ผลของรูปทรงท่อทางไหลในแม่พิมพ์อัดรีดยางแผ่น...
13
บทความวิจัย วารสารวิชาการเทคโนโลยีอุตสาหกรรม ปีที 10 ฉบับที 1 มกราคม – เมษายน 2557 The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014 50 ผลของรูปทรงท่อทางไหลในแม่พิมพ์อัดรีดยางแผ่น สุ ทธินันท์ ลีวุฒินันท์ ชาญยุทธ โกลิตะวงษ์ * และ วิบูลย์ เลิศวิมลนันท์ บทคัดย่อ งานวิจัยนี มีวัตถุประสงค์เพือช่วยให้วิศวกรมีความเข้าใจในการออกแบบแม่พิมพ์อัดรีดชนิดไม้แขวนเสื อ สําหรับผลิตยางคอมพาวด์แผ่น ซึ งในทีนี พิจารณาวัสดุยางทียังไม่สุก ให้มีพฤติกรรมการไหลแบบเฮอร์เชลบัล์กเลย์ โดยได้ออกแบบแม่พิมพ์อัดรีดให้มีค่าความดันตกคร่อม และค่าความเร็วทีทางออกของแม่พิมพ์สมํ าเสมอตลอดความ กว้างของแม่พิมพ์ โดยได้ออกแบบแม่พิมพ์อัดรีดทีท่อทางไหลมีรูปร่างทรงกลม และทําการศึกษาเปรียบเทียบรูปร่าง ของท่อทางไหลอีก 2 รูปแบบ คือ ทรงหยดนํ า และทรงหกเหลียม ทีมีค่า Hydraulic diameter ( h D ) เท่ากันโดยใช้ โปรแกรมคอมพิวเตอร์ จําลองการไหล ซึ งผลการศึกษาพบว่า ชนิดของรูปร่างท่อทางไหลและการปรับเปลียนมุม ระหว่างท่อทางไหลกับช่องทางไหล มีผลต่อค่าความดันตกคร่อมน้อยมากโดยมีค่าแตกต่างกันไม่เกิน 6% และรูปทรง กลมให้ค่าการกระจายตัวของความเร็วทีทางออกของแม่พิมพ์อัดรีดได้ดีทีสุดซึ งไม่เกิน 12% ส่วนรูปทรงหยดนํ า 24% และรูปทรงหกเหลียมมีค่าการกระจายตัวของความเร็วทีทางออกมากทีสุดที 30% คําสําคัญ : แม่พิมพ์อัดรีดชนิดไม้แขวนเสื อ, ของไหลแบบเฮอร์เชลบัล์กเลย์, การออกแบบแม่พิมพ์ ภาควิชาวิศวกรรมเครืองกลและการบิน-อวกาศ, คณะวิศวกรรมศาสตร์ , มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ * ผู้ติดต่อ, อีเมล์: [email protected] รับเมือ 25 เมษายน 2556 ตอบรับเมือ 25 กุมภาพันธ์ 2557
Transcript of ผลของรูปทรงท่อทางไหลในแม่พิมพ์อัดรีดยางแผ่น...

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
50
ผลของรปทรงทอทางไหลในแมพมพอดรดยางแผน
สทธนนท ลวฒนนท ชาญยทธ โกลตะวงษ* และ วบลย เลศวมลนนท
บทคดยอ งานวจยน� มว ตถประสงคเพ�อชวยใหวศวกรมความเขาใจในการออกแบบแมพมพอดรดชนดไมแขวนเส� อ
สาหรบผลตยางคอมพาวดแผน ซ� งในท�น� พจารณาวสดยางท�ยงไมสก ใหมพฤตกรรมการไหลแบบเฮอรเชลบลกเลย
โดยไดออกแบบแมพมพอดรดใหมคาความดนตกครอม และคาความเรวท�ทางออกของแมพมพสม�าเสมอตลอดความ
กวางของแมพมพ โดยไดออกแบบแมพมพอดรดท�ทอทางไหลมรปรางทรงกลม และทาการศกษาเปรยบเทยบรปราง
ของทอทางไหลอก 2 รปแบบ คอ ทรงหยดน� า และทรงหกเหล�ยม ท�มคา Hydraulic diameter ( hD ) เทากนโดยใช
โปรแกรมคอมพวเตอร จาลองการไหล ซ� งผลการศกษาพบวา ชนดของรปรางทอทางไหลและการปรบเปล�ยนมม
ระหวางทอทางไหลกบชองทางไหล มผลตอคาความดนตกครอมนอยมากโดยมคาแตกตางกนไมเกน 6% และรปทรง
กลมใหคาการกระจายตวของความเรวท�ทางออกของแมพมพอดรดไดดท�สดซ� งไมเกน 12% สวนรปทรงหยดน� า 24%
และรปทรงหกเหล�ยมมคาการกระจายตวของความเรวท�ทางออกมากท�สดท� 30%
คาสาคญ : แมพมพอดรดชนดไมแขวนเส�อ, ของไหลแบบเฮอรเชลบลกเลย, การออกแบบแมพมพ
ภาควชาวศวกรรมเคร�องกลและการบน-อวกาศ, คณะวศวกรรมศาสตร, มหาวทยาลยเทคโนโลยพระจอมเกลาพระนครเหนอ * ผตดตอ, อเมล: [email protected] รบเม�อ 25 เมษายน 2556 ตอบรบเม�อ 25 กมภาพนธ 2557

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
51
Effects of Manifold Shapes in Slit Dies
Suthinan Leewuthinan, Chanyut Kolitawong* and Wiboon Lertwimolnun
Abstract The objective of this research is to help engineers design a coat hanger die for elastomer sheet extrusion of
Herschel-Bulkley fluid. In this study, a coat hanger die that has manifolds in circular, teardrop and hexagon shapes
are studied and analyzed numerically. Pressure gradients and exit velocities of the coat hanger dies are monitored
along the width of the dies. Moreover, the calculated results of the load effects (i.e., pressure, and exit velocity) of
the circular manifold at the same hydraulic diameter ( hD ) are compared with those two proposed manifold shapes-
teardrop and hexagon - using a computer simulation program. From the results, the shape and the angle of the
manifold of the coat hanger die affect the pressure gradient less than 6%, while the circular manifold shape has the
best exit velocity difference at 12% or less. The teardrop manifold shape gives 24% velocity difference and the
hexahedron’s gives 30% velocity difference.
