Penerbit DAFTAR ISI REVIEW... · ini, struktur baja sudah banyak digunakan untuk girder jembatan...
48
Transcript of Penerbit DAFTAR ISI REVIEW... · ini, struktur baja sudah banyak digunakan untuk girder jembatan...
Penerbit
Subdit Research & Technology PT Krakatau Steel (Persero) Tbk
Pelindung
Direksi PT Krakatau Steel (Persero) Tbk
Pimpinan Umum
Zaenal A. Muslim
Pimpinan Redaksi
Ahmad Desrianto
Dewan Redaksi & Editor
Dr. Muhammad Helmi Nur Widiyarto,
Gunawan Setyadi, Aditya Tejo W, Wawan Setyawan, Agy Yogha P,
Agung Baskoro, Yanuar Nugraha,
Aris Hadyo Wicaksono, Irwan, Febrian Ramaputra, Sudahra
Desain & Tata Letak
Vicky M Rosyad, Tedi Supriyadi
Koresponden
Rio Arosyid P
Distribusi Uus Kusmana, Iwan Nuryadi
Alamat Redaksi
Gd. Perencanaan Lt.1,
Plant Site Krakatau Steel, Jl. Asia Raya, Kawasan Industrial Estate
Cilegon, 42443,
Telp. +62-254-371352, email: divisi.r&[email protected]
DAFTAR ISI
IPTEK Desain Girder Baja Modular dengan Panjang
Span 40 m, 50 m, dan 60 m di Indonesia
Sudahra, Febry Pernata ....................................... 1 Produksi Hot Rolled Coil untuk Aplikasi
Ketahanan Korosi Titik Embun Asam Sulfat
dan Asam Klorida
Febrian Ramaputra, Agung Baskoro .................... 10 Process Optimization to Improve Edge
Quality of Cold Rolled Coil
Sudahra, Aris Hadyo Wicaksono.......................... 17 Revamping of EAF Dedusting Plant to
Optimize Off-Gas & Dust Control System in
PT Krakatau Steel (Persero), Tbk. Rio Arosyid Putra, Syafiq Hadi ............................ 24
MODERNISASI PROGRAMMABLE LOGIC
CONTROLLER PADA FASILITAS LIGHT PELATE TRIMDAN CROSSCUT SHEAR LINE
DI PT. KRAKATAU STEEL (PERSERO), TBK.
Aditya Tejo Widagdo, Linggar Fergisha, Suhaipik .. 31
FOKUS
Eksistensi Industri Baja Nasional: Penentu
Masa Depan Bangsa Indonesia
Aditya Tejo Widagdo ......................................... 38 Baja Tahan Api (Fire Resistant Steel):
Baja Struktur Berkekuatan Tinggi pada
Aplikasi Ekstrim Agung Baskoro ................................................. 40
INFO
Pengantar Redaksi
"Reborn"..... Setelah vakum selama hampir 12 tahun sejak edisi terakhir pada Desember 2007, kini
KS Review hadir kembali sebagai salah satu wadah publikasi ilmiah pengembangan teknologi besi dan
baja. Seiring dengan perkembangan teknologi digitalisasi, KS Review edisi reborn ini hadir dalam format digital yang nantinya akan dapat diakses melalui website PT Krakatau Steel. Pada edisi
perdana ini, KS Review fokus sebagai wahana informasi di internal Krakatau Steel yang dapat diakses
internal melalui sso.krakatausteel.com.
Dalam kurun waktu 5 tahun terakhir, program pembangunan infrastruktur nasional yang mencapai
besaran 4,000 trilyun rupiah yang meliputi pembangunan dermaga, bandara udara, jalan tol,
jembatan, fasilitas telekomunikasi, jaringan kelistrikan dan lain sebagainya. Seiring dengan program
pembangunan infrastruktur tersebut, edisi kali ini mengulas tentang pengalaman PT Krakatau Steel
bersama PT. LAPI ITB dalam mendesain girder baja modular yang disesuaikan dengan kebutuhan dan
kondisi di Indonesia. Dari sisi pengembangan produk untuk aplikasi konstruksi, diulas pengembangan
produk baja HRC berkekuatan tinggi dengan karakteristik ketahanan korosi pengembunan asam
klorida dan asam sulfat. Disamping itu, program modernisasi system pada fasilitas produksi untuk
mengantipasi keusangan disajikan dalam makalah bertema Modernisasi Programmable Logic
Controller pada Fasilitas Light pelate Trim and Crosscut Shear Line serta makalah bertemakan
optimasi proses untuk perbaikan produk CRC, disajikan pada edisi kali ini. Tidak kalah penting terkait
antisipasi isu lingkungan, disajikan makalah bertemakan rekondisi fasilitas dedusting pada salah satu
fasilitas produksi steel making.
Untuk para pembaca Dewan Redaksi juga menyajikan informasi mengenai perkembangan baja di
tanah air sebagai pilar penopang industri hilir serta informasi terkait pengembangan produk baja
tahan api.
Dewan Redaksi
KS
KS-Review Vol. VIII No.1/Agustus 2019 1
KS REVIEW IPTEK
Desain Girder Baja Modular
dengan Panjang Span 40 m, 50 m, dan 60 m di Indonesia
Sudahraa, Febry Pernatab
a Engineer of Technology Development, PT Krakatau Steel (Persero) Tbk b Senior Engineer of Mechanical & Civil Engineering, PT Krakatau Steel (Persero) Tbk
ABSTRAK
Indonesia adalah negara kepulauan dengan populasi penduduk yang tinggi. Di Indonesia
terdapat sekitar 17.500 pulau dengan populasi sekitar 261 juta penduduk. Walaupun wilayah negara Indonesia cukup luas, namun populasi penduduk terkonsentrasi di beberapa
wilayah. Kondisi geografis dan pola distribusi penduduk di Indonesia menuntut
pengembangan infrastruktur yang sesuai seperti jembatan untuk menghubungkan antar
pulau dan jalan tol layang atau jalan layang untuk menyiasati keterbatasan lahan. Dewasa
ini, struktur baja sudah banyak digunakan untuk girder jembatan dan jalan tol layang. Beberapa kelebihan struktur baja jika dibandingkan konstruksi berbasis beton antara lain:
lebih cepat dalam hal fabrikasi dan perakitan, jarak span yang lebih panjang, keunggulan
dalam hal estetika struktur.
Makalah ini menjelaskan secara singkat pengalaman PT Krakatau Steel (PTKS) dalam mendesain girder baja modular dengan panjang span 40 m, 50 m, dan 60 m. PTKS dibantu
oleh PT LAPI ITB selaku konsultan independen untuk menhasilkan desain girder yang prima
dan sesuai kebutuhan dan kondisi di Indonesia. Desain tersebut diarahkan untuk dapat
mengoptimalkan daya guna baja domestic. Dimensi dan karakteristik girder didesain agar bisa menggunakan pelat baja PTKS dan perusahaan baja domestik lainnya dengan yield
strength berkisar 450 – 550 MPa, nilai elongasi berkisar 20 – 24%, lebar pelat 1.700 –
2.500 mm, dan tebal pelat 20 – 22 mm. Metode dan perhitungan dalam mendesain girder
baja modular berbasis regulasi dan standard yang berlaku di Indonesia. Analisis dan perhitungan difokuskan pada bagian girder baja, sedangkan pier, pierhead dan pondasi
akan disesuaikan dengan kondisi topografi, tipe tanah dan parameter kegempaan di lokasi
yang dipilih. Selain kelebihan yang telah disebutkan sebelumnya, biaya produksi menjadi
lebih murah baik untuk produksi girder bahkan untuk biaya proyek secara keseluruhan.
Desain girder baja PTKS diharapkan dapat menjadi standar desain untuk pengembangan jembatan dan jalan layang di Indonesia sehingga waktu konstruksi menjadi lebih cepat,
kualitas lebih baik, anggaran proyek lebih murah dan konstruksi memiliki estetika yang
baik. Selain itu, peran perusahaan baja domestik akan lebih optimal.
Kata kunci: Girder baja modular, yield strength 450 – 550 MPa, lebar pelat 1.700 – 2.500 mm
I. PENGANTAR
Pengembangan infrastruktur memegang
peranan penting untuk mempercepat pertumbuhan ekonomi. Indonesia
merupakan negara kepulauan dengan
populasi penduduk yang cukup banyak.
Akan tetapi populasi penduduk terpusat di
beberapa wilayah saja. Kondisi geografis dan pola distribusi penduduk di Indonesia
menuntut pengembangan infrastruktur yang
sesuai seperti jembatan untuk
menghubungkan antar pulau dan jalan
layang untuk menyiasati keterbatasan
lahan. PT Krakatau steel memiliki tanggungjawab untuk mendukung
pengembangan infrastruktur sesuai
kompetensinya sebagai produsen baja.
Dewasa ini, struktur baja dikenal cukup baik
dalam pengembangan infrastruktur dan memegang peranan penting untuk
mendapatkan struktur yang efisien dalam
hal waktu dan biaya. Untuk jembatan dan

