PENGARUH MEDIA PENDINGIN (COOLANT) DAN GEOMETRI …lib.unnes.ac.id/31615/1/5201412009.pdf ·...
54
PENGARUH MEDIA PENDINGIN (COOLANT) DAN GEOMETRI PAHAT POTONG TERHADAP TINGKAT KEKASARAN DAN MAKROSTRUKTUR PADA PEMBUBUTAN RATA MEMANJANG BAHAN BAJA EMS-45 SKRIPSI Skripsi ini ditulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan Program Studi Pendidikan Teknik Mesin Oleh Nurahmad Aprianto Jauhari 5201412009 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI SEMARANG 2017
Transcript of PENGARUH MEDIA PENDINGIN (COOLANT) DAN GEOMETRI …lib.unnes.ac.id/31615/1/5201412009.pdf ·...

PENGARUH MEDIA PENDINGIN (COOLANT)DAN GEOMETRI PAHAT POTONG TERHADAP
TINGKAT KEKASARAN DAN MAKROSTRUKTUR PADA PEMBUBUTAN RATA
MEMANJANG BAHAN BAJA EMS-45
SKRIPSI
Skripsi ini ditulis sebagai salah satu syarat untuk memperoleh gelar Sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
Oleh Nurahmad Aprianto Jauhari
5201412009
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG 2017

ii
PERNYATAAN KEASLIAN
yang bertanda tangan di bawah ini :
Nama Mahasiswa : Nurahmad Aprianto Jauhari
NIM : 5201412009
Program Studi : Pendidikan Teknik Mesin S1
Fakultas : Fakultas Teknik Universitas Negeri Semarang
Dengan ini menyatakan bahwa skripsi dengan judul “pengaruh media pendingin
(coolant) dan geometri pahat potong terhadap tingkat kekasaran dan
makrostruktur pada pembubutan rata memanjang bahan baja ems-45” ini
merupakan hasil karya saya sendiri dan belum pernah diajukan untuk memperoleh
gelar kesarjanaan di suatu perguruan tinggi manapun, dan sepanjang pengetahuan
saya dalam skripsi ini tidak terdapat karya atau pendapat yang pernah ditulis atau
diterbitkan oleh orang lain, keculai yang tertulis diacu dalam naskah ini dan
disebutkan dalam daftar pustaka.
Semarang, 24 Febuari 2017
Yang membuat pernyataan
Nurahmad Aprianto Jauhari
5201412009

iii
PERNYATAAN KEASLIAN
yang bertanda tangan di bawah ini :
Nama Mahasiswa : Nurahmad Aprianto Jauhari
NIM : 5201412009
Program Studi : Pendidikan Teknik Mesin S1
Fakultas : Fakultas Teknik Universitas Negeri Semarang
Dengan ini menyatakan bahwa skripsi dengan judul “pengaruh media pendingin
(coolant) dan geometri pahat potong terhadap tingkat kekasaran dan
makrostruktur pada pembubutan rata memanjang bahan baja ems-45” ini
merupakan hasil karya saya sendiri dan belum pernah diajukan untuk memperoleh
gelar kesarjanaan di suatu perguruan tinggi manapun, dan sepanjang pengetahuan
saya dalam skripsi ini tidak terdapat karya atau pendapat yang pernah ditulis atau
diterbitkan oleh orang lain, keculai yang tertulis diacu dalam naskah ini dan
disebutkan dalam daftar pustaka.
Semarang, 24 Febuari 2017
Yang membuat pernyataan
Nurahmad Aprianto Jauhari
5201412009

iv
ABSTRAK
Jauhari, Nurahmad Aprianto. 2017. Pengaruh media pendingin (coolant) dan
geometri pahat potong terhadap tingkat kekasaran dan makrostruktur pada
pembubutan rata memanjang bahan baja ems-45. Skripsi. Jurusan Teknik Mesin
Fakultas Teknik Universitas Negeri Semarang. Dr. Rahmat Doni W.,S.T., M.T.
dan Drs. Masugino M.Pd.
Baja EMS-45 merupakan jenis baja yang dapat dikategorikan sebagai baja
dengan tingkat karbon sedang, yang sering diaplikasikan dalam bidang industri
dalam berbagai bidang industri. Pembubutan merupakan suatu proses
pembentukan sebuah benda kerja baik metal maupun non metal dengan cara
mengurangi ukuran sebelumnya hingga menjadi ukuran yang ditentukan. Tujuan
dari penelitian ini yaitu untuk mengetahui pengaruh penggunaan media pendingin
dan geometri pahat pada proses pembubutan konvensional dan foto makro
struktur.
Metode yang digunakan adalah metode eksperimen. Variasi yang
digunakan yaitu tanpa diberikan media pendingin, oli sae 20w50, oli dromus
murni tanpa campuran air dan air dari keran, sedangkan variasi geometri pahatnya
yaitu pahat A: sudut potong 10°, sudut bebas 8°, sudut buang 12°, pahat B: sudut
potong 12°, sudut bebas 9°, sudut buang 15°, dan pahat C: sudut potong 13°,
sudut bebas 10° dan sudut buang 20°. Setelah diberi perlakuan variasi pada proses
pembubutan, selanjutnya dilakukan uji tingkat kekasaran permukaan dan foto
makro struktur pada setiap spesimen. Analisis yang digunakan adalah statistik
deskriptif.
Hasil pengujian menghasilkan nilai kekasaran dan foto makro struktur.
Nilai kekasaran paling rendah didapat pada spesimen ke 5 sebesar 3,18 μm
dengan tingkat kekasaran N7 dan nilai kekasaran paling tinggi didapat pada
spesimen ke 11 sebesar 6,08 μm dengan tingkat kekasaran N8. Foto makro
struktur terlihat paling rapat yaitu pada spesimen ke 5 dan terlihat paling renggang
yaitu pada spesimen 11. Jadi dapat disimpulkan bahwa tingkat kekasaran
maksimal yang dapat diperoleh dari angka toleransi geometri pahat yaitu pada
nilai tengahnya dan tanpa menggunakan media pendingin.
Kata kunci : elektroplating, konsentrasi larutan, waktu, ketebalan lapisan,
kekerasan permukaan.

v
MOTTO DAN PERSEMBAHAN
MOTTO
1. 10+1 “Dalam kehidupan kita raih kesuksesan (10), ditandai dengan jatuh-
terpuruk-bahkan hingga sakit, namun tambahkan (1) mimpi, (1) harapan
dan (1) semangat serta (1) do’a untuk bangkit menyelesaikan UJIAN,
kemudian BANGKIT lagi raih keberhasilan dan kesuksesan kembali.
2. “Sesungguhnya Allah tidak akan merubah nasib(keadaan) suatu kaum
kecuali mereka merubah keadaan mereka sendiri” (Q.S. Ar-Ra’d:11).
3. “Teruntuk kamu, do’a terbaikku menyertaimu selalu, baik-baik disana jaga
dirimu, aku disini pun sama menjaga hatiku, diriku untuk nantinya siap
dipersunting olehmu” (Puspita Handayani. 2016)
PERSEMBAHAN
Karya ini saya persembahkan untuk :
1. Allah Swt, sebagai tempat keluh kesah, curhat,
meminta sesuatu dan membantu saya selama ini
hingga nanti.
2. Ibu Riwayati, bapak Sarlan, dedek Sahid dan
mbak Ayu, yang selalu memberi semangat dan
motivasi tanpa henti selama ini.
3. Romario, Ardiyanto, Heru Cahyono, Fida dan
Fatah yang menjadi motivator, sahabat, keluarga
selama masa studi dan perjuangan skripsi ini.
4. Teman-teman TEKNIK MESIN angkatan 2012
dan keluarga RISTEK fakultas teknik UNNES.

vi
PRAKATA
Puji syukur kehadirat Allah SWT atas segala limpahan karunia dan
petunjuknya, sehingga penulis dapat menyelesaikan pembuatan skripsi dengan
judul ”Pengaruh media pendingin (coolant) dan geometri pahat potong
terhadap tingkat kekasaran dan makrostruktur pada pembubutan rata
memanjang bahan baja ems-45)”. Skripsi ini dapat terselesaikan tidak lepas dari
bantuan dan bimbingan berbagai pihak. Oleh karena itu penulis mengucapkan
terima kasih yang sebesar-besarnya kepada :
1. Bapak Rusiyanto S.Pd., M.T., Ketua Jurusan Teknik Mesin Universitas
Negeri Semarang.
2. Bapak Dr. Rahmat Doni Widodo S.T., M.T., sebagai dosen
pembimbing I yang dengan penuh kesabaran membimbing dan
mengarahkan hingga selesainya proposal skripsi ini.
3. Bapak Drs. Masugino, M.Pd., sebagai dosen pembimbing II yang
memberikan bimbingan dan dorongan hingga selesainya proposal
skripsi ini.
4. Bapak Dr. Wirawan Sumbodo M.T., sebagai dosen penguji yang telah
memberikan pengarahan dalam menyelesaikan skripsi ini.
5. Ibu dan Bapak tersayang yang telah dengan ikhlas mengorbankan
seluruh hidupnya dengan diiringi doa untuk keberhasilan cita-cita
anak-anaknya.
6. Seseorang yang telah setia menunggu dan selalu menyemangati ketika
sedang dipertemukan dengan kesulitan, rasa malas, permasalahan dan
semua yang menghambat “entah siapapun itu, kamu masa depanku”.
7. Rekan-rekan mahasiswa teknik mesin angkatan 2012 dan semua pihak
yang tidak dapat penulis sebutkan satu-persatu.

