A collaborative scheduling GA for products-packages service within extended selling chains...
11
J Intell Manuf (2012) 23:1195–1205 DOI 10.1007/s10845-010-0434-z A collaborative scheduling GA for products-packages service within extended selling chains environment Pedro Gomez-Gasquet · Raul Rodriguez-Rodriguez · Ruben Dario Franco · Angel Ortiz-Bas Received: 7 July 2010 / Accepted: 8 July 2010 / Published online: 31 July 2010 © Springer Science+Business Media, LLC 2010 Abstract The theory of network coordination provides the- oretical foundations to explain how companies can overcome organizational boundaries and constraints to jointly manage business processes across their selling chains. In particular, this work focuses on Collaborative Scheduling, a collabora- tion process whereby selling chain trading partners activate either on-line or off-line inter-firm coordination mecha- nisms to jointly plan production activities in order to deliver the final products to end customers each one of them, being the delivery date as close to the date desired as possible. The problem of collaborative scheduling is formally defined by means of a mathematical model. In the model, the defined objective function has the goal to minimize the total weighted tardiness of the package of products acquired by the clients to be delivered in a specific date. The delivery date of each Product-Package is conditioned by the latest date established by each supplier for each product that forms part of the same one. Besides, having different process times for each prod- uct and different penalties for each Product-Package, each supplier can offer a different mix of additional products with different due date. Due to the complexity of the problem a Genetic Algorithm has been the approach taken for its reso- lution. The GA elements and procedures are defined and the P. Gomez-Gasquet (B ) · R. Rodriguez-Rodriguez · R. D. Franco · A. Ortiz-Bas Centro de Investigación de Gestión e Ingeniería de la Producción (CIGIP), Universidad Politécnica de Valencia, Cno. de Vera s/n, Valencia, Spain e-mail: [email protected] R. Rodriguez-Rodriguez e-mail: [email protected] R. D. Franco e-mail: [email protected] A. Ortiz-Bas e-mail: [email protected] parameters are tuned. Although the major contribution of this work focuses on the algorithmic development of a proposal in the context of operations research that could help to solve the problem also is discussed the environment in which this occurs and that justifies our interest. In order to validate the proposed solutions diverse configurations are presented and the results obtained by means of the GA and some heuristics rules are compared. Keywords Collaborative scheduling · Selling chains · Multi-supplier scheduling · Genetic algorithm Introduction This paper presents the problem of order management within extended collaborative selling chains, and an identification of the objectives, requirements and solutions of scheduling in this environment. The main issue to be considered in this context is the production scheduling, whose final goal is to satisfy the delivery dates agreed with final customers by using a collaborative strategy among the suppliers. The scheduling problem presented is not only interesting from an operational point of view but also from the business environment in which it occurs. For this reason, this work com- prises both views. In an Make-to-Order (MTO) environment where companies can develop a line of business in collabo- ration with others (collaborative selling) without neglecting their traditional business and commitments and where such a collaboration means that several suppliers produce elements or parts, products for us, that belongs to a single sales unit named product-package. It should be emphasized that in this process customers establish deadlines for product-packages, which, from a productive system point of view, takes us to decompose such a product-pack into its indivdual products 123
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of A collaborative scheduling GA for products-packages service within extended selling chains...

J Intell Manuf (2012) 23:1195–1205DOI 10.1007/s10845-010-0434-z
A collaborative scheduling GA for products-packages servicewithin extended selling chains environment
Pedro Gomez-Gasquet · Raul Rodriguez-Rodriguez ·Ruben Dario Franco · Angel Ortiz-Bas
Received: 7 July 2010 / Accepted: 8 July 2010 / Published online: 31 July 2010© Springer Science+Business Media, LLC 2010
Abstract The theory of network coordination provides the-oretical foundations to explain how companies can overcomeorganizational boundaries and constraints to jointly managebusiness processes across their selling chains. In particular,this work focuses on Collaborative Scheduling, a collabora-tion process whereby selling chain trading partners activateeither on-line or off-line inter-firm coordination mecha-nisms to jointly plan production activities in order to deliverthe final products to end customers each one of them, beingthe delivery date as close to the date desired as possible. Theproblem of collaborative scheduling is formally defined bymeans of a mathematical model. In the model, the definedobjective function has the goal to minimize the total weightedtardiness of the package of products acquired by the clientsto be delivered in a specific date. The delivery date of eachProduct-Package is conditioned by the latest date establishedby each supplier for each product that forms part of the sameone. Besides, having different process times for each prod-uct and different penalties for each Product-Package, eachsupplier can offer a different mix of additional products withdifferent due date. Due to the complexity of the problem aGenetic Algorithm has been the approach taken for its reso-lution. The GA elements and procedures are defined and the
P. Gomez-Gasquet (B) · R. Rodriguez-Rodriguez · R. D. Franco ·A. Ortiz-BasCentro de Investigación de Gestión e Ingeniería de la Producción(CIGIP), Universidad Politécnica de Valencia, Cno. de Vera s/n,Valencia, Spaine-mail: [email protected]
R. Rodriguez-Rodrigueze-mail: [email protected]
R. D. Francoe-mail: [email protected]
A. Ortiz-Base-mail: [email protected]
parameters are tuned. Although the major contribution of thiswork focuses on the algorithmic development of a proposalin the context of operations research that could help to solvethe problem also is discussed the environment in which thisoccurs and that justifies our interest. In order to validate theproposed solutions diverse configurations are presented andthe results obtained by means of the GA and some heuristicsrules are compared.
Keywords Collaborative scheduling · Selling chains ·Multi-supplier scheduling · Genetic algorithm
Introduction
This paper presents the problem of order management withinextended collaborative selling chains, and an identification ofthe objectives, requirements and solutions of scheduling inthis environment. The main issue to be considered in thiscontext is the production scheduling, whose final goal is tosatisfy the delivery dates agreed with final customers by usinga collaborative strategy among the suppliers.
The scheduling problem presented is not only interestingfrom an operational point of view but also from the businessenvironment inwhichitoccurs.For thisreason, thisworkcom-prises both views. In an Make-to-Order (MTO) environmentwhere companies can develop a line of business in collabo-ration with others (collaborative selling) without neglectingtheir traditional business and commitments and where such acollaboration means that several suppliers produce elementsor parts, products for us, that belongs to a single sales unitnamed product-package. It should be emphasized that in thisprocess customers establish deadlines for product-packages,which, from a productive system point of view, takes us todecompose such a product-pack into its indivdual products
123

1196 J Intell Manuf (2012) 23:1195–1205
that are managed individually. The main difficulty that arisesis how to establish the productive scheduling of all providersso that each one can deliver the product on time and thus canmeet thedeliverydateofproduct-packageagreedwith thecus-tomer. From a general point of view, suppliers should also takeinto account the scheduling of products that are part of a prod-uct-package (collaborative selling), being therefore of com-mon interest, as they might have to be included within theirother products and also picked up from other business line.
