sir Runr (above), andstrain m e s during intewal 1700-1400 second(be1oru) for the Botrom halfof the mould

Time-Axial Strain (Top Hait')
Time pec]
lime-Axial Stnin (Top Haif)
1
a, 1
O- 2 . .
Figure 6.23: Averagedsrrain curves of sir Rttm (above), and srruin m e s during interval 1200- 1400 second (below) for the Top haifof rhe mould

Conclusions and J Recommendations
7.1 Summary
This thesis proposes a new technique for using fly ash composite fillers to back
nickel shell-moulds. First, the properties and behavior of the nickel shell were
investigated using experimental beam-bending and axial compression~tension tests.
Based on the test results a constitutive mode1 was introduced that simulates the
mechanical behavior of NVD material. Subsequently, a general study of conventional
backing systems for nickel shells was carried out using both analytical and numerical
approaches. Meanwhile, mechanical testing was considered for two conventional
backing materials: epo'ry and polyrner-concrete composites. Triavial compression tests
were conducted on epoxy composite specimens. based on which a constitutive mode1 is
proposed. Uniâuial compression strength tests were carried out on polyrner-concrete
(type HTSOS) specimens to find the material's stiffness and strength behavior.
The project then proposed using fly ash composites for backing nickel shell-
moulds. The material properties of the fly ash composite mixtures were therefore tested
experimentally for strength, stifmess and thermal behavior through Proctor compaction
tests, unconi'ned and confined compression tests, and thermal conductivity tests.
The fly ash composite backing was then studied in the context of the parameters
of the industrial p m e r ' s Net Moitlding process. A preliminary fly ash mix design was
identified to meet the criteria of placement and repair, stiffness, strength, and thennai
performance. Constitutive models were assigned and calibrated for the selected fly ash
composite miu design using ABAQUS finite elernent software.

Conclusions and Recommendarions 168
The next stage in the project wu to use the selected fly a h composite backing in
a production trial test of a prototype NVD mould. This included setting up and
instnunenting the modd so that its performance can be monitored during the production
triai. Mould instrumentation included uistailing strain gauges, thennocouples, and
displacement transducers at different monitoring points on the back of the nickel shelI.
Production trial data were then colIected, analyzed and incorporated into special tables
and charts.
NVD mould performance was then simulated using 3D finite element models
using ABAQUSICAE and ABAQUS/Standard software. Some simplifications were
considered for the 3D-mode1 based on a sensitivity study (using 2D-modelling) that
investigated the influence of these simplifications on the mode1 design. Modelling results
were then presented, analyzed, and compared to the production trial data.
7.2 Conclusions
The main disadvantage of conventionai backing fillers (Le.. epoxy and concrete
composites) for nickel shell moulds is the dificuiw of rebuilding the mould in the event
that the themai lines need to be repaired or reconfigured. This project proposes an
alternative backing system made of cementdi y ash:sand composite. Properties of the
new fly ash composite backing are: ease of placement. rapid curing, appropriate
mechanical and thermal performance. and easy removal for mould repair. This means
that the fly ash mix should have reIatively low strength (in the range of 5-8 MPa) and a
reiatively high b u k stifiess (over 2 GPa).
Expenmentai test results show that fly ash composites can be engineered to reacit
a uniauid compressive stren-gh up to LS-20 MPa, and a bulk modulus in the range of 5-7
GPa. Test data also show that composite strength is noticeably affected by the value of
confining pressure, increasing 3 4 fold upon increasing the confining pressure fiom O to
5 MPa.

ConcIusions and Recommendarions 169
Based on the test results, a composite mix design (Mixture 2) is recommended
that fits the requirements of the Ner Moulding process. The selected mix is a combination
of cernentzfly ash:sand in the ratio of 1 : 10: 15. respectively. The recommended mix has
the following properties:
1. Relarively High Densiry: the mix gave the highest r n a e u m dry density
among the mixes tested (2120 kg/m3);
2- =Ippropriare srrtrcrrtral support: the rnix c m be engineered to attain a uniaxial
strength in the range of 5-8 MPa and a bulk modulus over 2 GPa (for
adequate stiffness);
3. High Early Strength: test results show that if early strength cernent (Type 30)
is used as the cement component. the proposed mix could attain a unimiai
strength of 4-5 MPa in a rnatter of 3 4 days; and
4. High iriarial sfrengrh: From the tris~viai test data, ~bfirtirre 2 shows a
substantial increase in both stiffness and strength associated with increase in
the conf~ning stress.
Experimental data from the production trial show that the selected fly ash
composite is both mechanically and therrnally suitable for backing NVD shells under the
conditions of the Nef Moulding process. Modelling resuits validate the experimental
results and eIucidate the behavior of the composite backing and the performance of the
entire NVD mouid (nickel shelh-fly ash backing+frarne). Both experimental and
numerical resuIts are in good agreement in presenting the behavior of the nickel shell
under the imposed conditions of the production trial. The mode1 clearly shows that the
fly ash composite backing is capable of withstanding the process-applied stresses without
undergoing any permanent deformation of engineering significance. Modelling results
show that deformations in the nickel shells are very small, and that stresses in the
composites are only 10-1 5% of their limits of failure.
Both modeIlhg and test results clearly show the adequacy of using fly ash
composites for backing nickel sheii-mouids, under the conditions of the Net Motilding
procesa Results aIso show that composite backing can be engineered to provide a wider

Conclusions and Recommendations 1 70
range of properties that would make it compatible with other moulds and production
processes.
7.3 Contributions of the Thesis to Science and Industry
7.3.1 Invesîigating the Mechanical Behaviour of hWD Shells
1 Contribution to science
This project enabled us to gain a better insight into the behavior of NVD shells,
particularly their elasto-plastic behavior with respect to strength and stiffness. This was
accomplished by finding a constitutive law chat best fits the stress-strain results of the
&.uial tension/compression tests (Section 2.2.2). then incorporating this model into the
results fiom the beam bending tests (Section 2.2.3).
7. Contribution to inhstry
A process was developed for determining the suitability of analysis results based
on assumed nickel shell behavior (Section 2.23) .
7.3.2 Guidelines for Backing h W Moulds
1. Contribution to industry
At the begiming of this project. mechanical design approaches pertaining to shell
mouids were Largely empirical, due to many operational constrains that must be
accounted for. This project was able to quantify the operationai factors that constrain the
design of NVD moulds and summarized them in the form of guidelines. These
guidelines were incorporated into a handbook on NVD mould design [IRDI, 19971, For
assisting mould designers in conducung a rationai Suess anaiysis of any NVD mould.
7.3.3 Investigating the Mechanical Properties of Conventional Backing Fillers
I. Contribution to science
This project conducted two experirnental programs on bvo existing NVD backing
fiIlers, resin epoxy and polymer concrete. Triaxial tests were conducted on resin epoxy
specimens, based on which a constitutive model is proposed (Section 3.3.3). A uniaxial
compressive test program \vas then conducted on polymer concrete specimens, and

Conclusions and Recommendarions 171
results of which were analyzed in terms of stress-strain behavior, and a strength envelope
was proposed (Section 3.4.3).
1. Concribucion to indmry
Mechanical properties of resin epoxy and polymer concrete were previously
unknown to the industry. The resin epoxy constitutive mode1 was used to quanti& the
behavior of existing backing systems of NVD moulds [IRDI, 19971. The polymer
concrete uniaxial test results, on the other hand, were usehl in demonstrating to the
industrial partner (Blanco Canada) that the concrete is unsuccessfully strong with the
detrimental sequence of being difficult to remove in the event of a mouid rebuild.
7.3.4 Characterizing the Appropriate Material for Proposed Nickel SIiell Backing
Several manufacnirers, aside from Blanco Canada, use mould backings of "hi&
tech" concrete and epoxy composites. The manufacturers' main consideration appears to
be the strength of the backing materiai. However, for moulds subjected to predorninantly
compressive stresses, the main design consideration for the backing should be stiffness.
Illustrating the significance between strength and stiffness in the context of shell mould
backing is one of the major contributions of this thesis.
The advantage of the proposed fly ash composite is that it has high stiffness, yet it
is easy to remove because of its relatively low stren,&. This enables selective repair of
the mould in which only a portion of the backing bas to be rernoved to repair or rebuild
the thermal lines in a locaiized area of mouid imperfection. In contrast, conventional
moulds, in the event of thermal line damage, generaliy have to be totally stripped off their
backing and then rebuilt. Repairs of the fly ash backing are also much faster than
conventional backing, and may even be carried out on the production floor. This is
particularly important in terrns of rninimizing Iost production time for the client, which is
ofien more expensive than the cost of the repair itself.
7.3.5 Studying the Material Properties of Fly Ash Composites
I. Conrribttrion ro Science
While many researchers have investigated the material properties of fly ash
composites, non of the found literature examined radia1 strain results. Measuring radial

