An Interactive Intelligent Decision Support System for ...
236
An Interactive Intelligent Decision Support System for Integration of Inventory, Planning, Scheduling and Revenue Management A dissertation presented to the faculty of the Russ College of Engineering and Technology of Ohio University In partial fulfillment of the requirements for the degree Doctor of Philosophy Ehsan Ardjmand August 2015 © 2015 Ehsan Ardjmand. All Rights Reserved.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of An Interactive Intelligent Decision Support System for ...

An Interactive Intelligent Decision Support System for Integration of Inventory,
Planning, Scheduling and Revenue Management
A dissertation presented to
the faculty of
the Russ College of Engineering and Technology of Ohio University
In partial fulfillment
of the requirements for the degree
Doctor of Philosophy
Ehsan Ardjmand
August 2015
© 2015 Ehsan Ardjmand. All Rights Reserved.

2
This dissertation titled
An Interactive Intelligent Decision Support System for Integration of Inventory,
Planning, Scheduling and Revenue Management
by
EHSAN ARDJMAND
has been approved for
the Department of Industrial and Systems Engineering
and the Russ College of Engineering and Technology by
Gary R. Weckman
Associate Professor of Industrial and Systems Engineering
Dennis Irwin
Dean, Russ College of Engineering and Technology

3
ABSTRACT
ARDJMAND, EHSAN, Ph.D., August 2015, Mechanical and Systems Engineering
An Interactive Intelligent Decision support system for Integration of Inventory, Planning,
Scheduling and Revenue Management
Director of Dissertation: Gary R. Weckman
The long-term permanency and profitability of a firm requires decisions to be
made wisely and on time. For this purpose, it is essential to consider all aspects of a
decision in terms of its impact on revenue, planning, scheduling, and inventory in an
integrated framework.
In this research paper, an interactive intelligent decision support system for
making an integrated decision in the presence of demand uncertainty is proposed. The
system operates in a multi-product, multi-period setting, and its objective is to maximize
the profit of the firm over time. To achieve its objective, the system first obtains the
optimal price and capacity plan for the coming periods. The output of this first step
becomes the input for the second step, in which the problem of scheduling is solved. At
the end, based on the scheduling step, the optimum inventory policy is determined.
To cope with demand uncertainty in the pricing and planning phase, a robust
optimization model is proposed in which the demand is considered to belong to an
interval and there is no knowledge (such as statistical distribution) associated with the
demand. The robust problem is solved using a metaheuristic.
During the scheduling step, a general setting for the problem is considered, in
which each product is treated like a project with a flow network. To address the problem

4 of scheduling, a simulation optimization method is applied in which the optimization step
determines the dispatch rule of the jobs and the simulation step schedules the dispatched
jobs on the production line.
During the inventory step, the system obtains the best schedule for ordering and
storing the raw material in order to minimize the inventory cost. For this purpose, a
mixed integer mathematical model is proposed and a metaheuristic is applied to obtain
the best solution.
All modules of the proposed decision support system are supported with a
database that stores the data obtained from the shop floor and the market. This database is
used to assess the costs and parameters in models by applying a cost estimation support
system.
To evaluate the effectiveness of the proposed decision support system, it has
implemented in a small size textile production line. The data generated by the system and
its users are analyzed for a period of four months. Four indicators of profit per product,
overall equipment effectiveness, percentage of realized schedule and work-in-progress
are monitored during these four months and their values are compared against the same
time period in previous year. The results show that the system has improved in terms of
profitability, equipment effectiveness and production line control. However, the work-in-
progress has not improved.

5
DEDICATION
To my parents and wife, Fereydoon, Tayebeh and Maria

6
ACKNOWLEDGMENTS
First, I would like to express my sincere gratitude to my advisor Dr. Gary R.
Weckman who helped me greatly in the course of this research. Had it not been for his
confidence in me and invaluable guidance that gone far beyond this dissertation, my
academic life would have not been possible. I owe him a great many thanks for his
support and friendship.
My deepest thanks to Dr. William A. Young for providing me the opportunity to
broaden my academic perspective by teaching and involve me in various research
projects. His enthusiasm, encouragement, and faith in me have been extremely
contributed to this dissertation.
I would also like to thank Dr. Namkyu Park for his brilliant comments and
intellectual support. He was always available for my questions and knew where to look
for the answers while leading me to the right direction in both theory and practice.
My sincere thanks go to my dissertation committee Dr. Andy Snow and Dr.
Hajrudin Pasic for their thoughtful feedback, which has added value to this research.
Special thanks to Bradly Weckman for his great comments on the manuscript and Dr.
Weckman’s lovely wife, Janet that always supported me spiritually.

7
TABLE OF CONTENTS
Page
Abstract ............................................................................................................................... 3
Dedication ........................................................................................................................... 5
Acknowledgments............................................................................................................... 6
List of Tables .................................................................................................................... 12
List of Figures ................................................................................................................... 14
1 Introduction ............................................................................................................... 18
1.1 Background ....................................................................................................... 19
1.2 Problem ............................................................................................................. 21
1.3 Significance....................................................................................................... 22
1.4 Implementation and Data Acquisition .............................................................. 22
2 Literature Review ...................................................................................................... 23
2.1 Decision Support Systems (DSS) ..................................................................... 23
2.2 Pricing and Revenue Management Systems ..................................................... 28
2.3 Forecasting Support Systems ............................................................................ 31
2.4 Cost Estimation Decision Support Systems ...................................................... 38
2.5 Planning and Scheduling Support Systems....................................................... 41
2.6 Inventory Management Systems ....................................................................... 50
2.7 Limitations ........................................................................................................ 55
3 General Framework of the System ........................................................................... 57
3.1 Cost Estimation ................................................................................................. 58

8
3.2 Pricing and Planning ......................................................................................... 58
3.3 Scheduling......................................................................................................... 59
3.4 Inventory ........................................................................................................... 59
4 Financial and Cost Estimation Module ..................................................................... 60
4.1 Inputs................................................................................................................. 60
4.1.1 Cost Centers ............................................................................................................. 60
4.1.2 Costs ......................................................................................................................... 61
4.2 Processes ........................................................................................................... 62
4.2.1 Estimating Finished Costs ........................................................................................ 62
4.2.2 Estimating Inventory Costs ...................................................................................... 63
4.2.3 Estimating Lost Sale Cost ........................................................................................ 64
4.3 Design and Outputs of Finance and Cost Estimation Module .......................... 64
5 Pricing and Planning Module .................................................................................... 66
5.1 Inputs................................................................................................................. 66
5.1.1 Inputs from Finance and Cost Estimation Module ................................................... 67
5.1.2 Resource Constraints ................................................................................................ 67
5.1.3 Demand and Uncertainty .......................................................................................... 67
5.2 Processes ........................................................................................................... 70
5.2.1 Robust Optimization ................................................................................................ 74
5.2.2 Non-linear Model ..................................................................................................... 76
5.2.3 Linear Model ............................................................................................................ 78
5.2.4 Robust Model ........................................................................................................... 80
5.2.5 Solution Methods ..................................................................................................... 82
5.2.5.1 Exact Method ........................................................................................ 83

9
5.2.5.2 Unconscious Search .............................................................................. 83
5.2.5.3 Applying an Unconscious Search to Pricing and Planning Module ..... 94
5.2.5.4 Verification of Unconscious Search Results......................................... 96
5.3 Design and Outputs of Pricing and Planning Module ...................................... 98
6 Scheduling Module ................................................................................................. 100
6.1 Inputs............................................................................................................... 100
6.1.1 Inputs from Pricing and Planning Module ............................................................. 100
6.1.2 Timeline and Working Hours ................................................................................. 101
6.1.3 Machines ................................................................................................................ 101
6.1.4 Maintenance ........................................................................................................... 103
6.1.5 Stations ................................................................................................................... 103
6.1.6 Setup Times ............................................................................................................ 103
6.1.7 Operators and Skill Levels ..................................................................................... 104
6.1.8 Operation Chart ...................................................................................................... 104
6.2 Processes ......................................................................................................... 105
6.2.1 Scheduling .............................................................................................................. 106
6.2.1.1 Scheduling One Job ............................................................................ 109
6.2.1.2 Optimizing Dispatching Rule Using Variable Neighborhood Search 113
6.2.2 Control ................................................................................................................... 116
6.3 Design and Outputs of Scheduling Module .................................................... 118
7 Inventory Management Module .............................................................................. 120
7.1 Inputs............................................................................................................... 120
7.1.1 Inputs from Scheduling Module ............................................................................. 120

10
7.1.2 Inventory Holding Cost .......................................................................................... 121
7.1.3 Bill of Material (BOM) .......................................................................................... 121
7.1.4 Suppliers and Material Specifications .................................................................... 121
7.2 Processes ......................................................................................................... 122
7.2.1 Mathematical Model .............................................................................................. 122
7.2.2 Solution Methods ................................................................................................... 124
7.2.2.1 Exact Solution ..................................................................................... 125
7.2.2.2 Hybrid Tabu Search and Simplex Algorithm ..................................... 125
7.2.2.3 Verification of Hybrid Algorithm ....................................................... 128
7.3 Design and Outputs of Inventory Management Module ................................. 129
8 Experimentation ...................................................................................................... 131
8.1 Introducing the Textile Factory and Shop Floor ............................................. 131
8.2 Introducing the Products ................................................................................. 147
8.3 Estimating the Costs and Resource Constraints.............................................. 153
8.4 Pricing, Planning and Price of Robustness ..................................................... 155
8.5 Scheduling....................................................................................................... 163
8.6 Inventory Management ................................................................................... 166
8.7 Performance Evaluation of the System ........................................................... 173
8.7.1 Profit per Product ................................................................................................... 174
8.7.2 Overall Equipment Effectiveness (OEE) ............................................................... 176
8.7.3 Percentage of Realized Schedule ........................................................................... 177
8.7.4 Work-in-Progress (WIP) ........................................................................................ 178
9 Concluding Remarks and Future Works ................................................................. 180
11
9.1 Financial and Cost Estimation Module ........................................................... 181
9.2 Pricing and Planning Module.......................................................................... 181
9.3 Scheduling....................................................................................................... 182
9.4 Inventory Management ................................................................................... 183
9.5 Implementation ............................................................................................... 183
9.6 Limitations and Generalizability..................................................................... 184
9.7 Future Works .................................................................................................. 185
References ....................................................................................................................... 187
Appendix A: Cplex Code for Pricing and Planning Module .......................................... 222
Appendix B: Simplex Code Used in Pricing and Planning Module ............................... 227
Appendix C: Work Profile Database .............................................................................. 232
Appendix D: Machine and Maintenance Database ......................................................... 233
Appendix E: Cplex Code for Inventory Management Module ....................................... 234
12
LIST OF TABLES
Page
Table 1. DSS interaction taxonomy (Haettenschwiler, 2001) .......................................... 27
Table 2. DSS use taxonomy (D. Power, 2002) ................................................................. 27
Table 3. Categorization of pricing and revenue management systems in manufacturing
literature based on different types of DSSs............................................................... 30
Table 4. Different types of forecasting support systems designed for different forecasting
issues ......................................................................................................................... 34
Table 5. Different types of DSSs designed based on various cost estimation methods ... 40
Table 6. Different types of planning support systems designed for different scheduling
and planning problems .............................................................................................. 45
Table 7: Different types of planning support systems designed for different inventory
problems’ level.......................................................................................................... 52
Table 8: The time (hour) each product spent on each cost center and the total expenses
recorded in each cost center (CC) ............................................................................. 63
Table 9: Share of each product in each cost center and its finished cost.......................... 63
Table 10: Test problems’ specifications used for evaluation of unconscious search ....... 97
Table 11: Solution quality and run time of exact and US algorithms for six artificially
generated test problems; for each instance, US has run 10 times ............................. 98
Table 12. Six randomly generated test problems for verifying the hybrid algorithm..... 128
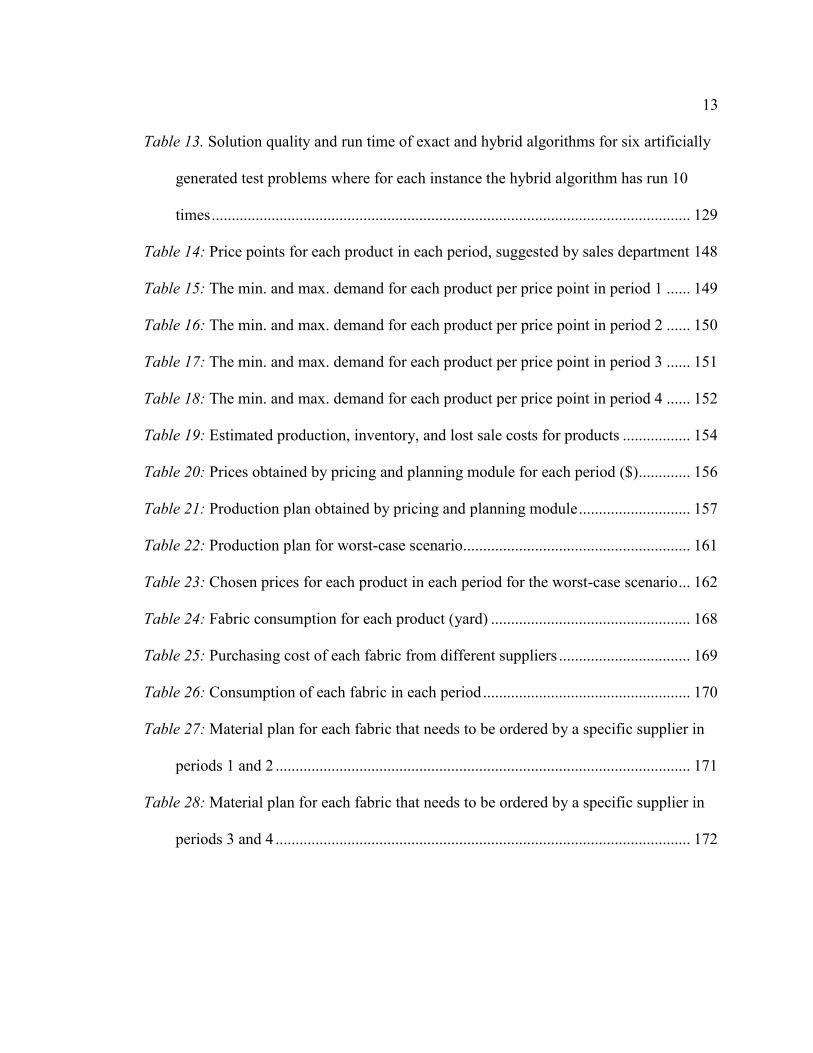
13 Table 13. Solution quality and run time of exact and hybrid algorithms for six artificially
generated test problems where for each instance the hybrid algorithm has run 10
times ........................................................................................................................ 129
Table 14: Price points for each product in each period, suggested by sales department 148
Table 15: The min. and max. demand for each product per price point in period 1 ...... 149
Table 16: The min. and max. demand for each product per price point in period 2 ...... 150
Table 17: The min. and max. demand for each product per price point in period 3 ...... 151
Table 18: The min. and max. demand for each product per price point in period 4 ...... 152
Table 19: Estimated production, inventory, and lost sale costs for products ................. 154
Table 20: Prices obtained by pricing and planning module for each period ($)............. 156
Table 21: Production plan obtained by pricing and planning module ............................ 157
Table 22: Production plan for worst-case scenario ......................................................... 161
Table 23: Chosen prices for each product in each period for the worst-case scenario ... 162
Table 24: Fabric consumption for each product (yard) .................................................. 168
Table 25: Purchasing cost of each fabric from different suppliers ................................. 169
Table 26: Consumption of each fabric in each period .................................................... 170
Table 27: Material plan for each fabric that needs to be ordered by a specific supplier in
periods 1 and 2 ........................................................................................................ 171
Table 28: Material plan for each fabric that needs to be ordered by a specific supplier in
periods 3 and 4 ........................................................................................................ 172

14
LIST OF FIGURES
Page
Figure 1. Evolution and progress of DSSs in time ........................................................... 26
Figure 2. Areas of revenue management in manufacturing ............................................. 29
Figure 3. Design, selection/specification and evaluation issues in forecasting (adopted
from (Winklhofer et al., 1996))................................................................................. 34
Figure 4. Different methods of cost estimation and their application in different stages of
product development (adopted from Duverlie and Castelain (1999)) ...................... 39
Figure 5. Complexity hierarchy of scheduling problems based on machine environments
(adopted from (Pinedo, 2012)) .................................................................................. 42
Figure 6. complexity hierarchy of scheduling problems based on processing
properties/constraints (adopted from (Pinedo, 2012)) .............................................. 43
Figure 7. complexity hierarchy of scheduling problems based on objective functions
(adopted from (Pinedo, 2012)) .................................................................................. 43
Figure 8. Information flow chart in manufacturing (adopted from (Pinedo, 2012)) ........ 45
Figure 9. General framework and modules of the proposed decision support system ..... 57
Figure 10. Relation of costs, cost types and cost centers ................................................. 61
Figure 11. Inputs, processes and outputs of finance and cost estimation modules .......... 65
Figure 12. A Schematic diagram of relation of demand and price for a specific product
and period where each bar shows the minimum and maximum of demand for
different values of price ............................................................................................ 69
Figure 13. Translation function and measurement matrix................................................ 88

15 Figure 14. Functions of and for the situation where there are two decision variables,
and .................................................................................................................. 93
Figure 15. Flow chart of applying unconscious search to pricing and planning module . 96
Figure 16. A prototype of pricing and planning interface ................................................ 99
Figure 17. Inputs, processes and outputs of the pricing and planning module ................ 99
Figure 18. The lean time remains after subtracting the repair and inefficient times plus
the amount of time a machine is producing defective products .............................. 102
Figure 19. A prototype of an operation chart consisting of six stages ........................... 105
Figure 20. General framework of the heuristic used in a scheduling module ................ 109
Figure 21. A product’s operation chart and its critical path ........................................... 110
Figure 22. a) original timeline b) timeline after scheduling task A ................................ 111
Figure 23. Flowchart of scheduling a single job ............................................................ 113
Figure 24. VNS algorithm for finding the best sequence of jobs for scheduling ........... 115
Figure 25. Schematic domain model of the database for a control process in terms of the
scheduling module .................................................................................................. 118
Figure 26. Inputs, processes and outputs of a scheduling module ................................. 119
Figure 27. Flowchart of the hybrid tabu search and Simplex algorithm applied to the
inventory management problem ............................................................................. 127
Figure 28. Input and outputs of inventory management module .................................... 130
Figure 29. The material needed and activities involved in “support” station for producing
coat 832 ................................................................................................................... 133
Figure 30. Support station standard configuration ......................................................... 134
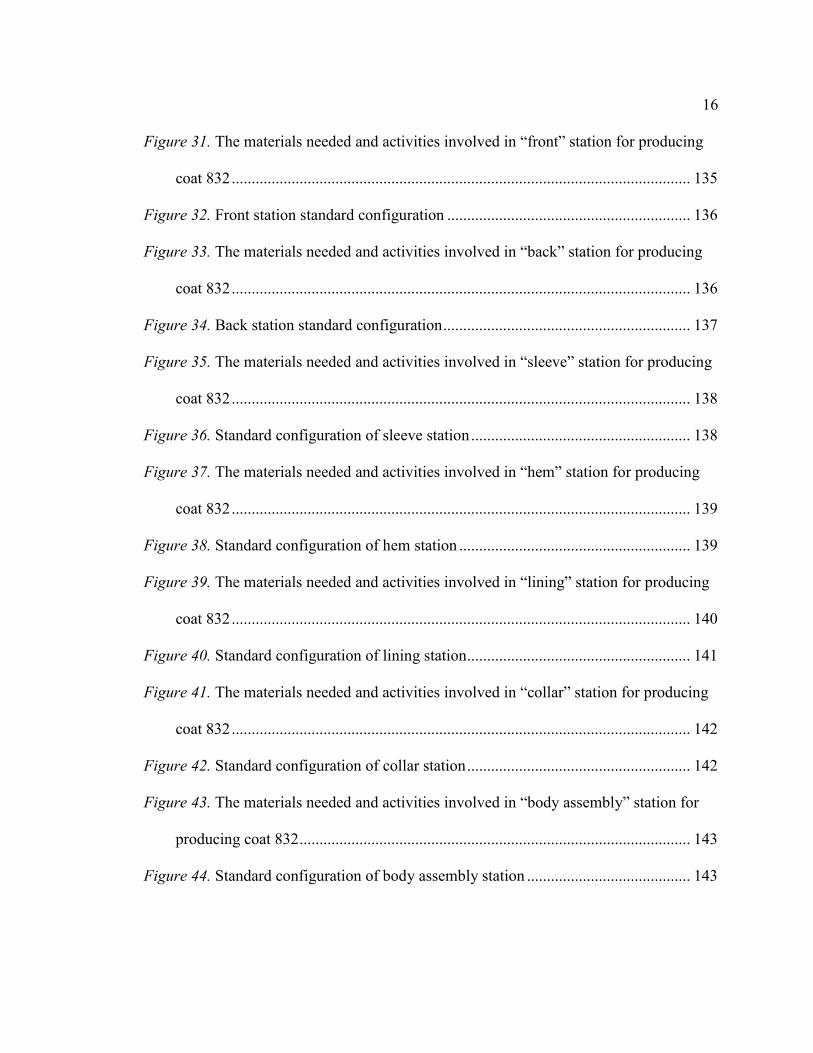
16 Figure 31. The materials needed and activities involved in “front” station for producing
coat 832 ................................................................................................................... 135
Figure 32. Front station standard configuration ............................................................. 136
Figure 33. The materials needed and activities involved in “back” station for producing
coat 832 ................................................................................................................... 136
Figure 34. Back station standard configuration .............................................................. 137
Figure 35. The materials needed and activities involved in “sleeve” station for producing
coat 832 ................................................................................................................... 138
Figure 36. Standard configuration of sleeve station ....................................................... 138
Figure 37. The materials needed and activities involved in “hem” station for producing
coat 832 ................................................................................................................... 139
Figure 38. Standard configuration of hem station .......................................................... 139
Figure 39. The materials needed and activities involved in “lining” station for producing
coat 832 ................................................................................................................... 140
Figure 40. Standard configuration of lining station ........................................................ 141
Figure 41. The materials needed and activities involved in “collar” station for producing
coat 832 ................................................................................................................... 142
Figure 42. Standard configuration of collar station ........................................................ 142
Figure 43. The materials needed and activities involved in “body assembly” station for
producing coat 832 .................................................................................................. 143
Figure 44. Standard configuration of body assembly station ......................................... 143

17 Figure 45. The materials needed and activities involved in “supplementary lining” station
for producing coat 832 ............................................................................................ 144
Figure 46. Standard configuration of supplementary lining station ............................... 144
Figure 47. The materials needed and activities involved in “supplementary 1” station for
producing coat 832 .................................................................................................. 145
Figure 48. Standard configuration of a supplementary 1 station .................................... 145
Figure 49. The materials needed and activities involved in “supplementary 2” station for
producing coat 832 .................................................................................................. 146
Figure 50. Standard configuration of supplementary 2 station ...................................... 146
Figure 51. Overall shop floor layout .............................................................................. 147
Figure 52. Increase in profit as the production capacity increases ................................. 158
Figure 53. Price of robustness per different values of uncertainty budget parameter .... 160
Figure 54. User interface for defining operation process of coat 832 ............................ 164
Figure 55. User interface for defining the jobs and choosing the objective function .... 165
Figure 56. User interface for scheduling November 8th, 9th., and 10th ........................... 166
Figure 57. Value of the objective function vs. warehouse capacity ............................... 173
Figure 58. OEE of production line before and after implementing the system .............. 177
Figure 59. Percentage of realized schedule before and after implementing the system . 178

18
1 INTRODUCTION
In recent decades, as the competition among companies has become fiercer, there
has been an increasing need for solutions which can support and guarantee the
profitability and permanency of companies in the market. Hence, decision support
systems have become the focus of varied research as a part of information systems
domain. These are the models that can analyze a massive amount of data in the shortest
possible time and help managers to make decisions according to highly fluctuating
situations of the market.
Decision Support Systems (DSS), as the intersection of management science and
information systems, are “the application of available and suitable computer-based
technology to help improve the effectiveness of managerial decision making in semi-
structured tasks” (Keen & Morton, 1978). DSSs have been applied to facilitate decision
making processes in various problem areas in manufacturing such as revenue
management, planning, scheduling, inventory, and pricing. However, the integration of
all related problems observed in manufacturing in order to support a predetermined
strategy in companies has remained overlooked in literature.
The focus of this research is on proposing an interactive intelligent decision
support system capable of cost estimation, planning, the scheduling of jobs and the
workforce, and in determining inventory policy. This is all based on the interaction with
an expert on the price of products and the corresponding market behavior in terms of
sales volume for different periods. The overall goal of the proposed DSS is to maximize

19 the revenue of a manufacturing plant while considering the constraints of capacity, the
workforce, and the warehouse.
To show the applicability and efficiency of the DSS, a real case in the textile
industry will be chosen as a pilot and the improvement of the plant, in terms of revenue,
is measured after the implementation of the system. The case of the textile industry has
been chosen due to its highly fluctuating demand, which makes it difficult to predict the
behavior of the market; hence, it is a hard task to simultaneously consider all the related
problems of pricing, planning, scheduling, and inventory. The proposed DSS can be
applied to every similar manufacturing plant where productions are separate and discrete
and it is difficult to predict the patterns of demand.
1.1 Background
There is a vast body of scholarly research in literature on the application of
decision support systems in manufacturing. Various DSS frameworks have been
proposed for different domains such as forecasting, pricing, cost estimation, revenue
management, planning, scheduling, and inventory. In DSS literature, each of these
problems is addressed based on two factors--namely, the DSS type used and the problem
specifications and boundaries.
In terms of DSSs, there are two categorizations in literature. From one
perspective, DSSs have three different types; active, cooperative, and passive
(Haettenschwiler, 2001). Active DSSs propose a solution for a specific problem
explicitly. Cooperative DSSs suggest solutions while cooperating with the decision
maker(s), and passive DSSs are not designed to suggest a solution explicitly.

20
From another perspective, DSSs are classified in five groups--namely,
communication driven, data driven, document driven, knowledge driven, and model
driven (D. Power, 2002). Communication driven DSSs are mostly based on the
interaction between users and the system. Data driven and document driven DSSs have a
primary objective to retrieve relevant data in real time based on historical records or
existing documents. Knowledge driven DSSs take advantage of expert knowledge. Model
driven DSSs apply mathematical models to find solutions for a problem, mostly in terms
of optimization.
The problems which DSSs are mostly used to deal with are of a semi-structured
nature (Er, 1988; Ren, Zhang, & Zhang, 1997; Trefil, 2001). However, structured and
unstructured problems can also be the focus of DSSs. Structured problems are those with
a well-defined nature, where there is no ambiguity and the method for solving the
problem is available. Semi-structured problems are those of a high complexity, for which
there is no unique solution but there is a general agreement on system evaluation and
solution. Unstructured problems are usually ambiguous in nature, where there is no
consensus on the data representation and the solution method. These problems need to be
interactively analyzed by a group of experts (Er, 1988; Trefil, 2001).
Based upon the settings of the problem, revenue management, pricing, cost
estimation, planning, scheduling, and inventory related issues could be of a semi-
structured or structured nature. In reality, due to many factors involved, these problems
are difficult to address, and hence are considered semi-structured. The difficulty of these
problems becomes even more apparent when the dependency of them is taken into

21 account. Most of the existing literature on DSSs and these problems consider them
separate and isolated areas. However, these areas are highly dependent and hence,
rendering decisions about only one of them at a time may not be the best idea for the
whole system.
There are few publications which integrate more than one area when it comes to
revenue management, pricing, cost estimation, planning, scheduling, and inventory. This
research attempts to design a comprehensive DSS framework which integrates all
aforementioned problems while interacting with experts on the probable behavior of the
market when a decision is supposed to be made.
1.2 Problem
The overall objective of this research is to propose an intelligent, interactive
decision support system for the integration of revenue management, pricing, cost
estimation, planning, scheduling, and inventory based upon the interaction with experts
and mathematical models for maximizing the profit over multiple periods in a
manufacturing plant.
To support the overall objective of the research, some sub-objectives have to be
met. These include: 1) designing a model for the interaction of system and expert; 2)
designing a model for a pricing decision; 3) modeling the planning problem; 4) modeling
the scheduling problem,;5) designing a cost estimation procedure; 6) modeling inventory;
7) integrating all of the decisions; 8) designing a software framework for the proposed
DSS; and 9) implementing the DSS.

22
To measure the efficiency of the proposed DSS, it has been implemented in a
textile manufacturing plant. The results of running the DSS have been evaluated in terms
of revenue improvement and production throughput.
1.3 Significance
A DSS development that integrates revenue management, pricing, cost estimation,
planning, scheduling, and inventory based upon the interaction with an expert can
improve the profitability of a manufacturing plant, and also supports the goals of the
plant in terms of its permanency in the market. Among manufacturing industries, textiles
will be tested in this research; however, the proposed DSS can be applied to various
industries with separable and discrete production processes and fluctuating demand
patterns.
1.4 Implementation and Data Acquisition
To test the effectiveness of the proposed decision support system, a small size
textile production line with 30 products has chosen. The system is implemented and the
data of four months, starting from November 1st 2014 up to March 1st 2015 is analyzed
and compared against the same period in previous year. The criteria of comparison are
profit per product, overall equipment effectiveness, percentage of realized schedule and
the work-in-progress. The input and output of each module of the system implemented,
along with a detailed explanation of the production line and products are described in
section 8.
23
2 LITERATURE REVIEW
In this section, a brief review of DSSs is stated, and the application of DSSs in
related manufacturing domains is reviewed by considering the different types of DSSs
and problem specifications. Limitations of research in each area are also reviewed in each
section, with an overall conclusion at the end.
2.1 Decision Support Systems (DSS)
Decision Support Systems (DSS) are a part of the Information Systems (IS)
domain, in which the main focus is on providing support for decision making at the
managerial level (Arnott & Pervan, 2005; Farbey, Land, & Targett, 1995). Since the first
appearance of the term “decision support system” in an article by Gorry and Scott Morton
(1971), there has been no consensus on a universal definition (Er, 1988), though some
researchers have tried to propose one. For example, Keen and Scott Morton (1978) define
DSS as “the application of available and suitable computer-based technology to help
improve the effectiveness of managerial decision making in semi-structured tasks”.
DSSs are generally designed to deal with structured, semi-structured, and
unstructured problems (Er, 1988; Ren et al., 1997; Trefil, 2001). Structured problems are
those with a well-defined nature, where there is no ambiguity and the method for solving
the problem is available. Semi-structured problems are those of a high complexity for
which there is no unique solution, but there is a general agreement on system evaluation
and solution. Unstructured problems are usually ambiguous in nature, where there is no
consensus on the data representation and solution method for them and they need to be
interactively analyzed by a group of experts (Er, 1988; Trefil, 2001). These types of

24 problems can be observed in different levels of management activities such as operational
control, management control, and strategic planning. For instance, in a management
control level setting, production level, the starting budget, and the decision whether or not
to hire a new manager are considered to structured, semi-structured, and unstructured
problems, respectively (Er, 1988). In order to deal with problems of different natures –
i.e. structured, semi-structured, and unstructured – DSSs need to have six main
functionalities. These functions include the selection of data, aggregation of data, and the
parameters’ estimation for distribution functions, as well as simulation, equalization, and
optimization (Blanning, 1979; Fowler & Rose, 2004).
The first information systems were developed to assist automation of different
operations—such as inventory and accounting—in organizations in the 1960s (Arnott &
Pervan, 2005). However, due to a lack of proper understanding of the managerial process
by IT practitioners, most of them turned out to be a failure (Ackoff, 1967; Dearden, 1972;
Tolliver, 1971). The first appearance of the term “decision support system” was in an
article by Gorry and Scott Morton (1971). The aim of this paper was to improve the
experience of managerial bodies in using information systems by proposing a framework
based on the management activities. After these early works, the research area of DSSs
remained fairly theoretical and experimental for more than a decade (Alter, 1980).
Later on, different concepts and elements were introduced and incorporated into
DSSs which lead to development of a set of new information systems. These systems
included personal decision support systems (Alter, 1980), group support systems (Huber,
1984), negotiation support systems (Rangaswamy & Shell, 1997), intelligent decision
25 support systems (Bidgoli, 1998), Executive Information Systems and Business
Intelligence (Rockart & De Long, 1988), data warehouses (Cooper, Watson, Wixom, &
Goodhue, 2000), and Knowledge Management-based Decision Support Systems (Alavi
& Leidner, 2001). Introduction of new concepts and information systems related to DSSs
has been consistent with advancements in technology, business environments, the
decision making process, and information technology. Hence, many frameworks for
designing and implementing DSSs have been developed and improved since its
conceptualization(Alavi & Henderson, 1981; Bui & Lee, 1999; Gorry & Morton, 1971;
March & Hevner, 2007; Metaxiotis, Psarras, & Samouilidis, 2003; Phillips-Wren, 2009;
D. J. Power, 2000; SHARIT, EBERTS, & SALVENDY, 1988; Sprague, 1980; W. E.
Walker et al., 2003). From this point of view, DSS is not a unified and static domain
(Arnott & Pervan, 2005). Figure 1, adopted from Arnott and Pervan (2005), shows the
evolution of different DSSs in their time and origin.

26
Figure 1. Evolution and progress of DSSs in time
DSSs can be categorized according to two criteria of interaction and use (Alves,
da Silva, & Varela, 2013). The first taxonomy, shown in Table 1 and adopted from Bihl
et al. (2013), is proposed by Haettenschwiler (2001) and based on human interaction. It
divides DSSs into active, cooperative, and passive types. The second taxonomy,
summarized in Table 2 and adopted from Bihl et al. (2013), is based on use, and divides
DSSs into those which are communication driven, data driven, document driven,
knowledge driven, or model driven (D. Power, 2002).

27 Table 1. DSS interaction taxonomy (Haettenschwiler, 2001)
Type Description
Active Provide suggestions or state solutions to complex problems
Cooperative
Most complicated
Require the most interaction between the DSS and the human decision-
makers
Iterative approach:
1. Provide example solution
2. User modifies system parameters
3. DSS refines until arrival at a compromised solution
Passive Not designed to determine a solution explicitly for decision-makers
Table 2. DSS use taxonomy (D. Power, 2002) Type Description
Communication Driven Provide information to groups working on shared tasks
Data Driven Emphasize retrieval of real-time (or historic) internal or
(extra data)
Document Driven Integrates collected stored and processing technologies to
assist a decision maker with information retrieval
Knowledge Driven Derive specific recommendations for decision makers from
computer-driven and expert information
Model Driven Provide insight from mathematical models on perceived
phenomena
28
DSSs have been widely employed in corporate functional and non-corporate
applications (H. B. Eom & Lee, 1990; S. Eom & Kim, 2005; S. B. Eom, Lee, Kim, &
Somarajan, 1998). Corporate functional applications DDSs have been used in include
finance (Serrano-Cinca & Gutiérrez-Nieto, 2013), human resources (Broderick &
Boudreau, 1992), marketing (P. S. Balakrishnan, Jacob, & Xia, 2010), inventory
(Achabal, McIntyre, Smith, & Kalyanam, 2000), scheduling (L. Lin, Cochran, & Sarkis,
1992), forecasting (Guo, Wong, & Li, 2013), transportation (Y. Liu et al., 2010),
production (Tabucanon, Batanov, & Verma, 1994), and strategic management (Cebeci,
2009).
DSSs also have a variety of applications in non-corporate cases such as
agriculture (J. Liu, Wu, Tao, & Chu, 2013), education (Litvin et al., 2012), government
(Shan, Wang, Li, & Chen, 2012), healthcare (Beliën, Demeulemeester, & Cardoen,
2009), military (Song, Ryu, & Kim, 2010), natural resources (Newton, 2012), and
urban/community planning (Poole, Courtney, Lomax, & Vedlitz, 2009). In the rest of this
section, the application of DSSs in revenue management, forecasting, cost estimation,
planning and scheduling, and inventory will be investigated in more detail and the
limitations of existing literature will be examined.
2.2 Pricing and Revenue Management Systems
Revenue management is a field in which the focus is on maximizing revenue by
managing factors such as price and the distribution channels of goods and services
(Chiang, Chen, & Xu, 2007). The first applications of revenue management date back to
around 45 years ago in the airline industry (Chiang et al., 2007), and gradually have

29 found their way to many other areas such as hospitality industries (Kimes, 2005), health
care (Lieberman, 2004), retailing (Tsai & Hung, 2009), and manufacturing (Barut &
Sridharan, 2005).
Revenue management problems in manufacturing can be classified into three
major areas; market analysis, capacity planning, and pricing (Cheraghi, Dadashzadeh, &
Venkitachalam, 2010). In market analysis, the focus is on market segmentation and
forecasting. In capacity planning, inventory management and planning/scheduling are
mostly discussed. In pricing, based on the configuration of the system – i.e. make-to-
stock or make-to-order – the pricing techniques are the main concern. Figure 2 shows the
related areas of revenue management in manufacturing.
Figure 2. Areas of revenue management in manufacturing

30
Literature related to market analysis and capacity planning – i.e. forecasting,
planning/scheduling and inventory management – will be discussed in future sections. In
this section, the focus will be on pricing decision support systems.
Following the categorization of DSSs by Power (2002) that were introduced in
the previous section, Table 3 summarizes the literature of pricing and revenue
management systems in manufacturing.
Table 3. Categorization of pricing and revenue management systems in manufacturing literature based on different types of DSSs Communication
Driven Data Driven
Document
Driven
Knowledge
Driven Model Driven
(Hilton,
Swieringa, &
Turner, 1988)
(Bennavail,
Harding, &
Spears, 1990)
(Woo, Levy, &
Bible, 2005)
(Singh, 1991)
(Casey &
Murphy, 1994)
(Green &
Krieger, 1992)
(Krasteva,
Singh, Sotirov,
Bennavail, &
Mincoff, 1994)
(Albers, 1996)
(Cassaigne &
Singh, 2001)
(Yan, 2011)
As it can be observed from Table 3 , most of the literature involved in the
application of DSSs for pricing in manufacturing is in data- and model-driven DSSs. In

31 data-driven DSSs, the focus is on the historical data available from the past. In model-
driven DSSs, developing mathematical models that justify the relationship between
pricing and the inventory or sales amount are the main concern. In knowledge-driven
DSSs, expert systems have been used to choose the right price for products.
Reviewing Table 3 reveals some of the gaps and limitations of the literature. For
example, despite the potential usage advantages of communication-driven DSSs in
regards to pricing, these systems have not been investigated in this area. Also, the
integration of pricing and capacity planning is not completely investigated in literature.
Integration of pricing, the different aspects of capacity planning in a manufacturing firm,
and other related processes such as cost estimation continue to remain the main
limitations and gaps in literature in terms of the application of DSSs in pricing for
manufacturing.
2.3 Forecasting Support Systems
Although the forecasting problem is not tackled in this research directly, since a
part of the proposed decision support system receives the forecasted demand from the
expert, a brief literature review regarding forecasting support systems is included.
Within a manufacturing company, forecasting issues can be categorized into three
domains of design; selection, specification and evaluation issues (Winklhofer,
Diamantopoulos, & Witt, 1996). In each category there are some key elements for a
decision maker to decide about. In design, common questions include:
What is the purpose of forecasting?

