PERANCANAGAN MESIN PRESS KALENG MENGGUNAKAN SISTEM HIDROLIK
12
PERANCANAGAN MESIN PRESS KALENG MENGGUNAKAN SISTEM HIDROLIK Bambang Sulaksono Dosen Teknik Mesin Fakultas Teknik Universitas Pancasila ABSTRAK Kebutuhan akan kaleng sebagai wadah untuk membungkus suatu produk semakin meningkat tiap tahunnya, hal ini disebabkan produk yang dikemas dengan menggunakan kaleng tidak mudah rusak dan tahan lama dalam penyimpanan. Dengan tingginya produksi kaleng di dunia, ternyata limbah yang dihasilkan hanya sedikit, hal ini dikarenakan lebih dari setengah jumlah kaleng tersebut bisa didaur ulang kembali. Dalam proses daur ulang, kaleng diperlukan dalam kondisi pengepakan karena akan lebih mudah dalam segi pengangkutan sekaligus proses peleburannya. Proses pengepakan kaleng dilakukan melalui proses pengepresan untuk mendapatkan kondisi kaleng yang padat sehingga banyak kaleng yang akan dilebur dalam sekali proses. Mekanisme penggerak yang akan dipakai dalam mesin ini adalah dengan menggunakan sistem hidrolik, dengan alasan sistem hidrolik mempunyai daya tekan yang lebih besar dibandingkan dengan mekanisme penggerak yang lain. Sistem penggerak menggunakan sistem hidrolik dimana terdiri dari motor listrik yang terhubung ke pompa. Dari pompa maka daya akan diteruskan ke silinder hidrolik melalui selang yang berisi fluida. Dari silinder, gaya diteruskan ke plat penekan dimana plat penekan ini akan menekan tumpukan kaleng sampai ketebalan maksimum sesuai kapasitas yang sudah ditentukan. Tujuan dari perancangan ini adalah manghasilkan sebuah rancangan mesin press limbah kaleng dengan menggunakan sistem hidrolik yang mampu mengatasi masalah limbah kaleng yang ada yang nantinya akan diproses lebih lanjut menjadi produk lain yang lebih bermanfaat. Kata kunci : Kaleng, Tekan, Sistem hidrolik I. PENDAHULUAN 1.2. Latar Belakang Masalah Kebutuhan akan kaleng sebagai wadah untuk membungkus suatu produk semakin meningkat tiap tahunnya, hal ini disebabkan produk yang dikemas dengan menggunakan kaleng tidak mudah rusak dan tahan lama dalam penyimpanan. Semakin tingginya permintaan akan kaleng menyebabkan produksi juga semakin tinggi, sekitar 64 juta ton kaleng dengan bahan alumunium diproduksi tiap tahunnya di dunia. Dengan tingginya produksi kaleng di dunia, ternyata limbah yang dihasilkan hanya sedikit, hal ini dikarenakan lebih dari setengah jumlah kaleng tersebut bisa didaur ulang. Dalam proses daur ulang, kaleng diperlukan dalam kondisi pengepakan karena akan lebih mudah dalam segi pengangkutan sekaligus proses peleburannya. Proses pengepakan kaleng dilakukan melalui proses pengepresan untuk mendapatkan susunan kaleng yang padat. Proses pengepakan memerlukan mesin press yang mampu memadatkan kaleng menjadi susunan kaleng yang padat. Dari latar belakang masalah yang sudah diuraikan di atas, penulis mencoba menyelesaikan masalah tersebut dengan merancang sebuah mesin yang mampu mengolah limbah kaleng dengan cara mengepress kaleng menjadi sebuah bentuk kotak padat. Mekanisme penggerak yang akan dipakai dalam mesin ini adalah dengan menggunakan sistem hidrolik, dengan alasan sistem hidrolik mempunyai daya tekan yang lebih besar dibandingkan dengan mekanisme penggerak yang lain. 1.3. Pokok Permasalahan Berdasakan latar belakang yang dijelaskan di atas, terdapat permasalahan yaitu Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012 13
Transcript of PERANCANAGAN MESIN PRESS KALENG MENGGUNAKAN SISTEM HIDROLIK

PERANCANAGAN MESIN PRESS KALENG MENGGUNAKAN SISTEM HIDROLIK
Bambang Sulaksono
Dosen Teknik Mesin Fakultas Teknik Universitas Pancasila
ABSTRAK Kebutuhan akan kaleng sebagai wadah untuk membungkus suatu produk semakin
meningkat tiap tahunnya, hal ini disebabkan produk yang dikemas dengan menggunakan kaleng tidak mudah rusak dan tahan lama dalam penyimpanan. Dengan tingginya produksi kaleng di dunia, ternyata limbah yang dihasilkan hanya sedikit, hal ini dikarenakan lebih dari setengah jumlah kaleng tersebut bisa didaur ulang kembali. Dalam proses daur ulang, kaleng diperlukan dalam kondisi pengepakan karena akan lebih mudah dalam segi pengangkutan sekaligus proses peleburannya. Proses pengepakan kaleng dilakukan melalui proses pengepresan untuk mendapatkan kondisi kaleng yang padat sehingga banyak kaleng yang akan dilebur dalam sekali proses.
