PERANCANGAN LOCATION PICK-UP UNIT PADA MESIN …
97
PERANCANGAN LOCATION PICK-UP UNIT PADA MESIN MULTIMOUNT-1005 UNTUK MINIMASI CACAT PROSES CHIPMOUNT (STUDI KASUS DI PT. X) Oleh Eko Rusdianto NIM: 004200900145 Diajukan Untuk Memenuhi Persyaratan Akademik Mencapai Gelar Strata Satu Pada Fakultas Teknik Program Studi Teknik Industri 2013
Transcript of PERANCANGAN LOCATION PICK-UP UNIT PADA MESIN …
PERANCANGAN LOCATION PICK-UP UNIT
PADA MESIN MULTIMOUNT-1005
UNTUK MINIMASI CACAT PROSES CHIPMOUNT
(STUDI KASUS DI PT. X)
Oleh
Eko Rusdianto
NIM: 004200900145
Diajukan Untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Strata Satu
Pada Fakultas Teknik
Program Studi Teknik Industri
2013

ii
LEMBAR REKOMENDASI PEMBIMBING
Skripsi berjudul “Perancangan location pick-up unit pada mesin
multimount-1005 untuk minimasi cacat proses chipmount (Studi
kasus di PT. X)” yang disusun dan diajukan oleh Eko Rusdianto
sebagai salah satu persyaratan untuk mendapatkan gelar Strata Satu
(S1) pada Fakultas Teknik telah ditinjau dan dianggap memenuhi
persyaratan sebuah skripsi. Oleh karena itu, saya merekomendasikan
skripsi ini untuk maju sidang.
Cikarang, Indonesia, 02 Desember 2013
Herwan Yusmira, B.Sc. MET, MTech.

iii
LEMBAR PERNYATAAN ORISINALITAS
Saya menyatakan bahwa skripsi berjudul “Perancangan location
pick-up unit pada mesin multimount-1005 untuk minimasi cacat
proses Chipmount (Studi kasus di PT. X)” adalah hasil dari
pengetahuan terbaik saya dan belum pernah diajukan ke Universitas
lain maupun diterbitkan baik sebagian maupun secara keseluruhan.
Cikarang, Indonesia, 02 Desember 2013
Eko Rusdianto
iv
PERANCANGAN LOCATION PICK-UP UNIT
PADA MESIN MULTIMOUNT-1005
UNTUK MINIMASI CACAT PROSES CHIPMOUNT
(STUDI KASUS DI PT. X)
Oleh
Eko Rusdianto
004200900145
Disetujui Oleh,
Herwan Yusmira, B.Sc. MET, MTech
Pembimbing Skripsi
Herwan Yusmira, B.Sc. MET, MTech
Ketua Program Studi Teknik Industri

v
ABSTRAK
PT. X adalah perusahaan yang bergerak dalam bidang manufaktur tuner televisi.
Tingkat persaingan yang semakin tinggi pada perusahaan elektronik mendorong
PT. X untuk melakukan perbaikan berkelanjutan khususnya terhadap
produktivitas dan kualitas produk dengan mengembangkan mesin multimount-
1005. Mesin multimount-1005 adalah mesin yang digunakan untuk memasang
chip-1005 dalam jumlah maksimum 200 chip untuk sekali proses pemasangan
dalam waktu sembilan detik. Banyak permasalahan kualitas yang terjadi karena
mesin ini. Permasalahan terbesar adalah cacat stand chip sebesar 5,899 ppm atau
58% dari total cacat. Cacat stand chip ini disebabkan oleh ketidaksamaan gap
antara pick-up unit dengan template. Dibutuhkan waktu rata-rata 45 menit untuk
setting gap pick-up unit dengan template. Perbaikan dilakukan dengan
perancangan location pick-up unit dengan menggunakan spring dan clamping.
Dengan perancangan location pick-up unit yang baru ini dapat memperkecil gap
antara pick-up unit dengan template menjadi sama pada keempat sisi, sehingga
chip didalam template dapat terambil semua dengan posisi center. Waktu yang
dibutuhkan untuk setting posisi pick-up unit yang baru adalah 15 menit dan dapat
memperbaiki masalah kualitas produk yaitu menurunkan cacat stand chip menjadi
3,950 ppm atau turun sebesar 33%.
Kata kunci: multimount-1005, stand chip, perancangan, pick-up unit, template,
Chipmount, diagram pareto, location, spring, clamping.
vi
KATA PENGANTAR
Dengan memanjatkan puji syukur kehadirat Allah SWT yang senantiasa
melimpahkan rahmat, hidayah dan nikmat-Nya, sehingga penulis dapat
menyelesaikan laporan skripsi ini. Penulis juga ingin mengucapkan terima kasih
yang sebesar-besarnya kepada:
1. Ibu dan Bapak yang telah memberikan dukungan dan selalu berdoa untuk
kesuksesan penulis dalam pembuatan skripsi ini.
2. Istri dan anak-anakku yang telah memberikan motivasi dan semangat dalam
pembuatan skripsi ini.
3. Mr. Herwan Yusmira, BSc. MET, MTech, selaku pembimbing skripsi di
President University atas bimbingan dan pengarahannya selama ini.
4. Mr. Johan Oscar, selaku dosen penguji yang telah memberikan bimbingan
dan saran untuk perbaikan skripsi ini.
5. Bapak Yulianto, selaku Chipmount Production Team Leader PT. X yang
telah memberikan waktu dan motivasi untuk menyelesaikan skripsi ini.
6. Seluruh Staff dan Karyawan PT. X yang telah banyak membantu penulis
dalam penyusunan skripsi ini.
7. Semua dosen President University yang tidak dapat disebutkan satu persatu,
atas ilmu dan bimbingannya.
Penulis menyadari bahwa dalam penyusunan skripsi ini masih terdapat banyak
kekurangan. Penulis sangat terbuka terhadap saran dan kritik yang membangun
yang dapat membantu dalam penyempurnaan skripsi ini.
Demikian laporan skripsi ini penulis susun, semoga bermanfaat. Atas
perhatiannya penulis ucapkan terima kasih.
Cikarang, 02 Desember 2013
Eko Rusdianto

vii
DAFTAR ISI
LEMBAR REKOMENDASI DOSEN PEMBIMBING ........................................ ii
LEMBAR PERNYATAAN ORISINALITAS ..................................................... iii
LEMBAR PENGESAHAN ................................................................................. iv
ABSTRAK .......................................................................................................... v
KATA PENGANTAR ........................................................................................ vi
DAFTAR ISI ..................................................................................................... vii
DAFTAR TABEL .............................................................................................. ix
DAFTAR GAMBAR ........................................................................................... x
DAFTAR ISTILAH ........................................................................................... xii
BAB I PENDAHULUAN .................................................................................... 1
1.1. Latar Belakang ......................................................................................... 1
1.2. Perumusan Masalah................................................................................... 2
1.3. Tujuan Penelitian....................................................................................... 2
1.4. Batasan Penelitian. .................................................................................... 2
1.5. Sistematika Pembahasan. .......................................................................... 2
BAB II TINJAUAN PUSTAKA .......................................................................... 4
2.1. Perancangan dan Pengembangan Produk ................................................... 4
2.1.1 Pemasaran .......................................................................................... 4
2.1.2 Perancangan ....................................................................................... 4
2.1.3 Manufaktur ........................................................................................ 4
2.2. Karakteristik Keberhasilan Dalam Pengembangan Produk......................... 5
2.2.1 Kualitas Produk ................................................................................. 5
2.2.2 Biaya Produk ..................................................................................... 5
2.2.3 Waktu Pengembangan Produk ........................................................... 5
2.2.4 Biaya Pengembangan ........................................................................ 5
2.2.5 Kapasitas Pengembangan ................................................................... 6
2.3.Karakter Pengembangan Produk................................................................. 6
2.3.1 Kapasitas Pengembangan ................................................................... 6
2.3.2 Tipe Technology Push.............. ........................................................... 6

viii
2.3.3 Tipe Platform Products .................................................................... 6
2.3.4 Tipe Process Intensive Products ........................................................ 7
2.3.5 Tipe Customized Products ................................................................ 7
2.3.6 Tipe High-Risk Products .................................................................. 7
2.3.7 Tipe Quick-Build Products ............................................................. 7
2.3.8 Tipe Complex System ....................................................................... 8
2.4.Proses Pengembangan Produk Secara Umum ............................................. 8
2.4.1 Planning (Perencanaan) ...................................................................... 8
2.4.2 Concept Development (Pengembangan Konsep) ................................ 8
2.4.3 System Level Design (Perancangan Tingkatan Sistem) ....................... 9
2.4.4 Detail Design (Perancangan Detail) ................................................... 9
2.4.5 Testing and Refinement (Pengujian dan Perbaikan) ........................... 9
2.4.6 Production Ramp-up (Produksi Awal) .............................................. 10
2.5.Concept Development The Front-End Process ......................................... 10
2.5.1 Identifikasi Kebutuhan Pelanggan .................................................... 11
2.5.2 Penetapan Spesifikasi Target ........................................................... 11
2.5.3 Penyusunan Konsep ......................................................................... 11
2.5.4 Pemilihan Konsep ............................................................................ 12
2.5.5 Pengujian Konsep ........................................................................... 12
2.5.6 Penentuan Spesifikasi Akhir ............................................................ 12
2.5.7 Perencanaan Proyek ......................................................................... 12
2.5.8 Analisis Ekonomi ............................................................................ 13
2.5.9 Analisa Produk-Produk Pesaing ....................................................... 13
2.5.10 Pemodelan dan Pembuatan Prototipe ............................................. 13
2.5.11 Analisa Produk-Produk Pesaing ..................................................... 13
2.6.Hal Umum Tentang Pegas ........................................................................ 13
2.6.1 Perencanaan Pegas Ulir Tekan ......................................................... 14
2.7.Baut dan Mur ........................................................................................... 22
2.8.Hal Umum Tentang Ulir ........................................................................... 23
2.9. Manufacturing Materials ......................................................................... 24
2.10. Pencegahan Korosi ................................................................................ 26
2.11. Kualitas ................................................................................................. 27
ix
2.12. Quality Seven Tools ............................................................................... 27
2.12.1 Pareto Chart .................................................................................. 27
2.12.2 Cause and Effect Diagrams ........................................................... 28
2.12.3 Check Sheets .................................................................................. 29
2.12.4 Histogram...................................................................................... 30
2.12.5 Scatter Diagram (Diagram Sebar)…… .......................................... 30
2.12.6 Run Chart and Control Chart ........................................................ 31
2.12.7 Stratification .................................................................................. 33
2.13. Uji Hipotesis Untuk Rata-rata ................................................................ 34
2.14. Membuat P Chart dan NP Chart dengan Software Minitab .................... 37
BAB III METODOLOGI PENELITIAN ........................................................... 39
3.1. Observasi Awal ....................................................................................... 40
3.2. Identifikasi Masalah ................................................................................ 40
3.3. Studi Pustaka........................................................................................... 40
3.4. Pengumpulaan dan Pengolahan Data ....................................................... 41
3.5. Data Analisis ........................................................................................... 42
3.6. Simpulan dan Saran ................................................................................. 43
BAB IV DATA DAN ANALISIS ...................................................................... 44
4.1.Pengumpulan dan Pengolahan Data .......................................................... 44
4.1.1 Produk yang diproduksi ................................................................... 44
4.1.2 Definisi cacat stand chip ................................................................. 44
4.1.3 Proses produksi bagian chipmount ................................................... 45
4.1.4 Kondisi mesin sebelum perbaikan .................................................... 47
4.1.5 Pengumpulan data output dan cacat produk ..................................... 52
4.1.6 Data lama setting posisi pick-up unit ................................................ 54
4.2. Concept Development (Pengembangan Konsep) .................................... 57
4.2.1 Identifikasi Kebutuhan Pelanggan ................................................... 57
4.2.2 Penetapan Spesifikasi Target ........................................................... 58
4.2.3 Penyusunan Konsep ......................................................................... 61
4.3. System Level Design (Perancangan Tingkatan Sistem) ........................... 62
4.4. Detail Design .......................................................................................... 63
4.4.1 Merencanakan Pegas ....................................................................... 64
x
4.4.2 Pemilihan bahan base location, clamping dan pin location ............. 70
4.4.3 Pemilihan bahan untuk pin location bumper .................................... 70
4.5. Analisis ................................................................................................... 71
4.5.1 Testing and Refinement (Pengujian dan Perbaikan) .......................... 71
4.5.2 Membandingkan proporsi cacat produk sebelum dan sesudah ........... 77
BAB V SIMPULAN DAN SARAN ................................................................... 80
5.1.Simpulan .................................................................................................. 80
5.2.Saran ........................................................................................................ 80
5.3.Studi Lanjut ............................................................................................. 80
DAFTAR PUSTAKA ........................................................................................ 81
LAMPIRAN ...................................................................................................... 82
Lampiran 1. Tabel diameter kawat untuk pegas ............................................. 83
Lampiran 2. Tabel bahan-bahan pegas ........................................................... 85
Lampiran 3. Pegas standar MISUMI .............................................................. 87
Lampiran 4. Urethane bumper standar MISUMI ............................................ 89
Lampiran 5. Surat standar pekerjaan setting posisi pick-up multimount ......... 91
Lampiran 6. Skema CM assembly digital tuner .............................................. 93
Lampiran 7. Skema Multimount A ................................................................. 95
Lampiran 8. Skema Multimount B ................................................................. 97
Lampiran 9. Skema One by One ..................................................................... 99
Lampiran 10. Gambar assembly location pick-up unit sebelum perbaikan..... 101
Lampiran 11. Gambar assembly location pick-up unit sesudah perbaikan...... 103
xi
DAFTAR TABEL
Tabel 4.1 Data gap pick-up unit dengan template ............................................... 50
Tabel 4.2 Data jumlah cacat proses line 11 chipmount bulan Oktober 2012........ 52
Tabel 4.3 Penyebab cacat stand chip pada CM assembly digital tuner .............. 54
Tabel 4.4 Data no-operation time mesin multimount-1005 ................................. 55
Tabel 4.5 Data loss time setting posisi pick-up mesin multimount-1005 ............. 56
Tabel 4.6 Identifikasi kebutuhan pelanggan ....................................................... 58
Tabel 4.7 Identifikasi teknis location pick-up unit ............................................. 59
Tabel 4.8 Needs-metrics matrix ......................................................................... 60
Tabel 4.9 Target spesification ........................................................................... 61
Tabel 4.10 Bill of Material .................................................................................. 64
Tabel 4.11 Data hipotesis test 2-Proportion ........................................................... 72
Tabel 4.12 Data gap pick-up unit dengan template setelah perbaikan ................. 75

xii
DAFTAR GAMBAR
Gambar 2.1 The six phases of the generic development process ........................... 8
Gambar 2.2 Tahap pengembangan proses (front-end activities) .......................... 10
Gambar 2.3 Contoh jenis-jenis pegas ................................................................. 14
Gambar 2.4 Tampilan pegas ulir tekan dengan perlakuan pada ujungnya .......... 14
Gambar 2.5 Notasi untuk diameter pegas ........................................................... 15
Gambar 2.6 Notasi untuk panjang dan gaya pada pegas ..................................... 16
Gambar 2.7 Perancangan tegangan geser untuk kawat baja
(kawat musik) ASTM A228 ........................................................... 19
Gambar 2.8 Hubungan faktor Wahl dan indek pegas untuk kawat bundar ......... 20
Gambar 2.9 Modulus elastisitas geser (G) dan tarik (E) kawat pegas ................. 21
Gambar 2.10 Kriteria tekuk pegas ..................................................................... 21
Gambar 2.11 Contoh jenis-jenis baut penjepit ................................................... 22
Gambar 2.12 Contoh kerusakan pada baut ......................................................... 23
Gambar 2.13 Contoh ulir luar dan ulir dalam .................................................... 23
Gambar 2.14 Contoh ulir kanan dan ulir kiri ..................................................... 23
Gambar 2.15 Baja karbon untuk konstruksi mesin ............................................. 25
Gambar 2.16 Sifat-sifat mekanis standar ........................................................... 25
Gambar 2.17 Galvanic protection dengan zinc coating ..................................... 27
Gambar 2.18 Contoh diagram Pareto ................................................................ 28
Gambar 2.19 Contoh Cause and Effect diagram ................................................. 29
Gambar 2.20 Contoh Checksheet Defect Factors-Miswires ................................ 29
Gambar 2.21 Contoh Histogram ........................................................................ 30
Gambar 2.22 Contoh Scatter Diagram ............................................................... 30
Gambar 2.23 Contoh Run Chart ......................................................................... 31
Gambar 2.24 Contoh Control Chart ................................................................... 32
Gambar 2.25 Contoh hierarki pemilihan diagram kontrol chart .......................... 33
Gambar 2.26 Contoh Stratification ..................................................................... 34
Gambar 2.27 Contoh daerah penerimaan dan penolakan suatu hipotesis ............. 34

xiii
Gambar 2.28 Contoh Uji satu sisi ...................................................................... 35
Gambar 2.29 Contoh Uji dua sisi ...................................................................... 35
Gambar 2.30 Contoh kotak dialog 2 proportion ................................................. 36
Gambar 2.31 Contoh kotak dialog 2 proportion-options ..................................... 37
Gambar 2.32 Contoh hasil 2 proportion-options ................................................ 37
Gambar 2.33 Contoh kotak dialog P Chart ......................................................... 38
Gambar 2.34 Contoh P Chart cacat kemasan...................................................... 38
Gambar 3.1 Metodologi penelitian ..................................................................... 39
Gambar 4.1 Produk CM assembly digital tuner ................................................. 44
Gambar 4.2 Cacat stand chip komponen RF dan CF pembesaran 15 X .............. 45
Gambar 4.3 Alur proses produksi CM assembly digital tuner ............................ 45
Gambar 4.4 Mapping proses CM assembly digital tuner..................................... 47
Gambar 4.5 Contoh hasil pemasangan chip bergeser .......................................... 47
Gambar 4.6 Flow proses Multimount-1005 ........................................................ 48
Gambar 4.7 Ilustrasi proses pick-up, centering dan mounting ............................ 49
Gambar 4.8 Pengecekan gap pick-up unit dengan Template .............................. 50
Gambar 4.9 Hasil Pick-up chip stand pembesaran 15X ..................................... 51
Gambar 4.10 Ilustrasi masalah design Pick-up unit ............................................ 51
Gambar 4.11 Pareto cacat proses Chipmount ..................................................... 52
Gambar 4.12 Grafik trend cacat stand chip proses Chipmount ........................... 53
Gambar 4.13 Pareto penyebab cacat stand chip ................................................. 54
Gambar 4.14 Diagram pareto no-operation Multimount-1005 ............................ 56
Gambar 4.15 Flow proses setting posisi pick-up unit multimount-1005 .............. 57
Gambar 4.16 Ilustrasi konsep dan ide perbaikan location pick-up unit ................ 62
Gambar 4.17 Gambar rancangan location pick-up unit ....................................... 63
Gambar 4.18 Mengukur berat Template ............................................................. 65
Gambar 4.19 Mengukur berat pin location ........................................................ 65
Gambar 4.20 Pemilihan urethane standar MISUMI ........................................... 71
Gambar 4.21 Jadwal pembuatan prototipe location pick-up unit ........................ 71
Gambar 4.22 Prototipe location pick-up unit ..................................................... 72
Gambar 4.23 Hasil uji 2-proporsi dengan minitab ............................................. 73
Gambar 4.24 Ilustrasi metode setting location pick-up unit ............................... 74

xiv
Gambar 4.25 Flow setting location pick-up unit setelah perbaikan ..................... 74
Gambar 4.26 Posisi pick-up chip dalam posisi center ........................................ 75
Gambar 4.27 Posisi pemasangan chip pada PCB ............................................... 76
Gambar 4.28 Hasil soldering chip pada PCB ..................................................... 76
Gambar 4.29 Grafik tren cacat stand chip proses Chipmount ............................ 77
Gambar 4.30 P-Chart untuk proporsi cacat stand chip ....................................... 78
Gambar 4.31 Grafik cacat stand chip sebelum dan sesudah improvement ........... 79

xv
DAFTAR TERMINOLOGI
Cacat : Produk, barang atau komponen yang tidak sesuai dengan
spesifikasi dari customer baik secara visual atau secara fungsi.
Barang NG : Kependekan dari Not Good, yaitu produk, barang atau
komponen yang tidak sesuai dengan spesifikasi dari customer
baik secara visual atau secara fungsi.
PCB : Printed Circuit Board, lembaran dari bahan epoxy atau phenol
yang berisi rangkaian elektronik sebagai tempat memasang
komponen elektronik untuk dijadikan sebagai produk
elektronik.
Tuner : Komponen inti dari televisi yang digunakan untuk menerima
sinyal penyiaran (broadcasting signal) dan merubah sinyal
tersebut menjadi sinyal video dan audio.
CM Assembly : Komponen elektronik yang terdiri dari rangkaian komponen
semi konduktor di atas PCB, seperti chip, dioda, transistor dan
IC yang akan digunakan untuk membuat tuner televisi.
PPM : Kependekan dari parts per million, rasio jumlah cacat yang
terdapat dalam satu juta produk.
Chip-1005 RF : Adalah Chip resistor flat berbentuk empat persegi panjang
dengan dimensi panjang 1 mm, lebar 0,5 dan tebal 0,35 mm.
Template : Jig sebagai tempat menaruh chip sementara sesuai dengan
posisi chip yang telah ditentukan dalam gambar produk.

ABSTRAK
PT. X adalah perusahaan yang bergerak dalam bidang manufaktur tuner televisi.
Tingkat persaingan yang semakin tinggi pada perusahaan elektronik mendorong
PT. X untuk melakukan perbaikan berkelanjutan khususnya terhadap
produktivitas dan kualitas produk dengan mengembangkan mesin multimount-
1005. Mesin multimount-1005 adalah mesin yang digunakan untuk memasang
chip-1005 dalam jumlah maksimum 200 chip untuk sekali proses pemasangan
dalam waktu sembilan detik. Banyak permasalahan kualitas yang terjadi karena
mesin ini. Permasalahan terbesar adalah cacat stand chip sebesar 5,899 ppm atau
58% dari total cacat. Cacat stand chip ini disebabkan oleh ketidaksamaan gap
antara pick-up unit dengan template. Dibutuhkan waktu rata-rata 45 menit untuk
setting gap pick-up unit dengan template. Perbaikan dilakukan dengan
perancangan location pick-up unit dengan menggunakan spring dan clamping.
Dengan perancangan location pick-up unit yang baru ini dapat memperkecil gap
antara pick-up unit dengan template menjadi sama pada keempat sisi, sehingga
chip didalam template dapat terambil semua dengan posisi center. Waktu yang
dibutuhkan untuk setting posisi pick-up unit yang baru adalah 15 menit dan dapat
memperbaiki masalah kualitas produk yaitu menurunkan cacat stand chip menjadi
3,950 ppm atau turun sebesar 33%.
Kata kunci: multimount-1005, stand chip, perancangan, pick-up unit, template,
Chipmount, diagram pareto, location, spring, clamping.

1
BAB I
PENDAHULUAN
1.1.Latar Belakang
Tingkat persaingan yang semakin tinggi pada perusahaan elektronik pada saat ini
ditambah dengan perubahan selera konsumen, kemajuan teknologi, serta
perubahan sosial ekonomi memunculkan tantangan dan peluang dalam bisnis.
Perusahaan harus mempunyai kinerja yang baik agar menjadi lebih unggul dalam
bersaing dari kompetitornya. Dalam meningkatkan kinerja menghadapi tantangan
persaingan tersebut adalah melalui perbaikan berkelanjutan dan aktivitas bisnis
yang berfokus pada konsumen.
Dalam menghadapi tantangan tersebut PT. X yang merupakan perusahaan yang
bergerak dalam industri manufaktur elektronik khususnya memproduksi tuner
televisi terus melakukan perbaikan berkelanjutan khususnya terhadap
produktivitas dan kualitas produk yang dianggap penting dan dijadikan fokus
persaingan agar memiliki daya saing yang kuat dengan mengembangkan mesin
multimount-1005, yaitu mesin yang dapat memasang chip-1005 dengan jumlah
maksimal 200 chip per sekali pemasangan. Dimana waktu satu siklus pemasangan
hanya membutuhkan waktu sembilan detik. Mesin multimount-1005 ini khusus
digunakan untuk memproduksi produk CM assembly digital tuner pada bagian
produksi Chipmount dimana sebagian besar komponen yang dipasang adalah
chip-1005. Secara konvensional pemasangan chip-1005 dilakukan satu per satu
dengan menggunakan mesin one by one.
Pada proses produksi CM assembly digital tuner banyak terjadi masalah kualitas
yaitu cacat stand chip yang disebabkan oleh mesin multimount-1005 pada bagian
pick-up unit. Cacat stand chip adalah kondisi dimana chip terpasang diatas PCB
(Printed circuit board) dalam posisi berdiri, sehingga rangkaian elektronik tidak
dapat berfungsi. Dengan design location pick-up unit sekarang, sulit untuk
mendapatkan kerataan posisi chip pada proses pick-up chip secara bersamaan.

