A Scoping Study End-of-Life Printed Circuit Boards - CiteSeerX
44
A Scoping Study End-of-Life Printed Circuit Boards by Dr Martin Goosey and Dr Rod Kellner Supported by Department of Trade and Industry Intellect Shipley Europe Limited August 2002
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of A Scoping Study End-of-Life Printed Circuit Boards - CiteSeerX
A Scoping StudyEnd-of-Life Printed Circuit Boards
byDr Martin Goosey and Dr Rod Kellner
Supported by
Department of Trade and Industry
Intellect
Shipley Europe Limited
August 2002
A Scoping StudyEnd-of-Life Printed Circuit Boards
Contents
Executive Summary 3
1. Introduction 4
2. Review of Current Situation 7
3. Emerging Technologies and Developments 13
4. Emerging Technologies 16
5. Hydrometallurgical Approachesv 19
6. Summary and Conclusions 22
7. hamos ERP Electronic Scrap Recycling System 26
8. Visit Reports 28
References 41
Bibliography 43
Executive SummaryIn recent years there has been increasing concern about the growing volume of end-of-lifeelectronics and the fact that much of it is consigned to landfill without any attempt beingmade to recycle the materials it contains. The limited availability of landfill and the need forsociety as whole and industry in particular to adopt a more sustainable approach to materialsconsumption has led to greater attention being given to the problems associated with end-of-life electronics. Additionally, implementation of emerging legislation such as the draftWaste from Electrical and Electronic Equipment (WEEE) directive will necessitate theincreasing recovery and recycling of materials found in scrap electronics.
In a recent printed circuit board (PCB) Industry Sustainable Technology Scoping Study, a keyissue highlighted was the disposal of end-of-life PCBs and the lack of establishedmethodologies and infrastructure capable of handling the increasing volumes of scrapboards that would need to be recovered following implementation of the WEEE directive.
It is estimated that as much as 50,000 tonnes of PCB scrap is produced each year in the UKand of this only around 15% is currently subjected to any form of recycling. The remaining85% is consigned to landfill. Currently, the only board waste being recycled is the proportionhaving an inherent value because of its precious metal content and this is limited to recoveryof the metal content via smelting. With growing pressure to recycle more end-of-life circuitboards there is a clear need to develop and implement recycling methodologies that enablemore of the materials and the components to be recycled.
This study has identified and assessed the existing and potential technologies that may beused for the recycling of end-of-life circuit boards and their components. It is clear that thereis, as yet, no single solution capable of viably handling all types of PCB scrap. However, thetechnologies are being developed and solutions do exist. There is a clear window ofopportunity for the UK to establish and implement a PCB recycling capability using thistechnology before the WEEE directive has a major impact in 2006.
Another key finding from this work is that there is an increasing and controversial export ofscrap PCBs from Europe to China for recycling. There has recently been much adversepublicity regarding the fate of this electronic waste, largely because of the use of unskilled,low cost labour and the dangerous and hazardous conditions to which workers are exposed.As the shipping of end-of-life electronics to China is undesirable and that boards containinglow levels of precious metals are uneconomic to recycle via smelting, it is clear thatalternative recycling strategies will need to be implemented before new legislation will forcemore recycling of electronics waste.
Martin Goosey
Chairman of PCIF Environmental Working Group
3

1. Introduction
1.1 Background and Strategic Importance
In 1996 the Printed Circuit Industry Federation (PCIF), now a division of Intellect, formed anEnvironmental Working Group, which set itself the objectives of assisting the UK PCBindustry to adopt environmental and waste minimisation best practices and to understandthe implications of increasingly stringent legislation. The group has been very active over thepast six years and has undertaken numerous projects with support from governmentorganisations including the Department of Trade and Industry, Envirowise, the EnvironmentAgency and Waste and Resources Action Programme (WRAP), as well as from individualcompanies such as Shipley Europe Limited.
Since its formation, the PCIF's Environmental Working Group's key activities and mainemphasis have been in addressing the environmental issues impacting the PCB industryand in helping with its environmental concerns. More recently, it has also sought to addressthese issues via sustainable approaches and through the definition and implementation ofbest practices. Projects undertaken by the Working Group have resulted in such deliverablesas:
• An Environmental Legislation Database
• New tin-lead recovery equipment incorporating a novel and patented technology
• The PCB industry Environmental Best Practice Guide
• The PCB industry Sustainable Technology Scoping Study
• Several good practice guides covering specific topics important to the PCB industry, such as water use optimisation, copper waste and lead-free assembly
• An ISO 14001 Environmental Management System 'fast track' accreditation programme
Work is also currently drawing to a close on an investigation into the technical and economicviability of recycling the 25 litre plastic drums used to supply process chemistry to the PCBand related industries and a full report will be issued in the near future. Members of theWorking Group have also recently expanded their activities through involvement in two pan-European projects that are being supported with funding from the European Union. Theresults and reports from many of the above projects, and other related relevant information,have been widely disseminated within the UK. Additionally, the dissemination activities havebeen augmented (and publicised) via conferences, joint programmes with Envirowise,working group meetings and the publication of environmental information via the PCIF'swebsite (www.pcif.org.uk).*
There has also been much consolidation and contraction of PCB manufacturing capacity inthe UK, especially in the last two years, and the remaining manufacturers are facingincreasing pressure on margins, especially from producers in countries in the Far East suchas China. With environmental compliance and associated costs often being of the order of7% to 8% of overall manufacturing costs, any reductions that can be made in this figure willenhance the ability of the remaining industry to compete with overseas competition.Consequently, it has become clear that a more co-ordinated and strategic approach toenvironmental issues is required if the UK PCB industry is to be able to implement bestpractices effectively whilst simultaneously enhancing its performance.
It is through the adoption of such a co-ordinated approach that the UK PCB industry will beable to make significant cost savings via increased efficiency, not only in its use of rawmaterials and by embracing waste minimisation techniques but also through its ability tocomply in a proactive manner with the plethora of new and emerging legislation that isincreasingly impacting the whole electronics supply chain. Additionally, reductions in the useof raw materials and the generation of waste and the ability, wherever possible, to recycle4

and reuse valuable resources will help both to sustain finite resources for future generationsand to reduce the ultimate impact on the environment.
The PCB industry “Sustainable Technology Scoping Study” completed in 2001 identified andprioritized several key environmental issues that need to be addressed if the UK PCBmanufacturing industry is to operate effectively within a climate of increasingly stringentenvironmental regulation and to do so in a sustainable manner, minimising its impact on theenvironment and conserving raw materials for future use. For example, a programme todevelop UV-ozone-based oxidative destruction techniques for the removal of organiccontamination in effluent streams may offer considerable benefits to both the environmentand the PCB industry, as well as to other industry sectors such as general metal finishing.The Environmental Working Group has also identified the need to establish a UK packagingrecycling scheme to enable used chemical containers, especially 25 litre plastic drums, to berecycled. Following the identification of these two projects in the “Sustainable TechnologyScoping Study” both are now underway following the successful submission of proposals toappropriate funding bodies. New UV-ozone-based oxidative destruction techniques for theremoval of organic contamination in effluent streams are now being developed incollaboration with Shipley Europe Limited and C-Tech, in the UK, as part of a EuropeanCommission funded CRAFT project that includes UK PCB manufactures as well ascompanies in Germany and Sweden. The 25 litre plastic drum recycling evaluation projecthas also been funded and, at the time of writing (August 2002), it is nearing completion, withthe final report issue and dissemination programme scheduled for the early Autumn.
A third key project identified in the “Sustainable Technology Scoping Study” was related tothe issue of end-of-life and scrap PCBs and the need to implement new recyclingtechnologies in order to enable industry to meet its obligations under forthcoming legislation.In fact, the need to address this issue was identified as the top priority in the Scoping Study(along with the plastic drum recycling project).
* (It is important to note that the PCIF has recently become part of a larger trade organisationknown as Intellect, which represents a much broader cross section of the UK ElectronicsIndustry, but which nevertheless includes the PCB Industry as a very important sector. InSeptember 2002, it is anticipated that the PCIF's website will be incorporated into, andbecome part of, Intellect's website which is at www.intellectuk.org).
1.2 Programme and Project Content
The work programme undertaken in this project has been directed towards an overallassessment of the current magnitude of the problem relating to the issue of end-of-life andscrap PCBs within the UK. It has also sought to identify and define the suitability of availableand emerging technologies that may be applicable either in isolation, or in combination, forrecycling materials from both populated and unpopulated circuit boards. The project hasbeen pursued under the auspices of the PCIF for the benefit of the UK PCB industry.Specialist input has been utilised wherever possible and this has included representationfrom board manufacturers, recyclers and academia. Visits to individual companies,universities and other organisations were also undertaken, within both the UK and the restof Europe, and these were augmented with information gained from telephone interviewsand literature searches etc as appropriate. The project has additionally been extended toinclude wider international inputs as much of the recycling of PCBs involves movement ofmaterials over borders and long distances, often to countries as far apart as Canada andChina.
The majority of the work in this project was undertaken by Dr Rod Kellner, an environmentalconsultant working within the PCB industry, and Dr Martin Goosey, Chairman of the PCIF'sEnvironmental Working Group, (both of whom are members of the PCIF's EnvironmentalWorking Group). Project management has been provided by the PCIF.
The programme has proceeded via an initial compilation of existing published information
5

from various public sources such as company literature, technical reports and literaturesearches. Subsequent to this initial information gathering stage, specific input was soughtfrom various identified experts via a programme of visits and discussions with personnelfrom industry and academia. This was complemented by a research review of potential newapproaches and practices embracing individual technologies that had been identified on aglobal basis. These have been used to outline potential methodologies that could beadopted if the level of board recycling is to be enhanced in order to enable compliance withthe broader end-of-life electronics recycling requirements defined in the draft Waste fromElectrical and Electronic Equipment (WEEE) directive which is likely to come into force in2006.
In recent years there has been increasing concern about the growing volume of end-of-lifeelectronics and the fact that much of it is consigned to landfill without any attempt beingmade to recycle the materials it contains. The limited availability of landfill and theimplementation of emerging legislation, such as the proposed WEEE directive, willnecessitate the increasing recovery and recycling of materials found in scrap electronics.This study has identified and assessed the existing and potential technologies that may beused for the recycling of end-of-life circuit boards and their components. It is clear that thereis, as yet, no single solution capable of handling all types of PCB scrap. However, thetechnology is being developed and solutions do exist. There is a clear window of opportunityfor the UK to establish and implement a PCB recycling capability using this technologybefore the WEEE directive comes into force in 2006.
6
2 Review of Current Situation
2.1 Overview
Whilst information in respect of the amount of electronic scrap generated within the UK ispublished by Industry Council for Electronic Equipment Recycling (ICER), specific figuresrelating solely to PCB scrap are less readily available and perceived quantifications varygreatly. It appears from discussions with key recycling industry personnel that ~50,000tonnes per annum of PCB scrap is currently generated within the UK of which an estimated40,000 tonnes per annum comprises populated boards. The remaining 10,000 tonnes iseither unpopulated boards or associated board manufacturing scrap, such as off-cuts.
Of this 50,000 tonnes per annum of estimated PCB scrap, it is further estimated that only~15% is subject to any form of recycling with the remainder being consigned to landfill.Approximately 60% of the estimated landfill demand of 42,500 tonnes per annum is believedto be consigned within the total redundant equipment package. A proportion of what wouldprimarily be landfill demand is met by off-shore shipments to China for disassembly andpyrolysis. The recycled board waste effectively comprises only those boards having inherentvalue by virtue of their contained precious metal content. Recycling in the current sense ispurely in respect of the recovery via smelting of the metal content, with the vast majority ofboards being refined at either:
? Union Menieur (Belgium)
? Boliden (Sweden)
? Noranda (Canada)
Within the UK, both Johnson Matthey and Engelhard accept scrap PCBs through theirsmelters, but the costs are such that only boards with very high precious metal content areprocessed. Boards shipped for smelting have invariably been subject to 'upgrading' viashredding and magnetic and additional classification.
2.2 Recycling
Populated PCB assemblies typically have the following approximate material composition:
Non - metallic eg glass-reinforced polymer 70%
Copper 16%
Solder 4%
Iron, ferrite (from transformer cores) 3%
Nickel 2%
Silver 0.05%
Gold 0.03%
Palladium 0.01%
Other (bismuth, antimony, tantalum etc) <0.01%
General routes which may be followed for recycling comprise:
• Component recycling via disassembly
• Materials recycling via mechanical processing, pyrometallurgy, hydrometallurgy ora combination of these techniques.
Scrap PCBs forwarded to a smelter are rarely subject to any form of upgrading other thanselective disassembly, grading and shredding to reduce bulk volume in order to avoid theinherent loss in precious metal content that is perceived to occur within additionalseparation-classification processes. It is not uncommon for companies engaged in generalwaste recycling of PCBs to have a precious metal content loss of ~10%, even with wet
7