Keywords : Coat hanger die, Herschel-Bulkley fluid, Die Design
Department of Mechanical and Aerospace Engineering, Faculty of Engineering, King Mongkut’s University of Technology North
Bangkok. * Corresponding author, E-mail: [email protected] Received 25 April 2013, Accepted 25 February 2014

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
52
1. บทนา กระบวนการผลตยางคอมพาวดแผนท�ใชในโรงงาน
อตสาหกรรมน� น ประกอบดวยเคร� องอดรด แมพมพ
อดรด และลกกล�ง ตามรปท� 1 โดยหนาท�หลกของ
แมพมพอดรดคอ ใหการไหลของของเหลวกระจาย
ตวอยางสม�าเสมอ ซ� งสมการออกแบบแมพมพอดรด
ชนดไมแขวนเส�อ น�นเร�มแรกไดวเคราะหการไหลของ
ของเหลวโดยแบงเปน 2 ชวงคอ ในทอทางไหล
(Manifold) และชองทางไหล (Slit) โดยในแตละชวงจะ
คดการไหลไปในทศทางเดยว (ดรปท� 2 แล 3) โดยการ
ออกแบบแมพมพอดรดมท� งใชว ธการว เคราะหทาง
คณตศาสตร (Analytical method) และ วธการคานวณ
เชงตวเลข (Numerical method) สาหรบของไหลนอน
นว ท ร อ เน ย น ( Non-Newtonian) ห ล า ก หล า ย ชน ด
ยกตวอยางเชน Chung และ Lohkamp [1] ทาการศกษา
ออกแบบแมพมพอดรด ใหของเหลวมพฤตกรรมแบบ
เพาเวอรลอว (Power-law fluid) และอณหภมของเหลว
คงท� โดยออกแบบของไหลท�อยภายในแมพมพมคา
ความดนตกครอมอยในชวงระหวาง 2,000 ถง 5,000 psi
และไดสรางกราฟระหวางขนาดทอทางไหลกบมมทอ
ทางไหลเพ�อใหงายตอผท�จะตองการออกแบบแมพมพ
อดรด Matsubara [2] ไดจดสทธบตรสมการ การ
ออกแบบแมพมพอดรดสาหรบพอลเมอรชนดเพาเวอร
ลอร โดยมอตราการไหลคงท�และชวงเวลาของพอล
เมอรท�อยในแมพมพสม�าเสมอ และหาสวนโคงของทอ
ทางไหล และรศมของทอทางไหล ซ� งความหนาของ
ชองทางไหลเปนฟงกช�นของรศมทอทางไหลท�บรเวณ
ก� งกลางแมพมพ ชวงเวลาท�ของไหลอยในแมพมพ
คาดชนเพาเวอรลอว และความกวางของแมพมพ ทาให
มขอกาหนดจากดคอไมสามารถท�จะกาหนดความหนา
ของชองทางไหลได Winter และ Fritz [3] ไดออกแบบ
ทอทางไหลเปนรปทรงส� เหล�ยม โดยกาหนดใหการ
กระจายตวอตราการไหลและความเคนเฉอนท�ผนงม
ความสม�าเสมอ ในแมพมพ แตรปรางของทอทางไหล
น�นไมเปล�ยนแปลง ซ� งจะเหมาะสมกบทอทางไหลท�ม
อตราสวนระหวางความกวางกบความหนามคามากกวา
1 มากๆ และกยงมสมการการออกแบบซ� งสรปโดย
Michaeli [4] และตอมา T.-J. Liu, L.-D. Liu และ Tsou
[5] ไดคานวณหาสมการการออกแบบแมพมพโดยให
การไหลมพฤตกรรมการไหลแบบตางๆ คอ เพาเวอร-
ลอว, เอลลส (Ellis) และบงแฮม (Bingham fluid) และ
แสดงตวอยางในการออกแบบแมพมพ โดยหาขนาดของ
ท อ ท า งไ ห ล กบ ค ว า มย า ว ข อ งช อ งท า ง ไ ห ล ตา ม
พฤตกรรมการไหลดงกลาว ซ� งตอมาไดมผ วจยได
ออกแบบจาลองการไหลแบบ 3 มต โดยใชวธการ
คานวณเชงตวเลข (Numerical method) สาหรบของไหล
ชนดเพาเวอรลอวในการออกแบบแมพมพอดรด โดย
Na และ Lee [6] ไดออกแบบแมพมพใหมขนาดของทอ
ทางไหลและสวนโคงของทอทางไหลของแมพมพให
เหมาะสมท�สด (Optimal design) ทาใหไดคาอตราการ
ไหลคงท�สม�าเสมอตลอดความกวางแมพมพ ในขณะท�
Smith และ Wang [7] ไดออกแบบโดยกาหนดให
ของเหลวมพฤตกรรมการไหลแบบ เพาเวอรลอว ,
คารรว-ยาสดะ (Carreau-Yasuda), เอลลส, ครอส
(Cross) และ บงแฮม ซ� งใชวธการคานวณหารปรางทอ
ทางไหลท�เหมาะสมท�สด ทาใหไดอตราการไหลคงท�
สม�าเสมอตลอดความกวางแมพมพ แตรปรางของทอ
ทางไหลน�นมรปรางไมแนนอนทาใหการสรางแมพมพ
น�นทาไดยาก Kolitawong และ Arunworradirok [8-13]
ไดออกแบบแมพมพโดยประยกตสมการการออกแบบ
ของ Wortberg และ Kirchner โดยวเคราะหหาตวแปรไร
มตของกลมตวแปรท�เก�ยวของระหวางตวแปรและ

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
53
สมการพ�นฐานของรปรางแมพมพ และทาการสราง
กราฟหาความสมพนธระหวางกลมตวแปรไรมต
[14-15] ซ� งไดมาจากการคานวณทางคณตศาสตร กบ
การจาลองการไหลในคอมพวเตอร แตใชเฉพาะกบ
ของเหลวท�มพฤตกรรมการไหลแบบเพาเวอรลอว จากท�
กลาวมาขางตนน�นผวจยสวนใหญไดทาการออกแบบ
แมพมพโดยใหของไหลมพฤตกรรมการไหลแบบ
เพาเวอรลอว ซ� งสวนใหญน�นกาหนดใหใชกบวสดพอล
เมอรหลอมเหลว แตกมผท�ศกษาของไหลท�มพฤตกรรม
การไหลแบบเฮอรเชลบลกเลย (Herschel-Bulkley fluid)
คอ Nagashima, Hasegawa และ Narumi [16] ไดศกษา
การออกแบบแมพมพแผน (Slot die) ซ� งใหของเหลวม
พฤตกรรมการไหลแบบเฮอรเชลบลกเลย ใหไดอตรา
การไหลเทากนตลอดความกวางแมพมพ เพ�อใชสาหรบ
งานเคลอบผวช�นงาน [17] และในหนงสอของ Michaeli
[4] กบงานเขยนของ White ในหนงสอของ Mark,
Erman และ Eirich [18] ไดกลาวไววาวสดยางคอมพาวด
(Rubber compound) มพฤตกรรมการไหลแบบเฮอร
เชลบลกเลย ในขณะท� Subthema และพรรคพวกศกษา
ความเปนวสโคอลาสตกของยาง [19-20] ซ� ง Michaeli
ไดศกษาวเคราะหหาคาตวแทนการไหลในทอทางไหล
กบในชองทางไหล ของการไหลแบบเฮอรเชลบลกเลย
เพ�อออกแบบแมพมพอดรดสาหรบผลตยางแผน แต
ไมไดกลาวถงการคานวณรปรางขนาดของแมพมพอด
รด ดงน� นในงานวจยน� จ งไดท�จะทาการศกษาการ
ออกแบบแมพมพอดรดชนดไมแขวนเส� อ โดยให
ของเหลวมพฤตกรรมการไหลแบบเฮอรเชลบลกเลย
เน�องจากพฤตกรรมดงกลาวเหมาะสมกบวสดยางคอม
พาวดท�ใชในอตสาหกรรมผลตยางแผน
รปท� 1 แสดงกระบวนการผลตยางแผน
2. ทฤษฎและงานวจยท�เก�ยวของ สมการแสด งพฤตกรรมการไหล ( Constitutive
equation) แบบเฮอร เชลบลก เลย (Herschel-Bulkley
fluid) [14, 21] คอ
0nk เม�อ 0 (1)
0 เม�อ 0 (2)
เม�อ k คอ คาดชนคอนซสเทนซ� (Consistency index)
n คอคาดชนช�กาลง (Power-law index) และ 0 คอ
คาคงท�ความเคนเฉอนเร�มตน (Yield stress)
B
0y( )y l
z
y
( )R l0R
s
0P
1P
02Q Q
H
l
x
รปท� 2 รปราง และตวแปรท�ใชในการออกแบบแมพมพ
อดรดชนดไมแขวนเส�อ

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
54
ทอทางไหล(Manifold)
ชองทางไหล(Slit)
ปากแมพมพ(Lip)
โชคเกอรบาร(Choker bar)
ทอทางไหล
ชองทางไหล
ปากแมพมพ
โชคเกอรบารกก
ตวแมพมพ(Body of die)
(ปรบระดบได)
ภาพตด ก-ก
รปท� 3 รปรางแมพมพอดรดชนดไมแขวนเส�อ
แมพมพอดรดชนดไมแขวนเส�อ ดงแสดงในรปท� 2
และ 3 ประกอบดวยสวนสาคญ 2 สวน คอ ทอทางไหล
(Manifold) และชองทางไหล (Slit) ทอทางไหลทา
