SMAW
11
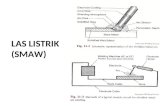
SMAW (SHIELDED METAL ARC WELDING) Pengertian Las Busur Manual (SMAW/MMAW) Pengelasan dengan SMAW Shield Metal Arc Welding (Las Busur Manual) atau disebut juga MMAW (Manual Metal Arc Welding) digunakan arus listrik sampai 600 Ampere dan busur nyala listrik itu menimbulkan panas yang tinggi (+- 6.300 derajat Celsius) yang mampu mencairkan logam yang dilas tersebut dan bersama dengan itu, loncatan busur yang terdiri dari tetesan logam elekroda akan berfungsi/bersatu dengan benda kerja, dan membentuk suatu kampuh, di mana kampuh las itu akan dilindungi oleh kerak yang ditimbulkan oleh coating/pembungkus elektroda yang mencair bersama-sama logam pengisinya. Koating memiliki berat jenis yang lebih rendah dari logam, maka cairan coating tersebut akan mengembang di atas kampuh las sehingga membentuk terak. Manual Metal Arc Welding dapat juga diartikan sebagai suatu proses pengelasan yang panasnya diperoleh dari busur nyala listrik dengan menggunakan elektroda yang berselaput. Elektroda berselaput ini berfungsi sebagai bahan pengisi dan memberi perlindungan terhadap kontaminasi admosfir. Elektroda mencairkan logam dasar dan membentuk terak las pada waktu bersamaan; ujung elekgtroda mencair dan bercampur dengan bahan yang dilas. Las busur manual termasuk salah satu proses las yang paling banyak digunakan dalam proses manufaktur dan perbaikan barang-barang mekanik dan konstruksi. Las busur manual ini tidak seefisien las semi otomatis yang lain, karena memerlukan wantu untuk mengganti elektroda dan harus membersihkan terak, akan tetapi peralatan lebih murah, lebih mudah mengoperasikan dan hanya memerlukan pemeliharaan sederhana. Las busur manual dapat digunakan untuk posisi yang berbeda dan dapat digunakan di bengkel atau lapangan, sehingga banyak digunakan pada pekerjaan keteknikan, mulai dari yang ringan sampai berat. Misalnya untuk saluran, bejana bertekanan dan rangka baja untuk konstruksi bangunan serta industri alat berat dan perkapalan.
-
Upload
ujang-sonjaya -
Category
Documents
-
view
201 -
download
0
Transcript of SMAW

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 1/11
SMAW (SHIELDED METAL ARC WELDING)
Pengertian Las Busur Manual (SMAW/MMAW)Pengelasan dengan SMAW Shield Metal Arc Welding (Las Busur Manual) atau disebut juga
MMAW (Manual Metal Arc Welding) digunakan arus listrik sampai 600 Ampere dan busur nyala
listrik itu menimbulkan panas yang tinggi (+- 6.300 derajat Celsius) yang mampu mencairkan
logam yang dilas tersebut dan bersama dengan itu, loncatan busur yang terdiri dari tetesan logam
elekroda akan berfungsi/bersatu dengan benda kerja, dan membentuk suatu kampuh, di mana
kampuh las itu akan dilindungi oleh kerak yang ditimbulkan oleh coating/pembungkus elektroda
yang mencair bersama-sama logam pengisinya.
Koating memiliki berat jenis yang lebih rendah dari logam, maka cairan coating tersebut akan
mengembang di atas kampuh las sehingga membentuk terak.
Manual Metal Arc Welding dapat juga diartikan sebagai suatu proses pengelasan yang panasnya
diperoleh dari busur nyala listrik dengan menggunakan elektroda yang berselaput. Elektroda
berselaput ini berfungsi sebagai bahan pengisi dan memberi perlindungan terhadap kontaminasi
admosfir. Elektroda mencairkan logam dasar dan membentuk terak las pada waktu bersamaan;
ujung elekgtroda mencair dan bercampur dengan bahan yang dilas.
Las busur manual termasuk salah satu proses las yang paling banyak digunakan dalam proses
manufaktur dan perbaikan barang-barang mekanik dan konstruksi. Las busur manual ini tidak
seefisien las semi otomatis yang lain, karena memerlukan wantu untuk mengganti elektroda dan
harus membersihkan terak, akan tetapi peralatan lebih murah, lebih mudah mengoperasikan dan
hanya memerlukan pemeliharaan sederhana.
