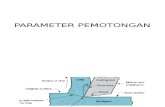
Pemotongan plasma dan pencungkilan
20
PEMOTONGAN PLASMA DAN PENCUNGKILAN PENDAHULUAN Dalam pemotongan api, obor (mata) pemotong pada api bersuhu 3100 0 C (5612 0 F) digunakan untuk memanaskan logam untuk berbagai macam suhu (suhu pengapian), kemudian dengan perkenalan aliran dari oksigen murni untuk membuat aliran deras oksidasi besi (besi menghantarkan panas dan pembakarannya menyebabkan sebuah kerak). Aliran oksigen, pada tekanan tinggi juga membantu dalam membersihkan material dari kotoran yang disebabkan oleh pemotongan tersebut. Titik lebur besi pada 1535 0 C (2795 0 F) tapi bisa dimulai pada suhu 884 0 C (1623 0 F). proses ini ditujukan sebagai proses Kimia. Jadi kenapa bukan alumunium, tembaga, stenles dan bahan besi lainya untuk dapat dipotong dengan cara proses ini? 1 Pemotongan Selang pemotong Api pemanasan Aliran murni 02 Bahan dasar/besi Pemanasan untuk berbagai macan suhu. Pancaran oksigen murni untuk mempercepat
-
Upload
yogga-haw -
Category
Engineering
-
view
557 -
download
13
Transcript of Pemotongan plasma dan pencungkilan

PEMOTONGAN PLASMA DAN PENCUNGKILAN
PENDAHULUAN
Dalam pemotongan api, obor (mata) pemotong pada api bersuhu 31000C (56120F)
digunakan untuk memanaskan logam untuk berbagai macam suhu (suhu
pengapian), kemudian dengan perkenalan aliran dari oksigen murni untuk
membuat aliran deras oksidasi besi (besi menghantarkan panas dan
pembakarannya menyebabkan sebuah kerak). Aliran oksigen, pada tekanan tinggi
juga membantu dalam membersihkan material dari kotoran yang disebabkan oleh
pemotongan tersebut. Titik lebur besi pada 15350C (27950F) tapi bisa dimulai
pada suhu 8840C (16230F). proses ini ditujukan sebagai proses Kimia.
Jadi kenapa bukan alumunium, tembaga, stenles dan bahan besi lainya untuk
dapat dipotong dengan cara proses ini?
Dalam tata tertib untuk pemotongan besi mengikuti kondisi yang harus
menggunakan :
1. Poin peleburan menjadi poin penting dari beberapan poin (poin pengapian)
2. Oksidasi (tempat bercampur peleburan besi) harus berada pada suhu
rendah daripada besi yang dileburkan tersebut
1
Pemotongan langsung
Selang pemotong
Api pemanasan
Aliran murni 02
Bahan dasar/besi
Pemanasan untuk berbagai macan suhu. Pancaran oksigen murni untuk mempercepat oksidasi dan membersihkan kerak

3. Panas yang dihasilkan dari pembakaran besi yang menggunakan oksigen
haruslah memenuhi persyaratan dari operasi pemotongan api.
4. Panas daya konduksi harus cukup rendah, jadi bahan material tersebut
dapat di bawa/pindahkan ke berbagai macam suhu.
5. Bentuk oksidasi dalam pemotongan harus dalam zat cair, karena ketika
mencair tidak menganggu operasi pemotongan. Beberapa besi-besi yang
belum dipotong dengan oksida (lembab, padat)
Besi dan besi karbon rendah yang memenuhi syarat diatas dapat dipotong dengan
pemotongan api.
Besi semi tidak dapat dipotong dengan pemotong api karena suhu pembakaran
diatas dikhususkan untuk poin peleburan.
Alumunium dan logam campuran tidak mungkin di potong dengan metode ini,
karena oksidasi peleburannya lebih tinggi daripada allumunium dan logam
campuran tersebut. Titik lebur alumunium adalah 6580C (12160F) sedangkan titik
pembakaran oksidasi adalah 19260C (35000F).
Yang bukan besi belerang seperti alumunium dan tembaga harus diubah terlebih
dahulu ke bentuk besi metal, untuk mencegah pemotongan yang tidak normal.
Didalam penambahan (bahan campuran) juga daya konduksinya harus di tambah.
Besi stenles tidak bisa dipotong dengan peralatan dan teknik yang standar karena
bentuk permukaan besi stenles hanya di khrom.
Jadi bagaimana kita mengatasi sifat fisik besi-besi untuk dapat di proses kerja?
Sederhana saja, dengan mengubah proses kimia dari (Pemotongan Api) ke dalam
bentuk (Pemotongan Plasma).
Dalam pemotongan Plasma, hanya satu kondisi yang harus di aplikasikan untuk
proses pemotongannya
1) Besi harus (Konduktor)
2