mechanical separation processes. With dry mechanical separation processes the potentialloss may be somewhat higher than this and levels of up to 35% loss have been reported insome instances of boards having high precious metal group (PMG) bearing componentpopulations. This is considered in the main to be a function of the nature of the interface atwhich the precious metal is present within populated components and its adherence tocomminuted plastic particulates.
Specialist markets exists in the USA and Europe for the recovery and refurbishment ofcomponents from PCBs for sale in the second user marketplace. However, although robotictechnologies operating from maintained populated board databases offer the capability forcost effective component identification and disassembly, there are experts who consider thatthe low cost and high technology of new components will place serious limitations on thelong-term viability of component recycling. There continue to be, however, emergingtechniques for disassembly such as those embrace a thermal approach and, in concert withsolder removal, via the deployment of shearing rollers.
Pyrolytic treatment normally comprises the ignition and melting of ground feedstock within afurnace at temperatures of ~1200°C via air injection and, although a small amount of oil isnormally required, much of the energy is provided by the organic components of the scrap.The organic constituents of scrap boards are destroyed at these temperatures and any toxicemissions are addressed via afterburners in the off-gas ducting operating at 1200°C to1400°C. The metal produced is called 'black metal' and is generally a copper-rich productthat is subject to electrorefining with the precious metals being ultimately recovered from theanodic sludge via a leaching, melting and precipitative route.
The vast majority of scrap or redundant PCB assemblies that currently enter the recyclingroute, primarily for their precious metal content, are subject to pyrolytic treatment (smelting)via initial primary mechanical treatment. However, there are a number of enhancedmechanical treatment approaches, either commercialised or in the course of beingcommercialised, that seek to add value prior to pyrolysis and to generate a separatedpolymeric component to effect true recycling. In Germany, for example, Fuba (see 8.2) havecommercialised the generation of a 92% to 95% metal stream output from scrapunpopulated PCBs via a mechanical process route involving shredding, granulation,magnetic separation, classification and electrostatic separation. Polymer stream output fromthis facility has found application in extrusion casting in the instance of a fibreglass-richcomponent and as a filler in building materials in the instance of a powder generated fraction.These downstream applications for separated plastic fractions have recently beensuperseded by Fuba's own development of their combined use in chemical-resistantpolymer based pallets. This represents both a higher added value application and one thatovercomes market restrictions and cost barriers in the commercial supply of additivematerials. Commercial mechanical recycling systems are also being currently offered asturnkey plants deploying comminution, magnetic and eddy current separation (for ferrousand aluminium fractions), classification, electrostatic separation and secondary treatment togenerate metallic fractions, non conductive and ferrous fractions from scrap PCBassemblies.
Although scrap laminate materials, in the form of offcuts etc, are more accurately defined asassociated PCB waste and may be subject to pyrolysis for both ultimate copper recovery orthe generation of a copper ash for application in fertiliser production, hydrometallurgicalapproaches have been commercialised in the USA for the treatment via dissolution insulphuric/nitric acid leachants and subsequent electrolytic copper recovery. In addition toprocessing scrap unpopulated PCBs, Fuba's German facility also processes materials suchas laminate offcuts.
8
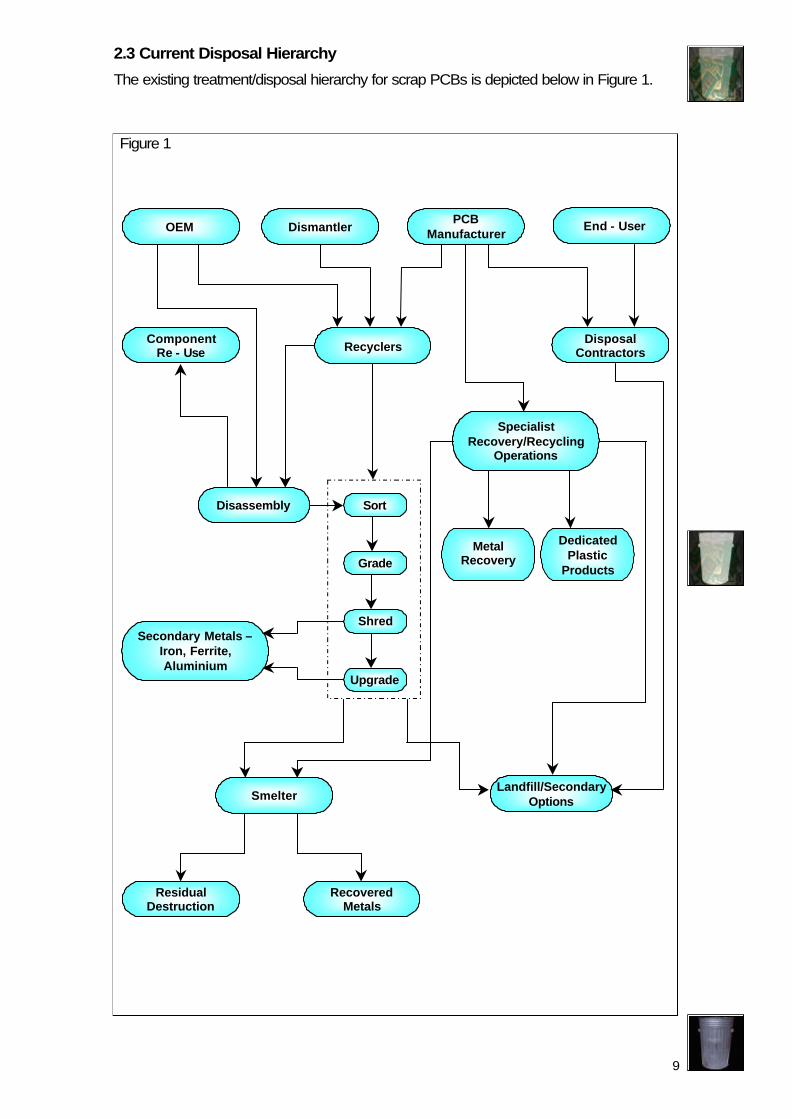
2.3 Current Disposal Hierarchy
The existing treatment/disposal hierarchy for scrap PCBs is depicted below in Figure 1.
9
OEMOEM DismantlerDismantler
ComponentRe - Use
ComponentRe - Use
DisassemblyDisassembly
RecyclersRecyclersDisposal
ContractorsDisposal
Contractors
SmelterSmelter
Specialist Recovery/Recycling
Operations
Specialist Recovery/Recycling
Operations
SortSort
GradeGrade
ShredShred
UpgradeUpgrade
Metal Recovery
Residual Destruction
Residual Destruction
Recovered Metals
Recovered Metals
Landfill/Secondary Options
Landfill/Secondary Options
Dedicated Plastic
Products
Secondary Metals –Iron, Ferrite, Aluminium
Secondary Metals –Iron, Ferrite, Aluminium
End - UserEnd - UserPCB Manufacturer
PCB Manufacturer
Figure 1
The primary sources of scrap PCBs are from Original Equipment Manufacturers (OEMs),PCB manufacturers, end-users (corporate or individual) and equipment dismantlers. Outputfrom these sources is either directly to recyclers or specialist recovery operations orindirectly to recyclers via disposal contractors. Component disassembly may be effectedeither by the OEMs for resale or reuse within the supply chain or by recyclers and isinvariably undertaken manually. The result of manual disassembly is that the cost impactrenders component recovery viable only in instances of relatively high value elements or, inthe case of recyclers, where the component presence, such as transformer cores, mayeither detract from the final residual value at a smelter or hinder any shredding/ granulationprocesses.
Larger recyclers generally effect a level of disassembly of scrap PCBs followed by sorting,grading and shredding operations with added value to the final ground product possiblybeing effected via removal of iron and aluminium content by the deployment of magnetic andeddy current separation. The output from the recycler will be either to landfill or to a smelterand the only boards being forwarded for smelting and subsequent recovery of the metallicconstituents are those that have been graded as containing sufficient gold or precious metalcontent to recovery economically viable. All non precious metal bearing board scrap isconsigned to landfill.
The input to landfill currently represents ~85% of all the PCB scrap board waste generatedand is generally a combination of that arriving from recyclers, disposal contractors orspecialist recovery operations with ~60% of the scrap being consigned to landfill within itsoriginal equipment. It is estimated that approximately 30 companies within the UK areactively engaged in the handling of scrap PCBs with approximately 15 of these companiessupplying the input directly to smelters.
Scrap PCBs are generally subject to grading into three categories that essentially mirror theirinherent precious metal content. These are referred to as H (high-grade), M (medium-grade)and L (low grade) scrap.
• Low grade material comprises television boards and power supply units having heavy ferrite transformers and large aluminium heat sink assemblies; laminate offcuts would also be considered as low grade material.
• Medium grade scrap is that from high reliability equipment with precious metal content from pin and edge connectors and with little incumbent material such as aluminium capacitors etc.
• High grade material comprises discrete components, gold-containing integrated circuits (ICs), opto electronic devices, high precious metal content boards, gold pinboards, palladium pin boards and thermally coupled modules from mainframes etc.
These gradings essentially represent the inherent precious metal content and even the lowgrade material will tend to have a very small PMG content. It is possible to effect a regradingfrom low to medium category via selective manual disassembly of high percentage massferrous and aluminium components.
Within the UK a small amount of scrap PCBs does find its way through what may be termedspecialist recycling operations although, (with the notable exception of FUBA in Germanywhich is taking some UK unpopulated scrap boards), these tend to be limited to operationsconcerned solely with precious metal recovery. It is estimated that of the total amount ofboard scrap generated less than 1% finds its way to specialised recycling operations.
As more than 70% of the mass of boards forwarded to smelting comprises GRP, which isdestroyed pyrolytically, it is clear that of the estimated 50,000 tonnes per annum of UKgenerated scrap, only ~15% of the metals content is recovered with ~95% of all the scrapbeing either consigned to landfill or subject to thermal destruction.
10
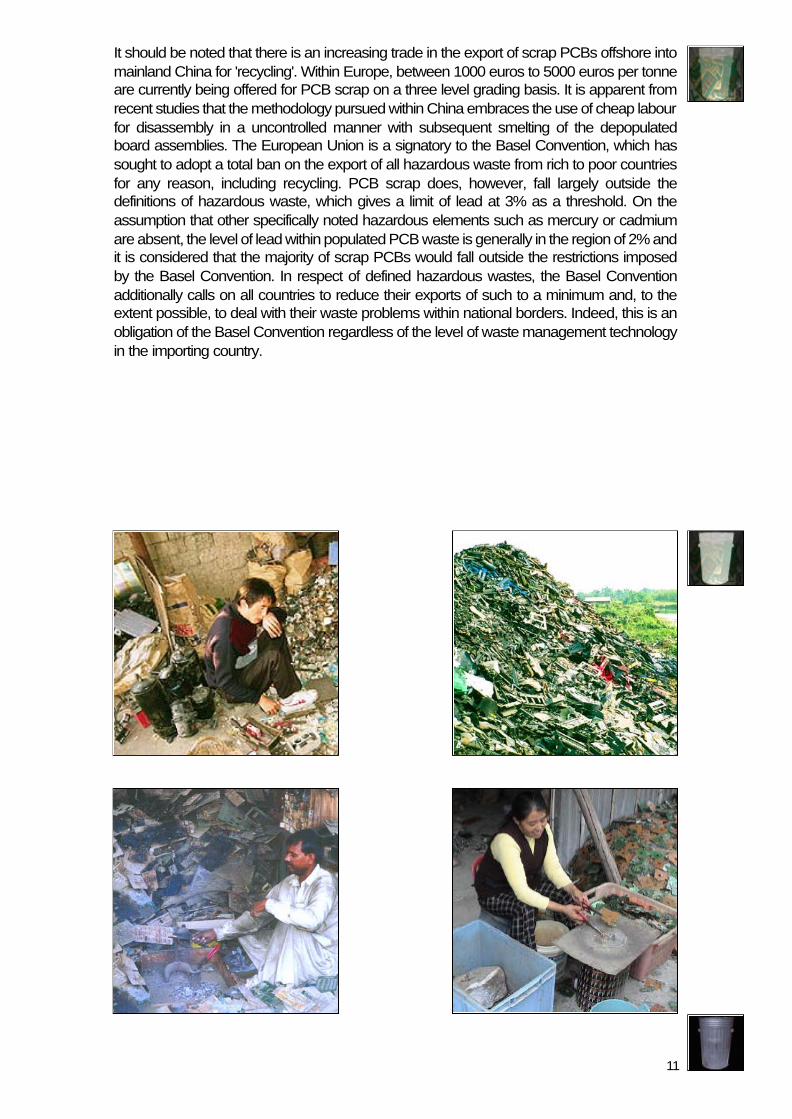
It should be noted that there is an increasing trade in the export of scrap PCBs offshore intomainland China for 'recycling'. Within Europe, between 1000 euros to 5000 euros per tonneare currently being offered for PCB scrap on a three level grading basis. It is apparent fromrecent studies that the methodology pursued within China embraces the use of cheap labourfor disassembly in a uncontrolled manner with subsequent smelting of the depopulatedboard assemblies. The European Union is a signatory to the Basel Convention, which hassought to adopt a total ban on the export of all hazardous waste from rich to poor countriesfor any reason, including recycling. PCB scrap does, however, fall largely outside thedefinitions of hazardous waste, which gives a limit of lead at 3% as a threshold. On theassumption that other specifically noted hazardous elements such as mercury or cadmiumare absent, the level of lead within populated PCB waste is generally in the region of 2% andit is considered that the majority of scrap PCBs would fall outside the restrictions imposedby the Basel Convention. In respect of defined hazardous wastes, the Basel Conventionadditionally calls on all countries to reduce their exports of such to a minimum and, to theextent possible, to deal with their waste problems within national borders. Indeed, this is anobligation of the Basel Convention regardless of the level of waste management technologyin the importing country.
11

2.4 Economics of Recycling
To appreciate the economic drivers involved in the recycling of scrap PCBs the following isa tabulation of the approximate intrinsic value of typical medium graded populated circuitboard waste*:
* Metal values are based on June 2002 London Metal Exchange (LME) levels
The major points from this breakdown and related cost factors are:
• Approximately 90% of the intrinsic value of scrap boards is in the gold and palladium content
• Commercial smelter operations typically credit between 92% - 98% of the sampled precious metal value
• Basic charges levied by commercial smelters are of the order of £400 - £1000 per tonne inclusive of sampling and shipping costs.
It is clear that for scrap PCBs containing less than such levels of precious metals and whichwould be classified as low grade, it would be uneconomic to process via smelting. It isequally clear, bearing in mind that recyclers have to purchase scrap PCB assemblies, thatthe maximum yield of contained precious metals is realised and that currently this is bestattained via shredding of boards without additional comminution and classification to reducebulk volume.
12
Component Wt. Value Intrinsic Value Intrinsic Value Value from Smelter (by %) (by kg) (£ per kg) (%) (%)
Gold 0.025 6500 1.63 59.4 98Palladium 0.01 8000 0.8 29.2 92
Silver 0.1 70 0.07 95Copper 16 0.8 0.13 96
Tin 3 3 0.01Lead 2 0.3 0
Nickel 1 5 0.05Aluminium 5 0.9 0.05
Iron 5 0.1 0Zinc 1 0.8 0
Total 2.74