Consequently, this problem may easily turn into a sched-uling problem, where experienced people from the differ-ent enterprises should take care of carrying out the pertinentscheduling and re-scheduling of manufacturing orders. Thescheduling problem can be defined as follows: There are nproduct-packages each one comprising a maximum of s prod-ucts. Each product j(s) is available at time zero to be pro-cessed on one and only one specific supplier s, which canprocess at most one product at a time. Each supplier pro-cesses no more than one product by product-package. Prod-uct—package j has a processing time p j,s and a due dated j . The tardiness of product-package j is defined as Tj =max(0; C j −d j )_where C j is the maximum completion timeof product-package j in any supplier, C j = max(C j,s). Theobjective is to determine a job schedule δ such that the totalweighted tardiness T δ = ∑n
j=1 w j Tj is minimized. It isassumed that the processing time of the product-package j inthe supplier s, p j,s, can be 0 in one or more suppliers. In theparticular case in which the p j,s > 0 in only one supplier,this is a product and not a product-package.
This problem could be extended to a make-to-stock (MTS)environment, in which the products would be replaced bybatches that would not be exempt from certain restrictions inthe configuration.
The proposed problem is interesting because it is easy tothink of several manufacturers that launch a product packto the market and such a product pack becomes a success,as customers like the extended value proposition obtainedby acquiring it. Then, the system that manages all the ordermanagement process should be run, in every enterprise, bypeople able to carry out important scheduling decisions, giv-ing preference to those product orders that have to do withsuch a product pack. Thus, it is possible that an enterprisedecides to reject some new orders to favour the fabricationof products inside the product pack; or they may even decideto postpone some other orders already scheduled in order tore-allocate their manufacturing capacity to manufacture thenew product pack. Anyway, it should be taken into accountthat these decisions will affect to the others providers inthe case of product-packages, being also relevant decisionsregarding the remaining products
It is thus possible to conclude that what started as a busi-ness-related problem (product and product-package) findsits solution at the most operational layer; namely, by solving
production scheduling tasks that should be collaborativelycarried out regarding how to properly manage orders. Thenovelty of this approach is not in its conception but in itsexecution and its linkage to the several collaborative supplychains.
This paper contains five sections beyond the Introduction.The following section introduces the trends in supply chainsregarding scheduling approaches; section “An example ofcollaborative scheduling in extended selling chains” presentsan example of a collaborative scheduling problem within theextended selling chains; section “Problem definition” definesthe proposed problem formally; section “A genetic algorithmfor collaborative scheduling within extended selling chains”describes and studies the proposed GA approach by conduct-ing an experimental analysis; and the last section concludeswith a short review of the results reached in the research.
Literature review
The issue is interesting because globalization, together withnational, European and worldwide competitiveness, haspromoted the creation and consolidation of the so-calledExtended Enterprises and Collaborative Networked Orga-nizations, which transcend the single enterprise domain andbuild meta-enterprises (Dyer 2000). Basic concepts and con-siderations have been described in several previous works(Byrne 1993; Camarinha-Matos et al. 2005,b; Camarinha-Matos and Afsarmanesh 2005a; Davidow and Malone 1992).
Most of the existing “extended enterprises” (EE) have ini-tially been focused on reinforcing the links and flows amongthe companies that are involved in the same value chain(Macbeth et al. 1998). However, recently, this phenomenonhas shifted towards the creation of EE which cross the bound-aries of a single value chain, and link together different com-plementary value chains thus building extended collaborativeselling chains (ECOSELL domain). Many industrial compa-nies have desired, or actually achieved, to sell and jointlydistribute their aggregated products for a long time and nowface the challenge of the complete integration of their valuechains (Burton and Boeder 2003). The starting point of anymeta-value chain winning approach is, consequently, collab-oration, where this concept inherently implies both agilityand learn to learn capacity (Christopher 2003; Kramer andTyler 1995; Meier 1995).
Within a value chain, the downstream supply chain, here-after called selling chain, plays a key role in building anddelivering competitive value to the customers, as it repre-sents the direct nexus between the value chain and the cus-tomer. The selling chain focuses on the management of theorders life cycle, from the initial order placement to the deliv-ery and provision of physical goods, covering the part ofthe value chain that goes from manufacturers to end cus-tomers (including logistics platforms/operators, distribution,
123
J Intell Manuf (2012) 23:1195–1205 1197
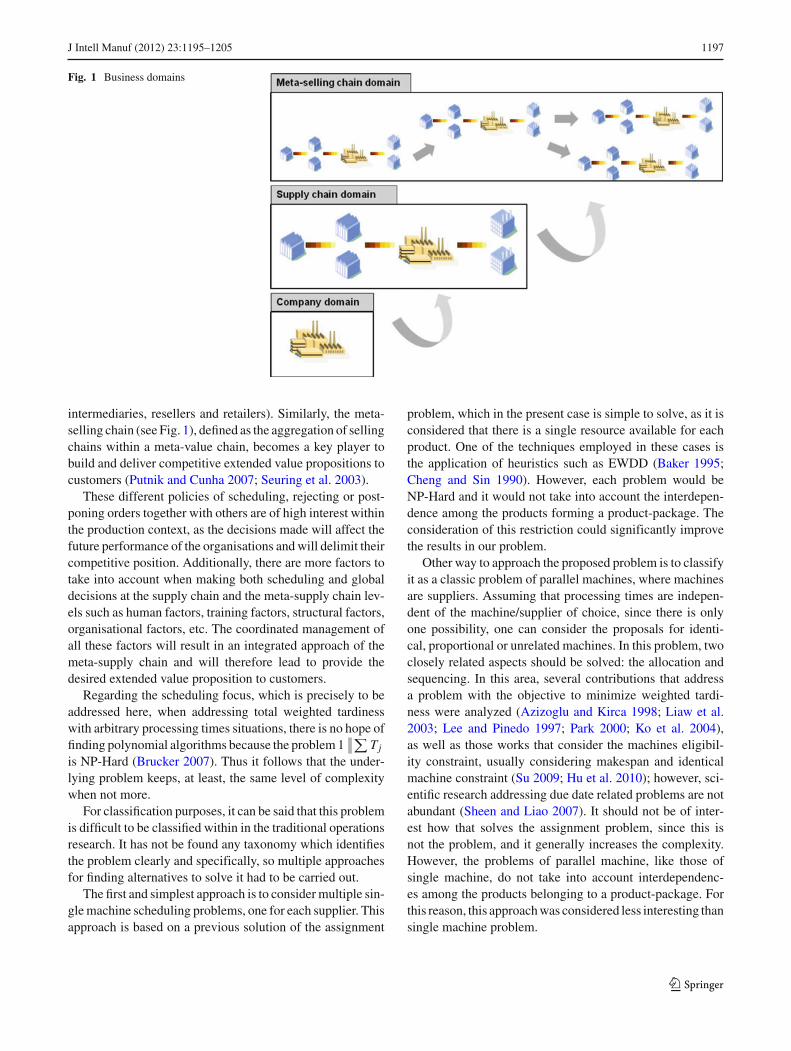
Fig. 1 Business domains
intermediaries, resellers and retailers). Similarly, the meta-selling chain (see Fig. 1), defined as the aggregation of sellingchains within a meta-value chain, becomes a key player tobuild and deliver competitive extended value propositions tocustomers (Putnik and Cunha 2007; Seuring et al. 2003).