Apa yang dimasud dengan Plasma?
Pada dasarnya, plasma adalah zat yang ke-4, kita berfikir bahwa jenis zat hanya
ada tiga, padat, cair, dan gas. Untuk sebagian besar pengetahuan tentang elemen,
air mempunyai tiga fase yaitu es, air dan uap. Perbedaan penting Antara ketiga
fase tersebut terletak pada level energinya. Jika kita menambahkkan energy panas
ke es, es tersebut akan mencair dan menjadi air, sebuah cairan. Jika kita
menambahkan lebih banyak energy ke air tersebut, air tersebut akan menguap
menjadi gas, kita menyebutnya Uap. Dengan menambahkan lebih banyak energy
kedalam uap tersebut, gas tersebut akan terionisasi. Proses ionisasi tersebut
menyebabkan gas menjadi konduktif elektrik. Konduktif elektrik yang terionisasi
dari gas ini di sebut Plasma.
Pada suhu Antara 20000C (36000F) dan 100000C (180000F) sebuah proses ionisasi
dan peruraian molekul gas membutuhkan tempat. Semua molekul terbelah
kedalam molecular dan ion atom terbebas dari electron. Ketika ini terjadi, yang
mana gas menjadi Plasma. Ini adalah Konduktif Elektrik karena terbebas dari
electron untu membawa Arus. Proses ini memanfaatkan Energi Listrik.
3
Padat
Cair
Gas
Plasma, merupakan Fase Zat yang ke empat
Plasma
Energi panas

Prinsip Dasar
Gas konduktif mentransfer energy dari sumber energy listrik, meskipun wujud
pemotongannya dalam bentuk Pemotongan Plasma.
Didalam mata obor terdapat struktur Antara sinar Katoda (muatan elektroda) dan
Anoda (muatan di ujung mata obor) sebagai pemanfaatan dari udara yang di
perkenalkan dalam busur-mata obor las. Plasma dihasilkan lalu didesak keluar
melalui ujung mata obor dengan kecepatan kinetic yang tinggi, membentuk dan
menunjuk ke satu titik seperti busur. Pengaruhnya dengan elektroda positif pada
benda kerja yaitu ditransfer dari ujung elektroda (mata obor) ke benda kerja
dengan mengikuti gas Plasma. Bentuk dari mata obor pada ujung busur dan
mengalir dengan kecepatan tinggi pada elektron bebas dan partikel-partikel
ionisasi ini disebut Plasma Jet, dengan bagian lingkaran yang kecil pada obor dan
membentuk sebuah pemusatan yang berkecepata tinggi. Pengaruh yang kuat pada
energy jet tersebut terdiri dari panas, energy ionisasi, dan peruraian energy yang
tercair, membuat suhu sampai 280000C (500000F). udara yang berkecepatan tinggi
pada Plasma Jet akan efisien untuk melebur pastikel logam secara elektrikal, dan
pemotongan yang halus terhadap materialnya.
Peralatan dasar pemotongan Plasma terdiri dari arus DC tetap.
4
Elektroda (-)
Gas Plasma
Selang
Benda Potong
Mata Busur Pentransferan Mata busur

