Tugas Ravi
3
112 25,5 12x1,75 20 23 110 24 1 8 WORK PREPARATION SHEET AT Warga Surakarta NAME / NIM : RAVI CAHYO/ 131 196 SECTION : MILLING O! NAME : RO"A GIGI L#R#S RAW MATERIAL : St 3$ / A%u&'('u& S)*+&a N,- O.+rat',( C%a&.'( g "+ ')+ Cutt'(g T,,% C0 ( V M+a0ur'(g T,,% 1. 1. Potong benda st37 dengan ukuran diameter 25,5 dan panjang 112mm untuk membuat mandrel. Ragum ergaji potong! erenda potong " " " #aliper 2. 2. $a%ing kedua permukaan benda tersebut &ingga memiliki panjang 110mm. 'emudian bubut memanjang benda menjadi diameter 24mm. #ekam! Ragum ra&ang 3 (. bubut! Pa&at rata kiri 103,)8 m!s 1200 Rpm 1mmx2 1mmx1 *nis&in g 0,5. #aliper 3. 3. +akukan pembubutan pada sala& satu ujung benda tersebut &ingga diametern a 18mm dengan panjang 23mm dan diameter 12mm dan panjang 20mm paling ujung diulir ( 12x1,75. #ekam! Ragum ra&ang 3 Pa&at rata kiri 103,)8m! s 73,47m!s 1200 Rpm 1mmx) 1mmx1 2 #aliper 70 4. Potong alumunium sepanjang 25mm dan diameter 70mm dengan menggunakan gerinda potong. Ragum ergaji besi " " " #aliper
description
milling
Transcript of Tugas Ravi
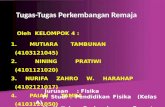
WORK PREPARATION SHEETAT Warga SurakartaNAME / NIM: RAVI CAHYO/ 131196SECTION: MILLINGJOB NAME: RODA GIGI LURUSRAW MATERIAL: St 37 / Aluminium
SchemaNo.OperationClamping DeviceCutting ToolCsnVMeasuring Tool
1. 11225,5
1.Potong benda st37 dengan ukuran diameter 25,5 dan panjang 112mm untuk membuat mandrel.RagumGergaji potong/ Gerenda potong---Caliper
2. 2.Facing kedua permukaan benda tersebut hingga memiliki panjang 110mm. Kemudian bubut memanjang benda menjadi diameter 24mm.
Cekam/ Ragum rahang 3M. bubut/ Pahat rata kiri103,68 m/s1200 Rpm1mmx2
1mmx1 finishing 0,5.
Caliper
3. 12x1,75202311024183.Lakukan pembubutan pada salah satu ujung benda tersebut hingga diameternya 18mm dengan panjang 23mm dan diameter 12mm dan panjang 20mm paling ujung diulir M 12x1,75.
Cekam/ Ragum rahang 3Pahat rata kiri103,68m/s
73,47m/s1200 Rpm1mmx6
1mmx12Caliper
70
254.Potong alumunium sepanjang 25mm dan diameter 70mm dengan menggunakan gerinda potong.
RagumGergaji besi---Caliper
4. 1823
67,55.
6.Lakukan pembubutan facing pada permukaan/ ujung alumunium hingga panjangnya 23mm.Bor atau lubangi alumunium dan diameter awal 12mm terus memakai bor 18mm.
Ragum rahang 3
Ragum rahang 3Pahat rata kiri
Bor 12,18117,75m/s
150m/s1000 Rpm
800rpm1mmx2
23mm
Caliper
Caliper
7. 7.
8.Kemudian alumunium dimasukkan pada mandrel dengan dibuat sebagai pengunci.Untuk proses pengerjaanalumunium di mesin milling dengan rumus sebagai berikut Setting mesin milling, siapkan alat yang diperlukan, cek kerataan benda menggunakan dial indikator.
Ragum
Dial indikator
RUMUS PERHITUNGAN MESIN MILLINGKELOMPOK V (Lima)Z = 28 m: 2,25
Dk= m ( z + 2 )= 2,25 ( 28 + 2 )= 2,25 ( 30 )= 67,5
Dt= m . z= 2,25 . 28= 63
Df= m ( z 2,25 )= 2,25 ( 28 2,25 )= 2,25 ( 25,75 )= 57,375
Hk= 1 . m= 1 . 2,25= 2,25Hf= 1,25 . m= 1,25 . 2,25= 2,8125
H= HK + HF= 2,25 . m= 2,25 . 2,25= 5,0625
H= (DK DF)= ( 67,5 57,375 )= ( 10,125 )= 5,0625
B= (8 s/d 10). m= 23
NC= = = = =




![JESUS AMONG OTHER GODS [ Yesus di Antara Allah-Allah Lain ] - RAVI ZACHARIAS](https://static.fdokumen.com/doc/165x107/5571f40049795947648edfab/jesus-among-other-gods-yesus-di-antara-allah-allah-lain-ravi-zacharias.jpg)