32
How frequently should the forecasting be conducted, and what is
the time horizon of forecasting?
What kind of resources do we need?
Who should do the forecasting?
Who is going to use the results?
What are the data resources?
In selection and specification, one has to deal with questions such as:
What forecasting method can be applied?
Is it necessary to use multiple techniques?
At the evaluation level, a decision maker may face questions such as:
How can a forecast result be displayed and presented for
management?
Is it necessary to take into account the subjective judgment of
experts about forecasting? If yes, how?
What metrics are needed for forecasting evaluations?
How is it possible to address the forecasting problem more
efficiently and improve it?
An answer to each one of these questions can have a great impact on the profit of
a manufacturing plant in terms of internal factors such as capacity usage, inventory costs,
workforce assignment, etc., and external factors such as market share and stock price
(Hirst, Koonce, & Venkataraman, 2008; Mahmoud, Rice, & Malhotra, 1988; Raturi,
Meredith, McCutcheon, & Camm, 1990; Wright, 1988). For finding a suitable answer to

33 these issues, it is necessary to take advantage of existing models, such as time series,
artificial neural networks, and expert judgment (Fildes, Nikolopoulos, Crone, & Syntetos,
2008; Goodwin, Fildes, Lawrence, & Nikolopoulos, 2007; Lawrence, O'Connor, &
Edmundson, 2000; Webby, O'Connor, & Edmundson, 2005; Winklhofer &
Diamantopoulos, 2003). Figure 3, adopted from (Winklhofer et al., 1996), depicts these
issues and their corresponding domains and topics of decision making.
A forecasting support system (FSS) is a software framework which takes
advantage of expert judgment, mathematical techniques, and past data integration in
order to assist decision makers in forecasting and analyzing the results (Adya & Lusk,
2012; Armstrong, 2001; Fildes, Goodwin, & Lawrence, 2006). In other words, FSS is
where DSS meets forecasting techniques. In this sense, FSSs can also be classified based
on DSSs and forecasting issues. Table 4 summarizes various research conducted in FSSs
in manufacturing.

34
Figure 3. Design, selection/specification and evaluation issues in forecasting (adopted from (Winklhofer et al., 1996))
Table 4. Different types of forecasting support systems designed for different forecasting issues
DSS Type Design Selection/Specification Evaluation
Communication
Driven
(Cheikhrouhou,
Marmier, Ayadi, &
Wieser, 2011)
Data Driven
Document Driven

35 Table 4: continued
Knowledge Driven (Wen, 2007)
(R. Kuo & Xue, 1998)
(R. Kuo, 2001)
(R. J. Kuo, Wu, &
Wang, 2002)
(Petrovic, Xie,
& Burnham,
2006)
Model Driven
(Winklhofer &
Diamantopoulos, 2003)
(Sun, Choi, Au, & Yu,
2008)
(Ching-Chin, Ka Ieng,
Ling-Ling, & Ling-
Chieh, 2010)
(Xia, Zhang, Weng, &
Ye, 2012)
(Guo et al., 2013)
(Korpela & Tuominen,
1996)
(Venkatachalam & Sohl,
1999)
(Thomassey, Happiette,
& Castelain, 2005)
(J. D. Bermúdez,
Segura, & Vercher,
2006)
(J. D. Bermúdez,
Segura, & Vercher,
2007)
(J. Bermúdez, Segura, &
Vercher, 2008)
(C.-T. Lin & Lee, 2009)
(Sayed, Gabbar, &
Miyazaki, 2009)
(Caliusco,
Villarreal,
Toffolo,
Taverna, &
Chiotti, 1998)
(Zhong, Pick,
Klein, & Jiang,
2005)
(Dellarocas,
Zhang, &
Awad, 2007)
(Ali, Sayın,
Van Woensel,
& Fransoo,
2009)
(Efendigil,
Önüt, &
Kahraman,
2009)

36 Table 4: continued
(Corberán-Vallet,
Bermúdez, Segura, &
Vercher, 2010)
(Poler & Mula, 2011)
(Wagner, Michalewicz,
Schellenberg, Chiriac, &
Mohais, 2011)
(Y. Yu, Choi, & Hui,
2011)
(Aksoy, Ozturk, &
Sucky, 2012)
(J. D. Bermúdez,
Segura, & Vercher,
2012)
According to the publications reviewed in Table 4 , the most investigated area is
in the application of model-driven DSSs in selection and specification issues in
forecasting. Among the different types of DSSs applied, no application regarding the
data-driven and document-driven DSSs has been found, and only one publication
addresses the communication-driven DSSs. The second area of focus has been on
knowledge-driven DSSs. Although various research has been dedicated to FSSs, there are
some limitations and gaps which will be stated briefly.

37
Design issues in forecasting mostly address fundamental questions such as the
purpose of forecasting, time horizon definition, and data sources selection. Most of the
problems faced in this domain are semi-structured or unstructured. For example, it is hard
to structurally answer the question, “What data sources can be used for prediction?”
Hence, the models developed in literature for this purpose are limited and mostly focused
on time horizon definition. On the other hand, the opinion of an expert seems to be of
high value in this domain, and so the importance of communication-driven DSSs become
more obvious. However, a limited number of publications have considered this issue.
Considering the nature of design issue in forecasting, integration also seems to be
a significant need. There are a few research papers dedicated to this subject, and in all of
them, only the integration with marketing is considered (Cheikhrouhou et al., 2011;
Winklhofer & Diamantopoulos, 2003).
The same limitations and gaps already mentioned for design are observed with
selection and specification – i.e. a lack of communication-driven DSSs involving
application and integration. Additionally, the scope of the concept of selection and
specification in most of the research is considered in only a limited format. For example,
model selection in most of the papers is bound to a selection of parameters of a specific
method—such as exponential smoothing—but no research is dedicated to any
comparison between different methods, such as artificial neural networks and time series.
Lack of proper integration and usage of communication-driven DSSs is also a part
of the limitations and gaps in evaluating forecasting issues. The amount of research

38 focused on integration is limited, and the integration doesn’t consider design issues
(Caliusco et al., 1998).
In general, three major limitations and gaps can be found regarding FSS research
in literature. The first limitation corresponds to the application of communication-driven
FSSs, which can have a high potential in improving the FSSs due to the incorporation of
expert opinion. Second, enough integration has not been addressed in literature, and there
a lot of missing chains between FSSs and other organizational processes which can be
explored and established. Third, due to the complexity of decisions made by FSSs, any
comparison between different methods is not considered in each domain.
2.4 Cost Estimation Decision Support Systems
Cost estimation covers a wide spectrum of manufacturing systems, from the
feasibility and evaluation of new products to the after-sale services (Layer, Brinke,
Houten, Kals, & Haasis, 2002). There are four basic methods for cost estimation--
namely, intuitive, analogical, parametric, and analytical methods (Duverlie & Castelain,
1999). In an intuitive method, the cost of a product is estimated based on the expert’s
knowledge. In an analogical method, the cost of a product is estimated based upon the
cost of similar products. The parametric method takes advantage of a product’s
parameters and uses them to evaluate the cost. In an analytical method, the emphasis is
on the works required to build a product.
Each of these cost estimation methods can be applied in different phases of
product development. Figure 4, adopted from Duverlie and Castelain (1999), depicts the
application of each cost estimation method to a different phase of product development.

39 As one can observe, parametric methods are more often used in early stages of product
development, while analytic methods are mostly used in later phases. Analogical methods
are used in both early and later phases. Intuitive methods can be applied in all stages.
Figure 4. Different methods of cost estimation and their application in different stages of product development (adopted from Duverlie and Castelain (1999))
In order to review the literature of cost estimation decision support systems,
different methods of cost estimation and different types of DSSs will be considered.
Table 5 lists the existing literature regarding DSSs, based on various cost estimation
methods.

40 Table 5. Different types of DSSs designed based on various cost estimation methods
DSS Type intuitive Analogical Parametric Analytical
Communication
Driven
Data Driven
(Koonce, Judd,
Sormaz, &
Masel, 2003)
(Mauchand,
Siadat, Bernard,
& Perry, 2008)
(Quintana &
Ciurana, 2011)
(Darla &
Narayanan,
2013)
(Eaglesham,
1998)
(Ben-Arieh,
2000)
(Park &
Simpson*,
2005)
(Dai,
Balabani, &
Seneviratne,
2006)
Document
Driven
Knowledge
Driven
(Rush & Roy,
2001)
(De Souza, 1995)
(Chin & Wong,
1996)
(Kingsman & de
Souza, 1997)
(Bode, 1998)
(Shehab &
Abdalla, 2001)
(SOUZA &
KINGSMAN,
1999)

41 Table 5: continued
(Brinke, 2002)
(H. Wang,
Ruan, & Zhou,
2003)
(Wasim et al.,
2013)
Model Driven
As one can observe from Table 5, most of the research existing in literature
belongs to parametric- and analytic-based methods of cost estimation. Only a few
publications are devoted to intuitive and analogical methods. Additionally, the most
common types of DSSs used in cost estimation are data-driven and knowledge-driven
DSSs.
Most of the publications in cost estimation are solely devoted to cost estimation,
and only a few of them consider the integration of cost estimation with other related areas
such as pricing and scheduling. Usage of model-driven DSSs also remains largely
ignored in literature.
2.5 Planning and Scheduling Support Systems
Scheduling and sequencing play a significant role in manufacturing, and are
considered to be an important aspect of decision making on the shop floor (Pinedo,
2012). Generally speaking, the goal of scheduling is to arrange and sequence the jobs on
different machines in order to optimize resource consumption (Pinedo, 2012). A
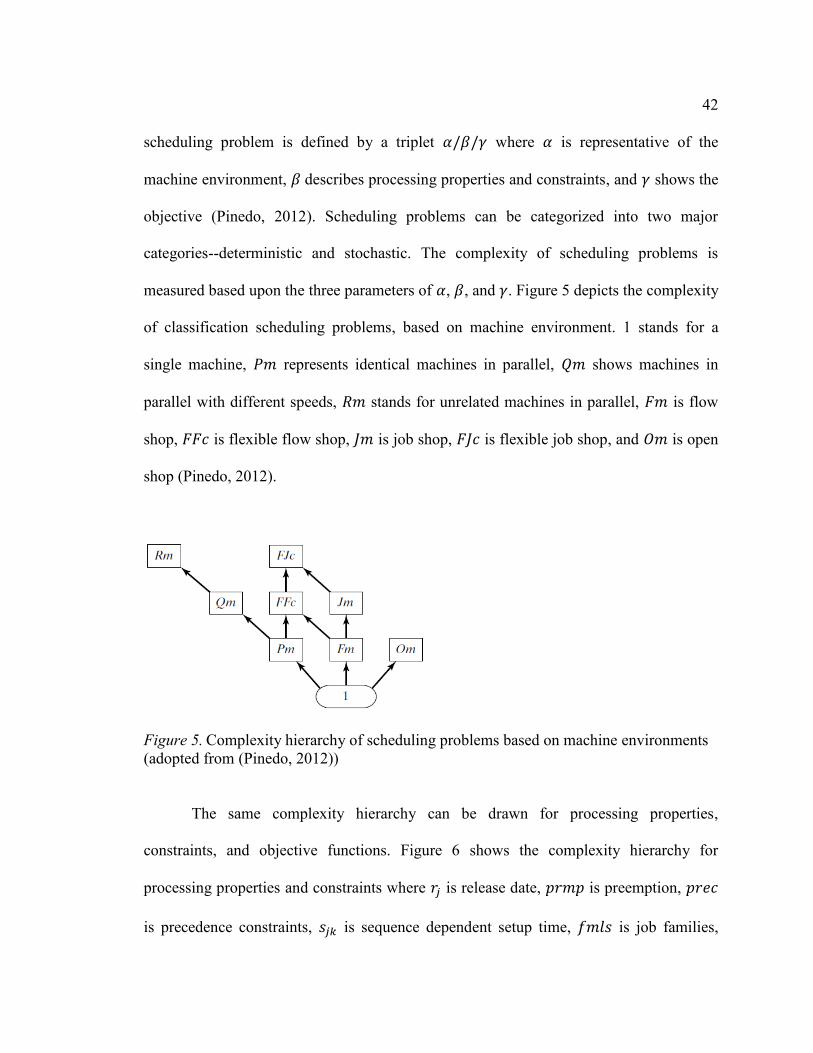
42 scheduling problem is defined by a triplet where is representative of the
machine environment, describes processing properties and constraints, and shows the
objective (Pinedo, 2012). Scheduling problems can be categorized into two major
categories--deterministic and stochastic. The complexity of scheduling problems is
measured based upon the three parameters of , , and . Figure 5 depicts the complexity
of classification scheduling problems, based on machine environment. 1 stands for a
single machine, represents identical machines in parallel, shows machines in
parallel with different speeds, stands for unrelated machines in parallel, is flow
shop, is flexible flow shop, is job shop, is flexible job shop, and is open
shop (Pinedo, 2012).
Figure 5. Complexity hierarchy of scheduling problems based on machine environments (adopted from (Pinedo, 2012))
The same complexity hierarchy can be drawn for processing properties,
constraints, and objective functions. Figure 6 shows the complexity hierarchy for
processing properties and constraints where is release date, is preemption,
is precedence constraints, is sequence dependent setup time, is job families,
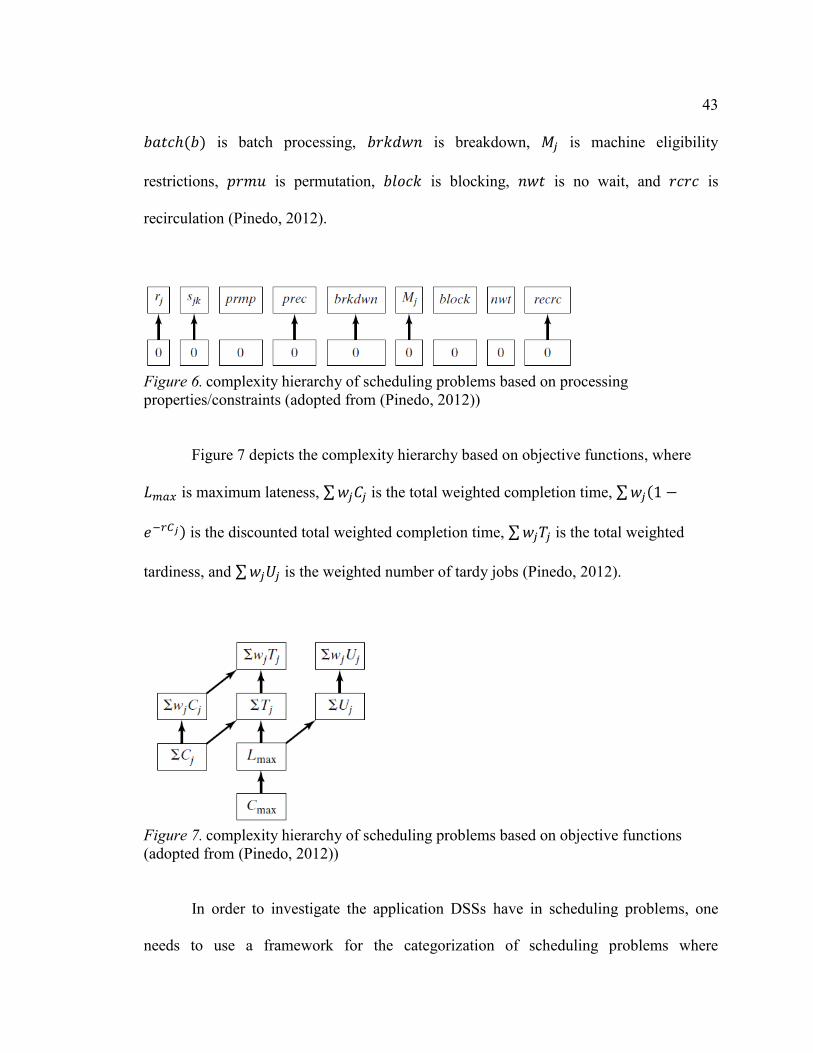
43 is batch processing, is breakdown, is machine eligibility
restrictions, is permutation, is blocking, is no wait, and is
recirculation (Pinedo, 2012).
Figure 6. complexity hierarchy of scheduling problems based on processing properties/constraints (adopted from (Pinedo, 2012))
Figure 7 depicts the complexity hierarchy based on objective functions, where
is maximum lateness, ∑ is the total weighted completion time, ∑
is the discounted total weighted completion time, ∑ is the total weighted
tardiness, and ∑ is the weighted number of tardy jobs (Pinedo, 2012).
Figure 7. complexity hierarchy of scheduling problems based on objective functions (adopted from (Pinedo, 2012))
In order to investigate the application DSSs have in scheduling problems, one
needs to use a framework for the categorization of scheduling problems where

44 importance of data is also taken into account. Unfortunately, since the focus of the
traditional scheduling classification is more on theoretical aspects rather than
applicability and information (Framinan & Ruiz, 2010), it cannot be used for exploring
DSSs’ application in scheduling completely, and only a few papers have proposed DSSs
based upon traditional classification (Adler et al., 1993; Belz & Mertens, 1996; Josef
Geiger, 2011; Kungwalsong & Kachitvichyanukul, 2006; Viviers, 1983). On the other
hand, due to the high complexity of real world scheduling systems, it is often hard to
induct them into one of the traditional categories. For these reasons, the focus of this
research will be on the information flow diagram proposed by Pinedo (2012), in which
scheduling is considered to be a part of more comprehensive schema of planning and
scheduling. Figure 8 shows an information flow diagram in a manufacturing system. The
chart is composed of three main parts--namely planning, scheduling and dispatching, and
shop floor management and control. Application of DSSs in scheduling and planning can
be also be categorized by following this diagram.

45
Figure 8. Information flow chart in manufacturing (adopted from (Pinedo, 2012))
Table 6 summarizes various research conducted on PSSs, keeping in mind the
industry type and categorization of DSSs proposed by Power (2002).
Table 6. Different types of planning support systems designed for different scheduling and planning problems
DSS Type Planning Scheduling Shop floor
management/control
Communication Driven
General:
(F. T. Chan, Jiang, & Tang, 2000)
General:
(Makarouni, Psarras, & Siskos, 2013)

46 Table 6: continued
Communication Driven
Agricultural Engine:
(Özdamar, Bozyel, & Birbil, 1998)
General:
(De Vin, Ng, Oscarsson, & Andler, 2006)
General:
(Grabot, Blanc, & Binda, 1996)
Data Driven
Wood:
(Buehlmann, Ragsdale, & Gfeller, 2000)
Comp. Man.
Systems:
(P. Chen & Talavage, 1982)
(Dilts, Boyd, & Whorms, 1991)
Semi-conductor:
(Fordyce, Dunki‐Jacobs, Gerard, Sell, & Sullivan, 1992)
Document Driven
General:
(Bistline Sr, Banerjee, & Banerjee, 1998)
General:
(Kan & Chen, 2013)
(Jindal et al., 2013) (K.-S. Wang, Hsia, & Zhuang, 1995)
(W.-H. Kuo & Hwang, 1998)
(Novas & Henning, 2009)
Knowledge Driven (Shaw, 1988)
(Tsadiras, Papadopoulos, & O’Kelly, 2013)
(Yamaha, Matsumoto, & Tomita, 2008)
Power Plants:
(Aoyagi, Tanemura, Matsumoto, Eki, & Nigawara, 1988)

47 Table 6: continued
Knowledge Driven Food:
(Henning & Cerdá, 2000)
General:
(Borenstein, 1998)
General:
(Belz & Mertens, 1996)
General:
(McConnell & Medeiros, 1992)
(Escudero, Kamesam, King, & Wets, 1993) (Josef Geiger, 2011)
Electronics:
(L. Lin et al., 1992)
(Kungwalsong & Kachitvichyanukul, 2006)
(Kapanoglu & Miller, 2004)
(Mallya, Banerjee, & Bistline, 2001)
(Kazerooni, Chan, & Abhary, 1997)
(McKay & Wiers, 2003) (Kim & Kim, 1994)
(Tsubone, Matsuura, & Kimura, 1995)
(H. Li, Li, Li, & Hu, 2000)
Wood:
(Farrell & Maness, 2005)
(Madureira, 2005)
Model Driven Appliances:
(Gazmuri & Arrate, 1995)
(Mahdavi, Shirazi, & Solimanpur, 2010)
Ship building:
(Lee et al., 1995)
(Trentesaux, Dindeleux, & Tahon, 1998)
Textile:
(Mok, Cheung, Wong, Leung, & Fan, 2013)
(Tsukiyama & Mori, 1991)
(Viviers, 1983) (Wiendahl &
Garlichs, 1994)
(M.-F. Yang & Lin, 2009)
Packaging:
(Adler et al., 1993)
Ion Plating:
(F. T. Chan, Au, & Chan, 2006)
48 Table 6: continued
Refinery:
(Chryssolouris, Papakostas, & Mourtzis, 2005)
Steel:
(Cowling, 2003)
(Karumanasseri & Abourizk, 2002)
(Tamura, Nagai, Nakagawa, Tanizaki, & Nakajima, 1998)
Model Driven Chemical:
(Escudero et al., 1993)
Electronics:
(Jeong, Leon, & Villalobos, 2007)
Turbine
Manufacturing:
(Krishna, Mahesh, Dulluri, & Rao, 2010)
Pottery:
(Petrovic & Duenas, 2006)
Tobacco:
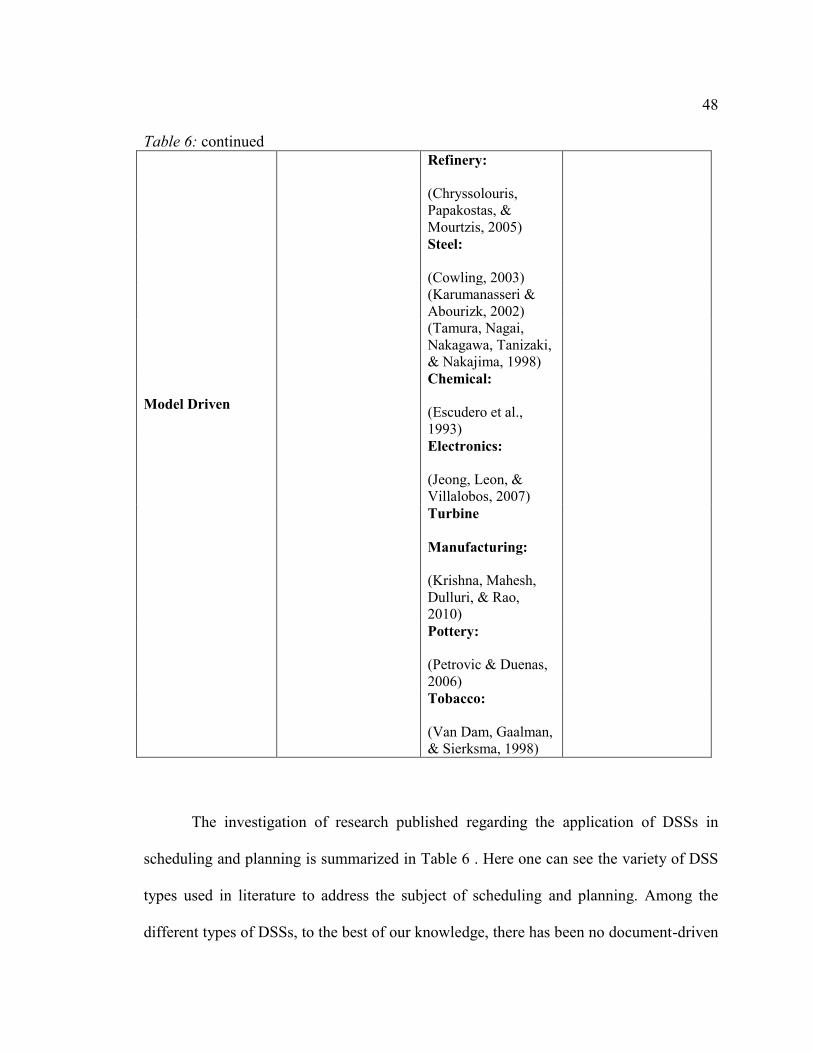
(Van Dam, Gaalman, & Sierksma, 1998)
The investigation of research published regarding the application of DSSs in
scheduling and planning is summarized in Table 6 . Here one can see the variety of DSS
types used in literature to address the subject of scheduling and planning. Among the
different types of DSSs, to the best of our knowledge, there has been no document-driven

49 DSS applied to scheduling and planning, which seems justified, if one considers the
description of this type of DSS listed in Table 2 and the nature of scheduling and
planning. Among the other DSSs, most practices belong to model-driven and knowledge-
driven DSSs which seems reasonable if one takes into account the well-defined nature of
scheduling/planning.
Among various levels of the problematic domain – i.e. planning, scheduling, and
shop floor management/control – the least investigated and the most investigated levels
are control and scheduling, respectively. Since the application of control systems is
limited due to the availability of the data for real-time decision making, most of the
research in this area is related to data-driven DSSs. Most of the application-based
research is reported in the scheduling and planning level. Although much research has
been conducted regarding the application of DSSs in planning and scheduling, there are
still some gaps and limitations one finds in the literature, which will be discussed briefly.
In planning, most of the research is focused on model-driven DSSs, which, when
one considers the long-term and semi-structured nature of planning and the axiomatic
management role in DSSs, it seems that there has been not enough research in
communication-driven DSS application. This drawback will become clearer when one
considers the planning issue as a problem where many different experts need to get
involved in order to create the best outcome.
Additionally, a good plan should be feasible and consistent with other decisions
such as scheduling, forecasting, inventory, and marketing in an organization. In this
regard, the integration of planning with other systems becomes favorable. However, in

50 literature not much research has focused on this issue (Kungwalsong &
Kachitvichyanukul, 2006; Lee et al., 1995; Özdamar et al., 1998), and the only
integration is between planning and scheduling.
Another drawback of literature in this regard is a lack of probabilistic
considerations in planning, which due to its medium- to long-term time horizon, seems
necessary to consider. In addition, no mechanism was introduced for a correction of the
plan when there has been a deviation from the goal.
Like planning, the scheduling literature also suffers from a lack of integration and
correction procedures. Furthermore, since the scheduling problem has a short-term
horizon and hence, real time data may be important, it seems that data-driven DSSs can
be investigated further in this domain.
In spite of planning and scheduling, most of the research on shop floor
management/control is integrated with scheduling (P. Chen & Talavage, 1982; Dilts et
al., 1991; Fordyce et al., 1992; Grabot et al., 1996; Kan & Chen, 2013; K.-S. Wang et al.,
1995), but there is still not a complete integration between control, scheduling, and
planning.
In general, the integration of planning and scheduling support systems with other
processes in an organization, probabilistic considerations, and correction procedures
remain the main drawback and literature gap in this domain.
2.6 Inventory Management Systems
Inventory problems can be categorized into three different levels; namely,
strategic, tactical, and operational (Peidro, Mula, Poler, & Lario, 2009; Rouwenhorst et

51 al., 2000), which cover long-term, medium-term, and short-term decision making for
planning, respectively (Gupta & Maranas, 2003).
At the strategic level, the questions that should be addressed include:
How should one design process flow?
What type of technical systems should be selected and how?
At the tactical level, a decision maker may face the questions including:
How does one do dimensioning of the storage system?
How does one define the layout?
What kind of equipment should be selected?
How should one design the organization of inventory?
At the operational level, the problems are of a short-term nature, such as:
How does one fine tune the organization’s policies?
How does one assign a work force to different tasks?
How does one sequence pickings? How does one assign docks for
shipping?
In order to investigate the role of decision support systems in inventory, the same
categorization – i.e. strategic, tactical, and operational – will be used. Table 7 summarizes
various research conducted in inventory and DSSs. The same classification of DSSs used
for planning and scheduling is copied here (D. Power, 2002).

52 Table 7: Different types of planning support systems designed for different inventory problems’ level
DSS Type Strategic Tactical Operational
Communication Driven
(Achabal et al., 2000) (P.-C. Yang & Wee, 2006)
(Chande, Dhekane, Hemachandra, & Rangaraj, 2005)
(Natarajan, 1989)
(Banerjee & Banerjee, 1992)
(Kagami, Homma, Akashi, Aizawa, & Mori, 1992)
Data Driven (Manthou & Vlachopoulou, 2001)
(Moole & Korrapati, 2004)
(Van Donselaar, van Woensel, Broekmeulen, & Fransoo, 2006)
Document Driven
Knowledge Driven (Prasad, Shah, & Hasan, 1996) (Ehrenberg, 1990)
(Tu et al., 2007)
(Moynihan, Raj, Sterling, & Nichols, 1995)
(Retzlaff-Roberts & Amini, 1998) (Williams, 1984)
(Min, 2009) (Sobotka, 1998) (Cohen, Kamesam, Kleindorfer, Lee, & Tekerian, 1990)
(Badri, 1999) (Agrell, 1995)
(Disney, Naim, & Towill, 2000)
(Chaudhry, Salchenberger, & Beheshtian, 1996)
Model Driven (J. Walker, 2000) (H.-G. Chen & Sinha, 1996)
(H.-h. YU & SUN, 2002)
(Towill, Evans, & Cheema, 1997)
(Razi & Tarn, 2003) (Samanta & Al-Araimi, 2001)
(Signorile, 2005) (Disney & Towill, 2005)
(Woo et al., 2005) (Cheng & Chou, 2008)

53 Table 7: continued
(Goel & Gutierrez, 2006)
(Qingsong & Lizhi, 2010)
(Lo, 2007) (Zeng, Wang, &
Zhang, 2007)
(Cakir & Canbolat, 2008)
(S. Li & Kuo, 2008)
Model Driven (Shang, Tadikamalla, Kirsch, & Brown, 2008)
(Southard & Swenseth, 2008)
(Yazgı Tütüncü, Aköz, Apaydın, & Petrovic, 2008)
(Zhang, Hua, & Xu, 2009)
(Borade & Bansod, 2011)
(Cadavid & Zuluaga, 2011)
Review of research tabulated in Table 7 shows that most of the research on the
application of DSSs for inventory belong to model-driven DSSs and on the tactical level
of decision making. Among the DSSs, there has been no example found of document-
driven DSSs in literature. Most of the research is dedicated to model-driven and data-
driven DSSs. At the strategic level, only one research paper has been found. At the
tactical level, where the problems are well-defined and structured, the focus has been on
model -riven DSSs, while at the operational level (where the problems are usually of a
short-term nature), most of the research was concentrated on data-driven DSSs. Notice
that since in short-term decision making the accessibility of the data is important, data-
driven DSSs play a more important role.
54
Although much research has been dedicated to the application of DSSs in
inventory, there are some limitations and gaps, which will be discussed briefly.
Inventory problems tend to be semi-structured or unstructured at the strategic
level, and hence naturally need expert opinion. In this sense, knowledge-driven and
communication-driven DSSs may be of great help. However, this issue has not been
covered in literature. Additionally, reviewing the problem at a strategic level demands a
strong integration with other units of the organization, such as the production, marketing,
tactical, and operational levels. No research considering this issue has been found in this
literature review. The applicability of literature on DSSs at the strategic level of inventory
decision making also remains an open investigation.
Similar to the strategic level, at the tactical level the literature also suffers from
the lack of comprehensive integration. However, unlike at the strategic level, more
research has been conducted regarding communication-driven DSSs. Since the decisions
in this level are medium-term and still of a semi-structured nature in some areas, the
application of expert knowledge seems to be of great help, though this has not been
explored comprehensively in literature.
A lack of comprehensive integration also remains a limitation regarding the
application of DSSs at the operational level of inventory. Perhaps the only level in which
the usage of document-driven DSSs seems to be justified in an inventory is at the
operational level. The reason can be the need for documents, which have to be issued for
each transaction in inventory. This issue has not been addressed in literature.

55
2.7 Limitations
A review of decision support systems’ (DSS) history, evolution, taxonomy, and
application in planning/scheduling, forecasting, and inventory for manufacturing was
proposed. Different levels of problems for planning/scheduling, forecasting, and
inventory was investigated according to the taxonomy offered by literature. The
limitations and gaps of research in this area literature were also briefly explored.
In pricing and revenue management, integration with other related areas of
manufacturing such as cost estimation, scheduling, and inventory, as well as the lack of
exploration in communication-driven DSSs, remain the main gaps and limitations in
literature.
In planning and scheduling, there was a lack of enough research regarding the
applications of communication-driven and knowledge driven-DSSs, proper and
comprehensive integration, testing, probabilistic considerations, and correcting
procedures.
In forecasting, the main limitations and gaps were lack of enough research in the
applications of communication-driven and knowledge-driven DSSs, proper and
comprehensive integration, applicability and real world testing in many cases, and of
considering various models for decision making.
In cost estimation (a particularly important activity in manufacturing), integration
with other relevant areas such as pricing, planning, scheduling, inventory, and marketing
has not been explored enough in literature.

56
Regarding inventory, lack of enough research in the application of
communication-driven, knowledge-driven and document-driven DSSs; lack of a proper
and comprehensive integration; lack of applicability and enough testing in much of the
research; lack of probabilistic considerations; and lack of correcting procedures remain
the main limitations and gaps in literature.

57
3 GENERAL FRAMEWORK OF THE SYSTEM
In this section the general framework of the system is described. The proposed
decision support system has four modules. The output of each module can be the input to
another module. Figure 9 depicts the General framework and modules of the proposed
decision support system.
Pricing and Planning
Robust Optimization
Cost Estimation
Analytical Cost Estimation
Cost of Products
Demand Prediction Expert
Data Base
Flow Process Chart
Shop Floor
Warehouse
Scheduling
Simulation Optimization
Plan
Activities
Inventory Level and Costs
Flow Process Chart
Skill LevelFlow Process Chart
Inventory
Mathematical Modeling
Plan
Schedule
Capacity and Lead Times
Figure 9. General framework and modules of the proposed decision support system
The proposed system is interactive in the sense that it is able to suggest new
solutions based on the data it obtains from the shop floor and the demand information
that it receives from the expert interactively. The data acquired from the shop floor and

58 the warehouse is stored in a database. The structure of this database will be covered
partially in next chapters wherever necessary.
3.1 Cost Estimation
The first module of the system is cost estimation. This module estimates the
finished costs, inventory cost and the lost sale cost for each product. The inputs of this
module are the cost occurred and the cost centers defined by the user. Cost centers are the
entities that store the expenses. For instance, a machine in production line can be a cost
center. All the expenses related to purchase, maintenance and operation of each machine
are stored in the cost center associated with that machine and will be used to calculate the
finished cost of the products that use that machine. This module is explained in detail in
section 4.
3.2 Pricing and Planning
The outputs of cost estimation module are used in pricing and planning module
for obtaining the optimum set of prices and production plan for each product in each
period. In pricing and planning module the demand is considered to be uncertain and
price dependent. For this purpose, for each price point a minimum and maximum demand
is defined by the expert. To incorporate the uncertainty of the demand in the decision
making process, a robust optimization model will be formulated for the problem. This
model will be solved using an exact method and a metaheuristic named unconscious
search (US). This module is explained in detail in section 5.

59
3.3 Scheduling
The output of pricing and planning module will be used in scheduling module.
This part of the system schedules the jobs created by pricing and planning. For this
purpose, a simulation optimization method is used in which the processing time of the
jobs in each working station is considered probabilistic. Scheduling module tries to
obtain the best sequence of jobs on the production line using a variable neighborhood
search (VNS). To schedule a single job, it is simulated on the production line several
times and the tasks that appear on the critical path are given higher priority for
scheduling. This module is explained in detail in section 6.
3.4 Inventory
The last module of the system is inventory. This module tries to minimize the
inventory costs using a mathematical model and the inputs from scheduling and pricing
and planning modules. To solve the mathematical model of the inventory, an exact
method and a tabu search are applied. This module is explained in detail in section 7.

60
4 FINANCIAL AND COST ESTIMATION MODULE
The decision support system introduced in this research has several modules. In
this chapter, the financial and cost estimation module is introduced, and its inputs,
processes, methods, and outputs are described.
4.1 Inputs
The financial and cost estimation module has several inputs. Each input comes
from an interaction of a user with a system or another module. The inputs of the system
are described in the following sub-sections.
4.1.1 Cost Centers
The first inputs of financial and cost estimation modules are cost centers. Any
department or unit that a cost may charge into is considered a cost center. Here, two types
of cost centers are differentiated. The first type of cost center is an overhead. An
overhead cost center is any type of cost center that has the expenses unrelated to direct
labor and material included. Such cost centers include human resources and insurance.
Note that the overhead definition can be different based on the business type and
products. Since production-based businesses are dealt with in this research, the overhead
definition is also adjusted according to the needs of the type of business.
Beside overhead cost centers, there are operational cost centers in which the
expenses related to direct labor and direct material are recorded. These types of cost
centers include working stations, operators, production machines, work-in-process, and
materials purchased.

61
4.1.2 Costs
Other inputs of financial and cost estimation modules are the costs. A cost has
many components, including the amount, date, and type. The amount and date of the cost
help to determine the finished costs of products in a period. The type of cost helps to
distinguish between operational costs and preparing the balance sheets. To record a cost,
one needs to categorize it according to a predefined hierarchy. In practice, this hierarchy
has at least three levels/ledgers. The first level shows to which major category an expense
belongs, while the other two levels make the categorization more detailed. Figure 10
shows the relation of costs, cost types, and cost centers. To record a cost, one needs to
know to which cost center and cost type it belongs. Storing a cost in this format helps to
estimate various cost coefficients such as inventory, production, and lost sales cost. In
addition, this architecture enables a user to generate different reports based upon his/her
needs.
Figure 10. Relation of costs, cost types and cost centers

62
4.2 Processes
Having costs and cost centers as inputs, the financial and cost estimation module
includes three main processes. These processes are estimating finished costs, inventory
costs, and lot sale costs, based on an analytical cost estimation method. These three
expenses are used as outputs to a pricing and planning module of the decision support
system.
4.2.1 Estimating Finished Costs
To estimate the finished cost of a product, it is necessary to know which cost
centers are used to produce one unit of that product. It is possible that a cost center will
be used for several products. In this case, each product will get a share of the common
cost center, based upon the time it has spent in there. As an example, assume a situation
in which there are five products and five cost centers. Each cost center has some expenses
recorded in it, and each product has used a certain amount of time in each cost center.
Table 8 summarizes the time (hour) each product has spent in each cost center (CC) and
the total expenses recorded in each cost center. For calculating the finished cost, the
expenses in each cost center should be divided by the time-share of each product from
that cost center. Then, all the expenses of that product are added together. Thus, product
1, which has
time share of cost center 1, will absorb
of total expenses of CC1. Table 9 shows the share of each
product in each cost center and its associated finished cost. Note that these calculations
need to be done for each time period.

63 Table 8: The time (hour) each product spent on each cost center and the total expenses recorded in each cost center (CC)
CC 1 CC 2 CC 3 CC 4 CC 5
Prod. 1 22 21 18 12 16
Prod. 2 15 16 12 18 13
Prod. 3 21 15 24 23 14
Prod. 4 22 20 12 17 19
Prod. 5 12 22 16 18 11
Total expenses($) 1200 4500 1600 3200 2400
Table 9: Share of each product in each cost center and its finished cost CC 1 CC 2 CC 3 CC 4 CC 5 Finished Cost
Prod. 1 287.0 1005.3 351.2 436.4 526.0 2605.9
Prod. 2 195.7 766.0 234.1 654.5 427.4 2277.7
Prod. 3 273.9 718.1 468.3 836.4 460.3 2756.9
Prod. 4 287.0 957.4 234.1 618.2 624.7 2721.4
Prod. 5 156.5 1053.2 312.2 654.5 361.6 2538.1
4.2.2 Estimating Inventory Costs
For estimating the inventory cost, the hierarchical structure of the costs can be
used. For this purpose, each category in each level of the hierarchy can be marked with
the attribute of its inventory cost. This means that if a cost falls under a certain category,
its immediate level or its predecessor on the hierarchy is marked as inventory cost, and it
will be calculated towards inventory cost. For calculating the total inventory cost, all

64 these categories and the expenses recorded in them will be summed up. Obviously, the
inventory cost for a single unit is the total inventory cost divided by the total number of
units. Inventory cost can then be determined more precisely if the space occupied by each
product is also taken into account.
4.2.3 Estimating Lost Sale Cost
Estimating the lost sale cost is rather straightforward. In this research, the lost sale
cost is considered to be the profit that could be made by selling one unit of a product, but
was not made due to inventory level. For estimating this number, one needs to know the
finished cost and minimum expected profit of a product. In the case where the demand is
always greater than the production capacity, the lost sale cost tends to be 0. In the case
where lost sales can have dramatic effects on profitability, such as the cases in which
there are huge penalties for the late delivery of a product, the lost sale cost can be set to
infinity.
4.3 Design and Outputs of Finance and Cost Estimation Module
Financial and cost estimation modules have three main outputs; namely, finished
costs, inventory costs, and lost sale costs. These three parameters are very important in
building the models for the pricing and planning of products. Figure 11 shows the inputs,
processes, and outputs of finance and cost estimation modules.

