TEKNIK PEMBENTUKAN , BEARING.doc
7
Manufakturing Outer Ring pada Ball Bearing 6004-2RS Proses pengerjaan suatu produk dapat dilakukan dengan dua cara, yaitu : 1. Hot working, yaitu dilakukan di atas suhu rekristalisasi suatu material 2. Cold working, yaitu dilakukan di bawah suhu rekristalisasi atau terkadang dilakukan pada suhu kamar. Baik hot working maupun cold working memiliki kelebihan dan kekurangan masing-masing. Pemilihan proses pengerjaan dapat didasarkan pada hal-hal yang diinginkan dari suatu produk, misalkan tingkat akurasi, kehalusan permukaan, segi ekonomis, dan sebagainya. Hot working memiliki kelebihan sebagai berikut : 1. Porositas dalam logam dapat dikurangi 2. Inklusi dipecahkan menjadi bagian-bagian yang kecil dan tersebar di dalam logam 3. Menghasilkan butir-butir yang halus sebagai akibat adanya proses rekristalisasi 4. Sifat fisik meningkat yang diakibatkan adanya penghalusan butir. 5. Energi yang dibutuhkan untuk mengubah bentuk logam dalam keadaan plastis lebih rendah daripada energi yang dibutuhkan untuk mengubah bentuk logam dalam keadaan dingin. Dalam proses manufaktur, proses pembentukan (shaping) dibagi menjadi dua bagian besar, yaitu proses mengurangi massa (mass reducing process) dan proses memelihara massa (mass conserving process). Mass conserving berarti tidak ada perubahan massa dan volume selama proses manufaktur. Selanjutnya, mass conserving dibagi lagi menjadi dua bagian, yaitu proses konsolidasi dan proses deformasi. Proses deformasi kemudian dibagi lagi menjadi dua bagian, yaitu deformasi total, contohnya rolling, extruding,
description
teknik mesin
Transcript of TEKNIK PEMBENTUKAN , BEARING.doc

Manufakturing Outer Ring pada Ball Bearing 6004-2RS Proses pengerjaan suatu produk dapat dilakukan dengan dua cara, yaitu :1. Hot working, yaitu dilakukan di atas suhu rekristalisasi suatu material2. Cold working, yaitu dilakukan di bawah suhu rekristalisasi atau terkadang dilakukan pada suhu kamar.
Baik hot working maupun cold working memiliki kelebihan dan kekurangan masing-masing. Pemilihan proses pengerjaan dapat didasarkan pada hal-hal yang diinginkan dari suatu produk, misalkan tingkat akurasi, kehalusan permukaan, segi ekonomis, dan sebagainya.Hot working memiliki kelebihan sebagai berikut :1. Porositas dalam logam dapat dikurangi2. Inklusi dipecahkan menjadi bagian-bagian yang kecil dan tersebar di dalam logam3. Menghasilkan butir-butir yang halus sebagai akibat adanya proses rekristalisasi4. Sifat fisik meningkat yang diakibatkan adanya penghalusan butir.5. Energi yang dibutuhkan untuk mengubah bentuk logam dalam keadaan plastis lebih rendah daripada energi yang dibutuhkan untuk mengubah bentuk logam dalam keadaan dingin.
Dalam proses manufaktur, proses pembentukan (shaping) dibagi menjadi dua bagian besar, yaitu proses mengurangi massa (mass reducing process) dan proses memelihara massa (mass conserving process). Mass conserving berarti tidak ada perubahan massa dan volume selama proses manufaktur. Selanjutnya, mass conserving dibagi lagi menjadi dua bagian, yaitu proses konsolidasi dan proses deformasi. Proses deformasi kemudian dibagi lagi menjadi dua bagian, yaitu deformasi total, contohnya rolling, extruding, forging dan deformasi lokal, contohnya bending dan conventional forming.
Pemrosesan Outer Ring.
Open Die ForgingForging adalah proses pembentukan logam secara plastis dengan memberikan gaya tekan pada logam yang akan dibentuk . Gaya tekan yang diberikan bisa secara manual maupun secara mekanis. Dalam pembentukan outer ring ball bearing, akan menggunakan proses open die forging.
Proses ini diawali dari baja ingot yang di-roll menjadi produk setengah jadi seperti bloom, billet, dan slab. Dalam pemrosesan outer ring akan digunakan billet yang di-

