
PPT TEKNOLOGI LAS FCAW.ppt
27
Nama Kelompok : 1. bayu putra p (6212030006) 2. arif fajr (6212030010 3. Iwan hadi suratno (6212030024) 3. agung subekti (6212030025) 4.bagus ibnu fakih (621203003)
-
Upload
bayu-cmag-miliek-yanna -
Category
Documents
-
view
988 -
download
23
description
fcaw
Transcript of PPT TEKNOLOGI LAS FCAW.ppt

Nama Kelompok :1. bayu putra p (6212030006)2. arif fajr (62120300103. Iwan hadi suratno (6212030024)3. agung subekti (6212030025)4.bagus ibnu fakih (621203003)
PENGERTIAN FCAW• FCAW adalah proses pengelasan yang menggunakan busur elektroda
yang dapat diisi terus-menerus. Proses ini menggunakan perlindungan dari isi didalam pipa(core) yang ada didalam elektroda, dengan atau tanpa perlindungan dari gas luar atau tekanan lainnya.
• FCAW adalah salah satu jenis las listrik yang memasok filler elektroda secara mekanis terus ke dalam busur listrik yang terbentuk di antara ujung filler elektroda dan metal induk dan inilah yang membedakan FCAW dengan proses las yang lainnya.
• Elektroda pada FCAW terbuat dari metal tipis yang digulung cylindrical , diisi dengan flux sesuai kegunaannya. Pelindung proses pengelasan ini yaitu dari gas yang dihasilkan pada proses pengelasan, terak / slag yang dihasilkan cukup banyak karena berada pada inti elektroda, tambahan gas pelindung dari luar jika diinginkan.
SIFAT FCAW• FCAW memiliki 2 sifat perlindungan, yaitu:
1.Self shielding FCAW (Pelindungan sendiri) , yaitu melindungi las yang mencair dengan gas dari hasil penguapan dan reaksi inti fluks.
2.Gas shielding FCAW (perlindungan gas) = dual gas, yaitu melindungi las yang mencair selain dengan gas sendiri juga ditambah gas pelindung dari luar sistem.

MANFAAT UTAMA FCAW PADA PROSES PENGELASAN
1.Produktifitas kawat las (elektroda) yang terus menerus.
2.Sifat metalurgy las yang dapat dikontrol dari pemilihan fluks.
3.Pembentukan manik las yang cair dapat ditopang oleh slag yang tebal dan kuat.

FCAW adalah gabungan dari proses pengelasan SMAW, GMAW dan SAW.Fitur utama FCAW adalah pada sifat perlindungannya yaitu dengan gas shielding dan self-shielding. Kedua sifat tersebut menekankan pada pencairan elektroda dan fluks dengan pembentukan terak yang melapisi logam.
Dalam metode perlindungan gas (Gas Shielding) pada Gambar 5.1 , biasanya perlindungan logam cair dari Oksigen dan Nitrogen pada logam las didapat dari gas (campuran Argon dan CO2) dengan membentuk lapisan disekitar busur dan atas daerah las.