3 Emerging Technologies and Developments
3.1 Overview
The cost effectiveness of pyrolytic recycling for scrap board assemblies, apart from thosewith relatively high precious metal content, coupled with increasing ecological concerns hascast doubt over the long-term viability of this methodology and has provided impetus for thedevelopment of more sustainable approaches embracing mechanical and hydrometallurgicaltechnologies.
To effect significant increases in the levels of recycling being undertaken it is clear that anyapproaches must embrace, in a cost effective manner, the treatment of scrap boardassemblies other than those bearing precious metal content. Newer approaches should alsoseek to address more realistically the issues of total recycling with recovery and downstreamapplications developed for the GRP element of scrap boards which represents in excess of70% of the total input.
All existing and potential treatment approaches involve mechanical or mechanical-hydrometallurgical methodology. Owing to the nature of the input material base, even themost sophisticated hydrometallurgical treatment models involve a level of mechanicaltreatment. Mechanical treatment systems have currently realised a far greater level ofdevelopment than hydrometallurgical ones and, although the output from such invariablyfinds final treatment pyrolytically within a commercial smelter, there are many distinctadvantages in the operation of enhanced mechanical treatment systems. The majoradvantages of mechanical systems lie in their basically 'dry' mode of operation without theuse of any operational chemistry as would be necessitated with a hydrometallurgical basedsystem. The use of any chemical approach will create a downstream environmental demand,either from liquid or gaseous pollution. This must be addressed by deploying a developedsustainable approach which that does not itself create an off-site disposal demand fromsecondary waste. It should be noted, however, that hydrometallurgical approaches do offera genuine treatment alternative to smelting and the possibility of realising higher metalrecovery yields. This latter point is of great significance when dealing with high value scrapPCBs and the inherent loss from process of precious metals that may be evident within amechanical route involving comminution, separation and classification of all materials.Ultimately, the issues of cost effectiveness and ecological concerns must be addressed andboth of the stated approaches may be fundamentally improved by being deployed on inputmaterial that is more primarily metallic and that has been optimised by the prior removal ofplastic fractions for downstream applications. It appears that the constraints on totalrecycling would even be far better addressed via the development of hydrometallurgicalapproaches for high value board scrap whilst utilising a total mechanical approach for lowgrade scrap.
3.2 Characteristics of PCB Scrap
PCB scrap is characterised by significant heterogeneity and relatively high complexity, albeitwith the levels of complexity being somewhat greater for populated scrap boards1. As hasbeen seen in respect of materials composition, the levels of inorganics in particular arediverse with relatively low levels of precious metals being present as deposited coatings ofvarious thicknesses in conjunction with copper, solders, various alloy compositions, nonferrous and ferrous metals6. In spite of the inherent heterogeneity and complexity, there aretoo many differences in the intrinsic physical and chemical properties of the many materialsand components present in scrap PCBs, and indeed electronic scrap as a whole, to permitrecycling approaches that separate such into their individual fractions. The followingcharacteristics ultimately govern mechanical and hydrometallurgical separation and it isbased upon such that current and potential recycling techniques and infrastructures havebeen envisaged, developed and implemented.
13
3.2.1 Density Differences
Differences in density of the materials contained within scrap PCBs has formed the basis forseparation methods subsequent to their liberation as free constituents. The specific gravityranges of typical materials are as shown below.
Materials Specific Gravity Range (g/cm3)
Gold, platinum group, tungsten 19.3 - 21.4
Lead, silver, molybdenum 10.2 - 11.3
Magnesium, aluminium, titanium 1.7 - 4.5
Copper, nickel, iron, zinc 7.0 - 9.0
GRP 1.8 - 2.0
With these densities not being significantly effected by the addition of alloying agents orother additives7, it is predictable that the deployment of various density separation systemsavailable within the raw materials process industry may be utilised to effect separation ofliberated constituents of a similar size range. The utilisation of density differences for therecovery of metals from PCB scrap has been investigated on many occasions and airclassifiers have been used extensively to separate the non metallic (GRP) constituents,whilst sink-float and table separation techniques have been utilised to generate non ferrousmetal fractions4,5,8. Air techniques that effectively combine the actions of a fluidised bed, ashaking table and an air classifier, have been successfully implemented in applicationsinvolving a diversity of electronic scrap separations10-13. It is essential, as has been noted,that the feed material must be of a narrow size range to guarantee effective stratification andseparation.
3.2.2 Magnetic and Electrical Conductivity Differences
Ferrous materials may be readily separated with the application of low intensity magneticseparators that have been well developed in the minerals processing industry.
Many non ferrous materials in respect of their high electrical conductivity may be separatedby means of electrostatic and eddy current separators. Eddy current separation has beendeveloped within the recycling industry since strong permanent magnets, such as iron-boron-neodymium, have become available. Rotating belt type eddy current separation is themost extensively used approach for the recovery of non-ferrous metal fractions10-12,14,15. Inapplication, the alternating magnetic fields caused by the rapidly rotating wheel mountedwith alternating pole permanent magnets result in the generation of eddy currents in nonferrous metal conductors, which in turn, generate a magnetic field that repels the originalmagnetic field. The resultant force, arising from the repulsive force and the gravitational forcepermits their separation from non conducting materials.
3.2.3 Polyformity
One of the important aspects of both PCB and electronic scrap is the polyformity of thevarious materials and components and the effect this can have on materials liberation. It isessential that any shredding and separation processes take this into account. In eddycurrent separation, the shape of conducting components, in addition to their particle sizesand conductivity/density ratios, has a significant effect on the generated repulsive forces thatultimately govern the separation efficiency. For instance, multiple induced current loops maybe established in conductors with irregular shapes with the induced magnetic fieldscounteracting each other and reducing the net repulsive force14.
14

3.2.4 Liberation Size
The degree of liberation of materials upon shredding and comminution is crucial to theefficiency and effectiveness of any subsequent separation process in respect of yield, qualityof recovered material and energy consumption of the process. This is especially critical inmechanical separation approaches. The comminution of scrap PCBs has been shown togenerate a high level of material liberation and levels as high as 96% to 99% have beenreported for metallic liberation after comminution to sub 5 mm particulates12. It must noted,however, that a continual observation from recyclers is that liberation levels such as theseare atypical of actual yields and that a fundamental constraint on mechanical processing isthe loss, particularly of precious metal content, that appears to be inherent due primarily tothe nature of many plastic-metal interfaces.
3.2.5 Chemical Reactivity
Hydrometallurgical approaches depend on selective and non selective dissolution to achievea complete solubilisation of all the contained metallic fractions within scrap PCBs. Althoughall hydrometallurgical approaches clearly benefit from prior comminution this is primarilyundertaken to reduce bulk volume and to expose a greater surface area of contained metalsto the etching chemistry. Selective dissolution approaches may utilise high capacity etchingchemistries based on cupric chloride or ammonium sulphate for copper removal, nitric acidbased chemistries for solder dissolution and aqua regia for precious metals dissolution,where as non selective dissolution may be carried out with either aqua regia or chlorinebased chemistry.
3.2.6 Electropositivity
Dissolved metals generated via chemical dissolution are present as ionised species withinan aqueous media and may be recovered via high efficiency electrolytic recovery systems.In the instance of selective dissolution, a single metal is recovered as pure electrolytic gradematerial, usually in sheet form, from the spent etching solution with certain etchingchemistries permitting regeneration of the liquors for reuse as etch chemistries. In theinstance of selective dissolution, use may be made of the differing electropositivities of thecontained ionised metallic species to selective recovery metals at discrete levels of appliedvoltage.
15

16
4 Emerging Technologies
4.1 Mechanical Approaches
As may be anticipated, all of the work undertaken on mechanical systems has been with theprimary objective of enhancing separation yield of the various fractions, particularly theprecious metal bearing ones. The basic mechanical techniques deployed in the treatment ofscrap PCBs and electronic assemblies have been adapted or adopted from the rawmaterials processing sector and refinement has sought to address both yield constraints andultimately cost effectiveness of the approaches, either used singly or in an integratedmanner. The problems associated with yield were apparent from early attempts to producea model methodology for handling all types of electronic scrap as instanced by the USBureau of Mines (USBM) approach in the late 1970s and early 1980s3-5. The separationroute, developed up to a 250 kg per hour pilot plant, comprised shredding, air separation,and magnetic, eddy current and electrostatic separation to generate aluminium rich, copperrich (including major precious metal fraction), light air classified and ferrous fractions5. Theyield, however, was such that no commercial uptake of this approach has been instanced.The relatively poor yields or levels of separation obtained from this approach wereundoubtedly a result of the use of a standard hammer mill having no provision, or levels ofrefinement, to cope with clear comminution of aluminium, the use of a ramp type eddycurrent separator of low capacity and selectivity and the use of a high tension separator formetals/non metals, which has been since demonstrated as having low capacity and highsusceptibility to humidity.
There was little further meaningful development work on the implementation of mechanicaltreatment approaches until the early 1990s when Scandinavian Recycling AB in Swedenimplemented their mechanical concept for electronic scrap handling which did notspecifically address the treatment of scrap PCBs but rather removed PCBs for specialisttreatment as part of the pre sorting stage. Subsequent to this development, work in bothGermany and Switzerland has seen the implementation of mechanically based approachesfor the handling and separation of electronic scrap with the work at FUBA dedicated to scrapPCBs being a notable example of this activity.
In 1996, Noell Abfall and Energietechnik GmbH in Germany implemented a 21,000 tonnesper annum plant with the capability of handling a wide variety of electronics scrap butspecifically intended for redundant telecommunications scrap10. The system again involvesPCB scrap and the inherent precious metal content being subject to prior manualdisassembly. The overall methodology deploys a three stage liberation and sequentialseparation route with ferromagnetic removal via overhead permanent magnets and eddycurrent techniques because of their ability to optimise the handling of fractions in the 5 to200 mm particle size range. Air table techniques were utilised for the separation ofparticulate fractions in the 5 to 10 mm, 2 to 5 mm and less than 2 mm ranges respectively.
Mechanical and physico mechanical approaches to the treatment of scrap PCBs may bedeployed as stand alone treatment stages, (i.e. pulverisation, magnetic separation, orintegrated into a complete treatment system with the output being metallic and non-metallicfractions). The metallic output would be destined for pyrometallurgical refinement viasmelting where as the non metallic output would find applications in the secondary plasticsmarketplace or be utilised within dedicated developed applications. As reported, FUBA hasdeveloped its total mechanical treatment system, albeit only currently utilised for non-populated board scrap or ancillary laminate waste through this latter route.

There are commercially available turnkey mechanical systems for the treatment of a widerange of electronic scrap materials including populated and non populated PCBs. One suchis that developed by hamos GmbH in Germany which is an automated integratedmechanical system comprising the following stages:
• primary coarse size reduction, accomplished with a shredder having multi-use rotational knives;
• coarse ferrous metal separation, accomplished with rare earth magnets sited above an oscillating conveyor belt feed to allow high efficiency ferrous separation across a range of particle sizes;
• pulverisation in which circuit board assemblies are pulverised within a hammer millutilising high abrasion resistance hammers and liners and proprietary grates with the action of the mill inducing a 'spherising' effect on the metallic particulates;
• classification, utilising self-cleaning sieves;
• electrostatic separation, allowing virtually complete separation of metallic fractionswith recirculation of mid-range particulate fractions
• further size reduction, cosisting of secondary pulverisation to effect size reductionon oversized particulates.
The hamos system can additionally incorporate density separation for aluminium extractionand dust generation treatment of any such outfall from the hammer mills via secondaryelectrostatic separators. The complete conveyor based systems are operated at negativepressures to eliminate any airborne pollution and are currently available with treatmentcapabilities up to 4 tonnes per hour of input feed. All product from the system, viz mixedplastic, metallic and extracted ferrous and aluminium is bagged automatically for onwardshipment.
Considerable work has been undertaken on enhancing the effectiveness of mechanicaltreatment systems. For example, the development of newer pulverising process technologyvia the application of multiple pulverising rotors and ceramic coated systems has enabledthe generation of sub-millimetre particulate comminution and this is shown in Figure 2. Thisin turn has enabled the efficiency of subsequent centrifugal separation techniques to realise97% copper recovery yields. The effectiveness of the pulverising process has beenimproved by the adoption of dual pulverising stages: a crushing process and a finepulverising process. The crushing process combines cutting and shearing forces and thefine pulverising process combines shearing and impact forces. With such effectiveparticulate comminution both screen separation and gravity separation have beeninvestigated and conclusions drawn that the most effective approach was by gravity using acentrifugal classifier with a high air vortex system18.
Researchers at Daimler-Benz in Ulm, Germany, have developed a mechanical treatmentapproach that has the capability to increase metal separation efficiencies, even from finedust residues generated after particulate comminution in the treatment of scrap PCBassemblies. They considered a purely mechanical approach to be the most cost effectivemethodology and a major objective of their work was to increase the degree of purity of therecovered metals such that minimal pollutant emissions would be encountered duringsubsequent smelting. Their process comprises the initial coarse size reduction to ~2 cm x 2 cm dimensioned fractions followed by magnetic separation for ferrous elements.This is then followed by a low temperature grinding stage. The embrittlement of polymericcomponents at temperatures less than 70°C was found to enable enhanced separation fromnon-ferrous metallic components when subjected to grinding within a hammer mill. Inoperation the hammer mill was fed with liquid nitrogen at minus 196°C, which served to bothimpart brittleness to the plastic feedstock constituent and to effect process cooling.Additionally, the grinding of material within such an inert atmosphere eliminated any
17

likelihood of oxidative by product formation from the plastics, such as dioxins and furans.Subsequent to this enhanced grinding stage the metallic and non metallic fractions wereseparated via sieving and electrostatic stages. Cost analyses undertaken by Daimler-Benzengineers have indicated that such a process may be economically viable even whendealing with relatively low grade PCB scrap having little precious metal content. Ongoingactivities are concerned with development of the treatment of separated polymeric fractionsin conjunction with Mitsubishi Heavy Industries that have set up a gasification andmethanolysis plant to such effect19.
Air table separation systems have been researched with a view to effecting separation ofmetallic and plastic components from an input feed of screened 7 mm shredded particulatescrap PCBs post ferromagnetic separation. Recovery rates for copper, gold and silver of76%, 83% and 91% respectively were considered to validate the approach, but only for lowgrade PCB scrap or general electronic scrap20.
PWB WastePWB Waste
Fine Pulverising Process
Fine Pulverising Process
Gravity SeparationGravity Separation
Copper Rich
Powder
Copper Rich
Powder
Recycling of Copper
Recycling of Copper
Glass Fibre & Resin PowderGlass Fibre & Resin Powder
Filler in Consruction
Materials
Filler in Consruction
Materials
Pulverising
Process
Pulverising
Process
97% Copper Recovery
Crushing ProcessCrushing Process
Figure 2
18

