Pengaruh Ketajaman Sudut Potong Pahat Bubut
9
Click here to load reader
-
Upload
cahyonosakti -
Category
Documents
-
view
214 -
download
11
Transcript of Pengaruh Ketajaman Sudut Potong Pahat Bubut

PENGARUH KETAJAMAN SUDUT POTONG PAHAT BUBUT (HSS)
TERHADAP KEKASARAN PERMUKAAN UNTUK JENIS PEMBUBUTAN
AKHIR
Ulana Masitoh
Universitas Pendidikan Indonesia
ABSTRAK
Pada pembubutan ada dua macam yaitu kasar dan akhir (finishing), pada
pembuatan akhir ini dilakukan untuk mendapatkan hasil pembubutan sesuai dengan
nilai kekasaran yang diinginkan, Untuk itu faktor yang sangat dominan yang sering
dijumpai yaitu dengan membentuk ketajaman sudut potong (geometri) pahat dengan
bentuk tertentu. Dalam prakteknya pahat yang dapat diubah bentuk geometrinya
adalah pahat jenis HSS (High Speed Steel). Penelitian ini dilakukan seberapa besar
pengaruh dari bentuk sudut pahat (geometrinya) terhadap kekasaran permukaan dari
bahan baja. Sudut pahat yang di buat bervariasi sesuai dengan standar yang telah
ditetapkan yaitu antara 8o – 20
o. Hasil dari analisis ini ternyata nilai kekasaran
maksimum yang dapat dicapai dari semua geometri pahat yang dibuat sesuai dengan
apa yang di rekomendasikan yaitu N6 sampai dengan N8.
Kata kunci: Geometri, Pahat, Kekasaran, HSS.
PENDAHULUAN
Proses bubut merupakan proses pengerjaaan material dimana alat pahat
bergerak mendatar (searah meja/bed mesin), melintang atau membentuk sudut secara
perlahan dan teratur baik secara otomatis ataupun manual. Pada proses pembubutan
berlangsung, benda kerja berputar dan pahat disentuhkan pada benda kerja sehingga
terjadi penyayatan. Penyayatan dapat dilakukan kearah kiri atau kanan, sehingga
menghasilkan benda kerja yang berbentk silinder. Dalam proses ini akan terdapat

pengaruh dari proses pemakanan itu sendiri terhadap benda kerja. Dimana ini akan
berpengaruh kepada kekasaran permukaan benda kerja itu. Dengan adanya hal
tersebut banyak operator/pengusaha kecil yang bergerak dibidang jasa pembubutan
sering melakukan hal yang biasa dilakukan yaitu dengan cara merubah posisi pahat
baik itu pada tool post atau eretan atas atau juga menggantikan pahat tersebut untuk
mendapatkan kekasaran permukaan benda yang akan dibubut sesuai dengan
keinginan. Diantara cara tersebut yang perlu diperhatikan adalah geometri pahat,
sebab ada bagian dari geometri pahat itu yang boleh diubah-ubah sehingga hasil dari
kekasaran permukaan pembubutan benda kerja akan didapat nilai maksimal.
Oleh karena itu, saya sebagai salah seorang yang telah melibatkan diri di bidang
keteknikan merasakan perlu untuk melakukan analisis tentang pengaruh dari
perubahan geometri pahat bubut khususnya bahan High Speed Steel (HSS) terhadap
pengaruh kekasaran permukaan pada pembubutan benda kerja pada proses akhir
(finishing process) dimana dalam analisis ini putaran dari mesin bubut tetap
(konstan) tetapi hanya geometrinya yang berubah.
Berdasarkan pengamatan yang pernah saya lakukan selama ini di lapangan,
untuk memperoleh suatu kekasaran permukaan tertentu biasanya operator yang
mengerjakan jasa pembubutan hanya akan melakukan perubahan terhadap posisi dari
pahat atau melakukan perubahan pahat dengan pahat yang baru yang lebih tajam
tanpa merubah geometri pahat. Oleh sebab itu, saya tertarik untuk menganalisis
seberapa besar pengaruh perubahan geometri pahat terhadap hasil pembubutan.
Tujuan dari penelitian ini adalah untuk mendapatkan geometri yang terbaik
pada proses permesinan dengan mesin bubut, sehingga nantinya dapat meningkatkan
efisiensi kerja.
Manfaat Hasil Analisis