หนาท�สงของเหลวใหท�วถงกนตลอดความกวางของ
แมพมพ สวนชองทางไหลจะทาหนาท�ปรบแรงดน
เพ�อใหการไหลเปนไปอยางสม�าเสมอตลอดความกวาง
ของแมพมพ [14] สวนความหนาของพลาสตกแผน
หรอยางแผนน�นจะถกกาหนดโดยขนาดความหนาของ
ปากแมพมพ (Die lip)ทฤษฎท�ใชในการออกแบบ
แมพมพอดรด คอ ตองใหผลรวมของความดนท�เกดข�น
ในแมพมพอดรดมคาคงท�เทากนตลอดความกวางของ
แมพมพ โดยใชสมมตฐานคอ (1) อณหภมคงท�ตลอด
ชวงการไหล (Isothermal) (2) การไหลเปนการไหลแบบ
ราบเรยบ (Laminar Flow) (3) เปนการไหลแบบไมอด
ตว (Incompressible Fluid) (4) ไมคดผลกระทบจาก
พฤตกรรมการไหลท�งบรเวณทางเขาและทางออก (5)
ไมมการไหลเล�อนท�บรเวณผนง (No Slip Condition at
Wall)
Michaeli [4] กลาววา Wortberg และ Kirchner ใช
คาตวแทนความหนด (Representative Viscosity, )
อธบายพฤตกรรมการไหลของวสดนอนนวทอเนยน
(Non-Newtonian) เ พ� อใ หง า ยตอ กา ร คา นว ณ แ ล ะ
กาหนดตวแทนความเครยดเฉอน (Representative Shear
Rate, ) มคาคงท�ตลอดชวงทอทางไหลของแมพมพ
อด ร ด ทา ใ หตว แ ท น ค ว า มห น ด ใ น ท อ ท า ง ไ ห ล
(Representative Viscosity in Manifold, R ) คงท�ตลอด
ชวงความยาวของทอทางไหลและตวแทนความหนดใน
ชองทางไหล (Representative Viscosity in Slit, S )
คงท�ตลอดชวงความยาวของแมพมพอดรด ในการ
ออกแบบแมพมพอดรดตองทราบคารศมของทอทาง
ไหล ( )R l และความยาวของชองทางไหล ( )y l ณ
ตาแหนงตางๆ ของแมพมพอดรด ท�จะทาใหไดคาความ
ดนคงท�ตลอดความกวางของแมพมพอดรด โดยรปราง
และตวแปรของแมพมพแสดงในรปท� 3 โดยเราพจารณา
รปรางคร� งหน� งของแมพมพ ใหอตราการไหลของของ
ไหลท�งหมดเทากบ Q และอตราการไหลคร� งหน� งของ
ของไหลเทากบ 0Q ซ� งอตราการไหลในทอทางไหล
( RQ ) คอ
บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
55
0( )R
lQ l Q
B (3)
และอตราการไหลในชองทางไหล ( SQ ) คอ
0SQ Q (4)
จากสมมตฐานท�ใหตวแทนความเครยดเฉอนในทอทาง
ไหลคงท�ท าใหสามารถท�จะก าหนดรปรางของการ
เปล�ยนแปลงขนาดของรศมทอทางไหล ( )R l คอ
1 3
0( )l
R l RB
(5)
โดย 0R คอรศมของทอทางไหลบรเวณก�งกลางแมพมพ
B คอความกวางคร� งหน� งของปากแมพมพ และ l คอ
ระยะทางตามแกน z โดยวดจากปลายแมพมพ และ
ความสมพนธความยาวของชองทางไหลของแมพมพอด
รด ( )y l คอ
2 3
0( )l
y l yB
(6)
โดยท� 0y คอความยาวของชองทางไหลบรเวณก�งกลาง
แมพมพอดรด
3. การออกแบบแมพมพอดรด
3.1 สมมตฐานและขอบเขต
วตถประสงคในการออกแบบคอ ใหคาผลตางความ
ดนท� เกดข� นมค าคงท� เท ากนตลอดความกวางของ
แมพมพอดรด เพ�อท�จะใหการกระจายตวความเรวของ
ของไหล ท�ออกจากปากแมพมพมความสม� า เสมอ
สมมตฐานในการออกแบบ ในงานวจยน�คอ (1) อณหภม
คงท�ตลอดชวงการไหล (Isothermal) (2) การไหลเปน
การไหลแบบราบเรยบ (Laminar) (3) เปนการไหลแบบ
ไมอดตว (Incompressible) (4) ไมคดผลกระทบจาก
พฤตกรรมการไหลท�งบรเวณทางเขาและทางออก (5)
ไมมการไหลเล�อนท�บรเวณผนง (No slip condition)
และ (6) ใชกบของเหลวท�มพฤตกรรมตามสมการเฮอร