Gambar 5.1 Gas-Shielding Flux Core Arc Welding
Dalam metode perlindungan sendiri (Self Shielding) pada Gambar 5.2 perlindungan diperoleh dari fluks yang menguap menggantikan udara dengan adanya terak yang menutupi bidang las yang masih cair (panas). Metode ini sering digunakan didalam pekerjaan lapangan. Salah satu ciri dari metode ini adalah elektrodanya yang panjang yaitu sekitar 19-95 mm.
Panjang elektroda dapat meningkatkan resistensi pemanasan dari elektroda, yang mana dapat menurunkan tegangan dan arus pada busur. Hasil dari pengelasan ini adalah sempit dan dangkal. Sehingga proses ini sesuai untuk material ukuran kecil. Jika tegangan dan arus dapat diatur baik itu dapat menurunkan laju deposisi. Elektroda yang cocok dengan metode ini adalah dengan diameter kecil (0,8 – 1,2 mm) yaitu untuk pengelasan dengan penetrasi yang tidak dalam. Sementara itu metode gas-shielding cenderung untuk pengelasan dengan penetrasi yang dalam.
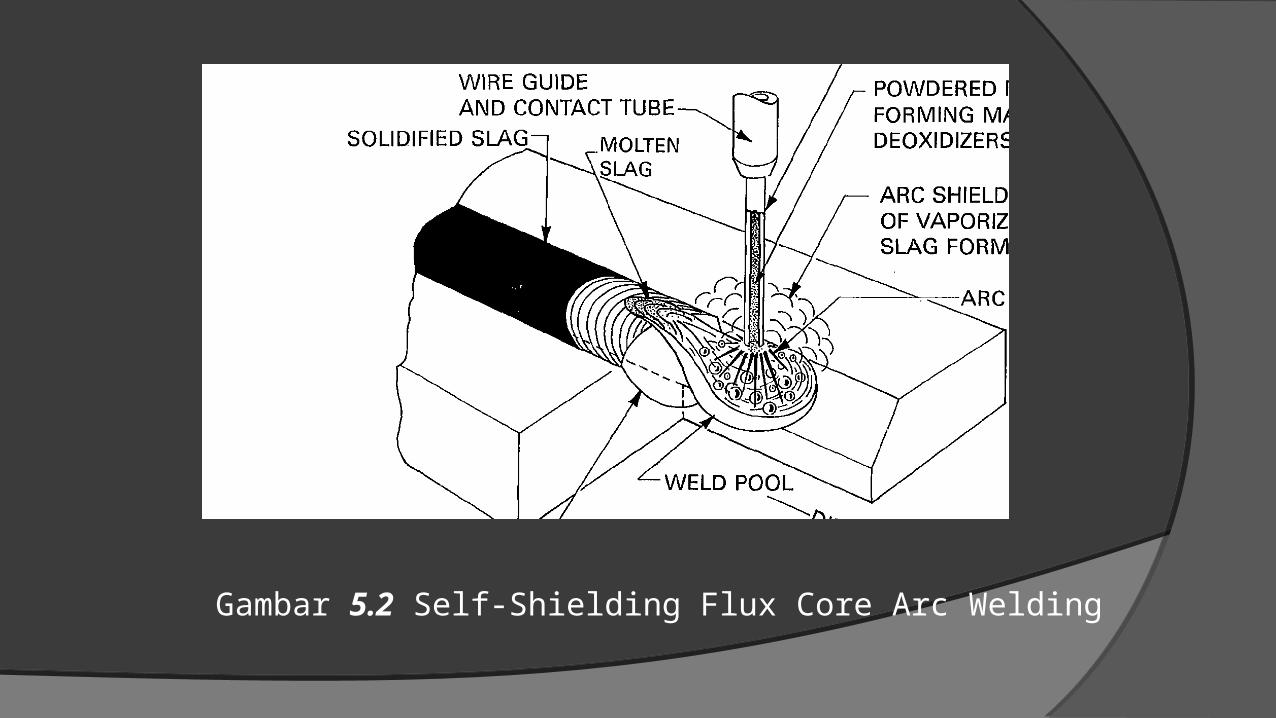
Gambar 5.2 Self-Shielding Flux Core Arc Welding
PENGGUNAAN FCAW
Bagaimanapun juga spesifikasi setiap karakter memiliki suatu kegunaan dalam kondisi yang berbeda-beda. Proses FCAW digunakan untuk pengelasan:1.Baja karbon / carbon steel.2.Baja karbon Alloy rendah / Low alloy carbon steel.3.Baja tahan karat / Stainless steel.4.Besi tuang / Cast Iron.5.Las titik baja tipis / Sheet steel spot welding.6.Pengerasan & pelapisan permukaan / Steel hard facing and cladding.
CARA PENGOPRASIAN
Semi-Otomatis.
Yang direkomendasikan sumber daya jenis DC, mirip dengan sumber yang digunakan untuk gas metal arc welding. Kekuatan tegangan harus mampu beroperasi pada arus maksimum yang dibutuhkan untuk aplikasi tertentu. Kebanyakan semi-otomatis menggunakan arus kurang dari 500 A.