2 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
jalan layang, girder baja dapat digunakan
untuk menggantikan girder berbasis beton.
Beberapa kelebihan girder baja antara lain: cepat dalam fabrikasi dan perakitan,
panjang span bisa lebih panjang, lebih baik
dalam hal estetika struktur. Namun, untuk
alasan optimlisasi baja domestik, desain girder baja harus disesuaikan dengan
kemampuan perusahaan baja domestik.
Dalam rangka mendapatkan desain girder
yang sesuai yang dapat mengakomodasi beban statis dan dinamis yang didasarkan
kondisi-kondisi spesifik di Indonesia baik
dalam hal regulasi dan topografi serta untuk
mengakomodasi baja domestik, ada dua parameter desain yang bisa diatur yaitu
dimensi girder baja dan karakteristik baja
yang digunakan.
II. GIRDER BAJA
Girder merupakan salah satu komponen struktur atas pada jembatan atau jalan
layang yang berfungsi untuk menyalurkan
beban – beban dari komponen diatasnya
seperti beban kendaraan, berat girder sendiri dan beban-beban lain ke struktur di
bawahnya. Pada umumnya, girder dapat
dalam bentuk I-Beam (I-Girder), kotak
(Box-Girder), dan bentuk lainnya yang didesain sesuai kebutuhan. Ada lima bentuk
girder yang banyak digunakan saat ini yaitu
I-Girder, Box Girder, U-Girder, T-Girder, dan
Plate Girder.
Bentuk – bentuk girder tersebut dapat dibuat dengan bahan baja ataupun beton.
Namun untuk span yang pendek tidak
disarankan menggunakan girder baja karena
biaya awal proyek yang cukup tinggi.
Saat ini, penggunaan struktur baja cukup terkenal baik. Kebutuhan untuk
memproduksi struktur yang kuat dengan
biaya yang murah dan waktu pengerjaan
yang cepat menjadi pemacu banyaknya inovasi terkait konstruksi seperti girder baja.
Girder baja memiliki beberapa kelebihan
dibandingkan dengan girder beton seperti
pada tabel 1.
(a) I-Girder (b) Box Girder
(c) U-Girder (d) T-Girder
(e) Plate Girder
Gambar 1: Bentuk-bentuk Girder
Tabel 1: Kelebihan Girder Baja
Bahan
Perbandingan
Girder
Baja
Girder
Beton Efek Keuntungan
Rasion kuat
terhadap berat
Tinggi Rendah - Tahan terhadap beban statis
- Span panjang
- Mudah dalam hal handling - Pondasi lebih sederhana
Total biaya bahan
baku, transportasi
dan handling lebih murah
Kemampu-
bentukan
Tinggi Rendah - Fabrikasi dan konstruksi lebih cepat
- Mudah dirakit - Lebih baik dalam hal estetika
Hemat waktu
dalam proses konstruksi
Nilai scrap Bernilai Tidak
bernilai
Bisa didaur ulang Green structure
Keuletan Tinggi Rendah - Tahan terhadap kegagalan tiba-tiba - Lebih tahan terhadap gempa
- Lebih aman
KS
KS-Review Vol. VIII No.1/Agustus 2019 3
KS REVIEW IPTEK
III. PRODUSEN PELAT BAJA DI
INDONESIA
Indonesia merupakan salah satu negara produsen baja terbesar di Asia Tenggara.
Berdasarkan data SEAISI tahun 2018, pada
tahun 2017 Indonesia menempati peringkat
kedua sebagai produsen baja terbesar di Asia Tenggara dengan pertumbuhan
produksi sekitar 19,5%. Sementara
peringkat pertama adalah Vietnam yang
mencatatkan pertumbuhan produksi sebesar 30,5%. Berikut adalah 6 negara produsen
baja terbesar di Asia Tenggara.
Tabel 2: Enam Besar Negara Penghasil Baja
di Asia Tenggara
Negara
2016
Produksi
(kton)
2017
Produksi
(kton)
2017
Porsi
(%)
Growth
y-o-y
(%)
Indonesia 6.582 7.866 22,7 19.5 Malaysia 3.781 3.772 10,9 -0,3
Philippines 4.346 4.300 12,4 -1,1
Singapore 528 595 1,7 12,7 Thailand 7.977 6.875 19,8 -13,8
Vietnam 8.657 11.302 32,6 30,6
ASEAN (6 Total)
31.872 34.711 100 8,9
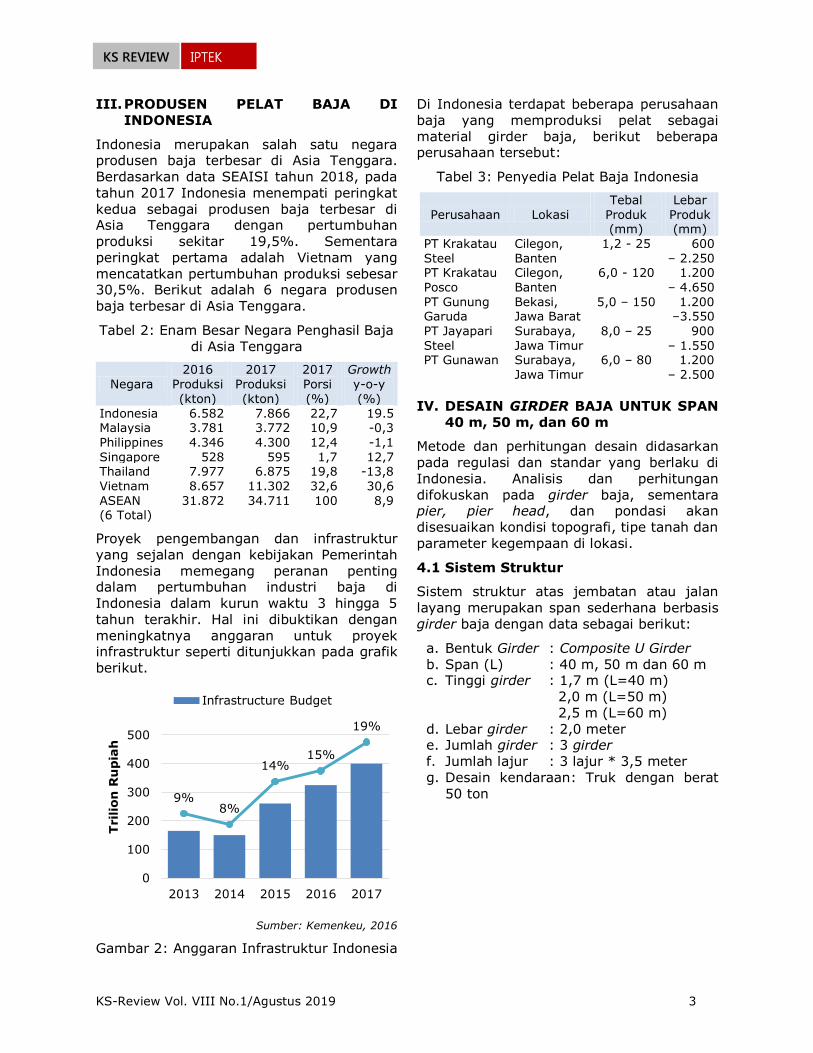
Proyek pengembangan dan infrastruktur
yang sejalan dengan kebijakan Pemerintah
Indonesia memegang peranan penting dalam pertumbuhan industri baja di
Indonesia dalam kurun waktu 3 hingga 5
tahun terakhir. Hal ini dibuktikan dengan
meningkatnya anggaran untuk proyek infrastruktur seperti ditunjukkan pada grafik
berikut.
Sumber: Kemenkeu, 2016
Gambar 2: Anggaran Infrastruktur Indonesia
Di Indonesia terdapat beberapa perusahaan
baja yang memproduksi pelat sebagai
material girder baja, berikut beberapa perusahaan tersebut:
Tabel 3: Penyedia Pelat Baja Indonesia
Perusahaan Lokasi
Tebal
Produk (mm)
Lebar
Produk (mm)
PT Krakatau
Steel
Cilegon,
Banten
1,2 - 25 600
– 2.250 PT Krakatau
Posco
Cilegon,
Banten
6,0 - 120 1.200
– 4.650
PT Gunung Garuda
Bekasi, Jawa Barat
5,0 – 150 1.200 –3.550
PT Jayapari
Steel
Surabaya,
Jawa Timur
8,0 – 25 900
– 1.550 PT Gunawan Surabaya,
Jawa Timur
6,0 – 80 1.200
– 2.500
IV. DESAIN GIRDER BAJA UNTUK SPAN
40 m, 50 m, dan 60 m
Metode dan perhitungan desain didasarkan
pada regulasi dan standar yang berlaku di
Indonesia. Analisis dan perhitungan
difokuskan pada girder baja, sementara pier, pier head, dan pondasi akan
disesuaikan kondisi topografi, tipe tanah dan
parameter kegempaan di lokasi.
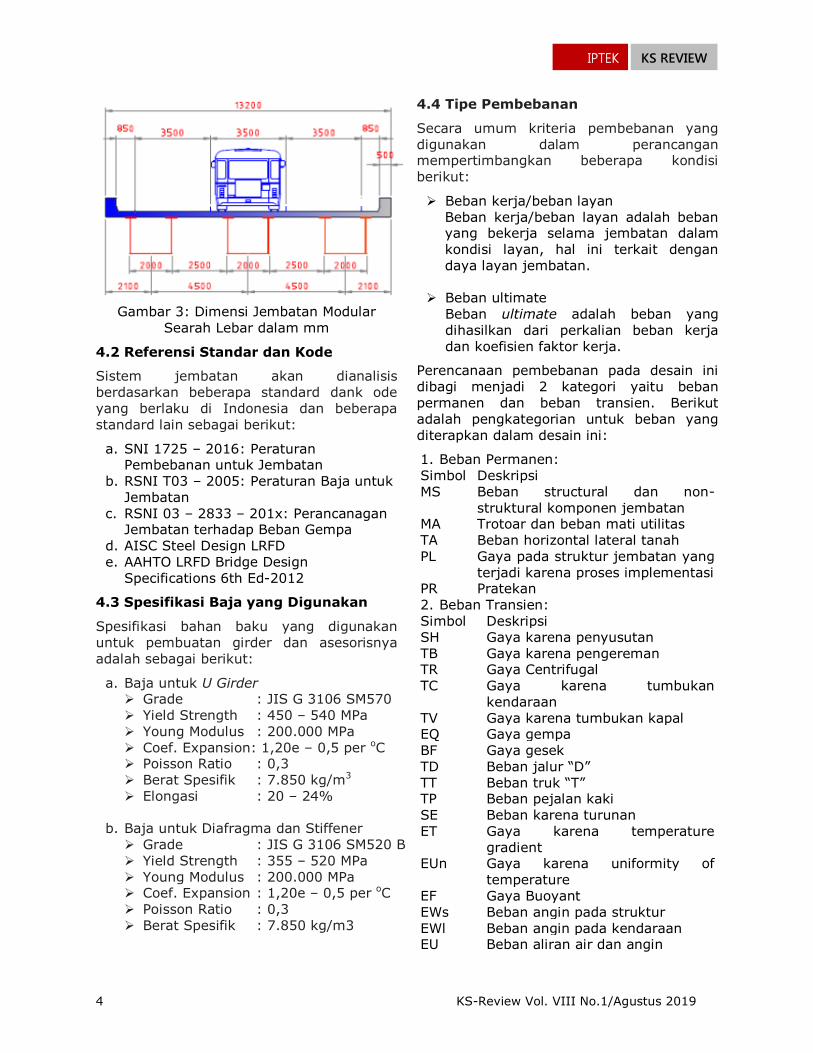
4.1 Sistem Struktur
Sistem struktur atas jembatan atau jalan
layang merupakan span sederhana berbasis
girder baja dengan data sebagai berikut:
a. Bentuk Girder : Composite U Girder
b. Span (L) : 40 m, 50 m dan 60 m c. Tinggi girder : 1,7 m (L=40 m)
2,0 m (L=50 m)
2,5 m (L=60 m)
d. Lebar girder : 2,0 meter e. Jumlah girder : 3 girder
f. Jumlah lajur : 3 lajur * 3,5 meter
g. Desain kendaraan: Truk dengan berat
50 ton 9% 8%
14% 15%
19%
0
100
200
300
400
500
2013 2014 2015 2016 2017
Trilio
n R
up
iah
Infrastructure Budget
4 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
Gambar 3: Dimensi Jembatan Modular
Searah Lebar dalam mm
4.2 Referensi Standar dan Kode
Sistem jembatan akan dianalisis
berdasarkan beberapa standard dank ode
yang berlaku di Indonesia dan beberapa
standard lain sebagai berikut:
a. SNI 1725 – 2016 : Peraturan Pembebanan untuk Jembatan
b. RSNI T03 – 2005: Peraturan Baja untuk
Jembatan
c. RSNI 03 – 2833 – 201x: Perancanagan Jembatan terhadap Beban Gempa
d. AISC Steel Design LRFD
e. AAHTO LRFD Bridge Design
Specifications 6th Ed-2012
4.3 Spesifikasi Baja yang Digunakan
Spesifikasi bahan baku yang digunakan
untuk pembuatan girder dan asesorisnya
adalah sebagai berikut:
a. Baja untuk U Girder Grade : JIS G 3106 SM570
Yield Strength : 450 – 540 MPa
Young Modulus : 200.000 MPa
Coef. Expansion: 1,20e – 0,5 per oC Poisson Ratio : 0,3
Berat Spesifik : 7.850 kg/m3
Elongasi : 20 – 24%
b. Baja untuk Diafragma dan Stiffener
Grade : JIS G 3106 SM520 B
Yield Strength : 355 – 520 MPa
Young Modulus : 200.000 MPa Coef. Expansion : 1,20e – 0,5 per oC
Poisson Ratio : 0,3
Berat Spesifik : 7.850 kg/m3
4.4 Tipe Pembebanan
Secara umum kriteria pembebanan yang
digunakan dalam perancangan mempertimbangkan beberapa kondisi
berikut:
Beban kerja/beban layan
Beban kerja/beban layan adalah beban yang bekerja selama jembatan dalam
kondisi layan, hal ini terkait dengan
daya layan jembatan.
Beban ultimate
Beban ultimate adalah beban yang
dihasilkan dari perkalian beban kerja
dan koefisien faktor kerja.
Perencanaan pembebanan pada desain ini
dibagi menjadi 2 kategori yaitu beban
permanen dan beban transien. Berikut
adalah pengkategorian untuk beban yang
diterapkan dalam desain ini:
1. Beban Permanen:
Simbol Deskripsi
MS Beban structural dan non-
struktural komponen jembatan MA Trotoar dan beban mati utilitas
TA Beban horizontal lateral tanah
PL Gaya pada struktur jembatan yang
terjadi karena proses implementasi PR Pratekan
2. Beban Transien:
Simbol Deskripsi
SH Gaya karena penyusutan
TB Gaya karena pengereman TR Gaya Centrifugal
TC Gaya karena tumbukan
kendaraan
TV Gaya karena tumbukan kapal EQ Gaya gempa
BF Gaya gesek
TD Beban jalur “D”
TT Beban truk “T” TP Beban pejalan kaki
SE Beban karena turunan
ET Gaya karena temperature
gradient EUn Gaya karena uniformity of
temperature
EF Gaya Buoyant
EWs Beban angin pada struktur
EWl Beban angin pada kendaraan EU Beban aliran air dan angin
KS
KS-Review Vol. VIII No.1/Agustus 2019 5
KS REVIEW IPTEK
Kombinasi SNI 1725 2016 beban terfaktor
untuk daya layan dan kondisi ultimatseperti
ditunjukkan tabel 4.
Tabel 4: Kombinasi Pembebanan SNI 1725 2016
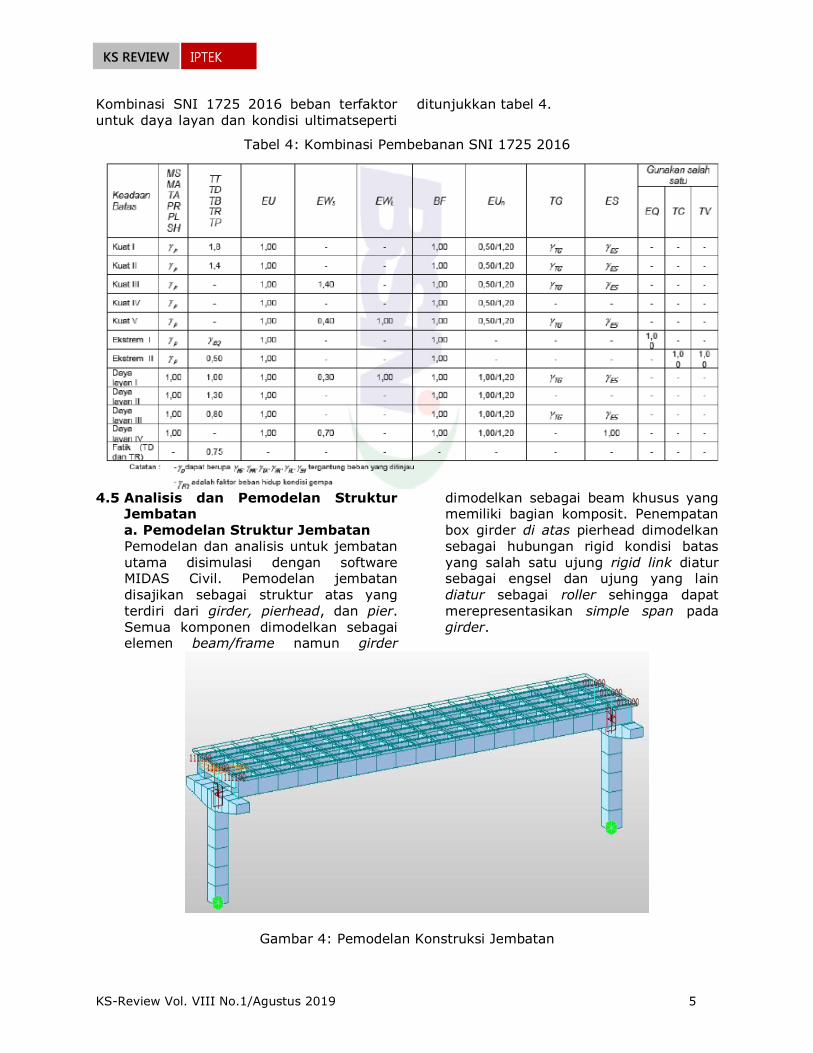
4.5 Analisis dan Pemodelan Struktur
Jembatan
a. Pemodelan Struktur Jembatan
Pemodelan dan analisis untuk jembatan
utama disimulasi dengan software MIDAS Civil. Pemodelan jembatan
disajikan sebagai struktur atas yang
terdiri dari girder, pierhead, dan pier.
Semua komponen dimodelkan sebagai elemen beam/frame namun girder
dimodelkan sebagai beam khusus yang memiliki bagian komposit. Penempatan
box girder di atas pierhead dimodelkan
sebagai hubungan rigid kondisi batas
yang salah satu ujung rigid link diatur sebagai engsel dan ujung yang lain
diatur sebagai roller sehingga dapat
merepresentasikan simple span pada
girder.
Gambar 4: Pemodelan Konstruksi Jembatan
6 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
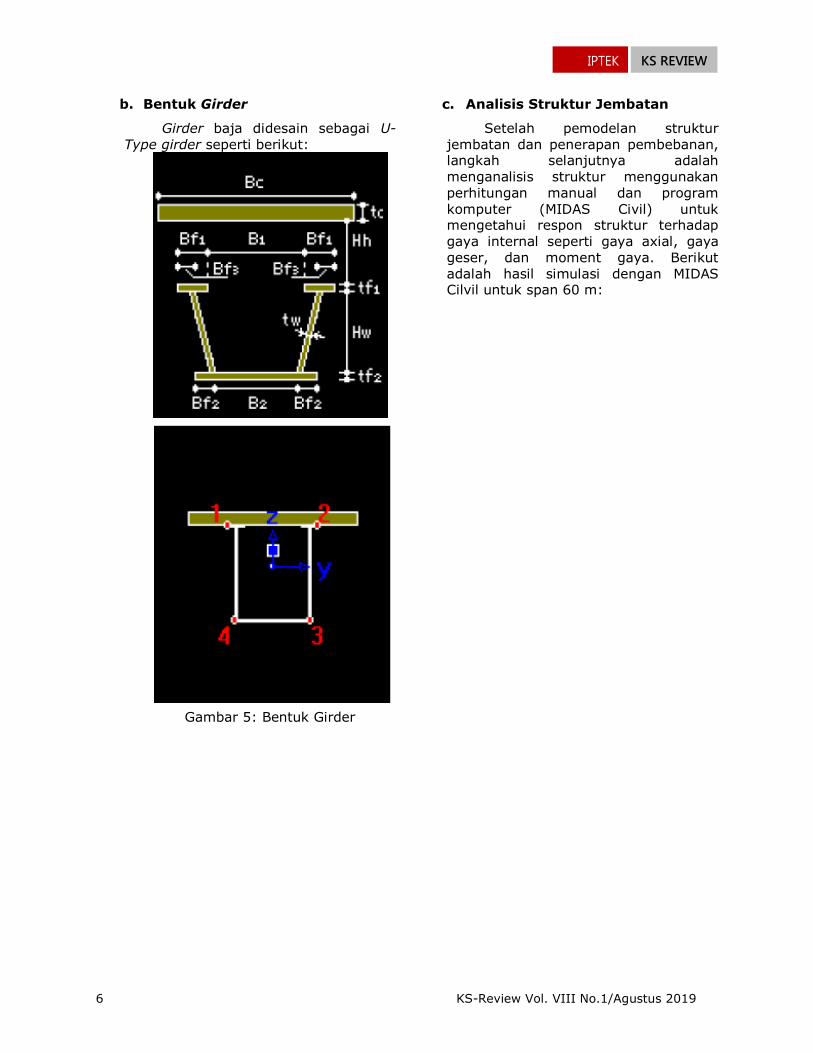
b. Bentuk Girder
Girder baja didesain sebagai U-
Type girder seperti berikut:
Gambar 5: Bentuk Girder
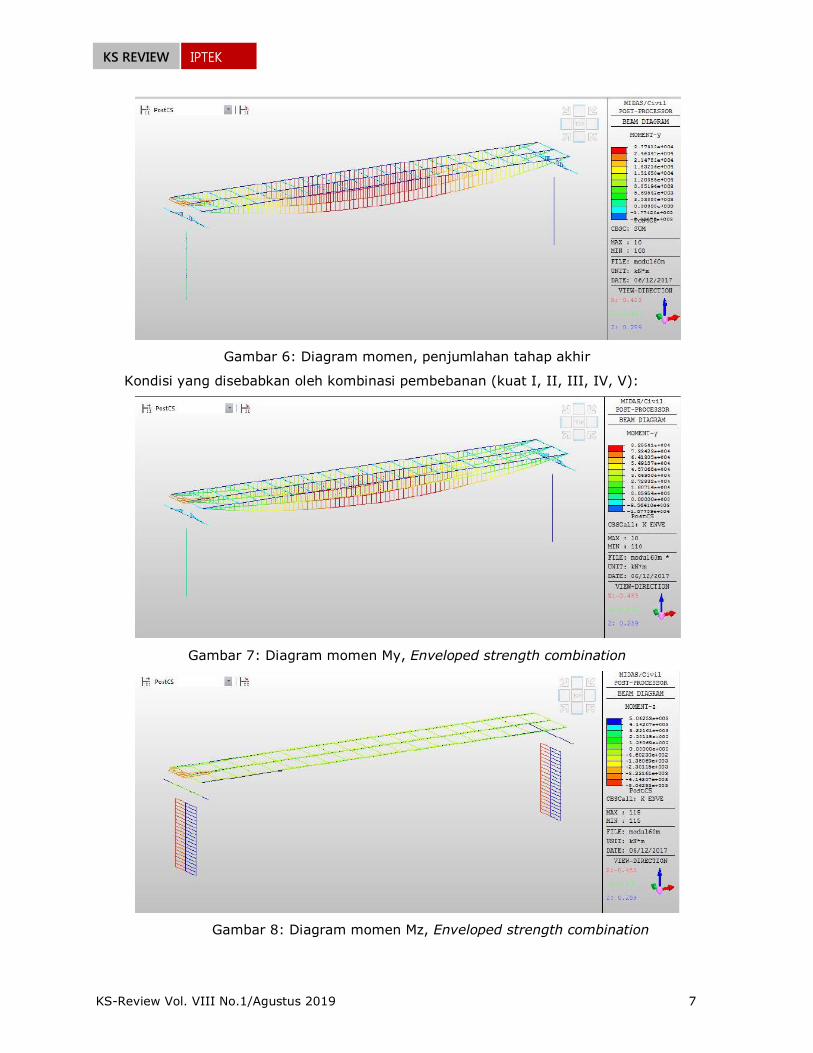
c. Analisis Struktur Jembatan
Setelah pemodelan struktur
jembatan dan penerapan pembebanan, langkah selanjutnya adalah
menganalisis struktur menggunakan
perhitungan manual dan program
komputer (MIDAS Civil) untuk mengetahui respon struktur terhadap
gaya internal seperti gaya axial, gaya
geser, dan moment gaya. Berikut
adalah hasil simulasi dengan MIDAS Cilvil untuk span 60 m:
KS
KS-Review Vol. VIII No.1/Agustus 2019 7
KS REVIEW IPTEK
Gambar 6: Diagram momen, penjumlahan tahap akhir
Kondisi yang disebabkan oleh kombinasi pembebanan (kuat I, II, III, IV, V):
Gambar 7: Diagram momen My, Enveloped strength combination
Gambar 8: Diagram momen Mz, Enveloped strength combination
8 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
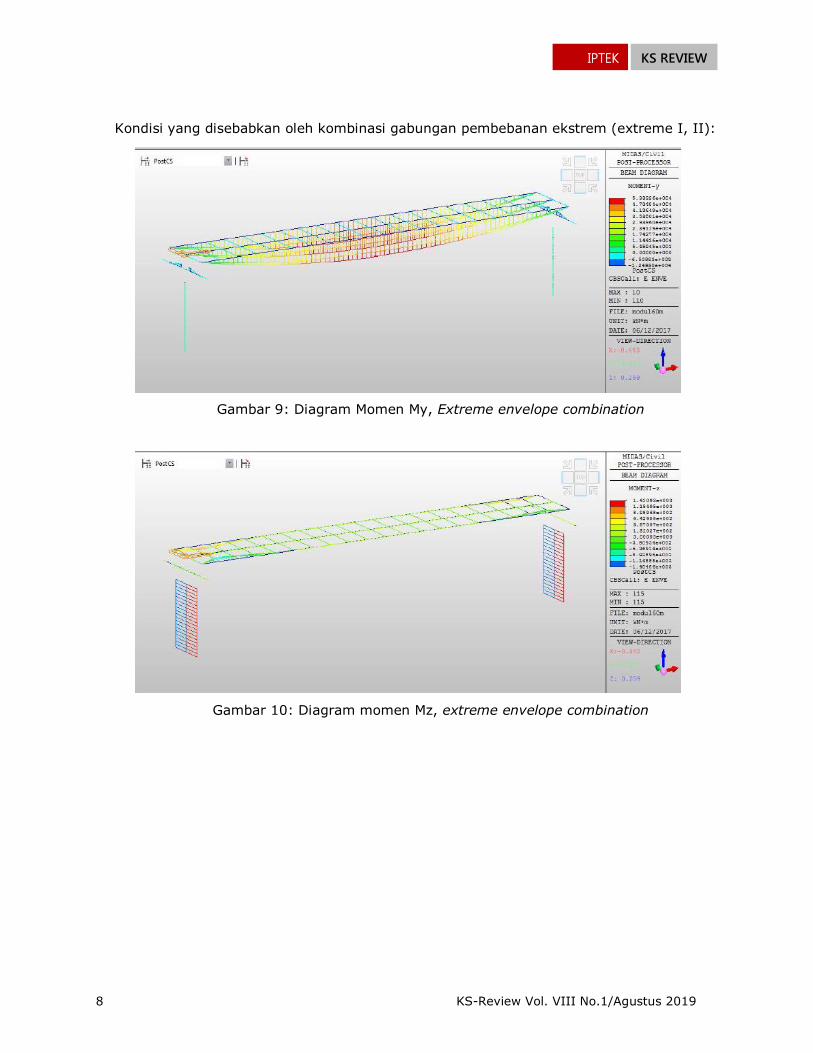
Kondisi yang disebabkan oleh kombinasi gabungan pembebanan ekstrem (extreme I, II):
Gambar 9: Diagram Momen My, Extreme envelope combination
Gambar 10: Diagram momen Mz, extreme envelope combination
KS
KS-Review Vol. VIII No.1/Agustus 2019 9
KS REVIEW IPTEK
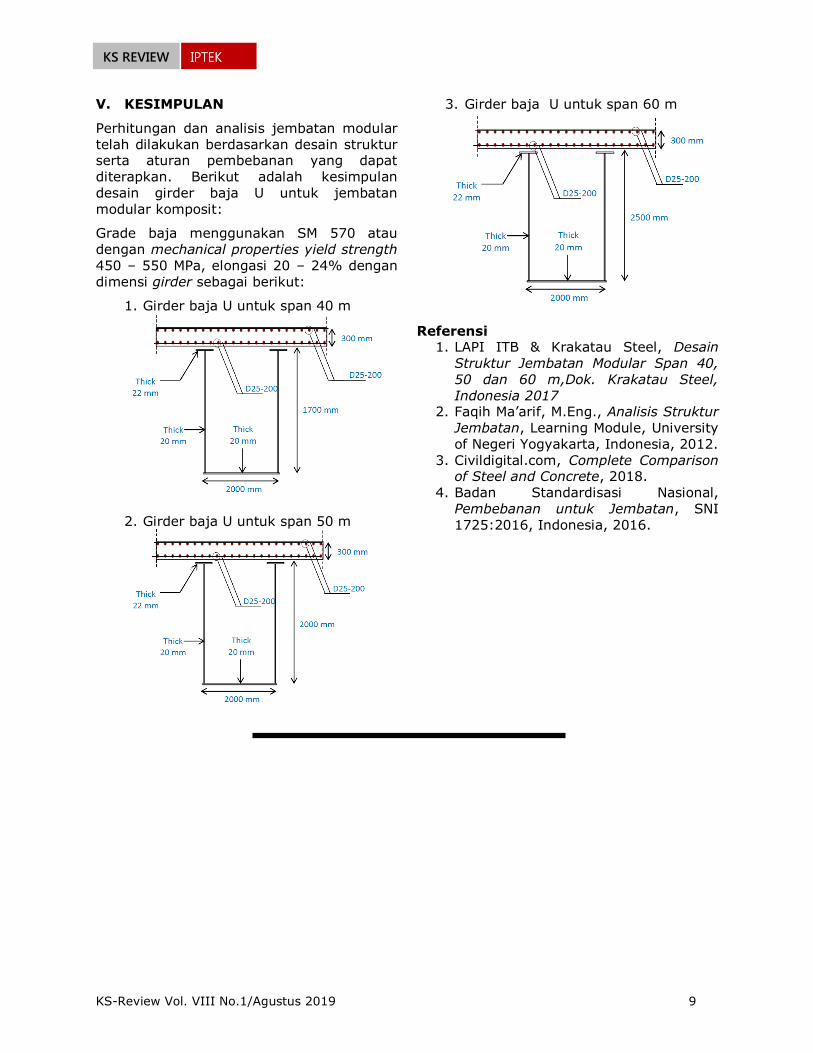
V. KESIMPULAN
Perhitungan dan analisis jembatan modular
telah dilakukan berdasarkan desain struktur serta aturan pembebanan yang dapat
diterapkan. Berikut adalah kesimpulan
desain girder baja U untuk jembatan
modular komposit:
Grade baja menggunakan SM 570 atau
dengan mechanical properties yield strength
450 – 550 MPa, elongasi 20 – 24% dengan
dimensi girder sebagai berikut:
1. Girder baja U untuk span 40 m
2. Girder baja U untuk span 50 m
3. Girder baja U untuk span 60 m
Referensi 1. LAPI ITB & Krakatau Steel, Desain
Struktur Jembatan Modular Span 40,
50 dan 60 m,Dok. Krakatau Steel,
Indonesia 2017 2. Faqih Ma’arif, M.Eng., Analisis Struktur
Jembatan, Learning Module, University
of Negeri Yogyakarta, Indonesia, 2012.
3. Civildigital.com, Complete Comparison of Steel and Concrete, 2018.
4. Badan Standardisasi Nasional,
Pembebanan untuk Jembatan, SNI
1725:2016, Indonesia, 2016.

