And Others TITLE Training in the Motor Vehicle Repair ... - ERIC
127
DOCUMENT RESUME ED 389 867 CE 070 341 AUTHOR Lichte, Rainer; And Others TITLE Training in the Motor Vehicle Repair and Sales Sector in Germany. Report of the FORCE Programme. First Edition. INSTITUTION European Centre for the Development of Vocational Training, Berlin (Germany). REPORT NO ISBN-92-826-7582-3 PUB DATE 94 NOTE 129p. AVAILABLE FROM UNIPUB, 4611-F Assembly Drive, Lanham, MD 20706-4391 (catalogue no. HX-84-94-557-EN-C: 8 European Currency Units). PUB TYPE Reports Research/Technical (143) EDRS PRICE MF01/PC06 Plus Postage. DESCRIPTORS Adult Education; *Auto Mechanics; Case Studies; Continuing Education; Educational Needs; Educational Practices; Educational Quality; *Educational Trends; Education Work Relationship; Employment Practices; Employment Qualifications; Financial Support; Foreign Countries; National Surveys; Needs Assessment; *On the Job Training; Program Costs; Program Development; Program Effectiveness; *Retailing; *Sales Workers; Tables (Data); Trainers; *Training Methods; Trend Analysis; Work Environment IDENTIFIERS *Germany ABSTRACT Training in the motor vehicle repair and sales sector in Germany was examined in a study that included the following approaches: review of the sector's structure/characteristics, institutional and social context, employment practices/trends, changes in the type of work and employment/training requirements, and available initial and continuing vocational education and training; in-depth case studies of five auto repair shops and dealerships; and identification of economic, employment, and training trends. It was discovered that, although the mot-r industry remains the most important industry in Germany's economy, it will not likely experience any more growth. Vehicle sales are declining; however, the volume of repairs is likely to increase as cars become older. Higher qualifications are being demanded of repair shop employees because of new environmental/safety standards and technological advances. Only about 7% of the sector's employees have no relevant vocational qualification, and one in every five employees is engaged in vocational train:ng. Nearly all employees in aftersales departments and repair shops participate regularly in in-house continuing training and/or courses provided by manufacturers, importers, suppliers, or chambers of trades; however, many people in positions of responsibility within the sector still do not consider the available training activities sufficient. (Contains 63 tables/figures and 33 references.) (MN) -^
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of And Others TITLE Training in the Motor Vehicle Repair ... - ERIC
DOCUMENT RESUME
ED 389 867 CE 070 341
AUTHOR Lichte, Rainer; And Others
TITLE Training in the Motor Vehicle Repair and Sales Sectorin Germany. Report of the FORCE Programme. First
Edition.
INSTITUTION European Centre for the Development of VocationalTraining, Berlin (Germany).
REPORT NO ISBN-92-826-7582-3PUB DATE 94
NOTE 129p.
AVAILABLE FROM UNIPUB, 4611-F Assembly Drive, Lanham, MD 20706-4391(catalogue no. HX-84-94-557-EN-C: 8 European Currency
Units).PUB TYPE Reports Research/Technical (143)
EDRS PRICE MF01/PC06 Plus Postage.
DESCRIPTORS Adult Education; *Auto Mechanics; Case Studies;Continuing Education; Educational Needs; EducationalPractices; Educational Quality; *Educational Trends;Education Work Relationship; Employment Practices;Employment Qualifications; Financial Support; ForeignCountries; National Surveys; Needs Assessment; *On
the Job Training; Program Costs; Program Development;Program Effectiveness; *Retailing; *Sales Workers;Tables (Data); Trainers; *Training Methods; TrendAnalysis; Work Environment
IDENTIFIERS *Germany
ABSTRACTTraining in the motor vehicle repair and sales sector
in Germany was examined in a study that included the following
approaches: review of the sector's structure/characteristics,
institutional and social context, employment practices/trends,changes in the type of work and employment/training requirements, and
available initial and continuing vocational education and training;
in-depth case studies of five auto repair shops and dealerships; andidentification of economic, employment, and training trends. It wasdiscovered that, although the mot-r industry remains the mostimportant industry in Germany's economy, it will not likelyexperience any more growth. Vehicle sales are declining; however, the
volume of repairs is likely to increase as cars become older. Higher
qualifications are being demanded of repair shop employees because of
new environmental/safety standards and technological advances. Only
about 7% of the sector's employees have no relevant vocational
qualification, and one in every five employees is engaged invocational train:ng. Nearly all employees in aftersales departmentsand repair shops participate regularly in in-house continuing
training and/or courses provided by manufacturers, importers,suppliers, or chambers of trades; however, many people in positions
of responsibility within the sector still do not consider the
available training activities sufficient. (Contains 63 tables/figures
and 33 references.) (MN)
-^
t--.000
00re1
C21
F C RC EFORMATION CONTINUE EN EUROPE
European Commission
MOTOR VEHICLE REPAIRAND SALES SECTOR
S DEPARTMENT OF EDUCATION
EDUCATIONAL RESOURCES INFORMATION
CENTER 1ERIC)0 Ths document has been reproducod as
recewed from Ihe son or niudnitationoriginming iiMinor channns haVe been ma& I,:ondfIlVe reprocincinin quinty
Ninty of s CV oi :minion% OW,
iiiirunicril do 'AA dete6,d,ily011,i...00E141 pa icc an 1'4
PERMISSION TO REPRODUCE THISMATERIAL HAS BEEN GRANTED BY
, . .(
TO THE EDUCATIONAL RESOURCESINFORMATION CENTER IERICI"
BEST COPY AVAILABLE
MOTOR VEHICLE REPAIR AND SALES SECTOR
TRAINING IN THE MOTORVEHICLE REPAIR AND SALES
SECTOR IN GERMANYREPORT FOR THE FORCE PROGRAMME
drawn up byRainer Lichte, Felix Rauner, Georg Spottl and Herbert Zeymer
ITB, Bremen and SFS, Dortmund
1993
First edition, Berlin 1994Published by:
CEDEFOP - European Centre for the Development of Vocational Training,Jean Monnet House, Bundesallee 22, D-10717 Berlin
Fax 49-30 + 88 41 22 22Tel. 49-30 + 88 41 20 Telex 18 41 63 eucen d
The Centre was established by Regulation (EEC) No 337/75of the Council of the European Communities
3
Cataloguing data can be found at the end of this publication.
Luxembourg: Office for Official Publications of the European Communities. 1994
ISBN 92-826-7582-3
ECSC EC-EAEC. C:u:sels Luxembourg. 1994
Reproduction is autiuized. except for commercial purposes. provided the source isacknowledoed
Printed in the United Kingdom
4
ti-,- -
FORCE
Formation continue en EuropeCommission of the European Communities
TASK FORCEHuman Resources, Education, Training and Youth
Rue de la Loi, 200; B-1049 Bruxelles
THE IDEA FORCEThe future economic strength and the potential for social progress of the European Communitydepends on a consistent impovement in the competence and qualifications of its 132.000.000 labourforce. Better continuing vocational training is one of the essential conditions for the success of theSingle Market 1993.The European Commission is determined to support and give fresh impetus to the efforts which com-panies throughout the Community are making to improve continuing training.FORCE is the European Community's action programme for the development of continuing vocationaltraining. It is focussed on companies, especially on small and medium-sized companies. It involves train-ers and training bodies, employer and union repres3ntatives - everyone concerned with improving thecompetence of the labour force.
WHAT DOES FORCE OFFER?FORCE promotes working partnerships in continuing training between companies, training bodies,public authorities and social partners.These will include: supporting continuing training innovation through a European transnational net-work, an exchange programme, transnational and transfrontier pilot projects and projects Concernedwith the evolution of qualifications; assuring closer policy co-operation between Member States byevolving a common statistical means of analysing what is being done in terms of continuing troining,through regular analysis of relevant contractual policy and collective agreements, and through enquir-ies into sectoral needs; supporting the establishment of regional consortia and transnational continuingtraining partnerships which specialise in transferring exemplary good practice to economically weakreg ions.
JOININGYou can take part in the FORCE network and apply for financial assistance to join its innovation andtransfer exchan9es and projects if you are:a large, medium-sized or small company, a training body working with industry orcommerce, an employer or trade union body, a training or human resource expertor manager.Through FORCE you can help improve continuing training in your company, sector or local labourmarket. At the same time you can help to contribute to the improvement and availability of continuingtraining and thus to shaping the European Community.
3

CEDEFOP
European Centre for the Development of Vocational TrainingJean Monnet House, Bundesallee 22, D-10717 Berlin
Institutional status
CEDEFOP is an noonomous body, independent of the departments of the Commission of the EuropeanCommunities, but its task and activities are closely integrated with those of the Commission, to whichthe Centre contributes its technical and scientific expertise.
Working guidelines for the Centre are laid down ID) its Management Board, whose members repres-ent the EC Commission (3), trade unions (12) employers' organizations (12) and governments (12).The Management Board decides on the Work Programme, draws up and approves budgets andadopts the Annual Report.
The members of the Management Board are appointed by the organizations they represent andremain in office for two years. The chairmanship of the Board changes each year.
Institutional tasks
Information:In the field of vocational training, informotion is one of the Centre's vital tasks. Its documentation serviceand a constantly updated bibliographical database receive information from a network of nationalcorrespondents, and the information is then made available to a very wide audience, in part via highlysophisticated computerized channels. Its carefully planned publishing policy also ensures that theCentre's voice is heard on major issues in the field of vocational trainin.g. It produces its own regularpublications (»Vocational Training«, »CEDEFOP flash« and »CEDEFOP flash speciak) and occasionalpublications such as research reports, monographs and manuals.
Research:CEDEFOP, as a centre for the promotion and coordination of research within the Community, providessupport in the form of information, expertise and encouragement for the planning and implementationof vocational training initiatives in Member States. In so doing it serves as a focus for innovation.
Consultation:CEDEFOP, as an organization supporting the Commission, has the task a promoting a concertedapproach to vocational training iroblems. It takes every opportunity to promote and encourage train-ing.
5
ACKNOWLEDGEMENTS
This study was carried out in the framework of theEuropean motor vehicle repair and sales sector,within the EC FORCE programme and conductedby a central team made up of:
Kaj Olesen and Bruno Clematide, DTI DenmarkOriol Horns, C1REM BarcelonaGeorg Spiittl, ITB Bremenwith the participation of Skevos Papaioannou,INE Greece
under the responsibility of Felix Rauner, ITBBremen and in close collaboration with TinaBertzeletou, CEDEFOP.
The project team would like to thank thecompanies who gave access for research, andwhose staff provided the information and helpwhich enabled us to write the case studies. Wevery much appreciate the time and effort investedso generously.
We would also like to thank the employers'organizations and trade unions, and their repre-sentatives, who contributed to the research bymaking suggestions for case studies, attendingmeetings and commenting on the draft report.
7
CONTENTS Page ,
PART 1 - SECTORAL CONTEXT1. Repair and sales in the motor v ehicle sector: an
overview 13
131.1 Definition and delimitation of the sector
1.2 Trends within the motor vehicle repair and sales
sector 13
1.3 The role of the dealership as an intermediary 14
1.4 The manufacturers distribution network 14
1.5 Market shares 18
2. Structure and characteristics of the motor vehiclesector 21
2.1 Historical development 21
2.2 Change in functions and tasks in the dealership 22.
2.3 The importance of the motor vehicle sector to the
German economy 22
2.4 The internal structure of the motor vehicle repair and
sales sector 26
3. Institutional and social context 29
3.1 The role of management and labour 29
3.2 Collective agreements 29
3.2.1 Binding force of the collective agreement 30
3.3 Legal basis 31
3.3.1 The Handwerksordnung - HWo (Craft Trades
Code) of 1953 31
3.3.2 Craft Trades Register 31
3.3.3 Industrial code as applicable to craft trades 32
3.3.4 Legal provisions governing continuing training 32
3.3.5 Miscellaneous regulations 32
4. Employment trends 34
4.1 The motor vehicle industry 34
4.2 The motor vehicle repair and sales sector 34
5. Changes in the type of work and its influence onrequirements and training 38
5.1 Changes in the work carried out in the motor vehicle
repair sector 38
5.2 Changes in automotive technology and tools 42
5.3 Changes in technology and tools used in the motor
vehicle servicing and repair sector and mobility of
the labour force 43
5.4 Organization of work 44
6. Initial and continuing vocational training in themotor vehicle repair and sales sector 46
6.1 The organizational basis required for school and
vocational qualifications in Germany 46
6.2 Legislation governing vocational education 46
6.3 The system of continuing vocational training and its
implications
6.3.1 Participation in continuing vocational education
6.3.2 Continuing training for staff employed in
independent dealerships
6.4 State and state-approved Technikerschulen (technical
schools)
6.5 Continuing training outside the state schools
6.5.1 Mastercraftsman training
6.5.2 The non-state training for technicians in the
motor vehicle repair and sales sector
6.5.3 Customer service training centres
6.6 General continuing training for managerial staff
PART 2 - CASE STUDIES1. INDEPENDENT DEALERSHIP N.
1. General description of the case
2. General description of the firm
3. Provision of continuing vocational training
4. Training practice at the firm
5. Evaluation of the training concepts
6. Applicability to other firms
2. MAZDA1. General description of the case
2. General description of the firm
3. Provision of continuing vocational training
3.1 Structure within the firm
3.2 Structure of the customer service training centre
3.3 Other forms of continuing training
4. Training practice at the firm
4.1 Training plans at the repair shop level
4.2 Link between training concepts and demand 724.3 Target groups of vocational training 72
4.4 Training plans 724.5 Costs of continuing vocational training 72
4.6 Evaluation of costs 735. Evaluation of the training concepts 73
6. Conclusions .73Appendices 75
:68
69
71
71
71
3. MERCEDES-BENZ AUTOHAUS K. 781. General description of the case 782. General description of the firm 783. Provision of continuing vocational training 793.1 Structure within the firm 793.2 Structure of the customer service training centre 793.3 Other forms of continuing training 81
4. Training practice at the firm 81
9
4.1 Training plans at the repair shop level
4.2 Link between training concepts and demand
4.3 Target groups of vocational training
4.4 Training plans
4.5 Costs of continuing vocational training
4.6 Estimation of costs
5. Evaluation of the training concepts
6. Conclusions
Appendix
4. BMW AGENCY1. General description of the case
2. General description of the firm
3. Provision of continuing vocational training
3.1 Structure within the firm 91
3.2 Structure of the BMW Training Centre 91
3.3 Other forms of continuing training 92
4. Training practice at the firm 92
4.1 Training plans at the repair shop level 92
4.2 Link between training concepts and demand 92
4.3 Target groups of vocational training 92
4.4 Training plans .93
4.5 Costs of continuing vocational training
4.6 Evaluation of costs 94
5. Evaluation of the training concepts 94
6. Conclusions 95
8.2
83
, 8383
84 .
. 909090
91
S. VW-AUDI AGENCY 102
1. General description of the case 102 .
2. General description of the firm 102
2.1 Main details of the firm 102
2.2 Brief history of the firm and latest strategies and
developments 103
2.3 Structure of the firm 103
2.4 Workforce 105
3. Provision of continuing vocational training 106
3.1 Structure of the firm 106
3.2 Structure of the customer service training centre 106
3.3 Structure of continuing training centres run by trade
associations 106
4 Training ?olicy of the firm 107
4.1 Trainirrj plans at the repair shop level 107
4.2 Link between training concepts and demand 108
4.3 Target groups of vocational training 108
4 4 Training plans 108
4.5 Costs of continuing vocational training 110
4.6 Evaluation of costs 110
5. Evaluation of the training concepts 111
5 1 Evaluation of the staff questionnaire 111
5.2 Best practice, standard practice 111

5.3 Future requirements of continuing vocational training 11
6. Conclusions in the context of best practice and
normal practice 111
Appendix 113
6. CONCLUSIONS FROM THE CASE STUDIES 117
PART 3 - TRENDS1. CONCLUSIONS 119
1.1 Economic developments and employment 1191.2 Vocational training and selection of personnel 1201.3 Change in the work of the motor vehicle repair shop 1201.4 Organization of work and the repair shop and
perspectives for continuing training 121Bibliography 123
11
SECTORAL CONTEXT
PART 1:
1. Repair and sales in the motorvehicle sector: an overview
2. Structure and characteristics of themotor vehicle sector
3. Institutional and social context
4. Employment trends
5. Changes in the type of work andits influence on requirements andtraining
6. Initial and continuing vocationaltraining in the motor vehicle repairand sales sector
12
1. REPAIR AND SALES IN THE MOTORVEHICLE SECTOR: AN OVERVIEW
1.1 Definition and delimitation of thesectorThe motor vehicle industry .s more than ever thekey sector influencing international economiccompetition. In manufacturing countries such asthe U.S.A., Japan, Germany, Italy and France, it isthe decisive factor in employment and economicprosperity. A MIT study on the superiority of theJapanese lean production concept (Womack i. a.1991) has hit Germany like a thunderbolt andprompted people to turn their attention to thedevelopment, manufacture, sales and servicing ofcars. The message of the authors is clear: unlessmanufacturers here approach the high productivitylevels achieved by Japanese manufacturers (withToyota topping the league table in lean produc-tion) they will lose their ability to compete on theworld market. This diagnosis pointed out to us atthe beginning of the 1990s the first of two majorproblems within the motor industry: cost-effectivemonufacturing.
The second major problem - which the MIT studyalso refers to - is the successful marketing of thecar, the design of the relationship between the cardealer, his servicing and repair facilities and thecustomer. It is these factors that influence thecustomer's decision to buy a particular car anddetermines whether he is satisfied with the after-sales (servicing and repair) provided by his makeof car. As long as the no-maintenance car remainsa dream, the strategic position of the motor vehiclerepair and sales sector will not change. 80% of adealership's business is accounted for by sellingcars. Nevertheless, repair and servicing remain ofcentral importance to the motor vehicle sector.More than ever before, car manufacturers rely onthe servicing and repair provided by dealershipsand their ability to rapidly diagnose and rectifydefects. In the interplay between flexible manu-facture and the electronification of cars, a widerange of complex automotive technology has beendeveloped which, if it is to be truly mastered by theservice and maintenance sector, demands anextremely high quality of diagnosis and repairtechniques.
Experts believe that dealers today have a greatersignificance than at the beginning of the eightiesfor the added value in motor businesses. However,a good repair shop is essential to ensure that acustomer remains loyal to one make of car. One ofthe car manufacturers' rules of thumb is: "Thedealer sells the first car, the mechanic thesubsequent ones." (Hamann 1992).
The importance of after-sales can be seen inGermany by the ,`uct that there is hardly a (new)car dealer without a service and repair depart-ment. There are, however, a relatively highnumber of, often smaller, firms, which are in theservice and repair business only. According to
1.RAI et al. (1984, p. 49), these accounted forapproximately 20% in 1983. Surveys carried outfor 1987 by the ZDK show that "service andrepair only" businesses linked to a particularmanufacturer account for 18.3% (of a total of25,000).
In addition to these service outlets, there are aconsiderable number of so-called "independentdealerships", usually small businer.ses (over16,000, i.e. almost 40% of all businesses).Independent dealerships are not linked to manu-facturers or binding agreements of any kind. Theyact entirely in their own interest and on their ownaccount. A link to a particular make may beformed but this is not necessarily the case.
This outlines briefly the industry dealt with in thisstudy: tile subject of investigation are car dealersand firms involved in servicing and repairing cars,which are subordinate to the motor industry butare equally essential for the functioning of thewhole motor traffic system. Exactly how close thelinks-to the car manufacturers are can be seen inthe fact that the main distinction made betweenthese businesses is whether they are linked to amanufacturer or not: authorized firms and inde-pendent dealerships. The sector is thus closely!inked to developments in the motor industry, it ishard to conceive of it as an independent sector,hilt similarly the car manufacturers could hardlymarket their products without these firms.
Firms such as bodyworkers, used-car dealers andfilling stations are not counted as belonging to thissector if they opemte independently without linksto the above-mentioned firms. Many car repairshops do, however, have their own bodyworkdepartments, a used-car business and fillingstation. We have counted these cases since theyare not specifically identified in the statistics.
1.2 Trends within the motor vehiclerepair and sales sectorIf the manufacture of cars in the factory and theiruse by the customer are recognized as the iwodecisive factors in the motor industry then theparticular position of the servicing and repairssector becomes clear.
A dealership is first and foremost a qualifiedspecialist dealer which owes its existence to thefact that the car is (so far) not a product which canbe sold in a department store or any other kind ofretail outlet selling a range of goods. In thisfunction it stands alone because there is no otherproduct approaching comparable economic sig-nificance, which is sold exclusively and so widelyin specialist outlets.
The reason for the special position of the dealer-ship is obvious. More than any other product the 1 3
1
14
car needs specialist care, which can obviouslyonly be provided by a large number of specialistdealers with associated after-sales facilities andqualified, highly-skilled personnel. The car is aproduct which, by virtue of its importance to theindividual and within society, its life expectancy,its value and above all its mass distribution andcomplex technology, automatically excludes thepossibility of simply being sold and means that adense network of service and repair businesses isrequired. This in turn forces the mar vfacturer toorganize the contact to the customer in a specialway within a carefully designed marketingstrategy. The customer service area is thereforeanother special feature of the car manufacturingbusiness. (Rauner/Zeymer 1991, p. 26).
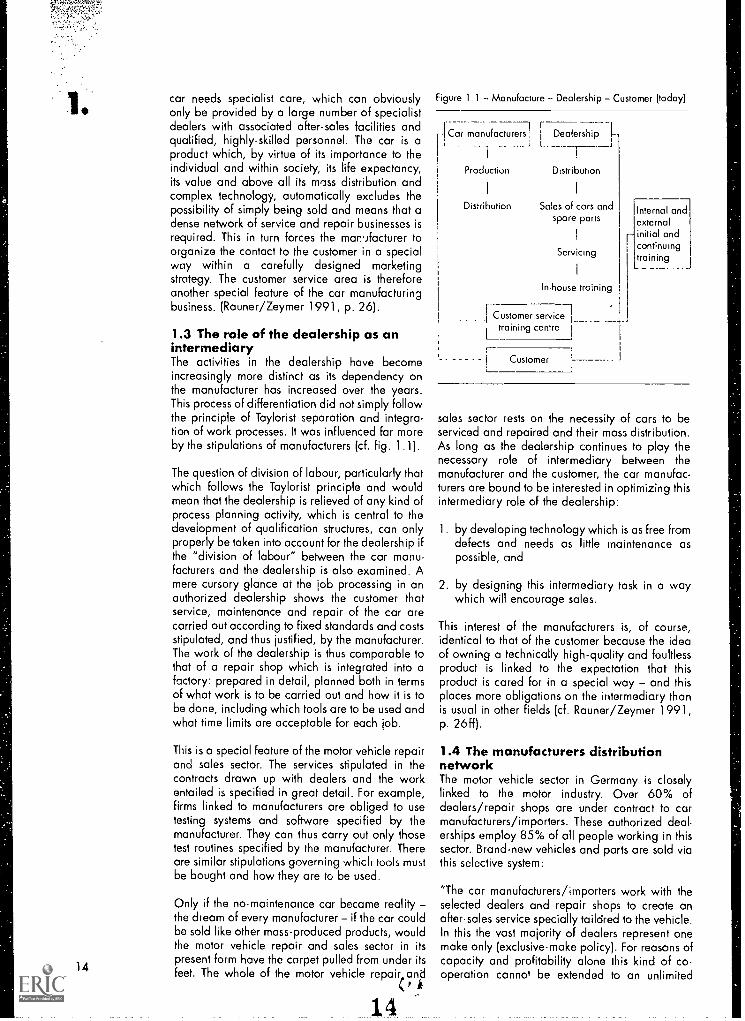
1.3 The role of the dealership as anintermediaryThe activities in the dealership have becomeincreasingly more distinct as its dependency onthe manufacturer has increased over the years.This process of differentiation did not simply followthe principle of Taylorist separation and integra-tion of work processes. It was influenced far moreby the stipulations of manufacturers (cf. fig. 1.1).
The question of division of labour, particularly thatwhich follows the Taylorist principle and wouldmean that the dealership is relieved of any kind ofprocess planning activity, which is central to thedevelopment of qualification structures, can onlyproperly be taken into account for the dealership ifthe "division of labour" between the car manu-facturers and the dealership is also examined. Amere cursory glance at the job processing in anauthorized dealership shows the customer thatservice, maintenance and repair of the car arecarried out according to fixed standards and costsstipulated, and thus justified, by the manufacturer.The work of the dealership is thus comparable tothat of a repair shop which is integrated into afactory: prepared in detail, planned both in termsof what work is to be carried out and how it is tobe done, including which tools are to be used andwhat time limits are acceptable for each job.
This is a special feature of the motor vehicle repairand sales sector. The services stipulated in thecontracts drawn up with dealers and the workentailed is specified in great detail. For example,firms linked to manufacturers are obliged to usetesting systems and software specified by themanufacturer. They can thus carry out only thosetest routines specified by the manufacturer. Thereare similar stipulations governing which tools mustbe bought and how they are to be used.
Only if the no-maintenance car became realitythe dream of every manufacturer if the car couldbe sold like other mass-produced products, wouldthe motor vehicle repair and sales sector in itspresent form have the carpet pulled from under itsfeet. The whole of the motor vehicle repair, and
k
1 4,
Figure 1 1 - Manufacture Dealership - Customer (today)
rr -I Car manufacturers]
Production
Distribution
1 Dealership 1-
I--Distribution
Sales of cars andspore parts
1
Servicing
1
In.house training
Customer servi;1training centre
r---LCustomer
Internal andexternal
- initial andcontinuingtraining
1---
sales sector rests on the necessity of cars to beserviced and repaired and their mass distribution.As long as the dealership continues to play thenecessary role of intermediary between themanufacturer and the customer, the car manufac-turers are bound to be interested in optimizing thisintermediary role of the dealership:
1. by developing technology which is as free fromdefects and needs as little maintenance aspossible, and
2. by designing this intermediary task in a waywhich will encourage sales.
This interest of the manufacturers is, of course,identical to that of the customer because the ideaof owning a technically high-quality and faultlessproduct is linked to the expectation that thisproduct is cared for in a special way and thisplaces more obligations on the intermediary thanis usual in other fields (cf. Rauner/Zeymer 1991,p. 26ff).
1.4 The manufacturers distributionnetworkThe motor vehicle sector in Germany is closelylinked to the motor industry. Over 60% ofdealers/repair shops are under contract to carmanufacturers/importers. These authorized deal-erships employ 85% of all people working in thissector. Brand-new vehicles and parts are sold viathis selective system:
"The car manufacturers/importers work with theselected dealers and repair shops to create anafter-sales service specially tailcired to the vehicle.In this the vast majority of dealers represent onemake only (exclusive-make policy). For reasons ofcapacity and profitability alone this kind of co-operation cannot be extended to an unlimited
number of dealers and repair shops." (RAI et al.1984, vol. 2, p. 99).
Dealers appointed by vehicle manufacturers/importers have to fulfil certain qualificationcriteria. In addition to this, the existence of fullyfunctional service and repair facilities and ashowroom plays an important part.
The basis for the legal relationship between themanufacturer/importer and the dealer is thecontract (dealers contract). According to theorganizational structure of the sales networkvarious types of contract are drawn up for directdealers, representatives, authorized repair shops,sub-agents and branches of the direct dealers.Regardless of whether they are integrated into asales network the dealers apart from a fewexceptions carry out their business transactionsunder their own name and for their own account.The exceptions are Daimler-Benz and MAN: herethe dealers invoice in the name of and for theaccount of the manufacturers (agents). In additionto this there are also businesses which work ascommission agents in their own name but for theaccount of a third party (cf. RAI et al. 1984,vol. 2, p. 100).
The items covered in these detailed dealerscontracts include:
Contractual territoryScope of the dealer's activitiesActivities for other makes of vehicle,Sales to other dealers and third parties for re-saleBusiness operationsAdvertising and trademarksDealer-support from the manufacturer,Duration of contract/performance of contractGuidelines for guarantees and accommodationSettlement of accounts between deale andmanufacti., erContinuing training in customer service trainingcentres (partly)Extent of training and eligible participants
In the case of some manufacturers, the contractsalso specify working clothes and forms of workorganization to be employed such as team workor work in groups.
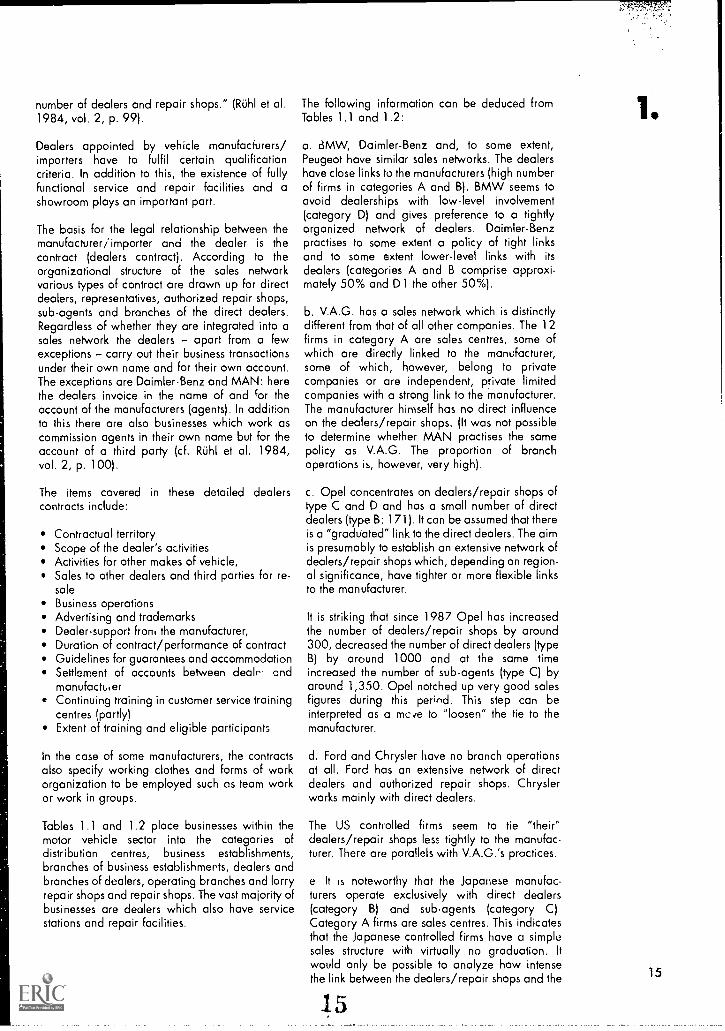
Tables 1.1 and 1.2 place businesses within themotor vehicle sector into the categories ofdistribution centres, business establishments,branches of business establishmerts, dealers andbranches of dealers, operating branches and lorryrepair shops and repair shops. The vast majority ofbusinesses are dealers which also have servicestations and repair facilities.
The following information can be deduced fromTables 1.1 and 1.2:
a. r3MW, Daimler-Benz and, to some extent,Peugeot have similar soles networks. The dealershave close links to the manufacturers (high numberof firms in categories A and B). BMW seems toavoid dealerships with low-level involvement(category D) and gives preference to a tightlyorganized network of dealers. Daimier-Benzpractises to some extent a policy of tight linksand to some extent lower-level links with its
dealers (categories A and B comprise approxi-mately 50% and D1 the other 50%).
b. V.A.G. has a sales network which is distinctlydifferent from that of all other companies. The 12firms in category A are sales centres, some ofwhich are directly linked to the manufacturer,some of which, however, belong to privatecompanies or are independent, private limitedcompanies with a strong link to the manufacturer.The manufacturer himself has no direct influenceon the dealers/repair shops. (It was not possibleto determine whether MAN practises the samepolicy as V.A.G. The proportion of branchoperations is, however, very high).
c. Opel concentrates on dealers/repair shops oftype C and D and has a small number of directdealers (type B: 171). It can be assumed that thereis a "graduated" link to the direct dealers. The aimis presumably to establish an extensive network ofdealers/repair shops which, depending on region-al significance, have tighter or more flexible linksto the manufacturer.
It is striking that since 1987 Opel has increasedthe number of dealers/repair shops by around300, decreased the number of direct dealers (typeB) by around 1000 and at the same timeincreased the number of sub-agents (type C) byaround 1,350. Opel notched up very good salesfigures during this perir,d. This step can beinterpreted as a plc:ye to "loosen" the tie to themanufacturer.
d. Ford and Chrysler have no branch operationsat all. Ford has an extensive network of directdealers and authorized repair shops. Chryslerworks mainly with direct dealers.
The US controlled firms seem to tie "their"dealers/repair shops less tightly to the manufac-turer. There are parallels with V.A.G.'s practices.
e It is noteworthy that the Japanese manufac-turers operate exclusively with direct dealers(category B) and sub-agents (category C)Category A firms are sales centres. This indicatesthat the Japanese controlled firms have a simplesales structure with virtually no graduation. It
would only be possible to analyze how intensethe link between the dealers/repair shops and the
15
15

1 6
Table 1.1 - Distribution networks of the manufacturers/importers (cars and commercial vehicles)As of: 31.12. 1987
Manufacturer/Importer A D I Total
Alfa Romeo 1 196 82 - 279Austin Rover 157 15 17 189
BMW 18 637 246 - 901
Citroën 5 431 306 - 742DAF 1 24 68 93
Daihatsu 464 34 - 498Daimler-Benz 95 451 - 590 1,136Fiat 2 656 558 - 1,216- Lancia 2 326 37 358Ford 807 _ 1,278 2,085Honda 472 - - 472Iveco-Magirus 25 140 - 314 479Jaguar 1 108 - 109
Lada 435 54 - 490MAN 40 7 - 285 332Mazda 762 244 - 1,006Mitsubishi (Cars) 1 836 83 - 920
Lorries 33 - 33
Nissan 2 724 - _ 726Opel 1,200 - 1,063 2,264Peugeot/Talbot 15 731 230 133 1,109Porsche 88 121 - 209Renault (Cars) 4 516 777 - 1,297- Lorries 4 24 - 74 102
Saab 5 181 29 - 215Scania 39 - 58 97Seat 339 - 339Skoda 1 226 74 95 396Subaru 242 286 528Suzuki 395 35 - 430Toyota 742 83 _ 825V.A.G. 12 1,661 1,622 3,295Volvo (Cars) 2 355 26 9 392- Lorries 2 45 31 78
Total 23,640
Independent repair shops D2 16,972
Source. VDA/VDIK(Explanations before Table 1.1)
Explanations to Tables 1.1 and 1.2:
A: Business establishment of the manufacturer or distribution centre
B Direct dealers including their branches
C: Sub-agents (sales on behalf of the direct dealer - main activity repairs)
D 1 Repair shops appointed by a dealer (category B) or manufacturer
D2: Independent repair shops
E: Dealers (in these tables always listed in categories A, B, C)
F. Repair shops specializing in components, individual systems etc. (no figures available)
manufacturer is by actually looking at the detaikof the contracts.
F. Other foreign manufacturers, such as Fiat,Citroën, DAF, Lada, Rover, Saab, Scania andVolvo, have sales structures which are comparableto those of German manufacturers. These struc-tures are deeper and more hierarchical than the
s
Japanese ones and the manufacturers' dominanceis stronger.
In summary, it can be said of the distributionstructures that the European manufacturers demon-strate distinct differences from the Japanese ones.The Japanese favour a less graduated, lesshierarchically-structured network. The Europeans
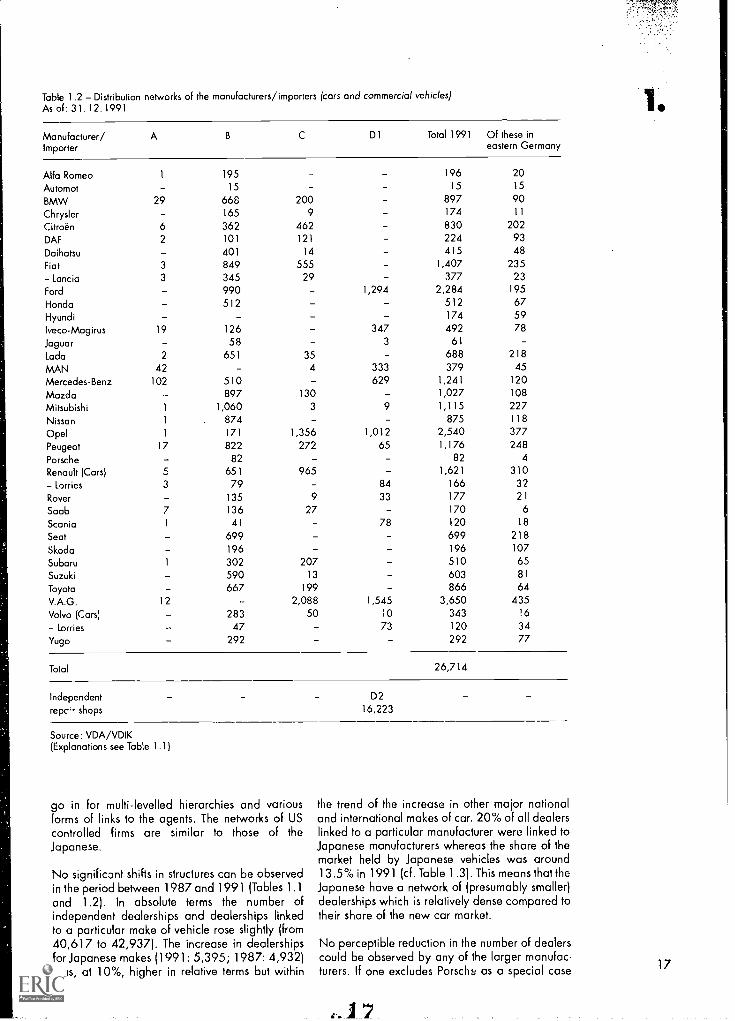
Table 1.2 - Distribution networks of the manufacturers/importers (cars and commercial vehicles)As of: 31.12.1991
Manufacturer/Importer
A D1 Total 1991 Of these ineastern Germany
Alfo Romeo 1 195 - _ 196 20
Automot - 15 - - 15 15
BMW 29 668 200 897 90
Chrysler - 165 9 - 174 11
Citroen 6 362 462 830 202
DAF 2 101 121 - 224 93
Daihatsu - 401 14 - 415 48
Fiat 3 849 555 - 1,407 235
- Lancia 3 345 29 - 377 23
Ford - 990 - 1,294 2,284 195
Honda - 512 - 512 67
Hyundi - 174 59Iveco-Magirus 19 126 - 347 492 78
Jaguar 58 - 3 61 -Lode 2 651 35 - 688 218
MAN 42 - 4 333 379 45
Mercedes-Benz 102 510 - 629 1,241 120
Mazda _ 897 130 - 1,027 108
Mitsubishi 1 1,060 3 9 1,115 227Nissan 1 874 - 875 118
Opel 1 171 1,356 1,012 2,540 377
Peugeot 17 822 272 65 1,176 248
Porsche - 82 82 4
Renault (Cars) c 651 965 - 1,621 310- lorries 3 79 84 166 32
Rover - 135 9 33 177 21
Saab 7 136 27 170 6
Scenic) 1 41 - 78 120 18
Seat - 699 - _ 699 218
Skoda - 196 - 196 107
Subaru 1 302 207 _ 510 65
Suzuki - 590 13 603 81
Toyota - 667 199 _ 866 64
V.A.G. 12 - 2,088 1,545 3,650 435
Volvo (Cars) 283 50 10 343 16
- Lorries - 47 - 73 120 34
Yugo 292 _ 292 77
Total 26,714
Independent D2
repc.- shops 16,223
Source: VDA/VDIK(Explanations see Table 1.11
go in for multi-levelled hierarchies and variousforms of links to the agents. The networks of UScontrolled firms are similar to those of theJapanese.
No significant shifts in structures can be observedin the period between 1987 and 1991 (Tables 1.1and 1.2). In absolute terms the number ofindependent dealerships and dealerships linkedto a particular make of vehicle rose slightly (from40,617 to 42,937). The increase in dealershipsfor Japanese makes (1991: 5,395; 1987: 4,932)was, at 10%, higher in relative terms but within
the trend of the increase in other major nationaland international makes of car. 20% of all dealerslinked to a particular manufacturer were linked toJapanese manufacturers whereas the share of themarket held by Japanese vehicles was around13.5% in 1991 (cf. Table (.3). This means that theJapanese have a network of (presumably smaller)dealerships which is relatively dense compared totheir share of the new car market.
No perceptible reduction in the number of dealerscould be observed by any of the larger manufac-turers. If one excludes Porsch as a special case
I 7
17
18
which has suffered slumps in its market in recentyears, there is only one German manufacturer(BMW) which has been showing a contrary trendfor some time, that is a slight tendency toconcentration. The overall number of BMW firmshas decreased. Particularly affected are the sub-agents. Two reasons are given for this develop-ment:
The costs per workplace have hit the DM100,000 level. Given the further increase inthe variety of models a rise in these costs can beexpected. These costs affect the small and verysmall firms more severely than the branchoperations and large firms.
The greater variety of models and the increasedcomplexity and variability of automotive tech-nology demand a division of labour in therepair shop. This in turn requires a certain sizeof firm.
For German companies the category A dealers(branch operations or sales centres) have in-creased. It can be assumed that this is due to theestablishment of a network of dealers in formerEast Germany.
According to ZDK 42,937 businesses (not includ-ing those specialized solely in automotive electron-ics) in 1991 were independent, in other words nottied to a manufacturer or particular make. Thismeans that their proportion (37.8%) has barelychanged since 1987 when it was 38.4%' . Thismeans that, despite the rapid development of moremodern and more complex vehicle and diagnosissystems, the independent dealerships cannot besaid to be "dying out". Their share measuredagainst the number of firms hos remained more orless constant and the slight relative drop is probablydue to the fact that the dealers linked to particulc.rmakes were able to expand more quickly in easternGermany. The independent dealerships are thus stilla relatively stable factor in the motor vehicle repairarid sales sector.
In terms of the size of firms the increase is duemainly to the small firms (size category II). Theirshare increased from 37% in 1983 to over 50%in 1991, an expression of the fact that many newfirms were set up during this time. This wouldsuggest that, despite the fact that automotivetechnology is becoming more complex, smallfirms still feel they have a good chance in themarket for service and repairs.
1.5 Market sharesAnother reason for changes in the motor vehiclerepair and sales sector is the change in the marketshares of the manufacturers, in particular the
arrival of newcomers such as Hyundi, Skoda orYugo.
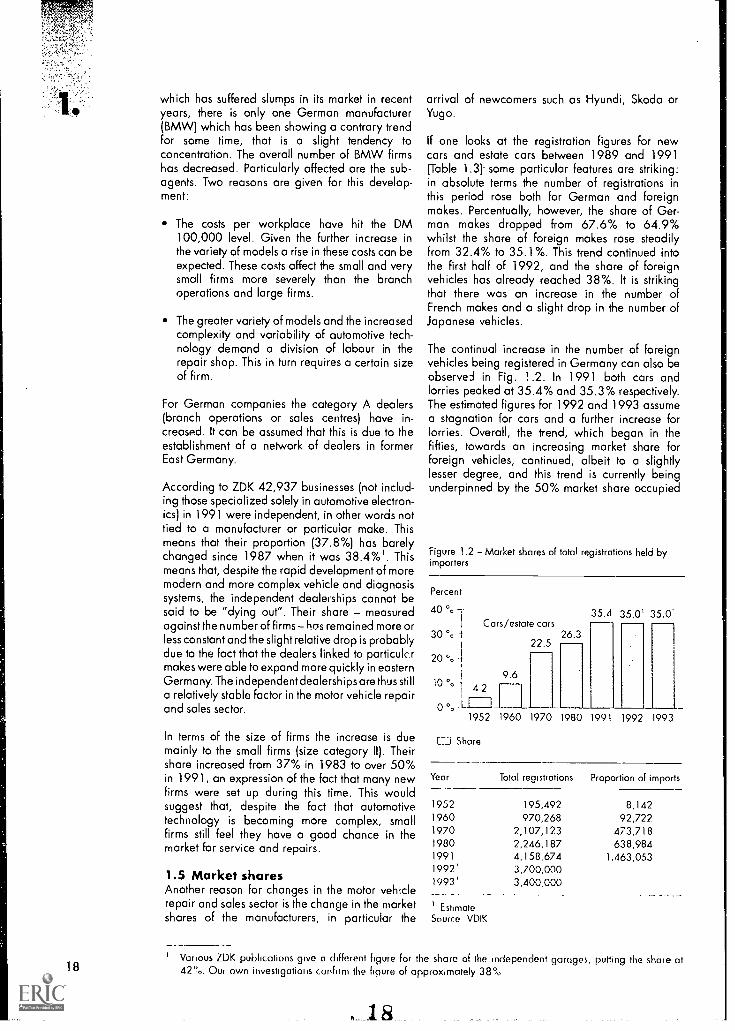
If one looks at the registration figures for newcars and estate cars between 1989 and 1991(Table 1.3). some particular features are striking:in absolute terms the number of registrations inthis period rose both for German and foreignmakes. Percentually, however, the share of Ger-man makes dropped from 67.6% to 64.9%whilst the share of foreign makes rose steadilyfrom 32.4% to 35.1%. This trend continued intothe first half of 1992, and the share of foreignvehicles has already reached 38%. It is strikingthat there was an increase in the number ofFrench makes and a slight drop in the number ofJapanese vehicles.
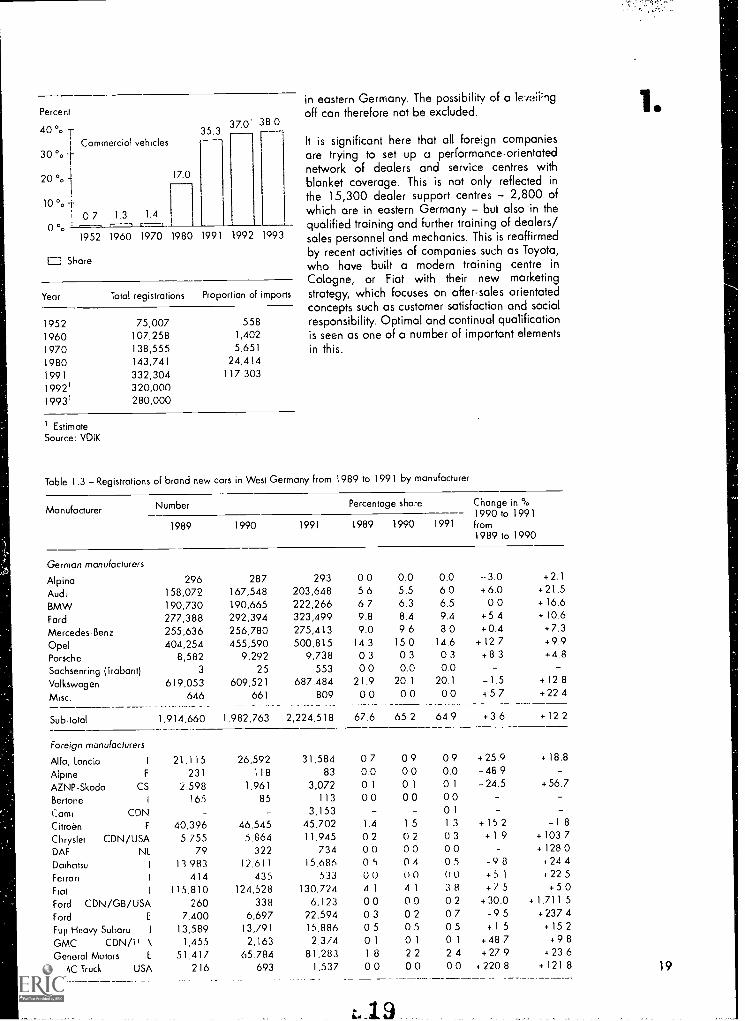
The continual increase in the number of foreignvehicles being registered in Germany can also beobserved in Fig. 1.2. In 1991 both cars andlorries peaked at 35.4% and 35.3% respectively.The estimated figures for 1992 and 1993 assumea stagnation for cars and a further increase forlorries. Overall, the trend, which began in thefifties, towards an increasing market share forforeign vehicles, continued, albeit to a slightlylesser degree, and this trend is currently beingunderpinned by the 50% market share occupied
Figure 1.2 - Market shares of total registrations held byimporters
Percent
40 0.
30 0.
20 `. -t
10 0. 1 4.2
0 %1952
Cars/estate cars
EJ Share
26.322.5
9.6
ri
35.4 35.0 35.0.
1960 1970 1980 1991 1992 1993
Year Total registrations Proportion of imports
1952 195,492 8,1421960 970,268 92,7221970 2,107,123 473,7181980 2,246,187 638,9841991 4,158,674 1,463,0531992' 3,700,0001993' 3,400.000
I EstimateSource VDIK
Various ZDK publications give a different figure for the share of the independent garages, putting the share at420.. Our own investigations confirm the figure of approximately 38%
1 ti
Percent
40 % TCommercial vehicles
10%T0 7000 -
1952
C3 Share
1.3 1.4r
37.0' 38 035.3
17.0
1960 1970 1980 1991 1992 1993
Year Total registrations Proportion of imports
1952 75,007 558
1960 107,258 1,402
1970 138,555 5,651
1980 143,741 24,4141991 332,304 117 303
19921 320,00019931 280,000
1 EstimateSource: VDIK
in eastern Germany. The possibility of a leveiiiigoff can therefore not be excluded.
It is significant here that all foreign companiesare trying to set up a performance-orientatednetwork of dealers and service centres withblanket coverage. This is not only reflected inthe 15,300 dealer support centres - 2,800 ofwhich are in eastern Germany - but also in thequalified training and further training of dealers/sales personnel and mechanics. This is reaffirmedby recent activities of companies such as Toyota,who have built a modern training centre in
Cologne, or Fiat with their new marketingstrategy, which focuses on after-sales orientatedconcepts such as customer satisfaction and socialresponsibility. Optimal and continual qualificationis seen as one of a number of important elementsin this.
Table 1.3 - Registrations of brand new cars in West Germany from 1989 to 1991 by manufacturer
1.
Manufacturer Number Percentage share Change in %1990 to 1991from1989 to 1990
19
1989 1990 1991 1989 1990 1991
German manufacturers
AlpinaAudiBMWFord
MercedesBenzOpelPorsche
Sachsenring (Trabant)VolkswagenMisc.
296158,072190,730277,388255,636404,254
8,5823
619,053646
1,914,660
287167,548190,665292,394256,780455,590
9,29225
609,521661
1.982,763
293203,648222,266323,499275,413500,815
9,738553
687.484809
2,224,518
0 05 66.79.89.0
14.30 30 0
21.90 0
67.6
0.05.56.38.49.6
15 00 30.0
20.10 0
0.06 06.59.48 0
14.60 30.0
20.10 0
64 9
-3.0+ 6.0
0 0+5 4+0.4
+ 12 7+ 8 3
-1.51 5 7
+ 3 6
+2.1+21.51- 16.6
+ 10.6+7.3+9.9+4.8
+12 8+22 4
Sub-total 65 2 +12 2
Foreign manufacturers
Alfa, Lancia I
Alpine F
AZNP-Skoda CS
Bertone I
Carni CDNCitroen F
Chrysler CDN/USADAF NI.
Daihatsu 1
Ferrari I
Fiat I
Ford CDN/GB/USAFord E
Fuit Heavy Subaru 1
GMC CDN/1' \General Motors L
GMC Truck USA
21,1)5231
2.598165
40,3965 755
7913 983
414115.810
2607,400
13,5891,455
51,417216
26,592118
1,961
85-
46,5455.864
32212.611
435124,528
3386,697
13,7912,163
65.784693
31,58483
3,072113
3,15345,70211.945
73415.686
.533
130,7246,123
22.59415,8862,3/4
81,2831,537
0 70.00 1
0 0-
1.4
0 20 00 50 04 1
0 00 30 50 1
1 8
0 0
0 90 00 1
0 0
1 5
0 20 00 40 04 1
0 00 20 50 1
2 20 0
0 90.00.1
0 00 1
1 3
0 30 00 50 03 80 20 70 50 1
2 40 0
+ 25.9-46 9-24.5
-
+ 15 2+ 1 9
9 8+ 5 1
+ 7 5+30.0
- 9 5+ 1 5
+48 7+ 27 9
+ 220 8
+ 18.8
+56.7--
-1 8+ 103 7+ 128 0
24 4422 5
+ 5 0+1,711 5
+ 237 4+15 2
+ 9 8
423 6+ 121 8
z.19
1
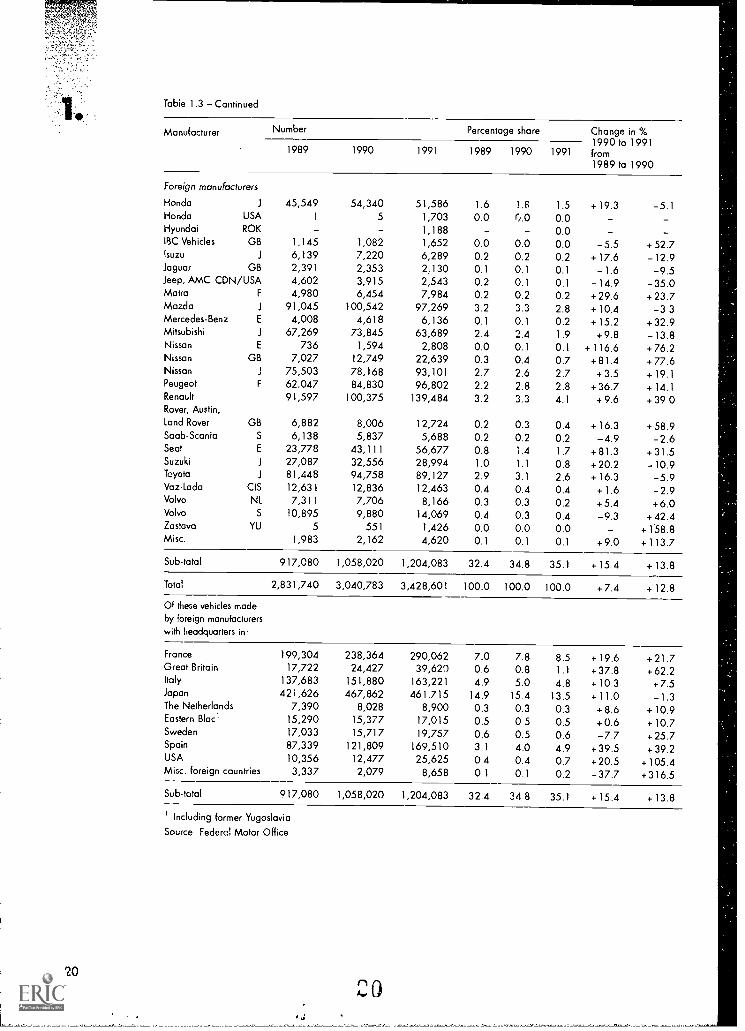
Table 1.3 - Continued
Manufacturer Number Percentage share Change in %1990 to 1991
1989 1990 1991 1989 1990 1991 from1989 to 1990
Foreign manufacturers
Honda J 45,549 54,340 51,586 1.6 1.8 1.5 + 19.3 -5.1Honda USA 1 5 1,703 0.0 0.0 0.0 - -Hyundai ROK - 1,188 0.0 -IBC Vehicles GB 1,145 1,082 1,652 0.0 0.0 0.0 -5.5 + 52.7Isuzu J 6,139 7,220 6,289 0.2 0.2 0.2 + 17.6 -12.9Jaguar GB 2,391 2,353 2,130 0.1 0.1 0.1 -1.6 -9.5Jeep, AMC CDN/USA 4,602 3,915 2,543 0.2 0.1 0.1 -14.9 -35.0Matra F 4,980 6,454 7,984 0.2 0.2 0.2 + 29.6 + 23.7Mazda J 91,045 100,542 97,269 3.2 3.3 2.8 + 10.4 -3 3Mercedes-Benz E 4,008 4,618 6,136 0.1 0.1 0.2 +15.2 + 32.9Mitsubishi J 67,269 73,845 63,689 2.4 2.4 1.9 +9.8 -13.8Nissan E 736 1,594 2,808 0.0 0.1 0.1 + 116.6 + 76.2Nissan GB 7,027 12,749 22,639 0.3 0.4 0.7 + 81.4 + 77.6Nissan I, 75,503 78,168 93,101 2.7 2.6 2.7 + 3.5 + 19.1Peugeot F 62,047 84,830 96,802 2.2 2.8 2.8 + 36.7 + 14.1Renault 91,597 100,375 139,484 3.2 3.3 4.1 + 9.6 + 39 0Rover, Austin,
Land Rover GB 6,882 8,006 12,724 0.2 0.3 0.4 + 16.3 + 58.9Saab-Scania S 6,138 5,837 5,688 0.2 0.2 0.2 -4.9 -2.6Seat E 23,778 43,111 56,677 0.8 1.4 1.7 + 81.3 + 31.5Suzuki J 27,087 32,556 28,994 1.0 1.1 0.8 + 20.2 -10.9Toyota J 81,448 94,758 89,127 2.9 3.1 2.6 + 16.3 -5.9Vaz-Locla CIS 12,631 12,836 12,463 0.4 0.4 0.4 + 1.6 -2.9Volvo NL 7,311 7,706 8,166 0.3 0.3 0.2 +5.4 + 6.0Volvo S 10,895 9,880 14,069 0.4 0.3 0.4 -9.3 + 42.4Zastava YU 5 551 1,426 0.0 0.0 0.0 - +158.8Misc. 1,983 2,162 4,620 0.1 0.1 0.1 + 9.0 +113.7
Sub-total 917,080 1,058,020 1,204,083 32.4 34.8 35.1 + 15.4 + 13.8
Total 2,831,740 3,040,783 3,428,601 100.0 100.0 100.0 + 7.4 + 12.8
Of these vehicles made
by foreign manufacturers
with headquarters in.
France 199,304 238,364 290,062 7.0 7.8 8.5 + 19.6 + 21.7Great Britain 17,722 24,427 39,620 0.6 0.8 1.1 + 37.8 + 62.2Italy 137,683 151,880 163,221 4.9 5.0 4.8 + 10.3 + 7.5Japan 421,626 467,862 461.715 14.9 15.4 13.5 + 11.0 -1.3The Netherlands 7,390 8,028 8,900 0.3 0.3 0.3 4- 8.6 +10.9Eastern Bloc' 15,290 15,377 17,015 0.5 0 5 0.5 + 0.6 + 10.7Sweden 17,033 15,717 19,757 0.6 0.5 0.6 -7.7 + 25.7Spain 87,339 121,809 169,510 3.1 4.0 4.9 + 39.5 + 39.2USA 10,356 12,477 25,625 0.4 0.4 0.7 + 20.5 +105.4Misc, foreign countries 3,337 2,079 8,658 0 1 0.1 0.2 -37.7 +316.5
Sub-total 917,080 1,058,020 1,204,083 32.4 34 8 35.1 + 15.4 + 13.8
I Including former Yugoslavia
Source Federal Motor Office
20n 1-1Avo tfi
2. STRUCTURE AND CHARACTERISTICSOF THE MOTOR VEHICLE SECTOR
2.1 Historical development 2The motor vehicle repair sector in Germany isrooted in the metal industry and as such is classeditself a craft trade. At its core, however, it is pari ofthe sector set up by industrial manufacturing: themotor industry created the motor sector, just Js itwas only as a result of research in the electricalindustry that the trade of electrical engineeringwas born. The motor vehicle repair sector is thus
fundamentally industrial in nature - paradoxicalas that may sound. Since the 1920s the motorvehicle has been an industrially manufacturedproduct. However, the motor repair sector has nodirect influence on the design of automotivetechnology. This means that an important char-acteristic of the classical craft trades is missinghere: its capacity to participate in the design ofmanufactured goods. In automotive technologythe development process depends on science andtechnology not craftsmanship - apart from duringthe initial phase in the manufacture of motorvehicles.
Until the beginning of the century there werehardly any businesses which specialized in
servicing and repairing motor vehicles, because:
the metalworking trade did not have themachine tools required to produce largenumbers of spare parts to a satisfactory degreeof precision;
there were no details on manufacturing toler-ances to be adhered to, since the manufac-turers mostly kept them secret (standardizedmachine fitting systems were not introduceduntil after the First World War);
the necessary materials and manufacturingstages did not exist or were unknown;
only a small number of craftsmen recognizedthe significcnce of the evolving motorizationand were prepared to take on the risks andchanges involved, partly due to conservatism,partly due to lack of capital.
In the case of Daimler, for instance, it was not until1908 when new models were introduced thatmass-produced spare parts were also manufac-tured. Previously the spare part department hadbeen attached to their own repairs department.After this the "spare parts and mail order"department became independent in an attemptto boost sales and with them production levels.Complicated repairs to cars which the owners ortheir chauffeurs were not able to do themselveswere carried out in the repair shop belonging tothe manufacturer. This meant that shortly after theturn of the century the geographical distribution ofthe makes was at least limited and, looking
through car catalogues of the time, it is noticeablethat there was o car manufacturer in practicallyevery large city.
Doimler's repair shop, writes Schumann(1911,22) "is quite separate, on the other sideof a public street, in a shed 65 metres long and 66metres wide. These repair shops and tl-,eir shedsvirtually form a small car factory in its own rightwith an office and waiting room, turnery, millingshop, forge, test room with over 60 machine toolsof all kinds, blowers, presses, hardening furnacesetc." Schumann points out that the repair shopwas a place where "responsible work was carriedout by mostly competent workers with training inthe trade."
From a description by Stapelmann it becomesclear that in the early days of motor mechanics thetasks and work in the field of car repair hardlydiffered from those in metalworking and mechani-cal engineering.
"New pistons were rarely used, people usuallyimprovised by adding rings. If, however, newones were necessary a model was made and cast.If possible they also acquired them from the works.The cast pistons were worked on a lathe. Even thepiston pin holes were drilled on the lathe. After thepiston pins were finished the surface of the wholething was hardened using potassium. Then thecylinders were ground. After the pistons had beentightly fitted they were coated with oil and emeryand, using a handle they had made themselves,they were pushed up and down until they ransmoothly and with suction. This work needed adelicate touch. After the piston had been ground,the piston rings were fitted and the residues on thecylinder walls were removed with petrol. If thepiston pin bushing was also fitted the engine couldbe assembled.
The control wheels were sometimes exposed andsometimes enclosed. They were greased in theengine casing if they were not completelyseparate. They normally had to be changed after10,000-20,000 kilometres. If the valves had tobe replaced they made these themselves, becausethe valve stem had to be stronger since the valvestem bushes had been made round, i.e. they hadbeen reamed. Adjustable rams had not yet beeninvented and so the valves were fitted with a0.5-1 mm play, after having been previouslyre-seated." (Stapelmann, quoted in Krupko1976, p. 32).
Thus, it was mainly metalworking firms which tookon car repairs and sales of accessories and spareparts before the First World War. On the onehand, they had suitable equipment and on theother hand, close contact with the customer which
2 Cf. for this section Rouner/Zeymer, 1992, 46-49.21