vii
Penulis menyadari bahwa skripsi ini masih banyak kekurangan, oleh
karena itu dengan segala kerendahan hati penulis mengharapkan kritik dan saran
yang membangun untuk perbaikan skripsi ini. Semoga Allah SWT memberikan
pahala yang berlipat atas semua bantuan dan kebaikannya,Amin.
Semarang, 24 Februari 2017
Penulis

viii
DAFRAT ISI
HALAMAN JUDUL ........................................................................................ i
HALAMAN PENGESAHAN ......................................................................... ii
PERNYATAAN KEASLIAN ......................................................................... iii
ABSTRAK ....................................................................................................... iv
MOTTO DAN PERSEMBAHAN ................................................................. v
PRAKATA ....................................................................................................... vi
DAFTAR ISI ..................................................................................................... viii
ARTI SIMBOL DAN SINGKATAN ............................................................. xi
DAFTAR TABEL ............................................................................................. xii
DAFTAR GAMBAR ........................................................................................ xiii
DAFTAR EQUATION (PERSAMAAN) ....................................................... xv
DAFTAR LAMPIRAN .................................................................................... xvi
BAB I PENDAHULUAN ................................................................................. 1
A. Latar Belakang ................................................................................ 1
B. Identifikasi Masalah ........................................................................ 5
C. Pembatasan Masalah ....................................................................... 5
D. Rumusan Masalah ........................................................................... 7
E. Tujuan Penelitian ............................................................................ 7
F. Manfaat Penelitian .......................................................................... 8
BAB II KAJIAN PUSTAKA ......................................................................... 9
A. Kajian Teori .................................................................................... 9
1. Coolant (Cairan Pendingin) ...................................................... 9
2. Geometri Pahat ........................................................................ 16
3. Parameter Pemotongan ............................................................ 17
4. Pembubutan ............................................................................. 19
5. Kekasaran Permukaan ............................................................. 22
6. Makro Struktur ........................................................................ 28
7. Baja EMS-45 ........................................................................... 29
ix
B. Kajian Penelitian yang Relevan .................................................... 31
C. Kerangka Pikir Penelitian .............................................................. 32
BAB III METODE PENELITIAN ............................................................... 34
A. Jenis Penelitian .............................................................................. 34
B. Alat dan Bahan Penelitian ............................................................. 34
C. Alat dan Skema Peralatan Penelitian ............................................ 37
D. Prosedur Penelitian ....................................................................... 41
1. Diagram Alir Pelaksanaan Penelitian ..................................... 41
2. Perhitungan Sebelum Membubut ........................................... 41
3. Proses Penelitian ..................................................................... 42
4. Data Penelitian ........................................................................ 48
5. Analisis Data ........................................................................... 50
BAB IV HASIL PENELITIAN .................................................................... 51
A. Hasil Penelitian ............................................................................. 51
B. Pembahasan .................................................................................. 68
C. Keterbatasan Penelitian ................................................................ 71
BAB V PENUTUP ........................................................................................ 73
A. Simpulan ....................................................................................... 73
B. Saran Pemanfaatan Hasil Penelitian ............................................. 75
DAFTAR PUSTAKA .................................................................................... 77
LAMPIRAN ................................................................................................... 78
x
ARTI SIMBOL DAN SINGKATAN
Simbol Arti
mm Milimeter
m Meter
rev Revolve
rpm Rotation per minute
kg Kilogram
S Sulfur
CCI4 Carbon tetraClorida
Fe Besi
Cs Cutting speed
π Pi (nilai konstanta)
d atau “Ø” Diameter
n Putaran mesin
F Kecepatan pemakanan (feed)
f Besar pemakanan atau bergesernya pahat
Ra Nilai kekasaran
Lambang kekasaran permukaan
Singkatan Arti
EMS-45 Engineering Machinery Steels 45
HSS High Speed Steel
SAE Society Automotive Engineers
W Winter
ISO International Standart Organitation
SLR Single Lens Reflex
DSLR Digital Single Lens Reflex
St 60 Steel dengan kekuatan tarik 60 N/mm²
CNC TU-2A Computer Numerical Control Training Unit – 2 Absolute

xi
K3 Keselamatan dan Kesehatan Kerja
DAFTAR TABEL
Tabel 2.1 Cairan pendingin direkomendasikan untuk beberapa material ....... 13
Tabel 2.2 Tabel kecepatan potong berdasarkan bahan ..................................... 18
Tabel 2.3 Tingkat kekasaran rata-rata permukaan menurut proses pengerjaan ........ 26
Tabel 2.4 Angka kekasaran permukaan menurut standar ISO 1302: 1992 ...... 27
Tabel 2.5 Angka tingkat kekasaran .................................................................. 27
Tabel 3.1 Tabel pengujian kekasaran keseluruhan spesimen ........................... 48
Tabel 3.2 Tabel pengujian kekasaran masing-masing spesimen ...................... 48
Tabel 3.3 Tabel foto makro struktur ................................................................. 49
Tabel 4.1 Tabel hasil uji kekasaran spesimen 1 ............................................... 51
Tabel 4.2 Tabel hasil uji kekasaran spesimen 2 ............................................... 42
Tabel 4.3 Tabel hasil uji kekasaran spesimen 3 ............................................... 53
Tabel 4.4 Tabel hasil uji kekasaran spesimen 4 ............................................... 53
Tabel 4.5 Tabel hasil uji kekasaran spesimen 1 sampai spesimen 4 ............... 54
Tabel 4.6 Tabel hasil uji kekasaran spesimen 5 ............................................... 55
Tabel 4.7 Tabel hasil uji kekasaran spesimen 6 ............................................... 56
Tabel 4.8 Tabel hasil uji kekasaran spesimen 7 ............................................... 56
Tabel 4.9 Tabel hasil uji kekasaran spesimen 8 ............................................... 57
Tabel 4.10 Tabel hasil uji kekasaran spesimen 5 sampai spesimen 8 .............. 58
Tabel 4.11 Tabel hasil uji kekasaran spesimen 9 .............................................. 59
Tabel 4.12 Tabel hasil uji kekasaran spesimen 10 ............................................ 60
Tabel 4.13 Tabel hasil uji kekasaran spesimen 11 ............................................ 60
Tabel 4.14 Tabel hasil uji kekasaran spesimen 12 ............................................ 61
Tabel 4.15 Tabel hasil uji kekasaran spesimen 9 sampai spesimen 12 ............. 61
Tabel 4.16 Tabel rangkuman data hasil penelitian permukaan kekasaran ........ 63
Tabel 4.17 Tabel keterangan gambar hasil foto makrotruktur .......................... 66
Tabel 4.18 Tabel hasil uji kekasaran spesimen 1 sampai spesimen 12 ............. 68

xii
DAFTAR GAMBAR
Gambar 2.1 Pemberian coolant untuk meredam panas ................................... 15
Gambar 2.2 Geometri pahat bubut HSS .......................................................... 16
Gambar 2.3 Proses bubut rata, bubut permukaan, dan bubut tirus ................. 20
Gambar 2.4 Kekasaran, gelombang, dan kesalahan bentuk dari suatu permukaan . 23
Gambar 2.5 Tingkat pertama ........................................................................... 24
Gambar 2.6 Tingkat kedua .............................................................................. 24
Gambar 2.7 Tingkat ketiga .............................................................................. 24
Gambar 2.8 Tingkat keempat .......................................................................... 24
Gambar 2.9 Kedalaman total dan kedalaman permukaan ............................... 25
Gambar 2.10 Menentukan kekasaran rata-rata Ra .......................................... 25
Gambar 2.11 Lambang kekasaran permukaan ................................................ 26
Gambar 2.12 Kerangka pikir penelitian .......................................................... 33
Gambar 3.1 Spesimen sebelum diberi perlakuan pembubutan (3 dimensi) .... 35
Gambar 3.2 Spesimen sebelum diberi perlakuan pembubutan (2 dimensi) .... 35
Gambar 3.3 Spesimen sesudah diberi perlakuan pembubutan (3 dimensi) ..... 36
Gambar 3.4 Spesimen sesudah diberi perlakuan pembubutan (2 dimensi) ..... 36
Gambar 3.5 Mesin bubut konvensional ........................................................... 37
Gambar 3.6 Toolset mesin bubut ..................................................................... 37
Gambar 3.7 Mesin gerinda duduk .................................................................... 38
Gambar 3.8 Mesin gergaji ................................................................................ 38
Gambar 3.9 Jangka sorong (vernier caliper) .................................................... 39
Gambar 3.10 Bevel protector (busur derajat) ................................................... 39
Gambar 3.11 Makro optik (Infinity 2) .............................................................. 39
Gambar 3.12 Surfcorder SE300 surface roughness measuring instrument ..... 40
Gambar 3.13 Skema peralatan penelitian ......................................................... 40
Gambar 3.14 Diagram alur penelitian .............................................................. 41
Gambar 3.15 Cara pengujian kekasaran menggunakan surfcorder SE300 ...... 49
Gambar 4.1 Grafik rata-rata kekasaran 4 spesimen menggunakan pahat A .... 54

xiii
Gambar 4.2 Grafik rata-rata kekasaran 4 spesimen menggunakan pahat B .... 58
Gambar 4.3 Grafik rata-rata kekasaran 4 spesimen menggunakan pahat C .... 62
Gambar 4.4 Rangkuman data dalam grafik batang ......................................... 63
Gambar 4.5 Foto makro struktur setiap pendingin mengguakan pahat A ....... 64
Gambar 4.6 Foto makro struktur setiap pendingin mengguakan pahat B ....... 65
Gambar 4.7 Foto makro struktur setiap pendingin mengguakan pahat C ....... 65
Gambar 4.8 Hubungan hasil nilai kekasaran dan foto makrostruktur A ......... 67
Gambar 4.9 Hubungan hasil nilai kekasaran dan foto makrostruktur B ......... 67
Gambar 4.10 Hubungan hasil nilai kekasaran dan foto makrostruktur C ......... 67

xiv
DAFTAR EQUATION (PERSAMAAN)
Equation 2.1 Kecepatan potong (Cs) “m/min” ............................................... 19
Equation 2.2 Kecepatan potong (Cs) “mm/min” ............................................ 19
Equation 2.3 Kecepatan putaran mesin (n) “rpm” .......................................... 19
Equation 2.4 Kecepatan pemakanan (F) “mm/min” ....................................... 19
Equation 2.5 Kekasaran rata-rata (Ra) “µm” .................................................. 25

xv
DAFTAR LAMPIRAN
Lampiran 1. Surat permohonan peminjaman mesin dan alat untuk penelitian di UNNES ....... 78
Lampiran 2. Surat permohonan peminjaman alat uji untuk pengujian di UNDIP .................... 79
Lampiran 3. Hasil pengujian nilai kekasaran dengan surface roughnes tester di UNDIP ........ 80
Lampiran 4. Surat permohonan ijin peminjaman alat uji untuk pengujian di UNNES ............ 82
Lampiran 5. Surat keterangan selesai penujian foto makro di lab. Pengujian bahan UNNES .. 83
Lampiran 6. Sertifikat uji komposisi dari PT. BHINEKA BAJANAS (Bahan EMS-45) ......... 84
Lampiran 7. Foto-foto kegiatan penelitian dan pengujian ........................................................ 85