These different policies of scheduling, rejecting or post-poning orders together with others are of high interest withinthe production context, as the decisions made will affect thefuture performance of the organisations and will delimit theircompetitive position. Additionally, there are more factors totake into account when making both scheduling and globaldecisions at the supply chain and the meta-supply chain lev-els such as human factors, training factors, structural factors,organisational factors, etc. The coordinated management ofall these factors will result in an integrated approach of themeta-supply chain and will therefore lead to provide thedesired extended value proposition to customers.
Regarding the scheduling focus, which is precisely to beaddressed here, when addressing total weighted tardinesswith arbitrary processing times situations, there is no hope offinding polynomial algorithms because the problem 1
∥∥∑
Tj
is NP-Hard (Brucker 2007). Thus it follows that the under-lying problem keeps, at least, the same level of complexitywhen not more.
For classification purposes, it can be said that this problemis difficult to be classified within in the traditional operationsresearch. It has not be found any taxonomy which identifiesthe problem clearly and specifically, so multiple approachesfor finding alternatives to solve it had to be carried out.
The first and simplest approach is to consider multiple sin-gle machine scheduling problems, one for each supplier. Thisapproach is based on a previous solution of the assignment
problem, which in the present case is simple to solve, as it isconsidered that there is a single resource available for eachproduct. One of the techniques employed in these cases isthe application of heuristics such as EWDD (Baker 1995;Cheng and Sin 1990). However, each problem would beNP-Hard and it would not take into account the interdepen-dence among the products forming a product-package. Theconsideration of this restriction could significantly improvethe results in our problem.
Other way to approach the proposed problem is to classifyit as a classic problem of parallel machines, where machinesare suppliers. Assuming that processing times are indepen-dent of the machine/supplier of choice, since there is onlyone possibility, one can consider the proposals for identi-cal, proportional or unrelated machines. In this problem, twoclosely related aspects should be solved: the allocation andsequencing. In this area, several contributions that addressa problem with the objective to minimize weighted tardi-ness were analyzed (Azizoglu and Kirca 1998; Liaw et al.2003; Lee and Pinedo 1997; Park 2000; Ko et al. 2004),as well as those works that consider the machines eligibil-ity constraint, usually considering makespan and identicalmachine constraint (Su 2009; Hu et al. 2010); however, sci-entific research addressing due date related problems are notabundant (Sheen and Liao 2007). It should not be of inter-est how that solves the assignment problem, since this isnot the problem, and it generally increases the complexity.However, the problems of parallel machine, like those ofsingle machine, do not take into account interdependenc-es among the products belonging to a product-package. Forthis reason, this approach was considered less interesting thansingle machine problem.
123
1198 J Intell Manuf (2012) 23:1195–1205
Another interesting apporach is one that addresses produc-tion batches. One of the major branches in the batch schedul-ing research area addresses family scheduling models (Baker1995; Potts and Kovalyov 2000). In family scheduling mod-els, jobs are clustered into families according to their simi-larity, so as to reduce setup times. No setup is required fora job if it belongs to the same family of the job previouslyprocessed. Two variants are studied within the family sched-uling models depending on when the jobs become available.In a family model with batch availability Kim et al. (2003)provides a two-level batch scheduling heuristic (TH) thatis applied where jobs in the same batch can be distributedto several different machines. It overcomes the main diffi-culty found when family models are analyzed, that is, usu-ally job that belongs to batches is processed in the samemachine. A family scheduling model with batch availabil-ity for parallel machine as is very close but their approachdoes not provide a fundamental restriction on the problemraised: machine eligibility. In this approach, each job (prod-uct for us) is free to be allocated to any resource while theproblem proposed respect and keep an earlier assignment.In any case, it is necessary to take into account the fact thatit is all the works’ completion the one that influences theobjective function, and not when the individual completiondate.
According to the analysis, it seems interesting to providea new focus when designing the method of solving the prob-lem. Then, a Genetic Algorithm (GA) will be implemented.GAs are usually a suitable tool for scheduling problems andan specific GA will be designed to overcome the gaps foundin the approaches of the single machine problem and thefamily scheduling model.
An example of collaborative scheduling in extendedselling chains
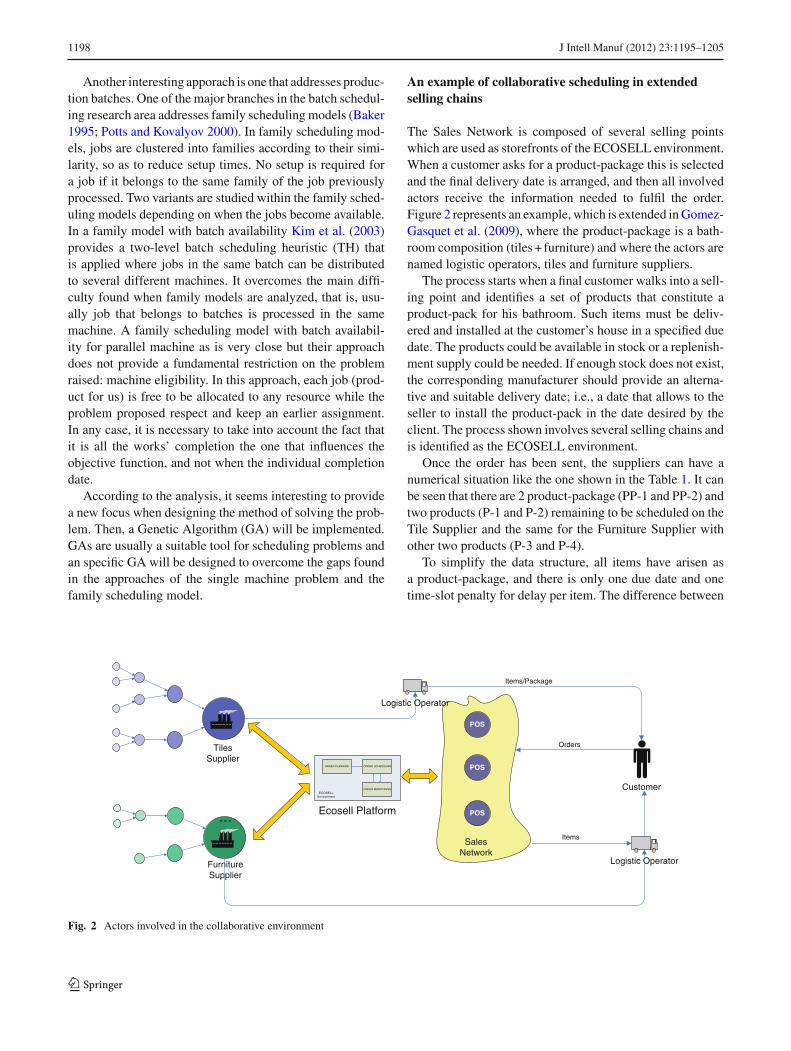
The Sales Network is composed of several selling pointswhich are used as storefronts of the ECOSELL environment.When a customer asks for a product-package this is selectedand the final delivery date is arranged, and then all involvedactors receive the information needed to fulfil the order.Figure 2 represents an example, which is extended in Gomez-Gasquet et al. (2009), where the product-package is a bath-room composition (tiles + furniture) and where the actors arenamed logistic operators, tiles and furniture suppliers.