65
Figure 11. Inputs, processes and outputs of finance and cost estimation modules

66
5 PRICING AND PLANNING MODULE
In this chapter, the pricing and planning module is explained in detail and the
inputs, processes, and outputs of the module are described. A robust optimization
methodology is applied for dealing with demand uncertainty. Since in real world
situations the dimension of the problem becomes very large and thus hard to tackle with
an exact method, a metaheuristic is introduced to solve large-scale pricing and planning
problems. The solutions of metaheuristics are verified by comparing to exact solutions
obtained using CPLEX Optimization Studio 12.3.
5.1 Inputs
The pricing and planning module has three sets of inputs. The first set is the
outputs of finance and cost estimation modules. The second set is the constraints of
resources, such as budget and space. The third set is the time periods and demands
obtained from experts. It is assumed that the expert uses a forecasting technique
according to his need, and hence the forecasting problem is not tackled in this research.
Rather, it is considered to be handled by the expert and interactively communicated to the
system. This assumption makes the system more flexible in the sense that the expert can
choose his/her specific method of forecasting, which is more compatible with the
business type and its market. In addition, with any change in the demand pattern, the
proposed decision support system can come up with a new strategy to improve the
profitability.

67
5.1.1 Inputs from Finance and Cost Estimation Module
The first set of inputs to a pricing and planning module comes from the finance
and cost estimation module. As mentioned in chapter 4, a finance and cost estimation
module has three outputs; namely, finished costs, inventory costs, and lost sale costs.
These values are very important in determining the optimal price and production plan.
When the inventory cost of a product is high, it is expected to be stored in a way where
one has the minimum possible inventory at the end of each time period. When the lost
sale cost of a product is high, a higher inventory level is expected in order to reduce the
probability of lost sales.
5.1.2 Resource Constraints
In order to have an optimum plan, it is necessary to evaluate the constraints
regarding the resources such as production capacity, budget, warehouse capacity,
workforce availability, and skill level. For this purpose, the maximum possible
production level, total budget assigned to each time period, warehouse capacity, space
occupied by each product, skill-specific man-hours needed for producing one unit of each
product, and the total available work force need to be introduced into the system as
inputs.
5.1.3 Demand and Uncertainty
Forecasting and pricing are highly dependent. In literature, the relation between
the price of a product and its demand is considered to have the Cobb-Douglas form of
in which is demand, is base demand, is the elasticity constant, and
is price (Viswanathan & Wang, 2003). Although this form of demand function is widely

68 accepted in literature, it does not reflect the opinion of a domain expert. Hence, in this
research the relation between demand and price will be established by an expert. For this
purpose, by using a graphical interface an expert will be asked to define the relationship
between demand and price. Information shared by the expert includes the estimated
minimum and maximum of demand for different prices and time periods. Figure 12
shows an example of the relationship of demand and price drawn by an expert for a
specific product and period. Each bar shows the minimum and maximum of demand for
different price values.
This type of representation of the relationship between demand and price has
several advantages. These advantages include:
Interactive: The expert can quantify his knowledge in an
interactive manner by adding, deleting, sharing, and modifying the existing
information.
Dynamic and flexible: Based on the new information derived from
the market, the expert can change this information and define new points for
the relationship between price and demand.
Abnormal demand and price relation: In reality, the relationship
between demand and price may have abnormal patterns for different
products. This type of quantification can be used to generate various and
diverse patterns and non-uniform elasticity.
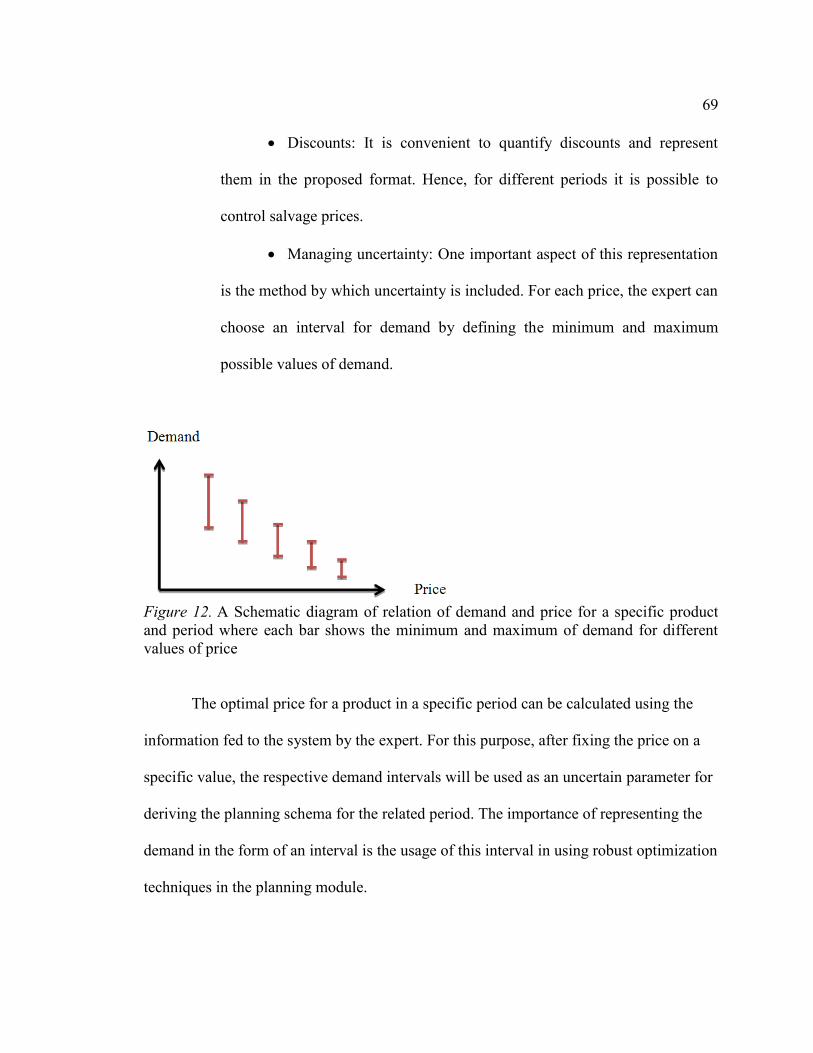
69
Discounts: It is convenient to quantify discounts and represent
them in the proposed format. Hence, for different periods it is possible to
control salvage prices.
Managing uncertainty: One important aspect of this representation
is the method by which uncertainty is included. For each price, the expert can
choose an interval for demand by defining the minimum and maximum
possible values of demand.
Figure 12. A Schematic diagram of relation of demand and price for a specific product and period where each bar shows the minimum and maximum of demand for different values of price
The optimal price for a product in a specific period can be calculated using the
information fed to the system by the expert. For this purpose, after fixing the price on a
specific value, the respective demand intervals will be used as an uncertain parameter for
deriving the planning schema for the related period. The importance of representing the
demand in the form of an interval is the usage of this interval in using robust optimization
techniques in the planning module.

70
5.2 Processes
The main process of pricing and planning modules is to determine the optimal
price and plan of production. In practice, these two decisions are usually made separately.
However, solving these two problems simultaneously can improve the quality of
solutions.
Pricing, as one of the decisions with a high impact on the profitability of a firm,
has always been a debatable issue among researchers and practitioners. In a study
conducted by Zbaracki et al. (2004), it is shown that the cost of adjusting the price can eat
up to approximately 20% of the net margin. Other studies also show the high impact of
pricing decisions on profitability (Levy, Bergen, Dutta, & Venable, 1997; Slade, 1998).
Conventionally, the pricing decision is made by considering the marginal costs of
production. However, it can be shown that considering only marginal costs on pricing can
result in poor decisions and less profit (Robinson & Lakhani, 1975). Hence, it is essential
to determine the price of products while having a broader perspective of the firm’s
processes, such as production and inventory planning. Even using an integrated model of
planning-pricing with limited demand information can result in better decisions in terms
of profitability when compared with simple cost-based pricing (R. Balakrishnan &
Sivaramakrishnan, 2001).
One of the decisions heavily related to pricing is production planning (Federgruen
& Heching, 1999). There is a large body of research on simultaneous production planning
and pricing. A comprehensive review and analysis of the problem is proposed by Chan et
al. (2004). In their research, the problem of production planning and pricing is
71 categorized according to the length of horizon, dynamic of prices, demand type, demand
functional form, demand input parameters, sales, restocking, production setup cost,
capacity limits, and products.
In this research, a special case of demand type is considered in which the demand
is uncertain – with no knowledge of statistical distribution – and is cost sensitive. For
each period, multiple candidate price points with possible minimum and maximum
demands associated with it are introduced, among which a single price for each period
will be chosen. This type of price-demand definition is very useful when there is not
enough information about the reaction of the market to different prices and/or the
decision maker just wants to examine a limited set of prices. This method of price-
demand definition is also very practical in terms of modeling where a product needs to be
sold with a lower price after a certain time. By this approach, the sales expert or decision
maker has a lot of flexibility in terms of modeling the different patterns of price-demand
and can take various factors into consideration such as seasonality, competition, and
demand sensitivity without knowing the distribution of the demand. A robust
optimization approach will be applied to incorporate this type of demand and the
“unconscious search” (Ardjmand & Amin-Naseri, 2012) metaheuristic will be used as the
solution method. So far there have been several research papers released in the domain of
simultaneous pricing and planning.
Kunreuther and Schrage (1973) modeled the problem of joint planning and
pricing with a single product, multi-period setting–for each order processed, there was a
fixed cost associated. In their research, the demand is considered to have a deterministic

72 curve in each period. They proposed a fast-converging algorithm for solving the problem,
taking into consideration a fixed price for the product in each period. However, they
suggested that using a variable pricing policy could increase the profitability.
Federgruen and Heching (1999) addressed the problem of single product, multi-
period joint pricing and inventory replenishment under demand uncertainty, where the
demand is a function of price. In their model, sellouts were considered to be backlogged.
They solved the problem in two cases, using a finite and infinite number of periods and
proposing a value iteration method. In addition to their basic model, they also analyzed
the effect of lead times, price change bounds, and order size on the problem.
Gilbert (1999) proposed a model for the planning and pricing of a single product
with seasonal demand, where the proportion of demand values in different periods are
independent of prices and there is a fixed setup cost associated with each period. He
developed a procedure for solving the problem which was capable of obtaining the
optimal solution.
Balakrishnan and Sivaramkrishnan (2001) considered the problem of planning
and pricing in a hierarchical setting, where pricing and planning would be done in two
separate phases and the solution could be revised when extra information about demand
became available. Gox (2002) considered the planning and pricing problems of a
monopolist with uncertain demand. He modeled two types of capacity constraints--
namely soft and hard, where which soft constraints could be violated at a cost, but hard
ones could not be violated.
73
Geunes et al. (2006) proposed a model for planning and pricing in the presence of
order selection flexibility. They considered a single-period model where the demand
could change with price. In their model, the production capacity was considered
unlimited. Smith et al. (2009) formulated a single product, joint planning and pricing
problem with capacity and inventory constraints. Their solution process consisted of two
steps. In the first step, they solved the single-period problem in a precise manner, and in
the second step they used this solution to solve the multi-period problem by dynamic
programming.
Chen and Hu (2012) addressed the joint inventory planning and pricing problem,
where the demand was deterministic and the cost of adjusting the price was high. They
proposed a polynomial time algorithm as the solution method, which worked based upon
the longest path problem in graphs. Mardaneh and Cacceta (2013) proposed the problem
of planning and pricing in a multi-period and multi-product setting with backorders. They
formulated the problem in terms of non-linear programming and proposed a method of
solution for calculating the optimal price and production amount in a finite time horizon.
Chen et al. (2014) proposed a model for the situation where two types of make-to-order
and make-to-stock products were produced and the demand was price-sensitive. In their
model, the excess demand was backlogged or lost.
In the literature, when the demand is considered to be price-sensitive, it is usually
assumed that if the price is known, then the demand can be determined. In reality, even
when one knows the price, there can still be a lot of deviation in demand. Additionally, in
many cases it is not possible to determine a function which relates the demand to price,

74 so in these cases only a few different options for price are available. The reasons behind
this research are the uncertainty of the demand when even the price is determined, as well
as the complexity of estimating the price-demand function.
In this research, for solving the problem of simultaneous pricing and planning, a
joint production planning and pricing model in a multi-product and multi-period setting is
proposed. The demand is considered to be price-sensitive and uncertain, while only a few
price-demand estimations are available for each product in each period. For each price it
is possible to determine the minimum and maximum demand occurring. In order to
immunize the solution against demand variations, a robust mathematical model is
proposed. In section 5.2.1, a brief introduction to robust optimization is given, and then in
sections 5.2.2, 5.2.3, and 5.2.4, the mathematical model used in the pricing and planning
module is explained.
5.2.1 Robust Optimization
A robust optimization problem is defined as follows. Considering the
optimization problem of the form { }, define as the set of uncertain
parameters in row of the matrix . Each member of the th row of the matrix , namely
, where , can be modeled as a random variable belonging to [
]. can be defined as
. Obviously, [ ].
The first formulation of robust linear optimization was introduced by Soyster
(1973), and is as follows.

75
∑
∑
∑
(1)
In this formulation, all the uncertain parameters are set to their worst case value.
Although this type of modeling obtains a good solution for all the realizations of
uncertain data, the value of the objective function can be significantly far from the
original optimization problem. To overcome the problem of the output being too
conservative in Soyster’s formulation, another method was introduced by Ben-Tal and
Nemirovski (1998, 1999, 2000). However, in their formulation, potential computational
tractability was a problem. To overcome the problem of the non-linearity and
conservatism of the methods proposed Soyster and Ben-Tal and Nemirovski, Bertismas
and Sim (2003, 2004) reformulated the model (1) in the following format.
∑
∑
∑
(2)

76
Where is the maximum number of uncertain parameters in constraint , and
and are the dual auxiliary variables which are used to guarantee the linearity of the
model. Model (2) is a generalized form of model (1). In fact, if , models (2), (1)
will be equal. Please note that ∑ | | .
According to Bertismas and Sim (2004), it is unlikely that all the have the
worst possible value at the same time, and hence it seems more realistic to define a
maximum number of uncertain parameters that may have the worst case value.
demonstrates the protection level against the worst-case realization of uncertain
parameters.
With this brief introduction into robust optimization, in the next section a
mathematical model for simultaneous pricing and planning will be introduced, and in
later sections a robust counterpart for it will be proposed.
5.2.2 Non-linear Model
The notation used in this research is as follows.
Parameters:
Holding cost of product per period
Production cost of product per unit
Lost sale cost of product per unit
th possible price of product in period

77
Demand of product in period when th price is chosen
Maximum production capacity for product in period
Budget in period
Variables:
1 if for th product in period , th price is chosen, and 0
otherwise
Sales of product in period
Inventory of product in period
Production of product in period
Let products in periods of time with possible prices in each period be
produced. The proposed model for pricing and planning will be as follows.
∑∑∑
∑∑
∑∑
∑∑∑
(3)
(4)
∑
(5)

78
∑
(6)
∑
(7)
(8)
(9)
{ } (10)
The objective function maximizes profit by subtracting the inventory, production,
and lost sale cost from sales. Constraint (4) is the inventory balance between inventory
level, production, and sales. Constraint (5) guarantees that only one price for a product in
each time period is chosen. Constraint (6) limits the maximum sales amount to demand,
while constraint (7) assures the production budget does not exceed the maximum in each
time period. Constraint (8) sets an upper bound for each product in each time period, and
finally, constraint (9) bounds the production, sales, and inventory to positive integer
numbers.
5.2.3 Linear Model
In problem (Q1), the demand is considered to have deterministic values for each
possible price. However, it would be more realistic if the demand was considered to be a
random variable belonging to an interval. To reformulate the (Q1) with demand
uncertainties, the format of model (2) will be followed. However, since (Q1) is nonlinear,
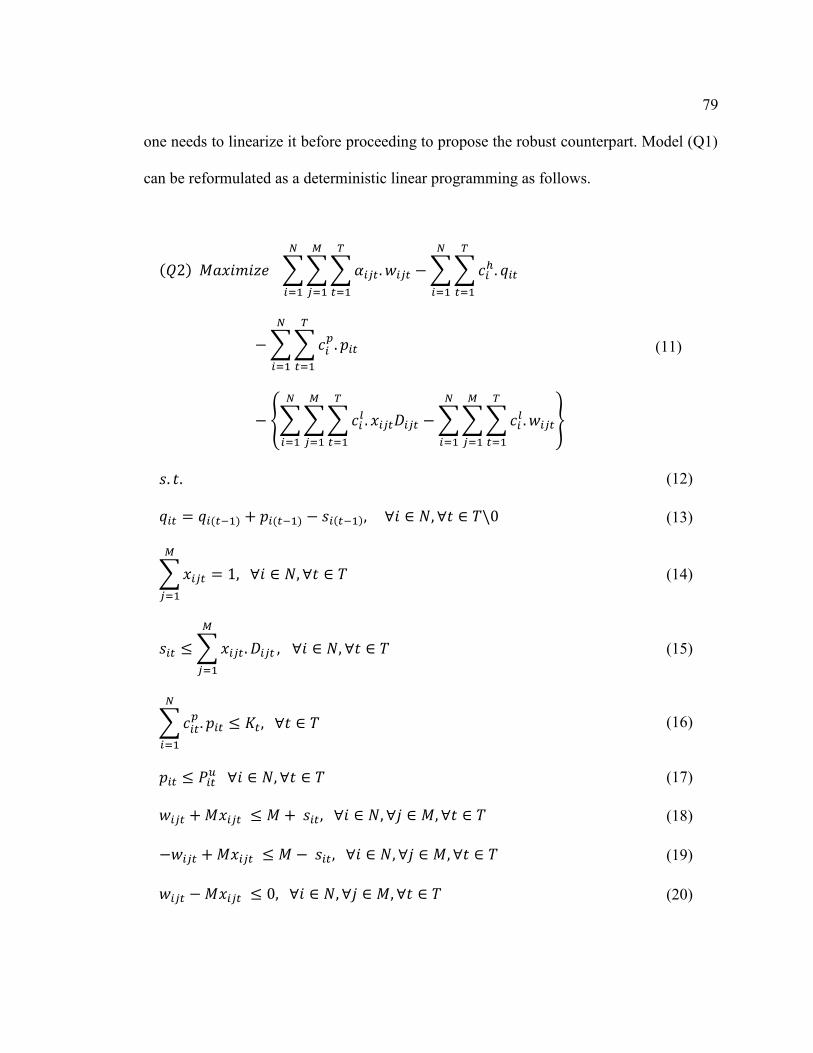
79 one needs to linearize it before proceeding to propose the robust counterpart. Model (Q1)
can be reformulated as a deterministic linear programming as follows.
∑∑∑
∑∑
∑∑
{∑∑∑
∑∑∑
}
(11)
(12)
(13)
∑
(14)
∑
(15)
∑
(16)
(17)
(18)
(19)
(20)

80
{ } (21)
(22)
in which and is a very large positive integer. Note that adding
constraints (17-19) and introducing the new decision variable convert (Q1) into a
linear problem (Q2).
5.2.4 Robust Model
As it is shown in Q2, the uncertain demand ( ) appears in the objective function
coefficients and constraint coefficient as well. In order to simplify modeling the robust
counterpart of Q2, it is possible to substitute ∑ ∑ ∑
in the objective
function and add ∑ ∑ ∑
to the model as constraint.
In order to write the robust counterpart corresponding to the constraints involving
uncertain parameters, first the protection function needs to be written, then the robust
counterpart of Q2 can be concluded from the latter functions. Thus, model (24) is the
mentioned protection function where is the set of that (
{ | }), and is the budget uncertainty.
∑
∑

81
Moreover, the protection function corresponds to constraint (15) for a given and
is defined in model below where is the set of , that are subject to
uncertainty, and is the budget of uncertainty corresponds to constraint (15).
∑
∑
The robust counterpart of the problem (Q2) can be written as follows.
∑∑∑
∑∑
∑∑
∑ ∑ ∑
(23)
(24)
(25)
∑
(26)
∑
(27)
∑∑∑
∑
(28)

82
(29)
∑ ( )
∑
(30)
(31)
(32)
(33)
(34)
{ } (35)
(36)
(37)
where , , , and are dual variables defined for the abovementioned protection
functions. It is important to note that in the abovementioned model, there is uncertain
demand appearing in two different constraints with two budget on uncertainties, and
that both of them are related to the number of uncertain demand to their
corresponding constraints. Thus, there is a linear dependency between these two budget
of uncertainties, i.e., it is ∑ ∑
.
5.2.5 Solution Methods
For solving the proposed robust optimization problem, two methods are used in
this research. The first method is using CPLEX Optimization Studio 12.3, which applies
an exact method. Although this method gives an exact solution, for large instances it may
take a very long time to find the optimum solution. The second solution method used is

83 unconscious search (US). US is a multi-start, memory-based metaheuristic that mimics
the process of psychoanalytic psychotherapy. In the next two sections, solution methods
will be explained in more detail.
5.2.5.1 Exact Method
The exact method used for solving the problem of simultaneous pricing and
planning is using CPLEX Optimization Studio 12.3. The CPLEX code used in the pricing
and planning module can be found in appendix A. Although the CPLEX yields the exact
solution for this problem, but as the dimension grows, it becomes more and more time
consuming to solve it by using CPLEX. Thus, it may not be the best method for real life
problems. For this reason, an unconscious search algorithm is proposed for solving this
problem.
5.2.5.2 Unconscious Search
Unconscious search is a metaheuristic algorithm. “Metaheuristics, in their original
definition, are solution methods that orchestrate an interaction between local
improvement procedures and higher level strategies to create a process capable of
escaping from local optima and performing a robust search of a solution space” (Fred
Glover & Kochenberger, 2003). This approach in metaheuristics consists of transcribing
the tendency in a natural phenomenon towards improvement in mathematical symbols
and codes, as well as reducing the problem-solving operations into an algorithm that
consistently traces the dynamics of that metaphorically deployed phenomenon. Some of
the most well-known metaheuristics include Genetic Algorithm (Goldberg, 1989;
Holland, 1975), Simulated Annealing (Kirkpatrick, Gelatt, & Vecchi, 1983), Tabu Search

84 (F. Glover, 1989, 1990), Ant Colony (Dorigo, Maniezzo, & Colorni, 1996), and Particle
Swarm Optimization (Kennedy & Eberhart, 1995).
Since the original conceptualization that led to the development of metaheuristics
and the inspired deployment of the probabilistic process entailed in “Survival of the
Fittest” as proposed by the Darwinian Theory of Evolution, further research has led to
analogies with systems in new domains. The common thread running through all these is
the set of rules by which the state of the domain undergoes a shift towards improvement.
Among these, the most unexplored areas are by far psychology and psychoanalysis (F.
Glover, 2007). Possessed of an integrated and united set of rules--which together improve
the mental state of a patient-- psychoanalysis appears to offer a very promising metaphor
in the area of optimization research. The unconscious search (US) metaheuristic, a
method based on the analogy between concepts used in the psychoanalytic psychotherapy
procedure and those in optimization problems, is used for solving simultaneous pricing
and planning in this research.
Unconscious search is a multi-start, memory-based metaheuristic that mimics the
process of psychoanalytic psychotherapy proposed by Sigmund Freud, where the
therapist tries to find the root cause of a patient’s mental disorder in his/her unconscious
(Freud, 1913, 1975a, 1975b, 1993a, 1993b). In psychoanalysis, it is assumed that the
cause of a mental disorder is lodged in the unconscious mind of the patient, and if the
patient can remember that – i.e. make it conscious – his/her mental disorder will be
resolved. However, the unconscious thoughts resist being revealed, and it is the job of the
psychoanalyst to help the patient gain access to them by helping him/her overcome the

85 resistances. The most common patterns of resistance encountered during psychoanalysis
are “displacement” and “condensation”. Displacement is the diversion of attention
through substituting a signifier in a patient’s talk with another one that hides the
unconscious better. Condensation is a type of resistance in which two or more signifiers
in a patient’s talk are “condensed” into one symbol in order to hide the unconscious
contents. In order to overcome the displacement and condensation resistances, the
psychoanalyst tries to guide the patient what to start talking about and in which direction
he/she should continue his/her talk. In other words, the psychoanalyst shows the patient
the path to his/her unconscious based on their observations so far, and the patient tries to
search more in depth on the path shown to him by the psychoanalyst.
Similarly, in an optimization problem the optimal answer is not already known,
and in order to reach the optimum, one needs to overcome the resistances of the search
space, which are in the form of local optimums. For this purpose, it is very important to
know where to start and in which direction to move.
Unconscious search uses the same principle for finding the optimum solution. In
each step, US maintains a list of the best found solutions and tries to find a good starting
point and direction for searching by using these solutions and memorizing the starting
points and directions that led to finding these solutions. For this purpose, US uses two
types of memory, namely “displacement” and “condensational” memories. Displacement
memory memorizes the most promising areas for the starting point, while condensational
memory memorizes the most promising directions for searching. Whenever US finds a
good solution, it tries to improve it further by using a local search.

86
US has been used in various optimization problems so far (Amin-Naseri,
Ardjmand, & Weckman, 2013; Ardjmand & Amin-Naseri, 2012; Ardjmand, Park,
Weckman, & Amin-Naseri, 2014). To explain the details of US, consider the following
optimization problem1.
The objective function may be linear or nonlinear. Functions and
are constraints of vector , where is the set of decision variables, and condition
restricts the components of to a range of values. For solving optimization
problem , initially, a set of feasible solutions ( ) is generated.
is the size of the measurement matrix in which the sorted set of the best
feasible solutions, i.e. those nearest to the optimum solution that are visited during the
search process, are held. can be defined as follows:
{ ( ) ( ) } (38)
The solutions kept in are used to measure the resistance, and are ranked by
means of a “translation function” according to the value of said resistance. The
translation function maps the value of the objective function of any solution (i.e. a
solution that belongs to ) into a range for where . 1 - Note that the notations used for explaining unconscious search is independent of the rest of this research and belongs only in this section.
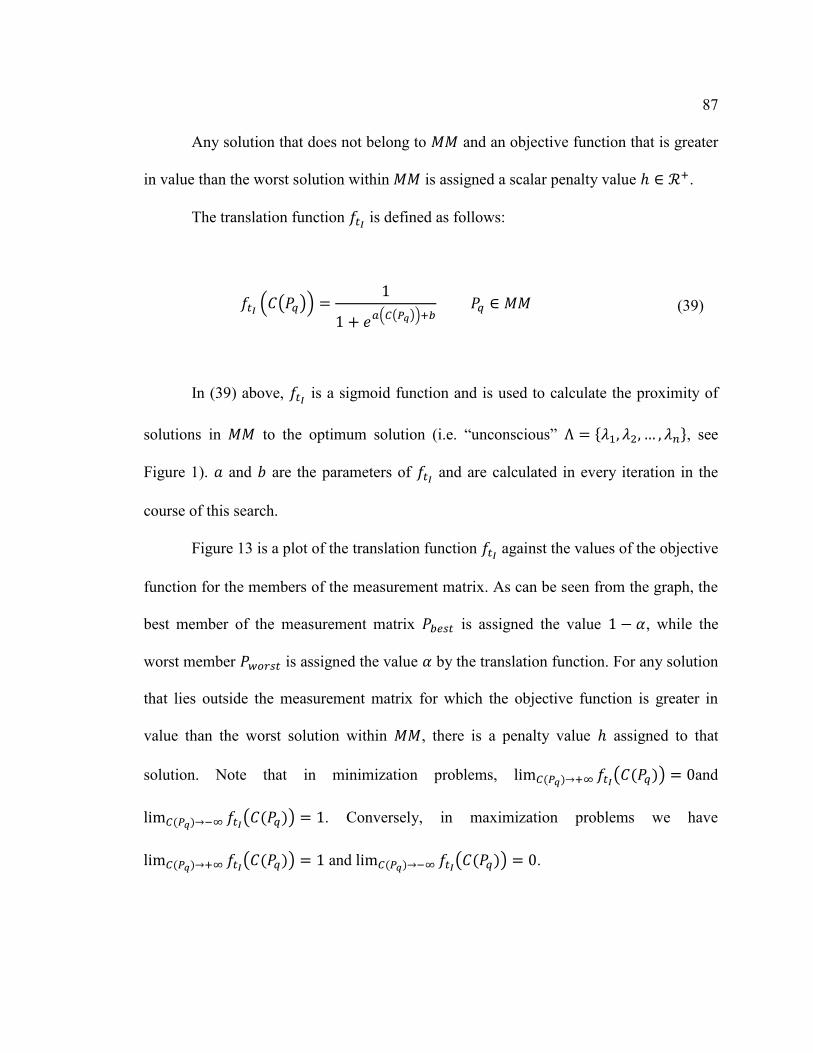
87
Any solution that does not belong to and an objective function that is greater
in value than the worst solution within is assigned a scalar penalty value .
The translation function is defined as follows:
( ( ))
( ( )) (39)
In (39) above, is a sigmoid function and is used to calculate the proximity of
solutions in to the optimum solution (i.e. “unconscious” Λ { }, see
Figure 1). and are the parameters of and are calculated in every iteration in the
course of this search.
Figure 13 is a plot of the translation function against the values of the objective
function for the members of the measurement matrix. As can be seen from the graph, the
best member of the measurement matrix is assigned the value , while the
worst member is assigned the value by the translation function. For any solution
that lies outside the measurement matrix for which the objective function is greater in
value than the worst solution within , there is a penalty value assigned to that
solution. Note that in minimization problems, ( ) and
( ) . Conversely, in maximization problems we have
( ) and ( ) .

88
Figure 13. Translation function and measurement matrix
Evaluating the resistance level in solutions is performed by means of the
translation function and by the displacement and condensational memories.
measures the quality of the solutions, while the displacement and condensational
memories memorize the resistance patterns in the solutions. The displacement memory,
shown by , memorizes the displacement pattern of resistance in the solutions, i.e.
dividing the possible range – considering that – of every solution component into
equal parts. It then assigns the output of ( ) to the corresponding part. In other
words, determines how much resistance will occur if a specified range of is assigned
to solution component .
can be defined as follows:
{( ) } (40)
in which,

89
{ } (41)
{ } (42)
and is the number of decision variables. and
are defined as follows:
(∑ ( ( ))
)
(43)
∑ for solutions with an objective function
greater than the worst solution in
(44)
in which { } is the Memory Size that shows the last performed iterations
of algorithm that are memorized. represents the jth subinterval of . As we increase
the value of the parameter , the effect of those lower quality solutions encountered in
the previous iterations on determining the search path becomes more apparent. Increasing
has the advantage that it causes diversification to increase; on the downside, it could
lengthen the time spent on searching. (To make this point clearer, compare it with the
metaphor of psychoanalysis: as the psychoanalyst gets closer to the unconscious,
associations made by the subject become more representative of the contents of the

90 unconscious, and hence are more important to the psychoanalyst.) is the worst
solution in , and is the value of the th decision variable in solution .
By means of the displacement memory , a new solution can be constructed. This
solution is denoted by . The th solution component will be assigned to one of
the possible ranges in solution space, with a probability defined as follows:
{ }
( )
∑
( )
(45)
in which is the probability function and is a predefined constant. When the
solution component is assigned to , it will choose a number in at random. The
larger the value of , the more the probability of ; the larger the value of
,
the less the probability of .
Once a displacement-free solution (DFS) has been reached, the condensational
memory is used to eliminate the condensational resistance pattern. Displacement
memory is used for constructing a new displacement-free solution (DFS), while
condensational memory is used to improve the solution constructed with the help of ,
making it a condensation-free solution (CFS).
Condensational memory is defined as follows:

91
{
} (46)
in which,
{
} (47)
{
} (48)
where,
∑ ( ( ))
is increased with respect to its previous value
in the first iteration of a local search
(49)
∑ for solutions with an objective function
greater than the worst solution in th
decision variable is increased with respect to its previous
value in the first iteration of a local search
(50)
∑ ( ( ))
is decreased with respect to its previous value
in the first iteration of a local search
(51)
∑ for solutions with an objective function
greater than the worst solution in th (52)
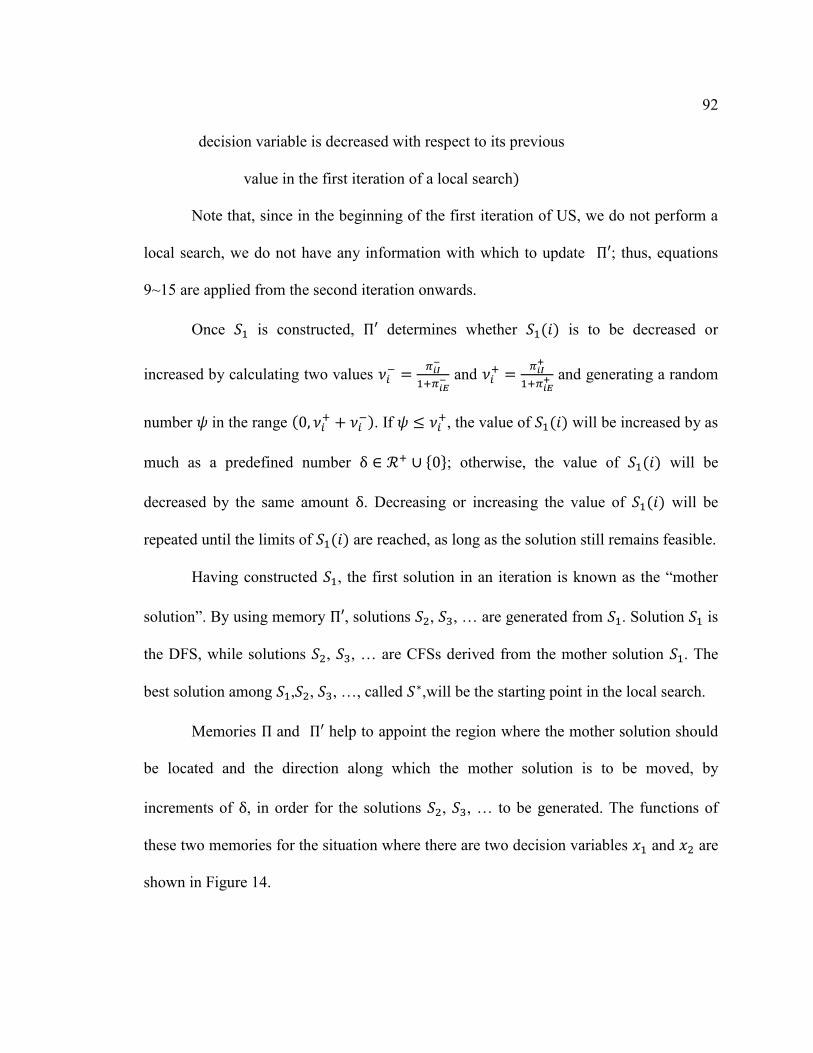
92
decision variable is decreased with respect to its previous
value in the first iteration of a local search
Note that, since in the beginning of the first iteration of US, we do not perform a
local search, we do not have any information with which to update ; thus, equations
9~15 are applied from the second iteration onwards.
Once is constructed, determines whether is to be decreased or
increased by calculating two values
and
and generating a random
number 𝜓 in the range
. If 𝜓 , the value of will be increased by as
much as a predefined number δ { }; otherwise, the value of will be
decreased by the same amount δ. Decreasing or increasing the value of will be
repeated until the limits of are reached, as long as the solution still remains feasible.
Having constructed , the first solution in an iteration is known as the “mother
solution”. By using memory , solutions , , … are generated from . Solution is
the DFS, while solutions , , … are CFSs derived from the mother solution . The
best solution among , , , …, called ,will be the starting point in the local search.
Memories and help to appoint the region where the mother solution should
be located and the direction along which the mother solution is to be moved, by
increments of δ, in order for the solutions , , … to be generated. The functions of
these two memories for the situation where there are two decision variables and are
shown in Figure 14.