1
BAB I
PENDAHULUAN
A. Latar Belakang
Seiring dengan perkembangan zaman dan teknologi, bahan baja
mempunyai peranan yang sangat penting dalam kehidupan sehari hari terutama
pada bidang industri yang mengalami kemajuan yang sangat pesat, hal ini
sangatlah berpengaruh terhadap industri-industri yang menggunakan bahan besi
baja atau logam sebagai bahan utama operasional maupun sebagai bahan baku
produksinya. Setiap logam mempunyai karakteristik yang berbeda-beda sesuai
dengan kegunaannya, maka diperlukan suatu penanganan yang berbeda pada
setiap logam agar setiap elemen-elemen logam tersebut dapat digunakan sesuai
yang diinginkan. Logam banyak digunakan terutama untuk membuat alat-alat
perkakas, alat-alat pertanian, komponen-komponen otomotif, alat dan komponen
pemesinan, hingga kebutuhan rumah tangga. Dalam pengaplikasiannya semua
struktur logam akan terkena pengaruh gaya dari luar sehingga beberapa
diantaranya dapat menimbulkan deformasi atau perubahan bentuk. Dalam
beberapa kasus bahan logam juga sering digunakan pada dunia industri,
khususnya industri yang bergerak dalam bidang teknik pemesinan.
Dalam teknik pemesinan, tidak sedikit bahan yang digunakan untuk
pengaplikasian adalah logam baja, karena sudah terkenal dengan sifatnya yang
mempunyai kekuatan tinggi, ketahanan aus yang baik dan tangguh, salah satu
bahan yang sering digunakan dalam teknik pemesinan yaitu “baja karbon sedang
(medium carbon steel) yang memiliki kadar karbon 0,3-0,6%” (Bayuseno dan

2
Handoko. 2014:4) yang cukup keras dan tangguh. Salah satu contoh dari baja
kategori medium carbon steel yang banyak digunakan dalam teknik pemesinan
adalah “baja EMS-45 yang memiliki tingkat kandungan karbon sebesar 0,48%”
(Wibowo. 2010:13) yang hampir mencapai 0,5% kandungan karbonnya atau
kandungan karbon maksimal pada kategori medium carbon steel dan memiliki
tegangan tarik tingkat medium. Jenis baja ini dalam penggunaan dan
pengaplikasiannya terdapat pada komponen-komponen yang memerlukan
ketahanan yang bagus, beberapa contohnya yaitu untuk komponen-komponen
mesin, roda gigi (gear), poros engkol (crankshaft) dan poros roda gigi (as gear).
Roda gigi dan porosnya serta poros engkol dalam penggunaannya dibutuhkan
tingkat kepresisian tinggi karena fungsinya sebagai komponen penggerak utama
pada mesin, dalam proses penggunaannya tidak terlepas dari gesekan yang terjadi
akibat saling menggerakkan satu komponen dengan komponen lain agar dapat
bekerja dengan baik, maka dari itu selain kepresisian tinggi diperlukan juga
kehalusan yang tinggi (nilai kekasaran terrendah) agar tidak terjadi gesekan yang
besar, sehingga dapat memperpanjang umur (life time) komponen yang ada pada
mesin tersebut.
Dalam teknik pemesinan nilai kekasaran menjadi salah satu faktor penting,
dalam pengolahan bahan logam hingga menjadi sebuah produk yang siap
digunakan, hal ini karena dapat mempengaruhi pada lamanya masa pakai atau
umur dari komponen yang telah dihasilkan ketika sudah digunakan nantinya,
karena komponen yang tidak halus lebih mudah terjadi perubahan struktur ketika
terdapat sebuah perlakuan secara langsung. “Kekasaran Permukaan (surface

3
roughness) suatu produk pemesinan dapat mempengaruhi beberapa fungsi produk
tersebut seperti, gesekan permukaan (surface friction), perpindahan panas,
kemampuan penyebaran pelumasan, pelapisan, dan lain-lain. Dimana semakin
rendah tingkat kekasaran permukaan, semakin kecil gesekan yang terjadi,
sedangkan semakin rendah tingkst kekasaran permukaan maka semakin merata
pula penyebaran perpindahan panasnya begitu juga halnya dengan penyebaran
pelumasan. Oleh karena itu, kekasaran permukaan menjadi tolak ukur keakuratan
dan kualitas permukaan suatu produk industri manufaktur” (Asmed dan Yusri
Mura. 2010:1).
Dalam memperoleh tingkat kekasaran permukaan terbaik tidak terlepas
dari beberapa faktor dan faktor utama yang mempengaruhi tingkat kekasaran yaitu
dengan adanya perlakuan mesin terhadap benda yang akan dicapai tingkat
kekasaran terbaiknya. Beberapa faktor yang mempengaruhi tingkat kekasaran
yaitu dari kecepatan putaran mesin, ketebalan pemakanan, kecepatan pemakanan,
jenis material pahat, geometri pahat dan media pendingin yang digunakan.
“Proses permesinan secara umum berguna untuk menghilangkan material yang
tidak diinginkan dari benda kerja. Salah satu mesin yang sering digunakan yaitu
mesin bubut konvensional. Mesin bubut adalah suatu mesin perkakas yang
mempunyai gerakan utama berputar yang berfungsi untuk mengubah bentuk dan
ukuran benda kerja dengan cara menyayat benda kerja dengan pahat penyayat,
posisi benda kerja berputar sesuai dengan sumbu mesin dan pahat bergerak ke
kanan atau ke kiri searah sumbu mesin bubut untuk melakukan penyayatan atau
pemakanan” (Oerbandono Tjuk, Satrio Muktiwibowo, Endi Sutikno. 2014:1).

4
Penyayatan dan pemakanan merupakan proses pengurangan volume
sebuah benda dengan cara disayat untuk mencapai ukuran yang dibutuhkan, bisa
dari bahan mentah kemudian dibentuk menjadi barang jadi, maupun dari benda
jadi yang mengalami perubahan bentuk dan dinormalkan kembali dengan
mengurangi sedikit ukuran, dari ukuran sebelum terjadi perubahan bentuk. Dalam
penyayatan dan pemakanan salah satu tujuannya yaitu untuk mencapai nilai
kekasaran terrendah sehingga dapat mencapai tingkat kehalusan terbaik. Dalam
mencapai nilai kekasaran terrendah terdapat berbagai macam faktor yang
mempengaruhi, salah satunya pemilihan media pendingin yang tepat sehingga
dapat meredam atau mengurangi panas akibat gesekan antara alat potong dengan
benda kerja yang akan dibuat.
“Cairan pendingin mempunyai kegunaan khusus dalam proses bubut”
(Aditya S. Bima dan Arya Mahendra. 2015:3). Selain memperpanjang umur
pahat, media pendingin dalam beberapa kasus, mampu menurunkan gaya dan
memperhalus permukaan produk hasil pemesinan. Secara umum dapat dikatakan
bahwa peran utama media pendingin adalah untuk mendinginkan dan melumasi.
Dengan media pendingin temperatur yang tinggi yang terjadi dilapisan luar benda
kerja bisa dikurangi, sehingga tidak merubah struktur metalurgi benda kerja.
Dari penjelasan latar belakang tersebut maka penulis tertarik untuk
melakukan penelitian dengan judul “Pengaruh Media Pendingin (coolant) Dan
Geometri Pahat Potong Terhadap Tingkat Kekasaran Dan Makrostruktur Pada
Pembubutan Rata Memanjang Bahan Baja EMS-45” dikarenakan masih
sedikitnya penelitian yang meneliti mengenai hal tersebut.
5
B. Identifikasi Masalah
Faktor-faktor yang mempengaruhi hasil kekasaran pada benda kerja pada
pembubutan diantaranya yaitu:
1. Kecepatan putaran mesin.
2. Kecepatan pemakanan.
3. Kedalaman pemakanan.
4. Jenis pahat yang digunakan.
5. Geometri pahat.
6. Setting pahat pada toolpost mesin bubut.
7. Media pendingin yang digunakan.
8. Jenis bahan benda kerja atau spesimen yang akan dibubut.
Dari beberapa faktor yang terdapat dalam identifikasi masalah mengenai
pengaruh hasil pembubutan terhadap kekasaran, maka faktor-faktor tersebut
haruslah diberi batasan-batasan supaya didapatkan hasil penelitian yang baik.
C. Pembatasan Masalah
Masalah-masalah yang terdapat dalam penelitian ini diantaranya dibatasi
oleh:
1. Variasi media pendingin:
a) Oli syntetic SAE 20W50
b) Oli dromus murni tanpa campuran air
c) Air dari keran
d) Tidak diberikan pendinginan

6
2. Variasi geometri pahat:
a) Pahat A: sudut potong 10°, sudut bebas 8° dan sudut buang 12°
b) Pahat B: sudut potong 12°, sudut bebas 9° dan sudut buang 15°
c) Pahat C: sudut potong 13°, sudut bebas 10° dan sudut buang 20°
Sedangkan sebagai variabel kontrolnya yaitu:
1. Bahan baja EMS-45 dengan kategori medium carbon steel yang
memiliki kadar karbon 0,48%.
2. Setiap specimen diberi perlakuan pembubutan rata memanjang.
3. Kedalaman pemakanan 0,5 mm.
4. Kecepatan pemakanan 0,02 mm/rev.
5. Kecepatan putaran mesin 1400 rpm (pembubutan rata berorientasi
pada pembubutan finishing).
6. Alat potong pahat HSS bohler ukuran 3/8 x 4.
7. Setting pahat disamakan:
a. Posisi pahat tegak lurus dengan toolpost.
b. Ujung pahat berada pada center atau titik pusat benda kerja.
c. Panjang pahat yang dikeluarkan dari toolpost sepanjang 2 dikali
lebar pahat terhitung dari sisi luar toolpost.
8. Setiap spesimen diuji tingkat kekasarannya dan foto makrostruktur.
9. Alat uji tingkat kekasaran menggunakn alat uji surfcorder SE300.
10. Alat uji foto makrostruktur menggunakan makro optik (Infinity 2)
dengan pembesaran 200 kali.