1. Memberikan suatu tabel acuan agar dapat digunakan untuk mendapatkan nilai
kekasaran maksimum bila menggunakan geometri tertentu.
2. Meningkatkan efisiensi kerja baik bagi operator mesin bila nilai kekasaran
dapat dicapai tanpa merubah posisi pahat atau menukar pahat menjadi yang
lebih tajam.
TINJAUAN PUSTAKA
Harun (1990) mengemukakan bahwa „…Pahat adalah alat potong yang
digunakan di mesin bubut‟. Fungsi utama dari pahat adalah untuk
menyayat/memotong benda kerja hingga menjadi ukuran tertentu sesuai dengan yang
dikehendaki. Biasanya pahat bubut terbuat dari Tool Steel, High Speed Steel, dan
Carbide Tepped.
Jenis pahat yang akan di analisis disini termasuk kedalam pahat bubut yang
terbuat dari HSS.
Bambang Priambodo (1995) mengemukakan juga mengenai pahat jenis HSS
yaitu sebagai berikut :
High Speed Steel (HSS) adalah salah satu bahan pahat bubut yang banyak
digunakan oleh operator untuk membubut baja karbon rendah atau medium. HSS ini
mempunyai kemampuan potong pada kecepatan yang tinggi dan mampu kerja pada
suhu yang tinggi. Bahan pahat HSS juga dapat dengan mudah di bentuk menjadi
pahat potong proses yang rumit/proses pabrik cukup hanya di bentuk dengan mesin
gerinda duduk kasar dibandingkan dengan yang lain seperti carbide.
Untuk mendapatkan tingkat kekasaran yang ideal pada proses pembubutan
disamping memperhatikan kecepatan putar mesin juga harus memperhatikan dimensi
pahat. “Kekasaran permukaan juga dipengaruhi oleh getaran mesin, ketidak telitian
alat potong, kerusakan struktur material ini seperti diketahui ketika dipotong dengan

kecepatan potong rendah. Untuk hasil kekasaran permukaan yang baik sebaiknya
peralatan harus tajam “ (Makmur dan Taufikurrahman, 2005).
Metodologi yang diaplikasikan pada penelitian ini menitik beratkan pada
proses penggerindaan yaitu dengan memvariasikan geometri pahat dan kecepatan
potongnya tetap sehingga akan didapat hubungan korelasi antara kekasaran dan
material.
PEMBAHASAN
Ketajaman mata pemotong pahat besar sekali efeknya terhadap benda yang
dibubut. Jika bentuk atau ketajaman pahat itu tidak baik, maka hasil bubutan itu tidak
baik pula. Seseorang yang sudah mahir dalam membubut dan berpengalaman akan
cepat mengetahui keadaan pahat yang sedang dipakainya, tajam atau tumpul.
Keadaan pahat dapat dilihat atau dirasakan dengan melihat hasil penyayatannya atau
diwaktu penyayatan itu digerakkan secara manual.
Menurut jenis pekerjaannya pahat dibedakan menjadi :
Pahat Roughing
Selama pengerjaan kasar, pahat harus menyayat benda kerja dalam waktu
yang sesingkat mungkin. Maka digunakan pahat roughing yang konstruksinya dibuat
kuat.
Pahat Finishing
Apabila diinginkan hasil permukaan yang halus, sebaiknya digunakan pahat
finishing. Ada dua jenis pahat finishing, yaitu “pahat finishing titik” dan “pahat
finishing datar”. Pahat finishing titik mempunyai sisi potong bulat, sedang pahat

finishing datar mempunyai sisi potong rata. Setelah digerinda, sisi potong pahat
finishing harus di honing dengan oil stone.
Dari pahat-pahat yang telah disebutkan di atas, maka kriteria sudut yang
harus dimiliki pahat pada proses pembubutan adalah sebagai berikut.
1. Clearance Angle α ( Sudut bebas )
Sudut ini mempengaruhi gesekan antara bidang iris benda kerja dengan bidang bebas
perkakas. Jika sudut bebas kecil maka gesekan bertambah. Maka timbul panas yang
lebih tinggi dan penyayat (pahat) cepat aus.
2. Wedge Angle β ( Sudut pasak )
Merupakan sudut terpenting dalam pembentukan serpih. Suatu penyayat dengan
sudut pasak yang kecil mudah membenam kedalam bahan/material. Pasak ramping
hanya memiliki partikel massa yang jumlahnya sedikit untuk menampung gaya sayat
dan menyalurkan panas. Karena itu pasak ramping mudah patah dan menjadi tumpul
dalam waktu yang singkat. Maka sudut pasak tidak boleh dibuat lebih besar ataupun
lebih kecil daripada tuntutan pengerjaan yang sesuai dengan material yang
dikerjakan.
3. Rake Angle γ ( Sudut buang )
Sudut serpih mempengaruhi pembentukan serpih dan tekanan sayat. Pada sudut
serpih yang kecil, serpih dibelakang keatas bidang serpih secara drastis, sehingga
tekanan sayat meningkat. Peningkatan sudut serpih menyebabkan pengecilan sudut
pasak yang mengakibatkan pengurangan daya tahan penyayat. Untuk bahan yang
keras dan rapuh, sudut serpih harus kecil. Sudut serpih dapat 0˚ atau bahkan negatif.
Selain sudut diatas, masih ada sudut lain yang terdapat pada roughing tool.
4. Plan angle χ (sudut sisi potong)
Plan angle terdapat di antara sisi potong utama dan permukaan benda kerja yang
dikerjakan. Bilamana plan angle terlalu besar, chip yang dihasilkan terlalu tipis dan