5 Hydrometallurgical ApproachesA number of hydrometallurgical approaches have been developed through to pilot plantstage with preliminary cost studies indicating the potential recovery of all materials, with theexception of discrete components, at an operational profit of some US$200 per tonne.
In the USA, a methodology based on solvolysis has been developed to enable both the moreefficient recovery of metals and the recovery of plastic materials such as epoxides at highquality and with the additional benefit of having the capability to extract both halogens andbrominated hydrocarbon derivatives. (BIGAT: www.recyclers-info.de/de/bigat/prasengl.htm)
On a relatively small scale there have been a number of hydrometallurgical approachestraditionally pursued in the recovery specifically of gold from pins and edge connectors. Suchmethodologies have usually been deployed on discrete edge connectors and gold coatedassemblies that have been manually separated from the scrap board via the use of air knivesetc. The approaches have either liberated gold as metal flake via acidic dissolution of thecopper substrates or dissolution of the gold in cyanide or thiourea based leachants followedby electrowinning or chemical displacement or precipitation with powdered zinc.
The use of non selective leachants to dissolve the non precious metal content of scrap PCBshas also received attention. Various studies have been undertaken into the viability ofutilising dilute mineral acids in conjunction with subsequent metal recovery techniquesbased on concentration and separation such as solvent extraction, ion exchange, adsorptionand cementation21.
In the UK, there have been two potentially significant development projects undertaken onhydrometallurgical approaches to the recycling of scrap PCBs with both havingdemonstrated viability to a pre pilot plant stage. Both of these are reported in some detailwithin Section 8. The first of these approaches is from a Cambridge University ledconsortium which deploys a selective dissolution-electrolytic recovery route for discretemetal constituents23. The solder recovery stage employs a solder selective (non copperetching) regenerable leachant based on fluoroboric acid. This may or may not be deployedprior to mechanical pre treatment, from which the dissolved solder can be electrolyticallyrecovered in pure metallic form. Subsequent selective leaching of copper and PMG metalsis then carried out. The ability to remove selectively solder prior to mechanical comminutionhas specific advantages in enabling disassembly and component integrity and recovery.Mechanical pre treatment methodologies followed by the Cambridge group have includedshredding, magnetic separation, eddy current separation and classification.
The second development is that of the Imperial College, London (ICL) consortium which hastaken shredded and classified sub 4mm PCB populated PCB scrap through a singleleachate route comprising electro-generated chlorine in an acidic aqueous solution of highchloride ion activity24-26. This has produced a multi metal leach electrolyte containing all ofthe available metal content at generally mass transport controlled rates with respect todissolved chlorine. The viability of subsequent metal recovery via electrolytic membranecells with discrete metal separation has also been demonstrated.
5.1 Disassembly
Disassembly is considered an integral element of realising intrinsic value on a scrap PCBassembly. As such it is carried out at a number of levels; by the OEM or equipmentmanufacturers themselves for recovery of components from faulty products or over capacitymanufacture for reuse or replacement, by a specialist contractor performing this function forthe manufacturer; or by a recycler or disassembler for resale in the secondary componentmarket. As has been noted levels of disassembly may also be undertaken as a preparationstage within primary upgrading operations, (e.g. removal of transformer cores). Practicallyall such disassembly operations are carried out manually, which in itself places limits on theoperation in respect of the costs involved. Manual disassembly of scrap is essentially carriedout with the aid of tools such as chisels, screwdrivers, pliers and pincers which may be
19

driven electrically or pneumatically. It is of course of significance that the extent to whichPCBs and electronic equipment in general is or is not designed to facilitate recycling at end-of-life can significantly influence the dismantling process. Disassembly is considered to bean area of increasing significance in a marketplace of low cost components and thenecessity to address such in an automated low cost manner. Disassembly may also beconsidered to have an impact on overall future recycling strategies. As noted prviously thatthe limitations of purely mechanical process routes are effectively concerned with preciousmetal loss from component structures on populated boards (owing to the nature of the metal-non metal interface) and an effective automated disassembly methodology could wellexpand the potential for mechanical turnkey approaches for all grades of scrap PCBs.
In respect of both cost reduction and the ensurance of safety objectives, mechanicaldismantling and automated and robotic dismantling techniques have been considered16,17.In Austria, the organisation SAT has developed an automated component disassemblymethodology for the dismantling of components from scrap, redundant or malfunctioningPCB assemblies. The existing production facility deals with the recovery of relativelyexpensive components from faulty products and overcapacity manufacture from a numberof German, Hungarian and Austrian OEMs but the potential exists to expand the applicationof this technology to complete component disassembly. SAT concurs that the dismantling ofcomponents by any manual approach will be both time and cost intensive and have littlefuture applicability within the overall treatment of scrap PCBs (which SAT currently estimatequantitatively as 400,000 tonnes per annum within Europe). SAT's technology essentiallycomprises automated component scanning and dual beam laser desoldering with vacuumremoval of selected components. The component disassembly operation comprises thefollowing stages:
• scanning - read all component identification data
• reading stored component database to dtermine their value
• determining how the identified components are soldered or mounted
• if mounted, disassembling via robot in 3 to 5 seconds (cost = 0.5 euro)
• if soldered, desoldering by using laser or infra red, with a method determined by package type
In concert with their work on mechanical treatment of scrap PCBs, the NEC Group in Japanhas also sought to address the automation of disassembly via a mechanical approach22.
Equipment has been developed to remove components in a conveyorised mode via heatingwith infra red and shearing and as a separate development having a higher throughput ratevia crushing with impacting rollers shown in the following Figure 3. Although both of theseapproaches leave the bare board intact, the former results in removal of both surface mountand soldered components without loss of integrity. The NEC team additionally extended theheat impacting equipment to effect residual (~4%) solder removal via automatic belt sanding.A clear objective of this work was to reduce the intrinsic material loss from mechanicaltreatment and to utilise more fully the uneven material distribution between the bare boardsand components.
20

21
SeparationSeparation
Copper Rich Powder
Copper Rich Powder
Glass Fibre & Resin PowderGlass Fibre & Resin Powder
Scrap Populated PCB
Scrap Populated PCB
DisassemblyDisassembly
Solder RemovalSolder
Removal
PulverisationPulverisation
ComponentsComponents
SolderSolder
Heat & External Force
Heat, Impacting Force, Surface Abrasion
Crushing, Fine Pulverisation
Gravity & Electrostatic
Figure 3
6 Summary
6.1 Discussion
The increasing rate and levels of redundancy of PCBs is a function of that being realised forall electrical and electronic equipment. There are some significant differences, however, inthat the greatest intrinsic material value, specifically precious metals, within scrap equipmentinvariably is in the contained PCBs. This has led to the development of a commercialinfrastructure based on the dedicated collection of PCBs and subsequent grading of suchwith those having significant precious metal content to justify recovery being processedwithin a smelter. The vast majority of scrap PCBs (~ 85%) are consigned to landfill, eitherdirectly or within their original equipment. This represents a non sustainable loss of finitematerials resources and is placing a dramatically increasing burden on landfill.
The solution to the problem of discarded PCBs, as indeed with discarded electronic goods,is recycling. This will reduce the landfill disposal demand and encourage recovery ofvaluable materials and the reuse of components. A total recycling approach will provide asubstantial source of both ferrous, non ferrous and precious metals together with nonmetallic plastic materials. The necessity of focusing on new and viable recycling approacheshas been acknowledged and addressed within the European EUREKA project (EU 1140) 'AComprehensive Approach for the Recycling of Electronics’ (CARE) "VISION 2000". Thisproject was initiated to enhance the value of the recycling of electronics by developingmethods for disassembly, materials separation, and identification and recovery ofmarketable products. The driving forces behind the EUREKA project were the high value ofmany parts in electronic scrap and the difficulty and inappropriateness of landfill as adisposal option2. Although the intrinsic value of electronic components has decreaseddramatically over the past five years there is undoubtedly still a significant market for manyrecovered components and the landfill disposal option has taken on everincreasingsignificance since the EUREKA project was launched (1994).
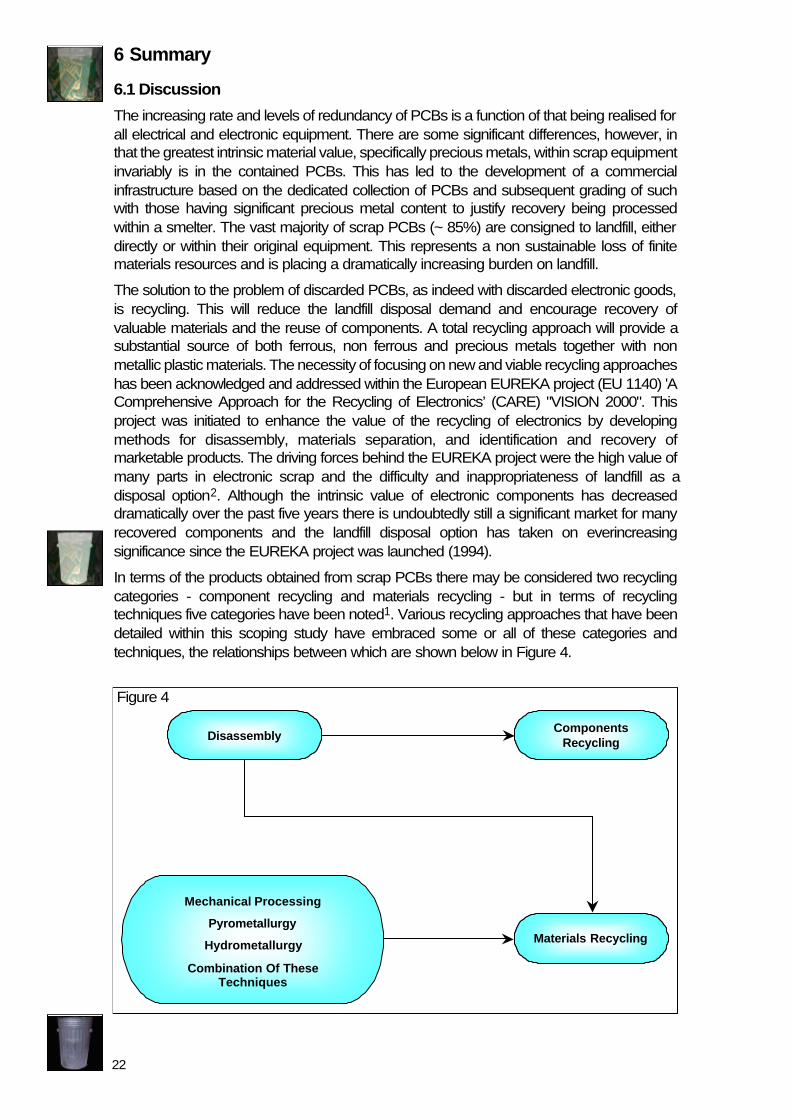
In terms of the products obtained from scrap PCBs there may be considered two recyclingcategories - component recycling and materials recycling - but in terms of recyclingtechniques five categories have been noted1. Various recycling approaches that have beendetailed within this scoping study have embraced some or all of these categories andtechniques, the relationships between which are shown below in Figure 4.
22
Mechanical Processing
Pyrometallurgy
Hydrometallurgy
Combination Of These Techniques
DisassemblyDisassemblyComponents
RecyclingComponents
Recycling
Materials RecyclingMaterials Recycling
Figure 4