22
inspired confidence. However, due to the fact thatstores of spares required high capital investment,repair shops were from the very beginning forcedto commit themselves to the manufacturers, and infact to as few as possible.
Using the example of how other metalworkingfirms developed, features which are specific to thissector can be identified. They are listed below in asummarized form:
The development of the firms was given aspecial kind of dynamics by the metalworkingtrade, because this trade concentrated on thework created on the periphery of industrializa-tion.
This trade tended to have several strings to itsbow and several areas it focused on, whichcould be replaced as industrialization advanced(plumbing, bridge building etc. on the onehand and selling and repairing sewing ma-chines, bicycles or cars on the other).
The sale and repair of motor vehicles was notincorporated into the firms until relatively latebut then the development was rapid and far-reaching.
The move to concentration was a Iwo-stageprocess: the first stage was in the mid-1920sand the second was in the early 1960s when itbecame exclusive (the other "strings to thebow", such as filling stations are included inthis).
The boom in business went hand in hand withthe link to a large manufacturer.
These characteristics are important for an under-standing of vocational training in the motorvehicle sector.
2.2 Change in functions and tasks in thedealershipThe question needs to be addressed as to howmodern vehicles have affected the motor vehiclerepair and sales sector and changed the work ofthe dealership and furthermore how dealers andservice and repair outlets in conjunction with themanufacturers are coping with these changes.
Despite the exponential increase in new technology and the range of vehicles on the market, thelength of time a car spends in the garage - anindication of its need for repair and service hasnot increased, on the contrary it has decreasedsignificantly (Fig. 2.1). This fact demonstrates thedrastic change in the work carried out in dealer-ships over the course of the last 40 years.
Since 1949 the number of vehicles on the road inGermany has increased six times more than thenumber of people working in the motor vehicle
2
repair and sales sector. In 1949 there were 14vehicles for every person in the motor vehiclesector, around 40 in 1965 and today the figure iscloser to 100. If manufacturers succeed in
introducing sensor-aided individual servicing, thisfigure will rise to well above 100. The futuredevelopment of this growth curve is a centralindicator for the competitive strength of carmanufacturers. Figure 2.1 uses the increase inmanufacturing costs for automotive electronics toshow that the trend towards electronification ofmotor vehicles and with it the increase ofcomplexity is more likely to increase thandecrease.
The task facing car manufacturers and the motorvehicle repair sector consists of mastering theever-accelerating increase in the complexity ofautomotive technology so that the intervalsbetween servicing become longer, the car's repairneeds can be further reduced and the repair shopcan carry out the remaining tasks swiftly, safelyand cost-effectively. These requirements of auto-mobile maintenance would seem to constitutesquaring the circle. The motor vehicle sector isresponding to the demands with three instruments:
1. Further and continuing training by mar ufac-tuners;
2. Reduction in the complexity of the work by useof complex systems technology;
3. Intelligent maintenance and service.
Figure 2.1 - "Higher production levels" in the repair shopNumber of vehicles per person employed
100
90 1
80 1
70
60
50 -1
40 1
30 1
20
10
1940 1950 1960 1970 1980 1990 2000
From 1990 expert estimate
Source- Rauner, Zeymer 1991, p 45
2.3 The importance of the motor vehiclesector to the German economyThe motor vehicle sector, including the manufac-turing industry and the repair and sales sector isone of Germany's most important economicsectors. It is without doubt the manufacturers whoare dominant but the prosperity of this industry isdependent on sales figures and above all their rateof increase.
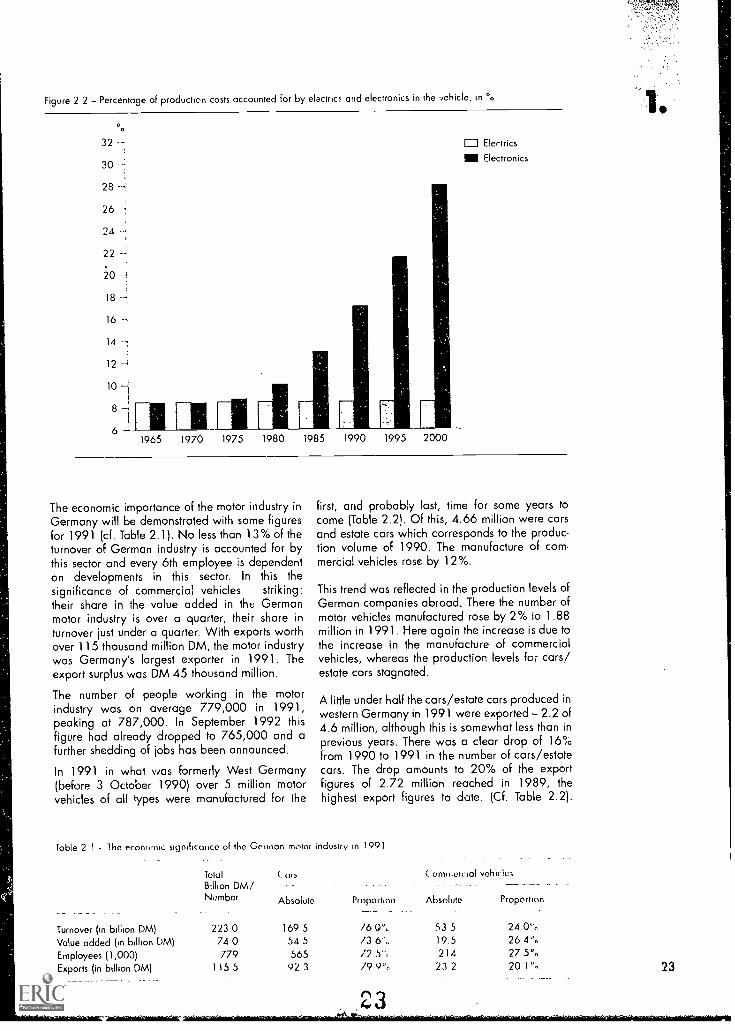
Figure 2 2 Percentage of production costs accounted for by elactrics and electronics in the vehicle, in °0
32
30
28
26 7
24
22
20
18 7
16
14
12
10
8 --i
6 --I1965 1970 1975 1980 1985 1990 1995 2000
Elertrics
MI Electronics
The economic importance of the motor industry inGermany will be demonstrated with some figuresfor 1991 (cf. Table 2.1). No less than 13% of theturnover of German industry is accounted for bythis sector and every 6th employee is dependenton developments in this sector. In this thesignificance of commercial vehicles striking:their share in the value added in thc Germanmotor industry is over a quarter, their share inturnover just under a quarter. With exports worthover 115 thousand million DM, the motor industrywas Germany's largest exporter in 1991. Theexport surplus was DM 45 thousand million.
The number of people working in the motorindustry was on average 779,000 in 1991,peaking at 787,000. In September 1992 thisfigure had already dropped to 765,000 and afurther shedding of jobs has been announced.
In 1991 in what was formerly West Germany(before 3 October 1990) over 5 million motorvehicles of all types were manufactured for the
first, and probably last, time for some years tocome (Table 2.21. Of this, 4.66 million were carsand estate cars which corresponds to the produc-tion volume of 1990. The manufacture of com-mercial vehicles rose by 12%.
This trend was reflected in the production levels ofGerman companies abroad. There the number ofmotor vehicles manufactured rose by 2% to 1.88million in 1991. Here again the increase is due tothe increase in the manufacture of commercialvehicles, whereas the production levels for cars/estate cors stagnated.
A little under half the cars/estate cars produced inwestern Germany in 1991 were exported 2.2 of4.6 million, although this is somewhat less than inprevious years. There was a clear drop of 16%from 1990 to 1991 in the number of cars/estatecars. The drop amounts to 20% of the exportfigures of 2.72 million reached in 1989, thehighest export figures to date. (Cf. Table 2.2).
Table 2 1 The econonlic significance of the German motor industry in 1991
Total C ars C ommercial vehiclesBillion DM/Number Absolute
Turnover (in billion DM) 223 0 169 5Value added (In billion DM 74 0 54 5
Employees 11,0001 779 565Exports fin billion DM) 115 5 92 3
Proportion
76 0",73 6',,/2 .5"79 9'0
Absolute
53 519.521423 2
Proportion
24 0',,26 4'.27 5*,,20 l',, 23
4n 3
24
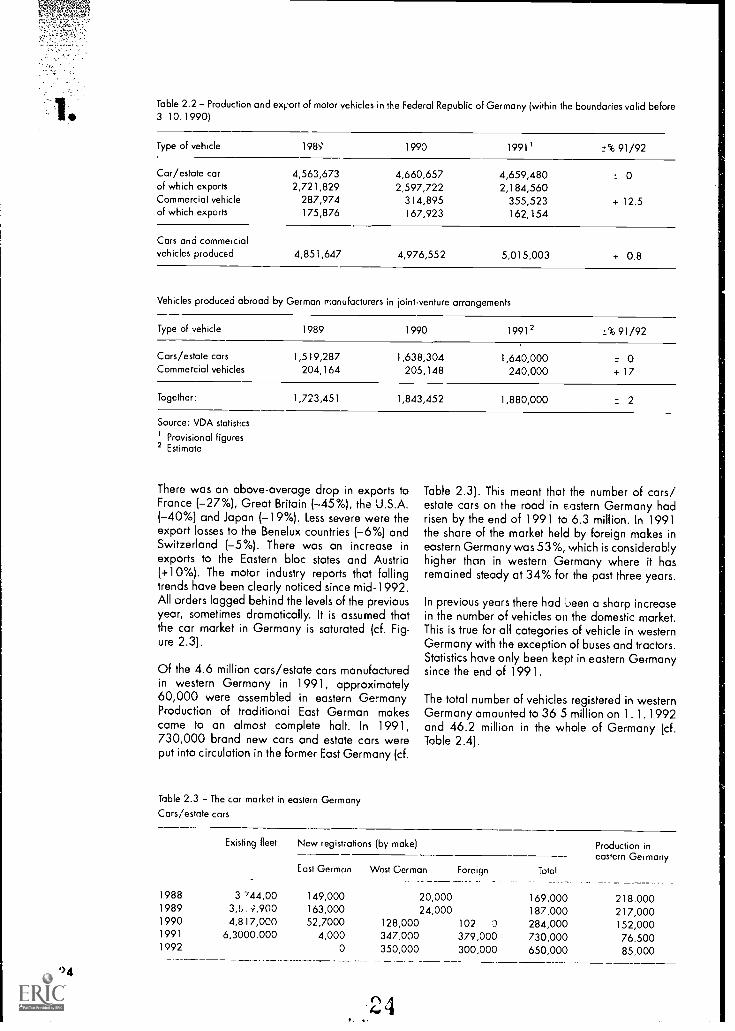
Table 2.2 - Production and export of motor vehicles in the Federal Republic of Germany (within the boundaries valid before3 10. 1990)
Type of vehicle 1989 1990 19911 f% 91/92
Car/estate car 4,563,673 4,660,657 4,659,480 oof which exports 2,721,829 2,597,722 2,184,560Commercial vehicle 287,974 314,895 355,523 + 12.5of which exports 175,876 167,923 162,154
Cars and commercialvehicles produced 4,851,647 4,976,552 5,015,003 + 0.8
Vehicles produced abroad by German manufacturers in joint-venture arrangements
Type of vehicle 1989 1990 19912 -A 91/92
Cars/estate cars 1,519,287 1,638,304 1,640,000 0Commercial vehicles 204,164 205,148 240,000 + 17
Together: 1,723,451 1,843,452 1,880,000 2
Source: VDA statistics
Provisional figures2 Estimate
There was an above-average drop in exports toFrance (-27%), Great Britain (-45%), the U.S.A.(-40%) and Japan (-19%). Less severe were theexport losses to the Benelux countries (-6%) andSwitzerland (-5%). There was an increase inexports to the Eastern bloc states and Austria(+10%). The motor industry reports that fallingtrends have been clearly noticed since mid-1992.All orders lagged behind the levels of the previousyear, sometimes dramatically. It is assumed thatthe car market in Germany is saturated (cf. Fig-ure 2.3).
Of the 4.6 million cars/estate cars manufacturedin western Germany in 1991, approximately60,000 were assembled in eastern GermanyProduction of traditional East German makescame to an almost complete halt. In 1991,730,000 brand new cars and estate cars wereput into circulation in the former East Germany (cf.
Table 2.3 The car market in eastern Germany
Cars/estate cars
Table 2.3). This meant that the number of cars/estate cars on the road in eastern Germany hadrisen by the end of 1991 to 6.3 million. In 1991the share of the market held by foreign makes ineastern Germany was 53%, which is considerablyhigher than in western Germany where it hasremained steady at 34% for the past three years.
In previous years there had been a sharp increasein the number of vehicles on the domestic market.This is true for all categories of vehicle in westernGermany with the exception of buses and tractors.Statistics have only been kept in eastern Germanysince the end of 1991.
The total number of vehicles registered in westernGermany amounted to 36 5 million on 1. 1. 1992and 46.2 million in the whole of Germany (cf.Table 2.4).
Existing fleet New registrations (by make)
East German West German Foreign
1988 3 744,00 149,0001989 3,8 9,900 163,0001990 4,817,000 52,7000 128,0001991 6,3000.000 4.000 347,0001992 0 350,000
Total
Production ineastern Germany
20,000 169,000 218,00024,000 187,000 217,000
102 3 284,000 152,000379,000 730,000 76.500300,000 650,000 85,000
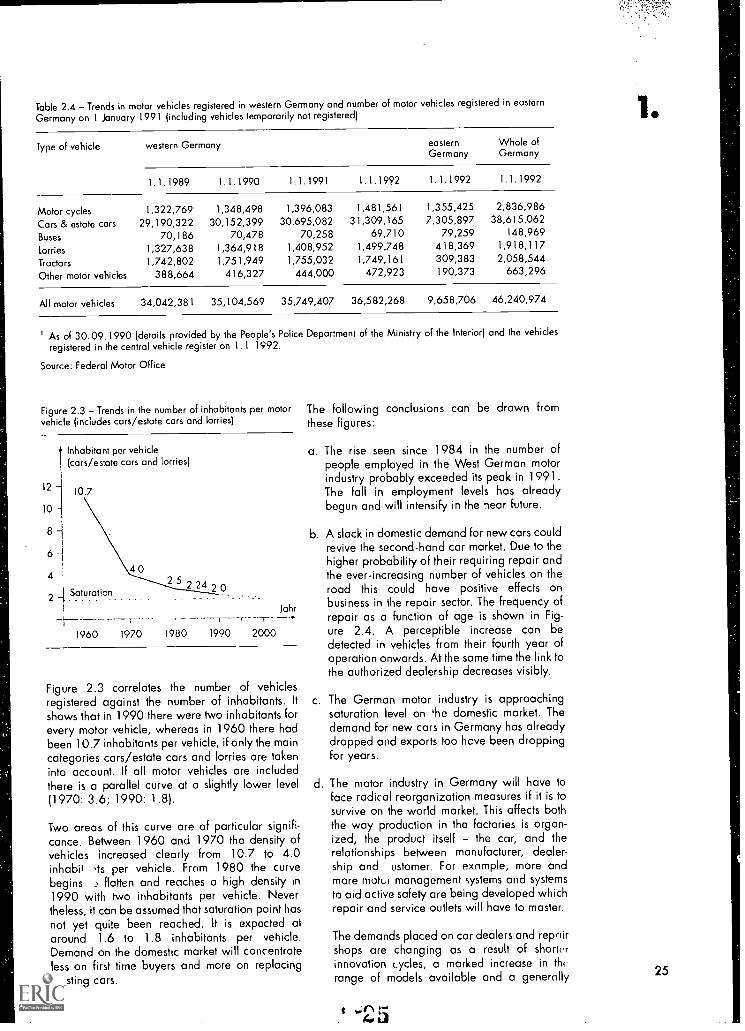
Table 2.4 Trends in motor vehicles registered in western Germany and number of motor vehicles registered in easternGermany on 1 January 1991 (including vehicles temporarily not registered)
Type of vehicle western Germany easternGermany
Whole ofGermany
1.1.1989 1.1.1990 1.1.1991 1.1.1992 1 . 1 . 1992 1. 1.1992
Motor cycles 1,322,769 1,348,498 1,396,083 1,481,561 1,355,425 2,836,986
Cars & estate cars 29,190,322 30,152,399 30.695,082 31,309,165 7,305,897 38,615,062
Buses 70,186 70,478 70,258 69,710 79,259 148,969
Lorries 1,327,638 1,364,918 1,408,952 1,499.748 418,369 1,918,117
Tractors 1,742,802 1,751,949 1,755,032 1,749,161 309,383 2,058,544
Other motor vehicles 388,664 416,327 444,000 472,923 190,373 663,296
All motor vehicles 34,042,381 35,104,569 35,749,407 36,582,268 9,658,706 46,240,974
1 As of 30.09.1990 (details provided by the People's Police Department of the Ministry of the Interior) ond the vehicles
registered in the central vehicle register on 1.1 1992.
Source: Federal Motor Office
Figure 2.3 Trends in the number of inhabitants per motorvehicle (includes cors/estate cars and lorries)
12
10
6
4
2 4 Saturation
Inhabitant per vehicle(cars/estote cars and lorries)
10.7
4 o
7
1960 1970
5 2.24 2 0
Jahr
1980 1990 2000
The following conclusions can be drawn fromthese figures:
a.
b.
Figure 2.3 correlates the number of vehiclesregistered against the number of inhabitants. It c.
shows that in 1990 there were two inhabitants forevery motor vehicle, whereas in 1960 there hadbeen 10.7 inhabitants per vehicle, if only the maincategories cars/estate cars and lorries are takeninto account. If all motor vehicles are includedthere is a parallel curve at a slightly lower level d.
(1970: 3.6; 1990: 1.8).
Two areas of this curve are of particular signifi-cance. Between 1960 and 1970 the density ofvehicles increased clearly from 10.7 to 4.0inhabit ,ts per vehicle. From 1980 the curvebegins J flatten and reaches a high density in1990 with two inhabitants per vehicle. Never-theless, it can be assumed that saturation point hasnot yet quite been reached. It is expected ataround 1.6 to 1.8 inhabitants per vehicle.Demand on the domestic market will concentrateless on first time buyers and more on replacingexisting cars.
The rise seen since 1984 in the number ofpeople employed in the West German motorindustry probably exceeded its peak in 1991.The fall in employment levels has alreadybegun and will intensify in the near future.
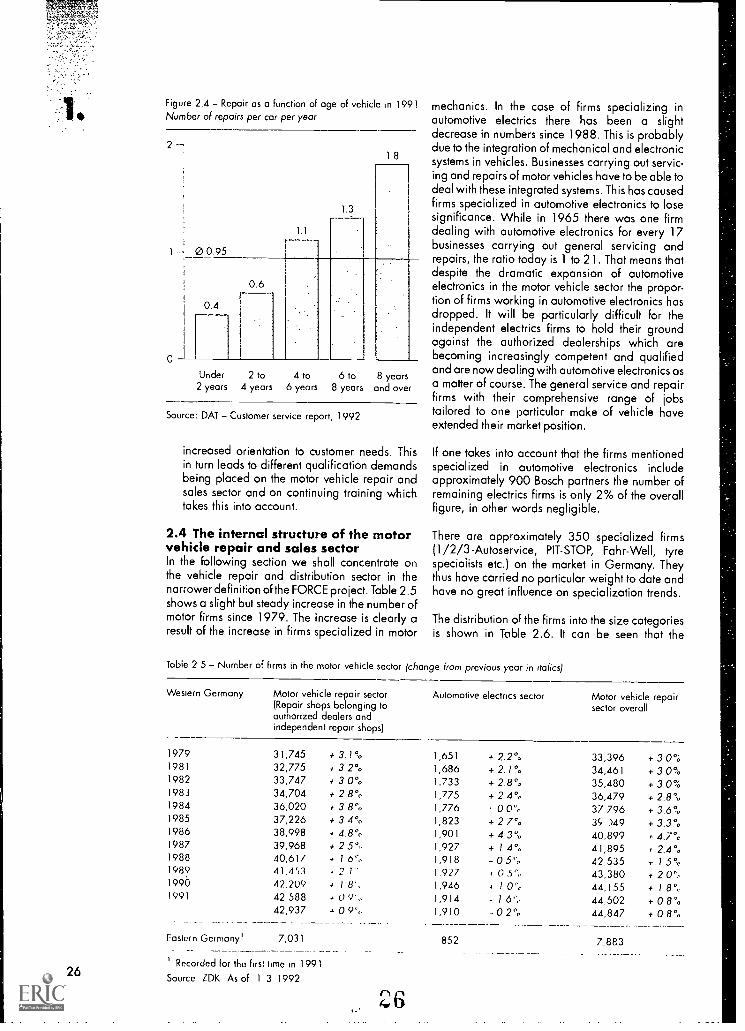
A slack in domestic demand for new cars couldrevive the second-hand car market. Due to thehigher probability of their requiring repair andthe ever-increasing number of vehicles on theroad this could have positive effects onbusiness in the repair sector. The frequency ofrepair as a function of age is shown in Fig-ure 2.4. A perceptible increase can bedetected in vehicles from their fourth year ofoperation onwards. At the same time the link tothe authorized dealership decreases visibly.
The German motor industry is approachingsaturation level on the domestic market. Thedemand for new cars in Germany has alreadydropped and exports too have been droppingfor years.
The motor industry in Germany will have toface radical reorganization measures if it is tosurvive on the world market. This affects boththe way production in the factories is organ-ized, the product itself the car, and therelationships between manufacturer, dealer-ship and ustomer. For example, more andmore motor management systems and systemsto aid active safety are being developed whichrepair and service outlets will have to master.
The demands placed on car dealers and repriirshops are changing as a result of shorterinnovation cycles, a marked increase in th(.
range of models available and a generally
5
25
26
Figure 2.4 - Repair as a function of age of vehicle in 1991Number of repairs per car per year
2 -
1 -1 0 0.95
1.1
1.3
1.8
0.4
0.6
Under 2 to 4 to 6 to 8 years2 years 4 yeors 6 years 8 years and over
Source: DAT - Customer service report, 1992
increased orientation to customer needs. Thisin turn leads to different qualification demandsbeing placed on the motor vehicle repair andsales sector and on continuing training whichtakes this into account.
2.4 The internal structure of the motorvehicle repair and sales sectorIn the following section we shall concentrate onthe vehicle repair and distribution sector in thenarrower definition of the FORCE project. Table 2.5shows a slight but steady increase in the number ofmotor firms since 1979. The increase is clearly aresult of the increase in firms specialized in motor
mechanics. In the case of firms specializing inautomotive electrics there has been a slightdecrease in numbers since 1988. This is probablydue to the integration of mechanical and electronicsystems in vehicles. Businesses carrying out servic-ing and repairs of motor vehicles have to be able todeal with these integrated systems. This has causedfirms specialized in automotive electronics to losesignificance. While in 1965 there was one firmdealing with automotive electronics for every 17businesses carrying out general servicing andrepairs, the ratio today is 1 to 21. That means thatdespite the dramatic expansion of automotiveelectronics in the motor vehicle sector the propor-tion of firms working in automotive electronics hasdropped. It will be particularly difficult for theindependent electrics firms to hold their groundagainst the authorized dealerships which arebecoming increasingly competent and qualifiedand are now dealing with automotive electronics asa matter of course. The general service and repairfirms with their comprehensive range of jobstailored to one particular make of vehicle haveextended their market position.
If one takes into account that the firms mentionedspecialized in automotive electronics includeapproximately 900 Bosch partners the number ofremaining electrics firms is only 2% of the overallfigure, in other words negligible.
There are approximately 350 specialized firms(1 /2/3-Autoservice, PIT-STOP, Fahr-Well, tyrespecialists etc.) on the market in Germany. Theythus have carried no particular weight to date andhave no great influence on specialization trends.
The distribution of the firms into the size categoriesis shown in Table 2.6. It can be seen that the
Table 2 5 - Number of firms in the motor vehicle sector (change from previous yeor in italics)
Western Germany Motor vehicle repair sector(Repair shops belonging toauthorized dealers andindependent repair shops)
Automotive electrics sector Motor vehicle repairsector overall
1979 31,745 + 3.1% 1,651 + 2.2% 33,396 + 3 0%1981 32,775 4 3 2% 1,686 + 2.1% 34,461 + 3 0%1982 33,747 4 3 0% 1,733 + 2.8% 35,480 + 3.0%1983 34,704 + 2 8% 1,775 + 2 4% 36,479 + 2.8%1984 36,020 + 3 8% 1,776 0 0% 37 796 + 3.6%1985 37,226 + 3 4% 1,823 + 2 7% 3S )49 + 3.3%1986 38,998 + 4.8% 1,901 + 4 3% 40,899 « 4.7001987 39,968 + 2 5% 1,927 + 1 4% 41,895 4 2.4%1988 40,617 + I 1,918 - 5% 42,535 + 1 5%1989 41,4V1 . 2 1- 1.927 4 0 43,380 + 2 0%1990 42,209 4 1 8', 1,946 4 1 0", 44,155 + 1 80,.1991 42 588 + 0 9' 1,914 - 1 6% 44,502 + 0 8%
42,937 + 0 9% 1,910 0 2% 44,847 + 0 8%
Eastern Geirnanyi 7,031 852 7,883
I Recorded for the first time in 1991
Source /DK As of 1 3 1992r) 6
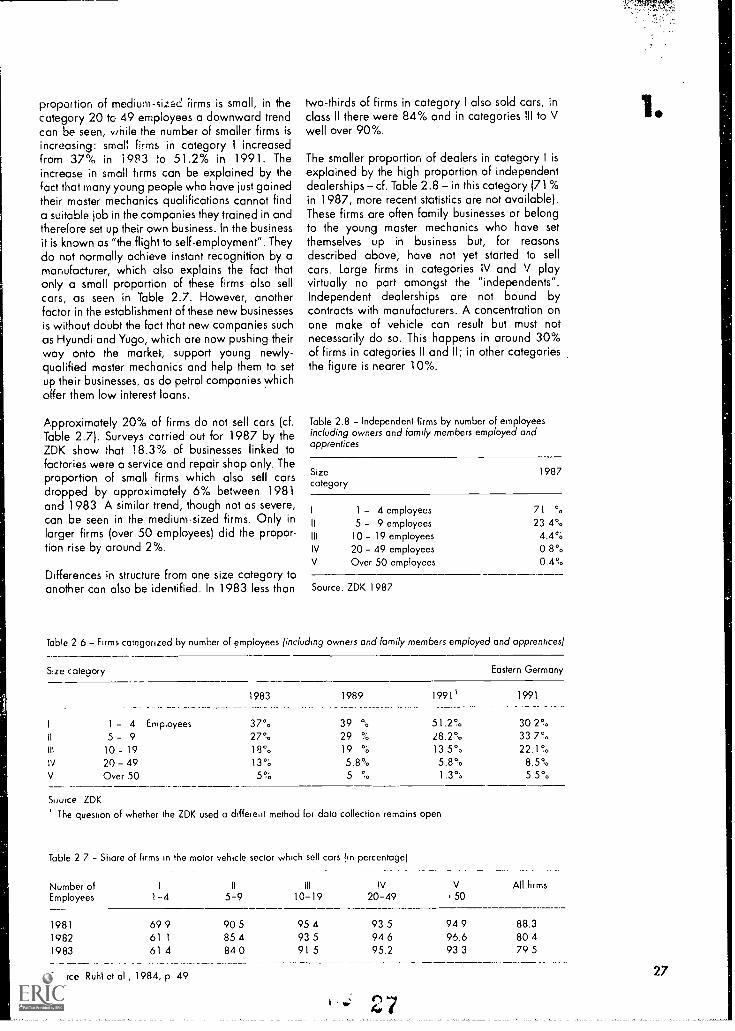
proportion of medium-sized firms is small, in thecategory 20 to 49 employees a downward trendcan be seen, while the number of smaller firms isincreasing: smog firms in category I increasedfrom 37% in 1983 io 51.2% in 1991. Theincrease in small firms con be explained by theFact that many young people who have just gainedtheir master mechanics qualifications cannot finda suitable job in the companies they trained in andtherefore set up their own business. In the businessit is known as "the flight to self-employment". Theydo not normally achieve instant recognition by amanufacturer, which also explains the fact thatonly a small proportion of these firms also sellcars, as seen in Table 2.7. However, anotherfactor in the establishment of these new businessesis without doubt the fact that new companies suchas Hyundi and Yugo, which are now pushing theirway onto the market, support young newly-qualified master mechanics and help them to setup their businesses, as do petrol companies whichoffer them low interest loans.
Approximately 20% of firms do not sell cars (cf.Table 2.7). Surveys carried out for 1987 by theZDK show that 18.3% of businesses linked tofactories were a service and repair shop only. Theproportion of small firms which also sell carsdropped by approximately 6% between 1981and 1983. A similar trend, though not as severe,can be seen in the medium-sized firms. Only inlarger firms (over 50 employees) did the propor-tion rise by around 2%.
Differences in structure from one size category toanother can also be identified. In 1983 less than
two-thirds of firms in category I also sold cars, inclass II there were 84% and in categories III to Vwell over 90%.
The smaller proportion of dealers in category I is
explained by the high proportion of independentdealerships cf. Table 2.8 in this category (71%in 1987, more recent statistics are not available).These firms are often family businesses or belongto the young master mechanics who have setthemselves up in business but, for reasonsdescribed above, have not yet started to sell
cars. Large firms in categories IV and V playvirtually no part amongst the "independents".Independent dealerships are not bound bycontracts with manufacturers. A concentration onone make of vehicle can result but must notnecessarily do so. This happens in around 30%of firms in categories II and II; in other categoriesthe figure is nearer 10%.
Table 2.8 - Independent firms by number of employeesincluding owners and family members employed andapprentices
Sizecategory
1987
1 - 4 employeesII 5 - 9 employeesIll 10 - 19 employeesIV 20 - 49 employeesV Over 50 employees
71 %23 4%
4.4%0 8°.0.4%
Source. ZDK 1987
Table 2 6 - Firms categorized by number of employees (including owners and family members employed and apprentices)
Size category Eastern Germany
1983 1989 1991' 1991
1 - 4 Employees 37°. 39 0. 51.2% 30 2%II 5 - 9 27°. 29 % 28.2% 33 7°.III 10 - 19 18% 19 % 13 5°. 22.1%IV 20 - 49 13% 5.8% 5.8% 8.5%V Over .50 5% 5 % 1.3% 5 5°.
Source ZDK
The question of whether the ZDK used a cliffereot method for data collection remains open
Table 2 7 - Share of firms in the motor vehicle sector which sell cars !in percentage)
Number of II Ill IV V All firmsEmployees 1-4 5-9 10-19 20-49 50
1981 69 9 90 5 95 4 93 5 94 9 88.31982 61 1 85 4 93 5 94 6 96.6 80 41983 61 4 84 0 91 5 95.2 93 3 79 5
Source Ruhl et al , 1984, p 49
, 27
27

It was not possible to determine how many ofthese firms only work "after hours" but arenevertheless on the Crafts Register (for instance,in order to be able to carry out exhaust emissiontesting). Experts estimate that the figure is some-where between 3 and 15%. The new exhaustemission test, AU II, due to enter into force on1.12.1993, will further reduce this percentage.
28
Despite the increase in the number of firms, thenumber of people employed in the sector is
dropping. In 1980 there were 32,775 firmsemploying 493,900 people; in 1991 there were42,937 firms employing only 357,000 people(cf. Table 4.1).
3. INSTITUTIONAL AND SOCIAL CONTEXT
3.1 The role of management and labourNegotiating parties on an industry-wide level
The most important association of employers in themotor vehicle repair and distribution sector is theZentralverband des Deutschen Kraftfahrzeughand-werks ZDK (Central Association of the GermanMotor Trade). It represents the social and econom-ic interests of companies in the motor vehiclesector.
Two trade unions are largely responsible forpeople working in this sector: the Industriege-werkschaft Metall IGM (Metalworkers' Union)which is one of the unions constituting theDeutscher Gewerkschaftsbund DGB (the Ger-man Trade Union Federation) and the DeutscheAngestellten-Gewerkschaft DAG (German Un-ion of Salaried Employees). IGM is the largestunion in this sector with a membership within thetrade in West Germany of 30%. In the East thepercentage of workers and employees in the tradeunion is somewhat higher. For firms exclusivelyinvolved in sales, and to some extent for the salesdepartments of general motor firms, the unionHandel, Banken und Versicherungen HBV(Commerce, Banking and Insurance Union),which is part of the DGB, and the DAG are alsoresponsible.
For details on the influence of trade unions andemployers' associations on vocational training inGermany see below (Chapter 6).
Labour/management relations within firms
In firms employing more than five people, theemployees have the right to elect a staff committeeto represent their interests and rights within thefirm. The number of representatives on the counciland arrangements about time allowed duringworking hours to carry out committee workdepend on the number of employees. The staffcommittee is elected for a four-year term of office.
The Youth and Trainee Council (1AV) is responsiblefor young people (up to the age of 18) andtrainees (up to the age of 25); it is elected everytwo years. The JAV has no decision-making powerin the firm. Its task consists mainly in "Applying tothe staff committee for certain measures" andpassing on suggestions to it which are ofparticular interest to their constituency and"specifically ... on issues of vocational training";in addition to this it also has monitoring functions"(Article 70, BetrVG).
The Works Constitution Act (BetrVG) sets outrelatively far-reaching possibilities for the staffcommittee to participate in the area of initial andcontinuing training within the firm: it has bothadvisory functions, suoh as in the "establishmentand equipping of in-house facilities for vocationaltraining", the "introduction of vocational training
measures in the firm" and the "participation invocational training schemes outside the firm"(Article 97), as well as explicit co-determinationrights as set out in Article 98, which regulates the"implementation of training possibilities within thefirm." Amongst other things, it stipulates that thestaff committee can, in certain circumstances,"oppose the appointment of a person who hasbeen given responsibility for carrying out thevocational training within the firm or ask for theirdismissal" (paragraph 2) and that it can "makesuggestions concerning the participation of em-ployees or groups of employees in the firm invocational training schemes" (paragraph 3).
The firm is also obliged to "provide the staffcommittee in good time with comprehensiveinformation on current and future personnel needsand on the personnel Measures resulting from thatand schemes for vocational training" (Article 98).Furthermore there is the general obligation for"employers and the staff committee" to beinvolved in the "promotion of vocational train-ing' (Article 96).
To regulate these questions, employers and staffcommittee can reach agreements which areapplicable throughout the works or the wholefirm. They have the function of establishingbinding agreements at firm level which have notbeen covered for the whole sector by the collectiveagreements drawn up between the trade unionsand employer's organizations. In-house agree-ments of this kind, particularly in large companies,have been increasingly drawn up in recent yearsin various fields includiny in-house continuingtraining.
3.2 Collective agreementsRelations between labour and management in thissector are laid down in a series of collectiveagreements. These agreements primarily containregulations which have been reached abouteconomic and social working conditions.
Collective framework agreements regulate, forexample:
the content of the employee's contractbasic pay and bonusesprotection against rationalization schemes andprovision for old ageworking hours, emergency dutyholidays and special leave
Collective agreements on wages and salariesregulate:
levels of wages, salaries and remuneration fortraineesage increments in the various wage and salarycategoriespiece-work rates
1.
29