2
1.2.Perumusan Masalah
Mekanisme pick-up unit pada mesin multimount-1005 adalah dengan maksimum
200 chip harus bisa diambil secara bersamaan dengan baik. Dengan pengaturan
kerataan menggunakan baut-I pada location pick-up unit, sulit untuk mendapatkan
kerataan antara pick-up unit dengan template.
Bagaimana perancangan location pick-up unit pada mesin multimount-1005 agar
dapat diperoleh gap antara pick-up unit dengan template adalah sama untuk
minimasi cacat stand chip proses Chipmount?
1.3.Tujuan Penelitian
Tujuan penelitian yang dilakukan dalam skripsi ini adalah perancangan location
pick-up unit pada mesin multimount-1005 agar dapat diperoleh gap antara pick-up
unit dengan template adalah sama untuk minimasi cacat stand chip proses
Chipmount?
1.4.Batasan Penelitian
Penulis melakukan penelitian ini hanya akan dilaksanakan pada mesin
multimount-1005 di line 11 pada proses Chipmount untuk produksi model CM
assembly digital tuner, dimana line tersebut merupakan line dengan defect proses
terbesar dan model ini adalah model yang paling banyak di order oleh customer
secara kontinyu.
Penelitian dilakukan pada bulan Oktober, November tahun 2012.
1.5.Sistematika Pembahasan
Pembahasan penelitian ini terdiri dari lima bab dengan sistematika sebagai
berikut:
BAB I Pendahuluan
Dalam bab ini akan dijelaskan mengenai latar belakang,
perumusan masalah, tujuan penelitian, ruang lingkup batasan
penelitian dan sistematika pembahasan.
3
BAB II Tinjauan Pustaka
Dalam bab ini akan dijelaskan tentang teori yang digunakan
dalam melakukan penyusunan, pengolahan dan analisa laporan
penelitian ini.
BAB III Metodologi Penelitian
Dalam bab ini akan dijelaskan mengenai langkah-langkah yang
ditempuh dalam memecahkan masalah yang meliputi tempat
dan waktu penelitian, studi pendahuluan, perumusan masalah,
studi pustaka, tujuan penelitian, pengumpulan data, pengolahan
dan analisa data, kesimpulan dan saran.
BAB IV Data dan Analisis
Dalam bab ini akan disajikan data-data yang dikumpulkan dari
hasil pengujian langsung di lapangan dan hasil dari pengamatan
di lapangan yang diperlukan untuk memecahkan masalah dan
melakukan perhitungan serta analisanya.
BAB V Simpulan dan Saran
Pada bab terakhir ini berisi tentang simpulan dan saran terhadap
analisis yang dibuat dan rekomendasi atas hasil yang dicapai
dan permasalahan yang ditemukan selama penelitian.
Pada BAB ini telah dijelaskan mengenai pendahuluan, penjelasan mengenai
tinjauan pustaka akan di jelaskan pada BAB II pada halaman berikutnya.
4
BAB II
TINJAUAN PUSTAKA
2.1.Perancangan dan Pengembangan Produk
Produk merupakan sesuatu yang dijual oleh perusahaan kepada pembeli.
Pengembangan produk merupakan serangkaian aktifitas yang dimulai dari analisa
persepsi dan peluang pasar, kemudian diakhiri dengan tahap produksi, penjualan
dan pengiriman barang (Ulrich dan Eppinger, 2003).
Pengembangan produk merupakan aktivitas lintas disiplin yang membutuhkan
kontribusi dari semua fungsi yang ada diperusahaan. Namun tiga fungsi yang
paling penting bagi proyek pengembangan produk, yaitu:
2.1.1.Pemasaran
Fungsi pemasaran menjebatani interaksi antara perusahaan dengan pelanggan.
Fungsi lainnya adalah memfasilitasi proses identifikasi peluang produk,
pendefinisian segmen pasar, dan identifikasi kebutuhan pelanggan. Bagian
pemasaran juga secara khusus merancang komunikasi antara perusahaan dengan
pelanggan, menetapkan target harga dan merancang peluncuran serta promosi
produk.
2.1.2.Perancangan
Fungsi perancangan memainkan peranan penting dalam mendefinisikan bentuk
fisik produk agar memenuhi kebutuhan pelanggan. Dalam kontek tersebut tugas
bagian perancangan mencakup desain engineering (mekanika elektrik, software
dan lain-lain) dan desain industri (estetika, ergonomic, user interface).
2.1.3.Manufaktur
Fungsi manufaktur terutama bertanggung jawab untuk merancang dan
mengoperasikan sistem produksi pada proses produksi. Secara luas fungsi
manufaktur seringkali mencakup pembelian, distribusi dan instalasi.
5
2.2.Karakteristik Keberhasilan Dalam Pengembangan Produk
Dari sudut pandang investor pada perusahaan yang berorientasi laba, usaha
pengembangan produk dikatakan sukses jika produk dapat diproduksi dan dijual
dengan menghasilkan laba. Namun laba seringkali sulit untuk dinilai secara cepat
dan langsung. Lima dimensi spesifik yang berhubungan dengan laba dan biasa
digunakan untuk menilai kinerja usaha pengembangan produk (Ulrich dan
Eppinger, 2003), yaitu:
2.2.1.Kualitas Produk
Seberapa baik produk yang dihasilkan dari upaya pengembangan? Apakah produk
tersebut memuaskan kebutuhan pelanggan? Apakah produk tersebut kuat dan
handal? Kualitas produk pada akhirnya akan mempengaruhi pangsa pasar dan
menentukan harga yang ingin dibayar oleh pelanggan untuk produk tersebut.
2.2.2.Biaya Produk
Biaya manufaktur dari produk yaitu biaya untuk modal peralatan dan alat bantu
serta biaya produksi setiap unit produk. Biaya produk menentukan berapa besar
laba yang dihasilkan oleh perusahaan pada volume penjualan dan harga penjualan
tertentu.
2.2.3.Waktu Pengembangan Produk
Waktu pengembangan akan menentukan kemampuan perusahaan dalam
berkompetensi, menunjukkan biaya tanggap perusahaan terhadap teknologi dan
pada akhirnya akan menentukan kecepatan perusahaan untuk menerima
pengembalian ekonomis dari usaha yang dilakukan team pengembang.
2.2.4.Biaya Pengembangan
Biaya pengembangan biasanya merupakan salah satu komponen yang penting dari
investasi yang dibutuhkan untuk mencapai profit.
6
2.2.5.Kapabilitas Pengembangan
Kapabilitas pengembangan merupakan aset yang dapat digunakan oleh
perusahaan untuk mengembangkan produk dengan lebih efektif dan ekonomis
dimasa yang akan datang.
2.3.Karakter Proses Pengembangan Produk
Karakter dalam proses pengembangan produk terbagi menjadi delapan tipe.
Karakter ini disesuaikan kemampuan dan tujuan perusahaan (Ulrich dan Eppinger,
2003), yaitu:
2.3.1.Tipe Generic (Market-Pull) Products
Pada tipe ini perusahaan mengawali dengan peluang pasar kemudian mendapatkan
teknologi yang sesuai untuk memenuhi kebutuhan pelanggan. Contoh penerapan
tipe ini yaitu pada barang-barang untuk keperluan olahraga, furniture dan alat
bantu kerja.
2.3.2.Tipe Technology Push
Pada pengembangan produk teknologi push, perusahaan mulai dengan suatu
teknologi teruji yang baru, kemudian mencari pasar yang sesuai untuk
menggunakan teknologi ini. (Dengan demikian teknlogi mendorong
pengembangan). Gore-Tex, pembuat lembaran teflon dari lembaran W.I. Gore,
merupakan salah satu contoh teknologi push. Perusahaan telah mengembangkan
lusinan produk yang berhubungan dengan Gore-Tex, meliputi pembuluh darah
buatan untuk mengobati sistem peredaran darah, isolasi untuk kabel listrik
tegangan tinggi, bahan untuk pakaian luar, pembatas untuk tas.
2.3.3.Tipe Platform Products
Pada tipe ini perusahaan mengasumsikan bahwa produk baru dibuat berdasarkan
sub-sistem teknologi yang telah ada. Peralatan elektronik, komputer dan printer
adalah beberapa produk yang dikembangkan dengan karakter ini. Investasi yang
besar dalam pengembangan platform-platform ini, sehingga setiap usaha yang
diusahakan untuk menyertakan mereka dibeberapa produk yang berbeda. Secara

7
harfiah, produk platform, sama dengan produk teknologi push, dimana team
memulai usaha pengembangan dengan suatu asumsi bahwa konsep produk akan
mewujudkan sebagian teknologi. Perbedaan utamanya adalah teknologi platform
telah menunjukkan kegunaannya pada pasar dalam memenuhi kebutuhan
pelanggan. Pada beberapa kasus, perusahaan dapat mengasumsikan bahwa
teknologi akan berguna dalam pasar yang berkaitan. Produk-produk yang
dihasilkan dengan teknologi platform lebih mudah untuk dikembangkan
dibandingkan dengan teknologi yang dikembangkan dari sketsa awal. Karena
alasan ini dan dikarenakan kemungkinan pembagian biaya pada beberapa produk,
suatu perusahaan mampu menawarkan suatu produk platform kepada pasar
sehingga tidak dapat mempertimbangkan pengembangan teknologi yang unik.
2.3.4.Tipe Process Intensive Products
Pada tipe ini karakteristik produk sangat dibatasi oleh proses produksi. Pada tipe
ini proses dan produk harus dikembangkan bersama-sama dari awal atau proses
produksi harus dispesifikasikan sejak awal. Contoh proses intensive products
adalah pengembangan makanan ringan, bahan kimia dan semi konduktor.
2.3.5.Tipe Customized Products
Pada tipe ini produk baru memungkinkan sedikit variasi dari model yang telah
ada. Tipe ini diterapkan pada pengembangan produk saklar, motor, baterai dan
container.
2.3.6.Tipe High-Risk Products
Pada tipe ini teknis dan pasar yang tidak pasti menciptakan resiko kegagalan
produk yang tinggi. Risiko diidentifikasi pada awal dan dilacak selama proses
berlangsung. Analisis dan pengujian dilakukan sedini mungkin. Contoh,
pengembangan produk-produk pharmaceuticals dan sistem space.
2.3.7.Tipe Quick-Build Products
Pada tipe ini pemodelan yang cepat dan prototyping memungkinkan banyak siklus
design-build-test. Detail desain dan pengujian fase diulang beberapa kali sampai

8
produk selesai atau waktu atau anggaran habis. Contoh, pengembangan software
dan telepon selular.
2.3.8.Tipe Complex System
Pada tipe ini sistem harus didekomposisi menjadi beberapa sub-sistem dan banyak
komponen. Sub-sistem dan komponen yang dikembangkan oleh banyak tim
bekerja secara paralel, diikuti dengan integrasi sistem dan validasi. Contoh,
pengembangan pesawat terbang, mesin jet dan mobil.
2.4.Proses Pengembangan Produk Secara Umum
Proses adalah langkah-langkah untuk mengubah serangkaian input menjadi
output. Proses pengembangan produk secara umum terdiri dari tahapan-tahapan
atau sering juga disebut sebagai fase. Proses pengembangan produk secara umum
terdiri dari enam fase (Ulrich dan Eppinger, 2003), yaitu:
Sumber: Ulrich (2003)
Gambar 2.1 The six phases of the generic development process
2.4.1.Planning (Perencanaan)
Kegiatan perencanaan sering dirujuk sebagai zero fase karena kegiatan ini
mendahului persetujuan proyek dan proses peluncuran pengembangan produk
aktual. Fase ini dimulai dengan strategi perusahaan dan termasuk pernyataan
pengembangan teknologi dan tujuan pemasaran. Output dari fase perencanaan
adalah project mission statement dengan menentukan target pemasaran produk
yang spesifik, bussiness goal, key assumption dan constraints.
2.4.2.Concept Development (Pengembangan Konsep)
Pada fase pengembangan konsep, pengembangan pasar target teridentifikasi,
alternative konsep produk dimunculkan dan diidentifikasi, dan satu atau lebih
9
konsep dipilih untuk pengembangan dan percobaan lebih jauh, konsep adalah
uraian dari bentuk, fungsi dan tampilan suatu produk dan biasanya dibarengi
dengan sekumpulan spesifikasi, analisis produk-produk pesaing serta
pertimbangan ekonomis proyek.
2.4.3.System Level Design (Perancangan Tingkatan Sistem)
Fase perancangan tingkatan sistem mencakup definisi arsitektur produk dan uraian
produk menjadi sub-sistem serta komponen-komponen. Gambaran rakitan akhir
untuk sistem produksi biasanya didefinisikan selama fase ini. Output pada fase ini
biasanya mencakup tata letak bentuk produk, spesifikasi secara fungsional dari
setiap sub sistem produk, serta diagram aliran proses pendahuluan untuk proses
perakitan akhir.
2.4.4.Detail Design (Perancangan Detail)
Fase perancangan detail mencakup spesifikasi lengkap dari bentuk, material dan
toleransi-toleransi dari seluruh komponen unik pada produk dan diidentifikasi
seluruh komponen standar yang dibeli dari pemasok. Rencana proses
direncanakan dan peralatan dirancang untuk tiap komponen yang dibuat dalam
sistem produksi. Output dari fase ini adalah pencatatan pengendalian untuk
produk. Gambar file komputer tentang bentuk tiap komponen dan peralatan setiap
produksinya, spesifikasi komponen-komponen yang dibeli, serta rencana proses
untuk fabrikasi dan perakitan produk.
2.4.5.Testing and Refinement (Pengujian dan Perbaikan)
Fase pengujian dan perbaikan melibatkan konstruksi dan evaluasi dari bermacam-
macam versi produksi awal produk. Prototipe awal (alpha) biasa dibuat dengan
menggunakan komponen-komponen dengan bentuk dan jenis material pada
produksi sesungguhnya, namun tidak memerlukan proses fabrikasi dengan proses
yang sama yang dilakukan pada produksi sesungguhnya. Prototipe alpha diuji
untuk menentukan apakah produk akan bekerja sesuai dengan yang direncanakan
dan apakah produk telah memenuhi kebutuhan kepuasan konsumen utama.

10
Prototipe berikutnya (beta) biasanya dibuat dengan komponen-komponen yang
dibutuhkan pada produksi namun tidak dirakit dengan menggunakan proses
perakitan akhir seperti pada perakitan sesungguhnya. Prototipe beta dievaluasi
secara internal dan juga diuji oleh konsumen dengan menggunakannya secara
langsung. Sasaran dari prototipe beta adalah untuk menjawab pertanyaan
mengenai kinerja dan kehandalan dalam rangka mengidentifikasi kebutuhan
perubahan-perubahan secara teknik untuk produk akhir.
2.4.6.Production Ramp-up (Produksi Awal)
Pada fase produksi awal, produk dibuat dengan menggunakan sistem produksi
yang sesungguhnya. Tujuan dari produksi awal ini adalah untuk melatih tenaga
kerja dalam memecahkan permasalahan yang mungkin timbul pada proses
produksi sesungguhnya. Produk-produk yang dihasilkan selama produksi awal
kadang-kadang disesuaikan dengan keinginan pelanggan dan secara hati-hati
dievaluasi untuk mengidentifikasi kekurangan-kekurangan yang timbul. Peralihan
dari produk awal menjadi produksi sesungguhnya biasanya tahap demi tahap pada
beberapa titik pada masa peralihan ini, produk diluncurkan dan mulai disediakan
untuk didistribusikan.
2.5.Concept Development The Front-End Process
Karena tahap pengembangan konsep dalam proses pengembangan itu sendiri
membutuhkan lebih banyak koordinas dibanding fungsi-fungsi lainnya. Banyak
metode pengembangan terintegrasi. Proses awal hingga akhir biasanya terdiri dari
banyak kegiatan yang saling berhubungan, seperti yang ditunjukkan pada gambar
2.2.
Sumber: Ulrich (2003)
Gambar 2.2 Tahap pengembangan proses (front-end activities)

11
Jarang terjadi keseluruhan proses mengikuti urutan kebiasaan yang persis sama,
menyelesaikan suatu kegiatan sebelum kegiatan berikutnya. Praktisnya kegiatan
dari awal sampai akhir mungkin saja saling tumpang tindih dalam waktu, serta
proses interaksi diperlukan. Panah putus-putus pada gambar 2.2 menunjukkan
kemajuan kegiatan yang belum tentu dilakukan pada pengembangan produk. Pada
kebanyakan dari tingkat ini, informasi baru mungkin tersedia atau hasil-hasil yang
diperoleh dapat menyebabkan tim untuk kembali mengulang kegiatan awal
sebelum melanjutkan kegiatan berikutnya. Perulangan ini umumnya dinamakan
iterasi. Proses pengembangan konsep mencakup kegiatan-kegiatan sebagai
berikut:
2.5.1.Identifikasi Kebutuhan Pelanggan
Sasaran kegiatan ini adalah untuk memahami kebutuhan pelanggan dan
mengkomunikasikannya secara efektif kepada tim pengembangan. Output dari
langkah ini adalah sekumpulan pernyataan kebutuhan pelanggan yang tersusun
rapi, diatur dalam daftar secara hierarki dengan bobot-bobot kepentingan untuk
tiap kebutuhan.
2.5.2.Penetapan Spesifikasi Target
Spesifikasi memberikan uraian yang tepat mengenai bagaimana produk bekerja. Ia
merupakan terjemahan dari kebutuhan pelanggan menjadi kebutuhan secara
teknis. Target spesifikasi mula-mula dipersiapkan diawal dan merupakan harapan
dari tim pengembangan. Nantinya spesifikasi ini diperbaharui agar konsisten
dengan batasan-batasan berdasarkan konsep produk yang dipilih oleh tim. Output
dari langkah ini adalah suatu daftar spesifikasi target. Setiap spesifikasi terdiri dari
suatu metrik (besaran), serta nilai-nilai batas dan ideal untuk besaran tersebut.
2.5.3.Penyusunan Konsep
Sasaran penyusunan konsep adalah menggali lebih jauh konsep-konsep produk
yang mungkin sesuai dengan kebutuhan pelanggan. Penyusunan konsep
mencakup gabungan dari penelitian eksternal. Proses pemecahan masalah secara
12
kreatif oleh tim dan penelitian sistematis terdiri dari satu atau beberapa konsep,
dimana setiap konsep diwakili dengan suatu sketsa dan teks uraian ringkas.
2.5.4.Pemilihan Konsep
Pemilihan konsep merupakan kegiatan dimana berbagai konsep dianalisis dan
secara berturut-turut dieliminasi untuk mengidentifikasi konsep yang paling
menjanjikan. Proses ini biasanya membutuhkan beberapa interasi dan mungkin
diajukannya tambahan penyusunan dan perbaikan konsep.
2.5.5.Pengujian Konsep
Satu atau lebih konsep diuji untuk mengetahui apakah kebutuhan pelanggan telah
terpenuhi, memperkirakan potensi pasar dari produk dan mengidentifikasi
beberapa kelemahan yang harus diperbaiki selama proses pengembangan
selanjutnya. Jika tanggapan pelanggan buruk, proyek pengembangan mungkin
dihentikan atau beberapa kegiatan awal mungkin diulang bila dibutuhkan.
2.5.6.Penentuan Spesifikasi Akhir
Spesifikasi target yang telah ditentukan diawal proses ditinjau kembali setelah
proses dipilih dan diuji. Pada titik ini tim harus konsisten dengan nilai-nilai
besaran spesifikasi yang mencerminkan batasan-batasan pada konsep produk itu
sendiri, batasan-batasan yang diidentifikasi melalui pemodelan secara teknis, serta
pilihan antara biaya dan kinerja.
2.5.7.Perencanaan Proyek
Pada kegiatan akhir pengembangan konsep ini, tim membuat suatu jadwal
pengembangan secara rinci, menentukan strategi untuk meminimasi waktu
pengembangan dan mengidentifikasi sumberdaya yang digunakan untuk
menyelesaikan proyek. Hasil utama dari kegiatan awal hingga akhir ini biasanya
dikumpulkan dalam satu buku kontrak yang terdiri dari pernyataan misi,
kebutuhan pelanggan, detail konsep yang dipilih, spesifikasi target, analisis
ekonomi produk, jadwal pengembangan, penentuan staf proyek dan anggaran.
13
Buku kontrak ini harus mencatat perjanjian kontrak antara tim dan manajemen
perusahaan.
2.5.8.Analisis Ekonomi
Tim, sering didukung oleh analisis keuangan, membuat model ekonomis untuk
produk baru. Model ini digunakan untuk memastikan kelanjutan program
menyeluruh dan memecahkan tawar menawar spesifik, misalnya antara biaya
manufaktur dan biaya pengembangan. Analisis ekonomi merupakan salah satu
kegiatan dalam tahap pengembangan. Analisis ekonomi awal hampir selalu
dilakukan bahkan sebelum proyek dimulai dan analisis ini diperbaharui begitu ada
tambahan informasi.
2.5.9.Analisa Produk-Produk Pesaing
Pemahaman mengenai produk pesain adalah penting untuk menentukan posisi
produk baru yang berhasil dan dapat menjadi sumber ide yang kaya untuk
rancangan produk dan proses produksi. Analisis pesaing dilakukan untuk
mendukung kegiatan dari awal sampai akhir.
2.5.10.Pemodelan dan Pembuatan Prototipe
Setiap tahapan dalam proses pengembangan konsep melibatkan banyak bentuk
model dan prototipe. Hal ini mencakup, antara lain model pembuktian konsep,
yang akan membantu tim pengembangan dalam menentukan kelayakan, model
hanya bentuk dapat ditunjukkan kepada pelanggan untuk mengevaluasi
keergonomisan dan gaya, sedangkan model lembar kerja adalah untuk pilihan
teknis.
2.6. Hal Umum Tentang Pegas
Pegas dapat digolongkan atas dasar jenis beban yang dapat diterimanya seperti
diperlihatkan dalam gambar 2.4 yaitu pegas tekan atau kompresi, pegas tarik,
pegas puntir, pegas volut, pegas daun, pegas piring, pegas cincin, pegas batang
puntir, pegas spiral atau pegas jam.

14
Pegas dapat berfungsi sebagai pelunak tumbukan atau kejutan seperti pada pegas
kendaraan, sebagai penyimpan energi seperti pada jam, untuk pengukur seperti
pada timbangan, sebagai penegang atau penjepit dan sebagai pembagi rata tekan
(Sularso at all, 1997).
Sumber: Sularso (1997)
Gambar 2.3 Contoh jenis-jenis pegas
2.6.1.Perancangan Pegas Ulir Tekan
Pada bentuk paling umum pegas ulir tekan, kawat bulat dililitkan menjadi bentuk
silindris dengan jarak bagi antar lilitan yang konstan. Bentuk dasar ini dilengkapi
dengan berbagai perlakuan pada ujungnya, seperti ditunjukkan pada gambar 2.5
(Mott, 2009).
Sumber: Mott (2009)
Gambar 2.4 Tampilan pegas ulir tekan dengan perlakuan pada ujungnya
15
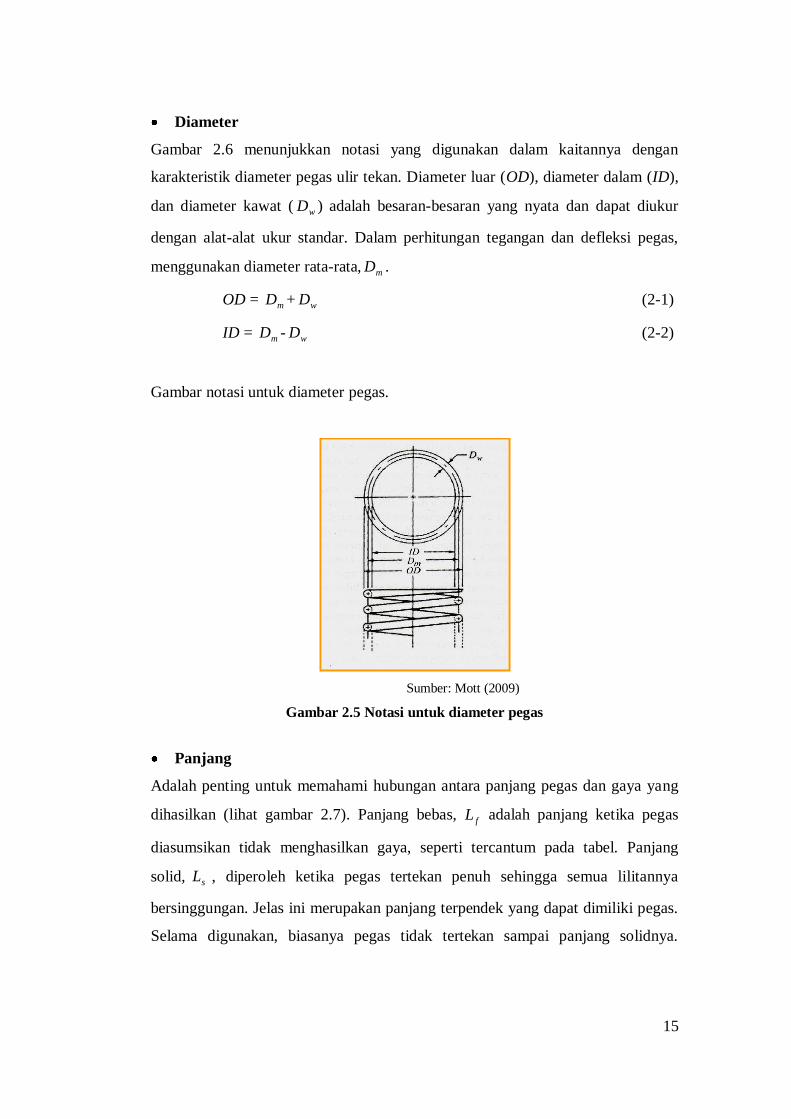
Diameter
Gambar 2.6 menunjukkan notasi yang digunakan dalam kaitannya dengan
karakteristik diameter pegas ulir tekan. Diameter luar (OD), diameter dalam (ID),
dan diameter kawat ( )wD adalah besaran-besaran yang nyata dan dapat diukur
dengan alat-alat ukur standar. Dalam perhitungan tegangan dan defleksi pegas,
menggunakan diameter rata-rata, mD .
OD = mD + wD (2-1)
ID = mD - wD (2-2)
Gambar notasi untuk diameter pegas.
Sumber: Mott (2009)
Gambar 2.5 Notasi untuk diameter pegas
Panjang
Adalah penting untuk memahami hubungan antara panjang pegas dan gaya yang
dihasilkan (lihat gambar 2.7). Panjang bebas, fL adalah panjang ketika pegas
diasumsikan tidak menghasilkan gaya, seperti tercantum pada tabel. Panjang
solid, sL , diperoleh ketika pegas tertekan penuh sehingga semua lilitannya
bersinggungan. Jelas ini merupakan panjang terpendek yang dapat dimiliki pegas.
Selama digunakan, biasanya pegas tidak tertekan sampai panjang solidnya.
16
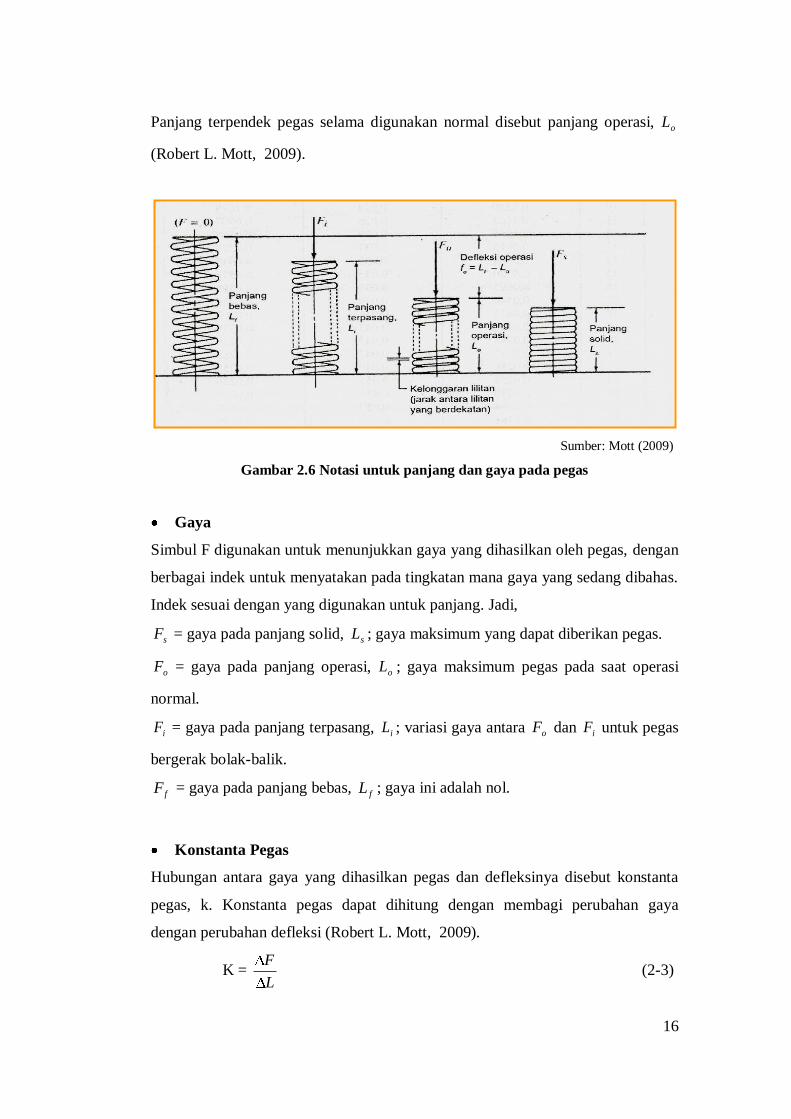
Panjang terpendek pegas selama digunakan normal disebut panjang operasi, oL
(Robert L. Mott, 2009).
Sumber: Mott (2009)
Gambar 2.6 Notasi untuk panjang dan gaya pada pegas
Gaya
Simbul F digunakan untuk menunjukkan gaya yang dihasilkan oleh pegas, dengan
berbagai indek untuk menyatakan pada tingkatan mana gaya yang sedang dibahas.
Indek sesuai dengan yang digunakan untuk panjang. Jadi,
sF = gaya pada panjang solid, sL ; gaya maksimum yang dapat diberikan pegas.
oF = gaya pada panjang operasi, oL ; gaya maksimum pegas pada saat operasi
normal.
iF = gaya pada panjang terpasang, iL ; variasi gaya antara oF dan iF untuk pegas
bergerak bolak-balik.
fF = gaya pada panjang bebas, fL ; gaya ini adalah nol.
Konstanta Pegas
Hubungan antara gaya yang dihasilkan pegas dan defleksinya disebut konstanta
pegas, k. Konstanta pegas dapat dihitung dengan membagi perubahan gaya
dengan perubahan defleksi (Robert L. Mott, 2009).
K = L
F (2-3)

