RPP SMAW pert. 2
26
SMK PGRI 3 MALANG Program Keahlian : Mekanik Otomotif Sepeda Motor - Mekanik Otomotif Mobil - Bodi Otomotif - Teknik Elektronika Industri - Teknik Pembangkit Tenaga Listrik - Rekayasa Perangkat Lunak - Multimedia - Teknik Las - Teknik Pemesinan - Penjualan/Retail Alamat : Jl. Raya Tlogomas Gg. IX No. 29 Telp (0341) 554383 Fax. (0341) 574755 Malang 65144 RENCANA PELAKSANAAN PEMBELAJARAN (RPP) Satuan Pendidikan : SMK PGRI 3 MALANG Kelas/Semester : X / 2 (Genap) Mata Pelajaran : Teknik Las Busur Manual (SMAW) Tema : Teori Pengelasan Busur Manual (SMAW) Pertemuan Ke : 2 Alokasi Waktu : 9 x 45 menit Tahun Pelajaran : 2014/2015 A. Kompetensi Inti 1. Menghayati dan mengamalkan ajaran agama yang dianutnya. 2. Menghayati dan mengamalkan perilaku jujur, disiplin, tanggung jawab, peduli (gotong royong, kerjasama, toleran, damai), santun, responsif dan pro-aktif dan menunjukkan sikap sebagai bagian dari solusi atas berbagai permasalahan dalam berinteraksi secara efektif dengan lingkungan sosial dan alam serta dalam
-
Upload
eky-aristiyanto -
Category
Documents
-
view
75 -
download
17
description
RPP
Transcript of RPP SMAW pert. 2
SMK PGRI 3 MALANG
Program Keahlian : Mekanik Otomotif Sepeda Motor - Mekanik Otomotif Mobil - Bodi Otomotif - Teknik
Elektronika Industri - Teknik Pembangkit Tenaga Listrik - Rekayasa Perangkat Lunak - Multimedia -
Teknik Las - Teknik Pemesinan - Penjualan/Retail
Alamat : Jl. Raya Tlogomas Gg. IX No. 29 Telp (0341) 554383 Fax. (0341) 574755 Malang 65144
RENCANA PELAKSANAAN PEMBELAJARAN
(RPP)
Satuan Pendidikan : SMK PGRI 3 MALANGKelas/Semester : X / 2 (Genap) Mata Pelajaran : Teknik Las Busur Manual (SMAW)Tema : Teori Pengelasan Busur Manual (SMAW)Pertemuan Ke : 2Alokasi Waktu : 9 x 45 menitTahun Pelajaran : 2014/2015
A. Kompetensi Inti
1. Menghayati dan mengamalkan ajaran agama yang dianutnya.
2. Menghayati dan mengamalkan perilaku jujur, disiplin, tanggung jawab, peduli
(gotong royong, kerjasama, toleran, damai), santun, responsif dan pro-aktif dan
menunjukkan sikap sebagai bagian dari solusi atas berbagai permasalahan dalam
berinteraksi secara efektif dengan lingkungan sosial dan alam serta dalam
menempatkan diri sebagai cerminan bangsa dalam pergaulan dunia.
3. Memahami, menerapkan, dan menganalisis pengetahuan faktual, konseptual,
prosedural, dan metakognitif berdasarkan rasa ingin tahunya tentang ilmu
pengetahuan, teknologi, seni, budaya, dan humaniora dalam wawasan
kemanusiaan, kebangsaan, kenegaraan, dan peradaban terkait penyebab
fenomena dan kejadian dalam bidang kerja yang spesifik untuk memecahkan
masalah.
4. Mengolah, menyaji, dan menalar dalam ranah konkret dan ranah abstrak terkait
dengan pengembangan dari yang dipelajarinya di sekolah secara mandiri,
bertindak secara efektif dan kreatif, dan mampu melaksanakan tugas spesifik di
bawah pengawasan langsung.
B. Kompetensi Dasar
1.1. Menyadari sempurnanya ciptaan Tuhan tentang alam dan fenomenanya dalam
mengaplikasikan las busur manual (SMAW) pada kehidupan sehari-hari.
1.2. Mengamalkan nilai-nilai ajaran agama sebagai tuntunan dalam
mengaplikasikan las busur manual (SMAW) pada kehidupan sehari hari.
2.1. Mengamalkan perilaku jujur, disiplin, teliti, kritis, rasa ingin tahu, inovatif dan
tanggung jawab dalam dalam mengaplikasikan busur manual (SMAW) pada
kehidupan sehari-hari.
2.2. Menghargai kerjasama, toleransi, damai, santun, demokratis, dalam
menyelesaikan masalah perbedaan konsep berpikir dalam mengaplikasikan las
busur manual (SMAW) pada kehidupan sehari-hari.
2.3. Menunjukkan sikap responsif, proaktif, konsisten, dan berinteraksi secara
efektif dengan lingkungan sosial sebagai bagian dari solusi atas berbagai
permasalahan dalam melakukan tugas mengaplikasikan las busur manual
(SMAW).
3.1 Menerapkan teori pengelasan pelat dengan pelat berbagai posisi menggunakan
las busur manual (SMAW).