Las busur manual dapat digunakan untuk posisi yang berbeda dan dapat digunakan di bengkel atau
lapangan, sehingga banyak digunakan pada pekerjaan keteknikan, mulai dari yang ringan sampai berat. Misalnya untuk saluran, bejana bertekanan dan rangka baja untuk konstruksi bangunan serta
industri alat berat dan perkapalan.
5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 2/11
Peralatan las busur manual (MMAW/SMAW)
1. Mesin las busur manual/pesawat las/tranformator las
Mesin las busur manual secara garis besar dibagi menjadi 2 golongan, yaitu mesin las busur bolak-
balik (alternating current atau AC welding machine) dan mesin las arus searah (direct current atau
DC welding machine).
Mesin las AC sebenarnya adalah transformator penurun tegangan. Transformator / trafo mesin las
adalah alat yang dapat merubah tegangan yang keluar dari mesin las yakni dari 110 volt, 220 volt
atau 380 volt menjadi berkisar antara 45 - 80 volt dengan arus (ampere) yang tinggi.
Mesin las DC memperoleh sumber tenaga listrik dari trafo las AC yang kemudian dirubah menjadi
arus searah atau dari generator arus searah yang digerakkan oleh motor bensin atau motor diesel
sehingga cocok untuk pekerjaan lapangan atau bengkel-bengkel kecil yang tidak memiliki jaringan
listrik. Pengaturan arus pada pengelasan dapat dilakukan dengan cara memutar tuas. Menarik atau
menekan, tergantung dari konstruksinya, sehingga kedudukan inti medan magnit bergeser naik
turun pada transformator. Pada mesin las arus bolak balik, kabel masa dan kabel elektroda
dipertukarkan tidak mempengaruhi perubahan panas yang terjadi pada busur nyala. Pertukaran ini
berpengaruh pada distribusi panas yang terjadi pada benda kerja dan elektroda, penetrasi yang
terjadi pada pengelasan, jenis polaritas yang terjadi dan penggunaan jenis elektroda untuk tujuan-tujuan tertentu..
Gas Tungsten Arc Welding (GTAW) atau sering juga disebut Tungsten Inert Gas (TIG) merupakan
salah satu dari bentuk las busur listrik (Arc Welding) yang menggunakan inert gas sebagai
pelindung dengan tungsten atau wolfram sebagai elektrode. Pengelasan ini dikerjakan secara
manual maupun otomatis serta tidak memerlukan fluks ataupun lapisan kawat las untuk
melindungi sambungan. Elektrode pada GTAW termasuk elektrode tidak terumpan (non
consumable) berfungsi sebagai tempat tumpuan terjadinya busur listrik. GTAW mampu
menghasilkan las yang berkualitas tinggi pada hampir semua jenis logam mampu las. Biasanya ini
digunakan pada stainless steel dan logam ringan lainnya seperti alumunium, magnesium dan lain-
lain.hasil pengelasan pada teknik ini cukup baik tapi membutuhkan kemampuan yang tinggi.
Metode pengelasan ini sebelumnya dikenal dengan nama Tungsten Inert Gas (TIG).

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 3/11
Gas Inert yang biasa digunakan adalah wolfram untuk pelindung yang bagus sehingga atmosfir
udara tidak masuk ke daerah lasan. Namun sekarang digunakan Co2 (tidak inert) karena lebih
murah dan stabil.Elektroda tungsten bukan sebagai filler metal, sehingga perlu filler metal dari luar
untuk mengisi gap sambungan. Filler metal bersama logam induk akan dicairkan oleh busur listrik
yang terjadi antara elektroda dengan logam induk. Las busur yang menggunakan elektroda
wolfram (elektroda tak terumpan) dikenal pula dengan sebutan las busur wolfram gas. Pada proses
ini las dilindungi oleh selubung gas mulia yang dialirkan melalui pemegang elektroda yang
didinginkan dengan air.
Pada pengelasan TIG ini tenaga yang dibutuhkan adalah tenaga listrik baik AC maupun DC.
