Annexure 7- Course Content TCPRC06.pdf
63
Government of India Ministry of Textiles Textiles Committee Course Code: TC PRC 06 Jigger Machine Operator Version: 03 Developed by: Resource Support Agency, Textiles Committee, Ministry of Textiles, Government of India
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Annexure 7- Course Content TCPRC06.pdf
Government of India
Ministry of Textiles
Textiles Committee
Course Code: TC PRC 06
Jigger Machine Operator
Version: 03
Developed by: Resource Support Agency, Textiles Committee, Ministry of Textiles,
Government of India
Page No 0 RSA DOCUMENT
Version No.03
TABLE OF CONTENTS
SI No Contents Page No.
1 Basic Textile Wet Processing Terms 1
2 Sequence of Operations In Wet Processing 9
3 Brief of All Wet Processing Stages 10
4 Brief Note On Jigger Machine 25
5 Details of Jigger Machine Part 29
6 Working of Jigger Dyeing Machine 34
7 Process Control Parameters In Jigger Dyeing Machine 45
8 Developments In Jigger Dyeing Machines 48
9 Fabric Defects In Jigger Dyeing 52
10 Instructions During Shift Change Over 58
11 Importance of Health & Safety 60
Chapter 1
Page No 1 RSA DOCUMENT
Version No.03
BASIC TEXTILE WET PROCESSING TERMS
Absorbency: The ability of one material to take up another material. In textiles, it is
the ability of fibre/fabric to take the water quickly.
Acidic: A term describing a material having a pH of less than 7.0 in water
Affinity: Chemical attraction; the tendency of two elements or substances to unite or
Combine together, such as fiber and dyestuff. Affinity is usually expressed in units of
joules (or calories) per mole.
After-treatment: Any treatment done after fabric production. In dyeing, it refers to
treating dyed material in ways to improve properties; in nonwovens, it refers to
finishing processes carried out after a web has been formed and bonded. Examples
are embossing, creping, softening, printing and dyeing.
Alkaline: A term used to describe a material having a pH greater than 7.0 in water.
Antichlor: A chemical, such as sodium thiosulfate, used to remove excess chlorine
after bleaching.
Azoic dyes: The dyes, produced by interaction of a diazotized amine (azoic diazo
component) and a coupling component (azoic coupling component).
Basic dyes: A class of positive-ion-carrying dyes known for their brilliant hues. Basic
dyes are composed of large-molecule that have a direct affinity for wool and silk and
can be applied to cotton with a mordant. These are also known as a cationic dyes.
Binder: The binder is a film forming substance made up of long chain
macromolecules which when applied to textile together with the pigment; produce a
three dimensionally linked network.
Auxiliaries: Chemicals used to facilitate and modify the pre-treatment, dyeing,
printing and finishing processes.
Bleaching: This is the process in which natural and added impurities in fabrics are
removed to obtain clear whites.

Page No 2 RSA DOCUMENT
Version No.03
Bleeding: Color rinsing out of a finished garment, yarn, or fiber. Bleeding can be
excess dye that was not fully rinsed out or dye that was not properly set on the fiber.
Indigo is an exception, see crocking.
Buffering Agent (Buffer): A chemical additive that helps stabilize the dyebath pH.
Carbonizing: A chemical process for eliminating cellulosic material from, synthetic
and wool or other animal fibers. The material is reacted with sulfuric acid or
hydrogen chloride gas followed by heating. When the material is dry, the carbonized
cellulose material is dust-like and can be removed.
Carrier: A product added to a dye-bath to promote the dyeing of hydrophobic fibers
and characterized by affinity for, and ability to swell, the fiber.
Caustic Soda: The common name for sodium hydroxide (NaOH)
Cheese: A cylindrical package of yarn wound on a flangeless tube.
Chrome dye: A mordant dye capable of forming a chelate complex with a chromium
ion.
Colorant: A colouring matter, a dye or pigment which can produce colour in a
substrate like fiber, yarn or fabric.
Coloration: A series of textile operation involved to impart color in textiles. It
embraces dyeing, printing, painting, spraying and preparatory treatment as well.
Colourfastness: Resistance to fading; i.e the property of a dye to retain its color
when the dyed (or printed) textile material is exposed to conditions or agents such as
light, perspiration, atmospheric gases, or washing that can remove or destroy the
color.
Color strength: A measure of the ability of a dye to impart color to other materials.
Color strength is evaluated by light absorption in the visible region of the spectrum.
Colorist: In textile coloration, a person experienced in developing color formulas,
evaluating samples for color and producing colored samples to meet standards.
Page No 3 RSA DOCUMENT
Version No.03
Compatibility: In textile dyeing, propensity of individual dye components in a
combination shade to exhaust at similar rates resulting in a buildup of shade that is
constant, or nearly constant, in hue throughout the dyeing process.
Density: The mass per unit volume
Cross dyeing: A process of dyeing textiles containing fibers having different dye
affinities to achieve a multicolored effect.
Depth of Shade: a percentage describing the amount of dye used proportional to
the dry fiber weight, or OWOG. To dye 100 grams of fiber to a 1% DOS, your dye
powder would weigh 1% of 100 grams, or 1 gram.
Desizing: The process removal of size materials from greige (gray) fabric to prepare
for dyeing.
Detergent: A detergent is a compound or a mixture of compounds, intended to
assist cleaning & acts mainly on the oily films that trap dirt particles.
Direct dyes: A class of dyestuffs that are applied directly to the substrate in a
neutral or slightly alkaline bath. They produce full shades on cotton and linen without
mordanting and can also be applied to rayon, silk and wool. Direct dyes give bright
shades but exhibit poor wash fastness.
Disperse dyes: A class of water-insoluble or slightly soluble dyes originally
introduced for dyeing cellulose acetate and usually applied from fine aqueous
suspensions. Disperse dyes are widely used for dyeing most of the manufactured
fibers.
Dyes/dyestuff: Substances that add color to textiles. They are incorporated into the
fiber by chemical reaction, absorption, or dispersion. Dyes may be divided into
natural and synthetic types. Natural dyes are extracted from root bark, flowers and
marine growth. Synthetic dyes are chemically compounded through many processes
from coal tar or other sources of hydrocarbon molecules. On basis of application it is
classified as Acid dye, Azoic dye, Basic dye, Direct dye, Disperse dye, Mordant dye,
Reactive dye, Sulphur dye, Vat dye etc. Fluorescent whitening agent is also a dye.
Page No 4 RSA DOCUMENT
Version No.03
Dye liquor: The liquid that contains the dye and other chemicals or auxiliaries
necessary for dyeing.
Effluent: Waste water released after pretreatment, dyeing & finishing of Textile.
Exhaustion: During wet processing, the ratio at any time between the amount of dye
or substance taken up by the substrate and the amount originally available.
Fast or Fastness: A fast color will not fade due to exposure to light or washing.
Fixation: The process of setting a dye after dyeing of printing, usually by steaming
or other heart treatment.
Florescent whitening agent (FWA): Colorant that absorbs near ultraviolet (UV)
radiation and re-emits visible (violet-blue) radiation. This causes a yellowish material
to which it has been applied to appear whiter.
Foam: Dispersion of gas in a liquid or solid. The gas bubbles may be any size. The
term covers a wide range of useful products such as insulating foam, cushions, etc.
It also describes the undesirable froth in polymer melts, dye baths, etc.
Foam Finishing: The application of one or more liquid chemicals finishes in the form
of a foam to a textile material with the advantage of low wet pick-up
Hard water: Water described as "hard" is high in dissolved minerals, specifically
calcium and magnesium. Hard water is not a health risk, but a nuisance because of
mineral buildup on fixtures and poor soap and/or detergent performance.
Heat setting: Heat-setting is a heat treatment by which shape retention, crease
resistance, resilience and elasticity are imparted to the fibres. It also brings changes
in strength, stretchability, softness, dyeability and sometimes on the color of the
material. All these changes are connected with the structural and chemical
modifications occurring in the fibre.
Hydrophilic: Having strong affinity for or the ability to absorb water.
Hydrophobic: Lacking affinity for or the ability to absorb water.
Page No 5 RSA DOCUMENT
Version No.03
Indigo: Originally a natural blue vat dye extracted from plants, especially the
indigofera tinctoria plant. Most indigo dyes today are synthetic. They are frequently
used on dungarees and denims.
Ingrain dye: A colorant, which is formed, in situ, in the substrate by the development
and coupling of one more intermediate compounds. The term was originally used for
colorants obtained from oxidation bases and by azoic techniques, but is now
reserved for other types of colorant formed in situ.
Inhibitor: A substance that retards or prevents a chemical or physical change. In
textiles, a chemical agent that is added to prevent fading, degradation, or other
undesirable effects.
Jet dyeing machine: A high-temperature piece dyeing machine that circulates the
dye liquor through a Venturi jet, thus imparting a driving force to move the fabric. The
fabric, in rope form, is sewn together to form a loop.
Kier boiling: Process of boiling cellulosic materials in alkaline liquors in a kier at or
above atmospheric pressure.
Leuco dye: A soluble, reduced form of a dye from which the original dye may be
regenerated by oxidation.
Liquor ratio: In wet processing the ratio of the weight of liquid used to the weight of
goods treated.
Metal-complex dye: A dye having a coordinated metal atom in its molecule. Unless
the term metal-complex dye is used in direct association with a particular application
class of dye, e.g. metal-complex disperse dye or metal-complex reactive dye, its use
is inexact and inadvisable.
Migration: Movement of an added substance (e.g. dye or alkali) from one area to
textiles to another. The term commonly used to express the movement of color from
the dyed area to the undyed area of cloth.
Page No 6 RSA DOCUMENT
Version No.03
Mordant: A chemical used in some textile fibers to provide affinity for dyes. Or a
substance, usually a metallic compound, applied to a substrate to form with a dye a
complex which is retained by the substrate more firmly than the dye itself.
Mordant dye: A dye that is fixed with a suitable mordant.
Natural Dyes: Dyes made from natural substances, usually from the bark, leaves,
roots, flowers, or wood of a plant. There are also insects, notably cochineal and lac,
that make dyes.
Optical Brightener: A colorless compounds that, when applied to fabric, absorbs
the ultraviolet radiation in light but emits radiation in the visible spectrum.
Pad: A machine for impregnating fabrics with chemicals. It consists essentially of a
trough followed by two or more pairs of squeeze rolls.
pH: Value indicating the acidity or alkalinity of a material. It is the negative logarithm
of the effective hydrogen ion concentration. A pH of 7.0 is neutral; less than 7.0 is
acidic; and more than 7.0 is basic.
Pick-up: % or weight added per unit weight of fabric.
Pigment: A substance consisting of small particles that is insoluble in the applied
medium & is used primarily for its coloring properties.
Pigment printing: In pigment printing insoluble pigments which have no affinity for
the fibres are fixed on the textiles with binding agent in the pattern required.
Preparation: In textile manufacturing, those processing operations performed on
greige fabric, colored fabric, textile yarns or fibers to ready them for dyeing, printing
or finishing. For example, typical greige cotton fabric preparation includes singeing,
desizing, scouring, bleaching and (optionally) mercerizing.
Reactive dye: A dye that, under suitable conditions, is capable of reacting
chemically with a substrate to form a covalent dye-substrate linkage.
Reduction clearing (RC): The removals of unabsorbed disperse dye from the
surface of polyester at the end of the dyeing or printing process by treatment in a
Page No 7 RSA DOCUMENT
Version No.03
sodium hydroxide/sodium hydrosulfite bath. A surface-active agent may be
employed in the process.
Retarder (Retardants): A chemical that, when added to the dyebath, decreases the
rate of dyeing but does not affect the final exhaustion.
Scouring: In textile processing, treatment of textile materials in aqueous or other
solutions to remove nature fats, waxes, proteins and other constituents as well as
dirt, oil and other impurities.
Shade: A common term loosely used to describe broadly a particular color or depth,
e.g. pale shade, 2% shade, mode shade, fashion shade.
Sizing: A generic term for compounds that are applied to warp yarn to bind the fiber
together and stiffen the yarn to provide abrasion resistance during weaving, Starch,
gelatin, oil, wax and manufactured polymers such as polyvinyl alcohol, polystyrene,
polyacrylic acid, and polyacetates are employed.
Soap: Soap is a metallic salt of saturated or unsaturated higher fatty acid.
Solubilized sulfur dye: A thiosulfuric acid derivative of a sulfur dye which during
dyeing is converted to the substantive alkali-soluble thiol form.
Solubilized vat dye: A water-soluble salt of the sulfuric ester of a leuco vat dye.
After application to the fiber the parent vat dye is regenerated by hydrolysis and
oxidation.
Solvent dye: A dye which is soluble in organic solvents, but not in water, and is
widely used in lacquers, inks, waxes, plastics, soaps, cosmetics, fuels and colored
smokes.
Solvent Dyeing: The use of solvents as dye bath media instead of water becomes
quite a popular concept, where solvent carries the dye molecules to the interior of
fibre & then recovered. Introduction of Hydrophobic fibres like cellulose acetate has
pronounced dyeing problem as no synthetic & natural dye at that time, are capable
of dye it.
Page No 8 RSA DOCUMENT
Version No.03
Souring: The term refers to the treatment of textile materials in dilute acid. Its
purpose is the neutralization of any alkali that is present.
Sulfur dye: A dye, containing sulfur both as an integral part of the chromophore and
in attached polysulfide chains, normally applied in the alkali-soluble reduced (leuco)
form from a sodium sulfide solution and subsequently oxidized to the insoluble form
in the fiber.
Surfactant: An agent, soluble or dispersible in a liquid, which decreases the surface
tension of the liquid contraction of “surface active agent”
Thickener: Thickener is a thick mass which impart stickiness & plasticity to the
printing paste so that it may be applied on the fabric surface without bleeding or
spreading & be capable of maintaining the design outline.
Uneven dyeing: A fabric dyeing that shows variations in shade resulting from
incorrect processing or dyeing methods or from use of faulty materials.
Vat dyes: A water-insoluble dye, usually containing keto groups, which is normally,
applied to the fiber from an alkaline aqueous solution of the reduced enol (Leuco)
form which is subsequently oxidized in the fiber to the insoluble form.
Wash fastness: A measure of resistance to fading by laundering. Different dye
types are measured at different temperatures. Wash Fast/Jacquard brand dyes are
rated at 105F°, while more wash fast dyes types like Lanaset/Sabraset are rated at
140F°.
Wet pick-up: In textile processing, the amount of liquid, and material carried by the
liquid, applied to a textile. Wet pick-up is usually determined as a percentage of
either the dry or conditioned weight of the textile prior to processing.
Wetting agent: It is a chemical substance that increases the spreading &
penetrating properties of a liquid by lowering its surface tension that is the tendency
of its molecules to adhere to each other.
Wet pick-up: The weight of liquor taken up by a given weight of the fabric after
impregnation, spraying, or coating element.

Page No 9 RSA DOCUMENT
Version No.03
Chapter 2
SEQUENCE OF OPERATIONS IN WET PROCESSING
Grey cloth ↓
Stitching and sewing ↓
Shearing and cropping ↓
Brushing ↓
Singeing ↓
Desizing ↓
Scouring ↓
Bleaching ↓
Souring ↓
Washing ↓
Drying ↓
Mercerizing ↓
Dyeing ↓
Printing ↓
Fixing or curing ↓
After treatment ↓
Finishing ↓
Inspection ↓
Packing

Page No 10 RSA DOCUMENT
Version No.03
Chapter 3
BRIEF OF ALL WET PROCESSING STAGES
3.1. Grey Fabric Inspection:
After manufacturing fabric it is inspected on an inspection table. It is the process to
remove neps, warp end breakage, weft end breakage, hole spot, etc.
3.2. Stitching:
Stitching is done to increase the length of the fabric for making suitable for
processing. It is done by plain sewing m/c.
3.3. Brushing:
To remove the dirt, dust, loose fibre & loose ends of the warp & weft threads is
known as brushing.
3.4. Shearing / Cropping:
The process by which the attached ends of the warp & weft thread are removed by
cutting by the knives or blades is called shearing. Shearing is done for cotton &
cropping for jute.
3.5. Singeing:
The process by which the protruding / projecting fibres are removed from the fabrics
by burning / heat to increase the smoothness of the fabric is called singeing. If
required both sides of fabric are singed.
3.5.1. Advantages of Singeing
Improved end use and wearing properties.
Clean Surface
Reduced fogginess
Reduced pilling
Reduced Soiling.