4.1 Melakukan pengelasan pelat dengan pelat pada sambungan sudut dan tumpul
posisi di bawah tangan (1F & 1G), posisi mendatar (2F & 2G)
C. Indikator Pencapaian Kompetensi
1. Menjelaskan prosedur pengelasan pelat dengan pelat pada sambungan sudut dan
tumpul posisi di bawah tangan (1F & 1G), posisi mendatar (2F & 2G) dengan
menggunakan las busur manual (SMAW).
2. Menerapkan teknik pengelasan pelat dengan pelat pada sambungan sudut dan
tumpul posisi di bawah tangan (1F & 1G), posisi mendatar (2F & 2G)
menggunakan las busur manual (SMAW).
3. Menerapkan prosedur pengelasan pelat dengan pelat pada sambungan sudut dan
tumpul posisi di bawah tangan (1F & 1G), posisi mendatar (2F & 2G) meng-
gunakan las busur manual (SMAW).
4. Melakukan pengelasan pelat pada posisi di bawah tangan (1F dan 1G), posisi
mendatar ( 2F & 2G) dengan las busur manual (SMAW).
5. Menggunakan APD yang sesuai dengan pekerjaan pengelasan busur manual
(SMAW).
6. Menggunakan peralatan pengelasan (SMAW) sesuai dengan fungsinya.
7. Mengikuti SOP yang sesuai dengan pekerjaan pengelasan SMAW.
D. Tujuan Pembelajaran
1. Disediakan benda nyata, peserta didik dapat menjelaskan prosedur pengelasan
pelat dengan pelat dengan posisi bawah tangan (1F & 1G), posisi mendatar (2F
& 2G) menggunakan las busur manual (SMAW) dengan benar.
2. Dengan memegang alat, peserta didik dapat menerapkan teknik pengelasan pelat
dengan pelat berbagai posisi menggunakan las busur manual (SMAW) sesuai
dengan fungsi peralatan pengelasan.
3. Peserta didik dapat melakukan pengelasan pelat pada posisi di bawah tangan (1F
dan 1G), posisi mendatar ( 2F & 2G) dengan las busur manual (SMAW).
4. Disediakan APD, peserta didik dapat menggunakan APD sesuai dengan
pekerjaan pengelasan SMAW.
5. Disediakan alat, peserta didik dapat menggunakan peralatan sesuai dengan
fungsinya.
6. Disediakan alat dan benda nyata, peserta didik dapat menggunakan las busur
manual (SMAW) sesuai dengan SOP.
E. Materi Pembelajaran
1. Teknik menyiapkan material
2. Teknik Penyalaan Busur Listrik
3. Prosedur pengelasan pelat dengan pelat pada sambungan sudut dan tumpul
posisi di bawah tangan
F. Metode Pembelajaran
1. Pendekatan : Saintifik Aproach
2. Metode : Ceramah, Tanya Jawab, Demonstrasi, Penugasan Praktikum
G. Media, Alat dan Sumber Belajar
1. Media : LCD Proyektor, Komputer/Laptop
2. Alat : Mesin las dan kelengkapannya.
3. Sumber Belajar : Buku Teknik Las SMAW jilid 1 untuk SMK
Buku Teknik Las SMAW jilid 2 untuk SMK
Buku dan artikel yang sesuai
H. Kegiatan Pembelajaran
Kegiatan Deskripsi KegiatanAlokasi Waktu
Pertemuan ke 2Pendahuluan 1. Menyiapkan peserta didik secara psikis dan fisik
untuk mengikuti proses pembelajaran (salam
pembuka, berdoa, melakukan presensi untuk
memeriksa kehadiran).
5’
2. Apersepsi; mengingatkan kembali tentang materi
yang sudah dipelajari terkait dengan materi yang
akan dipelajari
5’
3. Orientasi tujuan; mengantarkan peserta didik
kepada materi pembelajaran yang akan dipelajari
dan menjelaskan tujuan pembelajaran serta langkah-
langkah pembelajaran yang akan dilakukan.
5’
4. Guru memberi gambaran garis besar materi yang
akan dipelajari. 5’
Kegiatan Inti
1. Mengamati:
a. Secara bersama-sama siswa mempelajari materi
yang diberikan guru untuk mempelajari
karakteristik pelat yang akan di las.
b. Secara berkelompok siswa mengamati peralatan
las SMAW dan meminta bimbingan guru apabila
ada yang kurang jelas.
60’
2. Menanya:
Kegiatan Deskripsi KegiatanAlokasi Waktu
Mengkondisikan situasi belajar untuk
membiasakan mengajukan pertanyaan secara aktif
dan mandiri tentang teknik pengelasan pelat
dengan pelat berbagai posisi menggunakan las
busur manual.
15’
3. Mengeksplorasi:
Mengkaji dari berbagai sumber untuk menjawab
pertanyaan yang berkaitan tentang teknik
pengelasan pelat dengan pelat berbagai posisi
menggunakan las busur manual.
