
Soldadura oxigas
139
LEONCIO FERNANDO MEDINA PINTO Arequipa – Perú SOLDADURA OXIGAS
-
Upload
area-de-produccion -
Category
Education
-
view
1.270 -
download
3
Transcript of Soldadura oxigas

LEONCIO FERNANDO
MEDINA PINTO
Arequipa – Perú
SOLDADURA OXIGAS

Prof. Fernando Medina P. 2
Objetivos Generales del Curso
1. Identificar y describir los procesos de
Soldadura.
2. Identificar las Normas de Seguridad e Higiene
y Prevención de Accidentes.
3. Realizar cordones de Soldadura
Oxiacetilénica y Corte con Gas Combustible,
aplicando normas de seguridad.
Prof. Fernando Medina P. 3
Evaluación
Asistencia Obligatoria = 70 % mínimo
Hasta 10 minutos = 01 Tardanza
03 Tardanzas = 01 Falta
> 10 minutos de Tardanza = 01 Falta.
Prueba de Laboratorio = 40 %
Pruebas de Aula (2) = 30 %
Examen final = 30%

Prof. Fernando Medina P. 5
1. Definición
“UNION PERMANENTE DE METALES O
ALEACIONES MEDIANTE LA
APLICACIÓN LOCALIZADA DE CALOR
Y EJERCIENDO O NO PRESION SOBRE
LAS PARTES A UNIR, DURANTE TODO
O PARTE DEL CICLO DEL PROCESO.”

Prof. Fernando Medina P.
Simplicidad de diseño.
Reducción de Peso.
Rapidez de ejecución.
Economía en material.
Relativa facilidad para todas las operaciones de reparación.
6
2. Ventajas del Proceso
Prof. Fernando Medina P. 7
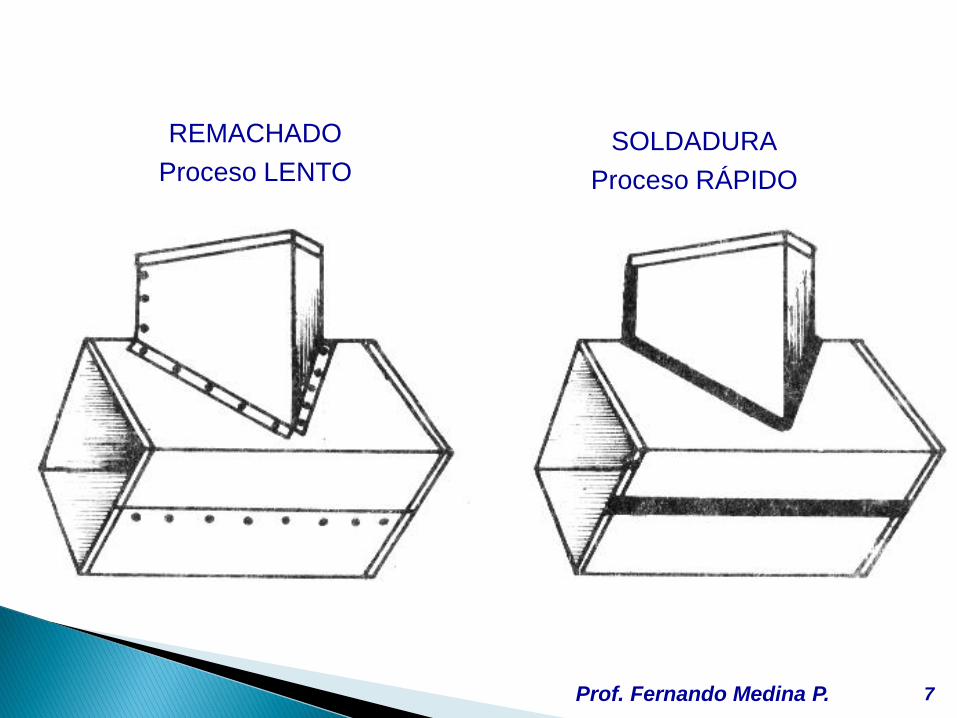
REMACHADO
Proceso LENTOSOLDADURA
Proceso RÁPIDO

Prof. Fernando Medina P.
1. SOLDADURA POR CAPILARIDAD
2. SOLDADURA POR PRESIÓN
3. SOLDADURA POR FUSIÓN
8
3. Clasificación de los procesos

Prof. Fernando Medina P.
3.1 POR CAPILARIDAD: Esta soldadura tiene
punto de fusión inferior al de las piezas
metálicas a soldar. Son denominadas
SOLDADURAS BLANDAS a las realizadas
con estaño y plomo, y SOLDADURAS
FUERTES a las realizadas en bronce yplata.
9
3. Clasificación de los procesos
Prof. Fernando Medina P. 10
Soldadura
FUERTE

Prof. Fernando Medina P.
3.2 POR PRESION: O soldaduras en que las
piezas se unen entre si en estado pastoso
por medio de cierta presión ejercida a
ambas piezas metálicas. Entre ellas
tenemos a la soldadura de Forja o Fragua
y la Soldadura de Resistencia Eléctrica:
como son de punto, a tope, roldanas ocosturas continuadas.
11

Prof. Fernando Medina P. 12
Soldadura por
FORJA

Prof. Fernando Medina P. 13
Soldadura por
RESISTENCIA
Prof. Fernando Medina P.
3.3 POR FUSION. Hay varios procedimientos, pero
las más importantes son las Soldaduras por
Arco Eléctrico, manual, semiautomática y
automática; la Soldadura Oxiacetilénica, las
Soldadura combinadas de Electricidad y Gas
(TIG y MIG/MAG), Soldadura por ArcoSumergido, entre otros.
14
Prof. Fernando Medina P. 15
Soldadura por
ARCO ELÉCTRICO
SMAW

Prof. Fernando Medina P. 16
Soldadura
OXIACETILÉNICA
OAW

Prof. Fernando Medina P. 17
PROCESO MIG MAG
GMAW

Prof. Fernando Medina P. 18
PROCESO TIG
GTAW

Prof. Fernando Medina P. 19
Soldadura por
ARCO SUMERGIDO
SAW

Prof. Fernando Medina P. 20
UNIDAD II
Prof. Fernando Medina P. 21
1. Introducción
En el más simple proceso de soldeo
actúan riesgos combinados de
electricidad, toxicidad de agentes
químicos, radiaciones, calor, etc., y
que no sólo afectan al soldador,
sino también a su entorno y a
terceros.
Prof. Fernando Medina P. 22
Es por ello que el estudio de la
seguridad integral para la aplicación de
estos procesos requiere un cierto
método y orden, para poder aplicar las
reglas básicas de la Seguridad que son
el Análisis de Riesgos y posteriormente
en base a ellos, la definición de las
Medidas Preventivas.

Prof. Fernando Medina P. 23
2. ANÁLISIS DE RIESGOS
El Análisis de los Riesgos es una tarea
obligada en cualquier estudio de
seguridad, ya que solamente sabiendo
los riesgos que se deben evitar se
podrán definir y especificar las Medidas
Preventivas en forma oportuna.

Prof. Fernando Medina P. 24
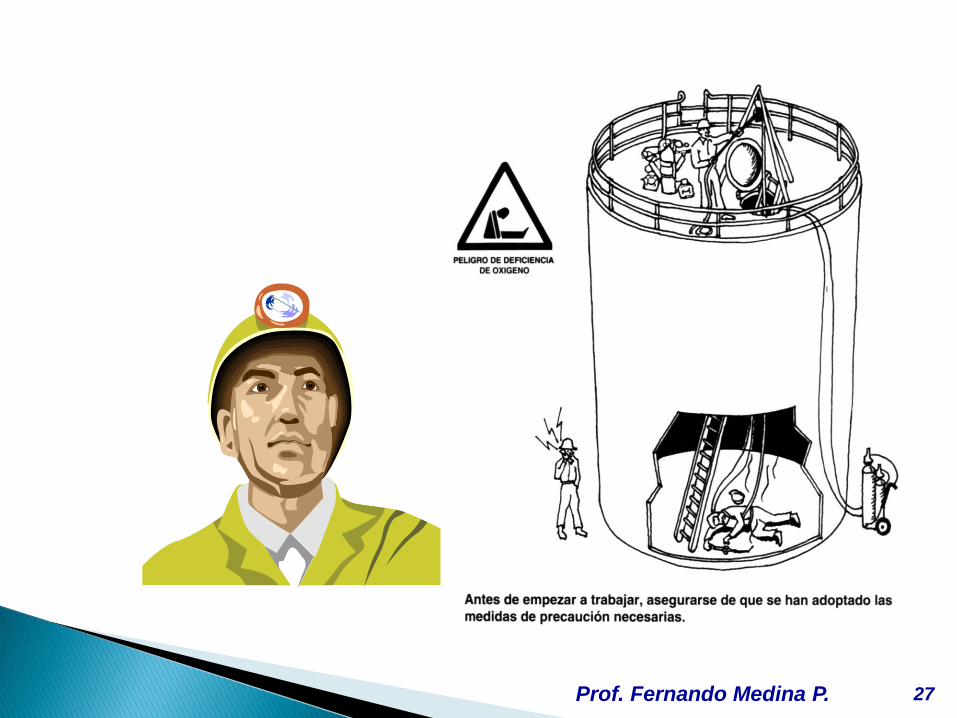
Riesgos por el tipo de trabajo y sulugar de realización
2.1
Entre los riesgos mas comunes podemos citar:
Caídas desde altura.
Caídas al mismo nivel.
Atrapamientos entre objetos.
Soldar en espacios cerrados.
Soldar recipientes.

Prof. Fernando Medina P. 25

Prof. Fernando Medina P. 26
Prof. Fernando Medina P. 27
Prof. Fernando Medina P. 28
Riesgos por la manipulación degases comprimidos
2.2
Algunos de los riesgos que pueden darse en
la manipulación y almacenamiento de las
botellas de gases son:
Fugas de gas combustible(acetileno), con el
consiguiente peligro de incendio.
Explosiones o incendios por retroceso de
llama en el soplete (proceso oxiacetilénico).
Asfixia por desplazamiento del aire por gases
inertes. Atrapamientos por manipulación de
botellas.

Prof. Fernando Medina P. 29

Prof. Fernando Medina P. 30

Prof. Fernando Medina P. 31
Riesgos por la utilización de lamaquinaria y equipos
2.3
Los principales riesgos a citar son:
Fuego o explosión por retroceso de llama en
sopletes (proceso oxiacetilénico).
Contactos eléctricos directos con los
elementos eléctricos, tales como cables,
porta electrodos, fuentes de alimentación,
etc.
Contactos eléctricos indirectos por fallo en el
aislamiento de los componentes eléctricos.

Prof. Fernando Medina P. 32
Retroceso
de llama
en soplete.
Prof. Fernando Medina P. 33
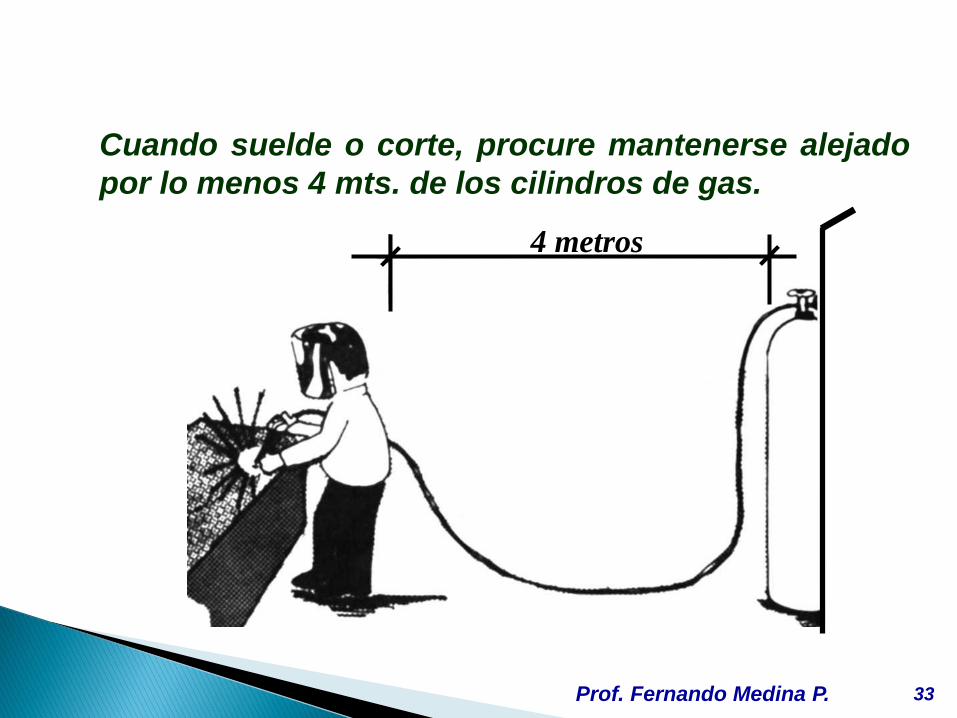
Cuando suelde o corte, procure mantenerse alejado
por lo menos 4 mts. de los cilindros de gas.
4 metros