tekanan potong akan disalurkan pada sisi potong yang pendek. Dengan demikian sisi
potong tertekan dengan berat, akibatnya pahat cepat rusak. Plan angle yang terlalu
kecil mengakibatkan chip menjadi tebal pada kedalaman yang sama, sehingga pahat
akan tahan lama. Biasanya ukuran normal untuk plan angle yang dipertahankan
adalah 45˚. Plan angle yang kecil mengakibatkan bengkok pada pahat diwaktu
pengerjaan. Plan angle yang besar mengakibatkan tekanan menjadi kecil, sehingga
kemungkinan bengkok berkurang.
Nose Angle ε
Nose angle dirangkum oleh sisi potong utama dan kedua, sehingga berjumlah 90˚.
Pahat yang dengan nose angle yang kecil akan cepat mengakibatkan tumpul.
HASIL PEMBAHASAN
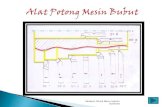
Agar menghasilkan kemampuan penatalan yang baik, maka pahat bubut
memiliki sudut-sudut geometris. Sudut-sudut geometris tersebut terdiri dari :
- sudut potong sisi ( 45o – 60
o )
- sudut jalan bebas ( 8o – 15
o )
- sudut baji ( 30o – 82
o )
- sudut siduk ( 10o – 52
o )

Gambar 1
Sudut geometris pada pahat bubut
Bentuk pahat untuk benda kerja dengan bahan yang lebih keras akan
berlainan dengan bentuk pahat untuk benda kerja dengan bahan yang lebih lunak.
Cutting tool yang baik adalah yang dapat digunakan untuk penyayatan yang
sempurna. Dalam hal ini pengaruh dari bentuk dan ukuran yang diutamakan. Dan
yang tidak bisa diabaikan dalam hal ini adalah sudut bentuk pahat itu sendiri. Karena
setiap pengerjaan material yang berbeda membutuhkan sudut potong yang berbeda
pula.
Di bawah ini adalah daftar sudut-sudut pahat bubut untuk beberapa logam :

Tabel 1
Sudut pahat yang direkomendasikan untuk pahat potong Bahan HSS
Bahan Benda Kerja V W S
Alumunium 8 o
30 o
- 50 o
32 o
– 52 o
Perunggu 10
o – 15
o 40
o 15
o – 40
o
Kuningan 12
o – 15
o 50
o 25
o – 28
o
Baja sampai 60 kg / mm2 8
o 62
o 20
o
Baja 60 kg / mm2
ke atas 8 o
68 o
14 o
Besi tuang 6 o
74 o
10 o
Pahat ulir 8 o
82 o
-
Permukaan yang terjadi dari proses pembubutan akan mengalami suatu
perubahan atau penyimpangan, penyimpangan ini terjadi akibat dari bentuk pahat
yang dibuat dan juga putaran benda kerja yang tidak sesuai.
Pembubutan ini merupakan salah satu proses permesinan yang merupakan
salah satu teknologi yang banyak digunakan di industri, sehingga sampai sekarang
ini banyak sekali dilakukan pengujian untuk memdapatkan hasil permukaan potong
yang sempurna. Dengan melakukan analisa ini diharapkan dapat menghasilkan
kualitas pembubutan yang optimal dari perubahan geometri pahat.
KESIMPULAN
Berdasarkan pembahasan yang telah diuraikan di atas, dapat ditarik
kesimpulan bahwa ternyata pengubahan geometri pahat ada pengaruh terhadap
kekasaran permukaan, tetapi ternyata dengan sudut yang besar belum tentu
mendapatkan kehalusan permukaan yang tinggi. Serta nilai kekasaran maksimum

yang dapat dicapai dari semua geometri pahat yang dibuat sesuai dengan yang
direkomendasikan yaitu antara N6 sampai dengan N8.
Pada analisis ini mesin yang digunakan adalah mesin bubut kovensional yang
dikontrol oleh kemampuan operator dan pengaruh pahat sangat berpengaruh terhadap
kekasaran permukaan bila pahatnya mengalami keausan atau tumpul segera diasah
kembali agar kekasaran yang diinginkan dapat dicapai, tetapi hal itu jangan sering
dilakukan karena ini akan menyebabkan efisien kerja kita berkurang.
DAFTAR PUSTAKA
BH. Amstead, Bambang Priambodo. 1995. Teknologi Mekanik II. Erlangga. Jakarta.
Harun. 1990. Alat-alat perkakas 3 (Pengerjaan Penyayatan). Bina Cipta. Jakarta.
Sarjono. 1978. P dan K. Teknologi Mekanik II. Jakarta.
Makmur dan Taufikurrahman. 2006. Pengaruh Variasi Putaran, Kecepatan Putar
Benda serta Kecepatan Meja terhadap Nilai Kekasaran Benda Kerja pada
Proses penggerindaan silinder. Teknika. Politeknik Negeri Sriwijaya, Palembang