The process starts when a final customer walks into a sell-ing point and identifies a set of products that constitute aproduct-pack for his bathroom. Such items must be deliv-ered and installed at the customer’s house in a specified duedate. The products could be available in stock or a replenish-ment supply could be needed. If enough stock does not exist,the corresponding manufacturer should provide an alterna-tive and suitable delivery date; i.e., a date that allows to theseller to install the product-pack in the date desired by theclient. The process shown involves several selling chains andis identified as the ECOSELL environment.
Once the order has been sent, the suppliers can have anumerical situation like the one shown in the Table 1. It canbe seen that there are 2 product-package (PP-1 and PP-2) andtwo products (P-1 and P-2) remaining to be scheduled on theTile Supplier and the same for the Furniture Supplier withother two products (P-3 and P-4).
To simplify the data structure, all items have arisen asa product-package, and there is only one due date and onetime-slot penalty for delay per item. The difference between
POS
POS
POS
Sales Network
Customer
Orders
Items
Logistic Operator
ORDER PLANNING ORDER SCHEDULING
ORDER MONITORINGECOSELL
Environment
Ecosell Platform
Tiles Supplier
Furniture Supplier
Logistic Operator
Items/Package
Fig. 2 Actors involved in the collaborative environment
123

J Intell Manuf (2012) 23:1195–1205 1199
Table 1 Basic data for scheduling example
PP-1 PP-2 P-1 P-2 P-3 P-4
Due date (dd j ) 30 60 5 55 30 60
Weight (w j ) 25 20 5 10 5 10
Process time (p j,1)
tiles supplier10 20 10 30 0 0
Process time (p j,2)
furniture supplier25 15 0 0 5 20
Fig. 3 Schedule reached using dd j /w j sorting
a product and a product-package is determined by that in thefirst case, all processing times are 0 except for a single sup-plier. The goal is to find that scheduling in which the totalweighted tardiness be as low as possible. A schedule couldbe the one carried out without applying any kind of rule, i.e.sequencing in Tile supplier p-1, pp-1, pp-2, pp3 and in Fur-niture supplier p-3, p-4, pp-1 pp-2, reaching a penalty of 775whereas an alternative scheduling (sort ascending the prod-ucts each supplier based on the result dd j/w j ) is shown inFig. 3, in which the penalty reaches a total of 350, signifi-cantly better than the first approach.
However, it seems natural that applying a logical rule willoutput better results. The important thing issue is to realizethat an improvement in the objective function can help toimprove the degree of collaboration among suppliers avoid-ing that inappropriate action from a supplier affected others.In this sense, we can see how a small change in the rule usedin the second case, consisting of exchanging the item PP-2and P-3 (see Fig. 4) in the sequence of furniture supplier,reduces the penalty, and thus prevents the product—package2 which had already been completed by the supplier Tile iswaiting longer than necessary.
This scenario presents a set of characteristics thatincreases considerably the complexity of its modelling suchas:
– Companies must work cooperatively to properly coordi-nate common scheduling activities from all the suppliers
Fig. 4 Schedule reached using modified dd j /w j sorting
involved because all of them may have heterogeneousscheduling systems.
– Interdependencies between production processes whichare performed at different plants must be considered.
– Existing (local) scheduling systems for individual plantsthat accomplish the local realisation in term of service ofglobal requirements should be integrated.
– The process of scheduling could be performed on-line ascustomers are requesting orders or could be executed off-line after several requests have been consolidated. In anycase, it should be assumed that there is a time-horizonin which orders for each supplier are uncertain becausethey are subject to change. Obviously, it is not possiblt toassume that this is the whole time-horizon.
At this point, it should be understood the complexity of theproblem as a whole. From this section, concentrating effortsin scheduling problem abstracting a little environment wherethis occurs.
Problem definition
The problem defined in the Introduction (paragraph 1), con-sisting in minimizing the sum of the total weighted tardinessin selling chains where orders are processed in parallel in asingle stage, and where such requests are made by product-packages, can be formally expressed as follows:
Objective Function
Minn∑
j=1
w j Tj
Index
j, i = 1 to n indexes on product-package set.s = 1 to S index on supplier set.t = 1 to H index on time-slot with horizon in H.
123

1200 J Intell Manuf (2012) 23:1195–1205
Data
ps, j >= 0 processing time of product-package j insupplier s.
d j > 0 due date of product-package j.w j > 0 weight of penalty of product-package j.M denote a very large and positive number.
Decision variables
xs, j,t 1 if operations starts in t-th instant on product-package j in supplier s, 0 otherwise.
c j,t 1 if last operation (in all suppliers) on product-package j was finished in instant t −1, 0 otherwise.
Tj Tardiness of product-package j. Tj >= 0.