30
In addition to these, there are a number of specialcollective agreements, for example on:
o payment of Christmas bonusesprofit sharingemployee asset formation scheme
In the motor vehicle repair and sales sector thecollective agreements are negotiated on a federalstate level by the Association of Guilds for themotor vehicle repair and sales sector and thedistrict leadership of the metalworkers' union (andany other union involved).
The mc*t important points of discussion in recentyears were working hours and holidays. Since1991, the average working week in WestGermany has been 37 hours, the same hours forwhite and blue-collar workers employed by carmanufacturers or dealerships. The working hoursare basically from Monday to Friday - althoughthere are now a number of devic.9ons from this inparticular companies (e.g. hur-cloy weeks withnine hours worked each day . It is expected thatworking hours will be furtF.er reduced over thenext few years. In 1991 the average annualworking time in the German motor vehicle sectorwas 1,643 hours, whereas in other countries farmore hours are worked (in Japan, for example, itwas 2,119 hours a year). Whether all the hoursworked in a firm were really included in thiscalculation remains open to question. For exam-
ple, at weekends some repair shops have set upan emergency service and during the week tooovertime is worked in many firms and often paid"on the side". Furthermore, in this sector there areoften many owners and members of their familieswho work in the business and whose workinghours are, as a rule, not properly recorded.
The length of annual holidays is arranged on cinational level by representatives of labour andmanagement. It is 30 working days a year forolder employees. Extra holiday money, set at 50%of a monthly salary, has also been agreed.
Another important element is the collective wage/salary agreements re-negotiated each year bylabour and management. At present the levels setfor hourly rates or monthly salaries in the collectiveagreements on wages and salaries differ from onefederal state to the next (cf. Table 3.1).
3.2.1 Binding force of the collectiveagreementIf an owner of a motor business belongs to therelevant guild the business is obliged to apply thecollective agreement in force. The motor mechanicmust then, for example, be paid a minimumaccording to the current collective agreement onwages and salaries. In some firms the salesdepartment belongs to the guild of automobiledealers in which case the negotiating partner isthe HBV union or the DAG.
Table 3.1 - Negotiated standard wage rates in the motor vehicle repair and sales sector,1June 1992Evaluation for firms in the motor vehicle sector working on a time-wages basis
Wage categories for employees over 1 8 without increments or deductions for age
Unskilled In the 1stjourneyman'syear
Figures in italics mean:standard wage or 100% wage
From To From To
Bavaria 13.85 15.23 15 58 16.27 16.96 17.30 19.38 20 77Berlin 13.08 13.97 14.96 17.03 17.88 19.71 21.42Bremen 12.34 15.92 13.36 16.73 15.59 17.27 18 96Bremerhaven 11 11 14.33 12.04 15.07 14.51 15.36 17.07Hambuig 1.3.93 15.76 14 49 16.56 16.34 16.68 17 42 19.19 20.32Hesse 2,06. 2,193 2,326 2,340 2,547 2,673 2,823 3,070 3,198Lower Saxony 11.86 13.97 13.17 15.49 15 81 17.20 18.49 19.78
North Rhine-Westphalia 14 16 15 41 15.43 16.56 17.64 19.08 19.26 20.31 20 50North Wurttemberg/North Baden 1` 37 16 20 17 03 17 88 19 71 21 53 23 26South Wurttemberg-
Hohenzollern
lower Palatinate 12 81 14 39 15 17 16 72 18.37 19 98 21 54
Rhineland-Rhinehessen 14 70 15,51 16 37 17 18 17 97 18.78 19 62
Saarland 12 96 13 76 15 39 16.18 17.82 18 62 19 42
Schleswig.Holstein 13 07 14 7513 9716 02
15 6217 10
15 4316.58
16 3117.88
17 4219.60
17.6921.39
19 9723.20
South Baden 16 02
I Taken from the brochure "IG Metall Daten, Fukten, Informationen 1992"? Monthly wage
As of: June 1992
If the employer does not belong to any profes-sional association he is not bound by the collectiveagreement. This is the case, for example, in firmswhich are not in the regional Association ofGuilds. On the other hand, employees who arenot members of a trade union nevertheless have aright to the wage collectively agreed if theemployer is bound by the agreement.
There are severai possibilities to ensure in law thatcollective agreement on wages and salaries areadhered to by employers and employees who arenot members of professional associations or tradeunions respectively:
1 . Employers and employees can agree toincorporate the col'iective agreement (e.g. theone negotiated by the regional Association ofGuilds for the motor vehicle sector) into thecontract of employment. In this case it is permis-sible to take only the collective agreement onwages and salaries into account.
2. The Federal Minister of Labour may declare thecollective agreement to be generally binding. Ifthis happens the collective agreements acquire thecharacter of a law applicable to all employmentcontracts. Adherence to the collective agreementis then compulsory. It is of no matter whetheremployer and employee belong to their respectiveprofessional organizations. This option is, how-ever, rare' put into practice.
3. If neither case 1 nor case 2 is put into practicethere may still be tacit application of the provisionsof the collective agreement, giving it a bindingcharacter.
Sometimes, however, there are also independent,sometimes verbal, agreements between compa-nies and employees to simply use the collectiveagreement as a guideline or even deviate from itconsiderably.
3.3 Legal basisThe most important instruments in "crafts law" arethe following:
3.3.1 The Handwerksordnung HWo(Craft Trades Code) of 1953The Croft Trades Code determines the organiza-tion of the craft (trade) and thus the organizationof the Chambers of Trades as statutory c-gpora-tions under public law. These Chambers areobliged to keep the Craft Trades Register, theinventory of self-employed craftsmen and crafts-men licensed to train apprentices, the register ofapprentices and the list of registered apprentice-ships.
The Craft Trades Code ....)ntains stipulations on:
a. Requirements to be fulfilled by master me-chanics wishing to set up in business and employ
people in a profession which is classed as a crafttrade (Annex A and B to the Craft Trades Code)
vocational training in the craft tradeexamination as a journeyman and mastermechanicreporting obligations:
in order to become self-employed the crafttradesman must register with
the Chamber of Trades with an application tobe entered on the Craft Trades Register(membership of the Chamber of Trades is
obligatory),
the local authority in the area where hisbusiness is (factory inspectorate duties arecarried out by the local authorities)
the local tax office responsible
the Berufsgenossenschaft BG (trade co-operative association). Depending on its Ar-ticles of Association the owner of a businesswhich is classed as a craft trade) may be liableto join the statutory Occupational AccidentInsurance Scheme or may be able to choose avoluntary scheme.
Membership in the relevant guild is voluntary.
3.3.2 Craft Trades RegisterThe Chamber of Trades keeps several registers:
the Craft Trades Register which is the list of allindependently run firms practising craft tradeswithin the area of jurisdiction of the Chamber ofTrades;the register of businesses which are similar tocrafts;the register of apprenticeships to record allexisting apprenticeships.
It is not possible to set up a firm carrying out a crafttrade without being registered on the Craft TradesRegister. This in turn is not possible without havingpassed the master mechanic examinations("Higher Certificate of Competency"). Passingthis exam entitles the craftsman to train appren-tices. Exceptions are possible under certaincircumstances. Engineering examinations may, forinstance, replace the master mechanic examina-tions if a journeyman's qualification was gained inthe relevant craft trade.
The motor trade guild unites all the firms in themotor vehicle sector in a particular region.Although membership is technically speakingvoluntary it is in effect compulsory if a firm seeksprofessional recognition. For example, certainwork, such as exhaust emission testing, may onlybe carried out by members of the guild. There areonly very few exceptions to this.
1U
31
1.
32
Only members of the guild are allowed to displaythe sign: "Company member of the motor tradeguild with qualified master mechanics" (cf. 3.2.5).
The guilds are partners in the collective bargain-ing process and are therefore bound by thecollective agreements negotiated. The groupingof workers into the valid wage categories istherefore unequivocally regulated. Furthermorethe guilds actively carry out extensive publicrelations work (for example, organizing informa-tion weeks), run numerous continuing trainingfacilities (e.g. schools to train master mechanics)and hold the examinations for journeymen.Member firms profit from all these activities.Non-members have to pay high fees to use theseservices. The guilds ultimately dominate andregulate their parricular field. This ensures thehigh membership levels with an average of 93%of firms registered on the Craft Trades Register.Approximately 6% are classified as so-called"casual firms" or "after hours firms" which donot gain any benefit from being members of theguilds and 1% are firms which due to lack ofprofessional qualifications were not accepted bythe guilds.
The individual guilds are organized in RegionalAssociations of Guilds and these in turn arerepresented in the Federal Association of Guilds.The latter is the professional association proper ofthe motor vehicle repair and sales sector. In
addition to this there are the professional associa-tions of the motor vehicle repair and sales sectororganized at regional level. The umbrella organi-zation of both professional associations is theZentralverband Deutsches Kraftfahrzeuggewerbee.V. ZDK (Central Federation of the GermanMotor Vehicle Trade).
3.3.3 Industrial code as applicable tocraft tradesThe industrial code regulates amongst otherthings:
the obligation to register with the localauthority when opening a commercial enter-prise (factory inspectorate)the use of a title or name for the enterprisewhich corresponds to the nature of businessrequirements to be fulfilled when operating aplant which is dangerous and subject tomonitoringstipulations to prevent the exploitation ofemployees
3.3.4 Legal provisions governingcontinuing trainingArticle 42 of the Craft Trades Code stipulates thatthe Chamber of Trades can regulate vocationalcontinuing training. It can hold examinationswhich correspond to the requirements of voca-tional adult education. The Chamber of Tradesregulates the content, aims, requirements and
rl
organization of these examinations, the entrancerequirements and sets up examining boards.
Article 42 (2) of the Craft Trades Code stipulates:
"As the basis for a correct and uniform furthervocational training and in order to adapt it to thetechnological, economic and social requirementsand their development the German Minister forEducation and Science may, having heard theGerman Committee on Vocational Training, issueregulations to determine ... the content, aim,examination requirements, organization of theexamination as well as entrance requirementsand the title of the qualification. The regulationsmay furthermore make provision for the furthervocational training to be followed by distancestudy."
This means that the Chambers of Trades are ableto organize further vocational training indepen-dently of the regulations of the federal states andhave it recognized at federal level. Articles 46and 49 of the Act on Vocational Training createthe basis for the recognition of vocational trainingschemes and the recognition of vocational trainingprofessions without taking into account theregulations of the federal state or state-runcontinuing training facilities.
The Craft Trades Code (Article 42) and the Act onVocational Training (Articles 46 and 49) createthe legal r.;-amework, so that, for example, thecontinuing training to service technician intro-duced by the motor vehicle repair and salessector in September 1992 will eventually berecognized by the German Ministry. This ap-proach ought to meet with the support of the tradeunions since they are not represented in state-runschools and continuing training facilities.
3.3.5 Miscellaneous regulationsRegulations not limited to this sector alone
Further regulations and requirements which motorfirms have to fulfil can be found in the Regulationson Accident Prevention and the guidelines issuedby the co-operative trade association. The regula-tions and stipulations which are important to themotor vehicles firm are summarized in theAppendix to this report (Appendix 1 and 2).
The Act on Shop Opening Hours, which bans, forexample, sales after 6.30 p.m. and on Sundaysand public holidays, applies to dealers.
Arbitration bodies
In addition to the Act on Consumer Protection, themotor trade guilds have also set up "impartial"arbitration bodies to protect the customer. In thecase of dispute with a firm the motorist can contactfree of charge:
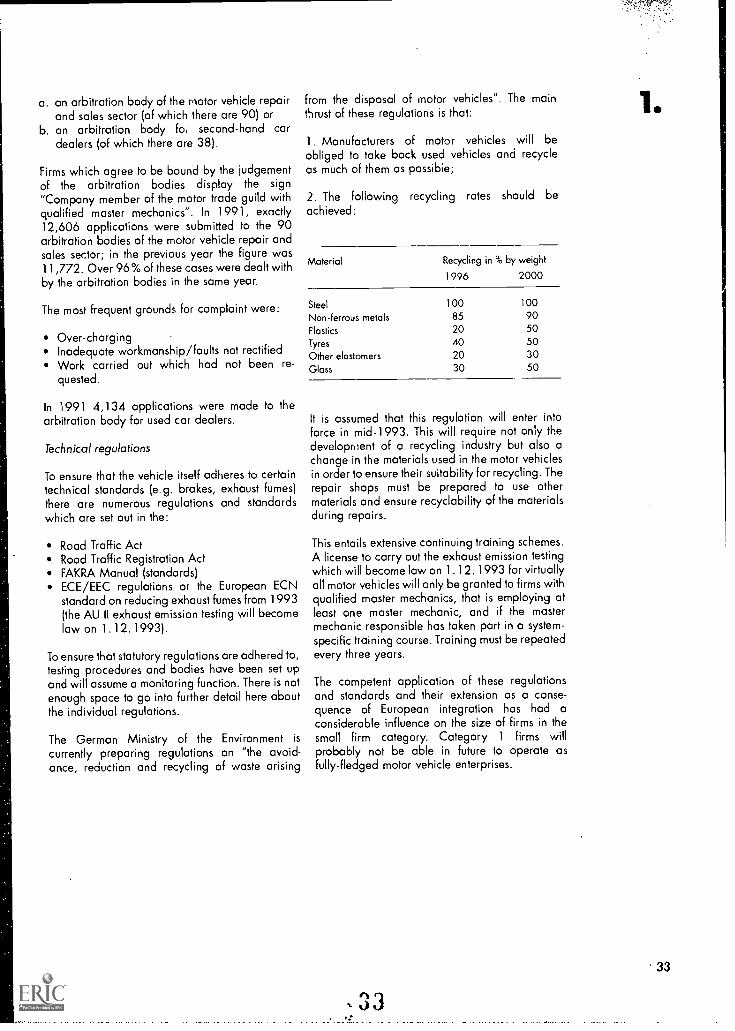
a. an arbitration body of the motor vehicle repairand sales sector (of which there are 90) or
b. an arbitration body fo second-hand cardealers (of which there are 38).
Firms which agree to be bound by the judgementof the arbitration bodies display the sign"Company member of the motor trade guild withqualified master mechanics". In 1991, exactly12,606 applications were submitted to the 90arbitration bodies of the motor vehicle repair andsales sector; in the previous year the figure was11,772. Over 96% of these cases were dealt withby the arbitration bodies in the same year.
The most frequent grounds for complaint were:
Over-chargingInadequate workmanship/faults not rectifiedWork carried out which had not been re-quested.
In 1991 4,134 applications were made to thearbitration body for used car dealers.
Technical regulations
To ensure that the vehicle itself adheres to certaintechnical standards (e.g. brakes, exhaust fumes)there are numerous regulations and standardswhich are set out in the:
Road Traffic ActRoad Traffic Registration ActFAKRA Manual (standards)ECE/EEC regulations or the European ECNstandard on reducing exhaust fumes from 1993(the AU II exhaust emission testing will becomelaw on 1. 12. 1993).
To ensure that statutory regulations are adhered to,testing procedures and bodies have been set upand will assume a monitoring function. There is notenough space to go into further detail here aboutthe individual regulations.
The German Ministry of the Environment is
currently preparing regulations on "the avoid-ance, reduction and recycling of waste arising
from the disposal of motor vehicles". The mainthrust of these regulations is that:
1. Manufacturers of motor vehicles will beobliged to take back used vehicles and recycleas much of them as possible;
2. The following recycling rates should be
achieved:
Material Recycling in % by weight
1996 2000
Steel 100 100
Non-ferrous metals 85 90
Plastics 20 50
Tyres 40 50Other elastomers 20 30
Glass 30 50
It is assumed that this regulation will enter intoforce in mid-1993. This will require not only thedevelopntent of a recycling industry but also achange in the materials used in the motor vehiclesin order to ensure their suitability for recycling. Therepair shops must be prepared to use othermaterials and ensure recyclabiliiy of the materialsduring repairs.
This entails extensive continuing training schemes.A license to carry out the exhaust emission testingwhich will become law on 1. 12. 1993 for virtuallyall motor vehicles will only be granted to firms withqualified master mechanics, that is employing atleast one master mechanic, and if the mastermechanic responsible has taken part in a system-specific training course. Training must be repeatedevery three years.
The competent application of these regulationsand standards and their extension as a conse-quence of European integration has had aconsiderable influence on the size of firms in thesmall firm category. Category 1 firms willprobably not be able in future to operate asfully-fledged motor vehicle enterprises.
33
1.
33
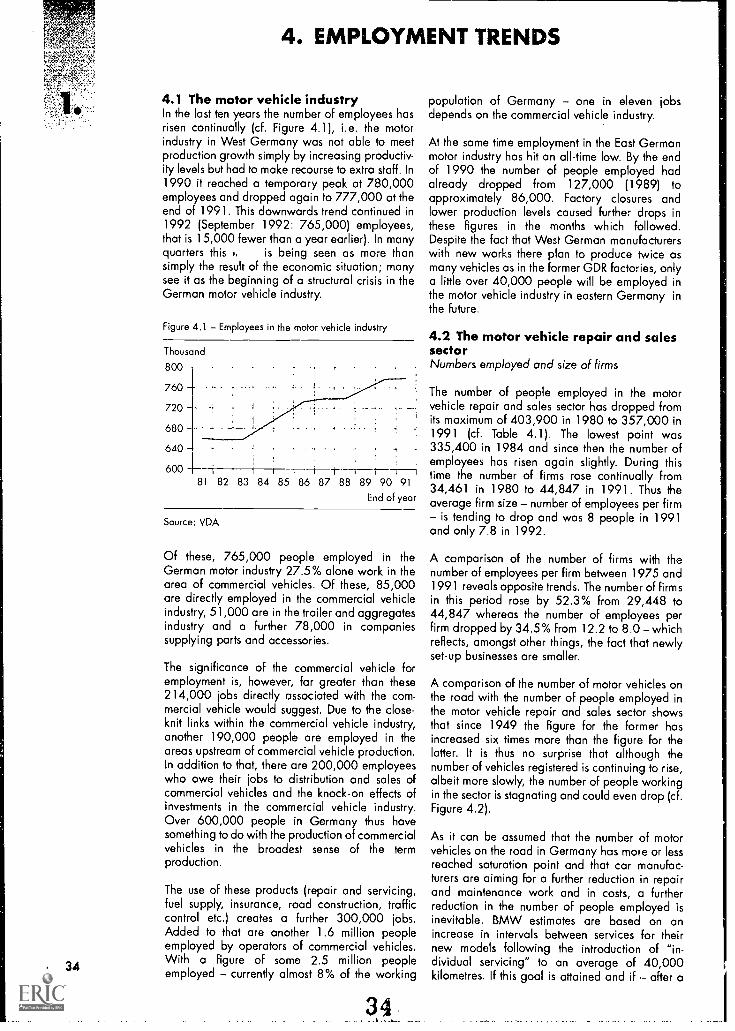
. 34
4. EMPLOYMENT TRENDS
4.1 The motor vehicle industryIn the last ten years the number of employees hasrisen continually (cf. Figure 4.1), i.e. the motorindustry in West Germany was not able to meetproduction growth simply by increasing productiv-ity levels but had to make recourse to extra staff. In1990 it reached a temporary peak at 780,000employees and dropped again to 777,000 at theend of 1991. This downwards trend continued in1992 (September 1992: 765,000) employees,that is 15,000 fewer than a year earlier). In manyquarters this I, is being seen as more thansimply the result of the economic situation; manysee it as the beginning of a structural crisis in theGerman motor vehicle industry.
Figure 4.1 Employees in the motor vehicle industry
Thousand
800
760
720
680
640 -
600 i I 1 1
81 82 83 84 85 86 87 88 89 90 91End of year
Source: VDA
Of these, 765,000 people employed in theGerman motor industry 27.5% alone work in thearea of commercial vehicles. Of these, 85,000are directly employed in the commercial vehicleindustry, 51,000 are in the trailer and aggregatesindustry and a further 78,000 in companiessupplying parts and accessories.
The significance of the commercial vehicle foremployment is, however, far greater than these214,000 jobs directly associated with the com-mercial vehicle would suggest. Due to the close-knit links within the commercial vehicle industry,another 190,000 people are employed in theareas upstream of commercial vehicle production.In addition to that, there are 200,000 employeeswho owe their jobs to distribution and sales ofcommercial vehicles and the knock-on effects ofinvestments in the commercial vehicle industry.Over 600,000 people in Germany thus havesomething to do with the production of commercialvehicles in the broadest sense of the termproduction.
The use of these products (repair and servicing,fuel supply, insurance, road construction, trafficcontrol etc.) creates a further 300,000 jobs.Added to that are another 1.6 million peopleemployed by operators of commercial vehicles.With a figure of some 2.5 million peopleemployed currently almost 8% of the working
population of Germany one in eleven jobsdepends on the commercial vehicle industiy.
At the same time employment in the East Germanmotor industry has hit an all-time low. By the endof 1990 the number of people employed hadalready dropped from 127,000 (1989) toapproximately 86,000. Factory closures andlower production levels caused further drops inthese figures in the months which followed.Despite the fact that West German manufacturerswith new works there plan to produce twice asmany vehicles as in the former GDR factories, onlya little over 40,000 people will be employed inthe motor vehicle industry in eastern Germany inthe future.
4.2 The motor vehicle repair and salessectorNumbers employed and size of firms
The number of people employed in the motorvehicle repair and sales sector has dropped fromits maximum of 403,900 in 1980 to 357,000 in1991 (cf. Table 4.1). The lowest point was335,400 in 1984 and since then the number ofemployees has risen again slightly. During thistime the number of firms rose continually from34,461 in 1980 to 44,847 in 1991. Thus theaverage firm size number of employees per firm
is tending to drop and was 8 people in 1991and only 7.8 in 1992.
A comparison of the number of firms with thenumber of employees per firm between 1975 and1991 reveals opposite trends. The number of firmsin this period rose by 52.3% from 29,448 to44,847 whereas the number of employees perfirm dropped by 34.5% from 12.2 to 8.0 whichreflects, amongst other things, the fact that newlyset-up businesses are smaller.
A comparison of the number of motor vehicles onthe road with the number of people employed inthe motor vehicle repair and sales sector showsthat since 1949 the figure for the former hasincreased six times more than the figure for thelatter. It is thus no surprise that although thenumber of vehicles registered is continuing to rise,albeit more slowly, the number of people workingin the sector is stagnating and could even drop (cf.Figure 4.2).
As it can be assumed that the number of motorvehicles on the road in Germany has more or lessreached saturation point and that car manufac-turers are aiming for a further reduction in repairand maintenance work and in costs, a furtherreduction in the number of people employed isinevitable. BMW estimates are based on anincrease in intervals between services for theirnew models following the introduction of "in-dividual servicing" to an average of 40,000kilometres. If this goal is attained and if after a
1
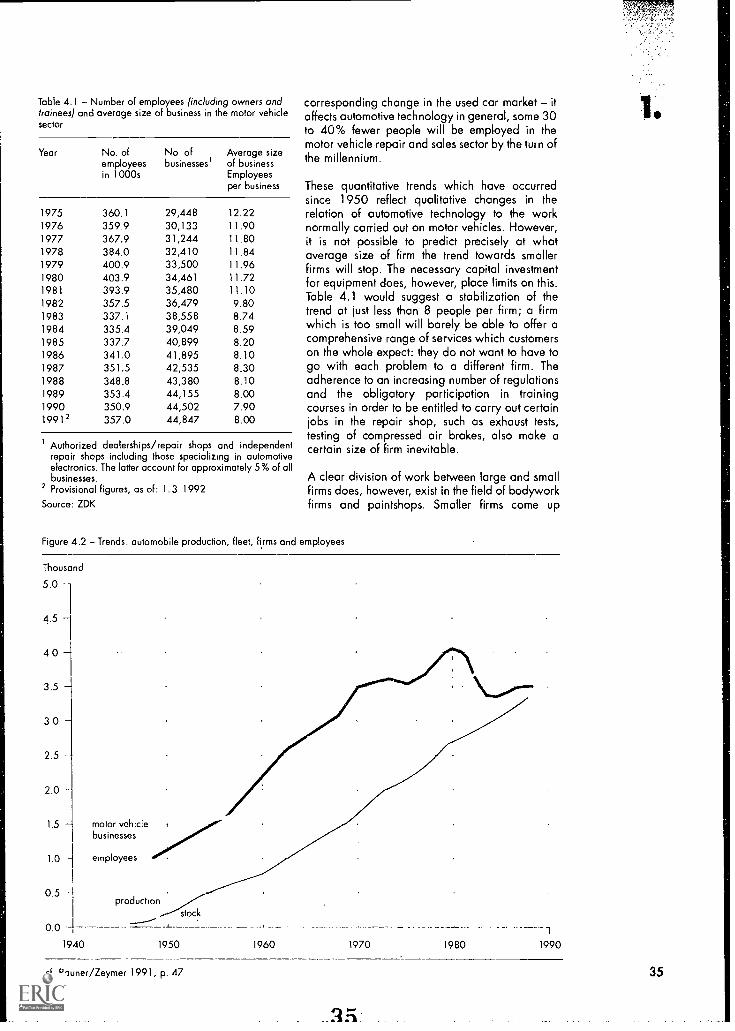
Table 4.1 - Number of employees (including owners andtrainees) and average size of business in the motor vehiclesector
Year No. ofemployeesin 1000s
No ofbusinesses'
Average sizeof businessEmployeesper business
1975 360.1 29,448 12.221976 359.9 30,133 11.901977 367.9 31,244 11.801978 384.0 32,410 11.841979 400.9 33,500 11.961980 403.9 34,461 11.721981 393.9 35,480 11.101982 357.5 36,479 9.801983 337.1 38,558 8.741984 335.4 39,049 8.591985 337.7 40,899 8.201986 341.0 41,895 8.101987 351.5 42,535 8.301988 348.8 43,380 8.101989 353.4 44,155 8.001990 350.9 44,502 7.9019912 357.0 44,847 8.00
Authorized dealerships/repair shops and independentrepair shops including those specializing in automotiveelectronics. The latter account for approximately 5% of allbusinesses.
2 Provisional figures, as of: 1.3 1992
Source: ZDK
Figure 4.2 - Trends, automobile production, fleet, firms and
corresponding change in the used car market - itaffects automotive technology in general, some 30to 40% fewer people will be employed in themotor vehicle repair and sales sector by the turn ofthe millennium.
These quantitative trends which have occurredsince 1950 reflect qualitative changes in therelation of automotive technology to the worknormally carried out on motor vehicles. However,it is not possible to predict precisely at whataverage size of firm the trend towards smallerfirms will stop. The necessary capital investmentfor equipment does, however, place limits on this.Table 4.1 would suggest a stabilization of thetrend at just less than 8 people per firm; a firmwhich is too small will barely be able to offer acomprehensive range of services which customerson the whole expect: they do not want to have togo with each problem to a different firm. Theadherence to an increasing number of regulationsand the obligatory participation in trainingcourses in order to be entitled to carry out certainjobs in the repair shop, such as exhaust tests,testing of compressed air brakes, also make acertain size of firm inevitable.
A clear division of work between large and smallfirms does, however, exist in the field of bodyworkfirms and paintshops. Smaller firms come up
employees
Thousand
5.0
451
4 0
3.5 --1
3 0
2.5
2.0
1.5 motor vehicle ,
businesses
1.0
0.5
0.0
employees
productionstock
1940 1950 1960
cf. Rauner/Zeymer 1991, p. 47
1
1970 1980 1990
35
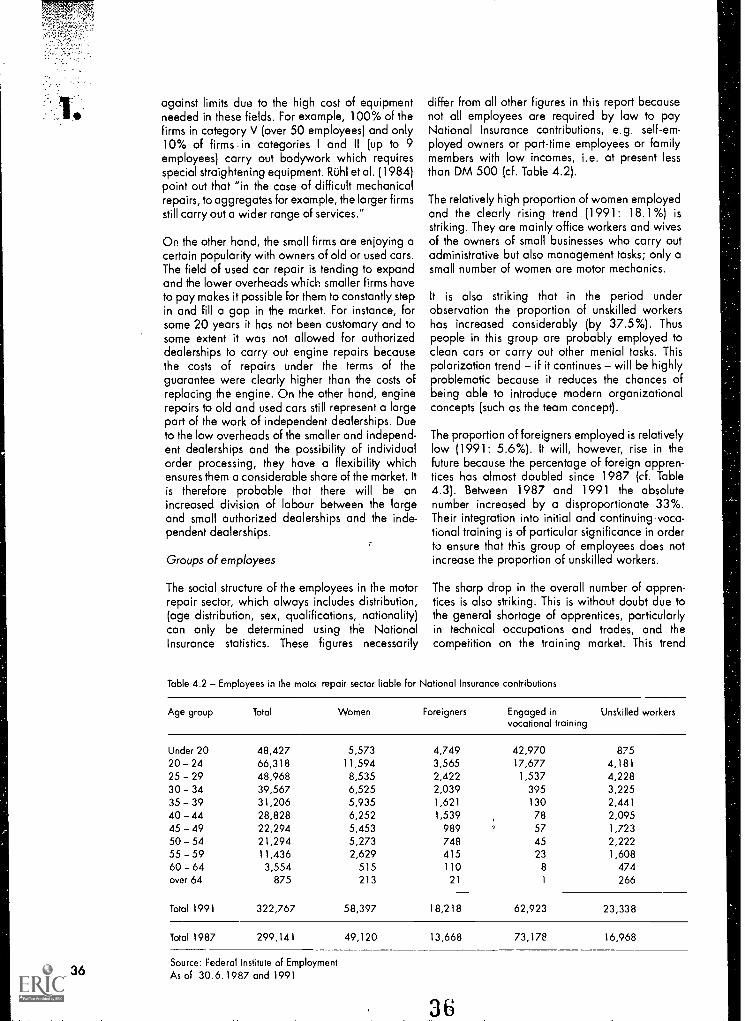
36
against limits due to the high cost of equipmentneeded in these fields. For example, 100% of thefirms in category V (over 50 employees) and only10% of firms in categories I and ll (up to 9employees) carry out bodywork which requiresspecial straightening equipment. Riihl et al. (1984)point out that "in the case of difficult mechanicalrepairs, to aggregates for example, the larger firmsstill carry out a wider range of services."
On the other hand, the small firms are enjoying acertain popularity with owners of old or used cars.The field of used car repair is tending to expandand the lower overheads which smaller firms haveto pay makes it possible for them to constantly stepin and fill a gap in the market. For instance, forsome 20 years it has not been customary and tosome extent it was not allowed for authorizeddealerships to carry out engine repairs becausethe costs of repairs under the terms of theguarantee were clearly higher than the costs ofreplacing the engine. On the other hand, enginerepairs to old and used cars still represent a largepart of the work of independent dealerships. Dueto the low overheads of the smaller and independ-ent dealerships and the possibility of individualorder processing, they have a flexibility whichensures them a considerable share of the market. Itis therefore probable that there will be anincreased division of labour belween the largeand small authorized dealerships and the inde-pendent dealerships.
Groups of employees
The social structure of the employees in the motorrepair sector, which always includes distribution,(age distribution, sex, qualifications, nationality)can only be determined using the NationalInsurance statistics. These figures necessarily
differ from all other figures in this report becausenot all employees are required by law to payNational Insurance contributions, e.g. self-em-ployed owners or part-time employees or familymembers with low incomes, i.e. at present lessthan DM 500 (cf. Table 4.2).
The relatively high proportion of women employedand the clearly rising trend (1991: 18.1%) isstriking. They are mainly office workers and wivesof the owners of small businesses who carry outadministrative but also management tasks; only asmall number of women are motor mechanics.
It is also striking that in the period underobservation the proportion of unskilled workershas increased considerably (by 37.5%). Thuspeople in this group are probably employed toclean cars or carry out other menial tasks. Thispolarization trend - if it continues - will be highlyproblematic because it reduces the chances ofbeing able to introduce modern organizationalconcepts (such as the team concept).
The proportion of foreigners employed is relativelylow (1991: 5.6%). It will, however, rise in thefuture because the percentage of foreign appren-tices has almost doubled since 1987 (cf. Table4.3). Between 1987 and 1991 the absolutenumber increased by a disproportionate 33%.Their integration into initial and continuing .voca-tional training is of particular significance in orderto ensure that this group of employees does notincrease the proportion of unskilled workers.
The sharp drop in the overall number of appren-tices is also striking. This is without doubt due tothe general shortage of apprentices, particularlyin technical occupations and trades, and thecompetition on the training market. This trend
Table 4.2 - Employees in the motoi repair sector liable for National Insurance contributions
Age group Total Women Foreigners Engaged invocational training
Unskilled workers
Under 20 48,427 5,573 4,749 42,970 87520 - 24 66,318 11,594 3,565 17,677 4,18125 - 29 48,968 8,535 2,422 1,537 4,22830 - 34 39,567 6,525 2,039 395 3,22535 39 31,206 5,935 1,621 130 2,44140 - 44 28,828 6,252 1,539 78 2,09545 - 49 22,294 5,453 989 57 1,72350 54 21,294 5,273 748 45 2,22255 - 59 11,436 2,629 415 23 1,60860 - 64 3,554 515 110 8 474over 64 875 213 21 266
Total 1991 322,767 58,397 18,218
Total 1987 299,141 49,120 13,668
Source: Federal Institute of EmploymentAs of 30.6.1987 and 1991
3
62,923 23,338
73,178 16,968
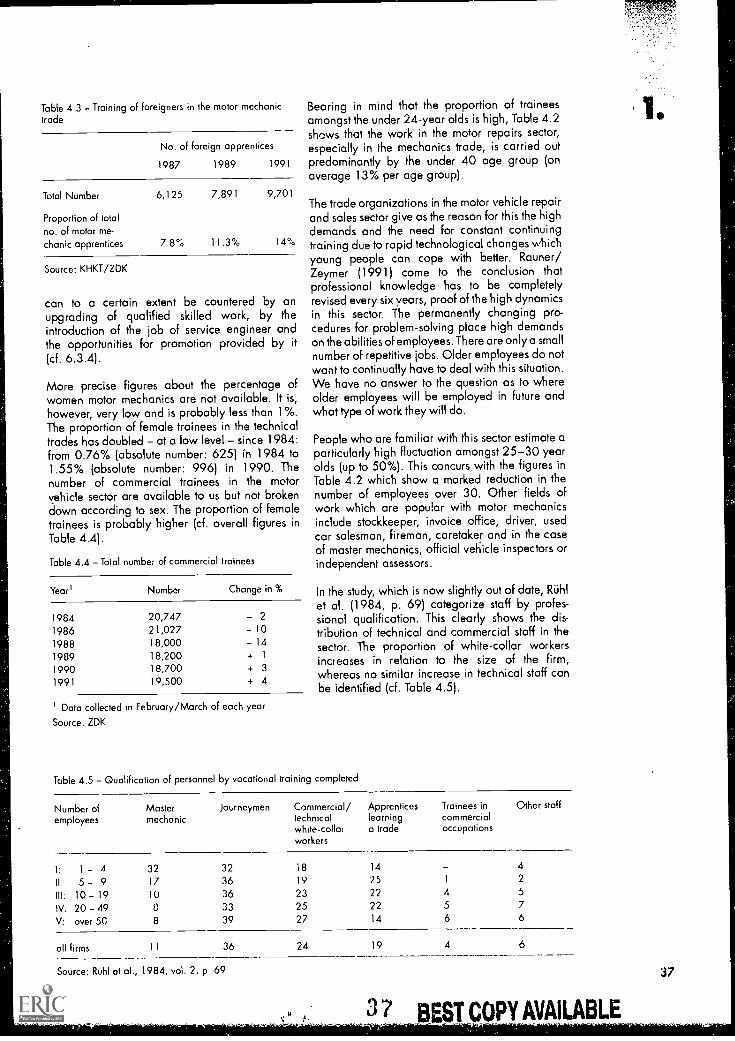
Table 4 3 - Training of foreigners in the motor mechanictrade
No. of foreign apprentices
1987 1989 1991
Total Number
Proportion of totalno. of motor me-chanic apprentices
6,125
7.8%
7,891
11.3%
9,701
14%
Source: KHKT/ZDK
can to a certain extent be countered by anupgrading of qualified skilled work, by theintroduction of the job of service engineer andthe opportunities for promotion provided by it(cf. 6.3.4).
More precise figures about the percentage ofwomen motor mechanics are not available. It is,however, very low and is probably less than 1%.The proportion of female trainees in the technicaltrades has doubled at a low level since 1984:from 0.76% (absolute number: 625) in 1984 to1.55% (absolute number: 996) in 1990. Thenumber of commercial trainees in the motorvehicle sector are available to us but not brokendown according to sex. The proportion of femaletrainees is probably higher (cf. overall figures inTable 4.4).
Table 4.4 - Total number of commercial trainees
Yeari Number Change in %
1984 20,747 - 21986 21,027 - 101988 18,000 - 141989 18,200 + 1
1990 18,700 + 3
1991 19,500 + 4
Data collected in Februory/March of each year
Source. ZDK
Bearing in mind that the proportion of traineesamongst the under 24-year olds is high, Table 4.2shows that the work in the motor repairs sector,especially in the mechanics trade, is carried outpredominantly by the under 40 age group (onaverage 13% per age group).
The trade organizations in the motor vehicle repairand sales sector give as the reason for this the highdemands and the need for constant continuingtraining due to rapid technological changes whichyoung people can cope with better. Rauner/Zeymer (1991) come to the conclusion thatprofessional knowledge has to be completelyrevised every six years, proof of the high dynamicsin this sector. The permanently changing pro-cedures for problem-solving place high demandson the abilities of employees. There are only a smallnumber of repetitive jobs. Older employees do notwant to continually have to deal with this situation.We have no answer to the question as to whereolder employees will be employed in future andwhat type of work they will do.
People who are familiar with this sector estimate aparticularly high fluctuation amongst 25-30 yearolds (up to 50%). This concurs with the figures inTable 4.2 which show a marked reduction in thenumber of employees over 30. Other fields ofwork which are popular with motor mechanicsinclude stockkeeper, invoice office, driver, usedcar salesman, fireman, caretaker and in the caseof master mechanics, official vehicle inspectors orindependent assessors.
In the study, which is now slightly out of date, RAIet al. (1984, p. 69) categorize staff by profes-sionol qualification. This clearly shows the dis-tribution of technical and commercial staff in thesector. The proportion of white-collar workersinci eases in relation to the size of the firm,whereas no similar increase in technical staff canbe identified (cf. Table 4.5).
Table 4.5 - Qualification of personnel by vocational training completed
Number ofemployees
Mastermechanic
Journeymen Commercial/technicalwhite-collarworkers
Apprenticeslearninga trade
Trainees incommercialoccupations
Other staff
I : 1 - 4 32 32 18 14 4
il. 5 - 9 17 36 19 25 1 2
III: 10 - 19 10 36 23 22 4 5
IV. 20 - 49 0 33 25 22 5 7
V: over 50 8 39 27 14 6 6
all firms 11 36 24 19 4 6
Source: Rühl et al., 1984, vol. 2, p 69
37 BEST COPY AVAILABLE
:17
38
5. CHANGES IN THE TYPE OF WORK AND ITSINFLUENCE ON REQUIREMENTS AND TRAINING
The wide-spread introduction of new technicalsystems into the motor vehicle since the mid-1970s and the rapidly growing variety of models,sparked off by quality-driven competition and anintense customer-based approach, have resultedin a change in the work carried out in the motorvehicle repair and sales sector. This change isdescribed on the basis of the investigation carriedout by Rauner/Zeymer (1991) and the findings ofour case studies.
5.1 Changes in the work carried out inthe motor vehicle repair sectorTable 5.1 shows the distribution of work into fourmain areas in the firms investigated by Rauner/Zeymer (1991, p. 62 f):
Service, maintenance and repairs in the fieldof:motor mechanicsautomotive electric systems/electronicsbodywork
The field of motor mechanics was further dividedinto six areas of work:
BrakesBumpersExhaust systemsGear transmissionsEngines and engine transmissionsClutches
A division into areas of work of this kind permitscross-reference to other studies which have beencarried out on the subject of structural changewithin the motor vehicle repair and sales sector.The further division of work within the area ofmotor mechanics further facilitates a detailedinvestigation of the changes which have takenplace in skilled specialist work over a long periodof time.
If one compares the distribution of work in thedealerships studied, as documented in Table 5.1,with the way the work has developed over the last30 years it is possible to identify some character-istic trends (Fig. 5.1). It was not until the 1980sthat the area of "motor mechanics" dropped tosecond place (35%) behind the now largest areaof work which is servicing (37%).
The shift in emphasis has taken place despite thefact that the intervals between servicing havebecome longer and the length of time spent on aservice shorter due to low-maintenance technol-ogy and efficient diagnosis technology. Thatmeans that even greater improvements can beexpected in the area of motor mechanics andrepairs..In the major areas of work: service andmaintenance, motor mechanics, automotive elec-trical systems/electronics and bodywork there hasbeen a shift in workload to servicing andbodywork. The classical emphasis on motor
mechanics and automrve electrical systems andelectronics has, on the other hand, lost signifi-cance.
If this trend is observed over a longer period oftime it becomes clear that there has been afundamental shift in the main type of work carriedout in the dealership even if the specific nature ofthe work carried out in the four areas is ignoredfor the moment (Fig. 5.1). The area of motormechanics, which dominated all others until the1960s and which at the beginning of this century,in the early days of repair shops for motorvehicles, accounted for 80% of the total range ofwork, will finally lose its position of dominance inthe 1990s. On the other hand, that are:-.1 of workwhich was the last to be born, in fact did notemerge until the 1930s, will clearly dominate:servicing as a preventive measure for vehiclemaintenance. It is striking, and in the first instancesurprising, that growth in the area of automotiveelectrical systems and electronics in the earlydecades of automotive technology has beerslowing down slightly since the 1960s, althoughthe proportion of electronic components in cars isgrowing exponentially. The relatively low rationali-zation potential in the area of bodywork, thenumber of accidents and the relative rise in theused-car market are the essential reasons for thesteady growth of the bodywork field of activities.
If the dealerships studied are compared in termsof size it is noticeable that hardly any of thedifferences in the range of work carried out haveanything to do with size of firm. Striking deviationsin the range of work are linked to the make ofvehicle or the particular specialization of the firm.
Only when a large random sample was used toinvestigate differences in the range of work as afunction of size of firm were some characteristicdifferences between small and large firms re-vealed (fig. 5.2). Motor mechanics is the only fieldof work carried out by firms of all sizes. In all ot.,erareas there is a trend, applicable to a greater orlesser extent, indicating that the larger the firmthe more likely it is to offer the full range ofmaintenance and repair services performed byskilled workers specially assigned to that job. Themost evident shift is in the area of body painting.The small firms employing fewer than 9 peoplecarry out this kind of work in less than 10% ofcases.
It is particulnrly interesting that the larger the firmthe more likely it is that the area of automotiveelectrical systems and electronics will be repre-sented but that only 60% of large dealershipsemploy specialists in this field. A tendency forrepair shops to specialize either in motormechanics or automotive electrical systems andelectronics cannot, however, be detected. The factthat not all dealerships have specialists forservicing and maintenance and that here too
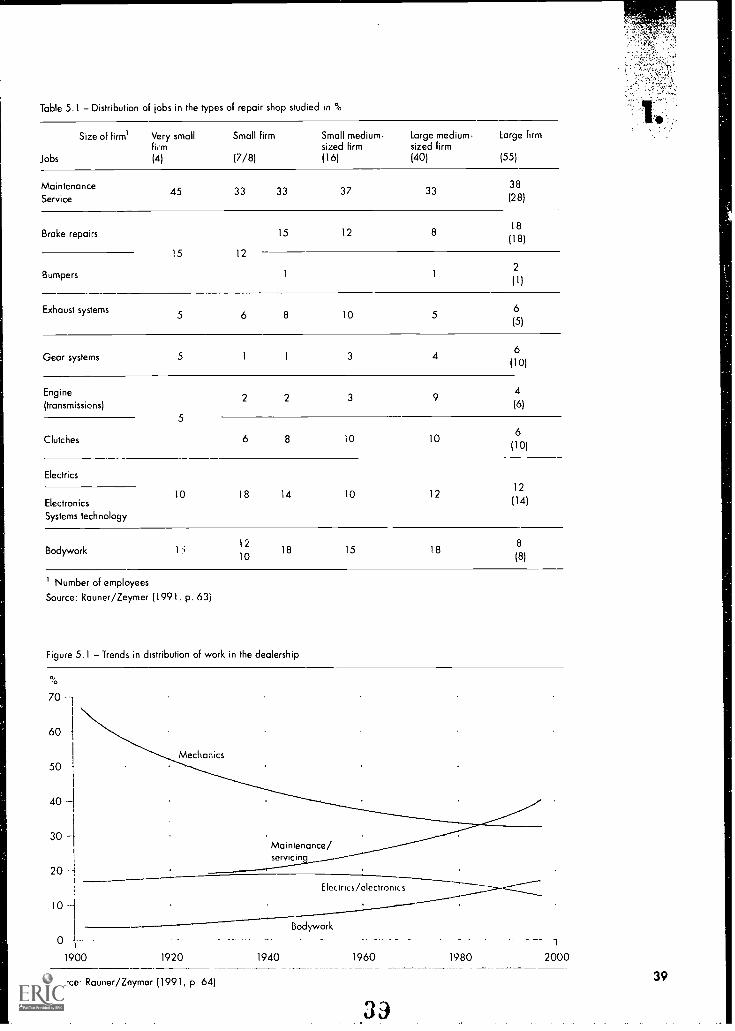
Table 5.1 Distribution of jobs in the types of repair shop studied in %
Size of firm'
Jobs
Very smallfirm(4)
Small firm
(7/8)
Small medium-sized firm(16)
Large medium-sized firm(40)
Large firm
(55)
MaintenanceService
45 33 33 37 3338(28)
Brake repairs
15
15 12 818
(18)
Bumpers
12
1 1
2
(1)
Exhaust systems5 6 8 10 5
6
(5)
Gear systems 5 1 1 3 46
(10)
Engine
(transmissions)
5
2 2 3 94(6)
Clutches 6 8 10 106
(10)
Electrics
10 18 14 10 1212
(14)Electronics
Systems technology
Bodywork12
1018 15 18
8
(8)
I Number of employees
Source: Rauner/Zeymer (1991, p. 63)
Figure 5.1 Trends in distribution of work in the dealership
70 1
60 1
50
30
20 -1
10
0
1900
Mechanics
Maintenance/servicin
Electrics/electronics
Bodywork_
1
1920 1940 1960 1980 2000
Source. Rauner/Zeyrner (1991, p 64)
3
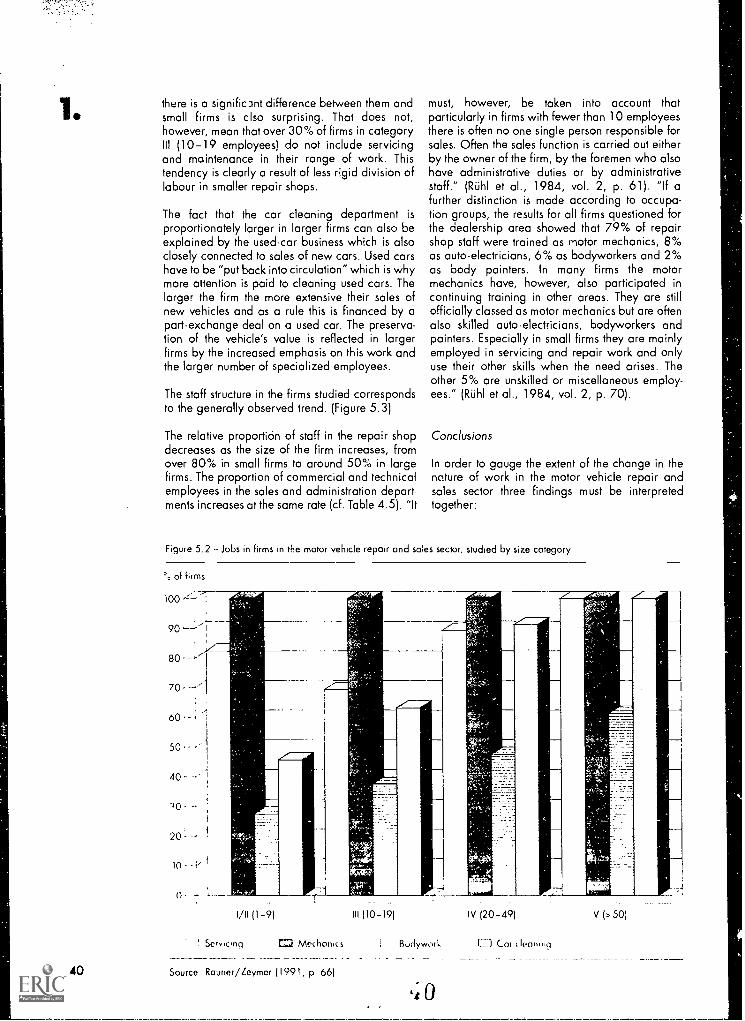
there is a significant difference between them andsmall firms is clso surprising. That does not,however, mean that over 30% of firms in categoryIII (10-19 employees) do not include servicingand maintenance in their range of work. Thistendency is clearly a result of less rigid division oflabour in smaller repair shops.
The fact that the car cleaning department is
proportionately larger in larger firms can also beexplained by the used-car business which is alsoclosely connected to sales of new cars. Used carshave to be "put back into circulation" which is whymore attention is paid to cleaning used cars. Thelarger the firm the more extensive their sales ofnew vehicles and as a rule this is financed by apart-exchange deal on a used car. The preserva-tion of the vehicle's value is reflected in largerfirms by the increased emphasis on this work andthe larger number of specialized employees.
The staff structure in the firms studied correspondsto the generally observed trend. (Figure 5.3)
The relative proportion of staff in the repair shopdecreases as the size of the firm increases, fromover 80% in small firms to around 50% in largefirms. The proportion of commercial and technicalemployees in the sales and administration depart-ments increases at the same rate (cf. Table 4.5). "It
must, however, be taken into account thatparticularly in firms with fewer than 10 employeesthere is often no one single person responsible forsales. Often the sales function is carried out eitherby the owner of the firm, by the foremen who alsohave administrative duties or by administrativestaff." (RAI et al., 1984, vol. 2, p. 61). "If afurther distinction is made according to occupa-tion groups, the results for all firms questioned forthe dealership area showed that 79% of repairshop staff were trained as motor mechanics, 8%as auto-electricians, 6% as bodyworkers and 2%as body painters. In many firms the motormechanics have, however, also participated incontinuing training in other areas. They are stillofficially classed as motor mechanics but are oftenalso skilled auto-electricians, bodyworkers andpainters. Especially in small firms they are mainlyemployed in servicing and repair work and onlyuse their other skills when the need arises. Theother 5% are unskilled or miscellaneous employ-ees." (RAI et al., 1984, vol. 2, p. 70).
Conclusions
In order to gauge the extent of the change in thenature of work in the motor vehicle repair andsales sector three findings must be interpretedtogether:
Figure 5.2 Jobs in firms in the motor vehicle repair and sales sector, studied by size category
IA 11-91
! Serv.cma Mechon,c s
40 Source Rauner/Zeymer 11991, p 66)
111110-191 IV 120-491
Bodywoik Cat leonmg
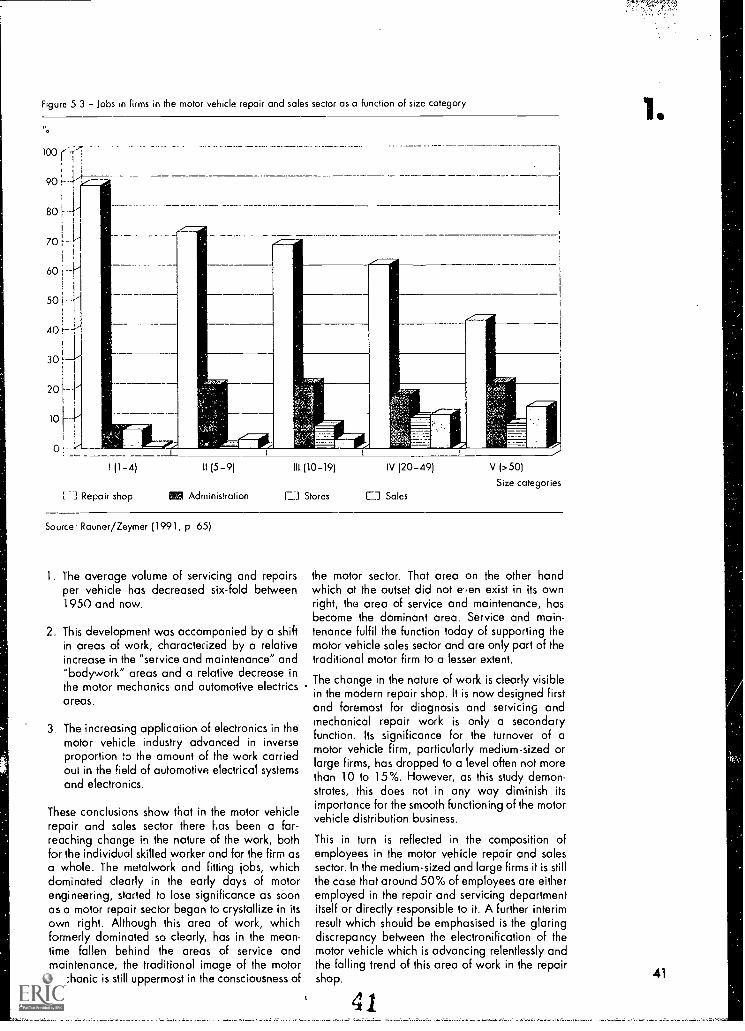
Figure 5 3 - Jobs in firms in the motor vehicle repair and sales sector as a function of size category
100 riri
l.-11 Repair shop rig Administration EL-.1 Stores ED Sales
V (>50)
Size categories
Source Rauner/Zeymer (1991, p 65)
1. The average volume of servicing and repairsper vehicle has decreased six-fold between1950 and now.
2. This development was accompanied by a shiftin areas of work, characterized by a relativeincrease in the "service and maintenance" and"bodywork" areas and a relative decrease inthe motor mechanics and automotive electricsareas.
3 The increasing application of electronics in themotor vehicle industry advanced in inverseproportion to the amount of the work carriedout in the field of automotive electrical systemsand electronics.
These conclusions show that in the motor vehiclerepair and sales sector there has been a far-reaching change in the nature of the work, bothfor the individual skilled worker and for the firm asa whole. The metalwork and fitting jobs, whichdominated clearly in the early days of motorengineering, started to lose significance as soonas a motor repair sector began to crystallize in itsown right. Although this area of work, whichformerly dominated so clearly, has in the mean-time fallen behind the areas of service andmaintenance, the traditional image of the motormechanic is still uppermost in the consciousness of
the motor sector. That area on the other handwhich at the outset did not e..en exist in its ownright, the area of service and maintenance, hasbecome the dominant area. Service and main-tenance fulfil the function today of supporting themotor vehicle sales sector and are only part of thetraditional motor firm to a lesser extent.
The change in the nature of work is clearly visiblein the modern repair shop. It is now designed firstand foremost for diagnosis and servicing andmechanical repair work is only a secondaryfunction. Its significance for the turnover of amotor vehicle firm, particularly medium-sized orlarge firms, has dropped to a level often not morethan 10 to 15%. However, as this study demon-strates, this does not in any way diminish its
importance for the smooth functioning of the motorvehicle distribution business.
This in turn is reflected in the composition ofemployees in the motor vehicle repair and salessector. In the medium-sized and large firms it is stillthe case that around 50% of employees are eitheremployed in the repair and servicing departmentitself or directly responsible to it. A further interimresult which should be emphasised is the glaringdiscrepancy between the electronification of themotor vehicle which is advancing relentlessly andthe falling trend of this area of work in the repairshop.
41
41
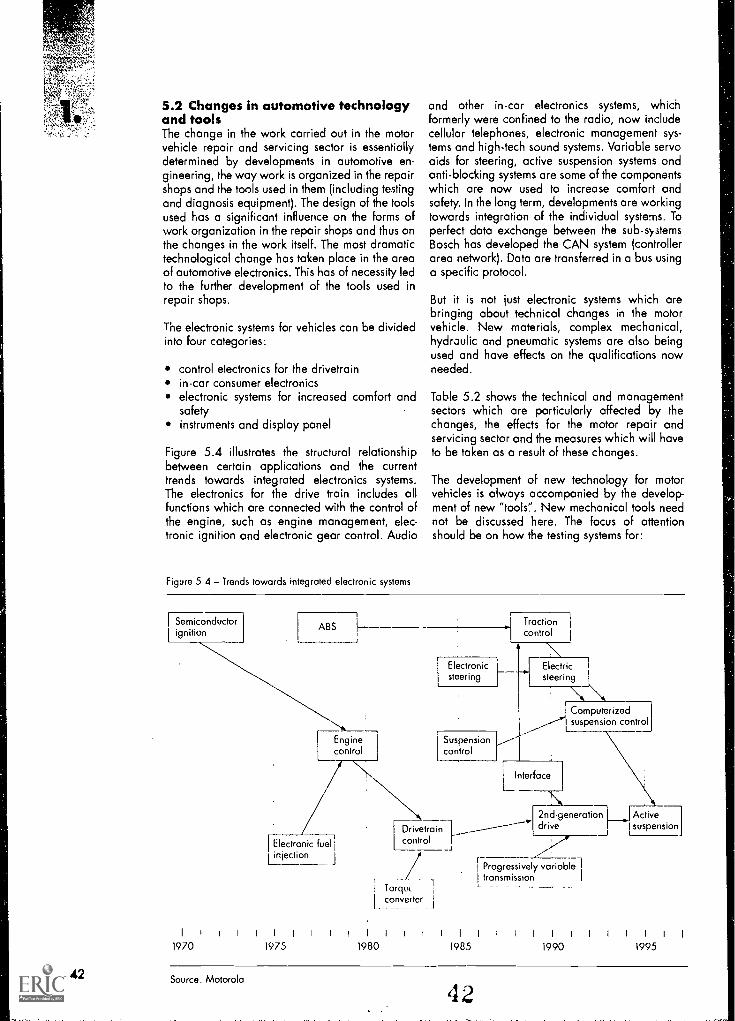
42
5.2 Changes in automotive technologyand toolsThe change in the work carried out in the motorvehicle repair and servicing sector is essentiallydetermined by developments in automotive en-gineering, the way work is organized in the repairshops and the tools used in them (including testingand diagnosis equipment). The design of the toolsused has a significant influence on the forms ofwork organization in the repair shops and thus onthe changes in the work itself. The most dramatictechnological change has taken place in the areaof automotive electronics. This has of necessity ledto the further development of the tools used inrepair shops.
The electronic systems for vehicles can be dividedinto four categories:
control electronics for the drivetrainin-car consumer electronicselectronic systems for increased comfort andsafetyinstruments and display panel
Figure 5.4 illustrates the structural relationshipbetween certain applications and the currenttrends towards integrated electronics systems.The electronics for the drive train includes allfunctions which are connected with the control ofthe engine, such as engine management, elec-tronic ignition and electronic gear control. Audio
Figure 5 4 - Trends towards integrated electronic systems
and other in-car electronics systems, whichformerly were confined to the radio, now includecellular telephones, electronic management sys-tems and high-tech sound systems. Variable servoaids for steering, active suspension systems andanti-blocking systems are some of the componentswhich are now used to increase comfort andsafety. In the long term, developments are workingtowards integration of the individual systems. Toperfect data exchange between the sub-systemsBosch has developed the CAN system (controllerarea network). Data are transferred in a bus usinga specific protocol.
But it is not just electronic systems which arebringing about technical changes in the motorvehicle. New materials, complex mechanical,hydraulic and pneumatic systems are also beingused and have effects on the qualifications nowneeded.
Table 5.2 shows the technical and managementsectors which are particularly affected by thechanges, the effects for the motor repair andservicing sector and the measures which will haveto be taken as a result of these changes.
The development of new technology for motorvehicles is always accompanied by the develop-ment of new "tools'!. New mechanical tools neednot be discussed here. The focus of attentionshould be on how the testing systems for:
r-Sniconductor1 ignition
1ABS I
Engine I
control I
/ NI>
Pectronic fuJI
Lriliectionj
I I I I I I
1970 1975
Traction I
control 1
\.\\[ Electronic Electric I
steering steering 1
\--N_If Computerized I
suspension control1
I Drivetrain[control
Suspensioncontrol
Torqu.t.
Lconverter
1 1 1 i
1980
[Interface
2nd-generatici Activedrive [suspension
I. Progressively variable],I transmission
i I 1 I 1 1 1 1 1 I
1985 19901 1 1 1 1
1995
Source. Motorola
42
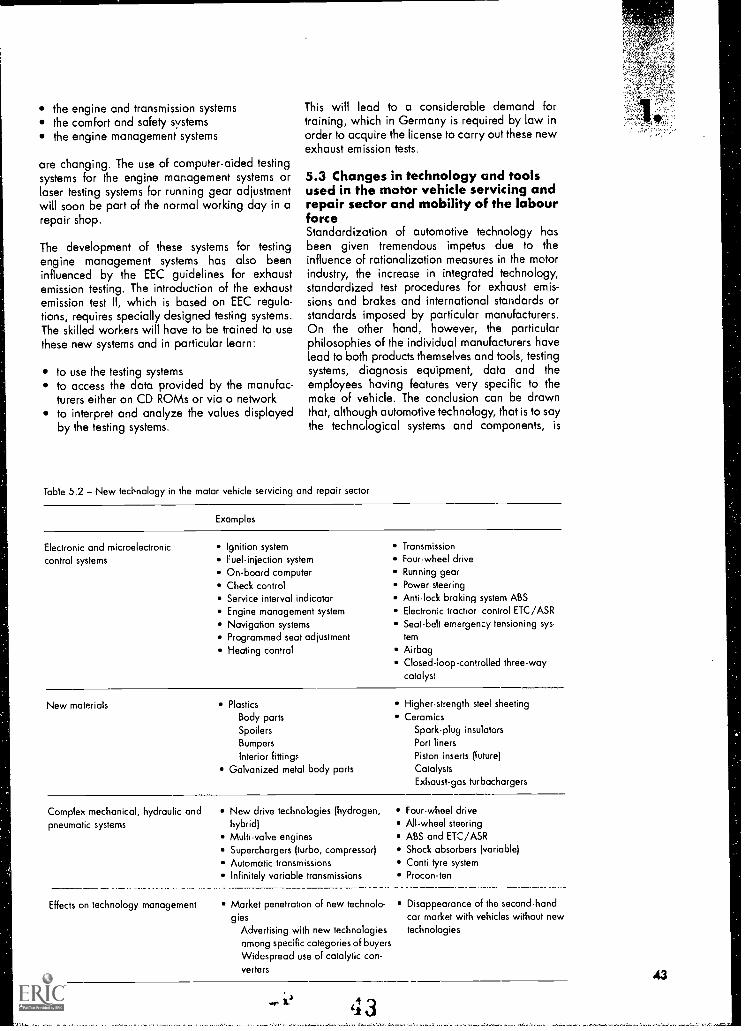
the engine and transmission systemsthe comfort and safety systemsthe engine management systems
are changing. The use of computer-aided testingsystems for the engine management systems orlaser testing systems for running gear adjustmentwill soon be part of the normal working day in arepair shop.
The development of these systems for testingengine management systems has also beeninfluenced by the EEC guidelines for exhaustemission testing. The introduction of the exhaustemission test II, which is based on EEC regula-tions, requires specially designed testing systems.The skilled workers will have to be trained to usethese new systems and in particular learn:
to use the testing systemsto access the data provided by the manufac-turers either on CD ROMs or via a networkto interpret and analyze the values displayedby the testing systems.
This will lead to a considerable demand fortraining, which in Germany is required by law inorder to acquire the license to carry out these newexhaust emission tests.
5.3 Changes in technology and toolsused in the motor vehicle servicing andrepair sector and mobility of the labourforceStandardization of automotive technology hasbeen given tremendous impetus due to theinfluence of rationalization measures in the motorindustry, the increase in integrated technology,standardized test procedures for exhaust emis-sions and brakes and international standards orstandards imposed by particular manufacturers.On the other hand, however, the particularphilosophies of the individual manufacturers havelead to both products themselves and tools, testingsystems, diagnosis equipment, data and theemployees having features very specific to themake of vehicle. The conclusion can be drawnthat, although automotive technology, that is to saythe technological systems and components, is
Table 5.2 New technology in the motor vehicle servicing and repair sector
Examples
Electronic and microelectroniccontrol systems
Ignition system Transmission
Fuel-injection system Four-wheel drive
On-board computer Running gear
Check control Power steering
Service interval indicator Anti-lock braking system ABS
Engine management system Electronic tractior control ETC/ASRNavigation systems Seat-belt emergency tensioning sys-
Programmed seat adjustment tern
Heating control AirbagClosed-loop-controlled three-waycatalyst
New materials Plastics
Body partsSpoilersBumpers
Interior fittingsGalvanized metal body parts
Higher-strength steel sheetingCeramics
Spark-plug insulatorsPort linersPiston inserts (future)CatalystsExhaust-gas turbochargers
Complex mechanical, hydraulic and New drive technologies (hydrogen,pneumatic systems hybrid)
Multi-valve enginesSuperchargers (turbo, compressor)Automatic transmissionsInfinitely variable transmissions
Effects on technology management Market penetration of new technolo-
giesAdvertising with new technologiesamong specific categories of buyersWidespread use of catalytic con-verters
Four-wheel driveAll-wheel steeringABS and ETC/ASRShock absorbers (variable)Conti lyre systemProcon-ten
Disappearance of the second-handcar market with vehicles without newtechnologies
1.4
,
41 3
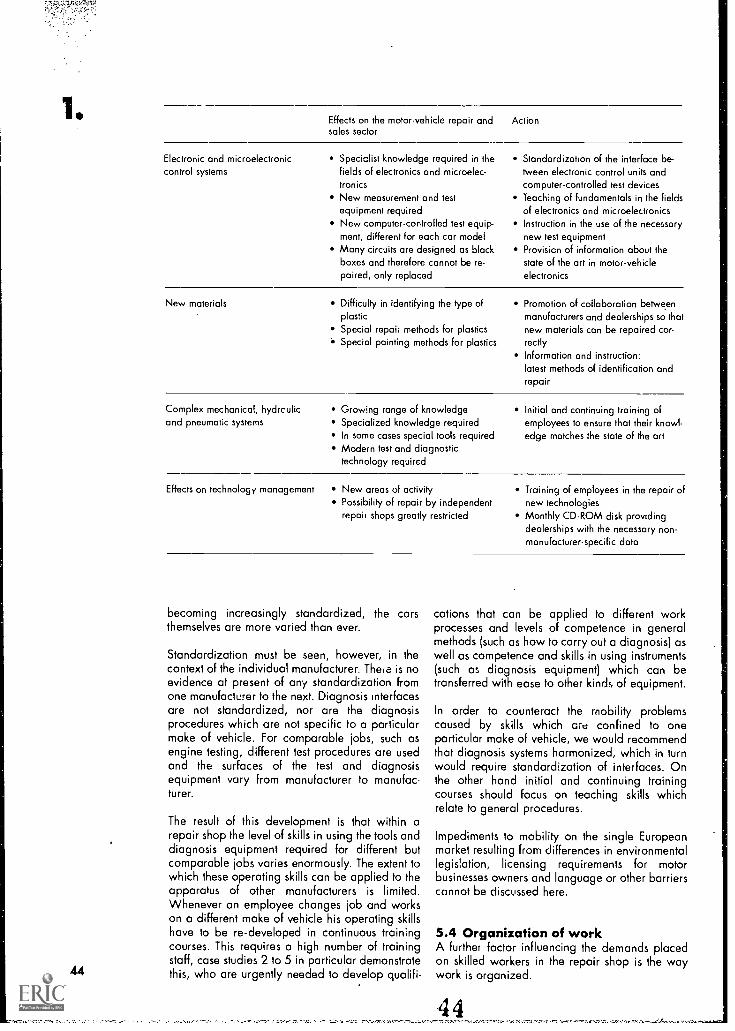
Effects on the motor.vehicle repair and Actionsales sector
Electronic and microelectroniccontrol systems
Specialist knowledge required in thefields of electronics and microelec-tronics
New measurement and testequipment requiredNew computer-controlled test equip-ment, different for each car modelMany circuits are designed as blackboxes and therefore cannot be re-paired, only replaced
Standardization of the interface be-tween electronic control units andcomputer-controlled test devicesTeaching of fundamentals in the fieldsof electronics and microelectronicsInstruction in the use of the necessarynew test equipmentProvision of information about thestate of the art in motor-vehicleelectronics
New materials Difficulty in identifying the type ofplasticSpecial repair methods for plasticsSpecial pointing methods for plastics
Promotion of collaboration betweenmanufacturers and dealerships so thatnew materials can be repaired cor-rectlyInformation and instruction:latest methods of identification andrepair
Complex mechanical, hydrculicand pneumatic systems
Growing range of knowledgeSpecialized knowledge requiredIn some cases special tools requiredModern test and diagnostictechnology required
Initial and continuing training ofemployees to ensure that their knowl-edge matches the state of the art
Effects on technology management New areas of activityPossibility of repair by independentrepoil shops greatly restricted
Training of employees in the repair ofnew technologiesMonthly CD-ROM disk providingdealerships with the necessary non-manufacturerspecific data
becoming increasingly standardized, the carsthemselves are more varied than ever.
Standardization must be seen, however, in thecontext of the individual manufacturer. There is noevidence at present of any standardization fromone manufacturer to the next. Diagnosis interfacesare not standardized, nor are the diagnosisprocedures which are not specific to a particularmake of vehicle. For comparable jobs, such asengine testing, different test procedures are usedand the surfaces of the test and diagnosisequipment vary from manufacturer to manufac-turer.
The result of this development is that within arepair shop the level of skills in using the tools anddiagnosis equipment required for different butcomparable jobs varies enormously. The extent towhich these operating skills can be applied to theapparatus of other manufacturers is limited.Whenever an employee changes job and workson a different make of vehicle his operating skillshave to be re-developed in continuous trainingcourses. This requires a high number of trainingstaff, case studies 2 to 5 in particular demonstratethis, who are urgently needed to develop qualifi-
cations that can be applied to different workprocesses and levels of competence in generalmethods (such as how to carry out a diagnosis) aswell as competence and skills in using instruments(such as diagnosis equipment) which can betransferred with ease to other kind!, of equipment.
In order to counteract the mobility problemscaused by skills which are confined to oneparticular make of vehicle, we would recommendthat diagnosis systems harmonized, which in turnwould require standardization of interfaces. Onthe other hand initial and continuing trainingcourses should focus on teaching skills whichrelate to general procedures.
Impediments to mobility on the single Europeanmarket resulting from differences in environmentallegislation, licensing requirements for motorbusinesses owners and language or other barrierscannot be discussed here.
5.4 Organization of workA further factor influencing the demands placedon skilled workers in the repair shop is the waywork is organized.
4 4
Rauner/Zeymer (1992) came to the conclusionthat the dominant model for organization of workis characterized by a horizontal division of tasksand work, albeit to a degree which varies fromcase to case. The allocation of jobs to eachemployee or group of employees is based on themain aggregates of the motor vehicle.
Bodywork and body painting andAutomotive electronics
ure very stable, well-defined areas of work.
Whilst in the area of aggregates and sub-assemblies used in motor mechanics there is acertain amount of permeability, these two areas ofwork involve clearly defined, specific jobs. In thisautomotive electronics, an indispensable part ofthe increasing integration of systems, requiresparticularly intensive further training. Often aqualification as mastercraftsman or technician isassociated with these jobs. The division of labourwithin a firm corresponds to the way teaching isorganized at the customer service training centres.Regarding which employees take up furthertraining places at the customer service trainingcentres, it is generally true to say that specialists inparticular areas attend the corresponding specialtraining classes offered.
In addition to this, at least two other models can befound in repair shops. One is the so-called "all-round model", in which all employees arequalified as all-round mechanics and eachmechanic can do each job, the other is theconcept which V.A.G. introduced, called the"team concept".
The increased volume of repairs in the urbunconglomerations has caused V.A.G. to increasethe size of their dealerships carrying out servicing.As a result of this, the system of job-scheduling bythe foremen in the repair shops reached its naturallimits. A central job-scheduling department wasconsidered the only appropriate response to thisdevelopment. The separation of reception from thework of the repair shop proved, however, to be aserious disadvantage. This affected the dealer-ships and the manufacturers at a very sensitivepoint, namely the lack of contact betweencustomers and repair shop staff which accompan-ied this development. The so-called team conceptwas introduced as a response to the prohlerns thisposed to successful marketing.
This concept aims to re-organize the dealerships.V.A.G. had realised themselves that there wasroom for criticism, calling them "repair factories"which had become difficult for the customers tounderstand. They were thus divided into a numberof smaller units (teams). The teams are groupsworking independently, each responsible for apool of repair jobs, looking after them fromreception to the return of the vehicle to thecustomer. V.A.G. believes that these teams shouldbe introduced in al; larger firms - the authorsbelieve that this should happen in category III firms(20 employees or more). Each team consists of:
a master mechanic in charge of customerservicea head mechanicthree to four mechanicstwo to three apprentices.
The foreman is the head of the team, in chargeboth of disciplinary action and technical decision-making. He is responsible for job reception, jobscheduling, technical advice and team leadershipas well as final checking of the vehicle andreturning it to the customer. The head mechanic ishis deputy. 15 to 17 jobs are dealt with by theteam each day.
The changes in organization of work or theintroduction of an entirely new organizationalconcept is, as organization trends in othe ireashave indicated for a long time, a task which canonly be solved if it is accompanied by relevantfurther training for employees and if thoseinvolved are brought into the process very earlyon and in an intensive way. It must also be saidthat it did not meet with unqualified acceptance inall firms. An example of this can be seen in theV.A.G. case study case study no. 5. It will onlybe possible to stabilize this forward-lookingdevelopment if firms are given a high degree ofsupport in these organizational processes from:
manufacturers and their customer service train-ing centresprogrammes for relevant experiment andintroductory trials on a national and EEC leveleconomic programmes and programmes ofaction and also employment and technicalprogrammes initiated by the federal states.
Of course, an innovation of this kind which affectsboth competition and the labour market dependson a high standard of initial and vocationalcontinuing training.
45
1.
45
6. INITIAL AND CONTINUINGVOCATIONAL TRAINING IN THE MOTOR
VEHICLE REPAIR AND SALES SECTOR
6.1 The organizational basis requiredfor school and vocational qualificationsin Germany3To facilitate understanding of continuing trainingstrategies in this sector we shall first of all describethe essential features of the German school systemand vocational training system (cf. Figure 6.1).
The German system is essentially a three-tieredsystem, i.e. put simply, there are three types ofschool: the Hauptschule (9 or 10 years compul-sory attendance depending on the particularfederal state), the Realschule (10 years) and theGymnasium or Gymnasium stream of the compre-hensive school (13 years).
The Realschule leaving certificate and a certaintype cf Hauptschule leaving certificate open theway to a range of vocational schools, furthereducation colleges of a general nature andspecialist institutes of higher education. The Abitur(leaving certificate from a Gymnasium) is theuniversity entry requirement.
In recent years vocational training has increas-ingly become a minimum requirement for entryinto working life. Nearly all young people attemptto undergo some form of vocational training inschools, colleges or their workplace; the propor-tion of those who attain no vocationd qualificationhas dropped to less than 10%. Around two-thirdsof young people in a given school year receivevocational training at the workplace.
Access to careers with in-house training is inprinciple organized in such a way that it is open toall pupils leaving a Hauptschule. In practice,however, the situation is increasingly such thatcareers with vocational training, particularly themore popular ones, are being taken by pupilsfrom Realschulen or those who have passed theirAbitur. The main reason for this is that the generallevel of education of all school-leavers has risenenormously over the lost 20 years. A "downwardtrend" began which severely reduced oppor-tunities for pupils from Hauptschulen. Whilst informer times it was virtually only school-leaversfrom Hauptschulen who went into vocationaleducation, now only 40% of trainees in the dualsystem belong to this category. Pupils leavingRealschulen and young people with Abiturqualifications now occupy the majority of trainingplaces in firms. A large number of school-leaverswith Abitur decide to combine vocational trainingwith university studies which gives them goodprospects of promotion to management positions.Many companies have developed their owntraining schemes for this group of school-leavers.
6.2 Legislation governing vocationaleducationSince 1969 vocational training has been regu-lated by the Berufsbildungsgesetz BBiG (Voca-tional Education Act). This act stipulates basicrequirements for vocational training, further train-ing and re-training. Vocational training mustprovide broad, basic vocational education andspecialist training and facilitate the attainment ofwork experience. It must also teach the specialistskills and knowledge needed to carry out a skilledjob.
The purpose of further vocational trcining shouldbe to preserve or expand the knowledge and skillsacquired or to adapt them to new technologicaldevelopments. It should also facilitate promotionpossibilities. It therefore includes further trainingwith adaptation goals and promotion goals.
The main feature of vocational training in
Germany is that it takes the form of in-housetraining (on the job, in teaching workshops oroffices or in training centres outside the company)accompanied by attendance at a Berufsschule(part-time vocational school). This is known as the"dual system". The educational regulations whichgovern the in-house part of the training apply on anationwide basis whereas the curricula for thevocational schools are drawn up by each Germanstate (cf. figure 6.2).
Since 1969 the Vocational Education Act hascreated a statutory education ordinance for alloccupations. It stipulates for each individualoccupation what subject matter must be taught inthe firms within what time frame and is constantlyupdated in line with changing demands. Theeducation ordinances contain a framework cur-riculum, which is co-ordinated at federal level bythe Kultusministerkonferenz KMK (Conference ofMinisters of Education and the Arts) in order toensure a minimum of uniformity for all educationalrequirements. The individual German states basetheir curricula on this outline curriculum and oftensimply adopt it without change. These educationordinances draw up minimum requirements ap-plicable to in-house training. They are open tonew technological and organization develop-ments. The firms themselves can also providetraining for additional qualifications. The privatetraining .contract can formally within the limits ofthe legal regulations be designed at will, but inpractice model contracts drawn up by thecompetent authorities are normally used whichclosely follow the stipulations of the VocationalEducation Act (cf. Figure 6.3).
3 This section has been taken from the Force Sector Report by G. Kbhn lem. "The retail sector in the Federal Republicof Germany" (sfs).
4 6