7
D. Rumusan Masalah
Berdasarkan pembatasan masalah diatas, maka permasalahan yang akan
dibahas dalam skripsi ini adalah sebagai berikut:
1. Bagaimana pengaruh variasi media pendingin terhadap tingkat
kekasaran permukaan baja EMS-45 pada proses pembubutan
konvensional?
2. Bagaimana pengaruh variasi geometri pahat terhadap tingkat
kekasaran permukaan baja EMS-45 pada proses pembubutan
konvensional?
3. Bagaimana pengaruh variasi media pendingin terhadap makrostruktur
baja EMS-45 pada proses pembubutan konvensional?
4. Bagaimana pengaruh variasi geometri pahat terhadap makrostruktur
baja EMS-45 pada proses pembubutan konvensional?
E. Tujuan Penelitian
Berdasarkan rumusan masalah diatas, tujuan yang ingin dicapai dalam
penelitian ini adalah sebagai berikut:
1. Mengetahui pengaruh variasi media pendingin terhadap tingkat
kekasaran permukaan baja EMS-45 pada proses pembubutan
konvensional.
2. Mengetahui pengaruh variasi geometri pahat terhadap tingkat
kekasaran permukaan baja EMS-45 pada proses pembubutan
konvensional.
8
3. Mengetahui pengaruh variasi media pendingin terhadap makrostruktur
baja EMS-45 pada proses pembubutan konvensional.
4. Mengetahui pengaruh variasi geometri pahat terhadap makrostruktur
baja EMS-45 pada proses pembubutan konvensional.
F. Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini adalah sebagai berikut:
1. Bagi para teknisi mesin bubut (turning machine) dapat menentukan
penggunaan media pendingin dan geometri pahat yang terbaik untuk
mencapai tingkat kekasaran yang dibutuhkan.
2. Menambah pengetahuan dan wawasan bagi dunia pendidikan,
khususnya pendidikan teknik mesin tentang proses pembubutan.
3. Dapat diimplementasikan atau diterapkan pada proses pembelajaran
saat di bengkel mesin sekolah maupun didunia industri.
4. Sebagai bahan rujukan atau refrensi bagi penelitian sejenis yang
selanjutnya.

9
BAB II
KAJIAN PUSTAKA
A. Kajian Teori
1. Coolant (Cairan Pendingin)
Cutting fluid merupakan campuran antara pelumas, bahan-bahan kimia, dan
air dengan komposisi tertentu yang diformulasikan untuk memenuhi kebutuhan
industri manufaktur, Cutting fluid yang umumnya dipakai saat ini berbahan dasar
(oil based fluid) minyak bumi dan (chemical based fluid) bahan kimia. “Dalam
suatu proses pembubutan, cutting fluid berfungsi untuk memperpanjang umur
pahat, mengurangi deformasi benda kerja karena panas, meningkatkan kualitas
permukaan hasil pemotongan, dan melarutkan chip hasil pemotongan. Salah satu
peran penting cutting fluid ini adalah mengurangi kekasaran peermukaan hasil
pemotongan” (Oerbandono Tjuxk, Satrio Muktiwibowo, Endi Sutikno. 2014:2 ).
Cairan pendingin mempunyai kegunaan khusus dalam proses bubut, selain
memperpanjang umur pahat, cairan pendingin dalam beberapa kasus mampu
menurunkan gaya dan memperhalus permukaan produk hasil pemesinan. Secara
umum dapat dikatakan bahwa peran utama cairan pendingin adalah untuk
mendinginkan dan melumasi. “Dengan cairan pendingin temperatur yang tinggi
yang terjadi dilapisan luar benda kerja bisa dikurangi, sehingga tidak merubah
stuktur metalografi benda kerja” (Aditya S. Bima dan Arya Mahendra. 2015:2).
Proses kimiawi diperkirakan juga terjadi dalam proses bubut. “Cairan pendingin
mempunyai kegunaan yang khusus dalam proses bubut. Pendingin ini berupa
cairan yang disemprotkan pada pahat, pendinginan ini bertujuan untuk

10
mengurangi panas yang timbul pada benda kerja dan mata pahat yang berupa bola
baja ataupun kerucut intan yang ditekankan pada permukaan material uji tersebut”
(Aditya S. Bima dan Arya Mahendra. 2015:3).
“Pada mekanisme pembentukan beram, beberapa jenis cairan pendingin
mampu menurunkan rasio penempatan tebal beram yang mengakibatkan
penurunan gaya potong” (Widarto, dkk. 2008:315). Pada daerah kontak antara
beram dan bidang pahat terjadi gesekan yang cukup besar, sehingga adanya cairan
pendingin dengan gaya lumas tertentu akan mampu menurunkan gaya potong.
Pada proses penyayatan, kecepatan potong yang rendah memerlukan cairan
pendingin dengan daya lumas tinggi sementara pada kecepatan potong tinggi
memerlukan cairan pendingin dengan daya pendingin yang besar (high heat
absorptivity). “Pada beberapa kasus, penambahan unsur tertentu dalam cairan
pendingin akan menurunkan gaya potong, karena bisa menyebabkan terjadinya
reaksi kimiawi yang berpengaruh dalam bidang geser (share plane) sewaktu
beram terbentuk. Beberapa peneliti menganggap bahwa sulfur (S) atau karbon
tetraklorida (CCI4) pada daerah kontak (di daerah kontak mikro) dengan
temperatur dan tekanan tinggi akan bereaksi dengan besi (benda kerja)
membentuk FeS atau FeCI3 pada batas butir sehingga mempermudah proses
penggeseran metal menjadi beram” (Widarto, dkk. 2008:315).
Cairan pendingin yang biasa dipakai dalam proses pemesinan dapat
dikategorikan dalam empat jenis utama yaitu :
1. Straight oils (minyak murni)
2. Soluble oils

11
3. Semisynthetic fluids (cairan semi sintetis)
4. Synthetic fluids (cairan sintetis).
Minyak murni (straight oils) adalah minyak yang tidak dapat diemulsikan dan
digunakan pada proses pemesinan dalam bentuk sudah diencerkan. Minyak ini
terdiri dari bahan minyak mineral dasar atau minyak bumi, dan kadang
mengandung pelumas yang lain seperti lemak, minyak tumbuhan, dan ester. Selain
itu bisa juga ditambahkan aditif tekanan tinggi seperti Chlorine, Sulphur dan
Phosporus, minyak murni ini berasal salah satu atau kombinasi dari minyak bumi
(naphthenic, paraffinic), minyak binatang, minyak ikan atau minyak nabati,
viskositasnya dapat bermacam-macam dari yang encer sampai yang kental
tergantung dari pemakaian. “Pencampuran antara minyak bumi dengan minyak
hewani atau nabati menaikkan daya pembasahan (wetting action) sehingga
memperbaiki daya lumas, penambahan unsur lain seperti sulfur, klor atau fosfor (EP
additives) menaikkan daya lumas pada temperatur dan tekanan tinggi” (Widarto, dkk.
2008:316). Minyak murni menghasilkan pelumasan terbaik, akan tetapi sifat
pendinginannya paling jelek di antara cairan pendingin yang lain.
Soluble Oil akan membentuk emulsi ketika dicampur dengan air.
“Konsentrat mengandung minyak mineral dasar dan pengemulsi untuk
menstabilkan emulsi, minyak ini digunakan dalam bentuk sudah diencerkan
(biasanya konsentrasinya = 3 sampai 10%) dan untuk kerja pelumasan dan
penghantaran panasnya bagus” (Widarto, dkk. 2008:317). Minyak ini digunakan
luas oleh industri pemesinan dan harganya lebih murah di antara cairan pendingin
yang lain.

12
Cairan semi sintetik (semi-synthetic fluids) adalah kombinasi antara
minyak sintetik (A) dan soluble oil (B) dan memiliki karakteristik ke dua minyak
pembentuknya. Harga dan unjuk kerja penghantaran panasnya terletak antara dua
buah cairan pembentuknya tersebut. Jenis cairan ini mempunyai karakteristik
sebagai berikut :
1. Kandungan minyaknya lebih sedikit (10% s.d 45% dari tipe B).
2. Kandungan pengemulsinya (molekul penurun tegangan permukaan)
lebih banyak dari tipe A.
3. Partikel minyaknya lebih kecil dan lebih tersebar. Dapat berupa jenis
dengan minyak yang sangat jenuh “super-fatted” atau jenis EP
(Extreme Pressure).
“Minyak sintetik (synthetic fluids) tidak mengandung minyak bumi atau
minyak mineral dan sebagai gantinya dibuat dari campuran organik dan anorganik
alkaline bersama-sama dengan bahan penambah (additive) untuk penangkal
korosi, minyak ini biasanya digunakan dalam bentuk sudah diencerkan (biasanya
dengan rasio 3 sampai 10%)” (Widarto, dkk. 2008:316). Minyak sintetik
menghasilkan unjuk kerja pendinginan terbaik di antara semua cairan pendingin,
cairan ini merupakan larutan murni (true solutions) atau larutan permukaan aktif
(surface active). Pada larutan murni, unsur yang dilarutkan terbesar di antara
molekul air dan tegangan permukaan (surface tension) hampir tidak berubah.
Larutan murni ini tidak bersifat melumasi dan biasanya dipakai untuk sifat
penyerapan panas yang tinggi dan melindungi terhadap korosi, sementara itu dengan
penambahan unsur lain yang mampu membentuk kumpulan molekul akan