Prof. Fernando Medina P. 34
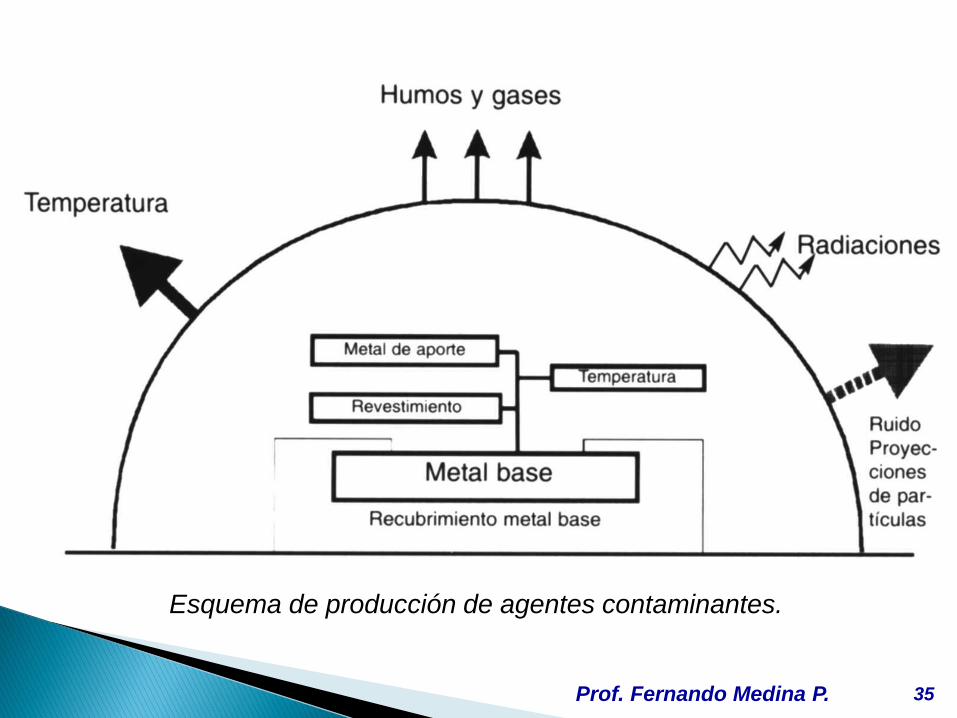
Riesgos asociadas a losagentes contaminantes
2.4
Aquí es donde se agrupan los riesgos más específicos
de los procesos de soldeo, debido a que las
reacciones que son la base de dichos procesos son
especialmente violentas, produciendo gran número de
agentes contaminantes que podemos clasificar en tres
grandes grupos:
Humos y gases desprendidos durante el soldeo.
Radiaciones.
Ruido y proyección de partículas.
Prof. Fernando Medina P. 35
Esquema de producción de agentes contaminantes.
Prof. Fernando Medina P. 36
HUMOS Y GASES
A partir del material base.
A partir del recubrimiento del material base (galvanizado, niquelado,
cromado, cadmiado, pintado, recubrimientos plásticos, engrasado).
Por los productos desengrasantes o de limpieza del material base y
del de aportación.
A partir del material de aportación, del revestimiento o de los
fundentes.
Por reacción con el aire circundante.
A partir de los líquidos o gases que estuvieron contenidos en los
depósitos a soldar.
Producidos:

Prof. Fernando Medina P. 37
Prof. Fernando Medina P. 38
RADIACIONES
Los procesos de soldeo por arco producen radiaciones:
VISIBLES,
INFRARROJAS, y
ULTRAVIOLETAS,
Producen lesiones en los ojos y la piel, siendo las
radiaciones ultravioletas las más peligrosas.
Los procesos de soldeo por llama también producen
estas radiaciones aunque con menor intensidad.

Prof. Fernando Medina P. 39

Prof. Fernando Medina P. 40
RUIDOEl ruido se produce por la acción de
operaciones complementarias al soldeo,
tales como:
EL ESMERILADO,
EL PICADO,
MARTILLADO, etc.
Ciertos procesos de soldeo y corte, como
el proceso por plasma y algunos de
resistencia eléctrica, generan ruidos
superiores a los 90 dB.
Prof. Fernando Medina P. 41
Se puede reducir
enormemente el ruido
simplemente
cambiando el método
de trabajo.
Prof. Fernando Medina P. 42
Las proyecciones de partículas incandescentes
pueden alcanzar hasta 10 metros de distancia en
horizontal.
Estas partículas, con la acción combinada del calor
producido y la presencia de gases y materiales
combustibles, pueden originar incendios, por lo que
se hace imprescindible el que todos los materiales
del suelo, paredes, pantallas, etc, sean ignífugos.
PROYECCIÓN DE PARTÍCULAS

Prof. Fernando Medina P. 43
En el corte oxiacetilénico el exceso de presión de oxígeno
puede lanzar las chispas al doble de la distancia normal.
Además se desperdicia oxígeno.
Prof. Fernando Medina P. 44
3. MEDIDAS DE PREVENCIÓN
3.1 Protección personal
Dirigidas a la protección
del personal directamente
involucrado en las tareas
de soldeo, así como a sus
ayudantes.

Prof. Fernando Medina P. 45
3.2 Prendas protectoras
Casco de soldar
Gorra de
protección
Guantes
Mandil de cuero
Escarpines
Ropa de trabajo pirorretardante

Prof. Fernando Medina P. 46
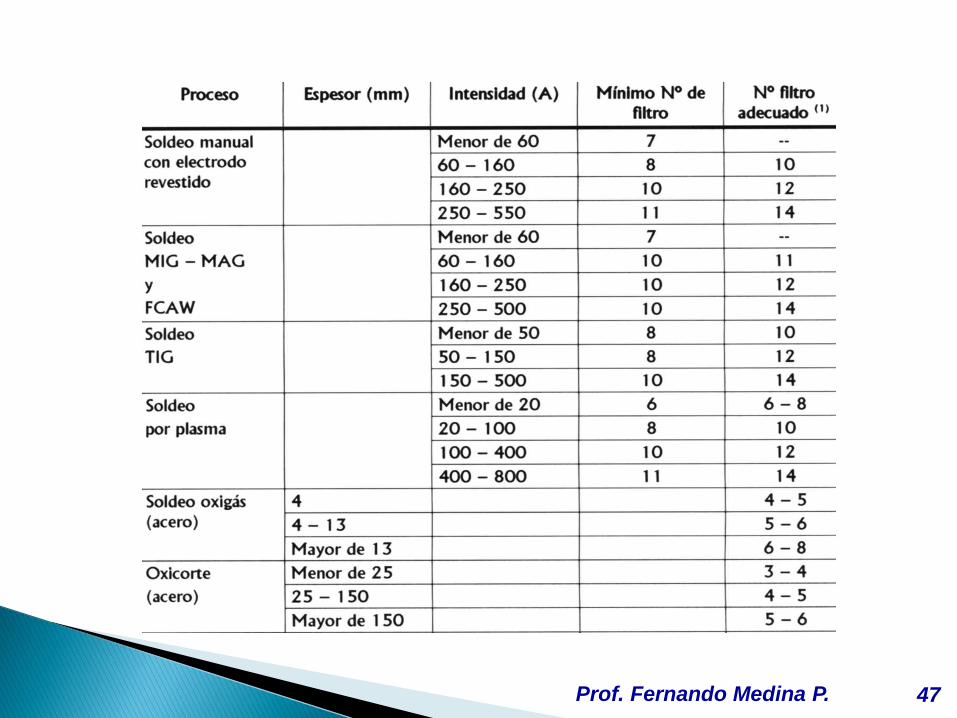
Prof. Fernando Medina P. 47
Pro
tecc
ión
de
los
ojo
s
Prof. Fernando Medina P. 48
3.3 Protección contra – incendios
Este tema es especialmente importante en soldadura, por lo que toda la
reglamentación general sobre contra incendios debe aplicarse en su
integridad.
Todo el área de trabajo debe estar limpia de materiales de desecho,
especialmente los combustibles.
En algunos casos es aconsejable mojar el suelo, aunque el suelo
húmedo aumenta el peligro de descargas eléctricas. Debe valorarse
cada caso.
Deben protegerse especialmente las botellas de gas.
Debe señalizarse toda el área, indicando las rutas de escape y la
localización de extintores.
Debe disponerse de extintores portátiles y, si es posible, de una
manguera.

Prof. Fernando Medina P. 49

Prof. Fernando Medina P. 50
3.4 Prevenciones en la manipulación degases comprimidos
No situar las
botellas en
pasillos ni
lugares de
paso.

Prof. Fernando Medina P. 51
El almacén de botellas de gases debe estar
delimitado y protegido por puertas si es posible.
Prof. Fernando Medina P. 52
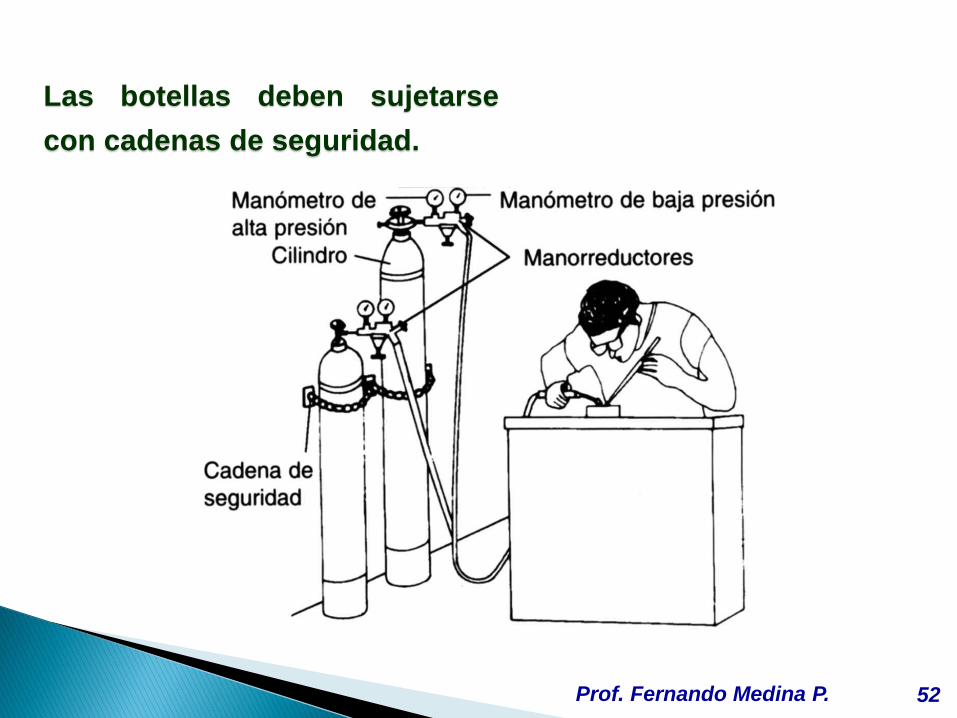
Las botellas deben sujetarse
con cadenas de seguridad.
Prof. Fernando Medina P. 53
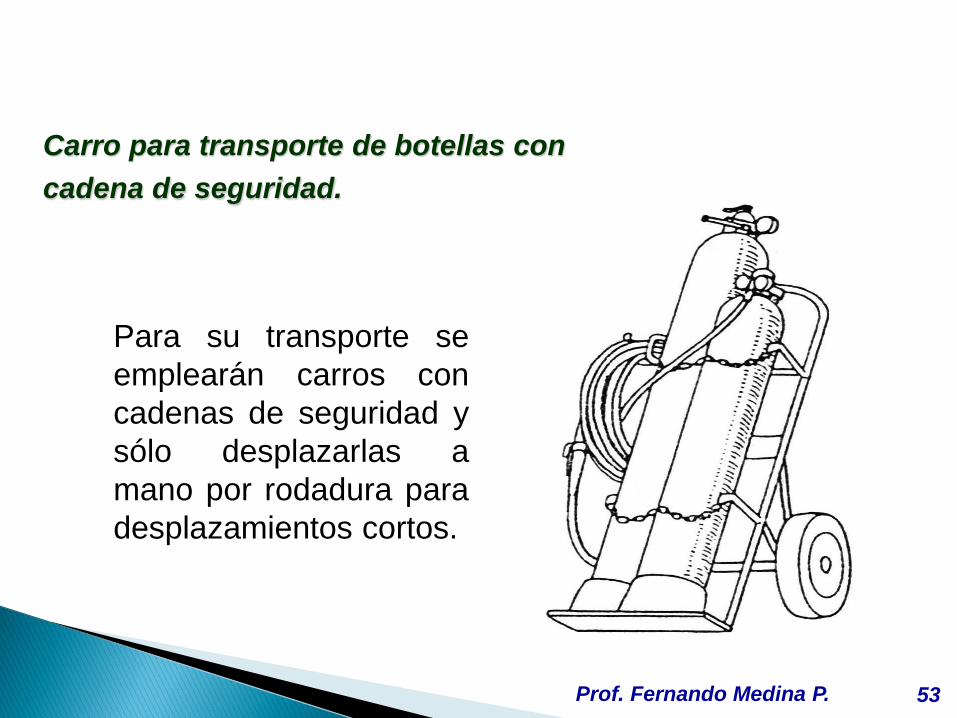
Carro para transporte de botellas con
cadena de seguridad.
Para su transporte se
emplearán carros con
cadenas de seguridad y
sólo desplazarlas a
mano por rodadura para
desplazamientos cortos.
Prof. Fernando Medina P. 54
Prof. Fernando Medina P. 55

Prof. Fernando Medina P. 56
Purgado de botellas antes del
montaje del regulador de presión
Prof. Fernando Medina P. 57
Prof. Fernando Medina P. 58
El aceite o la
grasa junto con el
oxígeno pueden
incendiarse de
forma explosiva.
Prof. Fernando Medina P. 59
Nunca utilizar oxígeno en los
compresores de aire ni
tampoco para limpiar
superficies o ropas, ni para
ventilar espacios reducidos.