Figure 6.1 - The German School System
19
18
17
16
15
16
15
14
13
12
11
10
9
8
7
6
5
4
3
Fachschule7I
Eve ning I
college 1
Ii
Universities
Upper Gymnasium-level schools2
(Gymnasium,vocational Gymnasium,specialized Gymnasium,Gesamtschule)
Vocational training in Berufs-a Berufsschule aufbau-and place of work schule6(dual system)2
Berufs-fach-schule5 2
Fachober-schule
Basic vocational training yearin school or school/firm2
10th school year
Specialschool2
Hauptschule
Orientation(dependent
Realschule
stage3on or independent
Gymnasium
of type of school)
Gesamt-schule4
Specialschool2
Primary schooll
Nursery school(voluntary)
Not described in the text
Division within a level of schooling
- Alternative beginning or end of a level of schooling
13
10
9
8
7
6
5 3 uo 9.?
4
35
20
1 CE
E 71,
w
Diagram of the system as of September 1990. Within the limits of this basic structure there ore some deviations in individualGerman states. Since the reform process has not yet been completed the educational system in the five states of former EastGermany which became part of the Federal Republic ot Germany on 3rd October 1990 have not been included in thediagram.
1 There are different types of arrangement for the transition from nursery school to primary school in the individual states(pre-school classes, nursery classes). In Berlin primary school education lasts for six years and there is thus no orientationstage.
2 Education for disabled children in special kinds of general and vocat;onal schools according to the kind of disability.3 In all individual states with the exception of Bavaria where the orientation stage is being tried out (5th and 6th year primary
school).4 In some states a standard form of schooling which co-exists with the Hauptschule, Reolschule and Gymnasium; in other
states it is an optional kind of school, pilot school or combination of schools.5 Full-time vocational schools with different admission requirements, duration of training and final examination.6 Part-time in parallel to or full-time on completion of the Berufsschule7 Duration of 1-3 years.
Source: Eurydice/CEDEFOP 1991, p. 40
4 7
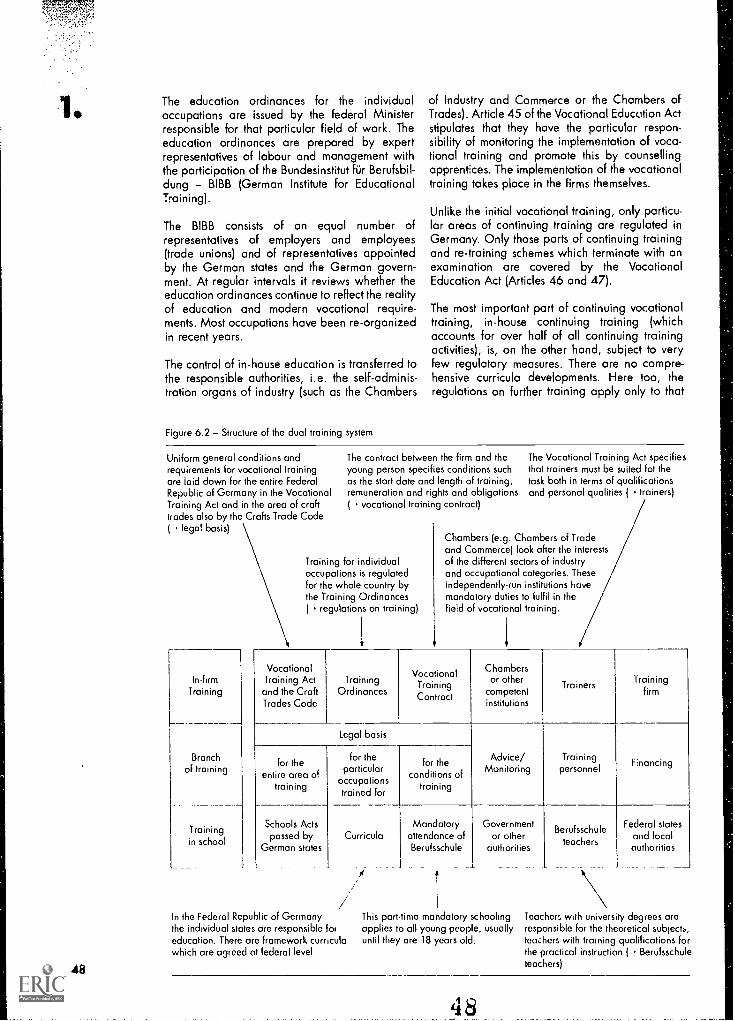
48
The education ordinances for the individualoccupations are issued by the federal Ministerresponsible for that particular field of work. Theeducation ordinances are prepared by expertrepresentatives of labour and management withthe participation of the Bundesinstitut für Berufsbil-dung - BIBB (German Institute for EducationalTraining).
The BIBB consists of an equal number ofrepresentatives of employers and employees(trade unions) and of representatives appointedby the German states and the German govern-ment. At regular intervals it reviews whether theeducation ordinances continue to reflect the realityof education and modern vocational require-ments. Most occupations have been re-organizedin recent years.
The control of in-house education is transferred tothe responsible authorities, i.e. the self-adminis-tration organs of industry (such as the Chambers
Figure 6.2 Structure of the dual training system
of Industry and Commerce or the Chambers ofTrades). Article 45 of the Vocational Educotion Actstipulates that they have the particular respon-sibility of monitoring the implementation of voca-tional training and promote this by counsellingapprentices. The implementation of the vocationaltraining takes place in the firms themselves.
Unlike the initial vocational training, only particu-lar areas of continuing training are regulated inGermany. Only those parts of continuing trainingand re-training schemes which terminate with anexamination are covered by the VocationalEducation Act (Articles 46 and 47).
The most important part of continuing vocationaltraining, in-house continuing training (whichaccounts for over half of all continuing trainingactivities), is, on the other hand, subject to veryfew regulatory measures. There are no compre-hensive curricula developments. Here too, theregulations on further training apply only to that
Uniform general conditions andrequirements for vocational trainingare laid down for the entire FederalRepublic of Germany in the VocationalTraining Act and in the area of crafttrades also by the Crafts Trade Code( legal basis)
In-firmTraining
Branchof training
Trainingin school
The contract between the firm and theyoung person specifies conditions suchas the start date ond length of training,remuneration and rights and obligations( vocational training contract)
Training for individualoccupations is regulatedfor the whole country bythe Training Ordinances( regulations on training)
The Vocational Training Act specifiesthat trainers must be suited fot thetask both in terms of qualificationsand personal qualities ( trainers)
Chambers (e.g. Chambers of Tradeand Commerce) look after the interestsof the different sectors of industryand occupational categories. Theseindependently-run institutions havemandatory duties to fulfil in thefield of vocational training.
VocationalTraining Actand the CraftTrades Code
TrainingOrdinances
VocationalTrainingContract
Chambersor other
competentinstitutions
TrainersTraiMng
firm
Legal basis
Advice/Monitoring
Trainingpersonnel
Financingfor theentire area of
training
for theparticular
occupationstrained for
for theconditions of
training
Schools Actspassed by
German statesCurricula
Mandatoryattendance ofBerufsschule
Governmentor other
authorities
Berufsschuleteachers
Federal statesand localauthorities
In the Federal Republic of Germanythe individual states are responsible foreducation. There are framework curriculawhich are agreed at federal level
This part-time mandatory schoolingapplies to all young people, usuallyuntil they are 18 years old.
Teachers with university degrees areresponsible for the theoretical subiectb,teachers with training qualifications forthe practical instruction ( Berufsschuleteachers)
48
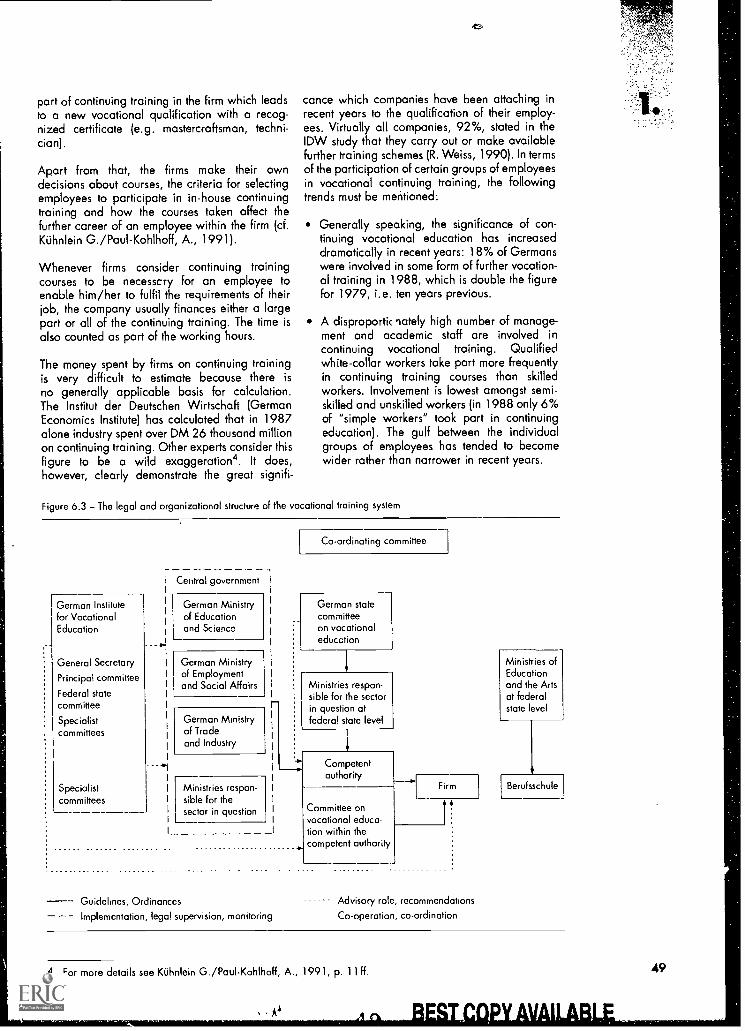
part of continuing training in the firm which leadsto a new vocational qualification with a recog-nized certificate (e.g. mastercraftsman, techni-cian).
Apart from that, the firms make their owndecisions about courses, the criteria for selectingemployees to participate in in-house continuingtraining and how the courses taken affect thefurther career of an employee within the firm (cf.Kühnlein G./Paul-Kohlhoff, A., 1991).
Whenever firms consider continuing trainingcourses to be necesscry for on employee toenable him/her to fulfil the requirements of theirjob, the company usually finances either a largepart or all of the continuing training. The time isalso counted as part of the working hours.
The money spent by firms on continuing trainingis very difficult to estimate because there is
no generally applicable basis for calculation.The Institut der Deutschen Wirtschaft (GermanEconomics Institute) has calculated that in 1987alone industry spent over DM 26 thousand millionon continuing training. Other experts consider thisfigure to be a wild exaggeration'. It does,however, clearly demonstrate the great signifi-
cance which companies have been attaching inrecent years to the qualification of their employ-ees. Virtually all companies, 92%, stated in theIDW study that they carry out or make availablefurther training schemes (R. Weiss, 1990). In termsof the participation of certain groups of employeesin vocational continuing training, the followingtrends must be mentioned:
Generally speaking, the significance of con-tinuing vocational education has increaseddramatically in recent years: 18% of Germanswere involved in some form of further vocation-al training in 1988, which is double the figurefor 1979, i.e. ten years previous.
A disproportic nately high number of manage-ment and academic staff are involved incontinuing vocational training. Qualifiedwhite-collar workers take part more frequentlyin continuing training courses than skilledworkers. Involvement is lowest amongst semi-skilled and unskilled workers (in 1988 only 6%of "simple workers" took part in continuingeducation). The gulf between the individualgroups of employees has tended to becomewider rather than narrower in recent years.
Figure 6.3 The legal and organizational structure of the vocational training system
German Institutefor VocationalEducation
General Secretary
Principal committee
Federal statecommittee
Specialistcommittees
Specialistcommittees
Central government
German Ministryof Educationand Science
German Ministryof Employmentand Social Affairs
German Ministryof Tradeand Industry
Ministries respon-sible for thesector in question
Guidelines, Ordinances
Implementation, legal supervision, monitoring
Co-ordinating committee
German statecommitteeon vocationaleducction
Ministries respon-sible for the sectorin question atfederal state level
Competentauthority
Committee onvocational educe-lion within thecompetent authority
Firm
1'
Advisory role, recommendations
Co-operation, co-ordination
Ministries ofEducationand the Artsat federalstate level
1
Beruf schule
4 For more details see Kiihnlein G./Paul-Kohlhoff, A., 1991, p. 11ff. 49
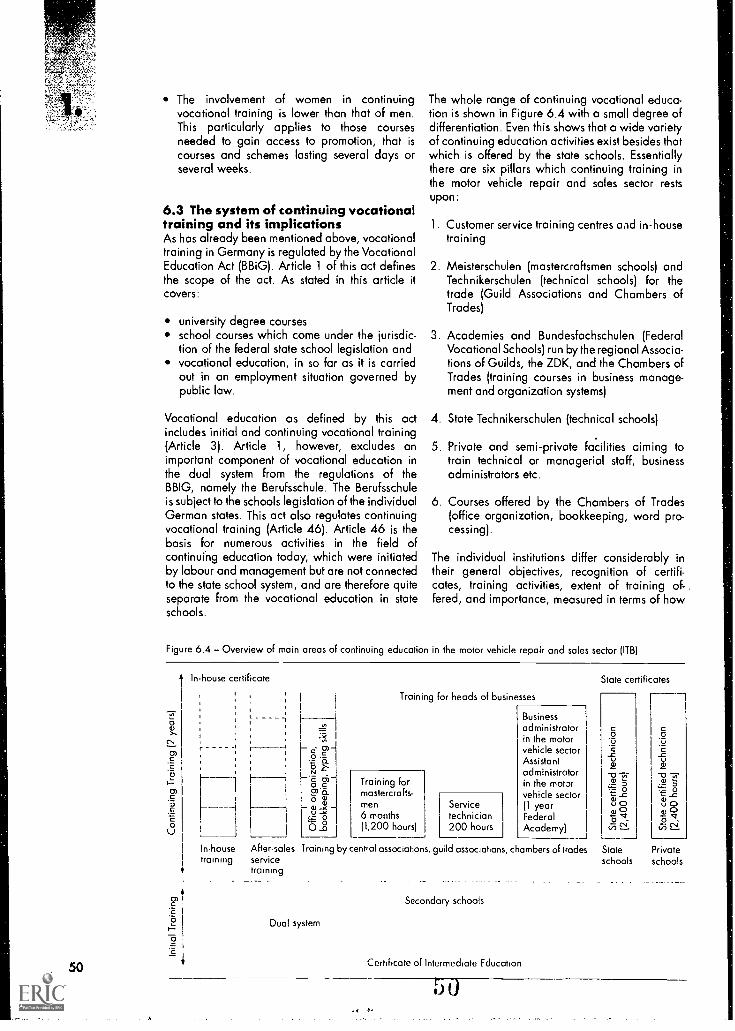
50
The involvement of women in continuingvocational training is lower than that of men.This particularly applies to those coursesneeded to gain access to promotion, that iscourses and schemes lasting several days orseveral weeks.
6.3 The system of continuing vocationaltraining and its implicationsAs has already been mentioned above, vocationaltraining in Germany is regulated by the VocationalEducation Act (BBiG). Article 1 of this act definesthe scope of the act. As stated in this article itcovers:
university degree coursesschool courses which come under the jurisdic-tion of the federal state school legislation andvocational education, in so far as it is carriedout in an employment situation governed bypublic law.
Vocational education as defined by this actincludes initial and continuing vocational training(Article 3). Article 1, however, excludes animportant component of vocational education inthe dual system from the regulations of theBBIG, namely the Berufsschule. The Berufsschuleis subject to the schools legislation of the individualGerman states. This act also regulates continuingvocational training (Article 46). Article 46 is thebasis for numerous activities in the field ofcontinuing education today, which were initiatedby labour and management but are not connectedto the state school system, and are therefore quiteseparate from the vocational education in stateschools.
The whole range of continuing vocational educa-tion is shown in Figure 6.4 with a small degree ofdifferentiation. Even this shows that a wide varietyof continuing education activities exist besides thatwhich is offered by the state schools. Essentiallythere are six pillars which continuing training inthe motor vehicle repair and sales sector restsupon:
Customer service training centres aad in-housetraining
2. Meisterschulen (mastercraftsmen schools) andTechnikerschulen (technical schools) for thetrade (Guild Associations and Chambers ofTrades)
3. Academies and Bundesfachschulen (FederalVocational Schools) run by the regional Associa-tions of Guilds, the ZDK, and the Chambers ofTrades (training courses in business manage-ment and organization systems)
4. State Technikerschulen (technical schools)
5. Private and semi-private facilities aiming totrain technical or managerial staff, businessadministrators etc.
6. Courses offered by the Chambers of Trades(office organization, bookkeeping, word pro-cessing).
The individual institutions differ considerably intheir general objectives, recognition of certifi-cates, training activities, extent of training of-fered, and importance, measured in terms of how
Figure 6.4 Overview of main areas of continuing education in the motor vehicle repair and sales sector (1TB)
t1n-house certificate
In-housetraining
Training for heads of businesses
Training formastercrafts-men6 months(1,200 hours)
Servicetechnician200 hours
Businessadministratorin the motorvehicle sectorAssistantadministratorin the motorvehicle sector(1 yearFederalAcademy)
After-soles Training by cenval associations, guild associations, chambers of tradesservicetraining
Dual system
Secondary schools
Certificate of Intermediate Education
State certificates
'5"
as
-a 72Do
(4)
LL:t2)
Stateschools
'5
5).as
cs=':
Privateschools
many people they train. This is discussed below ingreater detail.
Nevertheless, all insitutions have in common thatthey are based on a remit to provide vocationaltraining within the dual system, regardless ofwhether that be continuing training in thetechnical, commercial or management field.There are virtually no exceptions in the technicalfield. At management level, however, more andmore employees in larger firms have not com-pleted their vocational training in the dual systembut at a college or university.
The entrance requirements, however, also differfrom one institution to another and from onetraining programme to another work experi-ence, courses already attended, approval of thefirms etc. The admission requirements to individualprogrammes vary from one year to six years workexperience.
6.3.1 Participation in continuingvocational educationThe BiBB carried out a survey on participation incontinuing training courses in the motor vehiclerepair and sales sector. Its results indicate thatworks managers and other employees in motorvehicle firms have participated in a large numberof continuing training courses. The motor vehiclerepair and sales sector is the leader in thisamongst all the trades classed in Germany ascraft trades.
In terms of the extent of the continuing training andthe areas focused on, the figures in Table 6.1show clearly that the majorily of courses lastedseveral days and there were also a large numberof 1-2 week courses. The main place where thecourses took place (65%) were the manufacturers'customer service training centres (cf. 6.5). Theremaining 35% of courses were distributedamongst the group training centres (11%),specialist vocational schools (Fachschulen) orschools for mastercraftsmen (Meisterschulen) andothers. These training facilities are described inthe sections below.
Table 6.1 Length of attendance in continuing twiningcourses
The owners and staff of the 799 firms surveyedattended the courses listed in Table 6.2:
Table 6.2 Subject matter al. the courses attended
Owners Employees
New technology 9 20Courses for technicians andmaster mechanics 3 7
Other specialist courses 27 48Data processing courses 14 22Bookkeeping courses 5 13
Purchase 2 5
Distribution/sales/marketing 25 19
Management 21 7
6.3.2 Continuing training for staffemployed in independent dealershipsThe problem of continuing training is particularlyacute for the employees of independent dealer-ships. If these dealerships want to survive theyneed people to service and repair the vehicles inuse today. They cannot make use of the continuingtraining courses offered by manufacturers becausethey are not eligible for them.
Employees of independent dealerships can makeuse only of courses offered by componentmanufacturers such as Bosch, ATE, SKF etc. (cf.also Case Study No. 1 Independent Dealership).They can also participate in courses offered bystate-run continuing training centres or the Cham-bers of Trades, guilds and crafts academies. Feesfor these courses are, however, normally quitehigh whereas manufacturers have not so farrequired their dealers to pay anything for thecourses at their customer service training centres.These courses normally provide a basic level ofqualification but are less directly tailored to theimmediate needs of the dealerships than is thecase with the customer service training centres runby manufacturers.
6.4 State and state-approvedTechnikerschulen (technical schools)There are at present only six state and state-approved Technikerschulen (technical schools)operating in the Federal Republic of Germany.Two of those opened in the last two years. Anaverage of 350 technicians are currently beingtrained. The number of students applying is notvery high. Table 6.3 gives on overview of thetechnical schools and student numbers. This showsclearly: the state and state-approved technicalschools in the motor vehicle repair and salessector do not play a very important role, neither interms of quality nor quantity.
Days spent incontinuing trainingHeads of businesses
Days spent incontinuing trainingEmployees
(%)
Less than 1 day 14 61 6 days 49 281 2 weeks 28 252 weeks to 1 month 7 29Over 1 month 111 12
Firms questioned 489 567
St
51
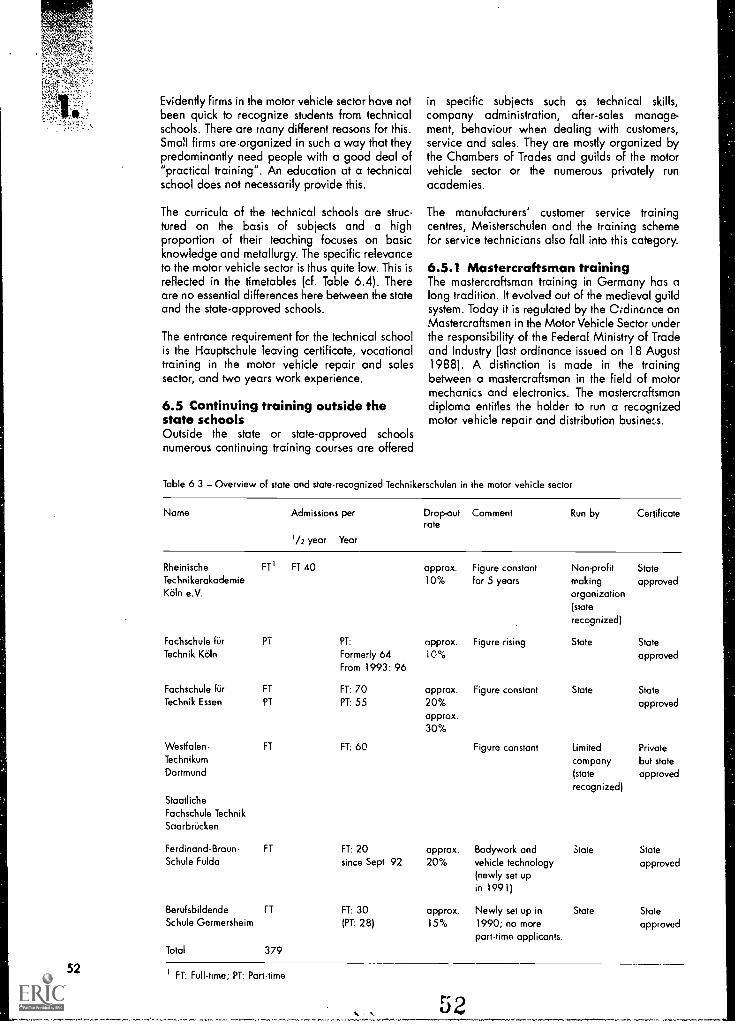
52
Evidently firms in the motor vehicle sector have notbeen quick to recognize students from technicalschools. There are many different reasons for this.Small firms are organized in such a way that theypredominantly need people with a good deal of"practical training". An education at a technicalschool does not necessarily provide this.
The curricula of the technical schools are struc-tured on the basis of subjects and a highproportion of their teaching focuses on basicknowledge and metallurgy. The specific relevanceto the motor vehicle sector is thus quite low. This isreflected in the timetables (cf. Table 6.4). Thereare no essential differences here between the stateand the state-approved schools.
The entrance requirement for the technical schoolis the Hauptschule leaving certificate, vocationaltraining in the motor vehicle repair and salessector, and two years work experience.
6.5 Continuing training outside thestate schoolsOutside the state or state-approved schoolsnumerous continuing training courses are offered
in specific subjects such as technical skills,company administration, after-sales manage-ment, behaviour when dealing with customers,service and sales. They are mostly organized bythe Chambers of Trades and guilds of the motorvehicle sector or the numerous privately runacademies.
The manufacturers' customer service trainingcentres, Meisterschulen and the training schemefor service technicians also fall into this category.
6.5.1 Mastercraftsman trainingThe mastercraftsman training in Germany has along tradition. It evolved out of the medieval guildsystem. Today it is regulated by the a-dinunce onMastercraftsmen in the Motor Vehicle Sector underthe responsibility of the Federal Ministry of Tradeand Industry (last ordinance issued on 18 August1988). A distinction is made in the trainingbetween a mastercraftsman in the field of motormechanics and electronics. The mastercraftsmandiploma entitles the holder to run a recognizedmotor vehicle repair and distribution busine:s.
Table 6.3 Overview of state and state-recognized Technikerschulen in the motor vehicle sector
Name Admissions per
1/2 year Year
Rheinische
TechnikerakademieKöln e.V.
FT I FT 40
Fachschule für PT
Technik Köln
Fachschule für FT
Technik Essen PT
Westfalen-Technikum
Dortmund
StaatlicheFachschule Technik
Saarbriicken
FT
Ferdinand-Braun- FT
Schule Fulda
PT:
Formerly 64From 1993: 96
FT: 70PT: 55
FT: 60
FT: 20
since Sept 92
Berufsbildende FT FT: 30Schule Germersheim (PT: 28)
Total 379
Drop-outrate
Comment Run by Certificate
approx. Figure constant Non-profit State
10% for 5 years makingorganization
approved
(state
recognized)
approx.10%
Figure rising State State
approved
approx.20%
Figure constant State State
approvedapprox.30%
Figure constant Limited
company(state
recognized)
Private
but state
approved
approx. Bodywork and 3tate State20% vehicle technology approved
(newly set upin 1991)
approx. Newly set up in State Stale15% 1990; no more
part-time applicants.approved
I FT: Full-lime; PT: Part-time
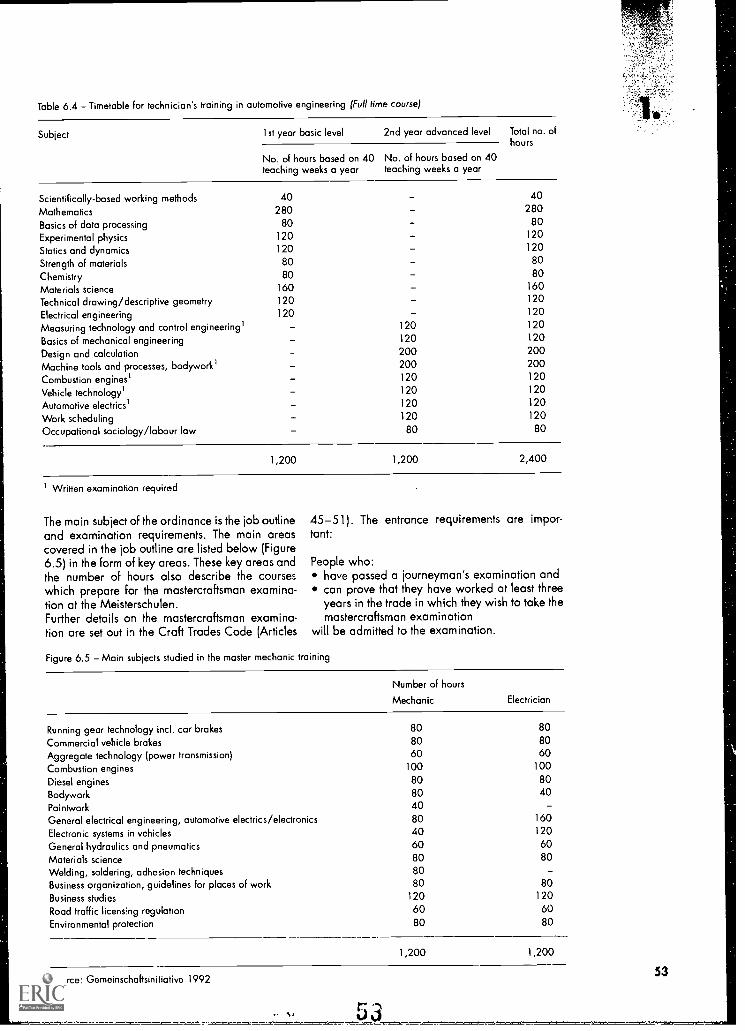
Table 6.4 - Timetable for technician's training in automotive engineering (Full time course)
Subject 1st year basic level 2nd year advanced level Total no. ofhours
No. of hours based on 40teaching weeks a year
No. of hours based on 40teaching weeks a year
Scientifically-based working methods 40 40
Mathematics 280 280
Basics of data processing 80 80
Experimental physics 120 120
Statics and dynamics 120 120
Strength of materials 80 80
Chemistry 80 80
Materials science 160 160
Technical drawing/descriptive geometry 120 120
Electrical engineering 120 120
Measuring technology and control engineering' 120 120
Basics of mechanical engineering 120 120
Design and calculation 200 200
Machine tools and processes, bodywork' 200 200
Combustion engines' 120 120
Vehicle technology' 120 120
Automotive electrics' 120 120
Work scheduling 120 120
Occupational sociology/labour law 80 80
1,200 1,200 2,400
I Written examination required
The main subject of the ordinance is the job outlineand examination requirements. The main areascovered in the job outline are listed below (Figure6.5) in the form of key areas. These key areas andthe number of hours also describe the courseswhich prepare for the mastercraftsman examina-tion at the Meisterschulen.Further details on the mastercraftsman examina-tion are set out in the Craft Trades Code (Articles
45-51). The entrance requirements are impor-tant:
People who:have passed a journeyman's examination andcan prove that they have worked at least threeyears in the trade in which they wish to take themastercraftsman examination
will be admitted to the examination.
Figure 6.5 - Main subjects studied in the master mechanic training
mwm1IFT
Number of hours
Mechanic Electrician
Running gear technology incl. car brakes 80 80
Commercial vehicle brakes 80 80
Aggregate technology (power transmission) 60 60
Combustion engines 100 100
Diesel engines 80 80
Bodywork 80 40
Paintwork 40General electrical engineering, automotive electrics/electronics 80 160
Electronic systems in vehicles 40 120
General hydraulics and pneumatics 60 60
Materials science 80 80Welding, soldering, adhesion techniques 80Business organization, guidelines for places of work 80 80
Business studies 120 120
Road traffic licensng regulation 60 60
Environmental protection 80 80
1,200 1,200
Source: Gemeinschoftsinitiative 199253
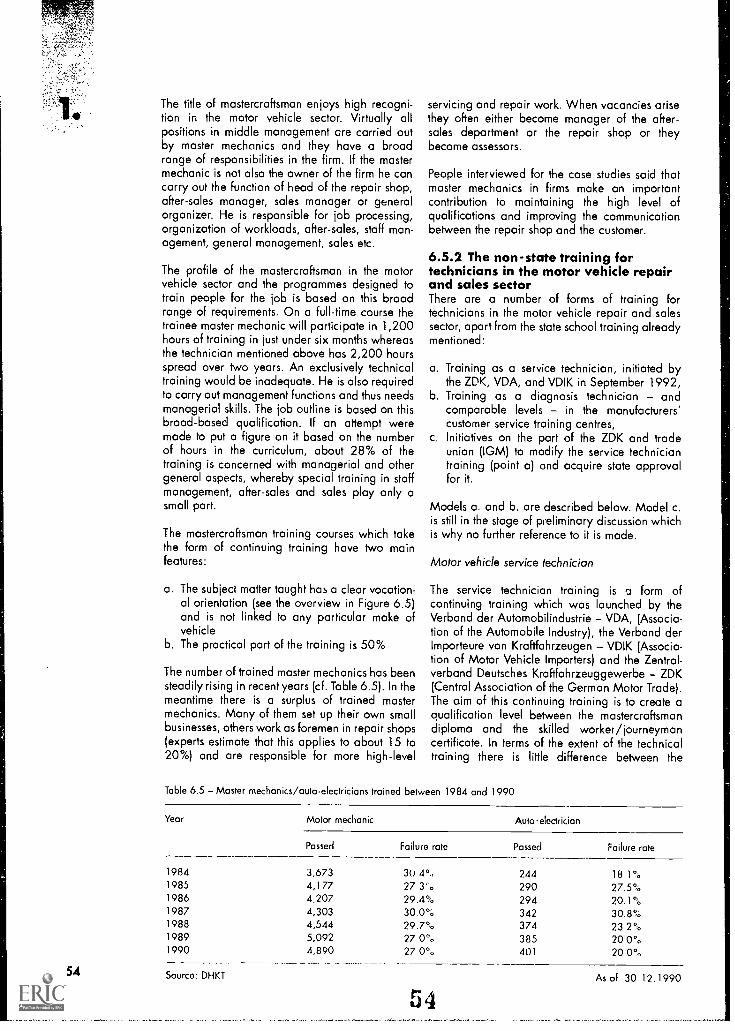
54
The title of mastercraftsman enjoys high recogni-tion in the motor vehicle sector. Virtually allpositions in middle management cre carried outby master mechanics and they have a broadrange of responsibilities in the firm. If the mastermechanic is not also the owner of the firm he cancarry out the function of head of the repair shop,after-sales manager, sales manager or generalorganizer. He is responsible for job processing,organization of workloads, after-sales, staff man-agement, general management, sales etc.
The profile of the mastercraftsman in the motorvehicle sector and the programmes designed totrain people for the job is based on this broadrange of requirements. On a full-time course thetrainee master mechanic will participate in 1,200hours of training in just under six months whereasthe technician mentioned above has 2,200 hoursspread over two years. An exclusively technicaltraining would be inadequate. He is also requiredto carry out management functions and thus needsmanagerial skills. The job outline is based on thisbroad-based qualification. If an attempt weremade to put a figure on it based on the numberof hours in the curriculum, about 28% of thetraining is concerned with managerial and othergeneral aspects, whereby special training in staffmanagement, after-sales and sales play only asmall part.
The mastercraftsman training courses which takethe form of continuing training have two mainfeatures:
a. The subject matteral orientation (seeand is not linkedvehicle
b. The practical part
taught has a clear vocation-the overview in Figure 6.5)to any particular make of
of the training is 50%
The number of trained master mechanics has beensteadily rising in recent years (cf. Table 6.5). In themeantime there is a surplus of trained mastermechanics. Many of them set up their own smallbusinesses, others work as foremen in repair shops(experts estimate that this applies to about 15 to20%) and are responsible for more high-level
servicing and repair work. When vacancies arisethey often either become manager of the after-sales department or the repair shop or theybecome assessors.
People interviewed for the case studies said thatmaster mechanics in firms make an importantcontribution to maintaining the high level ofqualifications and improving the communicationbetween the repair shop and the customer.
6.5.2 The non-state training fortechnicians in the motor vehicle repairand sales sectorThere are a number of forms of training fortechnicians in the motor vehicle repair and salessector, apart from the state school training alreadymentioned:
a. Training as a service technician, initiated bythe ZDK, VDA, and VDIK in September 1992,
b. Training as a diagnosis technician - andcomparable levels - in the manufacturers'customer service training centres,
c. Initiatives on the part of the ZDK and tradeunion (IGM) to modify the service techniciantraining (point a) and acquire state approvalfor it.
Models a. and b. are described below. Model c.is still in the stage of preliminary discussion whichis why no further reference to it is made.
Motor vehicle service technician
The service technician training is a form ofcontinuing training which was launched by theVerband der Automobilindustrie - VDA, (Associa-tion of the Automobile Industry), the Verband derImporteure von Kraftfahrzeugen - VDIK (Associa-tion of Motor Vehicle Importers) and the Zentral-verband Deutsches Kraftfahrzeuggewerbe - ZDK(Central Association of the German Motor Trade).The aim of this continuing training is to create aqualification level between the mastercraftsmandiploma and the skilled worker/journeymancertificate. In terms of the extent of the technicaltraining there is little difference between the
Table 6,5 Master mechanics/auto-electricians trained between 1984 and 1990
Year Motor mechanic Auto-eledridan
Passed Failure rate Passed Failure rate
1984 3,673 30 4°,, 244 18 1%1985 4,177 27 3% 290 27.5%1986 4,207 29.4% 294 20.1%1987 4,303 30.0% 342 30.8%1988 4,544 29.7% 374 23 2%1989 5,092 27 0% 385 20 0°.1990 4,890 27 0°. 401 20 0%
Source: DHKT
4As of 30 12.1990
service technician and the mastercraftsman train-ing.
The associations list the following motives forinitiating the service technician training schemes:
1. The development of the new TrainingOrdinances for motor mechanics and master-craftsmen in the motor vehicle sector demon-strates the dichotomy in the repair shop. Nextto a mechanic with a basic training in
automotive engineering is a master mechanicwho is mainly involved in middle-managementtasks.
The basic training is not sufficient to enable themechanic to reliably service and repair newer"vehicle systems" and the master mechanicdoes not have enough time to solve thedetailed technical problems.
2. There is not enough new blood in the sector.The younger generation are not motivatedbecause of a lack of career prospects, promo-tion opportunities and pay incentives.
3. The job of motor mechanic is not attractiveenough to graduates of higher schools such asthe Realschule or pupils from equivalent typesof educational background.
As a consequence of this the idea of setting up atraining system for service technicians had threemain aims:
1. To create a pool of newcomers to the sectorwho are technically better qualified than thoseproduced by the current vocational trainingsystem.
2. To create a pool of technical experts who haveas extensive a technical training as the mastermechanic but work in the repair shop only.
3 To open up career opportunities for motivatedyoung people who have just finished theirinitial training, in order to reduce the loss ofparticularly capable skilled workers to othersectors.
This continuing training is carried out in thevocational training centres of the croft and at themanufacturers' after-sales centres.
The requirement for the service technician trainingis vocational training in the vehic:a repair sector.This includes motor mechanics, auto electricians,motorcycle mechanics, car mechanics and body-workers. No additional work experience is
required.
The firm may assume the costs of this training if ithas a vested interest in the continuing trainingschemes. If it is purely in the interest of the
individual wishing to improve his career prospectshe will have to finance himself.
The key areas of subjects in this continuingtraining scheme are:
Service communicationt, Basics of motor vehicle engineering
Basics of automotive electrical systems andelectronicsFuel induction/ignitionComfort and safety electronicsDiagnosis
These subjects are taught for a particular makeover a total of about 200 hours. Table 6.6 showsthe structure of the subjects using the example oftwo makes of car. This training has a clearlytechnical orientation and is not very extensive at200 training hours. The link to a particular makeof vehicle reduces the extent of training required inthat it is only necessary to deal with the specialfeatures of that particular make. However, theplanners belief that there would be no problems intransferring the material learnt to other makes hasremained an unconfirmed hypothesis. The ma-terial taught during the continuing training hasbeen organized into uniform modules which arethen "tuned" to fit each specific firm.
The training can be undertaken over a period ofup to three years. It ends with a final examination.If the candidate passes he gains a certificatejointly awarded by the ZDK, VDA and VDiK. Thefinal examination includes a written and apractical test. During the practical test, diagnosisand measurements on at least three differentsystems of automotive electrics (e.g. ABS, Mo-tonic, level regulation) should be carried out. Thepractical diagnosis in the final test is considered tobe more important than the theory. (Table 6.6)
The salary of the service technician corresponds tothe level of continuing training and the formalgrading of the job between journeyman andmastercraftsman (cf. Figure 6.6). Collective agree-ments have still to be concluded. Labour andmanagement representatives are expected toreach an agreement in the next round of collectivebargaining at the beginning of 1993.
Not only the formal qualification gained but also theway the service technician is employed influencesthe grading of the job. The intention is that theservice technician should work in all areas which todate required highly or very highly qualified motormechanics. These are jobs which demand extensivespecial knowledge in the field of:
electrics/electronicshydraulics/pneumaticsABS/ETCautomatic transmissionsrunning-gear electronics etc.
15111=11
55
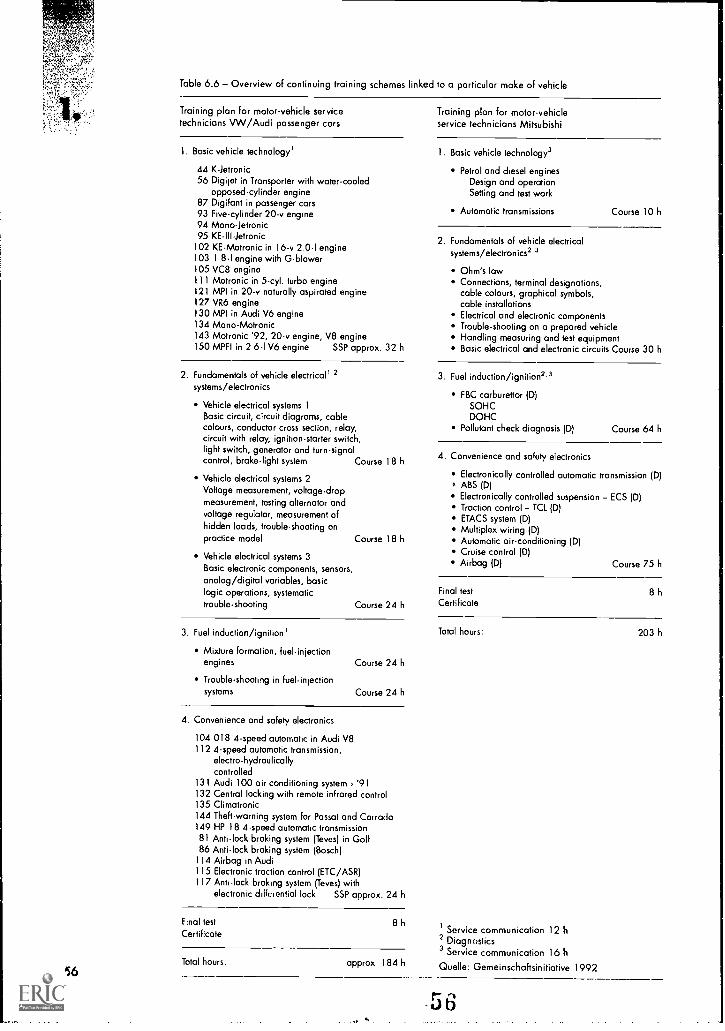
56
Table 6.6 - Overview of continuing training schemes linked to a particular make of vehicle
Training plan for motor-vehicle servicetechnicians VW/Audi passenger cars
1 Basic vehicle technology'
44 K-Jetronic56 Digijet in Transporter with water-cooled
opposed-cylinder engine87 Digifant in passenger cars93 Five-cylinder 20-v engine94 Mono-Jetronic95 KE-III-Jetronic
102 KE-Motronic in 16-v 2.0-lengine103 1 8-1 engine with G-blower105 VC8 engine111 Motronic in 5-cyl. turbo engine121 MPI in 20-v naturally aspirated engine127 VR6 engine130 MPI in Audi V6 engine134 Mono-Motronic143 Motronic '92, 20-v engine, V8 engine150 MPFI in 2 6-IV6 engine SSP approx. 32 h
2. Fundamentals of vehicle electrical' 2systems/electronics
Vehicle electrical systems 1Basic circuit, circuit diagrams, cablecolours, conductor cross section, relay,circuit with relay, ignition-starter switch,light switch, generator and turn-signalcontrol, brake-light system Course 18 h
Vehicle electrical systems 2Voltage measurement, voltage-dropmeasurement, testing alternator andvoltage regulator, measurement ofhidden loads, troubleshooting onpractice model Course 18 h
Vehicle electrical systems 3Basic electronic components, sensors,analog/digital variables, basiclogic operations, systematictrouble-shooting Course 24 h
3. Fuel induction/ignition'
Mixture formation, fuel-injectionengines
Trouble-shooting in fuel-injectionsystems
Course 24 h
Course 24 h
4 Convenience and safety electronics
104 018 4-speed automatic in Audi V8I 12 4-speed automatic transmission,
electro-hydroulicallycontrolled
131 Audi 100 air conditioning system > '91132 Central locking with remote infrared control135 Climatronic144 Theft-warning system for Passat and Coirado149 HP 18 4-speed automatic transmission81 Anti-lock braking system (Teves) in Golf86 Anti-lock braking system (Bosch)
114 Airbag in Audi115 Electronic traction control (ETC/ASR)117 Anti-lock braking system (Teves) with
electronic differential lock SSP approx. 24 h
Final test
Certificate8 h
Total hours. approx 184 h
Training plan for motor-vehicleservice technicians Mitsubishi
1. Basic vehicle technology3
Petrol and diesel enginesDesign and operationSetting and test work
Automatic transmissions Course 10 h
2. Fundamentals of vehicle electricalsystems/electronics2 3
Ohm's lawConnections, terminal designations,cable colours, graphical symbols,cable installationsElectrical and electronic componentsTrouble-shooting on a prepared vehicleHandling measuring and test equipmentBasic electrical and electronic circuits Course 30 h
3. Fuel induction/ignition"
FBC carburettor (0)SOHCDOHC
Pollutant check diagnosis (D) Course 64 h
4 Convenience and safety electronics
Electronically controlled automatic transmission (0)ABS (0)Electronically controlled suspension - ECS (D)Traction control - TCL (D)ETACS system (0)Multiplex wiring (0)Automatic air-conditioning (0)Cruise control (D)Airbag (0) Course 75 h
Final test
Certificate8 h
Total hours; 203 h
Service communication 12 h2 Diagnostics3 Service communication 16 h
Quelle: Gemeinschaftsinitiative 1992
56
As mentioned above, Article 46 (2) of the
Vocational Education Act permits continuingtraining schemes to be formally regulated atfederal level. It is expected that the labour andmanagement representatives of the motor vehiclesector will obtain state recognition for this
continuing training scheme from the competentGerman minister. First steps in this direction havealready been initiated. Labour and management,under the leadership of the ZDK and IGM, areworking on a uniform continuing training conceptwhich would apply to the whole country and beindependent of any particular make. If a uniformagreement is reached, state recognition of theoccupation of service technician from the GermanMinister for Trade and Industry will in allprobability ensue. The qualification for the occu-pation will be organized by the motor vehiclesector and the unions outside the state schoolsystem .
This situation will probably make it very difficult forthe state-run vocational schools to put forward acompetitive offer for a successful service techni-cian training scheme.
6.5.3 Customer service training centresAs has been mentioned several times, automotivetechnology is becoming increasingly complex.The customer service training centres have in-itiated a number of different schemes designed totrain people to deal with the work which thatproduces.
Further and continuing training by the manufac-turer
Since the 1930s, car manufacturers have beensteadily expanding their training courses in after-sales service, initially they were all centralized butlater they became decentralized. The car manu-facturers have constantly increased the scope oftopics covered by the further training and continu-ing training, the number of tutors and the amountof training each employee receives (MTD mantraining days). In addition to this, componentmanufacturers and other suppliers also offertraining for repair shop staff, tailored to theirparticular products.
The technical training offered by German carmanufacturers comprises over 100 days. In thecase of Daimler-Benz it is at present 167 days.The Opel customer service training centres offers atraining course which lasts for a total of 191 days.Of that, 113 days are reserved for technicalinstruction. The centralized further training pro-vided by German manufacturers has reachedapproximately 2.5 training days per technicalemployee. This figure seems to be the ceiling levelwhich - at least in terms of further training in themanufacturers' central training facilities - cannotbe exceeded for reasons of capacity. The scope ofmaterial covered has visibly levelled off. There are
clear indications that the manufacturers will notextend the material taught beyond the highstandard already reached. If the extent of thefurther training is projected onto a single employ-ee in the motor vehicle repair and sales sector itcan be concluded that each technical employee inthe motor vehicle business has to re-learn his tradeevery six years. Given a working life of 40-45years that means a total of seven cycles (cf.
Rauner/Zeymer 1991).
The freezing of central after-sales training at 2.5training days has meant that there has been a shiftin emphasis in response to the increased need forfurther training for repair shop staff with the iesultthat further training is now increasin9iy beingcarried out in the repair shops. Our surveyshowed that in the case of a German manufac-turer the training volume has in the meantimereached the level of four days of de-centralizedtraining. Manufacturers concede only unwillinglythat there is a great demand for de-centralizedfurther training. The conflict of interests betweenmanufacturers and repair shops is graduallycoming to a head.
The resistance to a further shift of further traininginto the repair shops is growing. Further trainingcarried out alongside the normal servicing andrepair work of the firms is seen as a disturbanceand, although attempts are being made to forceemployees to use self-study learning aids in theirfree time, this approach offers limited scope forsolving the further training problem.
The actual volume of further training is well over aweek, as the amount of training time spent in therepair shops and in the employee's free time(working through training material) is somewherein the region of 3-4 days a year. This appliesprimarily to manufacturers, who have taken up apioneering role in the implementation of MCtechnology and are selling a particularly broadrange of vehicles. The move to decentralizationand the shift of additional further training to therepair shop is being underpinned by provision ofprogrammed learning materials and multi-mediasystems (learning programmes, learning kits forelectronics, programmed audio-visual media,computer-aided learning). These media conceptswere developed in the 60s and 70s. Theexpectations which were attached to this methodof training have long since been replaced by amore sober estimation that the value of pro-grammed instruction for solving skilling problemsis very limited. In the motor vehicle industry only afew individual companies have embarked on thismethod.
The essential criteria here are an understanding ofproblems in their broader context and the ability tomaster the entire range of measuring, testing anddiagnosis technology. There is no simple answerto the question of at which formal level this 57
58
specialist training should be placed. The answerwill differ depending on the internal organizationof work within a company and the structure ofcourses/policy for awarding certificates practisedby the customer service training centres. What inone case, almost naturally, remains pajt,of the jobof the motor mechanic is in another case carriedout only by:
the specialist auto-electricianthe master mechanic, orthe "service technician" or "diagnosis techni-cian" who has a certificate from the customerservice training centres
The particular status of specialists for automotiveelectrical systems and electronics in the 80s hasbeen replaced in the 90s by greater emphasis onrepair shop staff specializing in specific aggre-gates. For example, Opel has adopted thefollowing categorization of specialists in its
concept for staff development.
Specialists for:
Comfort and safety electronicsFuel induction, electronic engine managementand diagnosisOpel servicing systemsBody painting and corrosion workLight commercial vehicles and all-terrain vehi-cles
This new orientation is consistent since electronicshave become an "across the board" area oftechnology within automotive technology andbasing further and continuing training speciali-zation on particular subject areas, such aselectronics, hydraulics, motor mechanics etc.,would reduce the opportunities for the skills to beused in practice.
Generally speaking, it can be said that Carmanufacturers who have concentrated their rangeof models in the middle or luxury class area andwere quicker to follow the trends towards increas-ing use of electronics have already introduced theinformal job title of technician and a correspond-ing training programme.
As far as we know at present, these manufacturerswill maintain their qualification principle in thefuture. It is generally accorded higher status thanthe service technician who is the product of a"joint initiative".
The following section describes three of thesefurther training models.
Systems technician (Bosch)
The Josch systems technician is a "specialist" inthe Bosch after-sales service for systems technol-ogy and components such as Jetronic, Motronic,
anti-blocking systems etc. The main focus of hiswork is fault diagnosis. The entrance requirementsfor the course are previous training as an auto-electrician, several years work experience andwell-grounded knowledge of systems technologygained as a skilled worker. The systems techni-cian training is spread over a two-year periodand involves 10 weeks in the Bosch customerservice training centre.
The training covers all well-known electrical andelectronic systems as well as electronically-aidedsystems developed by Bosch automotive technol-ogy. In addition to this, the trainees are taught howto deal with customers and given opportunity tcpractice. The first part of the training is a foaweek training in electronics.
Each of the one-week courses begins with a testand ends with an interim exam. At the end of thebasic electronics training there is a comprehensivefinal examination to conclude the first stage of thesystems technician training. Only those partici-pants who pass this final examination cancontinue the systems technician training.
In the second stage of their training whichconsists of 6 courses the systems techniciansacquire the specialist knowledge they require folthe main components of the automotive systemstechnology:
JetronicDigital engine electronicsAnti-blocking systemsElectronic ignition systems.
Short tests are also held throughout this phase ofthe training to check the system technician'sprogress.
In stage 3 which consists of a one-week coursethe trainee systems technician attends an intensivetwo-day behaviour-oriented seminar, duringwhich he learns how to deal with customers.During the rest of this week the systems technicianprepares for the extensive final examination whichlasts for two days.
Service technician (BMW)
The stated aim of the training course for servicetechnicians is: to teach an understanding of thetechnical and economic aspects of the business,an overall knowledge of the technology involved,and to enable the service technician to pass onnew knowledge in his area of work.
The BMW service technician has all the technicalknow-how at his fingertips and can "provideinformation" on all aspect's of the business. He canact as customer advisor and is deployed as a"mediator" between the business and the cus-tomer.
The entrance requirements for this customeradvisor training are previous training as a motormechanic or auto-electrician, several years workexperience in one of these two jobs and continu-ing training up to technician level. The trainingtakes place in three stages:
the training for customer advisors comprisestopics such as how to receive customers, diag-nosis, advisor/customer role-play, writing orders,cost estimates, warranty/guarantees, customer,time and deadline management, return of vehi-cles, contact between customers and the repairshop.
the training for customer service managerscomprises, as well as the topics mentionea above,additional seminars in the area of "dealershipmanagement" and "financial report". There arealso seminars for customer advisors such as"Basics of active selling in the after-sales depart-ment", 'techniques for refunds" and "dealing withcomplaints." The seminars for after-sales man-agers focus on topics such as "Managerialtechniques for after-sales managers" or "Staffmanagement".
In part I of the service technician training,instruction is given in: the position of the servicetechnician in the busine: s, his responsibilities,duties, field of competence and exchange ofinformation with the employees in the repair shopon new automotive technology and new workingand measuring processes.
In part II of the service technician training,instruction is given in: new BMW models, newengines, special fitting of central locking systems,EH transmissions, on-board computers, anti-block-ing systems, servotronic, he ting and air condi-tioning systems and all the diagnosis, adjustmentand testing work connected with these systems.
Diagnosis technician (BMW)
To complement the work of the service technician,BMW has introduced the job of diagnosis techni-cian for the following reasons. The aggregates of amotor vehicle, such as the engine, running gear,transmission, steering and electrical signalling andlighting technology are to an ever-increasingdegree controlled by computers and electronics.In addition to this there is a trend towards increasingcomfort such as electronically controlled locking forthe doors of the car, electronic windows, electronicsliding roof. On-board diagnosis has also beenwidely introduced. Seen as a whole, electronicallycontrolled systems in vehicles require knowledgethat goes beyond understanding the engine,transmission, running gear, brakes etc. A mechanicmust have knowledge and skills in the field ofsystems technology, in order to be able to test anddetect faults using specially programmed testingdevices and manuals.
The main jobs of the diagnosis technician consistof carrying out servicing and repairs of allelectronic systems in the vehicle using the BMWservice testing system, the testing instructions andall the integrated diagnosis techniques and testsusing repair shop testing systems, on-boarddiagnosis and central computers.
The training focuses on:
Automotive electrical systems with a practicalcomponentAutomotive electronics with a practical com-ponentMeasuring and diagnosis work on BMWvehicles using service tests, test instructionsand Modic.
Mobile training is carried out in 32 centres (BMWdealers). The length of training is 3 times 40 hoursfor 3 stages of training over a period ofapproximately five months. The training is organ-ized in two sessions of 3 hours per week (from4.00 p.m. to 7.00 p.m.). The central training aidis a BMW teaching and diagnosis set.
Conclusions
The comprehensive range of courses offered bythe customer service training centres and the strainplaced on firms having to carry out further trainingthemselves reflect the fact that the initial training isnot based on realistic ideas of what is involved inthe sector today and also the low level of generaleducation of the applicants (leaving certificatefrom Hauptschulen). Job outlines must be broughtinto line with future demands and implemented inall trainin centres.
Unlike the specifications in the training ordi-nances and the curricula they prescribe, thecurricula in the customer service training centresare designed with the complexity of computer-aided systemic automotive technology and tnereality of the modern repair shop in mind. At thesame time they are organized in modules so thatinitial and further training can be integrated. Theyare, however, very much based on particularmakes of vehicle or even particular models. Insome areas of the customer service trainingcentres, which sometimes use very school-liketeaching methods, teaching basic electronics, forinstance, by abstract experiments which are thusfar-removed from daily reality, the effectiveness ofthe customer service training centres is correspondingly low. The subject matter of the customerservice training centres is based entirely on the;atest technology and the needs of the motorvehicle repau shop and the training is based or,particular makes. This restriction is not permissibleunder the training ordinances related to the BBiGand its curricula. 59
60
In terms of teaching and learning methods, thecustomer service training centre is more innovativethan the Berufsschule and the initial training infirms. Further training will acquire a new quality inthe area of implicit learning by the introduction ofnew computer-aided work systems. It is to beexpected that, in the second half of the 90s, motorvehicle repair shops will become one of the majorcentres for vocational education within the workprocess.
The question of the training ordinances and thehorizontal and vertical division of labour is ofparticular importance for initial and further trcin-ing. Our study has shown that the most differingorganizational concepts compete with each other,a situation with great similarities to the develop-ments in the general range of products on offer.Ranging from the team concept (VW) to the all-round mechanic concept in individual repairshops to the strict division of labour and thus shiftin workload organization in a job-processingcentre at a distance from the repair shop (with amaster computer), a wide variety of concepts forwork organization compete with each other, inorder to promote a more customer-based ap-proach to ensure customer satisfaction, a very realnecessity today, those models for work organiza-tion which support this must take priority. Modelsbased on a rigid division of labour are increas-ingly being abandoned.
A summary of the essence of this comparisonleaves no doubt about the fact that the customerservice training centre has clearly overtaken theBerufsschule in its significance for training employ-ees in the motor vehicle repair and sales sector. Ithas in !ffect become the "vocational school" forthis se or. Apart from detailed knowledge aboutthe systems technology of motor vehicles, thecustomer service training centres also provide anunderstanding of the overall context of thesespecific areas of knowledge and how theyconnect to each other.
Other approaches which cor manufacturers aretaking to solving the training problems include:
reduction in the complexity of diagnosis andrepair workintroduction of computer-aided work and infor-niation systems with a strong tutorial quality.
Due to lack of space it is not possible to describethese systems in more depth. Details can be foundin Rauner/Zeymer (November 1991, p. 7f1).
6.6 General continuing training formanagerial staffThe Chambers of Trades, Associations of Guilds,private interest groups and the ZDK run numerouscentres for continuing training which do not havea technical orientation and have a number ofdifferent aims.
G
The Chambers of Trades offer courses designedfor administrative staff which aim to facilitate theadministration of businesses. The courses rangefrom the "business letter" to PC word processingand data management.
For owners of businesses, courses in generalmanagement, public relations, financing and staffmanagement are offered.
Most Chambers of Trades offer courses to trainpeople to become "business administrators for themotor vehicle sector." This is the commercialcounterpart of the service technician.
Apart from the Chambers of Trades and guilds,there are numerous academies which offercontinuing training seminars for owners of busi-nesses. The subject matter of the seminars dependson demand but the central topics are managementquestions, public relations and general principlesof management.
Continuing training as an aid to promotion isoffered by the Bundesfachschule für Betriebs-wirtschaft for business management in the motorvehicle repair and sales sector. This institution,financed by the ZDK and associations of guilds,offers a 1-year training course leading to thequalification of business administrator or adminis-trative assistant in the motor vehicle repair andsales sector. Admission to the business adminis-trator course is for people with a commercialtraining in the motor vehicle repair and salessector and to the course for assistants a journey-man's examination. In both cases one year's workexperience is required.
The ZDK runs a "Car Academy" and from 1991the "Technical Academy of the motor vehiclerepair and sales sector" (TAK). The former offersa similar range of courses to the Chambers ofTrades, whereas TAK offers courses mainly inenvironmental protection.
SummaryThe continuing training schemes on offer withinthe motor vehicle repair and sales sector are veryvaried and wide ranging. They cover the entirearea of technical, commercial and managerialareas; they are very much oriented towardsdemand and promoting the motor vehicle repairand sales sector. The major training providers, thecustomer service training centres, are, however,very much linked to particular makes or sometimeseven particular models. The courses offered by thedifferent institutions have acquired a high degreeof recognition by motor vehicle businesses.
The state training institutions have to date not beenable to compete with the wide range of activitiesand courses offered nor have they achieved thesame level of recognition by the sector.
1 no
61
CASE STUDIES
PART 2:
1. Independent dealership N.
2. Mazda
3. Mercedes-Benz Autohaus K.
4. BMW agency
5. VW-Audi agency
6. Conclusions from the case studies
1. INDEPENDENT DEALERSHIP N.
Size of the Firm: I
Car Manufacturer: All
Type of Vehicle: A, B
Type of Firm: D
1. General description of the caseThis is a small motor vehicle repair shop to thenorth of a city in the Ruhr region of Germany; it isnot attached to any particular car manufacturer.The firm has been in existence since 1985,currently employs four people, and has concen-trated on servicing, general repairs and bodypainting. It specializes in mstoring vintage cars. Itrecently abandoned its second-hand car business.
In its continuing training activities it has to rely oncourses offered by the Bosch customer servicetraining centre, the Chambers, component sup-pliers and paint manufacturers. The employees donot have access to the training provided by carmanufacturers, but after a time lag of approxi-mately one year's the firm has sufficiently detailedknowledge to feel confident in carrying out normalservicing work, even on newer cars, particularlyOpels. This knowledge is mostly acquired throughinformal contacts (such as during purchase ofspare parts or through personal acquaintances)and to some extent from what can be gathered orinterpreted from copies of documents from com-panies. A second important source of informationabout new technological developments are tradejournals. Sometimes it can help a great deal to usesimple common sense and have sufficient time totry things out on the basis of previous models.
Given what is normal and possible in terms ofcontinuing training for businesses of this type inGermany, this firm considers its own policy to beexemplary. In its opinion, other comparable firmshave relied for too long on knowledge acquiredsome time in the past.
2. General description of the firmThe firm is a limited company with four employeesand thus belongs to type 1 in the classificationsystem chosen for this project. It is not attached toany particular manufacturer, does not aim to beand would probably not be given the opportunity;it does, however, say that it specializes in Opelengines. That is connected with the fact that one ofthe employees worked for a long time in an Opelrepair business and still has good contacts therewhich enable him to keep abreast of newdevelopments and pass his knowledge on to hiscolleagues. Sometimes it is possible to use thisinformal channel to look at documents which themanufacturer has circulated for internal use only.
All common makes and models of vehicles areserviced and repaired. Only difficult casesparticularly in the area of diagnosis of electronic
systems are occasionally refused or passed on toa specialist firm if insurrnountable difficulties ariseafter a job has been accepted. All repair andmaintenance work which comes under a manu-facturer's warranty agreement ("guarantee") arerefused as a matter of course unless the workinvolves rectifying accident damage to a chassis.
This is a second speciality of the firm repairingaccident damage since they have both astraightening jig for chassis repairs and a modernspray-painting booth. They use the straighteningjig and even more the spray shop for sub-contractsfrom other businesses, in the motor vehicle sector;firm N. regularly receives sub-contracts from fourbusinesses including a nearby authorized Forddealership. Firm N. does not itself sub-contractwork on a regular basis. The owner says that thethird speciality of his firm is restoring vintage cars,but points out that from the point of view ofeconomics this has to be seen more as a hobby.Until recently the firm also dealt in second-handcars but abandoned this since this area of thebusiness is not financially feasible due to its
location (see below).
Firm N. is situated on a side road on the edge ofa small industrial estate in a suburb of a city inthe Ruhr region. Its premises are compact; theboundaries are marked by the front of the repairshop and a wall with an entrance gate to thestreet, by other firms on either side and to *le rearby a railway line. On the site, which is divided inIwo, there is an outdoor car park with space for15 vehicles and a shed build;ng covering thewhole length of the site which houses an office,store, repair shop and paint shop. 10 morevehicles can be parked here.
The location is quite unfavourable for a motorrepair business which by its very nature has alarge number of individual customers: there areseveral firms nearby which recycle scrap or otherwaste materials and cr,:iate quite a run-downatmosphere. It is at least a 500-metre walkthrough this inhospitable area to the main roadand tram stop which is important for the customersbringing their cars to be repaired and collectingthem again.
Advertising on the premises is relatively ineffectivegiven that the majority of traffic on the road whichruns past this firm has a specific destination, inother words has little potential for providingrandom customers. Advertising is thus confinedto an illuminated sign with the firm's logo directlyon the side of the building facing the street. Theproprietor has also rented advertising space at asports ground.
Signposts on the main road would not significantlyimprove the situation since there are at least tenmotor vehicle businesses on this road near thejunction with the side rood. They include author-
_
61
62
ized dealerships for Japanese makes, motorvehicle repair firms, a large filling station, a tyrespecialist and other businesses involved exclu-sively in the second-hand car sector. But theproprietor nevertheless does not see these firms ascompetition, on the contrary: some of them passjobs on to him which they are unable to deal withthemselves due to lack of the right equipment andwith others there is an exchange of professionalexperience.
There is an unusual accumulation of motor vehiclebusinesses in this city on the edge of a former coalmine, a location which until recently was con-sidered to be highly unappealing and attracted anumber of second-hand car dealers of a suspectnature. It remains to be seen whether theredevelopment of the pit site which is in theplanning stage at present, will change thisstructure.
The firm was started by the present owner in 1980as o one-man business. He began working alone,in the first instance at a different site in the sameborough of the city. At the time the firm did nothave any employees with a master mechanicqualification and thus was not entitled to trainapprentices nor be registered on the Craft TradesRegister. 1' was therefore counted as a commercialbusiness and became a member of the Chamberof Trade and Industry (IHK). It has not to datechanged its registration although it is now entitledto train apprentices.
In the following years the firm was able toconsolidate its position to an extent whichenabled it to expand. In 1985 it became a limitedcompany, took or two employees, bought the siteof the present premises and built the shed on it.When the paint-spi aying booth, the straighteningjig and the Boscf compact tester went intooperation it became possible to deal with theentire range of repoirs and these are in factcarried out today. A second-hand car businesswas also incorporated but due to a lack ofpossibilities for presentation, the unfavourablelocation for random customers and fierce competi-tion in the immediate surroundings this proved tobe uneconomic. The only trading in second-handcars which occurs now is when occasionally avehicle is found for regular customers.
90 percent of the customer: have been regularcustomers for many years. When they buy a newcar they take it for servicing to the authorizeddealerships during the guarantee period but thenreturn to N. The vast majority of these customers(some 80%) are from the same city, most of themfrom the same borough. There are, however, anumber of regular customers who live in neigh-bouring cities and who travel 20 kilometres ormore. In view of the "advertking situation"described above it is not surprising that custom is
63
attracted almost without exception through wordof mouth. To date this form of attracting customwas sufficient, in fact often to the extent that thefirm was working at full capacity which is
approximately 10 vehicles per day.
As already mentioned above, the firm is a memberof the Chamber of Trade and Industry. Its
proprietor does not belong to any other organiza-tion (employers' or professional association). Theemployees are not members of a trade union. Dueto the size of the firm (less than 5 employees) itwould not be entitled to form a staff committee,quite irrespective of whether any of the employeesconsidered it necessary to have either a staffcommittee or a representative.
At present four people, including the owner, workin the firm. A fifth person, a master mechanic, isdue to be taken on shortly. All the employees areGerman and have a relevant vocational qualifica-tion: a paint-sprayer, car mechanic and mastermechanic, an automotive electrician, who hasundergone further training in electronics, and abodyworker. Two of the employees are underforty, two are over forty years old. One of themhas been with the firm for over 10 years, twoothers for more than five years, and one beganwork with the firm this year.
The owner reports that the age of his employees isot present not a problem. On the contrary: heestimates that the staff have increased theirefficiency by a remarkable 25 percent. He says,however, that he will have to start to think abouttaking on younger people again. His son has nowstarted his apprenticeship and is due to take overthe business in a few years time. He is confidentthat he will then bring young people into thebusiness.
Wages and length of annual holiday are based onthe conditions in other firms. All the employees arefull-iime, working eight hours a day, in otherwords a forty-hour week. Overtime is an excep-tion (on average 20 hours per employee peryear).
There are virtually no differences in functions in thefirm, and a carefully worked out organizationalstructure is unnecessary. The commercial side ofthe business (purchasing, invoicing) is mainly theresponsibility of the owner but other employeescarry out this work as well. Any division of labouris on the basis of particular skills but even this isnot strictly adhered to because jobs often involvepeople with different skills working side by side.Each person masters their own special area ofwork and is responsible for care and maintenanceof the equipment, but the different amount of use ofdifferent apparatus and the necessity to help withcertain activities alone necessitates co-operationbetween the employees with different skills.
Apart from professional ability and proficiency,social and communicative skills are also neededbecause each of the employees has direct contactwith customers. Spontaneously the owner evendescribes his priorities when employing a newperson as follows: "First of all he has to fit in withus. We are a family business. He must not be petty,must be flexible and must, of course, know whathe is doing. He has to be friendly to the customers.We are an unusual case: the paint-sprayer and Iserved our apprenticeships together and the fitteris a relative of the paint-sprayer." This recruitmentpolicy, choosing staff with care to make sure thatthey get on together, explains why there is littledifference in the social background and functionsof the staff.
There is ample opportunity for this kind ofrecruitment policy in the Ruhr region due to thesituation of the labour market there: the unemploy-ment rate here has been over 10 percent for morethan ten years and has on occasions risen wellabove the 15 percent mark. In addition to that, thenumber of people trained, particularly in the motorvehicle sector, far exceeds the number subse-quently employed by the firms who trained them.This explains why even firms with such specificwishes have never encountered difficulties in thepast in finding qualified staff.
3. Provision of continuing vocationaltrainingTo cover its continuing training needs, firm N.uses the Bosch customer service training centre,special courses run by the manufacturers of spareparts or suppliers and the local training eventsorganized by the Chambers. In addition to this,the employees read relevant trade journals to keepthemselves informed about the latest developmentsin their field of work. (Cf. Appendix, programmefor '93).
4. Training practice at the firmThe firm does not train apprentices itself. Require-ments for employing a new person includerelevant vocational training and the willingnessto fit in with the customs of the firm. Given the waystaff are selected, experience has shown this to besufficient for this firm.
Continuing training within the firm is based onwhat is available and what interests the employ-ees. When it is a question of cost, the owner, ofcourse, decides which training courses can beattended, but mostly people come forwardthemselves with suggestions for courses whichthey consider to he important and necessary fortheir own work.
There is no specific planning of continuing trainingin the firm. It is not really possible, since they haveto rely on what is offered by the suppliers orwhether there are free places at the Boschcustomer service training centre. On the other
hand, it is not really necessary since the employ-ees themselves look for possibilities when they areconfronted with new demands and find freeplaces for themselves. Their motivation to takepart in continuing training is sufficiently high.("The mechanic is absolutely mad about continu-ing training," says the proprietor).
Continuing training began in 1985. When thelimited company was formed, new paint-sprayingbooths were put into operation and entirely newprocedures and techniques had to be learnt. Theintroduction of new paints, especially moreecologically acceptable kinds, has once morenecessitated new specifications for using themcorrectly and economically. In addition to this, therooir '. developments in automotive electronicsmakes continuing training necessary on a virtuallypermanent basis. "Particularly in the field ofelectronics: every one to one-and-a-half yearseach of us has to go on a course. Developmentsare not quite so rapid for mechanics."
The owner estimates that the independent motorvehicle repair firms do have their basic trainingneeds fulfilled albeit with a time lag or not untilafter a new product or procedure has beenintroduced. This is not so significant in the casestudied because vehicles do not have to beserviced and repaired while they are still underguarantee. It is, however, a fact that they have noinfluence on what kind of training is offered. "Youhave to take what is on offer." At best a salesrepresentative might occasionally enquire aboutspecific needs for continuing training; it is doubt-ful, however, whether he can then influence atshort notice what his firm offers.
The basic courses on offer are often not adequatefor special problems since "we have to figurethings out for ourselves, we have to search for along time and learn from our mistakes." Oftenthey do not have the documentation, describingpossible reasons for faults and how to rectifythem, which car manufacturers provide for theirvehicles and firm N. usually receives much later,if at all.
Presentations by firms or visits to trade fairs arealso seen as opportunities for continuing training:for example, certain suppliers often run three tofour-hour information sessions locally (Sachs, forinstance, a brake and clutch company). Thecustomer service training centres also provideinformation about new technical developments,particularly in the field of automotive electronics,usually with a delay of a year. "We do not haveaccess to the latest developments, it usually takes ayear." The owner, accompanied by the electri-cian, often visits trade fairs which can preparethem for new problems which might arise in
practice. They decide on the basis of theimpression gained at the trade fair whether anew generation of equipment or apparatus for the
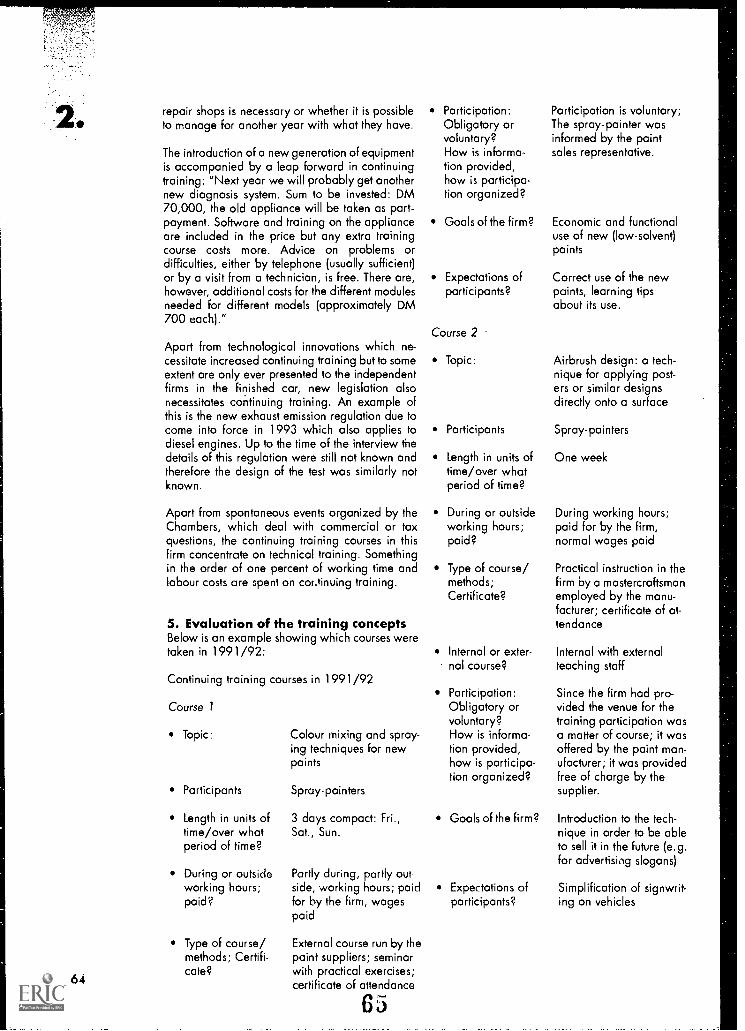
6
repair shops is necessary or whether it is possibleto manage for another year with what they have.
The introduction of a new generation of equipmentis accompanied by a leap forward in continuingtraining: "Next year we will probably get anothernew diagnosis system. Sum to be invested: DM70,000, the old appliance will be taken as part-payment. Software and training on the applianceare included in the price but any extra trainingcourse costs more. Advice on problems ordifficulties, either by telephone (usually sufficient)or by a visit from a technician, is free. There are,however, additional costs for the different modulesneeded for different models (approximately DM700 each)."
Apart from technological innovations which ne-cessitate increased continuing training but to someextent are only ever presented to the independentfirms in the finished car, new legislation alsonecessitates continuing training. An example ofthis is the new exhaust emission regulation due tocome into force in 1993 which also applies todiesel engines. Up to the time of the interview thedetails of this regulation were still not known andtherefore the design of the test was similarly notknown.
Apart from spontaneous events organized by theChambers, which deal with commercial or taxquestions, the continuing training courses in thisfirm concentrate on technical training. Somethingin the order of one percent of working time andlabour costs are spent on cor.tinuing training.
5. Evaluation of the training conceptsBelow is an example showing which courses weretaken in 1991/92:
Continuing training courses in 1991/92
Course 1
Topic: Colour mixing and spray-ing techniques for newpaints
Participants
Length in units oftime/over whatperiod of time?
During or outsideworking hours;paid?
Type of course/methods; Certifi-cate?
Spray-painters
3 days compact: Fri.,Sat., Sun.
Partly during, partly out-side, working hours; paidfor by the firm, wagespaid
External course run by thepaint suppliers; seminarwith practical exercises;cettificate of attendance
Participation:Obligatory orvoluntary?How is informa-tion provided,how is participa-tion organized?
Goals of the firm?
Expectations ofparticipants?
Course 2
Topic:
Participants
Length in units oftime/over whatperiod of time?
During or outsideworking hours;paid?
Type of course/methods;Certificate?
Internal or exter-nal course?
Participation:Obligatory orvoluntary?How is informa-tion provided,how is participa-tion organized?
Goals of the firm?
Expectations ofparticipants?
Participation is voluntary;The spray-painter wasinformed by the paintsales representative.
Economic and functionaluse of new (low-solvent)paints
Correct use of the newpaints, learning tipsabout its use.
Airbrush design: a tech-nique for applying post-ers or similar designsdirectly onto a surface
Spray-painters
One week
During working hours;paid for by the firm,normal wages paid
Practical instruction in thefirm by a mastercraftsmanemployed by the manu-facturer; certificate of at-tendance
Internal with externalteaching staff
Since the firm had pro-vided the venue for thetraining participation wasa matter of course; it wasoffered by the paint man-ufacturer; it was providedfree of charge by thesupplier.
Introduction to the tech-nique in order to be ableto sell it in the future (e.g.for advertising slogans)
Simplification of signwrit-ing on vehicles
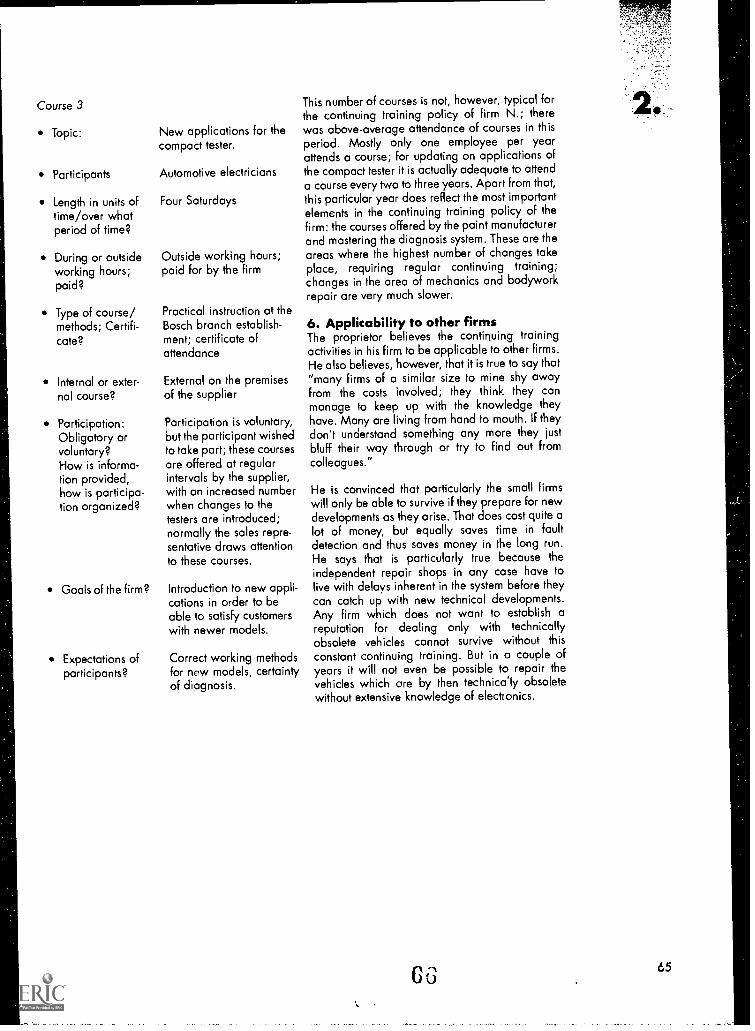
Course 3
Topic:
Participants
Length in units oftime/over whatperiod of time?
During or outsideworking hours;paid?
Type of course/methods; Certifi-cate?
Internal or exter-nal course?
Participation:Obligatory orvoluntary?How is informa-tion provided,how is participa-tion organized?
Goals of the firm?
Expectations ofparticipants?
New applications for thecompact tester.
Automotive electricians
Four Saturdays
Outside working hours;paid for by the firm
Practical instruction at theBosch branch establish-ment; certificate ofattendance
External on the premisesof the supplier
Participation is voluntary,but the participant wishedto take part; these coursesare offered at regularintervals by the supplier,with an increased numberwhen changes to thetesters are introduced;normally the sales repre-sentative draws attentionto these courses.
Introduction to new appli-cations in order to beable to satisfy customerswith newer models.
Correct working methodsfor new models, certaintyof diagnosis.
This number of courses is not, however, typical forthe continuing training policy of firm N.; therewas above-average attendance of courses in this
period. Mostly only one employee per yearattends a course; for updating on applications ofthe compact tester it is actually adequate to attenda course every two to three years. Apart from that,this particular year does reflect the most importantelements in the continuing training policy of thefirm: the courses offered by the paint manufacturerand mastering the diagnosis system. These are theareas where the highest number of changes takeplace, requiring regular continuing training;changes in the area of mechanics and bodyworkrepair are very much slower.
6. Applicability to other firmsThe proprietor believes the continuing trainingactivities in his firm to be applicable to other firms.He also believes, however, that it is true to say that"many firms of a similar size to mine shy awayfrom the costs involved; they think they canmanage to keep up with the knowledge theyhave. Many are living from hand to mouth. If theydon't understand something any more they justbluff their way through or try to find out fromcolleagues."
He is convinced that particularly the small firmswill only be able to survive if they prepare for newdevelopments as they arise. That does cost quite alot of money, but equally saves time in faultdetection and thus saves money in the long run.He says that is particularly true because theindependent repair shops in any case have tolive with delays inherent in the system before theycan catch up with new technical developments.Any firm which does not want to establish areputation for dealing only with technicallyobsolete vehicles cannot survive without this
constant continuing training. But in o couple ofyears it will not even be possible to repair the
vehicles which are by then technicaly obsoletewithout extensive knowledge of elect! onics.
00
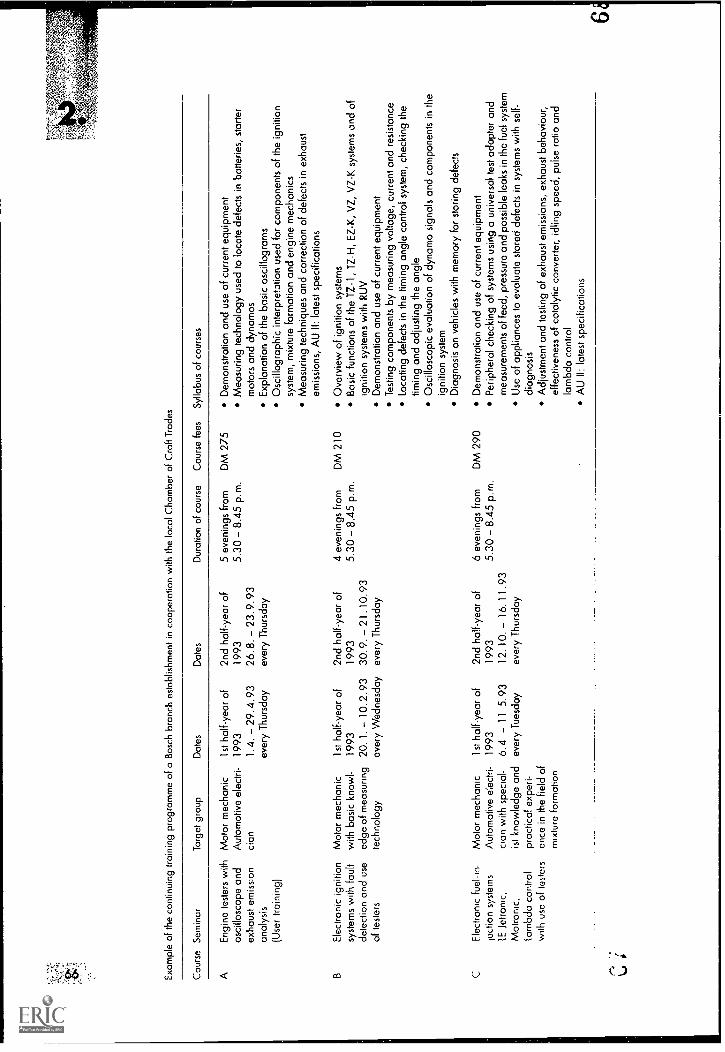
Exa
mpl
e of
the
cont
inui
ng tr
aini
ng p
rogr
amm
e of
a B
osch
bra
nch
esta
blis
hmen
t in
coop
erat
ion
with
the
loca
l Cha
mbe
r of
Cra
ft T
rade
s
Cou
rse
Sem
inar
Tar
get g
roup
AE
ngin
e te
ster
s w
ithos
cillo
scop
e an
dex
haus
t em
issi
onan
alys
is(U
ser
trai
ning
)
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
cian
Ele
ctro
nic
igni
tion
Mot
or m
echa
nic
syst
ems
with
faul
tw
ith b
asic
kno
wl-
dete
ctio
n an
d us
eed
ge o
f mea
surin
gof
test
ers
tech
nolo
gy
CE
lect
roni
c fu
el-in
-je
ctio
n sy
stem
sLE
Jet
roni
c,M
otro
nic,
Lam
bda
cont
rol
with
use
of t
er:te
rs
L.,
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
cian
with
spe
cial
-is
t kno
wle
dge
and
prac
tical
exp
eri-
ence
in th
e fie
ld o
fm
ixtu
re fo
rmat
ion
Dat
esD
ates
Dur
atio
n of
cou
rse
Cou
rse
fees
Syl
labu
s of
cou
rses
1st h
alf-
year
of
2nd
half-
year
of
5 ev
enin
gs fr
omD
M 2
75D
emon
stra
tion
and
use
of c
urre
nt e
quip
men
t19
931.
4. -
29.
4. 9
3ev
ery
Thu
rsda
y
1993
26.8
. - 2
3.9.
93ev
ery
Thu
rsda
y
5.30
8.45
p.m
.M
easu
ring
tech
nolo
gy u
sed
to lo
cate
def
ects
in b
atte
ries,
sta
rter
mot
ors
and
dyna
mos
Exp
lana
tion
of th
e ba
sic
osci
llogr
ams
Osc
illog
raph
ic in
terp
reta
tion
used
for
com
pone
nts
of th
e ig
nitio
nsy
stem
, mix
ture
form
atio
n an
d en
gine
mec
hani
csM
easu
ring
tech
niqu
es a
nd c
orre
ctio
n of
def
ects
in e
xhau
stem
issi
ons,
AU
II: l
ates
t spe
cific
atio
ns
1st h
alf-
year
of
2nd
half-
year
of
4 ev
enin
gs fr
omD
M 2
10O
verv
iew
of i
gniti
on s
yste
ms
1993
1993
5.30
- 8
.45
p.m
.B
asic
func
tions
of t
he T
Z-1
, TZ
.H, E
Z-K
, VZ
, VZ
-K s
yste
ms
and
of20
.1. -
10.
2.93
ever
y W
edne
sday
30.9
.21
.10.
93ev
ery
Thu
rsda
yig
nitio
n sy
stem
s w
ith R
UV
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Tes
ting
com
pone
nts
by m
easu
ring
volta
ge, c
urre
nt a
nd r
esis
tanc
elo
catin
g de
fect
s in
the
timin
g an
gle
cont
rol s
yste
m, c
heck
ing
the
timin
g an
d ad
just
ing
the
angl
eO
scill
osco
pic
eval
uatio
n of
dyn
amo
sign
als
and
com
pone
nts
in th
eig
nitio
n sy
stem
Dia
gnos
is o
n ve
hicl
es w
ith m
emor
y fo
r st
orin
g de
fect
s
1st h
alf -
year
of
2nd
half-
year
of
6 ev
enin
gs fr
omD
M 2
90D
emon
stra
tion
ond
use
of c
urre
nt e
quip
men
t19
9319
935.
30 -
8.4
5 p.
mP
erip
hera
l che
ckin
g of
sys
tem
s us
ing
a un
iver
sal t
est a
dapt
er a
nd6.
4 -
11 5
.93
ever
y T
uesd
ay12
.10.
- 1
6.11
ever
y T
hurs
day
93m
easu
rem
ents
of f
eed,
pre
ssur
e an
d po
ssib
le le
aks
in th
e fu
el s
yste
mU
se o
f app
lianc
es to
eva
luat
e st
ored
def
ects
in s
yste
ms
with
sel
f-di
agno
sis
Adj
ustm
ent a
nd te
stin
g of
exh
aust
em
issi
ons,
exh
aust
beh
avio
ur,
effe
ctiv
enes
s of
cat
alyt
ic c
onve
rter
, idl
ing
spee
d, p
ulse
rat
io a
ndla
mbd
a co
ntro
lA
U II
: lat
est s
peci
ficat
ions
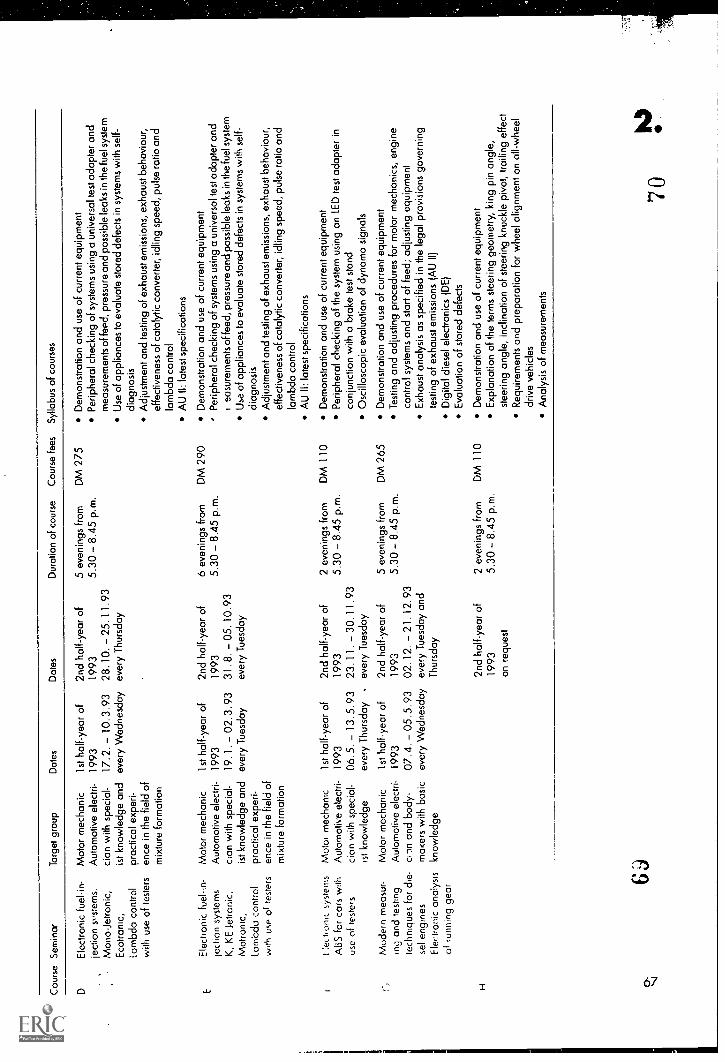
Cou
rse
Sem
inar
Tar
get g
roup
Dat
esD
ates
Dur
atio
n of
cou
rse
Cou
rse
fees
Syl
labu
s of
cou
rses
Ele
ctro
nic
fuel
-in-
ject
ion
syst
ems.
Mon
o-Je
tron
ic,
Eco
tron
ic,
Lam
bda
cont
rol
with
use
of t
este
rs
Ele
ctro
nic
fuel
-in-
ject
ion
syst
ems:
K, K
E J
etro
nic,
Mot
roni
c,Lo
mbd
u co
ntro
lw
,th u
se o
f tes
ters
tlecl
iona
. sys
tem
sA
BS
for
cars
with
use
of te
ster
s
Mod
ern
mea
sur-
ing
and
test
ing
tech
niqu
es fo
r di
e-se
l eng
ines
Ele
ctro
nic
anal
ysis
of r
unni
ng g
ear
0,
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
cian
with
spe
cial
-is
t kno
wle
dge
and
prac
tical
exp
eri-
ence
in th
e fie
ld o
fm
ixtu
re fo
rmat
ion
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
cian
with
spe
cial
-is
t kno
wle
dge
and
prac
tical
exp
eri-
ence
in th
e fie
ld o
fm
ixtu
re fo
rmat
ion
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
cian
with
spe
cial
-is
t kno
wle
dge
Mot
or m
echa
nic
Aut
omot
ive
elec
tri-
ciln
and
bod
y-m
aker
s w
ith b
asic
know
ledg
e
1st h
alf-
year
of
1993
17.2
. - 1
0.3.
93ev
ery
Wed
nesd
ay
1st h
alf-
year
of
1993
19.1
. - 0
2.3.
93ev
ery
Tue
sday
1st h
alf-
year
of
1993
06.5
. - 1
3.5.
93ev
ery
Thu
rsda
y
1st h
alf-
year
of
1993
07.4
.05
.5.9
3ev
ery
Wed
nesd
ay
2nd
half-
year
of
1993
28.1
0. -
25.
11.9
3ev
ery
Thu
rsda
y
2nd
half-
year
of
1993
31.8
. - 0
5.10
.93
ever
y T
uesd
ay
2nd
half-
year
of
1993
23.1
1.30
.11.
93ev
ery
Tue
sday
2nd
half-
year
of
1993
02.1
2. -
21.
12.9
3ev
ery
Tue
sday
and
Thu
rsda
y
2nd
half-
year
of
1993
on r
eque
st
5 ev
enin
gs fr
om5.
30 -
8.4
5 p.
m.
6 ev
enin
gs fr
om5.
30 -
8.4
5 p.
m.
2 ev
enin
gs fr
om5.
308.
45 p
.m.
5 ev
enin
gs fr
om5.
30 -
8.4
5 p.
m.
DM
275
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Per
iphe
ral c
heck
ing
of s
yste
ms
usin
g a
univ
ersa
l tes
t ada
pter
and
mea
sure
men
ts o
f fee
d, p
ress
ure
and
poss
ible
leak
s in
the
fuel
sys
tem
Use
of a
pplia
nces
to e
valu
ate
stor
ed d
efec
ts in
sys
tem
s w
ith s
elf-
diag
nosi
sA
djus
tmen
t and
test
ing
of e
xhau
st e
mis
sion
s, e
xhau
st b
ehav
iour
,ef
fect
iven
ess
of c
atal
ytic
con
vert
er, i
dlin
g sp
eed,
pul
se r
atio
and
lam
bda
cont
rol
AU
II: l
ates
t spe
cific
atio
ns
DM
290
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Per
iphe
ral c
heck
ing
of s
yste
ms
usin
g a
univ
ersa
l tes
t ada
pter
and
easu
rem
ents
of f
eed,
pre
ssur
e an
d po
ssib
le le
aks
in th
e fu
el s
yste
mU
s e.
of a
pplia
nces
to e
valu
ate
stor
ed d
efec
ts in
sys
tem
s w
ith s
elf-
diag
nosi
sA
djus
tmen
t and
test
ing
of e
xhau
st e
mis
sion
s, e
xhau
st b
ehav
iour
,ef
fect
iven
ess
of c
atal
ytic
con
vert
er, i
dlin
g sp
eed,
pul
se r
atio
and
lam
bda
cont
rol
AU
II: l
ates
t spe
cific
atio
ns
DM
110
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Per
iphe
ral c
heck
ing
of th
e sy
stem
usi
ng a
n LE
D te
st a
dapt
er in
conj
unct
ion
with
a b
rake
test
sta
ndO
scill
osco
pic
eval
uatio
n of
dyn
amo
sign
als
DM
265
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Tes
ting
and
adju
stin
g pr
oced
ures
for
mot
or m
echa
nics
, eng
ine
cont
rol s
yste
ms
and
star
t of f
eed;
adj
ustin
g eq
uipm
ent
Exh
aust
ana
lysi
s as
spe
cifie
d in
the
lega
l pro
visi
ons
gove
rnin
gte
stin
g of
exh
aust
em
issi
ons
(AU
II)
Dig
ital d
iese
l ele
ctro
nics
(D
E)
Eva
luat
ion
of s
tore
d de
fect
s
Dem
onst
ratio
n an
d us
e of
cur
rent
equ
ipm
ent
Exp
lana
tion
of th
e te
rms
stee
ring
geom
etry
, kin
g pi
n an
gle,
stee
ring
angl
e, in
clin
atio
n of
ste
erin
g kn
uckl
e pi
vot,
trai
ling
effe
ctR
equi
rem
ents
and
pre
para
tion
for
whe
el a
lignm
ent o
n al
l-whe
eldr
ive
vehi
cles
2 ev
enin
gs fr
omD
M 1
105.
30 -
8.4
5 p.
m.
Ana
lysi
s of
mea
sure
men
ts
70
68
2. MAZDA
Size of the Firm: II
Car Manufacturer: Mazda
Type of Vehicle: A, B
Type of Firm: B
1. General description of the caseThe Mazda dealer Autohaus M. GmbH, in a smalltown in North Hesse, employs seven staff. Theysell and repair the entire range of vehiclesmarketed by Mazda in Germany. The dealershipalso trains its own employees.
The Japanese car manufacturer Mazda has aEuropean training centre in Brussels, where thefull-time employees of the customer service train-ing centres in the various European countries aretrained.
The German customer service training centre forMazda is located in Leverkusen. This is where thestaff of the more than 100 Mazda dealers andrepair shops in Germany are trained in motor-vehicle technology, customer service and dataprocessing by seven full-time trainers. In the eventof model changes, special one-to-iwo-daycourses are held for all vehicle dealers inGermany (attendance is obligatory); these runfor about six months.
In addition (on account of the limited capacity atthe customer service training centre), video units,each running to about 20 minutes, are madeavailable to the dealerships for the purpose of self-study in model technology (especially in view ofthe growing importance of chip-controlled vehicletechnology).
Apart from evening courses for the mastermechanics' qualifying examination at the respon-sible Chamber of Trades, the firm rarely makes useof other training opportunities because of the timeand cost involved.
2. General description of the firmAutohaus M. GmbH is an authorized dealershipand repair shop for the Japanese car manufacturerMazda in a small town in North Hesse. All carsand small vans marketed by Mazda in Germany(including the sports-car range) are sold, servicedand repaired by the total of seven employees. Thefirm has specialized particularly in the repair ofelectronic components, engines, ignition and fuel-injection systems, and in body repair and paintingwork.
The firm was founded in 1981 as a filling stationon an arturicl road in the town. The workforceinitially comprised the only master motor-vehiclemechanic M., the proprietor then and now. In1985 the firm underwent expansion with theconstruction of a repair c!..)p designed for three
V I
staff, a store, an office, and a vehicle receptionarea on an adjacent plot of land. At that time thestaff consisted of three motor-vehicle mechanicsand the head of the business. A showroom wasadded in 1988. A repair shop for body repairwork with a lifting platform and a frame-typestraightening jig was built in 1990, and finally, in1991, an up-to-date paint shop was put intooperation and two further employees were takenon. Today the firm employs two people in theoffice, two mechanics and a master mechanic inthe repair shop, and two further staff in the paintshop, thus making a total of seven people.
The premises cover approximately 3,800 m2 and,in addition to the buildings mentioned above, hasabout 50 parking spaces for second-hand vehi-cles and 70 parking spaces for customers' vehiclesbrought in for repair. The repair shop is operatingat full capacity; about 8 vehicles per day passthrough the repair shop. The bodywork depart-ment and the paint shop are also constantlyworking to capacity.
Advertising for the firm is controlled by MazdaMotors Germany. The firm receives an annualadvertising budget in accordance with the manu-facturer's marketing plan; this year (1992) thisamounted to DM 28,000. This allows the financ-ing of newspaper advertisements, brochures andother advertising activities. Other advertisingmaterial is also supplied by Mazda. Specificallytargeted newspaper articles about the firm's newproducts appear at certain intervals in co-opera-tion with other Mazda dealers.
The proportion of regular customers at the firmamounts to 95%. The firm is known for its expert,reliable work on vehicles and for its customer-friendly service. Random customers occasionallyarrive from the nearby motorway. Usually thesecustomers' vehicles have serious defects ordamage, entailing lengthy repair.
The owner refers to the location of his firm asvirtually ideal: it lies directly alongside a federalhighway with a large volume of traffic. As a result,the filling station that still belongs to the firmreceives above-average custom. The showroom iseye-catching and cannot be missed, as it is in aslightly elevated position opposite the roadway.The advertising impact of the showroom is alsorepeatedly confirmed by the customers. Accordingto the owner, a large proportion of the vehicles aresold as a result of this advertising signal alone.
The firri djes not sense any competitive pressure.On ui e contrary, it faces up to the competition withtne necessary degree of self-assurance, on thelines of: "Competition is good for business. That isny attitude: if customers can't find a car at myrival's place, they will find one here On the otherhand though, pressure to sell on the part of Mazdais, of course, very high."
Mazda Germany has divided its distributionchannels into two according to qualitative cri-teria: of the more than 1000 Mazda dealers, onlyabout 400 are allowed to market the sports-carrange ("Plus-X Programme"). They must exhibitparticular eligibility for this, including a show-room, holding of stocks of spare parts for therange, appropriate technical equipment for servic-ing and repair, and the repair shop personnel'sknow-how. This is all checked before a dealership
such as in this case Autohaus M. GmbH is
permitted to market these vehicles.
The partnership interests of the GmbH (privatelimited company) are held jointly by Mr. M. andhis two sons, who also work in the firm. Mr. M.senior is responsible for management of the firmas a whole and has the specific function of beingin charge of commercial and administrativematters together with sales. He is assisted in thisby iwo office staff, who, in addition to internalaccounting and personnel administration, alsoperform the written work relating to the accept-ance of repair jobs and the sale of spare parts.The elder son, a master motor-vehicle mechanic, isin charge of the technical department, which isdivided into two areas:
repair, servicing, maintenance, spare-partprocurement(two mechanics, one of them training as amaster: the younger son)
body repair shop and paint shop(one mechanic and one semi-skilied worker)
The technical manager, the elder son, is respon-sible for accepting repairs and for carrying outrepairs. "Sales, customer advice and so on, hedoes all that as well, by the way. It depends onwhat is needed at the time." It obviously does notmake sense to enforce a strict division of labourgiven this size of firm. The younger son takes careof the procurement and ordering of spare parts.Both of them deputise for the senior partnerwhenever he is not on the premises.
Apart from one semi-skilled worker, all employeeshave relevant vocational training behind them,and three of them previously passed the Abitur(final school-leaving examination). Of the fourmechanics, two are master motor-ve,licle me-chanics, and one is currently attending eveningcourses to attain the same qualification. The firmalso trains motor-vehicle mechanics itself (cur-rently two), but usually does not take them onsubsequently, as it is not economic to increase thenumber of persons employed.
There is no staff committee.
3. Provision of continuing vocationaltraining
3.1 Structure within the firmApart from the training available from theresponsible Chamber of Trades, where the young-er son is currently attending a master mechanics'course at evening school, Autohaus M. GmbHrelies mainly on the continuing vocational trainingprovided by the Mazda customer service trainingcentre in Leverkusen. Given the size of the firm,in-house continuing training does not take place inany organized manner but usually on an ad-hocbasis to deal with problems as they occur.
3.2 Structure of the customer servicetraining centreWithin the Mazda Germany corporation, eachdivision is responsible for its own training:
After-sales service (technology)with a standard range of 14 courses over atotal of 38.5 training days (see Appendix 1)and special courses covering new technicaldevelopments or model changes (generally oneto two days)Parts and accessorieswith a basic three-day course (see Appendix 2)Data processingwith six courses over a total of 13 days (seeAppendix 3)
Each of these divisions holds theii training coursesin Leverkusen. Some divisions, such as marke'ing,also make use of professional educational '.istab-lishments, to whom they transfer responsibility fordevelopment of the content and implementation ofthe courses at other locations. In such casesMazda takes care of organization and invitationof the participants.
The courses in ihe after-sales service (technology)division are devised and updated by the sevenfull-time trainers (master mechanics or techni-cians). This is done on the basis of specificationscontained in Japanese training manuals from theparent company, which the German (and otherEuropean) trainers learn about in a kind ofpreliminary training at the Mazda Europe headoffice in Brussels.
The European training centre in Brussels is sCll
accommodated at the main European establish-ment there; a large new schr l is currently beingbuilt. There is a regular teaci working at thecustomer service training centre in Brussels,among them experts from Japan who keep closecontact with the development department at theparent plant. It is from these that the Germantrainers obtain the basic information from whichthe specific German course is then constructed.
The training manual is in English and is
comparable to a repair shop manual; the focal
A
69
70
areas of interest to the German participants arefiltered out, those that in the opinion of thetrainers are important for the repair and servicingof vehicles. Important new developments, inparticular, are constantly incorporated into cur-rent courses.
The customer service training centre is committedto the maxim that it is necessary to coi.'ribute toguaranteeing the high quality of vehicles th.nughservice. "Service on the vehicle must be as c,.odas the vehicle itself. This means that the vehiclemust always be serviced and repaired undereconomically sound conditions. The top priorityin ot..r work is customer satisfaction; that meansthat customers who opt for our cars must besafiFfied with the service as well as the product.This is the basis for the way we decide on the formand content of our training programme." (Head ofthe customer service training centre)
The capacity of the customer service trainingcentres, however, is highly limited, amounting toabout 3,000 to 3,500 participants per year (for1,000 dealers). This figure is greatly exceededwhen a new model is due: in such cases the one-day, or at the most two-day, courses for thatpurpose are all pushed through within threemonths, while the specialized courses, which onaverage last three days, a few five days, aredeferred during that time.
The run-up time available for technical training ofthe dealers and their staff before the introductionof a new model is not very long. Usually the firsttraining courses are provided when the introduc-tion of the vehicle begins, that is when the firstdemonstration vehicles are available to the deal-ers. The reason for this is the relatively long"translation time". "Unfortunately a certain lengthof time is needed before training can begin at theEuropean head office and the manual (in English)is available. We are not able to start preparingour training documents until then. It is also verymuch dependent on when the vehicle appears onthe European market. Assuming that we inGermany are the first to put the vehicle on themarket, then time is extremely short. If we aresomewhere in the middle of the timescale, wehave a longer advance period. It is guaranteed,though, that at least one person from eachdealership will have been here by the time anew model is introduced." (Head)
Every effort is made to keep the dates ofpresentation at the dealership and start of trainingas close togethei as possible. There is always athree-month gap between presentation to thepress and delivery to customers. By that time theintrodUctory training for the new model hasgenerally been completed. These training coursesall take place at the customer service trainingcentre in Leverkusen.
73
The current focus in the customer service trainingcentres's training strategy is on new products, withthe objective of passing on knowledge about therepair, servicing and maintenance of the vehiclesand of teaching the skill of making the benefits ofinnovative technology comprehensible to thecustomer. This aim is addressed by means of abroad range of specialist courses bolstering andfurther improving the mechanics' level of knowl-edge and by the rapid response which ensuresthat appropriate training is conducted when newproducts are introduced involving real newdevelopments that cannot be covered by previousknowledge. Attendance at these courses is
obligatory for at least one member of thedealer's staff.
A variety of indicators are used when planning therange of training on offer at the customer servicetraining centre:
A certain trend can be determined from thefrequency of queries and recurring problems(the hot-line advice service for Mazda dealer-ships is also based in Leverkusen)The technical advisory field service is able todetermine when visiting dealers where themain problems lie as far as the mechanics areconcernedOn the other hand, the response to thecustomer service training centre's course rangesignals current requirements:
What is accepted by voluntary responsefrom dealers?What does the field service have to drawdealers' attention to by express comment?
In addition, by way of preliminary instructionbefore a new model is introduced, each dealerreceives a video tape showing the most importantmaintenance topics for the new technical devel-opments, so that the technical staff at the firm butalso the sales staff can familiarize themselves withthe contents. This approach has proved necessarynow that motor-vehicle technology is becomingever more complicated.
There are therefore videos about the operation ofpower sunroofs and power windows, for exam-ple, or central locking systems and so on.
Moreover, these videos put the "multiplier", i.e.the person at the firm who has got to know thevehicle at the introductory course, in a betterposition to explain the technical details of the newmodel to all other members of staff.
The video tapes come from Japan. The trainers atthe customer service training centre rework themfor German conditions and prepare a German textin a joint process of discussion and in collabora-tion with dealerships which have the necessaryknow-how. "Even in technical information such as
this, mentality is very important when you want toexplain something to a Japanese per.3n, anAmerican or a European. There are subtle detailsthat you have to take note of, otherwise if youhave German or European training you can workon the wrong assumptions when approaching theinformation originating from an American teach-ing film and let errors slip into your work. Just oneexample: the Japanese recently showed a video ofhow to repair a folding roof. The roof had beenslashed with a knife, and a patch was simplyattached from above and below. That is what theyshowed. You can show that to the Japanese orAmericans, because they aren't so concernedabout the visual impact, but if you were to suggestthat to a German customer...I" (Head of customerservice training centre)
As with most other manufacturers, there has beenan enormous expansion in the breadth oftechnology used in Mazda vehicles today whencompared with ten years ago. As a consequence,great demands have been placed on the will-ingness of staff to engage in continuing training inorder to master the new technology. "Let's take asan example the transition from breaker-triggeredignition to today's breakerless semiconductorsystems, largely determined by exhaust emissioncontrol. These systems are controlled by computerwith the use of ignition maps, and operate withoutcontacts. This is a move that demands a quitedifferent approach. It used to be the case that youwould have a look at the contact and see that it isburnt, so you would change it and set the correctcontact gap. Easy to check electrically andmechanically by the way it looked. Today wehave systems that need no maintenance and arealso relatively insusceptible to failure. If I do get afault there, I need a mechanic who knows exactlywhat's what. For rn..Iy mechanics this means thatthey have a lot of catching up to do in terms oftechnical qualifications."
The dealers are faced with the problem that moreand more different models are being built and, atthe same time, each model is becoming morecomplicated. To cope with this, the mechanicsrequire extensive specialist knowledge of detailsand interrelationships. This calls for intensivetraining. "Just one example: in the last year-and-a-half we have had five new engines. You can'tsay an engine is an engine; you have to go widerand deeper into the matter with the technicaltraining courses. The technology has to be learnedsystematically, and trouble-shooting has to betaught systematically."
In view of this trend the question ha5 to be askedwhether the training capacity in Leverkusen is nottoo limited. According to information from thecustomer s,rvice training centre, this is not thecase, at teal not in those years in which no new
models are introduced. Special courses can thenbe held to catch up on the training requirementsthat had to take a back seat in the years in whichnew rr,odels were launched.
It was stated that it is difficult to predict the coursestrategy for the near future; the customer servicetraining centres is only able to respond to events."We don't know what technological developmentswe can expect in the future; we concentrate on themodels that are available on the market." Withregard to methodology, there are thoughts of usingmore computer technology and other media forteaching instead of direct instruction at the centralschool. One idea is to offer employees the optionof learning on the spot at their place of work,for example with a disk containing the most impor-tant technical information in graphical form. Thiswould be a possible way of a large number of staffobtaining the necessary level of knowledge in theshortest possible time. At all events, these areideas that are' being worked on by outsidecompanies who devise such teaching systemsand who are attempting to sell them to Mazda.
A more company-related training concept of thistype could also gain in importance for costreasons. At Mazda, training is available at nocharge for the employees of the dealers. Dealersonly have to cover the wages, accommodationand travel costs of the participants. If trainingmeasures continue to expand, however, and thecosts become too much for the dealers, meaningthat they are no longer able to pay for continuingtraining, then thought must be given to finding alower-cost training method. It is true that thenumber of dealers has grown and that hence thecapacity of the school has indirectly beenreduced, but that is not the real problem fortraining but rather the rapid pace of innovationand therefore the frequency of training requiredfor each individual.
3.3 Other forms of continuing trainingThere are also opportunities for continuing voca-tional training with Chambers of Commerce orTrades, associations, and public institutions. At themoment, for example, the proprietor's second sonis attending a master mechanics' evening courseat the Chamber of Trades, every working day from6.00 to 9.30 p.m.
4. Training practice at the firm
4.1 Training plans at the repair shoplevelThere is no specific planning of continuing trainingin the repair shop. However, complicated repairsare used for internal training, often with the aid oftraining material that the Mazda after-salesservice organization has prepared (videos,course documents etc.).
.7 471
72
4.2 Link between training concepts anddemandAll newly-recruited employees or apprenticestaken on after their apprenticeships at AutohausM. GmbH are sent as soon os possible, depend-ing on the space available in Leverkusen, to thecustomer service training centre to attend the basiccourses appropriate to their job. Later, too, theyare registered for technical courses at regularintervals, according to what is offered by thecustomer service training centre and the quotaapportioned to the firm on the basis of its numberof staff (see Appendices for range of topics).
If Mazda does not offer any appropriate coursesitself, employees attend seminars at outsidecompanies if the contents are tailored to Maz-da's needs.
4.3 Target groups of vocationaltrainingThe senbr partner together with the two co-proprietors of the firm, his sons, choose whichemployees are selected to attend which trainingcourse. This decision is binding for the employees.If employees claim the need for new trainingthemselves, they can attend the course providedthat there are no operational reasons to preventthem. It is first checked, though, that they canactually cope with the performance expectationson the technical side.
The main emphasis of continuing vocationaltraining at the firm is placed on the technicalfield, 90%, with only 10% on the commercialside.
4.4 Training plansMotivation for continuing training is not really aproblem. The senior partner does, however, makeit plain in no uncertain terms that training is arequirement for each and every one: "If the staff ofthe firm decide that a certain employee is to attenda course, then he must do so. It is training thatsafeguards his job and is to the benefit of thefirm." The only time that problems might occur isin summer, when staff shortages occur due toholidays. It may happen in such cases that there isno alternative but to miss a particular trainingevent.
Changes to continuing training become necessaryas new products arrive on the market; newtechnology necessitates staff training. As acustomer, the firm has only an indirect influenceon the structure of continuing training. A technicaladviser, in some ways a district manager, visits thefirm at regular intervals. If deficiencies or difficul-ties in dealing with the technology in the repairshop are detected, there is a discussion as towhether a course can be held on tha relevanttopic. "Otherwise courses are always entirelyproduct-oriented. Training is carried out for a
75
new vehicle or a new system or assembly so thatthe repair shop personnel can handle it formaintenance, servicing and repair. There is alsoconstant reference to selling points in the form ofbeneficial technology, equipment and ride com-fort."
Mazda introduced a diagnostic system a numberof years ago. "This is a kind of memory in thevehicle in which faults are recorded and can thenbe called up with a digital code checker. It makesit possible to locate faults in various circuits andcomponents. For example, you can determinewhether a lambda sensor is faulty and if the carhas been running with the fault for some time. Italso helps to locate faults which the customerdescribes as: 'there was a sudden jerk about fourweeks ago, but nothing since.' This device canthen show where the cause of the fault is to befound." (Senior partner)
Mazda stipulates clearly which technical equip-ment has to be procured. When a new product isbrought onto the market, the firm is obliged to buythe associated special tools to be able to performrepairs and adjustments on the vehicle. Theseinclude the relevant measuring instruments,gauges etc. The corresponding further trainingcourses are also made available as soon as a newvehicle appears on the market, approximately atthe same time. "It can happen, of course, that acourse might be held up to four weeks later," wasthe comment of the owner.
The firm is not currently considering expansion,neither in terms of space nor staff numbers. Thepriority in the immediate future, it is said, is to keepcontrol of costs. At times of high interest rates,intensified competition with ever bigger discountson vehicles and ever smaller profits, it is necessaryto look for even more rational working methods at.he firm. An attempt must be made, we were told,to increase productivity in repoir and sales. "Wehave to reach about 90%. The slack must bereduced. What bothers us is the extra work onvehicles that is effectively carried oui as on act ofgoodwill. This time is then missing for the rest ofthe work on the vehicle. But you can't charge thecustomer for everything. Let's take the case that acustomer wants an auxiliary heating system fitted.There is usually no space for it in the car. First youhave to look at the components and study thefitting instructions. Then you need two days toinstall it. What appears on the customer's bill? Twoor three hours' work!"
4.5 Costs of continuing vocationaltrainingThe amount of time expended on training peremployee of the firm amounts to about one weekor approximately Ar. working hours per year andmainly takes the form of courses at the customerservice training centre.
Mazda provides the training for the dealers'employees at no cost. Dealers only have to meetthe costs of the wages, accommodation and travelexpenses of the participants. The costs for trainingat other establishments are usually borne by theparticipants, unless the firm has an express interestin the employees attending particular courses.
4.6 Evaluation of costsThe firm's current training policy problems lie inthe financial area. It has to pay for the costs ofboard, lodging and travel. Wage payments alsocontinue for the days of the training course. A dayat a seminar therefore costs DM 1,000. Extra-polation of this figure to take account of theaverage attendance at training events gives anannual cost to the firm of DM 35,000, or DM5,000 per employee.
5. Evaluation of the training conceptsIf the training activities undertaken by AutohausM. since 1987 are looked at more closely, it is
noticeable that the trend is for all employees tomake slightly more use of the training on offer atthe Mazda customer service training centre (withregard to the length of the courses), with thegreatest concentration by far on the long-servingstaff, the sons of Mr. M., who are also co-proprietors of the firm. It is difficult to determinewhether it is the duration of their employment ortheir status in the firm which leads to this state ofaffairs; presumably it is both. These two peoplehold key technical positions in the firm, but at leastfrom the choice of course topics it is not obviousthat they are specializing in a particular area.Such specialization applies in particular to themechanic in the bodywork and painting depart-ment; his courses did not form part of the standard
programme at the customer service training
centre. It is also noticeable, however, that newemployees complete the basic course for theirtechnical field within the first year of their
employment.
It is also a matter of course and by now almost atradition that the senior partner attends a dealers'conference and a seminar for sales personnelevery year.
In the experience of Autohaus M., technicalchanges are causing the emphasis to increasinglyshift from repair to electronics. It was said that onlythose who have acquired the necessary technicalskills and have undergone continuing training areable to carry out repairs. A background of MittlereReife (the intermediate school-leaving certificate)or even Abitur (the final schcol-leaving certificate)makes it easier to cope with the tasks. This canapparently be seen in work on the vehicles. Anunskilled worker is only able to carry out certainspecific jobs.
There is said to be a major need for continuingtraining in the future as a result of foreseeable new
technical systems, such as four-wheel steering,which are already being marketed by Mazda.Relevant courses are also available at the
customer service training centre. Mazda makesuse of appropriate measuring equipment fromthird-party manufacturers such as Bosch or Sun forthe purpose of electronic measurement.
It seems that Mazda informs the dealershiporganization sufficiently quickly and thoroughlyof the current technical innovations. Adaptation ofthe standard courses to technical developments inthe medium term also appears to proceedsatisfactorily. Mazda therefore also gives littlethought to how continuing technical training mightneed to be configured to suit future requirements.The only visible changes in this direction are thevideo-based decentralized learning system andthe beginnings of a computer-aided learningstrategy, but both of these are founded on thebasis of the central pillar of the customer servicetraining centre. However, it does appear ques-tionable to us whether Mazda's chosen form ofcentralized training of "multipliers" supported bydecentralized accompanying material will beadequate in the future, when faced with an evenbroader range of products and acceleratedinnovation cycles.
Changes in content are usually introduced at theinstigation of the technical side. The technicaldepartment has the task of gathering problemsand facts from the dealerships (obtained via thefield service and hot-line queries) and thenreporting them to the manufacturer. They alsolearn from the guarantee department's reportswhat technical problems have occurred. Thecustomer service training centre, too, tries to useits information from course participants to con-tribute to the encouragement of improvements tovehicles. There is very close contact betweentraining staff and the technical department. As aconsequence, the customer service training centreis always informed relatively quickly of themeasures taken to counter technical problems,and can pass on that information in its courses.The prerequisite for this, however, is good co-operation between the technical department andth e. customer service training centre.
6. ConclusionsIn Autohaus M. we have probably found anexemplary case of above-average training qual-ity at a small dealership within the framework ofthe Mazda dealership network. This is indicatednot only by the lad that it has qualified for the PlusX programn- e (sports cars), but also that it takespart in the Mazda organization's business man-agement competition. It is also suggested simplyby the firm's training figures: if it is assumed thatAutohaus M. is an average-sized firm, given1,000 companies and 3,000 course places it
would be entitled to about three courses per yearat the customer service training centre. Even :f the
73