13
mengurangi tegangan permukaan menjadi jenis cairan permukaan aktif sehingga
mudah membasahi dan daya lumasnya baik.
Tabel 2.1, Cairan pendingin yang direkomendasikan untuk beberapa material benda kerja
(Widarto. 2008:322-323)
Minyak sintetik ini sering dijumpai dalam penggunaannya pada kendaraan
bermotor mulai dari sepeda motor, mobil bermesin bensin dan diesel, genset, mesin
bubut, mesin frais, mesin-mesin industri, hingga alat-alat berat, dan sudah terbukti
dapat melindungi komponen-komponen besi yang berputar sangat cepat dan
bergesekan antara satu komponen dengan komponen yang lain walaupun dengan
14
masa pemakaian tertentu yang sudah ditentukan. Dalam pengaplikasiannya pun
berbeda-beda tergantung suhu lingkungan, peruntukannya, medan yang ditempuh dan
masih banyak faktor lainnya, sehingga terdapat klasifikasi tingkat kekentalan dari
mulai yang cair SAE 5W15 dan SAE 5W30, tingkat kekentalan sedang SAE 10W30,
SAE 10W40, SAE 15W40, SAE 15W50 sampai tingkat kekentalan tinggi SAE
20W30, SAE 20W40, SAE 20W50 seperti yang banyak digunakan di Indonesia
dengan lingkungan bersuhu panas. Arti dari SAE 20W50 yaitu SAE “Society
Automotive Engineers” suatu asosiasi yang mengatur standarisasi di berbagai bidang
seperti bidang rancang desain teknik, manufaktur, pelumasan, dll, angka disebelah
kiri huruf W menunjukkan batas kemampuan oli bertahan saat kondisi mesin dan
lingkungan dingin, huruf W sendiri berarti “Winter” atau berarti cuaca, dan angka
disebelah kanan huruf W menunjukkan batas kemampuan oli bertahan pada kondisi
mesin dan suhu lingkungan panas.
Cairan pendingin pada proses pemesinan memiliki beberapa fungsi, yaitu
fungsi utama dan fungsi kedua, fungsi utama adalah fungsi yang dikehendaki oleh
perencana proses pemesinan dan operator mesin perkakas, fungsi kedua adalah
fungsi tak langsung yang menguntungkan dengan adanya penerapan cairan
pendingin tersebut. Fungsi cairan pendingin tersebut adalah :
1. Fungsi utama dari cairan pendingin pada proses pemesinan adalah :
a. Melumasi proses pemotongan khususnya pada kecepatan potong rendah.
b. Mendinginkan benda kerja khususnya pada kecepatan potong tinggi.
c. Membuang beram dari daerah pemotongan.

15
2. Fungsi kedua cairan pendingin adalah :
a. Melindungi permukaan yang disayat dari korosi
b. Memudahkan pengambilan benda kerja, karena bagian yang panas telah
didinginkan.
Penggunaan cairan pendingin pada proses pemesinan ternyata memberikan
efek terhadap pahat dan benda kerja yang sedang dikerjakan. “Pengaruh proses
pemesinan menggunakan cairan pendingin yaitu dapat memperpanjang umur
pahat, mengurangi deformasi benda kerja karena panas, permukaan benda kerja
menjadi lebih baik (halus) pada beberapa kasus, membantu membuang atau
membersihakn beram dari hasil penyayatan pada benda kerja” (Widarto, dkk.
2008:320).
Gambar 2.1. Pemberian coolant untuk
meredam panas (Widarto, dkk. 2008:321).
Selain media pendingin dalam pembubutan untuk menghasilkan tingkat
kekasaran yang baik diperlukan juga geometri pahat yang sesuai standar ukuran,
karena dalam prosesnya media pendingin juga tidak akan bekerja secara
maksimal jika dalam penggunaan geometri pahat tidak sesuai.

16
2. Geometri Pahat Bubut
Geometri/bentuk pahat bubut terutama tergantung pada material benda
kerja dan material pahat. “Untuk pahat bubut bermata potong tunggal, sudut
pahat yang paling pokok adalah sudut beram (rake angle), sudut bebas (clearance
angle), dan sudut sisi potong (cutting edge angle)” (Widarto, dkk. 2008:155).
Sudut- sudut pahat HSS dibentuk dengan cara diasah menggunakan mesin
gerinda pahat (Tool Grinder Machine). Sedangkan bila pahat tersebut adalah
pahat sisipan (insert) yang dipasang pada tempat pahatnya, geometri pahat dapat
dilihat pada Gambar 2.2. “Selain geometri pahat tersebut pahat bubut bisa juga
diidentifikasikan berdasarkan letak sisi potong (cutting edge) yaitu pahat tangan
kanan (Right-hand tools) dan pahat tangan kiri (Left-hand tools)” (Widarto, dkk.
2008:156), lihat Gambar 2.3.
Gambar 2.2. Geometri pahat bubut HSS, pahat
diasah dengan mesin gerinda pahat (Widarto, dkk.
2008:156).
Geometri pahat juga dibedakan menurut jenis pemakaiannya mulai
dari pahat rata kanan, pahat rata kiri, pahat muka, pahat alur, pahat ulir,
pahat dalam rata kanan, pahat dalam rata kiri, pahat dalam alur, pahat
dalam ulir. Namun dalam kesehariannya secara umum jenis pahat rata
12°-20°
8°-10°
10°-13°

17
kanan lebih sering dan banyak dipakai, dikarenakan pekerjaan yang paling
mendasar dalam pembubutan yaitu pembubutan rata permukaan, maka
dari itu penelitian ini sebagai alat potongnya menggunakan jenis pahat rata
kanan. Pahat rata kanan merupakan jenis pahat yang umum digunakan
yang memiliki tiga sudut yaitu sudut potong 10°-13°, sudut bebas 8°-10°
dan sudut buang 12°-20°, maka dari itu dalam penelitian ini menggunakan
geometri pahat rata kanan dengan rentan selisih nilai sudut minimal, nilai
sudut tengah-tengah dan nilai sudut maksimal dan untuk setting pahat
disamakan yaitu posisi pahat tegak lurus dengan toolpost, ujung pahat
berada pada center atau titik pusat benda kerja dan panjang pahat yang
dikeluarkan dari toolpost hanya ¼ dari panjang pahat itu sendiri.
Tidak hanya geometri pahat dan media pendingin yang dapat
mempengaruhi tingkat kekasaran permukaan logam yang mengalami
proses pembubutan, namun parameter pemotongan juga mempengaruhi
tingkat kekasaran, mulai dari kecepatan putaran mesin, kecepatan
pemotongan, diameter benda kerja dan besar pemakanan.
3. Parameter Pemotongan
Yang dimaksud dengan parameter pemotongan pada mesin bubut
adalah, informasi berupa dasar-dasar perhitungan, rumus dan tabel-
tabel yang mendasari teknologi proses pemotongan atau penyayatan
pada mesin bubut diantaranya.

18
Tabel 2.2, Tabel kecepatan potong berdasarkan bahan
(Direktorat pembinaan sekolah menengah kejuruan 2013:119)
“Parameter pemotongan pada mesin bubut meliputi: kecepatan
potong (Cutting speed - Cs), kecepatan putaran mesin (Rotation Permenit atau
Rpm), kecepatan pemakanan (Feed – F) dan waktu proses pemesinannya”
(Direktorat pembinaan sekolah menengah kejuruan 2013:118).
a. Kecepatan Potong (Cutting Speed)
Cs = π.d.n ...............................”m/min”...........................................(2.1)
........................... “mm/min”........................................(2.2)
Cs: kecepatan potong (m/min)
d: diameter benda kerja (mm)
n: putaran mesin / benda kerja (rpm)
π: nilai konstanta = 3,14
b. Kecepatan Putaran Mesin (Revolution per menit “Rpm”)
.............................. “rpm”.............................................. (2.3)
d: diameter benda kerja (mm)
n: kecepatan putaran mesin (rpm)
Cs: kecepatan potong (m/min), x 1000 (mm/min)

19
π: nilai konstanta = 3,14
c. Kecepatan Pemakanan (Feed)
F = f.n ................................................................. “mm/min”...........(2.4)
F: kecepatan pemakanan ( mm/min)
f: besar pemakanan / bergesernya pahat (mm/rev)
n: putaran mesin (rev/min)
Dengan memperhatikan media pendingin, geometri pahat dan
parameter pemotongan maka akan didapatkan tingkat kekasaran yang
baik. Begitu juga dengan mesin bubut yang digunakan, jika mesin bubut
yang digunakan dalam kondisi baik dan dioperasikan dengan baik pula,
maka hasil pembubutan yang diperoleh juga akan baik.
4. Pembubutan
Proses bubut adalah proses pemesinan untuk menghasilkan bagian-
bagian mesin berbentuk silindris yang dikerjakan dengan menggunakan
mesin bubut. Prinsip dasarnya dapat didefinisikan sebagai proses
pemesinan permukaan luar benda silindris atau bubut rata :
1. Dengan benda kerja yang berputar.
2. Dengan satu pahat bermata potong tunggal (with a single-point cutting
tool).
3. Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak
tertentu sehingga akan membuang permukaan luar benda kerja (lihat
Gambar 2.4. no. 1).