Prof. Fernando Medina P. 60
El oxígeno se almacena a presión en cilindros en
estado gaseoso y en estado líquido en tanques o
depósitos criogénicos.
Prof. Fernando Medina P. 61
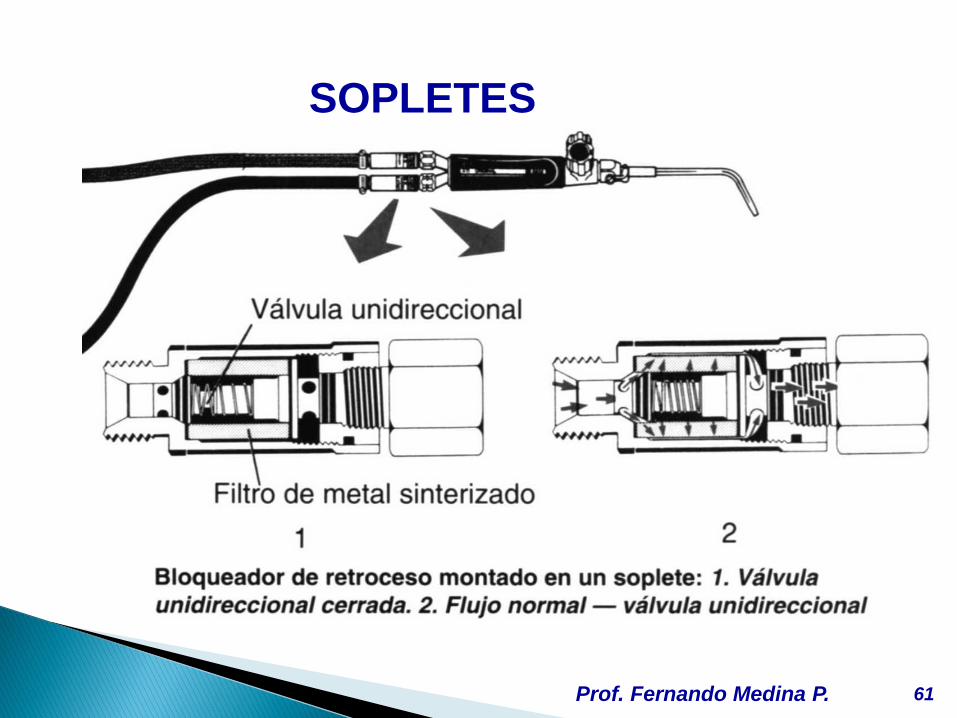
SOPLETES

Prof. Fernando Medina P. 62
MANGUERAS
Nunca se debe doblar la manguera
para detener el flujo de gas.
Prof. Fernando Medina P. 63
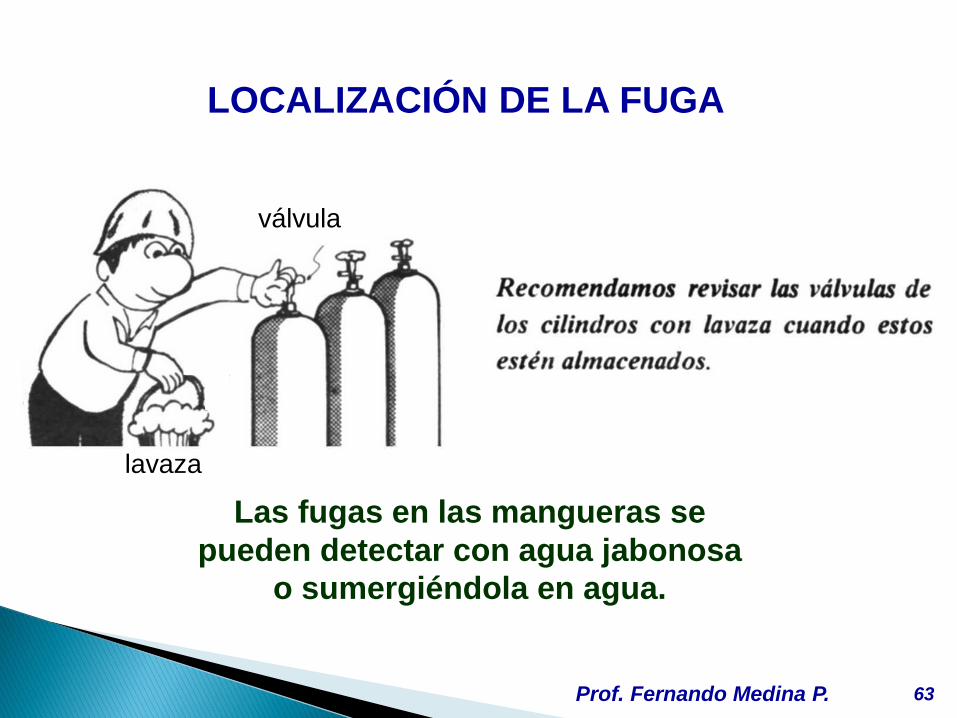
LOCALIZACIÓN DE LA FUGA
Las fugas en las mangueras se
pueden detectar con agua jabonosa
o sumergiéndola en agua.
válvula
lavaza
Prof. Fernando Medina P. 64
BOTELLAS
Prof. Fernando Medina P. 65
3.5 Protección contra humos y gases
Se deben tener las siguientes consideraciones:
Posición del soldador.
Utilización de la ventilación general.
Utilización de la extracción localizada.
Utilización de la impulsón localizada.

Prof. Fernando Medina P. 66
Posición del Soldador
Si adopta una postura en la que su cabeza no
esté directamente sobre el humo, la cantidad de
contaminantes inhalados será mucho menor.

Prof. Fernando Medina P. 67
Ventilación general
Casi siempre va a ser necesario
disponer de extracción localizada.

Prof. Fernando Medina P. 68
Extracción localizada
Prof. Fernando Medina P. 69
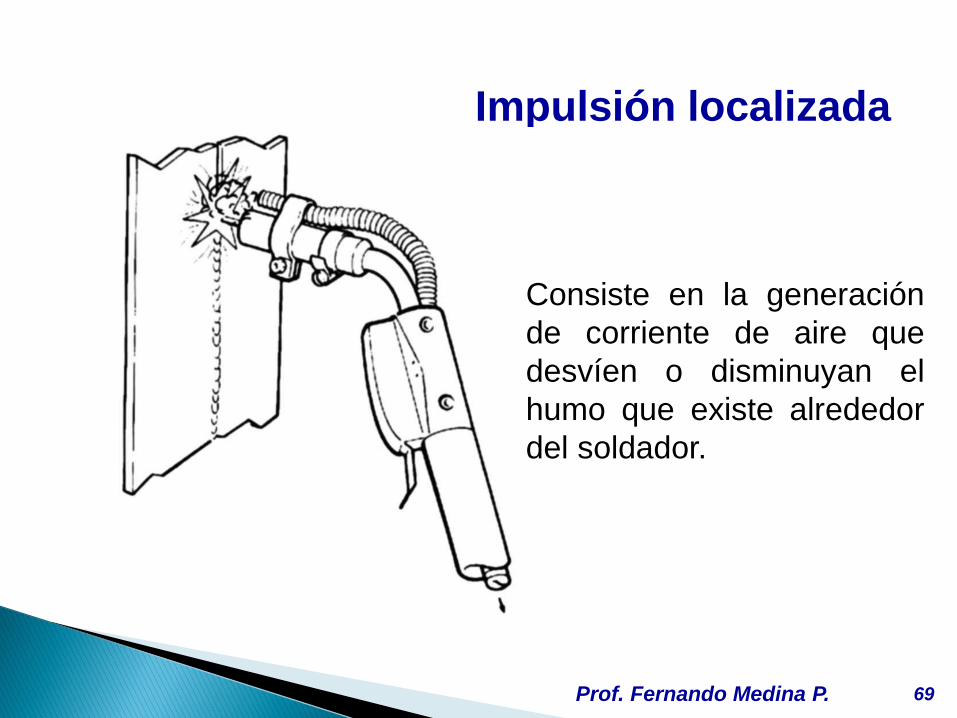
Impulsión localizada
Consiste en la generación
de corriente de aire que
desvíen o disminuyan el
humo que existe alrededor
del soldador.
Prof. Fernando Medina P. 70
UNIDAD III
Prof. Fernando Medina P. 71
1. DESCRIPCIÓN
Es un procedimiento de soldadura por fusión, en
el cual la llama oxiacetilénica se emplea como
fuente calorífica, alcanzando una temperatura
de 3,200ºC.
El material de aporte esta constituido por una
varilla de composición conveniente, que el
operario soldador funde con el mismo soplete y
mueve en forma tal que las regiones licuadas se
mezclan lo más homogéneamente posible.

Prof. Fernando Medina P. 72
1.1 Instalación de Puestos de Trabajo
1º Instalación de baja presión
(generador de acetileno).
2º Instalación de alta presión
(botellas).
3º Instalación Tipo Bateria (centrales
de Oxígeno y Acetileno).

Prof. Fernando Medina P. 73
1.2 Ventajas
1º El soldador tiene control sobre la fuente
de calor y sobre la temperatura de
forma independiente del control sobre
el metal de aportación.
2º El equipo de soldeo necesario es de
bajo costo, normalmente portátil y muy
versátil ya que se puede utilizar para
otras operaciones relacionadas con el
soldeo.
Prof. Fernando Medina P. 74
1.3 Limitaciones
a) Se producen grandes deformaciones y
grandes tensiones internas causadas
por el elevado aporte térmico debido a la
baja velocidad.
b) El proceso es lento, de baja
productividad y destinado a espesores
pequeños exclusivamente.
Prof. Fernando Medina P. 75
1.4 Aplicaciones
Pequeñas producciones.
Pequeños espesores.
Trabajos en campo.
Soldaduras con cambios bruscos de
dirección o posición.
Reparaciones por soldeo.

Prof. Fernando Medina P. 76
2. EQUIPO DE SOLDEO

Prof. Fernando Medina P. 77
2.1 Soplete para soldar
Lanza
Mezcladora
Tuerca deconexión
Válvula paraoxígeno Válvula para
acetileno
Mango
Boquilla
Cabezal delsoplete