45’
4. Mengasosiasi:
a. Guru meminta siswa untuk memahami apa yang
telah dibaca dan diamati oleh siswa
b. Siswa memahami apa yang telah dibaca dan
diamati dengan teman tentang materi teori
pengelasan SMAW
c. Menggunakan lembar observasi, guru
melakukan pengamatan terhadap diskusi siswa
dan pengamatan terhadap pelaksanaan pekerjaan
siswa.
30’
5. Mengkomunikasikan:
a. Menyampaikan hasil tentang teknik pengelasan
pelat dengan pelat berbagai posisi menggunakan
las busur manual.
b. Guru memberikan demonstrasi tentang prosedur
pengelasan yang benar.
c. Secara bergantian, siswa mempraktekkan
prosedur pengelasan sesuai dengan penjelasan.
110’
Penutup Kegiatan ini berupa membuat simpulan pelajaran, 15’
Kegiatan Deskripsi KegiatanAlokasi Waktu
refleksi terhadap kegiatan yang sudah dilaksanakan,
serta merencanakan kegiatan tindak lanjut dalam
bentuk tugas kelompok atau individu. Kegiatan
tersebut meliputi:
1. Peserta didik menanyakan hal-hal yang masih ragu
dan melaksanakan evaluasi
2. Guru membantu peserta didik untuk menjelaskan
hal-hal yang diragukan sehingga informasi menjadi
benar dan tidak terjadi kesalahpahaman terhadap
materi.
3. Peserta didik menyimpulkan materi di bawah
bimbingan guru.
4. Guru memberi topik pembelajaran untuk pertemuan
selanjutnya
5. Guru mengakhiri kegiatan belajar dengan
memberikan motivasi untuk belajar bersungguh-
sungguh.
I. Penilaian Proses dan Hasil Belajar1. Jenis/teknik penilaian
Jenis penilaian yang digunakan dalam pembelajaran yaitu tes tulis dan
pengamatan
2. Bentuk penilaian dan instrumen
Bentuk penilaian dan instrumen yang digunakan dalam pembelajaran
yaitu tes tulis/uraian dan lembar pengamatan siswa
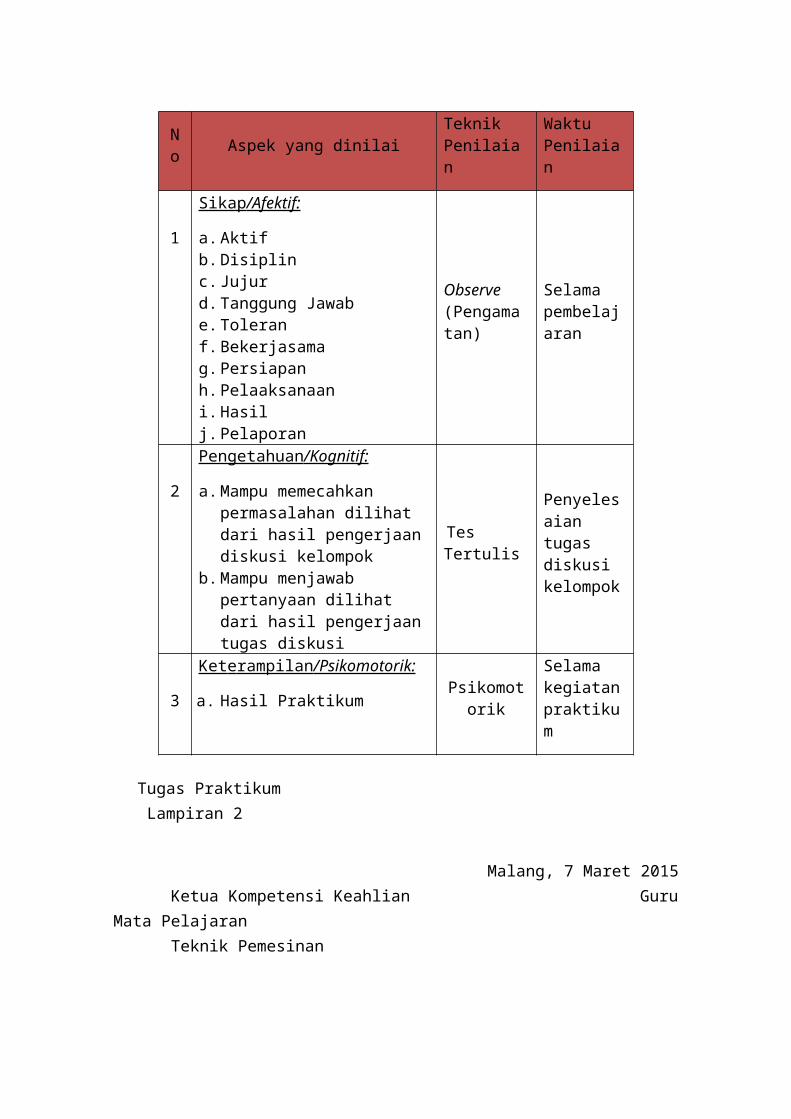
3. Teknik Penilaian
No
Aspek yang dinilaiTeknik Penilaian
Waktu Penilaian
1
Sikap /Afektif:
a. Aktif b. Disiplinc. Jujur
Observe (Pengamatan)
Selama pembelajaran
No
Aspek yang dinilaiTeknik Penilaian
Waktu Penilaian