Conclusions and Recommendatiom 1 72
(and consequently voiumeuic) strains is critical for studying the triaxial strength and
stifhess properties of the materiai, yet it is the most difficult aspect of the triaxial testing.
This project was able to design and conduct successful triaxial compression tests on fly
ash mixes made with different ratios of fly a h , cernent and sand. The test results clearly
show the effect of initial cracking leading to volumetric dilation and subsequent failure of
the sarnples. Based on the test results, a numerical finite element technique was used to
successfully calibrate a material mode1 for the fly ash composite (Section 4.4).
2. Contribution to Industry
This part is useful in showing mould manufacturers how to use materiai testing
and modelling to analyse composite fillers.
7.3.6 Selecting an Optimal Design
In the context of the Net ~lfoulding process, the thesis gives a systematic approach
for selecting an optimal mis design for the composite backing. This approach may be
generaiised for other moulding applications. assuming addition of iürther test data for
parameters relevant to the considered process.
7.3.7 Prodrrction Trial Test
1. Contribution to indtlsrry
This project included the design and set up of a production trial test that
monitored the performance of a prototype nickel shell mould during production using
scrain gauges. displacement transducers and therrnocouples. The author then used
extensive 3D finite element modelling to interpret and validate the collected tria1 data.
Both expenrnental and numerical resuits are consistent in representing the behavior of the
nickeI shell during the production trial. The industrial partner. Blanco Canada, decided
on adopting the same concept of instrumentation to monitor the performance of their
future moulds.
7.4 Recommendations
Although the fly ash composite performed well backing nickel sheii mouids for
Blanco's proprietary Net Moulding process, more research is recommended to anaiyze
other aspects of this process, and to M e r understand and predict the properûes of fly

Conclusions and Recommendarions 1 73
ash composites and their potentiai For other future applications. Specific
recornrnendations can be sumrnarïzed as,
Studying the effect of temperature and moisture on the properties of fly ash
composites, in particular, the creep effect;
Studying the hiluence of cyclic pressure and temperature on both fatigue and creep
propenies of fly ash composites.
Conducting a non-destructive testing program to analyze hrther material properties
of the composite, and to check the existence of any thermal or mechanical cracks in
the matrix:
Studying the potential for engineering fly ash composites for other more conventional
manufacturing processes;
Conducting a destructive test program on fly ash composite backing to check the ease
of extraction in the case of mould rebuild. This program should also inspect partiai
removal and re-packing of the composite backing in cases where a repair or rebuild of
the thermal lines is required in a localised area of mould imperfection.

ABAQUS Version 5.8, User's and Theory Manrids. Hibbitt. Karisson & Sorensen Inc., 1998.
ABAQUSICAE Version 2, Cher's ~tfanual, Hibbitt, Karlsson & Sorensen Inc., 1998.
Arnerican Concrete Institute. "ControUed Low Strength Materiais (CLSM)", Special Reporr by rhe ACf Commisree 279,1994, pp. 729R1-229Rl3.
her ican Cod Ash Association (ACAA), Coal Conibrrstion Prodzict-Prodrrction and Use. Alexandria Virginia 1996.
Amencan Concrete Institue. " Pol'ers in Concrere", Publication SP-58, Detroit, Michigan, USA, 1978.
Arber. N.R. "Cracking of PuIverized Fly Ash Embankment over Safi Ailuvium", Symposizim on Failirre in Earthvorh, Thomas TeIfold Ltd., London, 1985. pp. 137-140.
ASTM C618-97a. "Standard Specification for Fly Ash and Raw or Calcined Natural Pozzolan for Use as Minerai Admixture in Portland Cernent Concrere," Amencan Society for Testing and Materiah, Anmiai Book of ASTM Standards, Volume 04.02, West Conshohocken, Pennsylvania, 1994.
ASTM C204. "Test Method for Fineness of Portland Cernent by Air Permeability Apparatus," h e r i c a n Society for Testing and Materiais, Annual Book of ASTM Srnndards, Volume 04.02. West Conshohocken, Penns y lvania. L 994.
Babcock and Witcox Company. Sfeum. ILS Generarion and Use. New York, NY,lW8.
Balaguru, P. "Utilization of Fly Ash in High Volumes for Low Strength Cernent Composites", ASCE on Soif iwechanics and Forrndation Division, SM4, 1966, pp. 30& 3 19.
Bansa Patrice, Property Characterizarion ofCVD Nickel* M.A.Sc. ïhesis, University of Toronto (Work in Progress).
Brady B.H.G.' and E.T. Brown, Rock ibfechanics for Undergrozrnd ~llining, Second Edition, Chapmau and Hall, United Kingdom 1993.
Chakrabarty, J., fieory of Plastici&, McGraw-WI, hc.? New York, USA, 1976.

Desai, C. S., and H. J. Siriwardane, Constitutive Lavs for Engineering ~llnerials, with Emphasis on Geologic rbfarerials, Prentice Hall, Inc., Englewood Cliffs, New Jersey, 1984.
Design manrial for NVD Shell Molds, Industrial Research and Devekopment Institute. Midland. Ontario. 1998.
DiGioia. Anthony M.. Jr. and William L. Nuzzo, "Fly Ash as Sfmctural Fill," Proceedings o f the American Society of Civil Engineers, Journal of the Potver Division, New York, NY, June 1972.
Fontana. J.. Kaeding, A., Krauss, P. "Properties and Uses ofpolymers in Concrere", AC1 Publication SP- 166. Detroit. Michigan, USA, 1996.
Ghali, A.. and A. M. Neville, Strt(etzira1 Analysis, A Unified Classical And Marrix Appvoach. Fourth Edition, E & FN Spon. London, UK, 1997.
Gray, D. and Lin Y. "Engineering Properties of Compacted Fly Ash", Journal of Soi1 Mechanics and Foundation Division, SM4, April. 1972, pp. 2 6 1-3 80.
Hoek, E. and E.T. Brown, Urzderground Ercavcition in Rock, E & FN Spon, London, W. 1994.
Indraratna, B. " Problems related to Disposai of Fly Ash and its Utilization as a Structural FiIl", W d e itfurerials Utilizarion, ASCE, New York, N.Y.. 1992, pp. 274- 285.
IRDt "Design Manrralfor 1WD Nickel SheIl Morrlds", Industrial Research & Development tnstitute, Midiand, Ontario, 1997.
Joshi. R.C. md Nagaraj, T. "Fly Ash Utilkation for Soi1 Improvement", Infernafional Symposium on Environmrnrrcl Grofechnics and Problematic Soils and Rocks, Balasubrarnaniam A.S. (editor), BaIkema, Rotterdam, pp. 15-24.
Kondner, R. L., "Hyperbolic Stress-Strain Response: Cohesive Soil." J Soii Mech. Found. Dïv.,ASCE, VoI. 89, No. SMI! Jan. 1963, pp. 115-143.
Labline Series, Hardtvare User Guide, Sciemethic Instruments hc., 1994
Lee Warren, A fieeze Thmv Tesr on Halron Hill Treated wirh Cernent Kiln Dtist? M.A.Sc. Thesis, University of Toronto, 1999
Maher, M. and Balagunr, P. "Properties of FlowabIe High-Volume FIy Ash-Cernent Composite", ASCE Joztrnal of Civil Engineering Mareriais? No. 2,1993, pp. 2 12-225.
~ ~ o u k , H. "The Effect of High Temperatures on the Properties of Mass Concrefe


Appendix A
Detailed Tabular Calculations on Finding the Modelling Results of Beam Deflections

Detailed Tabtdar Calcularions on Finding the Modeliing Resulrs of Beam Dejlectiom A 2
Detailed Tabular Calculations on Finding the Modelling Results of Beam Deflections
A. 1 Table of Values of Integral, "'" ] - dt , of Equation 2. I O TV (a, + b, - &)O..'S
Using numencal integration in Matï~cad PLUS (Ver. 6.0) sofhvare, the
results evaluating the summarised Table as:
1 A.2 Values oJ Momerits Mt and iv.r.t. the Values of E and -
R Values of moments !Cf, and !Lfi (Equations 2.9 and 2. IO) and their
1 corresponding values of E and - are summarised in Tables A 2 and A.3.
R - -
Table A 2 Moments for Test #i 1 train 1 Moment 1 1 IR 1
Continiued next page..