10 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
Produksi Hot Rolled Coil untuk Aplikasi Ketahanan Korosi Titik
Embun Asam Sulfat dan Asam Klorida
Febrian Ramaputraa, Agung Baskorob aEngineer Research and Development, PT Krakatau Steel (Persero) Tbk.
bSenior Engineer Research and Development, PT Krakatau Steel (Persero) Tbk.
ABSTRAK
Sejak tahun 2014, pemerintah Indonesia memiliki rencana untuk membangun pembangkit
listrik baru dengan kapasitas 35.000 MW. Salah satu jenis bahan bakar yang digunakan pada pembangkit listrik adalah bahan bakar fosil. Pembangkit listrik yang menggunakan
bahan bakar fosil tidak hanya menghasilkan energi listrik namun juga menghasilkan gas
sisa yang memiliki kandungan sulfur. Sulfur yang terdapat pada gas sisa dapat
menyebabkan lingkungan menjadi lebih korosif, sehingga material yang digunakan pada
area yang terpapar langsung pada lingkungan tersebut seperti cerobong asap (chimney), boiler, dll harus bisa tahan terhadap kondisi tersebut. Jawaban dari tantangan itu adalah
baja tahan korosi titik embun.
PT Krakatau Steel (Persero) Tbk (PTKS) sebagai perusahaan baja terintegrasi di Indonesia
mendukung program pemerintah dengan mengembangkan produk baja baru, baik itu berupa baja gulungan canai panas (hot rolled coil) atau pelat, baja gulungan canai dingin
(cold rolled coil) atau pelat, maupun produk baja batangan yang dapat digunakan pada area
pembangkit listrik. Khusus untuk produk hot rolled coil, PTKS mengembangkan produk baru
berupa hot rolled coil yang tahan terhadap korosi cuaca khususnya pada korosi titik embun.
Makalah ini membahas tentang desain parameter proses untuk membuat baja tahan korosi
titik embun di PTKS yang sesuai dengan standar ASTM A 588 Grade A, dimulai dari
pembuatan slab di Slab Steel Plant kemudian dilanjutkan dengan proses hot rolling di Hot
Strip Mill Plant. Komposisi kimia dan sifat mekanik produk diamati dengan hasil sesuai dan memenuhi standar. Mikrostruktur yang terbentuk pada produk adalah ferit + perlit dengan
ukuran butir rata-rata 5,40 µm (ASTM No. 12.10). Berdasarkan komposisi kima pada heat
analysis, perhitungan nilai indeks ketahanan korosi produk berkisar antara 6,31 hingga 6,97
sesuai dengan persyaratan standar.
Kata Kunci: Ketahanan korosi titik embun, ASTM A 588 Grade A, Indeks Ketahanan Korosi.
I. Pendahuluan
Energi listrik merupakan sumber energi
yang sangat penting bagi negara untuk
keperluan sehari-hari, seperti untuk sektor perindustrian, transportasi, rumah tangga
dan kegiatan lainnya, sehingga keberadaan
pembangkit listrik menjadi sangat penting
untuk memenuhi kebutuhan listrik negara. Pemerintah Indonesia memiliki rencana
untuk membangun pembangkit listrik baru
sebesar 35.000 MW. Salah satu bahan bakar
yang digunakan pada pembangkit listrik
adalah batu bara atau bahan bakar fosil. Ketika proses pembakaran tersebut
berlangsung, akan dihasilkan gas buang
yang mengandung sulfur yang dapat
meningkatkan pH dan laju korosi pada
daerah tersebut. Hal ini akan menjadi
tantangan tersendiri karena dibutuhkan
material khusus untuk dapat diaplikasikan pada lingkungan tersebut, seperti pada area
cerobong, area boiler, dll. Jawaban dari
tantangan itu adalah baja tahan korosi titik
embun.
PT Krakatau Steel (Persero) Tbk (PTKS)
sebagai perusahaan baja terintegrasi di
Indonesia mendukung program pemerintah
dengan mengembangkan produk baja baru,
baik itu berupa baja gulungan canai panas (hot rolled coil) atau pelat, baja gulungan
canai dingin (cold rolled coil) atau pelat,
maupun produk baja batangan yang dapat
KS
KS-Review Vol. VIII No.1/Agustus 2019 11
KS REVIEW IPTEK
digunakan pada area pembangkit listrik.
PTKS sebelumnya telah memproduksi baja
tahan korosi cuaca seperti Corten A, BTKC-A, SPAH. Pada saat ini, PTKS
mengembangkan produk hot rolled coil baru
berupa baja tahan korosi cuaca, khususnya
untuk ketahanan korosi titik embun asam sulfat dan asam klorida. Namun demikian,
untuk bisa tahan terhadap korosi pada
kondisi asam, khususnya asam sulfat dan
asam klorida, kandungan fosfor dalam
produk baja harus dibatasi.[1]
Hal ini
berbeda dengan baja tahan korosi cuaca biasa seperti BTKC-A atau SPAH yang
membutuhkan penambahan fosfor sebesar
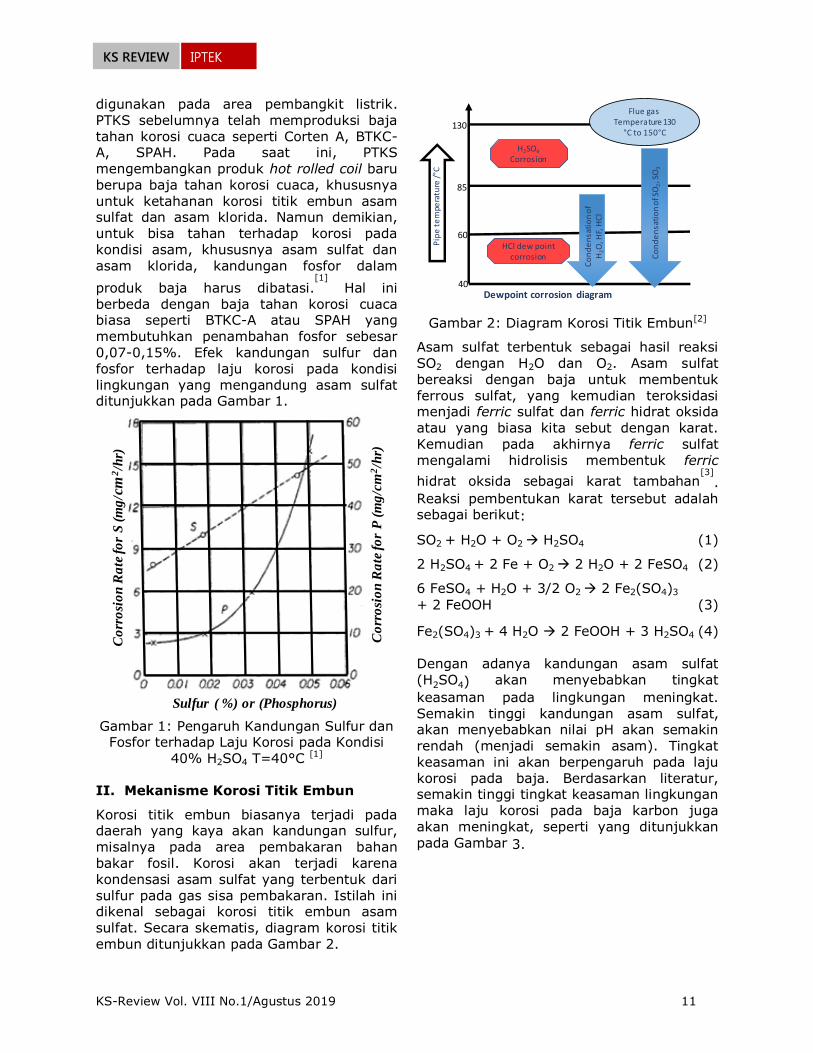
0,07-0,15%. Efek kandungan sulfur dan
fosfor terhadap laju korosi pada kondisi
lingkungan yang mengandung asam sulfat ditunjukkan pada Gambar 1.
Gambar 1: Pengaruh Kandungan Sulfur dan
Fosfor terhadap Laju Korosi pada Kondisi
40% H2SO4 T=40°C [1]
II. Mekanisme Korosi Titik Embun
Korosi titik embun biasanya terjadi pada daerah yang kaya akan kandungan sulfur,
misalnya pada area pembakaran bahan
bakar fosil. Korosi akan terjadi karena
kondensasi asam sulfat yang terbentuk dari
sulfur pada gas sisa pembakaran. Istilah ini dikenal sebagai korosi titik embun asam
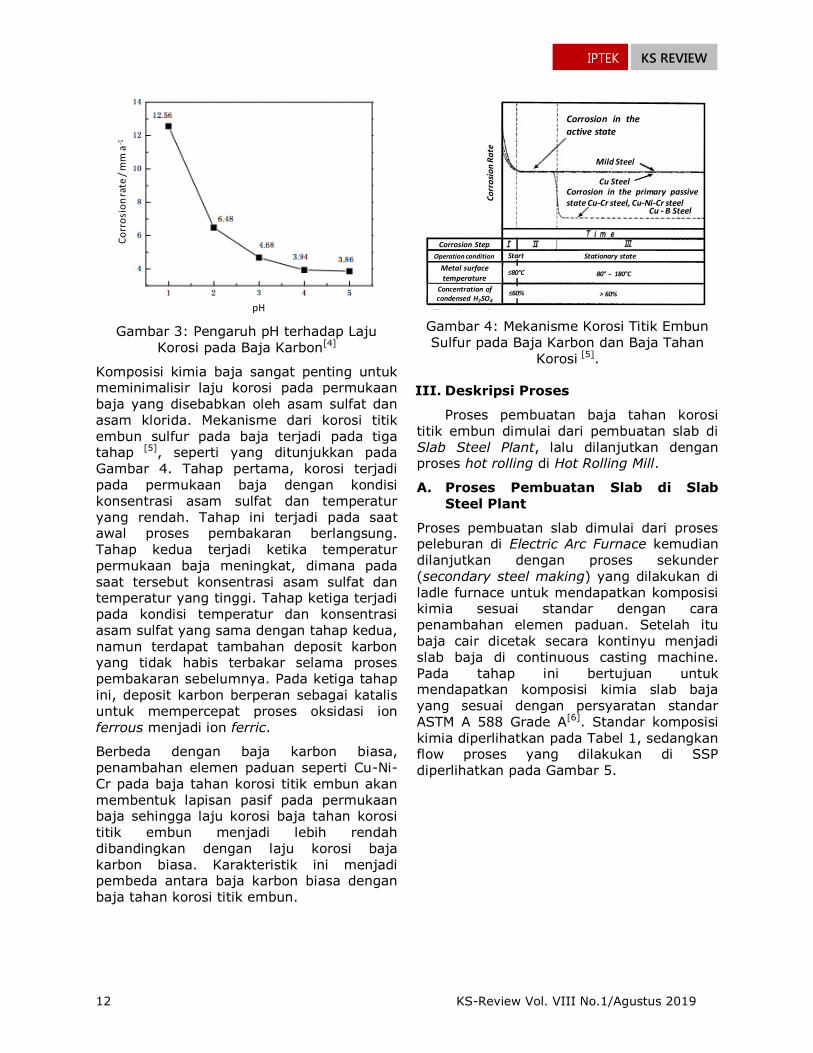
sulfat. Secara skematis, diagram korosi titik
embun ditunjukkan pada Gambar 2.
Gambar 2: Diagram Korosi Titik Embun[2]
Asam sulfat terbentuk sebagai hasil reaksi
SO2 dengan H2O dan O2. Asam sulfat
bereaksi dengan baja untuk membentuk
ferrous sulfat, yang kemudian teroksidasi menjadi ferric sulfat dan ferric hidrat oksida
atau yang biasa kita sebut dengan karat.
Kemudian pada akhirnya ferric sulfat
mengalami hidrolisis membentuk ferric
hidrat oksida sebagai karat tambahan[3]
.
Reaksi pembentukan karat tersebut adalah sebagai berikut:
SO2 + H2O + O2 H2SO4 (1)
2 H2SO4 + 2 Fe + O2 2 H2O + 2 FeSO4 (2)
6 FeSO4 + H2O + 3/2 O2 2 Fe2(SO4)3
+ 2 FeOOH (3)
Fe2(SO4)3 + 4 H2O 2 FeOOH + 3 H2SO4 (4)
Dengan adanya kandungan asam sulfat
(H2SO4) akan menyebabkan tingkat
keasaman pada lingkungan meningkat.
Semakin tinggi kandungan asam sulfat, akan menyebabkan nilai pH akan semakin
rendah (menjadi semakin asam). Tingkat
keasaman ini akan berpengaruh pada laju
korosi pada baja. Berdasarkan literatur, semakin tinggi tingkat keasaman lingkungan
maka laju korosi pada baja karbon juga
akan meningkat, seperti yang ditunjukkan
pada Gambar 3.
Corr
osio
n R
ate
for
S (m
g/cm
2/h
r)
S ( %) or ( Phosphorus)
Co
rro
sio
n R
ate
fo
r S
(m
g/c
m2/h
r)
Sulfur ( %) or (Phosphorus)
Co
rro
sio
n R
ate
fo
r P
(m
g/c
m2/h
r)
Co
nd
en
sati
on
of S
O2, S
O3
130
12 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
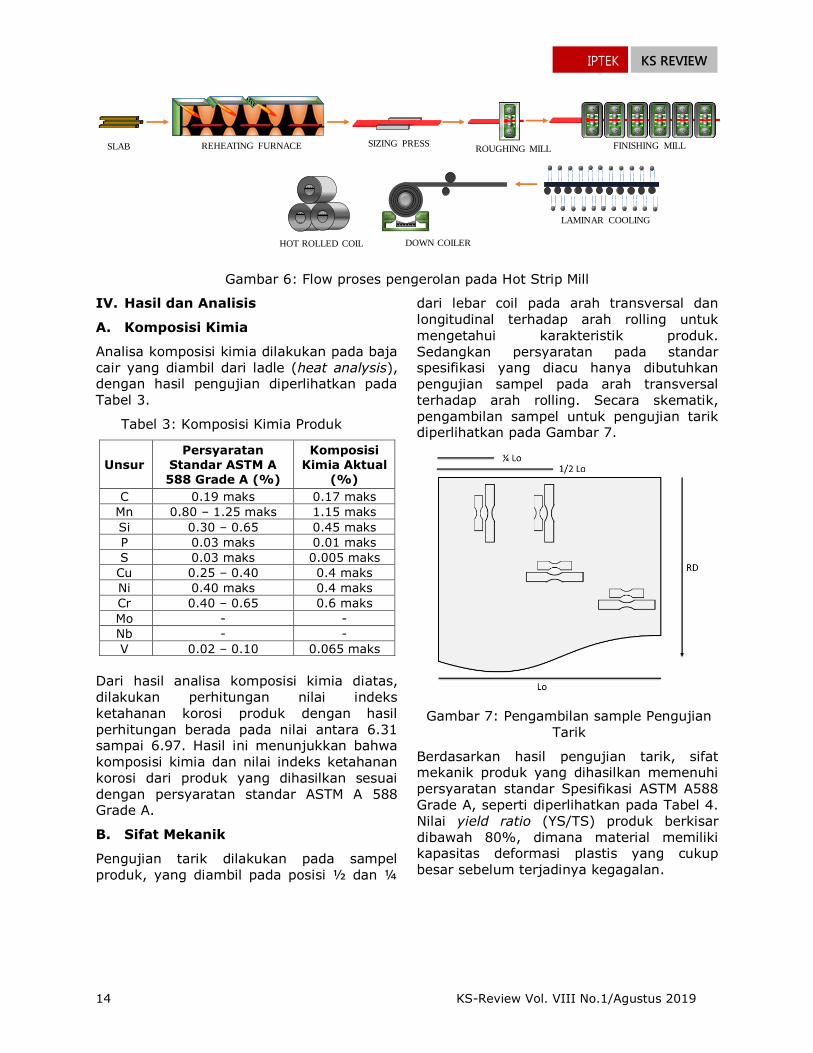
Gambar 3: Pengaruh pH terhadap Laju
Korosi pada Baja Karbon[4]
Komposisi kimia baja sangat penting untuk meminimalisir laju korosi pada permukaan
baja yang disebabkan oleh asam sulfat dan
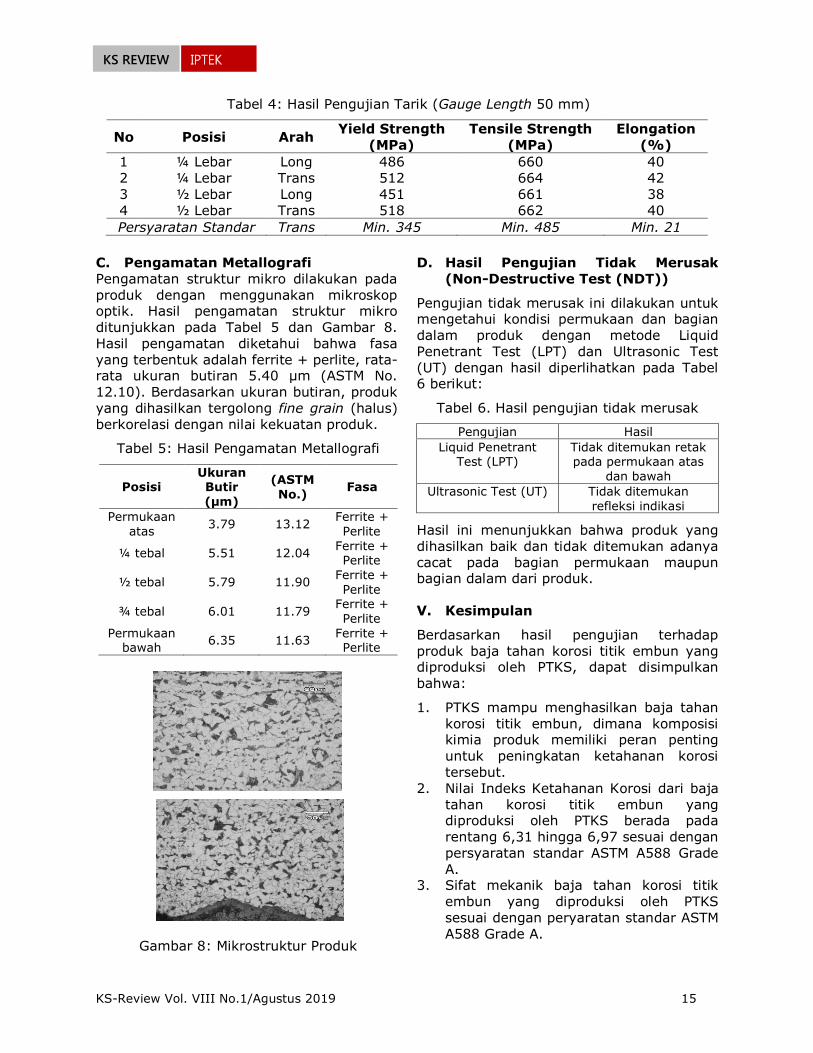
asam klorida. Mekanisme dari korosi titik
embun sulfur pada baja terjadi pada tiga tahap [5], seperti yang ditunjukkan pada
Gambar 4. Tahap pertama, korosi terjadi
pada permukaan baja dengan kondisi
konsentrasi asam sulfat dan temperatur
yang rendah. Tahap ini terjadi pada saat awal proses pembakaran berlangsung.
Tahap kedua terjadi ketika temperatur
permukaan baja meningkat, dimana pada
saat tersebut konsentrasi asam sulfat dan temperatur yang tinggi. Tahap ketiga terjadi
pada kondisi temperatur dan konsentrasi
asam sulfat yang sama dengan tahap kedua,
namun terdapat tambahan deposit karbon yang tidak habis terbakar selama proses
pembakaran sebelumnya. Pada ketiga tahap
ini, deposit karbon berperan sebagai katalis
untuk mempercepat proses oksidasi ion
ferrous menjadi ion ferric.
Berbeda dengan baja karbon biasa,
penambahan elemen paduan seperti Cu-Ni-
Cr pada baja tahan korosi titik embun akan
membentuk lapisan pasif pada permukaan baja sehingga laju korosi baja tahan korosi
titik embun menjadi lebih rendah
dibandingkan dengan laju korosi baja
karbon biasa. Karakteristik ini menjadi pembeda antara baja karbon biasa dengan
baja tahan korosi titik embun.
Gambar 4: Mekanisme Korosi Titik Embun
Sulfur pada Baja Karbon dan Baja Tahan
Korosi [5].
III. Deskripsi Proses
Proses pembuatan baja tahan korosi
titik embun dimulai dari pembuatan slab di
Slab Steel Plant, lalu dilanjutkan dengan proses hot rolling di Hot Rolling Mill.
A. Proses Pembuatan Slab di Slab
Steel Plant
Proses pembuatan slab dimulai dari proses peleburan di Electric Arc Furnace kemudian
dilanjutkan dengan proses sekunder
(secondary steel making) yang dilakukan di
ladle furnace untuk mendapatkan komposisi kimia sesuai standar dengan cara
penambahan elemen paduan. Setelah itu
baja cair dicetak secara kontinyu menjadi
slab baja di continuous casting machine.
Pada tahap ini bertujuan untuk mendapatkan komposisi kimia slab baja
yang sesuai dengan persyaratan standar
ASTM A 588 Grade A[6]. Standar komposisi
kimia diperlihatkan pada Tabel 1, sedangkan flow proses yang dilakukan di SSP
diperlihatkan pada Gambar 5.
Co
rro
sio
n ra
te /
mm
a-1
pH
Corrosion Step
Metal surface temperature
Start
6 %
Stationary state
> 60%
Cu Steel
Corrosion in the primary passivestate Cu-Cr steel, Cu-Ni-Cr steel