Prof. Fernando Medina P. 78
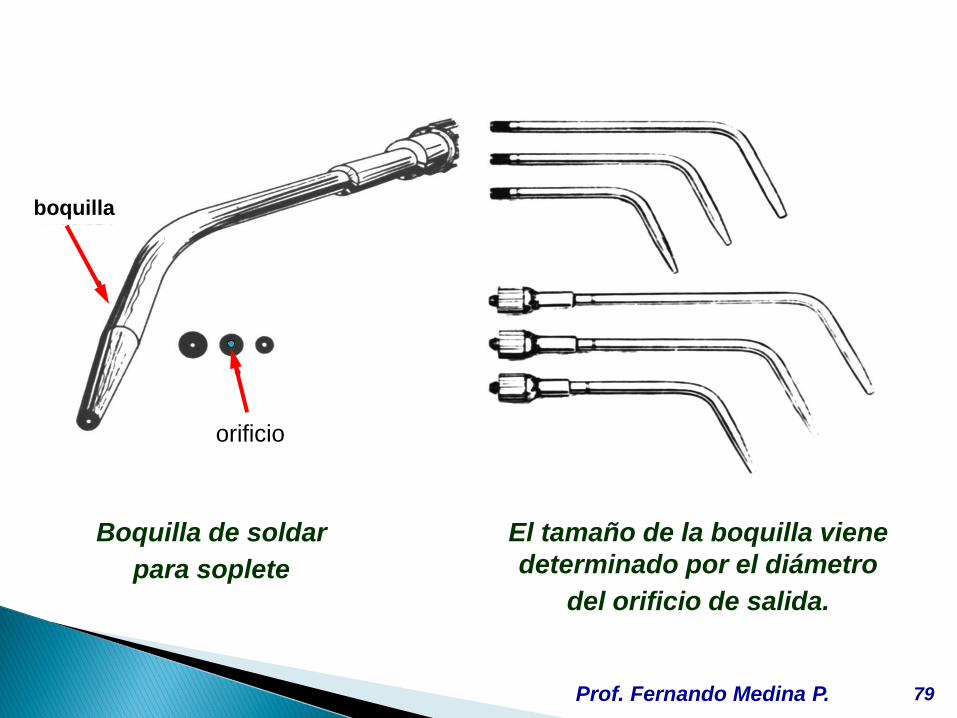
2.2 Boquillas
Las boquillas para soldadura se suelen hacer
de cobre blando y son de tamaños muy
diferentes. La medida de una boquilla se
determina por el diámetro del agujero u orificio
en su extremo.
Aunque una boquilla grande descarga una
mayor cantidad de gas, la temperatura de la
flama para soldadura siempre será la misma,
es decir de unos 3200 ºC a 3485ºC cualquiera
que sea el tamaño de las boquillas.
Prof. Fernando Medina P. 79
Boquilla de soldar
para soplete
orificio
boquilla
El tamaño de la boquilla viene
determinado por el diámetro
del orificio de salida.
Prof. Fernando Medina P. 80
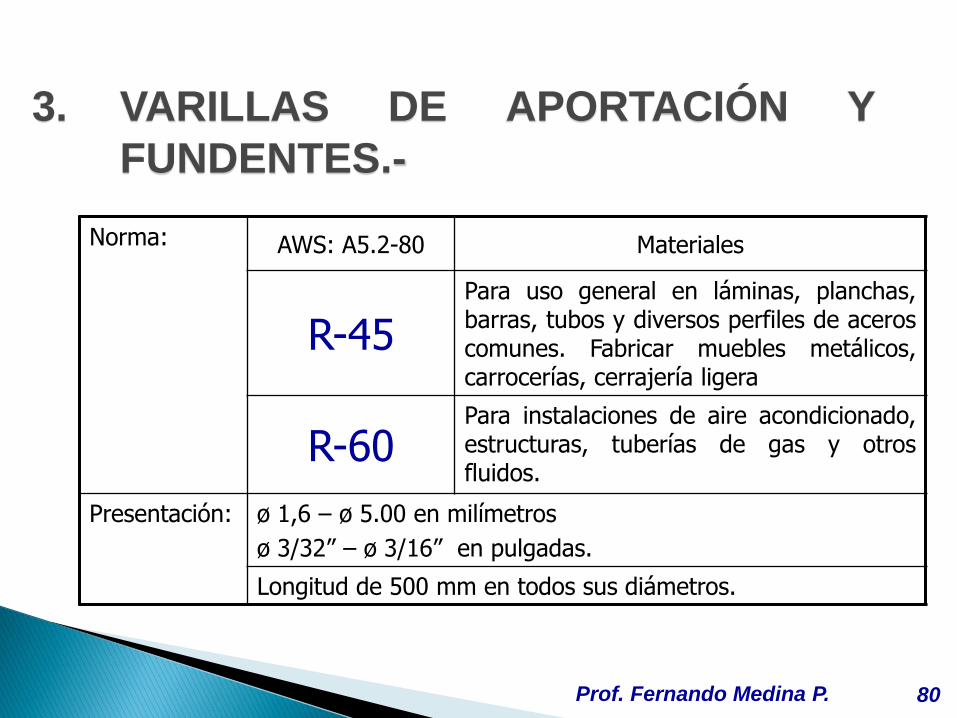
3. VARILLAS DE APORTACIÓN Y
FUNDENTES.-
Norma: AWS: A5.2-80 Materiales
R-45Para uso general en láminas, planchas,barras, tubos y diversos perfiles de aceroscomunes. Fabricar muebles metálicos,carrocerías, cerrajería ligera
R-60Para instalaciones de aire acondicionado,estructuras, tuberías de gas y otrosfluidos.
Presentación: ø 1,6 – ø 5.00 en milímetros
ø 3/32” – ø 3/16” en pulgadas.
Longitud de 500 mm en todos sus diámetros.

Prof. Fernando Medina P. 81
En el acero al carbono no es necesario el empleo de
fundentes ya que los óxidos formados se funden con
facilidad.
Los fundentes se suministran en polvo, pasta, en
solución o como recubrimiento de las varillas.
Para aplicar el fundente se calienta el extremo de las
varillas y se introduce en el fundente, a medida que
se suelda se irá introduciendo la varilla en el
fundente.

Prof. Fernando Medina P. 82
4. LA LLAMA OXIACETILÉNICA.-
Prof. Fernando Medina P. 83
5. TÉCNICAS OPERATIVAS
Es imprescindible que las piezas a unir estén limpias y
exentas de óxidos, aceite y grasas, ya que de lo contrario
se pueden producir poros e inclusiones de óxidos.
El espesor de las piezas determina la preparación a
realizar, cuando el espesor es pequeño, inferior a 7 mm. no
es necesario achaflanar los bordes, para espesores
inferiores a 5 mm los bordes se pueden disponer juntos, sin
separación, mientras que para mayores espesores es
imprescindible separarlos para asegurar la penetración
completa. Las piezas con más de 7 mm de espesor deben
ser achaflanadas con un ángulo del bisel de 35 a 45º.
5.1 Preparación de la unión.-
Prof. Fernando Medina P. 84
5.2 Utilización del equipo de soldeo
5.2.1 Conexión de los elementos del equipo de soldeo
Pasos a seguir:
1º Limpiar e inspeccionar cada uno de los componentes
del equipo, asegurarse de la no existencia de grasa o
aceite en las conexiones de oxígeno.
2º Realizar el purgado de las botellas.
3º Montar el equipo de soldeo con las válvulas cerradas y
verificar todas las conexiones antes de abrir ninguna
de ellas.
Prof. Fernando Medina P. 85
5.2.2 Conexión de los elementos del equipo de soldeo
1º Antes de abrir la válvula comprobar que el tornillo de
regulación esta aflojado.
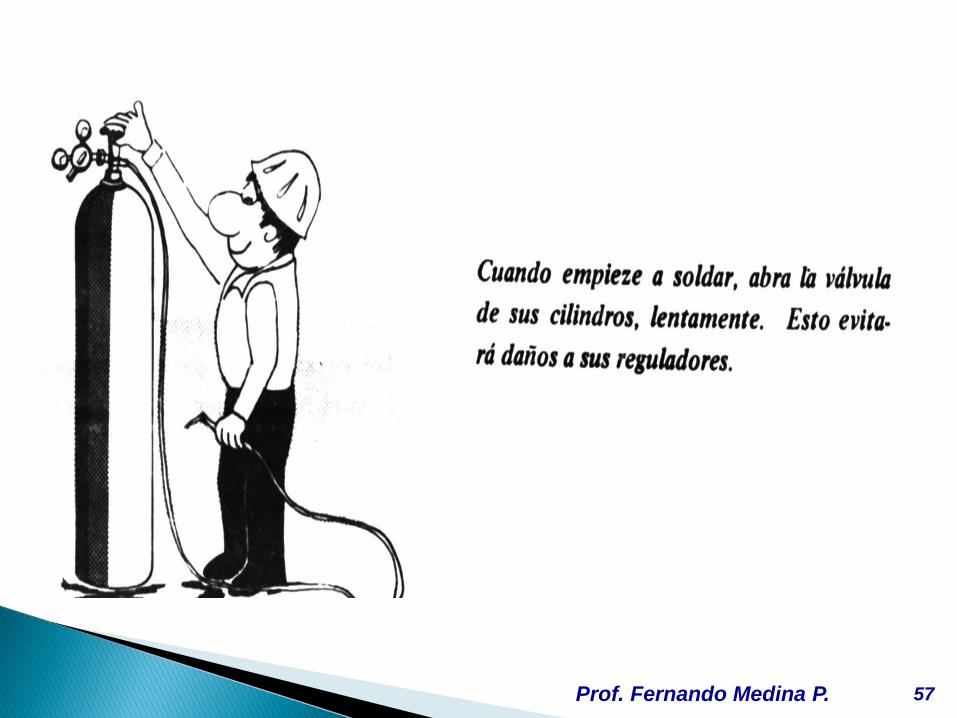
2º Abrir el grifo de la botella lentamente. En las botellas
de acetileno abrir sólo una vuelta, en las de oxígeno
abrir totalmente.
3º Abrir la válvula de cierre en el mano reductor.
4º Abrir la válvula en el soplete.

Prof. Fernando Medina P. 86
5.2.2 Conexión de los elementos del equipo de soldeo
5º Apretar el tornillo de regulación hasta que se obtiene la
presión desearla. Se recuerda que la presión del
acetileno no debe superar 1 Kg/cm2.
6º Dejar salir el gas durante 5 segundos por cada 15 m.
de longitud de la manguera y cerrar la válvula del
soplete.

Prof. Fernando Medina P. 87
5.2.3 Encendido y apagado del soplete
1º Verificar antes de su empleo el estado del soplete,
sobre todo estanqueidad y limpieza de las boquillas.
2º Verificar conexiones de mangueras al soplete.
3º Comprobar presiones de trabajo.
4º Se suele recomendar abrir la válvula de acetileno del
soplete, encender la llama con el mechero adecuado y
regular la llama con el oxígeno, sin embargo para
evitar la formación de humos también se puede abrir
primero, ligeramente, la válvula de oxígeno y después
la del acetileno.

Prof. Fernando Medina P. 88
5.2.3 Encendido y apagado del soplete
5º Para apagar, cerrar en primer lugar la válvula del gas
combustible y luego la del oxígeno.
6º Manejar el soplete con cuidado, evitando movimientos
bruscos e incontrolados.
Prof. Fernando Medina P. 89
5.2.4 Cierre de botellas
1º Cerrar las válvulas de los cilindros.
2º Aflojar el tornillo de regulación de los mano reductores.
3º Desalojar los gases de las mangueras abriendo las
válvulas de los sopletes.
4º Atornillar las válvulas de cierre del manómetro.
5º Cerrar las válvulas del soplete.
6º Abrir la válvula de oxígeno del soplete para dejar salir
todo el gas.
Prof. Fernando Medina P. 90
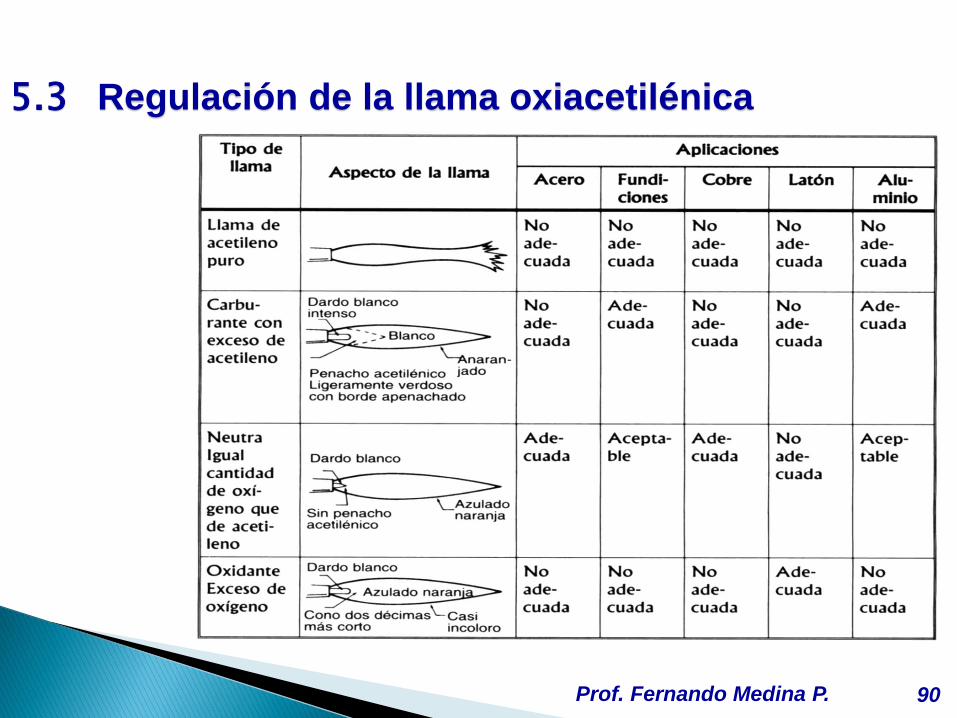
5.3 Regulación de la llama oxiacetilénica
Prof. Fernando Medina P. 91
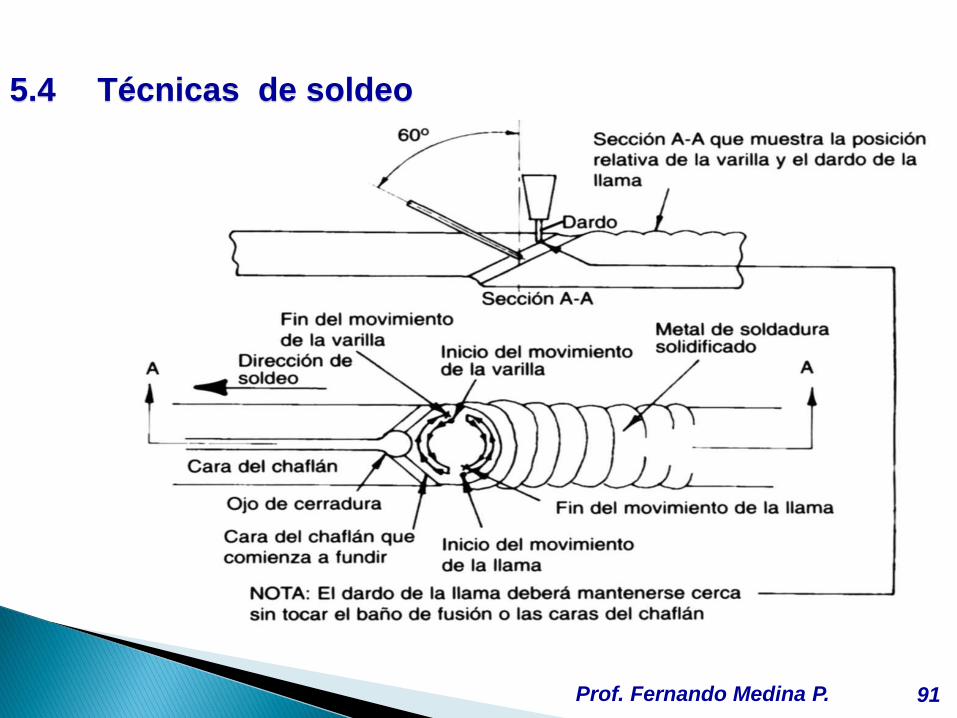
5.4 Técnicas de soldeo

Prof. Fernando Medina P. 92
Prof. Fernando Medina P. 93
UNIDAD IV
Prof. Fernando Medina P. 94
1. FUNDAMENTOS DEL PROCESO
El proceso de corte con gas combustible (acetileno)
se basa en la combustión o quemado de un metal
en presencia de oxígeno.
El acero no es un material combustible en
condiciones atmosféricas normales. Sin embargo, si
se calienta el acero a temperaturas de 1100º C
(temperatura de ignición) y se pone en atmósfera de
oxígeno puro la reacción es totalmente distinta, en
estas condiciones podemos referirnos a la
combustión del acero de la misma manera que la de
otras muchas materias.
Prof. Fernando Medina P. 95
No todos los metales pueden cortarse con gas
combustible, las condiciones para que un material se
pueda oxicortar son:
A. El metal, una vez calentado, debe quemarse en
oxígeno puro y producir una escoria fluida que
pueda ser desalojada fácilmente, de la hendidura
del corte, por el chorro de oxígeno.
B. La temperatura de inflamación del metal
(temperatura a la que comienza la combustión)
debe ser inferior a su punto de fusión, pues de no
ser así el metal se fundirá y el caldo fundido
obstruirá la perforación del corte.
Prof. Fernando Medina P. 96
C. La capa de óxido existente en el metal ha de
tener una temperatura de fusión inferior a la
temperatura de fusión del metal.
D. La escoria y óxidos producidos durante el
proceso deben tener baja densidad y una
temperatura de fusión inferior a la del metal, con
el fin de que no obstruyan el corte.
E. La conductividad térmica del metal no debe ser
muy elevada.