เชลบลกเลย
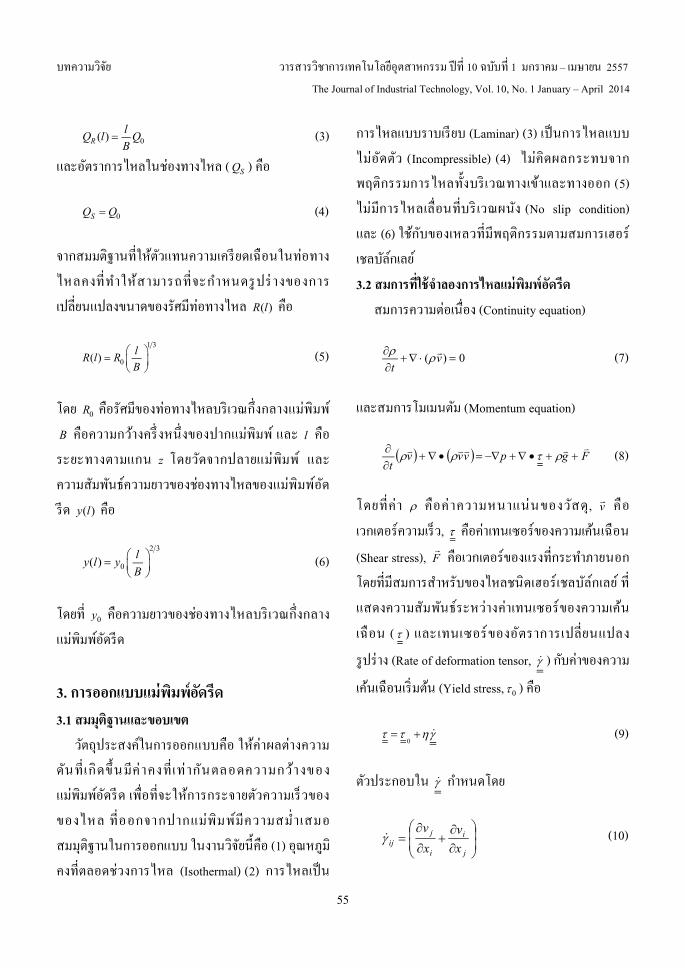
3.2 สมการท�ใชจาลองการไหลแมพมพอดรด
สมการความตอเน�อง (Continuity equation)
( ) 0vt
(7)
และสมการโมเมนตม (Momentum equation)
Fgpvvvt
(8)
โดยท�คา คอคาความหนาแนนของวสด, v คอ
เวกเตอรความเรว, คอคาเทนเซอรของความเคนเฉอน
(Shear stress), F
คอเวกเตอรของแรงท�กระทาภายนอก
โดยท�มสมการสาหรบของไหลชนดเฮอรเชลบลกเลย ท�
แสดงความสมพนธระหวางคาเทนเซอรของความเคน
เฉอน ( ) และเทนเซอรของอตราการเปล�ยนแปลง
รปราง (Rate of deformation tensor, ) กบคาของความ
เคนเฉอนเร�มตน (Yield stress, 0 ) คอ
0
(9)
ตวประกอบใน กาหนดโดย
j
i
i
jij
x
v
x
v (10)
บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
56
iv คอความเรวตามแนวแกน i , jv คอความเรวตาม
แนวแกน j , ix คอระยะทางตามแนวแกน i , jx คอ
ระยะทางตามแนวแกน j ซ� งในโปรแกรม Fluent [22]
ไดแสดงความสมพนธระหวางคาความหนด กบคาอตรา
ความเครยดเฉอนชนดสมการเฮอรเชลบลกเลย ซ� งม
ความสมพนธคอ
0 0 0
nnk
(11)
1n
0 1n
Bingham ( 1)n
0
0
รปท� 4 แสดงความสมพนธระหวางคาความเคนเฉอน
และคาอตราความเครยดเฉอน
โดย 0 คอคาความหนดท�อตราความเครยดเฉอนต�า
(Yielding viscosity) โดยรปท� 4 แสดงความสมพนธของ
สมการท� (11) เม�อคณสมบตของวสดกาหนดดวยคา n
คอ 1n คาความหนดวสดแบบบงแฮม (Bingham
fluid), 1n คาความหนดวสดแบบ Shear thickening
และ 1n คาความหนดวสดแบบ Shear thinning โดย
จาลองการไหลในโปรแกรม ซ� งจะคานวณสมการความ
ตอเน�อง สมการโมเมนตม และสมการพฤตกรรมของ
วสดในโปแกรม Fluent จะใชวธการคานวณเชงตวเลข
ดว ยว ธไ ฟไ นทโ วล ลม ( Finite volume) โ ดย ตว
โปรแกรม Fluent ท�กาหนดพฤตกรรมการไหลแบบ
เฮอรเชลบลกเลยน�ไดถกทดสอบเทยบกบผลการทดลอง
ในเอกสารอางอง [15]
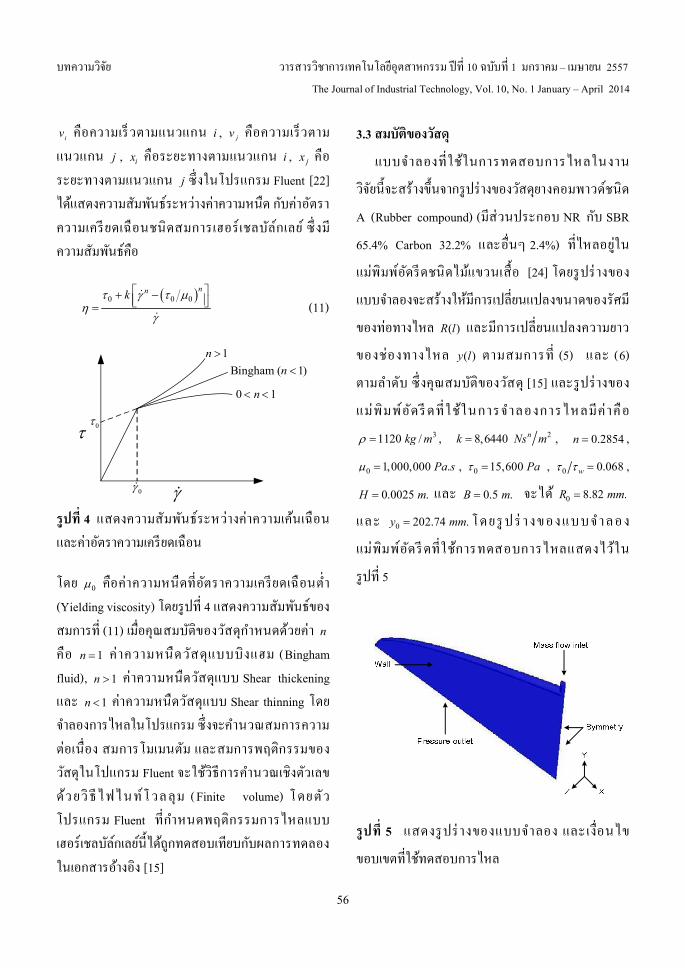
3.3 สมบตของวสด
แบบจาลองท�ใชในการทดสอบการไหลในงาน
วจยน�จะสรางข�นจากรปรางของวสดยางคอมพาวดชนด
A (Rubber compound) (มสวนประกอบ NR กบ SBR
65.4% Carbon 32.2% และอ�นๆ 2.4%) ท�ไหลอยใน
แมพมพอดรดชนดไมแขวนเส�อ [24] โดยรปรางของ
แบบจาลองจะสรางใหมการเปล�ยนแปลงขนาดของรศม
ของทอทางไหล ( )R l และมการเปล�ยนแปลงความยาว
ของชองทางไหล ( )y l ตามสมการท� (5) และ (6)
ตามลาดบ ซ� งคณสมบตของวสด [15] และรปรางของ
แมพมพอดรดท� ใชในการจาลองการไหลมค าค อ 31120 /kg m , 28,6440 nk Ns m , 0.2854n ,
0 1,000,000 .Pa s , 0 15,600 Pa , 0 0.068w ,
0.0025 .H m และ 0.5 .B m จะได 0 8.82 .R mm
แล ะ 0 202.74 .y mm โ ด ย ร ป ร า งข อ งแ บ บ จา ล อ ง
แมพมพอดรดท�ใชการทดสอบการไหลแสดงไวใน
รปท� 5
รปท� 5 แสดงรปรางของแบบจาลอง และเง�อนไข
ขอบเขตท�ใชทดสอบการไหล
บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
57
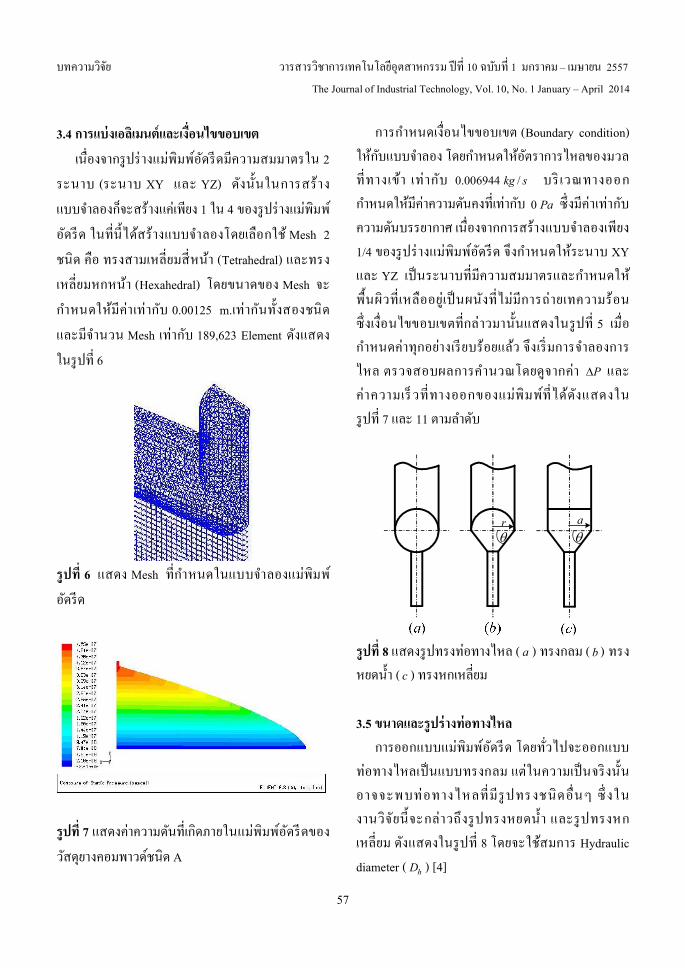
3.4 การแบงเอลเมนตและเง�อนไขขอบเขต
เน�องจากรปรางแมพมพอดรดมความสมมาตรใน 2
ระนาบ (ระนาบ XY และ YZ) ดงน� นในการสราง