93
Figure 14. Functions of 𝚷and 𝚷 for the situation where there are two decision variables, and
After obtaining the solution , a local search is conducted with as the starting
point. If the result of the search is , it is obvious that . In the process of
reaching , more resistance patterns are revealed, and and are updated by the use of
. Notice that will be updated only if the objective function value of is better
than the objective function value of , in which case will be updated so that the
following inequality holds:
(53)
in which and are the members of before is augmented. In order for
the above inequality to always hold, should remain sorted through every update. If
is changed, the function must be corrected to match the new , i.e. the
coefficients and must be adjusted. Denoting the new coefficients by and , as well
as the best and the worst solutions in by and , we will have:
94
( (
))
(54)
(
) ( (
)) (55)
US is a multi-start metaheuristic which contains three main phases:
1- Construction
2- Construction review
3- Local search
The first phase is equivalent to constructing a displacement-free, or “mother”,
solution. The second phase is equivalent to constructing condensation-free solutions
derived from the mother solution in Phase 1. The third phase corresponds to the
recognition of the resistance patterns through an exploration of the search space.
5.2.5.3 Applying an Unconscious Search to Pricing and Planning Module
To apply a search to simultaneous planning and pricing, the steps involved in an
unconscious search will be followed. After the initialization of the algorithm, the first
step is to construct a solution based upon displacement memory. For this purpose, a price
for each product in each period will be determined according to the scores in
displacement memory. Note that determining the price is building a partial solution,
because the production plan and sales amount in each period still need to be determined.
To complete the solution, a Simplex algorithm (Dantzig, 1998) will be applied. The
reason for using a Simplex algorithm is that, after obtaining the prices and replacing them

95 in the model, no binary decision variable remains in the model, and it thus turns into a
linear model without any binary variables. Solving this linear model with a Simplex
model is very easy and possible in polynomial time. The Simplex C++ code used can be
found in appendix B (Moreau, 2009).
After the partial solution generated by an unconscious search is completed by
using a Simplex algorithm, the second step of US--construction review--is started. In this
step, the prices of products in each period are increased or decreased based upon the
condensational memory. After each change in price, a Simplex algorithm is used to
complete the solution. Finally, after the construction review step, a local search is
conducted to improve the solutions. In a local search, a random price for a product in a
random time period is picked and changed. If the results improve, the change will be
accepted; otherwise, it will be rejected, and another product or period will be picked. This
procedure continues until no further improvement is possible. Figure 15 shows the flow
chart of applying an unconscious search to the problem of simultaneous pricing and
planning.
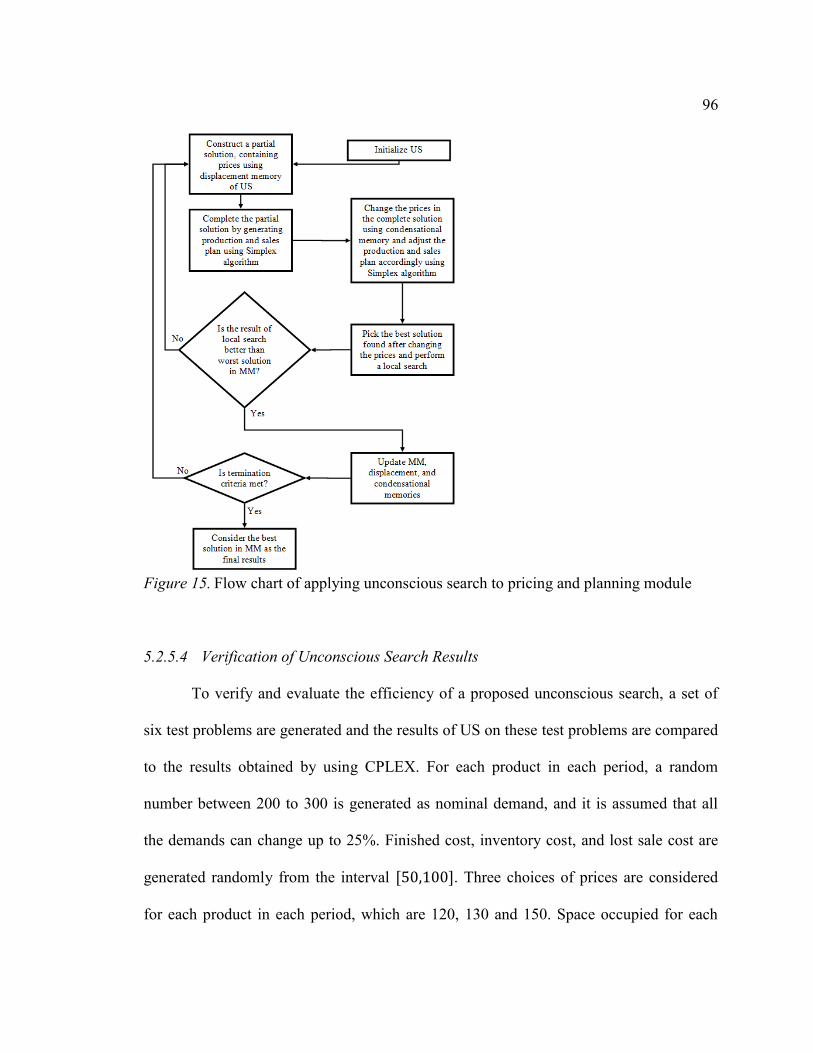
96
Figure 15. Flow chart of applying unconscious search to pricing and planning module
5.2.5.4 Verification of Unconscious Search Results
To verify and evaluate the efficiency of a proposed unconscious search, a set of
six test problems are generated and the results of US on these test problems are compared
to the results obtained by using CPLEX. For each product in each period, a random
number between 200 to 300 is generated as nominal demand, and it is assumed that all
the demands can change up to 25%. Finished cost, inventory cost, and lost sale cost are
generated randomly from the interval [ ]. Three choices of prices are considered
for each product in each period, which are 120, 130 and 150. Space occupied for each

97 product is considered to be 2, while the warehouse and budget capacity for each period
are fixed at 5000 and 50000, respectively. The maximum production number for each
product in each period is set to 700. Table 10 lists the six test problems’ specifications,
including the number of periods and products in each.
Table 10: Test problems’ specifications used for evaluation of unconscious search Test Problem No. of Periods No. of Products
1 1 4
2 1 4
3 2 5
4 2 5
5 4 10
6 4 10
Table 11 lists the results of the exact and US algorithms applied to the six
randomly generated test problems. Each test problem is solved by US ten times, and the
best and worst results obtained are reported. As it can be observed, US has been able to
find the optimum solution in a very short time compared to the exact method. The time
gap between the two algorithms is even more evident as the dimension of the problem
increases. The results obtained show the efficiency and quality of US for solving joint
pricing and planning problems. Note that in test problems 5 and 6, the value of the
objective function is negative, due to budget constraints and the high number of lost
sales.

98
Table 11: Solution quality and run time of exact and US algorithms for six artificially
generated test problems; for each instance, US has run 10 times
Test
Problems
Exact Method Unconscious Search
Exact solution Time (s) Best Solution Worst Solution Time (s)
1 37005 2.94 37005 37005 0
2 49540 1.95 49540 49540 0
3 31364 2.43 31364 31364 0
4 95980 2.43 95980 95980 0
5 -169216 15.85 -169216 -169216 0
6 -92622 19.67 -92622 -92622 0
5.3 Design and Outputs of Pricing and Planning Module
The pricing and planning module has two outputs. The first output is the price for
each product in each period, and the second output is the production and sales plan for
each product and period. Figure 16 shows a prototype of a pricing and planning interface,
where the specifications of each product and period, as well as the constraints, can be
adjusted. The inputs from finance and cost estimation modules will be loaded into the
interface automatically.

99
Figure 16. A prototype of pricing and planning interface
Figure 17 depicts the inputs, processes, and outputs of the pricing and planning
module.
Figure 17. Inputs, processes and outputs of the pricing and planning module

100
6 SCHEDULING MODULE
The third module of proposed decision support system is scheduling. A
scheduling module, having a production and sales plan as an input, schedules a plan
calculated by a pricing and planning module in each time period. For this purpose, in
addition to scheduling the products on stations, it is necessary to control the progress of
jobs at hand. Hence, there are two main processes in a scheduling module. The first
process is scheduling the tasks, and the second one is controlling the progress of
scheduling and to make corrections if necessary. In this chapter, the inputs, processes,
and outputs of a scheduling module are introduced.
6.1 Inputs
The first set of inputs to a scheduling module, which is the production plan,
comes from the pricing and planning module. In addition to a production plan, the
available times and production specifications--such as flow process charts, machines, and
the skill level of operators--are the other inputs of a scheduling module. These inputs will
be discussed in detail in the following sections.
6.1.1 Inputs from Pricing and Planning Module
The first input of a scheduling module is the production plan generated in a
pricing and planning module. A production plan consists of a product, the number of its
production in a time period, and the length of the period. As an example, if a pricing and
planning module has determined 200 as the number to produce in period , then the
scheduling module will receive this input as a task that needs to be scheduled, while its
release time and deadline are the beginning and ending of period , respectively. Hence,
101 the output of the pricing and planning module will be introduced to the scheduling
module in the form of jobs. Each job has several attributes. These attributes include the
product, number of production, release time, deadline, priority, and the delay between
different stages of production. The delay between production stages is the time that
should pass until an activity can be started after all its predecessors have been scheduled.
6.1.2 Timeline and Working Hours
In order to schedule the tasks, it is necessary to know the working and non-
working hours, break times, and number of working shifts for each day. All these
specifications of a timeline will be called a work profile. A work profile has various
attributes by which time colander and available times can be defined. An example of a
database designed for recording profiles can be found in appendix C. Different working
profiles can be defined for the system and used according to need. In scheduling, only
allowed times obtained from work profiles will be used for calculations. Note that,
although the constraint imposed by work profiles may increase the complexity of
scheduling dramatically, but it is necessary to consider all these constraints in order to
have a realistic scheduling setting.
6.1.3 Machines
Machines are the processing units of scheduling problems by which a product is
processed. In this research, any processing tool is considered to be a machine. A
machine’s performance is an indicator of how reliable that machine is in finishing a job
on time. The performance of a machine in this research is evaluated by using “Overall
Equipment Effectiveness” (OEE). OEE is the lean time that a machine properly works. In

102 calculating the OEE, only the time that a machine is working without being interrupted or
producing defective products is considered. Figure 18 indicates how the OEE can be
calculated after subtracting from the scheduled time the repair and inefficient times plus
the times a machine is producing a defective product. Repair time is the time that a
machine needs immediate attention due to an unexpected stoppage or interruption in the
production process, while inefficient time is the time that a machine loses due to
variations in standard cycle times.
OEE is a very comprehensive measurement criterion in terms of evaluating the
efficiency of production lines (Dal, Tugwell, & Greatbanks, 2000; Godfrey, 2002;
Muchiri & Pintelon, 2008). In this research, OEE will be used to determine and modify
the total numbers of production needed on a machine. As an instance, if 200 units of a
product is to be produced on a machine and the machine’s OEE is 0.9, it makes more
sense to schedule
units for that machine. The extra 22 units are due to the
various inefficiencies that the machine has.
Figure 18. The lean time remains after subtracting the repair and inefficient times plus the amount of time a machine is producing defective products

103
6.1.4 Maintenance
Having the machines as inputs, it is necessary to know the maintenance time
associate with each of them. Maintenance is important because it can make a machine
unavailable for some time intervals, and hence affect the scheduling. A machine may
have various types of maintenance for each of its parts. To track the maintenance times,
all parts of a machine need to be defined and their maintenance time recorded. An
instance of a database designed for tracking the maintenance can be found in appendix D.
6.1.5 Stations
A station involves set machines and operators that altogether work towards
assembling or producing a part or a stage of a product in its production path. Note that a
station can have one or several machines as its content. Definition of a station is
necessary because sometimes it is more convenient to define the stages of production for
a product in the form of stations. Note that each product can have different activities
performed on each station.
6.1.6 Setup Times
Each product may have different warm up or setup times on different stations.
These times can also be dependent on the product that it had just been producing. The
setup times of products on each station is defined in the form a matrix in which each
component corresponding to row and column shows the setup time for changing from
product to product . To formulate the scheduling module more realistically, the setup
time of each product is considered to have two parts, variant and invariant. The variant

104 part can be different depending upon the prior product, while the invariant part is fixed
for each product.
6.1.7 Operators and Skill Levels
Operators and their relative skill levels for producing different products are the
inputs of a scheduling module. For assessing the skill level of each operator in
association with the various activities involved in producing a product, a visual ILUO
method is used. In an ILUO method, the skill level of each operator is categorized in four
categories of I, L, U, and O, in which I is the least and O is the most skilled level
(Graham & Clare, 2007; Handyside, 1997). Note that in an ILUO method the skill level
has different parameters, such as meeting quantity, quality, and safety standards. In the
proposed decision support system, the skill level of each operator is determined by the
user.
6.1.8 Operation Chart
An operation chart (OC) is an essential input for a scheduling module. In an OC,
the production stages of a product, along with the various activities involved and cycle
times, are included. In flow shop and job shop problems, a product is supposed to go
through several stages in a linear fashion to yield a final product. However, in reality, in
producing one unit it is necessary to have a network of stages and stations that altogether
form an OC for a product. In this regard, an OC is similar to the networks used in project
management. Figure 19 depicts a prototype of an OC for a product consisting of six
stages/stations. Each rectangular shape shows a stage or station of production.

105
Figure 19. A prototype of an operation chart consisting of six stages
6.2 Processes
A scheduling module has two main processes. The first process is scheduling the
jobs. A job can be the output of a pricing and planning module, or a single job defined
separately by a user. It is even possible to consider a part of a product’s operation chart as
a job and schedule it. In total, any set of tasks that needs to be scheduled can be
considered as a job. The only constraint is that these tasks need to be related to
production. For instance, scheduling module cannot schedule a maintenance task.
The second process of a scheduling module is controlling how the progress of a
schedule is monitored and, if there is any deviation, how it will be reported to the user.
The control process helps to correct the schedule if necessary, and can also be a great
experience accumulation source by finding possible failure modes of a production line. In
the following sections, scheduling and control processes are explained in more detail.

106
6.2.1 Scheduling
Generally speaking, the goal of scheduling is to arrange and sequence the jobs on
different machines in order to optimize the resources’ consumption (Pinedo, 2012). The
setting considered for a scheduling module of the proposed decision support system is a
general setting in which most of the scheduling problem attributes are present.
In literature, among the standard scheduling problems, flexible job shop problems
are the most complex ones. Flexible job shop problems are a generalization of job shop
problems in which each an operation can be processed by a set of allowed machines.
However, the environment set for a scheduling module is more general compared to a
flexible job shop. In a flexible job shop, each job consists of a chain of operations in
which each operation can be handled on several parallel machines. In the proposed
decision support system, each job has several operations arranged in a network instead of
a chain. Hence, the problem is a combination of project and flexible job shop scheduling.
In addition to the scheduling environment, other attributes of the proposed
scheduling module are also considered to be general as much as possible. The release
dates of jobs are considered to be non-zero, which can increase the complexity of the
problem. Setup times are sequence-dependent, and hence, each sequence of the jobs may
yield a different setup time. Jobs can be broken down into two or more parts. Some parts
of the timeline are blocked, and hence it is not possible to use them in scheduling. A good
example of blocked times are the holidays, where no job should be scheduled.
The objective of scheduling problems is considered to be the minimization of
weighted tardiness, which is one of the most complex objectives in scheduling literature

107 (Pinedo, 2012). This objective is necessary because, after defining the production plan in
a pricing and planning module, the scheduling module has to guarantee that planning
output is feasible in the designated time window. The objective function needs to be
weighted because the system user may set different weights for jobs due to their
importance for customers or any other requirements necessary.
In addition, as mentioned in section 6.1.3, each machine has an effectiveness
measured by the OEE. The OEE of the machines can affect the scheduling problem.
Hence, it is necessary to take the OEE into consideration. For this purpose, the
completion time of each task or operation on a machine cannot be deterministic, and
needs to be treated as a stochastic parameter which is directly related to the OEE. As an
example, if the completion time of a task on a machine is 1 hour in an ideal situation and
the machine’s OEE is 50%, then the processing time needs to be considered a random
variable between 1 to 1.5 hours.
Handling the scheduling problem in a general setting is a very computationally
expensive task, and in a dynamic environment such as a production line, needs to be done
in the shortest possible amount of time. In order to address this problem efficiently, it will
be divided into two parts and treated separately. At the end, the two parts will be
combined again to form a complete solution. The reason for this division is the high
complexity of the proposed scheduling problem and the fact that there is not any unique
procedure for dealing with the problem at hand.
To propose a heuristic algorithm for the proposed scheduling problem, it will be
divided into two parts; dispatching and simulation. In the dispatching phase, the sequence

108 of jobs will be decided. Note that the constraints--such as release tim-- are not considered
in this step. The question answered in this phase is of which job should enter the
production line first. Also, it is assumed that when a job is entered the line it can consume
all the resources necessary without taking the requirements of next job into consideration.
In this regard, the problem will be reduced to a simple travelling salesman problem
(TSP), which can be solved by a good heuristic efficiently. The heuristic used in this
research is the variable neighborhood search (VNS).
In the second phase, after determining the sequence of the jobs, the jobs need to
be scheduled separately. For this purpose, each job needs to be scheduled individually as
well. Since each job is a project with probabilistic task durations, the problem of
scheduling a single job is also a complex problem. For solving this problem, a Monte
Carlo simulation method is used, in which different values are assigned to task durations
based on the OEE of the machines.
Figure 20 shows the general framework of the heuristic used in scheduling
modules for sequencing the jobs. The process of scheduling a single job and the sequence
of the jobs will be explained in the following sections.

109
Figure 20. General framework of the heuristic used in a scheduling module
6.2.1.1 Scheduling One Job
For scheduling a sequence of jobs in the proposed decision support system, it is
necessary to schedule each one of them separately. Each job in the system is presented as
a network of tasks that are related to each other by precedence constraints. From this
perspective, scheduling a job is very similar to assigning resources in project
management problems. For a project to be done on time, it is necessary to control the
critical path’s time and resources. For a product that is considering the operations chart,
the critical path is the set of all the activities that together form the longest path from the
beginning to the end of production. Figure 21 depicts a hypothetical operations chart for a

110 product and its corresponding critical path in red. Each circle shows a station that the
product needs to meet before completion. Although it is necessary to perform all the tasks
to have the product ready, in order to guarantee the timely finish of the product, all the
tasks on the critical path need to be done on time. The red path in Figure 21 is the longest
route from the first to the last station in terms of processing time. In this example, to
finish the project on time, it is necessary to control the times for the tasks 1, 3, 5, and 7.
Figure 21. A product’s operation chart and its critical path
Using the logic of critical path method, it is possible to schedule a job by
assigning the necessary resources to its critical path first. However, due to the stochastic
nature of the processing times, a critical path may not always stay critical. Depending on
the task durations of a product’s operations chart, there may be different critical paths. To
find different possible critical paths, a Monte Carlo simulation is performed. In the
simulation, each time a processing time is assigned to tasks, based upon the average
processing time and OEE of the machine used. Then, the critical path is determined.
Having different possible durations, a task may be part of a potential critical path. The
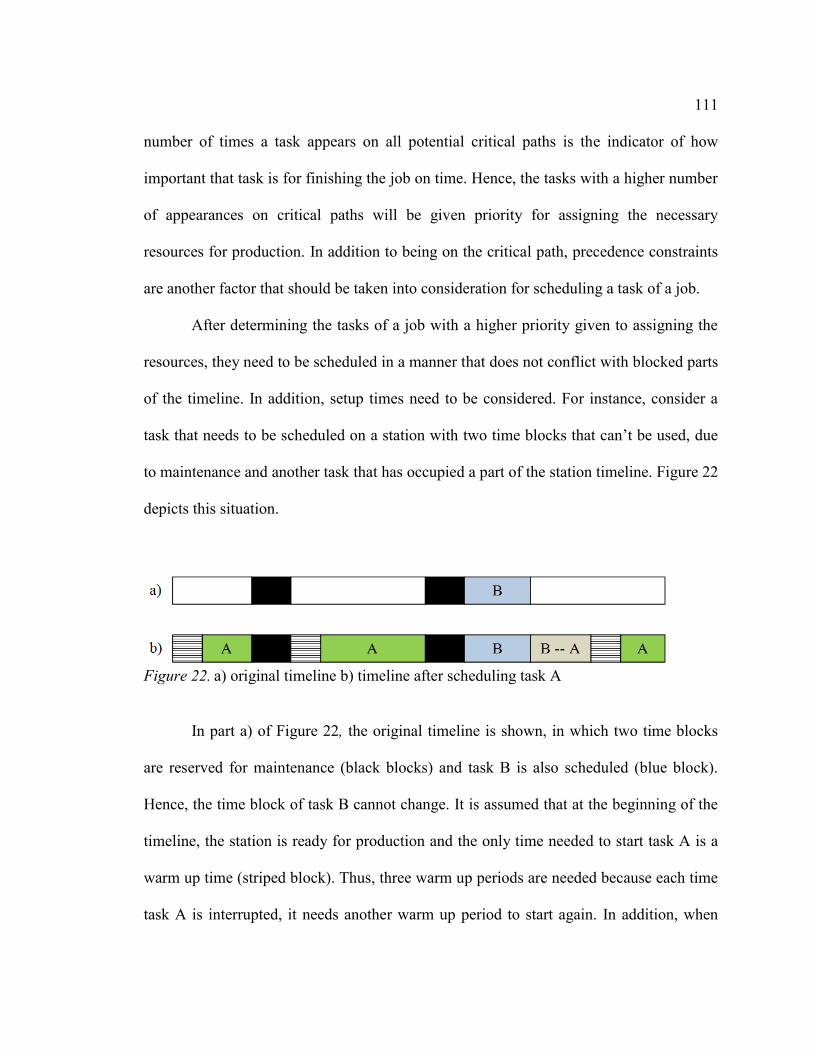
111 number of times a task appears on all potential critical paths is the indicator of how
important that task is for finishing the job on time. Hence, the tasks with a higher number
of appearances on critical paths will be given priority for assigning the necessary
resources for production. In addition to being on the critical path, precedence constraints
are another factor that should be taken into consideration for scheduling a task of a job.
After determining the tasks of a job with a higher priority given to assigning the
resources, they need to be scheduled in a manner that does not conflict with blocked parts
of the timeline. In addition, setup times need to be considered. For instance, consider a
task that needs to be scheduled on a station with two time blocks that can’t be used, due
to maintenance and another task that has occupied a part of the station timeline. Figure 22
depicts this situation.
Figure 22. a) original timeline b) timeline after scheduling task A
In part a) of Figure 22, the original timeline is shown, in which two time blocks
are reserved for maintenance (black blocks) and task B is also scheduled (blue block).
Hence, the time block of task B cannot change. It is assumed that at the beginning of the
timeline, the station is ready for production and the only time needed to start task A is a
warm up time (striped block). Thus, three warm up periods are needed because each time
task A is interrupted, it needs another warm up period to start again. In addition, when
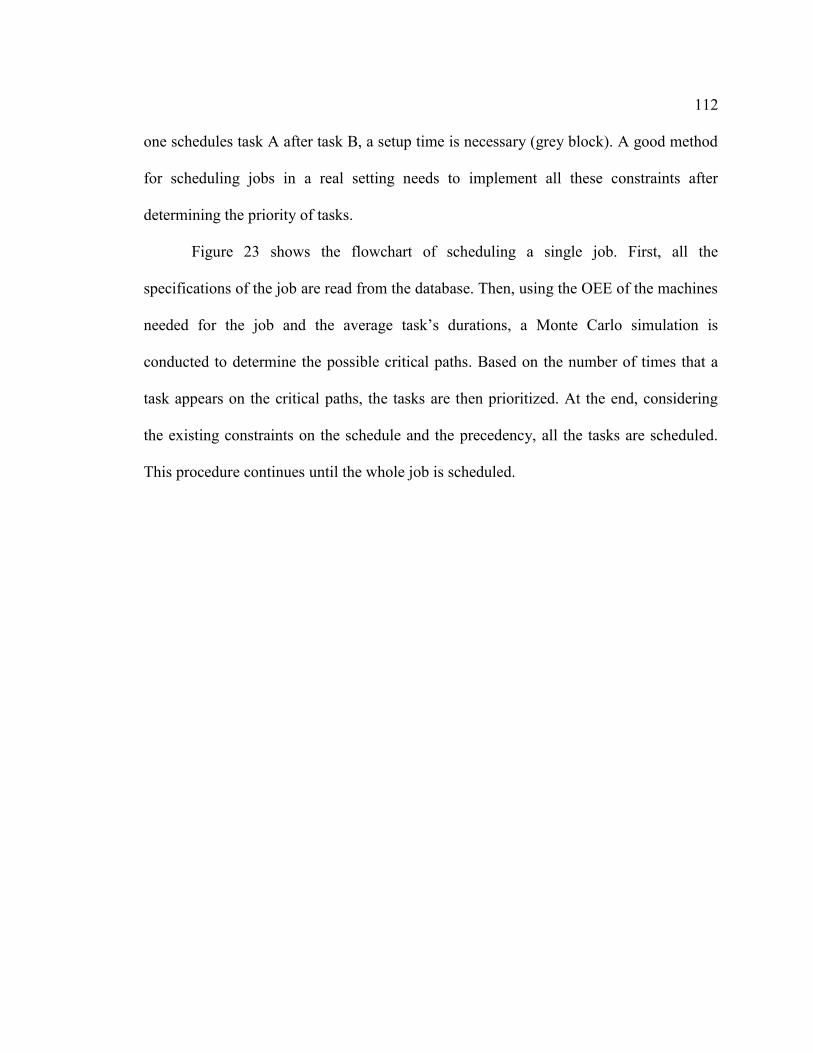
112 one schedules task A after task B, a setup time is necessary (grey block). A good method
for scheduling jobs in a real setting needs to implement all these constraints after
determining the priority of tasks.
Figure 23 shows the flowchart of scheduling a single job. First, all the
specifications of the job are read from the database. Then, using the OEE of the machines
needed for the job and the average task’s durations, a Monte Carlo simulation is
conducted to determine the possible critical paths. Based on the number of times that a
task appears on the critical paths, the tasks are then prioritized. At the end, considering
the existing constraints on the schedule and the precedency, all the tasks are scheduled.
This procedure continues until the whole job is scheduled.

113
Figure 23. Flowchart of scheduling a single job
6.2.1.2 Optimizing Dispatching Rule Using Variable Neighborhood Search
After introducing the procedure for scheduling a single job, it is necessary to
implement all of the jobs in order to minimize the total weighted tardiness. The problem
of determining an optimum sequence for dispatching the jobs into a production line can
be interpreted as a traveling salesman problem (TSP). In TSP, the objective is to find a
Hamiltonian path in a directed or undirected graph so that the sum of weights of the
vertices on the path is minimized. Likewise, in finding the best sequence of jobs, the
objective is to find an ordered set of the jobs that include all of the jobs and, if

114 implemented in that order, minimize the total tardiness. For solving the proposed TSP, a
variable neighborhood search (VNS) is applied.
VNS is a metaheuristic which operates based upon changing the neighborhood
systematically (Hansen & Mladenović, 2003; Mladenović & Hansen, 1997). To explain
VNS, consider an optimization problem of the form { }. Let us
define as the set of neighborhood structures. Hence for a solution ,
there are solutions that are its neighbor and can be reached by the th
neighborhood structure. In basic VNS, first an initial solution s chosen. Then, having
, the neighbors of the generated solution are examined until a local optimum is
reached. In the next step, will be increased by one, and the same procedure is repeated
until a local optimum is reached. This procedure continues until all the predefined
neighbors are examined.
The same procedure can be applied to a sequence of jobs to find a good
dispatching order. For this purpose, four neighborhood structures are defined. The first
neighborhood structure can be explored by swapping two jobs in a sequence. The second
neighborhood structure can be navigated by examining three consecutive jobs in a
sequence and finding the best order for them. Using the same logic, the third and fourth
neighborhood structures are obtained by examining all permutations of four and five
consecutive jobs in a sequence. After reaching a local optimum at the end of each
neighborhood structure search, the next neighborhood structure is initiated.
Figure 24 shows the flowchart of applying VNS to finding the best sequence of
the jobs for scheduling. First, the set of neighborhood structures are defined and a random
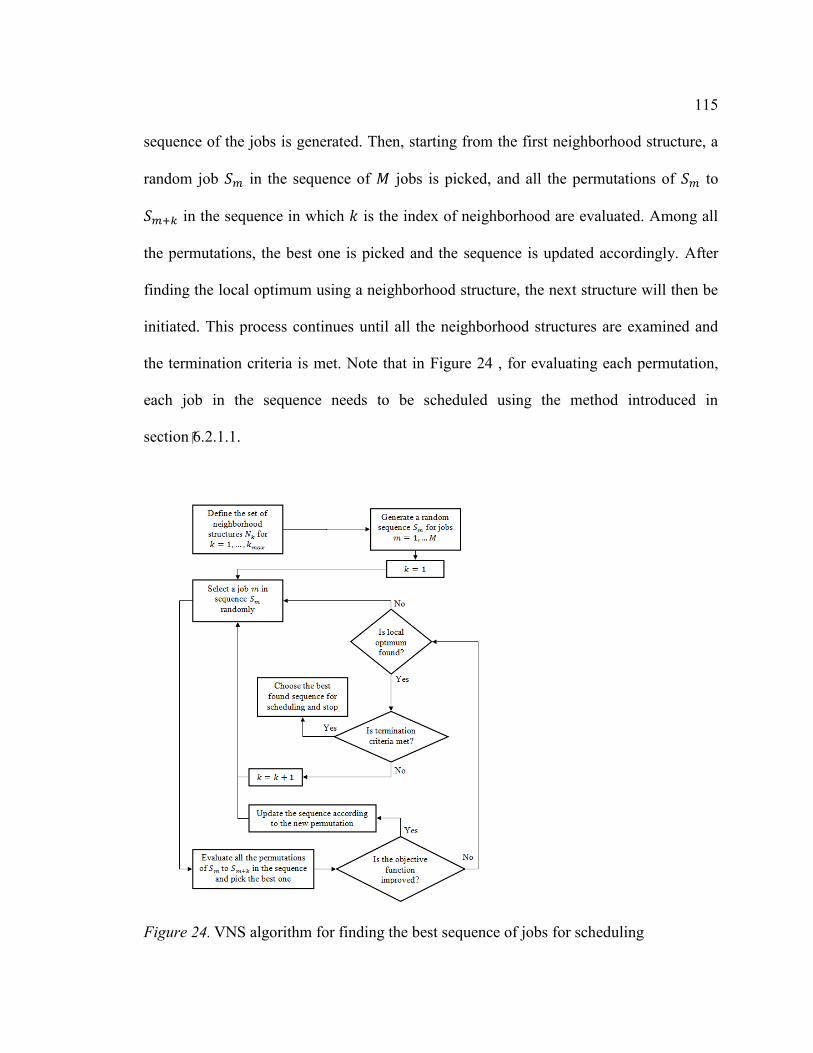
115 sequence of the jobs is generated. Then, starting from the first neighborhood structure, a
random job in the sequence of jobs is picked, and all the permutations of to
in the sequence in which is the index of neighborhood are evaluated. Among all
the permutations, the best one is picked and the sequence is updated accordingly. After
finding the local optimum using a neighborhood structure, the next structure will then be
initiated. This process continues until all the neighborhood structures are examined and
the termination criteria is met. Note that in Figure 24 , for evaluating each permutation,
each job in the sequence needs to be scheduled using the method introduced in
section 6.2.1.1.
Figure 24. VNS algorithm for finding the best sequence of jobs for scheduling

116
6.2.2 Control
The second process of scheduling model is “control”. This process is necessary to
make sure that the schedule is on time, and thus supports the objectives of the pricing and
planning module. The control process has two main parts. In the first part, all the
production interruption causes are recorded, while in the second phase the action plans
taken to remove these causes--along with previous knowledge in the case of the same
interruption--are recorded. To have all this data stored, it is necessary to have a database
capable of storing the data in a format that can be easily accessed.
Production interruptions can be categorized into two parts. The first group of
interruptions are those related to quality issues and production defects. For these
interruptions to be recorded, it is necessary to define the possible defect types for each
product and then, whenever an interruption of this type occurs, the reason and the action
taken are to be stored as possible action plans for future reference.
The method used for identifying and keeping track of problems and their causes is
fishbone diagram. A fishbone diagram helps to find the root cause of a problem without
using numerical and statistical approaches (Bicheno, 1998; Goetsch & Davis, 1994;
Psychogios & Priporas, 2007). In a fishbone diagram, the root cause of each problem is
considered to belong to one of the following categories: method, machine, manpower,
material, measurement, or environment.
In addition to quality problems, other types of production interruptions also need
to be monitored and their related data recorded in the database. These interruptions are
117 those related to issues such as logistics, production processes, operators, and energy
resources.
Figure 25 depicts the domain model of a control process in terms of the
scheduling module. Rectangular shapes are the entities that need to be recorded and
stored in the database. Green parts are related to quality issues, while blue parts are
related to other interruption types. Yellow parts are used for both quality and non-quality
problems. Arrows show the relation of entities to each other. For instance, a product is
connected to production-defect by an arrow, which means that each product can have
several defects related to it. In the same manner, defects are connected to product-defect,
which means that each defect type can affect several products.
One of the entities introduced in Figure 25 is “process”. A process is any kind of
activity that is taking place in production, and may include operators and machines. A
process is a part of a working station in a production line. To explain the concept of
process, consider a production line that produces raincoats. There is a station in the
production line dedicated to producing sleeves, and for sewing a sleeve, two sewing
machines are needed. One sewing machine is used for sewing the front and the other for
the back of the sleeve. In this case, sewing the front of the sleeve is a process that needs a
machine and an operator.
Using the process as a basis for monitoring the production line, it is possible to
control the line to keep the schedule on time. For monitoring the production line, two
indicators can be used--namely, overall equipment effectiveness (OEE) and parts per
million (PPM). OEE was discussed in detail in section 6.1.3. PPM is the number of

118 defective products in a million. The control process of a scheduling module helps to
monitor these two indicators and take quick action when they are not in a defined range.
Both of these indicators can be calculated by the database structure depicted in Figure 25.
Figure 25. Schematic domain model of the database for a control process in terms of the scheduling module
6.3 Design and Outputs of Scheduling Module
As discussed in previous sections, a scheduling module has several inputs,
processes, and outputs. Figure 26 shows the different parts of scheduling module,
including the inputs, processes, and outputs. In the input part, the rectangular shape

119 shows a module of the decision support system which feeds the scheduling module
automatically, while the other inputs are introduced into the system by a user.
The outputs of a scheduling module include a schedule, which will be used by an
inventory module, and two indicators – i.e. OEE and PPM – for monitoring the
performance of the system.
Figure 26. Inputs, processes and outputs of a scheduling module

120
7 INVENTORY MANAGEMENT MODULE
The inventory management module is the last in a series of modules for the
proposed decision support system that makes decisions based upon the outputs of the
finance and cost estimation, pricing and planning, and scheduling modules. This module
coordinates the inventory decisions in such a way as to guarantee the availability of
necessary raw materials for supporting the scheduling module. Thus, the first assumption
for an inventory management module is that no material shortage is allowed. Similar to
other modules, inventory management has a set of inputs, processes, and outputs. In the
remainder of this section, inputs, processes, and outputs of an inventory management
module will be explained.
7.1 Inputs
The inputs to an inventory management module can be divided into two groups.
The first group is those that are originated from other modules, and hence are
automatically generated. The second group is those that need to be defined by the user.
These inputs include a bill of material (BOM), as well as supplier and material
specifications. Although the automated inputs from other modules are generated
automatically, it is possible for them to be modified by the user as well. In the following
sections, these inputs will be explained in detail.
7.1.1 Inputs from Scheduling Module
The first set of inputs to an inventory management module originate from the
scheduling module. Following the decision made by the pricing and planning module, the
scheduling module arranges a sequence of the jobs in a way so as to guarantee the
121 feasibility of the plan. For a schedule to hold and be performed, it is necessary to support
it by the availability of necessary raw material at the proper time and in the proper
amount. The inventory management module receives the schedule as an input and
estimates the raw materials’ consumption based on it.
7.1.2 Inventory Holding Cost
Each raw material has a holding cost that is estimated by the finance and cost
estimation module. In the same manner that the holding cost of products was computed
by the finance and cost estimation module, it is possible to estimate the holding cost of
raw materials. The holding cost of raw materials varies based on their characteristics such
as purchase value, space occupation coefficient, and perishability.
7.1.3 Bill of Material (BOM)
To estimate the raw material consumption using a schedule of jobs, a bill of
material (BOM) is used. BOM is the set of raw material and components as well as their
needed amount for manufacturing a product. BOM is an input that needs to be defined by
the user. It is possible to have several BOMs for a product. However, only one of them is
considered to be active for planning purposes. The active BOM also needs to be defined
by the user.
7.1.4 Suppliers and Material Specifications
In addition to a BOM for each product, the specifications of the needed materials
and the set of suppliers that provide these materials need to be defined. These
specifications include: the ordering cost of a raw material to each supplier; the purchasing
price of a material from different suppliers; the minimum and maximum possible order
122 quantity for each raw material to each supplier; and the space occupation coefficient of
materials.
7.2 Processes
The main process of an inventory management module is to determine which raw
material--in what amount and to which supplier--should be ordered in order for there to
be no interruption in the schedule while minimizing the purchasing, holding, and ordering
costs. The method used for addressing this problem in this research is mathematical
modeling. Note that this problem is defined in a deterministic setting. The reason is that
the demand and a job’s processing time uncertainty is dealt with in the pricing as well as
the planning and scheduling modules. Hence, the inventory management module just
needs to support the strategy advised by the other two modules. In section 7.2.1, the
mathematical model for an inventory management module is proposed, which is the basis
of all decisions made in this module.
7.2.1 Mathematical Model
The following notation is used for modeling the inventory management problem.
Indices:
Material
Periods
Suppliers
Parameters:
Inventory holding cost of Material

123 Cost of ordering material from supplier
Demand of material in period
Purchasing price of material from supplier
Space occupation coefficient of material
Minimum ordering quantity of material to supplier
Maximum ordering quantity of material to supplier
A large number
Decision Variables:
Inventory level of material at the end of period
1 if material is ordered to supplier in period and 0 otherwise
Amount of material ordered to supplier in period
The mathematical model will be as follows:
∑∑
∑∑∑
∑∑∑
(56)
S.t. (57)
∑
(58)
∑
(59)
(60)
124
(61)
(62)
{ } (63)
The objective function minimizes the costs of holding inventory, ordering, and
purchasing. Note that, although shortage cost is a common assumption in inventory
models, since the inventory management module has to support the scheduling module, it
cannot have a shortage. Thus, the shortage cost is not considered for this model.
Constraint (58) is the inventory balance equation. Constraint (59) limits the inventory
level to warehouse capacity. Constraint (60) limits the ordering quantity of each raw
material to a minimum quantity. Constraint (61) makes the ordering quantity 0 if the
respective supplier is not chosen for placing an order. Constraint (62) limits the ordering
quantity to an upper bound, and constraints (63) are non-negativity and binary
constraints.
7.2.2 Solution Methods
In order to solve the proposed mathematical model for the inventory management
module, two methods will be used and compared against each other. The first method is
the exact one in which CPLEX 12.3 is used. The second method is a hybrid of a tabu
search metaheuristic and a Simplex algorithm. In the following sections these two
methods will be explained in detail.
125 7.2.2.1 Exact Solution
To solve the proposed model in an exact way, CPLEX 12.3 is used. Although the
CPLEX obtains the global optimum, due to the large scale of the problem when there are
many types of material or time periods, it becomes very time-consuming to apply CPLEX
to the problem. Hence, it is not possible to use CPLEX in real life cases of the problem.
The CPLEX code of the problem can be found in Appendix E.
7.2.2.2 Hybrid Tabu Search and Simplex Algorithm
Tabu search (TS) is a metaheuristic, which is designed to overcome local search
(LS) methods in escaping local optimums (F. Glover, 1989, 1990, 1997, 2007). Search
space and neighborhood structure are the two main concepts in TS. Search space is the
set of all possible solutions which can be reached in the course of a search. Neighborhood
structure is the type of local transformation that can be applied to a solution in order to
reach a new solution in search space. It is possible to have various neighborhood
structures in a problem.
In TS, while searching for the optimum solution, a tabu list is maintained. A tabu
list is the set of recently performed transformations that, by being repeated, may cause the
set to revisit prior solutions. A move can be tabu up to a certain number of iterations.
However, if a recently performed move can improve the solution considerably, it can be
performed. The criteria by which a recently performed move can be repeated despite
being in a tabu list is called the :aspiration criteria”. A tabu list is also known as short-
term memory (Fred Glover & Kochenberger, 2003).
126
In addition to short-term memory, another type of memory--long-term memory--
is used in TS. Long-term memory memorizes the promising domains of search space, and
helps to find a better starting point whenever the search is restarted.
A TS method will be used for solving the proposed inventory management model.
TS will be applied to the problem in order to determine if material needs to be ordered
to supplier in period or not. Thus, TS will only determine the value of the binary
variable . However, after deciding about the , the amount of material ordered
also needs to be determined. Following the model, if the values for are known, the
model will turn into a simple linear optimization problem that can be solved efficiently
using a Simplex method. In fact, and will the output of the Simplex method.
Thus, a two-stage hybrid algorithm will be used for solving the proposed model in which,
in the first stage, the values of are calculated using a TS algorithm. In the second
stage, the values of are considered fixed, and a Simplex method will be applied to
determine the values of and . The Simplex method used in the solution procedure
is the same as the one used in section 5.2.5.3.
To show how the proposed algorithm can be applied to the problem, the following
notation is used.
{ } Current solution
A part of the solution that shows the set of suppliers chosen
for providing materials in each period
A part of the solution that shows the amount of each

127
material ordered to each supplier for each period
A part of the solution that shows the inventory level of each
material in each period
{ } The best known solution
Objective function of
Neighborhood of
Neighborhood of which is not tabu or is allowed by
aspiration criteria
Figure 27 depicts the flowchart of the proposed hybrid algorithm for solving the
inventory management model.
Figure 27. Flowchart of the hybrid tabu search and Simplex algorithm applied to the inventory management problem

128 7.2.2.3 Verification of Hybrid Algorithm
To verify the solutions obtained using the proposed hybrid algorithm 6 different
test problems are generated. The specifications of the problems are listed in Table 12. For
ordering cost, demand in each period, purchasing cost, space occupation coefficient,
inventory cost and minimum and maximum number of supply units by a supplier a
random number from the intervals [ ], [ ], [ ], [ ], [ ] and [ ] is
generated respectively. In all instances, the warehouse capacity is considered to be 1000
units of space.
Table 12. Six randomly generated test problems for verifying the hybrid algorithm Problem No. of products No. of suppliers No. of periods
1 5 3 5
2 10 3 5
3 10 5 10
4 15 5 10
5 15 10 10
6 20 10 15
Table 13 lists the solution obtained and run time of exact and hybrid algorithms
for 6 artificially generated test problems. For each instance, hybrid algorithm has run 10
times.