Mekanisme penggerak yang akan dipakai dalam mesin ini adalah dengan menggunakan sistem hidrolik, dengan alasan sistem hidrolik mempunyai daya tekan yang lebih besar dibandingkan dengan mekanisme penggerak yang lain. Sistem penggerak menggunakan sistem hidrolik dimana terdiri dari motor listrik yang terhubung ke pompa. Dari pompa maka daya akan diteruskan ke silinder hidrolik melalui selang yang berisi fluida. Dari silinder, gaya diteruskan ke plat penekan dimana plat penekan ini akan menekan tumpukan kaleng sampai ketebalan maksimum sesuai kapasitas yang sudah ditentukan.
Tujuan dari perancangan ini adalah manghasilkan sebuah rancangan mesin press limbah kaleng dengan menggunakan sistem hidrolik yang mampu mengatasi masalah limbah kaleng yang ada yang nantinya akan diproses lebih lanjut menjadi produk lain yang lebih bermanfaat.
Kata kunci : Kaleng, Tekan, Sistem hidrolik
I. PENDAHULUAN 1.2. Latar Belakang Masalah
Kebutuhan akan kaleng sebagai wadah untuk membungkus suatu produk semakin meningkat tiap tahunnya, hal ini disebabkan produk yang dikemas dengan menggunakan kaleng tidak mudah rusak dan tahan lama dalam penyimpanan. Semakin tingginya permintaan akan kaleng menyebabkan produksi juga semakin tinggi, sekitar 64 juta ton kaleng dengan bahan alumunium diproduksi tiap tahunnya di dunia.
Dengan tingginya produksi kaleng di dunia, ternyata limbah yang dihasilkan hanya sedikit, hal ini dikarenakan lebih dari setengah jumlah kaleng tersebut bisa didaur ulang. Dalam proses daur ulang, kaleng diperlukan dalam kondisi pengepakan karena akan lebih mudah dalam segi pengangkutan sekaligus proses peleburannya. Proses pengepakan kaleng dilakukan melalui proses
pengepresan untuk mendapatkan susunan kaleng yang padat.
Proses pengepakan memerlukan mesin press yang mampu memadatkan kaleng menjadi susunan kaleng yang padat. Dari latar belakang masalah yang sudah diuraikan di atas, penulis mencoba menyelesaikan masalah tersebut dengan merancang sebuah mesin yang mampu mengolah limbah kaleng dengan cara mengepress kaleng menjadi sebuah bentuk kotak padat.
Mekanisme penggerak yang akan dipakai dalam mesin ini adalah dengan menggunakan sistem hidrolik, dengan alasan sistem hidrolik mempunyai daya tekan yang lebih besar dibandingkan dengan mekanisme penggerak yang lain.
1.3. Pokok Permasalahan
Berdasakan latar belakang yang dijelaskan di atas, terdapat permasalahan yaitu
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
13

mesin press yang ada mempunyai kapasitas dan ukuran yang besar sedangkan limbah kaleng yang ada banyak didominasi oleh kaleng minuman kecil dengan volume rata-rata 300-350 ml sehingga mesin press yang diperlukan hanya mesin yang mempunyai kapasitas kecil jadi bisa lebih efektif dan efisien. Untuk mengatasi permasalahan disini, penulis akan merancang sebuah mesin press kaleng menggunakan sistem hidrolik dengan kapasitas maksimum sebesar 4 ton dan khusus digunakan untuk mengepress limbah kaleng minuman kecil. 1.4. Batasan Masalah
Untuk menghindari banyaknya bahasan maka penulisan tugas akhir ini dibatasi pada beberapa masalah antara lain: 1. Kaleng yang digunakan berbentuk silinder
dengan volume 300-350 ml. 2. Perhitungan sistem hidrolik meliputi
perhitungan daya motor dan tekanan fluida. 3. Perhitungan plat yang meliputi perhitungan
tebal dan kekuatan lasan. 4. Perhitungan rangka profil U berdasarkan
beban yang diterima. 1.5. Tujuan Perancangan
Tujuan dari perancangan ini adalah menghasilkan sebuah rancangan mesin press limbah kaleng dengan menggunakan sistem hidrolik yang mampu mengatasi masalah limbah kaleng yang nantinya akan diproses lebih lanjut menjadi produk lain yang lebih bermanfaat. 1.6. Metode Penulisan
Suatu karya ilmiah termasuk tugas akhir ini barulah dapat dikatakan baik atau sempurna apabila disusun berdasarkan data - data objektif yang diperlukan sebagai bahan analisis atau permasalahan yang dapat mendukung dalam penyelesaian masalah.
Metode yang digunakan dalam pengumpulan data yang dipakai dalam penyelesaian masalah antara lain : 1. Studi Kepustakaan
Metode yang dilakukan penulis yaitu dengan mempelajari literatur yang terkait dengan permasalahan serta mencari tambahan informasi melalui internet.