Subject to:
H∑
t=1
xs, j,t = 1 for all s, j (1)
t t<t+ps, j∑
t t=t
xs,i,t t ≤ M∗ (1 − xs, j,t
)
for all s, j, i, t/j �= i and t ≤ H − Ps, j (2)H∑
t=1
c j,t = 1 for all j (3)
ps, j +H∑
t=1
(t∗xs, j,t ) ≤H∑
t=1
(t∗c j,t ) for all s, j (4)
S∑
s=1
t t<t+ps, j∑
t t≥ps, j
xs, j,t t−ps, j −1 ≤ S − c j,t for all j, t > 1 (5)
Tj ≥H∑
t=1
(t∗c j,t ) − d j for all j (6)
Tj ≥ d j −H∑
t=1
(t∗c j,t ) for all j (7)
Equation 1 states that there must be one and only onetime-slot of initiation for each product regardless of the sup-plier from which to start the operation. Equation 2 preventsthat two or more products are processed in the same suppliersimultaneously. Equation 3 states that there must be one andonly one moment of completion of operations for each prod-uct-package. The usage of Eqs. 4 and 5 assures that the dateof completion of an operation should be exactly ps, j time-slots after its starts (not pre-emptive). And the Eqs. 6 and 7are used to calculate Tj as the maximum value between 0and C j − d j .
After modeling the problem, it starts the resolution of sim-ple cases with only 2 suppliers MPL using CPLEX v 4.11
with an Intel Pentium 4, 3 GHz, 2 GB of memory. It was testedwith a dozen product-packages and the optimal outcome isnot feasible in a realistic environment because several hourswere needed to reach a solution.
A genetic algorithm for collaborative schedulingwithin extended selling chains
This section proposes a new GA in order to cope with thepresented problem in a reasonable time, as described in theprevious section, and for a realistic size. The key features ofthe algorithm will be described, the process of adjusting itsparameters will be discussed, and an experimental analysisthat allows to compare the results obtained with the GA andwith some heuristic rules discussed in the section on literaturereview will be presented.
Definition
Genetic algorithms (Holland 1975) have been known to offersignificant advantages over conventional methods becausethey are able to use several search principles and methodssimultaneously. Nevertheless, GAs can suffer from slow con-vergence and premature convergence before providing anaccurate solution because of their fundamental limitations;namely, not exploiting local search information. To improvethe weaknesses of not exploiting the local search informationin GAs, various heuristic methodologies of GAs combinedwith conventional heuristics have been developed.
In order to find a good solution, it uses a rare populationstructure and rules for the interpretation of solutions specif-ically designed for the problem. Two operators have beenselected according with the genetic representation of solu-tions to cover the crossover and mutation. We will explainthese genetic operators and other basic elements of the pro-posed GA in the following sections.
Genetic representation and population structure
Figure 5 shows the genetic representation of a solution for 10product-packages (i.e., chromosome). The chromosome con-sists of a product-package sequence. In this case, the prod-uct-package sequence is 2, 3, 9, 7, 8, 1, 10, 6, 4, 5. To obtaina schedule from this representation, it is necessary to applya rule to convert it into a sequence by each supplier and alsoconsider the timing. In this case the allocation of products,which are part of product-package, to suppliers are uniqueand therefore not a problem but a fact. This rule is an impor-tant element and different alternatives have been proposed.
Figure 6 shows the proposed structure of the population.This was designed by Zhong et al. (2004) and it clearly con-tributes to local fight and a more intensive and expansive dis-
123
J Intell Manuf (2012) 23:1195–1205 1201
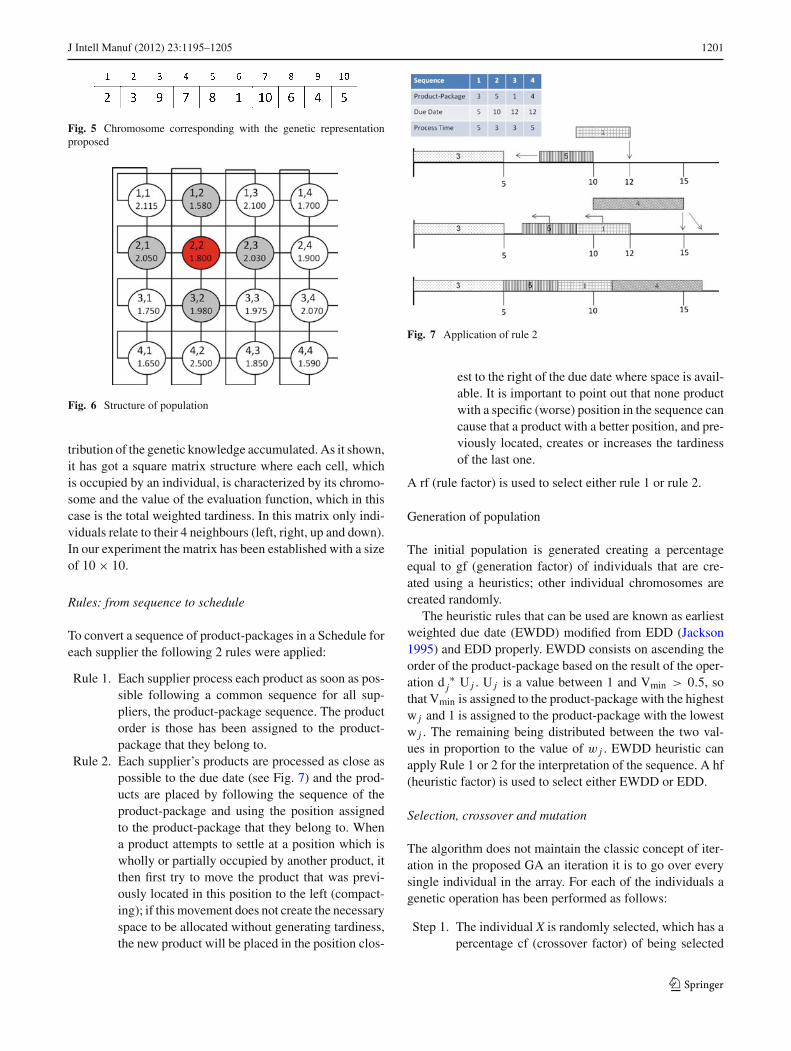
Fig. 5 Chromosome corresponding with the genetic representationproposed
Fig. 6 Structure of population
tribution of the genetic knowledge accumulated. As it shown,it has got a square matrix structure where each cell, whichis occupied by an individual, is characterized by its chromo-some and the value of the evaluation function, which in thiscase is the total weighted tardiness. In this matrix only indi-viduals relate to their 4 neighbours (left, right, up and down).In our experiment the matrix has been established with a sizeof 10 × 10.
Rules: from sequence to schedule
To convert a sequence of product-packages in a Schedule foreach supplier the following 2 rules were applied:
Rule 1. Each supplier process each product as soon as pos-sible following a common sequence for all sup-pliers, the product-package sequence. The productorder is those has been assigned to the product-package that they belong to.