Derailed TubrtIar Calculafions on Finding the Modelling Results of Beam Deflecfions A3
Table A.2: Moments for Test # I (Conrinued)
Table A.3: Momenrsfor Test #2
continued next page..
Strain 0.0000 15 0.000 1
Moment 5987.372066 39445.80775
1 IR 0.00000 15 0.0000 1

Deroiled Tabiilar Calculaiions on Finding ~ h e Modelling Resufts of Beam Deflecrions A4
Table A.3: ~Mornentsfor Test #2 (Conrinued)
Values of Beam Deflrctions for Dwferent Points along the Span Due to the symrnetry of the model, only half of the beam is checked for
detlection (y,: end-point,-v5: mid-span). This is show in Tables A.4 and A.5.
Table A.4: Dejlectionsfor tesr # I
continued next page..

Derailed Tabular Calarlations on Finding the tkfodeliing Raru11s of Beam DeJecrions AS
Table A.4: Deflections for test #I (Conrinuedl a a
Distance Over Span [mm1 1 O 1 17 1 34 1 51 1 85
Table A.5: DeJectionsfor test iC2 1 Distance Ouer Soan rmml 1
continued next page..

Detailed Tabular Calculations on Finding I ~ Ê Modehg Resulls of Beam Defections A6
Table A.j: Deflecrionsfor test fF7 (Continzted) 1 Oistance Over Soan tmml 1

Appendix B
Results of Modelling Existing Backing Systems of NVD Moulds

Resiilrs ofModelling Exisring Backing Sysrems of IVVD Mod& 32
Results of Modelling Existing Backing Systems of NVD Moulds
6.1 Modeling Results of Solid Steel Backing
This mode1 checks the deformations of the nickel shell due to the applied
concentrated force. P, acting at one of its edges and pulling the plate upwards. Force P is
demouldinç force.
The deflection y of a rectangular plate subjected to a load P can be found by the
equation:
rvhere, D = ~ - r '
E(1- v L )
where n is Poisson's constant and E
is the Young's modulus of elasticity.
Bending moments and stresses c m also be found as,

Results of Modelling Erisring Backing Syslems of NVD hfoul~5 8.3
Modelling results are presented in tabular f o n using bficrosoft ~xcel? as illustrated in
Table B. I .
Table B. 1: Inpurs (red) and orifpuis (grqlfor solid backing design
Max of My (N.mm) Max of sx (MPa) Max of sy (MPa)
B.2 Modeling Results of Flat Nickel Shells Using Rib Structure Backing
- -
Figure B.2: Bozindary condilions in rib structure backing
Design of ~Vickel Shell
The problem is modelled as a flac plate under uniform distributed load, and
supported by continuous and equally spaced ribs. The nickel shell is analysed using
beam theory. Modelling results are presented in ternis ofmaximum stresses in the beam
section and mz~imurn deflection aiong the beam axis, as shown in Table B-2-

Table B.2: Inputs (re4 and ourputs (gray) for beam design
Design oj'Steel Ribs
Ribs are rnodeled as compression members under the effect of axial and buckling
Ioads. Modelling results in table form using a spreadsheet is shown in Table B.3.
Table B. 3: Inputs (rr4 and outpuis (gray) for Rib design
k i b Heiaht. h 1500 1 Iwr (mm) 112 I
linput: 1 Data [Total 1 - -
1 in of Pcr (NI
B.3 Modeling Results of Curved Nickel Shells Using Rib Structure Backing
Design of Svmmetrically loaded shelis of revolution
In a..isymmetric problems invotving shells of revolution, no shear forces exist
and there are only two unknown membrane forces per unit length, iVq and Nf The
goveming equations for these forces are derived from two equilibrium conditions. One
of the basic relations for the axisymmetricatly loaded shell is found as follows [Ugural,
19881,

Results of Modelling Etisting Backing Sysrems of I V W hloulds B5
1
Figure 8.3: Diagram of a shdl of revolinion
From equilibrium of forces in the vertical direction,
where F represents the resultant of al1 external Ioading applied to the shell.
Sphericul Shells
For spherical shetls one can set the mean radius a = r f = r l . Then Equarions B.4 and
B.5 appear in the fom:
Nq f iVf= -p=a
But since the onIy applied load is interna1 pressurep, thenp = p 3 and F = -paIp.

Results of il/lodelling Eristing Backing Sysiems of NVD MoulrFF B6
Inasmuch as any section rhrough the center results in the identical free body, Nq = L V ~
=iV. The stress from Eqimtion B. 7 is therefore,
Applying Hook's law, the expansion of the sphere can be found byo
Results are presented in a spreadsheet f o m as per Table B.4
Tabk B.4: Inputs (pet() und outputs (gr#) /or backittg design of spherical NVD shells
Data [Total I
Maximum Maximum
Tangential Force Moment Stress Defl ection
In a similar rnanner to the discussion stated for the spherical shells, the
membrane forces can be written as,
where a and b are the semi axes, and p is the intensity Load. Equations B.I0 and B.II
lead to the membrane stresses.

Resulrs of Modelling Eristing Backing Sysfems of NVD MoulrLF 8 7
Applying Hook's Iaw, the expansion ofthe sphere can be found by,
Results are presented in a spreadsheet fonn as in Table B.5.
Table 8.5: [nprus Ire4 and oiiipuis (grcy) /or backing design@ ellipoidal Nt'D shells
Maximum Maximum Maximum
Apply ing the conditions of parabolic curvature to Eqzmions B.6 and B. 7. the
membrane forces c m be written as.
where ro is the horizontal projection on .r-auis, and p is the intensity Ioad.Equutions B.15
and B. l6 lead to the membrane stresses,

Remlts of ~llodelling Eristing Backing Systems of NVD Moula3 88
Applying Hook's law, the expansion of the paraoloid can be found by,
Results are presented in a spreadsheet form as in Table B.6.
Table 8.6: Inpurs (re4 and ourputs ( g r a f i r backing design for paraboloidal iVVD shells
Maximum s(phi) Maximum theta ta) Maximum w
In this case. angle f is a constant (rl =a} and c m no longer serve as a coordinate
on the meridian. Instead we introduce coordinate S. the distance of a point of the
midsurface. uswl!v measuredfiiom rhe verre-r, dong the geneentor (Figure B.9).
Figure B.#: Dingrum of a conicaf secrion

ResuI~s of Modelling Eristing Backing Systems of NVD kfouldr B9
Accordingly, the length of a mendional element ds = r l df: Hence,
Also,
r o = s c o s f r?=scor f Ns=iVf ................... (B.21)
These relationships. when introduced into Equations B.6 and B. 7. lead to,
- t' and M, = ................................................ (B-13)
31r-7, .sin4
i For the case of uniform radial pressure, F = - Pmo-.
P.r" N , =- ......................................................... (8 .24) sin 4
where r, is the horizontal projection on .Y-ais, and p is the intensip load. Equarions
B.13 and B.24 lead to the membrane stresses,
P-5, ................................................................... CT, =- .--(B.26) r-sin4
AppIying Hook's law. the expansion of the cone can be found by,
p - ru2 s, = ( 1 - ") ."""..".."""..".".."....""...'.............( B.,
2 - E-[-sin4 ' 7)
Resuits are presented in a spreadsheet f o m as in Table B. 7.

Results of Modelling Erisring Backing Systems of NVD ~Moulds BI0
Table B. 7: lnprrts (red) and ourputs (grq.) for backing design for conical iVVD sheils
Maximum theta ta) Maximum s(s) Maximum w
To obtain the stress resultants in a circuiar cylindrical sheil, one can begin with
the cone equations. setting
f = p/2. pz = p, and mean radius cr = r, = consrunr. Wence Equutions B. 6 and B. 7
becomes.
In which .u is measured in the x~ial direction.
Case of constant intemal pressure, p = - pr and F = - p a3 p. Then Equalions
8-28 and B.19 yield the folluwing a..ial and hoop stresses:
Applying Hook's law, the expansion of the cone can be found by,
ResuIts are presented in a spreadsheet fonn as in Table B.8.

Raulcs of Madelhg Eristing Backing Systems of NVD hfouldr BI I
TabIe 8.8: Inpiifs (red) und outputs (gray) fir backing design& cylindricai (circuiar) IVVD shells
Data ITotal
Parabolic Cvlinder
tf ro is the radius of curvature of the parabola at its origin, then the radius of
curvature at any point can be expressed as,
Applying the conditions of parabolic curvature to Equations B.6 and B. 7. the membrane
forces can be written as,
Eqwtions B. 33 and B. 34 lead to the membrane stresses,
P q =-(L 4 .................................................. 2 . r;, . t (3.36)
Applying Hook's law, the expansion of the parabolic cylinder cm be found by.
Results are presented in a spreadsheet form as in Table B.!?.