Tenaga listik hanya digunakan sebagai pemanas dan hanya untuk membuat busur nyala pada
elektroda, bagian bagian pemdukung lainnya masih disuplai dari alat lain. peralatan yang sering
digunakan sebagai pendukung dari las TIG ini adalah tabung gas Argon maupun gas lain yang
dapat melindungi proses pengelasan dari pengaruh udara luar. Pengelasan ini pertama kali
ditemukan di USA (1940), berawal dari pengelasan paduan untuk bodi pesawat terbang. Prinsipnya
adalah : Panas dari busur terjadi diantara elektrode tungsten dan logam induk akan meleburkan
logam pengisi ke logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau He) Las listrik TIG (Tungsten Inert Gas = Tungsten Gas Mulia) menggunakan elektroda wolfram yang bukan
merupakan bahan tambah. Busur listrik yang terjadi antara ujung elektroda wolfram dan bahan
dasar merupakan sumber panas, untuk pengelasan. Titik cair elektroda wolfram sedemikian
tingginya sampai 3410° C, sehingga tidak ikut mencair pada saat terjadi busur listrik. Tangkai
listrik dilengkapi dengan nosel keramik untuk penyembur gas pelindung yang melindungi daerah
las dari luar pada saat pengelasan. Sebagian bahan tambah dipakai elektroda tampa selaput yang
digerakkan dan didekatkan ke busur yang terjadi antara elektroda wolfram dengan bahan dasar.
Sebagi gas pelindung dipakai gas inert seperti argon, helium atau campuran dari kedua gas tersebut
yang pemakainnya tergantung dari jenis logam yang akan dilas. Tangkai las TIG biasanya
didinginkan dengan air yang bersirkulasi.
Pembakar las TIG terdiri dari :1) Penyedia arus 2) Pengembali air pendingi, 3) Penyedia air
pendingin, 4) Penyedia gas argon, 5) Lubang gas argon ke luar, 6) Pencekam elektroda, 7)

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 4/11
Moncong keramik atau logam, 8) Elektroda tungsten, 9) Semburan gas pelindung. Pengelasan ini
bisa menggunakan arus bolak-balik ataupun arus searah, dimana pemilihan tergantung pada jenis
logam yang dilas. Arus searah polaritas langsung digunakan untuk pengelasan baja, besi cor,
paduan tembaga dan baja tahan karat, sedangkan polaritas terbalik jarang digunakan. Untuk arus
bolak-balik banyak digunakan
untuk pengelasan aluminium, magnesium, besi cor dan beberapa jenis logam lainnya. Proses ini
banyak dilakukan untuk pengelasan pelat tipis karena biayanya akan mahal jika digunakan untuk
pengelasan pelat tebal.
Keuntungan
Proses GTAW menghasilkan pengelasan bermutu tinggi pada bahan-bahan ferrous dan non
ferrous. Dengan teknik pengelasan yang tepat, semua pengotor yang berasal dari atmosfir dapat
dihilangkan. Keuntungan utama dari proses ini yaitu, bisa digunakan untuk membuat root pass
bermutu tinggi dari arah satu sisi pada berbagai jenis bahan. Oleh karena itu GTAW digunakan
secara luas pada pengelasan pipa, dengan batasan arus mulai dari 5 hingga 300 amp, menghasilkan
kemampuan lebih besar untuk mengatasi masalah pada posisi sambungan yang berubah-ubah
seperti celah akar. Sebagai contoh, pada pipa tipis (dibawah 0,20 inci) dan logam-logam lembaran,arus bisa diatur cukup rendah sehingga pengendalian penetrasi dan pencegahan terjadinya terbakar
tembus (burnt through) lebih mudah dari pada pengerjaan dengan proses menggunakan elektroda
terbungkus. Kecepatan gerak yang lebih rendah dibandingkan dengan SMAW akan memudahkan
pengamatan sehingga lebih mudah dalam mengendalikan logam las selama pengisiandanpenyatuan
Kelemahan utama proses las GTAW yaitu laju pengisian lebih rendah dibandingkan dengan proses
las lain umpamanya SMAW. Disamping itu, GTAW butuh kontrol kelurusan sambungan yang
lebih ketat, untuk menghasilkan pengelasan bermutu tinggi pada pengelasan dari arah satu sisi.
GTAW juga butuh kebersihan sambungan yang lebih baik untuk menghilangkan minyak, grease,
karat, dan kotoran-kotoran lain agar terhindar dari porosity dan cacat-cacat las lain. GTAW harus
dilindungi secara berhati-hati dari kecepatan udara di atas 5 mph untuk mempertahankan
perlindungan inert gas di atas kawah las.
5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 5/11
• Aplikasi
Metode ini biasanya digunakan untuk mengelas logam yang reaktif terhadap oksigen seperti
paduan aluminium, magnesium dan titanium. Metode ini juga cocok intuk pelat tipis sampai
dengan 5mm. Straight polarity (dengan arus hingga 500 ampere, boltase 20-40 volt) lebih sering
digunakan daripada reverse polarity, karena reverse polarity cenderung mencairkan elektroda.
Metode ini sangat cocok digunakan untuk spot welding.