Rule 2. Each supplier’s products are processed as close aspossible to the due date (see Fig. 7) and the prod-ucts are placed by following the sequence of theproduct-package and using the position assignedto the product-package that they belong to. Whena product attempts to settle at a position which iswholly or partially occupied by another product, itthen first try to move the product that was previ-ously located in this position to the left (compact-ing); if this movement does not create the necessaryspace to be allocated without generating tardiness,the new product will be placed in the position clos-
Fig. 7 Application of rule 2
est to the right of the due date where space is avail-able. It is important to point out that none productwith a specific (worse) position in the sequence cancause that a product with a better position, and pre-viously located, creates or increases the tardinessof the last one.
A rf (rule factor) is used to select either rule 1 or rule 2.
Generation of population
The initial population is generated creating a percentageequal to gf (generation factor) of individuals that are cre-ated using a heuristics; other individual chromosomes arecreated randomly.
The heuristic rules that can be used are known as earliestweighted due date (EWDD) modified from EDD (Jackson1995) and EDD properly. EWDD consists on ascending theorder of the product-package based on the result of the oper-ation d ∗
j U j . U j is a value between 1 and Vmin > 0.5, sothat Vmin is assigned to the product-package with the highestw j and 1 is assigned to the product-package with the lowestw j . The remaining being distributed between the two val-ues in proportion to the value of w j . EWDD heuristic canapply Rule 1 or 2 for the interpretation of the sequence. A hf(heuristic factor) is used to select either EWDD or EDD.
Selection, crossover and mutation
The algorithm does not maintain the classic concept of iter-ation in the proposed GA an iteration it is to go over everysingle individual in the array. For each of the individuals agenetic operation has been performed as follows:
Step 1. The individual X is randomly selected, which has apercentage cf (crossover factor) of being selected
123

1202 J Intell Manuf (2012) 23:1195–1205
for crossover operation. If selected go to step 2(crossover) else go to step 5 (mutation).
Step 2. We analyze the evaluation value of the 4 neighboursof the individual X, selecting the individual that haslower value. Go to step 3.
Step 3. It makes the crossing between the individual X andY using the method Similar Block 2-point OrderCrossover (SB2OX) (Ruiz et al. 2006), which areobtained by 2 subjects children to replace the indi-vidual candidate X. Go to step 4
Step 4. The individual X with an assessment value Vx isreplaced by the child with a lower assessment valueVxy if and only if Vxy < af * Vx . af (approach fac-tor) parameter is set at 1.05, and it allows the Xindividual to renew the chromosome if the child isbetter or even as much as 5% worse. Select a newX individual and go to step 1.
Step 5. The individual X is randomly selected, which hasa percentage mf (mutation factor) of being selectedfor mutation operation. If selected go to step 6(mutation) else select a new individual and go tostep 1.
Step 6. It runs along the X chromosome and each alleleof the individual is swapped with the next with aprobability mf. Once all the individual alleles havebeen considered, the mutation process is completedobtaining a mutated X’ chromosome. Go to step7.
Step 7. The individual X with an assessment value Vx isreplaced by the mutated one with an assessmentvalue Vx ′ if and only if Vx ′ < af * Vx . Using afparameter as in the crossover process. Select a newX individual and go to step 1.
Regeneration and finish condition
The algorithm continues running until a solution with a valueof 0, which is the best one, is found, or until it reaches anestablished iteration, in this case 5.000. However, in orderto avoid to conider a local optimum, a regeneration sys-tem of the population has been established. This consists inverifying whether the value that corresponds to the bestsolution has remained unimproved uf times (unimprovedfactor) and, if so, the population is modified as follows:If an individual has a value Vx that is larger that thevalue of the best solution multipled by the approach factor,af * Vb, is replaced by a new one, but is replaced witha probability of 70%. Obviously the best solution is neverreplaced.
The new individuals are obtained by applying the samemethod, as it was done in the initial generation of the popu-lation.
Other approaches
In order to compare the results obtained with the proposedGA, some heuristics, which have proved efficient in sim-ilar cases, have been implemented. In particular, we haveadapted to this problem two versions of the heuristic Process-ing Weighted Shortest Time (SWPT) to which we have calledSWPT-PP (SWPT-Product-Package) and SWPT-P (SWPT-Product) due to SWPT has been applied in two differentways. The already mentioned EWDD heuristics, and a rulerandomly (RANDOM) used as reference and iterated as GA.EWDD is the most commonly used in single machine whenthe objective is to minimize the total weighted tardiness.EWDD and RANDOM can employ either Rule 1 or 2 forthe interpretation of the sequence.
Although the SWPT rule is the best and the most com-monly used dispatching rule when the objective is to mini-mize the total weighted flow-time, some carried out test haveachieved better results than with EWDD. This rule appliesascending sorting of items based on the result of the operationp j/w j . As in the case shown there is no single process timefor each product-package two strategies have been used. Theheuristic SWPT-PP is to generate a single sequence of prod-uct-package, on the processing time of each product-pack-age that corresponds with the highest among their products.The heuristic SWPT-P is to generate a different sequence foreach supplier, considering directly in this case the processingtime of the product that corresponds to each product-pack-age. When using SWPT-PP heuristic then rule 1 or 2 providedfor the interpretation of the sequence could be used. And if itemploys heuristics SWPT-P then rule 1 is used for the inter-pretation of the sequence. It makes no sense to use rule 2since it is the traditional application of the rule SWPT.
It was also considered to use the TH rule, mentioned inthe literature review, but after studying their adaptation to thisproblem it was observed that this was reduced to a EWDDand it was therefore discarded.
Experimental study
This study is based on the production data obtained from asemi-real case used in the ECOSELL project environment(European Commission GRD1-2001-40692, Extended Col-laborative Selling Chain). The processing time for each prod-uct depends on the supplier assigned, and it is generated fromU[10,20] (slot time unit). We found that the variations of theprocessing times do not affect our experimental results.
Due dates of jobs are integer values generated fromU[MK(1−τ −ρ/2), MK(1−τ +ρ/2)], as suggested by (Pottsand Van Wassenhove 1982) and used in (Kim et al. 2003).MK, τ , and ρ control makespan, priority factor, and due daterange factor, respectively. Because MK cannot be calculatedaccurately, it is estimated to be the maximum value of sum
123

J Intell Manuf (2012) 23:1195–1205 1203
Table 2 Relative average total weighted tardiness
Suppliers Product-package
Due-date loose (L) Due-date tight (T)
EWDD GA SWPT-P SWPT-PP EWDD GA SWPT-P SWPT-PP
2 10 2.02 0.92 3.61 3.04 2.09 0.89 4.47 3.58
20 1.70 0.86 2.43 2.00 1.92 0.81 3.17 2.09
30 1.34 0.55 3.54 2.81 1.50 0.48 4.17 3.03
4 10 1.6 0.87 3.54 2.65 1.82 0.80 5.17 3.83
20 1.51 0.61 4.42 3.30 1.72 0.61 5.54 3.69
30 1.82 0.52 3.84 2.71 1.62 0.47 5.21 3.27
8 10 3.07 0.77 8.58 5.64 2.19 0.85 5.04 3.14
20 2.06 0.65 4.56 2.70 1.50 0.66 5.13 2.58
30 1.80 0.47 6.43 3.75 1.77 0.50 6.16 3.51
processing time of each supplier for a product-package. ρ isfixed to be 0.6, and τ is 0.6 (tight: T) and 0.5 (loose: L).