Resuh of ~~fodeiling Existing Bucking Systems of NVD rtlouldî BI2 - ~
Tabie B.9: Inputs tre4 and autputs (gray)& backing design for cyIin&ical (parabolic) NVD shells
1 Data ITotaI

Appendix C
Triaxial Compressive Strength Results of Resin Epoxy

Triaxial Compressive Strrngih Resulfs of Resin Epary C2
Axial Stress-Axial Strain (Sigma 3 = O MPa) Test UT-2'
1 1
h i a i Strain (%1
Figure C. 1: ..t\ial stress-main for ziniarial tesi
Axial strain-Volumetric Strain (Sigma 3 = O MPa) 'Test UT-2'
0.00E100 200E-03 4.WE-93 6.0OE-03 BOOE-03 l.OOM2 t.ZüE-02 i.4OE-02 1.60E-02 1.80E-02 200E-02
Axial Strain %
Figure C.2: Voiumerric-mial siruin for unirnid compression r a t

Triarial Compressive Strengrh Resrtlts o . Resin E p a y C3
Axial Stress-Axial Strain (Sigma 3 = 10 MPa) 'Test U T 4
0.WE-W 5 00E43 t .ME42 t .SE42 ZWE.02 ZME-02
Axial Smln fil
Axialstrain-Votumeüic Strain (Sigma 3 = 10 MPa)
Test UT-3
- - - - - - -- - --
-
- - - - -
- - - - -
Figure C4: Volumetric-arid snainfor rriminl cornprasion test (oj = IO MPaJ

Tri& Compressive Sfrength Resulfs of Resin EPOXJV CJ
Axial Stress-Axial Stnin (Sigma 3 = 10 MPa) 'Test UT4
Figure C.5: .-ixial stress-svuin for riar rial compression lest (ûj = CO MPa)
Axial Stain-Volumetric Strain (Sigma 3 = 10 MPa) 'Test U T 4
~.WEOO I W E ~ t . w ~ - 0 2 1 . ~ 0 ~ 0 2 ZOOE-OZ ZSOE-~Z ~.WEQZ XSOEQZ
Axial Strain pi]
Figure C-6: Volumefric-axial s~raittjàr [rimial compression test (q = 20 MPa)

Triariid Compressive Strength Rmtlts of Rein Epoxy CS
Axial Stress-Axial Strain (Sigma 3 = 20 MPa) 'Test U T 4
Axial Strain rh]
Figure î. 7: A.ria1 stress-strain for trimiai compression tesr /aJ = 10 W u )
Axial Strain-Volumetric Strain (Sigma 3 = PO MPa) 'Test UT-5'

Triasial Compressive Srrengrh Resulis of Resirr Epo-sy C6
Axial Stress-Axial Stnin (sigma3 = 20 MPa) 'Test UT-6'
Figure C. 9: .Wu1 mess-main for triaxial compression resr (aJ = 20 MPu)
Axlal stain-Volumetric Strain (Sigma 3 = 20 MPa) 'Test UT-&
Figure CAO: Volumenic - axiaf strainj'or triariaf compression test (cq = 10 MPa)

Appendix D
Numerical Modelling of Fly Ash Composites Using ABAQUS (Input Files)

iVtrmericn1 ~lladrlling of Fly Ash Composites Using ABrlQUS (Inpur Files) D2
* HEADMG Modeling specimen #20 from 'Pufixture 3'- fly ash composite with 40% fly ash, using linear D- P Model *PREPRiNT, ECHO=YES, HISTORY=NO, MODEL=NO 'RESTART, WRiTE *NODE I.O..O. 7,l .,o. 3,1.,L. 4,O.. 1. *NSET. NSET=TOP 3,4 *ELEMENT. TYPE=CAXJ. ELSET=FA 1 ? 1 3 , 4 'BOUNDARY 1.1.2 2.2 4 1 *SOLID SECTION. ELSET=FA. MAT=FA *MATERIAL. NAME=FA *ELASTIC, TYPE=ISOTROPIC 6430.0,0.1 ** **Drucker Pnger Material Model *DRUCKER PRAGER. SHEAR CRITERION=LINEAR 59.2514, 1.0.59.3514.0.0 *DRUCKER PRAGER HARDENING 5.039.0.0 1 I.O83',O.OOO492 l3.623,O.OO 127 12.706,0.00213 9.072.0.00347 ** 'STEP 'STATIC * 'Confining stress sigma 1 and sigma 3 => hydrostat ic *DLOAD 1. P?, 0.0 1. P3,O.O *BOüNDARY. TYPE=DISPLACEMENT TOP,2,2,-0.000 125 *ELPRMT, FREQ= 1 00, SUMMARY=NO *NODE PRMT, FKEQ=O *END STEP * * * S E P *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00025 *ELPRiNT. FREQ=100. SUMMARY=NO *NODE P M t FEEQ=O *END STEP
** * S E P *STATIC *BOCMDARY, TYPE=DISPLACEMENT TOP,2,2,-0.000375 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** * S E P 'STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,1,.2,-0.0005 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRINT, FREQ=O *END STEP * * 'STEP 5TATIC 'BOüNDARY, NPE=DISPLACEMENT TOP.22.-0.000625 *ELPRiNT, FREQ-100, SUMMARY=NO *NODE PRINT. FREQ=O *END STEP
* S E P 'STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,27,-0.00075 'ELPRINT, FREQ=100, SUMMARY=NO 'NODE PRMT. FREQ=O 'END S E P * * * S E P STATIC
*BOUNDARY. TYPE=DISPLACEMENT TOP,2.2,-0.000875 'ELPRINT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O 'END STEP * * * S E P STATIC BOCMDARY, NPE=DISPLACEMENT
TOP,2,2,-0.00 1 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O 'END STEP ** * S m *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP1,2,-0.00 1 125 *ELPRMT, FREQ=100, SüMMARK=NO *NODE PRiNT, FREQ=O *END STEP

Numericaf hfodelling of Fly Ash Composira Using ABAQUS (Input Files) D3
* *STEP *STATIC *BOüNDARY, TYPE=DiSPLACEMENT TOP,^,^,-0.00 125 *ELPRïNT, FREQ=lOO, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP *STATK *BOüNDARY, TYPE-DISPLACEMENT TOP,2,2,-0.00 1375 *ELPRiNT, FREQ= 100. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** *STEP 'STATIC 'BOüNDARY, TY PE=DISPLACEMENT TOP.1.2,-0.00 15 IELPRINT, FREQ= L 00, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * %TEP 'STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP3.2.-0.00 1 6 3 'ELPRINT, FREQ= t 00, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP 'STATIC *BOLMDARY. iYPE=DISPLACEMENT TOP,1.1,-0.00 175 * ELPRINT. FREQ=IOO. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** 'STEP *STATIC 'BOLMDARY. NPE=DISPLACEMENT TOP32,-O.OO 1875 *ELPRiNT, FREQ=IOO, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP 2 5
S E P STATIC
*BOLMDARY, TYPE=DISPLACEMENT TOP,2,2,-0.003, *ELPRINT, FREQ=IOO, SüMMARY=NO *NODE PRiNT. FREQ=O *END S E P
I * *STEP *STATIC 'BOUNDARY, TYPE=DISPLACEMENT TOP3,2,-0.002 175 *ELPRiNT, FREQ= 100, SUMMARY=NO 'NODE PI2.iNT, FREQ=O *END STEP * * *STEP * STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,7,2.-0.00225 *ELPRiNT, FREQ=IOO, SUMMARY=NO *NODE PI2.iNT. FREQ=O *END STEP * * *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.23,-0.007375 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRMT. FREQ=O 'END STEP * * *STEP *STATIC *BOUNDARY. NPE=DiSPLACEMENT TOP,X?,-0.0025 'ELPRINT, FREQ400, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP * * *STEP 'STATIC *BOUNDARY. TYPE=DiSPLACEMMT TOP,23,-0.002615 *ELPRiNT. FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END S E P ** *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00275 *ELPRiNT, FREQ=lOO. SUMhfARY=NO *NODE PEüNT, FREEQ-O *END STEP ** * S E P *STATIC *BOüNDARY, TYPE=DlSPLACEMENT TOP,&2,-0.002873 *ELPRINT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP
Numerical hlodelling of Fly clsh Composites Using ABAQUS (Input Files) QQ
** *STEP 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,&&-0.003 *ELPRMT, FREQ= LOO, SUMMARY=NO *NODE P m , FREQ=O *END STEP ** *STEP *STATtC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.003 LIS *ELPFüNT, FREQ=100. SUMMARY=NO *NODE PRlNT. FREQ=O *END STEP * * *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMMT TOP2.2.-0.00325 *ELPRiNT, FREQ-100. SUPV[MARY=NO *NODE PRMT. FREQ=O *END S E P * STEP
*STATIC *BOüNDARY, NPE=DISPLACEMENT TOP,2,2,-0.003375 *ELPRMT, FREQ= IOO. SUMMARY=NO *NODE PRMT. FREQ=O 'END STEP ' 8
*STEP *STATIC *BOUNDARY. TYPE=DiSPLACEMENT TOP,2,2.-0.0035 *ELPRINT, FREQ=lOO, SUMMARY-NO *NODE PRINT. FREQ=O * M D STEP * * * S E P *STATIC *BOüNDARY, TYPE=D[SPLACEMENT TOP22,-0.003675 'ELPRMT, FREQ= IOO. SUMMARY=NO *NODE PRMT, FREQ=O *END S E P * * * STEP *STATIC *BOCMDARY, -M'E=D[SPLACEMENT TOP,2,2.-0.00375 'ELPRINT. FREQ=lOO, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP
* STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP,7,2,-0.003875 *ELPiUNT, FREQ=LOO, SUMMARY=NO *NODE PRiNT, FREQ=O * M D STEP * * *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,32,-0.004 *ELPRMT, FREQ=I 00, SUMMARY=NO 'NODE PRtNT, FREQ=O *END STEP * * 'STEP * STATIC *BOIJNDARY, TYPE=DiSPLACEMENT TOP,32,-0.004 175 *ELPRMT. FREQ=I00, SUMMARY=NO *NODE PRMT. FREQ=O * M D STEP * * *STEP *STATlC *BOüNDARY, TYPE=DISPLACEMENT TOPJ.2,-0.00425 *ELPRINT, FREQ=IOO. SUMMARY=NO *NODE PRiNT. FREQ=O 'END STEP * 'STEP 'STATIC 'BOüNDARY, TYPE=DISPLACEMEM TOP,3,2,-0.004375 *ELPRMT, FREQ= LOO. SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * 'STEP *STATIC *BOtJNDARY, TYPE=DiSPLACEMENT TOP,2,2,-0.0045 *ELPEüNT. FREQ=100, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMEM TOP,2,2,-0.004625 *ELPiüNT, FREQ=t 00. SCTMMARY=NO *NODE PFüNT, FREQ--O *END STEP