As has been seen, it is not uncommon for the disassembly process to be employed tosegregate components and/or materials that are reusable, identifiable or hazardous in sucha manner as to maximise economic return and to minimise environmental demand enablingsubsequent processes to be performed more effectively and efficiently.
From the early attempts and approaches towards recycling of PCB scrap that have beennoted in this study together with historic work on total mechanically based routes carried outin the United States in the late 1970s and early 1980s by the USBM3-5, mechanical recyclingtechniques have been enhanced and evolved through to commercial implementation inGermany (FUBA). The deployment of such enhanced mechanical separation and treatmenttechniques either as a dedicated recycling approach or in concert with hydrometallurgicaland pyrolytic methodologies does provide the basis of a recycling approach to address boththe level of redundant board scrap currently consigned to landfill or off-shore and thediminishing level of boards with high precious metal content levels. It is considered highlyunlikely that a single universal approach will be evolved but rather a variety of treatmentoptions based on hydrometallurgy, mechanical and pyrolytic technologies integrated withhigher levels of automated disassembly will be used. Such flexibility is considered necessaryto address the variability of input material and the related variable intrinsic content value. Thenecessity to develop real downstream applications for liberated polymer based waste is anissue that must be addressed within a truly sustainable recycling scenario, and the efforts ofFUBA in Germany have demonstrated what is possible.
The studies undertaken to date have confirmed both the level of circuit board scrap beinggenerated within the UK marketplace and the current destination of such with only thoseelements of scrap having precious metal content following an essentially pyrolytic-smeltingrecycling route. The cost effectiveness of such a pyrolytic approach for all but high valuescrap boards (currently ~15% of the total, and declining with current reduced precious metalcontent of assemblies) together with increasing ecological concerns has led to thecommercialisation of enhanced mechanical methodologies and the development of anumber of hydrometallurgical approaches. There appears to be a very real possibility thatthe integration of these second generation mechanical and hydrometallurgical treatmentroutes will offer a cost effective and more sustainable alternative methodology to pyrolysisand one that will viably permit the recycling of scrap board assemblies that are currentlyconsigned to landfill.
6.2 Key Points
Points of significance that have emerged from this scoping study are as follows:
? An estimated 50,000 tonnes per annum of PCB scrap is generated within the UK comprising ~40,000 tonnes per annum of populated boards, with the remainder being unpopulated boards and associated board waste such as laminate off-cuts.
? Only approximately 15% of this scrap is subject to any form of recycling, with the balance being consigned to landfill or off-shore processing.
? The scrap subjected to recycling is only that which contains a relatively high proportion of precious metals (usually gold and palladium) and thus is economically viable.
? All of the scrap subjected to such recycling is treated pyrolytically within a smelter.
? Greater than 90% of the intrinsic material value of boards which may be classified as medium grade scrap is in the gold and palladium content.
? Mechanical upgrading other than disassembly, grading and shredding for bulk volume reduction prior to pyrolysis is not undertaken because of inherent yield loss, particularly of precious metals. This loss may be typically in the order of 10% but may be much higher. 23
? Yield problems with mechanical treatment methodologies are more a function of the plastic-metal interface on components. For unpopulated or depopulated boards this is less of a constraint and successful commercial total mechanical recycling has been implemented for such assemblies (See section 8.2).
? Disassembly has traditionally been undertaken manually but newer developed automated systems will have an impact on future recycling strategies tomaximise cost effectiveness for low value component recovery and as an initialstage for recycling approaches to maximise yield of residual intrinsic material value.
? Hydrometallurgical approaches offer the opportunity to eliminate metal yield loss from recycling processes but have a potentially more significant environmental impact in implementation.
? Mechanical treatment approaches appear to offer significant environmental and operational benefits and this is reflected in the amount of development work undertaken on them during the past 20 years, with the focus having beenon improving yield and efficiency.
? Mechanical and hydrometallurgical recycling approaches have been able to take advantage of intrinsic material physical and chemical property differences respectively. These differences include density, magnetic and electrical conductivity and chemical reactivity.
? PCB scrap is markedly heterogeneous in nature and the key to all mechanical treatment methodologies is in the liberation of the component material fractions. This is somewhat less of a constraint with hydrometallurgical treatment approaches.
6.3 Conclusions
It is considered, particularly in relation to realistically addressing the problems of rapidlyincreasing landfill demand caused by scrap PCBs and redundant electronic assemblies ingeneral, that the following conclusions may be drawn:
• Developed treatment approaches must cost effectively embrace the recycling of scrap other than that having inherent precious metal content value.
• The issues of total recycling must be more realistically addressed particularly in respect of recovery and downstream applications for GRP, which represents >70% of the scrap board mass. The possibility of developing speciality products from recycled PCB waste has been demonstrated by FUBA in Germany.
• The constraints on yield from total mechanical recycling approaches should not detract from the viability of such operations when applied to unpopulated, depopulated or low precious metal bearing scrap, provided that there is evident cost effectiveness in recycling. This will only effectively be brought about by legislation, an incentive scheme or by a suitable charging mechanism.
• Hydrometallurgical approaches offer a viable methodology in maximising the recovery of intrinsic metal value, particularly precious metals, and should be further developed through pilot plant stages to commercialisation.
• No single treatment approach will be appropriate for the handling of all scrap PCBs because of their diversity and varying intrinsic worth. Rather, an integrated hierarchy of approaches that encompasses disassembly and mechanical and hydrometallurgical methodologies will be needed to generate either materials andcomponents for direct reuse or downstream application or a non toxic feedstock for pyrolytic refining.
24
6.4. Recommendations for Further Work
It is clear that significant reductions in landfill consignment and off-shore shipments will onlybe effectively acheived by enabling profitable treatment via recycling of non precious metalbearing scrap boards. This in turn highlights the need for the development of lower costtreatment methodologies and possibly also a legislative constraint coupled with an effectivecharging mechanism. The following recommendations are therefore primarily directedtowards the furtherance of development work that seeks to address these existingconstraints.
1. Development work should be undertaken on mechanical separation treatment approaches for populated scrap PCB assemblies that enable yield enhancement, particularly of the metallic bearing fractions.
2. Development work should be continued through to a pilot plant study on hydrometallurgical approaches to generate operational cost data and to optimise operational parameters and yields.
3. Detailed life cycle analyses should be undertaken on PCB assemblies.
4. Hydrometallurgical development work should be directed towards integration with depopulation and other approaches to further optimise yields and to address the elimination of secondary environmental impact.
5. Development activity should be pursued on the integration of automated depopulation methodology with mechanical separation to generated separated fractions having upgraded feedstock capability for either pyrometallurgical treatment or developed hydrometallurgical treatment.
6. A detailed study should be carried out to identify downstream applications for separatedpolymer fractions. It is not considered sufficient to merely state that there are secondaryapplications within a filler-additive market and it is likely that defined products utilising such feedstock and taking advantage of its specific physical and chemical properties may require identification and development. FUBA's experience of recycling recovered polymeric fractions from PCB scrap is an example of a route which gives true added value to such material. This aspect is significant because of the fact that greater than 70% of PCB waste is polymer based.
7. There is a clear need to address the current clearly unacceptable issue of end-of-life electronics scrap being exported to China. Although such widespread practices may notyet be strictly illegal, there are clearly environmental, health and safety and even moralissues that make the practice unacceptable.
8. With the likely implementation of the WEEE and RoHS directives in January 2006, thereare just over three years left for the UK to develop and implement the technology and infra structure that will be needed to process and recycle the large amounts of end-of-life electronics that will be subject to these directives. The technology for handling this type of electronic waste is becoming available but further development via a co-ordinatedand integrated approach is clearly required. This will require a partnership between government and industry and it is proposed that an exploratory working group be established forthwith.
25
7. hamos ERP Electronic Scrap Recycling System
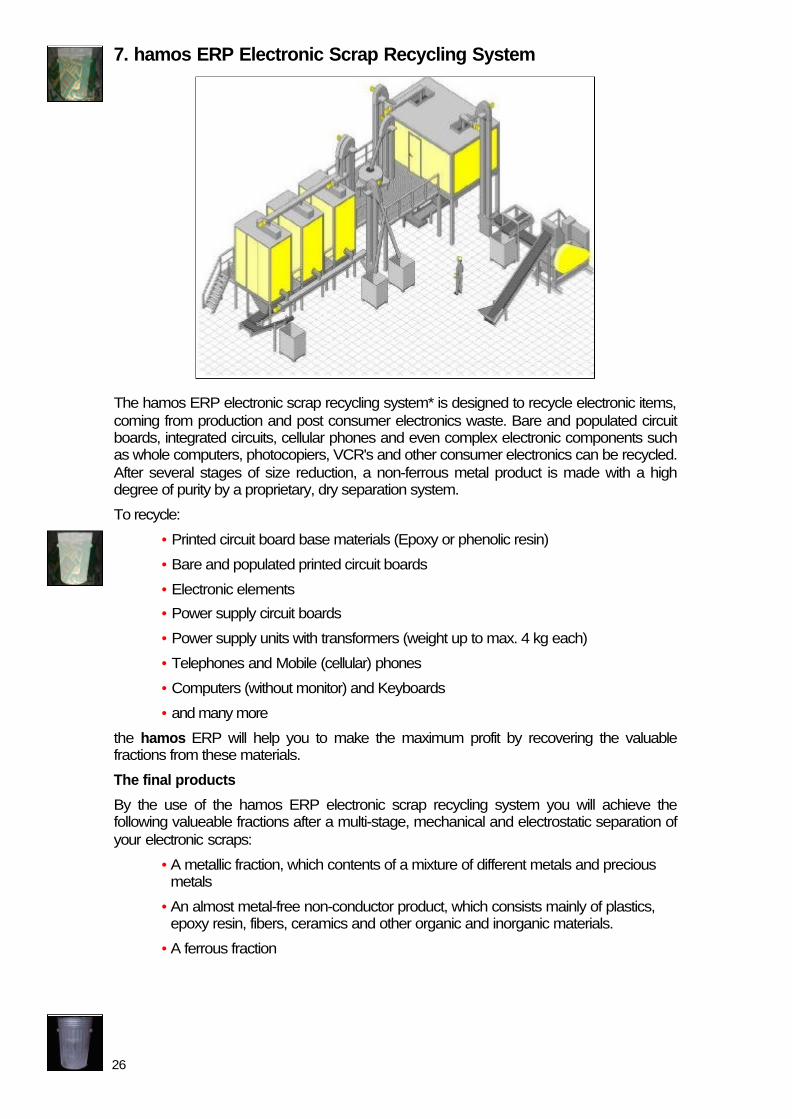
The hamos ERP electronic scrap recycling system* is designed to recycle electronic items,coming from production and post consumer electronics waste. Bare and populated circuitboards, integrated circuits, cellular phones and even complex electronic components suchas whole computers, photocopiers, VCR's and other consumer electronics can be recycled.After several stages of size reduction, a non-ferrous metal product is made with a highdegree of purity by a proprietary, dry separation system.
To recycle:
• Printed circuit board base materials (Epoxy or phenolic resin)
• Bare and populated printed circuit boards
• Electronic elements
• Power supply circuit boards
• Power supply units with transformers (weight up to max. 4 kg each)
• Telephones and Mobile (cellular) phones
• Computers (without monitor) and Keyboards
• and many more
the hamos ERP will help you to make the maximum profit by recovering the valuablefractions from these materials.
The final products
By the use of the hamos ERP electronic scrap recycling system you will achieve thefollowing valueable fractions after a multi-stage, mechanical and electrostatic separation ofyour electronic scraps:
• A metallic fraction, which contents of a mixture of different metals and precious metals
• An almost metal-free non-conductor product, which consists mainly of plastics, epoxy resin, fibers, ceramics and other organic and inorganic materials.
• A ferrous fraction
26
The function
The recycling system hamos ERP contains the following process steps:
• Pre- comminution for a rough liberation
• Magnetic and eddy current separation of coarse ferrous and non-ferrous metals
• Liberation of non-ferrous metals
• Classifying for improved separation
• Electrostatic Separation of the metal fraction
• Subsequent comminution of unliberated materials
• Dust extraction
• Optional gravity or eddy-current separation of coarse metal fractions
Advantages
• Dry mechanical process
• High metal recovery rate, also for precious metals
• Fully automatic, continuous process
• High metal purity
• Compact, turn-key solution
• High economy due to low labour and operation costs
• Low wear costs by high metal yield
• Quick return on investment
The extension possibilities
Due to the modular construction, the basis unit can be modified for increasing the throughputor the degree of automation.
By using other well-proven separation technologies like eddy-current separators, air-knives, shaker tables and others, heavy electronic scraps like VCRs, radios, non-disassembled computers etc. can also be recycled.
* The material in Section 7 is reproduced verbatum from material provided by hamos
27
8. Visit Reports
8.1 Visit Report to PGM Recycling Limited
Briton Ferry Industrial EstateNeathSA11 [email protected]
Date of Visit: 29th January 2002
Person Contacted: Mark Wolle - Director
Visit by: Dr Rod Kellner
Visit Notes
PGM is one of the largest acceptors of scrap computer and electronic waste equipment inthe UK. It has been involved in such core business on its current site for 15 years and, whilstboth dismantling and adding value via traditional mechanical methodology to scrapcomponents and PCBs, is aware of and has participated in programmes offering morecomplete recycling opportunities. PGM has involvement in the Imperial College London(ICL) consortium which has the broad objective of developing a single stagehydrometallurgical total recycling approach to treating scrap PCB assemblies and has beeninvolved in hydrometallurgical development work aimed at selective dissolution and recoveryof metal content of scrap PCBs.
PGM consider it essential that new approaches to recycling PCBs should be based on 100%recovery, certainly of the metals content. Its own experiences of hydrometallurgicalapproaches gives it an awareness of the technical issues which would need to be overcometo make it viable. In respect of the current route being followed with scrap PCBs, PGM statedthat pyrometallurgical routes via smelting are the only currently alternative to landfill andcurrent charges are circa US$1000 per tonne plus transport costs with credit only beingissued in respect of gold and precious metal content. These costs are basically those beingcharged by Noranda and equivalent smelters in Sweden and Belgium. Engelhard's UKfacility was charging some £1500 per tonne and as such was only deemed suitable for veryhigh grade material.
Main outlets for gold and precious metal bearing board scrap are in Belgium, Sweden orCanada (with a Hamburg refinery having some capability albeit restricted) because ofenvironmental controls. The only real smelting treatment as an alternative to these would bein Australia. PGM emphasised that the only boards subject to metal recoverypyrometallurgically via smelting were those that had inherent precious metal content. Interms of component disassembly for reuse or resale, PGM was somewhat sceptical aboutthe long term viability of such - when the value of chips was high it was consideredworthwhile disassembling, testing and remarketing but the continuing slump in prices wasconsidered to leave many question marks over the continuance of such operations.
PGM currently receive electronic waste from end users and dismantlers and shred highvalue sorted PCBs for assay and shipment to smelters via 2 x 40 kW twin-shaft shredders.It stated that NECP, who as the largest acceptor of electronic scrap in the UK, takes in mostof the lower grade material and deploys a single 1000 kW single-stage shredder forequivalent operations. Transport costs to the main operational smelter at Noranda werequoted at circa £100 per tonne. PGM's estimate of the amount of boards and associatedwaste being currently subject to any form of recovery via smelting was 25% with some 75%being consigned to landfill. The essence of the overall approach being emphasised onceagain that recyclers only recycle what is economic or profitable to recycle. PMG consideredthat the overall treatment costs and hence the percentage of boards that could be effectivelyrecycled could only be increased via the development of a lower cost hydrometallurgicalapproach that could accommodate the treatment of low value scrap boards and perhapshave sufficient flexibility to handle small tonnages of waste input.
28