2. Wawancara Metode yang dilakukan penulis dengan melakukan tanya jawab langsung dengan orang-orang yang dianggap mengerti dan berhubungan langsung dengan permasalahan ini.
3. Observasi (Pengamatan)
Penulis dalam hal ini secara langsung melakukan pengamatan di lapangan.
II. LANDASAN TEORI 2.1. Konsep Perancangan
Perancangan adalah kegiatan awal dari usaha merealisasikan suatu produk yang keberadaannya diperlukan oleh pengguna produk tersebut dalam rangka mengatasi masalah yang terjadi. Perancangan terdiri dari serangkaian kegiatan yang berurutan yang disebut fase - fase perancangan yang dapat dijelaskan dengan diagram alir proses perancangan. Ada beberapa konsep perancangan yang biasa digunakan dalam perancangan produk, antara lain : QFD (Quality Function Deployment)
QFD adalah metodologi dalam proses perancangan dan pengembangan produk atau layanan yang mampu mengintegrasikan ‘suara-suara konsumen’ didalam proses perancangannya. QFD sebenarnya adalah merupakan suatu jalan bagi perusahaan untuk mengidentifikasi dan memenuhi suatu kebutuhan serta keinginan konsumen terhadap produk atau jasa yang dihasilkan.
Quality Function Deployment direpsentasikan sebagai sebuah perubahan dari arus utama pengendalian kualitas manufaktur tradisional sederhana ke pengendalian kualitas desain produk. Penggunaan QFD untuk membantu mendefinisikan “apa yang dilakukan” (what to do) dan transformasi yang progresif apa yang dilakukan ke dalam “bagaimana harus” (how do) dengan berbagai cara sehingga didapatkan hasil performance yang konsisten dalam memuaskan konsumen.
Alat utama dari QFD adalah matrik dimana hasil-hasilnya dicapai melalui penggunaan tim antar departemen atau fungsional dengan mengumpulkan, menginterpretasikan, mendokumentasikan dan memprioritaskan kebutuhan-kebutuhan pelanggan. Proses dalam QFD dilaksanakan dengan menyusun satu atau lebih matrik yang disebut The House of Quality (HOQ), matrik ini menjelaskan apa saja yang menjadi kebutuhan dan harapan pelanggan serta bagaimana memenuhinya.
Titik awal (starting point) QFD adalah pelanggan serta keinginan dan kebutuhan dari pelanggan. Dalam QFD hal ini disebut “suara dari pelanggan” (voice of the customer). Pekerjaan dari tim QFD dimulai dengan suara
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
14

pelanggan dan berlanjut melalui 4 aktivitas utama yaitu :
a. Perancangan produk Menerjemahkan kebutuhan pelanggan ke dalam kebutuhan teknik.
b. Desain produk Menerjemahkan kebutuhan teknik ke dalam karakteristik komponen.
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
15
c. Perencanaan proses Mendefiniskan langkah-langkah proses dan parameter-parameter serta menerjemahkan ke dalam karakteristik proses.
d. Perencanaan pengendalian proses Menetapkan atau menentukan metode-metode pengendalian untuk mengendalikan karakteristik proses.
A. Macam-macam Pembebanan 1. Pembebanan Tarik
Pembebanan tarik adalah suatu gaya luar yang bekerja pada suatu benda dengan tarikan.
Gambar II-1 Pembebanan Tarik
F= Gaya Tarik (N) A = Luasan penampang (mm2)
tσ = Tegangan tarik (N/mm2)
2. Pembebanan Tekan Pembebanan tekan adalah suatu gaya
luar atau dalam yang bekerja pada dengan desakan.
Gambar II-2 Pembebanan Tekan
F = Gaya Tekan (N) A = Luasan penampang (mm2)
tσ = Tegangan tekan [N/mm2]
3. Pembebanan Geser Pembebanan geser adalah suatu gaya
yang bila digambarkan seperti benda yang tergunting.
Gambar II-3 Pembebanan Geser
F = Gaya Tekan (N) A = Luasan penampang (mm2)
gτ = Tegangan tekan [N/mm2]
AF
g =τ
IYlFE
FRRIE
lFY BA
×××
=
==××
×=
48
2483
3
4. 4 Pembebanan Bengkok Pembebanan bengkok adalah suatu
gaya luar yang bekerja cenderung melenturkan atau membengkokan benda tersebut.
Gambar II-4
Pembebanan Bengkok
lFaR
lIYFbaE
lFbR
lIEFbaY
B
A
..
bM = Momen Bengkok (Nmm)
bW = Momen Tahanan Bengkok (mm3)
bσ = Tegangan Bengkok (N/mm2) 5 Defleksi Pada waktu benda uji dibengkokan, maka akan terjadi perubahan bentuk pada bagian yang akan dibengkokan. Bagian luar akan mendapatkan tarikan, sedangkan bagian dalam akan mendapatkan tekanan dan ditengah netral. Besarnya defleksi ini tergantung dari jenis bahan, dimensi bahan dan beban yang bekerja. Defleksi yang terjadi dapat diukur dengan alat pengukur dan dari hasil yang diperoleh kemudian dapat menghitung besarnya gaya yang dibutuhkan. Menurut ilmu defleksi yang dipakai, defleksi Y dapat dihitung berdasarkan rumus:
AF 3
..