Page No 11 RSA DOCUMENT
Version No.03
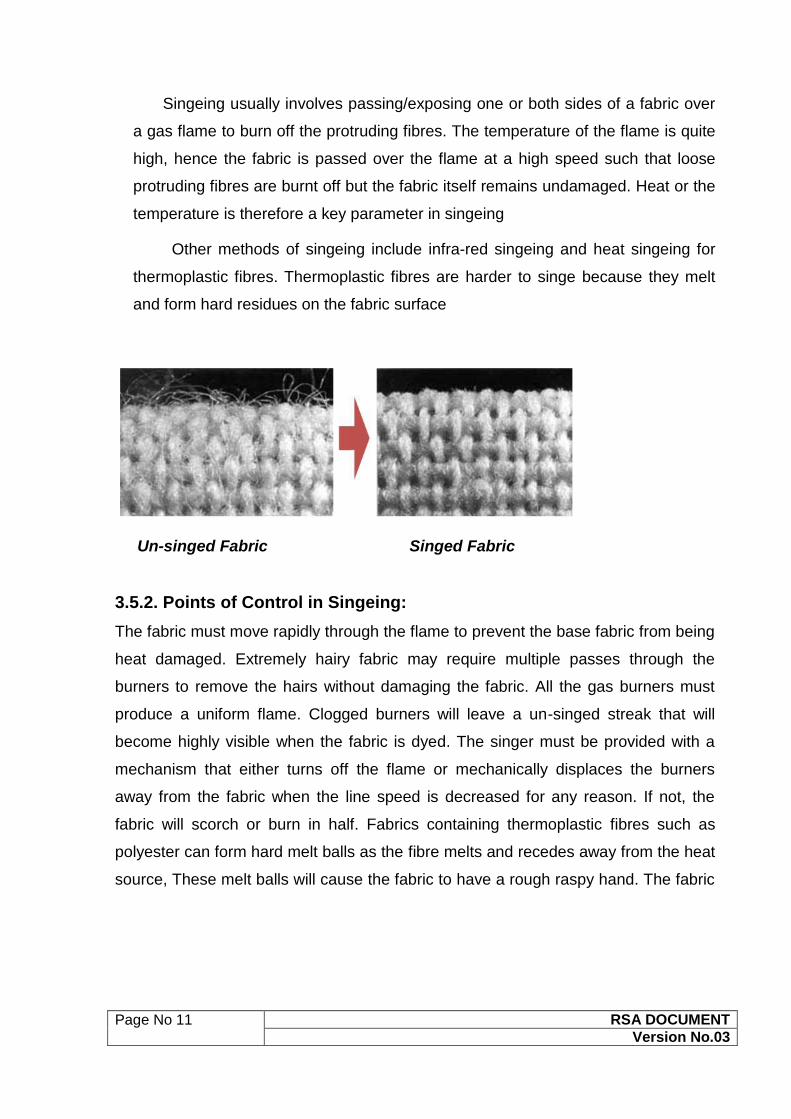
Singeing usually involves passing/exposing one or both sides of a fabric over
a gas flame to burn off the protruding fibres. The temperature of the flame is quite
high, hence the fabric is passed over the flame at a high speed such that loose
protruding fibres are burnt off but the fabric itself remains undamaged. Heat or the
temperature is therefore a key parameter in singeing
Other methods of singeing include infra-red singeing and heat singeing for
thermoplastic fibres. Thermoplastic fibres are harder to singe because they melt
and form hard residues on the fabric surface
Un-singed Fabric Singed Fabric
3.5.2. Points of Control in Singeing:
The fabric must move rapidly through the flame to prevent the base fabric from being
heat damaged. Extremely hairy fabric may require multiple passes through the
burners to remove the hairs without damaging the fabric. All the gas burners must
produce a uniform flame. Clogged burners will leave a un-singed streak that will
become highly visible when the fabric is dyed. The singer must be provided with a
mechanism that either turns off the flame or mechanically displaces the burners
away from the fabric when the line speed is decreased for any reason. If not, the
fabric will scorch or burn in half. Fabrics containing thermoplastic fibres such as
polyester can form hard melt balls as the fibre melts and recedes away from the heat
source, These melt balls will cause the fabric to have a rough raspy hand. The fabric
Page No 12 RSA DOCUMENT
Version No.03
may require a subsequent processing step to remove the melt balls.
3.6. Desizing:
Desizing is the process of removal of size material applied on warp threads of a
fabric to facilitate the process of weaving. Size forms a stiff, hard and smooth coating
on warp yarns to enable them to withstand the cyclic tensions during weaving and
reduce breakage
There are three types of Desizing Methods namely, Rot steeping, Acid desizing and
enzymatic desizing. Enzymatic desizing is more popular and mostly practiced
desizing method because it is very safe and does not cause any damage to the
fabric. This is one of the important textile pre-treatment possesses to ge trouble free
dyeing.
3.7. Scouring:
Scouring is the next process after desizing in which the water insoluble impurities,
such as the natural fats and waxes as well as added impurities present in the fabric
are removed. Due to the removal of these impurities the absorbency of the fabric
increases to the greater extent, which results in efficient further processing.
There are two ways to carry out scouring: 1. Alkali Scouring. 2. Solvent Scouring.
Normally, alkali scouring is carried out and the alkali used is sodium hydroxide.
3.7.1. Objects of scouring:
To remove natural fat, wax and oil materials containing in the fabrics without
damaging the fibres.
To accelerate dye and chemical absorption of the fabrics.
To improve the handle of the goods.
To remove non-cellulosic substance in case of cotton.
3.7.2. Reactions occur during scouring:
Saponification of oils and fatty acids converted into soaps

Page No 13 RSA DOCUMENT
Version No.03
Pectin are converted into sodium salts of pectic acids.
Proteins are hydrolysed into soluble products
Mineral matters are dissolved into water
Unsaponifiable oils and waxes are emulsified.
Dust particles are removed and held in suspensions.
3.7.3. Scouring Processes:
Scouring is carried out by three methods
i. Batch scouring – Scouring on jigger, kier boiling, winch machine
ii. Semi-continuous scouring - Pad-batch, pad-steam process, J-box.
iii. Continuous Scouring – Pad-steam process
General recipe for scouring process:
Alkali (NaOH) 2 - 5 gm/l
Soda ash 2 - 5 gm/l
Wetting agent 1 gm/l
Sequestering agent 1 gm/l
Detergent 1 - 2 gm/l
Recently new method of scouring is invented, i.e. Bio-scouring. Bio-scouring with
pectinase enzymes have shown poise in replacing the traditional scouring treatment.
3.8. Bleaching:
The scouring process of cotton removes waxes and other majority of impurities
leaving behind the natural colouring matter. Bleaching completes the purification of
fibre by ensuring the complete decolourisation of colouring matter.
Bleaching can be done by oxidative or reductive bleaching agent. The important
Oxidative bleaching agents are hydrogen peroxide, sodium or calcium hypochlorite
and sodium chlorite. The main reducing agents are Sodium hydrosulphite,
sulphoxylates, sodium bisulphites and thioureadioxide increases.
Page No 14 RSA DOCUMENT
Version No.03
The bleaching process must ensure:
A pure and permanent whiteness.
Level dyeing properties (There should be no variation in bleaching).
Three should not be any loss in tensile strength due to degradation of
cellulose.
Eco-Friendly bleaching should be preferred.
Hydrogen Peroxide is the most widely used bleaching agent.
Bleaching may be carried out using enzymatic bleaching agents. The most popular
and preferred bleaching agent is hydrogen peroxide. Hydrogen peroxide bleaching
can be done by
i. Batch wise
ii. Semi-continuous
iii. Continuous
Batch wise bleaching can be carried out using jigger, winch or kier. In semi-
continuous bleaching, initially the fabric is padded through bleaching agent &
required chemicals and batched. Then the batching rolls steamed followed by
washing and neutralising. In case of continuous bleaching; padding, steaming and
washing operation is in continuous form.
3.9. Mercerizing:
In this process, the cellulosic materials/substance is treated with high concentration
of NaOH for short time and then washed. The main objectives of mercerisation are;
To Improve dimensional stability
To Increased dye uptake
To Improve strength
To Improve moisture regain
To improve lustre
Page No 15 RSA DOCUMENT
Version No.03
3.9.1. Types of Mercerization
Mercerization is widely used, and in the mercerization of different kinds of
cellulose products, including blended products, the machine used and the treatment
conditions must be selected in accordance with the type of fibre, the form that it is in
and its properties, and also in accordance with the aims and the timing of the
mercerization.
Types of mercerization according to the form of the product
a) Yarn mercerization
Batch: Hank mercerization, Cheese mercerization
Continuous: Single end mercerization, Tow mercerization, Warp mercerization
b) Knit Mercerization
Open mercerization
Closed mercerization (Round mercerization, tubular knit mercerization)
c) Cloth mercerization
Paddless chainless mercerization
Chain mercerization
Batch-up mercerization
The effect of mercerization can be tested by checking dyeing properties,
luster, strength, shrinkage of the material. However, the best method of evaluation of
textile material is Barium Activity Number. Barium activity number measures the
swelling of textile material.
3.10. Heat Setting:
The purpose of heat setting is to dimensionally stabilize fabrics containing
thermoplastic fibres. Polyester and nylon are the principal fibres involved. Blended
polyester/cotton fabrics are produced in large quantities. These fabrics may shrink,
or otherwise become distorted either during wet processing or in the consumer's

Page No 16 RSA DOCUMENT
Version No.03
hands. Heat setting is a way of reducing or eliminating these undesirable properties.
The process is relatively simple - pass the fabric through a heating zone for a time
and at a temperature that resets the thermoplastic fibre's morphology memory. The
new memory relieves the stresses and strains imparted to the fibre by the yarn
making and weaving processes, and makes stable the configuration it finds itself in
flat smooth fabric. This newly imparted memory allows the fibre to resist fabric
distorting forces and provides a way to recover from them. The time and temperature
needed for the heat treatment depend on fabric density and previous heat history of
the polyester. Time and temperature must exceed that imparted by previous heat
treatments. Usually 15 - 90 seconds at temperatures of 385 - 4150 F. will suffice.
The heat setting equipment can be hot air in a tenter frame, or surface contact heat
from hot cans. While the process is simple, careful control is required.
Heat setting reduces polyester's dye up take. Heat-set goods dye lighter and
slower than non heat-set good. For uniform shades, side to center, front to back and
beginning to end exposure to heat must be controlled and uniform, otherwise these
differences will show up in the dyed cloth. Heat-setting can be done either at the end
of wet processing or at the beginning. At either point, the goods must be free of
wrinkles and other distortions otherwise the distortions will be permanently set. Care
must be taken when heat-setting greige goods sized with polyvinyl alcohol. At high
temperatures, PVA will dehydrate, becoming discoloured and insoluble in water.
While greige heat-setting may be particularly beneficial when preparing easily
distorted fabrics, one may have to settle for less than the full heat-setting benefit in
order to still remove the size. Heat-setting harshen the hand and stiffens the fabric.
The condition is more prone to happen when contact heat is used. The fabric may
become flatter and develop an unwanted gloss or sheen
3.11. Dyeing:
The process of colouring fibres, yarns, or fabrics with either natural or
synthetic dyes is known as dyeing of textiles. Textiles are dyed using a wide range
of dyestuffs, techniques, and equipment. Dyes used by the textile industry are largely
Page No 17 RSA DOCUMENT
Version No.03
synthetic, typically derived from coal tar and petroleum-based intermediates. Dyes
are sold as powders, granules, pastes, and liquid dispersions.
Textiles can be coloured at any of several stages of the manufacturing process so
that the following colouring processes are possible:
Stock dyeing
Top dyeing: fibres are shaped in lightly twisted roving before dyeing
Tow dyeing: it consists in dyeing the mono-filament material (called tow)
produced during the manufacture of synthetic fibres
Yarn dyeing
Piece (e.g. woven, knitted and tufted cloths) dyeing
Ready-made goods (finished garments, carpet rugs, bathroom-sets, etc.).
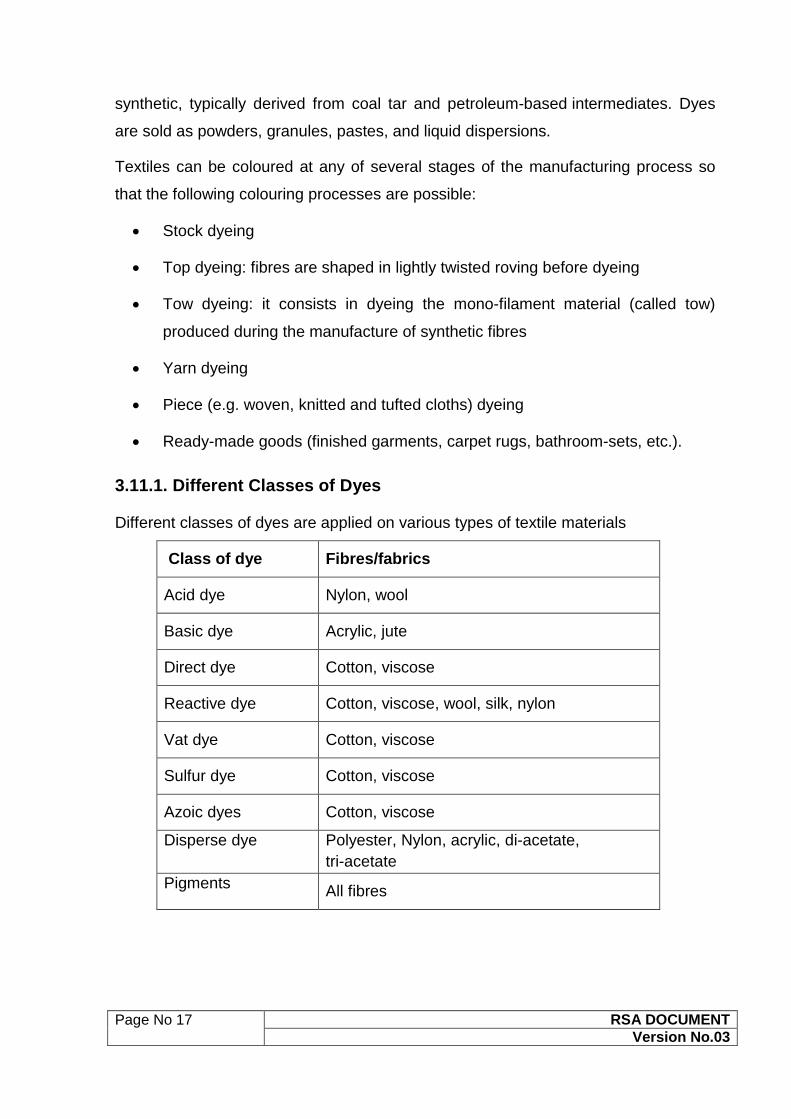
3.11.1. Different Classes of Dyes
Different classes of dyes are applied on various types of textile materials
Class of dye Fibres/fabrics
Acid dye Nylon, wool
Basic dye Acrylic, jute
Direct dye Cotton, viscose
Reactive dye Cotton, viscose, wool, silk, nylon
Vat dye Cotton, viscose
Sulfur dye Cotton, viscose
Azoic dyes Cotton, viscose
Disperse dye Polyester, Nylon, acrylic, di-acetate,
tri-acetate
Pigments All fibres
Page No 18 RSA DOCUMENT
Version No.03
Dyes can be used on vegetable, animal or man-made fibres only if they have
affinity to them. Textile dyes include acid dyes, used mainly for dyeing wool, silk and
nylon and direct or substantive dyes, which have a strong affinity for cellulose fibres.
Mordant dyes require the addition of chemical substances, such as salts to give
them an affinity for the material being dyed. They are applied to cellulose fibres, wool
or silk after such materials have been treated with metal salts.
Sulfur dyes, used to dye cellulose, are inexpensive, but produce colours
lacking brilliance. Azoic dyes are insoluble pigments formed within the fibre by
padding, first with a soluble coupling compound and then with a diazotized base. Vat
dyes, insoluble in water, are converted into soluble colourless compounds by means
of alkaline sodium hydrosulfite. These colourless compounds are absorbed by the
cellulose, which are subsequently oxidized to an insoluble pigment. Disperse dyes
are suspensions of finely divided insoluble, organic pigments used to dye such
hydrophobic fibres as polyesters, nylon and cellulose acetates. Reactive dyes
combine directly with the fibre, resulting in excellent colourfastness. The first ranges
of reactive dyes for cellulose fibres were introduced in the mid-1950. Today, a wide
variety is available.
3.11.2. Methods of Dyeing
Similar to scouring and bleaching, dyeing of fabric is carried out by three
methods namely;
i. Batch dyeing: jigger, winch, jet, etc.
ii. Semi-continuous: pad batch, pad- roll -steam
iii. Continuous: pad-steam
Dyeing can be performed using continuous or batch processes. In
batch dyeing, a certain amount of textile substrate, usually 100 to 1,000 kilograms, is
loaded into a dyeing machine and brought to equilibrium, or near equilibrium, with a
solution containing the dye. Because the dyes have an affinity for the fibres, the dye
molecules leave the dye solution and enter the fibres over a period of minutes to
hours, depending on the type of dye and fabric used.
Page No 19 RSA DOCUMENT
Version No.03
Auxiliary chemicals and controlled dyebath conditions (mainly temperature)
accelerate and optimize the action. The dye is fixed in the fibre using heat and/or
chemicals, and the tinted textile substrate is washed to remove unfixed dyes and
chemicals. Common methods of a batch, or exhaust, dyeing include beam, beck, jet,
and jig processing. Pad dyeing can be performed by either batch or continuous
processes.