Underlining the urgency, other factor to analyze is thenumber of items that each supplier receives. In this experi-ment it should be interpreted as if it indicates a certain load,for example, 10 product-packages, that means that the 50%of load that each supplier must process, 5 items in the exam-ple, are part of equal number of product-package and the rest,and other 5 items are standalone products that do not belongto any product-package.
Four heuristics have been examined, namely the EWDD,SWPT-PP. SWPT-P, and RANDOM, besides the designedGA. As mentioned later on, some data pre-treatment pro-cesses were performed with non-deterministic methods inorder to unify the amount and type of data, and likewisethe calibration was also performed. Five combinations of thenumber of suppliers (SP = 2, 4, 8), the number of Product-Packages (PP = 10, 20, 30) and due dates (τ = T(0.6), L(0.5))are considered, which implies 5 × 3 × 3 × 2 = 90 sce-narios. Thus, considering five algorithms, we ran a total of5 × 90 = 450 treatments. Algorithms were written in .NET,and an Intel Pentium 4, 3 GHz, 2 GB of memory was used toperform these computations.
In order to simplify the final analysis refers to data fromthe 540 mentioned treatments, some actions were carried out.First, before executing the experiment described in the pre-ceding paragraphs, a study of the behavior of GA in a similarenvironment that the one described with several levels in fac-tors as cf (50%, 20%), mf (10%, 5%), gf (30.10), uf (200,50), rf (1.2) and hf (EWDD, EDD) was performed. The GAcalibration process concluded with the establishment of thefollowing values cf = 20%, mf = 5%, gf = 30, uf = 50, rf = 2and hf = EWDD. Second, during the execution of the exper-iment, there were 10 replicates for methods RANDOM andGA, as they are nondeterministic procedures. In addition, theheuristics EWDD, RANDOM and SWPT-PP were analyzedfor the case of using Rule 1 or 2 for the interpretation of
the solutions. At the end, in the final analysis we only useddata for the average of 10 replicates, and also in the case ofEWDD, RANDOM and SWPT-PP only select data from theexperiment that uses Rule 1 as it proved to be the best.
Table 2 summarizes the relative performance of all the fivemethods. The relative performance is computed by dividingthe average TWT of each method by the average TWT ofRANDOM. Thus, the ratio indicates the deviation from thesolution produced by RANDOM
The results show that the GA clearly provides the bestsolution in all the cases, whereas SWPT-P provides the lowerbound. It was observed that none of the heuristics used in theproblems that traditionally have been considered closer tothe proposed in the paper, can be considered valid becausethey are always worse than the RANDOM rule. This shows,firstly, that the proposed GA is an acceptably good solution tothe problem analyzed, and, secondly, that there are not ade-quate tools to deal with this problem as necessary yet. Thestatistical significance of performance between methods isanalyzed by using ANOVA over a TWT transformation bymeans of a logarithm (LOG).
Regarding the CPU times consumed by the different meth-ods, there are no relevant findings. It has been observed thatthe GA is generally the slowest of all, as assumed on the basisof complexity. The heuristic rules are more than 100% fasteron average.
The ANOVA table decomposes the variability of LOG(TWT) into contributions due to various factors. Since 8P-values are less than 0,05, these factors have a statisticallysignificant effect on LOG (TWT) at the 95,0% confidencelevel. However, the most important effect for this experi-ment is related to the methods used. In this sense, the maineffect of the Method factor confirms the results discussedon Table 2. Finally, as shown in Fig. 8, in relation to theinteractions between factor Method and other factors, notedin the ANOVA as the DD factor, related to the urgency ofthe product-package, it is not significant and therefore there
123

1204 J Intell Manuf (2012) 23:1195–1205
Table 3 Analysis of variancefor LOG(TWT)—type III sumsof squares
All F-ratios are based on theresidual mean square error
Source Sum of squares Df Mean square F-ratio P-value
MAIN EFFECTS
A:DD 0.0695979 1 0.0695979 0.46 0.4963
B:SP 69.9132 2 34.9566 232.90 0.0000
C:PP 294.386 2 147.193 980.67 0.0000
D:Method 237.233 4 59.3081 395.14 0.0000
INTERACTIONS
AB 3.06485 2 1.53243 10.21 0.0000
AC 2.28554 2 1.14277 7.61 0.0006
AD 0.268314 4 0.0670785 0.45 0.7747
BC 5.46099 4 1.36525 9.10 0.0000
BD 3.3767 8 0.422088 2.81 0.0048
CD 3.68663 8 0.460828 3.07 0.0023
RESIDUAL 61.8392 412 0.150095
TOTAL (CORRECTED) 681.584 449
Interaction Plot
SP
LOG
(TW
T)
MethodEWDDGARANDOMSWPT-PSWPT-PP
9,7
10,2
10,7
11,2
11,7
12,2
12,7
2 4 8
Fig. 8 Interaction between factor Method and SP factor
is not influence on the selection the method used. However,although both interactions Method-Method-SP and Method-PP are significant, it is only interesting the behavior of theGA in the latter interaction. It also notes that the interactionPP-Method GA stabilizes the TWT, and it does not growproportionally as the number of product-package increasesto 30. This change in the trend of the line represents thatthe GA suggests that, in situations of any complexity, it canincrease further its efficiency with the rest.
Conclusions
This paper presents the results of a study seeking to minimizeTWT of a product-package scheduling within Extended Sell-ing Chains. The problem of operations with sets of productsthat form a single family sales or product-package compli-cates the scheduling problem even in a situation where it isnot considered dependent set-up or processing time, only one
Interaction Plot
PP
LOG
(TW
T)
MethodEWDDGARANDOMSWPT-PSWPT-PP
9,1
10,1
11,1
12,1
13,1
14,1
10 20 30
Fig. 9 Interaction between factor Method and PP factor
transaction per supplier. The dependence between the opera-tions of elements (product) that belong to a single deliverable(product-package) is the essence and the main difficulty ofthe problem, and it is rarely mentioned/treated within theacademic literature.