KS
KS-Review Vol. VIII No.1/Agustus 2019 13
KS REVIEW IPTEK
Gambar 5: Flow Proses di SSP
Tabel 1: Persyaratan Standar Komposisi Kimia Unsur Komposisi, % Unsur Komposisi, %
C 0,19 maks Ni 0,40 maks
Mn 0,80 – 1,25 maks Cr 0,40 – 0,65
Si 0,30 – 0,65 Mo -
P 0,03 maks Nb -
S 0,03 maks V 0,02 – 0,10
Cu 0,25 – 0,40
Nilai Indeks Ketahanan Korosi (I), dilakukan dengan perhitungan terhadap komposisi
kimia produk sesuai dengan standar ASTM
G 101 [7]. Nilai indeks ketahanan korosi yang
dipersyaratkan adalah minimal 6,0, dengan perhitungan nilai I dilakukan berdasarkan
persamaan berikut:
I= (26.01×Cu) + (3.88×Ni) + (1.20×Cr) +
(1.49×Si) + (17.28×P) - (7.29×Cu×Ni) - (9.1×Ni×P) - (33.39×Cu2).
B. Hot Rolling Mill
Proses pada hot rolling mill bertujuan untuk
mendapatkan sifat mekanik yang sesuai
dengan persyaratan standar seperti ditunjukkan pada Tabel 2.
Untuk mencapai sifat mekanik yang sesuai
dengan persyaratan standar, slab
dipanaskan di reheating furnace hingga temperatur sekitar 1200-1300°C dan
ditahan pada temperatur tersebut untuk
memastikan bahwa temperatur slab telah
homogen. Slab kemudian dirolling secara reversibel pada temperatur di atas
temperatur non-rekristalisasi (Tnr) di
roughing mill. Hal ini bertujuan untuk
mendapatkan ukuran butir austenite yang halus. Baja kemudian dirolling pada
temperatur antara Tnr dan temperatur
transformasi Ar3 di finishing mill. Proses ini
akan menyebabkan deformasi pada butir
austenite dan terbentuknya struktur ferrite. Selanjutnya baja digulung pada temperatur
600 - 700°C setelah melewati laminar
cooling. Flow proses pengerolan di hot strip
mill ditunjukkan pada Gambar 6.
Table 2: Persyaratan standar sifat mekanik Hot Rolled Plate berdasarkan ASTM A 588 Grade A
Sifat Mekanik Satuan Standar
Arah pengujian
(Reference: ASTM A6 point 11.2) Transversal terhadap arah rolling
Yield Strength MPa 345 min
Tensile Strength MPa 485 min
Elongation % 18 min (Lo: 200 mm)
21 min (Lo: 50 mm)
ELECTRIC ARC
FURNACE
SLAB
LADLE FURNACE CONTINUOUS CASTING
MACHINE
14 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
Gambar 6: Flow proses pengerolan pada Hot Strip Mill
IV. Hasil dan Analisis
A. Komposisi Kimia
Analisa komposisi kimia dilakukan pada baja
cair yang diambil dari ladle (heat analysis), dengan hasil pengujian diperlihatkan pada
Tabel 3.
Tabel 3: Komposisi Kimia Produk
Unsur
Persyaratan
Standar ASTM A
588 Grade A (%)
Komposisi
Kimia Aktual
(%)
C 0.19 maks 0.17 maks
Mn 0.80 – 1.25 maks 1.15 maks
Si 0.30 – 0.65 0.45 maks
P 0.03 maks 0.01 maks
S 0.03 maks 0.005 maks
Cu 0.25 – 0.40 0.4 maks
Ni 0.40 maks 0.4 maks
Cr 0.40 – 0.65 0.6 maks
Mo - -
Nb - -
V 0.02 – 0.10 0.065 maks
Dari hasil analisa komposisi kimia diatas,
dilakukan perhitungan nilai indeks
ketahanan korosi produk dengan hasil
perhitungan berada pada nilai antara 6.31 sampai 6.97. Hasil ini menunjukkan bahwa
komposisi kimia dan nilai indeks ketahanan
korosi dari produk yang dihasilkan sesuai
dengan persyaratan standar ASTM A 588 Grade A.
B. Sifat Mekanik
Pengujian tarik dilakukan pada sampel
produk, yang diambil pada posisi ½ dan ¼
dari lebar coil pada arah transversal dan
longitudinal terhadap arah rolling untuk
mengetahui karakteristik produk.
Sedangkan persyaratan pada standar spesifikasi yang diacu hanya dibutuhkan
pengujian sampel pada arah transversal
terhadap arah rolling. Secara skematik,
pengambilan sampel untuk pengujian tarik diperlihatkan pada Gambar 7.
Gambar 7: Pengambilan sample Pengujian
Tarik
Berdasarkan hasil pengujian tarik, sifat mekanik produk yang dihasilkan memenuhi
persyaratan standar Spesifikasi ASTM A588
Grade A, seperti diperlihatkan pada Tabel 4.
Nilai yield ratio (YS/TS) produk berkisar
dibawah 80%, dimana material memiliki kapasitas deformasi plastis yang cukup
besar sebelum terjadinya kegagalan.
REHEATING FURNACESLAB SIZING PRESSROUGHING MILL FINISHING MILL
LAMINAR COOLING
DOWN COILERHOT ROLLED COIL
KS
KS-Review Vol. VIII No.1/Agustus 2019 15
KS REVIEW IPTEK
Tabel 4: Hasil Pengujian Tarik (Gauge Length 50 mm)
No Posisi Arah Yield Strength
(MPa)
Tensile Strength
(MPa)
Elongation
(%)
1 ¼ Lebar Long 486 660 40
2 ¼ Lebar Trans 512 664 42
3 ½ Lebar Long 451 661 38
4 ½ Lebar Trans 518 662 40
Persyaratan Standar Trans Min. 345 Min. 485 Min. 21
C. Pengamatan Metallografi
Pengamatan struktur mikro dilakukan pada
produk dengan menggunakan mikroskop optik. Hasil pengamatan struktur mikro
ditunjukkan pada Tabel 5 dan Gambar 8.
Hasil pengamatan diketahui bahwa fasa
yang terbentuk adalah ferrite + perlite, rata-rata ukuran butiran 5.40 µm (ASTM No.
12.10). Berdasarkan ukuran butiran, produk
yang dihasilkan tergolong fine grain (halus)
berkorelasi dengan nilai kekuatan produk.
Tabel 5: Hasil Pengamatan Metallografi
Posisi Ukuran Butir
(µm)
(ASTM
No.) Fasa
Permukaan
atas 3.79 13.12
Ferrite +
Perlite
¼ tebal 5.51 12.04 Ferrite + Perlite
½ tebal 5.79 11.90 Ferrite +
Perlite
¾ tebal 6.01 11.79 Ferrite +
Perlite
Permukaan bawah
6.35 11.63 Ferrite + Perlite
Gambar 8: Mikrostruktur Produk
D. Hasil Pengujian Tidak Merusak
(Non-Destructive Test (NDT))
Pengujian tidak merusak ini dilakukan untuk mengetahui kondisi permukaan dan bagian
dalam produk dengan metode Liquid
Penetrant Test (LPT) dan Ultrasonic Test
(UT) dengan hasil diperlihatkan pada Tabel 6 berikut:
Tabel 6. Hasil pengujian tidak merusak
Pengujian Hasil
Liquid Penetrant Test (LPT)
Tidak ditemukan retak pada permukaan atas
dan bawah
Ultrasonic Test (UT) Tidak ditemukan
refleksi indikasi
Hasil ini menunjukkan bahwa produk yang
dihasilkan baik dan tidak ditemukan adanya
cacat pada bagian permukaan maupun bagian dalam dari produk.
V. Kesimpulan
Berdasarkan hasil pengujian terhadap
produk baja tahan korosi titik embun yang diproduksi oleh PTKS, dapat disimpulkan
bahwa:
1. PTKS mampu menghasilkan baja tahan
korosi titik embun, dimana komposisi kimia produk memiliki peran penting
untuk peningkatan ketahanan korosi
tersebut.
2. Nilai Indeks Ketahanan Korosi dari baja
tahan korosi titik embun yang diproduksi oleh PTKS berada pada
rentang 6,31 hingga 6,97 sesuai dengan
persyaratan standar ASTM A588 Grade
A. 3. Sifat mekanik baja tahan korosi titik
embun yang diproduksi oleh PTKS
sesuai dengan peryaratan standar ASTM
A588 Grade A.
16 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
4. Struktur mikro produk adalah ferit +
perlit dengan ukuran butir rata-rata
5.40 µm (ASTM No 12.10), yang diklasifikasikan sebagai butiran halus.
Referensi
[1] A. Teramae, Effect of Alloying Elements
on the Corrosion of Low-Alloy Steels in Sulfuric Acid, pp. 954-959, 1968.
[2] L. Zhiyuan and Z. Qinxin, Research on
Dew point Corrosion of Materials,
Applied Mechanics nd Materials, vol. 281, pp. 441-447, 2013.
[3] P. Albrecht and A. H. Naeemi,
Performance of Weathering Steel in
Bridges, Washington D. C., 1984.
[4] M. Kowaka and H. Nagano, The
Mechanism of Sulfur Dewpoint
Corrosion, vol. XII, pp. 184-191, 1971.
[5] O. Guofu and Z. Lulu, Dew-Point
Corrosion Behavior of 10# Carbon Steel
in HCl-H2O Environment, Corrosion and
Protection, vol. 38, No. 1, pp. 33-38,
2018.
[6] ASTM International, Standard
Specification for High-Strength Low-
Alloy Steel, up to 50 ksi [345 MPa]
Minimum Yield Point, with Atmospheric Corrosion Resistance (ASTM A588),
United State: ASTM International,
2015.
[7] ASTM International, Standard Guide for Estimating the Atmospheric Corrosion
Resistance of Low-Alloy Steels (ASTM
G101), United States: ASTM
International, 2010.

KS
KS-Review Vol. VIII No.1/Agustus 2019 17
KS REVIEW IPTEK
Process Optimization to Improve Edge Quality of Cold Rolled Coil
Sudahrab, Aris Hadyo Wicaksonob aEngineer Technology Development, PT Krakatau Steel (Persero) Tbk, Indonesia
bEngineer Applied Research, PT Krakatau Steel (Persero) Tbk, Indonesia
ABSTRACT
Cold Rolled Coil (CRC) is one of the main products of the steel industry. Almost all CRC
produced in the thickness range of 0.20 – 0.45 mm demands excellent surface, appearance,
and edge quality. The edge of the CRC is the most susceptible area where crack can initiate, so maintaining high edge quality is very challenging. One of the crack types in the
edge area of the CRC is called serrated edge. This kind of defect has a high probability to
occur in thin strip of CRC from 0.20 mm to 0.45 mm and become a huge obstacle in
production of CRC.
This paper presents a method to minimize serrated edge defects of CRC by optimizing the
process and order size in the Hot Rolling Process without adding any sophisticated facility
in the Hot Strip Mill. Raising the rolling temperature to 900oC – 920oC and setting
additional width of the CRC’s raw material by 32 mm have been observed to have a significant role in decreasing the percentage of serrated edge defect in Cold Rolled Coil
product.
Keywords: Edge quality, CRC, HRC, serrated edge, rolling temperature, additional width
I. INTRODUCTION
As an integrated steel company, PT
Krakatau Steel (Persero) Tbk, abbreviated
as PTKS, has its downstream facilities
divided into 2 categories, long product and
flat product. The flat product facilities consist of a Hot Strip Mill (HSM) & a Cold
Rolling Mill (CRM). About 30% of the HRC
produced by HSM are transferred to CRM for
further processing to produce CRC with the thickness range of 0.20 – 3.00 mm.
Maintaining product quality is a challenging
situation due to the strict quality
requirements, especially the edge quality of the thinner strips. Almost 60% of the CRC
products in Krakatau Steel have a
thickness range of 0.20 – 0.45 mm and
these are more susceptible to cracks in the
edge area than CRC with thicker strips. The defect caused by these cracks is called
serrated edge and in the current market
situation, indicated by the increasing level
of product acceptance from PTKS’s customers, increased level of product
quality, especially edge quality, is required.
Based on the non-conforming product
(NCP) data of PTKS’s product mix of 0.20 –
0.45 mm, edge defects contribute significantly to this number. From a small
group of top 5 NCP data from PTKS CRM,
serrated edges are the most prominent for
both low and heavy level defects. In order
to elaborate that fact, PTKS technical team performed further observation and
evaluation in a certain period to study the
patterns or factors causing this defect and
how to optimize the mitigation actions.
II. MAIN PROBLEM IN EDGE QUALITY
A. Microstructural Approach
The follow up observation to investigate this
defect was conducted in CRM and HSM. The observed material for further study in the
microstructural approach was limited to
incoming materials (HRC) of the cold rolling
process. The edge microstructure of the
HRC PTKS internally produced was checked and compared to the externally procured
HRC which was also processed in CRM
producing almost zero occurence of serrated
edge. This comparative method led to the findings that the edge microstructure of the
HSM’s HRC and externally procurred HRC is
different. Although this differentiation is
18 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
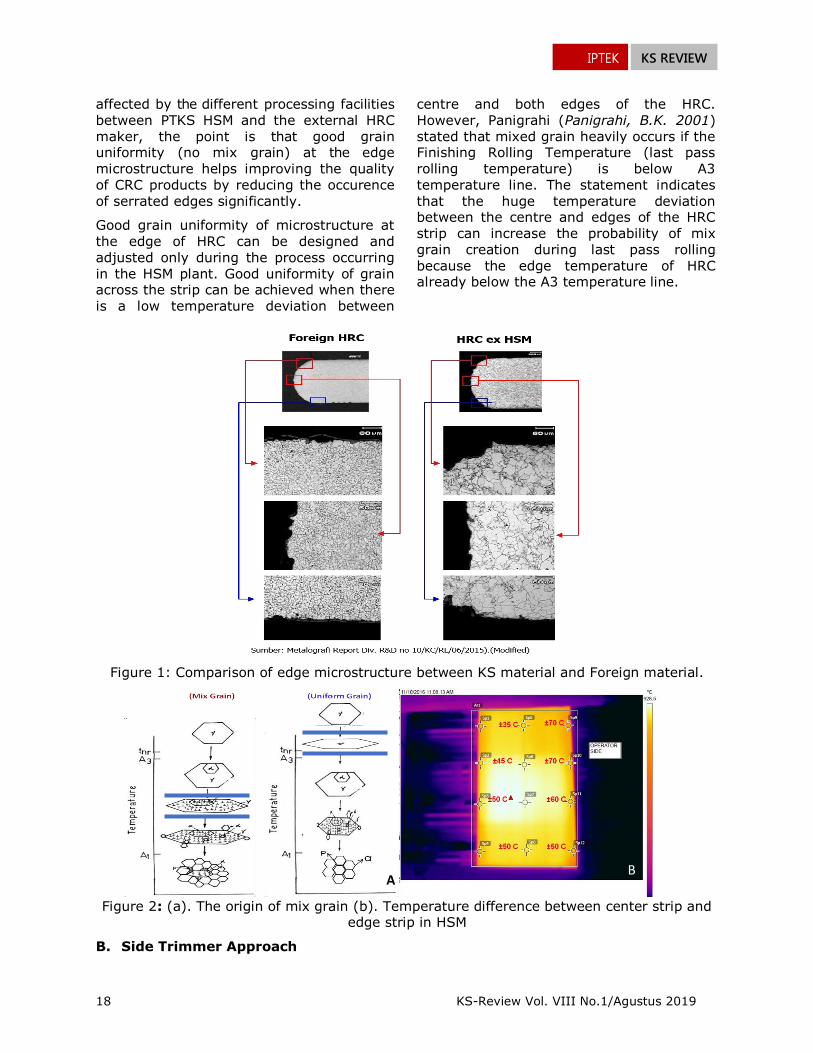
affected by the different processing facilities
between PTKS HSM and the external HRC
maker, the point is that good grain uniformity (no mix grain) at the edge
microstructure helps improving the quality
of CRC products by reducing the occurence
of serrated edges significantly.
Good grain uniformity of microstructure at
the edge of HRC can be designed and
adjusted only during the process occurring
in the HSM plant. Good uniformity of grain across the strip can be achieved when there
is a low temperature deviation between
centre and both edges of the HRC.
However, Panigrahi (Panigrahi, B.K. 2001)
stated that mixed grain heavily occurs if the Finishing Rolling Temperature (last pass
rolling temperature) is below A3
temperature line. The statement indicates
that the huge temperature deviation between the centre and edges of the HRC
strip can increase the probability of mix
grain creation during last pass rolling
because the edge temperature of HRC already below the A3 temperature line.
Figure 1: Comparison of edge microstructure between KS material and Foreign material.
Figure 2: (a). The origin of mix grain (b). Temperature difference between center strip and
edge strip in HSM
B. Side Trimmer Approach
B A