In continuous dyeing processes, textiles are fed continuously into a dye
range at speeds usually between 50 and 250 meters per minute. To be economical,
this may require the dyer to process 10,000 meters of textiles or more per colour,
although specialty ranges are now being designed to run as little as 2,000 meters
economically. Continuous dyeing processes typically consist of dye application, dye
fixation with chemicals or heat, and washing.
3.12. Printing:
Printing can be defined as the localized application of dye or pigment in a
thickened form to a substrate to generate a pattern or design. In the process of
printing colour designs are developed on fabrics by printing with dyes and pigments
in paste form with specially designed machines. Printing is used to apply colour only
on localized areas.
3.12.1. The Difference between Dyeing and Printing
In dyeing, only mono colour application can be done, whereas in printing, mono
or multi-colour application is possible.
In dyeing, dyes are applied in liquid form, whereas in printing, dyes are applied
with pastes.
In dyeing, temperature is used for better penetration, but in printing, temperature
is not used.
Water plays an important role in dyeing, but in printing, thickening agent plays an
important role.
Page No 20 RSA DOCUMENT
Version No.03
In dyeing, percentage shade is calculated on the weight of the material, but in
printing, percentage shade is calculated on the weight of the paste.
3.12.2. Print Paste Ingredients
i. Dyestuff or Pigments
ii. Thickeners
iii. Wetting Agents
iv. Dispersing Agents
v. Anti-Foaming Agents
vi. Fixation Accelerators
vii. Hydroscopic Agents
viii. Acids or Alkalis
ix. Oxidizing Agents or Reducing Agents
x. Miscellaneous
3.12.3. Printing styles
There are three styles of Printing:
a) Direct printing (which also includes digital and transfer printing)
b) Discharge printing
c) Resist printing.
Direct style of printing: In this type of printing dye is applied onto the fabric by
carved block, stencil, screen, engraved roller, etc. The colour is applied to specific
areas of a pretreated textile substrate, which can be white or pre-dyed.
Discharge style of printing: In this method the fabric is dyed and then printed with
a chemical that will destroy the colour in designed areas. Some time the base colour
is removed and another colour printed in its place.
Resist Style of printing: In this method bleached fabric is printed with a paste
containing resisting agent, dried and the fabric is dyed. Special dyeing technique is
used in order to avoid the spoiling of resist printed area.
Page No 21 RSA DOCUMENT
Version No.03
3.12.4. Methods of printing
a) Roller printing
b) Flat bed Screen printing
c) Rotary screen printing
d) Heat transfer printing
e) Block printing
f) Stencil printing
g) Digital printing
h) Special styles of printing – tie & dye, Batik printing, burnt out printing
3.13. Finishing
Textile Finishing covers an extremely wide range of activities which are performed
on textiles before they reach the final customer. The term finishing includes all the
mechanical and chemical processes employed commercially to improve the
acceptability of the product. Finishing processes might modify a fabric's final
appearance, make it softer, or improve elements of its performance. Whichever
process is done, textile finishing makes fabric more appealing to the consumer.
3.13.1. Objectives of Finishing
i. To improve appearance of the fabrics
ii. To meet up specific requirements of the fabrics to achieve the final goal.
iii. To increase the life time of durability of the fabric
3.13.2. Classification of textile finishes
Textile finishes are classified in different ways
Aesthetic finishes: This type of finishes make change or modify the appearance of
the fabric or hand/drape properties of the fabrics.
Functional finishes: This type of finishes changes the internal performance
properties of the fabrics.
Finishes also classifies s follows.
Page No 22 RSA DOCUMENT
Version No.03
Mechanical finishes: This type of finishes also called as dry finishes, which involves
specific physical treatment to the fabric surface to cause a change in fabric
appearance. Mechanical finishing is considered a dry operation even though
moisture and chemicals are often needed to successfully process the fabric.
Chemical finishes: This type of finishes usually applied to the fabric by padding
followed by curing or drying. Chemical finishing or „wet finishing‟ involves the addition
of chemicals to textiles to achieve a desired result. In chemical finishing, water is
used as the medium for applying the chemicals. Heat is used to drive off the water
and to activate the chemicals.
3.13.3. Different Mechanical finishes:
a) Calendaring: Compression of fabric between two heavy rollers to give a smooth
appearance to the surface of the fabric. Calendaring is a mechanical finishing
process typically used to produce special fabric effects, such as high luster,
smoothness, or even embossing.
b) Sanding, Napping and Shearing: In contrast to calendaring, sanding makes knit
or woven fabrics feel softer and appear more textured. Sanding can be used to make
the fabric surface resemble sueded leather. Typically, the fabric surface is subjected
to one or more rolls of abrasive material (usually sandpaper) moving at a much
higher surface speed than the fabric. In the napping process, typically used on
woven flannel and knit fleece, wire points are used to lift fibres from the surface of a
fabric. The shearing process uses a very sharp rotating cylinder with shearing blades
and a straight fixed blade to cut off surface fibres or yarn loops.
c) Decatising: This process is mainly carried out on wool by exploiting its elastic
properties in hot and wet conditions by the direct action of the steam on the fabric.
d) Sanforizing (pre-shrinking): The key to any compactor is the head where force
is applied to move parallel yarns closer together. More fabric must be fed in than is
taken off. A Sanforizer uses a thick rubber blanket running against a steam heated
cylinder as the compacting force.
Page No 23 RSA DOCUMENT
Version No.03
e) Setting and heat-setting: This is normally used for synthetic fabrics to avoid
undue shrinkage in subsequent processing.
3.13.4. Different Chemical Finishes:
a) Softening (handle modification): Wax emulsion or silicon emulsion are used as
softeners. Softening is required for more pleasant hand and better drapability
b) Stiffening: Some fabrics need to be made stiffer and crisper as per the end use.
Stiffening agents are applied to the cloth to increase the weight of the fabric and
improve the thickness. Stiffening agents like starches, natural gum and polyvinyl
acetate are used,
c) Water repellency: Water repellent are chemical finish that resist the penetration
of water into the fabric. Paraffin emulsions, silicones and fluoro-chemicals are used
as the water repellent agents.
d) Flame retardency: Flame retardant finishes provide textile with an important
performance characteristics that is it stopped the propagation of fibre when it comes
in contact with fire. Flame retardant finish is a surface finishes and coating that
inhibit, suppress, or delay the production of flames to prevent the spread of fire.
e) Wash-n-wear, durable press, anti-crease, wrinkle free finishes: Resin or
wrinkle free finish is widely used in textile industry to impart crease resistance to
cotton fabric and garments.
f) Soil release: A finish that increase the absorbency of a fabric, this finish allowed
stains to leave the fabric faster, increase the wicking action for greater comfort in
wear, makes fabric dry-cleanable without significant loss of soil release properties.
g) Antistatic finishes: Antistatic finish for synthetic textiles to avoid static charge
build up & give a natural feel.
h) Anti-pilling finishes: Pilling is an unpleasant phenomenon associated with spun
yarn fabrics especially when they contain synthetics. Anti-pilling finish reduces the
forming of pills on fabrics and knitted products made from yarns with synthetic-fibre
content. Anti-pilling finish is based on the use of chemical treatments which aim to
Page No 24 RSA DOCUMENT
Version No.03
suppress the ability of fibres to slacken and also to reduce the mechanical resistance
of synthetic fibre.
i) Anti-microbial finish: Antimicrobial means preventing or inhibits the growth of
microorganisms or microbes. The chemical which kills or inhibits the growth of
microorganisms / microbes is known as Anti-microbial Agent.
3.14. Quality Assurance Laboratory
The textile industry has a grave concern for maintaining high quality standards so it
establishes rigid systems of inspection before the fabric gets finally packed. It is
extremely essential to maintain a reputation of supplying fault free goods. Hence, the
fabric undergoes test for product quality at every major stage of processing. The
textile material is tested in an equipped laboratory and skilled technicians to maintain
product quality. The fabric is instantly rejected if it is not within the specification
limits. Modern quality control has been assisted by development of techniques and
machines for assessing fabric properties. The automatic testing devices has greatly
reduced testing time and cost.
3.15. Effluent Treatment Plant
The textile industry generates a lot of toxic effluent during the processing of the
fabric which has to be treated before its disposal the strict norms issued by the
pollution control boards of respective states to the textile processing industry has
helped to curb pollution and combat the menace quite effectively. The effluent
process is divided into following process. 1. Physical. 2. Chemical. 3. Biological. 4.
Tertiary.
Page No 25 RSA DOCUMENT
Version No.03
Chapter 4
BRIEF NOTE ON JIGGER MACHINE
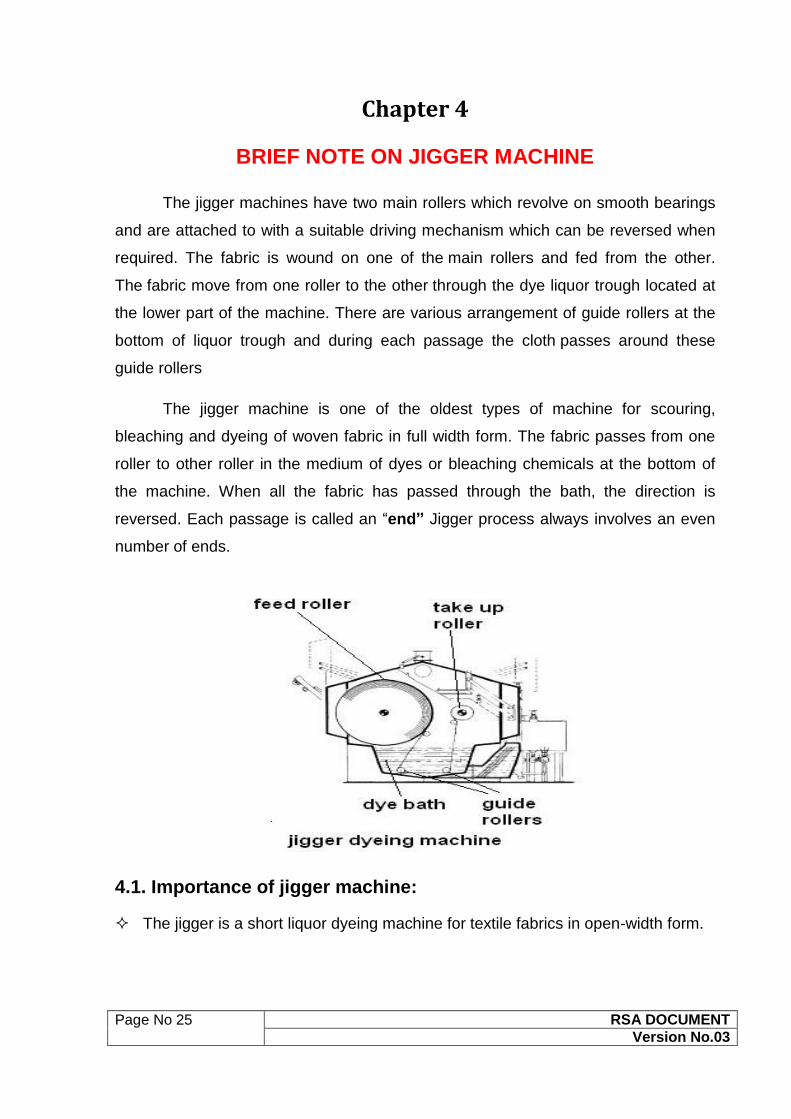
The jigger machines have two main rollers which revolve on smooth bearings
and are attached to with a suitable driving mechanism which can be reversed when
required. The fabric is wound on one of the main rollers and fed from the other.
The fabric move from one roller to the other through the dye liquor trough located at
the lower part of the machine. There are various arrangement of guide rollers at the
bottom of liquor trough and during each passage the cloth passes around these
guide rollers
The jigger machine is one of the oldest types of machine for scouring,
bleaching and dyeing of woven fabric in full width form. The fabric passes from one
roller to other roller in the medium of dyes or bleaching chemicals at the bottom of
the machine. When all the fabric has passed through the bath, the direction is
reversed. Each passage is called an “end” Jigger process always involves an even
number of ends.
4.1. Importance of jigger machine:
The jigger is a short liquor dyeing machine for textile fabrics in open-width form.
Page No 26 RSA DOCUMENT
Version No.03
The small lots can be easily processed in jigger machine.
Most suitable for all kinds of shades.
Excellent colour fastness properties achieved in jigger.
Lower investment cost compare with continuous dyeing technique.
Suitable for all kind of process in open width, from pretreatment to finishing.
4.2. Different types of Jigger machine:
Textile Jigger Machine for woven fabrics,
Hydraulic Jigger Machine for dyed fabric,
Semi Automatic Dyeing Jigger for dyeing fabric,
Automatic Jigger Textile Machine for woven fabrics,
Semi & Jumbo Jigger Machine show how to dye fabric,
Mannul Jigger for for natural dyes
Open jigger dyeing machines: Working at atmospheric conditions. Fabric can be
dyed at 95oC or less temperature.
Closed jigger dyeing machines: In order to carry out dyeing at higher temperature
and avoid steam losses these machines are developed.
Jumbo jigger dyeing machine: In normal jigger about 100-150 kg of fabric can be
dyed. So to dye higher amount of fabric, jumbo jiggers are developed.
Modern Jumbo Jiggers: Modern machines such as jumbo jiggers have full
automation in drive, tension regulation and control , fabric speed and metering,
smooth and jerk less stop and start, counters for number of turns, gradual and
noiseless reversal, automatic temperature regulation and control etc.
4.3. Various processes carried out in Jigger machine:
Jigger machine is the oldest form of machines. It is versatile machine and many
textile wet processing operations can be carried out on this machine. Basically, the
fabric is processed in open width and it preferred for heavy fabric and crease
Page No 27 RSA DOCUMENT
Version No.03
sensitive fabrics. Following wet processes are possible on jigger dyeing machines.
Desizing
Scouring
Beaching
Dyeing
Washing
Finishing
Jigger dyeing machine which is suitable for woven fabric than knitted fabric
because jigger exert considerable lengthwise tension on the fabric. This is also
particularly suitable for cellulosic fibres because the natural dyes generally do not
exhaust well and the jig works with an exceedingly low liquor ratio. It is one of the
oldest dyeing machines for dyeing fabric. This machine is used for batch processing,
where „Exhaust dyeing‟ technique is used.
4.4. Advantages and Limitations of Jigger Dyeing Machine
4.4.1. Advantages of Jigger Dyeing Machine:
High speed dyeing machine.
Better dye penetration.
No crease mark in fabric.
Economical dyeing process.
Used for cotton fabrics specially woven fabric.
The cloth is dyed in open width form in textile industry.
Low liquor ratio leads to saving of large amount energy and water.
Used for scouring and bleaching for smaller batches of fabric.
Page No 28 RSA DOCUMENT
Version No.03
4.4.2. Limitations of Jigger Dyeing:
o Jiggers exert considerable lengthwise tension on the fabric and are more
suitable for the dyeing of woven than knitted fabrics.
o Uneven dyeing in fabric selvedge.
o Weak fabric may be damaged due to more tension.
o Dyeing room becomes dirty and hazard.
o Heat may be lost due to roller.
o Fabric is out of liquor is dyeing tank.
o Discontinuous Process.
o The low liquor ratio makes washing-off difficult.
o There is little mechanical action in a jig machine and it is less suitable where
vigorous scouring is required before dyeing.
o Moiré effects or water marks may arise on some acetate and nylon fabrics
because of pressure flattening the structure of the rolled fabric.
4.5. Woven fabrics which are conveniently dyed on Jigger:
Taffettas
Plain woven
Satins
Poplins
Ducks
Suiting and Shirting material.
Sheeting‟s, etc.
Page No 29 RSA DOCUMENT
Version No.03
Chapter 5
DETAILS OF JIGGER MACHINE PARTS
The jigger machines have two main rollers which revolve on smooth bearings
and are attached to with a suitable driving mechanism, which can be reversed when
required. The fabric is wound on one of the main rollers and fed from the other. The
fabric move from one roller to the other through the dye liquor trough located at the
lower part of the machine. There are various arrangement of guide rollers at the
bottom of liquor trough, and during each passage the cloth passes around these
guide rollers.
The concentrated dye liquor is usually introduced directly into the dyebath in
two equal portions, which are added just before commencing the first and second
ends. The liquor is agitated by the movement of the fabric through the dyebath.
Several horizontal spray pipes are fitted across the full width of the trough in order to
expedite fabric rinsing. Live steam injected into the bottom of the trough through a
perforated pipe across the width of the jig heats the liquor. Some modern jigs also
have heat exchangers for indirect heating.
Covering the top of the jig minimizes the heat loss to the atmosphere, keeps
the temperature uniform on all parts of the fabric and minimizes exposure of the
liquor and the cloth to air. Minimizing exposure to air is important when using sulphur
or vat dyes since these dyes can be oxidized by atmospheric oxygen.