74
dealers' conference and sales seminars attendedby the boss are disregarded, employees havealways attended four or more courses in recentyears.
Within the Mazda organization, this firm is
certainly among the front-runners in continuingtraining for its size category, as is also shown bythe fact that a third member of staff (out of seven) ison the way to qualifying as a master mechanic.This has to be rated as a special case, however,and probably only works because the functions ofo master mechanic (or future master) and the statusof owner ore identical. Nevertheless, there is aremarkable concentration of technical compe-tence in one small firm. Three staff members alsohave the Abitur and at least one other has theleaving certificate from a Realschule.
Despite this unusually good educational back-ground, there is nothing to prevent the assumptionbeing made that the system developed by this firmand the high frequency of training could not alsobe adopted by other companies. The !imitationcippears to us to be more an external matter: thecvacity of the customer service training centreand the high costs associated with centralizedtraining for many companies, especially thosesome distance away. However, it does appearquestionable to us whether Mazda's chosen formof centralized training of "multipliers" supportedby decentralized accompanying material will beadequate in the future, when faced with an evenbroader range of products and acceleratedinnovation cycles.
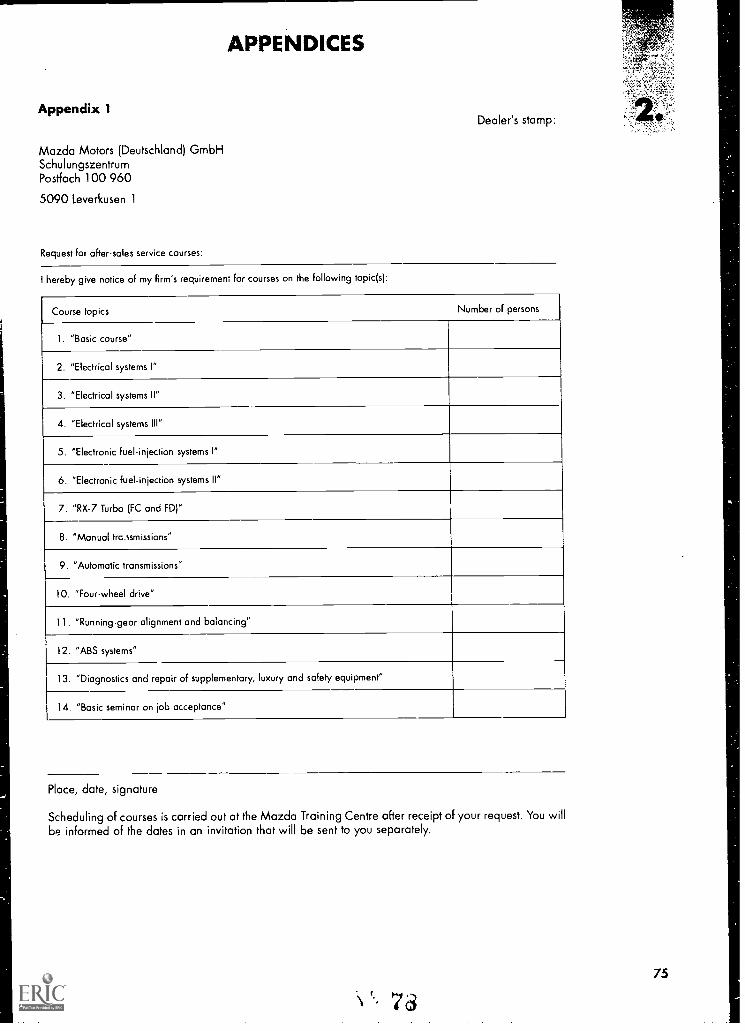
APPENDICES
Appendix 1
Mazda Motors (Deutschland) GmbHSchulungszentrumPostfach 100 960
5090 Leverkusen 1
Request for after-sales service courses:
Dealer's stamp:
hereby give notice of my firm's requirement for courses on the following topic(s):
Course topics Number of persons
1. "Basic course"
2. "Electrical systems l"
3. "Electrical systems II"
4. "Electrical systems III"
5. "Electronic fuel-injection systems I"
6. "Electronic fuel-injection systems II"
7. "RX-7 Turbo (FC and FD)"
8. "Manual trcIsmissions"
9. "Automatic transmissions"
10. "Four-wheel drive"
11. "Running-gear alignment and balancing"
12. "ABS systems"
13. "Diagnostics and repair of supplementary, luxury and safety equipment"
14. "Basic seminar on job acceptance"
Place, date, signature
Scheduling of courses is carried out at the Mazda Training Centre after receipt of your request. You willbe informed of the dates in an invitation that will be sent to you separately.
73
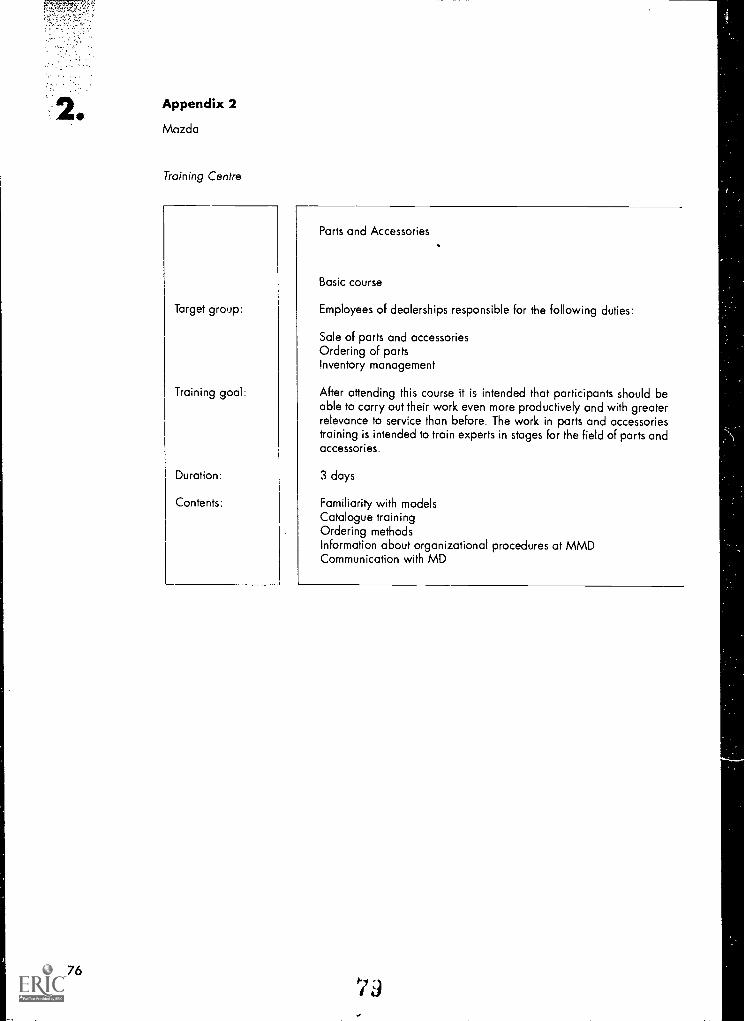
76
Appendix 2
Mazda
Training Centre
Target group:
Training goal:
Duration:
Contents:
Parts and Accessories
Basic course
Employees of dealerships responsible for the following duties:
Sale of parts and accessoriesOrdering of partsInventory management
After attending this course it is intended that participants should beable to carry out their work even more productively and with greaterrelevance to service than before. The work in parts and accessoriestraining is intended to train experts in stages for the field of parts andaccessories.
3 days
Familiarity with modelsCatalogue trainingOrdering methodsInformation about organizational procedures at MMDCommunication with MD
73
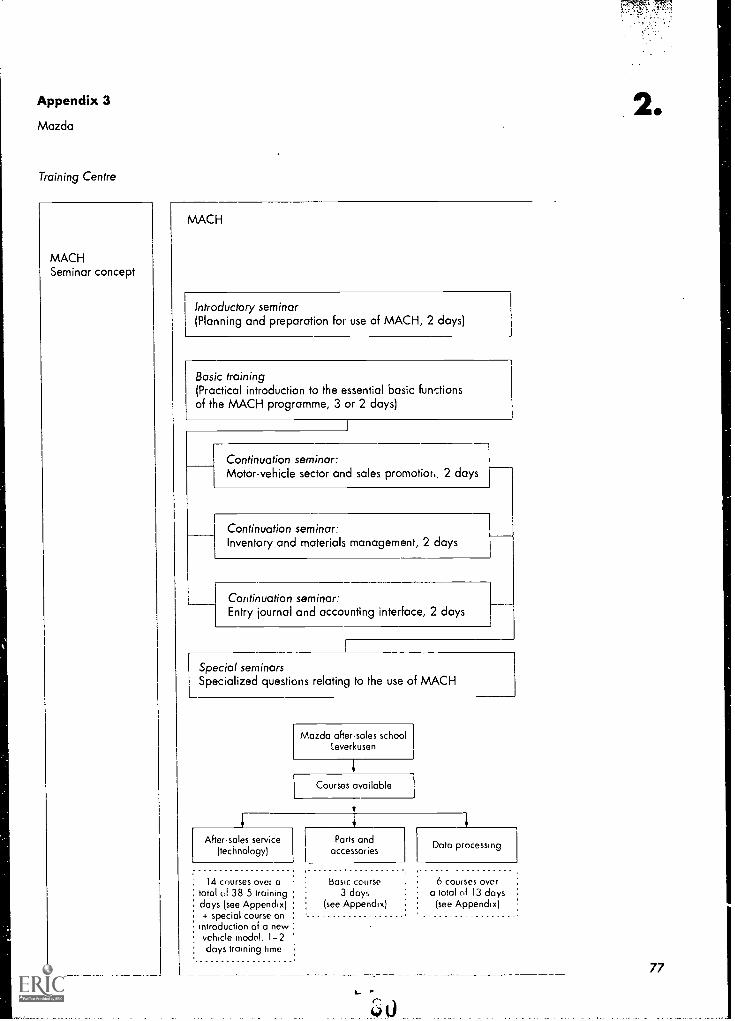
Appendix 3
Mazda
Training Centre
MACHSeminar concept
MACH
Introductory seminar(Planning and preparation for use of MACH, 2 days)
Basic training(Practical introduction to the essential basic fundionsof the MACH programme, 3 or 2 days)
Continuation seminar:rMotor-vehicle sector and sales promotiori, 2 days
Continuation seminar:Inventory and materials management, 2 days
Continuation seminar:Entry journal and accounting interface, 2 days
Special seminarsSpecialized questions relating to the use of MACH
Mazda after-sales schoolLeverkusen
Courses available
After-sales service(technology)
Parts andaccessories
14 courses over atotal of 38 5 trainingdays (see Appendix)+ special course on
Introduction of a newvehicle model. 1-2days training time
Basic course3 days
(see Appendix)
"
Data processing
6 courses overa total of 13 days
(see Appendix)
77
78
3. MERCEDES-BENZ AUTOHAUS K.
Size of the Firm: IV
Car Maker: Mercedes-Benz
Type of Vehicle: A, B
Type of Firm: B
1. General description of the case30 people work at the Mercedes-Benz dealerAutohaus K. KG in a small town in North Hesse(including the proprietor but not including appren-tices). They sell and repair the entire range ofMercedes-Benz AG vehicles: passenger cars,trucks and off-road vehicles. The range of repairscovers all specialist areas and a variety of makes,as the firm also deals in second-hand vehicleswhich it also services and repairs. The firm trainsits own employees.
Mercedes-Benz AG has its own Service TrainingCentre (STC) in Esslingen-Brithl, with branchestablishments in Gaggenau and Mannheim,and 57 decentralized STCs in 39 countries. Allafter-sales service training for Mercedes-Benz AGaround the world is controlled in Esslingen, and amajor proportion of German training is conductedthere. About 350 people are employed full-time incontinuing training at Mercedes-Benz throughoutthe world, 123 of them in Germany.
A new project, a distance learning concept viasatellite conferences with regional bases inGermany, is currently being developed, installedand tested. In future it is hoped to be able to trainup to 300 participants at 15 stations at the sametime. Mercedes-Benz AG has had experiencewith computer-aided forms of decentralized con-tinuing training in the repair shop (combinedvideo and PC schemes) for some considerabletime.
Autohaus K. makes use of everything availablefrom the customer service training centre, butmainly tries to send staff to courses in the region asprovided by the STC at the branches.
2. General description of the firmAutohaus K. KG is an authorized repair shop anddealership for Mercedes-Benz AG in a small townin North Hesse. There are a total of 30 employees(including the management) who sell, service andrepair the entire range of Mercedes-Benz AGvehicles, from passenger cars through off-roadvehicles to commercial vehicles. They also deal insecond-hand vehicles of other makes, which insome cases at the customers' request are subse-quently serviced and repaired at the firm. Thisservice is part of the company strategy, bindingcustomers to the firm for the longest possible time.Apart from painting work, which is contracted outto three other companies, all types of repair aredealt with in the repair shop; no particularspecialities ore highlighted. There is also co-
operation with other companies in the field ofspecial-purpose commercial vehicles.
The firm was founded as long ago as 1918 in avillage to the south of Kassel, and in 1935 movedto a neighbouring village in which the proprietorhad a farmhouse converted to a motor vehiclerepair shop and car dealership. At that time thefirm employed 10 people. In 1964 the firm movedto its present location, and at the same timebecame an authorized dealership and repair shopfor passenger and commercial vehicles forMercedes-Benz AG. The foundations were thuslaid for the present-day firm. Major changesworthy of note since then are, in 1981, theinstallation of a brake test bench and enlargementof the truck shop, and, in 1984, the construction ofa display hall and a vehicle test bench.
At the same time the firm has, of course, alwaysimplemented the constant changes necessary tostay in line with the manufacturer's models as theyhave continuously been updated; as a result of therapid growth of electronic systems in the vehicles,particular'y in luxury cars, it has moreover recentlyhad to m ike considerable efforts entailing invest-ment and raising the level of qualification. As doall Merce des-Benz partners, the firm receives thenecessary set of new tools virtually automaticallywhen a new model is introduced. A computersystem was purchased, and now all internal andexternal operations and services are processedelectronically (repair acceptance, repair shopperformance, staff work records, work costing,spare-part procurement, invoicing etc.).
The firm is located alongside a major trunk roadclose to a motorway and is therefore also easilyreached by customers from the transport sector.With its imposing showroom building, companyflags always flying, transparent company signsand illuminated advertising, it draws attention toitself and its prcducts at all times of the day andnight.
Thanks to its commercial vehicle branch and itslocation in the catchment area of a number ofspas, it has a relatively large proportion ofrandom customers, over 10% in fact: "Becausewe are in a health resort region, many customerscome to us who link their stay at the spa with a visitto the repair shop. They come once a year andmake up about 10% of the clientele." (Member ofthe management)
The managing director and proprietor, or generalpartner, of the KG (limited partnership) is Mr. K.;his daughter is responsible for commercial mattersand co-ordination, and his son for repair shopsupervision. They are assisted by an accountsclerk. At the next level, the firm is divided into atechnical department and a commercial depart-ment, each comprising three sub-units (seeorganizational chart in the Appendix) On the
technical side there are the passenger car repairshop with two master motor mechanics and ninemotor mechanics, the truck repair shop with onemaster mechanic and four mechanics, and thespare-parts store with three employees. In thecommercial department a master motor mechanic(from the technical department), an after-salesservice adviser and a clerical employee forinvoicing work under a mandger in the after-sales order acceptance unit, two car salesmen anda clerical employee work in car sales, and twoclerical employees for finance and accountancywork in the accounts unit.
All employees have received relevant training fortheir occupation; about half completed basicsecondary modern school (Hauptschule), whilethe other half have a leaving certificate from theother type of secondary school (Realschule) or afinal school-leaving certificate (Abitur).
One of ihe employees comes originally fromTurkey. The four female employees are allassigned commercial and administrative tasks.With regard to the age structure, two of theemployees are not yet twenty, seven are over forty,and the rest are in the age group between 20 and40. Overall, one of the features of the workforce isthe length of service with the firm: of the tenemployees who gave us precise details, only onehad been with the firm for less than 15 years, butthree for more than 25 years.
There is a company section of the IG Metall tradeunion with about 20 members from all depart-ments and age groups. A staff committee withthree members is also in place.
The working conditions conform to the collectiveagreement: 30 days' holiday, 37.5-hour workingweek, but with overtime in urgent cases, especiallyin the truck sector. "Transport and supply vehicles,for example, have to be ready to be put back onthe road immediately. We work on two Saturdaysper month, for example, because the commercialvehicles are only available for repair on Fridayafternoons and Saturdays as they are in useduring the week."
The firm trains its own staff. At the moment thereare eight motor mechanics undergoing training.Apart from attendance at a Berufsschule (part-timevocational school), additional in-house training isregularly provided: two to three hours every twoweeks. This is supplemented by "the 'K' courses,which are stipulated by the Central Association ofthe Motor Vehicle Trade (ZDK). They are held atthe Chamber of Trades training centre in Kassel."Only about 10% of the apprentices are taken onin the firm, because far more are trained than arerequired. The department in which the person is towork makes the choice as to who is to be retained."In the technical department it is up to the mastermechanics, and in the commercial department all
those who have dealings with the employee. So itis not the case that the boss says: 'That apprenticeis staying!', but rather that those who know howthe people concerned work always decidewhether they are to stay on at the firm."
3. Provision of continuing vocationaltraining
3.1 Structure within the firmContinuing vocational training within the firm isconcentrated greatly on the courses available atthe customer service training centre, above all oncourses at the closer regional branches of theschool. There are no fundamental problems ofmotivation among the employees, but importanceis attached to everyone participating in continuingtraining more or less regularly, even if not to thesame level of intensity.
The section head is responsible for selecting thecourses and who is to attend; in the technicaldepartment, therefore, this is the repair shopforeman. In addition to selecting suitable employ-ees for the training which necessarily accompa-nies the introduction of new products, his deci-sions are also based on any shortcomingsdetected in the employees' work. Wishes ex-pressed by employees themselves are also takeninto consideration, if this can be justified onorganizational and financial grounds.
On many occasions, attendance at courses istaken as a prompt to hold in-house training: whensomeone returns from a course, it is arranged assoon as possible that at least the person'simmediate working group and other specialistswho would be helped in their work by learningabout the contents of the course are informed ofnew developments by the person who attendedthe course. Other documents and supportingmaterial (video films) produced by the customerservice training centre are often also available insuch cases, in addition to the course documentsthemselves.
3.2 Structure of the customer servicetraining centreThe most important partner in continuing trainingfor Autohaus K. is the Mercedes-Benz AGcustomer service training centre, the ServiceTraining Centre (STC) in Esslingen-Bruhl with itsbranch establishments in Mannheim and Gagge-nau, and a further 57 decentralized trainingestablishments ("satellite schools") in 39 countriesaround the world. (See Figs. 2 and 3 in theAppendix for details of staff and training activ-ities.)
There is a long tradition of after-sales servicetraining at Mercedes. Long before the SecondWorld War there were training opportunities forchauffeurs to enable them to maintain and takecare of the cars in their charge. "They were given 79
80
the chance of being present during ine productionof "their car" so that they could get to know thetechnical ins and outs." After the war, the firstcourses for staff of the after-sales service and thesales organization were held as early as 1949.The big training centre in Esslingen-Brühl wasopened in 1978; 400 people can be trained thereat any one time. Training courses are also held atthe branches, however, and media are producedto allow decentralized learning close to theworkplace.
The original inducement for "mobile", i.e. decen-tralized, training was the need to support thepartner organizations in other countries, nowtotalling 173.
In the course of time, the target group ot ihecustomer service training centre has expandedconsiderably and become more differentiated.The range on offer includes:
Business conferences for managerial staff of theafter-sales service organization, subsidiarycompanies and general agenciesSeminars for managerial staff of dealershipsand their customer-support personnelBriefing of training managers and instructorsfrom decentralized training establishmentsTraining fel: specific target groups, such asmajor customers, public authorities, authorizedexperts, and members of trade associationsDevelopment of teaching programmes for itsown training courses and those of the decen-tralized training centresPilot courses for new teaching programmes andteaching media still under development
The primary task, of course, remains e technicaltraining of dealership personnel and sales train-ing, comprising the following three main areas:
Passenger car service trainingCommercial vehicle service trainingService management training
To meet this aim, a host of different courses are onoffer, and they are constantly updated or re-designed (by woy of an examp.e refer to thecourse plans for commercial vehicles (Fig. 4) in theAppendix). Particularly the extension of the useof e.lectronic components in vehicles and theirsystematic integration in networks has recentlynecessitated a growth in training requirements forrepair shop personnel and constant chang- s in thecontent of courses.
The after-sales service notices shortcomings in theunderstanding of these new systems in a numberof participants, but in generol is unable to makeup for them. "The demands made of the employ-ees at the authorized dealerships are constantlyrising. We don't always have the qualified peopleat the dealerships, though, who we really nced.
This is a social problem. Because you get yourselfdirty in the repair shop, the best people don'tcome to us. Today's technology can no longertolerate unqualified staff." With regard to theyounger generation, however, the matter is
relatively hopeful. !'They understand the newmeasurement techniques and what electronics isall about, either because of their own interest orbecause they have learned the fundamentals atschool."
The STC's annual programme is initially updatedaccording to the experience gained in theprevious years, and is constantly adapted to newtechnical developments. Queries received in largenumbers from the sales organization are alsotaken into account. It can even happen that thetraining plan is overturned in the event of anaccumulation of technical problems at the dealer-ships, and a special scheme is fitted in to cover anurgent topic. These problems are detected bycontact with the after-sales service managers atthe dealerships, from observations made by theguarantee department, or from reports from theinstructors in the decentralized STCs. Specialschemes that are planned at least to a certainextent are those for model changes or majormodifications to existing models which call forspecial training efforts in a short space of time forlarge numbers of people.
The trainers at the STC are generally professionalpractitioners with an engineer's training, broadbackground knowledge about automotive technol-ogy, teaching skills and knowledge of foreignlanguages. Special information weeks (for bothtechnical training and foreign-language teaching)are planned and held for the trainers on their own;the STC is closed during that time. At the time ofmodel changes, for example, when the introduc-tory courses for the sales organ;zation are beingprepared, it may be the case that the school isclosed for two weeks: first the trainers have to beinstructed, and then the course documents pre-pa.-ed. This all has to happen within a very tighttime schedule, because it does not make sense tobegin internal training before series productionhas commenced. By then, however, the dealer-ships also want to be briefed on the new model."We can only start preparing the training docu-ments when the first cars are being built.Differences still appear between pilot productionand mass production. That means that we can'tstart de, using the training documents until sixweeks before the start of production. Then thestaff of the decentralized training centres come tous and get their material, above all thcse fromother countries in the relevant languages. Bel-weensix and eight of our staff then also travel aroundand give instruction at our satellite schools, forexample in the new electronics in the model.'
Instruction of the trainers is prepared andperformed by trainers with responsibility for
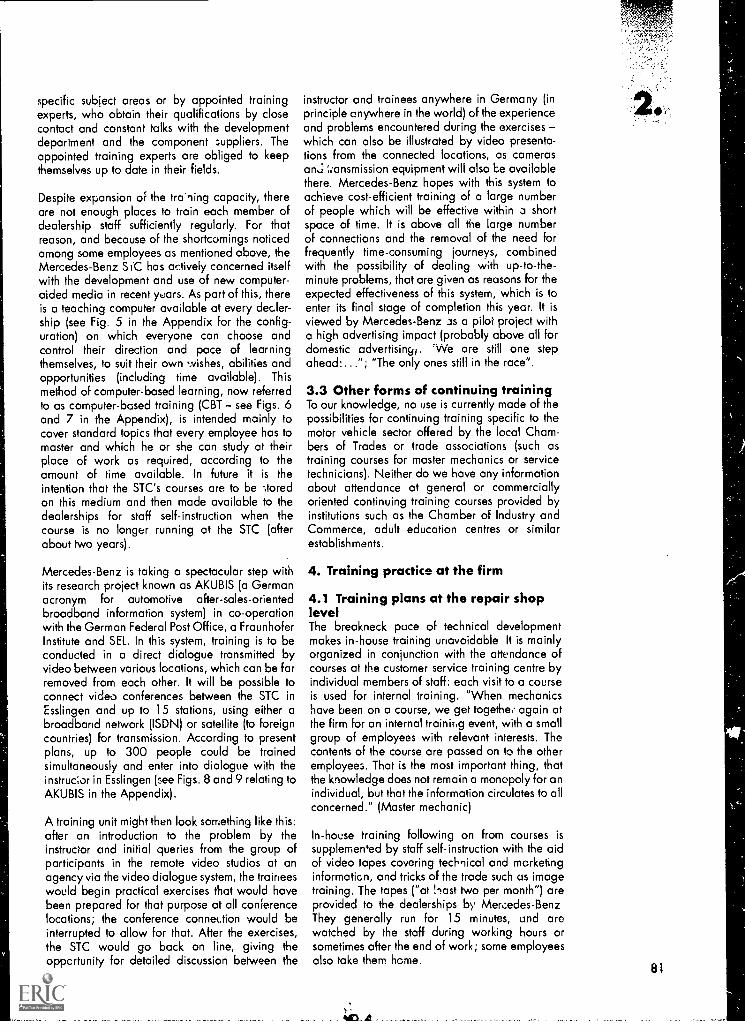
specific subject areas or by appointed trainingexperts, who obtain their qualifications by closecontact and constant talks with the developmentdepartment and the component suppliers. Theappointed training experts are obliged to keepthemselves up to date in their fields.
Despite expansion of the trcining capacity, thereare not enough places to train each member ofdealership staff sufficiently regularly. For thatreason, and because of the shortcomings noticedamong some employees as mentioned above, theMercedes-Benz SIC has actively concerned itselfwith the development and use of new computer-aided media in recent years. As part of this, thereis a teaching computer available at every deder-ship (see Fig. 5 in the Appendix for the config-uration) on which everyone can choose andcontrol their direction and pace of learningthemselves, to suit their own wishes, abilities andopportunities (including time available). Thismethod of computer-based learning, now referredto as computer-based training (CBT see Figs. 6and 7 in the Appendix), is intended mainly tocover standard topics that every employee has tomaster and which he or she can study at theirplace of work as required, according to theamount of time available. In future it is theintention that the STC's courses are to be Itoredon this medium and then made available to thedealerships for staff self-instruction when thecourse is no longer running at the STC (afterabout two years).
Mercedes-Benz is taking a spectacular step withits research project known as AKUBIS (a Germanacronym for automotive after-sales-orientedbroadband information system) in co-operationwith the German Federal Post Office, a FraunhoferInstitute and SEL. In this system, training is to beconducted in a direct dialogue transmitted byvideo between various locations, which can be farremoved from each other. It will be possible toconnect video conferences between the STC inEsslingen and up to 15 stations, using either abroadband network (ISDN) or satellite (to foreigncountries) for transmission. According to presentplans, up to 300 people could be trainedsimultaneously and enter into dialogue with theinstrucior in Esslingen (see Figs. 8 and 9 relating toAKUBIS in the Appendix).
A training unit might then look something like this:after an introduction to the problem by theinstructor and initial queries from the group ofparticipants in the remote video studios at anagency via the video dialogue system, the traineeswould begin practical exercises that would havebeen prepared for that purpose at all conferencelocations; the conference connection would beinterrupted to allow for that. After the exercises,the STC would go back on line, giving theoppertunity for detailed discussion between the
instructor and trainees anywhere in Germany (inprinciple anywhere in the world) of the experienceand problems encountered during the exerciseswhich can also be illustrated by video presenta-tions from the connected locations, as camerasark; ;..ansmission equipment will also be availablethere. Mercedes-Benz hopes with this system toachieve cost-efficient training of a large numberof people which will be effective within a shortspace of time. It is above all the large numberof connections and the removal of the need forfrequently time-consuming journeys, combinedwith the possibility of dealing with up-to-the-minute problems, that are given as reasons for theexpected effectiveness of this system, which is toenter its final stage of completion this year. It isviewed by Mercedes-Benz as a pilot project witha high advertising impact (probably above all fordomestic advertising,. 'We are still one stepahead: ..."; "The only ones still in the race".
3.3 Other forms of continuing trainingTo our knowledge, no use is currently made of thepossibilities for continuing training specific to themotor vehicle sector offered by the local Cham-bers of Trades or trade associations (such astraining courses for master mechanics or servicetechnicians). Neither do we have any informationabout attendance at general or commerciallyoriented continuing training courses provided byinstitutions such as the Chamber of Industry andCommerce, adult education centres or similarestablishments.
4. Training practice at the firm
4.1 Training plans at the repair shoplevelThe breakneck pace of technical developmentmakes in-house training unavoidable It is mainlyorganized in conjunction with the attendance ofcourses at the customer service training centre byindividual members of staff: each visit to a courseis used for internal training. "When mechanicshave been on a course, we get together again atthe firm for an internal training event, with a smallgroup of employees with relevant interests. Thecontents of the course are passed on to the otheremployees. That is the most important thing, thatthe knowledge does not remain a monopoly for anindividual, but that the information circulates to allconcerned." (Master mechanic)
In-house training following on from courses issupplernen'ed by staff self-instruction with the aidof video tapes covering technical and marketinginformaticn, and tricks of the trade such as imagetraining. The tapes ("at !last two per month") areprovided to the dealerships by Mercedes-BenzThey generally run for 15 minutes, und arewatched by the staff during working hours orsometimes after the end of work; some employeesalso take them home.
81