KS
KS-Review Vol. VIII No.1/Agustus 2019 19
KS REVIEW IPTEK
Based on the observations during the trial
period, poor trimming quality increased the
serrated edge defect occurences. Trimmed edge considered as “bad trimmed” of the
incoming material (HRC) contributed to
32,5% of serrated edge occurences. Bad
trims are caused hypothetically by factors such as clearance & overlap setting of the
side trimmer knife, trimmer life cycle, and
trimmer mechanical properties. Optimizing
side trimmer parameter need to be evaluated to investigate its effect or
correlation on serrated edge defect.
C. Order Size: Width Approach
This approach is actually related to
microstructural approach in point A and with emphasizing the fact that mix grain
can be reduced by cutting (trimming) the
edge much wider. This method must
carefully consider how deep the mix grain is in the existing material. Wider trimming
in the CRM process requires wider incoming
material (HRC).
Based on figure 4, the strip width must ideally be added 100 mm wide on each side
in order to eliminate all the mix grain
portion by trimming 100 mm on each side.
Figure 3: Illustration of side trimmer knife and strip, (A: Clearance, B: Gap)
Figure 4: Typical length of mixed grain from the edge strip
20 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
III. NEW PARAMETER DESIGN
Based on the three initiatives above,
three parameter designs are proposed, including the modification and setting of a
new parameter.
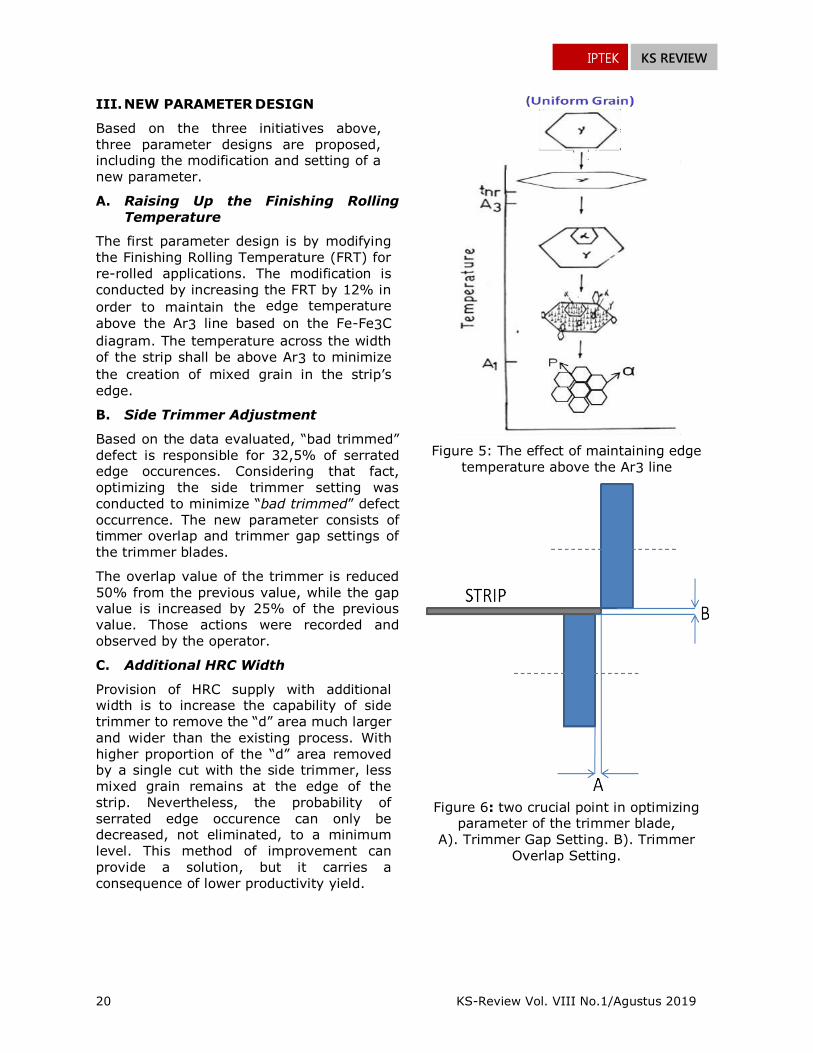
A. Raising Up the Finishing Rolling
Temperature
The first parameter design is by modifying
the Finishing Rolling Temperature (FRT) for
re-rolled applications. The modification is
conducted by increasing the FRT by 12% in
order to maintain the edge temperature
above the Ar3 line based on the Fe-Fe3C
diagram. The temperature across the width
of the strip shall be above Ar3 to minimize
the creation of mixed grain in the strip’s
edge.
B. Side Trimmer Adjustment
Based on the data evaluated, “bad trimmed”
defect is responsible for 32,5% of serrated edge occurences. Considering that fact,
optimizing the side trimmer setting was
conducted to minimize “bad trimmed” defect
occurrence. The new parameter consists of timmer overlap and trimmer gap settings of
the trimmer blades.
The overlap value of the trimmer is reduced
50% from the previous value, while the gap value is increased by 25% of the previous
value. Those actions were recorded and
observed by the operator.
C. Additional HRC Width
Provision of HRC supply with additional width is to increase the capability of side
trimmer to remove the “d” area much larger
and wider than the existing process. With
higher proportion of the “d” area removed by a single cut with the side trimmer, less
mixed grain remains at the edge of the
strip. Nevertheless, the probability of
serrated edge occurence can only be decreased, not eliminated, to a minimum
level. This method of improvement can
provide a solution, but it carries a
consequence of lower productivity yield.
Figure 5: The effect of maintaining edge
temperature above the Ar3 line
Figure 6: two crucial point in optimizing parameter of the trimmer blade,
A). Trimmer Gap Setting. B). Trimmer
Overlap Setting.

KS
KS-Review Vol. VIII No.1/Agustus 2019 21
KS REVIEW IPTEK
Figure 7: Morphology of HRC’s edge microstructure
IV. RESULT & ANALYSIS
Those three initiatives were executed
separately to observe its each effect on the
occurence of serrated edges. The result
shows that those initiatives have its own correlation on decreasing the occurence of
this defect. The first initiative by rising up
the finishing rolling temperature can only
slightly increase the tonage of CRC free of serrated edge.
From figure 8, rising up the rolling
temperature can increase the probability of
producing CRC without serrated edge defects up to 7%. While the second
initiative, by optimizing the gap and
overlap of the side trimmer, gave only a
slight effect on the decrease of serrated
edges, so this initiative was executed by combining it to the first or third initiative.
The third initiative which is by providing
additional HRC width gave a significant
effect in the reduction of serrated edge
defects.
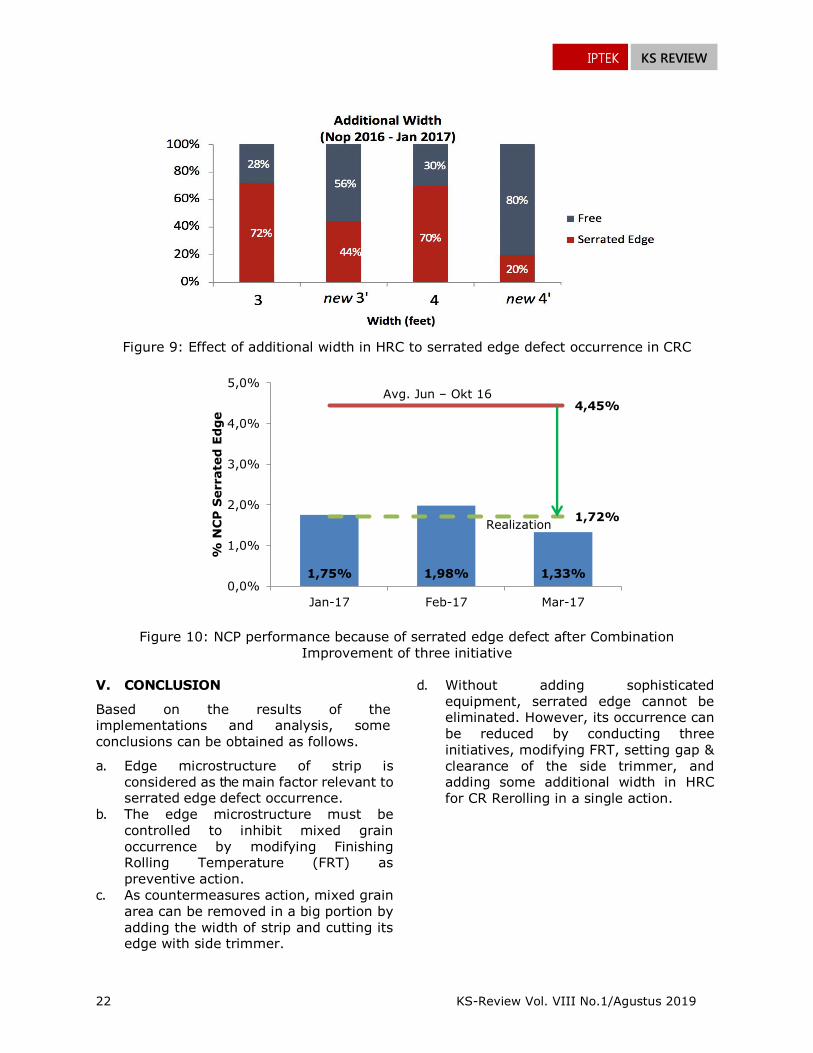
The additional width initiative offered a significant impact to the decrease of
serrated edge defect occurences. That
method can decrease the defect occurence
from 72% to 44% for 3 feet wide orders and for 4 feet wide, almost 50% more CRC
can be eliminated from serrated edge
defects.
Finally, knowing each effect of those initiatives, those 3 initiatives then were
executed in combination to observe the
effect. The combination effect shows that
non-conforming product (NCP) of CRC
because of serrated edge can be decreased in a significant amount.
Figure 8: Effect of upgrading rolling temperature design on emergence of serrated edge
28% 35%
72% 65%
0%
20%
40%
60%
80%
100%
Previous Design New Design
Free Serrated Edge
Period Jun - Oct. 2016 (CRC for GI/GV)
Thickness 0,20 - 0,60 mm (Trial Data)
22 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
Figure 9: Effect of additional width in HRC to serrated edge defect occurrence in CRC
Figure 10: NCP performance because of serrated edge defect after Combination
Improvement of three initiative
V. CONCLUSION
Based on the results of the implementations and analysis, some
conclusions can be obtained as follows.
a. Edge microstructure of strip is
considered as the main factor relevant to serrated edge defect occurrence.
b. The edge microstructure must be
controlled to inhibit mixed grain
occurrence by modifying Finishing Rolling Temperature (FRT) as
preventive action.
c. As countermeasures action, mixed grain
area can be removed in a big portion by
adding the width of strip and cutting its edge with side trimmer.
d. Without adding sophisticated
equipment, serrated edge cannot be eliminated. However, its occurrence can
be reduced by conducting three
initiatives, modifying FRT, setting gap &
clearance of the side trimmer, and adding some additional width in HRC
for CR Rerolling in a single action.
1,75% 1,98% 1,33%
4,45%
1,72%
0,0%
1,0%
2,0%
3,0%
4,0%
5,0%
Jan-17 Feb-17 Mar-17
% N
CP
Serrate
d E
dg
e
Avg. Jun – Okt 16
Realization
KS
KS-Review Vol. VIII No.1/Agustus 2019 23
KS REVIEW IPTEK
ACKNOWLEDGEMENTS
The acknowledgement is mainly given to
the Board of Management of PT Krakatau Steel (Persero) Tbk for issuing the
permission to the authors in publishing this
paper. The authors would also like to
acknowledge the whole Smooth Edge Team for their total support for successfully
performing the whole observation and trial
phases.
REFERENCES
1. Panigrahi, B.K. Bull. Mater. Sci. 2001.
Vol 24. pp. 361 – 371 2. Xie,H. Jiang,Z. Yuen,
W.Daniel.(2011).Analysis of
microstructure effects on edge crack of
thin strip during cold rolling. Metallurgical and Materials
Transactions B: Process Metallurgy and
Materials Processing Science, 42 (6),
1244 – 1252. 3. Xie, Haibo, The Research on the edge
crack of cold rolled thin strip, Doctor of
Philosophy thesis, School of Mechanical,
Materials and Mechatronic Engineering, Faculty of Engineering, University of
Wollongong, 2011.

24 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
Revamping of EAF Dedusting Plant to Optimize Off-Gas & Dust
Control System in PT Krakatau Steel (Persero), Tbk.
Rio Arosyid Putraa, Syafiq Hadib
aSenior Specialist of Techno-economy, Project Control of EAF Dedusting Plant Revamping. PT Krakatau Steel (Persero) Tbk.
bSuperintendent Melting-2 of Slab Steel Plant, Head of Commissioning & Performance
Test of EAF Dedusting Plant Revamping. PT Krakatau Steel (Persero) Tbk.
ABSTRACT
PT Krakatau Steel (Persero) Tbk is currently building Blast Furnace Plant which produces hot
metal to be fed into Electric Arc Furnace (EAF) and it will reduce the percentage of required
solid material there. The use of hot metal will impact to the operation of Dedusting Plant
since it was designed only to process EAF off-gas (sponge iron based operation). This paper
describes about revamping project of EAF Dedusting Plant which was finished under self-management of PT Krakatau Steel (Persero) Tbk including basic and detail design,
manufacturing, procurement, installation, and commissioning. The Water-Cooled Duct
(WCD) was reconditioned and extended to increase Dedusting Plant capability to absorb
heat from larger volume of off-gas. In addition, Drop Out Box (DOB) was also installed to isolate larger duct particles and therefore it will minimize dust settlement in the duct. The
results of this project were not only successful to modify optimized off-gas & dust control,
but also significantly reduce the capital expenditure by 35% and accelerate the project
progress so that it can be finished in 18 months due to the efficiency and effectivity of the team’s effort during engineering, fabrication, and commissioning phases. Moreover, this
self-managed project was effectively helpful in accelerating transfer of knowledge and
shortening the learning curve of the personnel.
Keywords: Dedusting Plant, Revamping, Dust, Off-Gas, Drop Out Box
I. INTRODUCTION
As an integrated steel company, PT
Krakatau Steel (Persero) Tbk is currently
developing its ironmaking production facility by building Blast Furnace Plant which will
produce hot metal. Hot metal from Blast
Furnace Plant will be fed into Electric Arc
Furnace (EAF) and certainly will impact the operation of EAF Dedusting Plant since it
was designed only to process EAF off-gas
from a solid material-based operation.
To avoid the impacts of EAF raw material
recompositing, revamping is necessary to be implemented. The revamping includes the
installation of DOB and several modifications
in Water-Cooled Duct and Uncooled Duct.
DOB was installed to isolate larger duct particles and therefore it will minimize dust
settlement in the duct. The WCD was
reconditioned and extended to increase
Dedusting Plant capability to absorb heat
from larger volume of off-gas. The main
background of revamping necessity was
shown in this section. The main problem in Dedusting Plant in overcoming EAF raw
material transformation was explained in
Section II. Section III presented the new
design of Dedusting Plant and the mechanism of project execution. The result
of implementations was described and
analyzed in Section IV. Section V provided
the conclusions and future recommendations
which should be followed up after this project was finished.

KS
KS-Review Vol. VIII No.1/Agustus 2019 25
KS REVIEW IPTEK
II. MAIN PROBLEM IN DEDUSTING
PLANT
A. Overview Of Dedusting Plant
As shown in Figure 1 and Figure 2, the
dedusting system is designed with two duct
systems consists of the primary duct
(including water-cooled and uncooled duct) and the secondary duct (canopy duct) are
both mixed in the mixer duct before the
filter. Off-gas or waste gas from the EAF is
consecutively sucked through some water-cooled hot section of gas line, uncooled hot
gas line, force draft cooler and filter by
operation 2 ID fans (1 standby). Negative
pressure inside the EAF is measured, controlled and regulated by the Dilution
Electric Control (DEC) damper.
Figure 1: Dedusting Plant of Electric Arc Furnace
Figure 2: Dedusting Plant of Electric Arc Furnace (Top View)
26 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
The temperature at the inlet filter is
controlled by the Mixing Chamber which is
the equipment to mix temperature between the primary duct to the secondary duct
canopy while the water emergency damper
acts to lower the temperature in the duct
system in case of over temperature.
Filter bag in the filter plant is cleaned
through the cleaning system by cooling air
jet instrument. Dust will descend into the
filter hopper and passed continuously by a chain conveyor/rotary valve and bucket
elevator to the silo and ends in an open
container or truck.
Water-cooled Hot Gas Line
Water-Cooled Hot Gas Line is made by using
pipe boiler ST. 35.8.I. Water-cooled hot gas
line consists of furnace elbow, sliding sleeve,
and water-cooled duct section. To prevent
overheating in hot gas line as a result of heat radiation or heat impact or due to lack
of the flow of cooling water, water
temperature sensor and flow meter
measurement are installed to monitor each circuit water-cooling line.
Furnace elbow or elbow is fixed to face each
other with the elbow roof so that under
normal conditions (sliding sleeve close) has a clearance of approximately 50 mm. The
distance between the elbow with a fixed roof
which can be adjusted via a mechanism of
elbow sleeve sliding back and forth with the motor electric drive system (open and
close). The main function of the sliding
sleeve is for additional input from
atmospheric oxygen so that the exothermic reaction CO can take place completely in the
hot gas line. Under automatic conditions,
sliding movement of the sleeve is set based
on mode operating conditions EAF is happening.
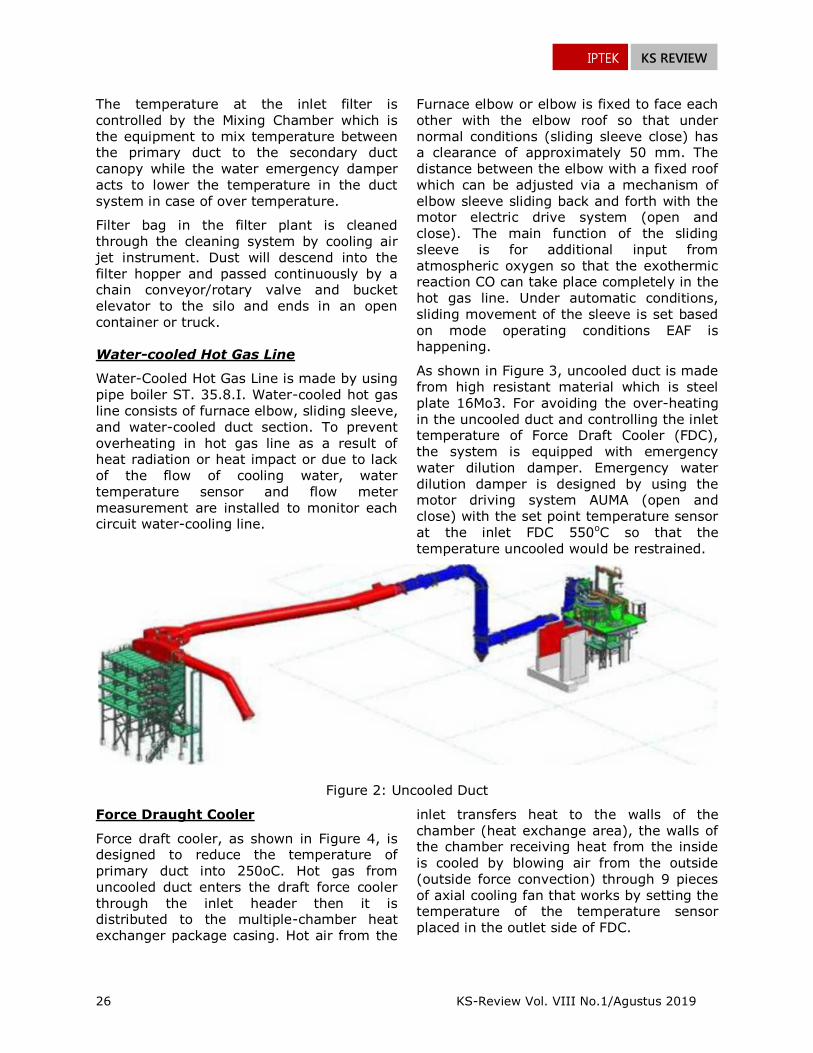
As shown in Figure 3, uncooled duct is made
from high resistant material which is steel
plate 16Mo3. For avoiding the over-heating
in the uncooled duct and controlling the inlet temperature of Force Draft Cooler (FDC),
the system is equipped with emergency
water dilution damper. Emergency water
dilution damper is designed by using the motor driving system AUMA (open and
close) with the set point temperature sensor
at the inlet FDC 550oC so that the
temperature uncooled would be restrained.
Figure 2: Uncooled Duct
Force Draught Cooler
Force draft cooler, as shown in Figure 4, is designed to reduce the temperature of
primary duct into 250oC. Hot gas from
uncooled duct enters the draft force cooler
through the inlet header then it is distributed to the multiple-chamber heat
exchanger package casing. Hot air from the
inlet transfers heat to the walls of the
chamber (heat exchange area), the walls of the chamber receiving heat from the inside
is cooled by blowing air from the outside
(outside force convection) through 9 pieces
of axial cooling fan that works by setting the temperature of the temperature sensor
placed in the outlet side of FDC.