A few meters of leading fabric, similar in construction to the cloth under
process, is stitched to each end of the cloth batch, to allow the entire length of the
fabric to pass through the dye bath during the dyeing process. When jig processing
is completed, the fabric is run onto an A-frame via a nip or suction device to remove
extraneous water during unloading.
5.1. The Description of Different Parts of Jigger Machine
5.1.1. The Drive System
Page No 30 RSA DOCUMENT
Version No.03
A standard mechanism for driving the draw rollers is based on friction gear
system. The motor (usually about 1.5 – 2 kw), through a variable V-belt pulley, drives
roller which runs between two friction discs. A change in tension displaces the roller
so alternating the gearing bet, the two discs and varying the drive on the rollers.
In some driving systems, each of the two main rollers has separate D.C.
motors. The transmission is through a level gear spherical rolling elements and
overload clutches. Another method for transmitting drive to the rollers involves the
use of hydraulics and recently this has been coupled with electronics controls.
5.1.2. Heating System
Heating is usually by steam (100- pressure, 300 kpa) through a perforated
pipe running the width of the machine at the bottom of the dyebath. The perorations
must be on the lower side of the pipe and must not impinge on the fabric. Closed coil
heating (using higher steam pressure) may be used but is generally slow than direct
steam injection. It does however offer better control at dyeing temperatures and
some jigs are supplied with a dual heating.
There are two heating System. One is direct heating system and another is
indirect heating system. The Direct steam injection for rapid heating up to near the
dyeing temperature and then closed coil heating for maintaining that temperature. In
indirect heating the heating coils with the circulation of hot thermic fluid can be used
with necessary controls.
5.1.3. Expanders
When running wet fabric from roll to roll there is always a tendency to form
lengthways creases which must be eliminated before winding onto the roll. Expander
bars are fitted so that their convex surface is in direct content with the fabric shortly
before winding onto the roll.
Page No 31 RSA DOCUMENT
Version No.03
5.1.4. Trough (Dye bath)
Dyeing trough has a special high efficiency design allowing constant and controlled
liquor ratio dyeing and high efficiency washing with minimum liquor content, Intended
liquor ratio is minimum 1:4.
The liquor capacity of a typical jigger capable of dyeing fabric up to 1.8 m
wide is 750 lit for which one drain valve is sufficient. Usually the pre-dissolved and
strained concentrated dye liquor is added directly to the dye bath and thoroughly
distributed throughout the bath. Some dyers prefer to split the concentrated dye
liquor into two equal portions and add half before the first dyeing and the reminder
before starting the second run. The liquor is agitated by the movement of the fabric
through the dye bath and mechanical liquor circulation systems are generally
unnecessary unless dye-addition tanks are fitted and in the case of very wide
machines or where temperature uniformity is critical.
On old Jigs, roll lengths of 500 or 1000 m were customary, but recent
developments have enabled rolls of up to 1 m. diameter to be accommodated
representing around 5000 mg light weight cloth. It is essential for all the fabric in te
roll to have the same width and for the fabric to be run-up very straight so that the
roll has sides perpendicular to its axis.
For loading the leading end of fabric on the roll is threaded under two free-
running rollers located at the bottom of the machine and then led upwards and
around the draw roller. When loading is completed the trailing end is then secured
around the second draw roller.
5.1.5. The Gear Box
The revolving action of the two main rollers is to be very accurately co-ordinated.
Since the cloth has to pass from one main roller to the other and since all attempts
are made to match the let off and take up speeds of the fabric, an effective gearing
system can actually keep the fabric tension to the absolute minimum.
5.1.6. Brake Assembly

Page No 32 RSA DOCUMENT
Version No.03
The purpose of the brake assembly is to control and regulate the speed at which the
cloth should pass on to the main rollers. It is provided with a freewheeling system
which actuates the braking action only when the cloth is passing onto the main
rollers and the system is free when the cloth is being taken away from the rollers.
5.1.7. Cast Iron Horns
The horns which are fixed on both the sides of the frame are used as resting points
for outside cloth rolls. There horns are usually fixed but will have a movable
execution whenever the steam saving hood is to be provided along with the
machine.
5.1.8. Squeezing Device
This device consists of a press roll, which can rest on either of the main rollers. The
pressure is usually created by springs located on both the ends. This roll exerts only
a light pressure and is made with of only when the cloth is being taken out of the Jig
after the completion of the dyeing or any other wet process.
5.1.9. Steam Saving Hood
This hood saves steam when the process is to be conducted at near boil conditions.
To avoid steam condensation drops on the fabric, a steam heated pipe is provide to
top inside the hood.
It is now standard practice to supply Jigs with top cover which should be hinged to
facilitate accessibility and fitted with rubber framed safety glass windows. The
advantages of using top covers are.
Maintaining the temperature on the fabric roll;
Minimizing the temperature differences on the roll; in an open Jig the edges
of the roll cool rapidly leading to a reduction in dye uptake (listing).
Minimizing exposure to air; this is of particular importance when applying vat
dyes in the reduced state.
Reducing the amount of heat consumed in maintaining the dyebath and
goods at the specified temperature.
Page No 33 RSA DOCUMENT
Version No.03
Reducing the loss of steam to atmosphere.
Top covers should be fitted with insulated handles and be designed internally
so that any condensed liquor rung to the side of the machine and back to the dye
bath. The cover should also be provided with a steam exhaust valve and many Jigs
are fitted with direct steam injection nozzles at the side of the machine to maintain a
high internal temperature.
For colour matching it is standard practice to stop the machine and take small
spls adjacent to a fabric join near the middle of the total length.
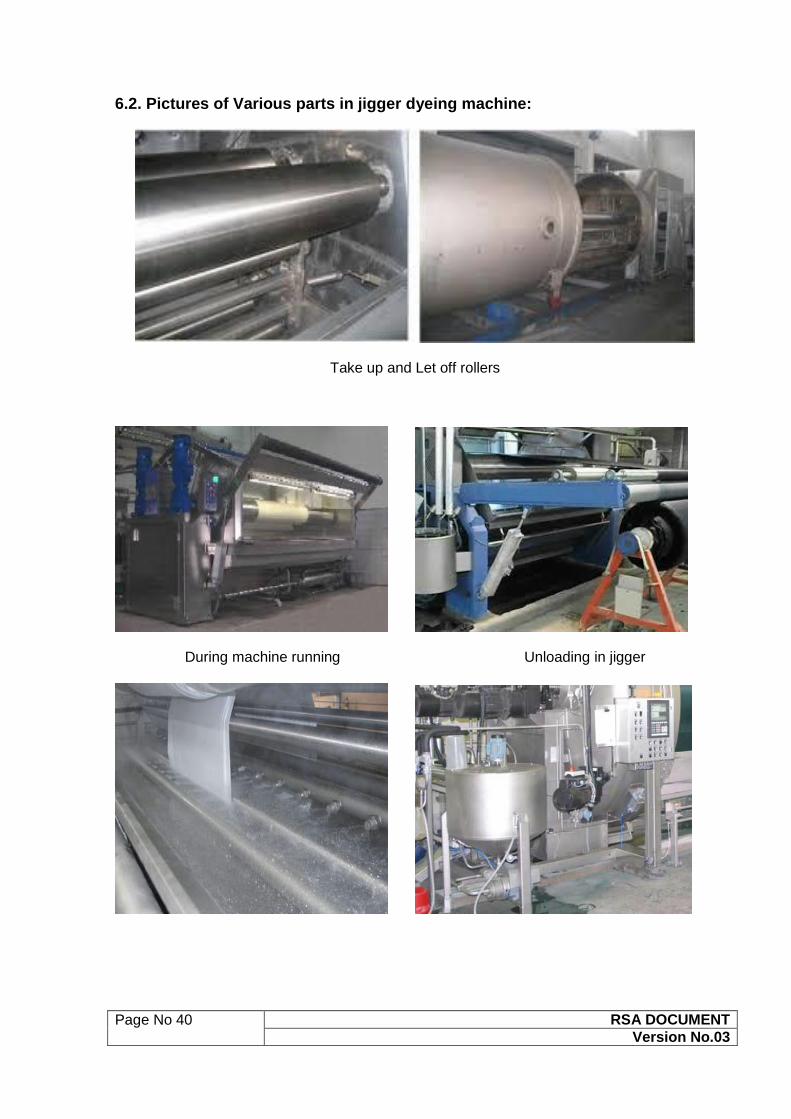
5.1.10. Take up and Let off rollers: These are two stainless steel rollers, running in
external bearings with mechanical seals to take up and let off the fabric rolls.
5.1.11. Pump for liquor circulation: Liquor circulation system consists of
centrifugal pump at 2 bar pressure, internal sieve, stainless steel piping, manual flow
control valve and deflector system for even liquor distribution.
5.2. Maintenance of Jigger Machine
Motor rpm: motor rpm should check to maintain the proper revolution as we
need.Proper movement of roller: every free roller should move freely as required.
Correct take up & let off: we have to look at the smooth take up of dyed fabric
andProper let off of grey fabric without excessive tension in dyeing.
Proper concentration of liquor: without even concentration of dyeing liquor
evenShade would not be achieved. Proper concentration of dye bath is necessary
toEnsure even and proper shade.
Temperature of bath: proper temperature of the dye bath should maintain
constantlyAnd should rise and lower evenly with the gradient as require.
Page No 34 RSA DOCUMENT
Version No.03
Chapter 6
WORKING OF JIGGER DYEING MACHINE
The dyeing process on jigger is regarded as a series of intermittent padding
operation followed by dwelling periods on the main roller, during which the dyeing
action and diffusion takes place.
In the dyeing on jigger machines the cloth revolves on two main rollers, The
open-width fabric passes from one roller through the dyebath at the bottom of the
machine and then onto a driven take-up roller on the other side. When all the fabric
has passed through the bath, the direction is reversed. Each passage is called an
end. Dyeing always involves an even number of ends. The dye bath has one or more
guide rollers , around which the cloth travels, and during this immersion achieves the
desired contact with the dye liquor. During this passage the fabric picks up adequate
quantity of dye liquor, excess of which is drained out but still a good quantity is held
in the fabric. During rotation of rollers this dye penetrates and diffuses into the fabric.
The real dyeing takes place not in the dye liquor but when the cloth is on the rollers,
since only a very small length of fabric is in the dye bath and major part is on the
rollers. Therefore the speed of cloth during immersion in dye liquor has a very little
effect on percentage of shade produced.
Some critical problems related to the conventional jigger dyeing machines
(which are minimized in the modern day machines). The major problems are side-to-
centre color variations, called listing, and lengthways color variations, called ending.
Initially, a large length of (50 – 150 kg) cloth is wound on the let off roller and
take up roller is then driven by the power. After one end is taken, the take up
becomes let off roller. These backward and forward movements of cloth through the
dye liquor absorb more and more dye.
In the modern jigger, automatic devices are fitted along with the timing switch
by using reversing will take place automatically.
Page No 35 RSA DOCUMENT
Version No.03
After loading the fabric, half quantity of dye liquor is added into trough. After
proper stirring, machine is run for one turn. After one turn or end, remaining half
quantity of dye solution is added. The dye solution may be added in more lots
especially for dyes having high affinity. As per class of dyes and percentage shade
sufficient numbers of ends are given to get optimum dyeing results. Normally, initial
dyeing is carried out in presence of dye solutions and then required chemicals are
added in order to fix the dyes. After dyeing, dye-bath is drained off and rinsed
thoroughly with water. Washing is followed by soaping or other after-treatments on
jigger machine only. In the present scenario, closed types of jiggers are used. The
main advantage is to prevent heat loss and chemical loses by evaporation. This type
of jigger is very important for dyeing vat, Sulphur etc.
6.1. A typical recipes for various process in jigger
6.1.1. Combined scouring & bleaching:
Hydrogen Peroxide (Bleaching agent) - 2-5%
Caustic soda (Scouring agent) - 1-2%
Wetting agent (Improve wetting tendency of fabric) - 0.1-0.5%
Sodium silicate (Peroxide stabilizer) - 1-3%
Sequestering agent (To reduce hardness of water) - 0.5%
6.1.2. Dyeing and washing:
Reactive dyes (Colouring agent) - 1- 4%
Wetting agent (Improve wetting tendency of fabric) - 0.5%
Sodium chloride (Exhausting agent) - 5%
Sodium carbonate (Fixing agent) - 1-2%
Soap (Removing unfixed dyes) - 0.5%
Page No 36 RSA DOCUMENT
Version No.03
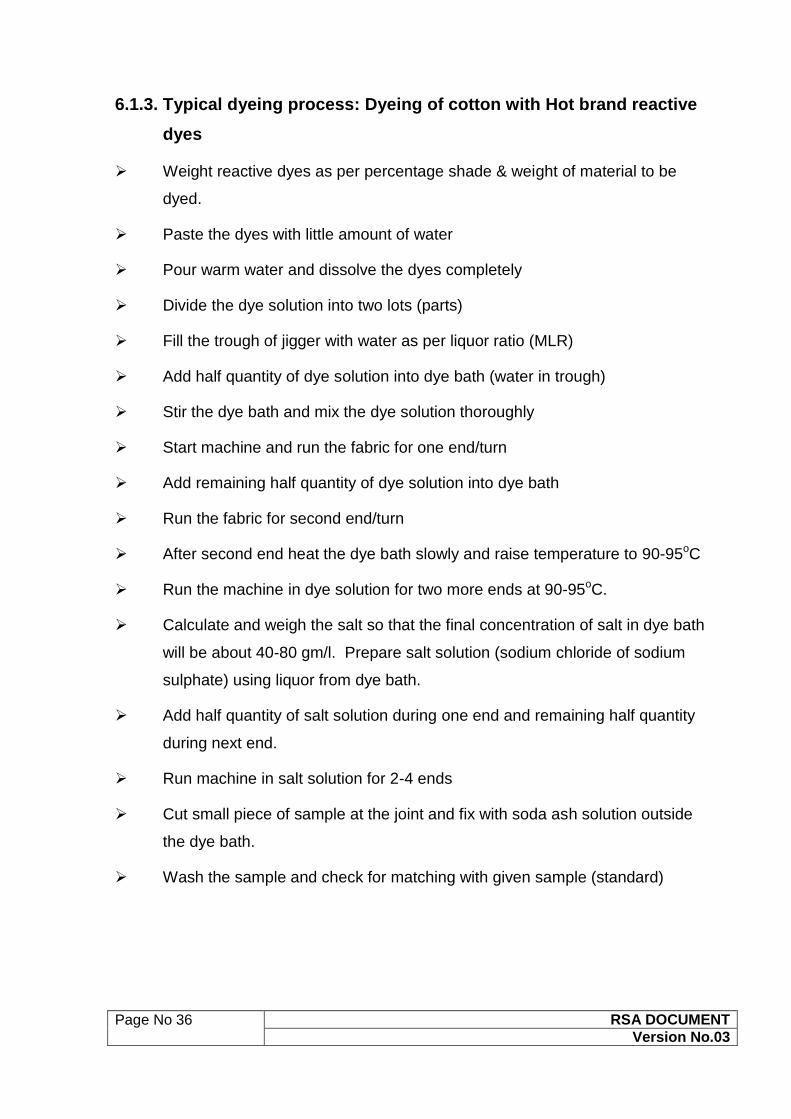
6.1.3. Typical dyeing process: Dyeing of cotton with Hot brand reactive
dyes
Weight reactive dyes as per percentage shade & weight of material to be
dyed.
Paste the dyes with little amount of water
Pour warm water and dissolve the dyes completely
Divide the dye solution into two lots (parts)
Fill the trough of jigger with water as per liquor ratio (MLR)
Add half quantity of dye solution into dye bath (water in trough)
Stir the dye bath and mix the dye solution thoroughly
Start machine and run the fabric for one end/turn
Add remaining half quantity of dye solution into dye bath
Run the fabric for second end/turn
After second end heat the dye bath slowly and raise temperature to 90-95oC
Run the machine in dye solution for two more ends at 90-95oC.
Calculate and weigh the salt so that the final concentration of salt in dye bath
will be about 40-80 gm/l. Prepare salt solution (sodium chloride of sodium
sulphate) using liquor from dye bath.
Add half quantity of salt solution during one end and remaining half quantity
during next end.
Run machine in salt solution for 2-4 ends
Cut small piece of sample at the joint and fix with soda ash solution outside
the dye bath.