20
“Proses bubut permukaan (surface turning, Gambar 2.4. no. 2)
adalah proses bubut yang identik dengan proses bubut rata, tetapi arah
gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut
tirus (taper turning, Gambar 2.4. no. 3) sebenarnya identik dengan proses
bubut rata di atas, hanya jalannya pahat membentuk sudut tertentu
terhadap sumbu benda kerja. Demikian juga proses bubut kontur,
dilakukan dengan cara memvariasi kedalaman potong, sehingga
menghasilkan bentuk yang diinginkan. Walaupun proses bubut secara
khusus menggunakan pahat bermata potong tunggal, tetapi proses bubut
bermata potong jamak tetap termasuk proses bubut juga, karena pada
dasarnya setiap pahat bekerja sendiri-sendiri. Selain itu proses
pengaturan (setting) pahatnya tetap dilakukan satu persatu” (Widarto.
2008:152). Gambar skematis Mesin Bubut dan bagian-bagiannya
dijelaskan pada Gambar 2.5.
Gambar 2.3 (1) Proses bubut rata, (2) bubut permukaan, dan (3) bubut tirus (Widarto. 2008:152)
Secara teori dan konsepnya, pembubutan dikategorikan menjadi dua
proses, yaitu pembubutan kasar dan pembubutan finishing. Pembubutan kasar
adalah pembubutan yang bertujuan untuk mempersingkat waktu pembubutan
(meningkatkan efisiensi waktu pembubutan) pada suatu pekerjaan
menggunakan mesin bubut. Pembubutan kasar sendiri dilakukan dengan cara

21
memperlambat putaran mesin, menggunakan kecepatan pemakanan (feeding)
yang cepat dan menggunakan kedalaman pemakanan paling maksimal dari
kemampuan alat potong atau pahat dari ukuran yang awal sebelum proses
pembubutan hingga mendekati ukuran yang telah ditentukan, setelah
mendekati ukuran yang ditentukan maka selajutnya menggunakan proses
pembubutan finishing. Pembubutan finishing adalah pembubutan yang
berorientasi pada ketelitian hasil akhir pada proses pembubutan dan tampilan
yang dihasilkan dari proses pembubutan finishing dan biasanya menggunakan
sistem pembubutan otomatis. Pembubutan finishing sendiri dilakukan dengan
cara merubah settingan mesin dari pembubutan kasar menjadi pembubutan
finishing, mulai dari kecepatan putaran mesin dirubah menjadi lebih cepat
(bisa menggunakan kecepatan tercepat nomor dua atau nomor tiga dari
kecepatan maksimal pada mesin bubut), kecepatan pemakanan (feeding)
dirubah menjadi lebih lambat (bisa menggunakan kecepatan pemakanan
terlambat nomor dua atau nomor tiga dari kecepatan paling lambat pada
settingan feeding mesin bubut) dan menggunakan kedalaman paling minimal
dari kemampuan alat potong atau pahat (0,2 mm atau 0,3 mm).
Setelah dilakukannya pembubutan dengan menggunakan media
pendingin, geometri pahat dan parameter pembubutan, maka hasil yang ingin
diperoleh selain ukuran yang diinginkan yaitu tingkat kekasaran permukaan
yang baik (halus). Selain agar tampilan luar terlihat bagus dengan memiliki
tingkat kekasaran yang baik maka komponen tersebut juga akan lebih bertahan
lama jika nantinya dipasangkan dengan komponen lainnya.

22
5. Kekasaran Permukaan
Kekasaran permukaan suatu produk permesinan dapat
mempengaruhi beberapa fungsi dari produk tersebut seperti tingkat
kepresisian kemampuan penyebaran pelumas, pelapisan, dan sebagainya.
“Untuk memperoleh karakteristik geometrik yang baik meliputi kekasaran
permukaan dapat dicapai dengan langkah-langkah pengerjaan yang tepat,
mesin perkakas yang digunakan, jenis pahat (cutting tool), kondisi
pemotongan, dan cairan pendingin (cutting fluid)” (Oerbandono Tjuxk, Satrio
Muktiwibowo, Endi Sutikno. 2014:2). Setiap proses permesinan mempunyai
ciri tertentu atas kekasaran permukaan benda kerja yang dihasilkan.
“Karakteristik geometri memegang peranan penting dalam perencanaan
mesin, yaitu berhubungan dengan gesekan, keausan, pelumasan, dan tahanan
kelelahan” (Oerbandono Tjuxk, Satrio Muktiwibowo, Endi Sutikno. 2014:2).
Dalam mengukur tingkat kekasaran permukaan benda kerja
terdapat beberapa metode yang digunakan, yaitu :
1. Inspection by touch comparation, permukaan benda kerja dibandingkan
dengan standar kekasaran permukaan yang mempunyai ukuran mikro inchi.
2. Magnifer with illuminator, permukaan benda kerja disinari dan diperbesar
kemudian dilaksanakan pemeriksaan.
3. The Interference Microscope, disini menggunakan cermin datar dan lampu
satu warna, tinggi kekasaran diperiksa dengan refleksi cahaya lampu antara
mikroskop objektif dengan permukaan benda kerja. Metode ini digunakan
dalam prosedur laboratorium dan jarang digunakan dalam bengkel.
23
4. With Profilometer, alat ini digunakan untuk mengetahui dan memeriksa
bentuk profil kekasaran permukaan benda kerja.
Komponen dapat dikatakan mempunyai geometris yang ideal apabila
memiliki karakteristik permukaan yang halus. Pada komponen-komponen
mesin tertentu tingkat kehalusan menjadi sangat penting karena menyangkut
gesekan, keausan, dan ketahanan terhadap faktor lainnya. Seperti yang
dikatakan oleh Sudji Munadi (1988:303) “walaupun hingga saat ini sudah
banyak parameter yang digunakan dalam pembahasan karakteristik
permukaan, namun belum ada suatu parameter yang bisa menjelaskan secara
sempurna mengernai keadaan sesungguhnya dari permukaan”.
Bentuk dari suatu permukaan dapat dibedakan menjadi dua, yaitu
permukaan yang kasar (roughness) dan permukaan yang bergelombang
(waviness). “Berdasarkan kekasaran (roughness) dan gelombang (waviness)
inilah maka kemudian timbul yang namanya kesalahan bentuk” (Munadi, 1988:
305).
Gambar 2.4 Kekasaran, gelombang, dan kesalahan bentuk dari suatu
permukaan (Munadi, 1988: 305).
Menurut Munadi (1988: 306) ketidakteraturan permukaan dibedakan menjadi
empat tingkat, yaitu:

24
a. Tingkat pertama menunjukkan adanya kesalahan bentuk seperti
gambar di atas. Faktor yang menjadi penyebabnya antara lain karena
adanya lenturan dari mesin perkakas dan benda kerja, kesalahan pada
pencekaman benda kerja serta proses pengerasan juga mempengaruhi.
Gambar 2.5 Tingkat pertama
b. Tingkat kedua memiliki profil pemukaan yang berbentuk gelombang.
Penyebabnya adalah karena ada kesalahan bentuk dari pisau atau
pahat potong, posisi senter yang kurang tepat, adanya getaran pada
waktu proses pemotongan.
Gambar 2.6 Tingkat kedua
c. Tingkat ketiga permukaan benda berbentuk alur (grooves) ini
disebabkan antara lain karena adanya bekas-bekas proses pemotongan
akibat bentuk pisau atau pahat yang salah dan gerak makan yang
kurang tepat.
Gambar 2.7 Tingkat ketiga
d. Tingkat keempat permukaan yang berbentuk serpihan (flakes) ini
penyebabnya antara lain karena adanya tatal (geram) pada proses
pengerjaannya.
Gambar 2.8 Tingkat Keempat
Adapun parameter-parameter untuk mengukur permukaan sebagai berikut:
25
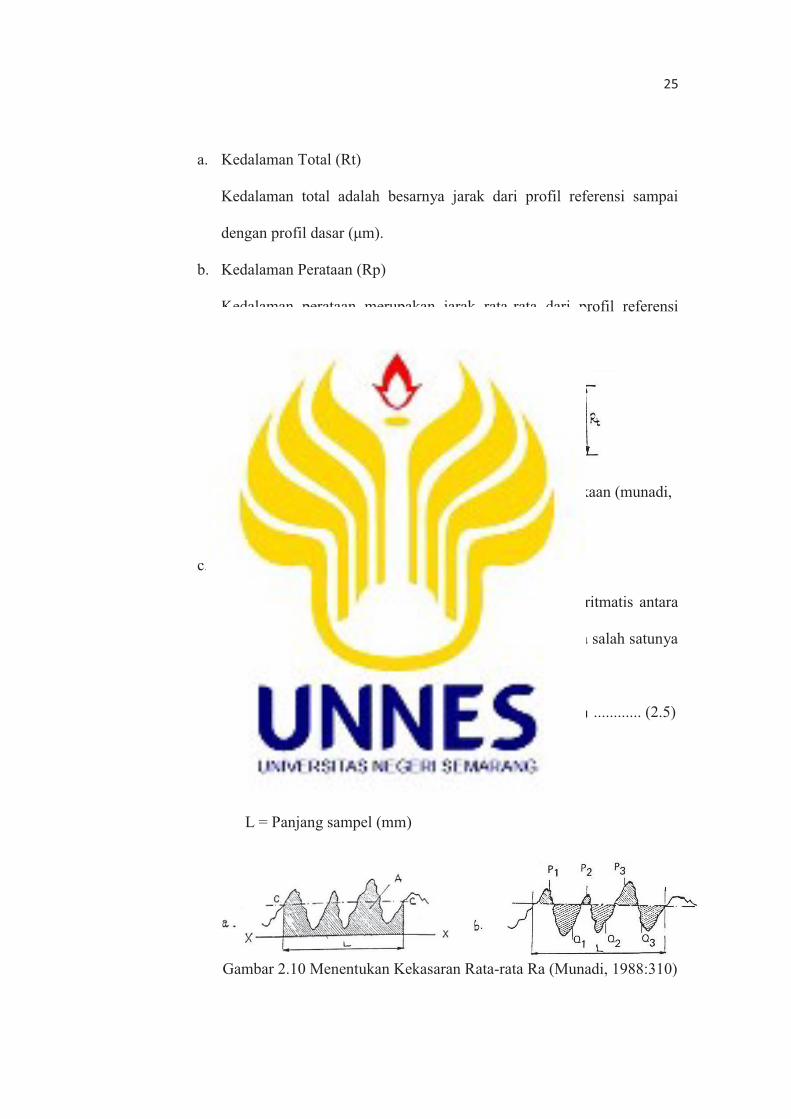
a. Kedalaman Total (Rt)
Kedalaman total adalah besarnya jarak dari profil referensi sampai
dengan profil dasar (μm).
b. Kedalaman Perataan (Rp)
Kedalaman perataan merupakan jarak rata-rata dari profil referensi
sampai dengan profil terukur.
Gambar 2.9 Kedalaman total dan kedalaman permukaan (munadi,
1988:308)
c. Kekasaran Rata-rata aritmatik (Ra)
Kekasaran rata-rata merupakan harga rata-rata secara aritmatis antara
profil terukur dan profil tengah. Adapun cara mencari Ra salah satunya
sebagai berikut :
............ (2.5)
Dimana:
Vv = Perbesaran vertikal luas P dan Q (mm)
L = Panjang sampel (mm)
Gambar 2.10 Menentukan Kekasaran Rata-rata Ra (Munadi, 1988:310)
.