d. Tanggung Jawabe. Toleranf. Bekerjasamag. Persiapanh. Pelaaksanaani. Hasilj. Pelaporan
2
Pengetahuan /Kognitif:
a. Mampu memecahkan permasalahan dilihat dari hasil pengerjaan diskusi kelompok
b. Mampu menjawab pertanyaan dilihat dari hasil pengerjaan tugas diskusi
Tes Tertulis
Penyelesaian tugas diskusi kelompok
3
Ket e rampilan /Psikomotorik:
a. Hasil Praktikum
Psikomotorik
Selama kegiatan praktikum
Tugas Praktikum Lampiran 2
Malang, 7 Maret 2015 Ketua Kompetensi Keahlian Guru Mata Pelajaran Teknik Pemesinan
(...........................................) (Anthoni Rahman, S.T)
Mengetahui,Kepala SMK PGRI 3 Malang
(Moch. Lukman Hakim, S.T)
LAMPIRAN
Lampiran 1 Lembar pengamatan sikap
LEMBAR PENGAMATAN SIKAP
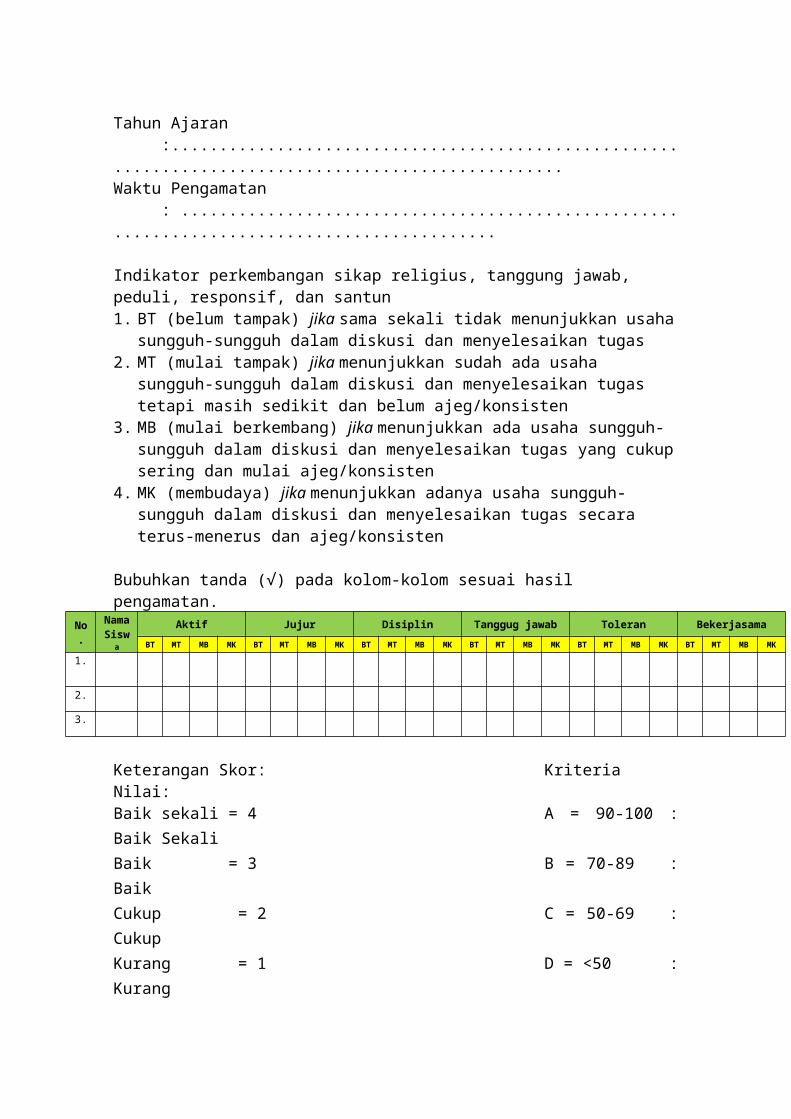
Mata Pelajaran :..................................................................................................Kelas/Semester :....................................................................................................Tahun Ajaran :....................................................................................................Waktu Pengamatan : ............................................................................................
Indikator perkembangan sikap religius, tanggung jawab, peduli, responsif, dan santun1. BT (belum tampak) jika sama sekali tidak menunjukkan usaha sungguh-sungguh
dalam diskusi dan menyelesaikan tugas2. MT (mulai tampak) jika menunjukkan sudah ada usaha sungguh-sungguh dalam
diskusi dan menyelesaikan tugas tetapi masih sedikit dan belum ajeg/konsisten 3. MB (mulai berkembang) jika menunjukkan ada usaha sungguh-sungguh dalam
diskusi dan menyelesaikan tugas yang cukup sering dan mulai ajeg/konsisten4. MK (membudaya) jika menunjukkan adanya usaha sungguh-sungguh dalam diskusi
dan menyelesaikan tugas secara terus-menerus dan ajeg/konsisten
Bubuhkan tanda (√) pada kolom-kolom sesuai hasil pengamatan.