Wash the sample and check for matching with given sample (standard)
Page No 37 RSA DOCUMENT
Version No.03
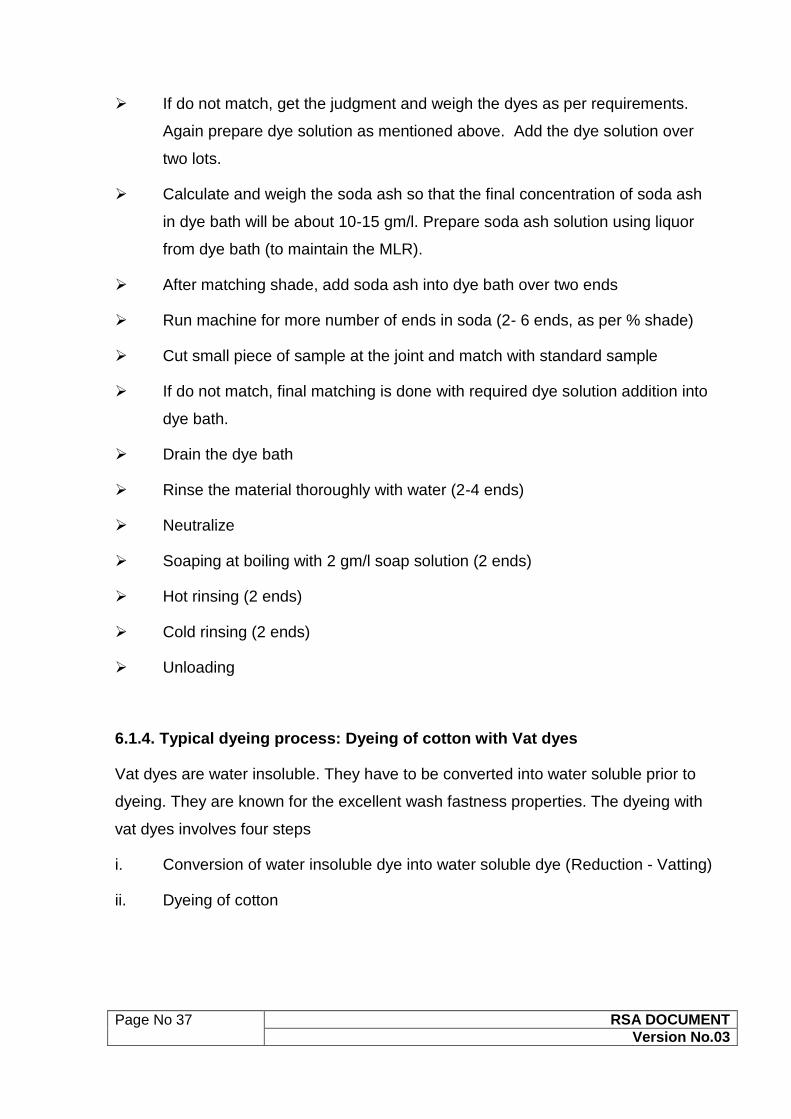
If do not match, get the judgment and weigh the dyes as per requirements.
Again prepare dye solution as mentioned above. Add the dye solution over
two lots.
Calculate and weigh the soda ash so that the final concentration of soda ash
in dye bath will be about 10-15 gm/l. Prepare soda ash solution using liquor
from dye bath (to maintain the MLR).
After matching shade, add soda ash into dye bath over two ends
Run machine for more number of ends in soda (2- 6 ends, as per % shade)
Cut small piece of sample at the joint and match with standard sample
If do not match, final matching is done with required dye solution addition into
dye bath.
Drain the dye bath
Rinse the material thoroughly with water (2-4 ends)
Neutralize
Soaping at boiling with 2 gm/l soap solution (2 ends)
Hot rinsing (2 ends)
Cold rinsing (2 ends)
Unloading
6.1.4. Typical dyeing process: Dyeing of cotton with Vat dyes
Vat dyes are water insoluble. They have to be converted into water soluble prior to
dyeing. They are known for the excellent wash fastness properties. The dyeing with
vat dyes involves four steps
i. Conversion of water insoluble dye into water soluble dye (Reduction - Vatting)
ii. Dyeing of cotton
Page No 38 RSA DOCUMENT
Version No.03
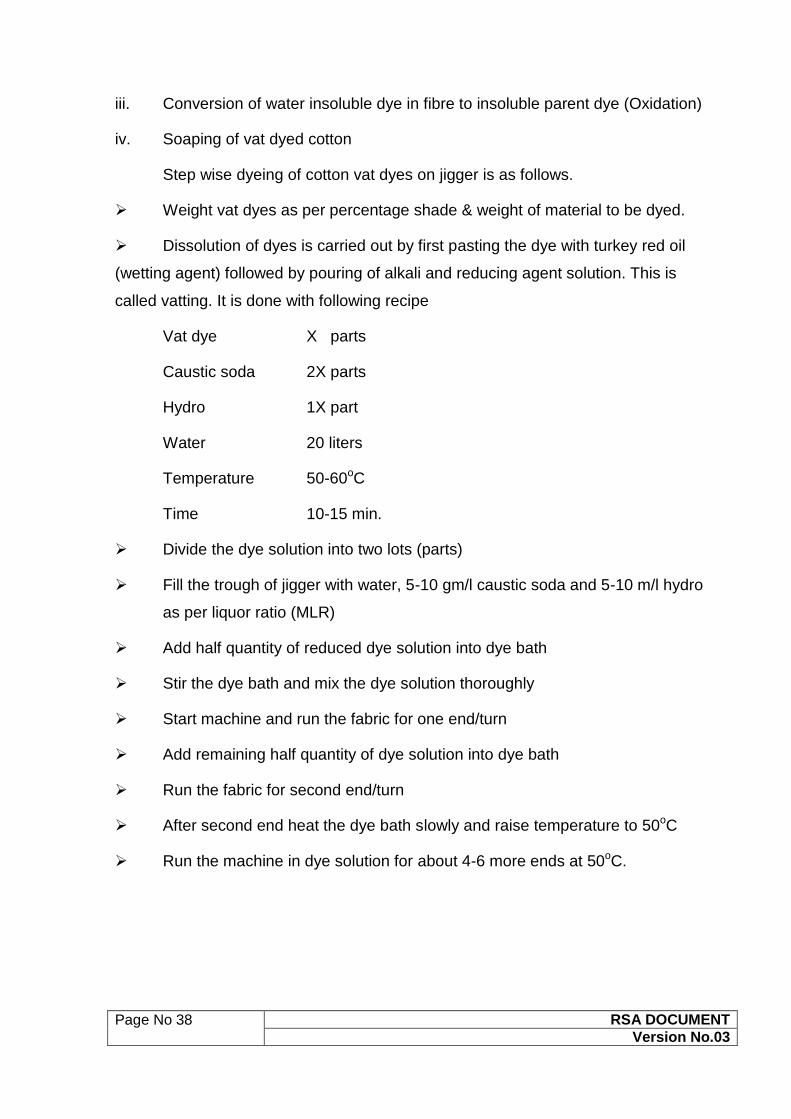
iii. Conversion of water insoluble dye in fibre to insoluble parent dye (Oxidation)
iv. Soaping of vat dyed cotton
Step wise dyeing of cotton vat dyes on jigger is as follows.
Weight vat dyes as per percentage shade & weight of material to be dyed.
Dissolution of dyes is carried out by first pasting the dye with turkey red oil
(wetting agent) followed by pouring of alkali and reducing agent solution. This is
called vatting. It is done with following recipe
Vat dye X parts
Caustic soda 2X parts
Hydro 1X part
Water 20 liters
Temperature 50-60oC
Time 10-15 min.
Divide the dye solution into two lots (parts)
Fill the trough of jigger with water, 5-10 gm/l caustic soda and 5-10 m/l hydro
as per liquor ratio (MLR)
Add half quantity of reduced dye solution into dye bath
Stir the dye bath and mix the dye solution thoroughly
Start machine and run the fabric for one end/turn
Add remaining half quantity of dye solution into dye bath
Run the fabric for second end/turn
After second end heat the dye bath slowly and raise temperature to 50oC
Run the machine in dye solution for about 4-6 more ends at 50oC.
Page No 39 RSA DOCUMENT
Version No.03
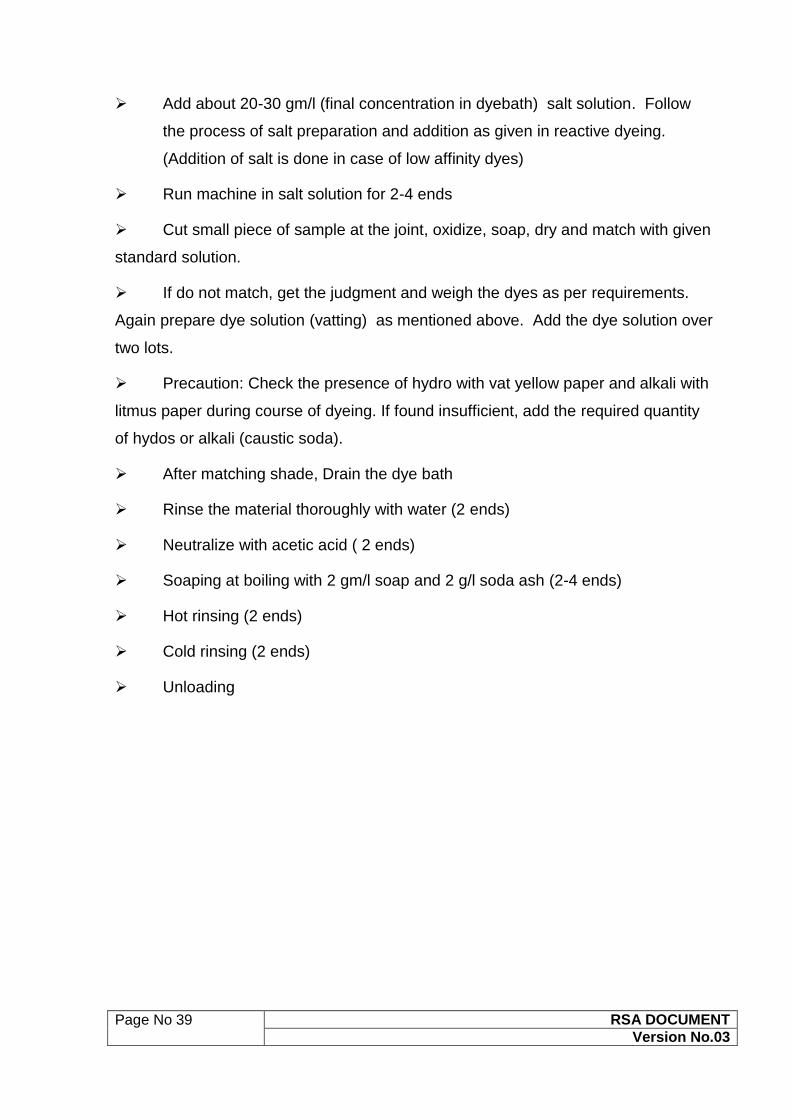
Add about 20-30 gm/l (final concentration in dyebath) salt solution. Follow
the process of salt preparation and addition as given in reactive dyeing.
(Addition of salt is done in case of low affinity dyes)
Run machine in salt solution for 2-4 ends
Cut small piece of sample at the joint, oxidize, soap, dry and match with given
standard solution.
If do not match, get the judgment and weigh the dyes as per requirements.
Again prepare dye solution (vatting) as mentioned above. Add the dye solution over
two lots.
Precaution: Check the presence of hydro with vat yellow paper and alkali with
litmus paper during course of dyeing. If found insufficient, add the required quantity
of hydos or alkali (caustic soda).
After matching shade, Drain the dye bath
Rinse the material thoroughly with water (2 ends)
Neutralize with acetic acid ( 2 ends)
Soaping at boiling with 2 gm/l soap and 2 g/l soda ash (2-4 ends)
Hot rinsing (2 ends)
Cold rinsing (2 ends)
Unloading
Page No 40 RSA DOCUMENT
Version No.03
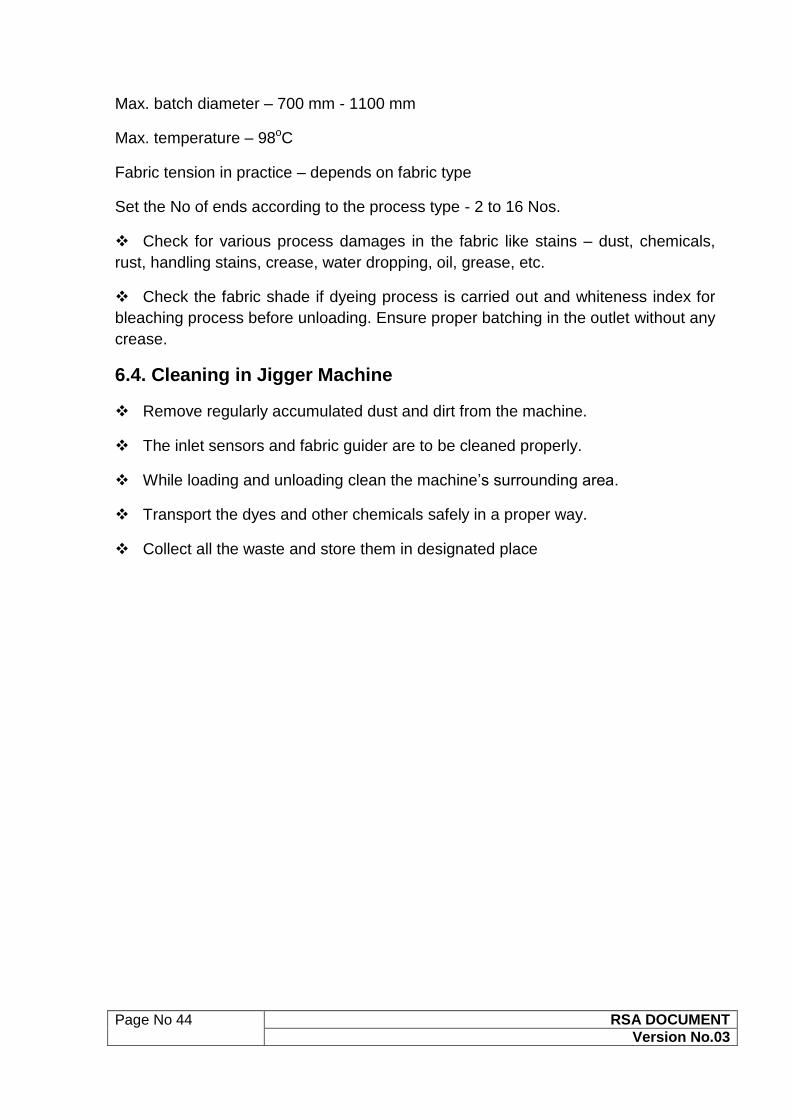
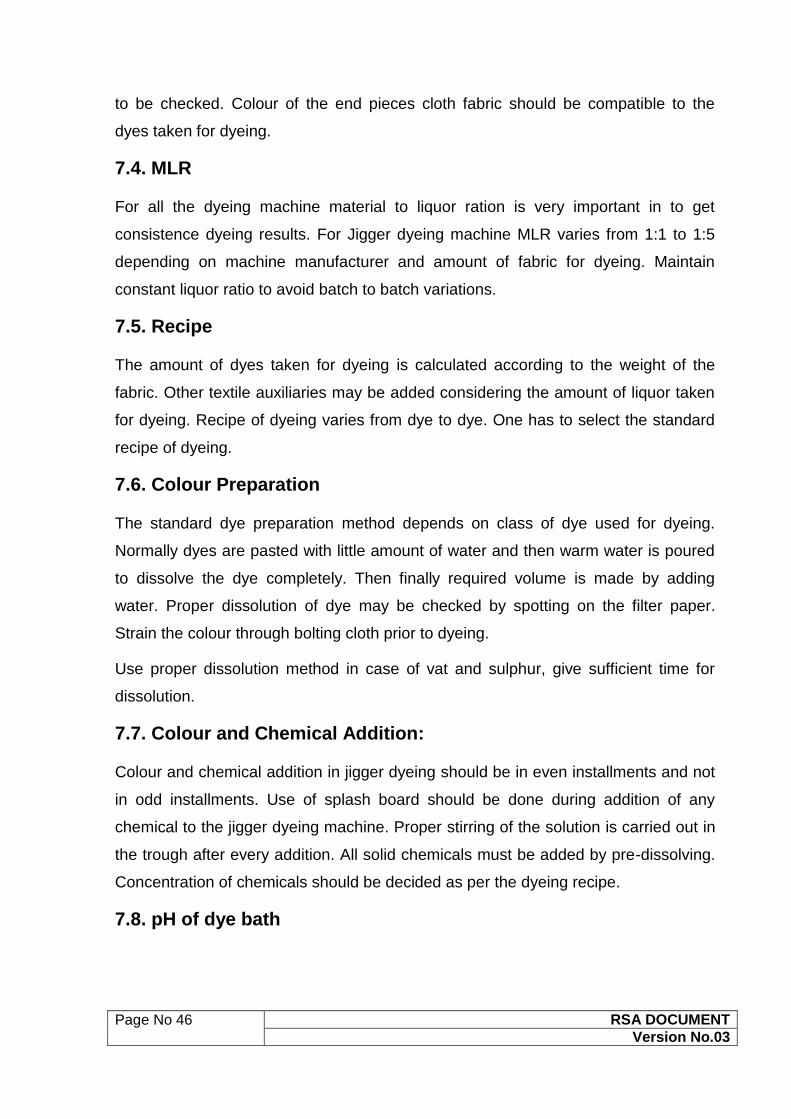
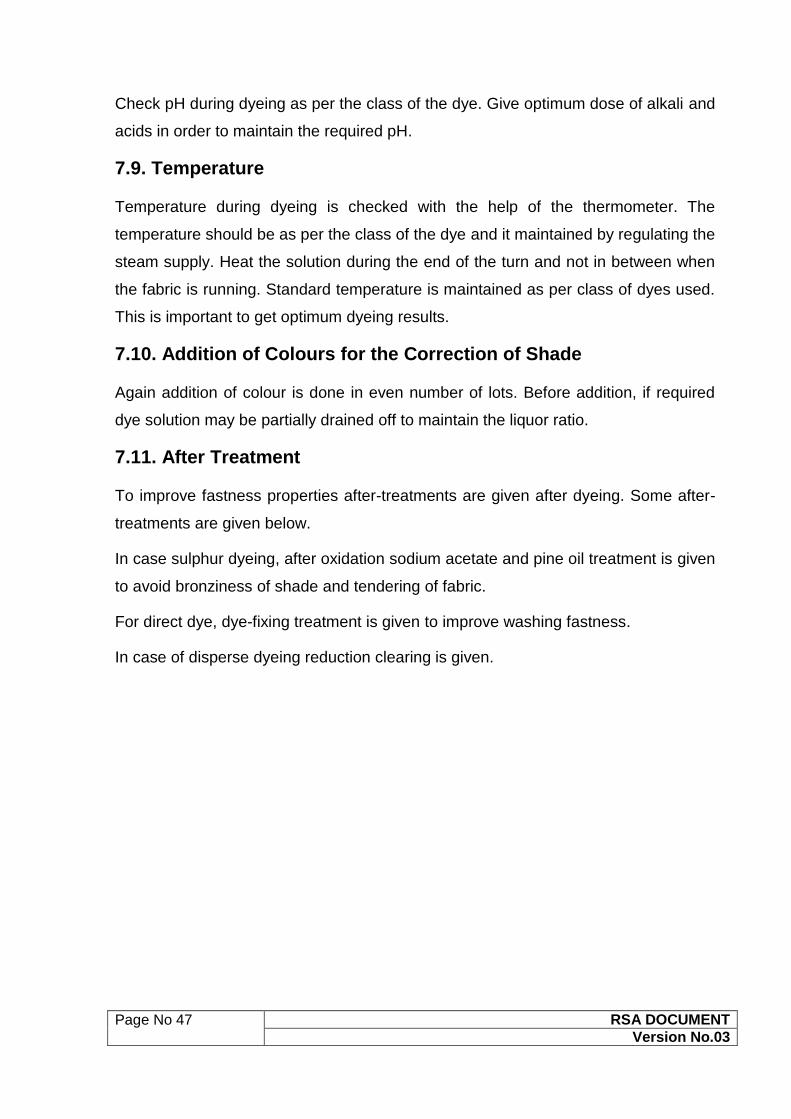
6.2. Pictures of Various parts in jigger dyeing machine:
Take up and Let off rollers
During machine running Unloading in jigger

Page No 41 RSA DOCUMENT
Version No.03
Spraying system Preparation tank & main panel
6.3. Operating Jigger machine: (Steps Involved)
Finding the exact dye powder weighing of dye powder
Mixing of required chemicals Transportation of chemical

Page No 42 RSA DOCUMENT
Version No.03
Filling of water in jigger machine adjusting fabric tension
While bleaching operation dyeing in Jigger

Page No 43 RSA DOCUMENT
Version No.03
Operating panel Unloading after dyeing
Understand and follow the instruction from lot card and programme book.