17
Indek Pegas
Perbandingan diameter rata-rata pegas dengan diameter kawat disebut indek
pegas, C.
C = w
m
D
D (2-4)
Disarankan C lebih besar dari 5.0 dengan pegas permesinan mempunyai rentang
nilai C dari 5 sampai 12. Untuk C kurang dari 5, pembentukan pegas akan sangat
sulit dan diperlukan deformasi berat yang mungkin menyebabkan kwat retak.
Tegangan dan defleksi dalam pegas bergantung pada C dan C yang lebih besar
membantu menghilangkan kecenderungan pegas tertekuk.
Jumlah Lilitan
Jumlah total lilitan pada pegas dinyatakan dengan N. Tetapi dalam perhitungan
tegangan dan defleksi pegas, beberapa lilitan tidak aktif dan diabaikan. Sebagai
contoh, pada pegas dengan ujung disiku dan digerinda atau ujung disiku saja,
setiap ujung lilitan tidak aktif dan jumlah lilitan aktif, aN adalah N-2. Untuk
ujung bebas, semua lilitan aktif: aN = N. Untuk lilitan bebas yang ujungnya
digerinda, aN = N-1.
Jarak Bagi
Jarak bagi, p adalah jarak aksial dari satu titik disuatu lilitan sampai titik pada
pada lilitan terdekat berikutnya (Robert L. Mott, 2009). Hubungan antara jarak
bagi, panjang bebas, diameter kawat dan jumlah lilitan aktif adalah sebagai
berikut:
Ujung disiku dan digerinda:
waf DpNL 2 (2-5)
Ujung disiku saja:
waf DpNL 3 (2-6)
Ujung bebas dan digerinda:
)1( af NpL (2-7)

18
Ujung bebas:
waf DpNL (2-8)
Pertimbangan Pemasangan
Sering kali pegas dipasang dalam sebuah lubang silindris atau pada seputar
batang. Pada pemasangan seperti ini, kelonggaran yang diberikan harus memadai.
Kelonggaran lilitan adalah jarak antara dua lilitan yang berdekatan ketika pegas
tertekan sampai panjang operasi, oL . Kelonggaran lilitan aktual, cc, dapat
diperkirakan dari:
cc= aso NLL / (2-9)
Satu pedoman bahwa kelonggaran lilitan hendaknya lebih besar dari wD /10,
terutama pada pegas yang terbebani secara siklis.
Bahan yang Digunakan untuk Pegas
Sebenarnya sebarang bahan elastis dapat digunakan untuk pegas. Tetapi, sebagian
besar aplikasi mekanis menggunakan kawat logam-baja karbon tinggi (paling
umum), baja paduan, baja tahan karat, kuningan, perunggu atau paduan berbasis
nikel. Sebagian besar bahan pegas dibuat sesuai dengan spesifikasi ASTM. Pada
lampiran 2, menunjukkan beberapa jenis bahan pegas yang umum dipergunakan.
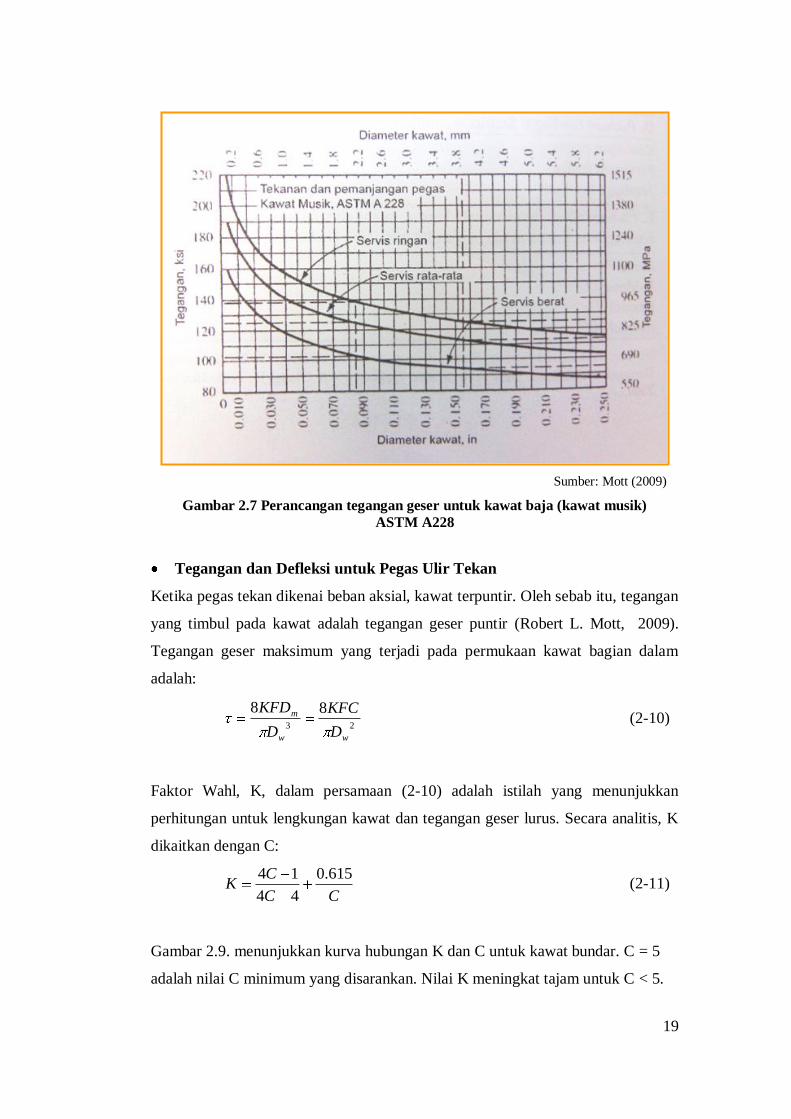
Jenis Pembebanan dan Tegangan yang Diizinkan
Tegangan yang diizinkan untuk pegas bergantung pada jenis pembebanan, bahan
dan ukuran kawat. Pembebanan biasanya dikelompokkan menjadi tida jenis
(Robert L. Mott, 2009).
- Servis ringan: Beban statis atau sampai dengan 10.000 siklus pembebanan
tingkat rendah (tanpa kejutan).
- Servis rata-rata: Situasi perancangan mesin pada umumnya; pembebanan
tingkat sedang sampai dengan satu juta siklus.
- Servis berat: Pengulangan cepat sampai diatas satu juta siklus, kemungkinan
adanya kejutan dan beban tumbuk, contoh pegas katup mesin.
19
Sumber: Mott (2009)
Gambar 2.7 Perancangan tegangan geser untuk kawat baja (kawat musik)
ASTM A228
Tegangan dan Defleksi untuk Pegas Ulir Tekan
Ketika pegas tekan dikenai beban aksial, kawat terpuntir. Oleh sebab itu, tegangan
yang timbul pada kawat adalah tegangan geser puntir (Robert L. Mott, 2009).
Tegangan geser maksimum yang terjadi pada permukaan kawat bagian dalam
adalah:
23
88
ww
m
D
KFC
D
KFD (2-10)
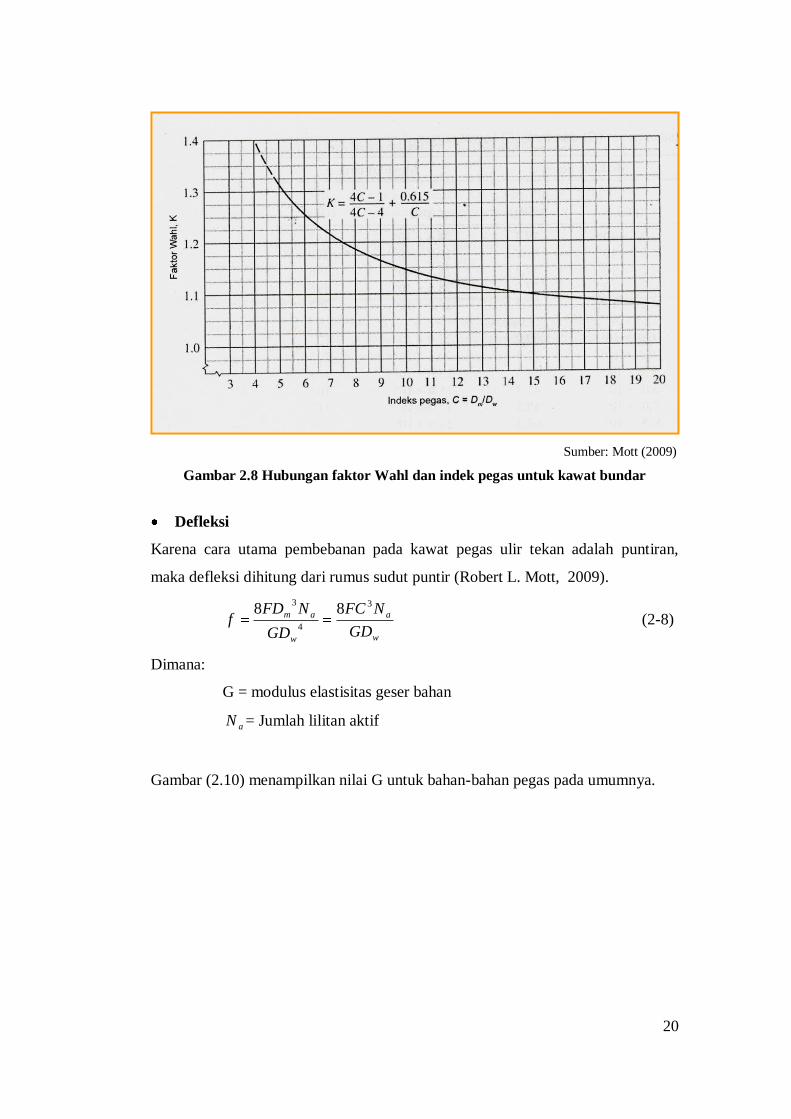
Faktor Wahl, K, dalam persamaan (2-10) adalah istilah yang menunjukkan
perhitungan untuk lengkungan kawat dan tegangan geser lurus. Secara analitis, K
dikaitkan dengan C:
CC
CK
615.0
44
14 (2-11)
Gambar 2.9. menunjukkan kurva hubungan K dan C untuk kawat bundar. C = 5
adalah nilai C minimum yang disarankan. Nilai K meningkat tajam untuk C < 5.
20
Sumber: Mott (2009)
Gambar 2.8 Hubungan faktor Wahl dan indek pegas untuk kawat bundar
Defleksi
Karena cara utama pembebanan pada kawat pegas ulir tekan adalah puntiran,
maka defleksi dihitung dari rumus sudut puntir (Robert L. Mott, 2009).
w
a
w
am
GD
NFC
GD
NFDf
3
4
388
(2-8)
Dimana:
G = modulus elastisitas geser bahan
aN = Jumlah lilitan aktif
Gambar (2.10) menampilkan nilai G untuk bahan-bahan pegas pada umumnya.

21
Sumber: Mott (2009)
Gambar 2.9 Modulus elastisitas geser (G) dan tarik (E) kawat pegas
Tekuk Pegas
Kecenderungan pegas akan tertekuk bertambah bila pegas tinggi dan ramping,
Gambar 2.11. Menunjukkan kurva hubungan rasio kritis defleksi terhadap panjang
bebas dengan rasio panjang bebas terhadap diameter rata-rata pegas. Gambar
menunjukkan tiga kondisi ujung yang berbeda.
Sumber: Mott (2009)
Gambar 2.10 Kriteria tekuk pegas

22
2.7. Baut dan Mur
Pemilihan baut dan mur sangat penting dalam perancangan suatu alat. Untuk
memasang, berbagai bagian harus disambung atau diikat untuk menghindari
gerakan terhadap sesamanya. Baut banyak dipakai untuk maksud ini. Baut
digolongkan menurut bentuk kepalanya, yaitu segi enam, soket segi enam, dan
kepala persegi (Sularso at all, 1997).
Baut dan mur dapat dibagi sebagai berikut: baut penjepit, baut untuk pemakaian
khusus, sekrup mesin, sekrup penetap, sekrup pengetap dan mur. Baut penjepit
dapat berbentuk:
a. Baut tembus, untuk menjepit dua bagian melalui lubang tembus, di mana
jepitan diketatkan dengan sebuah mur.
b. Baut tap, untuk menjepit dua bagian, di mana jepitan diketatkan dengan ulir
yang ditapkan pada salah satu bagian.
c. Baut tanam, merupakan baut tanpa tanpa kepala dan diberi ulir pada kedua
ujungnya. Untuk dapat menjepit dua bagian, baut ditanam pada salah satu
bagian yang mempunyai lubang berulir dan jepitan diketatkan dengan sebuah
mur.
Sumber: Sularso (1997)
Gambar 2.11 Contoh jenis-jenis baut penjepit
Dalam pemilihan baut sangat penting dilakukan karena dapat berakibat fatal
terhadap hasil rancangan. Kerusakan yang sering terjadi pada baut adalah putus
karena tarikan, putus karena puntiran, tergeser dan ulir rusak.