Numerical Modelling of Fly Ash Composites Using ABAQUS (Input Files) D5
t * * STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.22,-0.00475 *ELPRMT, FREQ= 100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP * * *STEP *STATIC * BOUNDARY, TYPE=DISPLACEMENT TOP.22,-0.004875
ELPRiNT, FREQ= IOO. SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** * S E P
STATIC *BOUNDARY. TYPE=DISPLACEMENT T0P12,2,-0.O05 * ELPRNT, FREQ= IOO. SUMMARY=NO *NODE PRMT. FREQ=O * N D STEP ** * S E P STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP.12.-0.005 125 *ELPRMT. F E Q = 100. SUMMARY=NO *NODE PRINT, FREQ=O *END STEP ** *STEP 'STATIC *BOCMDARY. TYPE=DISPLACEMENT TOP,71,-0.00525 'ELPRMT, FREQ=I00. SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** *STEP * STATIC *BOUNDARY, TYPE=DiSPLACEMENT TOP,2,2.-0.00535 * ELPRMT, FREQ= 100, SUMMARY=NO *NODE PIUNT. FREQ=O * M D S E P ** * S E P *STATIC *BOCMDARY, TYPE=DISPLACEMENT TOP,??,-0.0055 *ELPRMT, FREQ=100, S U W Y = N O *NODE P m . FREQ=O *END S E P
* * * S E P *STATIC *BOLMDARY, TYPE=DISPLACEMENT TOP,2,2,-0.005625 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END S E P * * *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00575 *ELPRiNT, FREQ=IOO, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP ** *STEP 'STATIC *BOUNDARY, Ti PE=DISPLACEMENT TOP,27,-0.005875 *ELPRMT, FREQ=100. SUMMARY=NO 'NODE PRMT, FREQ=O *END STEP * * *STEP 'STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,1,-0.006 *ELPRMT, FREQ=f 00, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP

Numerical Modelling of Fiy A h Composites Using ABAQUS (Input Files) 06
* HEADMG Modeling specimen $20 fiom 'Mixture 1'- fly ash composite with 40% tly ash, using hyperbolic D-P Mode1 * PREPRiNT, ECHO=YES, HISTORY=NO, MODEL=NO *RESTART, WRITE *NODE 1 ,o.,o. 2.1 .,o. 5.1.,1. +O., 1. *NSET, NSET=TOP 5,4 *ELEMENT. TYPE=CAX4, ELSET=FA 1,1,23.4 'BOUNDARY 1.1.2 1,1 4. I 'SOLID SECTION. ELSEPFA, MAT=FA * MATERIAL, NAME=FA * ELASTIC. TYPE=ISOTROPIC 6430.0.0.2 ** **Drucker Prager Material Modei *DRUCKER PRAGER, SHEAR CRITERION=HYPERBOLIC 59.2514.0.0.0.0.59.25 140.0 'DRUCKER PRAGER HARDENiNG 5.039.0.0 1 1.085,0.000491 13.613.0.00177 17.706,0.00243 9.072,0.00342 ** * S E P 'STATIC **Confining stress sigma I and sigma 3 => hydrostatic * DLOAD 1, P2,o.o 1, P3,O.O *BOLJNDARY, TYPE=DISPLACEMENT TOP,&&-0.000 175 *ELPRMT, FREQ= 100, SüMMARY=NO *NODE P M , FREQ=O * M D STEP ** * S E P *STATIC *BOUNDARY, TYPE=D[SPLACEMENT ToP,.2,2,-o.ooozs *ELPRMT, FREQ=IOO, SUMMARY=NO *NODE P M T I FREQ=O *END STEP
** *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.000375 *ELPRMT, FREQ=IOO, SUMMARY=NO *NODE PiUNT, FREQ=O *END STEP ** *STEP *STATIC *BOüNDARY, NPE=DISPLACEMENT TOP,2,2,-0.0005 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** *STEP 'STATIC 'BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.000625 *ELPWT, FREQ= 100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** *STEP *STATIC *BOLJNDARY, WPE=DISPLACEMENT TOPd7,-0.00075 *ELPRMT, FREQ400, SUMMARY=NO 'NODE PRiNT. FREQ-O *END STEP .* *STEP *STATIC 'BOUNDARY, TYPE=DISPLACEMENT TOP,2J,-0.000875 *ELPRINT, FREQf100. SUMMARY=NO *NODE PRMT. FREQ=O 'END STEP ** *STEP *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00 1 *ELPRMT, FREQ=100, SUMMARY=NO *NODE P m , FREQ=O *END STEP * *STEP *STATIC *BOCMDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00 1125 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE P m I FREQ=O *END S E P

iVumericu1 Modelling of Fly Ash Composites Using ..i BAQUS (Input Files) 07
** *STEP *STATIC *BOLMDARY, TYPE=DISPLACEMENT TOP 22,-0.00 125 *ELPRMT, FREQ= LOO, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * * S E P *STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP,1,2,-0.001575 *ELPRiNT, FREQ= LOO, SUMMARY=NO *NODE PRMT. F REQ=O *END STEP * * *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP.7.2.-0.00 15 *ELPRINT. FREQ= IOO. SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.22.-0.00 1625 *ELPRiNT, FREQ=lOO. SUMMARY=NO 'NODE PRMT. FREQ=O *END STEP * * ' S E P *STATIC *BOiJNDARY. TYPE=DISPLACEMENT TOP,7.2,-0.00 175 'ELPRINT. FREQ= 100. SUMMARY=NO *NODE PIUNT. FREQ=O * M D STEP ** *STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOPr.2,-0.00 1873' *ELPRMT, FREQ=IOO, SUMMARY=NO *NODE PRINT. FREQ=O *END STEP 5 2
*STEP *STATIC 'BOUNDARY. TYPE=DISPLACEMENT TOP,2,2,-0.002 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE P W T , FREQ=O *END STEP
* *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.002125 *ELPRMT, FREQ=lOO. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP 'STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP,2,7,-0.0015 * ELPRMT, FREQ=lûO, SUMMARY=NO *NODE PRMT. FREQ=O
END STEP v
'STEP *STATIC 'BOüNDARY. TY PE=DlSPLACEMENT TOP,2,2,-0.002375 *ELPRINT. FREQ=100. SUMMARY=NO *NODE PRMT, FREQ=O 'END STEP *
' S E P 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP 12.-0.0075 'ELPRMT, FREQ=100. SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP 5 2
*STEP 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.001625 *ELPRMT, FREQ=IOO, SUMMARY=NO *NODE PRiNT. FREQ=O *MD STEP * 'STEP STATIC
*BOUNDARY, TYPE=DISPLACEMENT TOP,22,-0.00275 *ELPRINT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP STATIC
*BOUNDARY, TYPE=DISPLACEMENT TOP=,-0.007875 *ELPR[NT, FREQ= 100, SUMMARY=NO *NODE PRMT, FREQ=O *END S E P