Peralatan Pemotongan Plasma
Tenaga penyuplai, sebagai tenaga untuk menghidupkan sirkuit system Pengelasan
Plasma (tipe berfrekuensi tinggi atau tipe dengan udara) dan sebagai sumber dari
Mata Obor.
Arus yang keluar (amper) dari tenaga penyuplai menentukan system kecepatan
potong daripada kapasitas ketebalan benda potong. Sebagian besar dilakukan pada
nilai amper dibawah 100 amper, untuk memotong material dibawah ketebalan
16mm (5/8’’). Pokok utama dari tenaga penyuplai adalah penyedia sumber tenaga
untuk Mata Obor (Plasma) yang telah terionisasi.
Sirkuit Mara Obor dimulai dengan menggunakan kompresi udara dari gaya
belakang elektroda ke ujung (Mata Obor). Ketika dihidupkan, secara positive
menugaskan aliran udana, membuat sebuah Mata Obor Plasma. Metode ini
menunjukan sebagai teknologi “Blowback” (serangan dari dalam).
Unit UPC-838 menggunakan frekuensi rendah untuk memulai Mata Obor Plasma.
Ini sangat penting dan bagus untuk penggunaan dikapal.
Penyedia Mata obor sebagai tempat untuk konsumsi elektroda dan Mata Obor,
dan menyediakan pendingin ke bagian ini. Ujung mata obor dan elektroda
menarik dan mempertahankan Plasma Jet.
Proses umum menggunakan singgel gas (biasanya udara atau nitrogen), udara
lebih banyak digunakan untuk gas Plasma, faktanya kompresi udara dapat dengan
mudah tersedia pada berbagai lokasi dan ini dikompresikan pada singgel gas.
Konsumsi yang diperbolehkan yaitu Antara 100 – 200 untuk memulai proses pada
Unit ini. Dan konsumsi ini tergantung dari besarnya kualitas udara yang terbebas
dari air dan oli.
5

UPC-1040 Pemotong Plasma
UPC-1040 adalah pemotong plasma berkapasitas besar. Udara dimanfaatkan
untuk gas plasma dan pendingin Mata Obor.
Proses plasma sangat efisien untuk ketelitian pemotongan dan pencungkilan
sebagian besar bahan konduktif, proses ini cocok untuk logam campuran,
allumunium, stainless steel, yang mana tidak bias dipotong dengan
Asetilen/Proses pemotongan Oksigen.
UPC-1040 menggunakan daya rendah untuk menghidupkanya. Ini sangan penting
untuk digunakan pada material Perkapalan. ( jangan didekatkan dengan radio atau
peralatan elektronik lainnya).
Kapasitas pemotongannya sampai 40mm, dan tipe pemotongannya berkecepatan
50mm/menit pada ketebalan plat 12mm.
6
System pemotongan Plasma
Alat pemotong/Mata Obor
Jepitan
Kabel
Sumber tenaga keluaran:
Max. arus 100A
Bekerja pada Tekanan 5.0 bar
Sisi utama keluaran mengkompresikan
udara 6-7 bar, 440V 3 Pase, Min
menggunakan 20A Sikring

Hasil keluarannya dapat disesuaikan untuk ketelitian pemotongan pada kecepatan
rendah. Tersedia selang untuk pencungkilan. Praktis dan dapat dibawa kemana-
mana.
Simple dan bias dibawa kemana-mana, Unit sudah termasuk didalamnya
inverteryang mana menambah kualitas untuk pemotongannya, dan dengan ukuran
yang kecil yang portable. Mesin ini sangat mudah dibawa, bahkan kelubang
manholes (lubang manusia di kapal) untuk ditempatkan/dibawa untuk bekerja
(pengelasan) pada kapal.
Perlindungan kepada operatornya yaitu menyediakan sikring pada alat obor yang
akan memotong arus apabila selang terlepas atau kendur. Unitor ini akan otomatis
mati jika tenaga penyuplainya kekurangan atau jika mesin bekerja terlalu panas.
Mesin akan hidup kembali jika tenaga penyuplai sudah normal atau mesin sudah
dingin kembali. Filter regulator udara kedua dan pemisah air sudah termasuk satu
paket untuk melindungi busur obor, dan udara otomatis akan mengalir setelah
selesai pemotongan guna untuk mendinginkan mesin.
7