23
Sumber: Sularso (1997)
Gambar 2.12 Contoh kerusakan pada baut
2.8. Hal Umum Tentang Ulir
Dalam pemakaian, ulir selalu bekerja dalam pasangan antara ulir luar dan ulir
dalam, seperti dalam gambar 2.6.
Sumber: Sularso (1997)
Gambar 2.13 Contoh ulir luar dan ulir dalam
Ulir pengikat pada umumnya mempunyai profil penampang berbentuk segi tiga
sama kaki. Ulir juga dapat berupa ulir kanan dan ulir kiri, dimana ulir kanan akan
bergerak maju bila diputar searah jarum jam dan ulir kiri akan maju bila diputar
berlawanan dengan jarum jam, seperti diperlihatkan dalam gambar 2.15.
Umumnya ulir kanan lebih banyak dipakai.
Sumber: Sularso (1997)
Gambar 2.14 Contoh ulir kanan dan ulir kiri
24
Ulir digolongkan menurut bentuk profil penampangnya sebagai berikut: ulir segi
tiga, persegi, trapesium, gigi gergaji dan bulat. Bentuk persegi, trapesium dan gigi
gergaji, pada umumnya dipakai untuk penggerak atau penerus gaya, sedangkan
ulir bulat dipakai untuk menghindari kemacetan karena kotoran. Tetapi bentuk
yang paling banyak dipakai adalah ulir segi tiga (Sularso at all, 1997). Ulir segi
tiga diklasifikasikan lagi menurut jarak baginya dalam ukuran metris dan inch,
dan menurut ulir kasar dan ulir lembut sebagai berikut:
a. Seri ulir kasar metris
b. Seri ulir lembut metris
2.9. Manufacturing Materials
Ada berbagai macam bahan yang tersedia untuk manufaktur produk yang dibagi
ke dalam tiga kategori umum yaitu: logam, bahan plastik dan anorganik. Logam
diklasifikasikan sebagai ferrous, nonferrous dan alloys (Madsen, 2004). Ferrous
mengandung zat besi, seperti besi cor dan baja (steel). Logam nonferrous tidak
memiliki kandungan zat besi misalnya tembaga, dan aluminium. Alloys
merupakan campuran dari dua atau lebih logam.
Steel adalah baja paduan besi yang mengandung 0,8% sampai 1,5% karbon. Baja
merupakan bahan yang tersedia yang dapat bekerja baik dalam keadaan panas atau
dingin. Sifat-sifat baja dapat diubah dengan mengubah kandungan karbon dan
perlakuan panas (heat treatment). Mild steel (MS) mempunyai kandungan karbon
yang sedikit kurang dari 0,3% dan umumnya digunakan untuk material tempa
(forging) dan komponen-componen mesin tetapi tidak dapat dikeraskan. Medium
carbon steels mempunyai kandungan karbon dari 0.3% sampai 0.6%. Dalam
proses permesinan material ini lebih sulit jika dibandingkan dengan mild steel,
namun tetap mudah untuk di tempa dan proses permesinan. High carbon steel
mempunyai kandungan karbon dari 0,6% sampai 1,5%. Dapat dikeraskan dengan
perlakuan panas (heat treatment), tetapi sulit untuk ditempa, proses permesinan
dan pengelasan (Madsen, 2004). Berikut jenis baja karbon yang biasa digunakan
untuk konstruksi mesin dengan standar industri Jepang (JIS).
25
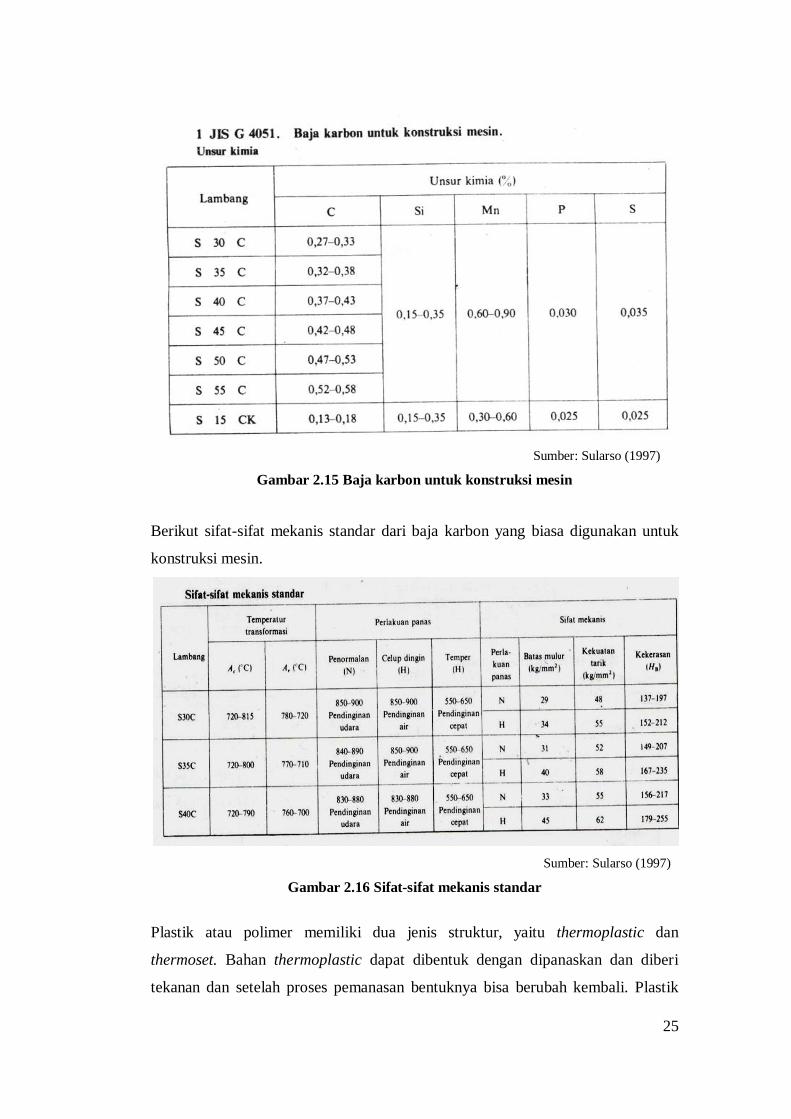
Sumber: Sularso (1997)
Gambar 2.15 Baja karbon untuk konstruksi mesin
Berikut sifat-sifat mekanis standar dari baja karbon yang biasa digunakan untuk
konstruksi mesin.
Sumber: Sularso (1997)
Gambar 2.16 Sifat-sifat mekanis standar
Plastik atau polimer memiliki dua jenis struktur, yaitu thermoplastic dan
thermoset. Bahan thermoplastic dapat dibentuk dengan dipanaskan dan diberi
tekanan dan setelah proses pemanasan bentuknya bisa berubah kembali. Plastik
26
thermoset dapat dibentuk dengan dipanaskan dan diberi tekanan tetapi tidak dapat
diubah lagi dengan pemanasan.
Selain thermoplastic dan thermoset ada elastomer. Elastomer polimer berbasis
pada bahan yang kualitas elastisnya tidak ditemukan dalam dua jenis plastik
sebelumnya. Elastomer umumnya dapat ditarik setidaknya sama dengan panjang
aslinya dan kembali ke panjang aslinya setelah peregangan. Contoh produk dari
bahan elastomer adalah polyurethane.
Polyurethane memiliki kemampuan dan karakteristik seperti karet dan plastik
keras. Karena memiliki kemampuan gabungan, maka bahan ini banyak digunakan
untuk roller, sebagai bantalan dan spring (Madsen, 2004).
2.10.Pencegahan Korosi
Korosi didefinisikan sebagai kerusakan yang tidak disengaja yang terjadi pada
logam yang merupakan reaksi elektrokimia dan umumnya dimulai pada
permukaan. Beberapa teknik untuk pencegahan korosi pada logam adalah dengan
pemilihan material, perubahan lingkungan, desain, coating dan perlindungan
katodik (Callister, 2007).
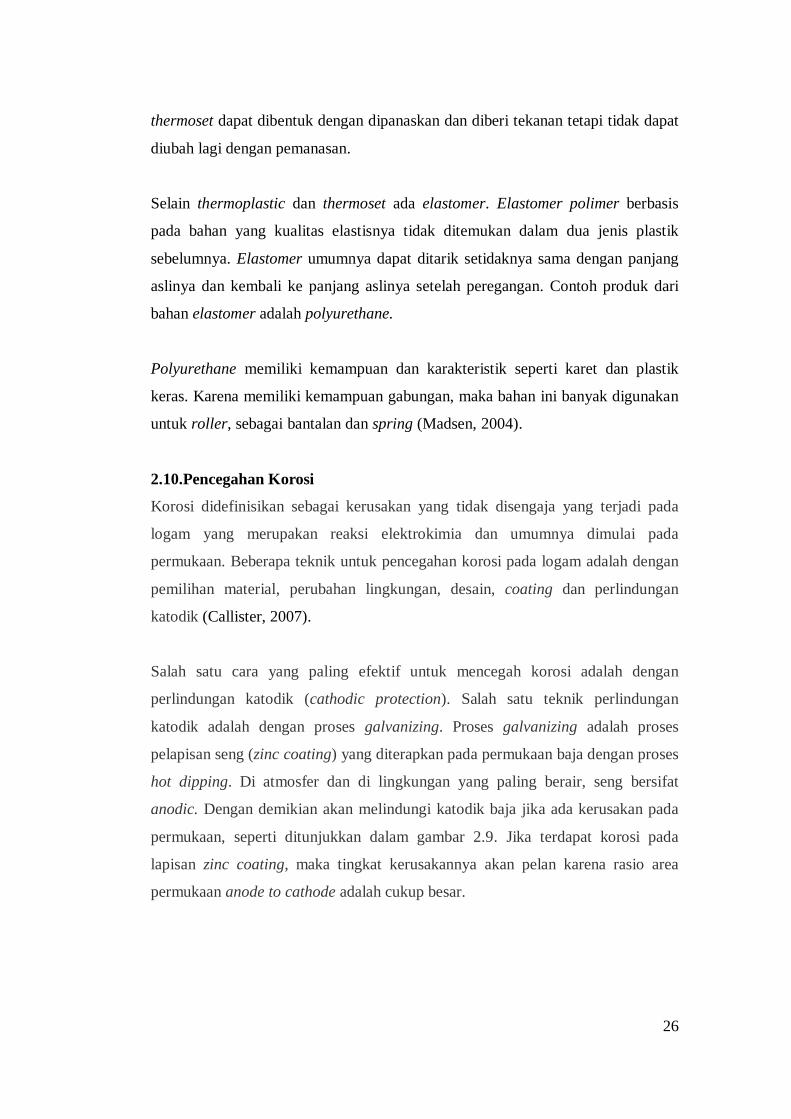
Salah satu cara yang paling efektif untuk mencegah korosi adalah dengan
perlindungan katodik (cathodic protection). Salah satu teknik perlindungan
katodik adalah dengan proses galvanizing. Proses galvanizing adalah proses
pelapisan seng (zinc coating) yang diterapkan pada permukaan baja dengan proses
hot dipping. Di atmosfer dan di lingkungan yang paling berair, seng bersifat
anodic. Dengan demikian akan melindungi katodik baja jika ada kerusakan pada
permukaan, seperti ditunjukkan dalam gambar 2.9. Jika terdapat korosi pada
lapisan zinc coating, maka tingkat kerusakannya akan pelan karena rasio area
permukaan anode to cathode adalah cukup besar.
27
Sumber: Callister (2007)
Gambar 2.17 Galvanic protection dengan zinc coating
2.11.Kualitas ( Quality )
Menurut (J.M Juran, 1993) kualitas adalah kesesuaian spesifikasi produk
yang memenuhi kebutuhan pelanggan dan dengan demikian memberikan
kepuasan kepada pelanggan.
Menurut (Goetsch at all, 2006) kualitas adalah karakteristik dari produk,
jasa, manusia, proses dan lingkungan yang sesuai dengan keinginan.
2.12.Quality Seven Tools
Seven Tools adalah alat-alat bantu yang berbentuk diagram dan grafik yang
bermanfaat untuk mengumpulkan dan menampilkan data-data. Data berisi
informasi-informasi yang dapat digunakan untuk pemecahan masalah,
pengambilan keputusan, menelusuri berbagai kemungkinan penyebab masalah
dan dapat digunakan untuk memprediksi kemampuan dan masalah dimasa depan
(Goetsch at all, 2006).
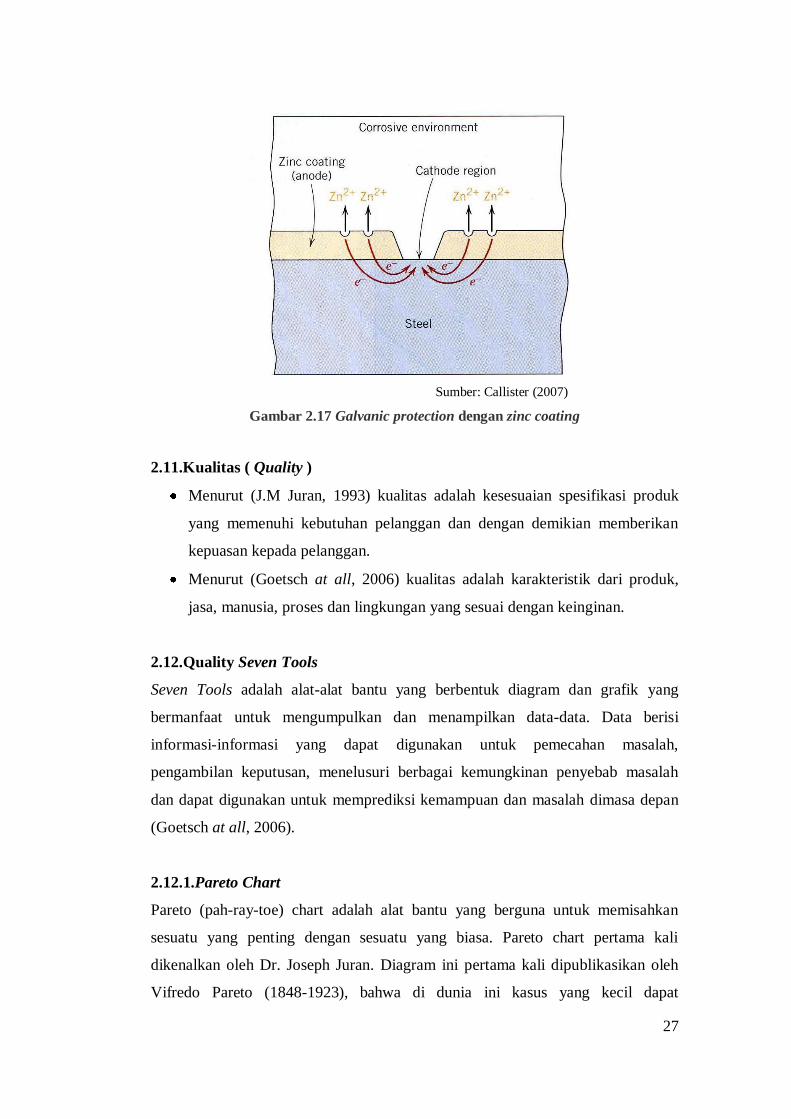
2.12.1.Pareto Chart
Pareto (pah-ray-toe) chart adalah alat bantu yang berguna untuk memisahkan
sesuatu yang penting dengan sesuatu yang biasa. Pareto chart pertama kali
dikenalkan oleh Dr. Joseph Juran. Diagram ini pertama kali dipublikasikan oleh
Vifredo Pareto (1848-1923), bahwa di dunia ini kasus yang kecil dapat
28
menyebabkan masalah yang besar. Penelitian lebih lanjut oleh Dr. Joseph Juran
dalam manajemen kualitas menyatakan aturan vital few and trivial many atau 20%
dari sesuatu bertanggung jawab akan 80% hasil-hasilnya. Aturan ini juga berarti
sesuatu yang sedikit (20%) adalah vital dan yang banyak (80%) adalah tidak
signifikan. Analisis pareto adalah proses dalam meranking kesempatan untuk
menentukan prioritas kesempatan yang harus diselesaikan terlebih dahulu. Ini juga
dikenal dengan memisahkan sedikit yang penting dari banyak yang sepele
(Goetsch at all, 2006).
Sumber: Goetsch (2006)
Gambar 2.18 Contoh diagram Pareto
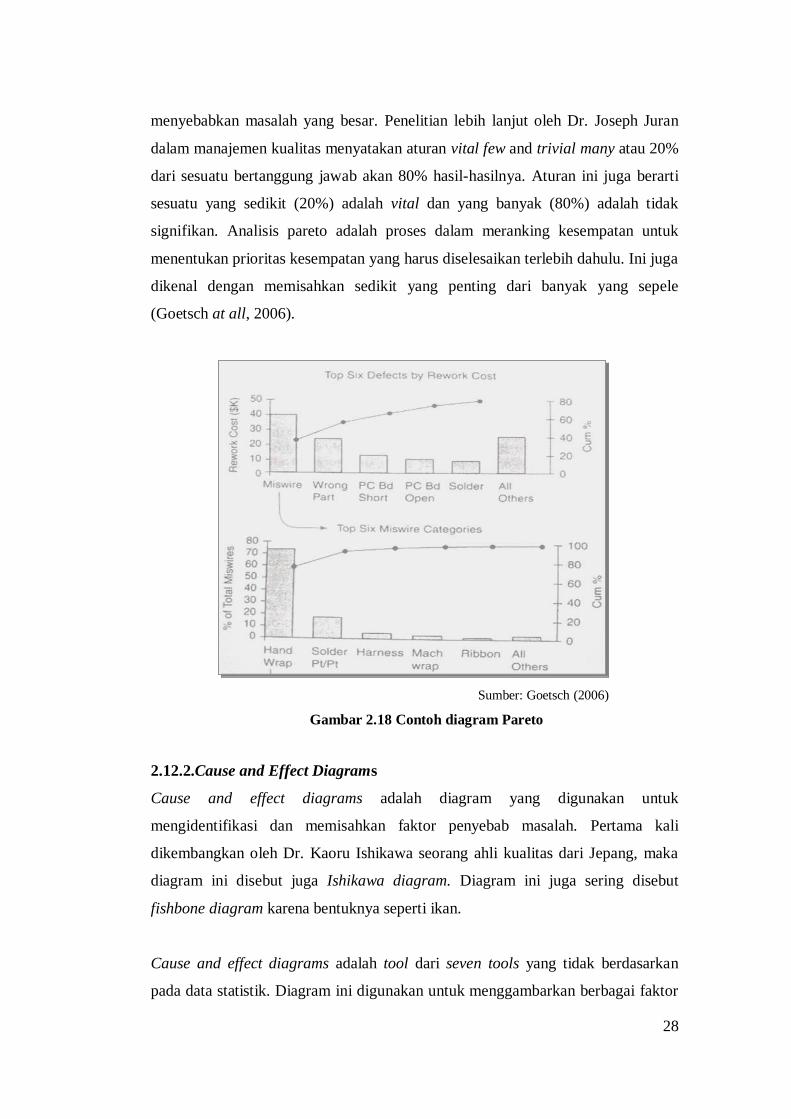
2.12.2.Cause and Effect Diagrams
Cause and effect diagrams adalah diagram yang digunakan untuk
mengidentifikasi dan memisahkan faktor penyebab masalah. Pertama kali
dikembangkan oleh Dr. Kaoru Ishikawa seorang ahli kualitas dari Jepang, maka
diagram ini disebut juga Ishikawa diagram. Diagram ini juga sering disebut
fishbone diagram karena bentuknya seperti ikan.
Cause and effect diagrams adalah tool dari seven tools yang tidak berdasarkan
pada data statistik. Diagram ini digunakan untuk menggambarkan berbagai faktor
29
di dalam proses yang mempengaruhi output dari suatu proses (Goetsch at all,
2006).
Sumber: Goetsch (2006)
Gambar 2.19 Contoh Cause and Effect diagram
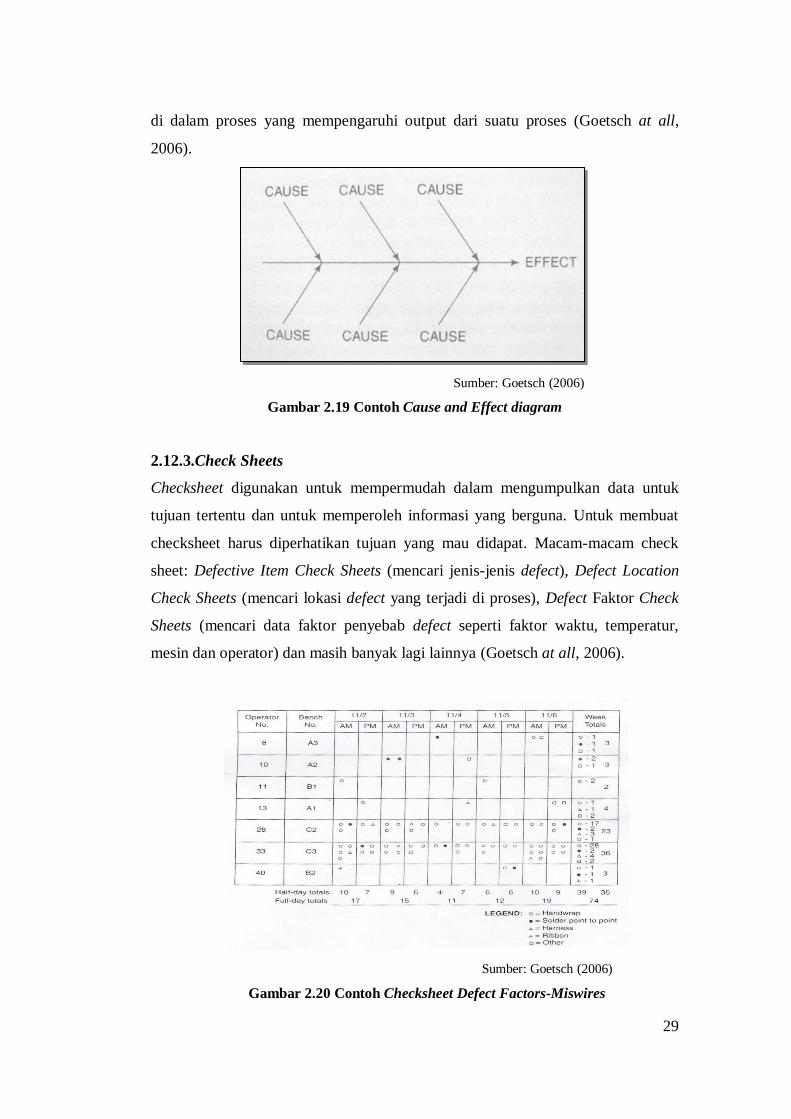
2.12.3.Check Sheets
Checksheet digunakan untuk mempermudah dalam mengumpulkan data untuk
tujuan tertentu dan untuk memperoleh informasi yang berguna. Untuk membuat
checksheet harus diperhatikan tujuan yang mau didapat. Macam-macam check
sheet: Defective Item Check Sheets (mencari jenis-jenis defect), Defect Location
Check Sheets (mencari lokasi defect yang terjadi di proses), Defect Faktor Check
Sheets (mencari data faktor penyebab defect seperti faktor waktu, temperatur,
mesin dan operator) dan masih banyak lagi lainnya (Goetsch at all, 2006).
Sumber: Goetsch (2006)
Gambar 2.20 Contoh Checksheet Defect Factors-Miswires

30
2.12.4.Histogram
Histogram adalah digunakan untuk memetakan frekwensi kejadian. Seberapa
sering terjadinya sesuatu. Sumbu x menunjukkan skala pengukuran dan sumbu y
menunjukkan frekuensi dari kejadian. Histogram disebut juga frequency
distribution diagrams (Goetsch at all, 2006).
Sumber: Goetsch (2006)
Gambar 2.21 Contoh Histogram
2.12.5.Scatter Diagram (Diagram Sebar)
Scatter diagram digunakan untuk menentukan korelasi (hubungan) antara dua
karakteristik (variabel). Scatter diagram berguna dalam menguji hubungan antara
faktor proses dan karakteristik produk yang mengalir keluar dari proses (Goetsch
at all, 2006).
Sumber: Goetsch (2006)
Gambar 2.22 Contoh Scatter Diagram
31
2.12.6.Run Chart and Control Chart
Run Chart dan Control Chart biasanya dianggap bersama-sama sebagai alat
tunggal. Keduanya bisa sangat kuat dan efektif untuk pelacakan dan pengendalian
proses dan merupakan dasar bagi perbaikan proses.
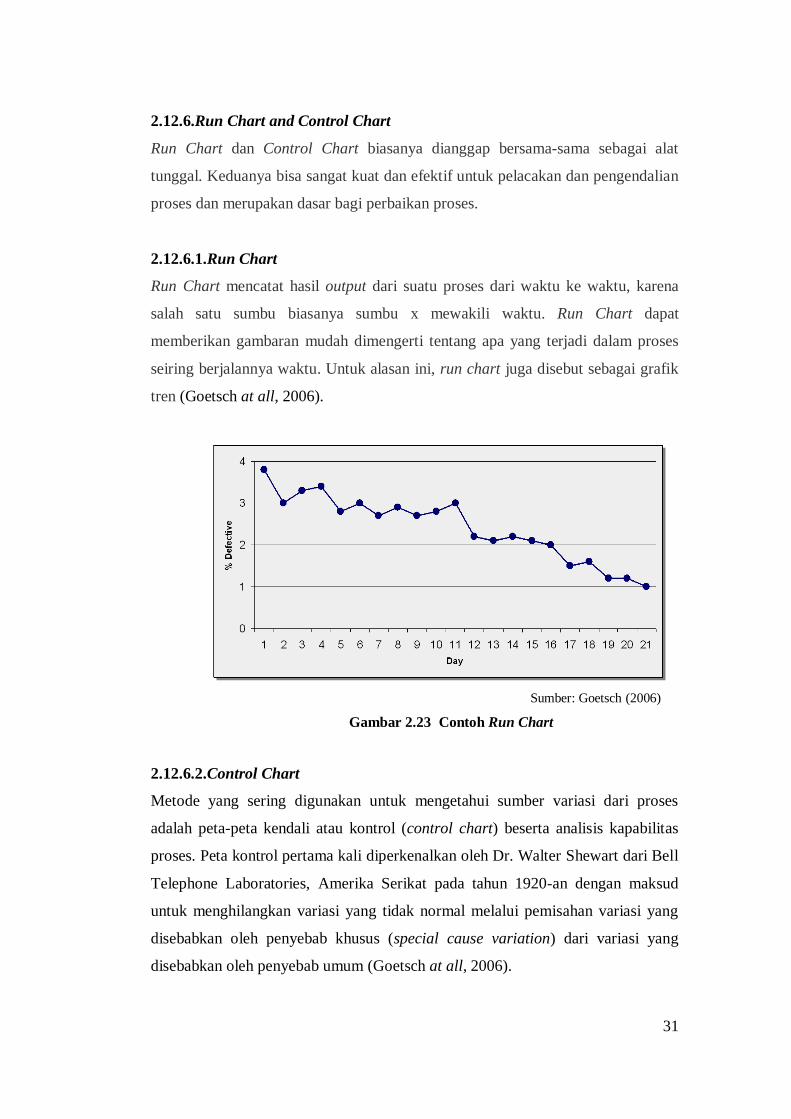
2.12.6.1.Run Chart
Run Chart mencatat hasil output dari suatu proses dari waktu ke waktu, karena
salah satu sumbu biasanya sumbu x mewakili waktu. Run Chart dapat
memberikan gambaran mudah dimengerti tentang apa yang terjadi dalam proses
seiring berjalannya waktu. Untuk alasan ini, run chart juga disebut sebagai grafik
tren (Goetsch at all, 2006).
Sumber: Goetsch (2006)
Gambar 2.23 Contoh Run Chart
2.12.6.2.Control Chart
Metode yang sering digunakan untuk mengetahui sumber variasi dari proses
adalah peta-peta kendali atau kontrol (control chart) beserta analisis kapabilitas
proses. Peta kontrol pertama kali diperkenalkan oleh Dr. Walter Shewart dari Bell
Telephone Laboratories, Amerika Serikat pada tahun 1920-an dengan maksud
untuk menghilangkan variasi yang tidak normal melalui pemisahan variasi yang
disebabkan oleh penyebab khusus (special cause variation) dari variasi yang
disebabkan oleh penyebab umum (Goetsch at all, 2006).

32
Sumber: Goetsch (2006)
Gambar 2.24 Contoh Control Chart
Fungsi utama diagram kontrol menurut (C. Tri Hendradi, 2006) adalah sebagai
berikut:
1. Membantu mengurangi variabilitas
2. Memonitor kinerja setiap saat
3. Memungkinkan proses koreksi untuk mencegah penolakan
4. Trend dan kondisi di luar kendali terdeteksi secara cepat.
Diagram kontrol merupakan run chart dalam suatu interval keyakinan tertentu,
biasanya 3 standar deviasi (3σ). Diagram ini memuat 3 macam garis batas, (1)
Batas kontrol atas atau Upper Control Limit (UCL), (2) Rata-rata kualitas sampel,
dan (3) Batas kontrol bawah atau Lower Control Limit.(LCL). Garis UCL dan
LCL merupakan garis dengan menambahkan dan mengurangkan 3 standar deviasi
(3σ) dari garis rata-rata kualitas sampel. Sampel yang berada di dalam rentang
UCL dan LCL dikatakan berada dalam pengawasan, sedangkan yang berada di
luar rentang UCL-LCL dikatakan berada di luar pengawasan.
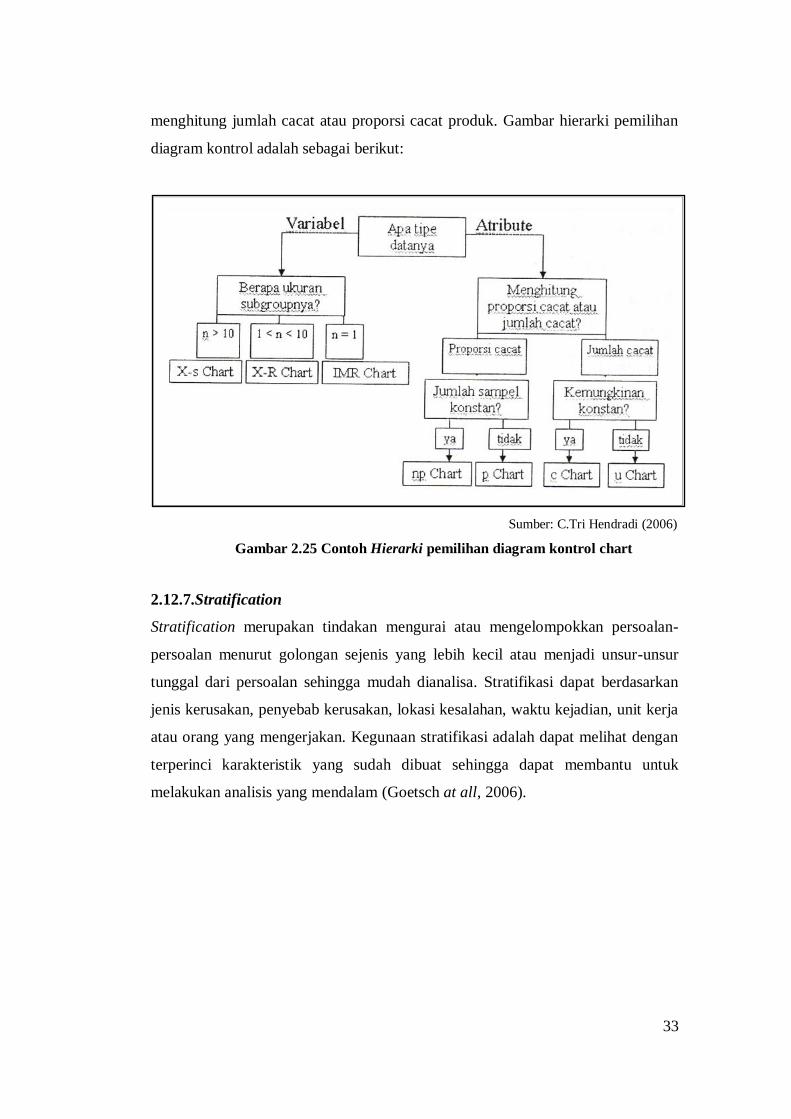
Secara umum diagram kontrol dapat digolongkan dalam dua kategori, yaitu
diagram kontrol variabel dan diagram kontrol atribut. Diagram kontrol variabel
memiliki tipe data kontinu dan datanya diperoleh dari hasil pengukuran. Sebagai
contoh, pengukuran berat, suhu dan tekanan. Diagram kontrol atribut memiliki
tipe data diskrit dan datanya diperoleh sebagai hasil perhitungan. Sebagai contoh,
33
menghitung jumlah cacat atau proporsi cacat produk. Gambar hierarki pemilihan
diagram kontrol adalah sebagai berikut:
Sumber: C.Tri Hendradi (2006)
Gambar 2.25 Contoh Hierarki pemilihan diagram kontrol chart
2.12.7.Stratification
Stratification merupakan tindakan mengurai atau mengelompokkan persoalan-
persoalan menurut golongan sejenis yang lebih kecil atau menjadi unsur-unsur
tunggal dari persoalan sehingga mudah dianalisa. Stratifikasi dapat berdasarkan
jenis kerusakan, penyebab kerusakan, lokasi kesalahan, waktu kejadian, unit kerja
atau orang yang mengerjakan. Kegunaan stratifikasi adalah dapat melihat dengan
terperinci karakteristik yang sudah dibuat sehingga dapat membantu untuk
melakukan analisis yang mendalam (Goetsch at all, 2006).