iVunierica1 Modelling of FIy Ash Composixes Using ABAQOS (Input Files) D8
** * STEP *STATIC *BOLJNDARY, TYPE=DiSPLACEMENT TOP,2,2,-0.003 * E L P W T , FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP *STATIC 'BOLJNDARY, TYPE=DISPLACELIENT TOP.2.2,-0.003 125 *ELPRiNT. FREQ=lOO, SUMMARY=NO 'NODE PRiNT, FREQ=O *END S E P * * *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.2.7.-0.00375 'ELPRMT. FREQ=IOO. SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** *STEP *STATIC *BOüNDARY, TY PE=D [SPLACEMENT TOP,2,2,-0.003375 *ELPRiNT. FREQ= 100, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * * STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP,2,2.-0.0035 +ELPRiNT, FREQ=I 00. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP.2,2,-0.003625 *ELPRiNT, FREQ=I 00, SUMMARY=NO *NODE PRMT. FREQ=O * M D STEP ** *STEP *STATIC * BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00375 *ELPRMT, FREQ= 100, SüMMARY=NO *NODE PRiNT, FREQ=O *END STEP
*STEP STATIC
*BOIMDARY. TYPE=DISPLACEMENT TOP.22.-0.003875 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP *
*STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.2.2,-0.004 *ELPRiNT, FREQ=lOO, SUMMARY=NO *NODE PRINT, FREQ=O *END STEP * 8
*STEP * STATIC *BOUNDARY, TYPE=DISPLACEiMENT TOP,?,?,-0.004 115 *ELPRiNT, FREQ=lOO, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * * STEP STATIC
*BOWDARY, TYPE=DISPLACEMENT TOP,?,&-0.00425 *ELf RMT, FREQ= 100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** * S E P "STATIC *BOuNDARY, TYPE=DISPLACEMENT TOP.2.2,-0.004375 'ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRINT, FREQ=O *END STEP ** 'STEP 'STATIC * BOüNDARY, TYPEzDISPLACEMENT TOP,2,2,-0.0045 *ELPRiNT, FREQ= 100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** * STEP * STATIC 'BOUNDARY, TYPE=DISPLACEMENT TOP,22,-0.004625 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP

Nrrmericd Modeiling of Fiy dsh Composites Using ABAQUS (Input Files) 179
*STEP 'STATIC *BOUND ARY, TYPE=D[SPLACEMENT TOP,3,2,-0.00475 "ELPRINT, FREQ=IOO, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP 8 1
* STEP 'STATIC *BOLTNDARY, TYPE=DISPLACEMENT TOP,2,2.-(i.O04875 *ELPRINT, FREQ= 100, SUMMARY=NO *NODE PRINT. FREQ=O +END STEP * *STEP 'STATIC *BOCMDARY. TYPE=DISPLACEMENT TOP,7,2,-0.005 'ELPRMT. FREQ= IOO. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** *STEP * STATIC *BOIMDARY. TYPE=DISPLACEMENT TOP.37,-0.005125 *ELPRMT. FREQ= 100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP 8 * *STEP * STATiC *BOUNDARY, TYPE=DISPLACEMENT TOP2.2,-0.00535 * ELPR.INT. FREQ= IOO. SUMMARY=NO *NODE PRiNT. FREQ=O * M D STEP 1 8
* S E P *STATiC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.005i75 *ELPR.INT, FR.EQ=lOO, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP *STATtC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.0055 *ELPR.iNT, FREQ=100. SüMh4ARY=NO *NODE PRiNT. FREQ=O *END S E P
* * *STEP *STATIC *BOUNDARY, TYPE=D[SPLACEMENT TOP.22,-0.005625 *ELPRiNT, FREQ- 100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * *STEP 'STATIC *BOüNDARY, TYPE=DtSPLACEMENT TOP.7.7,-0.00575 *ELPRMT, FREQ= 100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** * S E P *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,3,2,-0.005875 *ELPRMT, FREQ=lOO. SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** *STEP *STATtC *BOüNDARY, TYPE=DISPLACEMENT TOP.I.2,-0.006 *ELPR[NT. FREQ=100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP

Numerical Modelling of Fiy Ash Composites Using ABAQUS DI0
* HEADMG Modeling specimen $20 Eom 'Maure 2'- fly ash composite with 40% t7y ash. using exponent D-P Model *PREPRiNT, ECHO=YESI HISTORY=NO, MODEL=NO RESTART, WRITE
*NODE l,O.,O* Il 1 ..o. 3,1.,1. 4,0..1. *NSET. NSET=TOP 3 *4 *ELEMENT, TYPE=CAXJ, ELSET=FA l,l,2$,4 *BOUNDARY IV12 2'2 4.1 *SOLID SECTION. ELSET=FA. MAT=FA *MATERIAL, NAME=FA * ELASTIC, TYPE=ISOTROPiC 6430.0,0.1 t * ** Drucker Prager Material Mode1 *DRUCKER PRAGER SHEAR CRITERION=EXPONENT FORM 0.2015. L.1661.0.0. 59.2514. 0.0 "DRUCKER PRAGER HARDENMG 5.039,O.O 1 1.085,0.000492 13.623,O.OO 127 12.706,0.00243 9.077,0.00342 ** *STEP * STATIC **Contining stress sigma 1 and s i p a 3 => hydrostatic *DLOAD 1. P2,o.o 1, P3, 0.0 *BOüNDARY, P(PE=DISPLACEMENT TOP,lJ,-0.000 I l 3 *ELPRiNT, FREQ=IOO, SUMMARY=NO 'NODE F'R.iNT. FREQ4 *END STEP * t 'STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00025 *ELPiUNïl FREQ=IOO, SüMMARY=NO *NODE PRiNT? FREQ=O *END S E P
' S E P *STATIC
BOUNDARY. ïYPE=DISPLACEMENT TOP,2,2,4.000375 * ELPRMT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * * S E P +STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.0005 *ELPRiNT. FREQ=IOO, SUMMARY=NO *NODE P m , FREQ=O *END S E P ** * S E P 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,3,2.-0.000625 *ELP[UNT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O * M D STEP ** "STEP *STATIC +BOWDARY. TYPE=DiSPLACEMENT TOP23.-0.00075 *ELPRMT, FREQ=IOO, SUMMARY=NO l NODE PRMT, FREQ=O * END STEP t * * STEP *STATIC *BOIMDARY, TYPE=D[SPLACEMENT TOP23,-0.000875
ELPRMT. FREQ=I 00, SCIMMARY=NO *NODE PRiNT. FREQ=O 'END S E P ** * STEP 'STATIC * BOUNDARY, TYPE=D[SPLACEMENT TOP,?,?,-0.00 i *ELPRINT, FREQ= 100, SUMMARY=NO *NODE f RiNT, FREQ=O *END STEP t *
*NO DE f EUNT, FUEQ=O *END STEP