Ensure main power is switched ON then compressed air, steam and water valve
to be open.
Check the quality and lot number of the fabric before putting on the machine by
checking the label.
Transport the fabric to be run, to the inlet feeding unit of jigger machine using
hydraulic hand puller or electric truck.
Initially load 10-15 meters of leader fabric and clean all the roller properly.
Ensure the process to be done, scouring & bleaching or dyeing or washing.
Initially fill the water in the trough and clean the bottom of the trough thoroughly.
Accordingly prepare the chemical approved by shift in-charge and preparation of
chemicals to be done in front of the shift in-charge.
Start loading of the fabric in the jigger machine, while loading no crease and
proper loading is necessary. Observe the defect of the fabric while loading.
Set the important parameter in the machine:
Machine speed – 10-100 m/min
Fixed speed of loading and unloading – 60 m/min
Page No 44 RSA DOCUMENT
Version No.03
Max. batch diameter – 700 mm - 1100 mm
Max. temperature – 98oC
Fabric tension in practice – depends on fabric type
Set the No of ends according to the process type - 2 to 16 Nos.
Check for various process damages in the fabric like stains – dust, chemicals,
rust, handling stains, crease, water dropping, oil, grease, etc.
Check the fabric shade if dyeing process is carried out and whiteness index for
bleaching process before unloading. Ensure proper batching in the outlet without any
crease.
6.4. Cleaning in Jigger Machine
Remove regularly accumulated dust and dirt from the machine.
The inlet sensors and fabric guider are to be cleaned properly.
While loading and unloading clean the machine‟s surrounding area.
Transport the dyes and other chemicals safely in a proper way.
Collect all the waste and store them in designated place

Page No 45 RSA DOCUMENT
Version No.03
Chapter 7
PROCESS CONTROL PARAMETERS IN JIGGER DYEING
MACHINE
7.1. Fabric Preparation
This is very important process control parameter in order to get fault free dyeing.
Under this parameter, pH of core fabric, absorbency, whiteness, creases of the fabric
should be checked.
Requirements: pH of the fabric should be neutral, the drop of water should be
absorbed immediately before 5 seconds uniform whiteness, and fabric should be
crease free.
Corrective action: If the absorbency is not proper then rescouring is to be done. If
creases are there then the creases are removed by passing the fabric through
stenter machine.
7.2. Batching
The cloth must be wound on roller with coincident selvages (knife edge batching) i.e.
no part of the selvage should be coming out of the rolls. Uneven batching leads to
uneven selvages dyeing.
Improper batching creates a severe problem in vat dyeing. When a part of the
selvage comes out of the roll during faulty winding leuco vat dye present in the
exposed selvage gets oxidised and when it re-enters the dye solution this portion of
the selvage picks up more dye than the body of the fabric. As a result, the selvage is
dyed deeper than the body of the cloth. Check the proper working of expanders in
order to maintain even batching and crease free running of the fabric. Batch Size of
a particular lot depends on capacity of the machine. Do not overload the machine.
7.3. Stitching of End Cloth Fabric
Two end pieces of fabric (about 3-4 meters) are stitched at both the ends in order to
avoid the wastage of fabric taken for dyeing. Length and width of the end cloth needs
Page No 46 RSA DOCUMENT
Version No.03
to be checked. Colour of the end pieces cloth fabric should be compatible to the
dyes taken for dyeing.
7.4. MLR
For all the dyeing machine material to liquor ration is very important in to get
consistence dyeing results. For Jigger dyeing machine MLR varies from 1:1 to 1:5
depending on machine manufacturer and amount of fabric for dyeing. Maintain
constant liquor ratio to avoid batch to batch variations.
7.5. Recipe
The amount of dyes taken for dyeing is calculated according to the weight of the
fabric. Other textile auxiliaries may be added considering the amount of liquor taken
for dyeing. Recipe of dyeing varies from dye to dye. One has to select the standard
recipe of dyeing.
7.6. Colour Preparation
The standard dye preparation method depends on class of dye used for dyeing.
Normally dyes are pasted with little amount of water and then warm water is poured
to dissolve the dye completely. Then finally required volume is made by adding
water. Proper dissolution of dye may be checked by spotting on the filter paper.
Strain the colour through bolting cloth prior to dyeing.
Use proper dissolution method in case of vat and sulphur, give sufficient time for
dissolution.
7.7. Colour and Chemical Addition:
Colour and chemical addition in jigger dyeing should be in even installments and not
in odd installments. Use of splash board should be done during addition of any
chemical to the jigger dyeing machine. Proper stirring of the solution is carried out in
the trough after every addition. All solid chemicals must be added by pre-dissolving.
Concentration of chemicals should be decided as per the dyeing recipe.
7.8. pH of dye bath
Page No 47 RSA DOCUMENT
Version No.03
Check pH during dyeing as per the class of the dye. Give optimum dose of alkali and
acids in order to maintain the required pH.
7.9. Temperature
Temperature during dyeing is checked with the help of the thermometer. The
temperature should be as per the class of the dye and it maintained by regulating the
steam supply. Heat the solution during the end of the turn and not in between when
the fabric is running. Standard temperature is maintained as per class of dyes used.
This is important to get optimum dyeing results.
7.10. Addition of Colours for the Correction of Shade
Again addition of colour is done in even number of lots. Before addition, if required
dye solution may be partially drained off to maintain the liquor ratio.
7.11. After Treatment
To improve fastness properties after-treatments are given after dyeing. Some after-
treatments are given below.
In case sulphur dyeing, after oxidation sodium acetate and pine oil treatment is given
to avoid bronziness of shade and tendering of fabric.
For direct dye, dye-fixing treatment is given to improve washing fastness.
In case of disperse dyeing reduction clearing is given.
Page No 48 RSA DOCUMENT
Version No.03
Chapter 8
DEVELOPMENTS IN JIGGER DYEING MACHINES
Some critical problems related to the conventional jigger dyeing machines are
minimised in the modern jigger dyeing machines. The major problems are side-to-
centre color variations, called listing, and lengthways color variations, called ending.
Other problems like, temperature control from side-to-side and end-to-end of the roll;
tension control from end-to-end; constant speed control from end-to-end; prevention
of creases, prevention of air problems related to the conventional jigger dyeing
machines.
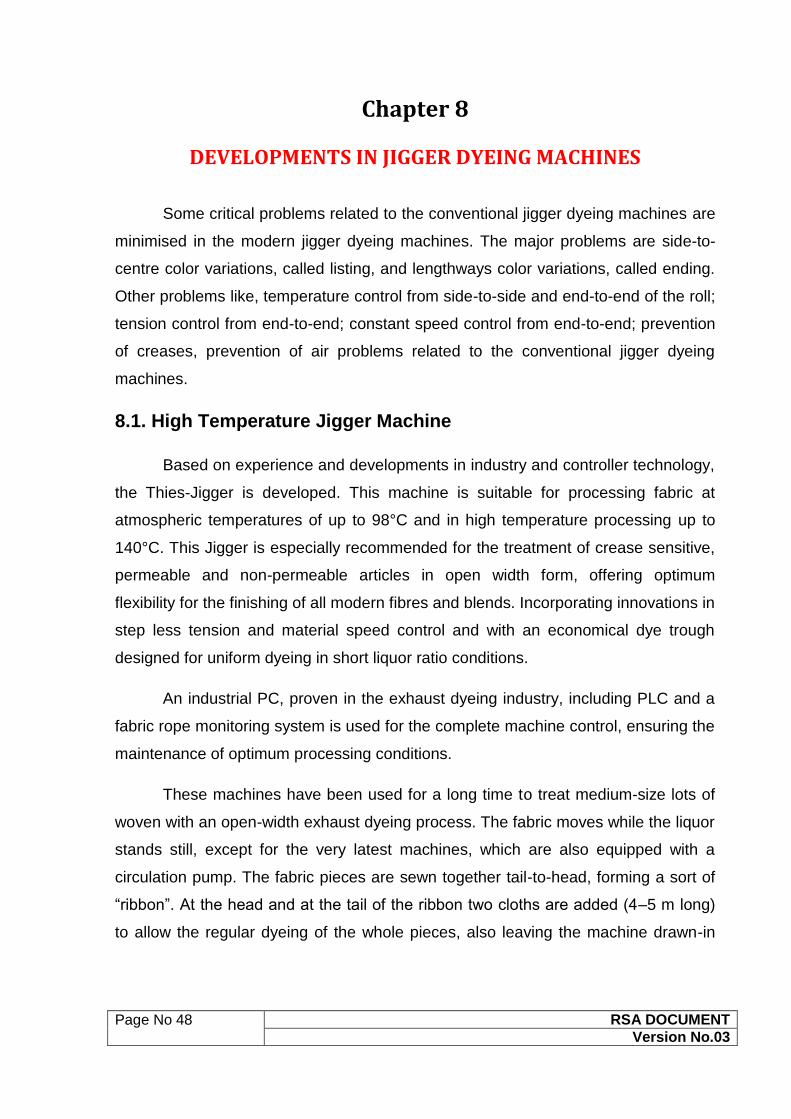
8.1. High Temperature Jigger Machine
Based on experience and developments in industry and controller technology,
the Thies-Jigger is developed. This machine is suitable for processing fabric at
atmospheric temperatures of up to 98°C and in high temperature processing up to
140°C. This Jigger is especially recommended for the treatment of crease sensitive,
permeable and non-permeable articles in open width form, offering optimum
flexibility for the finishing of all modern fibres and blends. Incorporating innovations in
step less tension and material speed control and with an economical dye trough
designed for uniform dyeing in short liquor ratio conditions.
An industrial PC, proven in the exhaust dyeing industry, including PLC and a
fabric rope monitoring system is used for the complete machine control, ensuring the
maintenance of optimum processing conditions.
These machines have been used for a long time to treat medium-size lots of
woven with an open-width exhaust dyeing process. The fabric moves while the liquor
stands still, except for the very latest machines, which are also equipped with a
circulation pump. The fabric pieces are sewn together tail-to-head, forming a sort of
“ribbon”. At the head and at the tail of the ribbon two cloths are added (4–5 m long)
to allow the regular dyeing of the whole pieces, also leaving the machine drawn-in
Page No 49 RSA DOCUMENT
Version No.03
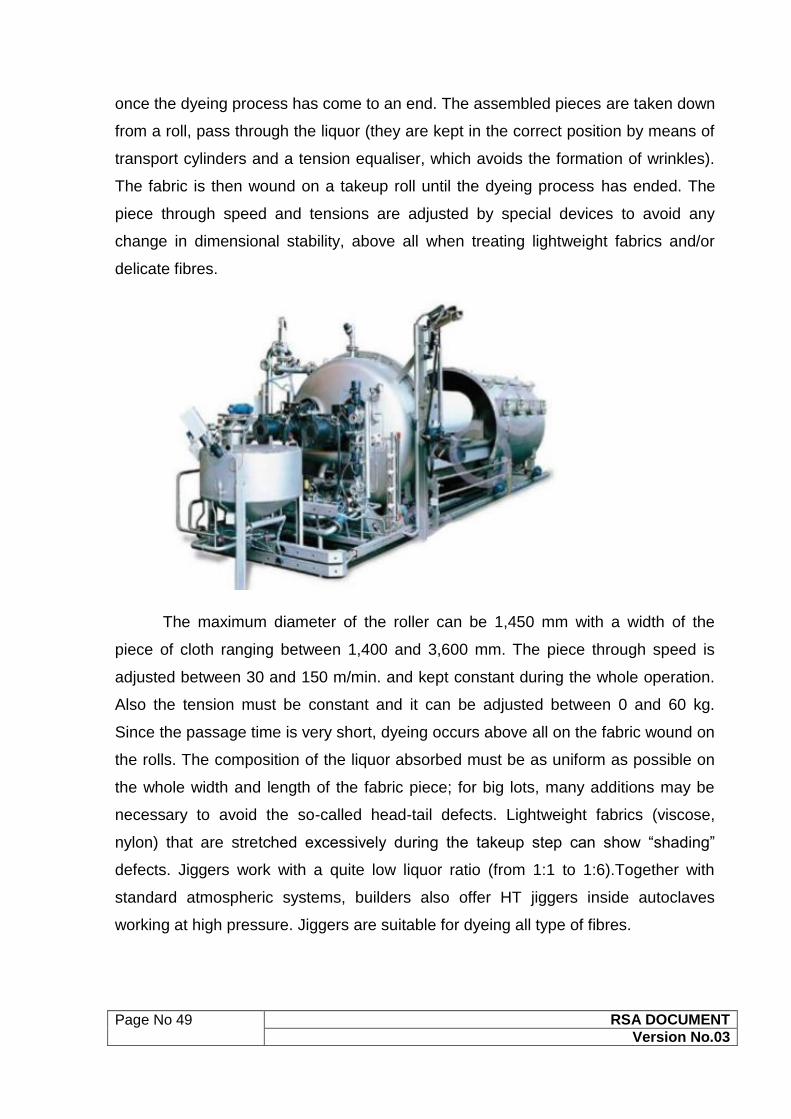
once the dyeing process has come to an end. The assembled pieces are taken down
from a roll, pass through the liquor (they are kept in the correct position by means of
transport cylinders and a tension equaliser, which avoids the formation of wrinkles).
The fabric is then wound on a takeup roll until the dyeing process has ended. The
piece through speed and tensions are adjusted by special devices to avoid any
change in dimensional stability, above all when treating lightweight fabrics and/or
delicate fibres.