KS
KS-Review Vol. VIII No.1/Agustus 2019 27
KS REVIEW IPTEK
Figure 4: Forced Draught Cooler
B. Performance Obstacles: Off-gas & Dust Settlement Increase
As shown in Figure 5, existing conditions
described in this study is related to the
operation of the process based on EAF data testing after Performance Test of new Oxy
Fuel Burner. Based on that testing, EAF frequent trips / off time due to maximum
limit of temperature in the primary duct (hot
gas line) was more than 700oC (600oC
design), as shown in the Figure 6.
Figure 5: Process Flow of Dedusting Plant
Figure 6: Dedusting System Trip Alarm due to Over Heat
1st
cooling
stage
Gas
cleaning
Primary
dedusting
Secondary dedusting
2nd
cooling
stage

28 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
If temperature of the hot gas line more than
700oC, the corresponding dedusting Trip
Alarm System will active then the EAF will switch off (trip) and will be operated again
after about 3 minutes when the temperature
of the hot gas line has dropped to 625oC.
This mechanism causes the power on time and tap to tap time of EAF increases
resulting in lower productivity.
Therefore, the condition of dedusting system
that often causes trip in EAF, the way is taken to reduce the utilization of Oxy Fuel
Burner which is only using 2 lances (from a
total of 3 units). This method is done to
reduce the thermal load received Hot Gas Line and avoid the occurrence of electricity
trip.
III. DESIGN OF REVAMPED
DEDUSTING PLANT
A. New Design Of Dedusting Plant
Carbon content in pig iron or hot metal
varies considerably depending on the
process source. Typically pig iron will
contain between 3 and 4.5 %. It is easy to see that use of large amounts of high carbon
materials must be balanced with oxygen
availability so that decarburization time is
not extended. The maximum practical decarburization rate in the EAF is much
lesser than in the BOF due to the shallow
metal bath. Exceeding a rate of 0.1 % C per
minute typically results in excessive metal
splashing and increased fume losses to the offgas system (see Equation (i)).
…………………(i)
The term ∂E/∂t denotes the internal energy
change of the gas stream due to combustion
reactions and evaporation of water spray in
the gas phase. Post-combustion of CO and H2 bearing off-gasses with air occurs in the
first plant unit (drop out box, post
combustion chamber, hot gas duct)/
Combustion reaction of CO, H2, and natural gas (CH4) from burners release energy to
the Off-gas as shown in Equation (ii):
(ii)
The position of the sampling lance ensures that the EAF off-gasses are measure before
mixing with air. Off-gas temperature and the
velocity of the gas flow are also measured.
The off-gas enthalpy is calculated on the basis of these measurements and yield
about 15-25% of total energy input. The
amount of infiltrated air in the furnace is
determined with calculated N2 volume flow
rate at EAF elbow. Measured off-gas enthalpy and infiltrated air volume flow
provide information about the tightness of
the furnace and the possibility of decreasing
the off-gas enthalpy in order to optimize the energy balance.
Figure 7: Influence of water-cooling system to the off-gas temperature
KS
KS-Review Vol. VIII No.1/Agustus 2019 29
KS REVIEW IPTEK
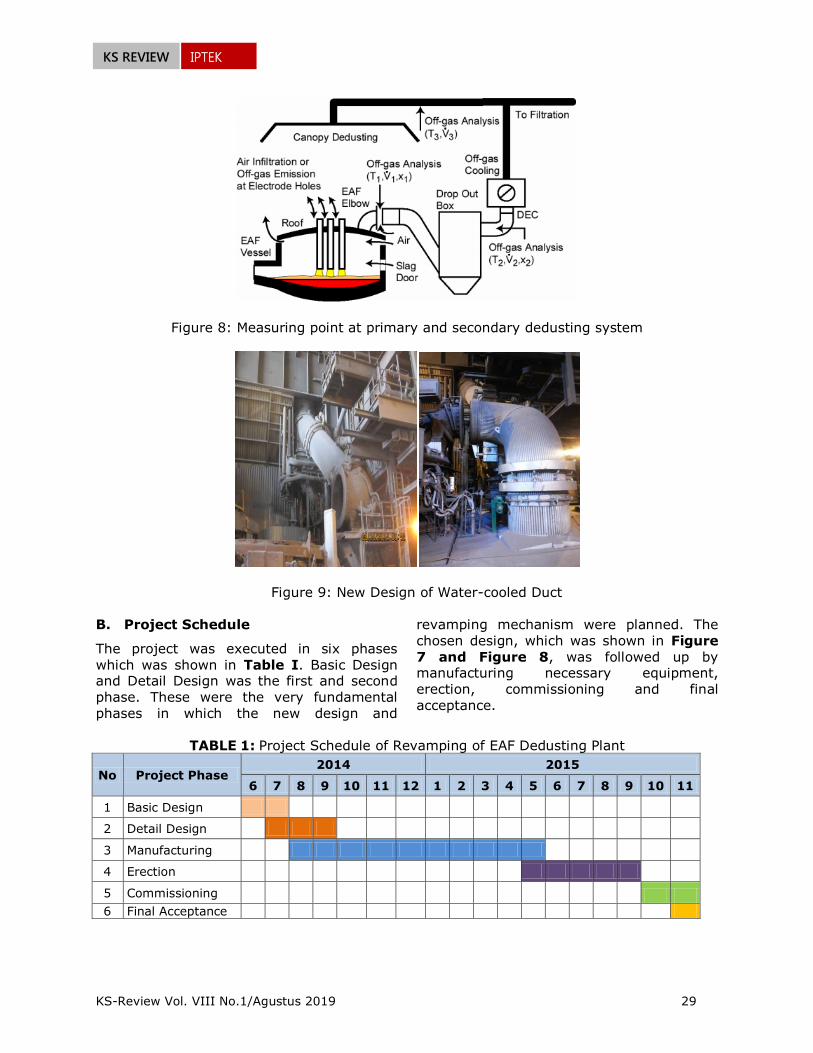
Figure 8: Measuring point at primary and secondary dedusting system
Figure 9: New Design of Water-cooled Duct
B. Project Schedule
The project was executed in six phases
which was shown in Table I. Basic Design and Detail Design was the first and second
phase. These were the very fundamental
phases in which the new design and
revamping mechanism were planned. The
chosen design, which was shown in Figure
7 and Figure 8, was followed up by manufacturing necessary equipment,
erection, commissioning and final
acceptance.
TABLE 1: Project Schedule of Revamping of EAF Dedusting Plant
No Project Phase 2014 2015
6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11
1 Basic Design
2 Detail Design
3 Manufacturing
4 Erection
5 Commissioning
6 Final Acceptance
30 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
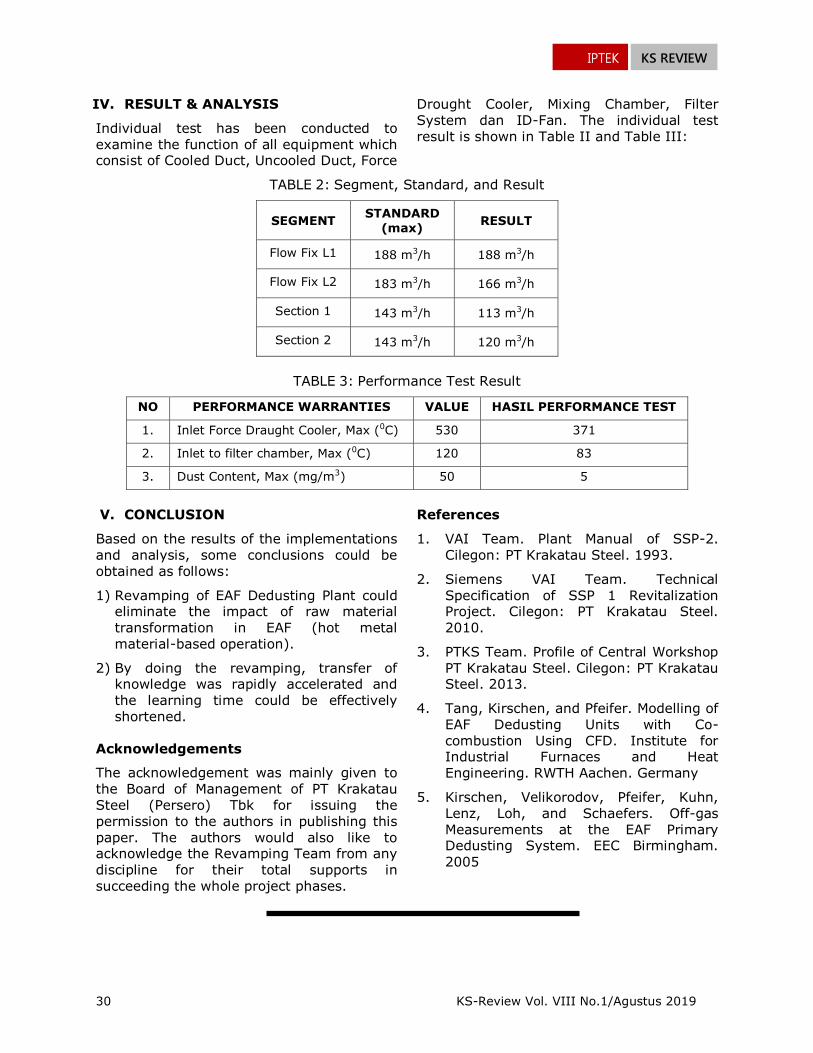
IV. RESULT & ANALYSIS
Individual test has been conducted to
examine the function of all equipment which consist of Cooled Duct, Uncooled Duct, Force
Drought Cooler, Mixing Chamber, Filter
System dan ID-Fan. The individual test
result is shown in Table II and Table III:
TABLE 2: Segment, Standard, and Result
SEGMENT STANDARD
(max) RESULT
Flow Fix L1 188 m3/h 188 m3/h
Flow Fix L2 183 m3/h 166 m3/h
Section 1 143 m3/h 113 m3/h
Section 2 143 m3/h 120 m3/h
TABLE 3: Performance Test Result
NO PERFORMANCE WARRANTIES VALUE HASIL PERFORMANCE TEST
1. Inlet Force Draught Cooler, Max (0C) 530 371
2. Inlet to filter chamber, Max (0C) 120 83
3. Dust Content, Max (mg/m3) 50 5
V. CONCLUSION
Based on the results of the implementations
and analysis, some conclusions could be
obtained as follows:
1) Revamping of EAF Dedusting Plant could eliminate the impact of raw material
transformation in EAF (hot metal
material-based operation).
2) By doing the revamping, transfer of knowledge was rapidly accelerated and
the learning time could be effectively
shortened.
Acknowledgements
The acknowledgement was mainly given to
the Board of Management of PT Krakatau
Steel (Persero) Tbk for issuing the
permission to the authors in publishing this
paper. The authors would also like to acknowledge the Revamping Team from any
discipline for their total supports in
succeeding the whole project phases.
References
1. VAI Team. Plant Manual of SSP-2.
Cilegon: PT Krakatau Steel. 1993.
2. Siemens VAI Team. Technical
Specification of SSP 1 Revitalization Project. Cilegon: PT Krakatau Steel.
2010.
3. PTKS Team. Profile of Central Workshop
PT Krakatau Steel. Cilegon: PT Krakatau Steel. 2013.
4. Tang, Kirschen, and Pfeifer. Modelling of
EAF Dedusting Units with Co-
combustion Using CFD. Institute for Industrial Furnaces and Heat
Engineering. RWTH Aachen. Germany
5. Kirschen, Velikorodov, Pfeifer, Kuhn,
Lenz, Loh, and Schaefers. Off-gas
Measurements at the EAF Primary Dedusting System. EEC Birmingham.
2005
KS
KS-Review Vol. VIII No.1/Agustus 2019 31
KS REVIEW IPTEK
MODERNISASI PROGRAMMABLE LOGIC CONTROLLER PADA
FASILITAS LIGHT PELATE TRIMDAN CROSSCUT SHEAR LINE
DI PT. KRAKATAU STEEL (PERSERO), TBK.
Aditya Tejo Widagdoa, Linggar Fergishab, Suhaipikc aDivisi Perawatan Pabrik Hot Strip Mill dan Wire Rod Mill, PT Krakatau Steel (Persero) Tbk. bDivisi Perawatan Pabrik Hot Strip Mill dan Wire Rod Mill. PT Krakatau Steel (Persero) Tbk. cDivisi Otomasi. PT Krakatau Steel (Persero) Tbk.
ABSTRAK
Seiring perkembangan teknologi yang sangat cepat, keusangan (obsolete) menjadi salah satu ancaman paling potensial dalam sistem otomasi. Masalah ini bahkan dapat
menghentikan pengoperasian peralatan dan dapat membuat proses produksi tidak lagi
berkelanjutan. Modernisasi (revamping) adalah salah satu solusi yang dapat diterapkan
untuk mengatasi ancaman ini. Makalah ini menjelaskan pelaksanaan proyek modernisasi system otomasi dari fasilitas “4-25 mm Light pelate Trim dan Crosscut Shear Line” (disebut
dengan “Shearing Line 1”) yang telah diselesaikan pada tahun 2012 secara swakelola oleh
PT Krakatau Steel (Persero) Tbk (PTKS). Programmable Logic Controller (PLC) yang telah
usang diganti dengan peralatan baru dengan beberapa adaptasi dan modifikasi program. Selain itu, ditambahkan pula fasilitas Human Machine Interface (HMI) pada peralatan
tersebut untuk memudahkan proses operasional dan perawatan. Hasil dari proyek ini tidak
hanya berhasil menghilangkan keusangan PLC, tetapi juga menekan penundaan perawatan
dari sisi otomasi secara signifikan hingga 100% selama setahun. Karena tidak ada
kebutuhan konsultasi teknis dari pihak eksternal selama fase engineering, erection, dan commissioning; maka proyek ini juga menghasilkan penghematan pengeluaran modal.
Selain itu, proyek yang dikelola secara mandiri ini secara efektif membantu dalam
mempercepat transfer pengetahuan dan memperpendek kurva pembelajaran personil.
1. PENDAHULUAN Setiap industri besi dan baja menghadapi
keusangan, bahkan di Tiongkok dan Amerika
Serikat sekalipun [2] [3]. Salah satu
karakteristik industri manufaktur ini adalah perlunya teknologi otomasi canggih untuk
memenuhi permintaan ketelitian proses
produksi dan kualitas produknya [4]. Untuk
industri semacam ini, keusangan adalah
ancaman yang sangat potensial. Keusangan adalah kondisi tertentu yang terjadi dalam
sistem otomasi ketika suku cadang tidak
diproduksi kembali [1]. Ketika ditemukan
teknologi yang lebih modern, pengembangan teknologi yang lebih tua
akan kurang diperhatikan. Skema ini akan
mengarah pada penghentian produksi suku
cadang yang dibuat dengan teknologi lama. Karena teknologi tumbuh dan berkembang
dengan cepat, masalah ini akan dihadapi
oleh setiap sistem otomasi yang terpasang
di seluruh dunia. Di PTKS, teknologi otomasi Shearing Line 1, terutama PLC, sudah
usang. Siemens, sebagai Original Equipment
Manufacturer (OEM) dari otomasi Shearing Line 1, secara resmi menyatakan bahwa
suku cadang yang dipasang dihentikan dan
tidak lagi tersedia di pasar. Jika sistem
otomasi telah usang, maka kerusakan apa pun yang terjadi pada peralatan hampir
tidak dapat diatasi. Pengadaan suku cadang
tidak dapat ditempuh karena tidak
diproduksi lagi, maka personil perawatan
hanya dapat mengandalkan suku cadang yang telah dimiliki sebelumnya. Setiap
modifikasi dari teknologi yang dilakukan
untuk memecahkan masalah tidak akan
memberikan efek jangka panjang. Dalam kondisi ini, keandalan pabrik akan turun
secara bertahap dan seluruh proses
produksi tidak lagi berkelanjutan. Untuk
menghindari dampak masif dari ancaman ini, pembenahan perlu segera dilakukan.
Modernisasi (revamping) adalah kegiatan
instalasi teknologi baru yang diterapkan
dalam satu set perangkat keras dan/atau perangkat lunak yang dinyatakan usang [4].
Revamping umumnya mencakup beberapa

32 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
modifikasi untuk menjembatani kesenjangan
yang ada antara dua teknologi yang
berbeda. Revamping, yang dilaksanakan dalam beberapa fase proyek, sangat efektif
untuk menghilangkan keusangan karena
ketersediaan setiap suku cadang baru yang
dipasang sangat tinggi untuk tahun-tahun berikutnya. Pembenahan otomasi yang
diterapkan di banyak industri besi dan baja
telah membawa beberapa kisah sukses,
seperti di Wuhan Iron and Steel Co. (WISCO), Aluminium Norf GmbH, Tata Steel
Corus (TSC), Salzgitter Flachstahl AG, dan di
Hot Strip Mill ( HSM) PTKS. [5] [6].
2. PERMASALAHAN OTOMASI DI SHEARING LINE 1
A. Gambaran Umum Shearing Line 1
Shearing Line 1 adalah salah satu jalur
finishing produk lembaran canai panas milik
PTKS. Fasilitas ini dibangun bersama dengan Hot Strip Mill (HSM) pada tahun 1983 oleh
SMS AG bekerja sama dengan Ferrostaal
AG. Seperti yang ditunjukkan pada Gambar
1. HSM memproduksi pelat melalui Reheating Furnace, Sizing Press, Roughing
Mill, Crop Shear, Finishing Mill, Laminar
Cooling, dan Down Coiler untuk membuat
produk Hot Rolled Coil (HRC). Shearing Line 1 dibangun di sebelah HSM sehingga HRC
dapat segera diproses menjadi Hot Rolled
pelate (HRP). Pabrik ini menggunakan
bahan baku HRC dengan kisaran ketebalan
4-25 mm dan menghasilkan produk HRP dengan rentang panjang 3-12 m. Jika
dibandingkan dengan HSM yang mampu
menghasilkan 2.400.000 ton per tahun,
kapasitas produksi Shearing Line 1 adalah 300.000 ton HRP per tahun.
Gambar 1: Diagram proses produk lembaran
canai panas PT. Krakatau Steel [7]
Gambar 2 menjelaskan proses produksi
Shearing Line 1. Pada awalnya, HRC dimuat
ke dalam mandrel Pay Off Reel dan ditarik oleh Pinch Roll No. 1 untuk memasuki
Leveler No. 1. Setelah diratakan, strip
kemudian ditarik oleh Pinch Roll No. 2 ke
Trimming Shear. Tepi strip yang telah dipangkas dipotong-potong dengan Scrap
Chopper di setiap sisi. Strip kemudian sekali
lagi ditarik oleh Pinch Roll No. 3 sebelum
dipotong menjadi pelat dengan menggunakan Crosscut Shear. Pelat
mengalir melalui Run Out Conveyor,
diratakan oleh Leveler No. 2, dicap/ditandai
dengan label identitas produk, dan akhirnya ditumpuk oleh Piling Bridge. Crane
kemudian menangani pelat yang ditransfer
ke area penyimpanan, sedangkan pelat yang
ditolak akan dilokalkan oleh Pinch Roll
terakhir. Shearing Line 1 memiliki dua mode operasi. Mode Trimmed Edge digunakan
untuk menghasilkan pelat yang dipotong
pada bagian tepinya (edge-trimmed),
sedangkan mode Mill Edge memiliki proses yang hampir sama dengan Trimmed Edge
tetapi tidak ada proses pemotongan di tepi
yang terjadi.
Gambar 2: Shearing Line 1 PT. Krakatau
Steel (Persero), Tbk. [8]
B. Hambatan Kinerja: Keusangan dan Perawatan Fasilitas
Peralatan rolling di Shearing Line 1 sebagian
besar digerakkan oleh motor listrik. Motor-
motor ini dijalankan dengan beberapa
prasyarat yang mencakup tidak hanya aspek keselamatan tetapi juga kesiapan peralatan
itu sendiri. Proses otomasi ini, yang
dirumuskan sebagai sistem kontrol logika
berurutan, ditangani oleh PLC. PLC adalah nama yang diberikan untuk jenis komputer
yang biasa digunakan dalam aplikasi kontrol
komersial dan industri. PLC berbeda dari
komputer kantor baik dalam jenis tugas
KS
KS-Review Vol. VIII No.1/Agustus 2019 33
KS REVIEW IPTEK
yang dilakukan maupun perangkat keras
dan perangkat lunak yang dibutuhkan untuk
melakukan tugas-tugas itu. Selain masing-masing aplikasi spesifik sangat bervariasi,
semua PLC memonitor input dan nilai
variabel yang dikontrol, membuat keputusan
berdasarkan program yang tersimpan, dan mengontrol output untuk membuat proses
atau mesin bekerja secara otomatis. [9]
Setiap industri besi dan baja melibatkan PLC
dalam proses produksinya, termasuk Shearing Line 1 PTKS. PLC yang digunakan
di Shearing Line 1 adalah tipe S5-150 yang
diproduksi oleh Siemens. PLC ini sudah
sangat tua sejak dipasang pada saat pembangunan Shearing Line 1. Saat ini, S5-
150 dinyatakan oleh Siemens sebagai salah
satu produk yang telah usang. Oleh karena
itu, semua suku cadangnya dihentikan dan
tidak lagi tersedia di pasar. Kondisi ini memaksa personel perawatan untuk hanya
mengandalkan suku cadang lama PLC.
Selain itu, beberapa suku cadang PLC tidak
memiliki suku cadang yang tersisa karena beberapa di antaranya telah digunakan
sebagai pengganti yang rusak. Fakta ini
benar-benar ancaman potensial. Jika terjadi
kerusakan pada PLC dan tidak ada suku cadang yang tersedia, proses produksi
Shearing Line 1 akan dipaksa berhenti.
Kondisi ini akan berdampak pada
keberlanjutan seluruh proses produksi PTKS.
Selain usang, PLC S5-150 menggunakan bahasa pemrograman Statement List (STL)
yang dijalankan di bawah sistem operasi
DOS.[10] yang sulit dipahami oleh sebagian
besar personel perawatan. Oleh karena itu, jika masalah terjadi dalam sistem kontrol
logika berurutan, proses pemecahan
masalah akan memakan waktu yang cukup
lama. Penundaan perawatan ini menurunkan ketersediaan peralatan dan dengan
demikian tonase produksi maksimum tidak
dapat dicapai. Kondisi-kondisi ini, baik
keusangan dan kesulitan perawatan, dapat diselesaikan dengan skema modernisasi
seperti pembenahan.
3. DESAIN MODERNISASI OTOMASI
A. Arsitektur Otomasi
PLC seri S7 adalah penerus seri PLC S5. Hal
ini berarti bahwa S7 dapat "memahami"
bahasa pemrograman yang digunakan
dalam S5 sehingga tidak akan ada kebutuhan rekayasa ulang secara total dan
lebih banyak waktu dapat dihemat selama
proses pembenahan. S7-400 adalah varian
dari seri S7, yang tidak hanya memberikan kapasitas memori yang besar untuk
menangani beberapa program dengan
kompleksitas tinggi, tetapi juga bit rate
tinggi untuk pemrosesan data[9]. Karakteristik ini sesuai untuk dipasang di
Shearing Line 1 karena pabrik ini memiliki
ratusan sinyal input/output (I/O). Selain itu,
bagian peralatan S7-400 itu sendiri lebih sederhana dari S5, baik dalam dimensi
maupun fungsinya. Sebagai contoh, modul
I/O S5 memiliki 2 byte I/O (saluran 16 bit),
sedangkan modul yang sama di S7 dapat
menampung hingga 4 byte I/O (saluran 32 bit). Fitur ini akan menyederhanakan
aktivitas perawatan. Oleh karena itu, dalam
pembenahan Shearing Line 1, seri S7 dipilih
sebagai pengganti S5.
Arsitektur sistem PLC yang diubah
ditunjukkan pada Gambar 3. Sistem PLC ini
dibagi menjadi tiga blok: blok utama PLC,
blok I/O jarak jauh, dan blok HMI. Blok Utama terhubung ke I/O jarak jauh dengan
menggunakan Profibus-DP, sementara HMI
terhubung ke blok utama melalui Ethernet
dengan protokol komunikasi TCP/IP. Blok
HMI juga terhubung ke Corporate Local Area Network (LAN) PTKS. Koneksi ini
memberikan kemampuan sistem PLC untuk
mengakses data dari mainframe dan Process
Control System (PCS). Blok utama PLC S7-400 terdiri dari modul catu daya PS 407 4A,
Central Processing Unit (CPU) CPU 414-2
DP, dan modul komunikasi CP 343-1. Catu
daya mempertahankan catu daya yang diperlukan untuk CPU dan modul
komunikasi. Modul CPU, otak PLC, memiliki
tanggung jawab untuk mempertahankan
semua operasi logis dalam sistem kontrol berurutan yang diprogram. Selain itu, modul
komunikasi bertindak sebagai pengatur lalu
lintas antara CPU, Remote I/O, dan HMI.
Remote I/Os adalah perangkat keras tempat
sensor dan kontaktor pada Shearing Line 1 terhubung. Modul Input Jauh menerima
sinyal input dari sensor medan dan