แบบจาลองกจะสรางแคเพยง 1 ใน 4 ของรปรางแมพมพ
อดรด ในท�น� ไดสรางแบบจาลองโดยเลอกใช Mesh 2
ชนด คอ ทรงสามเหล�ยมส�หนา (Tetrahedral) และทรง
เหล�ยมหกหนา (Hexahedral) โดยขนาดของ Mesh จะ
กาหนดใหมคาเทากบ 0.00125 m.เทากนท� งสองชนด
และมจานวน Mesh เทากบ 189,623 Element ดงแสดง
ในรปท� 6
รปท� 6 แสดง Mesh ท�กาหนดในแบบจาลองแมพมพ
อดรด
รปท� 7 แสดงคาความดนท�เกดภายในแมพมพอดรดของ
วสดยางคอมพาวดชนด A
การกาหนดเง�อนไขขอบเขต (Boundary condition)
ใหกบแบบจาลอง โดยกาหนดใหอตราการไหลของมวล
ท�ทางเขา เทากบ 0.006944 /kg s บรเวณทางออก
กาหนดใหมคาความดนคงท�เทากบ 0 Pa ซ� งมคาเทากบ
ความดนบรรยากาศ เน�องจากการสรางแบบจาลองเพยง
1/4 ของรปรางแมพมพอดรด จงกาหนดใหระนาบ XY
และ YZ เปนระนาบท�มความสมมาตรและกาหนดให
พ�นผวท�เหลออยเปนผนงท�ไมมการถายเทความรอน
ซ� งเง�อนไขขอบเขตท�กลาวมาน�นแสดงในรปท� 5 เม�อ
กาหนดคาทกอยางเรยบรอยแลว จงเร�มการจาลองการ
ไหล ตรวจสอบผลการคานวณโดยดจากคา P และ
คาความเรวท�ทางออกของแมพมพท�ไดดงแสดงใน
รปท� 7 และ 11 ตามลาดบ
r a
รปท� 8 แสดงรปทรงทอทางไหล ( a ) ทรงกลม ( b ) ทรง
หยดน�า ( c ) ทรงหกเหล�ยม
3.5 ขนาดและรปรางทอทางไหล
การออกแบบแมพมพอดรด โดยท�วไปจะออกแบบ
ทอทางไหลเปนแบบทรงกลม แตในความเปนจรงน� น
อาจจะพบทอทางไหลท�ม รปทรงชนดอ�นๆ ซ� งใน
งานวจยน� จะกลาวถงรปทรงหยดน� า และรปทรงหก
เหล�ยม ดงแสดงในรปท� 8 โดยจะใชสมการ Hydraulic
diameter ( hD ) [4]

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
58
4h
AD
U (12)
โดย A คอพ�นท�หนาตดของรปทรง, U คอความยาว
เสนรอบรป ซ� งจะคานวณหาขนาดรปรางท�ง 2 ชนดท�
มมระหวางทอทางไหลกบชองทางไหล ( ) เทากบ 30๐,
45๐ และ 60๐ โดยคา hD ของรปทรงกลม รปทรงหยด
น� า และรปทรงหกเหล�ยม คอสมการท� (13) ถง (15)
ตามลาดบ
2hD r (13)
2 22 (4 tan )
(2 sin )h
r rD
r r
(14)
2 28 (4 tan )
4 (2 sin )h
a aD
a a
(15)
โดยท� r คอรศมของทอทางไหล, a คอความหนาของ
ทอทางไหล, คอมมระหวางทอทางไหลกบชองทาง
ไหล ในงานวจยน� จะเปรยบเทยบการไหลของทอทาง
ไหลท�มขนาด hD ท�เทากน ตวอยางเชนการคานวณหา
ขนาดรปทรงหยดน� า ซ� งคา hD ของทรงกลมเทากบ
17.64 .mm และแทนคา hD ลงในสมการรปทรงหยดน�า
และกาหนดมมในทอทางไหลเทากบ 45๐ ลงในสมการ
ท� (14) จะได 10.24 .r mm ซ� งเปนขนาดรศมทอทาง
ไหลท�ก�งกลางแมพมพ โดยไดแสดงคาตวแปรรปทรง
ทอทางไหลในแบบตางๆ ในตารางท� 1 โดยรปรางของ
แมพมพอดรด ใหมการเปล�ยนแปลงขนาดของรศมของ
ทอทางไหล ( )R l และมการเปล�ยนแปลงความยาวของ
ชองทางไหล ( )y l ตามสมการท� (5) และ (6) ตามลาดบ
ข�นตอนตอไปคอกาหนดการจาลองการไหลเหมอนกบ
ทอทางไหลรปทรงกลมทกข� นตอน โดยผลจาการ
คานวณคา P ท�ได จากทอทางไหลรปทรงตางๆ แสดง
ในรปท� 9 และ 10 และตารางท� 2 โดยคาความเรวของ
ไหลท�ทางออกของแมพมพอดรด แสดงในรปท� 11 และ
ตารางท� 3
ตารางท� 1 ตวแปรรปทรงทอทางไหลในแบบตางๆ
เปรยบเทยบกบทอทางไหลทรงกลมท� 0r = 8.82 mm.