34
Sumber: Goetsch (2006)
Gambar 2.26 Contoh Stratification
2.13. Uji Hipotesis Untuk Rata-rata
Umumnya uji hipotesis rata-rata digunakan untuk penetapan faktor kausatif (x)
dengan cara mengonfirmasikan sumber-sumber variasi. Disamping itu juga untuk
menunjukkan perbedaan yang signifikan antara data baseline dengan data yang
diambil setelah pengembangan atau perbaikan yang telah dilakukan (C.Tri
Hendradi, 2006). Uji ini sangat penting untuk mengetahui:
1. Apakah terjadi perbedaan yang signifikan antara dua sample populasi?
2. Apakah terjadi perbedaan yang signifikan antara dua sample populasi dengan
suatu target nilai tertentu?
Secara sederhana penolakan dan penerimaan suatu hipotesis adalah dengan
membandingkan nilai statistik hitung dengan nilai statistik tabel.
Sumber: C. Tri Hendradi (2006)
Gambar 2.27 Contoh daerah penerimaan dan penolakan suatu hipotesis
35
Disamping itu dapat juga menggunakan p-value dalam melakukan hipotesis. P-
value digunakan untuk mewakili probabilitas bahwa tidak ada perbedaan yang
terjadi. Sebaliknya perbedaan akan terjadi jika p-value lebih kecil bila
dibandingkan dengan tingkat alpha error ( ).
Pada minitab ada empat macam uji hipotesis pada perbedaan rata-rata, yaitu 1-
sample Z, 1-sample, 2-sample, Paired t, 1 proportion, 2 proportions.
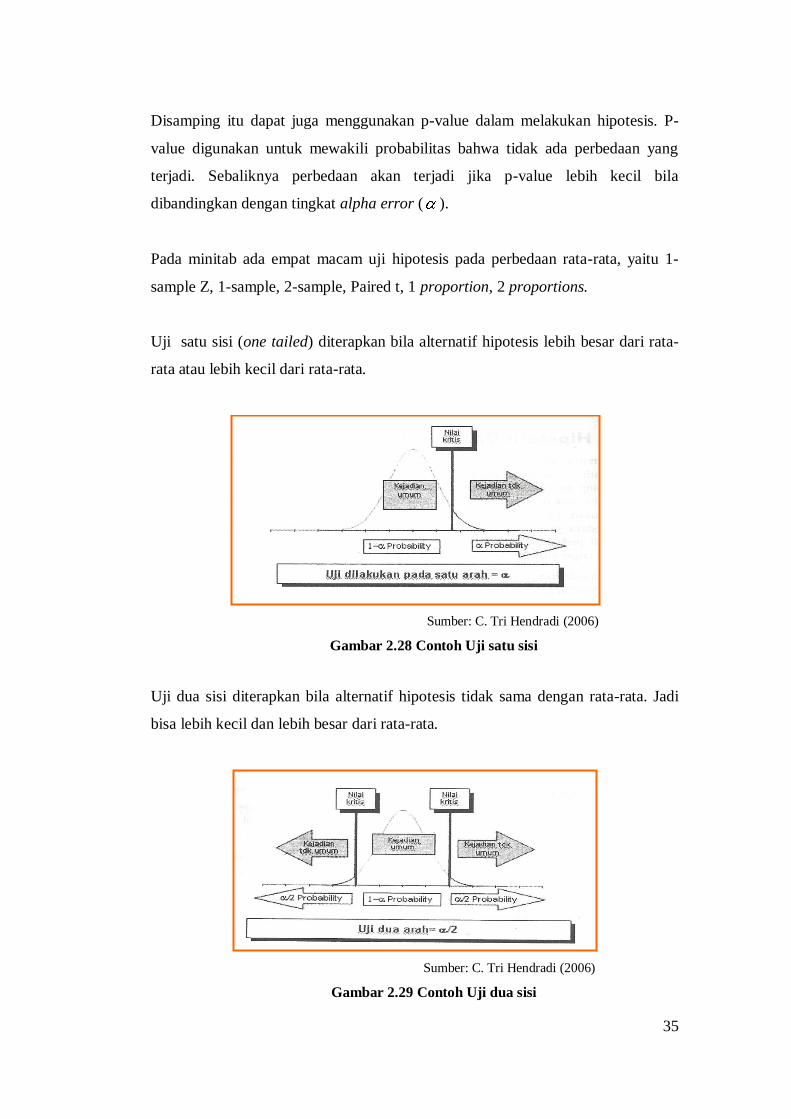
Uji satu sisi (one tailed) diterapkan bila alternatif hipotesis lebih besar dari rata-
rata atau lebih kecil dari rata-rata.
Sumber: C. Tri Hendradi (2006)
Gambar 2.28 Contoh Uji satu sisi
Uji dua sisi diterapkan bila alternatif hipotesis tidak sama dengan rata-rata. Jadi
bisa lebih kecil dan lebih besar dari rata-rata.
Sumber: C. Tri Hendradi (2006)
Gambar 2.29 Contoh Uji dua sisi
36
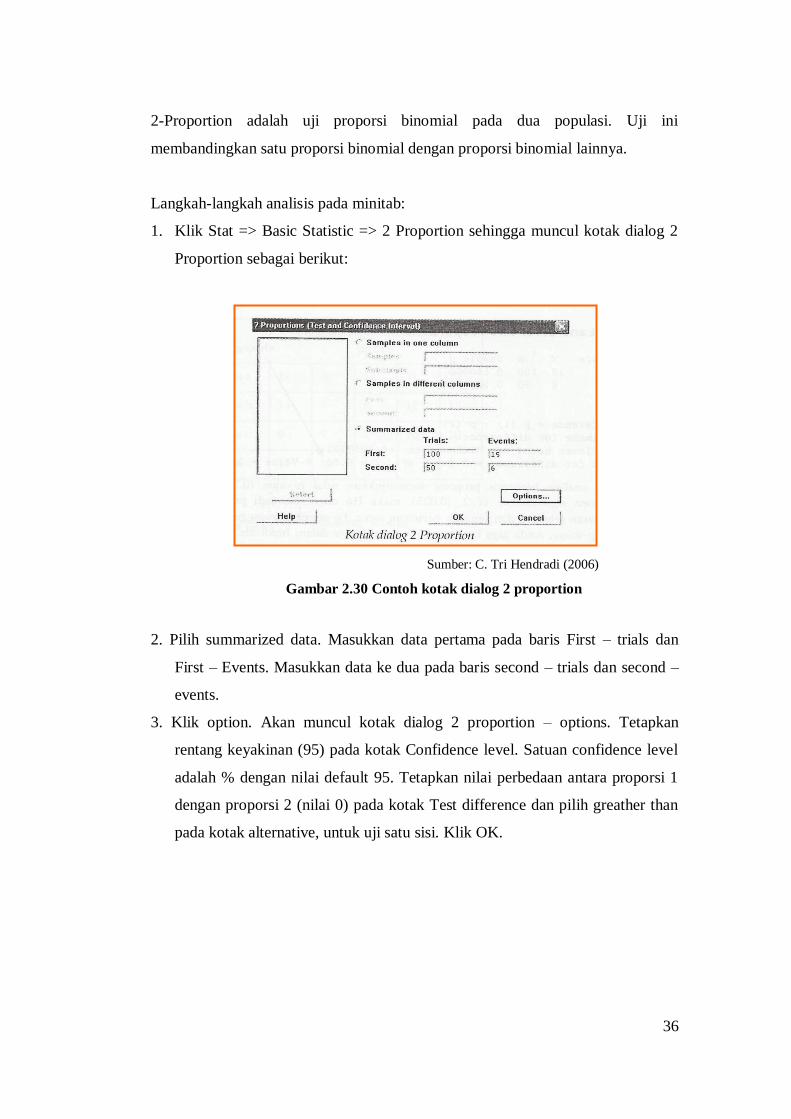
2-Proportion adalah uji proporsi binomial pada dua populasi. Uji ini
membandingkan satu proporsi binomial dengan proporsi binomial lainnya.
Langkah-langkah analisis pada minitab:
1. Klik Stat => Basic Statistic => 2 Proportion sehingga muncul kotak dialog 2
Proportion sebagai berikut:
Sumber: C. Tri Hendradi (2006)
Gambar 2.30 Contoh kotak dialog 2 proportion
2. Pilih summarized data. Masukkan data pertama pada baris First – trials dan
First – Events. Masukkan data ke dua pada baris second – trials dan second –
events.
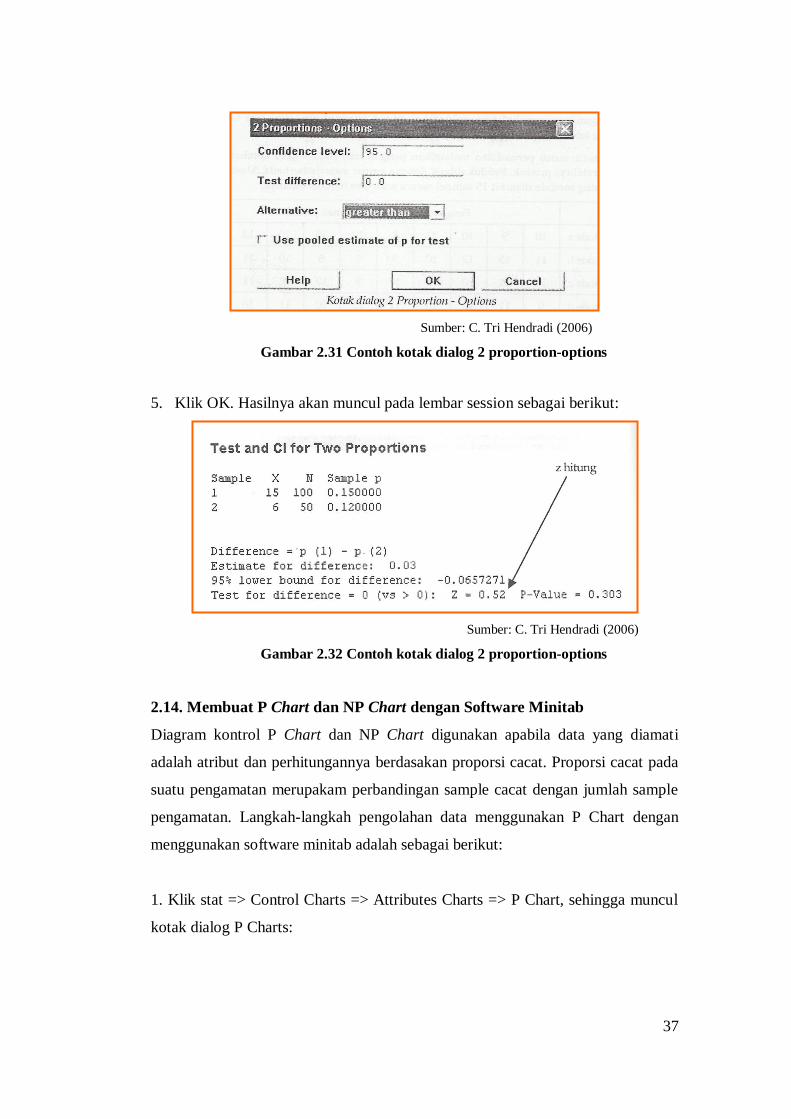
3. Klik option. Akan muncul kotak dialog 2 proportion – options. Tetapkan
rentang keyakinan (95) pada kotak Confidence level. Satuan confidence level
adalah % dengan nilai default 95. Tetapkan nilai perbedaan antara proporsi 1
dengan proporsi 2 (nilai 0) pada kotak Test difference dan pilih greather than
pada kotak alternative, untuk uji satu sisi. Klik OK.
37
Sumber: C. Tri Hendradi (2006)
Gambar 2.31 Contoh kotak dialog 2 proportion-options
5. Klik OK. Hasilnya akan muncul pada lembar session sebagai berikut:
Sumber: C. Tri Hendradi (2006)
Gambar 2.32 Contoh kotak dialog 2 proportion-options
2.14. Membuat P Chart dan NP Chart dengan Software Minitab
Diagram kontrol P Chart dan NP Chart digunakan apabila data yang diamati
adalah atribut dan perhitungannya berdasakan proporsi cacat. Proporsi cacat pada
suatu pengamatan merupakam perbandingan sample cacat dengan jumlah sample
pengamatan. Langkah-langkah pengolahan data menggunakan P Chart dengan
menggunakan software minitab adalah sebagai berikut:
1. Klik stat => Control Charts => Attributes Charts => P Chart, sehingga muncul
kotak dialog P Charts:

38
Sumber: C. Tri Hendradi (2006)
Gambar 2.33 Contoh kotak dialog P Chart
2. Masukkan variabel cacat pada kotak variable.
3. Masukkan variabel jumlah sampel pada kotak subgroup sizes.
4. Klik OK, maka akan diperoleh hasil lembar session dan diagram kontrol seperti
contoh berikut:
Sumber: C. Tri Hendradi (2006)
Gambar 2.34 Contoh P Chart cacat kemasan
Pada BAB ini telah dijelaskan mengenai tinjauan pustaka, penjelasan mengenai
metodologi penelitian akan di jelaskan pada BAB III pada halaman berikutnya. Consumen
Internal

39
BAB III
METODOLOGI PENELITIAN
Untuk memberikan penjelasan mengenai jalannya penelitian, berikut alur
metodologi yang digunakan.
Gambar 3.1 Metodologi penelitian
Observasi Awal
Studi Pustaka
Simpulan dan Saran
Observasi Awal
1. Pengamatan lapangan 2. Diskusi
Identifikasi Masalah
1. Perumusan Masalah
2. Tujuan Penelitian
Studi Pustaka
- Product design and development - Engineering drawing and design
- Perancangan elemen mesin terpadu
Pengumpulan dan Pengolahan Data
1.Garis besar proses
2. Data output dan cacat proses chipmount
3. Data no-operation mesin multimount-1005 4. Mengukur gap pick-up unit dengan template
5. Wawancara kebutuhan pelanggan
6. Membuat diagram pareto cacat dan no-operasi
Data dan Analisis
1. Concept development
- Identifikasi kebutuhan pelanggan - Penetapan spesifikasi target
- Penyusunan konsep
2. System level design - Drawing assembly location
3. Detail design
- Perhitungan dan pemilihan spring - Pemilihan bahan location
- Membuat detail gambar bagian
4. Analisis
- Testing and refinement - Membandingkan proporsi cacat sebelum dan
sesudah
5. Production rump-up - Kontrol hasil implementasi perancangan
Simpulan dan Saran
Identifikasi Masalah
Pengumpulan dan
Pengolahan Data
Data dan Analisis
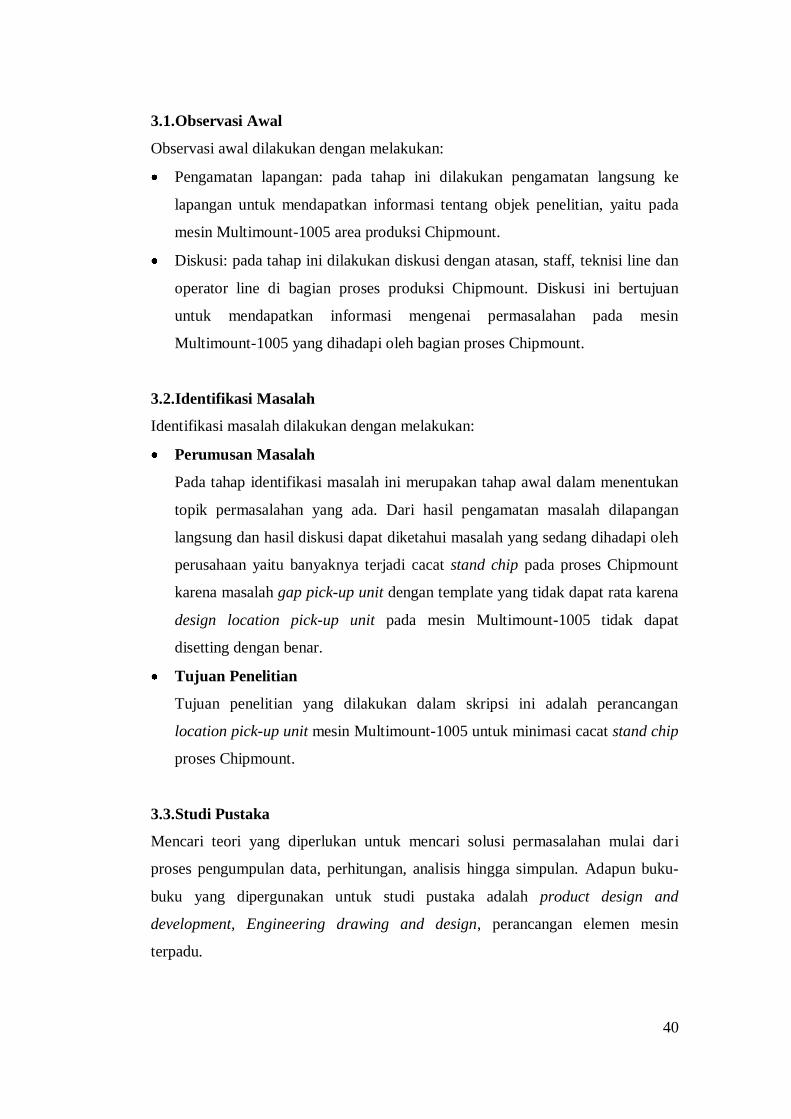
40
3.1.Observasi Awal
Observasi awal dilakukan dengan melakukan:
Pengamatan lapangan: pada tahap ini dilakukan pengamatan langsung ke
lapangan untuk mendapatkan informasi tentang objek penelitian, yaitu pada
mesin Multimount-1005 area produksi Chipmount.
Diskusi: pada tahap ini dilakukan diskusi dengan atasan, staff, teknisi line dan
operator line di bagian proses produksi Chipmount. Diskusi ini bertujuan
untuk mendapatkan informasi mengenai permasalahan pada mesin
Multimount-1005 yang dihadapi oleh bagian proses Chipmount.
3.2.Identifikasi Masalah
Identifikasi masalah dilakukan dengan melakukan:
Perumusan Masalah
Pada tahap identifikasi masalah ini merupakan tahap awal dalam menentukan
topik permasalahan yang ada. Dari hasil pengamatan masalah dilapangan
langsung dan hasil diskusi dapat diketahui masalah yang sedang dihadapi oleh
perusahaan yaitu banyaknya terjadi cacat stand chip pada proses Chipmount
karena masalah gap pick-up unit dengan template yang tidak dapat rata karena
design location pick-up unit pada mesin Multimount-1005 tidak dapat
disetting dengan benar.
Tujuan Penelitian
Tujuan penelitian yang dilakukan dalam skripsi ini adalah perancangan
location pick-up unit mesin Multimount-1005 untuk minimasi cacat stand chip
proses Chipmount.
3.3.Studi Pustaka
Mencari teori yang diperlukan untuk mencari solusi permasalahan mulai dari
proses pengumpulan data, perhitungan, analisis hingga simpulan. Adapun buku-
buku yang dipergunakan untuk studi pustaka adalah product design and
development, Engineering drawing and design, perancangan elemen mesin
terpadu.

41
3.4.Pengumpulan dan Pengolahan Data
Metode pengumpulan data yang digunakan dalam penyusunan skripsi ini adalah:
1. Data histori produksi
Data histori produksi adalah data produksi yang disimpan pada bagian internal
produksi chipmount yang terdiri dari:
Data output dan cacat proses chipmount
Data no-operation setting mesin multimount
2. Observasi
Observasi adalah metode pengumpulan data dengan cara pencatatan langsung
secara sistematis terhadap suatu objek yang diamati di lapangan untuk
mengetahui letak permasalahan. Data yang diambil adalah data gap pick-up
unit dengan template pada mesin multimount-1005.
3. Wawancara
Wawncara dilakukan dengan orang-orang yang berkompeten dalam bidangnya
seperti engineering dan teknisi mesin multimount-1005, sehingga dapat
mengembangkan mesin yang nantinya dapat memenuhi persyaratan dari
berbagai pihak.
4. Dokumentasi
Data yang diperoleh dalam bentuk gambar yang didapatkan langsung
dilapangan yang dapat mendukung dan memperkuat kebenaran data serta akan
menambah pengetahuan tentang situasi dan kondisi di lokasi penelitian.
5. Pengolahan data cacat produk dan no-operation:
Membuat pareto diagram cacat produk
Membuat pareto diagram no-operation
42
3.5.Data dan Analisis
Data dan analisis digunakan untuk mendapatkan hasil yang diinginkan sesuai
dengan permasalahan yang dibahas. Tahapan-tahapan yang digunakan adalah
sebagai berikut:
1. Concept development (pengembangan konsep)
Pada tahap pengembangan konsep mengikuti langkah-langkah sebagai berikut:
1.1. Identifikasi kebutuhan pelanggan
Sasaran kegiatan ini adalah untuk memahami kebutuhan pelanggan. Output dari
langkah ini adalah sekumpulan pernyataan kebutuhan pelanggan yang tersusun
rapi, diatur dalam daftar secara hierarki dengan bobot-bobot kepentingan untuk
setiap kebutuhan.
1.2. Penetapan spesifikasi target
Spesifikasi memberikan uraian yang tepat mengenai bagaimana produk bekerja. Ia
merupakan terjemahan dari kebutuhan pelanggan menjadi kebutuhan secara
teknis.
1.3. Penyusunan konsep
Sasaran penyusunan konsep adalah menggali lebih jauh konsep-konsep produk
yang mungkin sesuai dengan kebutuhan pelanggan. Penyusunan konsep
mencakup gabungan dari penelitian eksternal. Proses pemecahan masalah secara
kreatif oleh tim dan penelitian sistematis terdiri dari satu atau beberapa konsep,
dimana setiap konsep diwakili dengan suatu sketsa dan teks uraian ringkas.
2. System level design
Fase perancangan tingkatan sistem membuat uraian produk menjadi sub-sistem
serta komponen-komponen dan gambaran rakitan akhir untuk sistem produksi.
Output pada fase ini adalah tata letak bentuk produk, spesifikasi secara fungsional
dari setiap sub sistem produk.
43
3. Detail design
Fase perancangan detail mencakup spesifikasi lengkap dari bentuk, material dan
toleransi-toleransi dari seluruh komponen pada produk dan diidentifikasi seluruh
komponen standar yang dibeli dari pemasok.
Perhitungan dan pemilihan spring
Pemilihan bahan location
Membuat detail gambar bagian
4. Analisis
Pada tahap ini dilakukan pembuatan prototype location pick-up unit dan
dilakukan pengetesan.
Analisa hasil test prototype locaton
5. Production rump-up
- Mengontrol hasil dari produksi produk yang pertama dari proses
pengembangan produk.
3.6.Simpulan dan Saran
Simpulan ditetapkan berdasarkan hasil dari pengolahan data dan analisis yang
telah digunakan pada bagian sebelumnya. Penetapan simpulan dilakukan sesuai
dengan tujuan penelitian sekaligus menjawab pokok permasalahan yang telah
ditentukan diawal penelitian. Kemudian saran yang diajukan menggambarkan
upaya tindak lanjut dari simpulan yang ditetapkan dan digunakan sebagai
masukan bagi perusahaan.
Pada BAB ini telah dijelaskan mengenai metodologi penelitian, untuk data dan
analisis akan dijelaskan pada BAB IV pada halaman berikutnya.

44
BAB IV
DATA DAN ANALISIS
4.1.Pengumpulan dan Pengolahan Data
Data yang dikumpulkan pada tahap ini adalah identifikasi masalah, untuk
mengetahui detail permasalahan untuk perancangan location pick-up unit yang
baru.
4.1.1.Produk yang diproduksi
CM assembly digital tuner adalah komponen elektronik yang terdiri dari
rangkaian komponen semi konduktor di atas PCB (Printed Circuit Board) seperti
chip, dioda, transistor dan ic yang akan digunakan untuk membuat tuner digital
televisi. Berikut adalah gambar dari produk CM assembly digital tuner:
Gambar 4.1 Produk CM assembly digital tuner
4.1.2.Definisi Cacat Stand Chip
Cacat stand chip adalah cacat visual setelah proses soldering dimana chip
terpasang pada PCB dalam posisi berdiri. Cacat ini mengakibatkan komponen
tuner tidak dapat berfungsi jika di pasang pada televisi. Berikut ini contoh cacat
stand chip pada chip RF (Resistor Flat) dan chip CF (Capasitor Flat).
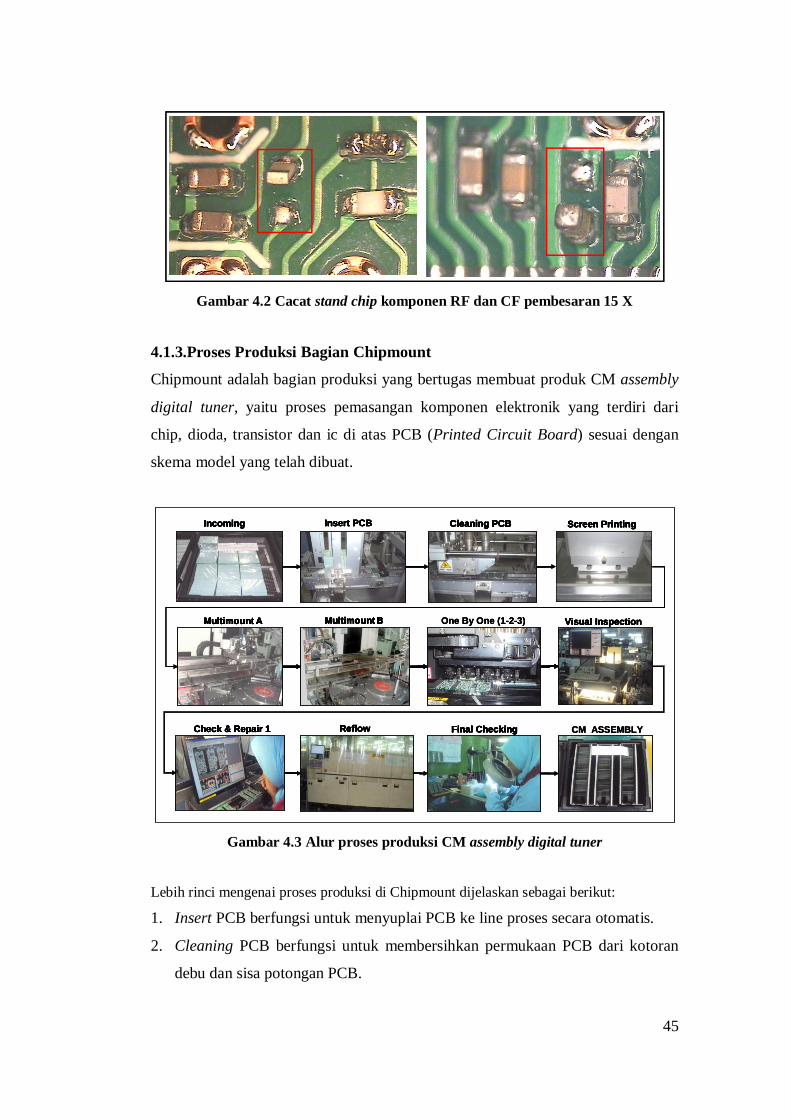
45
Gambar 4.2 Cacat stand chip komponen RF dan CF pembesaran 15 X
4.1.3.Proses Produksi Bagian Chipmount
Chipmount adalah bagian produksi yang bertugas membuat produk CM assembly
digital tuner, yaitu proses pemasangan komponen elektronik yang terdiri dari
chip, dioda, transistor dan ic di atas PCB (Printed Circuit Board) sesuai dengan
skema model yang telah dibuat.
Gambar 4.3 Alur proses produksi CM assembly digital tuner
Lebih rinci mengenai proses produksi di Chipmount dijelaskan sebagai berikut:
1. Insert PCB berfungsi untuk menyuplai PCB ke line proses secara otomatis.
2. Cleaning PCB berfungsi untuk membersihkan permukaan PCB dari kotoran
debu dan sisa potongan PCB.
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B Visual Inspection
Check & Repair 1 Reflow Final Checking CM ASSEMBLY
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B One By One (1-2-3) Visual Inspection
Check & Repair 1 Reflow Final Checking
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B Visual Inspection
Check & Repair 1 Reflow Final Checking CM ASSEMBLY
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B One By One (1-2-3) Visual Inspection
Check & Repair 1 Reflow Final Checking
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B Visual Inspection
Check & Repair 1 Reflow Final Checking CM ASSEMBLY
Incoming Insert PCB Cleaning PCB Screen Printing
Multimount A Multimount B One By One (1-2-3) Visual Inspection
Check & Repair 1 Reflow Final Checking