..3..
22
22
==
==
t =σ
b
bb W
M=σ
AF
t =σ

Gambar II-5 Defleksi Y untuk a = b
Gambar II-6 Defleksi Y untuk a ≠ b
Dimana: F = Besarnya beban (N) l = Jarak antara titik tumpuan (mm) I = Momen inersia (mm4)
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
16
E = Modulus elastisitas (N/mm2) Y = Defleksi (mm) 6 Unit Rangka
Unit rangka merupakan bentuk yang disusun sedemikian rupa untuk menopang atau menahan benda (gaya). Profil mempunyai bentuk yang berbeda-beda, seperti profil I, profil U, profil C dan profil H. Perbedaan ini digunakan sesuai dengan kebutuhan yang diperlukan. Adakalanya suatu bentuk profil tidak menguntungkan bila dipasang sebagai profil tunggal karena sering kali beban atau gaya luar yang terjadi memiliki gaya yang besar, maka suatu profil tidak cukup kuat untuk menahan beban tersebut, sehingga kita harus memakai batang majemuk yang terdiri dari dua batang atau lebih. Pada analisa rangka ini meliputi :
1. Benda tegar dalam keseimbangan Sebuah benda tegar berada dalam
keseimbangan jika gaya luar yang bereaksi padanya membentuk sistem gaya equivalen sebesar nol, ini berarti sistem yang tidak mempunyai resultan gaya dan resultan kopel. Dengan syarat
2. Analisa keamanan rangka
Setelah diketahui gaya yang terjadi maka keamanan rangka dapat diketahui dengan rumus:
bσ = Tegangan Bengkok (N/mm2)
bM = Momen Bengkok (Nmm)
bW = Momen Tahanan Bengkok (mm3)
7 Sambungan Las Sambungan las adalah sambungan tetap
dari peleburan tepi-tepi pada dua bagian yang disambung secara bersama, dengan atau tanpa menggunakan tekanan dan bahan pengisi. Panas diperlukan untuk melebur bahan yang diperoleh pada las gas atau busur listrik. Busur listrik banyak digunakan karena lebih cepat dalam pengelasan. Tipe sambungan las :
b
bb W
M=σ
∑ ∑ ∑ === 000 Ayx MFF
1. Lap Joint/Fillet Joint Sambungan lap/fillet selalu dilaksanakan
dengan over lapping plat, kemudian dilas bagian tepinya. Penampang lintang penyambungan biasanya berbentuk segitiga. Jenis – jenis lap joint :
a. Single Transverse
Gambar II-7 Single Transverse Joint b. Double Transverse
Gambar 2-8 Double Transverse Joint c. Parallel
Gambar 2-9 Parallel Fillet Joint Lap/fillet joint dengan transverse tidak
memiliki keuntungan karena ujung/tepi plat tidak dilas sehingga dapat menyebabkan menekuk atau melengkung keluar.
2. Butt Joint Tipe penyambungan butt joint ini
dilaksanakan dengan mempertemukan ujung/tepi plat yang disambung. Pada butt joint tepi plat tidak memerlukan penyudutan jika tebal plat sampai 5 [mm]. Lain halnya jika ketebalan plat antara 5 sampai dengan 12,5

Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
17
[mm], tepi harus dibentuk kampuh V atau U dan plat yang lebih 12,5 [mm] dibentuk kampuh double V atau double U.
Gambar II-10 Single Butt Joint
Gambar II-11 Double Butt Joint
B. Sambungan Baut Sebagian besar sambungan baut terdiri
atas dua unsur yaitu baut dan mur. Sambungan baut secara luas digunakan sebagai elemen pengikat pada konstruksi mesin untuk disambungkan atau dilepaskan tanpa merusak konstruksi mesin atau pengikatnya.
Keuntungan sambungan baut: 1. Sambungan baut sangat dipercaya dalam
pengoperasian. 2. Sambungan baut memudahkan untuk
pemasangan dan pembongkaran. 3. Satu cakupan luas dari sambungan baut bisa
digunakan sampai berbagai kondisi operasi. 4. Baut relatif murah untuk menghasilkan
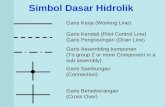
standarisasi dan tingginya efisien pada proses pabrikasi 1 Sistem Hidrolik
Sistem Hidrolik adalah suatu sistem yang bekerja berdasarkan sifat dan kemampuan yang ada pada zat cair. Sistem hidrolik ini didukung oleh 3 unit komponen utama, yaitu:
1. Unit Tenaga, berfungsi sebagai sumber tenaga dengan minyak hidrolik Pada sistem ini unit tenaga terdiri atas:
a. Penggerak awal yang berupa motor listrik atau motor bakar
b. Pompa hidrolik, putaran dari poros penggerak awal memutar pompa hidrolik sehingga pompa hidrolik bekerja
c. Tangki hidrolik, berfungsi sebagai wadah atau penampung cairan hidrolik
d. Kelengkapan, seperti : pressure gauge, gelas penduga, relief valve
2. Unit Penggerak, berfungsi untuk mengubah tenaga fluida menjadi tenaga mekanik. Actuator dapat dibedakan menjadi dua macam yaitu:
a. Penggerak lurus : silinder hidrolik
b. Penggerak putar : motor hidrolik, rotary actuator
3. Unit Pengatur, berfungsi sebagai pengatur gerak sistem hidrolik.
III. METODOLOGI PERANCANGAN 3.1. Tahap Perancangan Gambar III-1 Flow
Chart
Perancangan
Tahap awal proses perancangan adalah dengan mengumpulkan informasi data kebutuhan pelanggan serta informasi mengenai material yang akan digunakan dalam proses pembuatan mesin dan bahan yang akan dipress. Seluruh syarat tersebut diharapkan dapat terpenuhi pada solusi akhir. 3.2. Deskripsi Masalah
Deskripsi masalah adalah menjelaskan segala informasi yang berhubungan dengan alat yang dirancang, sehingga dapat membantu dan mendukung dalam tahap perancangan mesin. Informasi yang dibutuhkan untuk merancang mesin press limbah kaleng hidrolik antara lain: daya motor penggerak, gaya yang dibutuhkan untuk mengepress kaleng, sistem hidrolik dan kekuatan rangka.
3.4. Identifikasi Masalah
Dalam tahap perancangan menjelaskan mengenai bagian dari spesifikasi, dimana spesifikasi merupakan daftar persyaratan kemampuan dan sifat-sifat yang harus dimiliki oleh alat yang dirancang. Persyaratan dalam

spesifikasi dapat dibagi dalam dua kategori, yaitu :
1. Keharusan (Demand) 2. Keinginan (Wishes)
Pada proses pengidentifikasian masalah digunakan agar dapat memecahkan masalah utama yang berdasarkan pada pendapat dan ide yang dituangkan dalam proses perancangan.
Langkah pertama dalam melakukan penyusunan identifikasi masalah adalah dengan menganalisis daftar spesifikasi dan dihubungkan dengan fungsi yang diinginkan secara jelas dan sesuai urutan daftar spesifikasi tersebut.
3.5. Struktur Fungsi
Struktur fungsi adalah rangkaian dari beberapa fungsi keseluruhan dan mempunyai hubungan antara masukan yang diinginkan oleh struktur dan dapat dinyatakan dalam bentuk aliran energi, material dan sinyal dengan menggunakan diagram blok. Dalam pengertian fungsi terdiri dari dua unsur, yaitu:
1. Fungsi Keseluruhan 2. Sub Fungsi keseluruhan
Fungsi keseluruhan dibuat setelah adanya ketentuan pada tiap-tiap tugas dari bagian yang akan dirancang secara keseluruhan, dimana tugas yang akan dijalakannya secara terperinci. Tahap pertama yang akan dibuat adalah mekanisme mesin press kaleng.
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
18
Prinsip Solusi 1. Mencari Prinsip Solusi
Untuk dapat memecahkan permasalahan dalam perancangan, maka ada beberapa metode yang digunakan. Metode yang digunakan antara lain:
a. Metode Konvensional (Conventional Method)
b. Metode Intuitif (Intuitive Method) c. Metode Destruktif
2. Pemilihan Kombinasi yang Sesuai Pada proses perancangan sistem
sistematik ruang lingkup permasalahan yang ada harus dibuat dengan luas. Hal ini bertujuan agar memperoleh kemungkinan solusi sebanyak-banyaknya. Setiap kemungkinan yang ada harus diperiksa melalui prosedur yang tepat dan cermat. 3. Diagram Prinsip Sub Fungsi dan Solusi
Tabel III-3 Diagram Sub Fungsi dan Solusi
Hasil dari kombinasi prinsip yang terdapat pada tabel diatas menghasilkan varian-varian sebagai berikut :
• Varian 1: 1.1 ; 2.2 ; 3.1 ; 4.1 • Varian 2: 1.1 ; 2.1 ; 3.2 ; 4.3 ; 5.2 • Varian 3: 1.2 ; 2.3 ; 3.3 ; 4.2
Varian 1 Varian 2
Varian 3 IV. PERANCANGAN KOMPONEN MESIN Perhitungan Gaya Press
Tahap awal untuk merancang mesin ini adalah menentukan acuan kaleng yang akan digunakan sebagai dasar awal perhitungan. Kaleng yang akan dijadikan acuan dalam perancangan ini adalah kaleng minuman kecil. Gaya deformasi untuk satu buah kaleng diasumsikan sebesar 20 kg dan kapasitas maksimum untuk satu kali proses sebanyak 125 buah kaleng.