UPC-1040 Dilengkapi Dengan
8
Data Unit UPC-1040
Deskripsi Satuan Nilai
Data Keluaran
Jarak arus penyesuaian A 20 – 100
Arus maksimal A 100
Pekerjaan pada arus maksimal % 35
Data Masukan
Tenaga Voltase V 440
Frekuensi Hz 50 – 60
Fase 3
Sikring, (minimal) A 25
Penyuplai Udara/Nitrogen
Jarak tekanan ke mesin Bar 6 – 7
Pengaturan mesin pada aliran bebas Bar 5,0
Konsumsi udara L/min m3/h
11,4
Spesifikasi Umum
Sertifikat Keamanan IP 23
Izin CE
Berat kg 15
Lebar mm 180
Tinggi mm 320
Panjang mm 550

- Las, lengkap dengan 6m kabel dan konektor
- Sikring pada jepitan lengkap dengan kabel dan konektor
- Sudah termasuk regulator udara dengan filter dan pemisah air
- Kotak aksesoris : 3 pcs elektroda, 1 pcs alat-alat untuk mata obor, 3 pcs
selang, 1 pcs pelindung spatter (percikan las)
Deskripsi Satuan No Produksi
UPC-1040 pemotong plasma lengkap
dengan aksesoris dasar dan oborpcs 192-404000
Peralatan Pilihan
Buku panduan pemotong melingkkar dan
kotak tambahan laiinyapcs 192-404026
5 pcs selang untuk pencungkilan pcs 192-404009
KONSUMSI MATA OBOR DAN BAGIAN-BAGIANNYA
9

No/
ItemDeskripsi/Pengertian No. Produk
- Pemotongan Plasma UPC-1040 mempunyai kabel las 6m 192-404000
1Busur, lengkap dengan kabel 6m untuk UPC-1040 (Inch. W.
Mesin)192-404014
1b Busur, lengkap dengan kabel 15m untuk UPC-1040 192-404015*
2 Tombol pelatuk untuk UPC-1040 192-404002
3 Pegangan 192-404003
4 Kepala Obor 192-404004
5 Elektroda 5 pcs 192-404005
6 Ala-alat (kunci L) untuk mengganti Elektroda 192-404006
7 Ring 192-404007
8a Selang 1,0mm 20 – 50 Ampr 5pcs 192-404008
8b Selang 1,2mm 50 – 100 Ampr 5 pcs 192-404009
9 Selang pencungkil 2,5mm 5 pcs 192-404010
10 Tutup pelindung 2 pcs 192-404011
11 Pelindung dari Spatter (percikan las) 2 pcs 192-404012
12 Penahan pelindung 2 pcs 192-404013
- Kotak Perlengkapan (sudah termasuk 1 paket dengan mesin)
Didalam kotak :
- 3 Elektroda (item 5)
- 1 perlengkapan untuk elektroda (item 6)
- 3 selang 1,2 (item 8)
- 1 alat pelindung spatter (item 11)
192-404014
10

- 1 penahan pelindung (item 12)
Cat : ketika kotak diantarkan bersamaan dengan mesin,
penahan pelindung sudah tertempel pada busur
13 Pedoman pengelasan dengan lingkaran pemotong tambahan 192-404015
CARA/TEKNIK PEMOTONGAN
Tempatkan busur pada posisi pemotongan atau pengeboran.
Untuk pemotongan, pelindung spatter wajib digunakan.
Diletakan diatas benda potong ditepi pemotongan.
Tekan tombol pelatuk pada handle. Dan udara akan
mengalir satu detik sebelum ujung busur mengeluarkan
api obor.
Busur api akan membakar dalam 3 detik, jika hubungan
dengan benda potong tidak diperoleh sampai waktu ini,
busur api keluar
Posisikan kembali busur untuk memastikan busur api
akan mengenai daerah pemotongan dan sobalah dengan
tempat daerah peotongan yang baru
Ketika pemotongan dimulai, Tarik busur perlahan dari
sisi satu ke sisi lainnya pada permukaan yang akan
dipotong.
Berhenti sejenak pada akhir pemotongan sebelum
melepaskan pelatuk.
11