46
3. Screen printing merupakan mesin yang berfungsi untuk memberi cream
solder di atas permukaan PCB sesuai dengan pattern PCB.
4. Multimount-1005 berfungsi untuk memasang chip1005 yang tidak memiliki
polaritas, seperti Resistor Flat (RF) dan Capasitor Flat (CF) dimana dalam
sekali pasang maksimal adalah 200 chip dalam waktu sembilan detik. Chip-
1005 adalah chip dengan dimensi panjang sebesar 1.0 mm, lebar sebesar 0.5
mm dan tebal sebesar 0.5 mm. Didalam proses pemasangannya, komponen
yang dipasang boleh terbalik.
5. Mesin One by One berfungsi untuk memasang komponen elektronik
khususnya yang memiliki polaritas, seperti dioda, transistor dan ic dimana
proses pemasangannya dilakukan dengan satu per satu. Didalam proses
pemasangannya, komponen yang dipasang tidak boleh terbalik.
6. Visual inspection berfungsi untuk melakukan pengecekan secara otomatis
terhadap hasil mounting mesin multimount-1005 dan one by one. Jika di
temukan produk cacat seperti chip stand, shifting chip dan no chip, maka
produk ini kemudian akan dilakukan perbaikan posisi mounting oleh operator
repair-1 secara manual.
7. Reflow berfungsi untuk melakukan proses soldering secara otomatis terhadap
PCB yang telah diberi cream solder dan dilakukan pemasangan semua
komponen diatasnya. Hasil dari proses reflow ini yang disebut CM assembly.
8. Final Checking berfungsi untuk melakukan pengecekan produk terakhir di
proses chipmount. Pengecekan ini dilakukan secara manual menggunakan
kaca pembesar yang dikombinasikan dengan lampu atau disebut magnifying
lamp. Jika ditemukan produk cacat, maka produk akan dilakukan repair oleh
operator repair chipmount.
Dari alur proses tersebut, dapat diketahui proses mulai dari insert PCB, cleaning
PCB, pemberian cream solder, pemasangan chip-1005 tanpa polaritas,
pemasangan chip dengan polaritas, proses visual inspeksi, proses soldering
dengan reflow dan terakhir proses final checking. Diketahui bahwa pemasangan
chip-1005 adalah pada mesin Multimount-1005. Masalah utama pada proses ini
banyak ditemukan posisi pemasangan chip dalam kondisi bergeser, dimana
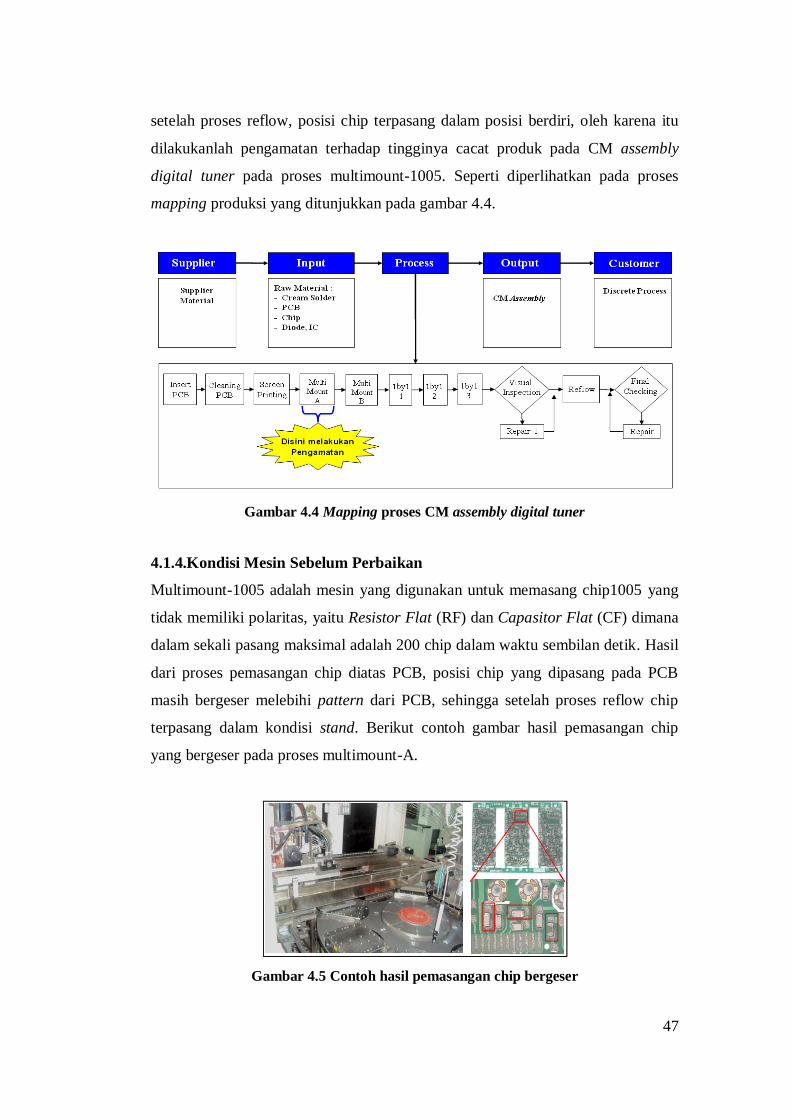
47
setelah proses reflow, posisi chip terpasang dalam posisi berdiri, oleh karena itu
dilakukanlah pengamatan terhadap tingginya cacat produk pada CM assembly
digital tuner pada proses multimount-1005. Seperti diperlihatkan pada proses
mapping produksi yang ditunjukkan pada gambar 4.4.
Gambar 4.4 Mapping proses CM assembly digital tuner
4.1.4.Kondisi Mesin Sebelum Perbaikan
Multimount-1005 adalah mesin yang digunakan untuk memasang chip1005 yang
tidak memiliki polaritas, yaitu Resistor Flat (RF) dan Capasitor Flat (CF) dimana
dalam sekali pasang maksimal adalah 200 chip dalam waktu sembilan detik. Hasil
dari proses pemasangan chip diatas PCB, posisi chip yang dipasang pada PCB
masih bergeser melebihi pattern dari PCB, sehingga setelah proses reflow chip
terpasang dalam kondisi stand. Berikut contoh gambar hasil pemasangan chip
yang bergeser pada proses multimount-A.
Gambar 4.5 Contoh hasil pemasangan chip bergeser

48
Masalah pemasangan chip pada mesin multimount-1005 bergeser disebabkan oleh
masalah gap antara pick-up unit dengan template tidak sama. Untuk
menggambarkan permasalahan pada proses pick-up multimount-1005 berikut
adalah flow proses pemasangan chip pada mesin Multimount:
Gambar 4.6 Flow proses Multimount-1005
Proses pada mesin Multimount-1005 adalah sebagai berikut:
1. Cleaning Template adalah proses membersihkan template dengan metode
vacuum sebelum digunakan sebagai jig tempat chip. template adalah jig yang
digunakan sebagai tempat menaruh chip sementara sebelum di pasang diatas
PCB dimana kapasitas jig ini adalah 100 chip.
2. Chips drop adalah proses menaruh chip dari hopper ke dalam template,
melalui pipa SUS-pipe yang telah ditentukan posisinya.
3. Vibrator 1,2,3 berfungsi untuk merebahkan posisi chip di dalam template,
karena setelah proses chips drop masih terdapat chip dalam posisi berdiri atau
stand chip.
4. Stand and no chip inspection berfungsi untuk pengecekan chip dalam
template. Chip sudah masuk ke dalam template semua atau belum dan chip
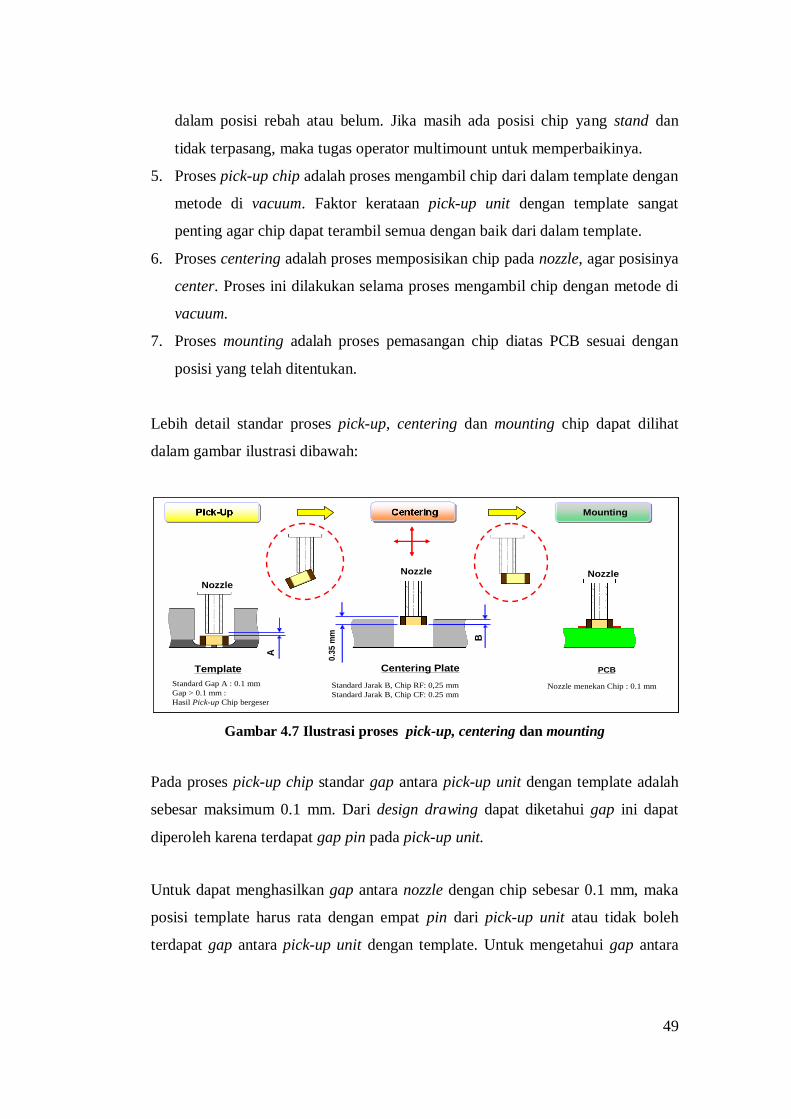
49
dalam posisi rebah atau belum. Jika masih ada posisi chip yang stand dan
tidak terpasang, maka tugas operator multimount untuk memperbaikinya.
5. Proses pick-up chip adalah proses mengambil chip dari dalam template dengan
metode di vacuum. Faktor kerataan pick-up unit dengan template sangat
penting agar chip dapat terambil semua dengan baik dari dalam template.
6. Proses centering adalah proses memposisikan chip pada nozzle, agar posisinya
center. Proses ini dilakukan selama proses mengambil chip dengan metode di
vacuum.
7. Proses mounting adalah proses pemasangan chip diatas PCB sesuai dengan
posisi yang telah ditentukan.
Lebih detail standar proses pick-up, centering dan mounting chip dapat dilihat
dalam gambar ilustrasi dibawah:
Gambar 4.7 Ilustrasi proses pick-up, centering dan mounting
Pada proses pick-up chip standar gap antara pick-up unit dengan template adalah
sebesar maksimum 0.1 mm. Dari design drawing dapat diketahui gap ini dapat
diperoleh karena terdapat gap pin pada pick-up unit.
Untuk dapat menghasilkan gap antara nozzle dengan chip sebesar 0.1 mm, maka
posisi template harus rata dengan empat pin dari pick-up unit atau tidak boleh
terdapat gap antara pick-up unit dengan template. Untuk mengetahui gap antara
PCBTemplate Centering Plate
Nozzle
Nozzle Nozzle
A
B
Standard Gap A : 0.1 mm
Gap > 0.1 mm :
Hasil Pick-up Chip bergeser
Standard Jarak B, Chip RF: 0,25 mm
Standard Jarak B, Chip CF: 0.25 mm
0.3
5 m
m
Nozzle menekan Chip : 0.1 mm
MountingMounting
PCBTemplate Centering Plate
Nozzle
Nozzle Nozzle
A
B
Standard Gap A : 0.1 mm
Gap > 0.1 mm :
Hasil Pick-up Chip bergeser
Standard Jarak B, Chip RF: 0,25 mm
Standard Jarak B, Chip CF: 0.25 mm
0.3
5 m
m
Nozzle menekan Chip : 0.1 mm
PCBTemplate Centering Plate
Nozzle
Nozzle Nozzle
A
B
Standard Gap A : 0.1 mm
Gap > 0.1 mm :
Hasil Pick-up Chip bergeser
Standard Jarak B, Chip RF: 0,25 mm
Standard Jarak B, Chip CF: 0.25 mm
0.3
5 m
m
Nozzle menekan Chip : 0.1 mm
MountingMounting
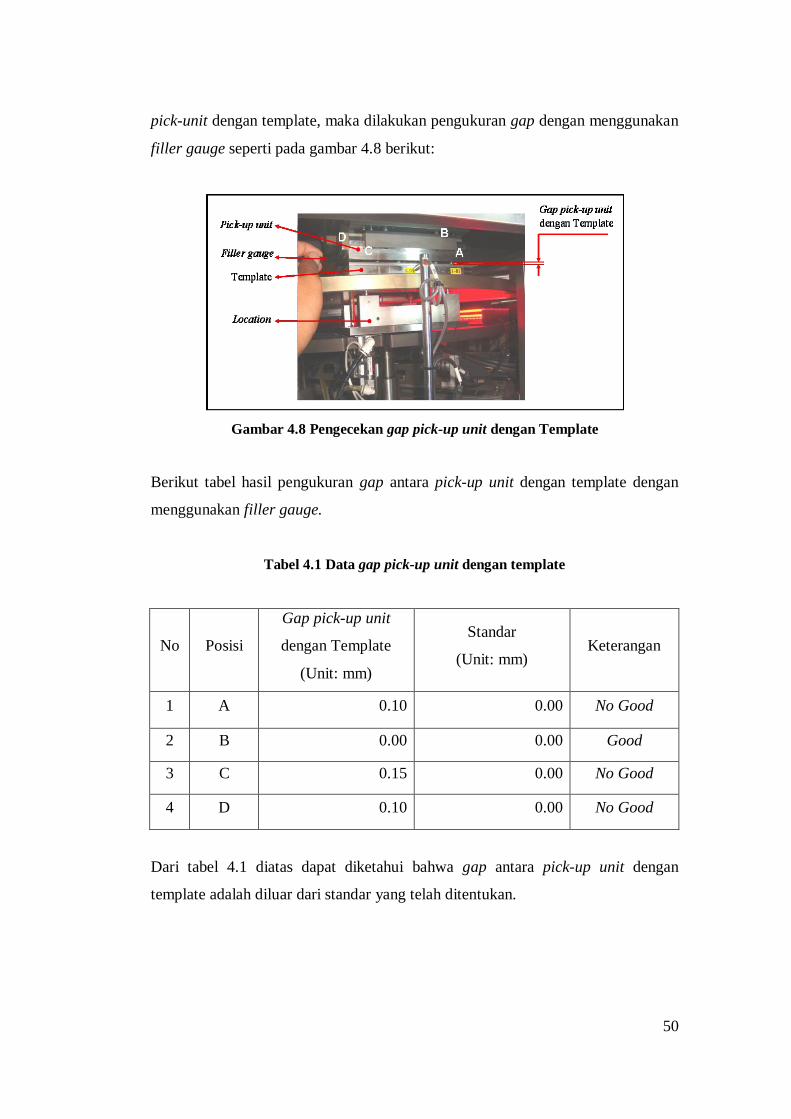
50
pick-unit dengan template, maka dilakukan pengukuran gap dengan menggunakan
filler gauge seperti pada gambar 4.8 berikut:
Gambar 4.8 Pengecekan gap pick-up unit dengan Template
Berikut tabel hasil pengukuran gap antara pick-up unit dengan template dengan
menggunakan filler gauge.
Tabel 4.1 Data gap pick-up unit dengan template
No Posisi
Gap pick-up unit
dengan Template
(Unit: mm)
Standar
(Unit: mm) Keterangan
1 A 0.10 0.00 No Good
2 B 0.00 0.00 Good
3 C 0.15 0.00 No Good
4 D 0.10 0.00 No Good
Dari tabel 4.1 diatas dapat diketahui bahwa gap antara pick-up unit dengan
template adalah diluar dari standar yang telah ditentukan.

51
Kemudian dengan menggunakan kamera microvision, dilakukan pengamatan hasil
pick-up chip. Hasil dari test pick-up adalah beberapa chip dalam posisi bergeser
dan stand. Seperti terlihat dalam gambar dibawah ini:
Gambar 4.9 Hasil Pick-up chip stand pembesaran 15X
Masalah pada proses pick-up disebabkan oleh ketidaksamaan gap antara pick-up
unit dengan template. Masalah pada design location pick-up unit yang sulit untuk
dilakukan setting. Perlu dilakukan perancangan ulang pada design location pick-
up unit, agar location pick-up unit dapat dilakukan penyettingan dengan tepat.
Berikut adalah gambar ilustrasi masalah pada design pick-up chip.
Gambar 4.10 Ilustrasi masalah design Pick-up unit
NG NG NG OKOKNG NG NG OKOK
GAP Bermasalah
Pick-up
unit
Template
Location
A
BD
C A Pick-up
unit
Template
Location
Baut-I
Baut
Pengunci
Index Table
B
Baut-I
No GAP
GAP Bermasalah
Pick-up
unit
Template
Location
A
BD
C A Pick-up
unit
Template
Location
Baut-I
Baut
Pengunci
Index Table
B
Baut-I
No GAP
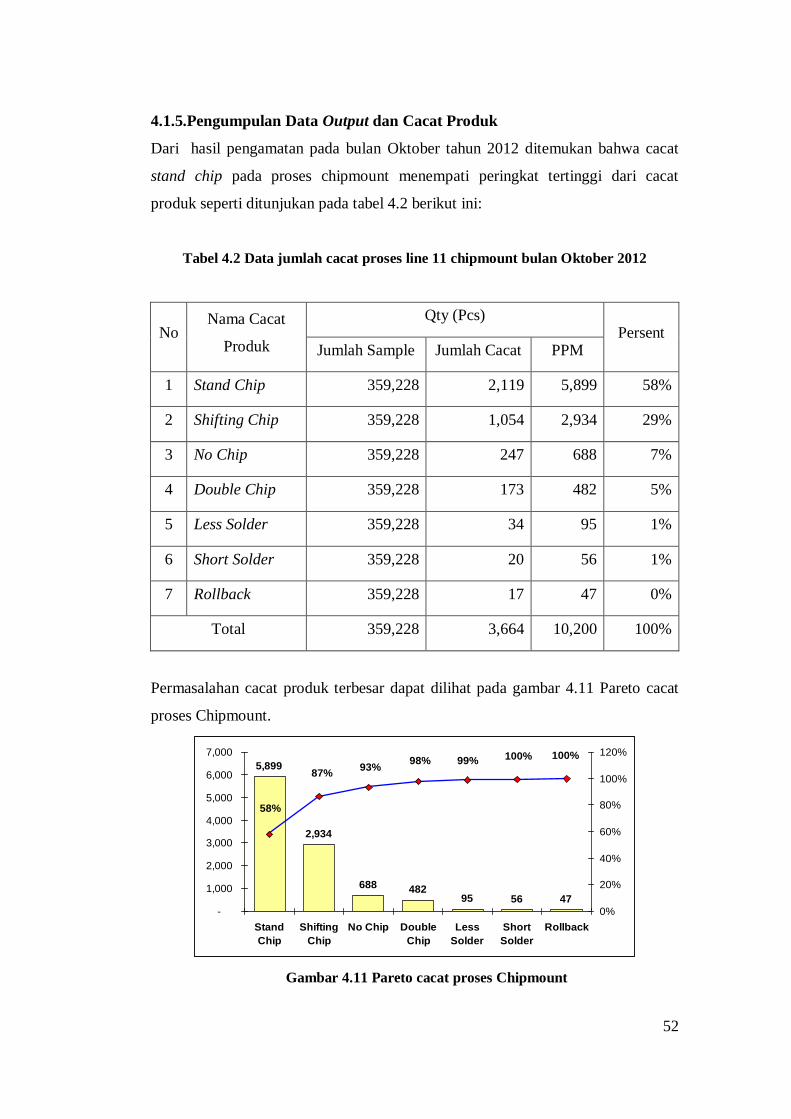
52
4.1.5.Pengumpulan Data Output dan Cacat Produk
Dari hasil pengamatan pada bulan Oktober tahun 2012 ditemukan bahwa cacat
stand chip pada proses chipmount menempati peringkat tertinggi dari cacat
produk seperti ditunjukan pada tabel 4.2 berikut ini:
Tabel 4.2 Data jumlah cacat proses line 11 chipmount bulan Oktober 2012
No Nama Cacat
Produk
Qty (Pcs) Persent
Jumlah Sample Jumlah Cacat PPM
1 Stand Chip 359,228 2,119 5,899 58%
2 Shifting Chip 359,228 1,054 2,934 29%
3 No Chip 359,228 247 688 7%
4 Double Chip 359,228 173 482 5%
5 Less Solder 359,228 34 95 1%
6 Short Solder 359,228 20 56 1%
7 Rollback 359,228 17 47 0%
Total 359,228 3,664 10,200 100%
Permasalahan cacat produk terbesar dapat dilihat pada gambar 4.11 Pareto cacat
proses Chipmount.
Gambar 4.11 Pareto cacat proses Chipmount
5,899
2,934
688 48295 56 47
100%100%99%98%93%
87%
58%
-
1,000
2,000
3,000
4,000
5,000
6,000
7,000
Stand
Chip
Shifting
Chip
No Chip Double
Chip
Less
Solder
Short
Solder
Rollback
0%
20%
40%
60%
80%
100%
120%
Consumen
Internal

53
Dari grafik pareto tersebut diatas bisa diketahui bahwa cacat stand chip
menduduki peringkat paling tinggi dibandingkan dengan jenis cacat lainnya yaitu
sebesar 58 %.
Pola cacat stand chip di proses chipmount, selama kurun waktu satu bulan yaitu
bulan Oktober 2012 tidak menunjukkan perbaikan. Hal ini ditunjukkan oleh trend
grafik cacat stand chip per hari yang tidak pernah mencapai target yang telah
ditentukan oleh manajemen, yaitu sebesar 4.000 ppm. Seperti ditunjukkan dalam
gambar 4.12 berikut:
Gambar 4.12 Grafik trend cacat stand chip proses Chipmount
4.1.5.1.Penyebab Cacat Stand Chip
Pada tahapan ini dilakukan analisis terhadap penyebab dari cacat stand chip yang
terjadi di proses chipmount. Dari diagram pareto cacat stand chip. Data di
klasifikasikan lagi berdasarkan faktor penyebab cacat stand chip per mesin,
karena proses pemasangan chip di chipmount dilakukan secara otomatis
menggunakan mesin, yaitu mesin multimount-A, multimount-B dan mesin one by
one.
Pola Cacat Stand Chip Chipmount (PPM)
-
1,000
2,000
3,000
4,000
5,000
6,000
7,000
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Stand Chip (PPM) Target
Consumen
Internal

54
Tabel 4.3 Penyebab cacat stand chip pada CM assembly digital tuner
No Penyebab Cacat Qty (Pcs)
Persent Jumlah Sample Jumlah Cacat PPM
1 Multimount-A 359,228 1,157 3,221 55%
2 Multimount-B 359,228 943 2,625 45%
3 One by one 359,228 19 53 1%
Total 359,228 2,119 5,899 100%
Berikut ini adalah pareto penyebab terjadinya defect stand chip pada produk CM
assembly digital tuner karena faktor mesin.
Gambar 4.13 Pareto penyebab cacat stand chip
Pada grafik pareto diatas dapat terlihat bahwa penyebab cacat stand chip tertinggi
adalah pada mesin multimount-A yaitu sebesar 55%.
4.1.6.Data Lama Setting Posisi Pick-up Unit
Dari data no-operation time pada mesin multimount-1005 pada bulan Oktober
2012 dapat diketahui bahwa banyak terjadi stop line oleh karena harus
memperbaiki posisi gap antara pick-up unit dengan template. Seperti pada tabel
4.4 berikut:
3,221
53
2,625
100%99%
55%
-
500
1,000
1,500
2,000
2,500
3,000
3,500
Multimount-A Multimount-B One by one
0%
20%
40%
60%
80%
100%
120%
Consumen
Internal

55
Tabel 4.4 Data no-operation time mesin multimount-1005
Operation Time (Menit) 522,670
No Jenis no-operation time Total waktu stop
(menit)
Rasio
(%)
1 Setting Pick-up 1,120 17%
2 Perbaikan Remain Chip 920 14%
3 Setting Centering 720 11%
4 Change Kitting Chip 670 10%
5 Cleaning Nozzle 530 8%
6 Change Hopper 450 7%
7 Perbaikan Stand Chip 410 6%
8 Change SUS Pipe A/B 390 6%
9 Perbaikan No Chip 375 6%
10 Change Main SUS Pipe 240 4%
11 Setting Mounting 230 4%
12 Change pick-up nozzle 130 2%
13 Material Shortage 120 2%
14 Hopper Change 95 1%
15 Model Change - 0%
16 Others 62 1%
Total 6,462 100%
Untuk mengetahui permasalahan no-operation pada mesin multimount-1005,
maka dibuat diagram pareto no-operation sebagai berikut:

56
Gambar 4.14 Diagram pareto no-operation Multimount-1005
Dari diagram pareto diatas dapat diketahui bahwa permasalahan pada mesin
multimount-1005 adalah setting posisi pick-up unit sebesar 17%.
Dari data no-operation mesin multimount-1005, dapat diketahui frekuensi dari
setting posisi pick-up adalah 25 kali, sehingga rata-rata waktu yang dibutuhkan
untuk sekali setting posisi pick-up unit adalah sebesar 45 menit.
Tabel 4.5 Data loss time setting posisi pick-up mesin multimount-1005
% Loss Total waktu stop
(Menit)
Frekuensi
(kali)
Rata-rata loss setting
(Menit)
Setting Pick-up 1,120 25 45
Berikut flow setting posisi pick-up unit kondisi sekarang, dimana dibutuhkan
waktu yang lama untuk perbaikan posisi pick-up unit. Permasalahan ini
disebabkan oleh design location pick-up unit yang menggunakan kombinasi baut-I
untuk mengatur gap antara pick-up unit dengan template sulit untuk mendapatkan
gap yang rata pada keempat sisi.
530450
410 390 375
240 230
130 120 95
-62
1,120
920
670
720
17%32%
43%
53%61%
68%75%
81%86%
90% 94%96% 98% 99% 99% 100%
-
200
400
600
800
1,000
1,200
Set
ting
Pick-
up
Per
baikan
Rem
ain
Chi
p
Set
ting
Cen
terin
g
Cha
nge
Kitt
ing
Chip
Clean
ing
Noz
zle
Cha
nge
Hop
per
Per
baikan
Sta
nd C
hip
Cha
nge
SUS P
ipe
A/B
Per
baikan
No
Chip
Cha
nge
Main
SUS P
ipe
Set
ting
Mou
nting
Cha
nge
pick
-up
nozz
le
Mat
erial S
horta
ge
Hop
per C
hang
e
Mod
el C
hang
e
Oth
ers
0%
20%
40%
60%
80%
100%
120%

57
Gambar 4.15 Flow proses setting posisi pick-up unit multimount-1005
4.2.Concept Development (Pengembangan Konsep)
Tahap selanjutnya dalam perancangan location pick-up unit adalah pengembangan
konsep. Pada pengembangan konsep langkah pertama yang dilakukan adalah:
4.2.1.Identifikasi Kebutuhan Pelanggan
Dari hasil wawancara yang telah dilakukan terhadap internal customer, yaitu
enginer dan teknisi mesin multimount-1005. Didapatkan hasil sebagai berikut:
Kencangkan pengunci base location
A, B, C, D
Start
Buka menu program setting
Pindahkan pick-up unit
ke posisi mounting
Buka baut pengunci base location
A,B,C,D
Location Up
Check posisi pin
dengan hole index table:
Center
OK
NG
Location down
Pick-up unit up
Gerakkan manual
Base location arah X-Y
sampai OK
Finish
Check PIN drop:
2 PIN masuk
Simpan koordinat Pick-up
Setting koordinat arah
X-Y
OK
NG
Gap pick-up
unit dengan template:
No gap
- Setting baut I,
- Setting baut pengunci
OK
NG
Gap Template
dengan Index:
Mak 0.1 mm
- Setting Baut I,
- Setting baut pengunci
OK
NG
Location up
Pick-up unit down,
Mak 0.1 mm dari Index
Kencangkan pengunci base location
A, B, C, D
Start
Buka menu program setting
Pindahkan pick-up unit
ke posisi mounting
Buka baut pengunci base location
A,B,C,D
Location Up
Check posisi pin
dengan hole index table:
Center
OK
NG
Location down
Pick-up unit up
Gerakkan manual
Base location arah X-Y
sampai OK
Finish
Check PIN drop:
2 PIN masuk
Simpan koordinat Pick-up
Setting koordinat arah
X-Y
OK
NG
Gap pick-up
unit dengan template:
No gap
- Setting baut I,
- Setting baut pengunci
OK
NG
Gap Template
dengan Index:
Mak 0.1 mm
- Setting Baut I,
- Setting baut pengunci
OK
NG
Location up
Pick-up unit down,
Mak 0.1 mm dari Index

58
Tabel 4.6 Identifikasi kebutuhan pelanggan
No Part Need
Importance
1 Location Location dapat mengikuti posisi pick-up unit 5
2 Location Dapat membuat gap pick-up unit dengan template sama
pada keempat sisi 5
3 Location Mudah melakukan penyettingan 5
4 Location Posisi location tidak mudah berubah 5
5 Location Bahan location tidak mudah berkarat 3
6 Location Bahan pin location dapat meredam tumbukan 5
7 Location Chip dapat terambil semua pada saat proses pick-up 5
8 Location Dapat disetting dengan tool yang tersedia 3
9 Location Dapat dengan mudah mengganti part yang rusak 3
10 Location Aman dari kecelakaan 5
4.2.2.Penetapan Spesifikasi Target
Penetapan spesifikasi target merupakan terjemahan dari kebutuhan pelanggan
menjadi kebutuhan secara teknis. Proses selanjutnya adalah membuat daftar
spesifikasi target (metrik). Setiap spesifikasi terdiri dari suatu besaran, serta nilai-
nilai batas untuk besaran tersebut. Adapun identifikasi teknis perancangan
location pick-up unit seperti pada tabel 4.6.

59
Tabel 4.7 Identifikasi teknis location pick-up unit
Metric No.
Need No.
Metric Importance Units
1 10 Tinggi maksimum location 5 mm
2 10 Panjang dan Lebar maksimum location 3 mm
3 1, 2, 3 Location menggunakan spring 5 pcs
4 3, 4 Pengunci menggunakan clamping 5 pcs
5 5 Material location dilapisi zinc coating 3 Pcs
6 6 Bahan pin location dari urethane 5 Pcs
7 3 Waktu setting location dari awal 5 s
8 8 Special tool untuk maintenance 4 list
9 9 Waktu untuk mengganti part yang rusak 4 s
Langkah selanjutnya adalah membuat matrix hubungan antara kebutuhan
pelanggan (customer) dengan spesifikasi metrik location pick-up unit.
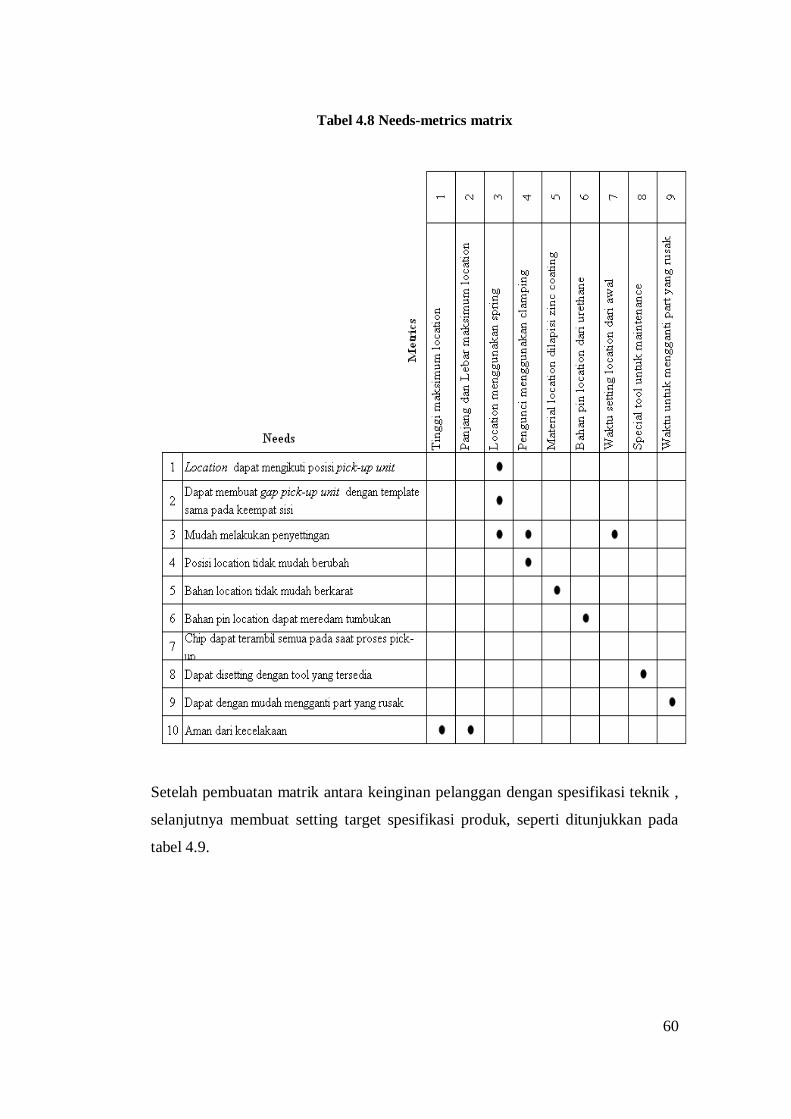
60
Tabel 4.8 Needs-metrics matrix
Setelah pembuatan matrik antara keinginan pelanggan dengan spesifikasi teknik ,
selanjutnya membuat setting target spesifikasi produk, seperti ditunjukkan pada
tabel 4.9.
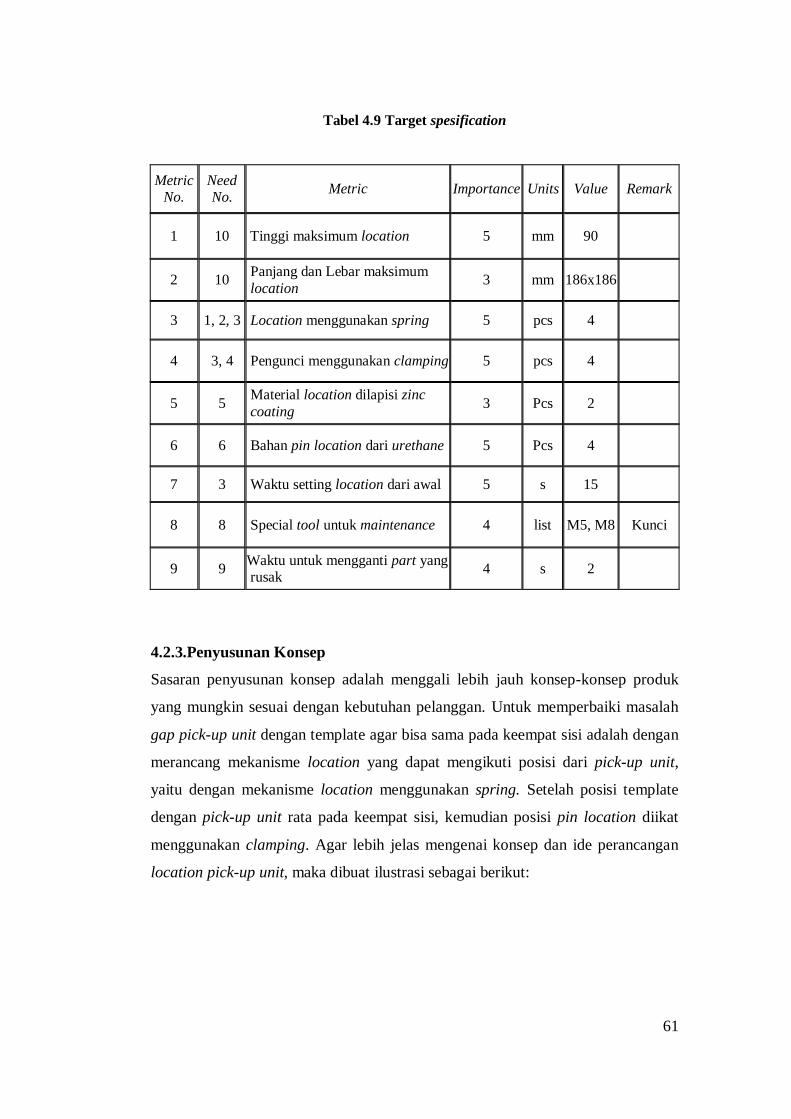
61
Tabel 4.9 Target spesification
Metric No.
Need No.
Metric Importance Units Value Remark
1 10 Tinggi maksimum location 5 mm 90
2 10 Panjang dan Lebar maksimum
location 3 mm 186x186
3 1, 2, 3 Location menggunakan spring 5 pcs 4
4 3, 4 Pengunci menggunakan clamping 5 pcs 4
5 5 Material location dilapisi zinc
coating 3 Pcs 2
6 6 Bahan pin location dari urethane 5 Pcs 4
7 3 Waktu setting location dari awal 5 s 15
8 8 Special tool untuk maintenance 4 list M5, M8 Kunci
9 9 Waktu untuk mengganti part yang rusak
4 s 2
4.2.3.Penyusunan Konsep
Sasaran penyusunan konsep adalah menggali lebih jauh konsep-konsep produk
yang mungkin sesuai dengan kebutuhan pelanggan. Untuk memperbaiki masalah
gap pick-up unit dengan template agar bisa sama pada keempat sisi adalah dengan
merancang mekanisme location yang dapat mengikuti posisi dari pick-up unit,
yaitu dengan mekanisme location menggunakan spring. Setelah posisi template
dengan pick-up unit rata pada keempat sisi, kemudian posisi pin location diikat
menggunakan clamping. Agar lebih jelas mengenai konsep dan ide perancangan
location pick-up unit, maka dibuat ilustrasi sebagai berikut:
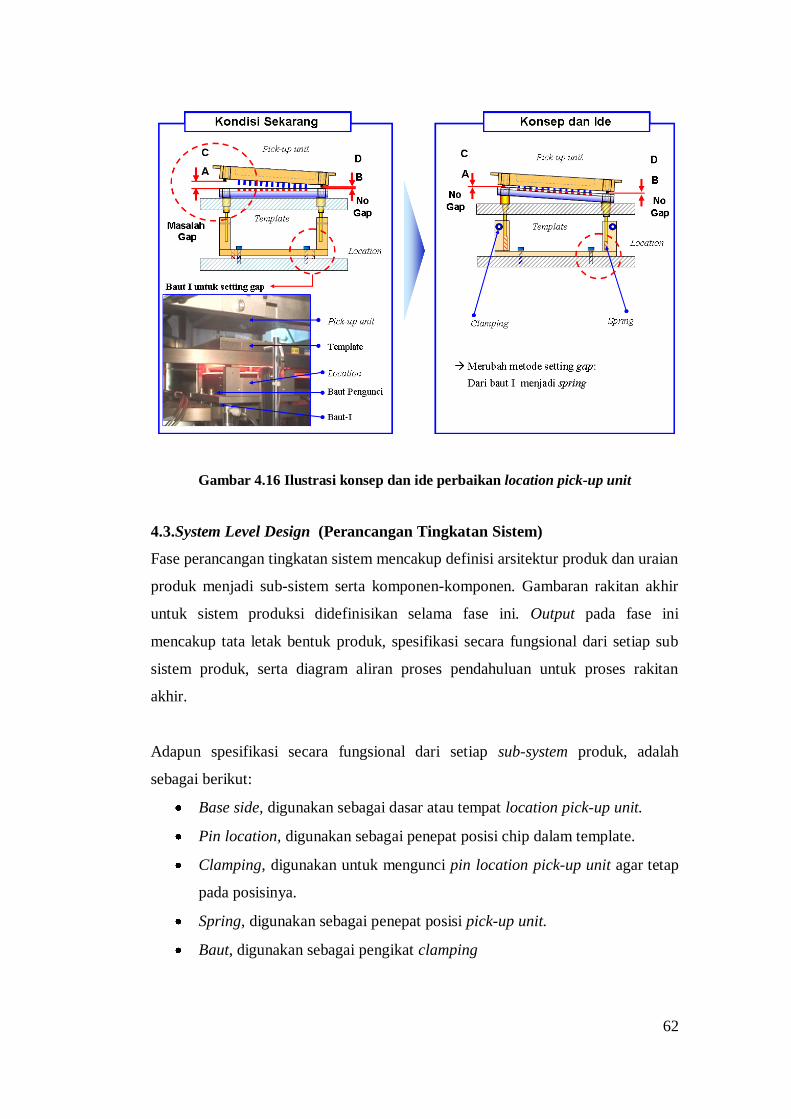
62
Gambar 4.16 Ilustrasi konsep dan ide perbaikan location pick-up unit
4.3.System Level Design (Perancangan Tingkatan Sistem)
Fase perancangan tingkatan sistem mencakup definisi arsitektur produk dan uraian
produk menjadi sub-sistem serta komponen-komponen. Gambaran rakitan akhir
untuk sistem produksi didefinisikan selama fase ini. Output pada fase ini
mencakup tata letak bentuk produk, spesifikasi secara fungsional dari setiap sub
sistem produk, serta diagram aliran proses pendahuluan untuk proses rakitan
akhir.
Adapun spesifikasi secara fungsional dari setiap sub-system produk, adalah
sebagai berikut:
Base side, digunakan sebagai dasar atau tempat location pick-up unit.
Pin location, digunakan sebagai penepat posisi chip dalam template.
Clamping, digunakan untuk mengunci pin location pick-up unit agar tetap
pada posisinya.
Spring, digunakan sebagai penepat posisi pick-up unit.
Baut, digunakan sebagai pengikat clamping
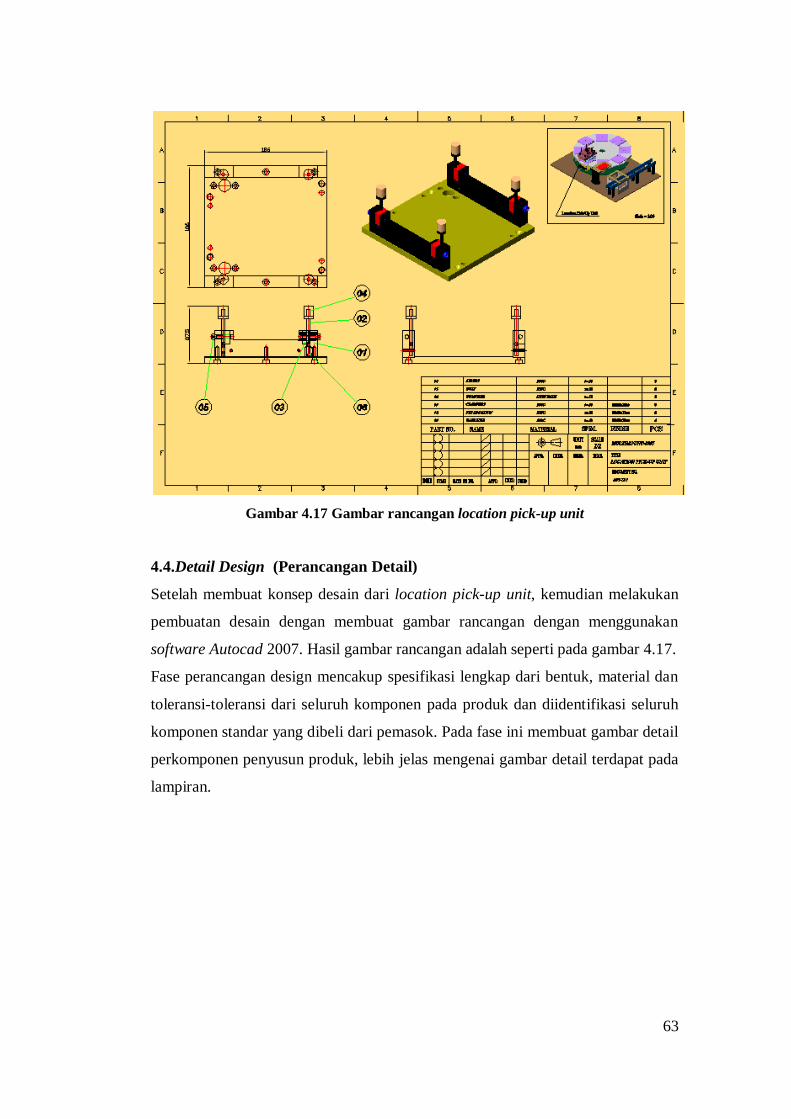
63
Gambar 4.17 Gambar rancangan location pick-up unit
4.4.Detail Design (Perancangan Detail)
Setelah membuat konsep desain dari location pick-up unit, kemudian melakukan
pembuatan desain dengan membuat gambar rancangan dengan menggunakan
software Autocad 2007. Hasil gambar rancangan adalah seperti pada gambar 4.17.
Fase perancangan design mencakup spesifikasi lengkap dari bentuk, material dan
toleransi-toleransi dari seluruh komponen pada produk dan diidentifikasi seluruh
komponen standar yang dibeli dari pemasok. Pada fase ini membuat gambar detail
perkomponen penyusun produk, lebih jelas mengenai gambar detail terdapat pada
lampiran.

64
Tabel 4.10 Bill of Material
No Part Qty
(pcs) Spesifikasi Material Finishing Keterangan Supplier
1 Base side 4 156x41x18 S30C Zinc
Coating Machinery
PT. LA
Inno.
2 Pin
location 8 Ø15x55 S30C
Zinc
Coating Machinery
PT. LA
Inno.
3 Clamping 8 18x21x9.7 S30C Zinc Coating
Machinery PT. LA Inno..
4 Bumpher 8 CXSK
15-15
Poly
urethane Standar Misumi
5 Bolt 8 M5x30 Standar Misumi
6 Spring 8 Misumi
WR5-20 SWP Standar Misumi
Dalam melakukan perancangan location pick-up unit, kemudian dilakukan analisa
gaya yang terjadi, pemilihan part dan bahan yang akan digunakan dalam
rancangan.
4.4.1.Merencanakan Pegas
Untuk mengatur gap antara pick-up unit dengan template, agar sama pada
keempat sisi, maka dibuat mekanisme location menggunakan pegas. Pegas harus
mampu mengangkat berat dari template dan pin location. Terdapat empat pegas
yang akan menahan berat dari template.
Mengukur berat template
Pengukuran berat template dilakukan dengan cara menimbang. Timbangan yang
digunakan adalah timbangan yang telah di kalibrasi, sehingga hasil ukur dapat
dipercaya, seperti ditunjukkan pada gambar 4.18.

65
Gambar 4.18 Mengukur berat Template
Dari hasil pengukuran di peroleh berat dari template adalah 1146,26 (gf) ~ 11.24
(N). (dimana, 1 gf = 9.807x10 3 N).
Mengukur berat pin location
Pengukuran berat pin location dilakukan dengan cara menimbang. Seperti pada
gambar 4.20.
Gambar 4.19 Mengukur berat pin location
Dari hasil pengukuran di peroleh berat dari pin location adalah 16.95(gf) ~
0.17(N). (dimana, 1 gf = 9.807x103N).
Menghitung beban yang terjadi pada satu pegas
Jumlah pegas = 4 pcs
Beban template untuk satu pegas adalah:
= pegasjumlah
templateW
= 4
24.11

66
= 2.81(N)
Beban total yang terjadi pada satu pegas adalah
W t = W template + W pin location
= 2.81(N) + 0.17(N)
= 2.98(N)
Langkah-langkah dalam merencanakan pegas adalah sebagai berikut:
1. Menentukan bahan pegas
Dalam perancangan ini, akan digunakan pegas standar sebagai berikut:
- Bahan pegas: ASTM A228 (kawat musik)
- Modulus geser, G = 81.7(GPa)
- Diameter kawat, wD = 0.4(mm)
- Panjang bebas,fL = 20(mm)
- Diameter Luar, OD = 5(mm)
- Pegas ulir kanan dengan ujung disiku tidak digerinda
Perhitungan dimensi pegas adalah sebagai berikut:
Diameter rata-rata kawat,
mD = OD - wD
= 5 – 0.4
= 4.6(mm)
Diameter dalam,
ID = mD - wD
= 4.6 – 0.4
= 4.2(mm)
Indek pegas,
C = w
m
D
D

67
= 4.0
6.4
= 11.5(mm)
Faktor Wahl,
K = 44
14
C
C+
C
615.0
= 4)5.11(4
1)5.11(4+
5.11
615.0
= 1.08
2. Tegangan dalam pegas, F = oF = 2.98(N)
2
8
w
o
oD
CKF
2)4.0(
)5.11)(98.2)(08.1(8o
= 589.352mm
N
3. Jumlah total lilitan untuk pegas dengan ujung disiku,
Na = N-2
= 12-2
= 10
4. Defleksi pada gaya operasi,
w
aoo
GD
NCFf
38
)4.0(10
1)10)(7.81(
)10()5.11)(98.2(8
6
9
3
)(
)(
2mm
mm
N
N
88.8 (mm)

68
5. Panjang operasi pegas,
ofo fLL
= 20 – 8.88
= 11.12(mm)
6. Panjang solid pegas,
NDL ws .
= (0.4).(12)
= 4.8(mm)
7. Konstanta pegas,
L
Fk
k = of
o
LL
F
=12.1120
98.2
= 0.34 mm
N
8. Gaya pada pegas dan tegangan ketika pegas berada pada panjang solidnya,
)( sfs LLkF
= 0.34 (20-4.8)
= 5.17(N)
9. Tegangan pada panjang solid, s
s = o
so
F
F
= 589.3598.2
17.52mm
N
= 1.022,46 2mm
N

69
10. Tegangan perancangan, d
Dari gambar 2.8, dalam grafik tegangan perancangan dan diameter kawat pegas
untuk baja ASTM A228, kita dapat menggunakan kurva servis rata-rata
berdasarkan ekpektasi jumlah siklus pembebanan.
d = 1.100 MPa
= 1.100 610610
12mm
N
d = 1.1002mm
N
Dari perhitungan sebelumnya diketahui bahwa tegangan operasi aktual,
35,589o 2mm
N.
Karena o d , maka perancangan memenuhi syarat.
11. Tegangan yang diizinkan maksimum, max
Dengan menggunakan kurva service ringan untuk menentukan nilai ini. Untuk
wD = 0.4(mm), max = 1.240(Mpa).
max = 1.240 610610
12mm
N
= 1.2402mm
N
Tegangan maksimum ekpektasi aktual yang terjadi pada panjang solid, s =
1.022,462mm
N, kurang dari nilai max , karenanya perancangan memenuhi dalam
hal tegangan.
12. Menghitung tekukan pegas:
m
f
D
L=
6.4
20

70
= 4.35
m
f
D
L= 4.35 < 5.2, artinya pegas tidak akan terjadi tekukan.
13. Diameter lubang tempat pegas, angDlub
angDlub
> OD + Dw / 10
> 5 + (0.4/10)
> 5.04 (mm)
Kesimpulan: Pemilihan pegas aman untuk perancangan..
4.4.2. Pemilihan bahan base location, clamping dan pin location
Bahan untuk base location, clamping dan pin location dipilih dari material baja
karbon untuk konstruksi mesin yaitu S30C. Proses finishing dilapisi dengan zinc
coating, agar bagian ini tidak mudah korosi dalam pemakaiannya.
4.4.3.Pemilihan bahan untuk pin location bumper
Bahan untuk pin location bumper dipilih material dari polyurethane. Bahan ini
mempunyai sifat elastis dan keras, sehingga dapat berfungsi sebagai peredam saat
terjadi tumbukan pada proses pick-up chip. Material yang dipilih adalah bahan
urethane bumpers standar dari Misumi dengan spesifikasi sebagai berikut:
Bahan = Ether polyurethane no hole type
Type = CXSK
Panjang = 15(mm)
Lebar = 15(mm)