129 Table 13. Solution quality and run time of exact and hybrid algorithms for six artificially generated test problems where for each instance the hybrid algorithm has run 10 times
Test
Problems
Exact Method Hybrid Algorithm
Exact solution Time (s) Best Solution Worst Solution Time (s)
1 4221 2.44 4221 4221 0.00
2 5746 3.21 5746 5746 0.00
3 18574 3.43 18574 18574 1.12
4 27356 5.00 27356 27356 1.24
5 32115 4.49 32115 32228 2.07
6 59362 5.00 59396 59462 3.23
As the results show, hybrid algorithm obtains very good solutions in a very short
time comparing to exact method. However, as the dimension of the problem grows the
solution quality of the hybrid algorithm decreases slightly. In total, considering the
dimensions of the real world problems, it seems reasonable to use the hybrid algorithm
for a high quality solution, which can be obtained in short time.
7.3 Design and Outputs of Inventory Management Module
Similar to other modules of the decision support system, the inventory
management module is also defined by a set of inputs and outputs. Figure 28 shows the
inputs and outputs of the inventory management module. The outputs are the material
schedule and supply schedule. The material schedule turns the schedule into a timetable
that specifies at what times different stations should be fed by what types of materials.

130 The supply schedule determines the amount of materials that should be ordered for each
supplier in each time period.
Figure 28. Input and outputs of inventory management module

131
8 EXPERIMENTATION
In this chapter, the process of implementing the proposed decision support system
in a real setting will be explained. For this purpose, a textile and apparel factory has been
chosen. The reason for choosing the textile industry is the volatile and highly fluctuating
demand patterns in this area of commerce. In addition to the seasonal pattern of demand
in the textile industry, the complexity of the production line--in terms of number of
machines, operators, and activities performed--is another reason that it is being chosen as
the test ground. The goal is to show how the proposed decision support system can help
in choosing the best strategy when there are several decisions to be made in an uncertain
environment.
8.1 Introducing the Textile Factory and Shop Floor
The textile factory chosen as the test ground is in the women’s clothes market and
has five production classes, including jackets, raincoats, winter coats, trousers, and shirts.
For each production class, a separate line is set up. Each class has several designs for
each year and new designs are introduced to the shop floor each season. Some of the
classes, such as winter coats and raincoats, are produced in a limited time during the year
and have a highly seasonal demand. The production capacity of these classes is shared
with other products during the low-demand seasons.
In this research, the winter coat line is chosen as a pilot for implementing the
decision support system. The planning period is supposed to start from November 1st,
2014, and consists of four periods. Each period is considered to be one month, and hence,
the planning horizon will be ending on March 1st, 2015. The reason for choosing this time
132 interval is because the company introduces its new winter coats into the market around
the end of November and the demand starts to decline sharply at the end of February. As
the demand decreases, the company has to reduce the prices in order to sell more winter
coats. The coats that remain unsold are not kept for the next year and are sold at a salvage
price. Fashion trends are among the main reasons that prevent a textile company from
stocking its products for the next year.
Although the winter coats have different designs, all of them follow the same
pattern in terms of production and have the same main parts. A winter coat consists of a
“front”, “back”, “sleeve”, “hem”, “lining” and “collar”. Each part of the coat is produced
in a separate station. Hence, the production line has six stations that manufacture the
different parts of coats. In addition to these six stations, there are five more stations called
“support”, “supplementary lining”, “body assembly”, “supplementary 1” and
“supplementary 2”. At the support station, the initial and small parts of a coat--such as
pockets and belts--are produced and sent to the stations where they are needed. In body
assembly, the main parts of the coats are attached together. In supplementary lining, the
coats’ lining is attached to the main body, while in supplementary 1 and 2, the final
touches on producing a coat are done. These preparations mainly include ironing,
covering, and packaging.
To explain the products and production line in more detail, the process of
manufacturing one winter coat as well as the production line configuration will be
described. The product chosen for this purpose is known by the code 832 in the firm. The
first set of activities for manufacturing coat 832 is performed in the support station. For

133 this purpose, different fabric parts, zippers, buttons, and pockets that are cut in the proper
sizes enter the support station. Figure 29 shows the material needed and the activities
involved in the support station for producing coat 832. Dark circles depict the input and
output of the support station in terms of material, while the round-cornered rectangular
shapes show the activities and their time in seconds.
Right upper hem
Right button piece
2
tagging
5
sewing
5
flapping
10
ironing
15
cutting
Right upper hem layer
15
sticking
27
aligning
Ready to use piece
Right hem
20
dressing
Figure 29. The material needed and activities involved in “support” station for producing coat 832
To perform the activities in the support station, a specific number of operators and
machines are needed. Figure 30 shows the standard configuration of the support station,
which is consists of three operators, four sewing machines, one iron table and four tables
for storing the works-in-progress (WIP).

134
20000.00
10000.00
1500
0.00
10000.00
15000.00 15000.00
10000.00
1500
0.00
5000.00 5000.00
1000
0.00
Sewing machine
Sew
ing machine
Sewing machine
Sw
ing machine
Ironing table
Figure 30. Support station standard configuration
In this configuration, two of the operators work with two sewing machines each
and the ironing table is controlled by one operator. The size of station’s equipment and
the space required is shown in the figure.
The output of the support station, in combination with the other material inputs
depicted in Figure 31, compose the inputs to the front station. The front of coat 832 has
two parts, namely the right and left front. These two parts are produced in the front
station.
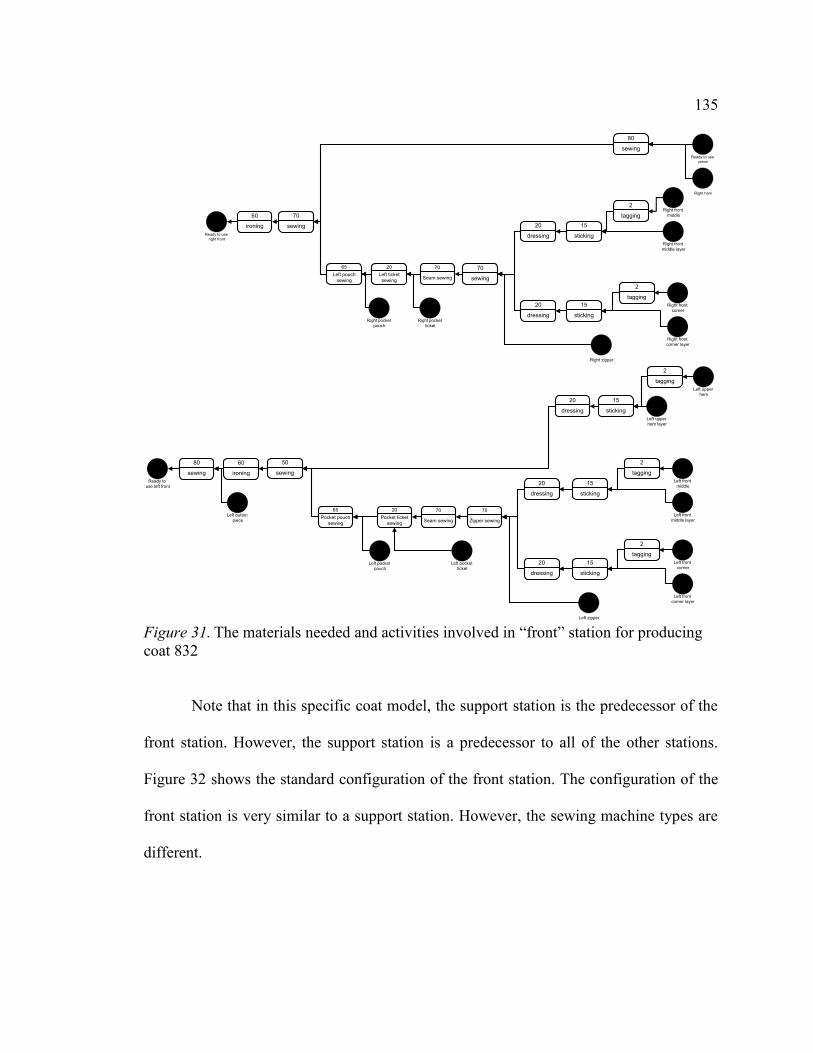
135
Right front middle
Right front middle layer
Right front corner
Right front corner layer
Right zipper
Left upper hem
Left front middle
Left front middle layer
Left front corner
Left front corner layer
Left zipper
Left button piece
2
tagging
2
tagging
15
sticking
15
sticking
70
sewing
Ready to use piece
Right hem
80
sewing
70
sewingReady to use
right front
2
tagging
Left upper hem layer
15
sticking
2
tagging
2
tagging
15
sticking
15
sticking
70
Seam sewing
50
sewing
80
sewingReady to
use left front
60
ironing
60
ironing
20
dressing
20
dressing
20
dressing
20
dressing
20
dressing
70
Seam sewing
70
Zipper sewing
Right pocket ticket
Right pocket pouch
20Left ticket
sewing
65Left pouch
sewing
Left pocket ticket
Left pocket pouch
20Pocket ticket
sewing
65Pocket pouch
sewing
Figure 31. The materials needed and activities involved in “front” station for producing coat 832
Note that in this specific coat model, the support station is the predecessor of the
front station. However, the support station is a predecessor to all of the other stations.
Figure 32 shows the standard configuration of the front station. The configuration of the
front station is very similar to a support station. However, the sewing machine types are
different.
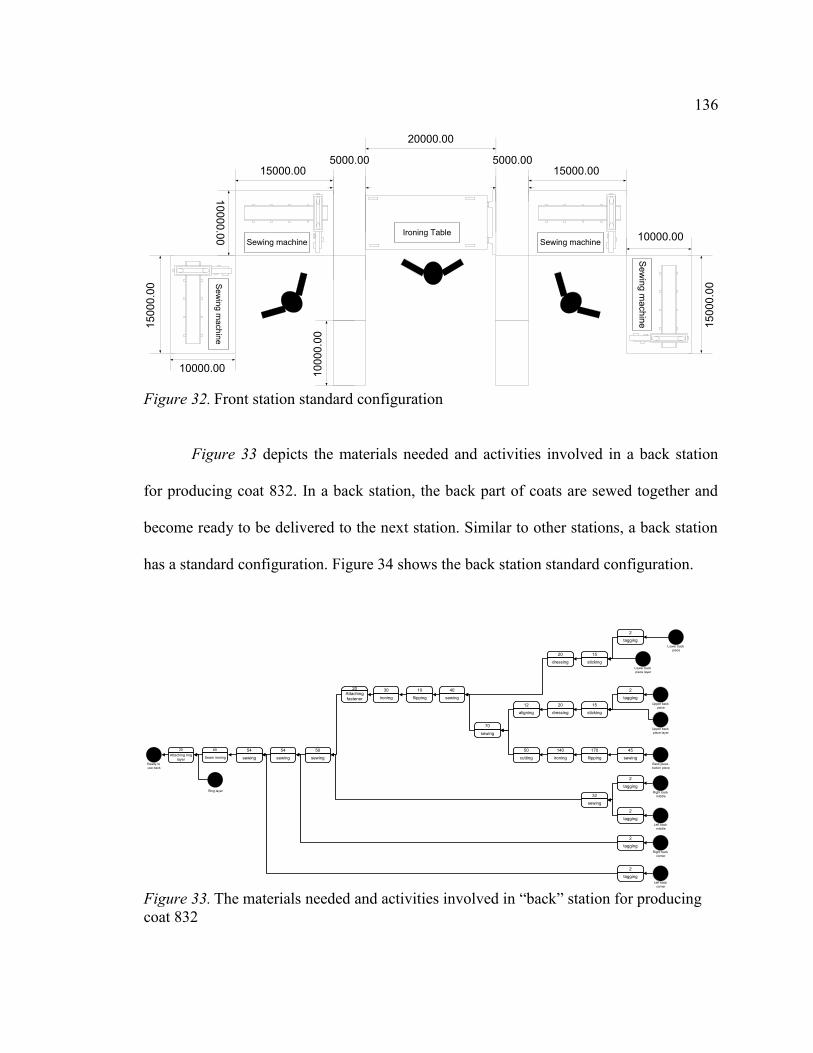
136
20000.00
10000.00
1500
0.00
10000.00
15000.00 15000.00
10000.00
1500
0.00
5000.00 5000.00
1000
0.00
Sewing machineSewing machine
Sew
ing machine
Sew
ing machine
Ironing Table
Figure 32. Front station standard configuration
Figure 33 depicts the materials needed and activities involved in a back station
for producing coat 832. In a back station, the back part of coats are sewed together and
become ready to be delivered to the next station. Similar to other stations, a back station
has a standard configuration. Figure 34 shows the back station standard configuration.
Lower back piece
Lower back piece layer
Upper back piece
Upper back piece layer
Back piece button piece
Right back middle
Left back middle
Right back corner
Left back corner
2
tagging
2
tagging
15
sticking
15
sticking
45
sewing
170
flipping
140
ironing
50
cutting
70
sewing
40
sewing
32
sewing
50
sewing
54
sewing
54
sewingReady to use back
60
Seam ironing
Ring layer
25Attaching ring
layer
2
tagging
2
tagging
2
tagging
2
tagging
20
dressing
20
dressing
12
aligning
10
flipping
30
ironing
20Attaching fastener
Figure 33. The materials needed and activities involved in “back” station for producing coat 832

137
15000.0020
000.
00 1000
0.00
10000.00
5000.00
10000.00
1500
0.00
Sewing machine
Sew
ing
mac
hine
Ironi
ng ta
ble
Figure 34. Back station standard configuration
Figure 35 shows the materials needed and activities involved at a sleeve station
for producing coat 832. The diagram has two separate parts for the right and left sleeves.

138
Right sleeve bigger piece
Right sleeve smaller piece
Right sleeve wrist
Right wrist button piece
Right wrist layer
Right wrist piece
20
sewing
15
sewing
5
flipping
10
ironing
10
cutting
15
alligning70
sewing
25
sewing
25
Seam ironing
30
sticking
25
sewing
20
Seam ironing
Ready to use right sleeve
Left sleeve bigger piece
Left sleeve smaller piece
Left sleeve wrist
Left wrist button piece
Left wrist layer
Left wrist piece
20
sewing
15sewing
5
flipping
10
ironing
10
cutting
15
alligning70
sewing
25
sewing
25
Seam ironing
30
sticking
25
sewing
20
Seam ironing
Ready to use left sleeve
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
Figure 35. The materials needed and activities involved in “sleeve” station for producing coat 832
The configuration of a sleeve station is similar to that of a back station. Figure 36
shows the sleeve station’s standard configuration.
15000.00
2000
0.00 10
000.
00
10000.00
5000.00
10000.00
1500
0.00
Sewing machine
Sew
ing machine
Ironi
ng ta
ble
Figure 36. Standard configuration of sleeve station
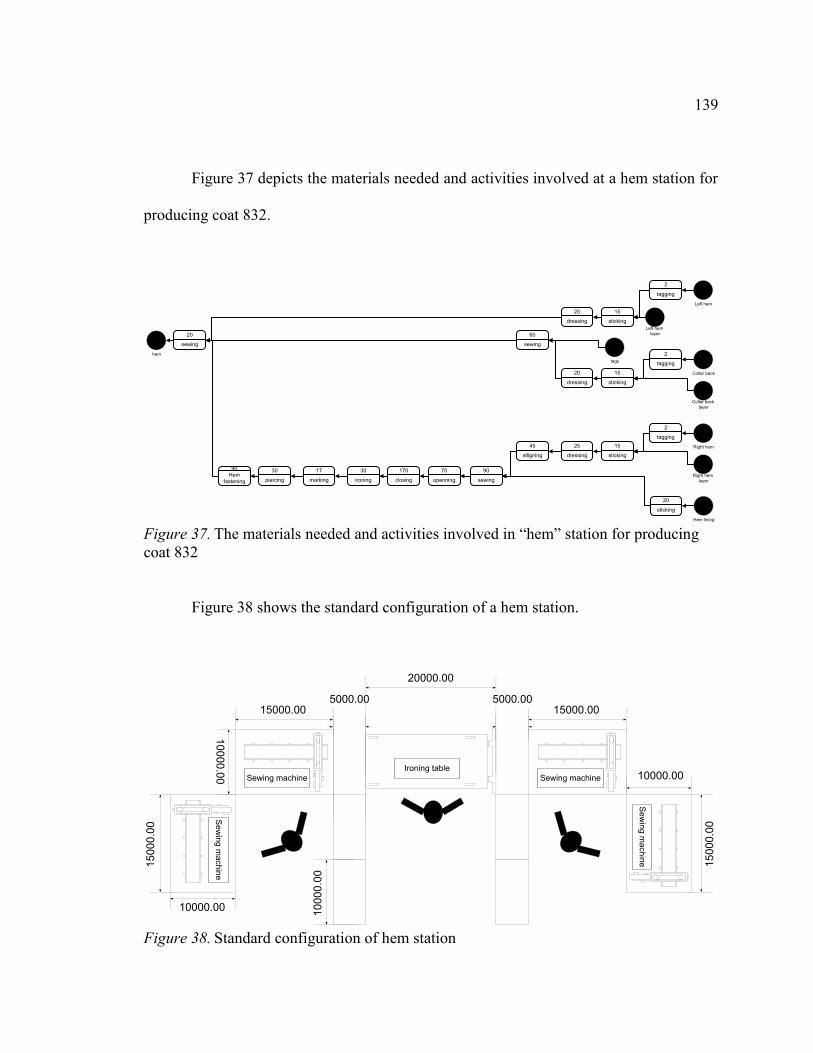
139
Figure 37 depicts the materials needed and activities involved at a hem station for
producing coat 832.
Left hem
Left hem layer
Collar back
Collar back layer
tags
Right hem
Right hem layer
Hem lining
2
tagging
15
sticking
25
dressing
2
tagging
15
sticking
20
dressing
60
sewing
2
tagging15
sticking
25
dressing
45
alligning
90
sewing
70
openning
170
closing
30
ironing
17
marking
30
piercing
20
sewing
hem
20
sticking
90Hem
fastening
Figure 37. The materials needed and activities involved in “hem” station for producing coat 832
Figure 38 shows the standard configuration of a hem station.
20000.00
10000.00
1500
0.00
10000.00
15000.00 15000.00
10000.00
1500
0.00
5000.00 5000.00
1000
0.00
Sewing machine
Sew
ing machine
Sew
ing machine
Sewing machineIroning table
Figure 38. Standard configuration of hem station
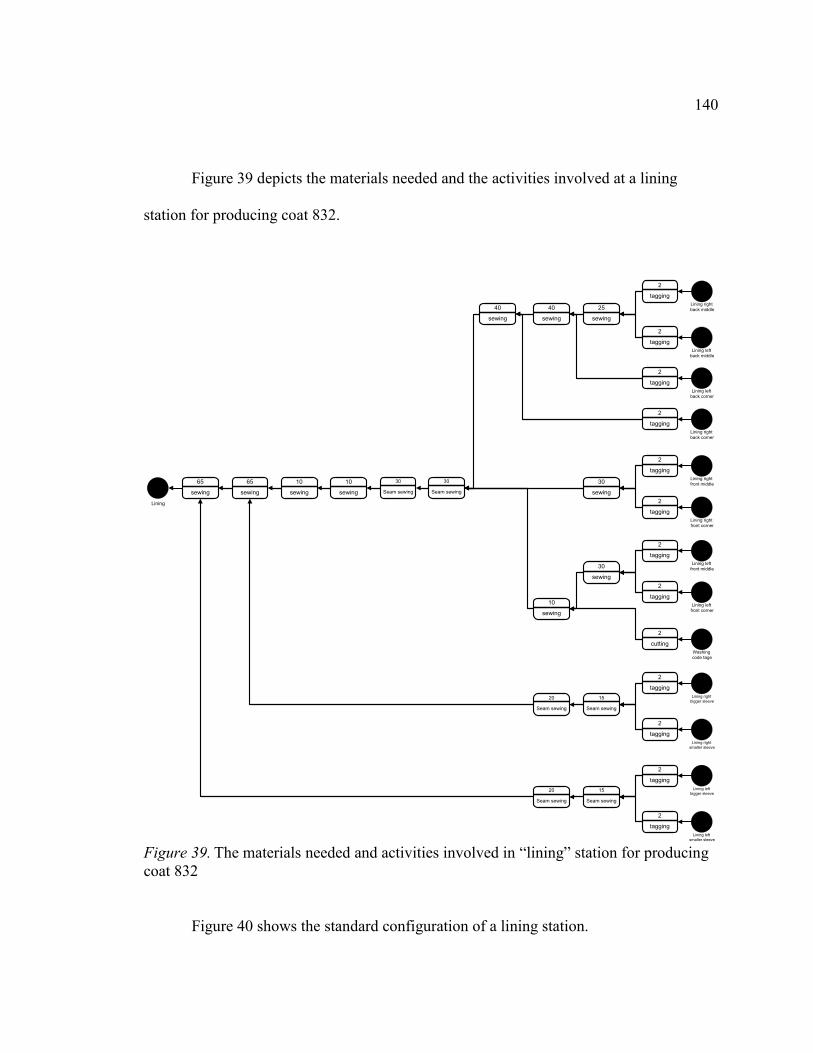
140
Figure 39 depicts the materials needed and the activities involved at a lining
station for producing coat 832.
Lining right back middle
Lining left back middle
Lining left back corner
Lining right back corner
Lining right front middle
Lining right front corner
Lining left front middle
Lining left front corner
Washing code tage
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
2
tagging
25
sewing
40
sewing
40
sewing
30
sewing
30
sewing
10
sewing
30
Seam sewing
30
Seam sewing
10
sewing
10
sewing
Lining right bigger sleeve
Lining right smaller sleeve
Lining left bigger sleeve
Lining left smaller sleeve
2
tagging
2
tagging
2
tagging
2
tagging
15
Seam sewing
20
Seam sewing
20
Seam sewing
15
Seam sewing
65
sewing
65
sewing
Lining
2
cutting
Figure 39. The materials needed and activities involved in “lining” station for producing coat 832
Figure 40 shows the standard configuration of a lining station.
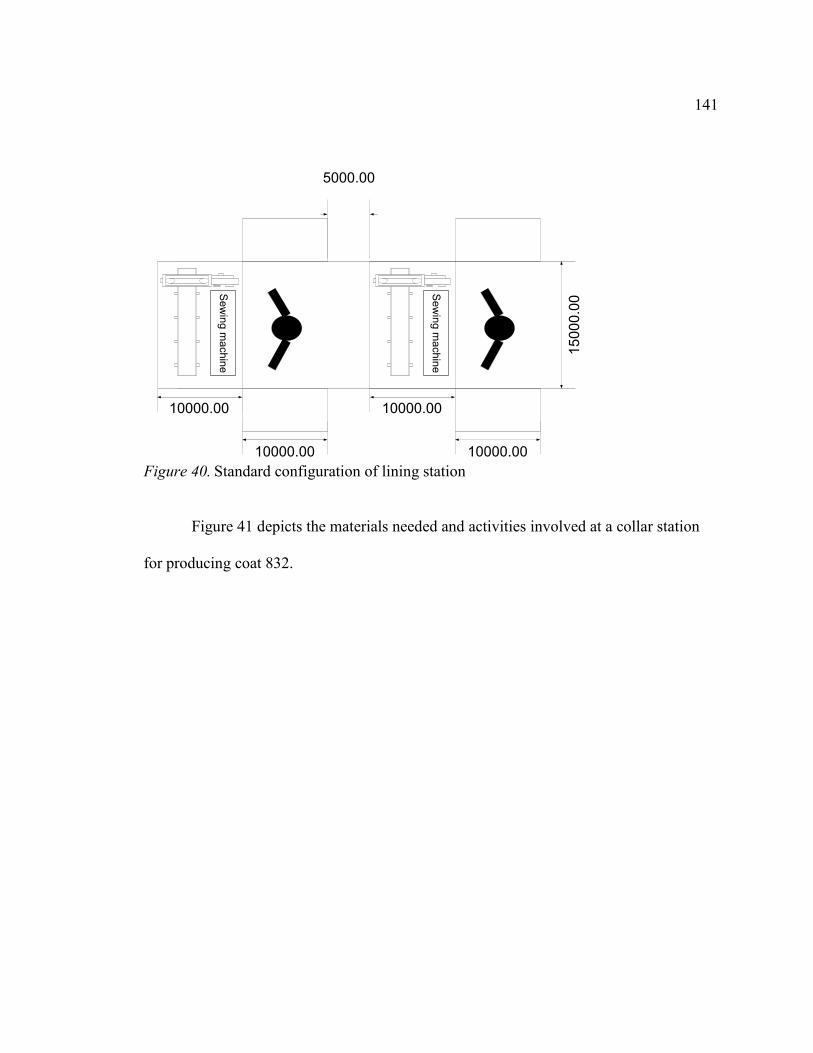
141
10000.00
10000.00
10000.00
10000.00
1500
0.00
5000.00
Sew
ing machine
Sew
ing machine
Figure 40. Standard configuration of lining station
Figure 41 depicts the materials needed and activities involved at a collar station
for producing coat 832.

142
Upper collar
Upper collar layer
Upper collar edge
Upper collar edge layer
2
tagging
15
sticking
2
tagging
15
sticking
20
dressing
20
dressing
35
sewing
60
ironing
Lower collar
Lower collar layer
Lower collar edge
Lower collar edge layer
2
tagging
15
sticking
2
tagging
15
sticking
20
dressing
20
dressing
35
sewing
20
aligning
30
aligning
30
aligning
20
aligning
collar
70
sewing
10
ironing
10
ironing
35
dressing
15
flipping
Figure 41. The materials needed and activities involved in “collar” station for producing coat 832
Figure 42 depicts the standard configuration of a collar station.
15000.00
2000
0.00 10
000.
00
10000.00
5000.00
10000.00
1500
0.00
Sewing machine
Sew
ing machine
Ironi
ng ta
ble
Figure 42. Standard configuration of collar station

143
Figure 43 shows the materials needed and activities involved at a body assembly
station for producing coat 832. At a body assembly station the main parts of the coat are
sewed together.
layer
Ready to use right front
Ready to use left front
Ready to use back
50
Seam sewing
50
Seam sewing
10
sewing
10
sewing
70
ironing
40
sticking
Right sleeveLeft sleeve
40
sewing
65
sewing
65
sewing
foamfoam
80
sewing
70
sewing
Body
Figure 43. The materials needed and activities involved in “body assembly” station for producing coat 832
Figure 44 depicts the standard configuration of a body assembly station.
20000.00
10000.00
1500
0.00
10000.00
15000.00 15000.00
10000.00
1500
0.00
5000.00 5000.00
1000
0.00
Sewing machine Sewing machine
Sew
ing machine
Sew
ing machine
Ironing table
Figure 44. Standard configuration of body assembly station
Figure 45 shows the materials needed and activities involved at a supplementary
lining station for producing coat 832.

144
Hem
Lining
185
sewing
60
aewing
140
ironingComplete
Lining
Figure 45. The materials needed and activities involved in “supplementary lining” station for producing coat 832
Figure 46 depicts the standard configuration of a supplementary lining station.
15000.00
2000
0.00 10
000.
00
10000.00
5000.00
10000.00
1500
0.00
Sewing machine
Sew
ing machine
Ironi
ng ta
ble
Figure 46. Standard configuration of supplementary lining station
Figure 47 shows the materials needed and activities involved at “supplementary
1” station for producing coat 832.

145
Body
Complete lining
45
aligning
170
sewing
180
dressing
120
Seam sewing
60
sewing
45
sewing
45
sewing
65
sewing
130
flipping
250
ironing
Collar
260
sewing
30
sewing
30
tucking
90
ironing
130
sewing
35
sewing
150
Button sewingSemi
finished good
Figure 47. The materials needed and activities involved in “supplementary 1” station for producing coat 832
Figure 48 shows the standard configuration of a supplementary 1 station. Note
that at a supplementary 1 station that is performing ironing activities, two operators are
needed.
20000.00
1000
0.00
15000.00
10000.0015
000.
00
10000.00
15000.00
1000
0.00
15000.00
1500
0.00
Sewing machine
Sewing machine
Sewing machineSewing machine
Sew
ing
mac
hine
Sew
ing
mac
hine
Ironing table
Figure 48. Standard configuration of a supplementary 1 station
Figure 49 shows the materials needed and activities involved at a “supplementary
2” station for producing coat 832. Note that one of the activities depicted in Figure 49 is
shown in a diamond form, which is a control activity. Although the quality of the
products is monitored throughout the entire production line, since this specific control
activity is performed by the operators of the shop floor, it is included in the diagram.

146
25
alining
15
piercing
200
sewingControl
240
60
ironing
480
ironing
30
buttoning
15
Tag hanging
55
Covering
360
BlowingSemi finished
goodCoat 832 Figure 49. The materials needed and activities involved in “supplementary 2” station for producing coat 832
Figure 50 depicts the standard configuration of a supplementary 2 station.
20000.00 15000.00
1500
0.00
20000.00
10000.00
Sewing machine
Mannequin iron
Covering table Covering table
Ironing table
Figure 50. Standard configuration of supplementary 2 station
The shop floor stations are designed flexibly and can adapt to new product
requirements. In addition, it is possible to adjust the production capacity by adding or
reducing the number of operators at each station. However, due to human resource
constraints, only 32 operators can be assigned to the production line. Figure 51 shows the
overall shop floor layout and arrangement of stations.
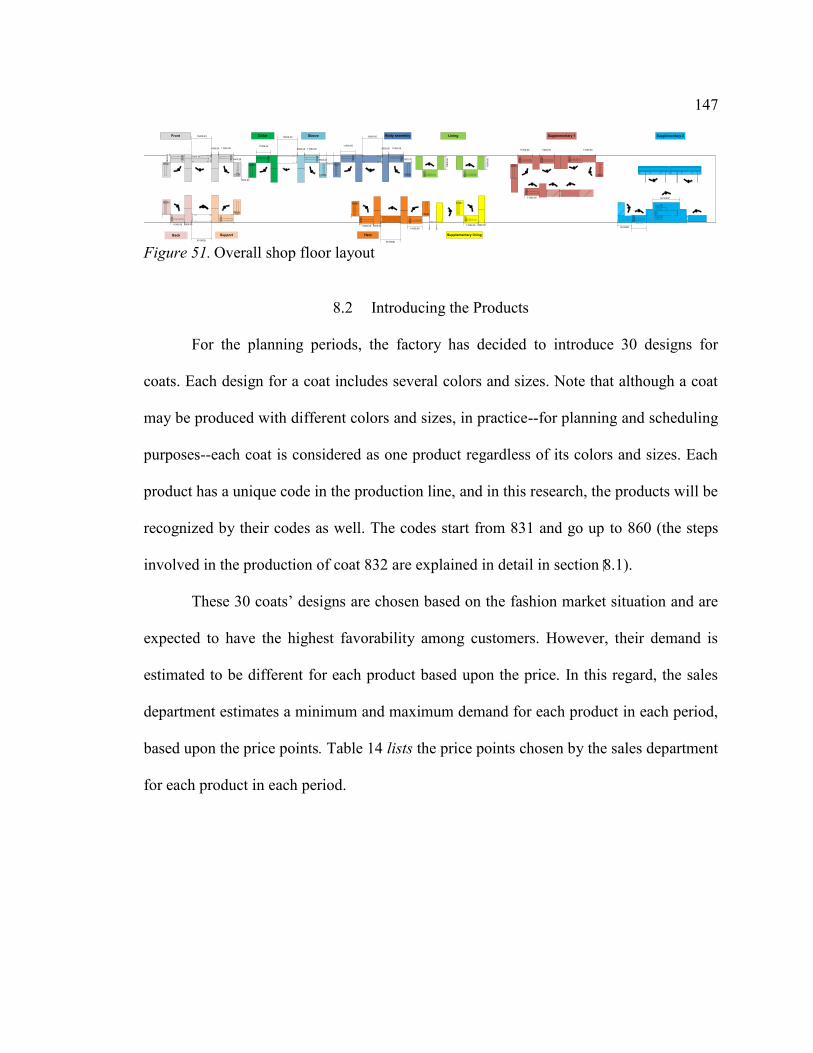
147
15000.00
5503.20
5000.00
20000.08
5000.00
5000.00
1000
0.00
5000.00
20000.00
10000.00
11000.00
5503
.20
5503.20
5000.0011000.00
5503
.20
15000.00
5503.20
5000.00 11000.00
15000.00
11000.00
5503.20
5000.00 11000.00
15000.00
11000.00
5000.00
5503.20
5000.0011000.00
15000.00
11000.00
1000
0.00
5000.0011000.00
11000.00
11000.00 11000.00 11000.00
11000.00
Front
Back Support
SleeveCollar
Hem
LiningBody assembly
Supplementary lining
Supplementary 2Supplementary 1
Figure 51. Overall shop floor layout
8.2 Introducing the Products
For the planning periods, the factory has decided to introduce 30 designs for
coats. Each design for a coat includes several colors and sizes. Note that although a coat
may be produced with different colors and sizes, in practice--for planning and scheduling
purposes--each coat is considered as one product regardless of its colors and sizes. Each
product has a unique code in the production line, and in this research, the products will be
recognized by their codes as well. The codes start from 831 and go up to 860 (the steps
involved in the production of coat 832 are explained in detail in section 8.1).
These 30 coats’ designs are chosen based on the fashion market situation and are
expected to have the highest favorability among customers. However, their demand is
estimated to be different for each product based upon the price. In this regard, the sales
department estimates a minimum and maximum demand for each product in each period,
based upon the price points. Table 14 lists the price points chosen by the sales department
for each product in each period.
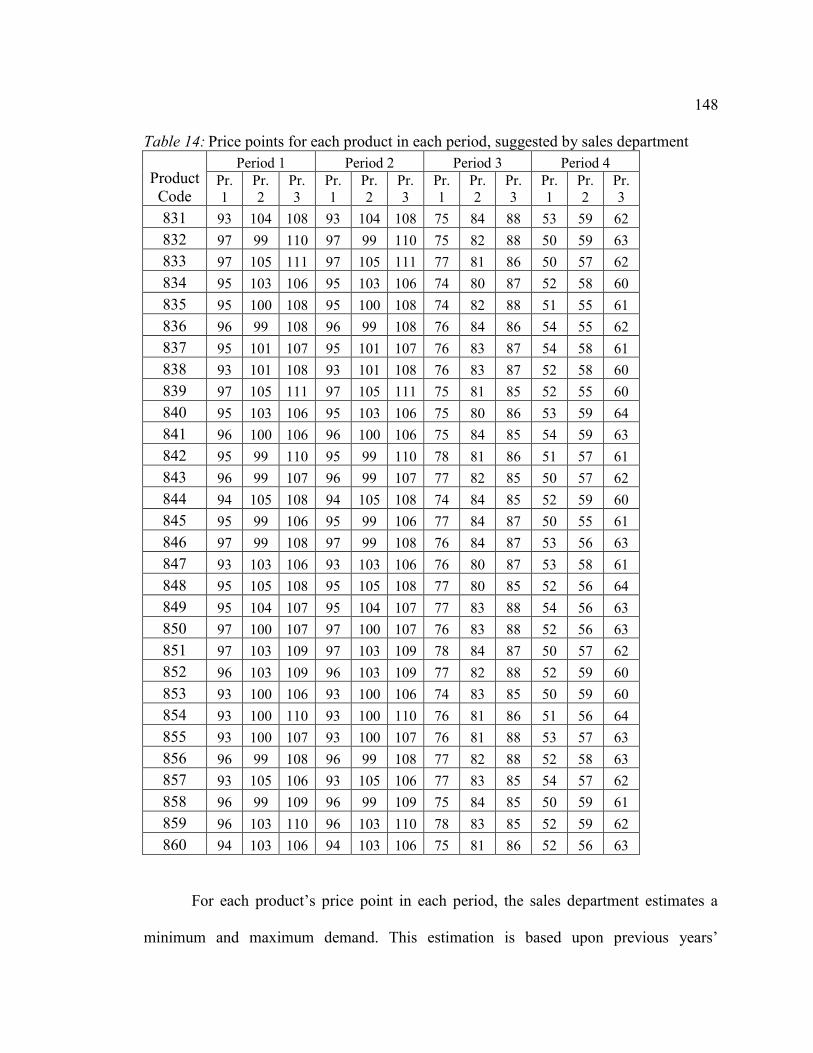
148 Table 14: Price points for each product in each period, suggested by sales department
Product Code
Period 1 Period 2 Period 3 Period 4 Pr. 1
Pr. 2
Pr. 3
Pr. 1
Pr. 2
Pr. 3
Pr. 1
Pr. 2
Pr. 3
Pr. 1
Pr. 2
Pr. 3
831 93 104 108 93 104 108 75 84 88 53 59 62 832 97 99 110 97 99 110 75 82 88 50 59 63 833 97 105 111 97 105 111 77 81 86 50 57 62 834 95 103 106 95 103 106 74 80 87 52 58 60 835 95 100 108 95 100 108 74 82 88 51 55 61 836 96 99 108 96 99 108 76 84 86 54 55 62 837 95 101 107 95 101 107 76 83 87 54 58 61 838 93 101 108 93 101 108 76 83 87 52 58 60 839 97 105 111 97 105 111 75 81 85 52 55 60 840 95 103 106 95 103 106 75 80 86 53 59 64 841 96 100 106 96 100 106 75 84 85 54 59 63 842 95 99 110 95 99 110 78 81 86 51 57 61 843 96 99 107 96 99 107 77 82 85 50 57 62 844 94 105 108 94 105 108 74 84 85 52 59 60 845 95 99 106 95 99 106 77 84 87 50 55 61 846 97 99 108 97 99 108 76 84 87 53 56 63 847 93 103 106 93 103 106 76 80 87 53 58 61 848 95 105 108 95 105 108 77 80 85 52 56 64 849 95 104 107 95 104 107 77 83 88 54 56 63 850 97 100 107 97 100 107 76 83 88 52 56 63 851 97 103 109 97 103 109 78 84 87 50 57 62 852 96 103 109 96 103 109 77 82 88 52 59 60 853 93 100 106 93 100 106 74 83 85 50 59 60 854 93 100 110 93 100 110 76 81 86 51 56 64 855 93 100 107 93 100 107 76 81 88 53 57 63 856 96 99 108 96 99 108 77 82 88 52 58 63 857 93 105 106 93 105 106 77 83 85 54 57 62 858 96 99 109 96 99 109 75 84 85 50 59 61 859 96 103 110 96 103 110 78 83 85 52 59 62 860 94 103 106 94 103 106 75 81 86 52 56 63
For each product’s price point in each period, the sales department estimates a
minimum and maximum demand. This estimation is based upon previous years’
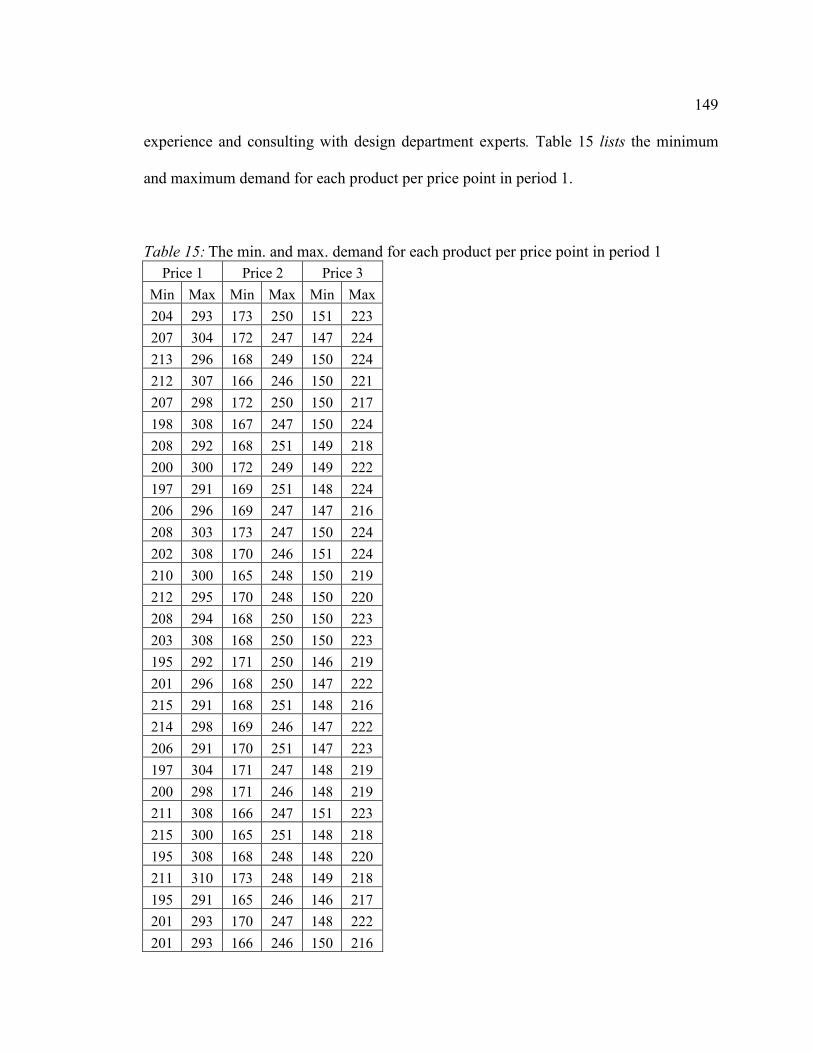
149 experience and consulting with design department experts. Table 15 lists the minimum
and maximum demand for each product per price point in period 1.
Table 15: The min. and max. demand for each product per price point in period 1
Price 1 Price 2 Price 3 Min Max Min Max Min Max 204 293 173 250 151 223 207 304 172 247 147 224 213 296 168 249 150 224 212 307 166 246 150 221 207 298 172 250 150 217 198 308 167 247 150 224 208 292 168 251 149 218 200 300 172 249 149 222 197 291 169 251 148 224 206 296 169 247 147 216 208 303 173 247 150 224 202 308 170 246 151 224 210 300 165 248 150 219 212 295 170 248 150 220 208 294 168 250 150 223 203 308 168 250 150 223 195 292 171 250 146 219 201 296 168 250 147 222 215 291 168 251 148 216 214 298 169 246 147 222 206 291 170 251 147 223 197 304 171 247 148 219 200 298 171 246 148 219 211 308 166 247 151 223 215 300 165 251 148 218 195 308 168 248 148 220 211 310 173 248 149 218 195 291 165 246 146 217 201 293 170 247 148 222 201 293 166 246 150 216