8.2 Visit to VOGT electronic FUBA GmbH
VOGT electronic FUBA GmbHBahnhofstrasse 3D-37534 GitteldeGermanyhttp://www.vogt-electronic.com
Date of Visit: 31st May 2002
Person Contacted: Peter Kolbe
Visit by: Dr Martin Goosey and Dr Rod Kellner
Visit Notes
FUBA is a wholly owned subsidiary of VOGT and is a substantial manufacturer of PCBs bothfrom its Gittelde and Dresden sites in Germany and from an equivalent facility in Tunisia.Additionally, it has operational at Gittelde, a full production facility for the recycling of nonpopulated PCB scrap offcuts and PCB manufacturing scrap material offcuts.
The concept was initiated in 1991 via a combination of pressure from local 'green' politicaldemand and a genuine desire to implement a programme of waste management costreduction embodying raw material savings and in concert with a 'cradle to grave' productmanufacturing methodology. Through development and pilot plant stages a 100%mechanical recycling process has been realised that has been operational on a productionbasis since 1996. The production plant has the capability to accept some 5000 tonnes perannum of scrap PCB and offcut feedstock and is currently running at levels approaching thiscapacity. Feedstock material is primarily from Germany (circa 90%) with materials fromAustria, Switzerland, France and the UK also being processed.
A key consideration in the development of a totally mechanically based approach was thedemand to eliminate the necessity of integrated treatment equipment to process secondaryenvironmental demand which would have been inherent with either a chemical or a thermallybased processing approach. The actual input material comprises punching grids, sections,frames, single-sided PCBs, double-sided PCBs, multilayer assemblies and laminate offcuts.It has been estimated that some 1.26 kg of such waste is generated by a PCB manufacturerfor every square metre of finished product and laminators may generate up to 0.15 kg ofsuch waste per square metre of output.
The separation methods employed at FUBA are mechanical size-reduction, classification,magnetic separation and electrostatic separation. The process flow is illustrated in thefollowing Figure 5. The incoming materials are initially crushed and ground via a swing-hammer crusher with in-line magnetic separation to remove iron based contamination andare thence directed to storage within silos from which they are subsequently directedthrough secondary pulverisation and separation stages. The final product comprises acopper fraction and two plastic fractions - a fibrous plastic fraction from the initial separationprocess and a powdered plastic fraction from the secondary separation. The copper fractionis granular in composition and comprises some 92% of copper. This metallic composition isthe forwarded for off-site smelting and specific applications have been developed for theplastic fractions. Initially, the plastic fractions found downstream applications in bothextrusion casting and as fillers, but now FUBA have developed a dedicated product outletfor all the plastic based fractions in the fabrication of chemically resistant pallets.
The essence of FUBA's approach is the total elimination of waste with all separatedelements being subject to total recovery and/or reuse. It is apparent that FUBA's approachcould not only be expanded to cope with a total demand for unpopulated scrap board inputbut could also be integrated into and form the basis of a methodology for handling populatedboard scrap materials.
As with most recycling systems, the main driver is cost. We have already seen that onlyboard waste with inherent precious metal value is generally subject to thermal recycling. TheFUBA system clearly adds value to this approach and offers a methodology wherein all thecomponent elements, metallic and non metallic, are truly recovered. All other classifications
29
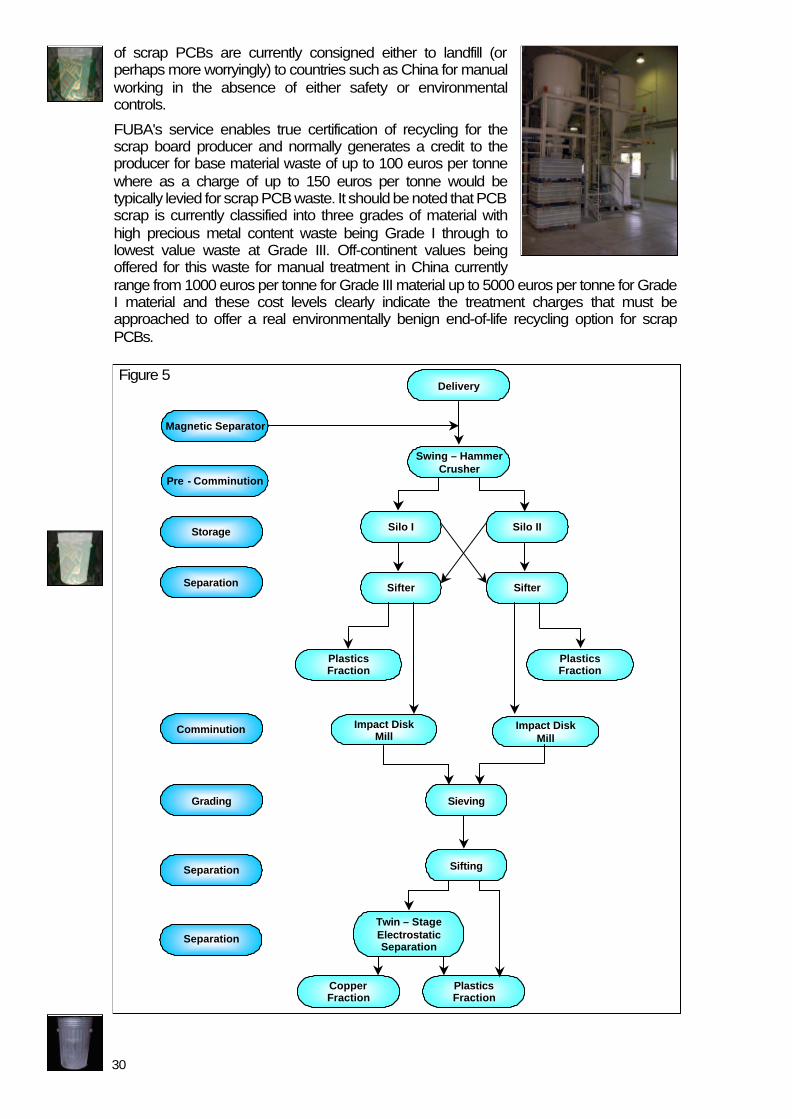
of scrap PCBs are currently consigned either to landfill (orperhaps more worryingly) to countries such as China for manualworking in the absence of either safety or environmentalcontrols.
FUBA's service enables true certification of recycling for thescrap board producer and normally generates a credit to theproducer for base material waste of up to 100 euros per tonnewhere as a charge of up to 150 euros per tonne would betypically levied for scrap PCB waste. It should be noted that PCBscrap is currently classified into three grades of material withhigh precious metal content waste being Grade I through tolowest value waste at Grade III. Off-continent values beingoffered for this waste for manual treatment in China currentlyrange from 1000 euros per tonne for Grade III material up to 5000 euros per tonne for GradeI material and these cost levels clearly indicate the treatment charges that must beapproached to offer a real environmentally benign end-of-life recycling option for scrapPCBs.
30
Magnetic SeparatorMagnetic Separator
StorageStorage
SeparationSeparation
ComminutionComminution
SeparationSeparation
Pre - Comminution
GradingGrading
DeliveryDelivery
Swing – Hammer Crusher
Swing – Hammer Crusher
Silo ISilo I Silo IISilo II
SifterSifter SifterSifter
Plastics FractionPlastics Fraction
Impact Disk Mill
Impact Disk Mill
Impact Disk Mill
Impact Disk Mill
SievingSieving
SiftingSifting
Twin – Stage Electrostatic Separation
Twin – Stage Electrostatic Separation
Copper FractionCopper Fraction
Plastics FractionPlastics Fraction
SeparationSeparation
Plastics FractionPlastics Fraction
Figure 5

8.3 Visit to the Austrian Society for Systems Engineering and Automation (SAT) Eco-Life
Albert Schweitzer Gasse 11A-1140 ViennaAustriahttp://www.ihrt.tuwien.ac.at/sat
Date of Visit: 26th April 2002
Person Contacted: Dr Bernd Kopacek - Managing Director
Visit by: Dr Martin Goosey and Dr Rod Kellner
Visit Notes
SAT has developed an automated component disassembly methodology for the dismantlingof components from scrap, redundant or malfunctioning PCB assemblies. Whilst the existingproduction facility which has been set up deals with the recovery of relatively expensivecomponents from faulty products and over capacity manufacture from a number of German,Hungarian and Austrian OEMs, the potential exists to expand the application of thistechnology to complete component disassembly. It is considered that the dismantling ofcomponents by any manual approach will be both time and cost intensive and have littlefuture applicability within the overall treatment of scrap PCBs, which SAT currently estimatequantitatively as 400,000 tonnes per annum within Europe.
SAT's technology essentially comprises automated component scanning and dual beamlaser desoldering with vacuum removal of selected components. Process throughput is circa1 board per 7 seconds for the scanning-database reading phase and approximately 20seconds for each component desoldering operation with robotic removal taking 4 secondsper component. Some 20,000 components per month are recovered by SAT within itscurrent facility during the processing of approximately 3000 - 4000 boards per month. Theoperational desoldering laser system is based on a 2 x 50 Watt diode laser emitting at 350 nm and SAT intend to increase the laser power to 2 x 100 Watt operation in the future.
The component disassembly operation is described in Section 5.1.
SAT estimate that the reusable chip market is equivalent to 10 billion euros globally but notesthat this level is down from a figure of 30 billion euros some 2 years ago. The only perceivedcompetitive approach to SAT's methodology is considered to be manual re-work-componentdesoldering. It considers that the OEM marketplace component recovery and reworkingdemands may only effectively be addressed via laser technology but points out the necessityfor pulsed laser operation for reworking and a greater level of robotic accuracy.
Future development perceived by SAT is perhaps for scalable multiple treatment lines ratherthan larger individual disassembly machines with an in-built flexibility of approach andperhaps the capability for portability to OEM sites within a 40 foot containerised vehicle. SATfurther foresees possibilities for either leasing or franchising this technology to OEMs,existing recyclers and emerging-new recycling companies on a global basis.
31

8.4 Visit to Imperial College London
Department of EngineeringImperial CollegeUniversity of LondonLondon SW7 [email protected]
Date of Visit: 22nd February 2002
Person Contacted: Professor Geoff Kelsall
Visit by: Dr Rod Kellner
Visit Notes
Under the auspices of EPSRC funding, an Imperial College London (ICL) team withCookson Group plc as the prime industrial partner has developed a novel aqueous leachingand electrowinning process for recycling metals (Au, Ag, Cu, Pd, Sn, Pb, etc.) from electronicand similar scrap. Samples of such scrap have been processed physically and characterisedphysically and chemically. Shredded scrap material, of particle size, less than 4 mm hasbeen leached by electrogenerated chlorine in acidic aqueous solutions of high chloride ionactivity. This has produced a multi metal leach solution, containing nearly all of the availablemetal in the scrap, apparently at mass transport controlled rates with respect to dissolvedchlorine, for the majority of the metals. Electrochemical kinetic measurements and batchelectrowinning experiments, supported by thermodynamic predictions, have demonstratedthe feasibility of achieving high charge efficiencies for metal recovery and of selective metaldeposition from the leach solutions.
A prime driver behind the development work was that such a process would be a significantimprovement on currently operated pyrometallurgical processes as it would maximise metalrecovery with low specific energy consumption and obviate the need for treating the noxiousgaseous emissions from pyrometallurgical processes.
The objective of the work undertaken was to carry out a non selective metal dissolutionprocess, using anodically generated chlorine as oxidant, followed by metal recovery in anelectrochemical reactor, with the option of selective recovery. This involved the use of highlyconcentrated HCl + NaCl electrolytes (ca. 5 M Cl-, pH < 1) to increase the solubilities ofvarious metals, with electrogenerated chlorine as the oxidant to drive a non-selective metaldissolution process.
The overall process chemistry involved is set down in the following. In an electrochemicalreactor, chlorine is generated at a Ti / RuO2 anode in acidic aqueous chloride electrolyte:
1. 2Cl- Cl2 + 2e-
This is used in a leach reactor to drive the oxidative dissolution of those metals fromelectronic scrap:
2. Mscrap + (n - z) Cl- + 0.5z Cl2 MCln(n-z)-
The metals are recovered from solution by electrodeposition as the counter reaction for theanodic generation of chlorine:
3. MCln(n-z)- + ze- Mwon + nCl-
Hence, the overall reaction in the electrochemical reactor is:
4. MCln(n-z)- Mwon+ + (n - z)Cl- (catholyte) + 0.5z Cl2
Thus, the overall process involves inputting electrical energy to move the metals from thescrap to the cathode and produces only a de-metallised waste, the net chemical changebeing the sum of reactions (2) and (3):
5. Mscrap Mwon
The primary loss in cathode current efficiency arises from dissolved chlorine being returnedfrom the leach reactor and reduced at the catholyte, rather than on the metal scrap. An ion
32

exchange membrane allowing chloride ion transport, but inhibiting transport of large anionicmetal chloride complexes, must be incorporated in the reactor to enable recycling of chloridefrom catholyte to anolyte.
Via the application of sequential applied varying deposition potentials, selective electrolyticrecovery of Au and Pd, Ag, Cu, and Sn and Pb under mass transport control was realised.
A clear significance of this technology is that a single dissolution stage for all the metalscontained within an input feed of shredded circuit board material may be effected within acontrolled reaction environment to obviate interstage pollution and contamination problemsthat may be inherent in a multi-stage dissolution process, albeit with perhaps a less efficientelectrolytic recovery route.
ICL foresee the potential significance of this work and is currently negotiating with a numberof potential industrial partners to seek funding to progress the project through to a dedicatedpilot plant stage comprising a reactor system with the capability to process up to 100 kg perday of scrap board material and which will be utilised to address outstanding issueshighlighted within the project development phase. Professor Kelsall noted the necessity forcomplete life cycle analysis to be undertaken on electronic scrap within the context of theplanned work programme.
33