Prof. Fernando Medina P. 97
Las anteriores condiciones sólo las cumplen el hierro,
el acero al carbono y el acero de baja aleación.
Los materiales que no pueden oxicortarse son:
1) Acero inoxidable, por no cumplir las condiciones
C y D.
2) Otros aceros de alta aleación, por no cumplir la
condición D.
3) El aluminio, por no cumplir la condición C.
4) El cobre, por no cumplir la condición E.
5) Las fundiciones, por no cumplir la condición A.

Prof. Fernando Medina P. 98
Capacidad de corte sobre distinta
aleaciones y metales
Acero al
carbono
Buena hasta el contenido de 0,25% de carbono. Aceros con
mayor contenido debe ser precalentados para evitar el
endurecimiento y el fisurado. El hierro fundido (4% de
carbono) puede sr cortado con dificultad, empleando técnicas
especiales.
ManganesoAceros con 14% de manganeso y 1,5% de carbono puede ser
cortados dificultad. Es necesario precalentar el material.
Silicio
Con cantidades de silicio en los aceros, no se presenta
dificultad alguna. La chapa de hierro para transformador (4%
Si) se corta sin problemas.
Prof. Fernando Medina P. 99
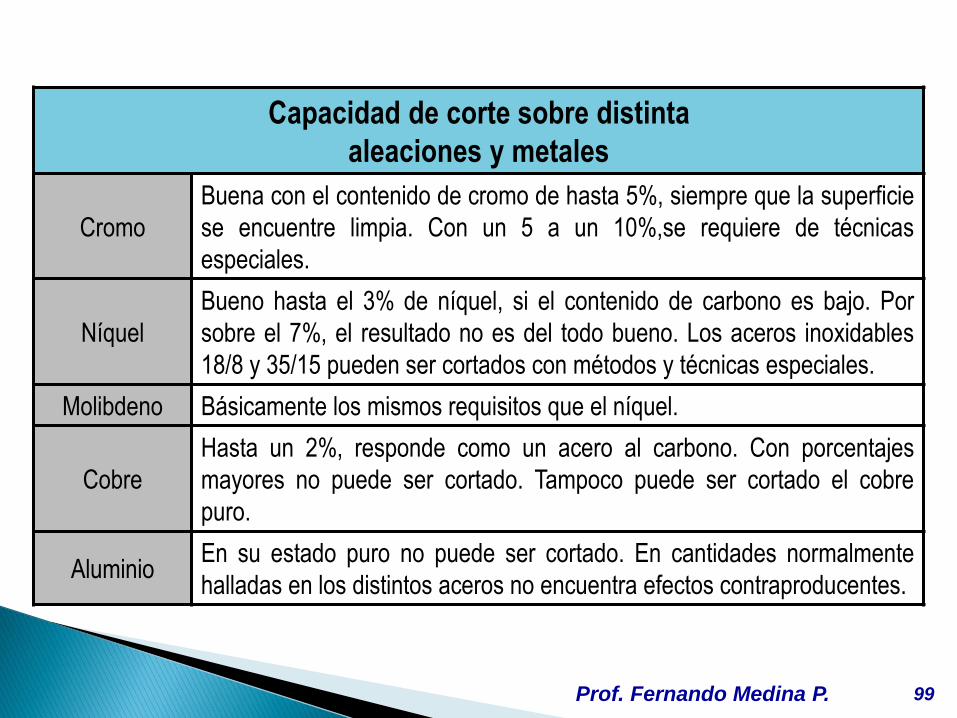
Capacidad de corte sobre distinta
aleaciones y metales
Cromo
Buena con el contenido de cromo de hasta 5%, siempre que la superficie
se encuentre limpia. Con un 5 a un 10%,se requiere de técnicas
especiales.
Níquel
Bueno hasta el 3% de níquel, si el contenido de carbono es bajo. Por
sobre el 7%, el resultado no es del todo bueno. Los aceros inoxidables
18/8 y 35/15 pueden ser cortados con métodos y técnicas especiales.
Molibdeno Básicamente los mismos requisitos que el níquel.
Cobre
Hasta un 2%, responde como un acero al carbono. Con porcentajes
mayores no puede ser cortado. Tampoco puede ser cortado el cobre
puro.
AluminioEn su estado puro no puede ser cortado. En cantidades normalmente
halladas en los distintos aceros no encuentra efectos contraproducentes.
Prof. Fernando Medina P. 100
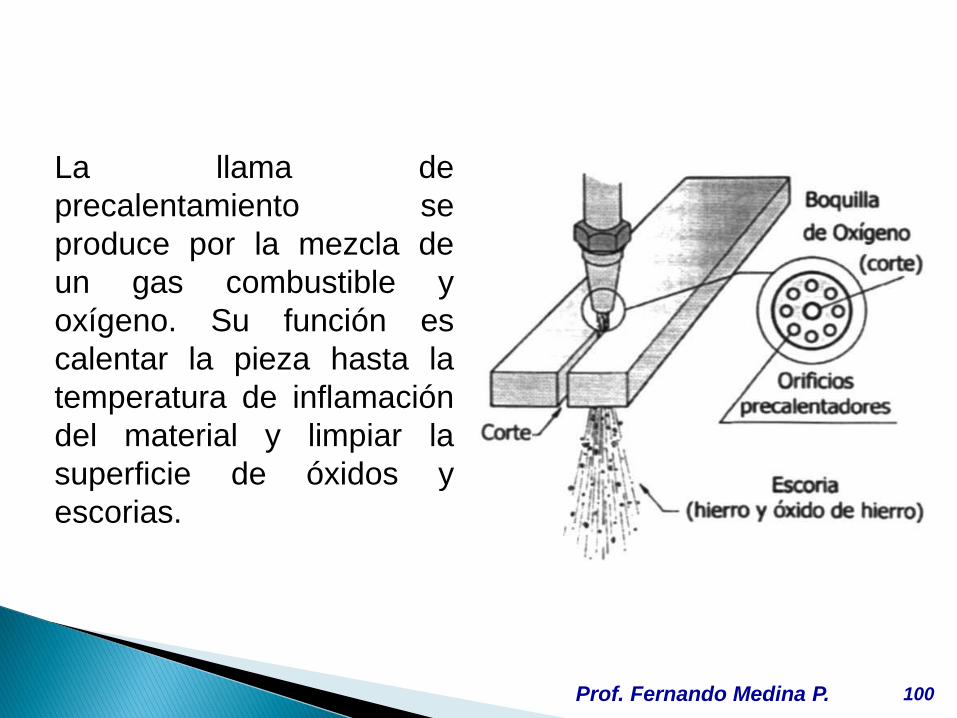
La llama de
precalentamiento se
produce por la mezcla de
un gas combustible y
oxígeno. Su función es
calentar la pieza hasta la
temperatura de inflamación
del material y limpiar la
superficie de óxidos y
escorias.

Prof. Fernando Medina P. 101
El corte se realiza por el
flujo de un chorro de
oxígeno que quema el
metal y retira la escoria
formada. Debido al metal
quemado y retirado se
forma un canal estrecho
denominado “sangría”.
Prof. Fernando Medina P. 102
Boquillade corte
Llama deprecalentamiento
Chorro deoxígeno
Rayo deescoria
Materialbase
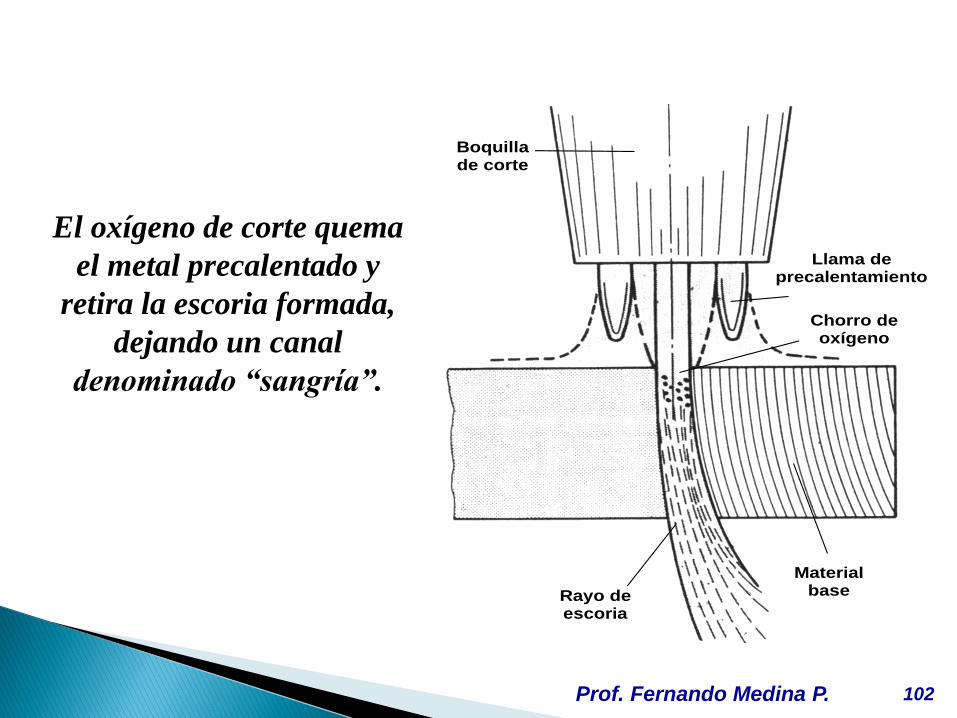
El oxígeno de corte quema
el metal precalentado y
retira la escoria formada,
dejando un canal
denominado “sangría”.

Prof. Fernando Medina P. 103
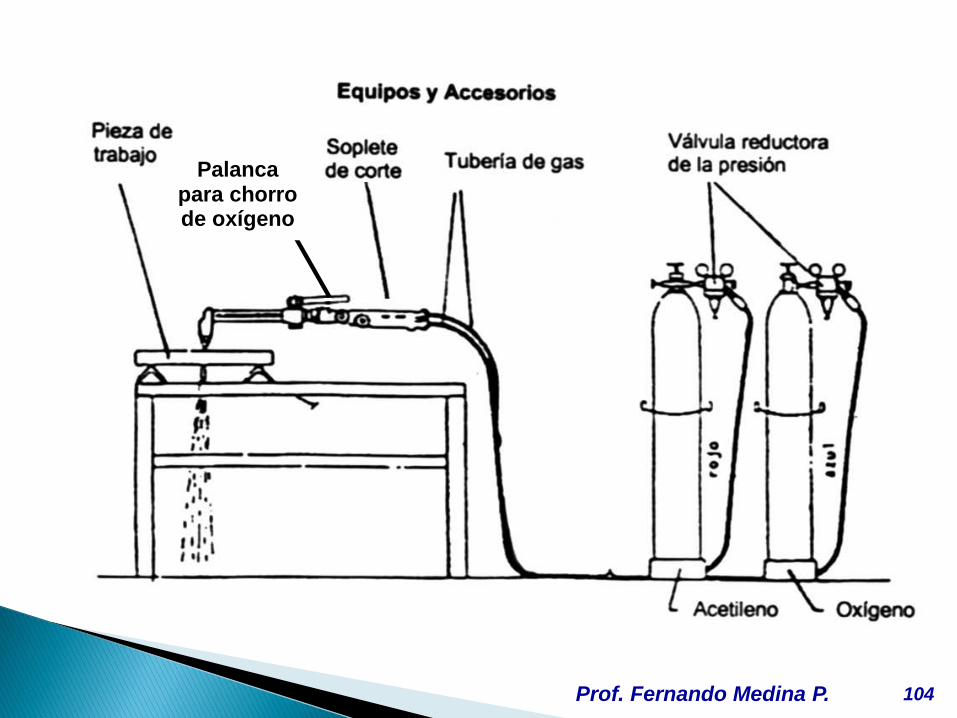
1.1 Equipo de oxicorte
Está compuesto por:
Botella de oxígeno.
Botella de gas combustible (acetileno).
Reguladores de presión.
Mangueras.
Soplete de corte.
Boquillas de corte.
Prof. Fernando Medina P. 104
Palancapara chorrode oxígeno
Prof. Fernando Medina P. 105
Oxígeno
El oxígeno de alta pureza (mínimo 95%) se suministra
desde cilindros, o botellas individuales, y se distribuye
por medio de una red de tuberías desde un colector de
cilindros o desde un depósito criogénico.
La pureza del oxígeno tiene gran importancia por su
influencia en la velocidad de corte. Si el oxígeno fuese
de una pureza del 98,5%. en lugar del 99,5%, la
velocidad de corte disminuiría en un 25%.
Prof. Fernando Medina P. 106
Gas combustible
Los gases combustibles que más se utilizan son el gas
natural, el hidrógeno, el propileno, el propano y el
acetileno.
Las características de la llama de precalentamiento
dependen del combustible utilizado, aunque el
acetileno resulta más caro que los demás gases
proporciona una velocidad de corte mucho mayor, por
lo que es el acetileno el gas más utilizado.