150
Table 16 lists the minimum and maximum demand for each product per price point
in period 2.
Table 16: The min. and max. demand for each product per price point in period 2
Price 1 Price 2 Price 3 Min Max Min Max Min Max 240 459 205 341 188 290 248 444 191 338 182 291 252 445 185 347 186 292 259 430 201 355 176 284 244 456 200 354 188 286 260 448 207 351 186 288 252 453 186 337 185 293 243 446 206 350 179 281 241 456 199 348 174 303 249 435 203 352 173 298 256 448 206 351 178 283 241 441 191 356 184 294 243 436 199 350 180 289 251 452 187 349 177 292 248 444 208 352 184 284 258 443 196 344 183 288 243 458 199 357 186 304 256 447 195 354 183 293 249 448 205 342 177 283 246 447 186 338 188 295 252 450 207 350 188 284 253 460 195 349 187 291 256 446 182 347 176 282 242 449 183 337 180 295 247 444 192 356 174 288 242 446 181 337 185 291 254 432 195 349 182 297 240 460 205 342 176 305 253 451 181 335 187 305 260 433 208 338 182 288

151
Table 17 lists the minimum and maximum demand for each product per price
point in period 3.
Table 17: The min. and max. demand for each product per price point in period 3
Price 1 Price 2 Price 3 Min Max Min Max Min Max 249 347 185 246 168 232 251 351 177 248 175 224 251 355 183 249 167 235 248 348 177 249 177 222 249 347 181 252 169 235 251 345 185 252 177 224 248 355 177 247 172 226 252 352 180 251 177 227 247 352 186 249 168 237 252 345 180 247 171 224 250 347 185 248 168 224 253 345 182 251 174 221 253 356 184 252 167 224 252 348 178 252 176 230 252 352 184 247 167 236 252 356 186 252 168 225 252 346 178 247 171 237 250 343 184 248 168 224 248 345 186 246 166 227 252 342 186 249 166 237 253 343 181 250 176 230 247 347 182 252 166 231 248 348 185 251 177 221 248 355 185 252 175 234 249 348 182 251 167 224 247 343 179 247 166 237 249 354 182 250 168 232 252 349 178 248 171 225 253 344 186 247 168 224 253 352 179 252 173 224

152
Table 18 lists the minimum and maximum demand for each product per price
point in period 4.
Table 18: The min. and max. demand for each product per price point in period 4
Price 1 Price 2 Price 3 Min Max Min Max Min Max 101 176 80 137 46 77 99 169 83 126 52 71
100 174 82 130 46 71 103 169 79 132 54 81 104 172 83 127 53 76 97 173 75 124 49 75
100 175 81 133 50 71 97 175 85 134 51 74
100 175 78 125 45 76 101 174 75 126 45 74 96 170 76 128 44 78
102 169 85 126 45 71 103 173 81 124 48 82 95 172 78 131 54 79 99 175 81 125 49 72
103 167 84 127 46 72 104 166 85 129 49 75 96 168 84 136 47 74
104 171 78 137 45 81 97 176 78 133 45 78 98 170 79 136 52 77 96 176 77 134 47 71
102 169 82 127 48 76 103 167 75 137 45 71 96 168 80 137 46 81
101 167 81 132 51 71 104 167 81 133 50 77 100 168 75 132 48 79 100 166 83 135 45 71 104 170 75 134 45 80

153
8.3 Estimating the Costs and Resource Constraints
Using the method described for cost estimation in section 4, production,
inventory, and lost sale costs are then estimated. Table 19 lists the estimated costs.
Note that, due to the geometrical similarity of the coats, their inventory cost is
estimated to be the same ($2 per item per period). Considering the same logic, each coat
occupies one single space in the warehouse and hence, the space consumption coefficient
for all of the coats is 1.
The coat's factory warehouse has enough capacity for stocking 5000 coats.
Considering that each station in the production line is designed to deliver output in a
maximum of 5 minutes and there are 10 working hours per day, the production capacity
is 120 items per day. Hence, with 25 working days in a month, the monthly production
capacity is products. The management can assign budget for
production of a total 15000 coats, considering the average production costs. Hence, the
budget constraint is not expected to be active in the planning model.

154 Table 19: Estimated production, inventory, and lost sale costs for products
Product Code
Production Cost
Inventory Cost
Lost Sale Cost
831 43 2 11 832 43 2 11 833 49 2 9 834 49 2 9 835 48 2 9 836 41 2 11 837 47 2 10 838 41 2 11 839 46 2 10 840 50 2 9 841 50 2 9 842 43 2 11 843 40 2 11 844 44 2 10 845 41 2 11 846 41 2 11 847 48 2 9 848 40 2 11 849 46 2 10 850 41 2 11 851 44 2 10 852 44 2 10 853 44 2 10 854 43 2 11 855 49 2 9 856 45 2 10 857 40 2 11 858 42 2 11 859 49 2 9 860 41 2 11

155
8.4 Pricing, Planning and Price of Robustness
Based on the data introduced in sections 8.2 and 8.3, the first step in
implementing the decision support system is to calculate the prices and then plan for the
horizon. Using the mathematical model and technique introduced in section 5, the
problem is solved using CPLEX software that yields the exact solution and the proposed
unconscious search where the uncertainty budget parameter is zero, i.e. . Note that
when , all the demands are considered to be exact, and hence no uncertainty is
considered in the problem.
CPLEX takes more than 11 minutes and terminates the solving procedure due to
an out-of-memory error. However, unconscious search (US) finds a good solution in less
than 10 seconds. Note that the memory of the computer used for this research is 12.0 GB,
and the processor has a core i7 3.40 GHz.
The value of the objective function obtained by US, which is the maximized profit
by a pricing and planning agent, is equal to $482,978. Table 20 lists the prices obtained
by the pricing and planning module for each period. For the first three periods, all the
prices are chosen to be at the highest possible. However, as the demand decreases in the
last period, most of the prices chosen are less than the highest possible. This trend tends
to go well with intuition.
Table 21 list the production plan for each product in each period. Some products
are planned to be produced in specific periods. However, this trend does not apply to the
last period, where all the products are placed in the production plan. The reason may be

156 that, as the demand falls, the profit margin of all the products gets closer to each other,
and hence, it is profitable to produce all products.
Table 20: Prices obtained by pricing and planning module for each period ($)
Product Period
1 Period
2 Period
3 Period
4 831 108 108 88 59 832 110 110 88 59 833 111 111 86 62 834 106 106 87 58 835 108 108 88 61 836 108 108 86 54 837 107 107 87 58 838 108 108 87 58 839 111 111 85 60 840 106 106 86 64 841 106 106 85 59 842 110 110 86 57 843 107 107 85 57 844 108 108 85 59 845 106 106 87 55 846 108 108 87 56 847 106 106 87 58 848 108 108 85 56 849 107 107 88 63 850 107 107 88 56 851 109 109 87 57 852 109 109 88 59 853 106 106 85 59 854 110 110 86 56 855 107 107 88 63 856 108 108 88 58 857 106 106 85 54 858 109 109 85 59 859 110 110 85 59 860 106 106 86 56

157
Table 21: Production plan obtained by pricing and planning module
Product Period 1
Period 2
Period 3
Period 4
831 187 153 200 109 832 186 237 200 105 833 0 0 0 59 834 0 0 0 106 835 0 0 0 65 836 187 237 201 135 837 0 0 0 107 838 186 230 202 110 839 32 0 0 61 840 0 0 0 60 841 0 0 0 102 842 188 239 198 106 843 185 235 196 103 844 0 0 0 105 845 187 234 202 103 846 187 236 197 106 847 0 0 0 107 848 185 238 196 110 849 0 0 0 63 850 185 242 202 106 851 185 0 5 108 852 184 0 199 106 853 0 0 0 105 854 187 238 205 106 855 0 0 0 64 856 0 0 0 107 857 184 240 200 136 858 182 241 198 104 859 0 0 0 109 860 183 0 199 105

158
Due to inventory costs, the plan obtained by the pricing and planning module is
arranged in a way to keep zero inventory at the end of the month. Thus, the sales plan is
expected to be similar to the production plan.
One interesting aspect of the pricing and planning module’s output is the ability to
calculate the increased profit due to the increased capacity. In other words, it is possible
to ask how much the profit could be increased by increasing the production capacity.
Answering this question can help management to understand and calculate the most
profitable amount of investment in production utilities and machines.
To obtain the relationship between capacity and profit, the pricing and planning
module has calculated the profit taking into account the different production capacities.
Figure 52 depicts the relationship between production capacity and profit. As is expected,
by increasing the production capacity, the profit increases. However, the amount by
which the profit is increased has a decaying slope until it reaches the zero point, when
production capacity is approximately 11000.
Figure 52. Increase in profit as the production capacity increases
0200000400000600000800000
100000012000001400000
0 2000 4000 6000 8000 10000 12000 14000
Prof
it
Production Capacity (per period)

159
To consider the demands associated with prices in an uncertain setting, the
uncertainty budget parameter needs to be greater than zero, i.e. . In this case,
although the uncertain demand has been taken into consideration, the optimum solution
will be decreased. The difference between the exact problem optimum value and the
uncertain problem optimum solution is the price of robustness. From a managerial point
of view, the price of robustness is the cost that the system accepts in order to handle the
uncertainty robustly.
To evaluate the price of robustness, the best value of the objective function is
calculated per the different values of . Figure 53 shows the price of robustness as the
uncertainty budget parameter increases. As expected, the graph increases monotonically
as the uncertainty budget parameter increases. According to Figure 53, if a worst-case
scenario is considered for this problem, $4339 will be imposed on the best-found value of
the objective function, which is less than 1% of the deterministic objective function
value. As the increases, the probability of a constraint to be violated due to
uncertainty decreases. This probability becomes zero when .

160
Figure 53. Price of robustness per different values of uncertainty budget parameter
To proceed to the scheduling module of the proposed decision support system, it
is necessary to choose a plan with a specific level of robustness. The management of the
textile firm believes that considering the worst-case scenario does not impose too much
expense, and since it has considered the uncertainty fully, the worst-case scenario is
chosen for the production plan. Table 22 tabulates the production plan for the worst-case
scenario for each period.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 20 40 60 80 100 120 140
Pric
e of
Rob
ustn
ess
Uncertainty Budget Parameter

161 Table 22: Production plan for worst-case scenario
Product Period 1
Period 2
Period 3
Period 4
831 187 0 200 109 832 186 237 200 105 833 0 0 0 59 834 0 0 0 106 835 0 0 0 65 836 187 237 201 135 837 0 0 0 107 838 186 230 202 110 839 186 0 0 61 840 0 0 0 60 841 0 0 0 102 842 188 239 198 106 843 185 235 196 103 844 0 0 0 105 845 187 234 202 103 846 187 236 197 106 847 0 0 0 107 848 185 238 196 110 849 0 0 0 63 850 185 242 202 106 851 185 0 5 108 852 30 0 199 106 853 0 0 0 105 854 187 238 205 106 855 0 0 0 64 856 0 0 0 107 857 184 240 200 136 858 182 241 198 104 859 0 0 0 109 860 183 153 199 105
Table 23 tabulates the chosen prices for each product in each period for the worst-
case scenario.
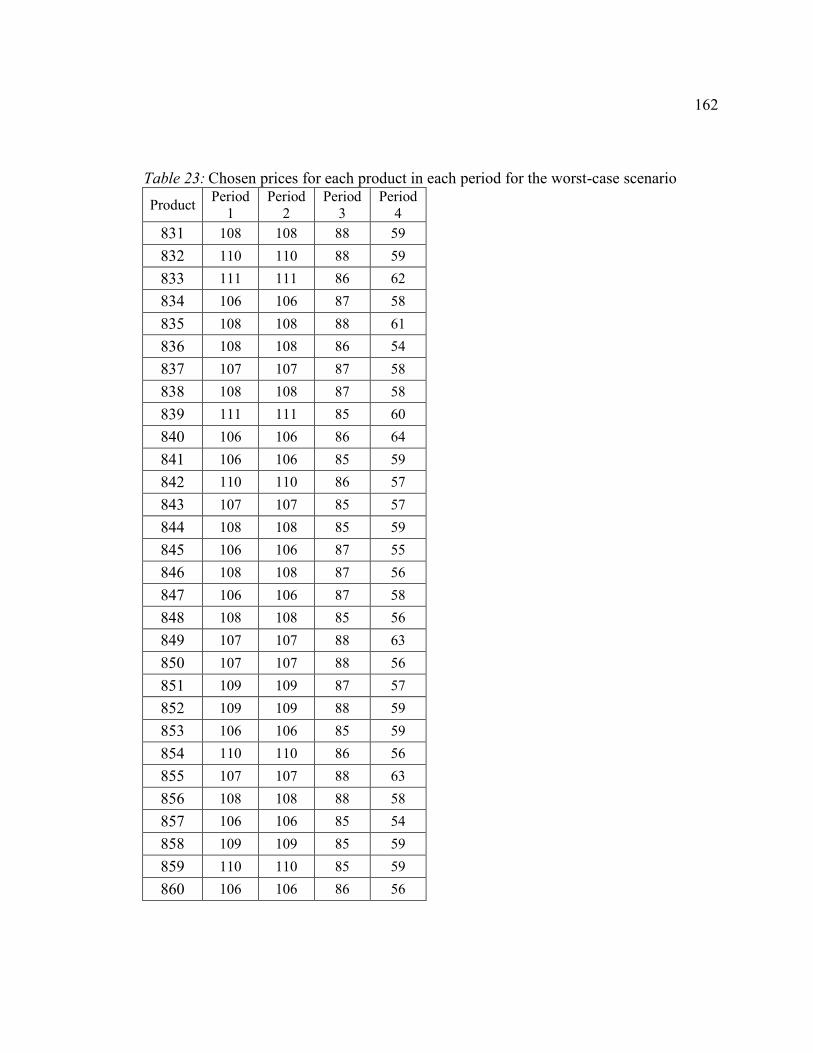
162
Table 23: Chosen prices for each product in each period for the worst-case scenario
Product Period 1
Period 2
Period 3
Period 4
831 108 108 88 59 832 110 110 88 59 833 111 111 86 62 834 106 106 87 58 835 108 108 88 61 836 108 108 86 54 837 107 107 87 58 838 108 108 87 58 839 111 111 85 60 840 106 106 86 64 841 106 106 85 59 842 110 110 86 57 843 107 107 85 57 844 108 108 85 59 845 106 106 87 55 846 108 108 87 56 847 106 106 87 58 848 108 108 85 56 849 107 107 88 63 850 107 107 88 56 851 109 109 87 57 852 109 109 88 59 853 106 106 85 59 854 110 110 86 56 855 107 107 88 63 856 108 108 88 58 857 106 106 85 54 858 109 109 85 59 859 110 110 85 59 860 106 106 86 56
163
8.5 Scheduling
Using the output of the pricing and planning module and other necessary inputs
described in section 6, the scheduling module can optimize the job sequence. The
products and their production plan obtained in the pricing and planning module are
considered jobs. The beginning and finish time of each time period is considered the
release time and due date of the jobs. Hence, if 187 units of coat 831 are to be produced
in the first period, the beginning and finish time of the first period are considered as the
release time and due date of producing these 187 units.
The working hours of the shop floor are from 9:00 to 19:00, and the maintenance
times are scheduled during non-working hours. Thus, the only valid interval for
scheduling the tasks is from 9:00 to 19:00. Note that having a working timeline with
some time intervals that are not allowed to be scheduled, as well as jobs with various
release times, can dramatically add to the complexity of the scheduling problem.
For each product, it is necessary to define the operation chart and have its cycle
times on each shop floor station. In the proposed decision support system, this is possible
by a graphical user interface that gives the user the ability of defining operations charts
by drawing the process flow. Figure 54 shows the user interface for defining the
operations chart for coat 832. As can be observed in Figure 54, it is possible to define the
operations chart of the product in a network format. In each station, the list of necessary
activities with their cycle times, required human resources, materials, and machines are
stored. Hence, it is possible to calculate processing times and the necessary resources for
job scheduling. All of the cycle times are between 200 to 300 seconds for each product

164 and station. In addition, due to labor-intensive nature of the production processes, each
processing time has to be given some leeway, with 20 seconds as the maximum possible
deviation from the average. Thus, the processing time for each product in each station has
a triangular distribution.
Setup times for each product can be defined dependently. However, in this case
the setup times are independent and very small. Thus, it is possible to ignore them. Note
that, the method used in the scheduling module can handle dependent setup times as well.
Figure 54. User interface for defining operation process of coat 832

165
In addition to the inputs for optimizing the schedule, it is necessary to define the
objective function of the scheduling module as well. Three objective functions are
considered in this case; make span, total finish time, and total tardiness. Figure 55 shows
the user interface of the decision support system in which the jobs, their due dates,
release times, weights, and objective function can be defined.
Figure 55. User interface for defining the jobs and choosing the objective function
For the case chosen, the objective function preferred by the management is make
span. Note that tardiness is not chosen due to the low lost sale costs for each product.
However, in a different industry such as automotive, it seems logical to use total tardiness
as an objective function due to the high lost sale costs associated with products and the
high costs of stopping the manufacturer production line by the supplier due to late
production.
Considering the make span as the objective function, the scheduling module
optimizes the sequence of the jobs in order to minimize the make span. In total, 77
products with all their respective production stations, activities, and necessary resources,

166 need to be scheduled in a four-month period. After running the scheduling algorithm, it
takes approximately 20 seconds to come up with a schedule. Note that the user can
accept, reject, or modify the schedule. Figure 56 shows the schedule for three days – i.e.
November 8th, 9th, and 10th. Each color shows a product.
After scheduling the products, no delay was observed in the jobs, and the total
tardiness was zero. In each time period, approximately 20% of the time is not scheduled,
which is due to the possible variations in processing times and unscheduled stoppages.
This is completely in accordance with the historical performance of the factory. This
shows that the scheduling module has successfully considered the probabilistic nature of
the tasks.
Figure 56. User interface for scheduling November 8th, 9th., and 10th
8.6 Inventory Management
In each winter coat, three types of fabric are used for the outer layer, the lining,
and the middle layer. Since the outer layer and the lining are visible, their color needs to
be matched. However, the middle layer is invisible and can be any color. In total, 21
167 different fabrics are chosen for the designed winter coats, among which 10 are for the
outer layer, 10 are for the lining, and one is for the middle layer. Table 24 lists the fabric
consumption for each product. (The unit of consumption chosen is the yard.) Note that,
although there are other materials such as buttons and threads necessary for producing a
coat, since their prices are very low compared to the fabrics, they are not included in the
inventory management module.
There are five suppliers that provide the fabrics to the factory. However, since
these suppliers are located in different regions, the ordering costs are different. Note that
for each order, it is necessary that a team from the design department go to the supplier
site and introduce the necessary quality specifications. Hence, the main cost associated
with ordering a fabric is the cost of relocating the design team. The ordering cost of the
first and second suppliers is approximately $500, while for the rest of the suppliers, this
cost is approximately $300.

168 Table 24: Fabric consumption for each product (yard)
Product Outer Layer Lining Middle
Layer 830 3.1 2.4 1.8 831 2.9 2.2 1.6 832 2.8 2.1 1.5 833 3.2 2.5 1.9 834 2.5 1.8 1.2 835 2.8 2.1 1.5 836 2.9 2.2 1.6 837 2.6 1.9 1.3 838 2.6 1.9 1.3 839 2.9 2.2 1.6 840 2.9 2.2 1.6 841 2.8 2.1 1.5 842 2.9 2.2 1.6 843 2.8 2.1 1.5 844 3 2.3 1.7 845 2.9 2.2 1.6 846 3.1 2.4 1.8 847 2.5 1.8 1.2 848 2.6 1.9 1.3 849 2.9 2.2 1.6 850 2.7 2 1.4 851 2.7 2 1.4 852 3.1 2.4 1.8 853 3.1 2.4 1.8 854 3.1 2.4 1.8 855 2.9 2.2 1.6 856 2.5 1.8 1.2 857 2.6 1.9 1.3 858 3.1 2.4 1.8 859 2.5 1.8 1.2

169
The inventory cost of all the fabrics is approximately $0.4. All of the suppliers
offer nearly the same purchasing price. However, there are small variations. Table 25 lists
the purchasing cost of a unit of each fabric from each supplier.
Table 25: Purchasing cost of each fabric from different suppliers
Fabric Supplier 1
Supplier 2
Supplier 3
Supplier 4
Supplier 5
1 2 2 2.1 2 2 2 1.8 2.1 2.1 1.8 2 3 1.9 2.1 2 1.9 1.9 4 1.8 2.1 2.1 1.8 2 5 1.8 2.1 2.2 1.8 2 6 2 2.1 2.1 2 2.1 7 1.9 2.1 2 1.8 2 8 2 2.1 2 1.8 2 9 1.8 2 2 2 2.1 10 1.9 2.1 2.1 2 2 11 1.9 1.9 2.2 1.9 2 12 1.8 1.9 2 1.9 2 13 1.9 1.9 2.1 1.8 2 14 1.9 2.1 2 1.9 2 15 1.8 1.9 2.1 1.9 1.9 16 1.9 2 2.1 1.9 2 17 1.9 2 2.2 1.9 1.9 18 1.9 1.9 2.2 2 2 19 1.8 2.1 2.1 1.8 2 20 2 2 2.2 2 2 21 2 1.9 2.1 1.9 2.1
In addition to the costs, it is necessary to determine the demand for each fabric.
Using the fabric consumption listed in Table 24 and the production plan in each period, it
is possible to take the output of the production plan and schedule it into the material plan.
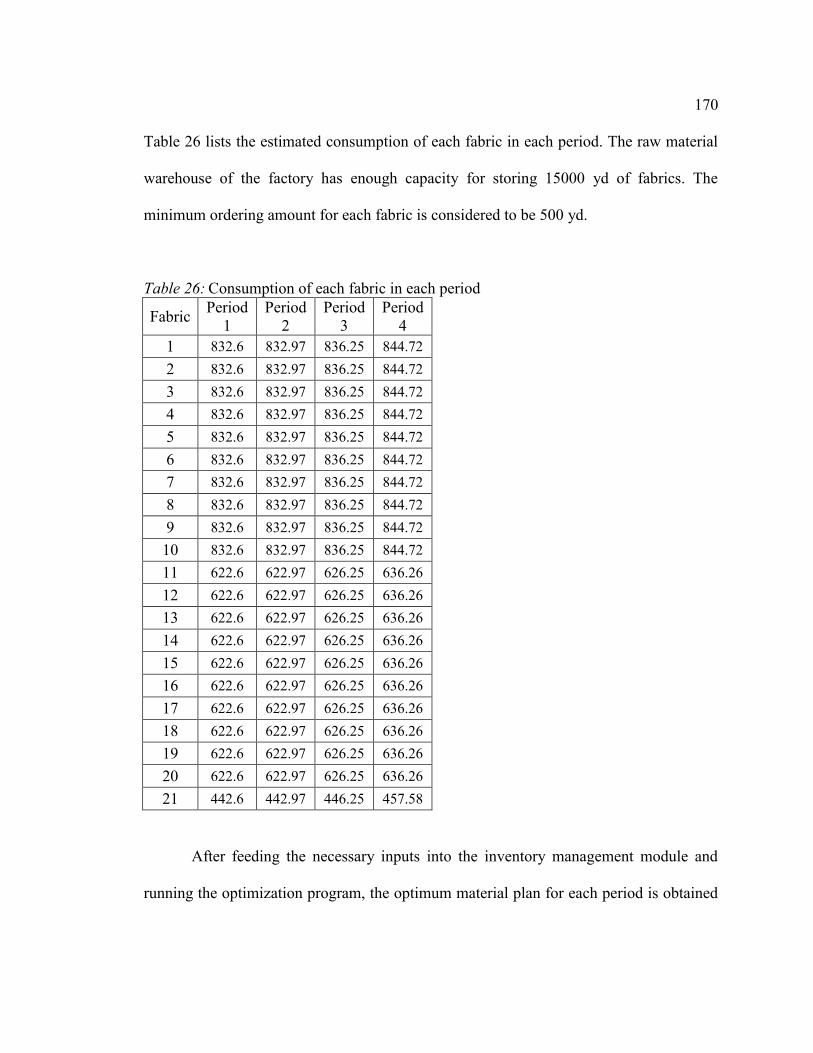
170 Table 26 lists the estimated consumption of each fabric in each period. The raw material
warehouse of the factory has enough capacity for storing 15000 yd of fabrics. The
minimum ordering amount for each fabric is considered to be 500 yd.
Table 26: Consumption of each fabric in each period
Fabric Period 1
Period 2
Period 3
Period 4
1 832.6 832.97 836.25 844.72 2 832.6 832.97 836.25 844.72 3 832.6 832.97 836.25 844.72 4 832.6 832.97 836.25 844.72 5 832.6 832.97 836.25 844.72 6 832.6 832.97 836.25 844.72 7 832.6 832.97 836.25 844.72 8 832.6 832.97 836.25 844.72 9 832.6 832.97 836.25 844.72 10 832.6 832.97 836.25 844.72 11 622.6 622.97 626.25 636.26 12 622.6 622.97 626.25 636.26 13 622.6 622.97 626.25 636.26 14 622.6 622.97 626.25 636.26 15 622.6 622.97 626.25 636.26 16 622.6 622.97 626.25 636.26 17 622.6 622.97 626.25 636.26 18 622.6 622.97 626.25 636.26 19 622.6 622.97 626.25 636.26 20 622.6 622.97 626.25 636.26 21 442.6 442.97 446.25 457.58
After feeding the necessary inputs into the inventory management module and
running the optimization program, the optimum material plan for each period is obtained

171 with an objective function value of $138101.9. Table 27 shows the material plan for each
fabric that needs to be ordered by a specific supplier in periods 1 and 2.
Table 27: Material plan for each fabric that needs to be ordered by a specific supplier in periods 1 and 2
Fabric Period 1 Period 2
S1 S2 S3 S4 S5 S1 S2 S3 S4 S5 1 0 0 0 832.6 0 0 0 0 0 832.97 2 0 0 0 832.6 0 0 0 0 832.97 0 3 0 0 0 0 832.6 0 0 0 0 832.97 4 0 0 0 832.6 0 0 0 0 832.97 0 5 0 0 0 832.6 0 0 0 0 832.97 0 6 0 0 0 832.6 0 0 0 0 832.97 0 7 0 0 0 832.6 0 0 0 0 832.97 0 8 0 0 0 832.6 0 0 0 0 832.97 0 9 1665.6 0 0 0 0 0 0 0 0 0
10 0 0 0 832.6 0 0 0 0 832.97 0 11 0 0 0 1245.6 0 0 0 0 0 0 12 0 0 0 1245.6 0 0 0 0 0 0 13 0 0 0 1245.6 0 0 0 0 0 0 14 0 0 0 1245.6 0 0 0 0 0 0 15 0 0 0 1245.6 0 0 0 0 0 0 16 0 0 0 1245.6 0 0 0 0 0 0 17 0 0 0 0 1245.6 0 0 0 0 0 18 0 0 0 1245.6 0 0 0 0 0 0 19 0 0 0 1245.6 0 0 0 0 0 0 20 0 0 0 0 1245.6 0 0 0 0 0 21 0 0 0 885.57 0 0 0 0 0 0
Table 28 shows the material plan for each fabric that needs to be ordered by a
specific supplier in periods 3 and 4.

172 Table 28: Material plan for each fabric that needs to be ordered by a specific supplier in periods 3 and 4
Fabric Period 3 Period 4
S1 S2 S3 S4 S5 S1 S2 S3 S4 S5 1 0 0 0 0 836.25 0 0 0 0 844.72 2 0 0 0 836.25 0 0 0 0 844.72 0 3 0 0 0 0 836.25 0 0 0 0 844.72 4 0 0 0 836.25 0 0 0 0 844.72 0 5 0 0 0 836.25 0 0 0 0 844.72 0 6 0 0 0 836.25 0 0 0 0 844.72 0 7 0 0 0 836.25 0 0 0 0 844.72 0 8 0 0 0 836.25 0 0 0 0 844.72 0 9 1680.97 0 0 0 0 0 0 0 0 0
10 0 0 0 836.25 0 0 0 0 0 844.72 11 0 0 0 1262.51 0 0 0 0 0 0 12 0 0 0 1262.51 0 0 0 0 0 0 13 0 0 0 1262.51 0 0 0 0 0 0 14 0 0 0 1262.51 0 0 0 0 0 0 15 0 0 0 1262.51 0 0 0 0 0 0 16 0 0 0 1262.51 0 0 0 0 0 0 17 0 0 0 0 1262.51 0 0 0 0 0 18 0 0 0 1262.51 0 0 0 0 0 0 19 0 0 0 1262.51 0 0 0 0 0 0 20 0 0 0 0 1262.51 0 0 0 0 0 21 0 0 0 903.83 0 0 0 0 0 0
One of the most important parameters regarding the objective function value is
the warehouse capacity. Figure 57 demonstrates the relationship of the objective function
and the warehouse capacity. As the warehouse capacity increases, the value of the
objective function decreases monotonically. However, having a warehouse capacity of
more than 8000 yd of fabric has no effect on the value of the objective function.

173
Figure 57. Value of the objective function vs. warehouse capacity
8.7 Performance Evaluation of the System
The results shown in this chapter are those obtained before the planning horizon.
However, due to the fluctuating value of the demand and unpredicted production
stoppages during the planning periods, it was necessary to revise the plans and schedules
as the real situations were realized. Hence, all the modules of the system needed to re-
optimize the price, plan, schedule, and material ordering policy in order to maximize the
profit. For this purpose, the system needs to be very fast in terms of optimizing and be
able to yield good results in the shortest possible time.
To evaluate the efficiency of the system in terms of time, after each run of one of
the modules, its respective run time was recorded. The results show that, if the necessary
data is stored in the database, it takes less than one minute to run all three modules of
pricing and planning, scheduling, and inventory management sequentially. Note that
since the cost estimation module does not perform an optimization task, it is not
138000
138200
138400
138600
138800
139000
139200
139400
0 2000 4000 6000 8000 10000 12000
Obj
ectv
e Fu
nctio
n
Warehouse Capacity

174 necessary to evaluate its run time. The short run time of the system makes it possible to
revise the production plan and schedule as soon as a small change in the system has
occurred.
In addition to the time, several other criteria need to be considered to evaluate the
efficiency of the system. These criteria have to be comprehensive and include all aspects
of performance on a production site. Also, in order to measure the improvement of the
production system, it is necessary to compare the situation to a similar period of time
when no decision support system was existent.
For this purpose, four different factors--namely, profit per product, overall
equipment effectiveness, percentage of the realized schedule, and work-in-process--are
chosen and compared to the same period of time from the previous year, when the system
was not yet implemented. Note that although the market situation in two years can be
completely different, since the production capacity has not changed, these four factors
can clearly show how much improvement the system has made using the same amount of
resources.
8.7.1 Profit per Product
The main objective of the proposed decision support system is to maximize the
profit over a planning horizon. Thus, for assessing its performance, the first criterion is
profit. However, measuring the total profit can be misleading. Being in a market with a
high demand value when no system is implemented can increase the profit compared to
the situation in which the system is installed, but the demand level is very low. Hence,

175 the average profit per product gives a more realistic indicator for evaluating the
performance of the system.
According to the sales department of the factory, in the same period – i.e.
November 1st, 2013, to March 1st, 2014– the average profit per each winter coat was
$39.22. This number has increased to $44.07 after implementing the system during the
same period one year later. This system has helped to increase the profit per product in
several ways. The first impact has occurred where the decision for determining the price
was integrated with the production plan, which causes coordination between the market
and the capacity. In addition to decision-making integration, considering the demand as a
dependent variable of the price and applying a robust method has also helped the sales
department to fulfill the demands under different demand-level realizations.
The proposed mathematical model for pricing and planning has enabled the
decision makers to evaluate different prices and choose the best one for each period.
Another factor in increasing the profit margin per product is scheduling. Choosing
the tardiness as the minimization objective function helped the production line to catch
up with the production plan immediately. In the first schedule obtained by the scheduling
module, approximately 20% of each period was left with no plan. Although the primary
reason of this idle time was to deal with time variations on the shop floor, since the
system helped the production line have more control over the activities, nearly half of this
time was utilized to increase the capacity for production, and as a result, add to the profit.
Another reason for the added profit was the decreased production costs due to the
increased control over the production line. As indicated in section 6, the database

176 designed for the scheduling module can store the reports of activities performed on the
shop floor and measure the schedule realization percentage. This measurement helps to
increase the control over the production line and decrease the unpredicted occurrence of
expenses, which itself results in fewer production costs.
8.7.2 Overall Equipment Effectiveness (OEE)
As explained in section 6, OEE measures the effectiveness of production
machines based on the idle and break down times, combined with the number of
defective products and increased cycle times. Although the scheduling module has no
direct effect on the OEE, the control section of it--along with maintenance times recorded
in the database--helped to improve this indicator. Note that the maximum possible OEE
in this case is 41.66%. The reason for this is that only 10 hours a day are working hours,
and there is no schedule for the rest of the day. Thus, if all the machines work properly in
a day, the maximum OEE would be
. Figure 58 demonstrates the average
OEE of the production line in the planning periods before and after implementing the
system.

177
Figure 58. OEE of production line before and after implementing the system
Clearly, the OEE has increased in all of the planning periods. However, the trend
of the OEE has remained almost the same. In both scenarios, the OEE increased until
January, but declined in February. This shows that, although the control over the schedule
has increased, it has not kept the OEE from declining every winter.
8.7.3 Percentage of Realized Schedule
Another evaluation criterion for the proposed decision support system is the
percentage of realized schedule. This indicator helps us to understand how realistic the
schedule has been and how effectively the schedule is controlled. Figure 59 depicts the
percentage of realized schedule before and after implementing the system for each
working station.
0
5
10
15
20
25
30
35
40
45
November December January February
OEE
Before
After

178
Figure 59. Percentage of realized schedule before and after implementing the system
The average realized schedule has increased by 10% after implementing the
system. Although there is an increase in this indicator, the stations that used to have
lower percentages before the implementation have the lowest percentage after
implementation as well.
8.7.4 Work-in-Progress (WIP)
For measuring the WIP, the closing time for each working day is considered. For
this purpose, at the end of the working hours each day, the amount of the fabric on the
production line is counted and considered as WIP. In spite of other performance measures
that showed improvement, these measures show that WIP has increased by approximately
10% after implementing the system. This can be the result of an improved OEE or the
percentage of a realized schedule. Also, by having more capacity due to increased
0
10
20
30
40
50
60
70
80
90
100
Pe
rce
nta
ge o
f R
eal
ize
d S
che
du
le
Before
After

179 efficiency, the factory naturally wants to add to the production, and hence, WIP can
increase.

180
9 CONCLUDING REMARKS AND FUTURE WORKS
To ensure that it retains its maximum profit and market share, a manufacturing
company needs to have long-term strategies that are supported by proper short-term
objectives. In this regard, it is very important to make integrated decisions in all the
strategic, tactical, and operational levels of management. These decisions include--but are
not limited to--pricing, production planning/scheduling, and inventory management.
Having an integrated framework for making decisions that can accumulate all these under
the umbrella of a unified objective such as profit can greatly contribute to the revenue
and market share of manufacturing companies.
In this research, an interactive intelligent decision support system for integrating
inventory, planning, scheduling, and revenue management was proposed. The
interactivity of the system is due to its ability to convert the demand prediction by an
expert into a robust plan and change the plan if the expert provides new information.
Hence, the system needs to interact with the expert to make sure that all the market
information is considered. The intelligence of the system is due to its ability to optimize
the price, production plan/schedule, and inventory policy in an integrated fashion by
using mathematical modeling in order to maximize the profit over a planning horizon.
The proposed decision support system has four distinct modules--namely,
financial and cost estimation, pricing and planning, scheduling, and inventory
management. Each of these modules work based on the inputs from other modules or
experts. In the following sections, the concluding remarks will be stated regarding each
module and the implementation of the whole system.