82
There are no major problems of motivation forparticipating in continuing tiaining. It doeshappen from time to time that individual employ-ees approach a foreman with the idea ofattending r course that would help them to dealwith problems with which they are confronted as aresult of the rapid changes in technology. On theother hand, however, the management doesconsider it necessary to constantly draw employ-ees' attention to the need for continuing training,as they say that the only way of surviving in theface of competition in the future is by joint effortwith work of an excellent quality.
4.2 Link between training concepts anddemandEmployees have (sometimes unspoken) expecta-tions that further training will give them personaladvantages. This is particularly tree of the "juniormaster mechanics", that is employees who haveattained their master mechanic qualification butfor whom no suitable post is available. The servicetechnician job is seen as one way of solving thisproblem of qualifications not being duly acknowl-edged: "This creates an interim position betweenthe ordinary motor mechanic and the mastermechanic/foreman. We have informed our em-ployees that this qualifiLetion exists, but so farnone of ihem has shown any interest in the furthertraining For it." (Member of the management).
In recent years the demand for further training hasincreased rapidly, both on the part of the firm andthe individual employees. This is true cbove all inthe area of improved quality of technical servicescarried out on the vehicle but also in the area ofcustomer care, after-sales service and salesadvice. "Technologically innovative products withcomplicated electronic systems designed to in-crease comfort, found for example in S-class cars,have inevitably given rise to an immense need forfurther training of mechanics in the repair shop.Primarily, what is required is systems analysis,troubleshooting for integrated electronic systemswith fault storage, the ability to read citcuit andconnection diagrams and locating the computersystems, sensors and actuators in the vehicle. Thishas inundated us with new fields of knowledge tobe mastered."
Inherent in this increase in technology is, however,the problem of a certain amount of selection: someemployees, with the best will in the world, simplycannot keep up any more. Furthermore, even thefirms themselves are always running to catch up.For example, the repair shop, like others too, has"a diagnosis procedure. We had to buy a newengine tester in order to be able to locate faults.One of the staff had to go on a training course. Hethen had to pass on immediately what he hadlearnt to a colleague." Also when a new model isintroduced, the preparation time available is
usually pretty short. Thei are opportunities for
training beforehand but it usually all takes place atquite short notice. At least one employee hasattended a training course, though, before themodel arrives at the firm.
4.3 Target groups of vocationaltrainingNew employees or trainees who have been tokenon from another firm are sent as soon as possibleon the bmic training courses offered by thecustomer service training centres: for instance"Parts and Accessories", in the case of staff on thecommercial side of the business, or courses for up-and-coming sales personnel. Wherever possiblethey are sent on courses in the branch establish-ment in Kassel in order to save time and money.
These basic courses account for about 5% of thetraining in the firm. Another 5% take the form ofmanagement training, roughly 10-20% are salestraining courses and the remainder, the vastmajority, are technical courses.
Essentially all employees are eligible to take partin the courses offered by the customer servicetraining centres. Capacity is however, limited, somost courses offered when technological innova-tions or new models are introduced normallyconcentrate on the foremen who then use in-housetraining to ens,.:.-e the knowledge permeates to allparts of the firm.
4.4 Training plansVirtually the entire continuing training in the firmapart from the "private" activities of individualemple,yees (e.g. the courses for master mechanicsat the Chambers of Trades) or isolated exceptions
is based on what is offered by the Mercedes-Benz customer service training centres. No secretis mcde of the fact that preference is given to thedecentralized courses in the branches which aregeographically c!.,ser (Kassel, Hannover, Dort-mund, Düsseldorf), although employees are, ofcourse, also sent to Esslingen-Brühl.
The selection of participants in the technicaldepartment is made by the foreman responsibleafter consulting the annual plan issued by thecustomer service training centre. He recommendscertain employees to the management tor relevantcourses. One of the criteria used by the foremen isthe shortcomings he has noticed in individuals butthe mein one is the desire to keep the level ofqualifications of his department up to scratch andmcke sure that his staff are qualified to deal withspecial developments (in the field of off-roadvehicIes, for instance).
4.5 Costs of continuing vocationaltrainingOn average the amount of time spent in continuingtraining iz, according to the management, 56hours per year for each employee: seven fullworking days a year.

They say that costs have rocketed in recent years.A member of the management estimates the rise incosts from 1991 to 1992 alone at some 30 to40% and explained it by the increased demandfor qualifications brought about by rapid changesin vehicle technology but also by the high costs ofexternal training courses: continued payment ofwages, travel costs and board and lodging.
4.6 Estimation of costsWe have no information about the absolute coststo this firm of participating in courses at thecustomer service training centres nor about othercosts of continuing training. It is not knownwhether the costs are calculated to include in-house continuing training.
5. Evaluation of the training conceptsIn the standard written questionnaire on participa-tion in continuing training courses, those ques-tioned have unfortunately given very differentresponses over recent years. Most confinedthemselves to referring to "the constant continuingtraining in Kassel and throughout the country" andmentioned at best only one or two titles of coursesfrom the past two years. A few others named awhole list of courses from the same year: a fitterhad taken part in four in 1992 and three in 1991,one master mechanic had even attended sevencourse:, in 1992 (but only two in 1991). Thissurvey thus provides a poor basis for an evalua-tion. One thing is, however, clear: all concernedtook permanent continuing training for granted.
We gradually formed the impression that this firmmainly promotes concepts of decentralized train-ing and learning on the job from colleagues,seeing it, however, as a complementary andeconomic way of passing on knowledge gainedin centralized learning situations. This firm, in anycase, strongly emphasized the costs involved incontinuing training not that they were consider-ing not paying them, but saying that the limit wasin sight beyond which they would not be able tocope with further e;:pansion, either in costs or thenumber of continuing training activities.
6. ConclusionsIn this case efforts are being made to conductcontinuing training in a decentralized manner(across the globe) whi'st maintaining the centralrole of the group in its :ontrol. This has been putinto practice in trainin3 sessions in the branchestablishments. It remai is to be seen w'.iether theambitious project of global video :irojects willovercome the deficits in the repaii shops whichthey themselves are seeking to overcome bymeans of "home made training drawing on thesnowball effect" and the use of self-learningmedia. Initial attempts are being made this year.What does seem certain is that, even withAKUBIS, it will not be possible to regularly reachall the employees in the repair shops. We believethat an inflation of the system of this kind would notonly cancel out the cost advantages aimed for, butwould, without doubt, also cause considerableproblems of organization and therefore fail in
practice.
83
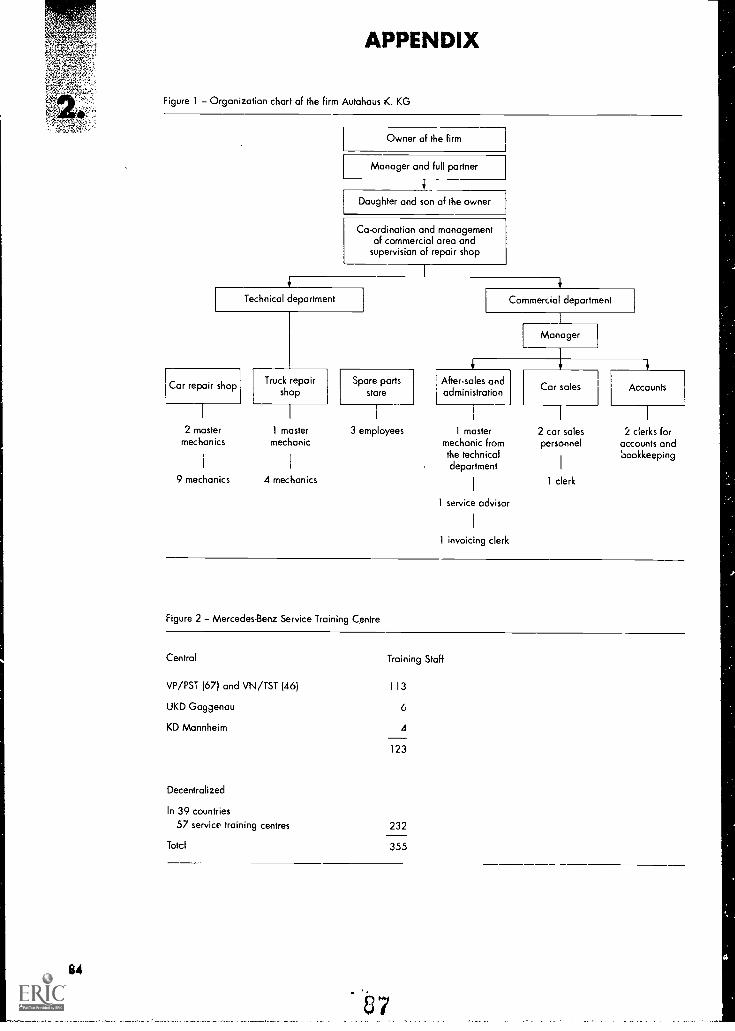
84
APPENDIX
Figure 1 - Organization chart of the firm Autohaus K. KG
Owner of the firm
Manager and full partner
4
Daughter and son of the owner
Co-ordination and managementof commercial area and
supervision of repair shop
LTechnical department
Car repair shop
2 mastermechanics
9 mechanics
L Truck repairshop
1 mastermechanic
4 mechanics
Spare partsstore
3 employees
Commercial department
Manager
After-sales andadministration
1 mastermechanic fromthe technicaldepartment
1 service advisor
1 invoicing clerk
Car sales
2 car salespersonnel
1 clerk
Accounts
2 clerks foraccounts andbookkeeping
Figure 2 - Mercedes-Benz Service Training Centre
Central Training Staff
VP/PST (67) and VN/TST (46) 113
UKD Gaggenau 6
KD Mannheim 4
123
Decentralized
In 39 countries
57 service training centres 232
Totcl 355
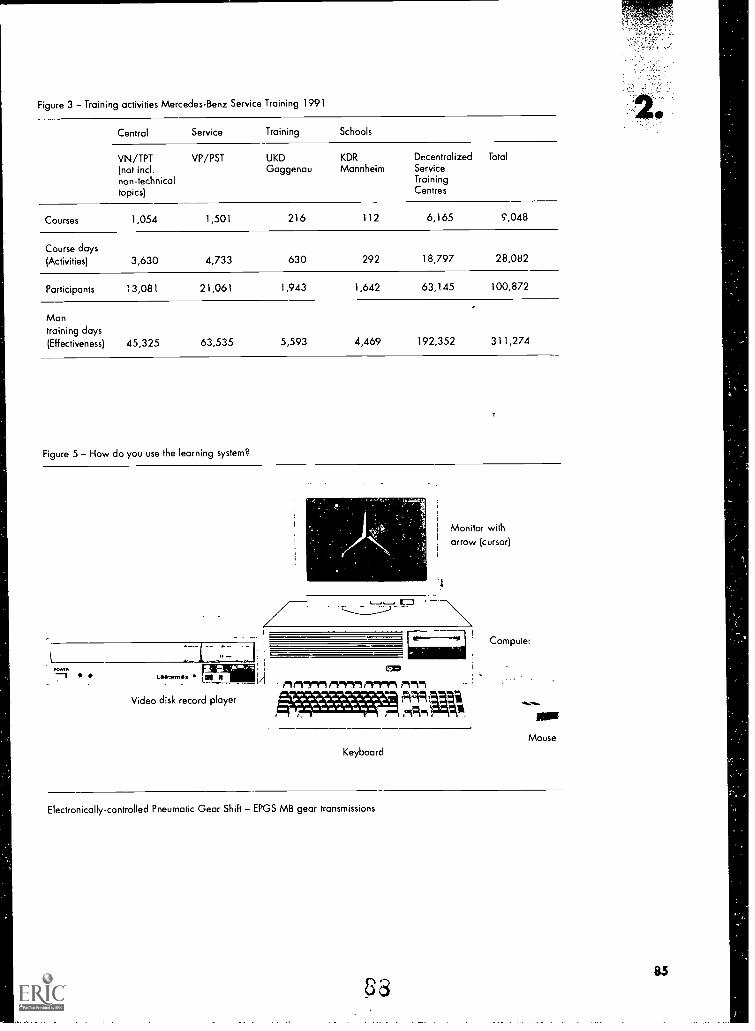
Figure 3 Training activities Mercedes-Benz Service Training 1991
Central Service Training Schools
VN/TPT VP/PST UKD KDR Decentralized Total
(not incl. Gaggenau Mannheim Servicenon-technical Trainingtopics) Centres
Courses 1,054 1,501 216 112 6,165 9,048
Course days(Activities) 3,630 4,733 630 292 18,797 28,082
Participants 13,081 21,061 1,943 1,642 63,145 100,872
Mantraining days(Effectiveness) 45,325 63,535 5,593 4,469 192,352 311,274
Figure 5 - How do you use the learning system?
Monitor w i th
arrow (cursor)
MIN r,rtnn
Video disk record player v 4.V ''V" 'f sv PRR
Keyboard
Computer
Mouse
Electronically-controlled Pneumatic Gear Shift - EPGS MB gear transmissions
ca85

86
--
Figure 4 VN/TST Training courses in the field of commercial vehicles: 1993
Category of course Model-specific courses
Topic t
Type of course
Introductory course
General Pick-uptrucks
Trucks Buses Engines Manual geartransmission
Basic courses for repair shoppersonnel in the MB organization
t t---- Course Page no.
Length of course (days)
Provided as required and for new models or aggregates included in he planning
NAND,egc-Ky
scA.:c
011121
NA:A.;.r-1
,c,ng
2 i''21
NNANM8 tn,...o.vcif Ives
2 11 2 41
Courses on innovations/changesfor repair shop personnel in theMB organization
NEAN
2 rat
Courses for managerial staff andafter-sales advisers in the MBorganization
Courses for commercial customers,government authorities andassessor;
Ake,fld .1
Mu,sq,,3VU4
'7F-T 4
AJOA1,0 435, 4C7408
41
".MNA1.)M :103 uno40)
..77F27F-7,
ENGNAMB goo, OndEPOS
2 H., 21
./A.Per,: i