No.Nama Siswa
Aktif Jujur Disiplin Tanggug jawab Toleran Bekerjasama
BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK BT MT MB MK
1.
2.
3.
Keterangan Skor: Kriteria Nilai:Baik sekali = 4 A = 90-100 : Baik SekaliBaik = 3 B = 70-89 : BaikCukup = 2 C = 50-69 : CukupKurang = 1 D = <50 : Kurang
Lampiran 2 Lembar Penilaian Praktikum
I. TUJUAN PENGAJARAN
a. Siswa dapat mensetting las SMAW
b. Siswa dapat membuat sambungan tumpul dengan posisi 1F dengan benar
c. Siswa dapat melakukan pekerjaan dengan mesin las sesuai dengan SOP
d. Siswa dapat menggunakan peralatan bantu sesuai dengan fungsinya
II. PETUNJUK PENGERJAAN
a. Tugas bersifat individu
b. Mensetting mesin las SMAW
c. Menggunakan peralatan bantu sesuai dengan fungsinya
d. Kerjakan benda kerja sesuai dengan waktu yang ditentukan
e. Berilah nama dan kelas pada hasil pekerjaan
III. KESELAMATAN KERJA
a. Gunakanlah alat keselamatan kerja pada saat bekerja
b. Periksa alat dan mesin yang akan gunakan
c. Setting ampere mesin las dengan benar
d. Bersihkan mesin, alat dan lingkungan kerja setelah selesai
bekerja
e. Kembalikan alat pada tempat semula dan periksa jumlahnya
sesuai dengan keadaan semula
f. Jangan meninggalkan mesin dalam keadaan hidup
IV. ALAT DAN BAHANa. Alat
No Nama Alat Jumlah
1. Mesin las GTAW & kelengkapannya 1 buah2. Mesin Pemotong pelat 1 buah3. Meja las 1 buah4. Elektroda 1 buah
5. Penggaris 1 buah
b. Bahan
No Nama Bahan Jumlah
1. Besi pelat ukuran 120 mm x 80 mm 1 buahV. LANGKAH-LANGKAH PENGELASAN
1. Mengeset mesin las
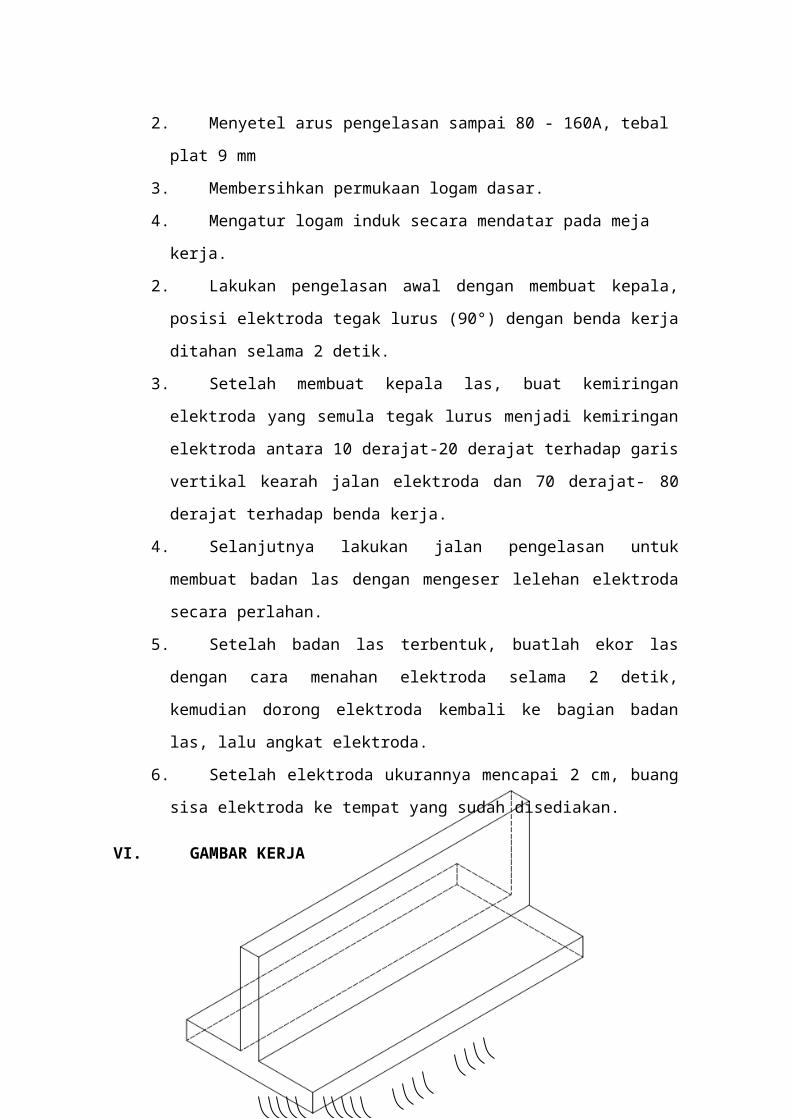
2. Menyetel arus pengelasan sampai 80 - 160A, tebal plat 9 mm
3. Membersihkan permukaan logam dasar.
4. Mengatur logam induk secara mendatar pada meja kerja.
2. Lakukan pengelasan awal dengan membuat kepala, posisi elektroda tegak lurus
(90°) dengan benda kerja ditahan selama 2 detik.