181
9.1 Financial and Cost Estimation Module
The first module of the system is financial and cost estimation. This module takes
advantage of an analytical cost estimation method, and its primary goal is to estimate the
costs of production, inventory, and lost sales, based upon the expenses realized at each
working station of the production line. For this purpose, each station of the shop floor is
considered a cost center. Each cost center records its expenses. As an example, if an
operator has spent an hour at a station, the labor cost of that hour will be considered for
the cost center associated with the station. Based on the time each product spends in each
station – i.e. cost center – it is possible to estimate its cost of production. With the same
logic considering the warehouse as a station, it is possible to estimate the inventory costs.
The lost sale cost is the potential profit that could be achieved by selling an item but was
not realized due to a lack of demand.
The outputs of the financial and cost estimation module are the production,
inventory, and lost sales costs. Whenever a new cost is added to one of the cost centers,
this part of the system can help to calculate the total resultant costs. Hence, this module
plays a very important role in adjusting the parameters of the system so that it continues
to make reliable decisions.
9.2 Pricing and Planning Module
In this module, a new mathematical model for determining the price and
production plan of products was introduced. In order to take demand fluctuations into
consideration, a robust counterpart to the model was formulated that was able to provide
the decision makers with a plan immune to demand volume changes. However, this

182 immunity resulted in the loss of a small portion of profit compared to the case where all
the demands were considered to be deterministic. For this purpose, the demand is
considered to have discrete values with minimum and maximum limits that can be
different based on the price.
To solve the mathematical model for large instances which occur in real cases, a
two-stage unconscious search and Simplex algorithm was introduced. To evaluate the
efficiency of the algorithm, the results were compared against the exact solution for
several test problems. While having the same quality, the heuristic solution proved to be
more efficient in terms of run time.
The output of the pricing and planning module is a robust plan and a set of
optimized prices for each product in each planning period. These outputs were used as an
input for the scheduling module.
9.3 Scheduling
Using the outputs of pricing and planning and the inputs defined by users such as
setup times, operation charts, machines, timelines, and maintenance times, the scheduling
module tries to optimize the sequence of jobs. For this purpose, a two-stage algorithm
was introduced. In the first stage of the algorithm, the sequence of jobs were optimized
using a variable neighborhood search (VNS) metaheuristic and considered the make span,
weighted completion time, and weighted tardiness as the objective functions. In the
second stage, each job was scheduled by the order defined in the first stage, using a
simulation model in which the processing times were considered to be probabilistic. For

183 determining the schedule of a job, the scarcity of resources such as labor could be
considered.
Designing this two-stage algorithm was necessary because the scheduling
problem was considered in a general setting where there were dependent setup times,
parallel machines at each station with different and probabilistic processing times, and
each job could be broken into several parts if necessary. This general framework made it
difficult formulate a mathematical model for the problem, and hence, a simulation
optimization method was applied. This method was later shown to be very efficient in
terms of run time, and was able to yield good-quality solutions in the shortest possible
time. The output of the scheduling module was further used as an input for the inventory
management module in order to determine the optimum plan for ordering raw material.
9.4 Inventory Management
Using the sequence of jobs optimized in the scheduling module and the BOM
defined by the user, the inventory management module finds the best strategy for
ordering the raw materials. For this purpose, a new mathematical model was developed.
For solving large instances of the model, a hybrid tabu search and Simplex algorithm was
developed. To show the efficiency of the proposed algorithm, several test problems were
solved and the results compared against the exact solutions. While having an acceptable
solution quality, the results showed considerable efficiency in terms of run time.
9.5 Implementation
To evaluate the performance of all of the modules together, the system was
implemented and tested in a textile manufacturing plant which was producing winter
184 coats. After following the results for a period of four months – November 1st to March 1st
– four performance measures of the plant--namely profit per product, overall equipment
efficiency (OEE), percentage of realized schedule, and work-in-process (WIP)--were
evaluated. The profit per product showed approximately 12% growth. The main reasons
for this growth were the higher efficiency in inventory management, production plan and
schedule, and the optimum set of prices chosen. In addition, helping to have more control
over production line and the resultant reduced production costs was another effective
result from improving the profit per product. OEE and percentage of realized schedule
were both improved by 5% and 10%, respectively. The main reason for this improvement
was the higher control over the production line in the scheduling module.
Although the three previous performance measures were improved, WIP was
reported to have increased by approximately 10%. The reason for this increase was the
higher equipment efficiency as well as the fact that the scheduling module tried to
improve the time efficiency by sacrificing the WIP level. In total, the proposed decision
support system was able to meet the promise of optimizing the profit over a planning
horizon while being implemented and tested in a real case.
9.6 Limitations and Generalizability
The presented research has several limitations. The first limitation is the
experiment environment. Although it is tried to keep the condition of experiment the
same as much as possible but some factors such as labor efficiency and demand patterns
can potentially affect the results. The attributes of the production system that has been
kept constant are time period, production capacity and number of labors.

185
Labor efficiency is the first factor that can potentially affect the results of the
implementation. Although it is speculated that the proposed system has helped to control
the production line efficiently, but the increase in labor efficiency can also be considered
as an independent parameter that increases the efficiency. Demand changes can affect the
results as well. Although the demand fluctuations are controlled by introducing a robust
optimization model, but a radical shift in demand can affect the implementation results.
Another important issue that needs to be taken into consideration is the
applicability limitations of the system and its generalizability. In this research the system
is implemented in a textile production line. It is expected that the system can applied to
all the textile industries with the same structure. However, it is not possible to apply the
presented system to all types of industries.
The presented DSS can generally be applied to industries with discrete production
lines. In particular, this system is suitable for jobbing, batch processing and mass
production systems. However, the continuous flow systems are not a good fit for the
system. In addition to production system configuration, the product price range is also
important. The proposed DSS can be applied to the industries with the products that are
not considered as luxury. The reason is that these types of products require special
constraints to be considered that are not presented in this research. The systems with no-
wait constraints in scheduling are not also in the scope of this research.
9.7 Future Works
Several points remain to be explored as future works in this research. The first
possible extension of this investigation is to develop a stochastic model in the pricing and

186 planning module where the statistical distribution of the demand is known and comparing
it with the robust formulation. This can help to evaluate the superiority of the robust and
stochastic approaches under various circumstances.
Applying different approaches to optimize the sequence of the jobs in a
scheduling module and testing different metaheuristics and heuristics can also be
considered a continuation of the presented research. This can help to find more effective
solution methods and reduce the optimality gap while dealing with very large instances.
Using a robust method in the inventory management module where the items of
bill of material are subject to deviation can also be a very interesting future work. This
will become even more important in industries such as plastics, where the weight of
products—and, consequently, the amount of raw material used –can change very often.
Note that in the test case in this research, the variation in the usage of raw material was
minimized due to the use of fully automated equipment for cutting the fabrics.
One other possible direction for this research would be to integrate the
mathematical models of pricing, planning, and inventory management into one model.
This can result in more efficient production plans, due to a higher degree of integration.
Including the scheduling module in this highly integrated framework is one of the
possibilities of future works. For this purpose, it is necessary to provide very fast and
efficient solving methods that can be combined with simulation models in order to find
high quality solutions.

187
REFERENCES
Achabal, D. D., McIntyre, S. H., Smith, S. A., & Kalyanam, K. (2000). A decision
support system for vendor managed inventory. Journal of Retailing, 76(4), 430-
454.
Ackoff, R. L. (1967). Management misinformation systems. Management Science, 14(4),
B-147-B-156.
Adler, L., Fraiman, N., Kobacker, E., Pinedo, M., Plotnicoff, J. C., & Wu, T. P. (1993).
BPSS: a scheduling support system for the packaging industry. Operations
Research, 41(4), 641-648.
Adya, M., & Lusk, E. J. (2012). Designing Effective Forecasting Decision Support
Systems: Aligning Task Complexity and Technology Support.
Agrell, P. J. (1995). A multicriteria framework for inventory control. International
Journal of Production Economics, 41(1), 59-70.
Aksoy, A., Ozturk, N., & Sucky, E. (2012). A decision support system for demand
forecasting in the clothing industry. International Journal of Clothing Science and
Technology, 24(4), 221-236.
Alavi, M., & Henderson, J. C. (1981). An evolutionary strategy for implementing a
decision support system. Management Science, 27(11), 1309-1323.
Alavi, M., & Leidner, D. E. (2001). Review: Knowledge management and knowledge
management systems: Conceptual foundations and research issues. MIS
Quarterly, 107-136.

188 Albers, S. (1996). CAPPLAN: a decision-support system for planning the pricing and
sales effort policy of a salesforce. European Journal of Marketing, 30(7), 68-82.
Ali, Ö. G., Sayın, S., Van Woensel, T., & Fransoo, J. (2009). SKU demand forecasting in
the presence of promotions. Expert Systems with Applications, 36(10), 12340-
12348.
Alter, S. (1980). Decision support systems: current practice and continuing challenges:
Addison-Wesley Pub.
Alves, C. F. V., da Silva, A. F. N., & Varela, M. L. R. (2013). Web System for
Supporting Project Management Computational Intelligence and Decision
Making (pp. 203-214): Springer.
Amin-Naseri, M. R., Ardjmand, E., & Weckman, G. R. (2013). Training the
Feedforward Neural Network Using Unconscious Search. Paper presented at the
Proceedings of International Joint Conference on Neural Networks, Dallas, Texas,
USA.
Aoyagi, K., Tanemura, K., Matsumoto, H., Eki, Y., & Nigawara, S. (1988). An expert
system for startup scheduling and operation support in fossil power plants. Paper
presented at the Artificial Intelligence for Industrial Applications, 1988. IEEE
AI'88., Proceedings of the International Workshop on.
Ardjmand, E., & Amin-Naseri, M. R. (2012). Unconscious Search - A New Structured
Search Algorithm for Solving Continuous Engineering Optimization Problems
Based on the Theory of Psychoanalysis, Advances in Swarm Intelligence. In Y.
189
Tan, Y. Shi & Z. Ji (Eds.), (Vol. 7331, pp. 233-242): Springer Berlin /
Heidelberg.
Ardjmand, E., Park, N., Weckman, G., & Amin-Naseri, M. R. (2014). The discrete
Unconscious search and its application to uncapacitated facility location problem.
Computers & industrial engineering, 73, 32-40.
Armstrong, J. S. (2001). Extrapolation of time-series and cross-sectional data.
INTERNATIONAL SERIES IN OPERATIONS RESEARCH AND MANAGEMENT
SCIENCE, 217-244.
Arnott, D., & Pervan, G. (2005). A critical analysis of decision support systems research.
Journal of information technology, 20(2), 67-87.
Badri, M. A. (1999). A simulation model for multi-product inventory control
management. Simulation, 72(1), 20-32.
Balakrishnan, P. S., Jacob, V. S., & Xia, H. (2010). PRODLINE: Architecture of an
Artificial Intelligence Based Marketing Decision Support System for PRODuct
LINE Designs Marketing Intelligent Systems Using Soft Computing (pp. 337-
363): Springer.
Balakrishnan, R., & Sivaramakrishnan, K. (2001). Sequential Solutions to Capacity‐
Planning and Pricing Decisions*. Contemporary Accounting Research, 18(1), 1-
26.
Banerjee, A., & Banerjee, S. (1992). Coordinated, orderless inventory replenishment for a
single supplier and multiple buyers through electronic data interchange.
International Journal of Technology Management, 7(4-5), 4-5.

190 Barut, M., & Sridharan, V. (2005). Revenue Management in Order‐Driven Production
Systems. Decision Sciences, 36(2), 287-316.
Beliën, J., Demeulemeester, E., & Cardoen, B. (2009). A decision support system for
cyclic master surgery scheduling with multiple objectives. Journal of Scheduling,
12(2), 147-161.
Belz, R., & Mertens, P. (1996). Combining knowledge-based systems and simulation to
solve rescheduling problems. Decision Support Systems, 17(2), 141-157.
Ben-Arieh, D. (2000). Cost estimation system for machined parts. International Journal
of Production Research, 38(17), 4481-4494.
Ben-Tal, A., & Nemirovski, A. (1998). Robust convex optimization. Mathematics of
Operations Research, 23(4), 769-805.
Ben-Tal, A., & Nemirovski, A. (1999). Robust solutions of uncertain linear programs.
Operations Research Letters, 25(1), 1-13.
Ben-Tal, A., & Nemirovski, A. (2000). Robust solutions of linear programming problems
contaminated with uncertain data. Mathematical Programming, 88(3), 411-424.
Bennavail, J., Harding, T., & Spears, D. (1990). An experiment on the use of a knowledge
support system for dynamic pricing of gasoline products in France. Paper
presented at the Systems, Man and Cybernetics, 1990. Conference Proceedings.,
IEEE International Conference on.
Bermúdez, J., Segura, J., & Vercher, E. (2008). SIOPRED: a prediction and optimisation
integrated system for demand. Top, 16(2), 258-271.

191 Bermúdez, J. D., Segura, J. V., & Vercher, E. (2006). A decision support system
methodology for forecasting of time series based on soft computing.
Computational statistics & data analysis, 51(1), 177-191.
Bermúdez, J. D., Segura, J. V., & Vercher, E. (2007). A fuzzy decision support tool for
demand forecasting. Paper presented at the Fuzzy Systems Conference, 2007.
FUZZ-IEEE 2007. IEEE International.
Bermúdez, J. D., Segura, J. V., & Vercher, E. (2012). SIOPRED performance in a
Forecasting Blind Competition. Paper presented at the Evolving and Adaptive
Intelligent Systems (EAIS), 2012 IEEE Conference on.
Bertsimas, D., & Sim, M. (2003). Robust discrete optimization and network flows.
Mathematical Programming, 98(1-3), 49-71.
Bertsimas, D., & Sim, M. (2004). The price of robustness. Operations Research, 52(1),
35-53.
Bicheno, J. (1998). The quality 60: A guide for service and manufacturing: Nestadt
Consulting.
Bidgoli, H. (1998). Intelligent management support systems: Greenwood Publishing
Group.
Bihl, T., Young, W., & Weckman, G. R. (2013). Decision Support Systems for Business
Encyclopedia of Business Analytics and Optimization.
Bistline Sr, W. G., Banerjee, S., & Banerjee, A. (1998). RTSS: an interactive decision
support system for solving real time scheduling problems considering customer

192
and job priorities with schedule interruptions. Computers & Operations Research,
25(11), 981-995.
Blanning, R. W. (1979). The functions of a decision support system. Information &
management, 2(3), 87-93.
Bode, J. (1998). Decision support with neural networks in the management of research
and development: concepts and application to cost estimation. Information &
management, 34(1), 33-40.
Borade, A. B., & Bansod, S. V. (2011). Neural networks based vendor-managed
forecasting: a case study. International Journal of Integrated Supply
Management, 6(2), 140-164.
Borenstein, D. (1998). Intelligent decision support system for flexible manufacturing
system design. Annals of Operations Research, 77, 129-156.
Brinke, E. (2002). Costing support and cost control in manufacturing. A cost estimation
tool applied in the sheet metal domain: University of Twente.
Broderick, R., & Boudreau, J. W. (1992). Human resource management, information
technology, and the competitive edge. The Executive, 6(2), 7-17.
Buehlmann, U., Ragsdale, C. T., & Gfeller, B. (2000). A spreadsheet-based decision
support system for wood panel manufacturing. Decision Support Systems, 29(3),
207-227.
Bui, T., & Lee, J. (1999). An agent-based framework for building decision support
systems. Decision Support Systems, 25(3), 225-237.

193 Cadavid, D. C. U., & Zuluaga, C. C. (2011). A framework for decision support system in
inventory management area.
Cakir, O., & Canbolat, M. S. (2008). A web-based decision support system for multi-
criteria inventory classification using fuzzy AHP methodology. Expert Systems
with Applications, 35(3), 1367-1378.
Caliusco, M. L., Villarreal, P., Toffolo, A., Taverna, M. L., & Chiotti, O. (1998).
Decision support systems generator for industrial companies Module IV:
Forecasting support system. Computers & industrial engineering, 35(1), 315-318.
Casey, C., & Murphy, C. (1994). Expert systems in marketing: An application for pricing
new products. Expert Systems with Applications, 7(4), 545-552.
Cassaigne, N., & Singh, M. G. (2001). Intelligent decision support for the pricing of
products and services in competitive consumer markets. Systems, Man, and
Cybernetics, Part C: Applications and Reviews, IEEE Transactions on, 31(1), 96-
106.
Cebeci, U. (2009). Fuzzy AHP-based decision support system for selecting ERP systems
in textile industry by using balanced scorecard. Expert Systems with Applications,
36(5), 8900-8909.
Chan, F. T., Au, K., & Chan, P. (2006). A decision support system for production
scheduling in an ion plating cell. Expert Systems with Applications, 30(4), 727-
738.

194 Chan, F. T., Jiang, B., & Tang, N. K. (2000). The development of intelligent decision
support tools to aid the design of flexible manufacturing systems. International
Journal of Production Economics, 65(1), 73-84.
Chan, L. M., Shen, Z. M., Simchi-Levi, D., & Swann, J. L. (2004). Coordination of
pricing and inventory decisions: a survey and classification Handbook of
Quantitative Supply Chain Analysis (pp. 335-392): Springer.
Chande, A., Dhekane, S., Hemachandra, N., & Rangaraj, N. (2005). Perishable inventory
management and dynamic pricing using RFID technology. Sadhana, 30(2-3),
445-462.
Chaudhry, S. S., Salchenberger, L., & Beheshtian, M. (1996). A small business inventory
DSS: Design development, and implementation issues. Computers & Operations
Research, 23(1), 63-72.
Cheikhrouhou, N., Marmier, F., Ayadi, O., & Wieser, P. (2011). A collaborative demand
forecasting process with event-based fuzzy judgements. Computers & industrial
engineering, 61(2), 409-421.
Chen, H.-G., & Sinha, D. (1996). An inventory decision support system using the object-
oriented approach. Computers & Operations Research, 23(2), 153-170.
Chen, P., & Talavage, J. (1982). Production decision support system for computerized
manufacturing systems. Journal of Manufacturing Systems, 1(2), 157-167.
Chen, X., & Hu, P. (2012). Joint pricing and inventory management with deterministic
demand and costly price adjustment. Operations Research Letters, 40(5), 385-
389.

195 Chen, X., Tai, A. H., & Yang, Y. (2014). Optimal production and pricing policies in a
combined make-to-order/make-to-stock system. International Journal of
Production Research(ahead-of-print), 1-19.
Cheng, J.-C., & Chou, C.-Y. (2008). A real-time inventory decision system using
Western Electric run rules and ARMA control chart. Expert Systems with
Applications, 35(3), 755-761.
Cheraghi, S. H., Dadashzadeh, M., & Venkitachalam, P. (2010). Revenue management in
manufacturing: a research landscape. Journal of Business & Economics Research
(JBER), 8(2).
Chiang, W.-C., Chen, J. C., & Xu, X. (2007). An overview of research on revenue
management: current issues and future research. International Journal of Revenue
Management, 1(1), 97-128.
Chin, M. K.-S., & Wong, T. (1996). Developing a knowledge-based injection mould cost
estimation system by decision tables. The International Journal of Advanced
Manufacturing Technology, 11(5), 353-365.
Ching-Chin, C., Ka Ieng, A. I., Ling-Ling, W., & Ling-Chieh, K. (2010). Designing a
decision-support system for new product sales forecasting. Expert Systems with
Applications, 37(2), 1654-1665.
Chryssolouris, G., Papakostas, N., & Mourtzis, D. (2005). Refinery short-term scheduling
with tank farm, inventory and distillation management: An integrated simulation-
based approach. European Journal of Operational Research, 166(3), 812-827.

196 Cohen, M., Kamesam, P. V., Kleindorfer, P., Lee, H., & Tekerian, A. (1990). Optimizer:
IBM's multi-echelon inventory system for managing service logistics. Interfaces,
20(1), 65-82.
Cooper, B. L., Watson, H. J., Wixom, B. H., & Goodhue, D. L. (2000). Data warehousing
supports corporate strategy at first American corporation 1, 2. MIS Quarterly,
24(4), 547-567.
Corberán-Vallet, A., Bermúdez, J. D., Segura, J. V., & Vercher, E. (2010). A Forecasting
Support System Based on Exponential Smoothing Handbook on Decision Making
(pp. 181-204): Springer.
Cowling, P. (2003). A flexible decision support system for steel hot rolling mill
scheduling. Computers & industrial engineering, 45(2), 307-321.
Dai, J. S., Balabani, S., & Seneviratne, L. (2006). Product cost estimation: technique
classification and methodology review. Journal of manufacturing science and
engineering, 128, 563.
Dal, B., Tugwell, P., & Greatbanks, R. (2000). Overall equipment effectiveness as a
measure of operational improvement–a practical analysis. International Journal
of Operations & Production Management, 20(12), 1488-1502.
Dantzig, G. B. (1998). Linear programming and extensions: Princeton university press.
Darla, S. P., & Narayanan, S. (2013). Activity Based Cost Estimation System for Product
Lifecycle Using Object Oriented Programming. International Journal of
Customer Relationship Marketing and Management (IJCRMM), 4(1), 69-79.

197 De Souza, A. A. (1995). Developing a knowledge-based decision support system to aid
make-to-order companies in cost estimation and pricing decisions. University of
Lancaster.
De Vin, L. J., Ng, A. H., Oscarsson, J., & Andler, S. F. (2006). Information fusion for
simulation based decision support in manufacturing. Robotics and Computer-
Integrated Manufacturing, 22(5), 429-436.
Dearden, J. (1972). MIS is a mirage. Harvard Business Review, 50(1), 90-99.
Dellarocas, C., Zhang, X. M., & Awad, N. F. (2007). Exploring the value of online
product reviews in forecasting sales: The case of motion pictures. Journal of
Interactive marketing, 21(4), 23-45.
Dilts, D., Boyd, N., & Whorms, H. (1991). The evolution of control architectures for
automated manufacturing systems. Journal of Manufacturing Systems, 10(1), 79-
93.
Disney, S., Naim, M., & Towill, D. (2000). Genetic algorithm optimisation of a class of
inventory control systems. International Journal of Production Economics, 68(3),
259-278.
Disney, S., & Towill, D. (2005). Eliminating drift in inventory and order based
production control systems. International Journal of Production Economics, 93,
331-344.
Dorigo, M., Maniezzo, V., & Colorni, A. (1996). Ant system: Optimization by a colony
of cooperating agents. IEEE Transactions on Systems, Man, and Cybernetics,
Part B: Cybernetics, 26(1), 29-41. doi: 10.1109/3477.484436

198 Duverlie, P., & Castelain, J. (1999). Cost estimation during design step: parametric
method versus case based reasoning method. The International Journal of
Advanced Manufacturing Technology, 15(12), 895-906.
Eaglesham, M. A. (1998). A decision support system for advanced composites
manufacturing cost estimation. Virginia Polytechnic Institute and State
University.
Efendigil, T., Önüt, S., & Kahraman, C. (2009). A decision support system for demand
forecasting with artificial neural networks and neuro-fuzzy models: A
comparative analysis. Expert Systems with Applications, 36(3), 6697-6707.
Ehrenberg, D. (1990). Expert systems for inventory control. Decision Support Systems,
6(4), 293-298.
Eom, H. B., & Lee, S. M. (1990). A survey of decision support system applications
(1971–April 1988). Interfaces, 20(3), 65-79.
Eom, S., & Kim, E. (2005). A survey of decision support system applications (1995–
2001). Journal of the Operational Research Society, 57(11), 1264-1278.
Eom, S. B., Lee, S. M., Kim, E., & Somarajan, C. (1998). A survey of decision support
system applications (1988-1994). Journal of the Operational Research Society,
109-120.
Er, M. (1988). Decision support systems: a summary, problems, and future trends.
Decision Support Systems, 4(3), 355-363.
Escudero, L. F., Kamesam, P. V., King, A. J., & Wets, R. J. (1993). Production planning
via scenario modelling. Annals of Operations Research, 43(6), 309-335.

199 Farbey, B., Land, F., & Targett, D. (1995). A taxonomy of information systems
applications: The benefits ladder. European journal of information systems, 4(1),
41-50.
Farrell, R. R., & Maness, T. C. (2005). A relational database approach to a linear
programming-based decision support system for production planning in secondary
wood product manufacturing. Decision Support Systems, 40(2), 183-196.
Federgruen, A., & Heching, A. (1999). Combined pricing and inventory control under
uncertainty. Operations Research, 47(3), 454-475.
Fildes, R., Goodwin, P., & Lawrence, M. (2006). The design features of forecasting
support systems and their effectiveness. Decision Support Systems, 42(1), 351-
361.
Fildes, R., Nikolopoulos, K., Crone, S., & Syntetos, A. (2008). Forecasting and
operational research: a review. Journal of the Operational Research Society,
59(9), 1150-1172.
Fordyce, K., Dunki‐Jacobs, R., Gerard, B., Sell, R., & Sullivan, G. (1992). Logistics
management system: An advanced decision support system for the fourth decision
tier dispatch or short‐interval scheduling. Production and Operations
Management, 1(1), 70-86.
Fowler, J. W., & Rose, O. (2004). Grand challenges in modeling and simulation of
complex manufacturing systems. Simulation, 80(9), 469-476.
200 Framinan, J. M., & Ruiz, R. (2010). Architecture of manufacturing scheduling systems:
Literature review and an integrated proposal. European Journal of Operational
Research, 205(2), 237-246.
Freud, S. (1913). The interpretation of dreams (3d ed.). New York,: The Macmillan
company.
Freud, S. (1975a). further recommendations on the technique of psychoanalysis. In J.
Strachey & A. Freud (Eds.), The standard edition of the complete psychological
works of Sigmund Freud: Hogarth Press.
Freud, S. (1975b). Two Case Histories: 'Little Hans' and the 'Rat Man'. In J. Strachey &
A. Freud (Eds.), The standard edition of the complete psychological works of
Sigmund Freud: Hogarth Press.
Freud, S. (1993a). An Outline of Psychoanalysis. In A. Dickson (Ed.), Historical and
Expository Works on Psychoanalysis (Vol. 15). London: Penguin.
Freud, S. (1993b). A Short Account of Psychoanalysis. In A. Dickson (Ed.), Historical
and Expository Works on Psychoanalysis (Vol. 15). London: Penguin.
Gazmuri, P., & Arrate, I. (1995). Modeling and visualization for a production planning
decision support system. International Transactions in Operational Research,
2(3), 249-258.
Geunes, J., Romeijn, H. E., & Taaffe, K. (2006). Requirements planning with pricing and
order selection flexibility. Operations Research, 54(2), 394-401.
Gilbert, S. M. (1999). Coordination of pricing and multi-period production for constant
priced goods. European Journal of Operational Research, 114(2), 330-337.

201 Glover, F. (1989). Tabu search - Part I. ORSA Journal on Computing, 1(3), 190-206.
Glover, F. (1990). Tabu search - Part II. ORSA Journal on Computing, 2(1), 4-32.
Glover, F. (2007). Tabu search - Uncharted domains. Annals of Operations Research,
149(1), 89-98.
Glover, F., & Kochenberger, G. A. (2003). Handbook of metaheuristics. Boston: Kluwer
Academic Publishers.
Godfrey, P. (2002). Overall equipment effectiveness. Manufacturing Engineer, 81(3),
109-112.
Goel, A., & Gutierrez, G. (2006). Integrating commodity markets in the optimal
procurement policies of a stochastic inventory system. Available at SSRN 930486.
Goetsch, D. L., & Davis, S. M. (1994). Introduction to total quality: Quality,
productivity, competitiveness: Merrill New York.
Goldberg, D. E. (1989). Genetic algorithms in search, optimization, and machine
learning. Reading, Mass.: Addison-Wesley.
Goodwin, P., Fildes, R., Lawrence, M., & Nikolopoulos, K. (2007). The process of using
a forecasting support system. International Journal of Forecasting, 23(3), 391-
404.
Gorry, G. A., & Morton, M. S. S. (1971). A framework for management information
systems (Vol. 13): Massachusetts Institute of Technology.
Göx, R. F. (2002). Capacity planning and pricing under uncertainty. Journal of
Management Accounting Research, 14(1), 59-78.

202 Grabot, B., Blanc, J.-C., & Binda, C. (1996). A decision support system for production
activity control. Decision Support Systems, 16(2), 87-101.
Graham, C., & Clare, T. (2007). A Study of Capturing the Skill Competencies of the
Workforce Within a Small Manufacturing Engineering Company. Guidelines for
a Decision Support Method Adapted to NPD Processes.
Green, P. E., & Krieger, A. M. (1992). Modeling competitive pricing and market share:
Anatomy of a decision support system. European Journal of Operational
Research, 60(1), 31-44.
Guo, Z., Wong, W., & Li, M. (2013). A multivariate intelligent decision-making model
for retail sales forecasting. Decision Support Systems.
Gupta, A., & Maranas, C. D. (2003). Managing demand uncertainty in supply chain
planning. Computers & Chemical Engineering, 27(8), 1219-1227.
Haettenschwiler, P. (2001). Neues anwenderfreundliches Konzept der
Entscheidungsunterstützung. Gutes entscheiden in wirtschaft, politik und
gesellschaft, 189-208.
Handyside, E. (1997). Genba Kandri: The disciplines of real leadership in the workplace:
Aldershot, Hampshire, England: Gower Publishing Limited.
Hansen, P., & Mladenović, N. (2003). Variable neighborhood search: Springer.
Henning, G. P., & Cerdá, J. (2000). Knowledge-based predictive and reactive scheduling
in industrial environments. Computers & Chemical Engineering, 24(9), 2315-
2338.

203 Hilton, R. W., Swieringa, R. J., & Turner, M. J. (1988). Product pricing, accounting costs
and use of product-costing systems. Accounting Review, 195-218.
Hirst, D. E., Koonce, L., & Venkataraman, S. (2008). Management earnings forecasts: A
review and framework. Accounting Horizons, 22(3), 315-338.
Holland, J. H. (1975). Adaptation in natural and artificial systems : an introductory
analysis with applications to biology, control, and artificial intelligence. Ann
Arbor: University of Michigan Press.
Huber, G. P. (1984). Issues in the Design of Group Decision Support Sytems. MIS
Quarterly, 195-204.
Jeong, I., Leon, V., & Villalobos, J. (2007). Integrated decision-support system for
diagnosis, maintenance planning, and scheduling of manufacturing systems.
International Journal of Production Research, 45(2), 267-285.
Jindal, K., Jaipur, I., Srinivasan, S., Bahadurgarh, P., Jhajjar, I., & Sharma, M. (2013).
Review of Decision Support System Based on Multi Agent in Production
Scheduling.
Josef Geiger, M. (2011). Decision support for multi-objective flow shop scheduling by
the Pareto iterated local search methodology. Computers & industrial
engineering, 61(3), 805-812.
Kagami, A., Homma, K., Akashi, K., Aizawa, T., & Mori, H. (1992). Inventory control
method and system: Google Patents.

204 Kan, C.-W., & Chen, A.-P. (2013). Decision Support System: Real-Time Dispatch of
Manufacturing Processes. Paper presented at the Proceedings of the Institute of
Industrial Engineers Asian Conference 2013.
Kapanoglu, M., & Miller, W. A. (2004). An evolutionary algorithm-based decision
support system for managing flexible manufacturing. Robotics and Computer-
Integrated Manufacturing, 20(6), 529-539.
Karumanasseri, G., & Abourizk, S. (2002). Decision support system for scheduling steel
fabrication projects. Journal of Construction Engineering and Management,
128(5), 392-399.
Kazerooni, A., Chan, F., & Abhary, K. (1997). A fuzzy integrated decision-making
support system for scheduling of FMS using simulation. Computer Integrated
Manufacturing Systems, 10(1), 27-34.
Keen, P. G., & Morton, M. S. S. (1978). Decision support systems: an organizational
perspective (Vol. 35): Addison-Wesley Reading, MA.
Kennedy, J., & Eberhart, R. (1995). Particle swarm optimization, Perth, Aust.
Kim, M. H., & Kim, Y.-D. (1994). Simulation-based real-time scheduling in a flexible
manufacturing system. Journal of Manufacturing Systems, 13(2), 85-93.
Kimes, S. E. (2005). Restaurant revenue management: Could it work? Journal of
Revenue & Pricing Management, 4(1), 95-97.
Kingsman, B. G., & de Souza, A. A. (1997). A knowledge-based decision support system
for cost estimation and pricing decisions in versatile manufacturing companies.
International Journal of Production Economics, 53(2), 119-139.

205 Kirkpatrick, S., Gelatt, C. D., Jr., & Vecchi, M. P. (1983). Optimization by simulated
annealing. Science, 220(4598), 671-680. doi: 220/4598/671 [pii]
10.1126/science.220.4598.671
Koonce, D., Judd, R., Sormaz, D., & Masel, D. T. (2003). A hierarchical cost estimation
tool. Computers in industry, 50(3), 293-302.
Korpela, J., & Tuominen, M. (1996). Inventory forecasting with a multiple criteria
decision tool. International Journal of Production Economics, 45(1), 159-168.
Krasteva, E., Singh, M., Sotirov, G., Bennavail, J., & Mincoff, N. (1994). Model building
for pricing decision making in an uncertain environment. Paper presented at the
Systems, Man, and Cybernetics, 1994.'Humans, Information and Technology'.,
1994 IEEE International Conference on.
Krishna, L. S. R., Mahesh, V., Dulluri, S., & Rao, C. (2010). Implementation of an online
scheduling support system in a high mix manufacturing firm. International
Journal of Engineering, Science and Technology, 2(11).
Kungwalsong, K., & Kachitvichyanukul, V. (2006). Decision support system for
integrated planning and scheduling. International journal of information
technology and management, 5(2), 151-161.
Kunreuther, H., & Schrage, L. (1973). Joint pricing and inventory decisions for constant
priced items. Management Science, 19(7), 732-738.
Kuo, R. (2001). A sales forecasting system based on fuzzy neural network with initial
weights generated by genetic algorithm. European Journal of Operational
Research, 129(3), 496-517.

206 Kuo, R., & Xue, K. (1998). A decision support system for sales forecasting through fuzzy
neural networks with asymmetric fuzzy weights. Decision Support Systems, 24(2),
105-126.
Kuo, R. J., Wu, P., & Wang, C. (2002). An intelligent sales forecasting system through
integration of artificial neural networks and fuzzy neural networks with fuzzy
weight elimination. Neural Networks, 15(7), 909-925.
Kuo, W.-H., & Hwang, S.-L. (1998). A prototype of a real-time support system in the
scheduling of production systems. International journal of industrial ergonomics,
21(2), 133-143.
Lawrence, M., O'Connor, M., & Edmundson, B. (2000). A field study of sales forecasting
accuracy and processes. European Journal of Operational Research, 122(1), 151-
160.
Layer, A., Brinke, E. T., Houten, F. V., Kals, H., & Haasis, S. (2002). Recent and future
trends in cost estimation. International Journal of Computer Integrated
Manufacturing, 15(6), 499-510.
Lee, J. K., Lee, K. J., Hong, J. S., Kim, W., Kim, E. Y., Choi, S. Y., . . . Choi, H. R.
(1995). Das: Intelligent scheduling systems for shipbuilding. AI Magazine, 16(4),
78.
Levy, D., Bergen, M., Dutta, S., & Venable, R. (1997). The magnitude of menu costs:
direct evidence from large US supermarket chains. The Quarterly Journal of
Economics, 791-825.

207 Li, H., Li, Z., Li, L. X., & Hu, B. (2000). A production rescheduling expert simulation
system. European Journal of Operational Research, 124(2), 283-293.
Li, S., & Kuo, X. (2008). The inventory management system for automobile spare parts
in a central warehouse. Expert Systems with Applications, 34(2), 1144-1153.
Lieberman, W. (2004). Revenue management in the health care industry. Revenue
Management and Pricing: Case Studies and Applications, 137-142.
Lin, C.-T., & Lee, I.-F. (2009). Artificial intelligence diagnosis algorithm for expanding a
precision expert forecasting system. Expert Systems with Applications, 36(4),
8385-8390.
Lin, L., Cochran, J. K., & Sarkis, J. (1992). A metamodel-based decision support system
for shop floor production control. Computers in industry, 18(2), 155-168.
Litvin, C. B., Davis, K. S., Moran, W. P., Iverson, P. J., Zhao, Y., & Zapka, J. (2012).
The Use of Clinical Decision‐Support Tools to Facilitate Geriatric Education.
Journal of the American Geriatrics Society, 60(6), 1145-1149.
Liu, J., Wu, Y., Tao, T., & Chu, Q. (2013). Research and development of decision
support system for regional agricultural development programming Computer and
Computing Technologies in Agriculture VI (pp. 271-281): Springer.
Liu, Y., Zhou, C., Guo, D., Wang, K., Pang, W., & Zhai, Y. (2010). A decision support
system using soft computing for modern international container transportation
services. Applied Soft Computing, 10(4), 1087-1095.
Lo, M.-C. (2007). Decision support system for the integrated inventory model with
general distribution demand. Information Technology Journal, 6(7), 1069-1074.
208 Madureira, A. (2005). Scheduling support system based on meta-heuristics for dynamic
manufacturing scheduling. Paper presented at the Proceedings of the 4th WSEAS
International Conference on Applied Mathematics and Computer Science
(AMCOS'05).
Mahdavi, I., Shirazi, B., & Solimanpur, M. (2010). Development of a simulation-based
decision support system for controlling stochastic flexible job shop manufacturing
systems. Simulation Modelling Practice and Theory, 18(6), 768-786.
Mahmoud, E., Rice, G., & Malhotra, N. (1988). Emerging issues in sales forecasting and
decision support systems. Journal of the Academy of Marketing Science, 16(3-4),
47-61.
Makarouni, I., Psarras, J., & Siskos, E. (2013). Interactive bicriterion decision support for
a large scale industrial scheduling system. Annals of Operations Research, 1-17.
Mallya, S., Banerjee, S., & Bistline, W. G. (2001). A decision support system for
production/distribution planning in continuous manufacturing. Decision Sciences,
32(3), 545-556.
Manthou, V., & Vlachopoulou, M. (2001). Bar-code technology for inventory and
marketing management systems: A model for its development and
implementation. International Journal of Production Economics, 71(1), 157-164.
March, S. T., & Hevner, A. R. (2007). Integrated decision support systems: A data
warehousing perspective. Decision Support Systems, 43(3), 1031-1043.

209 Mardaneh, E., & Caccetta, L. (2013). Optimal Pricing and Production Planning for Multi-
product Multi-period Systems with Backorders. Journal of Optimization Theory
and Applications, 158(3), 896-917.
Mauchand, M., Siadat, A., Bernard, A., & Perry, N. (2008). Proposal for tool-based
method of product cost estimation during conceptual design. Journal of
Engineering Design, 19(2), 159-172.
McConnell, P. G., & Medeiros, D. J. (1992). Real-time simulation for decision support in
continuous flow manufacturing systems. Paper presented at the Proceedings of the
24th conference on Winter simulation.
McKay, K. N., & Wiers, V. (2003). Integrated decision support for planning, scheduling,
and dispatching tasks in a focused factory. Computers in industry, 50(1), 5-14.
Metaxiotis, K., Psarras, J., & Samouilidis, E. (2003). Integrating fuzzy logic into decision
suppport systems: current research and future prospects. Information management
& computer security, 11(2), 53-59.
Min, H. (2009). Application of a decision support system to strategic warehousing
decisions. International Journal of Physical Distribution & Logistics
Management, 39(4), 270-281.
Mladenović, N., & Hansen, P. (1997). Variable neighborhood search. Computers &
Operations Research, 24(11), 1097-1100.
Mok, P., Cheung, T., Wong, W., Leung, S., & Fan, J. (2013). Intelligent production
planning for complex garment manufacturing. Journal of Intelligent
Manufacturing, 24(1), 133-145.

210 Moole, B. R., & Korrapati, R. (2004). A decision support system model for forecasting in
inventory management using probabilistic multidimensional data model
(PMDDM). Academy of Information and Management Sciences, 8(2), 35.
Moreau, J.-P. (2009). LINEAR PROGRAMMING IN C/C++, http://jean-
pierre.moreau.pagesperso-orange.fr/Cplus/simplex_cpp.txt
Moynihan, G. P., Raj, P. S., Sterling, J. U., & Nichols, W. G. (1995). Decision support
system for strategic logistics planning. Computers in industry, 26(1), 75-84.
Muchiri, P., & Pintelon, L. (2008). Performance measurement using overall equipment
effectiveness (OEE): literature review and practical application discussion.
International Journal of Production Research, 46(13), 3517-3535.
Natarajan, B. (1989). Automated system for evaluating the sensitivity of inventory costs
due to fluctuations in customer demand: Google Patents.
Newton, P. (2012). Development and utility of an ecological-based decision-support
system for managing mixed coniferous forest stands for multiple objectives.
Novas, J. M., & Henning, G. P. (2009). A reactive scheduling approach based on domain-
knowledge. Computer Aided Chemical Engineering, 27, 765-770.
Özdamar, L., Bozyel, M. A., & Birbil, S. I. (1998). A hierarchical decision support
system for production planning (with case study). European Journal of
Operational Research, 104(3), 403-422.
Park, J., & Simpson*, T. W. (2005). Development of a production cost estimation
framework to support product family design. International Journal of Production
Research, 43(4), 731-772.