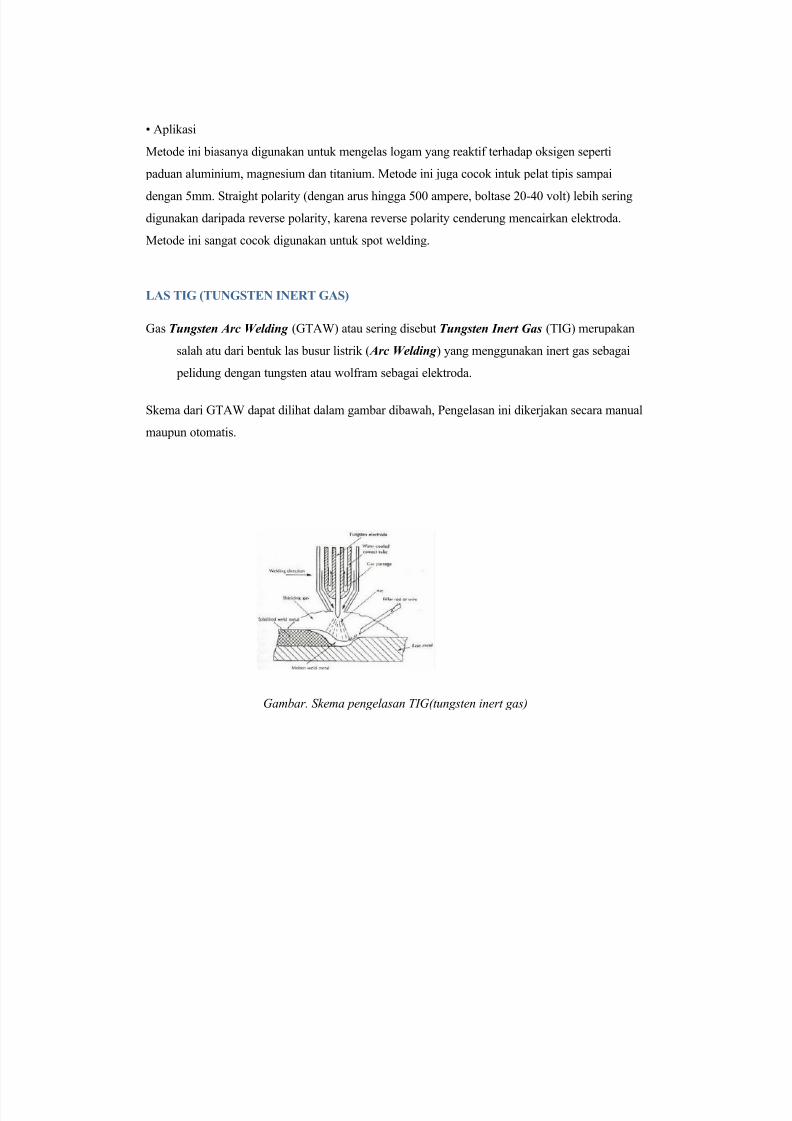
LAS TIG (TUNGSTEN INERT GAS)
Gas Tungsten Arc Welding (GTAW) atau sering disebut Tungsten Inert Gas (TIG) merupakan
salah atu dari bentuk las busur listrik ( Arc Welding ) yang menggunakan inert gas sebagai
pelidung dengan tungsten atau wolfram sebagai elektroda.
Skema dari GTAW dapat dilihat dalam gambar dibawah, Pengelasan ini dikerjakan secara manual
maupun otomatis.
Gambar. Skema pengelasan TIG(tungsten inert gas)
5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 6/11
Elektroda pada GTAW termasuk elektrode tidak terumpan (non cons consumable) berfungsisebagai tempat tumpuan terjadinya busur listrik. GTAW mampu menghasilkan las yang berkualitas
tinggi pada hampir semua jenis logam. Biasanya ini digunakan pada stainless steel dan logam
ringan lainnya seperti Alumunium, magnesium dan lain-lain. Hasil pengelasan pada teknik ini
cukup baik tapi membutuhkan kemampuan yang tinggi
Untuk pekerjaan lembaran logam yang tipis, pengelasan TIG dapat digunakan tanpa filler logam. Untuk
pekerjaan dengan lembaran logam yang lebih tebal atau ketika menggabungkan bahan yang berbeda, filler
logam digunakan dalam bentuk kawat batangan atau kawat gulungan yang dipasok oleh alat pengumpan
yang terpisah biasanya tanpa arus listrik. Dalam pengelasan TIG standar, api dikeluarkan dengan bebas
tetapi sebuah varian yang dikenal dengan pengelasan plasma menggunakan nozzle sekunder untuk
mengecilkan arc
Lelehan logam, elektroda tungsten yang panas dan bagian ujung dari filler logam yang meleleh dilindungi
dari atmosfir dengan menggunakan gas inert. Biasanya, menggunakan argon, meskipun ada manfaat
kualitas dan produktivitas jika menggunakan campuran baik argon dan helium atau argon dan hidrogen.