Numerical Modelling of FIy Ash Composites Using ABAQUS DI1
* *STEP 'STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP,2,2,-0.00 1 3 * ELPRINT, FREQ= 100, SUMMARY=NO +NODE PRINT. FREQ=O *END STEP ** *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.?,?,-0.00 1375 * ELPRINT, FREQ=IOO. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP *STATlC 'BOüNDARY, TYPE=DISPLACEMENT TOP,?3,-0.00 15 'ELPRMT, FREQ=100. SUMMARY=NO *NODE PRMT. FREQ=O 'END STEP ** 'STEP *STATIC 'BOLMDARY, TYPE=DISPLACEMENT TOP.2,?,-0.00 1625 'ELPRiNT, FREQ= IOO. SUMMARY=NO *NODE PRINT. FREQ=O *END STEP L*
'STEP *STATIC *BOUNDARY. TYPE=DISPLACEMf3T TOP,2,2,-0.00 175 *ELPRiNT. FREQ=100. SUMMARY=NO *NODE PRINT. FREQ=O *END STEP ** *STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOPJJ,-0.00 1875 *ELPRiN. FREQ=IOO, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * * STEP * STATIC 'BOüNDARY. TYPE=DISPLACEMENT TOP,2,2;0.002 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRiNT. FREQ=O *END S E P
*STEP * STATIC *BO[MDARY, TYPE=DISPLACEMENT TOP,2,2,-0.002 125 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * * S E P *STATlC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00225 *ELPRiNT, FREQ=100, SUMMARY=NO 'NODE PRiNT, FREQ=O *END STEP * * * STE P *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP.3.2,-0.002375 * ELPRINT, FREQ= IOO. SUMMARY=NO *NODE PRMT, FREQ=O MD STEP
* * * S E P *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP&?,-0.0025 *ELPWNT. FREQ= 100. SUMMARY-NO 'NODE PRMT, FREQ=O *END STEP * * *STEP *STA'tiC 'BOüNDARY, TYPE=DISPLACEMENT TOP?,2,-0.002635 *ELPRMT, FREQ-100, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** *STEP *STATiC *BOWDARY, TYPE=DISPLACEMENT TOPJ,2,-0.00275 *ELPRINT, FREQ=IOO, SüMMARY=NO *NODE PRMT, FREQ=O *END STEP ** *S'TEP *STATIC *BOtJNDARY, NPE=DISPLACEMENT TOP,2~,-0.002875 * E L P M , FREQ=lOO, SLJMMARY=NO *NODE P W , FREQ=O *END STEP

Numerical Modelling of Fly Ash Composites Using ABAQUS D 12
* S E P *STATIC *BOCMDARY. TYPE=DISPLACEMENT TOP,2,2,-0,003 *ELPRMT, FREQ=lOO, SUMMARY=NO *NODE PRMT, FREQ=O * M D STEP * 8
*STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP2.2.-0-003 175 *ELPiUNT. FREQ= IOO. SUMMARY=NO *NODE PRINT, FREQ=O *END STEP * * *STEP *STATIC *BOIMDARY, TYPE=DISPLACEMENT TOP.22,-0.00325 *ELPRiNT. FREQ= 100. SUMMARY=NO *NODE PRINT, FREQ=O *END STEP II
*STEP 'STATIC *BOWDARY, TYPE=DISPLACEMENT TOP.2.3.-0.003375 *ELPRMT, FREQ=lOO. SUMMARY=NO 'NODE PRINT. FREQ=O *END STEP *
*STEP *STATIC 'BOCMDARY, TYPE=DISPLACEMENT TOP2.2,-0.0035 * ELPEWT, FREQ= 100. SUMMARY=NO *NODE PRLNT. FREQ=O *END STEP *
*STEP 'STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,22,-0.003625 * E L P M , FREQ= 100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP ** * S E P *STATiC *BOüNDARY. TYPE=DISPLACEMENT TOP23.4.00375 *ELPRiNTf FREQ= f 00. SüMMARY=NO *NODE PRINT, FREQ=O *END S E P
I * %TEP * STAT tC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.003875 *ELPEüNT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END S E P * * *STEP *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP2,2.-0.004 *ELPRiNT, FREQ=lOO, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP *
*STEP 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.004 175 "ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O +END STEP * * * STEP *STATIC *BOüNDARY, ïYPE=DISPLACEMENT TOP2.7.-0.00425 * ELPRiNT. FREQ- LOO. SUMMARY=NO *NODE PRINT. FREQ=O *END STEP * * 'STEP 'STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP,?>,-0.004375 *ELPRNï, FREQ=100, SLJMMARY=NO *NODE PIUNT, FREQ=O *END STEP * * * S E P *STATIC *BOUNDARY, TYPE=DtSPLACEMEM TOP,2,?,-0.0045 *ELPRMT, FREQ=100, SüMMARY=NO *NODE P m , FREQ=O *END S E P ** *STEP *STATIC *BOUNDARY. TYPE=DISPLACEMJ%T TOP,2,2,-0.004625 *ELPRINT, FREQ= LOO, SUMMARK=NO *NODE PRMT, FREQ=O *END STEP

Numerical Modellrno of Fly Ash Com~osites Usincl ABAQUS Dl3
* * *STEP *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP,2,2,-0.00475 *ELPRïNT. FREQ= 100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP ** *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.004875 *ELPRiNT. FREQ=100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** *STEP *STATIC *BOUNDARY, TYPE=D[SPLACEMENT TOP,2,2,-0.005 *ELPiüNT. FREQ-IOO. SUMMARY=NO *NODE PRMT. FREQ=O *END STEP * * *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,23,-0.005 125 *ELPR[iJT, FREQ=IOO, SUMMARY=NO *NODE PRINT. FREQ-9 *END STEP * * STE P
'STATIC 'BOUNDARY. TYPE=DISPLACEMENT TOP12z,-0.00575 *ELPiüNTI FREQ=i00. SUMMARY=NO *NODE PRINT, FREQ=O *END STEP ** *STEP *STATIC 'BOLMDARY, TYPE=DISPLACEMENT TOPJ7,-0.005375 *ELPRMT, F E Q = 100, SUMMARY=NO *NODE PRINT. FREQ=O *END STEP * * * S E P 'STATIC *BOIMDARY, TYPE=DISPLACEMENT TOP,23,-0.0055 *ELPRMT, FREQ= 100, SUMMARY=NO *NODE P W T , FREQ=O *END STEP
* * *STEP *STATIC *BOUNDARY, ïYPE=DISPLACEMENT TOP,2,2,-0.005625 *ELPRiNT, FREQ=lOO. SUMMARY=NO *NODE P M , FREQ=O *END STEP * * *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP3.2,-0.00575 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** * STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2.2,-0,005875 *ELPRINT. FREQ=100. SUMMARY-NO "NODE PRINT. FREQ=O 'END STEP t * *STEP 'STATIC *BOUNDARY, TYPE=DISPLACEMMT TOP,?.?,-0.006 *ELPRMT, FREQ= IOO. SUMMARY=NO "NODE PRMT. FREQ=O *END STEP

Numerical Modelling of Fly Ash Composites Using ABAQUS 014
* HEADMG ModeIinp specimen #20 from 'Mixture 1- fly ash composite with 40% tly ash', using rxponent D-P Model with trixxial data input *PREPR[NT. ECHO=YES, HISTORY=NO, MODEL=NO *RESTART. WRITE *NODE l.O.,O. 2,1.,0. 3?l.,I* 4.0.. 1. *%SET. NSET=TOP 3.4 * ELEMENT, TYPE=CAX4, ELSET=FA 1,1,2.3.4 *BOüNDARY 1,lJ 2.2 4.1 'SOLID SECTION, ELSET=FA. MAT=FA *MATERIAL. NAME=FA ELASTIC. TYPE=iSOTROPIC
6430.0,0.1 * * **Drucker Pnger Material Model *DRUCKER PRAGER SHEAR CRITERION-EXPONENT FORM, TEST DATA , . ,5425 14.0.0 *TRIAXIAL TEST DATA. A=0.70 15, B= 1.266 IO7 0.0. -13.684 0.0, -10.291 0.0. -9.878 -1.0, -17.691 -1.0, -14.851 -1.0, -1 1.924 -2.0, -24.335 -2.0, -27.9 17 -3.0. -16.1876 -3.0. -32.435 -5.0. -30.978 -5-0. -78.343 * * * S E P *STATIC
'Confining stress sigma 1 and sigma 3 => hydrostatic *DLOAD 1' P1,o.o 1: P3,O.O *BOüNDI1RY, TYPE=DISPLACEMENT TOP=,-0.000 123 * ELPRiNT, FREQ=lOO, SüMMARY=NO *NODE PRINT, FREQ=O
*END STEP * * *STEP *STATiC *BOIMDARY, TYPE=DISPUCEMENT TOP,2,2;0.00025 *ELPRMT, FREQ=lOO, SUMMARY=NO *NODE PRINT, FREQ=O *END S E P ** *STEP *STATIC *BOIMDARY. TYPE=DiSP WCEMENT TOPJ7,-0.000375 *ELPRMT, FREQ=I 00, S U W Y = N O *NODE PRMT, FREQ=O *END STEP *
*STEP 'STATIC 'BOüNDARY. TYPE=DISPLACEMENT TOP.23.-0.0005 *ELPRINT. FREQ=I 00, SUMMARY=NO *NODE PRINT. FREQ=O *END STEP * * %TEP *STATIC *BOüNDARY, ïYPE=DISPLACEMENT TOP,2,2,-0.000625 *ELPRMT, FREQ=100, SLJMMARY=NO *NODE PRINT. FREQ=O *END STEP *
*STEP *STATIC *BOüNDARY. TYPE=DISPLACEMENT TOP,22.-0.00075 'ELPRiNT, FREQ=100. SUMMARY=NO 'NODE PRiNT. FREQ=O
END STEP ** *STEP *STATIC 'BOüNDARY, TYPE=DISPLACEMENT TOP,22,-0.000875 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE P M . FREQ=O *END STEP ** STEP
*STATIC *BOüNDARY, RPE=DISPLACEMENT TOP2 J;0.00 1 *ELPRiNT, FREQ=lOO, SüMMARY=NO *NODE P m , FREQ=O