The maximum diameter of the roller can be 1,450 mm with a width of the
piece of cloth ranging between 1,400 and 3,600 mm. The piece through speed is
adjusted between 30 and 150 m/min. and kept constant during the whole operation.
Also the tension must be constant and it can be adjusted between 0 and 60 kg.
Since the passage time is very short, dyeing occurs above all on the fabric wound on
the rolls. The composition of the liquor absorbed must be as uniform as possible on
the whole width and length of the fabric piece; for big lots, many additions may be
necessary to avoid the so-called head-tail defects. Lightweight fabrics (viscose,
nylon) that are stretched excessively during the takeup step can show “shading”
defects. Jiggers work with a quite low liquor ratio (from 1:1 to 1:6).Together with
standard atmospheric systems, builders also offer HT jiggers inside autoclaves
working at high pressure. Jiggers are suitable for dyeing all type of fibres.
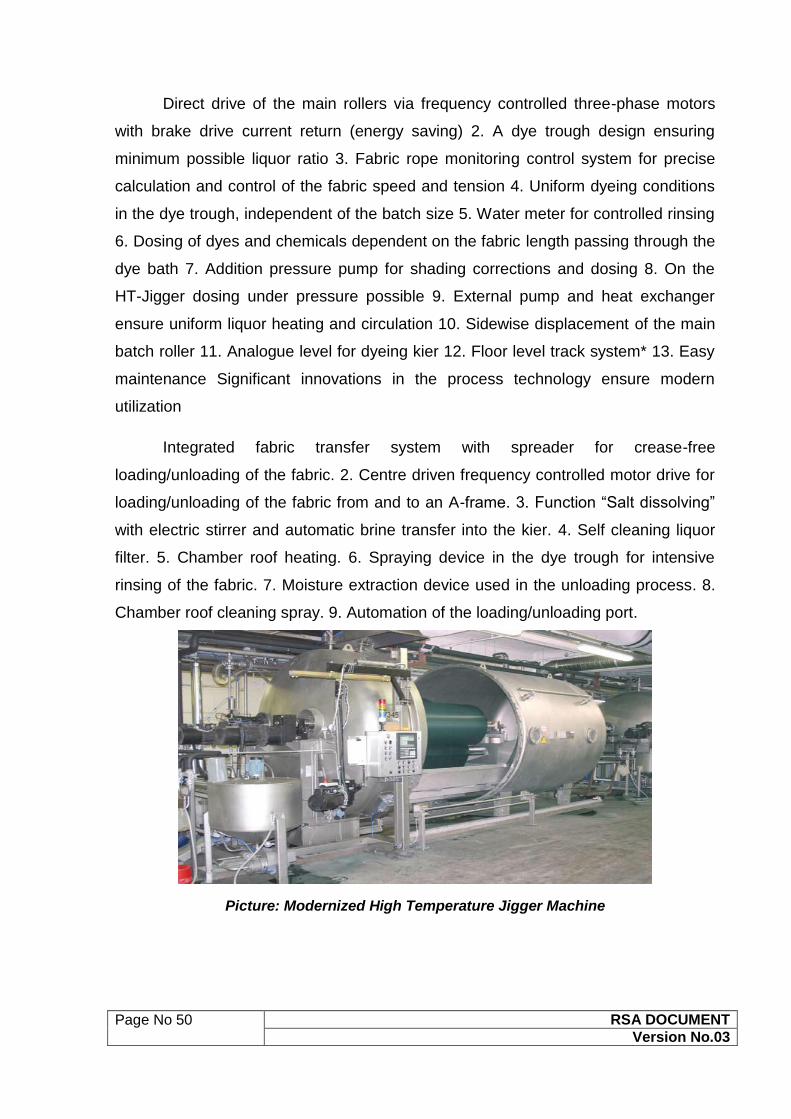
Page No 50 RSA DOCUMENT
Version No.03
Direct drive of the main rollers via frequency controlled three-phase motors
with brake drive current return (energy saving) 2. A dye trough design ensuring
minimum possible liquor ratio 3. Fabric rope monitoring control system for precise
calculation and control of the fabric speed and tension 4. Uniform dyeing conditions
in the dye trough, independent of the batch size 5. Water meter for controlled rinsing
6. Dosing of dyes and chemicals dependent on the fabric length passing through the
dye bath 7. Addition pressure pump for shading corrections and dosing 8. On the
HT-Jigger dosing under pressure possible 9. External pump and heat exchanger
ensure uniform liquor heating and circulation 10. Sidewise displacement of the main
batch roller 11. Analogue level for dyeing kier 12. Floor level track system* 13. Easy
maintenance Significant innovations in the process technology ensure modern
utilization
Integrated fabric transfer system with spreader for crease-free
loading/unloading of the fabric. 2. Centre driven frequency controlled motor drive for
loading/unloading of the fabric from and to an A-frame. 3. Function “Salt dissolving”
with electric stirrer and automatic brine transfer into the kier. 4. Self cleaning liquor
filter. 5. Chamber roof heating. 6. Spraying device in the dye trough for intensive
rinsing of the fabric. 7. Moisture extraction device used in the unloading process. 8.
Chamber roof cleaning spray. 9. Automation of the loading/unloading port.
Picture: Modernized High Temperature Jigger Machine
Page No 51 RSA DOCUMENT
Version No.03
The features which are very useful in improving the jigger processing results
can be summarized as indication of fabric speed. Indication of the direction of cloth
passages indication of the fabric tension on both the sides. Automatic stopping of the
machine when the predetermined number of passages is completed. Jerkless,
noiseless and gradual reversion of cloth passage. Automatic stoappage of mahine
fabric breakages arrangement of monorail and batch lifting and doffing over a battery
of jigger machine; automatic temperature control of the dye liquor. Spraying of dye
liquor on the fabric on both the sides.
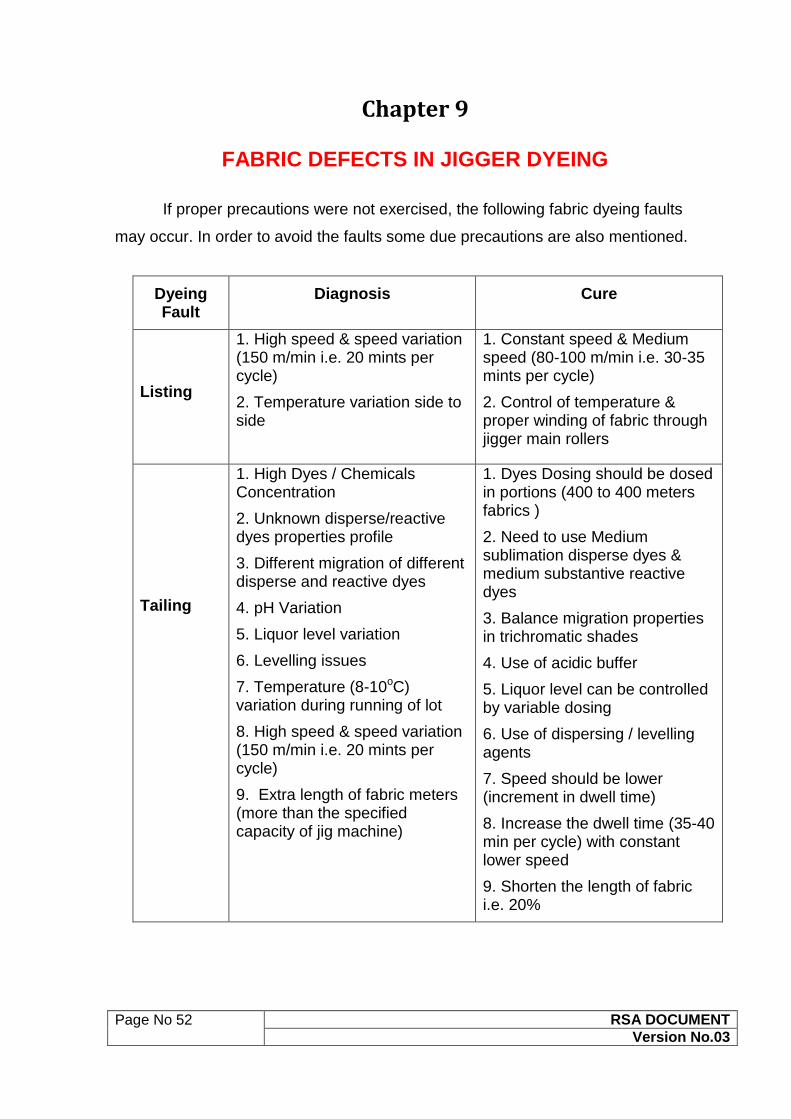
Page No 52 RSA DOCUMENT
Version No.03
Chapter 9
FABRIC DEFECTS IN JIGGER DYEING
If proper precautions were not exercised, the following fabric dyeing faults
may occur. In order to avoid the faults some due precautions are also mentioned.
Dyeing Fault
Diagnosis Cure
Listing
1. High speed & speed variation (150 m/min i.e. 20 mints per cycle)
2. Temperature variation side to side
1. Constant speed & Medium speed (80-100 m/min i.e. 30-35 mints per cycle)
2. Control of temperature & proper winding of fabric through jigger main rollers
Tailing
1. High Dyes / Chemicals Concentration
2. Unknown disperse/reactive dyes properties profile
3. Different migration of different disperse and reactive dyes
4. pH Variation
5. Liquor level variation
6. Levelling issues
7. Temperature (8-10oC) variation during running of lot
8. High speed & speed variation (150 m/min i.e. 20 mints per cycle)
9. Extra length of fabric meters (more than the specified capacity of jig machine)
1. Dyes Dosing should be dosed in portions (400 to 400 meters fabrics )
2. Need to use Medium sublimation disperse dyes & medium substantive reactive dyes
3. Balance migration properties in trichromatic shades
4. Use of acidic buffer
5. Liquor level can be controlled by variable dosing
6. Use of dispersing / levelling agents
7. Speed should be lower (increment in dwell time)
8. Increase the dwell time (35-40 min per cycle) with constant lower speed
9. Shorten the length of fabric i.e. 20%
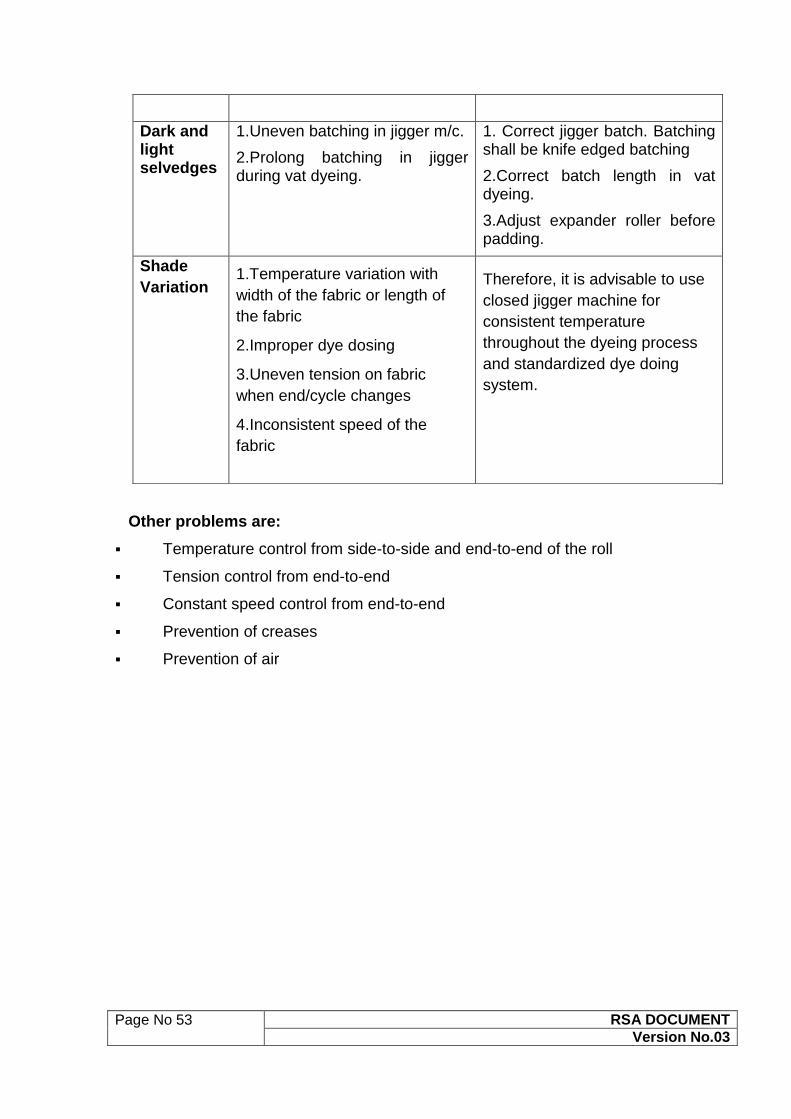
Page No 53 RSA DOCUMENT
Version No.03
Dark and light selvedges
1.Uneven batching in jigger m/c.
2.Prolong batching in jigger during vat dyeing.
1. Correct jigger batch. Batching shall be knife edged batching
2.Correct batch length in vat dyeing.
3.Adjust expander roller before padding.
Shade
Variation
1.Temperature variation with
width of the fabric or length of
the fabric
2.Improper dye dosing
3.Uneven tension on fabric
when end/cycle changes
4.Inconsistent speed of the
fabric
Therefore, it is advisable to use
closed jigger machine for
consistent temperature
throughout the dyeing process
and standardized dye doing
system.
Other problems are:
Temperature control from side-to-side and end-to-end of the roll
Tension control from end-to-end
Constant speed control from end-to-end
Prevention of creases
Prevention of air
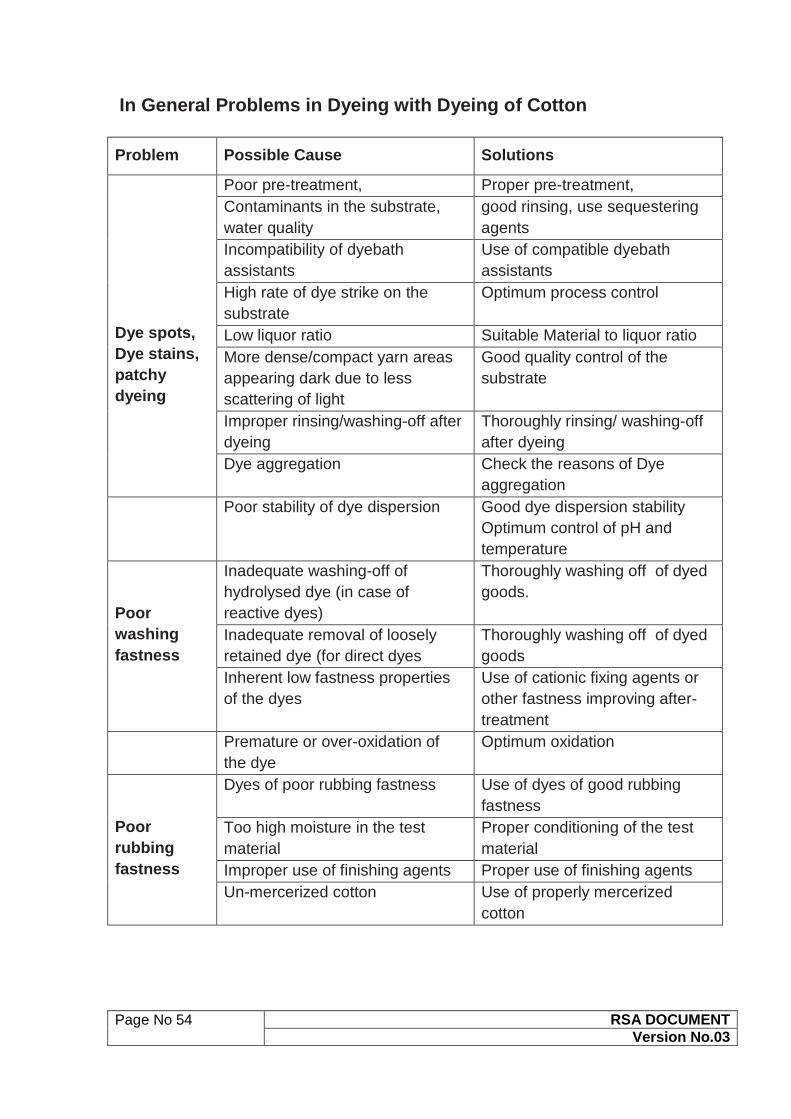
Page No 54 RSA DOCUMENT
Version No.03
In General Problems in Dyeing with Dyeing of Cotton
Problem Possible Cause Solutions
Dye spots,
Dye stains,
patchy
dyeing
Poor pre-treatment, Proper pre-treatment,
Contaminants in the substrate,
water quality
good rinsing, use sequestering
agents
Incompatibility of dyebath
assistants
Use of compatible dyebath
assistants
High rate of dye strike on the
substrate
Optimum process control
Low liquor ratio Suitable Material to liquor ratio
More dense/compact yarn areas
appearing dark due to less
scattering of light
Good quality control of the
substrate
Improper rinsing/washing-off after
dyeing
Thoroughly rinsing/ washing-off
after dyeing
Dye aggregation Check the reasons of Dye
aggregation
Poor stability of dye dispersion Good dye dispersion stability
Optimum control of pH and
temperature
Poor
washing
fastness
Inadequate washing-off of
hydrolysed dye (in case of
reactive dyes)
Thoroughly washing off of dyed
goods.