Prof. Fernando Medina P. 107
Reguladores de presión
El regulador o manorreductor es un aparato para
reducir la presión de los gases al valor adecuado al
espesor a cortar, que se conecta por roscado a cada
botella o a la red.
Mangueras
Sólo se deberán utilizar mangueras especialmente
diseñadas para oxicorte, observándose las normas
de seguridad indicadas.

Prof. Fernando Medina P. 108
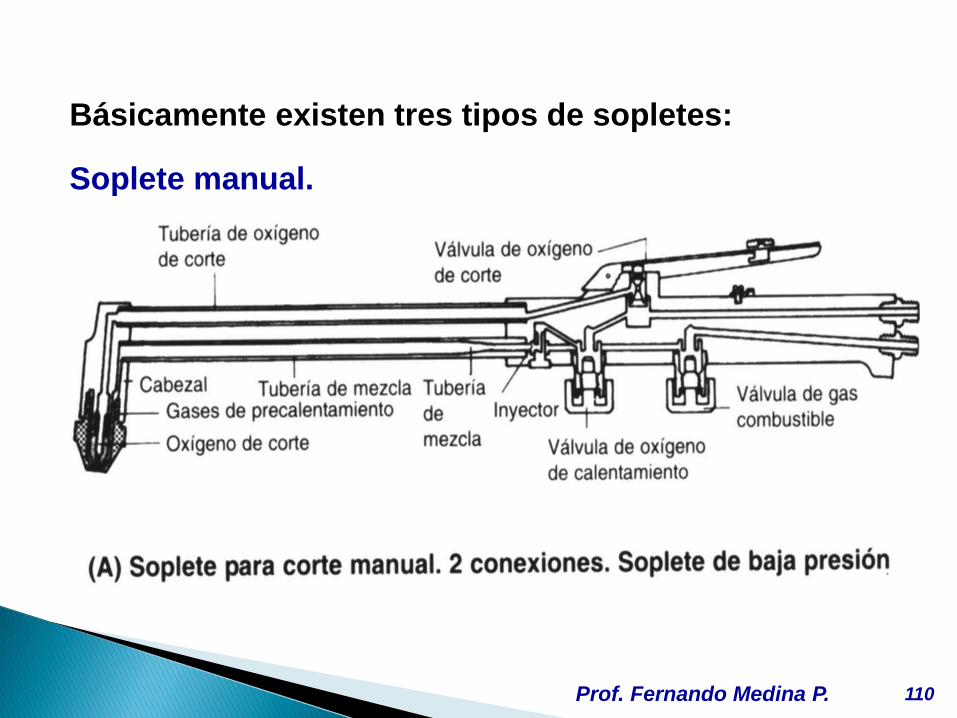
Soplete
Está formado por una empuñadura estriada (en caso de
soplete manual), provista de llaves para oxígeno y gas
combustible y una palanca para el corte (chorro de
oxígeno).
El gas combustible y el oxígeno se conducen desde los
acoplamientos de las mangueras situados en el cuerpo del
soplete a través de tres tubos, dos de los cuales conducen
el gas combustible y el oxígeno para realizar la mezcla de
la llama de precalentamiento. El tercer tubo conduce
directamente el oxígeno de corte desde el acoplamiento de
la empuñadura hasta el orificio central de la boquilla.
Prof. Fernando Medina P. 109
Las funciones del soplete son:
a) Controlar el flujo y la mezcla del gas combustible
y del oxígeno de calentamiento.
b) Controlar el flujo del oxígeno de corte.
c) Descargar los gases a través de la boquilla de
corte al caudal correcto para precalentamiento y
corte.
Prof. Fernando Medina P. 110
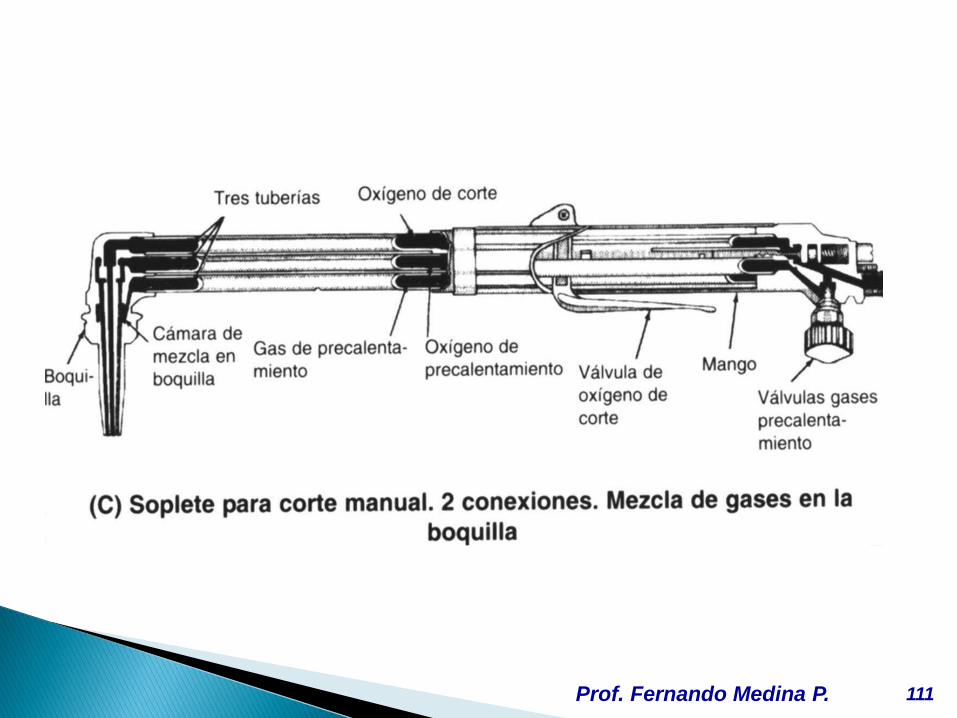
Básicamente existen tres tipos de sopletes:
Soplete manual.
Prof. Fernando Medina P. 111
Prof. Fernando Medina P. 112
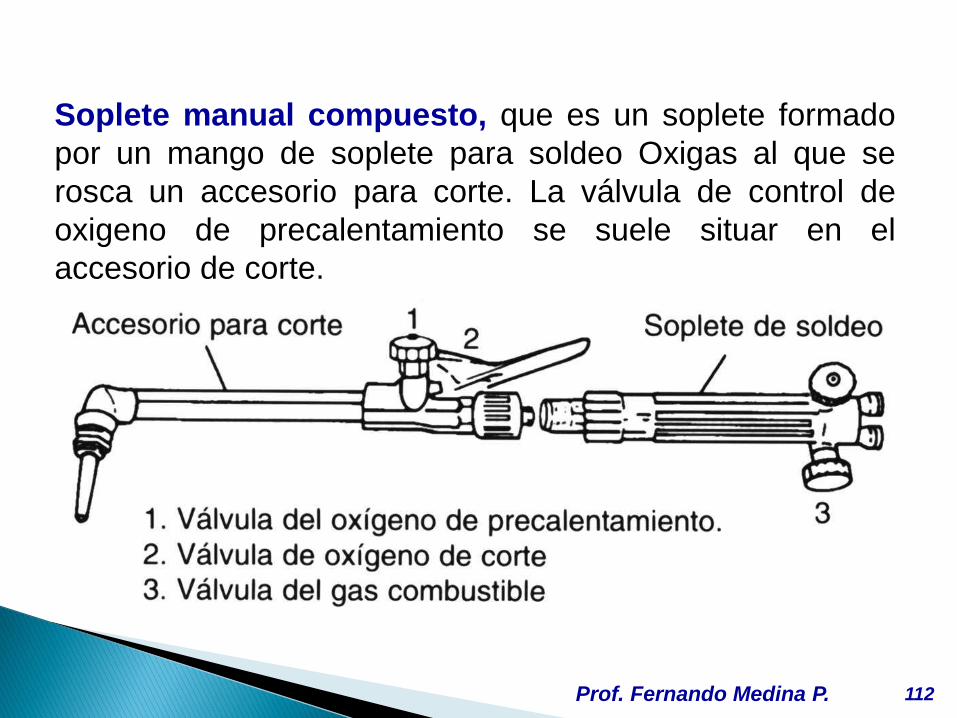
Soplete manual compuesto, que es un soplete formado
por un mango de soplete para soldeo Oxigas al que se
rosca un accesorio para corte. La válvula de control de
oxigeno de precalentamiento se suele situar en el
accesorio de corte.
Prof. Fernando Medina P. 113
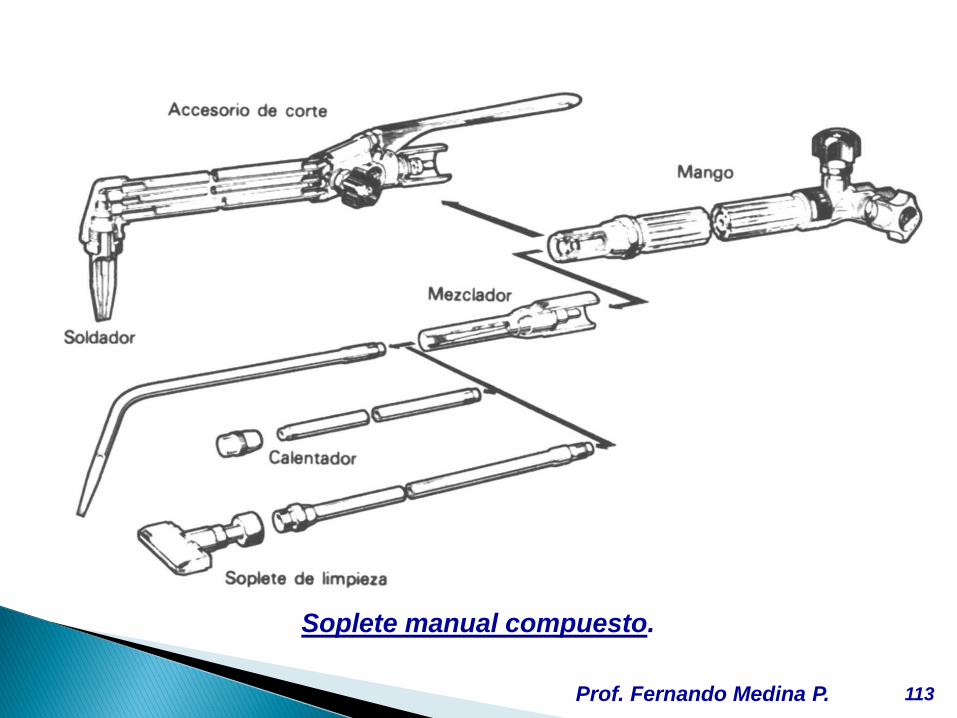
Soplete manual compuesto.
Prof. Fernando Medina P. 114
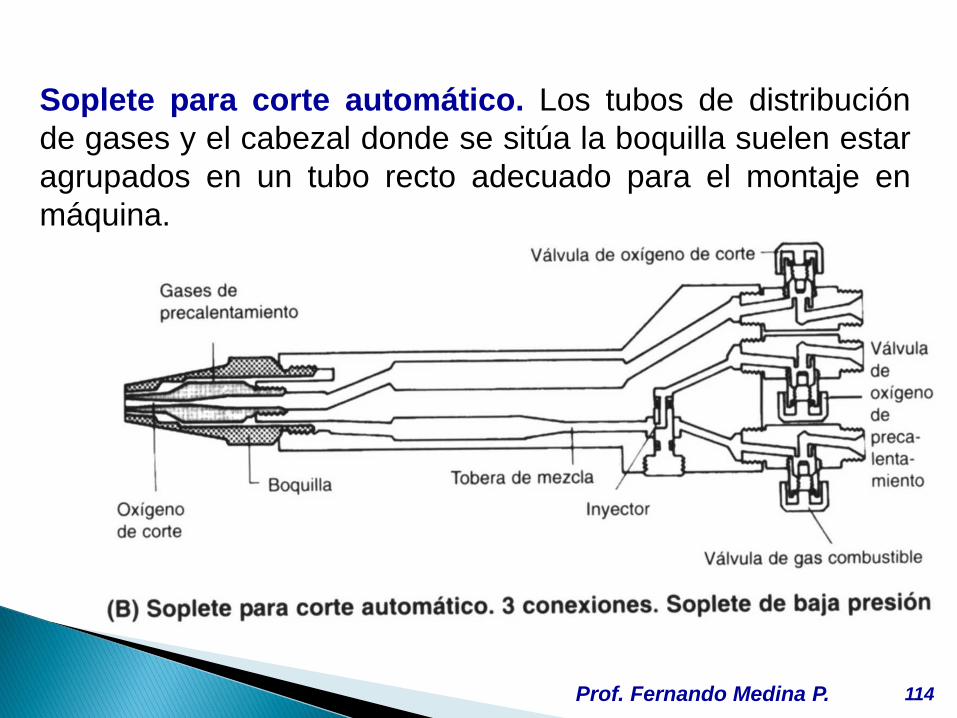
Soplete para corte automático. Los tubos de distribución
de gases y el cabezal donde se sitúa la boquilla suelen estar
agrupados en un tubo recto adecuado para el montaje en
máquina.
Prof. Fernando Medina P. 115
Boquilla
La parte más importante de un equipo de corte es la
boquilla de corte.
Su función consiste en controlar la combustión del gas
combustible con oxígeno, de forma que las llamas de
precalentamiento sean lo suficientemente efectivas, y
formar el chorro del oxígeno de corte para obtener la
velocidad y la calidad de corte deseadas.
Las boquillas de corte suelen fabricarse en cobre o
aleación de cobre.
Prof. Fernando Medina P. 116
Hay distintos diseños y tamaños, según la aplicación,
el espesor del material y los gases combustibles.
Todas las boquillas de oxicorte tiene orificios para
llamas de precalentamiento, que suelen estar
dispuestas en forma de círculo alrededor del orificio
central de oxígeno de corte.
Según la configuración de los orificios para llama, se
distinguen entre boquilla de llama de ranura, taladrada
y forjada o de llama anular.