PERALATAN YANG DIGUNAKAN PADA PROSES LAS TIG
Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik ditimbulkan oleh
elektroda tungsten (elektroda tak terumpan) dengan benda kerja logam. Daerah pengelasan
dilindungi oleh gas lindung (gas tidak aktif) agar tidak berkontaminasi dengan udara luar. Kawat
las dapat ditambahkan atau tidak tergantung dari bentuk sambungan dan ketebalan benda kerja
yang akan dilas. Perangkat yang dipakai dalam pengelasan las gas tungsten adalah:
5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 7/11
1. Mesin
Mesin las AC/DC merupakan mesin las pembangkit arus AC/DC yang digunakan di dalam
pengelasan las gas tungsten. Pemilihan arus AC atau DC biasanya tergantung pada jenis logam
yang akan dilas.
2. Tabung gas lindung
adalah tabung tempat penyimpanan gas lindung seperti argon dan helium yang digunakan di dalam
mengelas gas tungsten.

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 8/11
3. Regulator gas lindung
adalah adalah pengatur tekanan gas yang akan digunakan di dalam pengelasan gas tungsten. Padaregulator ini biasanya ditunjukkan tekanan kerja dan tekanan gas di dalam tabung.
4. Flowmeter untuk gas
dipakai untuk menunjukkan besarnya aliran gas lindung yang dipakai di dalam pengelasan gas
tungsten.
5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 9/11
5. Selang gas dan perlengkapan pengikatnya
berfungsi sebagai penghubung gas dari tabung menuju pembakar las. Sedangkan perangkat
pengikat berfungsi mengikat selang dari tabung menuju mesin las dan dari mesin las menuju
pembakar las.
6. Kabel elektroda dan selang
berfungsi menghantarkan arus dari mesin las menuju stang las, begitu juga aliran gas dari mesin las
menuju stang las. Kabel masa berfungsi untuk penghantar arus ke benda kerja.
7. Stang las (welding torch)
berfungsi untuk menyatukan sistem las yang berupa penyalaan busur dan perlindungan gas lindung
selama dilakukan proses pengelasan.
8. Elektroda tungsten

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 10/11
berfungsi sebagai pembangkit busur nyala selama dilakukan pengelasan. Elektroda ini tidak
berfungsi
bahan tambah.
9. Kawat las
berfungsi sebagai bahan tambah. Tambahkan kawat las jika bahan dasar yang dipanasi dengan
busur tungsten sudah mendekati cair.
10.Assesories pilihan dapat berupa sistem pendinginan air untuk pekerjaan pengelasan berat,rheostat kaki, dan pengatur waktu busur.
submerged Arc Welding (SAW ) dalam bahasa indonesianya di istilahkan pengelasan busur
rendam. Prinsip dasar pengelasan ini adalah menggunakan arus listrik untuk menghasilkan busur
(Arc) sehingga dapat melelehkan kawat pengisi lasan (filler wire), yang uniknya lagi dalam
pengelasan SAW ini cairan logam lasan terendam dalam flux yang melindunginya dari kontaminasi
udara, yang kemudian flux tersebut akan membentuk terak las (slag) yang cukup kuat untuk
melindungi logam lasan hingga membeku.
Dalam proses pengelasanSAW ini hal yang sangatperlu diperhatikan adalah :
1. Pengeringan dari flux,bila flux lembab akan menyebabkan cacat lasan berupa rongga-rongga
udara yang terperangkap dalam lasan (porosity).
2. Pembersihan setiap pass atau layer pengelasan haruslah di grinding dan di wirebrushing untuk
menghilangan terak(slag) sehingga tidak menyebabkan cacat lasan inklusi terak(slag inclusion).
Keunggulan dari prosespengelasan SAW ini adalah pegelasan ini dapat mengelas pelat-pelat yang
tebal-tebal dengan waktu pengelasan yang lebih singkat di banding proses pengelasan lainnya
seperti (GTAW atau SMAW).

5/14/2018 SMAW - slidepdf.com
http://slidepdf.com/reader/full/smaw5571ffd449795991699e3757 11/11