มมระหวางทอ
ทางไหลกบ
ชองทางไหล
( )
รศมทอทางไหล
แมพมพทรง
หยดน�า
( 0r , .mm )
ความหนาทอทาง
ไหลทรงหกเหล�ยม
( 0a , .mm )
30 9.54 9.46
45 10.24 10.04
60 11.19 10.80
ตารางท� 2 แสดงคาความดนตกครอมในแมพมพอดรดรปรางทอทางไหลในแบบตางๆ
รปทรงกลม
รปทรงหยดน�า รปทรงหกเหล�ยม มม 30๐ มม 45๐ มม 60๐ มม 30๐ มม 45๐ มม 60๐
Pressure (MPa) 47.92 46.48 47.31 47.33 45.35 46.05 46.05
%pError 3.01% 1.27% 1.23% 5.36% 3.90% 3.90%
บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
59
ตารางท� 3 แสดงคาความเรวท�ทางออกของแมพมพอดรดรปรางทอทางไหลในแบบตางๆ
Exit velocity (mm/s) รปทรงกลม รปทรงหยดน�า รปทรงหกเหล�ยม
มม 30๐ มม 45๐ มม 60๐ มม 30๐ มม 45๐ มม 60๐
centerv 9.17 7.93 8.56 8.65 7.26 7.84 7.98
%vError 11.1% 23.2% 17.1% 16.2% 29.7% 24.1% 22.7%
ค า เ ป อ ร เ ซ น ต ค ว า ม ค ล า ด เ ค ล� อ น ข อ งค ว า ม ดน
(% pError) หาไดจากสมการท� (16)
%P
PPpError%
circular
othercircular 100
(16)
เม�อ circularP คอ ความดนตกครอมของรปทรงกลม,
otherP คอ ความดนตกครอมของรปทรงหยดน� า หรอ
ทรงหกเหล�ยม
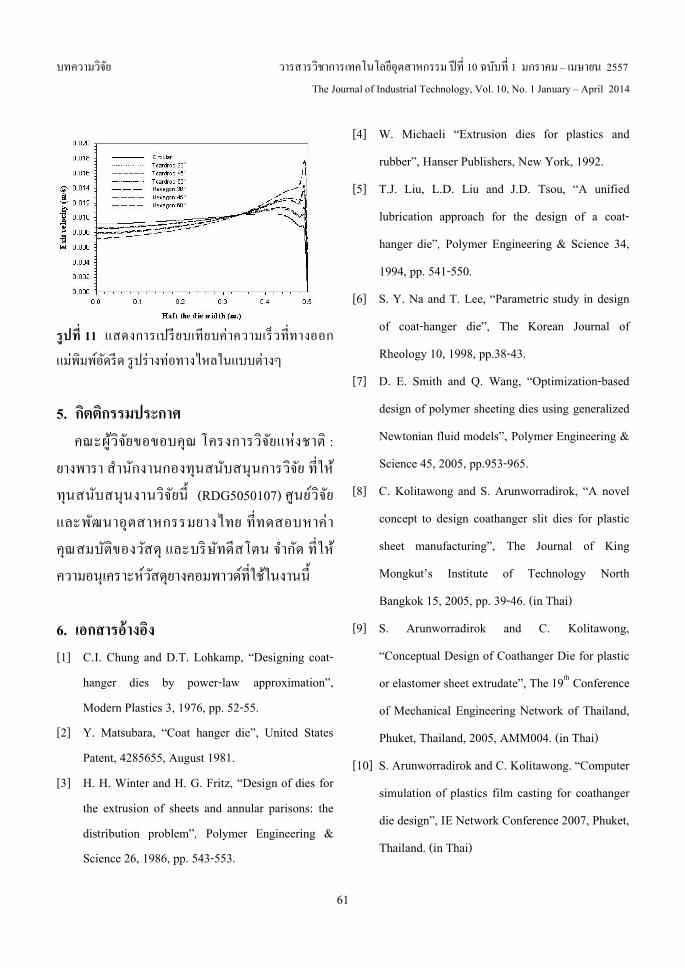
รปท� 11 แสดงคาความเรวท�ทางออกของแตละ
รปรางของทอทางไหล มคาความเรวท�เทากน ( refercncev )
คอ 10.32 mm/s อยท�ตาแหนง 0.33 เมตร จากก�งกลาง
แมพมพอดรด โดยใชเปนคาความเรวอางอง เพ�อหา
เปอรเซนตความคลาดเคล�อน เทยบกบคาความเรวท�จด
ก�งกลางแมพมพ ( centerv ) ดงแสดงในตารางท� 3 และคา
เปอรเซนตความคลาดเคล�อนของคาความเรว (%vError)
หาไดจากสมการท� (17)
%v
vvvError%
reference
centerreference100
(17)
4. สรปผลและขอเสนอแนะ จากการศกษาในงานวจยน� จะพบวา รปรางของทอ
ทางไหลท�ม Hydraulic diameter ( hD ) เดยวกนจะมผล
ตอคาความดนตกครอมนอยมากโดยการปรบเปล�ยน
รปทรงทาใหมคาแตกตางความดนไมเกน 6% แตมม
ภายในทอทางไหลทาใหความเ รวภายในแมพมพ
แตกตางกนอยางมนยสาคญ
รปรางทรงกลมใหคาการกระจายตวความเรวท�
ทางออกของแมพมพอดรดไดดท� สดซ� งไมเกน 12%
สวนรปรางทรงหยดน� า 24% และรปรางหกเหล�ยมมคา
การกระจายตวความเรวท�ทางออกมากท� สดท� 30%
เพราะฉะน�นอาจจะใชการตดต�งโชคเกอรบาร (Choker
bar) เพ�อชวยใหของไหลมอตราการไหลท�สม�าเสมอ
ตลอดความกวางของแมพมพอดรด [23] สวนมม
ระหวางทอทางไหลกบชองทางไหลกมสวนทาใหการ
ไหลออกจากทอทางไหลไดยากหรองายเชนกน มมท�
ลาดมาก ๆ เชน มมท� 60๐ จะทาใหการไหลดกวามม 45๐
และมม 30๐ ตามลาดบ เน�องจากวธการออกแบบท�เสนอ
ไปแลวน� น เ ปนผลท�ไดจาการจาลองการไหลใน
คอมพวเตอร ดงน� นในอนาคตถาสามารถสรางขนาด
แมพมพอดรดใหเทากบการจาลองการไหล และทาการ
ทดสอบเพ�อท�จะนาผลลพธท�ได นามาเปรยบเทยบกบ
ผลการจาลองการไหล กจะทาใหผลลพธท�ไดมความ
นาเช�อถอย�งข�น

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
60
รปท� 9 แสดงคาความดนในแมพมพอดรด ท�มทอทาง
ไหลรปทรงหยดน� า (ก) มม 30๐(ข) มม 45๐ และ (ค)
มม 60๐
รปท� 10 แสดงคาความดนในแมพมพอดรด ท�มทอทางไหลรปทรงหกเหล�ยม (ก) มม 30๐(ข) มม 45๐ และ (ค) มม 60๐
บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
61
รปท� 11 แสดงการเปรยบเทยบคาความเรวท�ทางออก
แมพมพอดรด รปรางทอทางไหลในแบบตางๆ
5. กตตกรรมประกาศ
คณะผ วจยขอขอบคณ โครงการวจยแหงชาต :
ยางพารา สานกงานกองทนสนบสนนการวจย ท�ให
ทนสนบสนนงานวจยน� (RDG5050107) ศนยวจย
และพฒนาอตสาหกรรมยางไทย ท�ทดสอบหาคา
คณสมบตของวสด และบรษทดสโตน จากด ท�ให
ความอนเคราะหวสดยางคอมพาวดท�ใชในงานน�
6. เอกสารอางอง [1] C.I. Chung and D.T. Lohkamp, “Designing coat-
hanger dies by power-law approximation”,
Modern Plastics 3, 1976, pp. 52-55.