Prof. Fernando Medina P. 117
Boquillas de corte. Tres configuraciones diferentes de los
conductos de precalentamiento. 1 = lumbrera de llama de
precalentamiento, 2= orificio para oxígeno de corte.

Prof. Fernando Medina P. 118
1.2 Procedimiento de corte.-
En los sopletes normales se suele abrir primero la
válvula de acetileno, se enciende y luego se abre la
válvula del oxígeno de precalentamiento hasta
obtener la llama adecuada.
En los sopletes de baja presión con tobera o
inyector para la mezcla, se abre la válvula de
acetileno y la del oxígeno ligeramente, se encienda
la mezcla y luego se ajusta la llama con la válvula
del oxígeno. También se puede utilizar esta técnica
con los sopletes normales.

Prof. Fernando Medina P. 119
Después de apagar la llama, cerrando las válvulas de
acetileno y oxígeno y cerrando las válvulas de los
cilindros, se debe abrir la válvula del acetileno para
dejar salir el gas encerrado en el soplete y las
mangueras, cerrar la válvula y repetir la operación con
el oxígeno.
Ajustar la llama de precalentamiento es muy
importante, ésta puede ser oxidante, reductora o
neutra, la oxidante se puede utilizar para acelerar el
proceso a costa de disminuir un poco la calidad, la
llama reductora se suele utilizar cuando se desea un
buen acabado y para corte de piezas apiladas de bajo
espesor. La llama neutra, es la más usual.
Prof. Fernando Medina P. 120
Para empezar el corte se pueden emplear varios
métodos:
1. Se puede situar la mitad de la llama de
precalentamiento con el cono entre 1,5 y 3 mm
sobre la superficie del material, cuando el extremo
tome un color rojizo se deja salir el oxígeno de
corte empezando así el proceso.

Prof. Fernando Medina P. 121
Método para empezar el corte.
Prof. Fernando Medina P. 122
2. Otro método es poner la llama de precalentamiento
totalmente encima de la chapa, se mueve la llama de
precalentamiento en la dirección del corte sobre la línea
del corte, avanzando y retrocediendo una distancia corta,
y cuando se alcanza la temperatura de inflamación se
abre el oxígeno de corte. Este último método tiene ciertas
ventajas sobre el anterior ya que no redondea el borde de
comienzo de corte.
No se recomienda comenzar directamente con el oxígeno
de corte abierto, ya que de esta forma se malgasta el
oxígeno.
Prof. Fernando Medina P. 123
Al abrir el oxígeno de corte se mueve el soplete sobre la
línea de corte, llevando una velocidad adecuada y
manteniendo una distancia sobre la chapa constante. Se
deberá ajustar el soplete con ambas manos, en el caso de
no tener ruedas se apoyará en la chapa la mano que no
controle el oxígeno de corte.
Se recomienda marcar sobre la pieza la línea de corte.
Cuando se realizan cortes muy largos puede ser necesario
para el proceso y volver a iniciarlo, esto producirá un
agujero en cada punto de re encendido que se podrá evitar
realizando el encendido dentro de la parte que se vaya a
desechar.
Prof. Fernando Medina P. 124
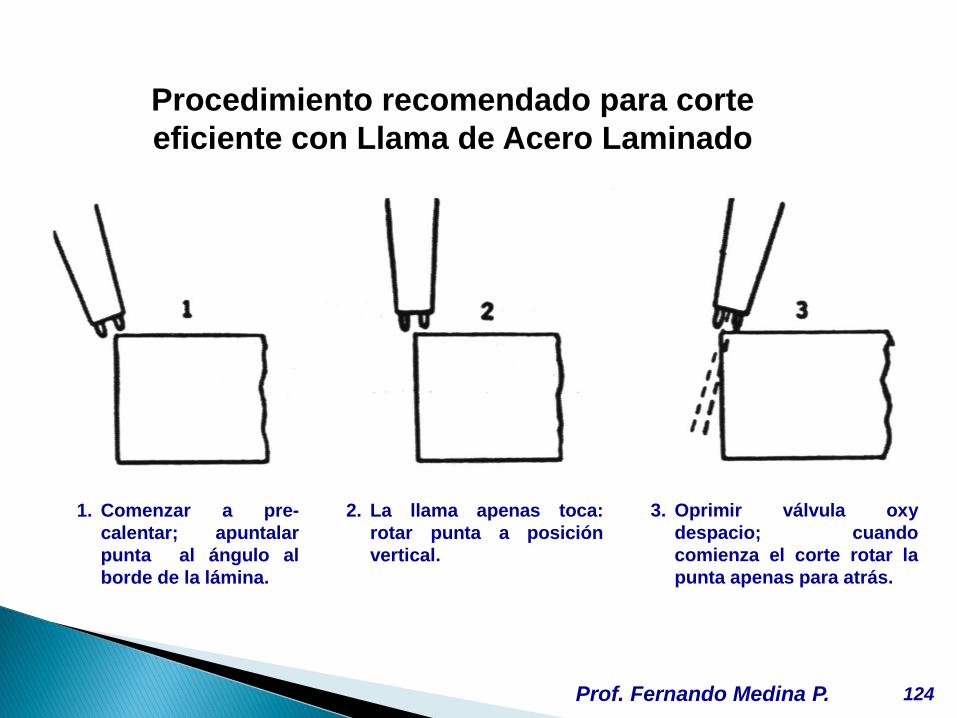
Procedimiento recomendado para corte
eficiente con Llama de Acero Laminado
1. Comenzar a pre-
calentar; apuntalar
punta al ángulo al
borde de la lámina.
2. La llama apenas toca:
rotar punta a posición
vertical.
3. Oprimir válvula oxy
despacio; cuando
comienza el corte rotar la
punta apenas para atrás.

Prof. Fernando Medina P. 125
4. Ahora rotar a posición
vertical sin moverse
para adelante.
5. Rotar punta más para que
apunte apenas en la
dirección del corte.
6. Avanzar tan rápido como
lo permita la acción
cortante.
Prof. Fernando Medina P. 126
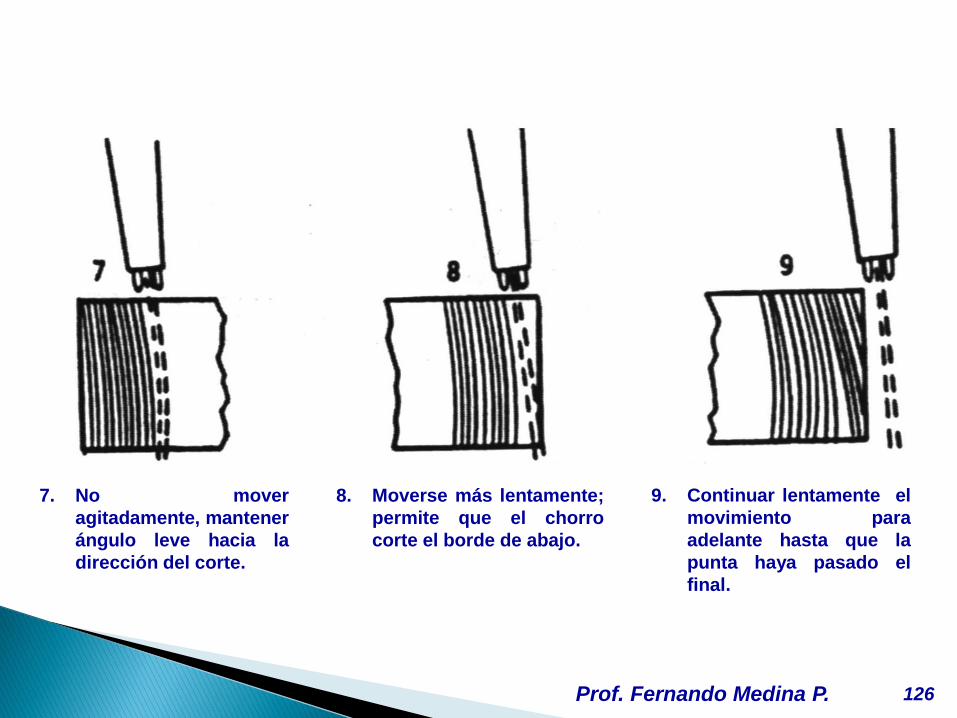
7. No mover
agitadamente, mantener
ángulo leve hacia la
dirección del corte.
8. Moverse más lentamente;
permite que el chorro
corte el borde de abajo.
9. Continuar lentamente el
movimiento para
adelante hasta que la
punta haya pasado el
final.
Prof. Fernando Medina P. 127
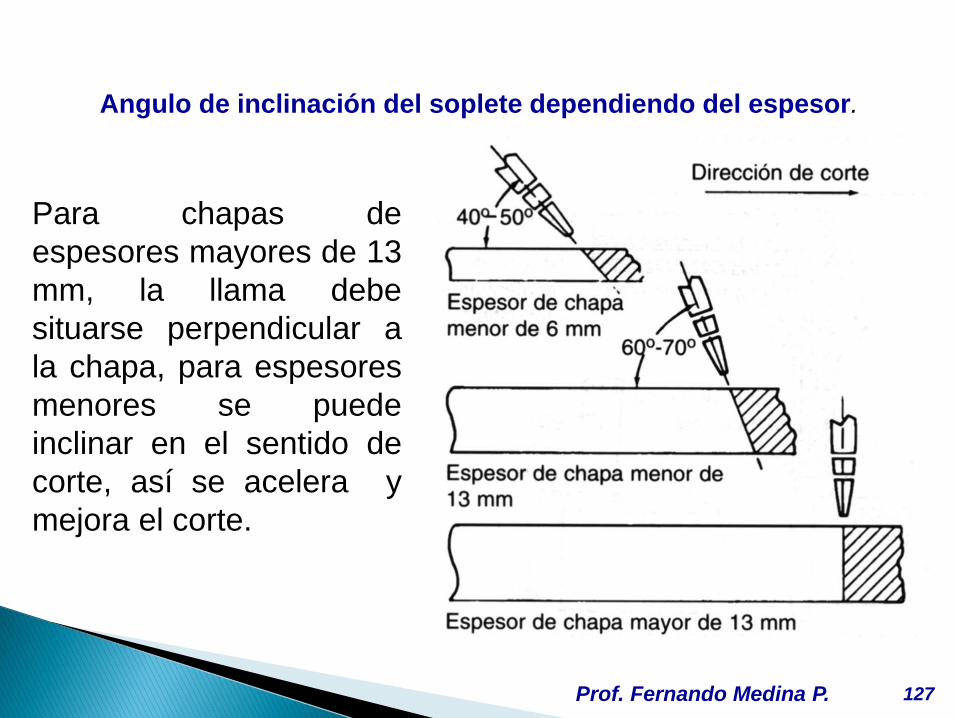
Para chapas de
espesores mayores de 13
mm, la llama debe
situarse perpendicular a
la chapa, para espesores
menores se puede
inclinar en el sentido de
corte, así se acelera y
mejora el corte.
Angulo de inclinación del soplete dependiendo del espesor.
Prof. Fernando Medina P. 128
Para conseguir cortes rectos se puede utilizar una
chapa como regla – guía.
Cuando la chapa a cortar esté en posición vertical se
debe llevar un movimiento ascendente. El oxígeno
de corte debe abrirse lentamente.
El movimiento sobre la línea de corte debe ser
primero lento y luego más rápido pues el material se
va calentando.
IMPORTANTE:
Prof. Fernando Medina P. 129
1.3 Recomendaciones para conseguir un corte de calidad:
a. Seleccionar el tamaño de la boquilla en función del
espesor de la pieza que se desea cortar.
b. Elegir la presión de oxígeno recomendada para dicha
boquilla.
c. Empezar a cortar con una velocidad no muy alta.
d. Incrementar la velocidad hasta conseguir la mejor
combinación entre rapidez de trabajo y calidad.
e. Se puede reconocer un corte de calidad por el ruido y
por la no existencia de escoria en el corte.
f. No se deberá seleccionar una presión ni una boquilla
mayor que las recomendadas. Tampoco seleccionar una
presión más baja.