26
Proses pemesinan kualitas kekasaran permukaan yang paling
umum adalah harga kekasaran rata-rata aritmatik (Ra) yaitu, sebagai
standar kualitas permukaan dari hasil pemotongan maksimum yang
diijinkan.
Kekasaran permukaan biasanya dilambangkan dengan simbol yang berupa
segitiga sama sisi dengan salah satu ujungnya menempel pada permukaan
seperti gambar di bawah ini:
Gambar 2.11 Lambang kekasaran permukaan
Tabel 2.3 Tingkat kekasaran rata-rata permukaan menurut proses pengerjaan
(Munadi, 1988:312) Proses pengerjaan Rentang (N) Nilai Ra
Flat and cylindrical lappingSuperfinishing Diamond turning
N1-N4
N1-N6
0,025-0,2
0,025-0,8
Flat cylindrical grindingFinishing
N1-N8
N4-N8
0,025-3,2
0,1-3,2
Face and cylindrical turning, milling and reamingDrilling
N5-N12
N7-N10
0,4-50,0
1,6-12,5
Shapping, planning, horizontal millingSandcassting and forging
N6-N12
N10-N11
0,8-50,0
12,5-25,0
Extruding, cold rolling, drawingdie casting
N6-N8
N6-N7
0,8-3,2
0,8-1,6
Sedangkan angka kekasaran permukaan menurut standar ISO 1302:1992
diklasifikasikan menjadi 12 angka kelas sesuai tabel di bawah ini:
A
DE
B
C (F)
Keterangan:
A: Nilai kekasaran permukaan (Ra)
B: Cara pengerjaan produksi
C: Panjang sample
D: Arah pengerjaan
E: Kelebihan ukuran yang dikehendaki
F: Nilai kekasaran lain jika diperlukan

27
Tabel 2.4 Angka kekasaran permukaan menurtu standar ISO 1302: 1992
Berdasarkan metode pengerjaannya, angka tingkat kekasaran
dapat digolongkan sebagai berikut:
Tabel 2.5. Angka tingkat kekasaran (PEDC Bandung dalam Hasrin, 2013:5)
Untuk mengetahui lebih lanjut tingkat kekasaran yang telah
didapatkan bisa dilihat dengan menggunakan pengujian makrostruktur,
Roughness Value Ra Roughness Grade Numbers(given in th previous edition of ISO 1302)µm µin
50
25
12,5
6,3
3,2
1,6
0,8
0,4
0,2
0,1
0,05
0,025
2000
1000
500
250
125
63
32
16
8
4
2
1
N 12
N 11
N 10
N 9
N 8
N 7
N 6
N 5
N 4
N 3
N 2
N 1

28
karena dengan menggunakan pengujian makro struktur dapat dilihat
permukaan logam yang telah dikerjakan terlihat seperti apa, dengan
menggunakan metode pembesaran hingga sepuluh kali, maka dari itu tidak
diperlukan hingga pembesaran mikrostruktur.
6. Makro Struktur
Menurut Bradbury E. J. (1991:64) “ Struktur makro adalah ciri
bahan yang dapat dilihat mata, meskipun dalam praktek kerap kali
digunakan pembesaran hingga sepuluh kali. Tujuan utama pemeriksaan
makro adalah untuk menampilkan rongga, inklusi, segregasi komposisi,
struktur serat, deformasi, dan efek perlakuan panas setempat, yang
semuanya mempunyai pengaruh yang besar terhadap sifat teknik bahan
atau benda.”
a. Rongga: ada dua penyebab terjadinya rongga, pertama karena
glembung udara, kedua karena rongga susut. Rongga dalam
coran akan mengurangi penampang efektif benda dan
melemahkannya, dan akan mudah menyerap gas atau cairan.
b. Inklusi: terjadi ketika logam membeku, kotoran bukan logam
yang terdapat didalamnya akan terperangkap.
c. Segresi: adalah perubahan komposisi kimia secara bertahap
pada penampang logam dan biasanya dijumpai pada coran.
Pada skala makro, variasi komposisi meliputi jarak beberapa
sentimeter bahkan milimeter.

29
d. Struktur serat: bila logam yang terdapat rongga, inklusi, dan
segregasi diubah bentuk melalui pengerjaan panas atau dingin,
diskontinuitas atau cacat tersebut akan ikut tertarik dalam arah
pembentukan dan terjadilah struktur serat mirip serat kayu.
e. Pengaruh pemanasan: karburisasi akan meningkatkan kadar
karbon pada lapisan permukaan baja, tetapi proses
dekarburisasi (pengurangan kadar karbon) dapat terjadi bila
baja dipanaskan dalam lingkungan oksidasi. Kehilangan karbon
pada permukaan baja dapat melemahkan daerah permukaan dan
sifat bahan secara keseluruhan mengalami
kemunduran/melemah.
Dalam pengujian makro struktur dapat menggunakan metode
pengambilan gambar dengan foto kamera handphone yang memiliki
kualitas kamera dengan resolusi tinggi atau dengan ukuran megapixel
tinggi, kamera digital dengan resolusi tinggi atau dengan ukuran
megapixel tinggi, kamera SLR atau DSLR, kamera khusus untuk
pengujian makro struktur.
7. Baja EMS-45 (Engineering Machinery Steels dengan tingkat
kekerasan 45)
“Baja karbon adalah baja yang mengandung karbon
maksimal 1,7%” (Wibowo Aji. 2010:14). Berdasarkan tingkatan
banyaknya karbon dalam baja, digolongkan menjadi tiga tingkatan, yaitu:

30
a. Baja karbon rendah
Baja yang mengandung kadar karbon antara 0,10 – 0,30%. Baja
karbon rendah dalam perdagangan dibuat dalam bentuk plat, profil,
batangan untuk keperluan tempa, pekerjaan mesin, dan lain-lain.
b. Baja karbon sedang
Baja ini mengandung karbon antara 0,30 – 0, 60%. Dalam
perdagangan biasanya digunakan sebagai alat-alat perkakas, baut,
poros engkol, roda gigi, ragam, pegas, dan lain-lain.
c. Baja karbon tinggi
Baja karbon tinggi mengandung karbon antara 0,70 –
1,5%. Baja ini banyak digunakan untuk keperluan pembuatan alat-
alat konstruksi yang berhubungan dengan panas yang tinggi atau
dalam penggunaannya akan menerima dan mengalami panas,
misalnya landasan, palu, gergaji, pahat, kikir, bor, bantalan peluru, dan
sebagainya.
Dari klarifikasi yang dijelaskan diatas maka baja EMS-45 dapat
dikategorikan masuk baja karbon sedang. “Baja EMS-45 adalah baja yang
mengandung kandungan karbon 0,48%, untuk kandungan silicon 0,30%,
kadar mangan 0,70%, untuk suhu dari proses anealling (anealling
temperature) sekitar 680° – 710°, untuk kekerasan setelah proses anealling
(hardness after anealling) sekitar 910°, kemudian untuk suhu
kekerasan (hardness temperature) sekitar 800° – 830°” (Wibowo Aji.
2010:15).

31
Dilihat dari kegunaan dari baja EMS-45 yang dijelaskan di
atas yaitu sebagai alat-alat perkakas, baut, poros, engkol, roda gigi,
ragum, pegas dan lain-lain, maka dalam penegrjaan permesinan
memerlukan kualitas permukaan yang baik. Sehingga dalam penelitian ini
dipilih bahan baja EMS-45.
B. Kajian Penelitian yang Relevan
Penelitian tentang variasi media pendingin (coolant) dan geometri
pahat terhadap tingkat kekasaran permukaan dan makrostruktur telah
banyak dibuat dalam penelitian terdahulu. Adapun penelitian tersebut
adalah:
Bima dan Mahendra. (2015) melakukan penelitian mengenai pengaruh
kedalaman dan cairan pendingin terhadap kekasaran dan kekerasan
permukaan pada proses bubut konvensional. Spesimen yang digunakan yaitu
baja silindris ST60 sebanyak 9 buah. Hasil dari penelitian ini yaitu diperoleh
nilai kekasaran permukaan benda kerja paling tinggi yaitu 16,09 µm, dan nilai
kekerasan permukaan benda kerja paling tinggi yaitu 61 kg/mm, diperoleh
dengan menggunakan jenis cairan pendingin (Cutting APX) dan kedalaman
pemakanan 0,2 mm. Sedangkan nilai kekasaran permukaan benda kerja
paling rendah yaitu 15,94 µm, dan nilai kekerasan permukaan benda kerja
paling rendah yaitu 59,4 kg/mm², diperoleh dengan menggunakan jenis cairan
pendingin (Drumus) dan kedalaman pemakanan 0,2 mm.
Yusri dan Asmed (2010), melakukan penelitian mengenai pengaruh
parameter pemotongan terhadap kekasaran permukaan proses bubut untuk