Kontrol tegangan harus mampu disesuaikan dengan penambahan dan pengurangan tegangan. Tujuan dari kontrol kawat pakan adalah untuk memasokelektroda terus menerus. Tingkat di mana elektroda dimasukkan ke busur menentukan arus pengalasan dan tegangan yang masuk. Jika laju pengumpanan elektroda berubah, mesin las otomatis menyesuaikan tegangan busur. Laju umpan Elektroda mungkindikendalikan dengan cara mekanik atau elektronik. Proses ini membutuhkan penggunaan gulungan drive. Berbagai permukaan gulungan pakan beralur digunakan untuk memajukan elektroda. Beberapa pengumpan kawat memiliki satu pasang drivegulungan, sementara yang lain memiliki dua pasang dengan setidaknya satu gulunganmasing-masing pasangan didorong. Ketika semua gulungan didorong, kawatdapat maju dengan lebih sedikit tekanan pada gulungan. Itu dirancang untuk penanganan kenyamanan, kemudahan manipulasi, dan daya tahan.
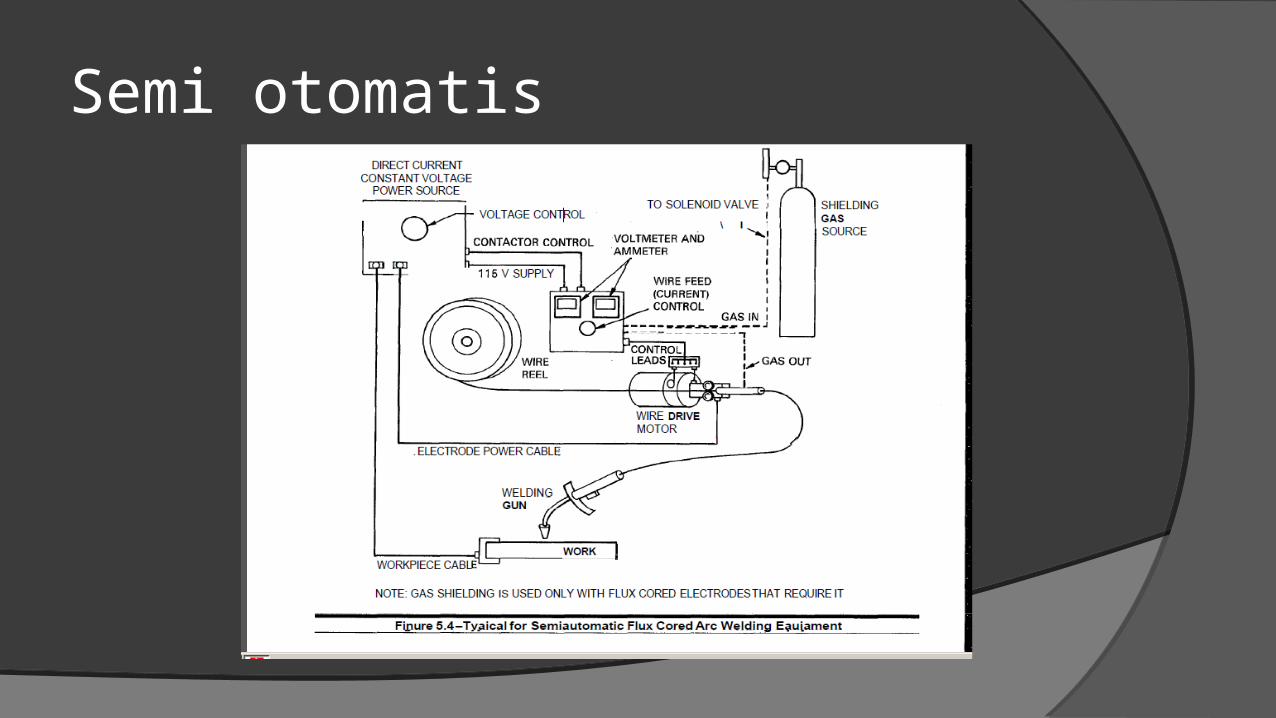
Semi otomatis
Otomatis
Pada sistem otomatis, arus yang digunakan adalah DC tetepi yang dirancang untuk disesuaikan pada pekerjaan yang akan dikerjakan.
Karena elektroda yang besar, memerlukan elektroda yang tinggi dan waktu pengelasan cukup lama, maka diperlukan motor drive yang tidak didapati pada sistem semi-otomatis.
a.Umumnya penggunaan side shielding ialah untuk pengelasan yang sempit, penetrasi kampuh yang dalam dan mengurangi spatter dan nozzle dapat dengan pendinginan gas atau air.
b.Pendinginan air apabila menggunakan arus di atas 600 A. c.Penggunaan nozle secara tandem, untuk deposition rate yang tinggi dengan pelindung gas dapat dilakukan.
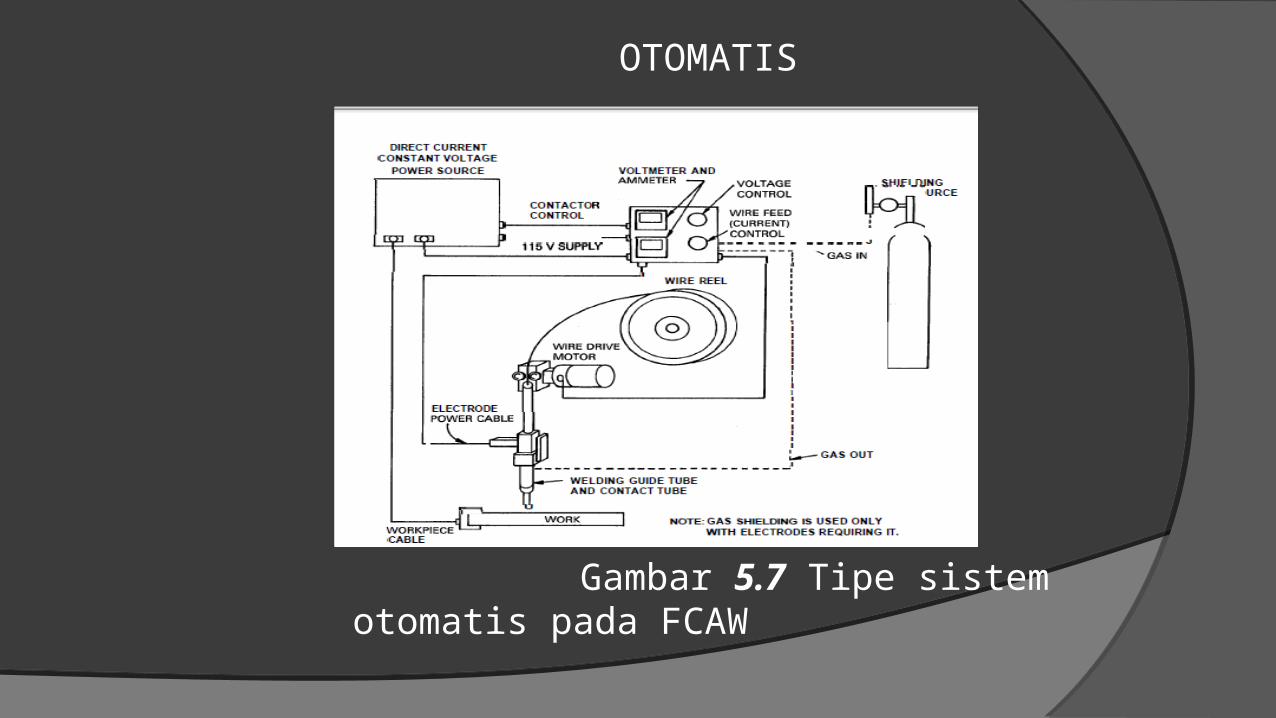
OTOMATIS
Gambar 5.7 Tipe sistem otomatis pada FCAW