Gaya yang dibutuhkan untuk menekan kaleng adalah 20 kg x 125 = 3000 kg
Ditentukan faktor keamanan sebesar 20 % 3000 kg + 600 kg = 3600 kg F = 3600 kg x 9.81 m/s2 = 35316 N Perhitungan Sistem Hidrolik 1. Menghitung daya Motor
Ditentukan langkah piston sepanjang 40 cm atau 0.4 m dan waktu yang dibutuhkan selama 10 detik sehingga kecepatan dapat dihitung sebesar :
smv
104.0
= = 0.04 m/s
P = F x v = 35316 N x 0.04 m/s = 1412.64 Nm/s = 1412.64 watt 1 Hp = 735.75 watt maka daya motor sebesar 1.92 Hp atau 2 Hp
2. Menghitung Tekanan Fluida
( )24.04.035316
mxmN
AF
P ==
= 220725 N/m2 = 220725 Pa = 2.2 bar Perhitungan Rangka Profil U
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
19
3. Perhitungan Rangka Atas Rangka atas akan mengalami gaya
bending ke atas. Bahan yang digunakan S30C dengan angka keamanan 2.
tσ = 48 kg/mm2 maka tegangan tarik ijin sebesar
vgt
t×
=σσ
2
22
/44.2352
/81.9/48 mmNsmmmkg=
×=
NNFF
NF
176582
353162
35316
max ===
=
Gambar IV-1 Reaksi Pembebanan Profil U Rangka Atas
Untuk reaksi tumpuan di A dan B :
NNNRFR
Nmm
mmNmm
mmFR
mmFmmRM
BA
B
B
A
8829882917658
88291000
500176581000
50005001000
0
=−=−=
=×
=×
=
=×−×
=∑
Untuk reaksi tumpuan di C dan D :
NNNRFR
Nmm
mmNmm
mmFR
mmFmmR
M
DC
D
D
c
8829882917658
88291000
500176581000
50005001000
0
=−=−=
=×
=×
=
=×−×
=∑
Maka, reaksi di setiap tumpuan A, B, C, D adalah sama yaitu sebesar 8829 N.
500 500
F
B
-8829
+8829
1
2
Keterangan Gambar :1. Baja Profil U ( Rangka Atas )2. Baja Profil U ( Tiang Penyanggah )
Diagram Gaya Geser
Diagram Momen Bending
A
Gambar IV-2 FBD Rangka Atas
4. Rangka Samping
Pada rangka samping mengalami gaya tarik. Adapun yang harus dianalisa adalah kekuatan konstruksi tiang penyangga terhadap gaya yang terjadi. Bahan rangka adalah S30C dengan angka keamanan 2.
tσ = 48 kg/mm2 maka tegangan tarik ijin sebesar
vgt
t×
=σσ

222
/44.2352
/81.9/48 mmNsmmmkg=
×=
F = RA = RB = R
( )( )
( )( ) [ ]mm
tblhg 043,0
45029094
2=
−−
=−−
=
B C = RD Pada profil U rangka atas, yaitu 8829 N Luasan pada profil U adalah :
Gambar IV-3 Luasan Pada Rangka Samping
A1 = P x L = 100 x 4 = 400 mm2
A = P x L = 2 mm x 46 = 92 mm2
A = P x L = 46 mm x 5 mm = 230 mm2
A2 = A–A1= (230–92) x 2= 276 mm2
A3 = 15 mm x 4 mm = 60 mm2
Maka, luasan di daerah A-A :
321 AAAA AA −+=− = 400 + 276 – 60 = 616 mm2
Maka, luasan di daerah B-B :
21 AAA BB +=− = 400 + 276 = 676 mm2 Untuk daerah A-A : Gambar IV-4 FBD Tegangan pada rangka samping di daerah A-A.
222
22
2
/67.54/66.28/01.26
/66.2861617658
/01.2695.229413
6768829
mmNmmNmmN
mmNmm
NAF
mmNWbMb
AAtbAAmaks
AAAAt
b
=+=+=
===
=×
==
−−
−−
σσσ
σ
σ
Karena tAAmaks σσ <− maka rancangan tiang penyangga untuk daerah A-A aman.Untuk daerah B-B :
Gambar IV-5 FBD Tegangan pada rangka
samping di daerah B-B.
22
22
/13.52/12.26/01.26
/12.2667617658
NmmNmmN
mmNmm
NAF
BBtbBBmaks
BBBBt
=+=+=
===
−−
−−
σσσ
σ
Karena tBBmaks σσ <− maka rancangan tiang penyangga untuk daerah B-B aman. 3. Defleksi pada Profil U
Gambar IV-6 Penampang Profil U
Momen inersia
( )
( )
( )44
4
443
443
1147070767.1147069
21.13764837121
9094043.08
110050121
81
121
mmmm
mm
lhg
bdI
==
=
⎥⎦⎤
⎢⎣⎡ −
×−×=
⎥⎦
⎤⎢⎣
⎡−−=
( ) mmmmmm
NmmN
IELFY
527.1114707021000048
10001765848
42
3
3
=××
×=
×××
=
NmmmmN
tumpuankebebanpusatdarijarakRM ab
44145005008829
=×=
×=
( )
( )
( )3
4
443
443
395.22941
21.13764837600
1
9094043.08
11005010061
81
61
mm
mmmm
lhg
bdd
Wb
=
=
⎥⎦⎤
⎢⎣⎡ −
×−×
×=
⎥⎦
⎤⎢⎣
⎡−−=
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
20

23 /425.192
395.229414414500 mmN
mmNmm
WM
b
bb ===σ Kar
ena maka rancangan profil U rangka atas aman.