Prof. Fernando Medina P. 130
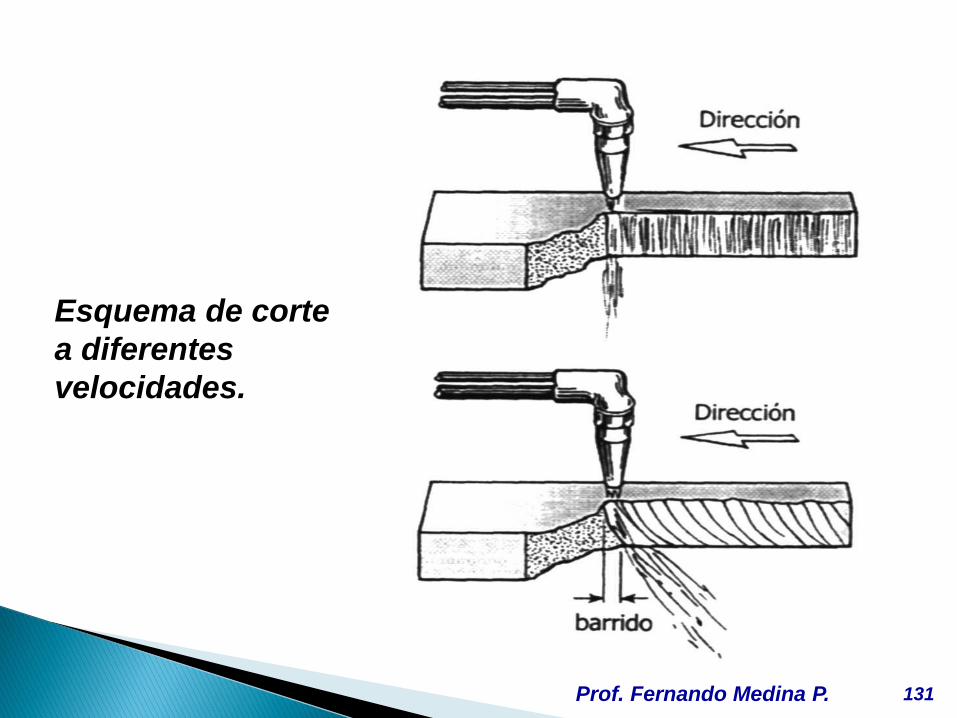
Siempre que se oxicorte una pieza se deseará que la
superficie oxicortada sea regular, sin embargo su
consecución no es siempre posible.
La observación de las superficies permitirá conocer los
fallos cometidos y la forma de corregirlos.
Cualquier superficie oxicortada queda con unas líneas
denominadas líneas de retardo cuanto más curvadas
estén estas líneas en la parte inferior de la pieza más
rápido se ha realizado el corte.
Prof. Fernando Medina P. 131
Esquema de corte
a diferentes
velocidades.
Prof. Fernando Medina P. 132
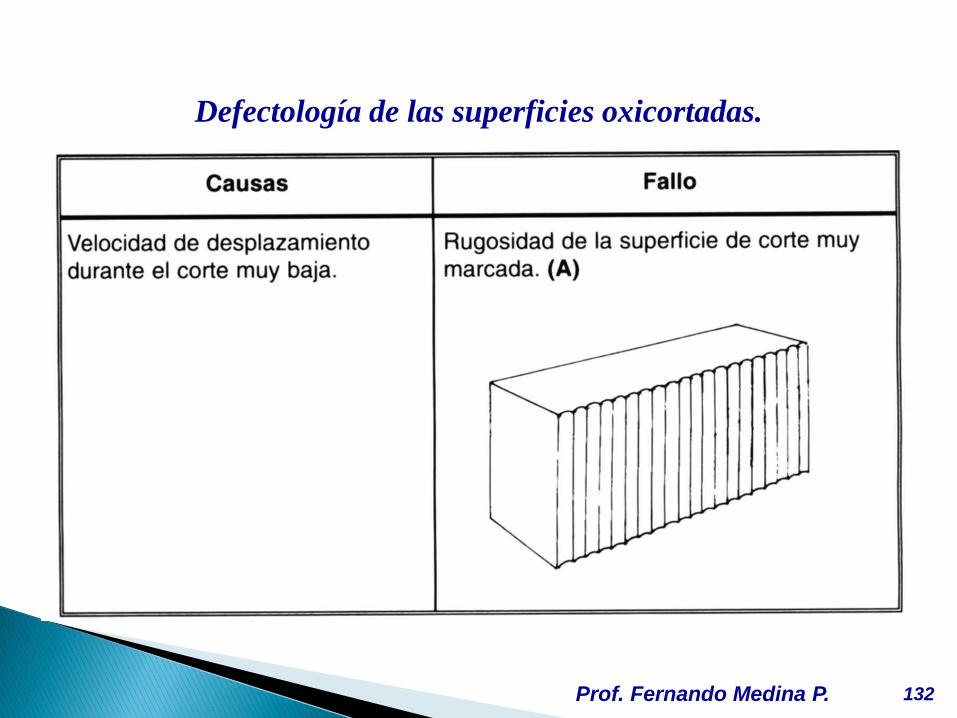
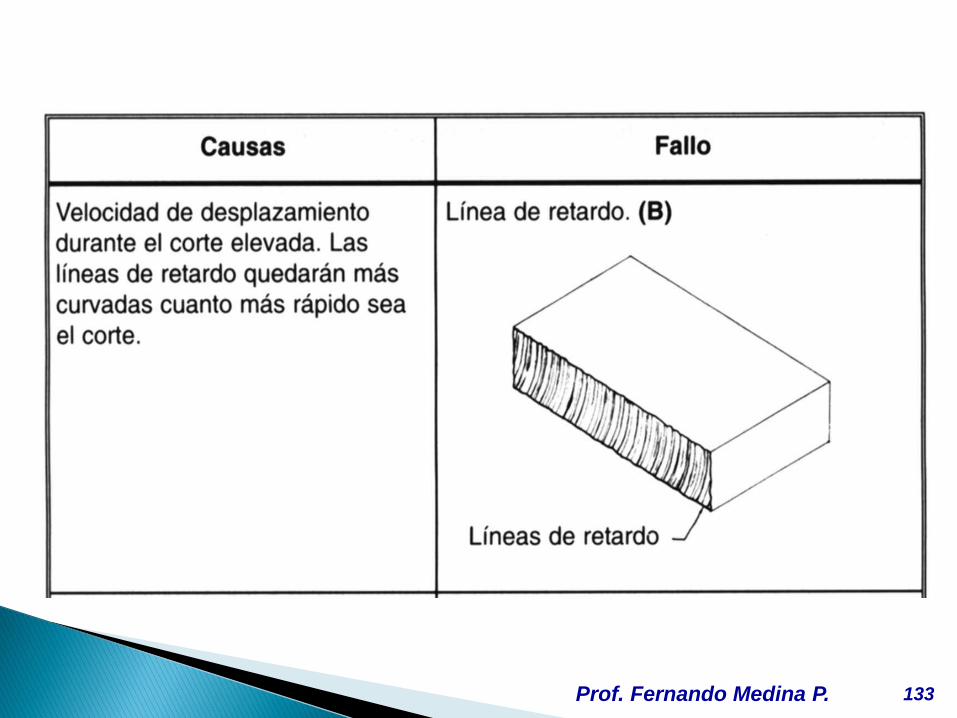
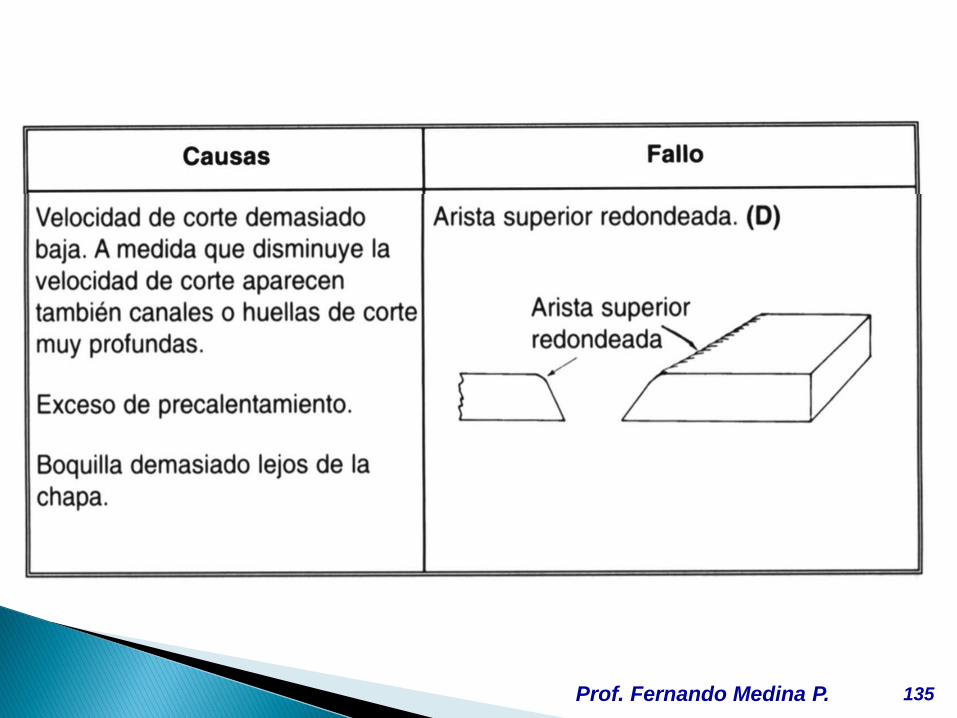
Defectología de las superficies oxicortadas.
Prof. Fernando Medina P. 133

Prof. Fernando Medina P. 134
Prof. Fernando Medina P. 135

Prof. Fernando Medina P. 136
Prof. Fernando Medina P. 137
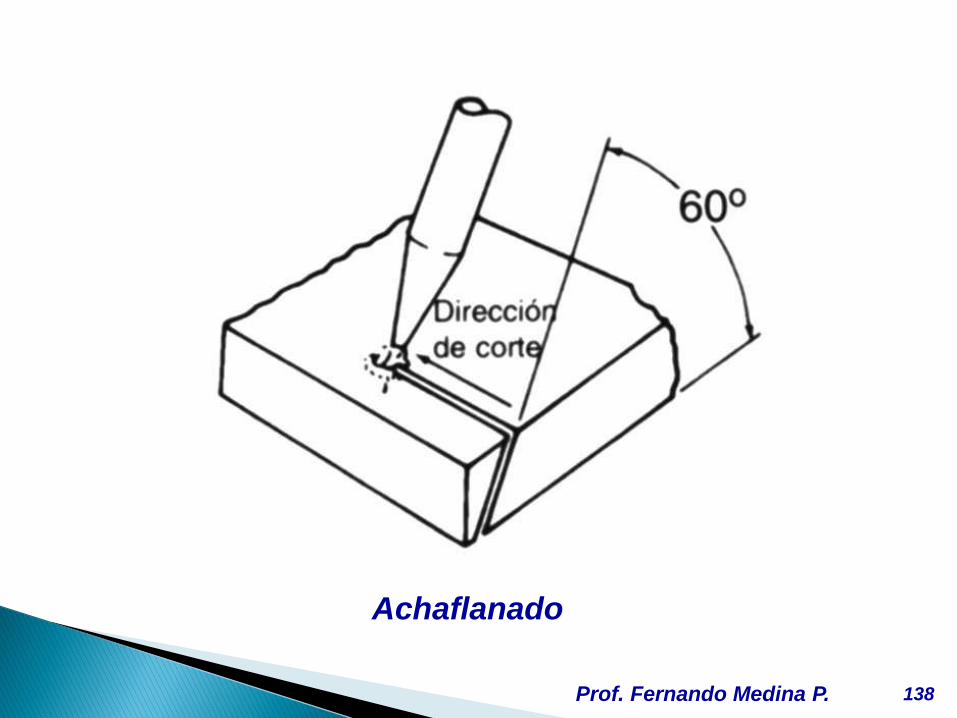
1.4. Resanado y biselado
Se puede utilizar el corte con gas combustible
para resanar, preparar piezas con bisel y
preparar chaflanes en V o en J.
Generalmente el resanado requiere el empleo
de boquillas especiales, además se deberá
manipular el soplete con el ángulo y velocidad
adecuados.
Prof. Fernando Medina P. 138
Achaflanado

Prof. Fernando Medina P. 139
Email: [email protected]
Celular: 959288259
PREGUNTAS
Muchas gracias por
su atención




