8.5 Visit to EA Technology Limited and University of Cambridge
EA Technology LtdCapenhurstChester
University of CambridgeDept of Materials ScienceCambridge
Dates of Visits: January 2002 - EA Technology and
22nd March 2002 - University of Cambridge
Persons Contacted: Ian Dalrymple, Jed Barlow - EA Technology
Professor Derek Frey - University of Cambridge
Visits by: Dr Rod Kellner
Visit Subject: Cambridge University/ Fry Technology/ EA Technology
Link Project on: The Recycling of Printed Circuit Boards
Visit Notes
It is considered appropriate to summarise both of these visits and the technical descriptionof the development work undertaken as a single document in respect primarily of both EATechnology and Cambridge University having been within the Link Project consortiumrelating to PCB recycling.
It should be noted that one of the main drivers to this project was the desire of FryTechnology to recover and recycle solder contained within scrap PCBs. Although thetechnology developed may have been perceived as a prime objective a logical extension ofthe work was its integration of such within a complete hydrometallurgical treatmentmethodology for scrap PCB assemblies.
The hydrometallurgical approach developed comprising selective dissolution of solder,copper and precious metals was considered technically successful and to have set down ablueprint for progression to pilot plant development stage. Preliminary estimates by both EATechnology and Cambridge indicate the cost of a 10,000 tonne per annum capacitytreatment plant as being US$6 million and it such would show an operational profit on metalsrecovered of $180 per tonne, with the value of recovered components being up to US$3000per tonne of material processed.
At the time of initiation of the project, the perceived situation with regard to recycling wasvery much as is currently the status quo, i.e. with only scrap boards having an inherentprecious metal content value being forwarded to those for smelting. Both EA Technology andCambridge foresee the next development phase as the generation of a business plan, thedevelopment of a 100% security of supply situation and the building of a pilot plant toquantify operational costs and long-term technical viability.
Professor Frey noted that a specific advantage of a hydrometallurgical approach was theability to process waste containing bismuth, which has a persistence when present insmelter feedstock, and that a specific advantage of this hydrometallurgical approach was theability to initially desolder unshredded boards with the consequent opportunity forcomponent disassembly.
34
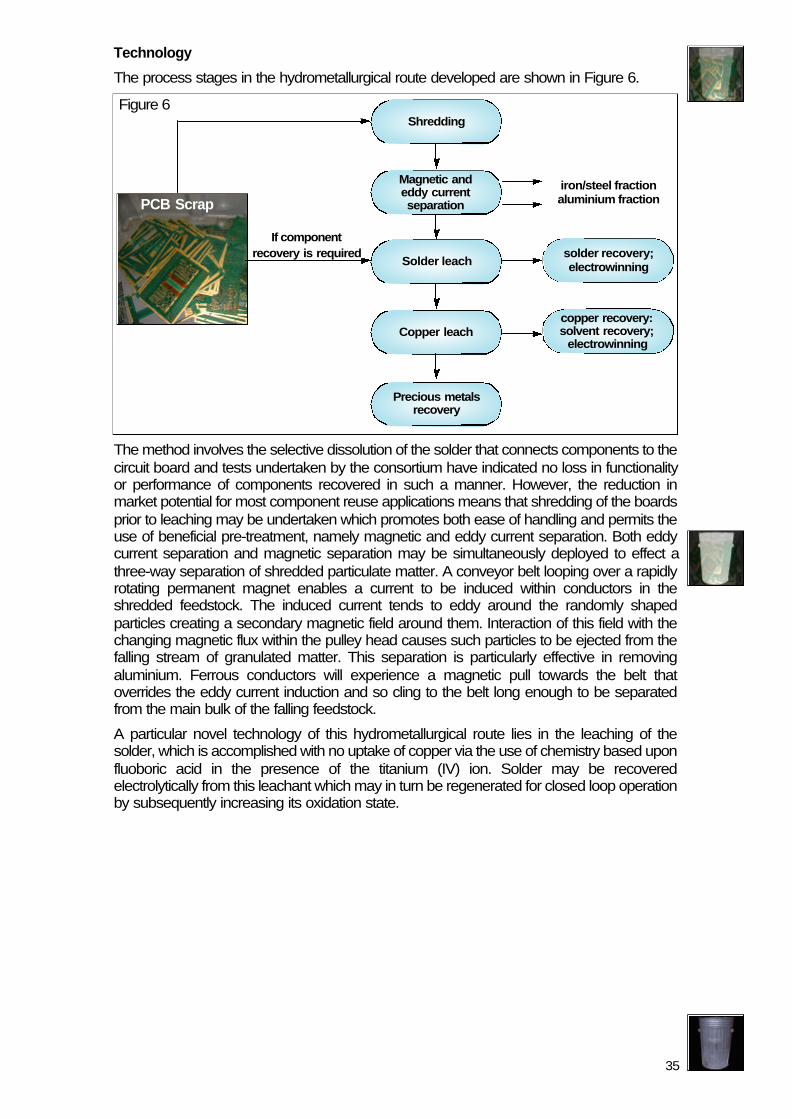
Technology
The process stages in the hydrometallurgical route developed are shown in Figure 6.
The method involves the selective dissolution of the solder that connects components to thecircuit board and tests undertaken by the consortium have indicated no loss in functionalityor performance of components recovered in such a manner. However, the reduction inmarket potential for most component reuse applications means that shredding of the boardsprior to leaching may be undertaken which promotes both ease of handling and permits theuse of beneficial pre-treatment, namely magnetic and eddy current separation. Both eddycurrent separation and magnetic separation may be simultaneously deployed to effect athree-way separation of shredded particulate matter. A conveyor belt looping over a rapidlyrotating permanent magnet enables a current to be induced within conductors in theshredded feedstock. The induced current tends to eddy around the randomly shapedparticles creating a secondary magnetic field around them. Interaction of this field with thechanging magnetic flux within the pulley head causes such particles to be ejected from thefalling stream of granulated matter. This separation is particularly effective in removingaluminium. Ferrous conductors will experience a magnetic pull towards the belt thatoverrides the eddy current induction and so cling to the belt long enough to be separatedfrom the main bulk of the falling feedstock.
A particular novel technology of this hydrometallurgical route lies in the leaching of thesolder, which is accomplished with no uptake of copper via the use of chemistry based uponfluoboric acid in the presence of the titanium (IV) ion. Solder may be recoveredelectrolytically from this leachant which may in turn be regenerated for closed loop operationby subsequently increasing its oxidation state.
35
copper recovery:solvent recovery;
electrowinning
solder recovery;electrowinning
iron/steel fractionaluminium fraction
Copper leach
Precious metalsrecovery
Solder leach
If component recovery is required
Shredding
PCB Scrap
Magnetic andeddy currentseparation
Figure 6

The reaction chemistry involved may be set down thus:
Leaching
1. Pb + 2HBF4 + 2Ti4+ Pb (BF4)2 + 2Ti3+ + 2H+
2. Sn + 2HBF4 + 2Ti4+ - Sn (BF4)2 + 2Ti3+ + 2H+
Electrodeposition
3. Pb (BF4)2 + H2O Pb + 2HBF4 + 0.5O2
4. Sn (BF4)2 + H2O Sn + 2HBF4 + 0.5O2
Leachant Regeneration
5. 2H+ + 0.5O2 + 2Ti3+ 2Ti4+ + H2O
Copper extraction and recovery follows a well-established route of dissolution via ammoniumor cupric based chemistry with subsequent electrolytic recovery which may be integratedinto a closed loop etchant regeneration system. Following copper extraction, the residuescontaining precious metals may be dissolved in a chlorine based leachant and electrolyticallyrecovered or be subject to mechanical upgrading prior to smelting.
36

The Communications and Information Industries (CII) Directorate is one of thesponsorship Directorates within the Department of Trade & Industry. CII Directorate wasformally created on 1st April 1996 and brings together responsibility for IT, electronics,telecommunications, broadcasting technology and publishing. Thecreation of CII mirrors theconverging nature of the industries.The key objective of the Directorate is to enhance the ability of the communications,information and electronic industries (ITEC) to compete in existing and new markets. Areasof manufacturing and services covered by the Directorate include:
• Creative content - electronic publishing, games• Services - IT, telecomms operators (fixed, mobile, cable), VADS
• Software - applications, languages, embedded
• Hardware - CPUs, peripherals, networks, instrumentation, TVs, VCRs
• Components - Semiconductors, optical components, displays, PCBs,electronic design and manufacturing, etc.
The Electronics Unit, with responsibilities including the manufacturing and design ofelectronics, has strong links with the PCIF and has supported several environmental projectsfor the sector, including this Scoping Study. Another recent programme is Electronics Designwhich makes companies undertaking electronics design aware of the latest methods andadopt them.
Specific areas covered Contact
Printed circuit boards, active and passive components, Dr Tim Reynoldsoncontract electronic manufacturing services, and electronics Tel: 020 7215 1337design.
Environmental issues in electronics manufacture, Nick Jollymicroengineering. Tel: 020 7215 1331
Further information on CII activities is available on:Web: http://www.dti.gov.uk/ciiFurther information on the Electronics Design Programme is available onTel: 020 7215 1909Fax: 0148 353 8030e-mail: [email protected]: http://www.e-design.org.uk
37

The PCIF is part of the Components & Manufacturing Services team of Intellect, theInformation Technology Telecommunications & Electronics Industries in the UK. Intellectincorporate members of CSSA and FEI, and represents over 1000 organisations.
The PCIF team represents the UK PCB and EMS industries, from designers and suppliers,to PCB fabricators and contract assemblers. In addition individual members are welcomethrough the ICT (The Institute of Circuit Technology) and EDRG (Electronic DesignRealisation Group). Their work covers many areas directly relevant and beneficial to thePCB industry and they are committed to improving the environment in which their membersdo business, promoting their interests and providing them with high value services.
The continued success of the industry relies upon it remaining aware of the challengesahead and maintaining a sound knowledge of the market. To this end, Intellect's provision ofmarket information is a key service within the industry and one of the most importantfunctions of the association.
In order to keep its members informed of events pertinent to the industry, the PCIF team alsoissues a monthly newsletter Short Circuit , Circuit Review twice a year and provides dailyupdates through its powerful websites found at www.pcif.org.uk and www.intellectuk.org
The PCIF team also produces an on-line directory in which all corporate members arefeatured in, and this has become the buyers' guide to the industry. It provides full companyinformation highlighting manufacturing capability and company specific technicalinformation. It is distributed to the electronics industry across the world, thereby maximisingmembers' exposure to potential buyers.
The PCIF team and Intellect also hold regular conferences and workshops that address awide range of pertinent topics from current technical developments to recent traininginitiatives. Regular senior executive forums are also popular, as is the annual conference,which continues to be the year's showcase event.
For further details of all these services, contact Claire Yarrow on
Telephone : 020 7331 2050
or visit http://www.pcif.org.uk or http://www.intellectuk.org
38

Shipley is committed to the development of products and processes that stress quality andconcern for our members, customers and the environment. Shipley recognises that as aworldwide supplier of chemistry systems, we share a major responsibility with our customersfor the environmental health and welfare of our planet. We demonstrate this responsibilitythrough our commitment to Responsible Care and our Environmental Management System.
Shipley is proud to announce that we obtained certification to the ISO 14001 standard at ourMarlborough, Massachusetts, USA, facility in 1998, our Sasakami, Japan facility in 1999, ourWarrington, England facility in 2000 and our Coventry, England facility in 2001.
By responsibly managing our environmental aspects, we can move toward sustainabledevelopment, reduce our operating costs, and increase our competitiveness. We all have apersonal interest in and responsibility to protect our environment for the enjoyment of ourchildren and our grandchildren.
Shipley looks to our members, distributors and customers to work in an environmentallyresponsible manner. This will enable Shipley to achieve the following goals:
• Continual, measurable progress in pollution prevention
• Efficient resource utilisation
• Production of the highest quality products without adversely impacting the environment
There are also many things that we, as individuals, can do to be environmentally consciousand enhance our natural surroundings. Reducing our consumption of natural resources,decreasing pollution and using energy wisely, are just a few small measures whichcollectively can make a difference.
For further information giving you a better understanding of Shipley's progress in living up toour environmental commitment, please contact our Marketing Department for a copy of ourcurrent Annual Environmental Report.
Shipley Europe Limited
Herald Way
Coventry CV3 2RQ
For further details of Shipley's environmental activities please contact Dr Martin Goosey on
Tel : 024 7665 4557
e-mail : [email protected]
or visit http://www.shipley.com
39