71
Gambar 4.20 Pemilihan urethane standar MISUMI
4.5. Analisis
4.5.1.Testing and Refinement (Pengujian dan Perbaikan)
Pada tahap ini dilakukan pembuatan prototipe untuk kemudian dilakukan trial
atau uji coba. Adapun jadwal pembuatan prototipe adalah sebagai berikut:
Gambar 4.21 Jadwal pembuatan prototipe location pick-up unit
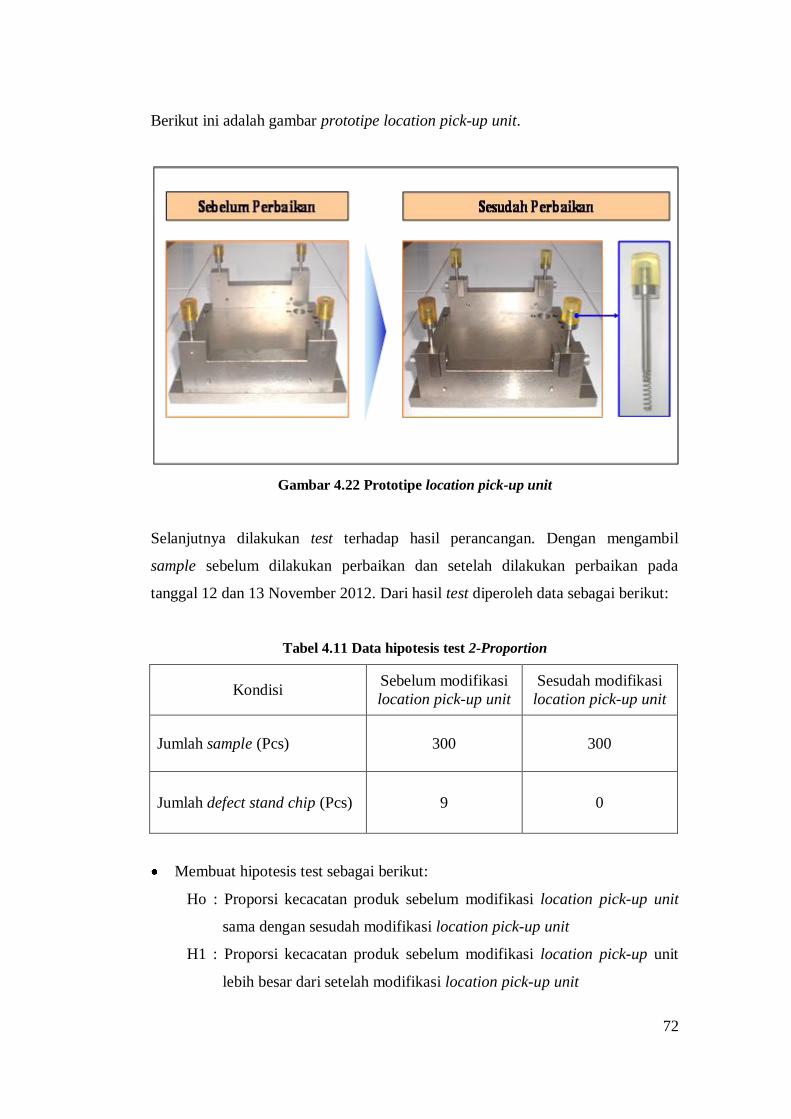
72
Berikut ini adalah gambar prototipe location pick-up unit.
Gambar 4.22 Prototipe location pick-up unit
Selanjutnya dilakukan test terhadap hasil perancangan. Dengan mengambil
sample sebelum dilakukan perbaikan dan setelah dilakukan perbaikan pada
tanggal 12 dan 13 November 2012. Dari hasil test diperoleh data sebagai berikut:
Tabel 4.11 Data hipotesis test 2-Proportion
Kondisi Sebelum modifikasi
location pick-up unit
Sesudah modifikasi
location pick-up unit
Jumlah sample (Pcs) 300 300
Jumlah defect stand chip (Pcs) 9 0
Membuat hipotesis test sebagai berikut:
Ho : Proporsi kecacatan produk sebelum modifikasi location pick-up unit
sama dengan sesudah modifikasi location pick-up unit
H1 : Proporsi kecacatan produk sebelum modifikasi location pick-up unit
lebih besar dari setelah modifikasi location pick-up unit

73
Dilakukan uji satu sisi
Besarnya nilai alpha (α) ditentukan : 5%
Setelah membuat hipotesis, kemudian dilakukan pengolahan data menggunakan
software minitab dengan hasil sebagai berikut:
Gambar 4.23 Hasil uji 2 proporsi dengan minitab
Hasil analisis hipotesis proporsi menunjukkan nilai p-value (0.001) < koefisien
signifikansi, α/2 (0.025), maka H1 diterima. Jadi proporsi kecacatan produk
sebelum modifikasi location pick-up unit lebih besar dari setelah modifikasi
location pick-up unit. Dapat diambil kesimpulan perancangan location pick-up
unit yang baru hasilnya lebih baik.
Selanjutnya adalah membuat metode setting location pick-up unit agar diperoleh
gap antara pick-up unit dengan template adalah sama pada keempat sisi. Berikut
adalah ilustrasi metode setting location pick-up unit setelah dilakukan perbaikan.
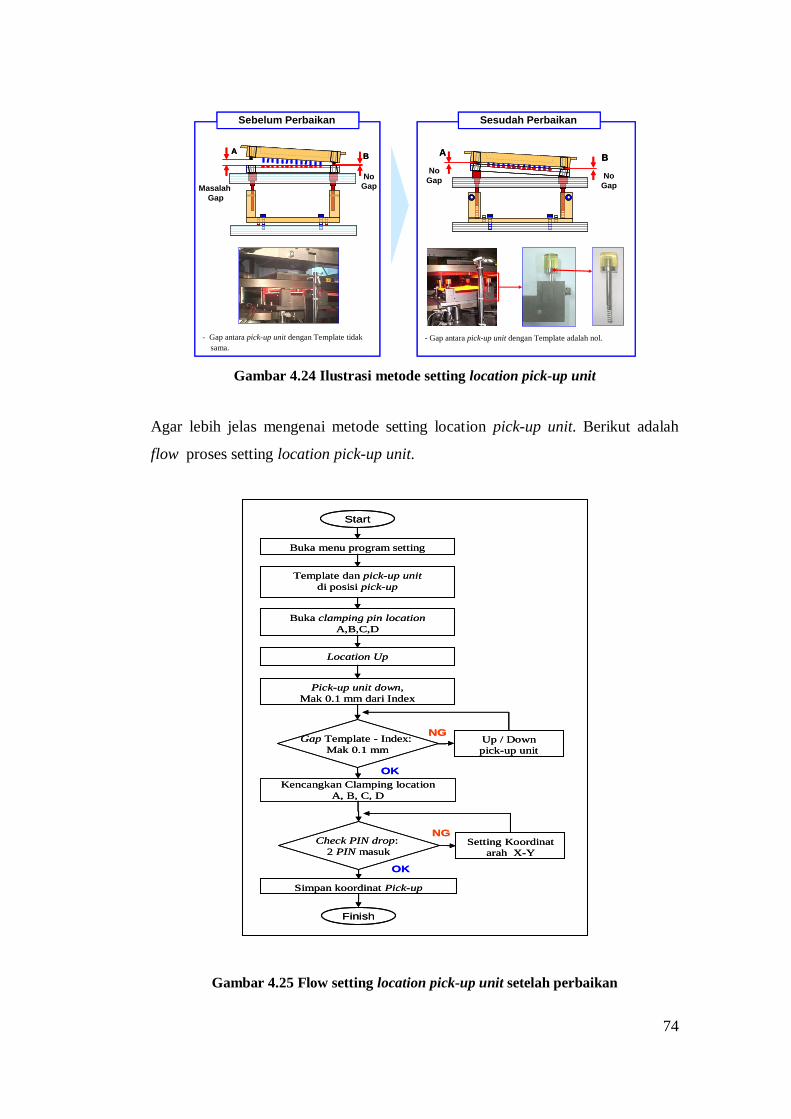
74
Gambar 4.24 Ilustrasi metode setting location pick-up unit
Agar lebih jelas mengenai metode setting location pick-up unit. Berikut adalah
flow proses setting location pick-up unit.
Gambar 4.25 Flow setting location pick-up unit setelah perbaikan
Sebelum Perbaikan
- Gap antara pick-up unit dengan Template tidak
sama.
- Gap antara pick-up unit dengan Template adalah nol.
Masalah
Gap
AB A
B
No
GapNo
GapNo
Gap
Sesudah PerbaikanSebelum Perbaikan
- Gap antara pick-up unit dengan Template tidak
sama.
- Gap antara pick-up unit dengan Template adalah nol.
Masalah
Gap
AB
AB A
BA
B
No
GapNo
GapNo
Gap
Sesudah Perbaikan
Kencangkan Clamping location
A, B, C, D
Start
Finish
Buka menu program setting
Template dan pick-up unit
di posisi pick-up
Buka clamping pin location
A,B,C,D
Location Up
Pick-up unit down,
Mak 0.1 mm dari Index
Gap Template - Index:
Mak 0.1 mm
OK
NG
Check PIN drop:
2 PIN masuk
Simpan koordinat Pick-up
Setting Koordinat
arah X-Y
Up / Down
pick-up unit
OK
NG
Kencangkan Clamping location
A, B, C, D
Start
Finish
Buka menu program setting
Template dan pick-up unit
di posisi pick-up
Buka clamping pin location
A,B,C,D
Location Up
Pick-up unit down,
Mak 0.1 mm dari Index
Gap Template - Index:
Mak 0.1 mm
OK
NG
Check PIN drop:
2 PIN masuk
Simpan koordinat Pick-up
Setting Koordinat
arah X-Y
Up / Down
pick-up unit
OK
NG
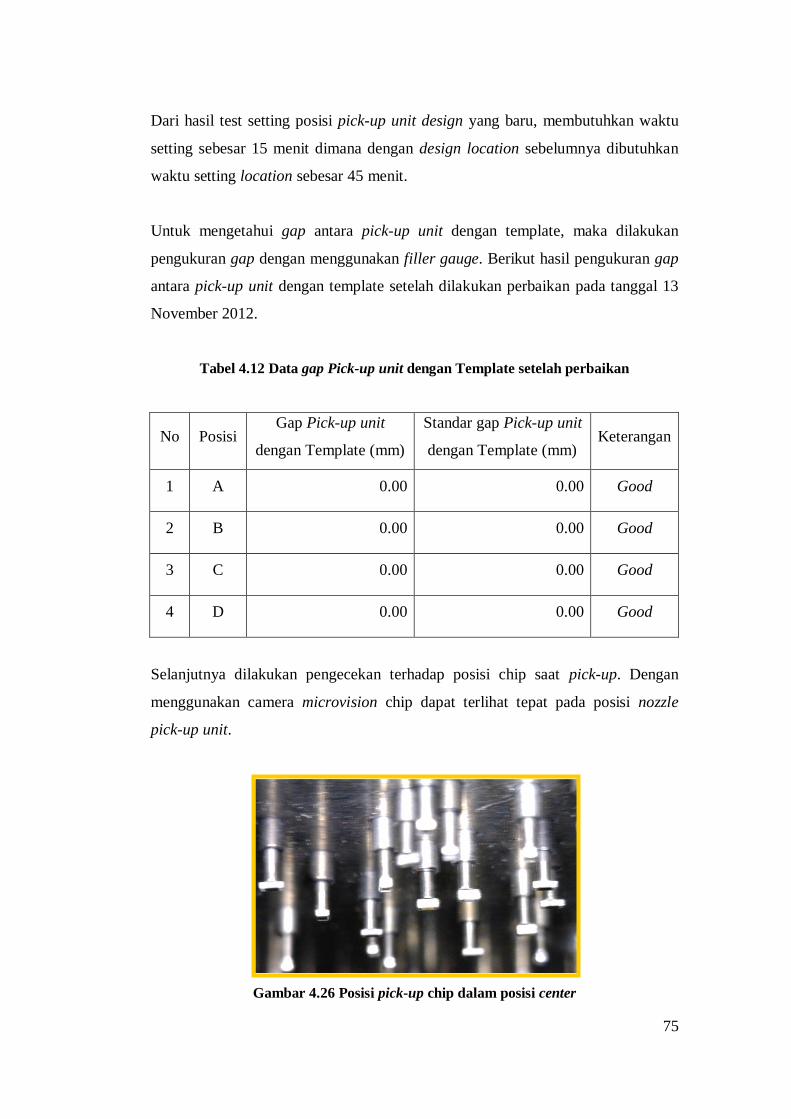
75
Dari hasil test setting posisi pick-up unit design yang baru, membutuhkan waktu
setting sebesar 15 menit dimana dengan design location sebelumnya dibutuhkan
waktu setting location sebesar 45 menit.
Untuk mengetahui gap antara pick-up unit dengan template, maka dilakukan
pengukuran gap dengan menggunakan filler gauge. Berikut hasil pengukuran gap
antara pick-up unit dengan template setelah dilakukan perbaikan pada tanggal 13
November 2012.
Tabel 4.12 Data gap Pick-up unit dengan Template setelah perbaikan
No Posisi Gap Pick-up unit
dengan Template (mm)
Standar gap Pick-up unit
dengan Template (mm) Keterangan
1 A 0.00 0.00 Good
2 B 0.00 0.00 Good
3 C 0.00 0.00 Good
4 D 0.00 0.00 Good
Selanjutnya dilakukan pengecekan terhadap posisi chip saat pick-up. Dengan
menggunakan camera microvision chip dapat terlihat tepat pada posisi nozzle
pick-up unit.
Gambar 4.26 Posisi pick-up chip dalam posisi center

76
Selanjutnya dilakukan pengecekan terhadap hasil pemasangan chip diatas PCB.
Dengan menggunakan camera microvision, chip terlihat tepat diatas cream solder.
Gambar 4.27 Posisi pemasangan chip pada PCB
Setelah proses soldering pada mesin reflow, terlihat chip terpasang dengan baik
sesuai dengan standar. Selanjutnya dilakukan pengecekan menggunakan camera
microvision terhadap produk setelah proses soldering. Hasil pemasangan chip
seperti pada gambar 4.28.
Gambar 4.28 Hasil soldering chip pada PCB
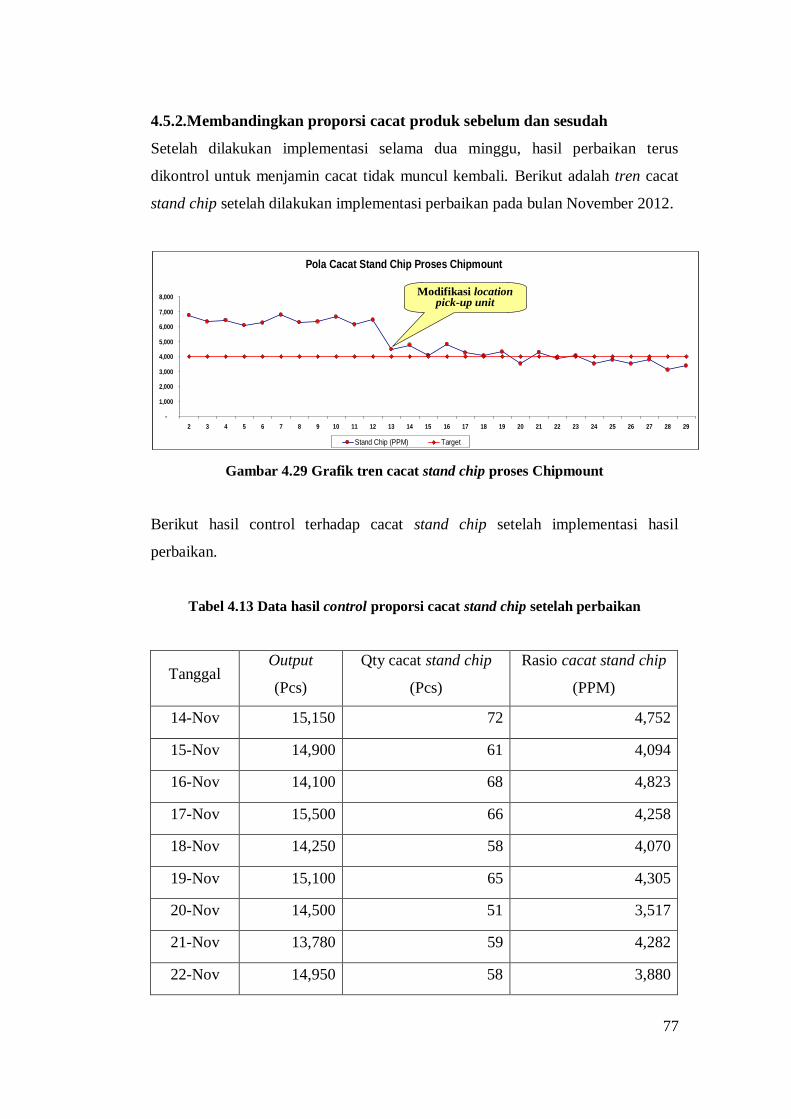
77
4.5.2.Membandingkan proporsi cacat produk sebelum dan sesudah
Setelah dilakukan implementasi selama dua minggu, hasil perbaikan terus
dikontrol untuk menjamin cacat tidak muncul kembali. Berikut adalah tren cacat
stand chip setelah dilakukan implementasi perbaikan pada bulan November 2012.
Gambar 4.29 Grafik tren cacat stand chip proses Chipmount
Berikut hasil control terhadap cacat stand chip setelah implementasi hasil
perbaikan.
Tabel 4.13 Data hasil control proporsi cacat stand chip setelah perbaikan
Tanggal Output
(Pcs)
Qty cacat stand chip
(Pcs)
Rasio cacat stand chip
(PPM)
14-Nov 15,150 72 4,752
15-Nov 14,900 61 4,094
16-Nov 14,100 68 4,823
17-Nov 15,500 66 4,258
18-Nov 14,250 58 4,070
19-Nov 15,100 65 4,305
20-Nov 14,500 51 3,517
21-Nov 13,780 59 4,282
22-Nov 14,950 58 3,880
Pola Cacat Stand Chip Proses Chipmount
-
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Stand Chip (PPM) Target
Modifikasi location pick-up unit
Pola Cacat Stand Chip Proses Chipmount
-
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29
Stand Chip (PPM) Target
Modifikasi location pick-up unit
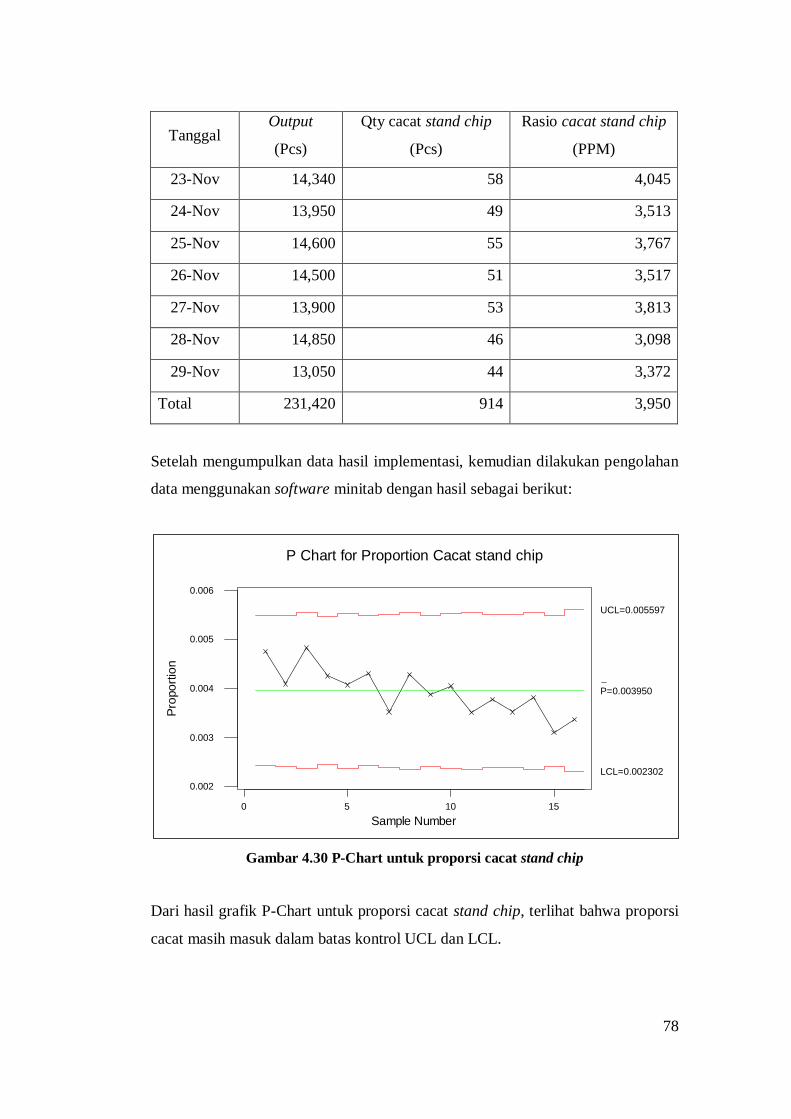
78
Tanggal Output
(Pcs)
Qty cacat stand chip
(Pcs)
Rasio cacat stand chip
(PPM)
23-Nov 14,340 58 4,045
24-Nov 13,950 49 3,513
25-Nov 14,600 55 3,767
26-Nov 14,500 51 3,517
27-Nov 13,900 53 3,813
28-Nov 14,850 46 3,098
29-Nov 13,050 44 3,372
Total 231,420 914 3,950
Setelah mengumpulkan data hasil implementasi, kemudian dilakukan pengolahan
data menggunakan software minitab dengan hasil sebagai berikut:
Gambar 4.30 P-Chart untuk proporsi cacat stand chip
Dari hasil grafik P-Chart untuk proporsi cacat stand chip, terlihat bahwa proporsi
cacat masih masuk dalam batas kontrol UCL dan LCL.
151050
0.006
0.005
0.004
0.003
0.002
Sample Number
Pro
po
rtio
n
P Chart for Proportion Cacat stand chip
P=0.003950
UCL=0.005597
LCL=0.002302
151050
0.006
0.005
0.004
0.003
0.002
Sample Number
Pro
po
rtio
n
P Chart for Proportion Cacat stand chip
P=0.003950
UCL=0.005597
LCL=0.002302

79
Kemudian membandingkan rasio cacat stand chip sebelum dan sesudah dilakukan
perbaikan sebagai berikut:
Gambar 4.31 Grafik cacat stand chip sebelum dan sesudah improvement
Hasil dari perbaikan terhadap location pick-up unit adalah rasio cacat stand chip
menurun dari 5.899 PPM menjadi 3.950 PPM menurun sebesar 33%.
Pada BAB ini telah dijelaskan mengenai data dan analisis, untuk simpulan dan
saran akan dijelaskan pada BAB V pada halaman berikutnya.
5,899
4,000 3,950
Sebelum
Perbaikan
Target Hasil
33 %
5,899
4,000 3,950
Sebelum
Perbaikan
Target Hasil
33 %
80
BAB V
SIMPULAN DAN SARAN
5.1. Simpulan
Berdasarkan data-data yang telah didapatkan maka dapat disimpulkan bahwa
1. Telah berhasil dilakukan perancangan location pick-up unit dengan
menggunakan konsep spring dan clamping.
2. Dengan perancangan location pick-up unit yang baru ini dapat memperkecil
gap antara pick-up unit dengan template menjadi sama pada keempat sisi,
sehingga chip didalam template dapat terambil semua dengan posisi center.
3. Dengan rancangan location pick-up unit yang baru dapat memperbaiki masalah
kualitas produk yaitu menurunkan cacat stand chip dari 5,899 ppm menjadi
3,950 ppm atau turun sebesar 33%.
5.2. Saran
Berikut ini adalah saran konstruktif yang dapat penulis berikan kepada pihak
perusahaan adalah penelitian pada bagian pick-up unit telah berhasil dilakukan,
tetapi cacat produk masih terjadi, maka perlu dilakukan penelitian lebih lanjut
pada bagian nozzle pick-up unit, karena sering ditemukan nozzle dalam kondisi
tertutup karena kotor.
5.3. Studi lanjut
Perbaikan pada location pick-up unit pada mesin multimount-1005, masih belum
dapat menyelesaikan permasalahan cacat stand chip secara keseluruhan. Maka
perlu dilakukan penelitian lebih lanjut untuk mengembangkan mesin multimount-
1005, terutama pada bagian centering unit dimana bagian ini berfungsi untuk
memposisikan chip yang sedikit bergeser agar posisinya tepat pada saat
pemasangan chip di atas PCB.
80
DAFTAR PUSTAKA
Callister, William D., 2007. Materials Science and Engineering an Introduction
Seventh Edition. New York: John Wiley and Sons (Asia) Pte Ltd
Cornelius, Tri Hendradi. 2006. Statistik Six Sigma dengan Minitab Panduan
Cerdas Inisiatif Kualitas. Yogyakarta: Penerbit ANDI
Goetsch, David L. and Stanley B. Davis. 2006. Quality Management introduction
to Total Quality Management for Production, Processing and Service. Upper
Saddle River, New Jersey: Prentice Hall
Juran, Joseph M. and Godfrey, A Blanton. 1998. Juran’s Quality Handbook Fifth
Edition. Singapore: McGraw-Hill Co.
Madsen, David A., Folkestad James, Karen A. Schertz, Terence M. Shumaker,
Catherine Stark and J. Lee Turpin. 2004. Engineering Drawing and Design, Third
Edition. United States: Delmar a Division of Thomson Learning, Inc.
Mott, Robert L. 2009. Elemen-Elemen Mesin dalam Perancangan Mekanis,
Perancangan Elemen Mesin Terpadu, Buku 2. Yogyakarta: Penerbit ANDI
Sularso dan Kiyokatsu Suga. 1997. Dasar Perencanaan dan Pemilihan Elemen
Mesin. Jakarta: PT Pradnya Paramita
Ulrich, Karl T. a Steven D. Eppinger, 2003. Product Design And Development,
Third Edition. Singapore: McGraw-Hill Co.