EWDD, SWPT-P and SWPT-PP were outperformed bythe GA, providing the lower bound for the given problem.This might be due to the fact that they focus on the prod-uct-package sequencing only and not on the product levelsequencing. The GA produced a fairly good solution in afew seconds. It worked especially well when the problemsize was more than 20 product-packages per supplier. Thus,the GA can be used as a handy tool for the practical appli-cations of the collaborative scheduling in Extended SellingChains such as automotive or bathroom or kitchen composi-tions retailers.
Further research would include the comparison of the pro-posed heuristics with some other heuristics discussed in the
123

J Intell Manuf (2012) 23:1195–1205 1205
existing literature. Another interesting effort can be made toextend the GA.
References
Azizoglu, M., & Kirca, O. (1998). Tardiness minimization onparallel machines. International Journal of Production Eco-nomic, 55, 163–168.
Baker, K. (1995). Elements of sequencing and scheduling. In N.H. Hanover (Ed.), Amos tuck school of business administrationdartmouth college.
Brucker, P. (2007). Scheduling algorithms (5th ed., pp. 33–94). Berlin:Springer-Verlag
Burton, T. T., & Boeder, S. M. (2003). The lean extended enterprise:Moving beyond the four walls to value stream excellence. Florida,USA: J Ross Publishing Inc.
Byrne, J. A. (1993). The Virtual Corporation. BusinessWeek, 8thFebruary 1993, New York, USA.
Camarinha-Matos, H., & Afsarmanesh, L. (2005). Collaborative net-works: A new scientific discipline. Journal of Intelligent Manu-facturing, 16(4–5), 439–452.
Camarinha-Matos, L., Afsarmanesh, H., & Ollus, M. (Eds.). (2005).Virtual organizations: Systems and practices. UK: Springer.
Camarinha-Matos, L., Afsarmanesh, H., & Ortiz, A. (Eds.). (2005). Col-laborative networks and their breeding environments IFIP186. Berlin: Springer.
Cheng, T. C. E., & Sin, C. C. S. (1990). A state-of-the-art reviewof parallel-machine scheduling research. European Journal ofOperational Research, 77, 271–292.
Christopher, M. (2003). Logistics and supply chain management: Strat-egies for reducing cost and improving service (2nd ed.). New York,USA: Financial Times-Prentice Hall.
Davidow, W., & Malone, M. (1992). The virtual corporation: Structur-ing and revitalizing the corporation for 21th Century. New York,USA: Harper Collins.
Dyer, J. H. (2000). Collaborative advantage: Winning through extendedenterprise supplier networks. New York: Oxford University Press.
Gomez-Gasquet, P., Franco, R. D., Rodriguez, R. & Ortiz, A. (2009).A scheduler for extended supply chains based on a combinatorialauction, Journal of Operations and Logistics, 2(1), V1–V12.
Holland, J. H. (1975). Adaptation in natural and artificial systems.Report of the Systems Analysis Research Group SYS–1/92,University of Dortmund, Department of Computer Science. Uni-versity Michigan Press, Ann Arbor.
Hu, X. F., Bao, J. S., & Jin, Y. (2010). Minimising make-span on parallel machines with precedence constraints andmachine eligibility restrictions. International Journal of Produc-tion Research, 48(6), 1639–1651.
Jackson, J. R. (1995). Scheduling a production line to minimizemaximum tardiness. Research Report 43, Management ScienceResearch Project, University of California, Los Angeles.
Kim, D. W., Na., D. G., & Chen, F. (2003). Unrelated parallel machinescheduling wit setup times and total weighted tardiness objec-tive. Robotics and Computer Integrated Manufacturing, 19, 173–181.
Ko, H. H., Baek, J. K., Kang, Y. H., & Kim, S. S. (2004). A schedulingscheme for restricted parallel machines with cycling process. Jour-nal of Korean Institute Industrial Engineering, 30, 107–119.
Kramer, R. M., & Tyler, T. R. (1995). Trust in organizations: Frontiersof theory and research. Berkeley, CA: Sage Publications.
Lee, Y. H., & Pinedo, M. (1997). Scheduling jobs on parallel machineswith sequence-dependent setup times. European Journal Opera-tional Research, 100, 464–474.
Liaw, C. F., Lin, Y. K., Cheng, C. Y., & Chen, M. (2003). Sched-uling unrelated parallel machines to minimize total weightedtardiness. Computer Operations Research, 30, 1777–1789.
Macbeth, D. K., Boddy, D., & Wagner, B. (1998). Partnering strategyimplementation in the supply chain. In Bittici, U. S., & Carrie,A. S. (Eds.), IFIP Conference Proceedings 129, 291–304, Pro-ceeding of the International Conference of the ManufacturingValue-Chain on Strategic Management of the ManufacturingValue Chain. Kluwer.
Meier, J. (1995). The importance of relationship management inestablishing successful interorganizational systems. Journal ofStrategic Information Systems, 4(2), 135–148.
Park, M. W. (2000). A genetic algorithm for the parallel-machine totalweighted tardiness problem. Journal of Korean Institute IndustrialEngineering, 26, 183–192.
Potts, C. N., & Kovalyov, M. Y. (2000). Scheduling with batching: Areview. European Journal of Operational Research, 120, 228–249.
Potts, C. N., & Van Wassenhove, L. (1982). Decomposition Algo-rithm for the single machine total tardiness problem. OperationalResearch Letters, 1, 177–181.
Putnik, G. D., & Cunha, M. M. (2007). Knowledge and technologymanagement in virtual organizations: Issues, Trends, Opportuni-ties and Solutions. IGI Publishing.
Ruiz, R., Maroto, C., & Alcaraz, J. (2006). Two new robust genetic algo-rithms for the flowshop scheduling problem. Omega, 34(5), 461–476.
Seuring, S., Müller, M., Goldbach, M., & Schneidewind,U. (2003). Strategy and organization in supply chains. New York,USA: Physica-Verlag.
Sheen, G. J., & Liao, L. W (2007). Scheduling machine-depen-dent jobs to minimize lateness on machines with identicalspeed under availability constraints. Computer & OperationsResearch, 34(8), 2266–2278.
Su, L. H. (2009). Scheduling on identical parallel machines to mini-mize total completion time with deadline and machine eligibil-ity constraints. International Journal of Advanced ManufacturingTechnology, 40(5–6), 572–581.
Zhong, W. C., Liu, J., Xue, M. Z., & Jiao, L. C. (2004). A multi-agent genetic algorithm for global numerical optimization. IeeeTransactions on Systems Man and Cybernetics Part B-Cybernet-ics, 34(2), 1128–1141.
123