34 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
mengirimkannya ke CPU untuk diproses oleh
sistem kontrol logika berurutan. Program ini
memberikan beberapa nilai output ke Remote Output dan modul-modul ini akan
mengirimkan sinyal ini ke dalam kontaktor
dan relay. Untuk lebih dari 1500 I/O yang
tersedia, lebih dari 50 modul dipasang di delapan blok I/O yang terpisah. Masing-
masing didukung oleh modul antarmuka
independen ET-200M.
Gambar 3: Arsitektur sistem PLC revitalisasi
Shearing Line 1 [11]
Selain penggantian PLC, HMI juga dipasang
dan disinkronkan dengan PLC. HMI dapat secara sederhana didefinisikan sebagai
perangkat lunak yang membantu orang
untuk mengoperasikan perangkat keras.
HMI yang dipasang di otomasi Shearing Line
1 adalah Intouch Wonderware Versi 10.1.[12]
Blok HMI terdiri dari komputer server dan
komputer klien. Komputer server terletak di
ruang kontrol listrik/rumah switch untuk
tujuan rekayasa dan perawatan, sedangkan komputer klien berada di ruang kontrol
mimbar/operator untuk tujuan operasional.
HMI ini menjembatani operator dengan
perangkat keras seperti PLC, sistem penandaan pelat, mainframe dan PCS. Oleh
karena itu, HMI memungkinkan operator
dalam memantau kondisi pabrik, menandai
strip program untuk ditandai, dan mengakses data produksi dalam satu
komputer. Untuk pengembangan di masa
mendatang, komputer klien tambahan dapat
dipasang dan ditempatkan di ruang kontrol
operator sekunder Shearing Line 1.
B. Skema dan Mekanisme Proyek
Proyek ini dilaksanakan dalam delapan fase
yang ditunjukkan pada Tabel 1. Design dan
Engineering adalah fase pertama. Fase ini
adalah fase yang sangat mendasar di mana arsitektur otomasi dan mekanisme
pembenahan direncanakan. Arsitektur yang
dipilih, sebagaimana ditunjukkan pada
Gambar 3, diikuti dengan pengadaan peralatan yang diperlukan. Fase
engineering, yang dilakukan tanpa
partisipasi ahli teknis eksternal, difokuskan
terutama pada migrasi program otomasi S5-150 ke dalam format bahasa pemrograman
S7-400. Salah satu keunggulan produk
otomasi Siemens adalah kompatibilitas,
yaitu memungkinkan penerus PLC untuk memahami bahasa pendahulunya. Hal ini
memberi banyak keuntungan dalam
penghematan waktu dan pengurangan
kompleksitas. Setelah peralatan yang dibeli
dikirimkan, beberapa pengembangan juga dipertimbangkan untuk memastikan bahwa
karakteristik perangkat keras dapat
disinkronkan dengan perangkat lunak.
Fase berikutnya adalah Erection. Fase ini sebenarnya dapat diselesaikan dalam waktu
kurang dari sebulan karena hanya terdiri
dari pembongkaran set S5-150 dan
langsung menggantinya dengan S7-400. Namun, beban produksi Shearing Line 1
sangat tinggi pada waktu itu, sehingga
pabrik tidak diizinkan berhenti kecuali
selama hari perawatan, yang berlangsung
dua shift dalam setiap dua minggu. Persyaratan ini memaksa tim proyek untuk
melaksanakan fase ini langkah demi
langkah: pemasangan perangkat keras di
panel kontrol listrik baru, persiapan koneksi kabel paralel, dan akhirnya menghubungkan
I/O jarak jauh ke relay. Fase berikutnya
dilakukan dengan persyaratan yang sama
dari pemilik pabrik. Fase terakhir dari Proyek ini adalah commissioning.
Commissioning adalah proses lengkap untuk
memeriksa setiap aspek fungsional baik
perangkat keras maupun perangkat lunak. Fase ini memastikan bahwa setiap arsitektur
dan program otomasi yang direkayasa
bekerja sesuai dengan rancangan untuk
peralatan tersebut. Kerusakan yang diamati
segera ditindaklanjuti dengan modifikasi program atau pemecahan masalah
perangkat keras.

KS
KS-Review Vol. VIII No.1/Agustus 2019 35
KS REVIEW IPTEK
Tabel 1: Jadwal Proyek Pembenahan PLC [11]
Setelah sistem PLC yang dirubah
sepenuhnya ditugaskan, finalisasi
dokumentasi dibuat dalam bentuk diagram
bangun, diagram sirkuit dan diagram blok program fungsional, dan buku manual
pemecahan masalah. Dokumen-dokumen ini
digunakan pada tahap berikutnya sebagai
materi pelatihan. Tujuan pelatihan adalah untuk memastikan bahwa petugas
perawatan dapat memahami teknologi yang
dipasang dengan baik dan mengetahui
standar prosedur pemecahan masalah ketika kesalahan terjadi. Pelatihan ini
diadakan tidak hanya dalam format kelas,
tetapi juga di pabrik, terutama dengan
mengeksplorasi studi kasus beberapa
kegagalan fungsi PLC. Akhirnya, setelah semua fase di atas diselesaikan, Final
Acceptance Certificate (FAC) ditandatangani
dan hasil pekerjaan diserahkan dari
pelaksana proyek ke pemilik proyek.
4. HASIL DAN ANALISIS
A. Peningkatan Kinerja Peralatan
Setelah diubah, kontrol logika berurutan
dari sistem otomasi ditangani oleh PLC S7-400 baru. Ketersediaan suku cadang S7-400
tinggi, tidak hanya untuk modul utama
tetapi juga aksesori. Oleh karena itu,
masalah keusangan yang dihadapi oleh PLC dapat dihilangkan. Dalam aspek kinerja
peralatan, S7-400 memiliki keandalan yang
tinggi. Catatan kinerja PLC Shearing Line 1
diwakili oleh grafik penundaan perawatan
yang ditunjukkan pada Gambar 4. Pada tahun 2011, ketika S5-150 masih
digunakan, waktu penundaan perawatan
cukup lama. Penundaan ini disebabkan oleh
beberapa kegagalan fungsi pada CPU dan
modul I/O jarak jauh. S5-150 sebagian
besar terdiri dari komponen elektronik yang
dirakit dalam format kartu dengan jangka waktu pengoperasian hampir 30 tahun
sehingga kinerjanya menurun secara
bertahap dan beberapa masalah sering
terjadi. Selain itu, karena bahasa pemrograman dan unit pemrograman
benar-benar dasar, bahkan personel
perawatan yang terampil membutuhkan
waktu yang cukup lama dalam melacak akar masalah sebelum dapat melakukan tindakan
korektif. Setelah PLC diganti pada tahun
2012, penundaan perawatan dapat ditekan
hingga 100% dalam dua semester berturut-turut. Tidak ada kesalahan pada CPU dan
modul I/O jarak jauh. Ini membuktikan
bahwa sistem yang diubah sangat andal
dalam mendukung sistem otomasi Shearing
Line 1, baik dalam mode operasi Mill Edge dan Trimmed Edge.
Gambar 4: Keterlambatan Perawatan PLC
dari Shearing Line 12011-2012 [13]
B. HMI Sebagai Nilai Tambah Operasi
dan Perawatan
HMI membantu operator dalam
mengoperasikan dan memantau tidak hanya
setiap unit rolling tetapi juga peralatan
tambahan. Gambar 5 menunjukkan tampilan utama HMI di ruang kontrol
operator. Keberadaan HMI memberikan
peningkatan operasional yang signifikan di
area Shearing Line 1. Karena HMI ini
terhubung ke mainframe, identitas koil tersedia online dan karenanya proses
penandaan pelat bisa otomatis. Selain itu,
karena HMI juga bertindak sebagai
jembatan antara PLC, PCS, mainframe, dan
V VI VII VII IX X XI XII I II III IV
1Design and
Engineering
2 Procurement
3 Development
4 Erection
5 Commissioning
6 Documentation
7 Training
8Final
Acceptance
2011 2012No Project Phase
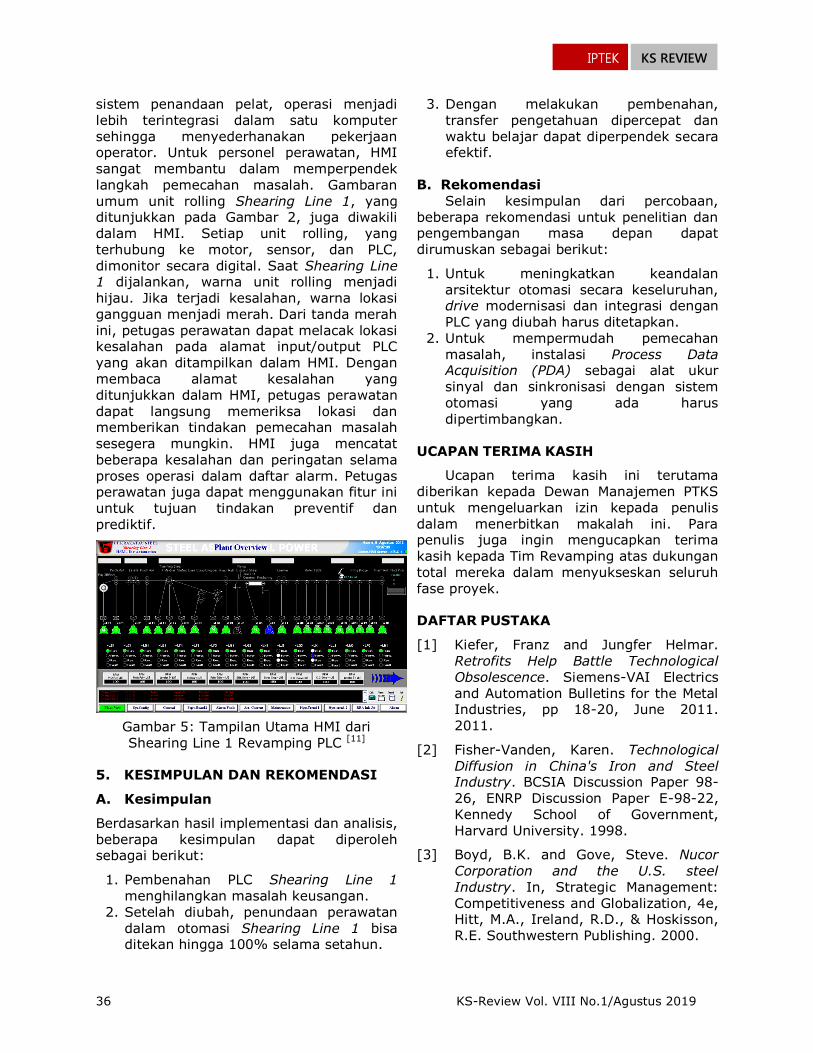
36 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW IPTEK
sistem penandaan pelat, operasi menjadi
lebih terintegrasi dalam satu komputer
sehingga menyederhanakan pekerjaan operator. Untuk personel perawatan, HMI
sangat membantu dalam memperpendek
langkah pemecahan masalah. Gambaran
umum unit rolling Shearing Line 1, yang ditunjukkan pada Gambar 2, juga diwakili
dalam HMI. Setiap unit rolling, yang
terhubung ke motor, sensor, dan PLC,
dimonitor secara digital. Saat Shearing Line 1 dijalankan, warna unit rolling menjadi
hijau. Jika terjadi kesalahan, warna lokasi
gangguan menjadi merah. Dari tanda merah
ini, petugas perawatan dapat melacak lokasi kesalahan pada alamat input/output PLC
yang akan ditampilkan dalam HMI. Dengan
membaca alamat kesalahan yang
ditunjukkan dalam HMI, petugas perawatan
dapat langsung memeriksa lokasi dan memberikan tindakan pemecahan masalah
sesegera mungkin. HMI juga mencatat
beberapa kesalahan dan peringatan selama
proses operasi dalam daftar alarm. Petugas perawatan juga dapat menggunakan fitur ini
untuk tujuan tindakan preventif dan
prediktif.
Gambar 5: Tampilan Utama HMI dari
Shearing Line 1 Revamping PLC [11]
5. KESIMPULAN DAN REKOMENDASI
A. Kesimpulan
Berdasarkan hasil implementasi dan analisis,
beberapa kesimpulan dapat diperoleh sebagai berikut:
1. Pembenahan PLC Shearing Line 1
menghilangkan masalah keusangan.
2. Setelah diubah, penundaan perawatan
dalam otomasi Shearing Line 1 bisa ditekan hingga 100% selama setahun.
3. Dengan melakukan pembenahan,
transfer pengetahuan dipercepat dan
waktu belajar dapat diperpendek secara efektif.
B. Rekomendasi
Selain kesimpulan dari percobaan,
beberapa rekomendasi untuk penelitian dan pengembangan masa depan dapat
dirumuskan sebagai berikut:
1. Untuk meningkatkan keandalan
arsitektur otomasi secara keseluruhan, drive modernisasi dan integrasi dengan
PLC yang diubah harus ditetapkan.
2. Untuk mempermudah pemecahan
masalah, instalasi Process Data Acquisition (PDA) sebagai alat ukur
sinyal dan sinkronisasi dengan sistem
otomasi yang ada harus
dipertimbangkan.
UCAPAN TERIMA KASIH
Ucapan terima kasih ini terutama
diberikan kepada Dewan Manajemen PTKS
untuk mengeluarkan izin kepada penulis
dalam menerbitkan makalah ini. Para penulis juga ingin mengucapkan terima
kasih kepada Tim Revamping atas dukungan
total mereka dalam menyukseskan seluruh
fase proyek.
DAFTAR PUSTAKA
[1] Kiefer, Franz and Jungfer Helmar.
Retrofits Help Battle Technological
Obsolescence. Siemens-VAI Electrics
and Automation Bulletins for the Metal Industries, pp 18-20, June 2011.
2011.
[2] Fisher-Vanden, Karen. Technological
Diffusion in China's Iron and Steel Industry. BCSIA Discussion Paper 98-
26, ENRP Discussion Paper E-98-22,
Kennedy School of Government,
Harvard University. 1998.
[3] Boyd, B.K. and Gove, Steve. Nucor
Corporation and the U.S. steel
Industry. In, Strategic Management:
Competitiveness and Globalization, 4e, Hitt, M.A., Ireland, R.D., & Hoskisson,
R.E. Southwestern Publishing. 2000.
KS
KS-Review Vol. VIII No.1/Agustus 2019 37
KS REVIEW IPTEK
[4] Hoffmann, Bernd. Modernization
Package: Pacesetter for the Metals
Industries. Siemens-VAI Electrics and Automation Bulletin for the Metal
Industries, pp 6-11, June 2011. 2011.
[5] Monch, Michael. Best Engineered Drive
System for Best Plant Performance. Siemens-VAI Electrics and Automation
Bulletin for the Metal Industries, pp
42-46, June 2011. 2011.
[6] Febrian, Nicky Andra. Performance Report of Hot Strip Mill after
Revitalization. Cilegon: PT Krakatau
Steel (Persero) Tbk. 2011.
[7] HCT&EC Instructor Team. Hot Strip Mill Production Facility of PT Krakatau Steel
(Persero) Tbk. Cilegon: PT Krakatau
Steel (Persero) Tbk. 2010.
[8] Anonym. 4-25 mm Light pelate Trim
and Crosscut Shear Line Manual Book. Krakatau Steel HSM 88” Electrical
Equipment Volume 10 E283/002374.
Siemens AG & Ferrostaal AG. 1983.
[9] -----------. S7-400 Automation System
Module Data Reference Manual,
08/2011, Book Number A5E00850736-07. Nurnberg: Siemens AG – Industry
Sector. 2011.
[10] -----------. Simatic S5-150 Training
Course and Basic Principles. Siemens Training Center for Automation, Book
Number E80850-K17-X-AI-7600.
Siemens AG. 1983.
[11] Suhaipik and Widagdo, Aditya Tejo. Project Documentation of Retrofit
Shearing Line 1. Cilegon: PT Krakatau
Steel (Persero) Tbk. 2012.
[12] Anonym. Wonderware® FactorySuite™ InTouch™ User’s Guide.
Massachusetts: Invensys Systems,
Inc. 2002.
[13] Farida, Siti. Monthly Production Report
of Shearing Line 1 and Hot Skin Pass Mill Area. Cilegon: PT Krakatau Steel
(Persero) Tbk. 2012.
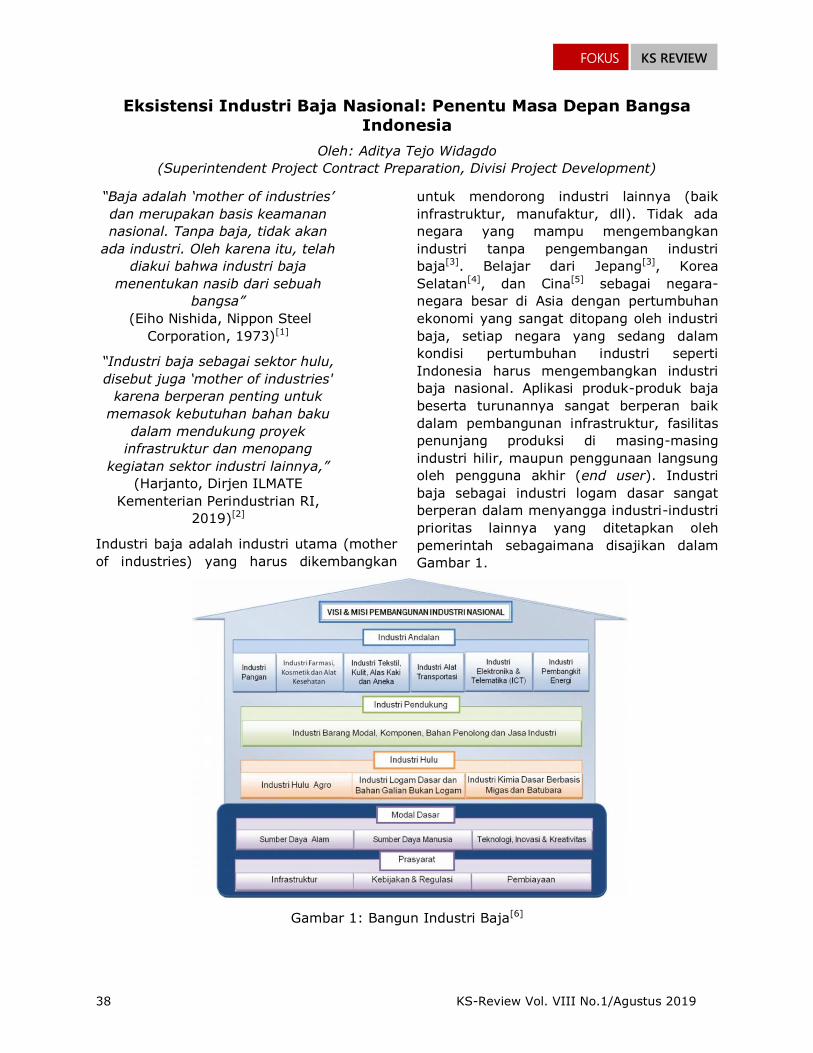
38 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW FOKUS
Eksistensi Industri Baja Nasional: Penentu Masa Depan Bangsa
Indonesia
Oleh: Aditya Tejo Widagdo
(Superintendent Project Contract Preparation, Divisi Project Development)
“Baja adalah ‘mother of industries’
dan merupakan basis keamanan
nasional. Tanpa baja, tidak akan
ada industri. Oleh karena itu, telah
diakui bahwa industri baja
menentukan nasib dari sebuah
bangsa”
(Eiho Nishida, Nippon Steel
Corporation, 1973)[1]
“Industri baja sebagai sektor hulu,
disebut juga ‘mother of industries'
karena berperan penting untuk
memasok kebutuhan bahan baku
dalam mendukung proyek
infrastruktur dan menopang
kegiatan sektor industri lainnya,”
(Harjanto, Dirjen ILMATE
Kementerian Perindustrian RI,
2019)[2]
Industri baja adalah industri utama (mother
of industries) yang harus dikembangkan
untuk mendorong industri lainnya (baik
infrastruktur, manufaktur, dll). Tidak ada
negara yang mampu mengembangkan
industri tanpa pengembangan industri
baja[3]. Belajar dari Jepang[3], Korea
Selatan[4], dan Cina[5] sebagai negara-
negara besar di Asia dengan pertumbuhan
ekonomi yang sangat ditopang oleh industri
baja, setiap negara yang sedang dalam
kondisi pertumbuhan industri seperti
Indonesia harus mengembangkan industri
baja nasional. Aplikasi produk-produk baja
beserta turunannya sangat berperan baik
dalam pembangunan infrastruktur, fasilitas
penunjang produksi di masing-masing
industri hilir, maupun penggunaan langsung
oleh pengguna akhir (end user). Industri
baja sebagai industri logam dasar sangat
berperan dalam menyangga industri-industri
prioritas lainnya yang ditetapkan oleh
pemerintah sebagaimana disajikan dalam
Gambar 1.
Gambar 1: Bangun Industri Baja[6]
KS
KS-Review Vol. VIII No.1/Agustus 2019 39
KS REVIEW FOKUS
Permintaan kebutuhan baja di Indonesia
meningkat dengan pesat dalam beberapa
tahun terakhir. Pada tahun 2018, terdapat
permintaan baja domestic hingga mencapai
15 juta ton, tumbuh lebih dari 10%
dibandingkan dengan tahun sebelumnya.
Namun, walaupun telah tumbuh di atas 25%
dalam satu tahun, kapasitas suplai baja
nasional saat ini hanya sebesar 10 juta ton
per tahun, sehingga sisanya diisi oleh
pemain baja impor[7]. Jika kenaikan
permintaan baja yang sangat pesat ini tidak
diimbangi dengan peningkatan kapasitas
produksi dalam negeri, maka akan semakin
banyak produk baja impor yang membanjiri
Indonesia. Derasnya arus impor produk baja
ini dapat memberikan dampak negatif baik
terhadap industri baja dalam negeri secara
mikro maupun terhadap negara Indonesia
secara makro. Secara mikro, keberlanjutan
bisnis industri baja dalam negeri dapat
terganggu karena produk baja impor ini,
khususnya yang berupa grade komersial dan
berasal dari negara tertentu, memiliki harga
lebih murah dibanding produk baja dalam
negeri akibat adanya indikasi perdagangan
tidak sehat yang semakin meluas. Dari aspek
makro, aktivitas impor secara kontinu
dengan nilai yang cukup besar ini dapat
menghasilkan defisit yang sangat besar
dalam neraca perdagangan Indonesia.
Sebagai mitigasi atas fenomena tersebut,
pemerintah melalui kementerian terkait
berupaya menekan laju impor produk baja
untuk menjaga kestabilan neraca
perdagangan. Selain melakukan revisi
terhadap Permendag 22/2018 menjadi
Permendag 110/2018 untuk membuat iklim
kompetisi bisnis baja dalam negeri menjadi
lebih kondusif, pemerintah juga melakukan
beberapa inisiasi untuk mengembangkan
industri baja dalam negeri baik melalui peran
industri lokal maupun partisipasi investor
asing. Pemerintah telah berhasil
menggandeng investor untuk membangun
kompleks pabrik baja senilai 6 Miliar US
Dollar dengan kapasitas produksi 3,5 juta
ton/tahun di Morowali, Sulawesi Tenggara.
Investor lain juga telah berminat untuk
membangun kompleks pabrik baja senilai 2,5
Miliar US Dollar dengan kapasitas produksi 3
juta ton/tahun di Kendal, Jawa Tengah.
Tidak ketinggalan dengan dua investasi asing
yang baru masuk ini, Pemerintah juga
mendukung penuh upaya PT Krakatau Steel
(Persero) Tbk (“PTKS”) untuk bekerja sama
dengan POSCO sebagai salah satu
peusahaan baja terbesar dan terbaik di dunia
dalam rangka mewujudkan pembangunan
Klaster Baja 10 Juta Ton di Cilegon yang
memiliki nilai investasi jangka panjang
hingga 4 Miliar US Dollar. Ketiga contoh ini
merupakan bukti nyata komitmen
pemerintah dalam mendukung pertumbuhan
industri baja di dalam negeri sebagai mother
of industries.
Namun demikian, dengan upaya-upaya yang
telah ditempuh tersebut, bukan berarti
kemandirian baja nasional sudah menjadi
jaminan akan tercapai di depan mata. Masih
banyak tantangan yang harus ditindaklanjuti
bersama oleh industri dalam negeri untuk
mempertahankan eksistensinya di tengah
derasnya arus globalisasi dan perdagangan
bebas. Mulai dari ketergantungan terhadap
bahan baku impor yang nyaris mutlak,
tingginya harga gas alam dan batu bara,
hingga permasalahan operasional yang
bersifat teknis seperti produktivitas dan
efisiensi. Dalam menghadapi tantangan
internal dan eksternal yang dahsyat ini,
industri baja nasional perlu melakukan
internalisasi yang optimal dengan disertai
kerja sama strategis yang sinergis untuk
tumbuh dan berkembang secara bersama-
sama. Melalui peran aktif dan kolaborasi
yang efektif, industri baja nasional
diharapkan dapat menjadi salah satu tulang
punggung perekonomian nasional. Melalui
berlimpahnya produk baja dalam negeri
dengan kualitas yang memadai, Indonesia
dapat memiliki ketahanan ekonomi yang
lebih kuat dan mengurangi ketergantungan
terhadap produk impor. Mengalirnya produk
baja nasional ini ke sektor yang lebih hilir
untuk diaplikasikan dalam skala yang lebih
luas dapat menimbulkan multiplier effect
yang mampu mendongkrak perekonomian
40 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW FOKUS
Indonesia lebih jauh di masa depan dan
menimbulkan lompatan yang lebih jauh bagi
Indonesia untuk bertransformasi menjadi
negara maju. Steel as a national power.
Referensi:
1. Nishida, Eiho. 1973. History of Steel in
Japan. Tokyo: Nippon Steel
Corporation.
2. Ansori, Munib. 2019. RI Tingkatkan
Kapasitas Produksi Baja untuk
Kebutuhan Domestik. Dikutip dari
Harian Ekonomi Neraca Edisi 26 Maret
2019.
3. Elbaum, Bernard. 2007. How Godzilla
Ate Pittsburgh: The Long Rise of the
Japanese Iron and Steel Industry,
1900–1973. Social Science Japan
Journal Vol. 10, No. 2, pp 243-264.
4. Chung, C.H., and Sa, D.C. 2017. The
Korean Steel Industry in Retrospect:
Lessons for Developing Countries. Asian
Steel Watch Vol-04 December 2017.
5. Popescu, GH.H., et al. 2015. China’s
Steel Industry as A Driving Force for
Economic Growth and International
Competitiveness. Metalurgija 55 (2016)
1, 123-126. ISSN 0543-5846.
6. Kementerian Perindustrian Republik
Indonesia. 2015. Rencana Induk
Pembangunan Industri Nasional 2015 –
2035. Peraturan Pemerintah Republik
Indonesia Nomor 14 Tahun 2015.
7. Yong, T.A. 2019. Performance of the
ASEAN Iron and Steel Industry in 2018
and Outlook. South East Asia Steel
Industry Institute (SEAISI) Conference
and Exhibition 2019.
Baja Tahan Api (Fire Resistant Steel):
Baja Struktur Berkekuatan Tinggi pada Aplikasi Ekstrim
Oleh: Agung Baskoro (Senior Engineer Process & Product Development, Divisi Research & Development)
Baja pada dasarnya merupakan material
yang tidak mudah terbakar, namun baja
dapat kehilangan kekuatan saat dipanaskan pada temperatur tertentu. Oleh karena itu
pada struktur gedung maupun bangunan
lainnya dibutuhkan baja yang memiliki
ketahanan terhadap temperatur tinggi yang dapat mempertahankan kualitas dan sifat
mekanik nya.
Salah satu karakteristik dari baja tahan api
atau baja tahan temperatur tinggi adalah nilai yield strength pada temperatur 600oC
sebesar 2/3 atau lebih dari nilai yield
strength standard yang ditetapkan pada
temperatur ruang. Selain itu, nilai yield ratio
(YR) baja ≤ 80% untuk mendapatkan kekuatan yang lebih baik pada temperatur
tinggi[1].
Salah satu contoh aplikasi baja tahan
temperatur tinggi adalah Uncooled Ducting
yang merupakan salah satu bagian dari
sistem dedusting di Electric Arc Furnace
(EAF) PT Krakatau Steel (Persero) Tbk. Uncooled Ducting berfungsi sebagai saluran
pembuangan debu panas (temperatur
500oC) yang dihasilkan selama proses
peleburan baja di EAF. Spesifikasi baja yang digunakan untuk aplikasi ini adalah DIN
17175 15Mo3 yang diproduksi oleh PT
Krakatau Steel (Persero) Tbk sendiri dengan
menambahkan elemen paduan Molibdenum (Mo). Elemen ini di dalam baja dapat
meningkatkan ketahanan baja pada
temperatur tinggi dan meningkatkan
ketahanan mulur (creep resistant)
dikarenakan dapat memberikan pengaruh dalam menghambat pergerakan dislokasi
melalui mekanisme solid solution
strengthening.