_
tb σσ <
4. Tegangan Las pada Rangka Samping
Gambar IV-7 FBD Tegangan las
Momen inersia lasan :
( ) ( )
( ) ( )( )
( )4
223
223
476.2334909.3047617717505
5021105011050
125021105
2122
mm
I
lblbllbtI
=
−×=⎭⎬⎫
⎩⎨⎧
×++×
−×+
×=
⎭⎬⎫
⎩⎨⎧
++
−+
=
346.4245355
476.2334940 mmyIWb ===
2/58.14046.424536768829 mmN
WbMb
b =×
==σ
2/4.45
25552
17658 mmNAF
t =×
×==σ
2
2 ltA ××=
Karena
2/98.1854.4558.140 mmNtbWt =+=+= σσσ
tWt σσ < maka kondisi lasan aman. Perhitungan Plat
1. Tebal Plat Box dan Penekan Bahan box yang direncanakan adalah
bahan S30C dengan tegangan tarik sebesar 48 kg/mm2 sehingga tegangan bengkoknya sebesar 28.8 kg/mm2. Plat pada box akan menerima beban dari kaleng yang terdeformasi dengan gaya maksimum sebesar 3600 kg jadi plat yang digunakan harus aman supaya tidak rusak ketika menerima beban dari kaleng.
F = bσ x A 3600 kg = 28.8 kg/mm2 x A A = 125 mm2 A = p x t
981 mm2 = 400 mm x t t = 2.5 mm supaya aman tebal box dipilih 5 mm
Hal yang sama juga terjadi pada plat penekan yang digunakan untuk mendeformasi kaleng. Plat penekan akan menerima gaya balik dari bawah ketika menekan kaleng sehingga plat penekan juga harus mampu menahan beban tersebut. Dengan bahan yang sama maka tebal plat penekan juga sebesar 4 mm. 2. Lasan pada Box dan Plat Penekan Momen inersia lasan :
( ) ( )
( ) ( )( )
( )4
223
223
476.23349409.3047617717505
5021105011050
125021105
2122
mm
I
lblbllbtI
=
−×=⎭⎬⎫
⎩⎨⎧
×++×
−×+
×=
⎭⎬⎫
⎩⎨⎧
++
−+
=
346.4245355
476.2334940 mmyIWb ===
2/58.14046.424536768829 mmN
WbMb
b =×
==σ
2/4.45
25552
17658 mmNAF
t =×
×==σ 2
2 ltA ××=
Karena
2/98.1854.4558.140 mmNtbWt =+=+= σσσ
tWt σσ < maka kondisi lasan aman. Perhitungan Titik Berat
Untuk menghitung titik berat dari mesin ini maka perlu diketahui berat dari masing-masing komponen. Semua komponen mesin tertumpu pada plat bawah dengan luasan 1200 mm x 660 mm sehingga titik berat perlu dihitung supaya seimbang pada saat mesin dioperasikan.
1. Perhitungan berat plat box Plat depan dan belakang = 410 mm x500 mm x 5 mm = 1025000 mm3 = 1.025 m3
Plat samping kanan dan kiri = 400 mm x 500 mm x 5 mm = 1000000 mm3 = 1 m3
Berat jenis besi = 7.85 kg/m3
Jadi berat plat box = (2 x 1.025 m3 x 7.85 kg/m3) + (3 x 1 m3 x 7.85 kg/mm3) = 39.6 kg = 40 kg
2. Perhitungan berat plat penyangga
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
21

Berdasarkan tabel profil U berat plat dengan ukuran 100 mm x 50 mm x 5 mm adalah 9.4 kg/m jadi berat plat profil u untuk 4 buah adalah = 4 m x 9.4 kg/m = 37.6 kg = 38 kg
3. Berat dari perangkat hidrolik diasumsikan sebesar 35 kg Jadi berat total 39.6 kg + 37.6 kg + 35 kg = 112.2 kg
Gambar IV-8 Cog Plat Dasar
No Part F x Y Fx Fy
1 Rangka
1 19 500 50 9500 950
2 Rangka
2 19 500 50 9500 950
3 Box 40 0 50 0 2000
4 Hidrolik 35 473 198 6555 6930
Jumlah 113 35555 10830
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
22
∑∑=
FFx
X o 11335555
=
= 314.6 mm = 315 mm
∑∑=
FFy
Yo 11310830
=
= 95.8 mm = 96 mm Jadi titik berat terletak pada Xo = 315 mm dan Yo = 96 mm
Gambar IV-9 Cog Mesin Press
B. Hasil Perancangan
Gambar IV-10 Hasil Rancangan
Setelah melalui semua tahapan perancangan maka menghasilkan rancangan dengan spesifikasi sebagai berikut :
1. Dimensi Mesin a. Plat Dasar : 1200 mm x 660 mm b. Plat Box : 400 mm x 400 mm x 500 mm 2. Mekanisme Penggerak
a. Sistem Hidrolik : DAC 1 silinder b. Daya motor : 2 Hp 3. Waktu press : 3 menit 4. Gaya tekan maksimum : 3600 kg 5. Kapasitas kerja : 125 kg/jam
Dalam satu jam mesin press bisa mengepress dengan 20 kali proses sehingga untuk satu jam berproduksi dengan hitungan : 50 gr x 125 x 20 = 125 kg/jam

V. SIMULASI DAN ANALISIS KEKUATAN
Simulasi Setelah selesai tahap perancangan
komponen maka tahap selanjutnya adalah tahap pengujian. Pengujian disini akan ditampilkan berupa simulasi dan juga analisis kekuatan untuk mengetahui kondisi kritis dari mesin apabila mesin press kaleng mengalami operasional secara terus-menerus. Perancangan akan berhasil apabila pengujian dengan simulasi berhasil dijalankan.