Inadequate removal of loosely
retained dye (for direct dyes
Thoroughly washing off of dyed
goods
Inherent low fastness properties
of the dyes
Use of cationic fixing agents or
other fastness improving after-
treatment
Premature or over-oxidation of
the dye
Optimum oxidation
Poor
rubbing
fastness
Dyes of poor rubbing fastness
Use of dyes of good rubbing
fastness
Too high moisture in the test
material
Proper conditioning of the test
material
Improper use of finishing agents Proper use of finishing agents
Un-mercerized cotton Use of properly mercerized
cotton
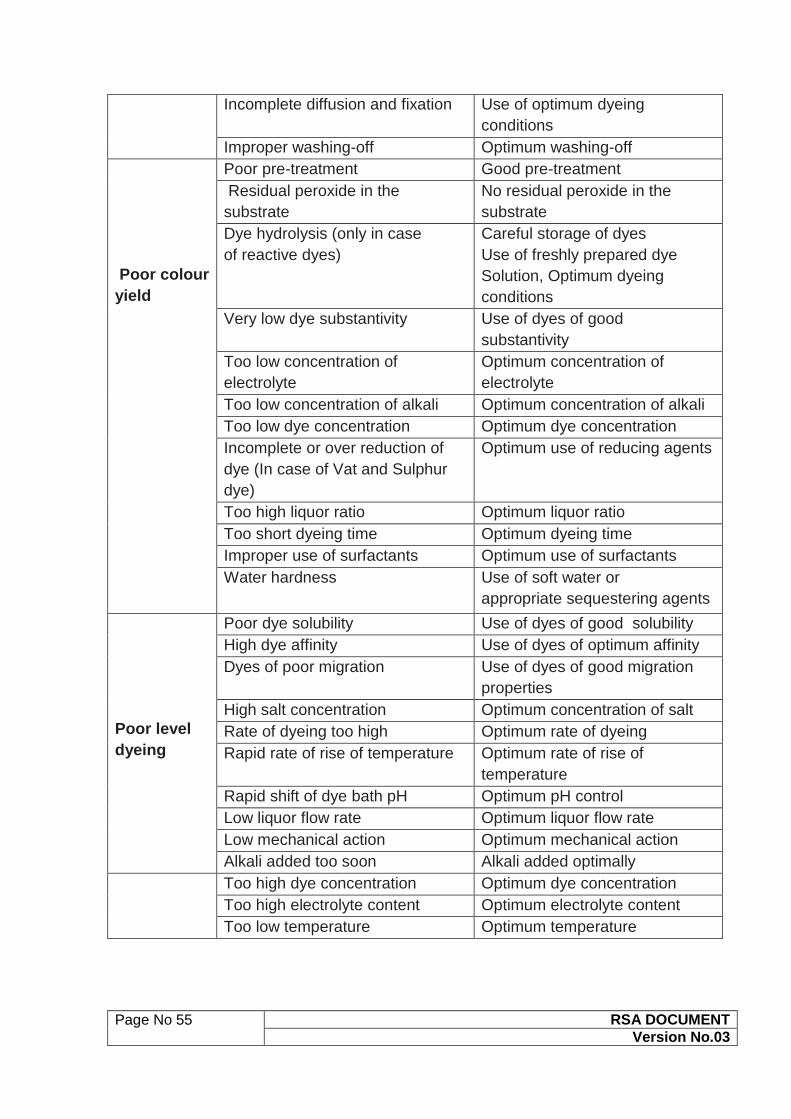
Page No 55 RSA DOCUMENT
Version No.03
Incomplete diffusion and fixation Use of optimum dyeing
conditions
Improper washing-off Optimum washing-off
Poor colour
yield
Poor pre-treatment Good pre-treatment
Residual peroxide in the
substrate
No residual peroxide in the
substrate
Dye hydrolysis (only in case
of reactive dyes)
Careful storage of dyes
Use of freshly prepared dye
Solution, Optimum dyeing
conditions
Very low dye substantivity Use of dyes of good
substantivity
Too low concentration of
electrolyte
Optimum concentration of
electrolyte
Too low concentration of alkali Optimum concentration of alkali
Too low dye concentration Optimum dye concentration
Incomplete or over reduction of
dye (In case of Vat and Sulphur
dye)
Optimum use of reducing agents
Too high liquor ratio Optimum liquor ratio
Too short dyeing time Optimum dyeing time
Improper use of surfactants Optimum use of surfactants
Water hardness Use of soft water or
appropriate sequestering agents
Poor level
dyeing
Poor dye solubility Use of dyes of good solubility
High dye affinity Use of dyes of optimum affinity
Dyes of poor migration
Use of dyes of good migration
properties
High salt concentration Optimum concentration of salt
Rate of dyeing too high Optimum rate of dyeing
Rapid rate of rise of temperature Optimum rate of rise of
temperature
Rapid shift of dye bath pH Optimum pH control
Low liquor flow rate Optimum liquor flow rate
Low mechanical action Optimum mechanical action
Alkali added too soon Alkali added optimally
Too high dye concentration Optimum dye concentration
Too high electrolyte content Optimum electrolyte content
Too low temperature Optimum temperature
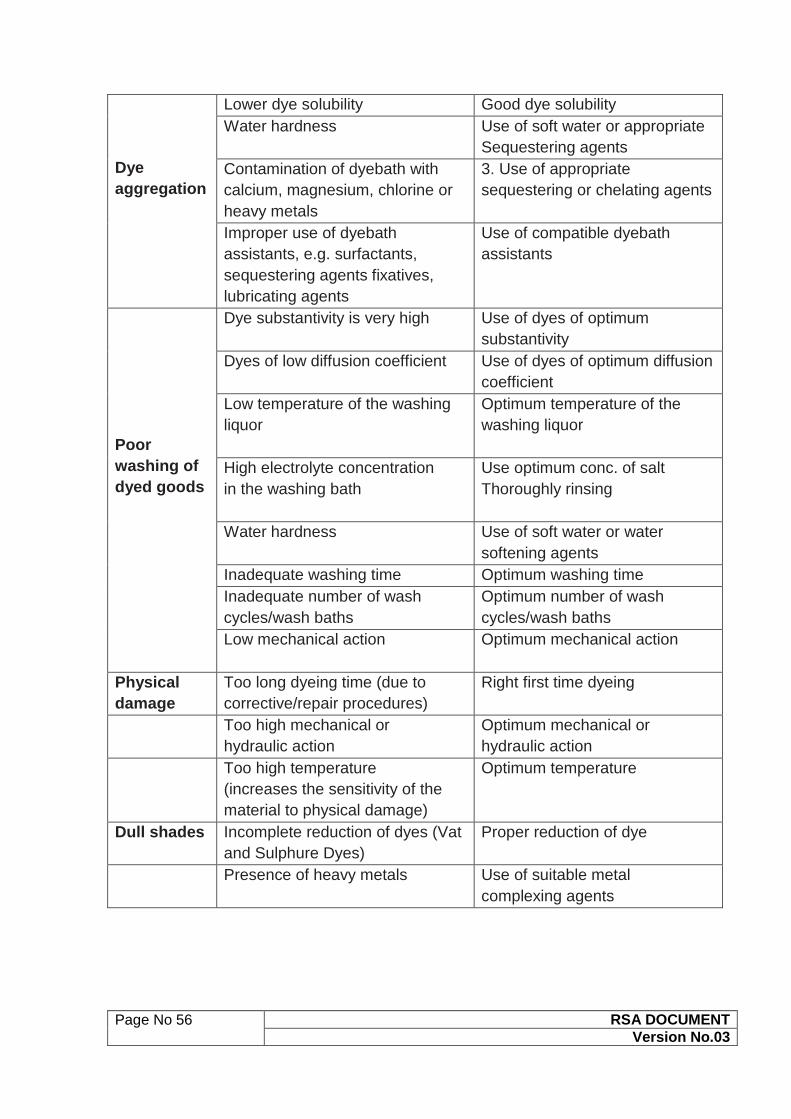
Page No 56 RSA DOCUMENT
Version No.03
Dye
aggregation
Lower dye solubility Good dye solubility
Water hardness Use of soft water or appropriate
Sequestering agents
Contamination of dyebath with
calcium, magnesium, chlorine or
heavy metals
3. Use of appropriate
sequestering or chelating agents
Improper use of dyebath
assistants, e.g. surfactants,
sequestering agents fixatives,
lubricating agents
Use of compatible dyebath
assistants
Poor
washing of
dyed goods
Dye substantivity is very high
Use of dyes of optimum
substantivity
Dyes of low diffusion coefficient Use of dyes of optimum diffusion
coefficient
Low temperature of the washing
liquor
Optimum temperature of the
washing liquor
High electrolyte concentration
in the washing bath
Use optimum conc. of salt
Thoroughly rinsing
Water hardness
Use of soft water or water
softening agents
Inadequate washing time Optimum washing time
Inadequate number of wash
cycles/wash baths
Optimum number of wash
cycles/wash baths
Low mechanical action
Optimum mechanical action
Physical
damage
Too long dyeing time (due to
corrective/repair procedures)
Right first time dyeing
Too high mechanical or
hydraulic action
Optimum mechanical or
hydraulic action
Too high temperature
(increases the sensitivity of the
material to physical damage)
Optimum temperature
Dull shades Incomplete reduction of dyes (Vat
and Sulphure Dyes)
Proper reduction of dye
Presence of heavy metals Use of suitable metal
complexing agents
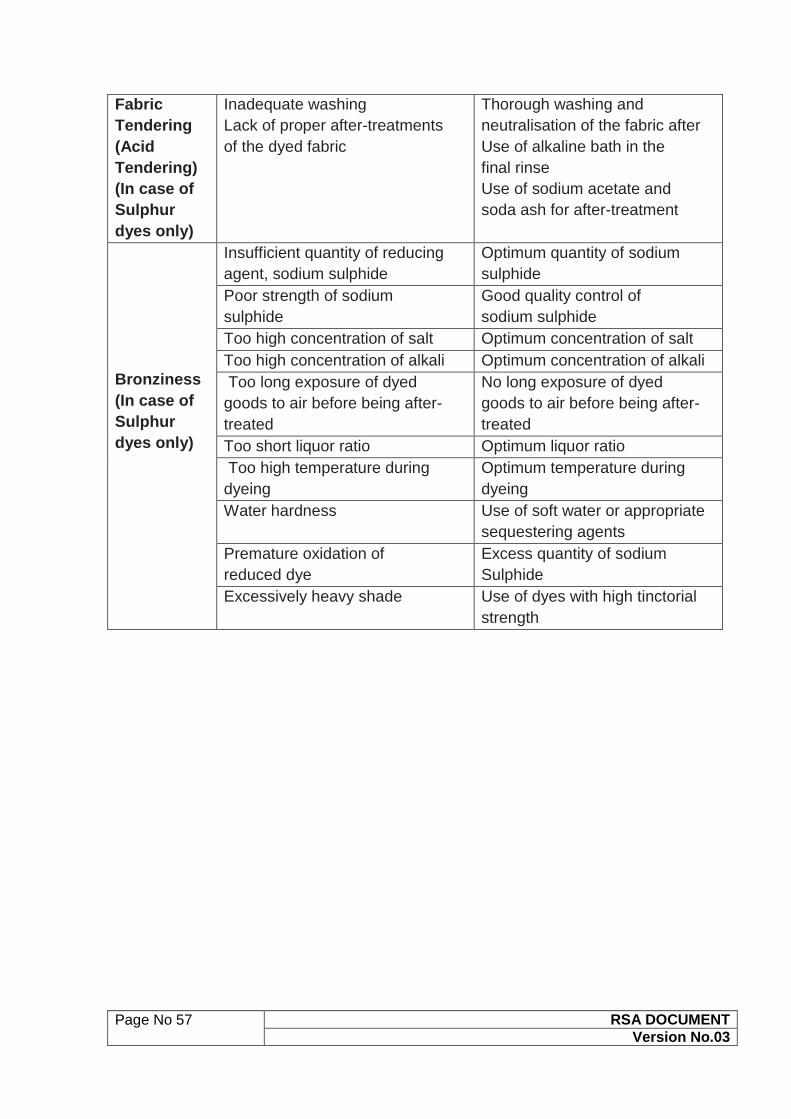
Page No 57 RSA DOCUMENT
Version No.03
Fabric
Tendering
(Acid
Tendering)
(In case of
Sulphur
dyes only)
Inadequate washing
Lack of proper after-treatments
of the dyed fabric
Thorough washing and
neutralisation of the fabric after
Use of alkaline bath in the
final rinse
Use of sodium acetate and
soda ash for after-treatment
Bronziness
(In case of
Sulphur
dyes only)
Insufficient quantity of reducing
agent, sodium sulphide
Optimum quantity of sodium
sulphide
Poor strength of sodium
sulphide
Good quality control of
sodium sulphide
Too high concentration of salt Optimum concentration of salt
Too high concentration of alkali Optimum concentration of alkali
Too long exposure of dyed
goods to air before being after-
treated
No long exposure of dyed
goods to air before being after-
treated
Too short liquor ratio Optimum liquor ratio
Too high temperature during
dyeing
Optimum temperature during
dyeing
Water hardness
Use of soft water or appropriate
sequestering agents
Premature oxidation of
reduced dye
Excess quantity of sodium
Sulphide
Excessively heavy shade Use of dyes with high tinctorial
strength
Page No 58 RSA DOCUMENT
Version No.03
Chapter 10
INSTRUCTIONS DURING SHIFT CHANGE OVER
Taking charge of duties while starting of shift:
Come at least 10 - 15 minutes earlier to the work place.
Meet the previous shift operator and discuss regarding the issues faced by them
with respect to the quality or production or spare or safety or any other specific
instruction etc.
Understand the fabric being processed & process running on the machine.
Ensure technical details are mentioned on the job card & display in machine.
Check the next batch to be processed is ready near the machine.
Check the cleanliness of the machines & other work areas.
Question the previous shift operator for any deviation in the above and bring the
same to the knowledge of the shift superior.
Handing over charge at the end of shift:
Properly hand over the shift to the incoming operator.
Provide the details regarding fabric quality & the process running on the
machine.
Provide all relevant information regarding the stoppages or breakdown in the
machine, any damage to the material or machine.
Ensure the next lot to be processed is ready near the machine
Get clearance from the incoming counterpart before leaving the work spot.
Page No 59 RSA DOCUMENT
Version No.03
Report to the shift supervisor in case the next shift operator doesn't report for the
shift.
Report to the shift supervisor about the quality / production / safety issues/ any
other issue faced in the shift and leave the department only after getting
concurrence for the same from supervisor.
Collect the wastes from waste bags weigh them & transport to storage area.
Page No 60 RSA DOCUMENT
Version No.03
Chapter 11
IMPORTANCE OF HEALTH AND SAFETY
To minimize exposure to hazardous chemicals appropriate personal protective
equipment, such as Hand Gloves, Safety Glasses, Gum Boots, Masks, Head
cap, etc., should be used.
Never handle chemicals with bare hands
Training should be provided on handling of solvents and other harmful
chemicals, and how to deal with accidental spills, contact with skin and eyes, and
ingestion of chemicals.
Report any service malfunctions in the machine that cannot be rectified to the
supervisor.
Store materials and equipment at their designated places.
Minimize health and safety risks to self and others due to own actions.
Monitor the workplace and work processes for potential risks.
Do not carry any metallic parts during machine running as there are chances of
fire and damage to machine parts.
Take action based on instructions in the event of fire, emergencies or accidents,
participate in mock drills/ evacuation procedures organized at the workplace as
per organization procedures.
Hazardous waste must be disposed of properly in accordance with
manufacturer‟s guidelines (MSDS) and national policies.
Exit passageways and stair cases must never be blocked with obstacles and all
stairs should have hand rails.
Page No 61 RSA DOCUMENT
Version No.03
Employees should be given access to safe drinking water as well as a clean area
for meals.
Emergency exit doors should never be locked.
Proper lighting and ventilation need to be ensured and machinery must be well
maintained to avoid accidents.
Sufficient fire extinguishers should be made available and signs should be
placed in prominent places so that people are aware of their presence.
There should also be signs saying “No Food and Drink‟ in areas such as the
laboratory, store room and factory floor, and any other areas where it is not safe
to consume food.
Hazardous chemicals should be clearly marked in an appropriate language and
with clear symbols that people have to be trained to recognize and understand.
Sins should be placed near inflammable substances stating that it is not
permitted to smoke or have open fires.