3. Setelah membuat kepala las, buat kemiringan elektroda yang semula tegak
lurus menjadi kemiringan elektroda antara 10 derajat-20 derajat terhadap garis
vertikal kearah jalan elektroda dan 70 derajat- 80 derajat terhadap benda kerja.
4. Selanjutnya lakukan jalan pengelasan untuk membuat badan las dengan
mengeser lelehan elektroda secara perlahan.
5. Setelah badan las terbentuk, buatlah ekor las dengan cara menahan elektroda
selama 2 detik, kemudian dorong elektroda kembali ke bagian badan las, lalu
angkat elektroda.
6. Setelah elektroda ukurannya mencapai 2 cm, buang sisa elektroda ke tempat
yang sudah disediakan.
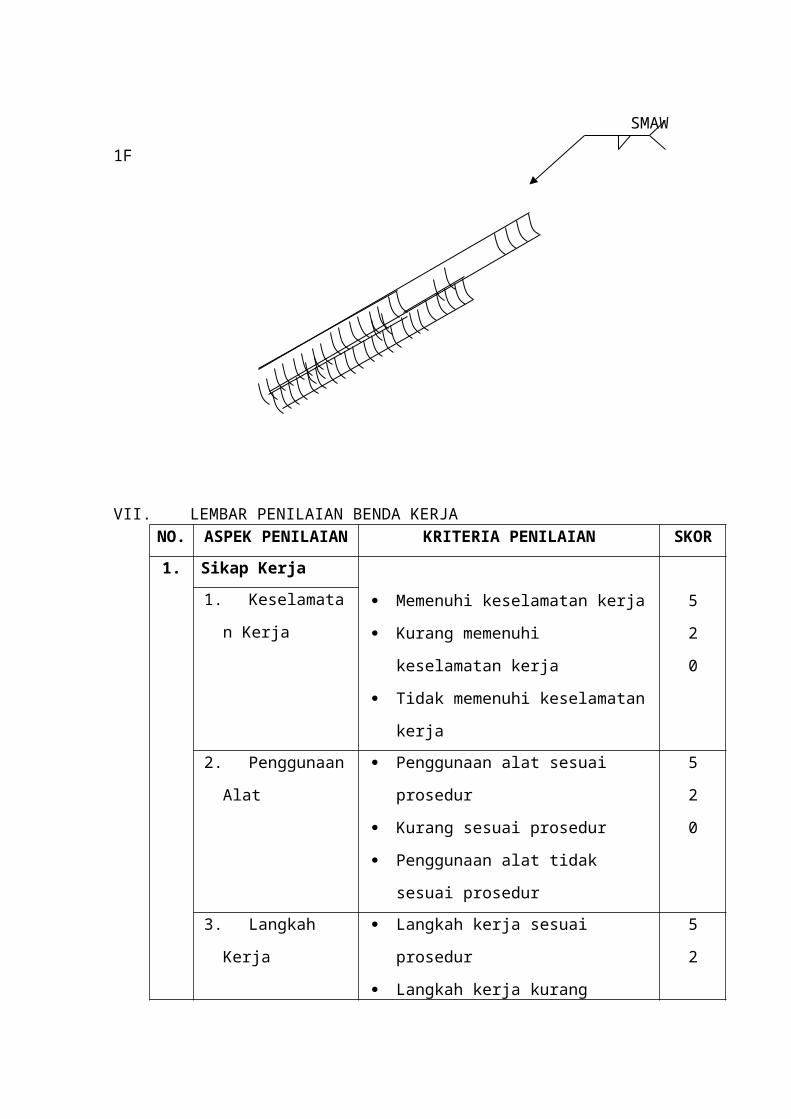
VI. GAMBAR KERJA
SMAW 1F
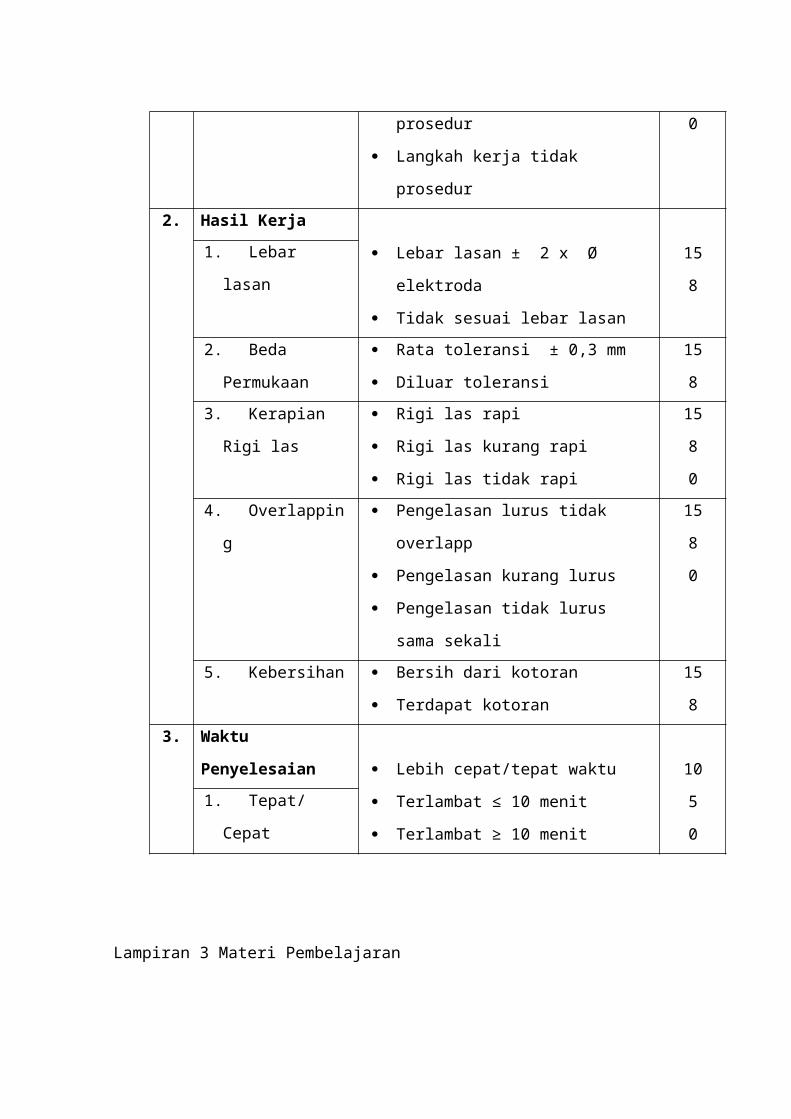
VII. LEMBAR PENILAIAN BENDA KERJANO. ASPEK PENILAIAN KRITERIA PENILAIAN SKOR
1. Sikap Kerja
Memenuhi keselamatan kerja
Kurang memenuhi keselamatan kerja
Tidak memenuhi keselamatan kerja
5
2
0
1. Keselamatan Kerja
2. Penggunaan Alat Penggunaan alat sesuai prosedur
Kurang sesuai prosedur
Penggunaan alat tidak sesuai prosedur
5
2
0
3. Langkah Kerja Langkah kerja sesuai prosedur
Langkah kerja kurang prosedur
Langkah kerja tidak prosedur
5
2
0
2. Hasil Kerja
Lebar lasan ± 2 x Ø elektroda
Tidak sesuai lebar lasan
15
8
1. Lebar lasan
2. Beda Permukaan Rata toleransi ± 0,3 mm
Diluar toleransi
15
8
3. Kerapian Rigi las Rigi las rapi
Rigi las kurang rapi
Rigi las tidak rapi
15
8
0
4. Overlapping Pengelasan lurus tidak overlapp