I 1
Numerical Modelling of Fly Ash Composites Using ABAQUS DI5
* M D STEP * * 'STEP *STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP,23,-0.00 1 133 *ELPRiNT, FREQ= LOO, SUMMARY=NO *NODE PRMT, FREQ=O *END S E P * * * S E P 'STATIC *BOLMDARY, TYPE=DISPLACEMENT TOP2.2,-0.00 115 *ELPRINT, FREQ=100, SUMMARY=NO 'NODE PRMT, FREQ=O * M D STEP ** %TEP *STATlC 'BOUNDARY, TYPE=D[SPLACEMENT TOP.32.-0.00 1375 *ELPRiNT. FREQ=100, SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP * * *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMMT TOP,2,2,-0.00 15 *ELPRMT, FREQ= IOO. SUMMARY=NO *NODE PRMT. FREQ=O *END S E P * * * S E P *STATIC *BOüNDARY, TYPE=DISPLACEMENT T O P ~ ~ . - O . O O 1625 *ELPRiNT, FREQ=lOO. SUMMARY=NO 'NODE PRINT, FREQ=O *END STEP * * 'STEP 'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,22,-0.00 175 'ELPNNT. FREQ= LOO, SUMMARY=NO *NODE PRiNT, FREQ=O * END S E P ** 'STEP *STATIC *BOUNDARY, TYPE-DISPLACEMENT TOP,^,^,-0.00 1875 *ELPRiNT, FREQ=100, SUMMARY=NO 'NODE PRMT. FREQ=O
*END STEP ** %TEP *STATIC *BOUNDARY, NPE=DISPLACEblENT TOP,22,-0.002 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * *STEP *STATIC *BOIMDARY, TYPE=DISPLACEMENT TOP,7,2.-0.002 135 *ELPRiNT. FREQ=100. SUMMARY=NO *NODE PRiNT. FREQ-O *END STEP * *STEP ' STATIC *BOüNDARY, NPE=DISPLACEMENT TOP,2,2,-0.00225 *ELPRINT. FREQ=100, SUMMARY=NO 'NODE PRMT, FREQ=O *END STEP ** 'STEP 'STATIC 'BOUNDARY, TYPE=DISPLACEMENT TOP,7,1,-0.002375 'ELPRMT. FREQ=100, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP * * STEP
'STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP2,2,-0.0025 *ELPRiNT. FREQ=I 00. SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** * S E P *STATtC *BOCIM)ARY, TYPE=DISPLACEMENT TOP,77,-0.002633 *ELPiüNT, FREQ=lOO. SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** *SEP *STATiC *BOWDARY, TYPE=DISPL,ACEMENT
*NODE PRiNT, FREQ=O

Numerical Modelling of FIy Ash Composites Using ABAQUS 016
*END STEP * * *STEP *STATK 'BOUNDARY, TYF'E=D[SPLACEMENT TOP,2,2,-0.003875 *ELPRiNT, FREQ=100, SUMMARY=NO 'NODE PRINT, FREQ=O
END STEP * 'STEP %TATIC *BOüNDARY. TYPE=D[SPWCEMENT TOP,2,2,-0.003 *ELPRMT, FREQ= 100, SUMMARY=NO *NODE PFüNT, FREQ=O *END STEP
* 'STEP * STATIC 'BOUNDARY. TYPE=DISPLACEMENT TOP71.-0.003 125 'ELPRMT, FREQ= LOO, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP * * *STEP *STATIC 'BOLFNDARY. TYPE=DISPLACEMENT TOP.7.2.-0.0033 *ELPRMT. FREQ=100. SUMMARY=NO *NODE PRiNT. FREQ=O *END STEP *+ *STEP 'STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP2.2.-0.005375 +ELPRiNT, FREQ= 100. SUMMARY=NO *NODE PRINT. FREQ=O *END STEP * * 'STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,12;0.0053 *ELPRiNT, FREQ=IOO, SUMMARY=NO *NODE PRMT. FREQ=O *END STEP ** * S E P 'STATIC *BOUNDARYy TYPE=DISPLACEMENï TOP,2&,-0.003625 *ELPR[NT, FREQ= LOO, SüMMARY=NO *NODE PRiNT, FREQ=O
*END STEP * * 'STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,?,?,-0.00375 *ELPiüNT, FREQ=100, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP ** *STEP *STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,2,2;0.003875 *ELPRiNT, FREQ=100, SUMMARY=NO *NODE PRINT, FREQ=O * M D STEP ** * S E P *STATIC *BOUNDARY. TYPE=DISPLACEMENT TOPZ.2.-0.004 *ELPRïNT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O *END STEP ** * S E P *STATIC *BOUNDARY. TYPE=DiSPLACEMENT TOP.23.-0.004 135
ELPRiNT. FREQ= 100, SUMMARY=NO *NODE PfUNT, FREQ=O * M D STEP ** STEP
*STATIC *BOUNDARY. TYPE=DISPLACEMENT TOPf .Z-O.OOQj *ELPRiNT, FREQ=lOO, SUMMARY=NO *NODE PRiNT, FREQ=O * M D STEP * * *STEP *STATIC *BOCMDARY, TYPE=DISPLACEMENT TOPf f ,-O.O043?5 *ELPRiNT, FREQ= 100, SUMMARY=NO *NODE P W T I FREQ=O 'END S E P 8 f
* S E P 'STATIC *BOüNDARY, TYPE=DLSPLACEMMT 'ïOPJ,2,-0.0045 * E L P W , FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O

Numerical Modelling of Fly Ash Com~osites Using ABAQUS Dl7
*END STEP * * * S E P *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2.-0.004625 *ELPRiNT, FREQ=LOO. SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP 'STATIC *BOUNDARY, TYPE=DISPLACEMENT TOP,7,2,-0.00475 *ELPRMT, FREQ=100, SUMMARY=NO *NODE PRiNT, FREQ=O 'END STEP ** *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2.2,-0.004875 * ELPRMT, FREQ=I 00, SUMMARY=NO *NODE PRINT. FREQ=O * M D STEP ** *STEP *STATIC *BOüNDARY. TYPE=DlSPLACEMENT TOP??.-0.005 ' ELPRiNT, FREQ= LOO. SUMMARY=NO *NODE PEUNT. FREQ=O * M D STEP * * *STEP * STATIC *BOüNDARYI TYPE=DISPLACEMENT TOP.22.-0.005 12 5 *ELPRINT. FREQ=100. SUMMARY=NO *NODE PRMT. FREQ=O *END STEP f *
*STEP *STATIC * B O W A R Y , TYPE=DISPLACEMENT TOP,2,2'-0.00525 *ELPRMT, FREQ=100. SüMMARY=NO *NODE PRiNT. FREQ=O *END STEP ** * S E P *STATiC *BOüNDAEtY, TYPE=DISPLACEMENT TOP,2,2,-0.005375 *ELPRMT, FREQ= 100, SUMMARY=NO *NODE PRiNT. FREQ=O
*END STEP *+ *STEP *STATIC *BOüNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.O05j *LL?iüNT, FREQ= LOO, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP *STATIC *BOWDARY, TYPE=DISPLACEMENT TOP2,2,-0.005675 *ELPRMT, FREQ=l00, SUMMARY=NO *NODE PRMT, FREQ=O *END STEP * * *STEP * STATIC *BOWDARY. TYPE=DISPLACEMENT TOP.22.-0.00575 'ELPRMT. FREQ=lOO. SUMMARY=NO *NODE PRMT, FREQ=O * M D STEP ** * S E P 'STATIC *BOUNDARY. TYPE=DISPLACEMENT TOP.22,-0.005872 *ELPRiNT, FREQ= 100, SUMMARY=NO *NODE PRMT. FREQ=O *END S E P * * 'STEP * STATiC 'BOUNDARY, TYPE=DISPLACEMENT TOP,2,2,-0.006 'ELPRMT. FREQ=lOO. SUMMARY=NO *NODE P W T , FREQ=O * M D S E P




