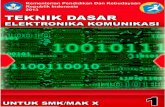
roll menjadi bentuk silinder. Billet berbentuk silinder tersebut diletakkan diantara dua pelat datar, dan direduksi ketebalannya melalui proses kompresi. Terjadi deformasi dari benda kerja dalam kondisi tanpa gesekan seperti yang ditunjukkan pada gambar di bawah. Karena proses forging merupakan mass consevating process, maka tidak akan terjadi perubahan volume. Karena volume konstan, reduksi ketebalan akan mengakibatkan peningkatan diameter dari bagian yang ditempa, menjadi bentuk barrel.
Gambar 1. (a) Billet silinder ditempatkan diantara 2 pelat datar. (b) Deformasi seragam dari billet tanpa gesekan. (c) Dformasi dengan gesekan[1].Catatan: barreling dari billet disebabkan oleh gaya gesek pada interface billet- die.
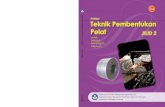
CoggingMerupakan proses dari open die forging yang digunakan untuk mereduksi ketebalan dan diamater dari bar atau ring. Akibat kontak area antara die dengan benda kerja yang sangat kecil, maka diameter dari ring dapat direduksi tanpa memerlukan gaya yang besar atau mesin berat. Seperti ditunjukkan pada gambar di bawah ini.
Gambar 2. Reduksi ketebalan dari ring dengan teknik open die forging[1].
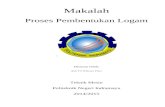
Proses Ring-Rolling.Pada dasarnya proses ring-rolling hampir sama dengan cogging pada proses tempa. Dalam hal pembuatan lintasan bola di dalam ball bearing, digunakan proses ring-rolling dengan bentuk roll yang bervariasi, tergantung pada bentuk dan ukuran lintasan yang diinginkan (gambar 16c.). Pemrosesannya sama dengan proses cogging, yaitu ring ditempatkan diantara dies dan kemudian dilakukan pengerolan terhadap ring, sehingga ring akan mengalami proses deformasi plastis. Proses deformasi plastis tidak disertai dengan perubahan volume, akibatnya dimensi dari ring meningkat serta bentuk dari ring juga akan bervariasi sesuai dengan dies yang digunakan. Dibandingkan dengan proses sebelumnya yaitu cogging, proses ring-rolling memiliki kontrol dimensi dan permukaan akhir yang lebih baik.

Keuntungan dalam pembuatan lintasan bola di outer ring dengan menggunakan proses ring-rolling dibandingkan dengan proses turning, adalah:
1. Waktu produksi singkat2. Menghemat bahan (tidak ada bahan yang terbuang)3. Toleransi dimensi yang baik4. Terjadi aliran butir dalam produk yang menigkatkan kekuatan pada arah yang diinginkan.
Gambar 3. (a) Skematik operasi ring-rolling. (b) Through. (c) Contoh penampang dari ring-rolling. (d) Contoh penampang dari benda kerja[1].
Heat TreatmentPada umumnya, perlakuan panas dilakukan untuk meningkatkan kekuatan material serta mempertinggi sifat mampu manufaktur material, seperti mampu mesin, mampu bentuk serta pengembalian keuletan pada material yang telah dikenakan pengerjaan dingin.
Dalam proses pembuatan outer ring ini, dilakukan juga proses perlakuan panas. Berdasarkan standar pada ASM Handbook yaitu ISO 683-17/ SAE 52100. Proses perlakuan panas yang dikenakan pada outer ring adalah proses quenching dan tempering.Material outer ring dipanaskan sampai pada temperatur austenisasi (830-870oC), sehingga seluruhnya akan berubah menjadi fasa austenit. Dari temperatur austenisasi, dilakukan penahanan sampai selang waktu tertentu kemudian dilakukan proses pendinginan secara cepat menggunakan medium cair. Dalam pemrosesan outer ring digunakan medium cair berupa oli. Hasil dari quenching memberikan perubahan fasa dari austenit menjadi martensit dan austenit sisa.γ → M + γs
Baja paduan hasil dari quenching akan memiliki kekerasan yang tinggi, dan bersifat getas. Untuk mengurangi kegetasan pada martensit dilakukan proses pemanasan yang disebut dengan proses tempering. Temperatur pemanasan untuk proses temper sangat dipengaruhi oleh kekerasan akhir yang diinginkan. Secara umum, temperatur temper dibagi menjadi 3 kelompok, yaitu:

1.) Temperatur Temper Tahap 1 (TTT 1): 80-150oC2.) Temperatur Temper Tahap 2 (TTT 2): 200-400oC3.) Temperatur Temper Tahap 3 (TTT 3): > 400oC
Analisis metalurgi pada proses temperPada baja karbon tinggi paduan, maka proses perlakuan panas quenching dan tempering akan mengikuti siklus sebagai berikut:
Temperatur Tempering Tahap 1Pada saat dipanaskan pada TTT 1, maka akan terjadi:M → M’ + ε (+ΔV)γs → M
Penjelasan:Saat proses pemanasan yang disertai perubahan volum, menyebabkan penarikan/ penekanan sehingga akan mengalami mekanisme geser dan asutenit sisa berubah menjadi martensit. Serta dengan proses pemanasan, C yang terdapat pada rongga octahedral akan keluar dari ronga tersebut dan bersenyawa dengan Fe. Namun karena T temper masih realtif rendah, maka tidak semua C yang ada pada rongga tersebut keluar, akibatnya:1.) Tetragonalitas masih ada karena tidak semua C keluar dari R. Oktahedral dan M’ merupakan hasil dari tempering.2.) Untuk menjadi Fe3C diperlukan %C 6.67%. Namun kadar C yang keluar dari R. Oktahedral tidak cukup untuk membentuk Fe3C. Jadi yang terbentuk adalah Fe2.4C. Dimana Fe2.4C disebut juga sebagai karbida ε.Untuk baja karbon tinggi, pada saat ditemper pada TTT 1 sensitif untuk terjadinya Temper Embrittlement. Oleh karena itu, untuk menghilangkan temper embrittlement, maka dilakukan sekali lagi proses temper.
Temperatur Tempering Tahap 2M’ → αε → Fe3C

M (dari γs ) → α + Fe3C.Dimana Fe3C akan berbentuk serpih.
Temperatur Tempering Tahap 3TTT 3 merupakan tahap spheroidisasi, dimana karbida yang ada akan berbentuk bulat (globular).M → α + Fe3C.γs → α + Fe3C.Pada baja paduan yang mengandung unsur krom (Cr), lazimnya pada temperatur temper 500-600oC, akan terbentuk presipitasi:CrxCy(Fe, Cr)xCyPembentukan karbida di atas, akan meningkatkan kekerasan dari material, sehingga sering disebut sebagai secondary hardening.
————————————————————————————————————————————————————-
Sumber:
Hardiananto, Niko. Tugas Teknik Material: Proses Pembuatan dan Mikrostruktur Outer Ring pada Ball Bearing 6004-2RS. BAB 3: Manufakturing Outer Ring pada Ball Bearing 6004-2RS. Bandung. 2010
[1] Kalpakjian. Schmid, R. Manufacturing Engineering and Technology. Fifth edition. Pearson Education, Inc. Singapore, 2006.
About these ads
Terkait
Baja StainlessIn "ilmu material"
Analisis Struktur Mikro Outer Ring dari Ball Bearing 6004-2RSIn "Foto"
Proteksi Katodik Lokal Pada Industrial Plant dan Compressor StationIn "aplikasi"
Pos ini dipublikasikan di aplikasi, artikel, ilmu material, iptek, logam dan tag cold working, couging, heat treatment, hot working, karbida, open die forging, pemrosesan material, ring rolling, tempering, turning. Tandai permalink.