32
material ST37. Spesimen yang digunakan yaitu baja silindris ST37.
Kesimpulan dari penelitian ini adalah hanya tingkat pemakanan yang
secara signifikan mempengaruhi kekasaran permukaan.
Muktiwibowo, Sutikno dan Oerbandono (2014), melakukan penelitian
mengenai pengaruh depth of cut dan variasi cutting fluid terhadap surface
roughness alumunium 6061 hasil proses turning. Spesimen yang
digunakan dalam penelitian ini yaitu benda kerja silindris alumunium 6061
dengan panjang 100mm dan diameter 25 mm. Hasil dan kesimpulan yang
didapat yaitu semakin besar depth of cut maka semakin besar nilai
kekasaran yang didapat, namun penggunaan cuting fluid akan membantu
menurunkan nilai kekasaran tersebut.
Wibowo (2010), melakukan penelitian mengenai pengaruh variasi
kecepatan putar spindel dan bahan pahat terhadap kehalusan permukaan
baja EMS 45 pada mesin CNC TU-2A dengan program absolut. Spesimen
yang digunakan dalam penelitian ini yaitu baja EMS 45 dengan diameter
25,4 mm dan panjang 80 mm sebanyak 12 buah. Hasil kesimpulan dari
penelitian ini yaitu semakin tinggi kecepatan putar spindel kehalusan
semakin meningkat.
C. Kerangka Pikir Penelitian
Kerangka pikir adalah penjelasan keterkaitan antar variabel yang
akan diteliti, dalam penelitian ini pengaruh variasi media pendingin (oli
syntetic SAE 20W50, oli dromus murni tanpa campuran air, air dari keran

33
Y1
dan tidak diberikan perlakuan pendinginan) dan variasi geometri (pahat A:
sudut potong 10°, sudut bebas 8° dan sudut buang 12°, pahat B: sudut
potong 12°, sudut bebas 9° dan sudut buang 15°, pahat C: sudut potong
13°, sudut bebas 10° dan sudut buang 20°) pahat terhadap tingkat
kekasaran dan makrostruktur akan dijelaskan pada gambar berikut.
X1 X1.1
X2 X1.1
X3 X1.1
X4 X1.1
X1 X1.2
X2 X1.2
X3 X1.2
X4 X1.2
X1 X1.3
X2 X1.3
X3 X1.3
X4 X1.3
X: Variabel bebas penelitian
X1: Tidak diberikan perlakuan pendinginan
X2: Oli syntetic SAE 20W50
X3: Oli dromus murni tanpa campuran air
X4: Air dari keran
X1.1 pahat A: Sudut potong 10°, sudut bebas 8° dan sudut buang 12°
X1.2 pahat B: Sudut potong 12°, sudut bebas 9° dan sudut buang 15°
X1.3 pahat C: Sudut potong 13°, sudut bebas 10° dan sudut buang 20°
Y2YX
Gambar 2.12. Kerangka pikir penelitian

34
Y: Variabel terikat penelitian
Y1: Pengujian tingkat kekasaran terhadap spesimen bubut
Y2: Foto makro struktur terhadap spesimen bubut
77
BAB V
PENUTUP
A. Simpulan
Berdasarkan penelitian yang telah dilakukan maka dapat diambil
kesimpulan sebagai berikut:
1. Media pendingin yang dipakai dalam proses pembubutan permukaan
yang berorientasi pada pembubutan yang berorientasi pada finishing
berpengaruh terhadap hasil kekasaran rata-rata yang diperoleh pada
baja karbon sedang EMS-45. Hasil nilai kekasaran rata-rata terbaik
pada penggunaan media pendingin yaitu pada penggunaan media
pendingin oli SAE 20W50 dengan nilai rata-rata kekasaran 3,59 μm,
namun jika di bandingkan dengan tanpa menggunakan media
pendingin justru tanpa diberikan media pendinginanlah yang terbaik
yaitu dengan nilai kekasaran rata-rata 3,18 μm.
2. Besar geometri pahat yang dipakai dalam proses pembubutan
permukaan berorientasi pada pembubutan finishing berpengaruh
terhadap hasil kekasaran rata-rata yang diperoleh pada baja karbon
sedang EMS-45. Hasil nilai kekasaran rata-rata terbaik pada
penggunaan geometri pahat yang diberikan perlakuan variasi media
pendingin yaitu pada penggunaan geometri pahat A (sudut potong 10°,
sudut bebas 8°, sudut buang 12°) dengan nilai rata-rata kekasaran 3,59
μm, namun jika di bandingkan dengan geometri pahat yang tanpa
menggunakan media pendingin justru geometri pahat B (sudut potong
78
12°, sudut bebas 9°, sudut buang 15°) lah yang terbaik yaitu dengan
nilai kekasaran rata-rata 3,18 μm.
3. Media pendingin yang divariasikan ternyata berpengaruh terhadap
makrostruktur pada baja EMS-45 yang diberikan perlakuan
pembubutan rata. Hasil foto makrostruktur terbaik pada penggunaan
media pendingin yaitu pada penggunaan media pendingin oli SAE
20W50 dengan ditunjukkannya guratan-guratan atau garis-garis
dengan celah kerapatan antara satu guratan atau goresan dengan
guratan atau goresan yang lainnya terlihat sedikit, namun jika di
bandingkan dengan tanpa menggunakan media pendingin justru tanpa
diberikan media pendinginanlah yang terbaik yaitu ditunjukkannya
guratan-guratan atau garis-garis dengan celah kerapatan antara satu
guratan atau goresan dengan guratan atau goresan yang lainnya terlihat
lebih rapat dari pada yang menggunakan media pendingin.
4. Geometri pahat yang divariasikan dalam hal ini pun berpengaruh
terhadap makrostruktur pada baja EMS-45 yang diberikan perlakuan
pembubutan rata berorientasi pada pembubutan finishing. Hasil foto
makrostruktur terbaik pada penggunaan geometri pahat yang diberikan
perlakuan variasi media pendingin yaitu pada penggunaan geometri
pahat A (sudut potong 10°, sudut bebas 8°, sudut buang 12°) dengan
ditunjukkannya guratan-guratan atau garis-garis dengan celah
kerapatan antara satu guratan atau goresan dengan guratan atau
goresan yang lainnya terlihat sedikit, namun jika di bandingkan dengan

79
geometri pahat yang tanpa menggunakan variasi media pendingin
justru tanpa diberikan variasi media pendinginanlah yang terbaik yaitu
ditunjukkannya guratan-guratan atau garis-garis dengan celah
kerapatan antara satu guratan atau goresan dengan guratan atau
goresan yang lainnya terlihat lebih rapat dari pada yang menggunakan
media pendingin.
B. Saran Pemanfaatan Hasil Penelitian
Berdasarkan penelitian yang telah dilakukan, maka beberapa saran
dapat diberikan untuk penelitian selanjutnya agar penelitian selanjutnya
lebih maksimal dalam mendapatkan hasil penelitian yang sama:
1. Pada penelitian tingkat kekasaran selanjutnya untuk penggerindaan
pahat HSS dapat menggunakan mal sudut yang sudah include pada
mesin grinda, agar dalam pengasahan pahat, pahat yang digunakan
semua sama dari mulai sudut, kerataan bidang asahan pahat dan
panjang asahan pahat.
2. Dalam penelitian tingkat kekasaran selanjutnya untuk penggunaan
media pendingin pada proses pembubutan dapat dibuatkan suatu alat
yang ketika proese pembubutan berjalan, media pendingin ikut
mengalirkan pendingin pada pahat dan sela antara pahat dan spesimen
atau benda kerja secara terus-menerus mengalir tidak terputus, agar
didapatkan hasil yang maksimal.
80
3. Pada penelitian tingkat kekasaran selanjutnya lebih baik bila dilakukan
penambahan pengujian terhadap tingkat kekasaran tersebut, tidak
hanya menggunakan uji makro struktur namun juga dapat ditambahkan
uji mikro struktur.

81
Daftar Pustaka
Aditya S., Bima dan Arya, Mahendra S. S.T, M.T. 2015. Pengaruh Kedalaman dan Cairan Pendingin Terhadap Kekasaran dan Kekerasan Permukaan Pada Proses Bubut Konvensional. Universitas Negeri Surabaya.
Atedi, Bimbing dan Djoko Agustono. 2005. Standar Kekasaran Bidang Pada
Yoke Flange Menurut Iso R.1302 Dan Din 4768 Dengan Memperhatikan
Nilai Ketidakpastiannya. Media Mesin. 6 (2): 63-69.
Bayuseno, A.P. dan Handoko, Erizal Dwi. 2014. Analisa Korosi Erosi Pada Baja Karbon Rendah dan Baja Karbon Sedang Akibat Aliran Air Laut.Universitas Diponegoro.
Bradbury E.J.1990. Dasar Metalurgi Untuk Rekayasawan. Jakarta. PT. Gramedia
Pustaka Utama
Direktorat jenderal pendidikan menengah. 2013. Teknik Pemesinan Bubut I.Cimahi. Direktorat jendral pendidikan menengah.
Hasrin. (2013). Pengaruh Tebal Pemakanan dan Kecepatan Potong Pada Pembubutan Kering Menggunakan Pahat Karbida Terhadap Kekasaran Permukaan Material ST-60. Politeknik Negeri Lhoksumawe.
Munadi, Sudji. 1988. Dasar-Dasar Metrologi Indostri. Jakarta: Departemen
Pendidikan dan Kebudayaan.
Mura Yusri dan Asmed. 2010. Pengaruh Parameter Pemotongan Terhadap Kekasaran Permukaan Proses Bubut Untuk Material ST37. Politeknik
Negeri Padang.
Oerbandono Tjuk, Satrio Muktiwibowo dan Endi Sutikno. 2014. Pengaruh Depth Of Cut dan Variasi Cutting Fluid Terhadap Surface Roughness Alumunium 6061 Hasil Proses Turning. Universitas Brawijaya Malang.
Widarto, B. Sentot Wijanarka, Sutopo dan Paryanto. 2008. Teknik Permesinan. Jakarta. Direktorat Jendral Manajemen Pendidikan Dasar dan Menengah.
Wibowo Aji. 2010. Pengaruh Variasi Kecepatan Putar Spindel Dan Bahan Pahat Terhadap Kehalusan Permukaan Baja Ems 45 Pada Mesin Cnc Tu-2a Dengan Program Absolut. Surakarta. USMS.