FUME EXTRACTORS (Pengurai Asap)Sebagai persyaratan keselamatan dan kesehatan untuk mengendalikan polusi udara, beberapa produsen telah memperkenalkan senjata las dilengkapi dengan extractors asap terpisahkan. Ekstraktor uap biasanya terdiri dari exhaust nozzle yang mengelilingi nozzle gun. Hal ini dapat disesuaikan dengan gas-shielding dan self-shielding. Nozzle ini menyalurkan ke tabung penyaring dan pompa knalpot. Keuntungan utama dari sistem ini adalah ekstraksi uap dekat sumber uap dimana welding gun digunakan. Salah satu kelemahan dari sistem ekstraktor asap adalah membuat pengelasan dengan operasi semi-otomatis lebih rumit untuk tukang las. Jika tidak terpasang dengan benar dan dipelihara, pengekstrak asap dapat menyebabkan masalah dan mengganggu pada pengelasan gas shielding. Dalam daerah bebas, penggunaan fume extractors mungkin tidak diperlukan.

GAS SHIELDING APPARATUS
Seperti elektroda GMAW, elektroda gas terlindung FCAW membutuhkan perlindungan gas di samping fluks internal. Ini melibatkan sumber gas, regulator tekanan, metering aliran perangkat, dan perlu selang dan konektor. Pelindung gas-gas yang dikeluarkan dari silinder, silinder kelompok, atau dari tangki yang disalurkan ke pusat pengelasan, regulator dan flowmeters yang digunakan untuk mengontrol tekanan dan laju aliran. Regulator dapat membekukan selama penarikan cepat C02. Kelas kemurnian gas pengelasan diperlukan karena jumlah uap air kecil dapat mengakibatkan porositas atau hydrogen penyerapan dalam logam las. Embun titik perisai gas harus di bawah -40 ° F (-40 ° C).
MATERIAL
PERLINDUNGAN GASKarbondioksida
CO2 adalah gas yang paling banyak digunakan dalam perlindungan FCAW. Kentungannya adalah :
1.Harga murah.
2.Meningkatkan daya penetrasi, walaupun dapat meningkatkan transfer globular mode mechanism.