The AuthorsDr Martin GooseyC.Chem. FRSC FIM FICT
Dr Goosey is Chief Scientist and Technology Fellow at Shipley's European headquarters inCoventry, where he is responsible for emerging technology activities. He is also and inrecent years has led a number of environmental projects on behalf of the UK PCB industry.A chemist by training, he has over 25 years experience in the electronics industry and hasspent much of that time on new electronic materials research and development. Prior tojoining Shipley, Martin worked at Plessey's Caswell Research Laboratories and at theMorton Chemical Research Centre in Woodstock, Illinois. He has published numerouspapers, patents and articles and has edited several books on electronic materials. He is aFellow of the Royal Society of Chemistry, a Fellow of the Institute of Materials and a Fellowof the Institute of Circuit Technology.
Dr Rod KellnerC.Chem. MRSC FIMF
Dr Kellner is a chemist with over 30 years experience in the environmental and wastetreatment fields. With an electronics and surface chemistry research and developmentbackground and an awareness of the importance of environmental issues, Dr Kellner haspursued his own manufacturing and consulting interests for many years. His approach towaste treatment issues emphasises recovery based technology and he has designed andinstalled numerous treatment plants within the electronics, surface treatment, aerospace,graphic arts and extractive industries throughout the world. Dr Kellner has specific expertisein implementing true zero discharge waste treatment systems. He is currently working withboth Shipley Europe Limited and the PCIF to promote and enhance their environmentalcommitment to customers and member companies respectively.
AcknowledgmentsThis scoping study has been undertaken by Intellect (formerly the PCIF) and Shipley EuropeLimited on behalf of the UK PCB Industry. It has been possible through the provision offunding by the Department of Trade and Industry and the authors and Intellect wish to thankthe DTI for its generous support.
We acknowledge Shipley Europe Limited in supporting both the project itself and thepreparation of this report.
We also wish to thank Gary Wilkinson for its design, preparation and publication and finallywe wish to record our sincere thanks to all the companies that provided us with valuableinformation. Without these inputs and co-operation we could not have completed this study.
40
References1. Shunli Zang, Eric Forssberg (1998). Mechanical Recycling of Electronic Scrap. WasteManage Res 1998: 16: 2: 119-128.
2. Scheidt L-G, Abdoolcader N, Stadlbauer H, Zong S, Doelman P (1995). ElectronicsRecycling - another dimension. In: Proc 1995 IEEE Intl Symposium on Electronics andEnvironment, IEEE, Piscataway NJ USA; 290-294.
3. Dunning Jr B W (1978). Characterisation of scrap electronics equipment for resourcerecovery. In: Proc 6th Mineral Waste Utilisation Symp, May 2-3, 1978, IIT Res Institute,Chicago USA, 402-410.
4. Dunning Jr B W, Ambrose F, Maker H (1983). Distribution and analyses of gold and silverin mechanically processed mixed electronic scrap. Rep Invest 8788, Washington DC USA,81-86.
5. Ambrose F, Dunning Jr B W (1980). Mechanical Processing of Electronic Scrap to recoverprecious metal bearing concentrates. In: McGachie R O, Brodley A G (eds) Precious Metals,Toronto, Canada; Pergamon Press, 67-76.
6. Hoffmann J E (1992). Recovering Precious Metals from Electronic Scrap. Journal ofMetals 4, 43-48.
7. Newell R, Brown R E, Soboroff D M, Makar H V (1982). A review of methods for identifyingscrap metals. Washington DC USA. USBM.
8. Dunning Jr B W, Ambrose F (1980). Characterisation of pre-1957 avionic scrap forresource ecovery. Rep Invest 8499, Washington DC USA: USBM.
9. Dunning Jr B W (1986). Precious metals recovery from electronic scrap and solder usedin electronics manufacture. In: Proc of Precious Metals Recovery from low grade resources.Washington DC USA: USBM; 44-56.
10. Koch P, Kasper R (1996). Zerlege und Aufbereitungstechnik fur Elektroaltgerate undElektronikschrott (Dismantling and Process Technology for Electronic Scrap and discardedElectrical Appliances). Aufbereitungs-Technik 37, 211-220.
11. Kock P (1993). Koncepte zur Zerlegung und Aufbereitung vor Elektronikschrott(Concepts for Dismantling and Processing of Electronic Scrap). Aufbereitungs-Technik 34,399-406.
12. Kohler F, Koch P (1995). Aufbereitung von Elektroaltgeraten und Elektronikschrott(Processing of Electronic Scrap and discarded electrical appliances). WLB Wasser, Luft, undBoden 39, 66-67.
13. Veasey T J, Wilson R J, Squires D M (1993). The Physical Separation and Recovery ofMetals from Wastes. Amsterdam, the Netherlands, Gordon and Breach Science Publishers.
14. Norrgran D A, Wernham J A (1991). Recycling and Secondary Recovery Applicationsusing an Eddy Current Separator. In: Preprints - Soc Mining Engineering. 1991 SME AnnualMeeting, Denver, Colorado USA, Preprint No 91-36.
15. Schubert H (1994).Wirbelstromsortierung - Grundlagen, Scheider, und Anwendungen(Eddy current separation - fundamentals, separators and application). Aufbereitung-Technik35, 553-562.
16. Feldmann K, Scheller H (1994). Disassembly of Electronic Products. In: Proc 1994 IEEEIntl Synposium on Electronics and Environment; IEEE, Piscataway NJ USA, 81-86.
17. Legarth J B, Alting L, Danzer B, Brodersen K, Scheller H Feldmann K (1995). Newstrategy in the recycling of printed circuit boards. Circuit World 21, 10-15.
41
References (continued)18. Sadahiko Yokoyama and Masatoshi Iji, Resources and Environment ProtectionResearch laboratories. NEC Corp Japan; Recycling of Printed Wiring Board Waste. Proc1993 IEEE/ Tsukuba Int Workshop on Advanced Robotics, Tsukuba, Japan, Nov 8-9, 1993.
19. MelchiorreM, Jakob R (1996). Electrnic Scrap Recycling. Microelectronics Journal, IEEE,1996, 28 (8-10); xxii-xxiv.
20. Metal recycling from electronic scrap by air table separation - theory & applicationZhang, Shunli; Forssberg; Menad; Bjorkman. Dept of Chemical & Metallurgical Eng, LuleaUniv of Technology, Sweden. EPD Congr 1998, Proc Sess Symp (1998), 497-515. Publisher:Minerals, Metals & Materials Society, Warrendale, Pa. CODEN: 65TJAT, CAN 128:219715AN 1998:182587.
21. Saito. National Institute Resources & Environment, Tsukuba, Japan (1994).Recovery of valuable metals from PWB wastes (2) hydrometallurgical treatment of PWBwastes. Trans Meter Res Soc Jpn (1994), 18A (Ecomaterials), 211-14. CODEN: TMRJE3Journal written in English. CAN 123-88995 AN 1995:700167).
22. Sadahiko Yokoyama and Masatoshi Iji, Resources and Environment ProtectionResearch laboratories. NEC Corp Japan; Proc 1993 IEEE/ Tsukuba Int Workshop onAdvanced Robotics, Tsukuba, Japan, Nov 8-9, 1993.
23. Intl Patent Application WO 00/43574 (Jan 2000); Alpha Fry, EA Tech, Univ of Cambridge;Process for the Recovery of Tin, Tin alloys or Lead alloys from Printed Circuit Boards.
24. Brandon N P, Kelsall G H, Muller T, Olijve R, Schmidt M, Yin Q (2001). Metal Recoveryfrom Electronic Scrap by Leaching and Electrowinning; 200th Electochemical Soc Meeting,San Francisco USA, 2-7 Sept 2001; Proc Electrochem Soc, Energy and ElectrochemicalProcesses for a Cleaner Environment, Electrochem Soc NJ USA 2001.
25. Brandon N P, Kelsall G H, U Patent Application No 0026390.5, Oxidant Regeneration,(Oct 27, 2000).
26. Kelsall G H, Diaz M A, Intl Patent WO 87/06274 (16.04.87).
42
Bibliography (listed alphabetically)1. Angerer G, Batcher K, Bars P (1993). Verwertung von Elektronikschrott: Stand derTechnik, Forschungs Technologiebedarf (Recycling of Electronics Scrap: status oftechnology and research). Berlin, Germany: Eric Schmidt Verlag GmbH & Co.
2. Anonymous (1989). Maschinen und Anlagen fur das Recycling von Kabelschrott(Equipment and plant for the recycling of cable and complex scrap). Metall 43, 889-891.
3. Basel Action Network. Exporting Waste. c/o Asia Pacific Environmental Exchange, 13054th Ave., Suite 606, Seattle, WA. 98101. www.ban.org
4. Barsky L A, Schubov L, Bondar I (1991). Recovery of non-ferrous metals from industrialand urban wastes using electrodynamic separators. In: Reprints of XVII Intl MineralProcessing Congress, Vol VII. Dresden, Germany. Bergakademie Freiberg, 45-51.
5. Dept of Trade & Industry (1998). Unwanted Computer Equipment - A Guide to Re-Use.DTI Pub 3724/10k/10/98/NP, URN 98/979.
6. Feldmann K, Scheller H (1994). Disassembly of electronic products. Proceedings of the1994 IEEE Intl Symposium on Electronics and Environment, 81-86.
7. Gotthard Ragn Sells Elektonikatervinning AB (1995). Information sheet, GREAB,Stockholm, Sweden.
8. hamos GmbH (2002). Information sheet; Im Thal 17, D-82377 Penzberg, Germany.
9. Handy and Harmon Electronic Materials Corp. Composition of a personal desktopcomputer. Table presented in Microelectronics and Computer Technology Corporation1996), Electronics Industry Environmental Roadmap. www.handyharman.com.
10. Hedemalm P, Carlsson p, Palm V ((1995). Waste from electric and electronic products -a survey of the contents of materials and hazardous substances in electric and electronicproducts. Copenhagen, Denmark: Nordic Council of Ministers.
11. Hong S G, Ho M D (1999). The use of copper powders recycled from printed wiringboards to manufacture a conductive epoxy adhesive. Dept of Chem Eng, Yuan-ZeUniversity, Chung-Li, Taiwan. J Environ Sci Health, Part A: Toxix/Hazard Subst Environ Eng(1999), A34(10), 2043-2059.
12. Hurop G, Schubert G, Hartwig F (1985). Aufbereitung der Schrotte aus der Elektrotechnikund Elektonik (Processing of scrap emerging from electric and electronic technology). In:Aufbereitung metallischer Sekundarrohstoffe - Teil II, Leipzig, Germany: VEB DeutscherVerlag fur Grundstoffindustrie.
13. Ibold H, Bilitewski D (1994). Stand und Moglichkeiten des Elektronikschrott (Recycling -status and possibilities of electronics scrap recycling). Erzmetall 47, 554-561.
14. Industry Council for Electronic Equipment Recycling (ICER). ICER 2002 Directory ofRecyclers. www.icer.org.uk.
15. Iji M, Yokoyama S (1997). Recycling of printed wiring board mounted electroniccomponents. Circuit World, 23, 3, 10-15.
16. Iji M, Yokoyama S (1993). Recycling of printed wiring board waste. Proceedings of 1993IEEE/ Tsukuba Intl Workshop on Advanced Robotics, 55-58.
17. Kato S et al (1992). Separation of metals from printed wiring boards and mountedelectronic components. Resources, 4, 1, 13-21.
18. Kravchenko N D, Yudin V, Gubarevich V (1983). Separation of a mixture of copper andlead scrap in a magnetic liquid. Tsvetn Met 2, 80-82.
19. Kuen-Song L, Wang H P, Chien Y C, Chuang J E, Wei Y, Sun Y P (2001). Liquefactionof printed circit board wastes with valuable metals recovery. Dept Env Eng, National ChengKung University, Tainan, Taiwan, Proc Intl Conference Solid Waste Technology Management(1998), 14th 4D.1/1-4D.1/8. ISSN 1091-8043.
20. Langner B (1994). Recycling von Elektronikschrott (Recycling of Electronic scrap). Mtall48, 880-885.
43
Bibliography (continued-listed alphabetically)21. Legarth J B, Alting L (1995). Demands on the electronic industry in sustainable use ofmetal resources. In: Proc Intl Conference on Clean Electronics Products - CONCEPT,Edinburgh, Oct 1995, 60-65.
22. Lehner T (1998). Integrate recycling of non-ferrous metals at Boliden Ltd, RonnskarSmelter. IEEE Intl Symposium on Electronics and the Environment, 1998, 42-47.
23. Long R B (1995). Separation processes in waste minimisation. New York NY USA:Marcel Dekker Inc.
24. McAdams C (1985). Resurrecting the computer graveyard. Waste Age 26 (2) 3.
25. Noranda. Metals Recycling. Information sheets. www.nidi.org/nickel/0302/11.htm
26. Rau R (1991). Materialkreislauf von Computerschrotten (Material life-cycle of computerscrap). Metall 45, 81-82.
27. Riggle D (1993). Component recycling for old computers. Biocycle 34, 67-69.
28. Saito I (1993). Proceedings of the third IUMRS Intl Conference on Advanced Materials,Tokyo. Aug 31 - Sept 4 KP13.
29. (SAT) Department of Systems Engineering and Automation of the Scientific Academy ofLower Austria, Brunhildengasse 1A/5 A-1150 Wien Austria. [email protected]
30. Scandinavia Recycling (SR) AB (1996). Information sheet, SR AB, Malmo Sweden.
31. Shevelev A, Bredikhin V (1991). Process and industrial equipment for electrodynamicseparation. In: Reprints of XVII Intl Mineral Processing Congress, Vol VII, Dresden,Germany: Bergakademie Freiberg, 201-208.
32. Shima M et al (1991). Recycling of copper, lead and zinc. J Mining and MaterialsProcessing Inst Japan, 107,2, 85-94.
33. Sum E Y L (1991) The recovery of metals from electronic scrap. Journal of Metal, April1991, 43, 53-61.
34. Tiltmann K O, Schuren A (1994). Recyclingpraxis Elektronik (Recycling practice ofelectronics). Koln, Germany. Verlag TUV Rheinland GmbH.
35. Vejnar P, Hrabak V, Brdy M (1985). Reccling of non-ferrous metals from shredded scrapby sink-float separation. Aufbereitung metallischer Sekundarrohstoffe - Teil II, Leipzig,Germany: VEB Deutscher Verlag fur Grundstoffindustrie, 83-85.
36. Worz H, Wallner J. Copper recycling plant at Brixlegg (Austria). TMS Technical Paper NoA85-39, The Metallurgical Society of AIME.
37. Yamashita S, Goto S, Hata K (1992). The 1992 Fall Meeting of MMIJ, 1, 9, (1992).
38. Zhang S, Forssberg E (1997). Physical approaches to metals ecycling from electronicscrap - Part I (MIMER Report No 4, Divn of Mineral Processing, Lulea University ofTechnology, Lulea, Sweden.
39. Zhang S, Forssberg E (1997). Electronics scrap characterisation for materials recycling.Waste Management and Resource Recovery, 157-167.
44