Pengelasan kurang lurus
Pengelasan tidak lurus sama sekali
15
8
0
5. Kebersihan Bersih dari kotoran
Terdapat kotoran
15
8
3. Waktu Penyelesaian
Lebih cepat/tepat waktu
Terlambat ≤ 10 menit
Terlambat ≥ 10 menit
10
5
0
1. Tepat/Cepat
Lampiran 3 Materi Pembelajaran
A. Teknik menyiapkan material
Teknik menyiapkan material sesuai kriteria yang disyaratkan meterial untuk
pengelasan harus disiapkan dengan sebaik mungkin sebelum dilakukan pengelasan.
Persiapan pengelasan yang baik 80% akan memberikan jaminan keberhasilan
dalam pengelasan. Hal-hal yang dapat terjadi jika penyiapan material tidak baik
yaitu:
Penetrasi tidak baik (terjadi penetrasi yang berlebihan) karena root face terlalu
tipis, root gap terlalu lebar atau (tidak terjadi penetrasi) karena root face terlalu
tebal, dan root gap terlalu sempit.
Penyempitan jalur pengelasan (akibat las cacat yang tidak kuat)
Missaligment (ketidakrataan benda kerja) karena penempatan material sebelum
di las cacat tidak rata/sejajar.
Distorsi (perubahan bentuk) karena pengaruh panas
Porosity (karena benda tidak dibersihkan dari karat atau bahan lain)
B. Teknik Penyalaan Busur Listrik
1. Persiapan
Sebagai langkah awal dalam proses penyalaan busur, lakukan persiapan
dengan melaksanakan langkah-langkah sebagai berikut :
a. Mengeset mesin las
b. Menyetel arus pengelasan sampai 160A, tebal plat 9 mm
c. Membersihkan permukaan logam dasar.
d. Mengatur logam induk secara mendatar pada meja kerja.