[2] Y. Matsubara, “Coat hanger die”, United States
Patent, 4285655, August 1981.
[3] H. H. Winter and H. G. Fritz, “Design of dies for
the extrusion of sheets and annular parisons: the
distribution problem”, Polymer Engineering &
Science 26, 1986, pp. 543-553.
[4] W. Michaeli “Extrusion dies for plastics and
rubber”, Hanser Publishers, New York, 1992.
[5] T.J. Liu, L.D. Liu and J.D. Tsou, “A unified
lubrication approach for the design of a coat-
hanger die”, Polymer Engineering & Science 34,
1994, pp. 541-550.
[6] S. Y. Na and T. Lee, “Parametric study in design
of coat-hanger die”, The Korean Journal of
Rheology 10, 1998, pp.38-43.
[7] D. E. Smith and Q. Wang, “Optimization-based
design of polymer sheeting dies using generalized
Newtonian fluid models”, Polymer Engineering &
Science 45, 2005, pp.953-965.
[8] C. Kolitawong and S. Arunworradirok, “A novel
concept to design coathanger slit dies for plastic
sheet manufacturing”, The Journal of King
Mongkut’s Institute of Technology North
Bangkok 15, 2005, pp. 39-46. (in Thai)
[9] S. Arunworradirok and C. Kolitawong,
“Conceptual Design of Coathanger Die for plastic
or elastomer sheet extrudate”, The 19th Conference
of Mechanical Engineering Network of Thailand,
Phuket, Thailand, 2005, AMM004. (in Thai)
[10] S. Arunworradirok and C. Kolitawong. “Computer
simulation of plastics film casting for coathanger
die design”, IE Network Conference 2007, Phuket,
Thailand. (in Thai)

บทความวจย วารสารวชาการเทคโนโลยอตสาหกรรม ปท� 10 ฉบบท� 1 มกราคม – เมษายน 2557
The Journal of Industrial Technology, Vol. 10, No. 1 January – April 2014
62
[11] S. Arunworradirok, “Parameter analysis for
designing a coathanger die”, Master Thesis,
Department of Mechanical Engineering, King
Mongkut’s Institute of Technology North
Bangkok, Thailand, 2004. (in Thai)
[12] S. Arunworradirok, and C. Kolitawong, “A slit die
design for casting plastics sheets”, Asian
International Journal of Science in Production and
Manufacturing Engineering 3 (1), 2010, pp. 35-45.
[13] C. Kolitawong and S. Arunworradirok, “Computer
simulation of plastics sheet and film to help slit
die Design”, KMUTT Research and Development
32 (1), 2009, pp. 3-22. (in Thai)
[14] S. Leewuthinan, C. Kolitawong and W.
Lertwimolnun, “Coat hanger die analysis for
elastomer sheet extrusion”, The 23th Conference of
Mechanical Engineering Network of Thailand,
Chiang Mai, Thailand, 2009. (in Thai)
[15] S. Leewuthinan, “Flow analysis for designing coat
hanger die for rubber sheets”, Master Thesis,
Department of Mechanical and Aerospace
Engineering, King Mongkut’s Institute of
Technology North Bangkok, Thailand, 2009. (in
Thai)
[16] M. Nagashima, T. Hasegawa and T. Narumi,
“Flow behavior of Herschel-Bulkley fluid in a slot
die”, Journal of the Society of Rheology, Japan
34, 2006, pp. 213-221.
[17] F. Hensen, “Plastics extrusion technology”, 2nd
Eds., Hanser Publishers, New York, 1997, p. 195.
[18] J. E. Mark, B. Erman and F. R. Eirich, “Science
and technology of rubber”, Elsevier Academic
Press, United States, 2005, pp. 237.
[19] P. Subthema, C. Kolitawong, and W.
Lertwimolnun, “Viscoelastic material constants
for rubber tire compounds”, Journal of Technical
Education Development 84 (4), 2012, pp. 78-83.
(in Thai)
[20] P. Subthema, “Study of swell behavior of rubber
melt flow through die”, Master Thesis,
Department of Mechanical and Aerospace
Engineering, King Mongkut’s University of
Technology North Bangkok, Thailand, 2012. (in
Thai)
[21] R. Byron Bird, Warren e. Stewart, Edwin N.
Lightfoot, “Transport phenomen”, John Wiley &
Son, New York, 1960.
[22] Fluent 6.3 User’s Guide, Fluent Inc., Centerra
Resource Park, Lebanon, NH., 2006, pp. 8-35 to
8-41.
[23] C. Rauwendaal, “Polymer Extrusion (4th Eds.)”,
Hanser Publishers, Munich, 2001, p. 549.
[24] S. Leewuthinan, C. Kolitawong, and W.
Lertwimolnun, “A Slit Die Design for Herschel-
Bulkley Fluid”, The Journal of King Mongkut’s
University of Technology North Bangkok 24 (2),
2014. (in Thai)