Courses specific to aggregates, systems and component groupr
Automatic Axles Brakes Air Electrics and Electrics and Running Body work Accident Body
gear trans-missions
Steering suspension ElectronicsTrucks
ElectronicsBuses
gearadjustment
Fittings repairs painting
n oppropriate numbers and correspondingly announced
0NAGBA.10,10.. MB0005n0.13.00s as
.fl teg.sttoon
...NBAGB.okei
NrNNEGComore,. wehoc'es e:ectrocs- Bala
svi 8 SNFMSNT1Runrtng pataolustment
SNUTPak up tr.aksRep, al cc,dent &stooge
SNt. 1Cornmeecar wehales. Repotsto poontwor:
Stage I1111311WItil , 4 1 1 2 9 1 A 1 3 2 1 , WilIEEMP CI linfiiM
/MLAB10,0.3 and aotcondotoonong -7Ncks
NOER:
Electtas and a.condotonong -Coaches
1.5NUFTwasRepo, al OCC..dent donage todone. s cabs
4 101 1 4 6
NAFB-ts
Aerantata tams.mos ons ZNV0,1 Os .."tea sttotoon
NBUB§ 29 E and V
CO
SNt 2N
COMmerCia, o0,hales Rep6mto pontwor1S199. 2
4 1/ 2101 ot,4 11321 , , 4 113313 11 2 81 - t.
"NOESElcar as and orC000.,0,,ng -C.; buses
4.5 4 4 ,CNSRS§ 29 VSPK 01.1sID
4.10 1 4 6SOUPBusesRepo, ol occo.dent darnoge, 4 1 1 2 1 1 1 , 4 I 1 3 3 1
MIEDIECEINIPlNABSABS ASR SNUR
Repot ol<boss s
2 1! 2 21 NK.(1)5Cornoreaonl wohoc es e cora sana d ognoso -Bas cs
4 51 ! 4 5NENRE korona les e'conrol
, 2 1 1 2 1 2 1 , . 2 1 - 4 1
NAGF N
Aotonvta MB
on regostoakon
NAIN1 Aras and
NBINN
BrakesABS; ABRa , stseens on
NtEN ..\Eicatoocs and a..condo et S ,9 -To oaks
NOENElocteas atttd a.,tond...0^,9 -Bose's
tsSNKNTstaks andP.tk op ',KA sBodywotk ona''' ^95
.SNI 3 - Corn wRep te peon'svotk Ba.nt no r.rog systemsStage 3.7.T1T77 11711§1011111 2 4 r 2 121 , . 2 11 3 21 , 2 11 3 31 ,,
. 2 11421 , 4./01/ ,1 7j ,SOKNEA ses
9*d:two: ad
'SN1 4 - Corn .Rep a pc,.wook innosotoons/thanges
3 5 WNW s 2 11 4 71 ..,
'SNI. 4 - Cott' w NRep ,o Pa c',ao0,k IO, Gaon,states ow.tit togoona' trackage
, 2 11 4 81 /,SN1,2 - Rep,
of accod darnoge te con,lot a'ter salesoda.sors eo.pao
s.4 5 1 2 4 1 .SNUK - Rep of\MC &wane tecorn w §a, &tooso'es ad: lam
4 51 2 4 1 ,\
§ 29 I .3,1 V
,-ti +CD)
\r5.01 ,
eLA, , ol actdent damageto cans veh 0 OS
kleom, e le.0,1C1Vs,2.1...i.1 1_,
NBOK4 2a F a-od O
(Th
s., 21461 .,
4 1 4 5 1 ,
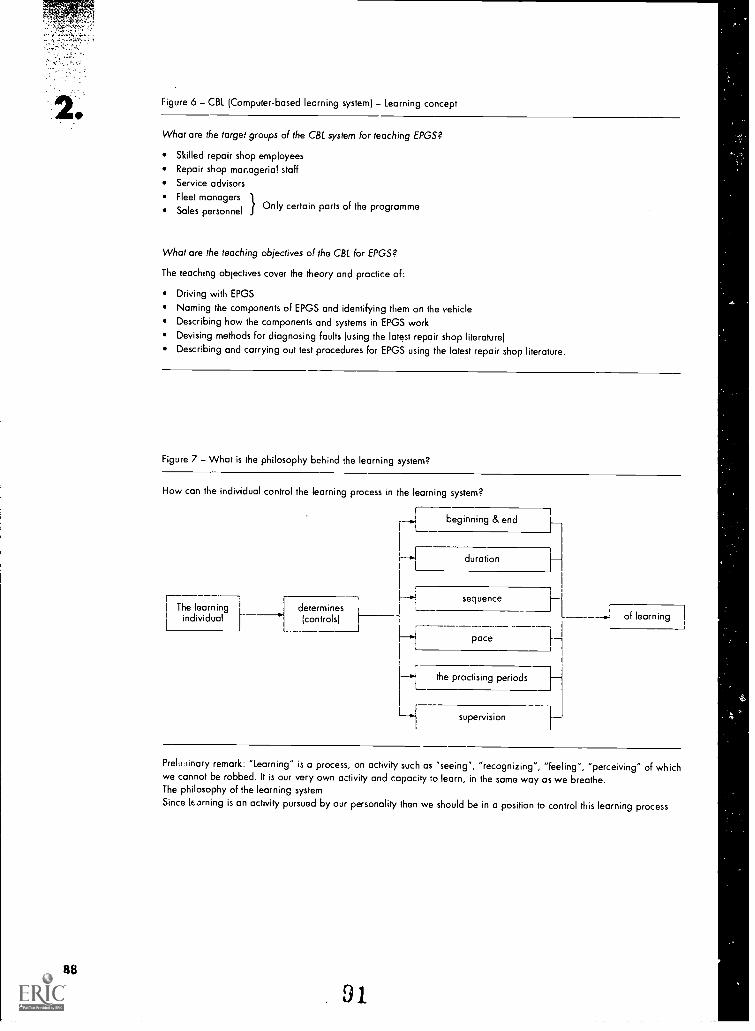
88
Figure 6 CBL (Computer-based leorning system) Learning concept
What are the target groups of the CBL system for teaching EPGS?
Skilled repair shop employees
Repair shop managerial staffService advisors
Fleet managersOnly certain parts of the programmeSales personnel
What are the teaching objectives of the CBL for EPGS?
The teaching objectives cover the theory and practice of:
Driving with EPGS
Naming the components of EPGS and identifying them on the vehicle
Describing how the components ond systems in EPGS work
Devising methods for diagnosing faults (using the latest repair shop literature)
Describing and carrying out test procedures for EPGS using the latest repair shop literature.
Figure 7 What is the philosophy behind the learning system?
How can the individual control the learning process in the learning system?
i The learningindividual I
determines(controls)
1
"41beginning & end
duration
sequence
pace
HLthe practising periods
supervision
of learning
Pre lit:iinary remark: "Learning" is a process, an activity such as "seeing", "recognizing", "feeling", "perceiving" of whichwe cannot be robbed. It is our very own activity and capacity to learn, in the some way as we breathe.The philosophy of the learning system
Since kirning is an activity pursued by our personality then we should be in a position to control this learning process
91
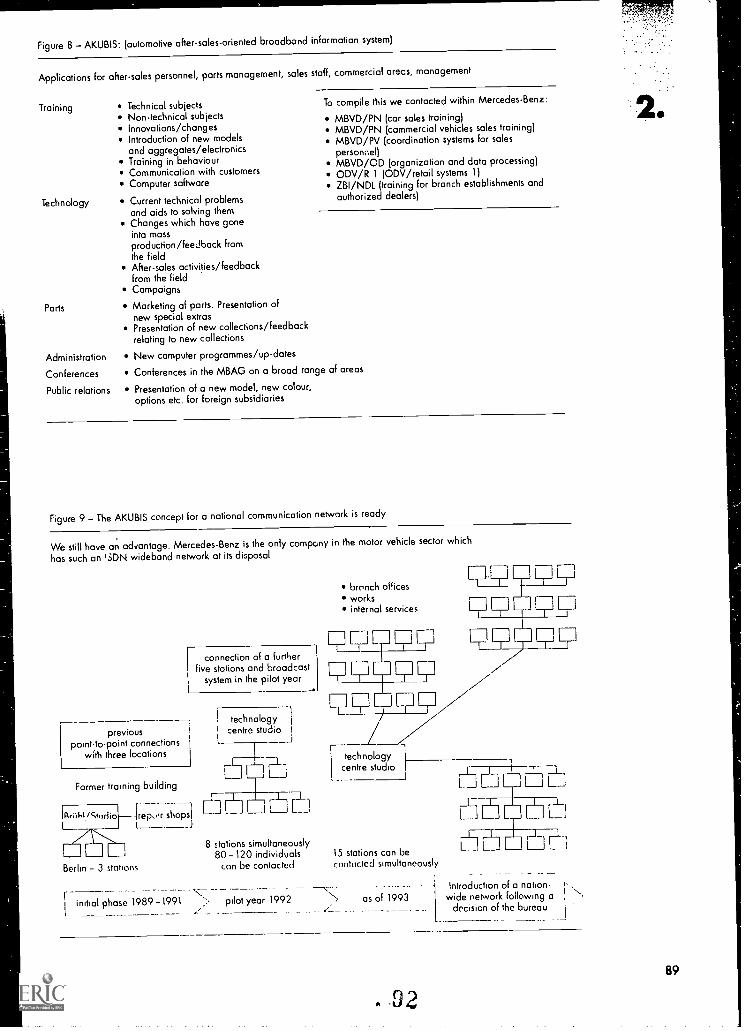
Figure 8 - AKUBIS: (automotive after-sales-oriented broadband information system)
Applications for after-sales personnel, parts management, sales staff, commercial areas, management
Training Technical subjectsNon-technical subjectsInnovations/changesIntroduction of new modelsond aggregates/electronicsTraining in behaviourCommunication with customersComputer software
Technology Current technical problemsand aids to solving themChanges which have goneinto massproduction/feedback fromthe fieldAfter-sales activities/feedbackfrom the fieldCampaigns
Marketing of parts. Presentation ofnew special extrasPresentation of new collections/feedbackrelating to new collections
Administration New computer programmes/up-dates
Conferences Conferences in the MBAG on a broad range of areas
Public relations Presentation of a new model, new colour,options etc. for foreign subsidiaries
Parts
To compile this we contacted within Mercedes-Benz:
MBVD/PN (car sales training)MBVD/PN (commercial vehicles sales training)MBVD/PV (coordination systems for salespersonnel)MBVD/OD (organization and data processing)ODV/R 1 (0DV/retail systems 1)ZBI/NDL (training for branch establishments andauthorized dealers)
Figure 9 - The AKUBIS concept for a national communication network is ready
We still have an advantage. Mercedes-Benz is the only company in the motor vehicle sector which
has such an ISDN wideband network at its disposal
connection of a furtherfive stations and broadcast
system in the pilot year
-:
previous ii
point-to-point connectionswith three locations
Former training building
Berlin -- 3 stations
shops]
technologyI, centre studio
-a
branch officesworksinternal services
E:3
technology
FL]centre studio
I
_J EiJ1±JELIL t[ti
8 stations simultaneously80 -120 individuals 15 stations can be ELlt-±11
can be contacted contacted simultaneously
Introduction of a nation-
[ initial phase 1989 -1991 pilot year 1992 N> as of 1993 wide network following adecision of the bureau
0289
90
4. BMW AGENCY
Size of the Firm: Ill
Car Manufacturer: BMW
Type of Vehicle: A, B
Type of Firm: B
1. General description of the caseThe firm H. Automobile is an authorized BMW(Bayerische Motorenwerke, Munich) deakrshipand repair shop in a small town in Central Hesse.The firm was established in 1985 and employsnine staff, not counting the owner. The firmspecializes in repairing BMW vehicles but alsorepairs other makes of second hand vehicle fromtheir own sales department. The firm also sells newand used BMWs and used vehicles of othermakes.
BMW has at present a central Service TrainingCentre in Munich and six decentralized trainingschools (five in Western Germany and one inEastern Germany).
BMW provides its dealerships with "TIPs" (Train-ing and Information Programmes). The companyproduces around twelve of these TIPs per year foruse in the dealerships.
Another special feature of the car manufacturerBMW is that it is currently developing a newdiagnosis information system (INS) which is to beused in the dealerships from 1994. This DIS isintended to enable the staff of the dealerships toprovide qualified and economic servicing ofvehicles, in other words maintenance, service,fault detection and repair of integrated automotiveelectronics. The development of an informationsystem of this kind is a response to the rapidincrease in technological changes in the motorvehicle sector.
The training courses attended by the employees offirm H. ore primarily those offered by BMW. Thefirm itself plays a part in the initial training of itsemployees.
2. General description of the firmAutohaus M. GmbH is an authorized dealershipand repair shop for the car manufacturer BMW(Bayerische Motorenwerke, Munich). It consists ofa motor vehicle repair shop with a spare-parts store,an office and administration building (for customerreception and administration) and a showroom forthe car sales department. The prestigious buildingand showroom pavilion are eye-catching and agood advertising feature for the firm.
It is at a well-chosen location on a major trunkroad and therefore easy for customers to reach.There are no other vehicle repair shops or salescentres nearby to provide competition.
,
D3
This firm both repairs and sells cars. It markets theentire range of BMW models and also sellssecond-hand BMW vehicles as well as othermakes. The repair shop primarily repairs BMWcars but in individual cases does accept othermakes of vehicle if &ley have been sold by its ownsales department. Tne repair shop does not haveany particular specialization but most of its work isin the area of automotive electronics and the drivetrain (gears, engine including ignition and fuel-injection). Body painting jobs are passed on toother specialized firms. The spares for their ownmake of vehicle are either collected personallyfrom a BMW branch establishment in Kassel(approximately 70 kilometres away) or orderedby fax and delivered the next day.
The technical equipment in the repair shop meetsthe standard required of a small firm authorized tocarry out repairs of this make of vehicle. Themanufacturer, BMW, imposes certain standards oftechnical equipment on its appointed firms; forexample, the company automatically delivers acorresponding set of tools whenever a new modelis introduced if there have been any changes. Inthis context the firm's last major investment was thepurchase of a new measuring device for carryingcut electronic measurements on vehicles.
The firm deals with around five or six vehicles perday. 95% of the customers are regulars; the other5% are one-off customers who for the most parthave had a breakdown on the nearby trunk roadwhich has a heavy traffic flow.
The firm was founded in 1985 by Mr H. Theworkforce initially comprised seven employees:Mr H., his wife who was in charge of theadministration, a master motor-vehicle mechanic,a mechanic, a bookkeeper and two car salesmen.In 1986 the number of employees increased: onadditional mechanic for the repair shop and anoffice clerk were taken on. At the end of theeighties they were joined by another motormechanic.
The internal organization of the firm is as follows(cf. figure 1 in the Appendix). beneath themanagement level (proprietor of the firm) thereore three departments:
technical department (repair shop)customer after-sales service, sale of spareparts, administrationcar sales.
Apart from the proprietor, Mr. H., the firm employsat present nine people (not counting trainees): fouremployees in the repel shop (one master motor-vehicle mechanic and three motor-vehicle me-chanics), three employees in the departmentdealing with customer after-sales service, sale ofspare parts and internal administration (theproprietor and head of the firm, Mr. H., a
bookkeeper and a clerk; from the point of view ofhis function the master mechanic would have to beincluded in this category) and two sales personnelin the car sales department.
There are also currently three trainees in the firm:a young woman is being trained as an office clerkand two young men ore being trained as motor-vehicle mechanics.
As the organization chart shows, the proprietor isresponsible for the management of the er.tire firmand in particular for the areas of organization,customer service, administration and vehicle sales.He accepts the incoming jobs, is responsible forprocurement of spare parts and decides whichemployees should take oart in the continuingtraining courses at thr central customer servicetraining centre and the decentralized continuingtraining courses offered by the manufacturer. Theiwo car salesmen are responsible for negotiatingsales of both new and used cars. The master motor-vehicle mechanic is the foreman in charge of thetechnical department (motor-vehicle repair shop);he is responsible for the distribution and super-vision f the workload, organizing continuingtraining within the firm and manages the customerafter-sales service.
All employees have relevant vocational trainingbehind them: the three mechanics have completedtheir training and have the journeyman's diplomaissued by the Motor Vehicle Guild, the foremanhas passed the master mechanic examination ofthe Chamber of Trades, one mechanic is currentlyattending the master mechanic's course at theChamber of Trades. The proprietor has undergonecommercial vocational training, the bookkeeper istrained as a commercial employee for industryand the clerk has completed the commercialtraining for office workers. 13-.+11 car salesmenhave commercial qualifications (one of them in thewholesale sector, the other in the technical-commercial field).
With regard to age structure there is a cleardivision into two groups: the employees who havebeen with H. since the firm was founded are 40years of age or older (the proprietor and foremanare over 50; the bookkeeper, at 39, is a littleyounger), the employees who came to the firm in1986 or later are, in contrast to this, all under theage of 25.
The employees are paid in accordance with thecollective agreement. Hours of work and annualholiday are similarly in line with the provisions ofthe collective agreemelt. All employees woi k fulltime, i.e. 37.5 hours per week.
The employees are not trade union members nor isthere a staff committee. All personal and profes-sional matters are dealt wish by talking directly to
the proprietor or - in the case of the technicaldepartment - to the foreman.
3. Provision of continuing vocationaltraining
3.1 Structure within the firmThe firm relies almost exclusively on the continuingvocational training provided by the BMW ServiceTraining Centre. This comprises, on the one hand,the courses they offer but also the media theydistribute for learning in the repair shop (TIP). Inaddition to this, whenever an employee attends atraining course the opportunity is used for in-housecontinuing training to take place. This is bothnecessary and sensible because the mojority ofcontinuing technical training focuses on the fore-man. It is the proprietor who decides whichemployees and how many of them should takepart in training (the foreman proposes people fromthe technical department). The staff are not offeredany other continuing training opportunities - forreasons of cost and also because of the smallnumber of employees in this particular firm.Individual employees do, however, make use ofother continuing training courses offered in theregion (e.g. by the Chamber of Trade andIndustry) "off their own bat" (and at their ownexpense).
Of the continuing training courses attended byemployees over recent years, 10% were in themanagement field, another 10% were salescourses and 80% were technical training courses.
3.2 Structure of the BMW TrainingCentreThe manufacturer BMW has a central trainingschool in Munich which provides all types oftraining courses; some seminars are, however,also run decentrally at 31 specially selected andequipped repair shops (external training centres)and at six regional training centres (five in
Western Germany, one in Eastern Germany; cf.figure 2 in the Appendix). Each of these trainingcentres is responsible for the authorized dealer-ships within a radius of 120 kilometres. From themiddle of 1993 teaching will continue at only sixdecentralized training schools and the centraltraining school.
The troiring courses offered cover both the after-sales service area (discussions with customers andadvising customers) and the technical work of therepair shops
In addition to this the manufacturer providestraining and information programs (TIPs) for theemployees of all authorized dealerships. Theseteaching programmes on video or teachingcomputers have a dual function: fir stly they enableemployees in the repair shops to familiarizethemselves throunk independent study "on the
(Jzi
91
92
job" with new technical developments introducedby BMW (for example new engines, automaticparking distance devices, a new sliding roof etc.)and secondly they are intended to enable employ-ees to prepare themselves before they take part inseminars at the training centres. This preparationis obligatory for all participants.
In each firm an information representative (IR) isresponsible for liaising with the central servicetraining school in Munich. His or her job is
described as follows: to deal with all correspond-ence with the manufacturer BMW, to selectsuitable employees from the firm to participate incourses at the training centres and ensure that thepal ticipant follows the preparation required usingthe TIP. A reporting form, which has to becompleted at regular intervals, asks for details ofproblems which arose during the use of theteaching material. There are specific questionsconcerning the participant's assessment of thequality of the course attended.
The TIP consists of a teaching film (approximately25-30 minutes long), which can be viewed andworked through by the employee using a teachingcomputer and a video recorder at the workplaceand a written instruction programme which hasbeen developed to accompany the film. Thelearning steps in working through a particularsubject are technically programmed and thesuccess of the participant is displayed on thecomputer screen. These learning protocols arereported back to the training centre.
Approximately 12 TIPs are produced each year.The number and content of the teaching pro-grammes depend on the volume of technicalinnovations which are launched in that particularyear. The dealership receives the TIP videoautomatically.
3.3 Other forms of continuing trainingThe BMW Service Training Centre also offersevening seminars for employees wishing to qualifyas diagnosis technicians in the field of electricalsystems and electronics. They involve 120 hours oftraining, and classes are three hours twice a week.
A certificate from the firm is awarded oncompletion of this form of continuing training.Any regional opportunities for continuing training,apart from those offered by the training centre (atthe Chamber of Trades or Adult EducationCentres, for instance), are not included in thefirm's continuing training plans. There are, however, employees who voluntarily use relovantcontinuing training facilities outside workinghours and at their own expense. In this contextthe example of a commercial employee is striking:she reported that she has been attending eveningcourses related to :ler profession at the Chamberof Trade and Industry for years without interrup-tion.
05
4. Training practice at the firm
4.1 Training plans nt the repair shoplevelThe firm's plans for continuing training are basedentirely on what is offered by the BMW TrainingCentre and follow what is provided there andwhatever is necessitated by the latest changes. Theconcrete decisions on which employee will be senton which course and when, are taken by theproprietor after consulting the foreman in charge.It is usuaily the f oreman who attends courses aboutthe latest technical changes; he then passes on theknowledge he has acquired to the other employ-ees in the form of a short training session.
Apart from external training courses, the firm alsomakes extensive use of the TIP, seeing it not only aspart of the obligatory preparation for the coursesat the training centres but also as a medium for on-going further training in a form which is closelyrelated to what goes on in the repair shop and asa way of finding solutions to problems as theyarise. The TIP is also used as a way of passing onthe knowledge acquired by one of the employeeswho has attended a training course: it helps him toimpart what he has learnt to others in the firm.
4.2 Link between training concepts anddemandThe foreman chooses courses to be attended onthe basis of his experience of the capabilities of hisstaff but also his knowledge of their shortcomings.He and the proprietor also take care to ensure thateach employee "stays on the ball" within theirparticular function, in cher words that theirqualifications are constant'', adapted to the newdemands arising in an ar c. of work. For reasonsof cost it is not possible for employees to take partvoluntarily in extra courses at the BMW trainingcentre.
Once a month the service representative (salesadvisor) from head office visits the firm. This visit isalso used to inform the firm about training courseson offer and to pass on to the training centre thefirm's wishes for particular topics to be covered inthe continuing training courses.
4.3 Target groups of vocationaltrainingEssentially, all employees may take part both in in-house continuing training in .the firm and in thecourses at the training ,:entre; the decision,however, about who should be selected to attendthe external training courses is taken by themanagement. Almost all the employees of firmH. have attended continuing vocational trainingcourses in recent years. Only the bookkeeperreported that he had not attended any form ofcontinuing training course. All other employeeshave undergone continuing training, predomi-
nantly within the BMW organization, as far as wecould gather from what they told us. All continuingtraining courses mentioned by the employees tookplace outside the firm.
An important exception to this.was the clerk, whosince 1990 has attended several evening courses(ten in all), each lasting between one and fourmonths. These courses, which were run by theChamber of Trade and Industry, covered topicssuch as "Accounting", "Personnel management","Sales", "Business organization", "Statistics" etc.They were all courses which did not provide acertificate.
No information was available concerning thevolume of and participation in internal continuingtraining, apart from the use of the TIP video whichthe firm is obliged to report to headquarters via theinformation representative (in this case the repairshop foreman). In 1991 eight teaching films wereeach used by three employees and in 1992 (up toSeptember) six employees had used four films. Wecan assume that all employees, in particular thosein the repair shop, regularly took part in theinternal training courses.
Apart from this general programme offered by thetraining centre to employees and management (onthe structure see figures 3 to 8 in the Appendix) intechnical subjects and sales, the foreman alsotakes part in one-day meetings of mastermechanics four to five times per year in whichthe service representatives from the distributioncentres demonstrate new technological features onthe vehicles. Following each of these meetings theopportunity is taken to hold a short interncdtraining session.
4.4 Training plansEach year every authorized dealership in theBMW organization receives an overview of thecontinuing training on offer at the central anddecentralized training schools (cf. the relevantparts of figures 7 and 8 in the Appendix). Theycontain the entire programme available to man-agement and skilled workers in the technical fieldand in the commercial and administrative area.
The aim of the firm is to use continuing training toensure that the qualifications of the employeesremain oi a level which enables them to be able toservice and repair the vehicles economically andto be able to master the ever more complexsystems which are now found in new models as aresult of constant technological innovations. Theemployees themselves also see continuing trainingmore as a necessary tool to keep up their standardof qualification rather than as a means to gainpromotion within the firm - in this small firmpromotion chances are not possible anyway asthere is no foreseeable mobility for years to come.
The job of diagnosis technician, the courses invehicle service technology (recognized by ZDK)and the BMW service technician diploma arequalifications which offer the mechanic goodcareer prospects (see figure 7: seminar pro-gramme for.'93, nos. 13 and 14).
The firm's concept of continuing training has notfundamentally changed in recent years; the onlydifference is the employment of the new media(TIPs) provided by the training centre which can beused in close conjunction with the daily work of therepair shop. It is, however, becoming necessary totake action at increasingly short intervals to keepup with the latest technological developments. Forthis reason the intensity of training needed isincreasing and thus the numerous decentralizedtraining opportunities available within the BMWorganization are very welcome.
The training centre's continuing training concepthas a modular structure structured along the linesof the different subjects (cf. figures 7 and 8,annual plan for 1993); there are, however, otherconcepts which are designed to aid careerdevelopment and for some skilled employees caneven lead to a (company) diploma (cf. figures 3 to6 in the Appendix).
In addition to this, it is also the job of the trainingcentres to prepare dealerships for the launching ofnew products. This takes place in close consulta-tion with the relevant department. First of all, TIPfilms are produced and, parallel to this, the
technical courses for the decentralized trainingschemes are developed. Approximately twomonths before a new product is marketed,training can begin - in the case of the introductionof the "Seven Series" six months were evenavailable and each firm is obliged to send oneemployee. This initial instruction normally lasts oneor two days. After this round of teaching has beencompleted, more in-depth courses to cc,,er repairprocedures or look at certain assemblies ortechnical systems are offered and all standardtraining courses in the annual programme whichare affected by the innovations are revised
accordingly.
The future development of continuing training willto an even greater extent than in the recent pastconcentrate on repair shop personnel masteringintegrated electronic systems and their compo-nents, automotive mechanics will increasingly takea back seat. "We started with seven differentsystems to which diagnosis procedures could beapplied (1985), now there ore between 20 and25 and that figure will have probably risen to 60by the mid-nineties. Apart from that, there are ofcourse constant changes and improvements, such
as the ABS system, airbags or automatic parkinadistance systems. Technological changes of thatkind are first of all presented in preliminary
96
94
training courses and are then integrated into theseminars." (Member of the service training staff).
BMW vehicles had five times as many electronicfnctions in 1990 as they did in 1983 and by theyear 2000 there will be 6.5 times as many as the1983 figure, after which they will probablyremain constant. The top model of 1976 hadfour electric molars, today's equivalent, the 750,has 73. A similar increase can be seen in the caseof control devices, connections and switches.Previously one simple circuit diagram was suffi-cient for the whole car, today the number ofdiagrams needed for the 750 i, for example,would fill the drawer of a filing cabinet. Further-more, there is hardly a single independentelectronic system any more. Today virtually allelectronic systems are integrated.
One response to this development is the DISconcept (diagnosis information system) whichshould be installed in all repair shops by 1994.This is an expert system for diagnosis of complexsystems. The mechanic can work on the basis ofhis experience, following his intuition, yet at thesame time using machine-guided fault detectiontechniques. The mechanic says for instance: "I amsure that the fault is here." If his hunch is notconfirmed he can go back and let the machineguide him. (Figures 9 and 10).
4.5 Costs of continuing vocationaltrainingThe costs of in-house training are borne by thefirm; they are not, however, specifically accountedfr r as such, which makes it difficult to assess themaccurately: often the training takes the form ofshort instruction sessions, sometimes spontaneousinstruction when a complicated repair arises.
Since the proprietor considers participation inexternal training courses to be indispensable, allcosts incurred are paid for by the firm. Thisincludes the cost of the course (there is no chargefor those at the training centres), travel expenses,board and lodging and payment of wages. Forfinancial reasons the firm is unable to sanctionadditional training courses which an employeemight attend voluntarily. The proprietor considersthe qualifications demand to be adequatelycovered by the continuing training courses offeredby BMW to its authorized dealerships in central-ized and decentralized training schools which hisfirm take advantage of. He does not believe thatthere is a qualification deficit amongst his employ-ees.
4.6 Evaluation of costsOn average the firm calculates external training ata total of six working days per employee per year.For reasons mentioned above no estimate of theamount of internal training was available. Wewere unable to obtain an assessment of the cost tothe firm of continuing training.
.97
5. Evaluation of the training conceptsThe vast majority of employees at firm H. haveattended training courses run by BMW either attheir central training school in Munich or in one ofthe regional training centres. Without exceptionthey were courses to enable employees to up-datetheir skills; in other words none of the courseswere being used to prepare an employee forpromotion. One exception was the "private"activities of a mechanic, who was following atraining as a master mechanic, and the clerk whowas attending courses at the Chamber of Tradeand Industry.
The majority of courses between 1987 and 1992were attended by the repair shop foreman: hecompleted 14 training courses in this period, eachlasting between one and five days. The mechanicson the othel hand attended a five-day courseevery two years at best; one of them had not beenon a training course since 1986.
The head of the firm, Mr H., attended seven five toeight-day courses during this period. The twosalesmen took part in three and four BMW salestraining courses respectively, each lasting severaldays. The last one was a course in 1991 to train inselling the new product, the BMW 3 series.
The courses attended by the technical employee'sof the firm (master mechanic and mechanics) werealmost exclusively on technical subjects. Thecourses provided for them are virtually alldesigned to familiarize them with technologicalinnovations, such as engines, new diagnosisprocedures, new models of vehicle etc. The twosalesmen took part in training courses in selling.The subjects covered by the courses which theproprietor attended related to the different aspectsof his job: they included sales techniques as wellas seminars for employers, a seminar on taxation,on service reception etc.
As a rule, a certificate or sticker specific 'AD BMWis issued to testify attendance at these codrses andis intended to be filed in the employees "trainingpassport".
In addition to this, the employees of the firm alsoused BMW's self-teaching programme (TIP). Atotal of 12 films had been used, eight in 1991 andfour up to the date of enquiry in 1992. Threeemployees made use of the eight TIP filmsavailable in the firm in 1991. In 1992 sixemployees had to date viewed four TIP teachingfilms.
These TIP programs are principally used in the firmduring working hours; a film lasts between 25 and30 minutes. The use of these TIP courses is
recorded by the firm's information representative,in the case of firm H. by the repair shop foreman.The report is then passed on to the main servicetraining centre to enable them to deduce what
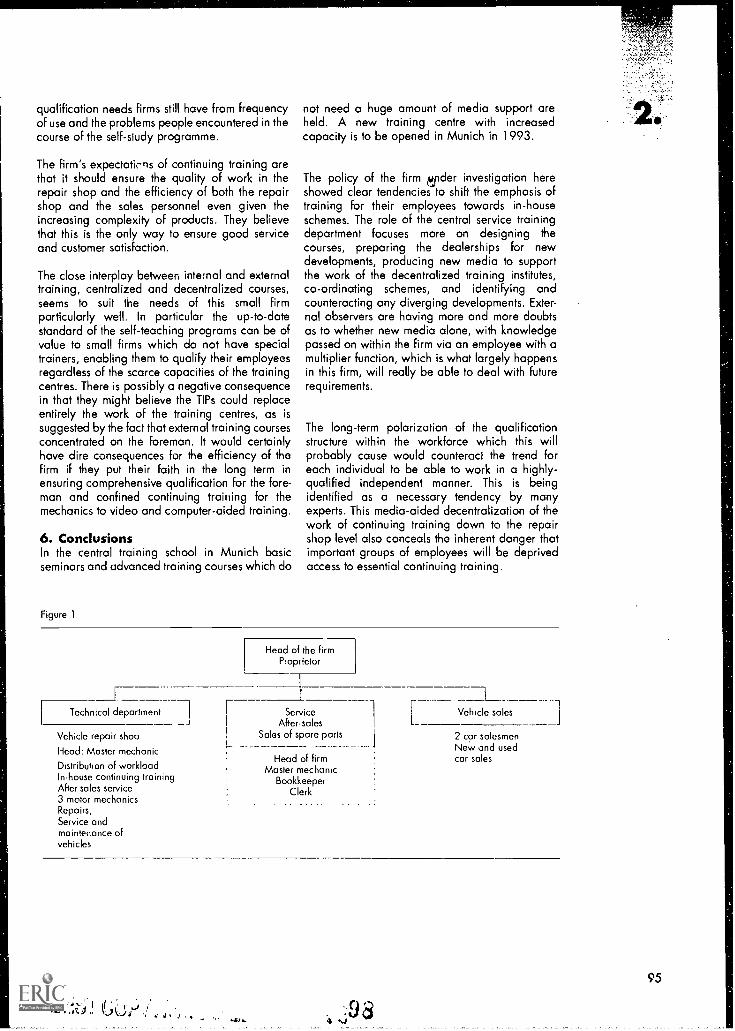
qualification needs firms still have from frequency not need a huge amount of media support areof use and the problems people encountered in the held. A new training centre with increasedcourse of the self-sludy programme. capacity is to be opened in Munich in 1993.
The firm's expectatir-ns of continuing training arethat it should ensure the quality of work in therepair shop and the efficiency of both the repairshop and the sales personnel even given theincreasing complexity of products. They believethat this is the only way to ensure good serviceand customer satisfaction.
The close interplay between internal and externaltraining, centralized and decentralized courses,seems to suit the needs of this small firmparticularly well. In particular the up-to-datestandard of the self-teaching programs can be ofvalue to small firms which do not have specialtrainers, enabling them to qualify their employeesregardless of the scarce capacities of the trainingcentres. There is possibly a negative consequencein that they might believe the TIPs could replaceentirely the work of the training centres, as issuggested by the fact that external training coursesconcentrated on the foreman. It would certainlyhave dire consequences for the efficiency of thefirm if they put their faith in the long term inensuring comprehensive qualification for the fore-man and confined continuing training for themechanics to video and computer-aided training.
6. ConclusionsIn the central training school in Munich basicseminars and advanced training courses which do
Figure 1
The policy of the firm elder investigation hereshowed clear tendencies to shift the emphasis oftraining for their employees towards in-houseschemes. The role of the central service trainingdepartment focuses more on designing thecourses, preparing the dealerships for newdevelopments, producing new media to supportthe work of the decentralized training institutes,co-ordinating schemes, and identifying andcounteracting any diverging developments. Exter-nal observers are having more and more doubtsas to whether new media alone, with knowledgepassed on within the firm via an employee with amultiplier function, which is what largely happensin this firm, will really be able to deal with futurerequirements.
The long-term polarization of the qualificationstructure within the workforce which this willprobably cause would counteract the trend foreach individual to be able to work in a highly-qualified independent manner. This is beingidentified as a necessary tendency by manyexperts. This media-aided decentralization of thework of continuing training down to the repairshop level also conceals the inherent danger thatimportant groups of employees will be deprivedaccess to essential continuing training.
Head of the firmProprietor
Technical department 1
Vehicle repair shop
Head: Master mechanic
Distribution of workloadIn-house continuing trainingAfter-sales service3 motor mechanicsRepairs,Service andmaintenance ofvehicles
SeMceAfter-sales
Sales of spare parts
Head of firmMaster mechanic
BookkeeperClerk
Vehicle sales
2 car salesmenNeW and usedcar sales
I)a
95
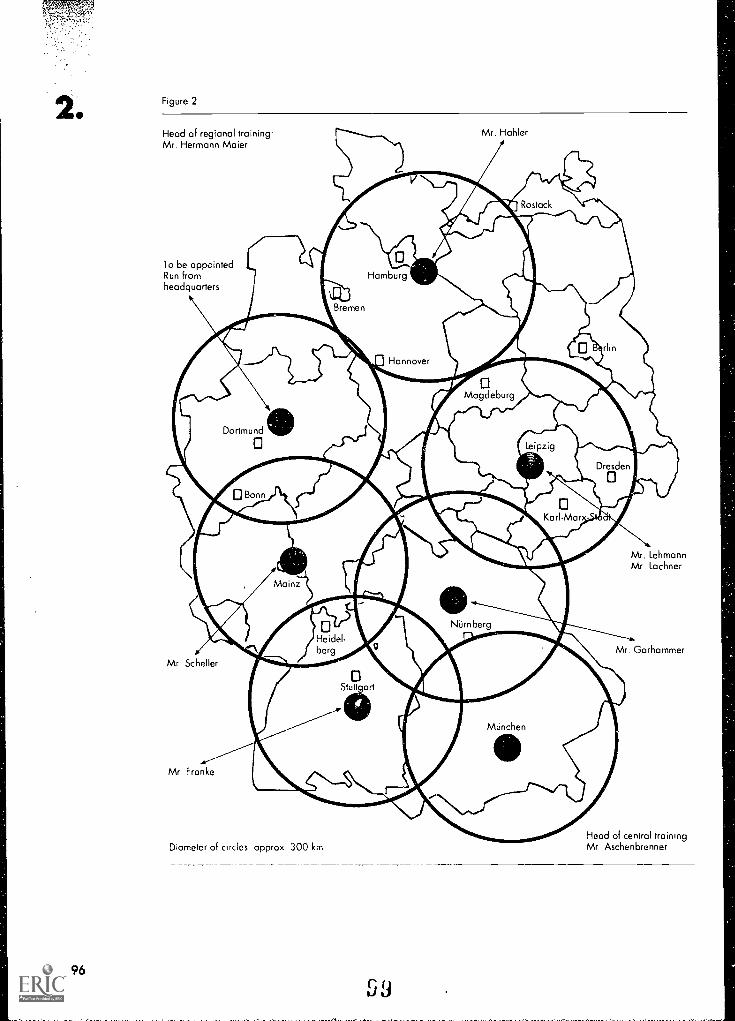
Figure 2
Head of regional training-Mr. Hermann Maier
To be appointedRun fromheadquarters
Mr. Hohler
Mr. LehmannMr. Lochner
Mr. Garharnmer
Heod of central trainingDiameter of circles approx 300 km Mr Aschenbrenner
96
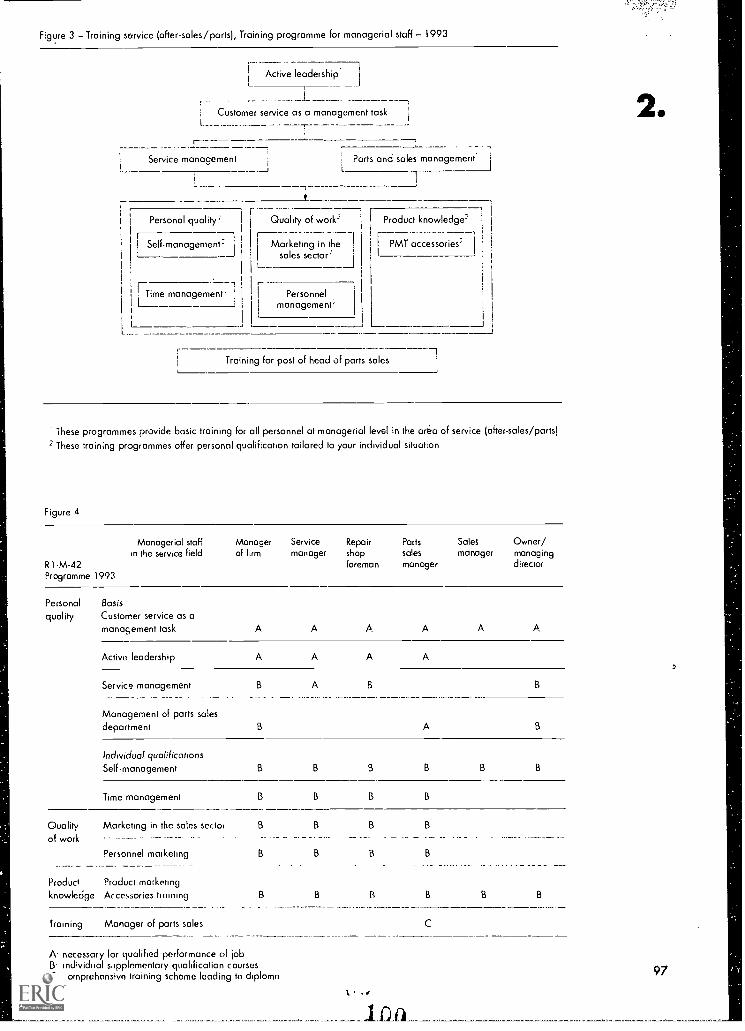
figure 3 - Training service (after-sales/parts), Training programme for managerial staff - 1993
Active leadeiship
1 Customer service as a management task
IService management Ports and sales management I
j Personal quality.' Quality of woric-27 Product knowledge'
I Self-management- Marketing in the PMT accessories' 1
sales sector
Time management' Personnel;
management'
Training for post of heod of parts sales
These programmes provide basic training for all personnel at managerial level in the ark] of service (after-soles/parts)
2 These training programmes offer personal qualification tailored to your individual situation
Figure 4
Managerial staffin the service field
R 1 -M-42Programme 1993
Manager Service Repair Parts Sales Owner/of firm manager shop soles manager managing
foreman manager director
Personal Basis
quality Customer service as amanacement task A A A A A A
Active leadership A A A A
Service management B A
Management of parts salesdepartment B A
Individual qualificationsSelf-management
Time management
Quality Marketing in the sales sectoiof work
Personnel mai keting
Product Product marketingknowledge Accessories training
framing Manager of parts sales
A- necessary for qualified performance of jobB. Indivichial sopplementary qualification coursesC: comprehensive training scheme leading to diploma
2.
97
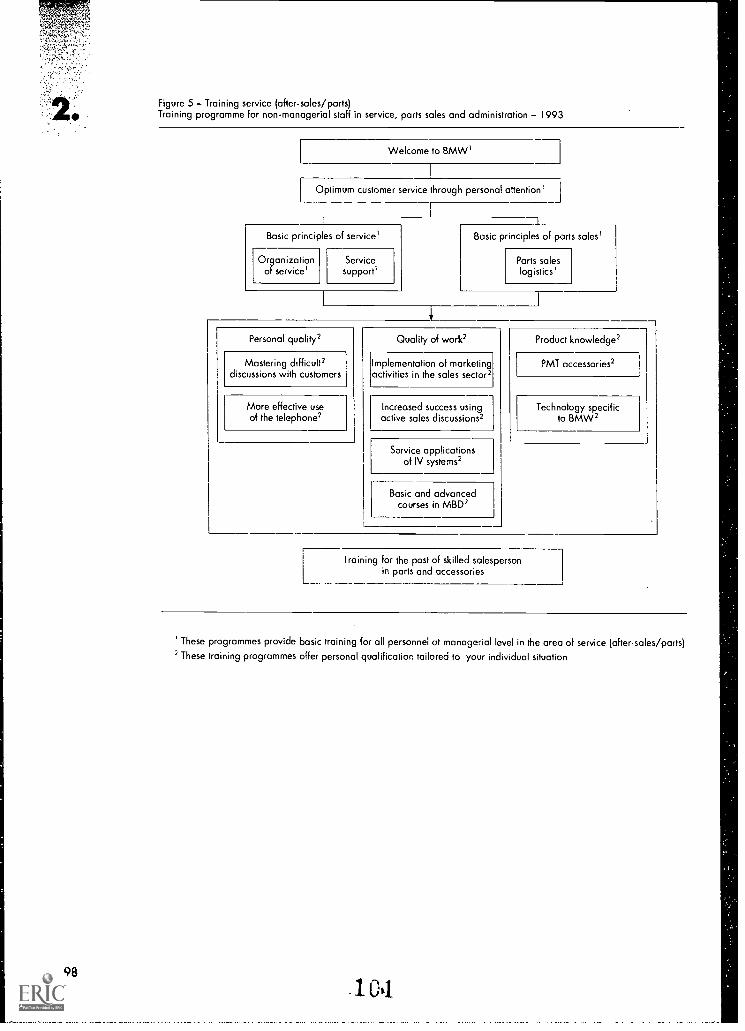
98
Figure 5 - Training service (after-sales/parts)Training programme for non-managerial staff in service, parts sales and administration - 1993
Welcome to BMW'
Optimum customer service through personal attention'
Basic principles of service'
Organization Serviceof service' support'
Basic principles of parts sales'
Parts saleslogistics'
Personal quality2
Mastering difficult2discussions with customers
More effective useof the telephone2
Quality of work2
mplementation of marketingactivities in the sales sector2
Increased success usingactive sales discussions2
Service applicationsof IV systems2
Basic and advancedcourses in MBD2
Product knowledge2
PMT accessories2
Technology specificto BMW 2
Training for the post of skilled salespersonin parts and accessories
' These programmes provide basic training for all personnel at managerial level in the area of service (after.sales/parts)
2 These training programmes offer personal qualification tailored to your individual situation
1 011
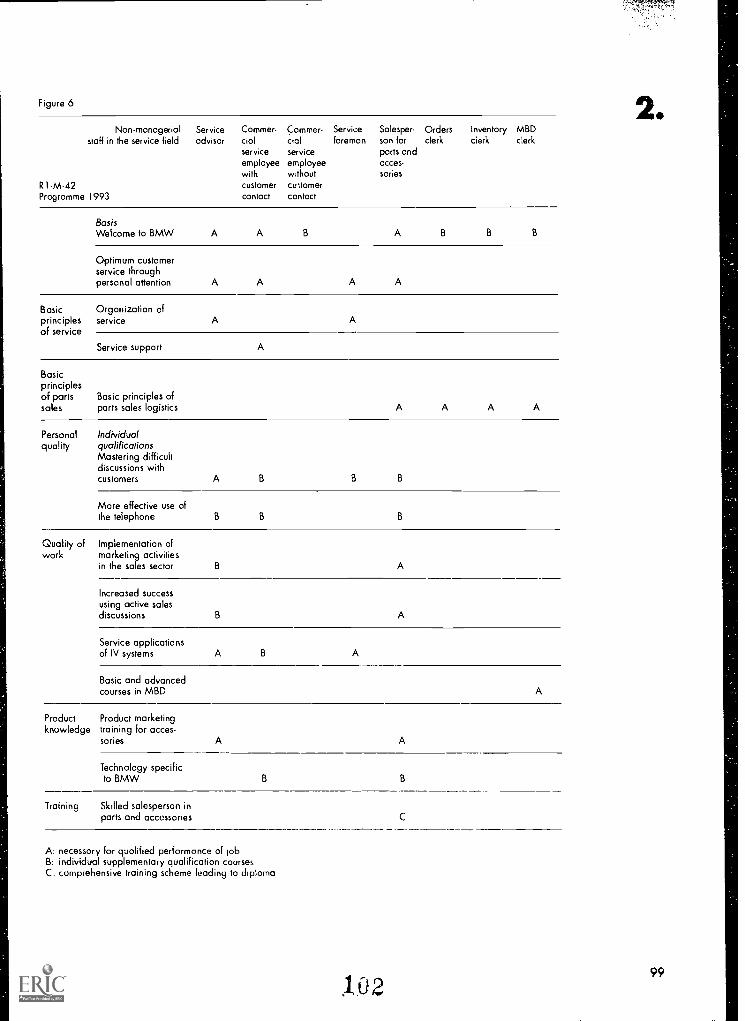
Figure 6
Non-managerial Service Comrner- Commer- Service Salesper- Orders Inventory MBDstaff in the service field advisor cial cial foreman son for clerk cierk clerk
service service parts andemployee employee acces-with without sories
R1 -M-42 customer culomerProgramme 1993 contact contact
BasisWekome to BMW A A B A
Optimum customerservice throughpersonal attention A A A A
Basic Organization ofprinciples service A Aof service
Service support A
Basicprinciplesof parts Basic principles ofsales parts sales logistics A A A A
Personal Individualquality qualifications
Mastering difficultdiscussions withcustomers A
More effective use ofthe telephone
Quality of Implementation ofwork marketing activities
in the sales sector B A
Increased successusing active salesdiscussions B A
Service applicationsof IV systems A B A
Basic and advancedcourses in MBD A
Product Product marketingknowledge training for acces-
sories A A
Technology specificto BMW
Training Skilled salesperson inparts and accessories
A: necessary for qualified performance of lobB: individual supplementary qualification coursesC. comprehensive training scheme leading to diploma
10299
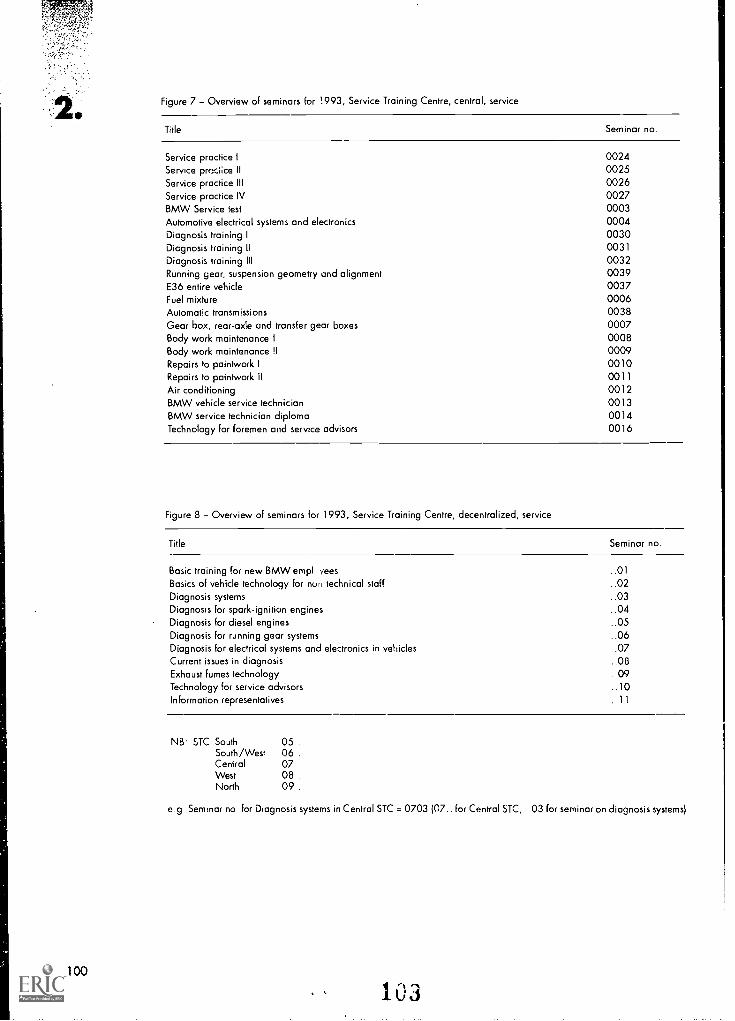
100
Figure 7 Overview of seminars for 1993, Service Training Centre, central, service
Title Seminar no.
Service practice I 0024Service prociice II 0025Service practice III 0026Service practice IV 0027BMW Service test 0003Automotive electrical systems and electronics 0004Diagnosis training I 0030Dicgnosis training ll 0031Diagnosis training III 0032Running gear, suspension geometry and alignment 0039E36 entire vehicle 0037Fuel mixture 0006Automatic transmissions 0038Gear box, rear-axle and transfer gear boxes 0007Body work maintenance I 0008Body work maintenance Ii 0009Repairs to painlwork I 0010Repairs to paintwork II 0011Air conditioning 0012BMW vehicle service technician 0013BMW service technician diploma 0014Technology for foremen and service advisors 0016
Figure 8 Overview of seminars for 1993, Service Training Centre, decentralized, service
Title Seminar no.
Basic training for new BMW empl -yees ..01Basics of vehicle technology for non technical staff ..02Diagnosis systems ..03Diagnosis for spark-ignition engines ..04Diagnosis for diesel engines ..05Diagnosis for running gear systems ..06Diagnosis for electrical systems and electronics in vehicles .07Current issues in diagnosis ..08Exhaust fumes technology . 09Technology for service advisors .. 10Information representatives . 11
NB- STC South 05 .South/West 06 .Central 07West 08 .North 09 .
e.g Seminar no for Diagnosis systems in Central STC --- 0703 (07.. for Central STC, 03 for seminar on diagnosis systems)
103
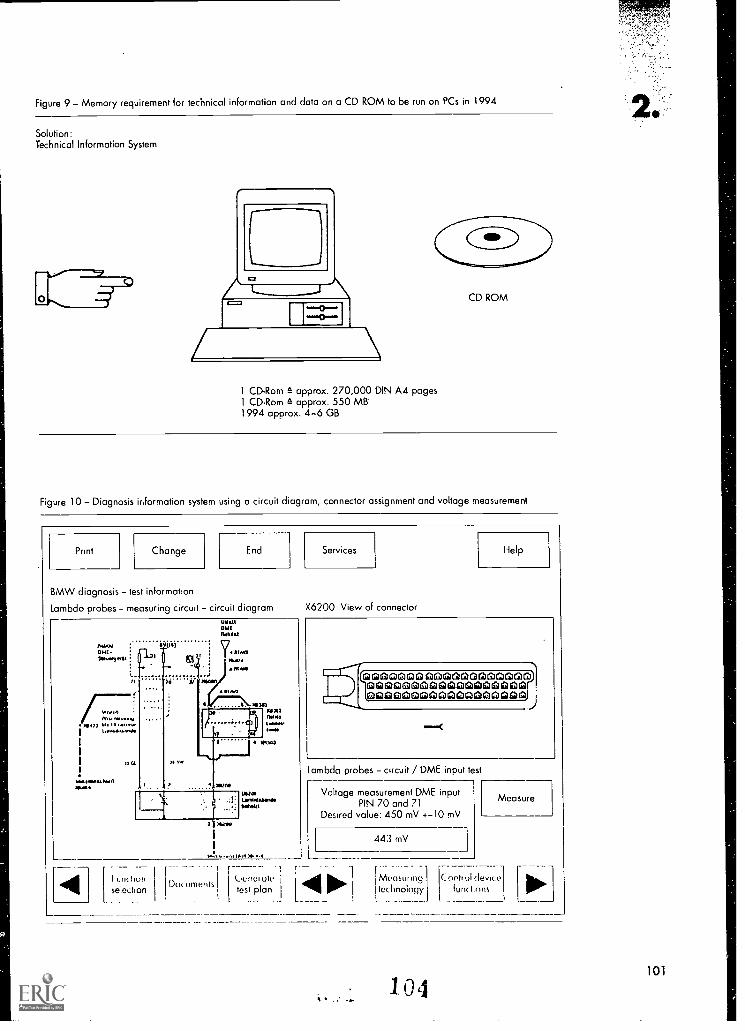
Figure 9 - Memory requirement for technical information and data on a CD ROM to be run on PCs in 1994
Solution:Technical Information System
1 CD-Rom approx. 270,000 DIN A4 pages1 CD-Rom approx. 550 MB'1994 approx. 4-6 GB
CD ROM
Figure 10 - Diagnosis ir,formation system using a circuit diagram, connector assignment and voltage measurement
Print Change End Services
BMW diagnosis - test information
Lambda probes - measuring circuit - circuit diagram X6200 View of connector
k4ossmou.1.1011,.
..... 1.1.14.+.4
Help
r-r"") Tatemeenuarievol
OCHDOOGULDOCAZICH;g1C10126:1(2
.(Lambda probes - circuit / DME input test
Voltage measurement DME inputPIN 70 and 71
Desired value: 450 mV +-10 mV
443 mV1
411111-1 [ WI( 111.)11
selection
-1 riDmumeIts L'efiel ule 1 4 0.
test plan 1
Measure j
[Myosin my 1 denKel [ 11106. 1
technology functions
. 104101

5. VW-AUDI AGENCY
Size of the Firm: V
Car Maker: VW-Audi
Type of Vehicle: A, B
Type of Firm: C
1. General description of the caseThis firm is an agency solely for VW-Audi in GroBGerau, a town in the southern part of the Rhine-Main region, sufficiently far removed from theconurbation to be in rural surroundings.
The basis for this case description was providedby a detailed interview with the manager of thefirm, who is also the owner, and conversationswith the training foreman and staff. The trainingpassports of a number of members of staff werealso examined. The results of the evaluation areincluded in the Appendix.
The firm is integrated in the distribution network ofthe VW-Audi organization; an interview .wastherefore also conducted at the distribution centrefor the Rhine-Main region, and the associatedcustomer service training centre was visited. Twotraining executives were available for interview,the head of the customer service training centreand the head of service and marketing.
It also proved possible for one of the interviewers,in another connection, to take part in a 1-daytraining event at the distribution centre's customerservice training centre.
In addition, a lengthy talk was held with the headof the central after-sales service at the manufactur-ing plant, together with two of his members ofstaff.
The case can be represented diagrammatically asfollows:
,
CompanyDealer and service
I.1
Distribution centre 1 r Manufacturercustomer service I After-sales servicetraining centre i Personnel and training
1 .
The case description is based on the informationgiven during these talks and the insights soobtained.
The characterization of the case focuses on theVW-Audi agency in GroB Gerau, while thedistribution centre and manufacturer are alsoincluded in the observations particularly in the
102 six subsections on the labour/management dia-logue (Sections 4.1 to 4.6).
10,5
2. General description of the firm
2.1 Main details of the firmThe firm takes the form of a private limitedcompany (GmbH), and is an authorized VW-Audi dealer. All VW and Audi vehicles areincluded in the firm's range, through to commer-cial vehicles of up to 5.5 t. Seat and Skoda, whichalso form part of the VW programme, are notmarketed by this firm.
Repairs and salesThe firm's activities are not restricted to the sale ofnew vehicles (sales volume approximately 400vehicles per year), but also include the following:
a large second-hand car dealership(sales volume approximately 500 vehicles peryear)a repair shop with the standard set of VWequipmenta body repair shopa paint shopa filling station
All types of servicing and repair work are carriedout in the repair shops. Belween 40 and 50vehicles pass through the repair shops every day.
Location and distinctive featuresThe firm is located in GroB Gerau, directly on themajor trunk road from Darmstadt to Riisselsheim.
The following distinctive features are worthy ofnote:
There are no further possibilities for expansionwhatsoever. All available space is eitheralready built on or used as parking space.
The nearby car manufacturer, Opel, in Rüssels-beim, proves highly attractive to local special-ized personnel in the motor vehicle sector onaccount of its lucrative pay.
The majority of the customers come from thepredominantly rural surroundings (despite thelocation on the southern periphery of the Rhine-Main region) and can only be retained if good,reliable and persona. service is provided.
The owner has unde, taken major experimenta-tion in inventor y ma:lagement and teamwork inthe past.
The firm has intensified in-house training onaccount of the scarcity of training opportunitiesal the distribution centre.
The numerous engine versions (up to 150) andassociated spare-part types and settings wererecorded on computer at a very early stage onthe initiative of the owner (long before this waspermitted by the manufacturer). The repair shop
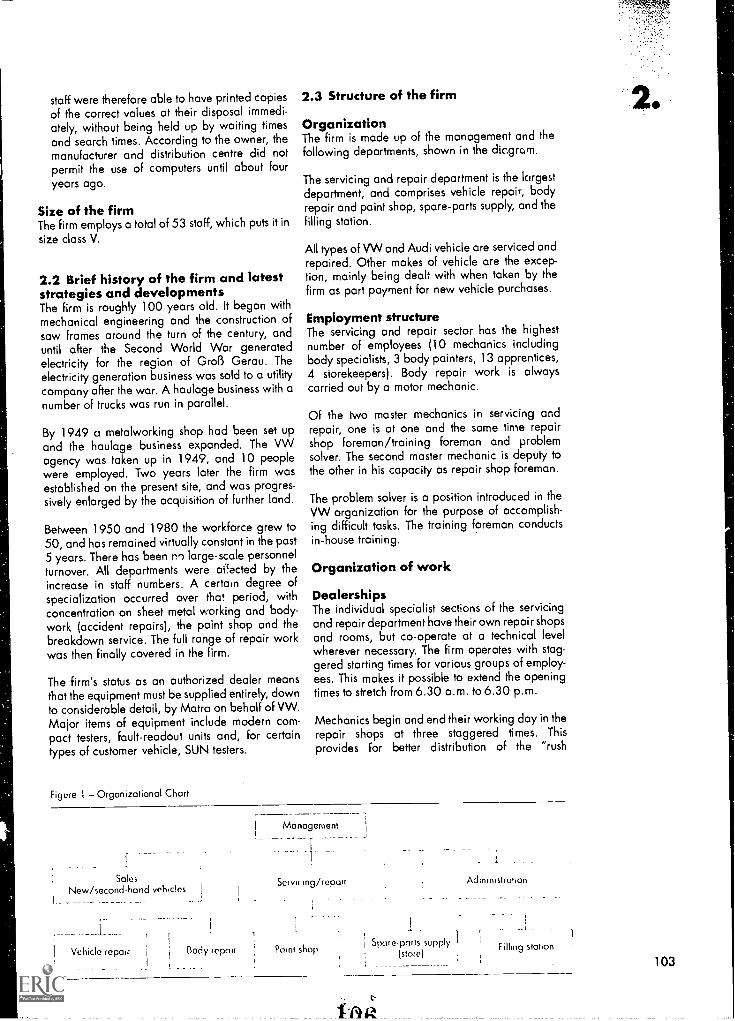
staff were therefore able to have printed copiesof the correct values at their disposal immedi-ately, without being held up by waiting timesand search times. According to the owner, themanufacturer and distribution centre did notpermit the use of computers until about fouryears ago.
Size of the firmThe firm employs a total of 53 staff, which puts it insize class V.
2.2 Brief history of the firm and lateststrategies and developmentsThe firm is roughly 100 years old. It began withmechanical engineering and the construction ofsaw frames around the turn of the century, anduntil after the Second World War generatedelectricity for the region of GroB Gerau. Theelectricity generation business was sold to a utilitycompany after the war. A haulage business with anumber of trucks was run in parallel.
By 1949 a metalworking shop had been set upand the haulage business expanded. The VWagency was taken up in 1949, and 10 peoplewere employed. Two years later the firm wasestablished on the present site, and was progres-sively enlarged by the acquisition of further land.
Between 1950 and 1980 the workforce grew to50, and has remained virtually constant in the past5 years. There has been rn large-scale personnelturnover. All departments were af!acted by theincrease in staff numbers. A certain degree ofspecialization occurred over that period, withconcentration on sheet metal working and body-work (accident repairs), the paint shop and thebreakdown service. The full range of repair workwas then finally covered in the firm.
The firm's status as an authorized dealer meansthat the equipment must be supplied entirely, downto considerable detail, by Matra on behalfof VW.Major items of equipment include modern com-pact testers, fault-readout units and, for certaintypes of customer vehicle, SUN testers.
Figure 1 Organizational Chart
2.3 Structure of the firm
OrganizationThe firm is made up of the management and thefollowing departments, shown in the dicgrom.
The servicing and repair department is the largestdepartment, and comprises vehicle repair, bodyrepair and paint shop, spare-parts supply, and thefilling station.
All types of VW and Audi vehicle are serviced andrepaired. Other makes of vehicle are the excep-tion, mainly being dealt with when taken by thefirm as part payment for new vehicle purchases.
Employment structureThe servicing and repair sector has the highestnumber of employees (10 mechanics includingbody specialists, 3 body painters, 13 apprentices,4 storekeepers). Body repair work is alwayscarried out by a motor mechanic.
Of the Iwo master mechanics in servicing andrepair, one is at one and the same time repairshop foreman/training foreman and problemsolver. The second master mechanic is deputy tothe other in his capacity as repair shop foreman.
The problem solver is a position introduced in theVW organization for the purpose of accomplish-ing difficult tasks. The training foreman conductsin-house training.
Organization of work
DealershipsThe individual specialist sections of the servicingand repair department have their own repair shopsand rooms, but co-operate at a technical levelwherever necessary. The firm operates with stag-gered starting times for various groups of employ-ees. This makes it possible to extend the openingtimes to stretch from 6.30 a.m. to 6.30 p.m.
Mechanics begin and end their working day in therepair shops at three staggered times. This
provides for better distribution of the "rush
SalesNew/second-hand vehicles
Vehicle repair
. . _ .
Body «pair
Management
Seivn.ing/repoir
Point shopSpore-patts supply 1
(store)
Administration
F i Ding station
tag
103
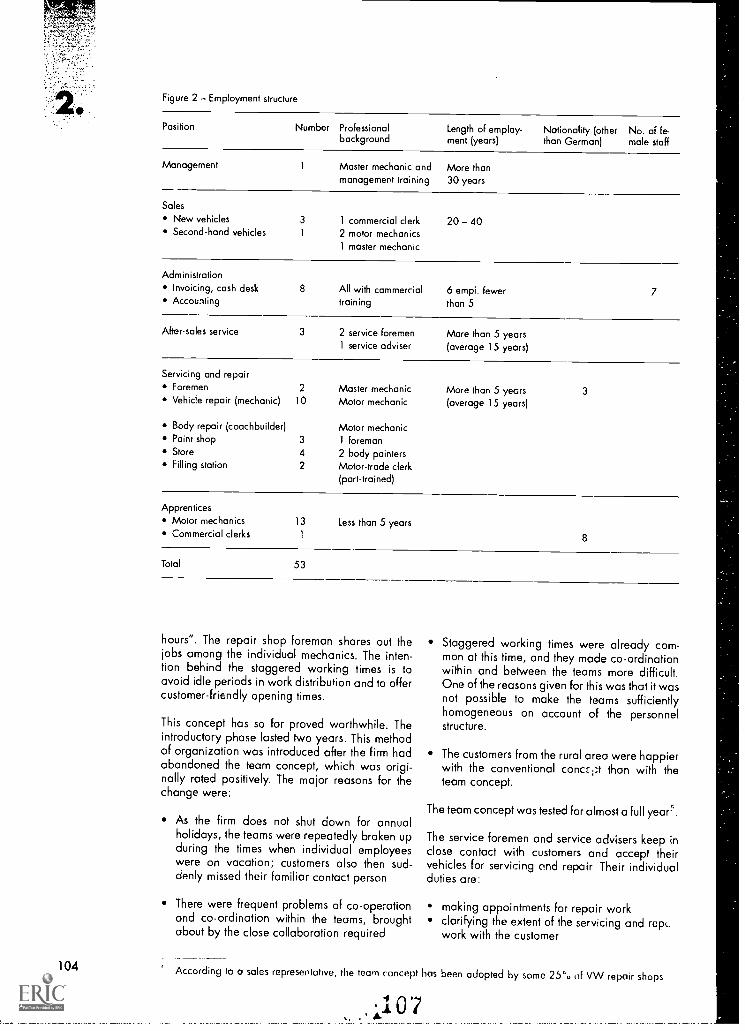
104
Figure 2 Employment structure
Position Number Professionalbackground
Management 1 Master mechanic and More thanmanagement training 30 years
Length of employ- Nationality (other No. of fe-ment (years) than German) male staff
Sales
New vehicles
Second-hand vehicles
AdministrationInvoicing, cash deskAccounting
After-sales service
3
1
1 commercial clerk2 motor mechanics1 master mechanic
8 All with commercialtraining
3 2 service foremen1 service adviser
Servicing and repairForemen 2 Master mechanicVehicle repair (mechanic) 10 Motor mechanic
Body repair (coachbuilder) Motor mechanicPaint shop 3 1 foremanStore 4 2 body paintersFilling station 2 Motor-trade clerk
(part-trained)
20 40
6 empl. fewerthan 5
More than 5 years(average 15 years)
More than 5 years 3
(average 15 years)
7
ApprenticesMotor mechanicsCommercial clerks
13 Less than 5 years1
Total 53
8
hours". The repair shop foreman shares out thejobs among the individual mechanics. The inten-tion behind the staggered working times is toavoid idle periods in work distribution and to offercustomer-friendly opening times.
This concept has so far proved worthwhile. Theintroductory phase lasted two years. This methodof organization was introduced after the firm hadabandoned the team concept, which was origi-nally rated positively. The major reasons for thechange were:
As the firm does not shut down for annualholidays, the teams were repeatedly broken upduring the times when individual employeeswere on vacation; customers also then sud-denly missed their familiar contact person
There were frequent problems of co-operationand co-ordination within the teams, broughtabout by the close collaboration required
Staggered working times were already com-mon at this time, and they made co-ordinationwithin and between the teams more difficult.One of the reasons given for this was that it wasnot possible to moke the teams sufficientlyhomogeneous on account of the personnelstructure.
The customers from the rural area were happierwith the conventional conc:-.;;t than with theteam concept.
The team concept was tested for almost a full year5.
The service foremen and service advisers keep inclose contact with customers and accept theirvehicles for servicing and repair Their individualduties are:
making appointments for repair workclarifying the extent of the servicing and rept..work with the customer
According to a sales representative, the team concept has been adopted by some 25% of VW repair shops
0 7
handing over the repaired vehicle to thecustomer
Many customers attach importance to beingserved by the same after-sales service adviserevery time.
Two repair shop foremen are responsible forproper processing of the jobs. One of the twoforemen also has the role of training foreman andproblem solver. Both of these functions arecustomary in VW-Audi agencies.
In order to be r:bie to respond sufficiently flexiblyto technical demands in the repair shop, there ismultiple staffing in certain ;mportant areas. Forexample, there are four specialists for electricaland electronic diagnostics, three body painters,and two sheet-metal workers. It is the aim of thefirm to increase the number of employees forindividual duties so as to allow for rotation and toensure that sufficient skilled staff are always onhand. It is also the intention to secure staffsatisfaction by providing more varied workstructuring. This is only possible with the aid ofadditional training measures.
An estimated 25 per cent of cases are classifie.d asdifficult, and for these cases especially there has tobe a sufficient number -)f people available to solvethe problems. Accorc ig to the repair shop fore-man, these cases are related to electronics andperipheral devices, and primarily occur in new,unfamiliar models at the time of model changes.
SalesSales activities for new and used vehicles arehandled relatively independently b., the salespersonnel, who have been with the firm for avery long time (two of them for about 30 years).Three of the four salesmen have a background asmotor mechanics; the other was trained as acommercial clerk.
The repurchase of second-hand cars as part of theprocess of selling new cars is just as much a task ofthe sales personnel as the preparation of offers forfinancing.
Given the wide range of models it is difficult for thesales staff to be able to answer all customers'technical questions immediately; they often find itnecessary to consult the relevant brochures.
According to the information of one salesman, thecars are primarily sold by word-of-mouth odvertising relating to product quality, by advertisingefforts on the part of the firm, and (particularlyimportant) by the quality of after-sales service inthe repair shops.
It is estimated in- housc that as many as 3/4 of newvehicles can only be sold if the aftei -sales serviceproves satisfactory to the customer.
In relation to the customer, the objectives of theflexible work organization model describedabove, concerning the deployment of individualmemL ers of staff, were as follows:
to promote close contact between customersand the after-sales service advisersto safeguard reliable customer support in thelong term
According to the owner, the fruit of this approachis a large number of regular customers, goodresults from the image analysis performed by themanufacturer, and long periods of employmentwith the firm for many staff members.
2.4 Workforce
Development and age structure of theworkforceThe number of employees reached its present levelin the early 1980s, as already mentioned. Therehave been no notable changes since 1985. Atable providing an overview of the workforce,showing their functions, sex, nationality andlength of service, is included in Section 2.3.
It is striking that many of the employees have beenwith the firm for a considerable time. The coreworkforce has been at the firm for some 30 years.The oldest employees (6) are about 50 years old.The majority, if one disregards the apprentices,are between 40 and 50 years old. Almost allpassed through their training periods at the firm.The age structure also has the effect of attractingolder customers. It is 4 years higher than theaverage for the VW-Audi organization. Theowner of the firm is now concerning himself withmeasures to attract young people.
Working conditionsThe working hours and length of holiday areregulated by collective agreement. The hours ofwork are fixed at 37.5 hours per week, with 30working days holiday. The business is open from6.30 a.m. to 6.30 p.m. every day. The firm doesnot close for annual holidays.
Pay structurePayment is performance-related. For top employ-ees it can be as much as 30% above standardrates, reaching about DM 25.- per hour. The basisfor pay increases is provided by an in-housebonus system. This is intended to motivate employ-ees. Pay increases are always agreed in talks withemployees.
According to the owner a high level of pay isnecessary because the employees would other-wise drift off to the nearby Opel plant.
Training standards of employersAll employees at the firm have obtained a trainingqualificatinn, most of them at the firm itself (see 105