2. Posisi tubuh
Posisi tubuh yang benar seperti ditunjukkan pada gambar juga
menunjang kesempurnaan hasil pengelasan. Untuk itu perhatikan hal-hal berikut
dibawah ini :
a. Tegakkan badan bagian atas dan buka posisi kaki anda
b. Pegang holder dan pertahankan siku-siku tangan anda pada posisi horizontal
Gambar 1. Posisi Tubuh saat Penyalaan Busur Las
3. Menyalakan busur
Langkah-langkah penyalaan busur adalah sebagai berikut:
a. Masukkan elektrode kedalam holder pada sudut yang benar.
b. Dekatkan posisi elektrode pada posisi penyalaan busur.
4. Penyalaan Busur a. Ketukkan ujung elektrode pada material dan pertahankan jarak terhadap
material dasar kurang lebih 2 sampai 3 mm.
b. Goreskan elektrode pada logam dasar dan pertahankan jarak antara logam
dasar kurang lebih 2 sampai 3 mm.
C. Bentuk-bentuk Sambungan Las
Secara umum sambungan las ada dua macam, yaitu sambungan sudut (fillet)
dan sambungan tumpul (butt). Adapun macam-macam bentuknya adalah sebagai
berikut:
Sambungan sudut dalam (T-joint atau L-joint)
Sambungan sudut luar (Corner joint)
Sambungan tumpang (lap joint)
Sambungan sumbat (Plug joint)
Sambungan celah (Slot joint)
Sambungan tumpul (Butt joint)
Kampuh las adalah bentuk persiapan pada suatu sambungan. Umumnya
hanya ada pada sambungan tumpul, namun ada juga pada beberapa bentuk
sambungan sudut tertentu, yaitu untuk memenuhi persyaratan kekuatan suatu
sambungan sudut. Bentuk kampuh las yang banyak dipergunakan pada pekerjaan
las dan fabrikasi logam adalah :
Kampuh I (Open square butt)
Kampuh V (Single Vee butt)
Kampuh X (Duoble Vee butt)
Kampuh U (Single U butt)
Kampuh K/Sambungan T dengan penguatan pada kedua sisi (Reinforcement on
T-butt weld)
Kampuh J/ Sambungan T dengan penguatan satu sisi (Single J-butt weld)
Berikut ini adalah gambar bentuk-bentuk sambungan dan kampuh las.
Gambar 2. Sambungan T (T-Joint) dan Sambungan Sudut (Corner Joint)
Gambar 3. Sambungan Tumpang (Lap Joint)
Gambar 4. Sambungan Slot (Slot Joint) Sambungan Tumpul (Butt Joint) T- Butt Joint
Gambar 5. Posisi pengelasan pada pelat
Gambar 6. Posisi pengelasan pada pipa
D. Teknik Pengelasan Fillet 2F Sanbungan “T” 2 lapis 3 jalur
Langkah-langkah yang dilakukan dalam teknik pengelasan fillet 2F
sanbungan “T” 2 lapis 3 jalur adalah sebagai berikut:
1. Menyiapkan benda kerja.
2. Mengatur arus las sesuai dengan diameter elektroda.
3. Mengelas ikat benda kerja.
4. Mengelas sambungan/kampuh T dengan satu jalur dua lapisan dalam posisi
horisontal
5. Membersihkan hasil lasan.
Bahan :
2 (dua) buah Pelat St. 37 150 x 80 x 10 mm.
Elektroda E 6013.
Alat Bantu / Persiapan :
- Perlengkapan las busur listrik manual lengkap.
- Perlengkapan alat bantu pengelasan.
- Perlengkapan alat keselamatan kerja.
Langkah Kerja :
1. Mempersiapkan benda kerja.
2. Mengikat benda kerja dengan las ikat.
3. Mengelas lapisan akar tanpa gerak ayunan.
4. Mengelas lapisan penutup dengan dua garis alur las.
5. Membersihkan sambungan / kampuh T.
Cara Kerja:
Kampuh /sambungan - T dilas
dengan dua lapisan, dimana
lapisan akarnya dilas dengan satu
tarikan las (satu jalur) dan lapisan
penutupnya tersusun dari dua
tarikan jalur las.
Kedua pelat diikat pada kedua sisi
ujung pertemuan.
Susunan Kampuh
Pengelasan benda kerja.
Lapisan akar di las dengan satu tarikan
jalur las. Harap diperhatikan tebal kampuh yang
merata dengan ukuran 4 mm. Lapisan
penutupnya di las dengan dua tarikan
jalur las. Sudut arah melintang harus
benar-benar dapat mencairka lasan.
Untuk sudut arah memanjang dari
elektroda sekitar 75 derajat. Pengelasan lapisan penutup garis alur las pertama
Untuk dapat menghasilkan susunan
kampuh las yang sempurna, maka dalam
proses pengelasan untuk tarikan alur las
yang kedua dari lapisan penutup, maka
lapisan akar dan tarikan alur las pertama
dari lapisan penutupnya harus benar-benar
mencair kembali. Untuk elektroda harus dipegang
lebih datar dengan sudut arah melintang yaitu
sekitar 45 derajat. Kecepatan pengelasan yang tetap
selama penarikan alur las akan
menghasilkan kampuh dengan
gelombang yang merata dan sama.