Gambar V-1 Simulasi Mesin Press Kaleng
Analisis
Untuk mengetahui daerah kritis dari mesin press ini, perlu pengujian berupa analisis untuk mengetahui kekuatannya. Software yang digunakan untuk analisis adalah Solidworks 2010. Dari semua komponen yang terdapat pada mesin press kaleng ini, komponen yang paling banyak menerima beban adalah plat dasar. Plat ini selain menerima beban dari kaleng yang dipress, juga menopang dari komponen-komponen yang lain. Jadi plat dasar ini yang akan dianalisis untuk mengetahui kekuatannya.
Gambar V-2 Tampilan Menu Analisis
Solidworks
Gambar V-3 Tampilan Model Informasi Plat
Gambar V-4 Tampilan Material Properties Plat
Gambar V-5 Tampilan Beban yang diterima
plat
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
23

Gambar V-6 Tampilan Mesh Information
Gambar V-7 Daerah Pada Plat Yang
Mengalami Deformasi
Gambar V-8 Daerah Pada Plat Yang
Mengalami Kritis
Kesimpulan Dari perhitungan komponen yang sudah
diuraikan pada bab sebelumnya, untuk merancang mesin press dengan gaya tekan maksimum 3600 kg membutuhkan plat untuk box dan penekan dengan bahan S30C yang mampu menahan gaya tekan terbesar yang diberikan oleh rangkaian hidrolik. Analisis yang
dilakukan terhadap plat juga menunjukan bahwa plat yang digunakan masih lebih besar terhadap gaya tekan maksimum sehingga perancangan ini layak untuk dibuat.
Saran
Penulis menyadari bahwa perancangan ini masih jauh dari sempurna, maka dari itu saran yang membangun tetap dibutuhkan untuk pengembangan rancangan selanjutnya yang lebih baik. Saran untuk pengembangannya antara lain :
1. Mekanisme penggerak sebaiknya menggunakan rangkaian pneumatik yang lebih murah dan lebih aman pengoperasiannya.
2. Perlu pengkajian lebih lanjut untuk perhitungan plat sehingga didapat spesifikasi plat yang efisien.
3. Perlu pengkajian lebih lanjut untuk perhitungan rangka untuk mendapatkan spesifikasi rangka yang lebih efisien.
4. Sebaiknya tidak perlu menggunakan roda penggerak sehingga tebal plat dasar cukup 2 mm – 3 mm sehingga biaya pembuatan plat dasar lebih efisien. VI. DAFTAR PUSTAKA
1. Khurmi,R.S dan Gupta, J. K. 1982. Text Books of Machine Design. New Delhi: Eurasia Publishing House (Pvt) LTD.
2. Sularso dan Suga, K. 1979. Dasar Perencanaan dan Pemilihan Elemen Mesin. Jakarta: P.T.Pradnya Paramita.
3. Sato, Takeshi, 1986. Menggambar Mesin Menurut ISO. Jakarta : PT. Pradnya Paramita.
4. Suyitno. 1995. Mekanika Teknik 2. Departemen Pendidikan dan Kebudayaan Bandung.
5. Romadony, Yudi. 2011. Perancangan Mechanic Riveting Machine. Tugas Akhir Teknik Mesin Universitas Pancasila. Jakarta
6. P.Beer, Ferdinand and E. Russell Johnstone, Jr. 1987. Mekanika Untuk Insinyur Statika. Terjemahan Ir. H. Nainggolan. Jakarta : Erlangga.
7. Mulia, Tony, J.L. Meriam dan L.G Kraige. 1986. Mekanika Teknik Statika. Jakarta : Erlangga.
Jurnal mekanikal Teknik Mesin S‐1 FTUP Vol. 8, No. 1, Januari 2012
24