211 Peidro, D., Mula, J., Poler, R., & Lario, F.-C. (2009). Quantitative models for supply
chain planning under uncertainty: a review. The International Journal of
Advanced Manufacturing Technology, 43(3-4), 400-420.
Petrovic, D., & Duenas, A. (2006). A fuzzy logic based production
scheduling/rescheduling in the presence of uncertain disruptions. Fuzzy Sets and
Systems, 157(16), 2273-2285.
Petrovic, D., Xie, Y., & Burnham, K. (2006). Fuzzy decision support system for demand
forecasting with a learning mechanism. Fuzzy Sets and Systems, 157(12), 1713-
1725.
Phillips-Wren, G. (2009). Adaptive Decision Support for Dynamic Environments New
Advances in Intelligent Decision Technologies (pp. 235-243): Springer.
Pinedo, M. (2012). Scheduling: Theory, Algorithms, and Systems: Springer.
Poler, R., & Mula, J. (2011). Forecasting model selection through out-of-sample rolling
horizon weighted errors. Expert Systems with Applications, 38(12), 14778-14785.
Poole, M. S., Courtney, J., Lomax, T., & Vedlitz, A. (2009). Designing a Decision
Support System For Urban Infrastructure Decision Making. ICTs citizens and
governance: after the hype.
Power, D. (2002). Decision support systems: concepts and resources for managers:
Greenwood Publishing Group.
Power, D. J. (2000). Web-based and model-driven decision support systems: concepts
and issues. Paper presented at the Americas Conference on Information Systems,
Long Beach, California.

212 Prasad, S., Shah, V., & Hasan, J. (1996). A prototype intelligent model management
system for inventory decision support. Omega, 24(2), 153-166.
Psychogios, A. G., & Priporas, C.-V. (2007). Understanding Total Quality Management
in Context: Qualitative Research on Managers' Awareness of TQM Aspects in the
Greek Service Industry. Qualitative Report, 12(1), 40-66.
Qingsong, L., & Lizhi, Q. (2010). A Support Vector Machines based framework of
Inventory Decision Supporting System. Paper presented at the Advanced
Management Science (ICAMS), 2010 IEEE International Conference on.
Quintana, G., & Ciurana, J. (2011). Cost estimation support tool for vertical high speed
machines based on product characteristics and productivity requirements.
International Journal of Production Economics, 134(1), 188-195.
Rangaswamy, A., & Shell, G. R. (1997). Using computers to realize joint gains in
negotiations: toward an “electronic bargaining table”. Management Science,
43(8), 1147-1163.
Raturi, A. S., Meredith, J. R., McCutcheon, D. M., & Camm, J. D. (1990). Coping with
the build-to-forecast environment. Journal of Operations Management, 9(2), 230-
249.
Razi, M. A., & Tarn, J. M. (2003). An applied model for improving inventory
management in ERP systems. Logistics Information Management, 16(2), 114-124.
Ren, S., Zhang, X. D., & Zhang, X. P. (1997). A new generation of decision support
systems for advanced manufacturing enterprises. Journal of Intelligent
Manufacturing, 8(5), 335-343.

213 Retzlaff-Roberts, D., & Amini, M. (1998). A decision support system for integrated
inventory management. Cycle Time Research, 4, 33-42.
Robinson, B., & Lakhani, C. (1975). Dynamic price models for new-product planning.
Management Science, 21(10), 1113-1122.
Rockart, J. F., & De Long, D. W. (1988). Executive support systems: The emergence of
top management computer use: Dow Jones-Irwin.
Rouwenhorst, B., Reuter, B., Stockrahm, V., Van Houtum, G., Mantel, R., & Zijm, W.
(2000). Warehouse design and control: Framework and literature review.
European Journal of Operational Research, 122(3), 515-533.
Rush, C., & Roy, R. (2001). Expert judgement in cost estimating: Modelling the
reasoning process. Concurrent Engineering, 9(4), 271-284.
Samanta, B., & Al-Araimi, S. (2001). An inventory control model using fuzzy logic.
International Journal of Production Economics, 73(3), 217-226.
Sayed, H. E., Gabbar, H. A., & Miyazaki, S. (2009). A hybrid statistical genetic-based
demand forecasting expert system. Expert Systems with Applications, 36(9),
11662-11670.
Serrano-Cinca, C., & Gutiérrez-Nieto, B. (2013). A decision support system for financial
and social investment. Applied Economics, 45(28), 4060-4070.
Shan, S., Wang, L., Li, L., & Chen, Y. (2012). An emergency response decision support
system framework for application in e-government. Information Technology and
Management, 13(4), 411-427.

214 Shang, J., Tadikamalla, P. R., Kirsch, L. J., & Brown, L. (2008). A decision support
system for managing inventory at GlaxoSmithKline. Decision Support Systems,
46(1), 1-13.
SHARIT, J., EBERTS, R., & SALVENDY, G. (1988). A proposed theoretical framework
for design of decision support systems in computer-integrated manufacturing
systems: A cognitive engineering approach. THE INTERNATIONAL JOURNAL
OF PRODUCTION RESEARCH, 26(6), 1037-1063.
Shaw, M. J. (1988). Dynamic scheduling in cellular manufacturing systems: a framework
for networked decision making. Journal of Manufacturing Systems, 7(2), 83-94.
Shehab, E., & Abdalla, H. (2001). Manufacturing cost modelling for concurrent product
development. Robotics and Computer-Integrated Manufacturing, 17(4), 341-353.
Signorile, R. (2005). A decision support system for inventory control using planning and
distributed agents Innovations in Applied Artificial Intelligence (pp. 192-196):
Springer.
Singh, M. G. (1991). Knowledge support systems for'smarter'pricing and resource
allocation. Control Systems, IEEE, 11(5), 3-7.
Slade, M. E. (1998). Optimal pricing with costly adjustment: evidence from retail-
grocery prices. The Review of Economic Studies, 65(1), 87-107.
Smith, N. R., Limón Robles, J., & Cárdenas-Barrón, L. E. (2009). Optimal pricing and
production master planning in a multiperiod horizon considering capacity and
inventory constraints. Mathematical Problems in Engineering, 2009.

215 Sobotka, A. (1998). Inventory control: A simulation and decision support system.
Simulation, 71(3), 141-153.
Song, S., Ryu, K., & Kim, M. (2010). Ontology-based decision support for military
information systems. Paper presented at the Applications and Technology
Conference (LISAT), 2010 Long Island Systems.
Southard, P. B., & Swenseth, S. R. (2008). Evaluating vendor-managed inventory (VMI)
in non-traditional environments using simulation. International Journal of
Production Economics, 116(2), 275-287.
SOUZA, A., & KINGSMAN, B. (1999). CEPSS-A Rule Based Expert Decision Support
Tool for the Cost Estimation and Pricing Decision Process. Paper presented at the
Rio de Janeiro: Anais em CD-ROM do XIX Encontro Nacional de Engenharia de
Produção e V Congresso Internacional de Engenharia Industrial.
Soyster, A. L. (1973). Technical note—convex programming with set-inclusive
constraints and applications to inexact linear programming. Operations Research,
21(5), 1154-1157.
Sprague, R. H. (1980). A framework for the development of decisoin support systems.
MIS Quarterly, 4(4), 1-26.
Sun, Z.-L., Choi, T.-M., Au, K.-F., & Yu, Y. (2008). Sales forecasting using extreme
learning machine with applications in fashion retailing. Decision Support Systems,
46(1), 411-419.
216 Tabucanon, M. T., Batanov, D. N., & Verma, D. K. (1994). Decision support system for
multicriteria machine selection for flexible manufacturing systems. Computers in
industry, 25(2), 131-143.
Tamura, R., Nagai, M., Nakagawa, Y., Tanizaki, T., & Nakajima, H. (1998).
Synchronized scheduling method in manufacturing steel sheets. International
Transactions in Operational Research, 5(3), 189-199.
Thomassey, S., Happiette, M., & Castelain, J.-M. (2005). A global forecasting support
system adapted to textile distribution. International Journal of Production
Economics, 96(1), 81-95.
Tolliver, E. M. (1971). Myths of automated management systems. Journal of Systems
Management, 22(3), 29-32.
Towill, D. R., Evans, G. N., & Cheema, P. (1997). Analysis and design of an adaptive
minimum reasonable inventory control system. Production Planning & Control,
8(6), 545-557.
Trefil, J. S. (2001). Encyclopedia of science and technology: Taylor & Francis.
Trentesaux, D., Dindeleux, R., & Tahon, C. (1998). A multicriteria decision support
system for dynamic task allocation in a distributed production activity control
structure. International Journal of Computer Integrated Manufacturing, 11(1), 3-
17.
Tsadiras, A., Papadopoulos, C., & O’Kelly, M. (2013). An Artificial Neural Network
based Decision Support System for Solving the Buffer Allocation Problem in
Reliable Production Lines. Computers & industrial engineering.
217 Tsai, W.-H., & Hung, S.-J. (2009). Dynamic pricing and revenue management process in
internet retailing under uncertainty: an integrated real options approach. Omega,
37(2), 471-481.
Tsubone, H., Matsuura, H., & Kimura, K. (1995). Decision support system for production
planning—concept and prototype. Decision Support Systems, 13(2), 207-215.
Tsukiyama, M., & Mori, K. (1991). Advanced hybrid scheduling system for
manufacturing. Paper presented at the Industrial Electronics, Control and
Instrumentation, 1991. Proceedings. IECON'91., 1991 International Conference
on.
Tu, F., Ghoshal, S., Luo, J., Biswas, G., Mahadevan, S., Jaw, L., & Navarra, K. (2007).
PHM integration with maintenance and inventory management systems. Paper
presented at the Aerospace Conference, 2007 IEEE.
Van Dam, P., Gaalman, G. J., & Sierksma, G. (1998). Designing scheduling systems for
packaging in process industries: A tobacco company case. International Journal
of Production Economics, 56, 649-659.
Van Donselaar, K., van Woensel, T., Broekmeulen, R., & Fransoo, J. (2006). Inventory
control of perishables in supermarkets. International Journal of Production
Economics, 104(2), 462-472.
Venkatachalam, A., & Sohl, J. E. (1999). An intelligent model selection and forecasting
system. Journal of Forecasting, 18(3), 167-180.
218 Viswanathan, S., & Wang, Q. (2003). Discount pricing decisions in distribution channels
with price-sensitive demand. European Journal of Operational Research, 149(3),
571-587.
Viviers, F. (1983). A decision support system for job shop scheduling. European Journal
of Operational Research, 14(1), 95-103.
Wagner, N., Michalewicz, Z., Schellenberg, S., Chiriac, C., & Mohais, A. (2011).
Intelligent techniques for forecasting multiple time series in real-world systems.
International Journal of Intelligent Computing and Cybernetics, 4(3), 284-310.
Walker, J. (2000). Decision support for the single-period inventory problem. Industrial
Management & Data Systems, 100(2), 61-67.
Walker, W. E., Harremoës, P., Rotmans, J., van der Sluijs, J. P., van Asselt, M. B.,
Janssen, P., & Krayer von Krauss, M. (2003). Defining uncertainty: a conceptual
basis for uncertainty management in model-based decision support. Integrated
assessment, 4(1), 5-17.
Wang, H., Ruan, X.-Y., & Zhou, X. (2003). Research on injection mould intelligent cost
estimation system and key technologies. The International Journal of Advanced
Manufacturing Technology, 21(3), 215-222.
Wang, K.-S., Hsia, H.-W., & Zhuang, Z.-D. (1995). Decision learning about production
control as machines break down in a flexible manufacturing system. International
journal of flexible manufacturing systems, 7(1), 73-92.
Wasim, A., Shehab, E., Abdalla, H., Al-Ashaab, A., Sulowski, R., & Alam, R. (2013). An
innovative cost modelling system to support lean product and process
219
development. The International Journal of Advanced Manufacturing Technology,
1-17.
Webby, R., O'Connor, M., & Edmundson, B. (2005). Forecasting support systems for the
incorporation of event information: An empirical investigation. International
Journal of Forecasting, 21(3), 411-423.
Wen, W. (2007). A knowledge-based intelligent electronic commerce system for selling
agricultural products. Computers and electronics in agriculture, 57(1), 33-46.
Wiendahl, H.-P., & Garlichs, R. (1994). Decentral production scheduling of assembly
systems with genetic algorithm. CIRP Annals-Manufacturing Technology, 43(1),
389-395.
Williams, T. (1984). Special products and uncertainty in production/inventory systems.
European Journal of Operational Research, 15(1), 46-54.
Winklhofer, H., & Diamantopoulos, A. (2003). A model of export sales forecasting
behavior and performance: development and testing. International Journal of
Forecasting, 19(2), 271-285.
Winklhofer, H., Diamantopoulos, A., & Witt, S. F. (1996). Forecasting practice: A
review of the empirical literature and an agenda for future research. International
Journal of Forecasting, 12(2), 193-221.
Woo, J., Levy, M., & Bible, J. (2005). Inventory and price decision support: Google
Patents.
Wright, D. J. (1988). Decision support oriented sales forecasting methods. Journal of the
Academy of Marketing Science, 16(3-4), 71-78.

220 Xia, M., Zhang, Y., Weng, L., & Ye, X. (2012). Fashion retailing forecasting based on
extreme learning machine with adaptive metrics of inputs. Knowledge-Based
Systems.
Yamaha, H., Matsumoto, S., & Tomita, S. (2008). An attempt to obtain scheduling rules
of network-based support system for Decentralized Scheduling of Distributed
Production Systems. Paper presented at the Industrial Informatics, 2008. INDIN
2008. 6th IEEE International Conference on.
Yan, M.-R. (2011). A fuzzy logic enhanced bargaining model for business pricing
decision support in joint venture projects. Journal of Business Economics and
Management, 12(2), 234-247.
Yang, M.-F., & Lin, Y. (2009). The coordinated scheduling support system of production
and delivery. American Journal of Applied Sciences, 6(4), 601.
Yang, P.-C., & Wee, H.-M. (2006). A collaborative inventory system with permissible
delay in payment for deteriorating items. Mathematical and Computer Modelling,
43(3), 209-221.
Yazgı Tütüncü, G., Aköz, O., Apaydın, A., & Petrovic, D. (2008). Continuous review
inventory control in the presence of fuzzy costs. International Journal of
Production Economics, 113(2), 775-784.
YU, H.-h., & SUN, J.-g. (2002). Decision Support System for Inventory. Acta
Scientiarium Naturalium Universitatis Jilinensis, 3, 013.
Yu, Y., Choi, T.-M., & Hui, C.-L. (2011). An intelligent fast sales forecasting model for
fashion products. Expert Systems with Applications, 38(6), 7373-7379.

221 Zbaracki, M. J., Ritson, M., Levy, D., Dutta, S., & Bergen, M. (2004). Managerial and
customer costs of price adjustment: direct evidence from industrial markets.
Review of Economics and Statistics, 86(2), 514-533.
Zeng, Y., Wang, L., & Zhang, J. (2007). A Web-Based Fuzzy Decision Support System
for Spare Parts Inventory Control Fuzzy Information and Engineering (pp. 601-
609): Springer.
Zhang, H., Hua, X.-l., & Xu, S.-j. (2009). Simulation optimization model of inventory
decision for repairable spares systems [J]. Systems Engineering and Electronics,
6, 053.
Zhong, M., Pick, R., Klein, G., & Jiang, J. (2005). Vector Error-Correction Models in a
consumer packaged goods category forecasting decision support system. Journal
of Computer Information Systems, 46(1), 25-34.
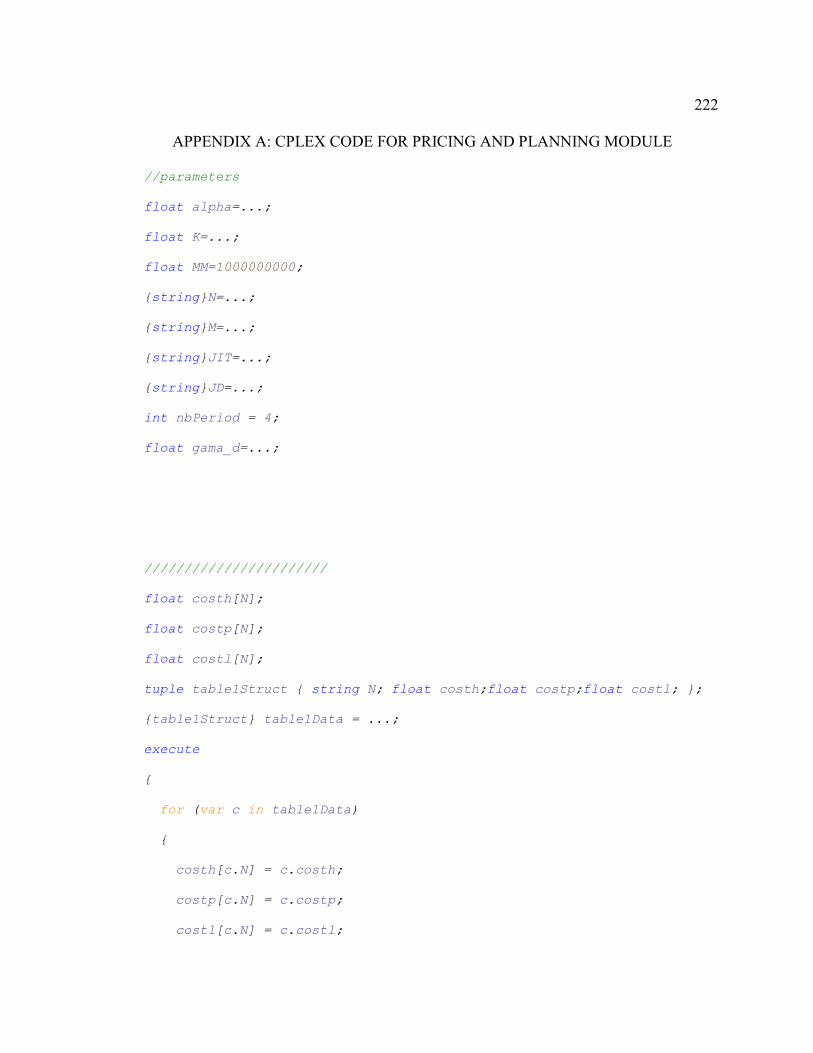
222
APPENDIX A: CPLEX CODE FOR PRICING AND PLANNING MODULE
//parameters
float alpha=...;
float K=...;
float MM=1000000000;
{string}N=...;
{string}M=...;
{string}JIT=...;
{string}JD=...;
int nbPeriod = 4;
float gama_d=...;
///////////////////////
float costh[N];
float costp[N];
float costl[N];
tuple table1Struct { string N; float costh;float costp;float costl; };
{table1Struct} table1Data = ...;
execute
{
for (var c in table1Data)
{
costh[c.N] = c.costh;
costp[c.N] = c.costp;
costl[c.N] = c.costl;

223 }
}
///////////////////////
float pu[N][1..nbPeriod];
float gama2[N][1..nbPeriod];
tuple table3Struct { string N;int period;float pu;float gama2; };
{table3Struct} table3Data = ...;
execute
{
for (var c in table3Data)
{
pu[c.N][c.period] = c.pu;
gama2[c.N][c.period] = c.gama2;
}
}
///////////////////////
float lamda[N][M][1..nbPeriod];
float d_hat[N][M][1..nbPeriod];
float d_bar[N][M][1..nbPeriod];
tuple table4Struct { string N;string M; int period; float lamda;float
d_hat;float d_bar; };
{table4Struct} table4Data = ...;
execute
{
for (var c in table4Data)

224 {
lamda[c.N][c.M][c.period] = c.lamda;
d_hat[c.N][c.M][c.period] = c.d_hat;
d_bar[c.N][c.M][c.period] = c.d_bar;
}
}
//variable
dvar boolean x[N][M][1..nbPeriod];
dvar boolean y[N][M][1..nbPeriod];
dvar float+ z[N][1..nbPeriod];
dvar float+ w[N][M][1..nbPeriod];
dvar float+ mio_hat[N][M][1..nbPeriod];
dvar float+ s[N][1..nbPeriod];
dvar float+ q[N][0..nbPeriod];
dvar float+ p[N][1..nbPeriod];
dvar float+ p2[N][JD][1..nbPeriod];
dvar float+ noo;
//model
maximize

225 sum(i in N,j in M, t in 1..nbPeriod)(w[i][j][t]*lamda[i][j][t]) -
sum(i in N, t in 1..nbPeriod)(costh[i]*q[i][t]) - sum(i in N, t in
1..nbPeriod)(costp[i]*p[i][t]) - sum(i in N,j in M, t in
1..nbPeriod)(costl[i]*x[i][j][t]*d_bar[i][j][t]) + sum(i in N,j in M, t
in 1..nbPeriod)(costl[i]*w[i][j][t])
- sum(i in N,j in JD, t in 1..nbPeriod)(mio_hat[i][j][t]) -
noo*gama_d;
subject to {
//////////////////////////////////////
forall(i in N, j in M, t in 1..nbPeriod)
q[i][t] - q[i][t-1] - p[i][t-1] + s[i][t-1]==0;
forall(i in N)
q[i][0]==0;
forall(i in N, t in 1..nbPeriod)
sum(j in M)x[i][j][t] == 1;
forall(i in N, t in 1..nbPeriod)
p[i][t]<=alpha * pu[i][t];
forall(t in 1..nbPeriod)
sum(i in N)(costp[i] * p[i][t]) <= K;
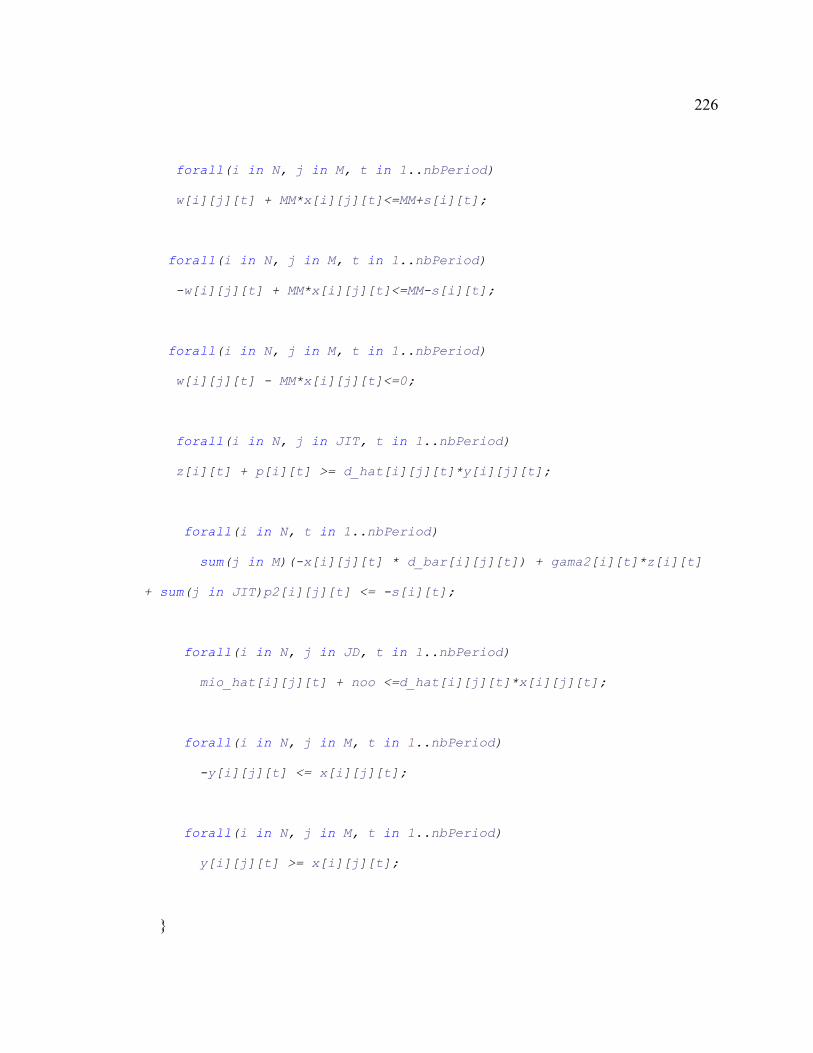
226
forall(i in N, j in M, t in 1..nbPeriod)
w[i][j][t] + MM*x[i][j][t]<=MM+s[i][t];
forall(i in N, j in M, t in 1..nbPeriod)
-w[i][j][t] + MM*x[i][j][t]<=MM-s[i][t];
forall(i in N, j in M, t in 1..nbPeriod)
w[i][j][t] - MM*x[i][j][t]<=0;
forall(i in N, j in JIT, t in 1..nbPeriod)
z[i][t] + p[i][t] >= d_hat[i][j][t]*y[i][j][t];
forall(i in N, t in 1..nbPeriod)
sum(j in M)(-x[i][j][t] * d_bar[i][j][t]) + gama2[i][t]*z[i][t]
+ sum(j in JIT)p2[i][j][t] <= -s[i][t];
forall(i in N, j in JD, t in 1..nbPeriod)
mio_hat[i][j][t] + noo <=d_hat[i][j][t]*x[i][j][t];
forall(i in N, j in M, t in 1..nbPeriod)
-y[i][j][t] <= x[i][j][t];
forall(i in N, j in M, t in 1..nbPeriod)
y[i][j][t] >= x[i][j][t];
}

227
APPENDIX B: SIMPLEX CODE USED IN PRICING AND PLANNING
MODULE
#include <stdio.h>
#include <math.h>
#define CMAX 10 //max. number of variables in economic function
#define VMAX 10 //max. number of constraints
int NC, NV, NOPTIMAL,P1,P2,XERR;
double TS[CMAX][VMAX];
void Data() {
double R1,R2;
char R;
int I,J;
printf("\n LINEAR PROGRAMMING\n\n");
printf(" MAXIMIZE (Y/N) ? "); scanf("%c", &R);
printf("\n NUMBER OF VARIABLES OF ECONOMIC FUNCTION ? ");
scanf("%d", &NV);
printf("\n NUMBER OF CONSTRAINTS ? "); scanf("%d", &NC);
if (R == 'Y' || R=='y')
R1 = 1.0;
else
R1 = -1.0;
printf("\n INPUT COEFFICIENTS OF ECONOMIC FUNCTION:\n");
for (J = 1; J<=NV; J++) {

228 printf(" #%d ? ", J); scanf("%lf", &R2);
TS[1][J+1] = R2 * R1;
}
printf(" Right hand side ? "); scanf("%lf", &R2);
TS[1][1] = R2 * R1;
for (I = 1; I<=NC; I++) {
printf("\n CONSTRAINT #%d:\n", I);
for (J = 1; J<=NV; J++) {
printf(" #%d ? ", J); scanf("%lf", &R2);
TS[I + 1][J + 1] = -R2;
}
printf(" Right hand side ? "); scanf("%lf", &TS[I+1][1]);
}
printf("\n\n RESULTS:\n\n");
for(J=1; J<=NV; J++) TS[0][J+1] = J;
for(I=NV+1; I<=NV+NC; I++) TS[I-NV+1][0] = I;
}
void Pivot();
void Formula();
void Optimize();
void Simplex() {
e10: Pivot();
Formula();
Optimize();
if (NOPTIMAL == 1) goto e10;
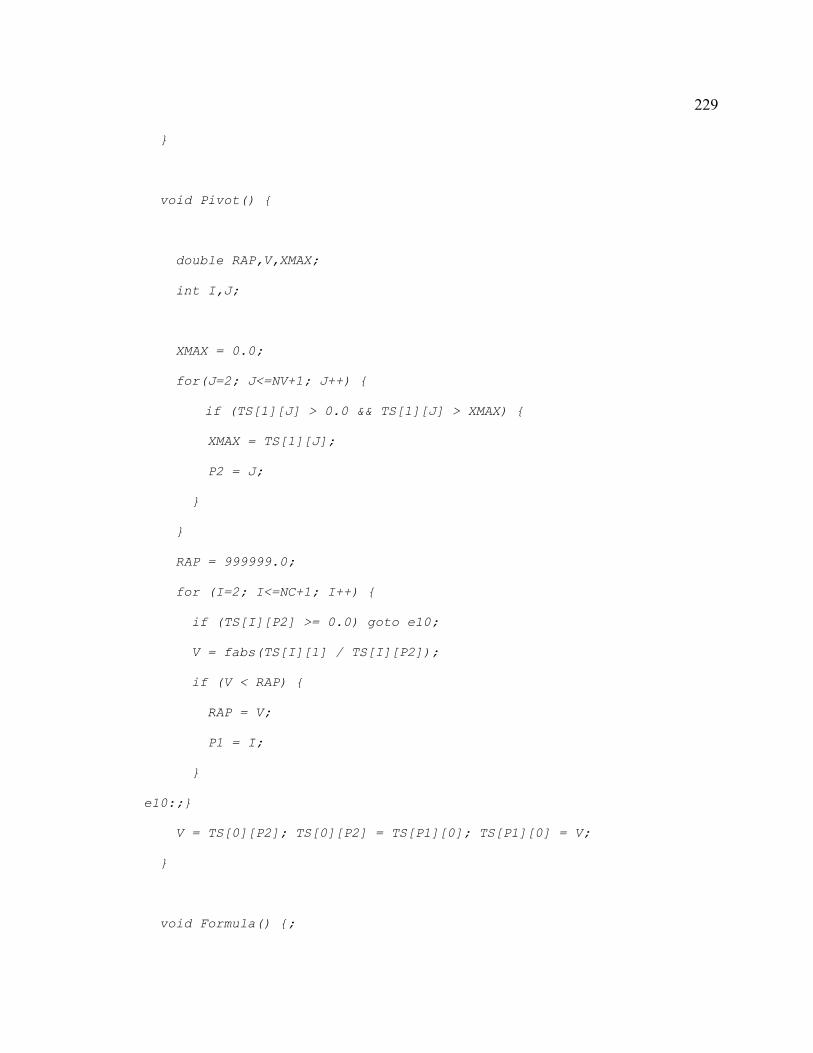
229 }
void Pivot() {
double RAP,V,XMAX;
int I,J;
XMAX = 0.0;
for(J=2; J<=NV+1; J++) {
if (TS[1][J] > 0.0 && TS[1][J] > XMAX) {
XMAX = TS[1][J];
P2 = J;
}
}
RAP = 999999.0;
for (I=2; I<=NC+1; I++) {
if (TS[I][P2] >= 0.0) goto e10;
V = fabs(TS[I][1] / TS[I][P2]);
if (V < RAP) {
RAP = V;
P1 = I;
}
e10:;}
V = TS[0][P2]; TS[0][P2] = TS[P1][0]; TS[P1][0] = V;
}
void Formula() {;

230 //Labels: e60,e70,e100,e110;
int I,J;
for (I=1; I<=NC+1; I++) {
if (I == P1) goto e70;
for (J=1; J<=NV+1; J++) {
if (J == P2) goto e60;
TS[I][J] -= TS[P1][J] * TS[I][P2] / TS[P1][P2];
e60:;}
e70:;}
TS[P1][P2] = 1.0 / TS[P1][P2];
for (J=1; J<=NV+1; J++) {
if (J == P2) goto e100;
TS[P1][J] *= fabs(TS[P1][P2]);
e100:;}
for (I=1; I<=NC+1; I++) {
if (I == P1) goto e110;
TS[I][P2] *= TS[P1][P2];
e110:;}
}
void Optimize() {
int I,J;
for (I=2; I<=NC+1; I++)
if (TS[I][1] < 0.0) XERR = 1;
NOPTIMAL = 0;
if (XERR == 1) return;
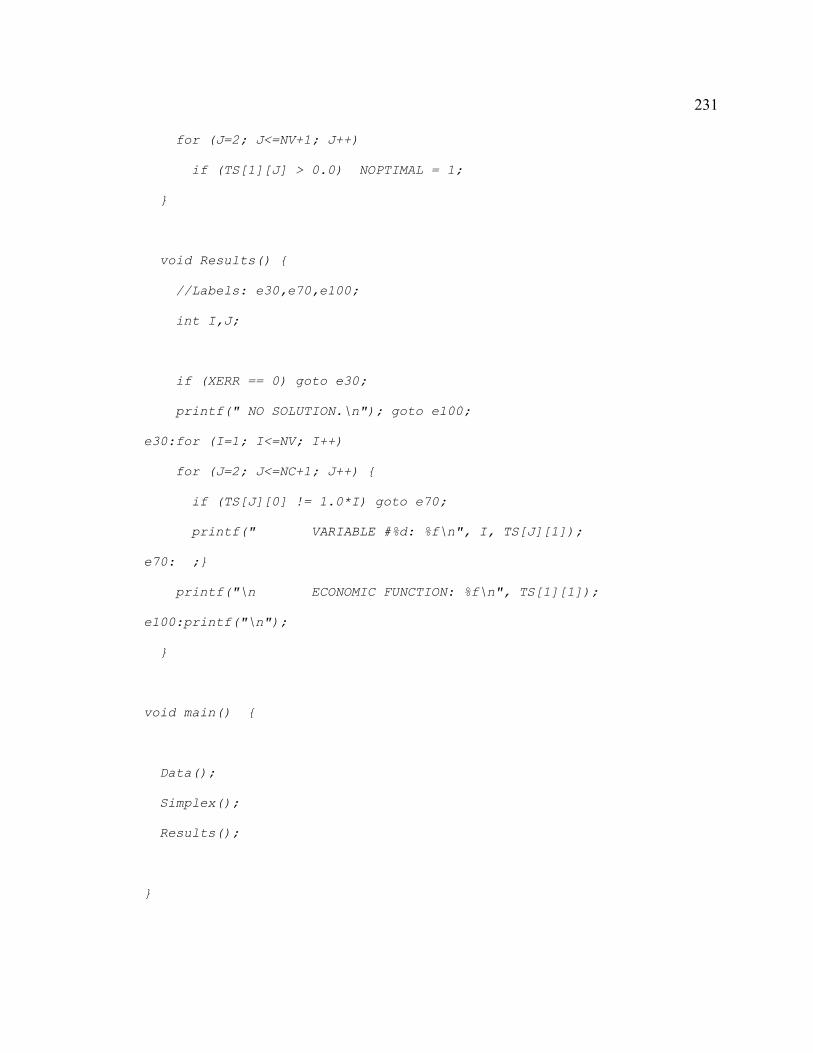
231 for (J=2; J<=NV+1; J++)
if (TS[1][J] > 0.0) NOPTIMAL = 1;
}
void Results() {
//Labels: e30,e70,e100;
int I,J;
if (XERR == 0) goto e30;
printf(" NO SOLUTION.\n"); goto e100;
e30:for (I=1; I<=NV; I++)
for (J=2; J<=NC+1; J++) {
if (TS[J][0] != 1.0*I) goto e70;
printf(" VARIABLE #%d: %f\n", I, TS[J][1]);
e70: ;}
printf("\n ECONOMIC FUNCTION: %f\n", TS[1][1]);
e100:printf("\n");
}
void main() {
Data();
Simplex();
Results();
}
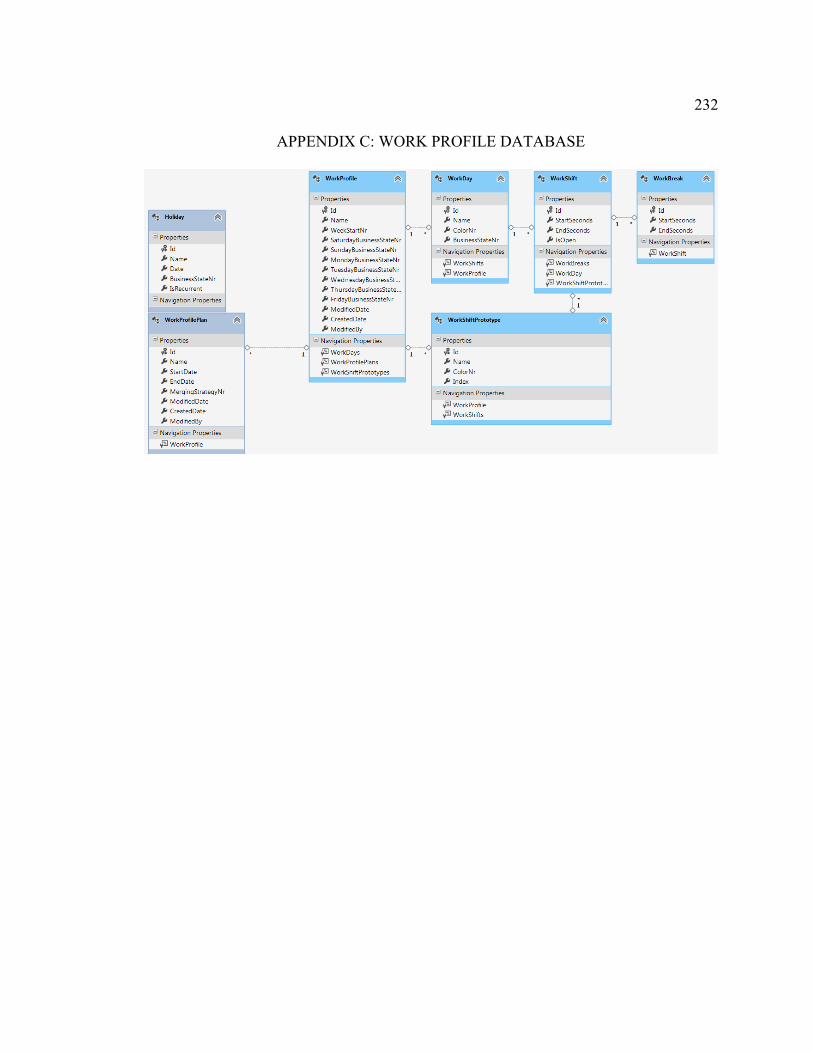
232
APPENDIX C: WORK PROFILE DATABASE

233
APPENDIX D: MACHINE AND MAINTENANCE DATABASE

234
APPENDIX E: CPLEX CODE FOR INVENTORY MANAGEMENT MODULE
//parameters
int m=...;
range M=1..m;
int s=...;
range S=1..s;
int nbPeriod = 12;
float MM=1000000000;
///////////////////////
float h[M]=...;
float a[M][S]=...;
float d[M][1..nbPeriod]=...;
float p[M][S]=...;
float o[M]=...;
float l[M][S]=...;
float u[M][S]=...;
float W=...;
//variable
dvar float+ x[M][S][1..nbPeriod];
dvar boolean y[M][S][1..nbPeriod];
dvar float+ q[M][0..nbPeriod];
//model
minimize

235 sum(i in M,t in 1..nbPeriod)(h[i]*q[i][t]) + sum(i in M, j in S, t in
1..nbPeriod)(a[i][j]*y[i][j][t]) + sum(i in M, j in S, t in
1..nbPeriod)(p[i][j]*x[i][j][t]);
subject to {
//////////////////////////////////////
forall(i in M)
q[i][0]==0;
forall(i in M, t in 1..nbPeriod-1)
q[i][t+1] - q[i][t] - sum(j in S)x[i][j][t] + d[i][t]==0;
forall(t in 1..nbPeriod)
sum(i in M)o[i]*q[i][t]<=W;
forall(i in M, j in S, t in 1..nbPeriod)
l[i][j]*y[i][j][t]<=x[i][j][t];
forall(i in M, j in S, t in 1..nbPeriod)
x[i][j][t]<=MM*y[i][j][t];
forall(i in M, j in S, t in 1..nbPeriod)
x[i][j][t]<=u[i][j];
}

!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
!!
Thesis and Dissertation Services