CAMPURAN GAS
Pencampuran gas dalam flux cored arc welding dapat disebabkan oleh dua atau lebih gas. Persentase tertinggi akibat campuran dengan C02 atau oksigen. Argon mampu melindungi lapisan las pada semua suhu pengelasan karena keberadaannya yang cukup dalam campuran shielding gas.
Campuran yang umum digunakan dalam gas FCAW terlindung adalah 75 persen Argon dan 25 persen Karbondioksida logam las dengan campuran ini umumnya memiliki kekuatan tarik dan kekuatan yield lebih tinggi di banding yang lain. Penggunaan shielding gas campuran dengan persentase tinggi untuk elektroda yang dirancang melindungi C02 menyebabkan penumpukan berlebihan mangan, silikon, dan elemen deoxidizing lain dalam logam las.

LOGAM DASAR LAS
Baja yang paling cocok dengan SMAW,GMAW dan SAW juga cocok dilas dengan proses FCAW.
Contoh dari baja yang cocok:
•Baja ringan, structural, dan kualitas bejana tekan. (ASTM A36, AS15, dan A516).•Kekuatan tinggi, nilai paduan structural yang rendah. (ASTM A440, A441, AS72, dan A588).•Hight strength baja paduan (ASTM A514, A517, and AS33)•Dll.

ELEKTRODA
Elektroda pada FCAW adalah yang didalamnya ada lubangnya. Biasanya elektroda ini terdiri dari paduan baja kabon rendah yang mengelilingi inti bahan Pemilihan bahan yang tepat bertujuan untuk:
•Menghasilkan karakteristik hasil lasan mulai dari yang berdeposisi tinggi dalam posisi datar sampai overhead.•Menghasilkan elektroda yang dapat membangun perlingungan sendiri (self shielding) atau dari gas (gas shielding)•Banyak macam paduan dari logam las yang terbuat dari baja ringan untuk elektroda tertentu.

Fungsi utama dari bahan fluks:
•Memberikan sifat yang tahan mekanik, metalurgi, dan korosi dari logam las dengan menyesuaikan komposisi kimia.•Member logam las perlindungan dari oksigen dan nitrogen di udara.•Membersihkan terak dilogam cair dengan menggunakan reaksi perubahan secara terus-menerus.•Menghasilkan terak untuk perlindungan dari udara.•Menstabilkan bususr dengan jalur arus listrik yang rendah.
Proses kontrol FCAW mencakup :
Weding current Arc voltage Electrode extention Travel speed Shielding gas flow Deposition rate Electrode angle
Mutu lasan FCAW bergantung :
Jenis elektrode yang digunakan Metode yang digunakan Kondisi bahan bakar Desain sambungan las. Kondisi pengelsan
Keuntungan FCAW :
1. Laju deposisi pengelasan tinggi.
2. Level kontaminasi lebih tinggi dibanding GMAW
3. Biaya FCAW secara keseluruhan lebih murah
4. Produktivitas yang lebih tinggi dibandingkan dengan proses SMAW
Kekurangan FCAW
1. Slag harus bersihkan setelah pengelasan
2. Proses menghasilkan asap yang sangat banyak
3. Terbatasnya jarak pengoprasian dari tempat elektroda
4. Alat FCAW yang mahal

Sekian Dan Terima Kasih








![PPT Teknologi Bahan Konstruksi [TM1]](https://static.fdokumen.com/doc/165x107/563db942550346aa9a9b99ac/ppt-teknologi-bahan-konstruksi-tm1.jpg)





![[PPT]Teknologi Reproduksi - Ekadasa Drestanta Wibisana ... · Web viewTeknologi Reproduksi Pengertian Teknologi Reproduksi Teknologi reproduksi adalah ilmu reproduksi atau ilmu tentang](https://static.fdokumen.com/doc/165x107/5af3b53d7f8b9a4d4d8c8743/pptteknologi-reproduksi-ekadasa-drestanta-wibisana-viewteknologi-reproduksi.jpg)