Plasma akan keluar dengan segera. Udara akan mengalir
dalam waktu 30 detik
UNTUK MEMBUAT LUBANG
Letakan ujung busur pada benda potong/material yang akan
dibuat lubang dengan sudut kemiringan 450
Seperti pada gambar disamping.
Tekan tombol pelatuk pada handle. Dan udara akan keluar
dengan segera.
Setelah busur pemotong dimulai, perlahan-lahan dengan
gerakan yang lembut, luruskan busur hingga membentuk
sudut 900 terhadap pelat.
Sampai busur menembus dan membuat lubang pada pelat.
12

PEDOMAN PEMOTONGAN LINGKAR
roda wagon dalam pemotong lingkar harus digunakann
ketika memotong permukaan dimana letak kesulitan untuk
menggunakan pelindung penahan.
1. Tarik keluar penahan
pelingung
2. Masukan mata obor dimana
jarak antara ujung selang ke
ujung benda potong adalah 3 –
4 mm
3. Eratkakn sekrup allen pada ring
4. Eratkan sekrup pada ring sebelah luar dengan roda-
roda poros di 900 terhadap mata obor (handle)
Untuk pemotongan lingkar, sekrup allen pada poin 4 harus dikendurkan agar mata
obor dapat memutar pada wagon.
Batang pemotong lingkar disekrup kedalam poros roda, dan centre tap di
ikat/dikencangkan pada radius yang tepat.
PEMELIHARAAN DAN PENGECEKAN
Cek mata obor
Cek ujung mata obor/busur
13

Cek elektroda
Cek pelindung penahan
SETIAP HARI
Periksa dan, jika perlu ganti bagian-bagian busur mata obor.
Keterangan : elektroda dan selang harus diganti pada jarak waktu yang teratur,
sebagai pedoman umum, setelah pemakaian 2 jam berturut-turut atau 200 kali
pemakaian wajar.
Selalu ganti elektroda jika lubangnya lebih dari 2mm (kedalaman 1/16’’ ). Ganti
selang jika rusak atau melebihi batas ukuran yang disarankan.
Kerusakan pada selang dan elektroda akan mengakibatkan mata obor/busur
kejauhan dan mengurangi kualitas hasil dari benda potong.
Periksa, dan jika dibutuhkan, kosongkan kotoran-kotoran pada filter regulator di
sisi bawah mesin. Pembersihan dilakukan dengan menekan tombol ketika
kompresi udara dikoneksikan. Jika pembersihan dilakukan, lengkapi dengan
membersihkan tutup wagah setelah dilepaskan dari kompresi udara.
Hati-hati dalam pemeriksaan pipa obor dan badan mata busur dengan
memperhatikan berbagai macam kebocoran dan kerusakan.
Jangan pernah menggunakan mata obor/busur yang sudah rusak.
SETIAP 3 – 6 BULAN
Putuskan mesin dari kompresor dan listrik.
Buka penutupnya
Bersihkan mesin dengan pengering, bersihkan dan terbebas dari oli dengan
kompresor. Periksa kabel konektor dan system gas.
Terutama kebersihan lingkungan harus dijaga sesuai dengan prosedur
14

Cek gas/tekanan udara
UPC-1040 membutuhkan 6 – 7 bar
tekanan
Tindakan Air Supply
Gunakan hanya udara yang terbebas
dari oli dan air. Secara normal control
udara yang bersih akan memberikan
kualitas terbaik.
Untuk menjamin pemotong plasma terbebas dari oli dan air, Unitor
merekomendasikan untuk mengikuti step-step sebagai berikut :
15
Unit Filter/Pengaturan/Perminyakan
401 624585

16
Udara dengan asap oli
Oli dan udara bias diambil dari Blok
Pusat
Soket Kopling 400SH 405 191700
Karet Pipa Udara ½”, Gulungan 40m, 401
671768
Soket Kopling 20SM (urutan 1/4”) 405
191726 Pita Teplon
Kopling Pengisi 20PH 405 191825
Kopling Pengisi 20PH 405 191825
Kopling Pengisi 20PH 405 191825
Soket koling 20SH 405 191676
Pita Teplon
Buka bagian inlet koling. Pasang dang anti dengan Unit standar
(20PM)
Karet selang ¼” 40m. 401 671743