KS
KS-Review Vol. VIII No.1/Agustus 2019 41
KS REVIEW FOKUS
Baja Tahan Api ini juga dapat diaplikasikan
pada Boiler, Bejana Bertekanan, Struktur Bangunan, dan struktur lain pada kondisi
operasi hingga temperature 600oC.
Catatan :
1. Y. Mizutani, etc, 590MPa Class Fire-Resistant Steel for Building Structural Use, Nippon Steel
Technical Report, 2004
2. DIN Deutsches Institut fur Normung e. V, 1982

42 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW INFO
Blast Furnace PT Krakatau Steel
Mulai Beroperasi
Setelah penantian sekian lama akhirnya
pada tanggal 11 Juli 2019 PT Krakatau Steel
melakukan first blow in Blast Furnace
berkapasitas 1,2 juta ton hot metal per tahun.
Blast Furnace Complex PT Krakatau Steel
yang dibangun oleh MCC CERI sebagai
kontraktor utama terdiri dari 1 unit blast
furnace dengan volume 1.832 m3, 64-hole
6-metre coke oven, dan 180 m2 sintering
machine.
Rencananya setelah melalui serangkaian proses metalurgi seperti desilikonisiasi,
deposporisasi, dan desulfurisasi di Hot Metal
Treatment Plant, sebagian besar hot metal
tersebut akan diumpankan ke dalam Electric Arc Furnace di Slab Steel Plant sehingga
bisa menurunkan penggunaan energi listrik
pada proses peleburan baja.
Blast Furnace PT Krakakatu Steel
Hot Metal perdana, keluar tanggal
12 Juli 2019
Konservasi Energi dengan
Pemanfaatan Coke Oven Gas
pada Reheating Furnace Hot
Strip Mill
Coke Oven Plant PT Krakatau Steel selain
menghasilkan metallurgical coke untuk
reduktor bijih besi pada proses tanur tinggi
juga menghasilkan aneka by product yang
memiliki nilai ekonomi yang tinggi, salah
satunya adalah coke oeven gas atau COG.
COG memiliki nilai kalor yang cukup tinggi,
yakni sekitar 4.000 kCal/Nm3 atau hampir
setengah nilai kalor gas alam. COG
dimanfaatkan antara lain untuk bahan bakar
pada sinter plant, COP battery, boiler station
dan hot blast stove yang kesemuanya
adalah fasilitas pada Blast Furnace Complex.
Produksi COG sekitar 27.800 Nm3/jam dan
sebanyak 16.078 Nm3/jam digunakan untuk
blast furnace complex sehingga masih
terdapat excess sebesar 11.722 Nm3/jam.
PT Krakatau Steel saat ini telah
merampungkan proyek pembangunan
instalasi pengaliran excess COG dari Coke

KS
KS-Review Vol. VIII No.1/Agustus 2019 43
KS REVIEW INFO
Oven Plant ke Pabrik Hot Strip Mill di mana
excess COG tersebut digunakan sebagai
bahan bakar pada reheating furnace yang
menggantikan sebagian gas alam. Proses
gas-in COG ke dalam system pembakaran
reheating furnace telah dimulai pada hari
Senin tanggal 26 Agustus 2019.
Instalasi pipa COG ke Reheating
Furnace HSM
Reheating Furnace Hot Strip Mill
PENGGUNAAN LAMPU LED
DI PT KRAKATAU STEEL
Seiring dengan upaya penghematan biaya operasional energi listrik untuk penerangan,
pada tanggal 10 Oktober 2018 PT Krakatau
Steel telah menjalin kerjasama dengan PT
Krakatau Daya Listrik melalui, “Kontrak Terang Penggunaan Lampu LED Untuk
Pencahayaan Outdoor dan Indoor Di
Lingkungan Pabrik dan Perkantoran PT
Krakatau Steel (Persero) Tbk”. Kerjasama diprakarsai oleh Subdit Riset dan Teknologi
dengan jangka waktu kontrak selama 5
tahun.
Ruang lingkup kerjasama meliputi penyediaan disain, pengadaan,
pemasangan, pengukuran, monitoring,
penggantian dan perbaikan, pemusnahan
lampu bekas konvensional terpasang,
pengalihan inventory stok lampu konvensional, serta pembayaran bulanan
atas penyediaan penerangan.
Kerjasama ini dilatarbelakangi oleh pesatnya
perkembangan teknologi sistim pencahayaan menggunakan Light Emitting
Dioda (LED) yang hemat energi.
Penggunaan lampu LED menjadi trend
karena sistem LED mudah diatur sesuai
fungsi pencahayaan dengan konsistensi kinerja yang baik, konsumsi energi yang
lebih rendah dan lifetime lebih lama
dibanding lampu konvensional.
Secara grafis perbandingan konversi energi listrik antara lampu konvensional dengan
lampu LED disajikan sebagai berikut:
Konversi energi listrik pada lampu konvensional.
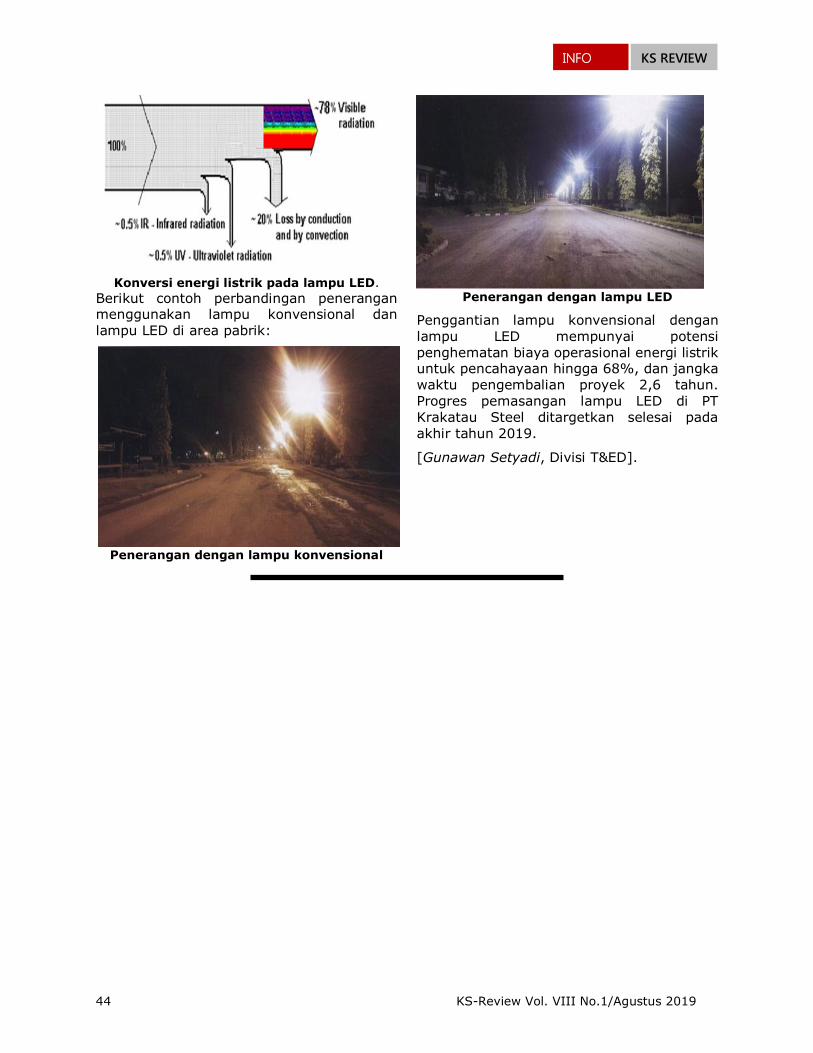
44 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW INFO
Konversi energi listrik pada lampu LED.
Berikut contoh perbandingan penerangan menggunakan lampu konvensional dan
lampu LED di area pabrik:
Penerangan dengan lampu konvensional
Penerangan dengan lampu LED
Penggantian lampu konvensional dengan
lampu LED mempunyai potensi
penghematan biaya operasional energi listrik untuk pencahayaan hingga 68%, dan jangka
waktu pengembalian proyek 2,6 tahun.
Progres pemasangan lampu LED di PT
Krakatau Steel ditargetkan selesai pada
akhir tahun 2019.
[Gunawan Setyadi, Divisi T&ED].
KS
KS-Review Vol. VIII No.1/Agustus 2019 45
KS REVIEW IKLAN

46 KS-Review Vol. VIII No.1/Agustus 2019
KS REVIEW INFO