106
Section 2.3). In the technical field, this is trainingas a motor mechanic, which is a prerequisite forrecruitment. A commercial traineeship is a pre-requisite in administration.
The owner of the firm is prepared to depart fromthese prerequisites if it is ensured that a worker isadequately qualified.
In addition to the two foremen who have theirparticular functions (training foreman and repairshop foreman), there is also another mastermechanic.
Manufacturer Management trainingTraining the trainers
It is usually the case that only staff who have beentrained at the firm are taken on.
If there is a need to recruit staff, the head of after-sales service, the foremen and the owner discusshow many and which newly-trained personnelshould and can be engaged.
Employee representationThe size of the firm means that the existence of astaff committee is mandatory. It consists of threepeople and a youth representative. The staffcommittee is involved in important decisionsrelating to personnel. One member of the staffcommittee is a trade union member.
3. Provision of continuing vocationaltraining
3.1 Structure of the firmThe firm conducts a great deal of continuingtraining on its own premises and takes everyopportunity to participate in continuing trainingschemes at the customer service training centre inthe distribution centre.
Participation in the courses offered by thedistribution centre is obligatory for the sales,marketing and management personnel. In thetechnical field it is primarily the training foremanand, if the capacity at the customer servicetraining centre so allows, the mechanics whoattend the courses.
In-house technical training is undertaken by thetraining foreman, who trains all employees. Thematerials for in-house training are provided by themanufacturer (video recordings, self-study pro.grammes, repair guides). The focal areas andextent of this training can be derived from theevaluation of the training passports in theAppendix.
3.2 Structure of the customer servicetraining centreThe structure of continuing training at VW can berepresented in simplified form in a diagram:
-_
Distributioncentres
In-company
Training for training foremenMechanics/man( arial staff/technology; marketing, logistics
Trcining personnel by trainingforemenMain areas: servicetechnology/bodywork/paint-work
Instruction covers the training of technical person-nel, training foremen and after-sales servicemanagers, and the training of sales staff andmanagement/marketing personnel (partly per-formed externally).
The customer service training centre at the Dieburgdistribution centre in the Rhine-Main region has atits disposal three instruction rooms, three trainers,the VW self-study programme (SSP), videos,recent versions of vehicles, testers, and standardtraining equipment6.
36 people can be trained per day from theroughly 400 dealerships in the area served by theschool.
The manufacturer considers 2.5 man training days(MTDs) training per year necessary for technicaltraining, but, because of capacity shortages,specifies only 1.5 MTDs and recommends 4hours in-company training per month.
According to information provided by the firm,however, usually only 0.5 MTDs per year remainavailable for firm personnel, which is consideredclearly too little.
The VW organization's training requirements it,the fields of technology and dealing with custom-ers amount to 155,400 MTDs per year for alldealership personnel (from office staff through toafter-sales service managers); due to capacitylimitations, however, only 74,000 MTDs currentlytake place (refer also to the pyramid in theAppendix).
3.3 Structure of continuing trainingcentres run by trade associationsContinuing training centres run by associations(chambers/guilds) provide continuing training,train service technicians, and offer additional
6 The SSP is a series of booklets prepared according to a didactic system; it is intended for self-study by employees.
109
courses on all conceivable topics related to motorvehicles. More details are enclosed in the sectorreport.
There was no indication of advantage being takenof these opportunities in the training passportsbelonging to the staff of the firm in question.
Other courses are available from the Chambers ofTrades, the Chambers of Industry and Commerce,adult education centre and numerous otherestablishments. The majority of these course5 arenot so much concentrated on vehicle-specifictopics but rather on subjects such as "Funda-mentals of Electronics", "Working with PCs","Office Organization" etc.
Employees are free to decide themselves whetherto attend such courses. There is no financialsupport from the firm for attendance.
The newly-introduced service technician trainingcourse has attracted the interest of the firm. Theowner sees in this an opportunity to promote thefurther training of employees and to reduce in-house continuing training efforts.
4. Training policy of the firm
4.1 Training plans at the repair shoplevelThe firm examined here undertakes intensivein-house continuing training. This is considered abasic prerequisite for good service and theretention of customers for the firm.
The training foreman plans the main areas oftraining and sets the dates.
Training is carried out in accordance with thefollowing concept:
New recruits to the operation work for anumber of weeks under the supervision of amaster mechanic and are then instructed invarious fields in-house by the training foreman.The new recruits are then also registered forcourses at the customer service training centre.
The training foreman holds company trainingcourses to accompany the introduction of newmodels.
During times of low workload in the repairshops, the training foreman instructs individualgroups with the aid of the SSP. At such timesparticular emphasis is placed on trainingmechanics with a limited breadth of knowl-edge in various specialized areas, primarily inorder to diminish their fear of things new.
In addition, as many staff as possible aretrained in electronics and diagnostic tech-niques and are familiarized with other new
technological developments (see Appendix:excerpts from training passports).
On account of the lack of capacity at thecustomer service training centres, such periodsare also used by the training foreman to passon knowledge obtained in courses to othermembers of the workforce. This takes place insmall groups directly on site, and is highlypractically oriented. The participants then haveto prepare a report so as to reinforce what theyhave learnt. Instruction is followed up byapplication in practice.
No more than I/c, of employees engage in self-improvement at home with the aid of the SSP.
Due to the lack of capacity at the customer servicetraining centre, mentioned earlier, it is primarilythe training foremen and after-sales servicemanagers who are trained there.
Notwithstanding the training measures at the firm,great importance is attached to the customerservice training centres because:
that is where the ins and outs of new systemscan be learnt most quicklya systematic introduction to symptomatictrouble-shooting is essential; this is not some-thing that repair shop personnel can learn byself-educationgeneral self-education is too complex andexpensive
In summary it can be stated that a great variety oftraining activities take place at the firm with theaim of being able to offer customers sound serviceeven for the very latest products.
The capacity limitations at the distribution centrecustomer service training centres, and in the VWorganization as a whole, force the Erm to takesuch action because otherwise it would not bepossible to guarantee reliable service and theresult would be loss of custom.
The central company philosophy is: "Performancedeficiencies throughout the firm must be kept to aminimum; training plays an important part inachieving this."
According to the owner, the training activities atthe firm will be increasingly necessary because"VW has been indulging in experiments in thecontinuing training sector for 10 years and still hasno efficient concept". This situation has frequentlybeen the subject of analysis, but the worksrepresentatives try to cover too broad a scopewith their ideas for implementation while thedealerships' actual problems and proposals arerarely taken into account. In other words, feed-back from the dealerships to the manufacturer isunsatisfactory.
2.
107
108
4.2 Link between training concepts anddemand
Analysis of required skillsAs mentioned in 4.1, the main areas of interest ofnew employees, in particular, are established bythe foremen (by observation) and in talks.
in-house training and registration for courses atthe customer service training centre takes place inaccordance with the company philosophy, whichaims to ensure that each employee is capable ofemployment in a number of fields.
Relationship between required skillsand training conceptsIn line with the manufacturer's philosophy, everynew employee has to attend basic training courses(see 4.4).
The tirm (Le after-sales service manager andtraining foreman) decides on the basis of theirmain areas of work which continuation coursesstaff should attend.
4.3 Target groups of vocationaltraining
Participation of company staffBasically it is possible for all employees toparticipate in continuing training at the firm andat the distribution centre. Priority, however, is
given to those who work as the problem-solver ortraining foreman, or who have to deal withparticularly complex technical matters (electron-ics, diagnostics etc.).
There is a range of general initial and continuingtraining schemes available at the distributioncentre for specio: ,ts and managerial staff
in sales, service and accessoriesand specifically for commercial vehicle exr ertsin the sale of commercial vehicles, servicetechnology, body maintenance and painting
Companies are able to select from the range onoffer (see Appendix, overviews).
Representatives of the firm generally attendcourses for after-sales service advisers and mastermechanics/training foremen on the topic ofdealing with customers. Interest in these courses,however, has become very low, because "thecontents of the courses in this field have becomebanal". The opinion of the staff is that "it is alwaysthe same old claptrap".
This course is held three times per year, each timelasting half a day for 6 participants. In 1991 itoccupied about two days per man, in 1992noticeably less.
.1114 1
The company workforce (storekeepers, officeworkers, after-sales service advisers) took part inexternal courses on customer care held at othercompanies a number of years ago, with greatsuccess.
The owner estimates the share of training asfollows:
management/customer care 20%technology 80%
There is no precise recording of such figures.
Company employees' interest in attendance ofcourses is divided:
top-line mechanics wish to attend all availablecoursesother mechanics often have only little interest incourses
There can be no obligation for all employees toengage in continuing training, as demanded bythe manufacturer and distribution centre, becausethere is insufficient capacity at the customerservice training centres.
4.4 Training plansEach firm receives the VW/Audi training pro-grammes for every calendar year. They containthe full range of programmes for managerial staff,specialized staff in sales, repair shops, serviceand accessories, and marketing.
Management training is offered by an externalcompany.The training organization is described below.
Objective of trainingAs mentioned earlier, training in modern technol-ogy, primarily electronics and diagnostic tech-niques, is of central importance at the firm.Mechanical engineering has become an insignifi-cant subject there. The main areas includediagnostic technology and handling the late:4 testequipment, likewise trouble-shooting for ABS,Digijet, Mono-Jetronic, electronic ignition,electrohically-controlled transmission shift etc.
Further training relating to new technical compo-nents and systems is intended to ensure that repairshop personnel are able to service and repairvehicles with modern electronics efficiently so as tocontinue to offer reliable service to customers.
The sales and after.sales service staff must be in aposition to explain the special feature's of newproducts with extensive electronic systems tocustomers, to their satisfaction.
Development since 1987The training concept has not changed since 1987.The contents, however, are adapted to the new
requirements every year. The programme nowtakes account of all systems that have achievedproduction readiness for vehicles, or whose usehas been extended, as a result of technicaldevelopment in recent years, for example centralelectrical systems, circuit diagrams, testers, elec-tronic injection, electronic management systems,ABS, semiconductor and breakerless semiconduc-tor ignition systems, central hydraulic systems,automatic transmissions, and air-conditioningsystems, to name but a few.
Relationship between training andcareersThere is io relationship between continuingtraining and professional careers. Continuingvocational training is considered necessary inorder to be able to meet the challenges oftechnical developments and to safeguard jobs.Further training and the successful application ofnewly-acquired skills and capabilities result inbetter pay above the agreed scale.
Description of the training systemThe system of in-house training has already beendescribed.
In the following there is an outline of the currentconcept as stipulated by the manufacturer anddistribution centre/customer service training cen-tre.
The training system comprises three stages (seealso Appendix):
Stage 1: Basic Training intended for allObjective:Above all for new employees and toextend range of skills
Stage 2: Continuing Training IObjective:Improving and extending skills andexpertise
Stage 3: Continuing Training II Stage 2prerequisiteObjective:Development of trouble-shooting strat-egies
It can be seen from the contents of the courses andthe vertically graduated concept that the courses canbe divided into two categories, in similar fashion tothe current form of company organization:
courses covering topics involving customercontactcourses dealing exclusively with motor vehicletechnology
The seminars covering customer contact aredesigned for staff from after-sales service, soles,and company organization; seminars with techni-cal content are primaniy intended for mechanicsbut also for repair shop foremen.
When new products are introduced, training ofpersonnel of the various companies takes placewhen the product is available. Efficient, product-oriented training is not possible before that.
Plans for the future development oftrainingAll three establishments consulted, namely thefirm, distribution centre/customer service trainingcentre and manufacturer, clearly recognize thehigh demand for continuing training on account ofthe rapid developments in
motor vehicle technologyrepair shop technology (tesi equipment etc.)after-sales information systems involving elec-tronic data media
The manufacturer concludes from this that dealers'managerial staff and mechanics require training atshort intervals (at least twice per year).
Given a total potential number of participants of36,000 people in Germany, and a training timeof 2.5 MTDs per person, the total requirement is90,000 MTDs per year.
In the estimation of representatives of the distribu-is a tion centre and manufacturer, the only way of
coping with this demand is to increase therelocation of training to the dealerships.
In the technical sector, mechanical engineering isnow less important than it used to be in all trainingschemes. Electronics and diagnostic technologyare of central importance.
There is a similar graduated system for sales andmarketing to that shown above, but apart frombasic training and continuing training there is alsoa degree of specialization. This specialization (forexample in business administration or personnel,or, in the case of sales staff, in products or second-hand cars) is not, however, based on the basicand continuing training courses (see also overviewin Appendix).
A model that is so far still at the discussion stagehas been developed for practical implementation;its basic features are described below. The model,known for short as T-TiB (a German abbreviationfor Technik-Training im Betrieb in-house technol-ogy training), is based on the following ideas:
training is to be conducted by full-time T-TiBtrainers (supported by the distribution centreand manufacturer)
suitable conditions for theoretical and practicalwork
classroom for 12 peopleworkshop for practical exercises
id 2
M9
Ii
110
dealerships and repair shops specify thetraining programme and cover the costs
The co-operating companies are to agree on apermanent T-TiB base for training, with classroomand workshop area. This is where the T-TiB traineris to work.
Some 400 VW-Audi mechanics are to be linked toeach T-TiB base. The manufacturer is covering theinitial investment for T-TiB training. It is intendedthat these funds be recovered by payment for thetraining services.
The customer service training centres shall con-tinue to hold courses, but possibly to a reducedextent. These courses will build on the T-TiBcourses.
P.,ere are also thoughts of incorporating trainingin the electronic network for the parts catalogueand literature at some future date.
CurriculaThe contents and levels of the courses are largelydetermined by the self-study programme, thevideo programmes, and other written documents(such as repair manuals). These documents aredrawn up by the manufacturer. It is up to thetraining staff to select the methods used in thecourses.
Feedback systemThere are three different types of specialist adviserin the VW organization, for:
technologyaccessoriesmarketing
These advisers visit the companies regularly, andare intended to provide advice and support intechnical discussions in the event of problems.
Companies are called upon to stipulate thenecessary focal areas of training in conjunctionwith the specialist advisers.
The specialist advisers also carry out a check ofwork quality. They report their findings to therelevant department at the manufacturer.
The firm examined here still sees certain deficien-cies in the feedback system. They say that to datethere has been no noticeable improvement in theextent of training at the customer service trainingcentre, arid while there is support for trouble-shooting with new products, it is often necessary toapproach a number of people in order to obtainadequate assistance.
One reason for gaps in the flow of informationmay be that as a result of feedback returning tovarious departments, no single department has a
full overview of the problems that are troubling thecompanies.
Qualifications of training staffThe trainers at the customer service training centreare generally qualified mastercraftsmen or fore-men and have a good command of the technol-ogy, and are given training in teaching methodsby the manufacturer.
Advance training of training staff andemployeesWhen new technical developments are intro-duced, trainers are invited to visit the manufac-turer for training on the new products.
A more recent variant of this is that trainers meet insmall groups to familiarize themselves with newdevelopments and are then trained at the manu-facturer so as to further deepen their knowledge.Trainers receive instruction about four to fivemonths before the introduction of a new product.The employees of the companies are not traineduntil the product is available.
Participation of trade union and otherrepresentativesTrade union representatives are present at alllevels investigated: firm, distribution centre andmanufacturer. They are informed of trainingactivities but do not exercise any influence overthem.
Employee representatives are included in theplanning of the overall concept at the manufac-turer level.
Collective agreements about trainingThere are no such agreements.
4.5 Costs of continuing vocationaltrainingAll costs of in-house training are covered by thefirm. There is no precise assessment of these costs.
The firm does not have to pay fees for employees'attendance of courses at the customer servicetraining centre. It does, however, have to com-pensate the participants for loss of earnings andtravel costs.
According to an estimate by the service manager,the costs incurred by the customer service trainingcentre for holding the courses amount in total(personnel, facilities, maintenance, new acquisitions, catering) to about LW 1 million per year.This figure has to be financed from the tradingvolume of the sale of spare parts by the distributioncentre.
4.6 Evaluation of costsThere is no more specific evaluation of the costs ofcontinuing vocational training.
S. Evaluation of the training concepts
5.1 Evaluation of the staffquestionnaireRefer to the Appendix: "Evaluation of Trainingpassports".
5.2 Best practice, standard practiceThe firm examined here carries out training on-sitewith the prime aim of keeping customers satisfiedby a good standard of service, and thus bindingthem more closely to the firm.
The objective of the training scheme is to improvethe skills of individual employees on as broad andvaried a basis as possible. The customer servicetraining centre concentrates on the aim ofachieving higher qualifications, above all in newtechnologies such as electronics and diagnostictechnology, and on providing an adequate rangeof leadership, marketing, management and salestraining courses.
5.3 Future requirements of continuingvocational training
Need for mobilityBy broadening the range of skills of as manyemployees as possible it is intended to ensure areliable level of service at the firm and enable staffto be employed in a number of fields.
In the opinion of representatives of the manufac-turer and the distribution centre, the in-housetraining policy is generally transferable and will infuture be a necessary way of meeting trainingrequirements.
The high cost of in-house training does, however,constitute an appreciable burden for the firm inquestion.
The tendency on the part of the manufacturer isto extend in-company training by introducing amodified form of organization. This would havethe effect that the manufacturer would be furtherdistanced from the training activities, whereas theindividual firms would be more closely integratedin training schemes than before.
6. Conclusions in the context of bestpractice and normal practiceThe interviews and discussions held at themanufacturer, the distribution centre and the firmgave a clear indication of a tendency to transfercertain parts of the training programme to thecompanies.
The manufacturer is concentrating on the perform-ance of tasks such as:
overall co-ordination of the training procedure(help with problems, financial assistance etc.)preparation of media for training
the provision of product informationlimited training of the trainers from the customerservice training centres
The customer service training centre offersimportant courses, above all on recent develop-ments, for sales, marketing and managerial staff,but for cost reasons is unable to expand theamount of training to the necessary degree. This iswhy the training foremen and problem-solvers arethe primary targets for training. Standard trainingrelating to conventional technology is to betransferred to the companies to an even greaterextent than before. The firm is facing up to thischallenge, as far as it is able in terms of cost andcapacity, for two reasons:
a. In order to be able to cover costs on work in theworkshops, or even operate at a profit,appropriately qualified skilled staff must beavailable so as to be able to perform efficientservicing and repairs, even on high-techvehicles.
b. The only way of retaining a large number ofregular customers over a long period of time isto provide good service and good, but aboveall reliable, customer support both at anorganizational level and at the servicing andrepair level.
The transfer of training activities to the firm has theeffect that there is less and les's communicationbetween company staff and the manufacturer, theconsequence being, on the one hand, thatimportant information is not available to themanufacturer and, on the other hand, that the firmcannot receive sufficiently targeted support fromthe manufacturer or the customer service trainingcentre when confronted with unfamiliar faults innew products.
The result of this is the establishment of an informalinformation network between individual firms whoprovide mutual support in trouble-shooting anddiagnosis whenever the manufacturer or customerservice training centres is unable to help.
To enable the manufacturer and distributioncentre/customer service training centre toachieve a certain level of information despitethis, additional specialist advisers must be de-ployed for the fields of technology, organizationand marketing. Considering that these advisersalso check the quality of work, however, they areat one and the same time partners of the firm butalso inspectors reporting to the manufacturer. To acertain extent this diminishes the collaboration thatis potentially constructive for both sides, which hasthe aim of providing successful training andefficient service in all areas.
From the discussions with those parties mentionedabove it can be concluded that continuing
4
111

112
vocational training is characterized by a relativelylarge amount of experimentation in content andorganization, and no "ideal" model has yet beenimplemented.
Alongside the concept described above, theservice technician training programme newly-introduced to the motor vehicle sector (see sectorreport) is seen by all sides as offering anadditional opportunity to play a certain part inmeeting requirements.
Finally, it can be stated that continuing vocationaltraining is aimed at and capable of considerably
ow4.10
increasing the quality of training in the context ofconditions as they exist in firms. It is necessary,however, to safeguard the general conditions thatmake this possible, for example qualified trainers,training materials and premises. This concept atthe same time offers the opportunity for practicalevaluation of the products. The extent to which thisproves successful is dependent on whether it is
possible to develop a relationship between themanufacturer and dealerships that is more stronglyoriented towards feedback and co-operationagainst the widespread trend of a control-oriented tradition.
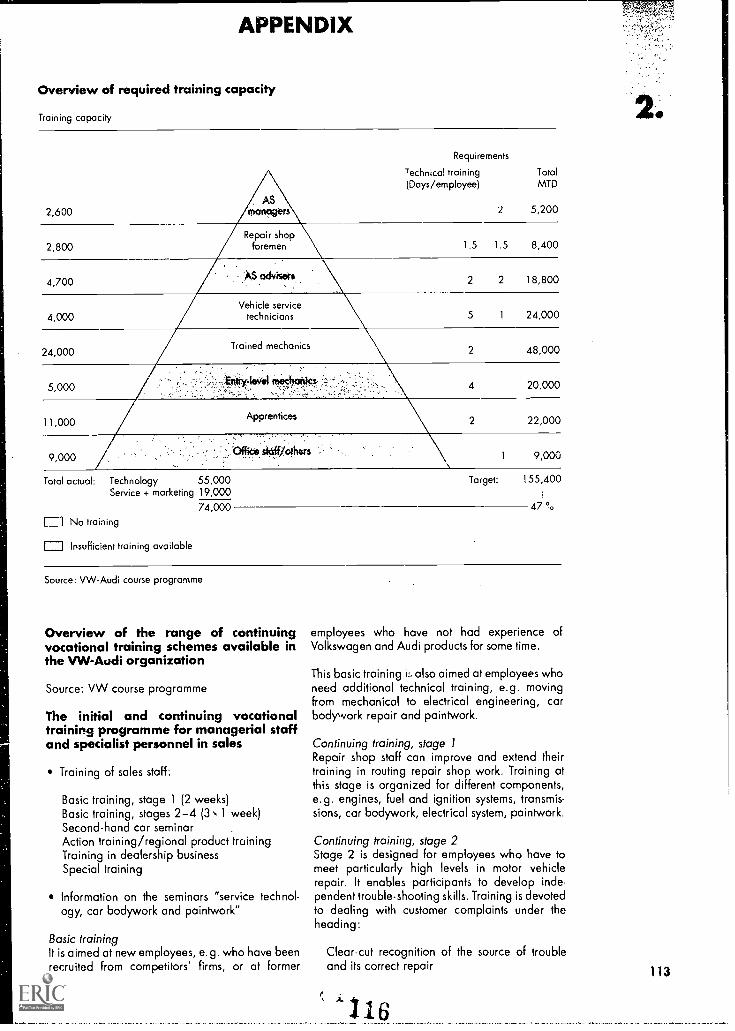
APPENDIX
Overview of required training capacity
Training capacity
2,600AS
mancrgers
Requirements
Technical trainingPays/employee)
2
TotalMTD
5,200
2,800Repair shop
foremen 1.5 1.5 8,400
4,700 AS osers 2 2 18,800
4,000Vehicle service
technicians 5 1 24,000
24,000Trained mechanics 2 48,000
5,000 .11 441 4 20,000
11,000Apprentices 2 22,000
9,000 Offite sioff/qhers1 9,000
Total actual: Technology 55,000 Target: 155,400
I I
Service + marketing 19,000
74,000No training
Insufficient training available
47 %
Source: VW-Audi course programme
Overview of the range of continuingvocational training schemes available inthe VW-Audi organization
Source: VW course programme
The initial and continuing vocationaltraining programme for managerial staffand specialist personnel in sales
Training of sales staff:
Basic training, stage 1 (2 weeks)Basic training, stages 2-4 (3 1 week)Second-hand car seminarAction training/regional product trainingTraining in dealership businessSpecial training
Information on the seminars "service technol-ogy, car bodywork and paintwork"
Basic trainingIt is aimed at new employees, e.g. who have beenrecruited from competitors' firms, or at former
employees who have not had experience ofVolkswagen and Audi products for some time.
This basic training is also aimed at employees whoneed additional technical training, e.g. movingfrom mechanical to electrical engineering, carbodywork repair and paintwork.
Continuing training, stage 1Repair shop staff can improve and extend theirtraining in routing repair shop work. Training atthis stage is organized for different components,e.g. engines, fuel and ignition systems, transmis-sions, car bodywork, electrical system, paintwork.
Continuing training, stage 2Stage 2 is designed for employees who have tomeet particularly high levels in motor vehiclerepair. It enables participants to develop inde-pendent trouble-shooting skills. Training is devotedto dealing with customer complaints under theheading:
Clear-cut recognition of the source of troubleand its correct repair
116
113
A prerequisite for stage 2 is knowledge of the skillsimparted in stage 1.
information on seminars for rublicly-ownedundertakings
When notifying the training needs of vehicle fleetowners (publicly-owned undertakings) the follow-ing should be taken into account:
an expressed need for training does not alwaysinvolve course attendance. It is possible that thislack of knowledga can be made up throughcustomer service literature (repair manuals,self-learning programmes, etc.) or the provi-sion of video training sessions.
to guarantee the success of a course, partici-pants should only attend courses relative totheir routine tasks.
Technical courses:
Basic training, Stage 1General product technology
VW/Audi inspection serviceAudi V8 inspection serviceEngines (spark-ignition and diesel)Mixture formation, carburettor enginesMixture formation, fuel-injection engines(naturally aspiroted and turbo)Mixture formation, diesel engines(naturallyaspirated and turbo)Ignition systems
Manual transmissionsTransmissions (manual and automatic)Running gear, generalRunning gear, specificTemperature regulation(air-conditioning systems)
Vehicle electrical systems 1Vehicle electrical systems 2
Continuing vocational training, Stage 2General product technology
Systematic trouble-shooting on carburettorenginesSystematic trouble-shooting on fuel-injectionenginesSystematic trouble-shooting on diesel engines
Manual transmissionsSystematic trouble-shooting on air-condition-ing systems
Vehicle electrical systems 1Systematic trouble-shooting on electrical andelectronic systems
114
Notes on the service technology, bodyworkand painting courses
Basic trainingThis is intended for new employees, coming fromcompetitors for example, or for former employeeswho have not worked on Volkswagen or Audiproducts for some considerable time.
Basic training is also intended for employeeswhose range of technical skills is to be expanded,for example from automotive mechanics to auto-motive electrics, body repair or vehicle painting.
Continuing vocational training, stage 1This is the stage at which specialist repair shoppersonnel can improve and extend their skills forday-to-day repair work. Training at this stage isoriented towards component groups, for exampleengines, fuel and ignition systems, transmissions,bodywork, electrical systems, paintwork.
Continuing vocational training, stage 2Stage 2 is intended only for employees who haveto meet particularly demanding requirements invehicle repair. Stage 2 gives participants theability to develop trouble-shooting strategiesthemselves. The topics are based entirely oncustomer complaints, the underlying philosophybeing:
Unambiguous identification and correct repairof all causes of faults
Familiarity with the relevant topics from stage 1 is
a prerequisite for participation in stage 2
Notes on courses for publicly-owned enter-prises
For the purpose of registering the requirement forcourses among fleet owners (publicly-ownedenterprises) with the responsible distributioncentre, we ask you to note the following:
A request for training does not always meanthat participation in a course is necessary. Theprovision of after-sales literature (repair manu-als, self-study programmes etc.) and the loan ofoperational training video tapes can oftenmake up for any existing deficiencies inknowledge.
In order to ensure the success of the courses youshould make certain that the course participantsare assigned specifically to those courses forpublicly-owned enterprises from the range onoffer that match their duties in their particularenterprise.
Bodywork and paintwork courses:
Basic training, Stage IBodywork
Assembly and adjustment work on vehiclebodiesBody in whiteSliding/removable roofsNon-positively mounted bonded glassworkGolf ConvertibleAudi ConvertibleV.A.G. jig system 1365
PaintingVehicle paintwork, painting of.plastic bolted-on body partsShading
Continuing vocational training, Stage 2Bodywork
Systematic trouble-shooting on bodywork,leaks, noises
PaintingDefects in paintwork and how to correct themIndividually designed vehicle painIwork
Courses for publicly-owned enterprises:Inspection service for Polo/Golf/Passat typeseriesInspection service for Audi 80/100 iype seriesIndustrial engines
Demand-oriented action training:As a supplement to initial and continuing voca-tional training, service technology training willalso respond selectively to major events in 1992.You will be informed in good time of the dates andtopics covered.
In-house training/self-study programmes:This training channel gives every firm the oppor-tunity of conducting individual or group trainingevents via their after-sales training foreman, inaccordance with their particular requirements.
In-house training mainly uses video as its
medium, although there is also provisionwhere needed for the use of accompanyingmaterial such as exercise booklets, self-studyprogrammes, and training or demonstrationparts.
Learning from self-study programmes can takeplace outside working hours. If they havedifficulty understanding the material, learnerscan turn to the after-sales training foreman,who also sees to it that it is possible to consultthe self-study programme at the firm whennecessary.
The initial and continuing vocationaltraining programme for managerial staffand specialist personnel in the fields ofservice marketing and logistics (for after-sales service organization, parts serviceand accessories)
Specialist Training (Basic Training):Service
Finding the correct part number PS
Finding the correct replacement part number PSAuto-part data acquisition and evaluation PS
Determining the correct service order ASOrganization in the company office AS
Specialist Training(continuing vocational training):
Marketing:Parts service marketingService marketingAdvice and sales in serviceService to the customerTelephone communicationsPoster typefacesPresentation of goods
ServicePS
ASAS/PSAS/PSAS/PS
AccessoriesAccessories
Business Administration: ServiceCommercial inventory management PS
Contribution margins in the parts service PS
Cost-effective repair shop management ASAnalytical instruments for cost-effectivecompany management ASContribution margins in the service field AS
Personnel:Planning, organizing and holdingin-house training eventsTime scheduling and coping with stress
Organization:Orderly parts storageRational work organization in serviceLocationHandling exchangesTeam concept as an organizational form
Service
ASAS
ServicePS
AS/PSPS
PS.
AS
Working Groups:Parts service working groupRepair shops for after salesservice managersRegional training for after-salesservice managers
In-house Training:Training within the firmSupport in Ihe firm
ServicePS
AS
AS
ServiceAS/PSAS/PS
As a supplement to initial and continuing voca-tional training, service marketing and logisticstraining will also respond selectively to othermajor events.You will be informed in good time of the dates andtopics covered.
115
116
Specialist Training (Basic Training)
Finding the correct part number
ObjectiveTeaching the skills of finding part numbers quickly,correctly and reliably
ContentThe means available for finding part numbers
- Spare part reference books and what theycontain
- Microplan films and their layout- The MPF reader and how to use it- Working with the ETKA keyboard- What ETKA offers
Finding the correct part number with MPF or ETKABasic data
- Structure and meaning of part numbersDetermining part numbers
- Special points when determining part num-bers
Practical exercises with MPF or ETKA
ParticipantsNew employees who have been working in theparts service for less than 6 months and apprentices
LocationDistribution centre
DurationDependent on the needs and existing knowledgeof participants
CostsThe distribution centre bears the costs of holdingcourses. Travel costs, and if appropriate boardand lodging are covered by the firm.
Seminar codeG1 TNB
Evaluation of Training Passports
Main elements of training
I. In-house
Proportion in %
1. Product training 38%2. Carburation - particularly
electronically controlled fuel-injectionsystemsand diesel mixture formation 20%
3. New components(e.g. airbag, multifunction display) 14%
4. Measurement technology(testers, suspension alignment etc.) 9%
5. Circuit diagrams / on-board computers 8%
6. Transmission- manual
automatic7. Motor mechanics8. Bodywork
Total 100%
Product training and mixture formation are rankedhighest.
2. Customer service training centre
Proportion in %
1. Customer support 53%2. Trouble-shooting Mixture formation
(diesel/petrol engines) 13%3. Components (various) 13%,4. Air-conditioning systems 7%.5. Electrical systems 7%0
6. Bodywork 7%
Total 100%
Product training and carburation are rankedhighest.
Extent of training
Customer service training centre
Average participation in the full range of coursesavailable by employees of the firm between 1989and 1992:
between 1 and max. 1.4 MTDs
2. In-house training
a. Regularly documented training by trainingforeman (usually in small groups) between1988 and 1992:
average 1 MTD
b. Training in the form of instruction directly at theobject in question while working on a job -calculation .of job cost accounts is reducedaccordingly (referred to in-house as W6)
estimated figure approx. 1.5 MTDs(this figure cannot be calculated precisely)
3. Total amount of training
a Customer service trainingcentre
b. In-houseapprox. 1.2 MTDsapprox. 2.5 MTDs
Total 3.7 MTDs
This data was obtained from the training passportsfor the period from 1988 to 1992 and entered inthe enclosed sample of the questionnaire.
No significant changes in the amount of trainingcould be detected during the period in question.

6. CONCLUSIONS FROM THE CASE STUDIES
Despite careful selection, we are still not really in aposition to register and describe all the differencesand various facets of continuing training practicesin the sector on the basis of five case studies. Thereis no question that anyone expects that from thecase studies. Nevertheless, we should ascertainwhich part of the sector our selected cases are infact representative of and to what extent theyreflect conditions in the sector as a whole.
Of course, we can use the case studies to illustratecontinuing training in the sector, but the selectioncannot make any claim to be statistically repre-sentative of the sector. The cases have, however,been selected on a basis which permits qualitativestatements.
Our sample differs from the sector as a whole inthe following respects:
our firms have more employees than is usual inthe sector;our employees are older;our sample includes too few independentdealerships for the total number of firms;of the firms in our selection which are undercontract to a particular make of vehicle theupper segment of the market predominates;it is not possible to make any comment on theparticular problems of eastern Germany.
As far as the öge of the firms is concerned (year ofestablishment), the structure, the organization ofthe work and the level of union membership, wehave probably chosen the "social average."
Despite this slight imbalance in our choice of firms,general conclusions can, of course, be drawn onthe basis of the case studies which apply to thewhole sector.
For all dealerships, including the "independent"ones which are not linked to a particular make, thecapacities for continuing training are limited. Thisapplies less to the commercial and customerservice qualifications. In this area there are fewerquantitative problems as it is more a question hereof training c, ,rses which are not linked to a makeof vehicle but are offered by independent institu-tions and the local Chambers of Trades. Here thedifficulty for the dealerships is probably more of afinancial nature since these courses have to bepaid for. We do not want to speculate any furtherand will confine ourselves to continuing trainingfor technical staff about which the people wetalked to in our study commented.
The situation of the independent dealerships whichare not linked to a particular make of vehicle isespecially precarious, as they are basicallyexcluded from the training provided by manufac-turers. They have to fall back on the courses whichcomponent manufacturers (particularly Bosch) andsuppliers of parts and equipment offer - frequently
in co-operation with the local Chambers ofTrades. They do benefit in this sense from atraining which is not linked to a particular makebut it is very much based on the parts orcomponects and teaches little about systems. It isvery diffice to predict whether this deficiency willin the long term reduce the importance of theindependen' dealerships, and thus their numbers,or whether the number of people they employ willsimply drop. They will have a good chance ofsurviving in certain areas (such as repairingaccident damage or older models).
But the manufacturer-based organizations arealso faced with a similar problem: the capacityof the central customer service training centresdoes not fully meet the repair shops' demand forcontinuing technical training. Nevertheless, man-ufacturers and importers seem to have no desire(and certainly no concrete plans) to adapt thecapacity in the customer service training centres tomeet the demand of the dealers. What is
happening instead is that the limited capacity isbeing used increasingly for three target groups:
to provide a basic training for young skilledworkers in their first journeyman's year or othernew workers;to train specialists;to provide training that will be passed on tocolleagues.
This concentration on certain central target groupsis accompanied by different forms of organiza-tional decentralization of service training -particularly in the case of German manufac-turers. On the one hand, many manufacturersare moving their courses from the central trainingfacilities to well-functioning repair shops orbranch establishments and create as a side effect(limited) opportunities for the dealer to influencethe structure of the training (BMW, VW) ("need-oriented regionalization"). On the other hand,technical communication networks are used toreach greater numbers of participants ("physical-technical decentralization"), which is what Mer-cedes Benz is, for example, trying to do with itsmajor project, AKUBIS.
In view of this situation the internal training withinfirms in their i vn repair shops is gainingconsiderably more significance. It is particularlybeing supported by the manufacturers (andimporters) by specific use of media such asmanuals or teaching books, videos, video discs,computer-based learning programmes or tele-conferencing. Use of these media is intended toensure that uniformity of methods within one makeis maintained even when the training takes placein individual repair shops.
There are different approaches to whether the useof these media is compulsory. Some manufacturersrequire participants in the central training courses
2.
117
io prepare themselves beforehand using thevideos supplied (BMW), others produce thematerial solely for the personal use of their repairshop staff or to reinforce internal training (Mazda)and others see the videos simply as a fall-backwhich the mechanic can call upon if he is
uncertain about something. Mercedes Benz, forexample, makes videos of completed courses attheir customer service training centres and dis-tributes them to dealers.
Correspondingly these media are formalized todifferent degrees within the continuing trainingsystem of the individual manufacturers. ForMazda, for example, they are used purely at thediscretion of the dealers they send them to. In
addition, the introduction of new models orimportant technical innovations are accompaniedby a centrally produced video. BMW, on the otherhand, requires that the information officer ap-pointed in each dealership reports annually to thecentral customer service training centre about theuse of the self-study programme in his dealershipand experiences with it, whereas in VW dealer-ships the training supervisor decides on She use ofthe video (e.g. to reinforce his own internaltraining work) and which employees shouldparticipate in the video training.
1 10
Despite this widespread decentralization there areno specialist trainers in the repair shops not evenin the large firms in our sample. Only VW hastaken a step towards professionalization ofinternal training by appointing voluntary trainingsupervisors (who are simultaneously problem-solvers). BMW have professional trainers in theirbranch operations (i.e. the middle level of thedealer structure).
There is a close link between the organization ofwork and qualifications. For example, the differ-ences in the organization of training haveconsequences for the organization of work andthe structure of qualifications on the repair shoplevel. Concentrating continuing training too muchon particular people leads in the medium term to apolarization of qualifications and impedes theestablishment of homogeneous teams. It thenbecomes obvious that complicated tasks will becarried out by the special problem-solvers and theother employees will mainly deal with routinework. In other words, if a firm wants to implementa team concept on the repair shop level (as VWhas, for instance) it must make sure that it createsequal qualification opportunities for all membersof the team and maintains this practice in the longterm.
TRENDS
PART 3:
Conclusions
Bibliography
a

1 . CONCLUSIONS
This study has examined the development of workand continuing vocational training in the motorvehicle repair and sales sector. In this sector thefirms are organized in such a way that they areinvolved in the sale, servicing and repair of motorvehicles. This sector is closely linked to the mostimportant industry in Germany's economy, themotor industry. The job of every sixth employeedepends directly or indirectly on the motorindustry. Nevertheless, the developments andstructures in this sector, which is downstream ofcar manufacture, have been largely cut out of thepublic and academic debate, although clearly onesector could not exist without the other.
Despite the fact that modern vehicles and theiraggregates are now of better quality, last longer,need fewer repairs and that intervals betweenservices are longer, the complexity of the carmeans that the dealership in its role as mediatorbetween manufacturer and customer is morecrucial than ever. Nevertheless these two sectorsare far from being accorded equal significanceand equal rights: both economically and function-ally, the motor vehicle repair and sales sectordepends on the manufacturers, be they German orimported makes. This is documented in thecontracts, for example, with which the manufac-turers/importers intervene in the internal organi-zation of the service companies linked to them,sometimes influencing even the smallest details.
1.1 Economic developments andemploymentThe number of motor vehicles on the road inGermany is at present over 46 million; everysecond inhabitant (statistically) owns a car. Thiswould suggest that the market is to some extentsaturated. Whereas the number of vehiclesregistered in 1991 rose to 4.5 million, it droppedthe following year to around 4 million and isexpected to be well below this figure in 1993.
At the same time there was a parallel developmentin the manufacture of motor vehicles. After theboom years of 1989 to 1991 (in each year over4.85 and in 1991 more than 5 million vehicleseven), production dropped again in 1992 to anestimated 4.7 million and will plunge even furtherin 1993 since at the beginning of the year therewas a drop in orders of over 20%.
This development has, of course, had conse-quences for employment: whereas in 1991 therewere still 780,000 people working in carfactories, this figure had dropped to 725,00 bythe end of 1992. Experts are predicting that in thenext few years there will be a further shedding ofbetween 300,000 and 1.7 million jobs in themotor industry and supplier industries. Accordingto a report in the Siiddeutsche Zeitung, theAssociation of the Motor Industry has predictedbetween 40,000 and 50,000 redundancies in1994 alone.
The consequences that this will have fo;- thedevelopment of the market in the sales andservice area of the motor vehicle sector cannotbe estimated with any degree of precision, asdevelopments in this area are influenced bynumerous factors, some of them conflicting, andare only in a very indirect way dependent on thenumber of vehicles on the road. Although thenumber of dealerships rose by a third between1979 and 1990 (virtually steadily by 3% eachyear to 44,500), the number of employees fell inthe same period dropping from over 400,000 to335,000 in 1984, and since then it has beenrising again slowly to its present level of just over350,000. This means that the average size offirms shrank from 12 to 8 employees; a conse-quence of redundancies particularly in the first halfof the 1980s (and of course a reflection of the factthat new businesses are always smaller initially).At the beginning of 1993 there were clearindications that this sector would not experienceany more growth; on the contrary firm closuresare becoming increasingly more commonplace.
But it is other factors which will influence thedevelopment of the sector in a lasting way:
With higher quality of vehicles and theiraggregates, the intervals between services getlonger and the time a vehicle spends in therepair shop shorter;
This means that the time and money spentservicing and repairing each car is reduced;
If the sales crisis is accompanied by anincrease in the useful life of cars, the volumeof repairs would increase for the cars whichwould by then be older;
There is a direct link between frequency andgravity of accidents and repair works, albeitmodified by the customers (quality) expecta-tions;
New environmer'al and safety standards willincrease the work for businesses and organi-zations involved in checking that they areadhered to and making necessary adjustmentsto vehicles.
These development options overlap with changesin the requirements made of repair shop person-nel. Electronically controlled components haveentered virtually all areas of automotive technol-ogy and are little by little being integrated intocomplex systems. This applies both to transmissionsystems and engine management and the area ofsafety and comfort. Thus, higher qualifications arebeing demanded of repair shop employeesparticularly with regard to fault detection andanalysis. Industry is using increasingly efficientdiagnosis systems to try and give the employeeswho mostly have a predominantly mechanical
12A
119
120
training a tool with which to master these newdemands: an attempt to use electronic aids tomaster increasingly complicated electronics. Aclear increase in training courses in the customerservice training centres to teach people how to usemodern diagnosis technology and to develop anunderstanding for "integrated" automotive tech-nology is evidence of this.
1.2 Vocational training and selection ofpersonnelTraditionally this sector has been characterized byits great efforts to improve qualifications foremployees but in recent years this emphasis hasbeen reinforced as a result of the wider variety ofmodels and the forced technical changes. Onlyabout 7% of employees have no relevant voca-tional qualification but one in every five employ-ees is engaged in vocational training. Almost aquarter of employees in technical or commercialoccupations have a mastercraftsman diploma.Almost all employees in the after-sales departmentand repair shop take part regularly in continuingtraining, either in courses offered by the after-salesdivisions of the manufacturers or importers, in
courses provided by the suppliers or Chambers orin-house training courses.
Despite this high proportion of skilled workers andthe high continuing training density (ratio ofparticipants in continuing training to employees),many people in positions of responsibility withinthe sector do not consider the training activities tobe sufficient.
The first problem is that young people with goodqualifications from school do not seem to find theoccupation of motor mechanic attractive. It is byfar the most frequently chosen training occupation(1992: 30,000 trainees in 32,000 training firms)but over 60% of the trainees come fromHauptschulen. The auto-electrician training is ofonly marginal significance. The firms manage tokeep only a minority of these trainees in the longterm, and often it is the better trainees who leavefor other jobs or further study at an institute ofhigher education.
This prepares the ground for the negative selectionwhich some people in the training professioncomplain of. Participants lack basic knowledge,which they were not taught at school or in theirsubsequent training and which, of course, cannotbe corrected in short continuing training courses.Thus, more emphasis is placed on specialisttraining and training which employees can passon to their colleagues (snowball effect), since inany case the customer service training centres donot have sufficient capacities to cater for allemployees. Thus, a polarized qualification struc-ture is gradually being created in the repair shopswhich cannot be mat, hed by the computer-aidedself-instruction programmes which all firms use,nor by intensified internal training. Opposite trends
are, however, being seen in firms which are moreinterested in deploying their staff across the boardin order to be able to react flexibly to unexpecteddemands and technical changes. A particularexpression of this is the team concept which ispractised in a small number of repair shops.
With increasing frequency it can be observed thatqualified employees who are interested in furthertraining, having completed their mastercraftsmandiploma, remain without a suitable job for quite atime due to a lack of vacancies in the firm in whichthey trained. This, of course, does not makecontinuing training more attractive to people norincrease their willingness to participate. At thesame time, however, permanent technologicalinnovations and the increasing complexity of thecar require that everyone working in repair shopsundergo permanent continuing training.
1.3 Change in the work of the motorvehicle repair shopThe change in the work of the motor vehicle repairshop has been influenced by numerous factors.The central influencing factors are the new formsof technology used in cars which have developedinto a systematic technology, the new tools neededfor repair work and servicing including moderntest and diagnosis systems, as well as environ-mental and exhaust emission regulations andhigher customer expectations.
The area of motor vehicle mechanics, whichdominated all other areas of work in this sectoruntil well into the 1960s, will have lost its leadingposition before the end of the 1990s. This role willbe taken over in the future by servicing andmaintenance as preventive measures. The area ofelectrical and electronic systems will not play thecentral role which had been generally expected ofit. Its share in the overall volume of work k uireadydropping and the emphasis here is now onelectronic testing and diagnosis procedures. Thebodywork area will continue to increase insignificance.
A new area of work which is crystallising undertechnical aspects is the use of modern testing anddiagnosis equipment. The modern motor vehiclerepair shop is primarily designed for diagnosisand servicing and only secondarily for mechani-cal repairs. Diagnosis with the aim of detectingfaults and correcting them by replacing compo-nents is predominant. From 1.12. 1993 newexhaust emission regulations and the testingprocedures connected with them, will furtherexpand the diagnosis area of work.
The result of this is that the motor mechanic mustbe able to use modern testing and diagnosissystems to check complex and inter-connectedvehicle technology. He must be able to analyzethe diagnosis results in order to deduce where the
faults lie. He must adhere to mandatory diagnosisprocedures such as the exhaust emission test andcorrectly analyze any defects found in order toefficiently rectify faults. This is the only way tosatisfy the ever-higher expectations of customersand keep them as potential buyers.
In the bodywork area it is primarily the materialsand paints, the working methods e.g. increaseduse of straightening equipment and different spraypainting procedures support from data basesand increasing environmental and safety regula-tions that are changing.
It is essential that this extensive range of work onthe modern vehicle be mastered efficiently in orderto guarantee high customer satisfaction andensure that the repair shop continues to developand offer a high quality service.
In conclusion it must be said of the change in workthat considerable structural changes are takingplace in motor vehicle repair shops which, aboveall, are due to the reduction in traditional repairwork, whereas work in the areas of servicing andmaintenance and bodywork are showing anupward trend. Due to the tendency now to replaceparts rather than repairing them and as a result ofimproved working techniques, i.e. rationalization,a mechanic today can look after many morevehicles than 15 years ago.
Challenges in areas such as diagnosis technology,environmental regulations and use of data basesthrough on-line networking with the manufacturermean that the tasks which repair shop staff have tocarry out are becoming much more varied thanever before. The response to this can only beflexible employees who can be deployed in abroad range of jobs. This demand in turn hasimplications for the way work is organized.
1.4 Organization of work and therepair shop and perspectives forcontinuing trainingTraditionally a model of horizontal division ofwork has dominated, oriented to the mainelements of the vehicle:
automotive electronicsautomotive mechanicsbodywork and body painting
Whilst the body and body painting areas (partlyfor reasons of worker protection) are oftenseparate from the other areas of work, the firsttwo areas are continually becoming more closelylinked and particularly intensive further training isrequired in the area of electronics. Dealerships aretrying to cope with this development in variousways (partly under instruction from the manufac-turer) and are sometimes adopting a mixture ofways:
Maintaining and to some extent refining thespecialization of staff;Creating the job of all-round mechanic andproviding training (partly with skills in electron-ics);Creating a multi-disciplinary teamDeployment of highly qualified problem-sol-vers.
In this there is a close link between the organiza-tion of work and continuing training. Someonewho thinks he can meet the growing demands,particularly in systems analysis and fault diagno-sis, with only a small number of specialists shouldconcentrate his continuing training on this group.Someone, on the other hand, who prefers a teamapproach to work organization must not onlyensure that more employees gain adequatetechnical qualifications but must also encourageskills such as team spirit and capacity for inter-disciplinary co-operation, skills which should begiven special emphasis in the initial training asthere is not normally a place for them in continuingtraining courses except in the further training forgaining promotion to foreman or service techni-cian.
Generally speaking, it now seems to be acceptedthat a polarized qualification structure amongstdealership personnel will not be able to meet thedemands of increasing systems integration. Thepathway of continuing technical training acrossthe board is not, however, possible, due to thelimited capacities of the customer service trainingcentres. Thus all manufacturing companies andimporters are developing different concepts forcomputer-aided, in-house continuing trainingusing self-study programmes developed centrallyor are providing intensive further training to someemployees who can then teach others.
Building on the experience of different after-salesorganizations in training company-specific ser-vice technicians as an intermediate positionbetween foreman and skilled worker, the partiesto the collective agreements in the motor vehiclerepair and sales sector have agreed to advocate aservice technician training which would be validthroughout the sector and not linked to anyparticular make of vehicle and for which a state-recognized diploma would be awarded. Atpresent, however, people are still being givenmanufacturer-specific training for this position andit is not state-recognized. The introduction of theservice technician is meant to solve h o problems:training highly qualified problem-solvers in therepair shop, who can relieve the foreman of theseresponsibilities and the creation of an attractive(also in *.:"' 2. of pay) new position, which will puta halt to the fluctuation in staff, particularlyqualified skilled workers. This diploma can alsoloosen the grip of one particular make of vehicleon the employee which, at present, has becomeentrenched due to the fact that continuing training
125
121
122
has been virtually exclusively manufacturer ori-ented. However, at the same time there is a riskthat many dealerships will concentrate continuingtraining so much on these key positions that theywill create or stabilize a situation where theworkforce is inflexible and has a polai izedqualification structure and thus, where efficiencyis relatively vulnerable (e.g. due to absence ofthese specialists or fluctuation).
126
BIBLIOGRAPHY
Carl Duisberg Gesellschaft e.V. (publisher), (1983)Berufsbildung Cdr. die Zukunft, Das duale Ausbil-dungssystem in der Bundesrepublik Deutschland, Co-logne.
CEDEFOP European Centre for the Development ofVocational Training.Eurydice Information network on education in theEuropean Community, (1991) Strukturen der allge-meinen und beruffichen Bildung in den Mit-gliedstaaten der Europaischen Gemeinschaft,Luxemburg, p. 40.
DAT-Kundendienstreport, Wartungs- und Instand-setzungsmarkt mit stabilisierenden Tendenzen,Krafthand, no. 20, October 1992.
Gemeinschaftsinitiave der deutschen Automobilherstel-ler, der Importeure und Zulieferer von Kraftfahrzeugensowie die Zentralverbandes Deutscher Kraftfahrzeugge-werkes (ZDK) (publisher), (1992) Kfz-Technik PurEine Herausforderung fur den Kfz-Service-Techniker, Bonn.
IG-Metall Vorstand (publisher), (1992) IG-MetallDaten Fakten Informationen 1992, Frankfurt/Main.
Kowksy-Kawelke, H., Das zweite Leben einesAutos, Fahrzeuge mUssen kUnftig recycling-freundlichkonstruiert werden. VDI-Nachrichten, no. 36, p. 7.
Krupka, W., (1976) Aspekte des Erziehens,Bilduna und Ausbildung, dargestellt an derEntwicklung des Kraftfahrzeughandwerks, Dis-sertation (education), Paderborn.
Kühnlein, G.; Paul-Kohlhoff, A., (1991) Bildungschan-cen im Betrieb, Untersuchungen zur betrieblichenWeiterbildung in der chemischen Industrie. Berlin.
KOhnlein, G., (1992) "Einzelhandel in der Bundes-republik Deutschland", Force Sector report (sfs),Dortmund
Kuwan, H , (1990) Berichtssystem Weiterbildung1989, Bonn
LeFort, B., Kfz-Elektronik - ein Markt ffir dieElite? In: Elektronik, no. 7, 30.3.1990, p. 66-71.
Munch, I , (1983) The Dual System, Grafenau
Rauner, F , Working and Learning in a Car RepairShop: Limits and Approaches for FurtherEducation and Training.
Rauner, F.; Zeymer, H., (1991) Auto und Beruf.
Rauner, F.; Zeymer, H., (1992) Entwicklungstrendsder Kfz-Werkstatt, Fort- und Weiterbildung irn Kfz-Handwerk, ITB, September 1992.
G ; Kastor, M.; Schneider, A., Die Zukunfts-chancen der freien Wt-Werkstaften, Zentralver-band Deutsches Kraftfahrzeuggewerbe (ZDK); o.J.
Schumann, F., (1911) Die Arbeiter der Daimler-Motoren-Gesellschaft Stuttgart- Untertfirkheim,In: Schriften des Vereins für Sozialpolitik. Vol. 135, part 1,Leipzig.
Spottl, G., (1992) ABC der Kfz-Technik, Stem-Verlag, Cologne (2nd edition).
Statisches Bundesamt (publisher), (1992) Datenreport1992, Zahlen und Fakten Ober die BundesrepublikDeutschland. Bonn.
Talsohle durchschritten, Die Automobilindustrie inden neuen Bundesländern, Krafthand no. 17, 5September 1992, p. 1400-1404
Verband der Autornobilindustrie e.V. (VDA publisher),54. Internationale Automobilausstellung, Nutz-fahrzeuge, Hannover 9-17 May 1992.
Verband der Automobilindustrie e.V. (VDA publisher)(1992) Das Nutzfahrzeug - Leistung und Ver-antwortung.
Verband der Automobilindustrie e.V. (VDA - publisher),Auto 90/91 Jahresübersicht 1991.
Verband der Automobilindustrie e.V. (VDA publisher),VDA-Pressegesprfich, 29 January 1992, no. 2.
Vetter, H. W., Verband der Importeure vonKraftfahrzeugen feiert vierzigjahriges Beste-hen. Krafthand, no. 21, 7 November 1992, p. 1884.
Weiss, R., (1990) Die 26-Mrd.-Investition -Kosten und Strukturen betrieblicher Weiterbil-dung; In: Berichte zur Bildungspolitik 1990 des lnstitutsder deutschen Wirtschaft. Cologne.
Winand, K.; Laszlo A. et al., (1990) Qualifikationsbe-darf im Handwerk. Berichte zur beruflichen Bildung,no. 117. Bundesinstitut kir Berufsbildung, Berlin/Bonn.
Wirtschaftsgesellschaft des Kraftfahrzeuggewerbes mbH(publisher), Zablers und Fakten. 1989, 1990, 1991.1992 editions. Bonn.
Wirtschaftsgesellschaft des Kraftfahrzeuggewerbes mbH(publisher), Die Zukunftschancen der freienKraftfahrzeug-Werkstatten, Bonn, no year.
Warnock, J. P.; D. T. Jones; D. Ross, (1991) Die zweiteRevolution in der Autoindustrie. Frankfurt/M,New York.
Zentralverband Deutsches Kraftfahrzeuggewerbe (pub-lisher), (1989) Auto-Berufe und neue Technolo-gien.
Zentralverhand Deutsches Kraftfahrzeuggewerbe (pub-lisher), Geschaftsberichte 1989/90 and 1991/92.
Zeyrner, H., (1992) Der Tarifvertrag, mot-journal, Aedition, no. 20, 1992, p. 1.
123
CEDEFOP European Centre for the Development of Vocational Training
Training in the motor vehicle repair and sales sector in Germany(FORCE programme)
Rainer Lichte, Felix Rayner, Georg Speitti and Herbert Zeymer
Luxembourg: Office for Official Publications of the European Communities
1994 123 pp. 21.0 x 29.7 cm
ISBN 92-826-7582-3
Price (excluding VAT) in Luxembourg: ECU 8
Venta y suscripciones Salg og abonnement Verkauf und Abonnement flwAnocig icoi ouv5pouccSales and subscriptions Vente et abonnements Vendita e abbonamenti
Verkoop en abonnementen Venda e assinaturas
Monne... beige / Licosa SpABelgisch slaalsblad
Jean De Lannon,
r. I I.. 14:1631K 11
Lrmame europeennoEmooese boekhandel
44, 1. ...L... 04., ftnnse
. .
J H Scnull, Informal.. A15
t
Bunclesanamget Volag
.14,
. - .4..4! I , I
G C EleltheMudakis SA
5.4 1.5 y:0.11
_ .sa55.1.5.
BoIelln 01,0,11 dnt Er111d0
110.1 1.144,4ci nti ,5 III 1 95
I a. /9115.1.'3 49
Mond( Prensa Libros. SA
.411101 klaond1.4 .4,431 33 4911 4405
4 11 3: 22 IS.r.cfpa 15 36 3/ IDeovon,
/0, 491,0 1.414 II4.141. 555 39 On
Sovumal
Libreria InlernbelOrml AEDOS...eon( do Cento 391
08009 11.p0ekna19114$41 14 42
1 a. I93.18 f /6 59
Lltbratla de Le GeseritIltatde CalllunyllRambla deli tiluds 118,0447.4 41,115.9007 Ban Monalet :10:' 6A '15tel pl It .1111 64 6?I .1( 191130? I7 99
: 11ANC I--------- --Journal office)SernICe del publicationsclee Comenuneele earOpenres78 110 Oen.7517/ Pans Codes 15let 11140 68 77 010110.11140 58 11 00
iflf t AND
GOvenrrent SoPPTICO AgwITY4 5 ltarC01011loOdOcean 7lt IN 66 13111IA1(114790645
Messagenes du hare
'41
SOU OrerOmdsinto/mat.c
Imprensa 14a0onatm.4.44 P
OSEC
I en) 369 sa 1:
Europese 611.1104LIP
'4(
;
1,110 CR
.; Inaha 1,1 .1, :4
.111.41 tine..
Medetradectiat
a /Agee
-
ROY International
,. Is . 1 4074
e 1406 108ea 1 1.4P
1.1.111 Is1i7j OsI 4511 liLA. ANA: IA- .
UHIPUB
Asommar.. .4.1, MI3105061, lol nee 'BCC. IRS.t
0.0 11451 005E
$,,bacnplrons OM,.104 01 1 Euro-Info-Service Llmouenlent 8(I4nnements
ee 1 un.454Otabibu.dors de LW. 'nMame5/.9ei Renoul nublualmng Co Ltd
Bertrand. Ld1118 (1.4404,1 1:114 14409
Grupo Bertrand. SA 1.41.41 onana ()mann K111 11416.` .e. ,6131 III 41 31
,40 3 144 54 39lea, 0534'83
'n1, f7L1'. Business Foundebon
+the,. M147Cs st: Wa-satna
1114'111K,, dank. to 6. I (4)5 I in- - - .
41150 Boobs (Agency section: :0 et t7 CO
P.P. 44 m51 None I onstareenovt SY/fl 5011
lei in., 8'3904,1.4 85 I 0463lei. 29 M IP
1.410
maerscee Verlag*.und UnIversrmblbuchhandlungKohintnno 1610.4 W.enIe. III 531 610Ie.e, II:51)31101 A1.,./11S11 6, ICI
5160011 441 AND
Akateeminen 1rekaupdaKeVt,nlks 1I'll Boa 1711
011
le. 101 411 .1. 1,1 44 41
_ .
6411101Cyprus Chamber of Commerce and
Narseen Into Center loduttry
141.-A40.14_ .
Eurornedia65 51a4L1 045-mo 1.4.410144 INK Well,
ea a. I 31 20 )446
iter,51.4
CCEC
9 en amya 05440.54 Ave, ne11131:le. 1 4.101151 135 S.' 1.'
5. OVAKIA
SlOvalt TechnicalLibraryUrn eabody ISeV 73 Bransiasa
th 5770 en'a 1115745 585
cvnRUS
Borbel Narvesens en 7PO R. 617,1110n133
0,4.6le 1;70.7 we.lee. 96(0 PK 14f 4.111168 19 1,i
5-"Wl
EITJ AD
lmalorygen7710710reTel 1046) 18 COW14.10461 NT 01 ("(
/9 41
lIf ANO - -110KABLIDLARUSAROLONDALSarareelotle 2101 flee's.lt 11 56 50I an 12 OS CA
Chambao Beerylit tineas Onpelys Are
PlkOSQTel (21449500462071 a 111458630
- ^ ---- - - _. __ _.Me IA
01,1rIbutora Ltd110 Don 75Mae Irienelowl Nee104 OS IAA,Tel 66 44 60I e 67 67 99
11.1941171
Pre ASbeet Caddo,. 46980050 Tunel.IstertelTel 0(217)967 01 41 20191 96le 0(212)26191 97
Hunter Publmsloon$
r'.005 88,1...0.54.45143vn.y.ne JONI1e. 1314115 int
19 :154
JAPAN
Kmokuniya Company Ltd
1' Sheauk. Chome
Ic5p. 160 911e .031 34 al 0111
Journal DepartmentPoll.. 55 C.4054I ear. 156le. 103, 3419 0174
500111 t AS1 A6'.
Legat Library Sonnets LtdCncterdPO On. 05513Segapore 9173le, 7304 74 1f er 74 37 40 9
. .
Nottle Al MLA
Sefto
Stn (noon NonseCan Mate* & West SceneSendlon 21461RI 10111983 3737az (0111 663 6569
AU f 1tf S PAYS011170 COUNTITI SA5*:181 I 860111
Office*, puellsOlons othclollesdes Communevles eurapesneel
2. 1 Mame2905 Luserntael11 40 2811614. PUBOF LU 1324tax 46 $S 73/4666 17
European Centre for the Development of Vocational TrainingJean Monnet House, Bundesallee 22, D-10717 BerlinTel: 49-30+88 41 20; Fax: 49-30+88 41 22 22; Telex: 184 163 eucen d
0A
0
Price (excluding VAT) in Luxembourg ECU 8
** OFFICE FOR OFFICIAL PUBLICATIONSaa OF THE EUROPEAN COMMUNITIES
* L-2985 Luxembourg
ISBN 92-826-7582-3
911 11 1 MI789282 675823