Paper Korosi Presentasi
32
A. Pelapisan dengan Cat Cat digunakan untuk melindungi dan memberikan warna pada suatu objek atau permukaan dengan melapisinya dengan lapisan berpigmen. Cat dapat digunakan pada hampir semua jenis objek, antara lain untuk menghasilkan karya seni (lukisan), salutan dalam industri (industrial coating), dan aplikasi yang lain. Cat adalah campuran bahan padat tak tembus cahaya dalam medium cair transparan yang apabila diaplikasikan pada suatu permukaan akan membentuk lapisan film yang keras dan kuat setelah kering. Sedangkan, Pelapisan (Coating) adalah proses untuk melapisi suatu bahan dasar (substrate) yang bertujuan untuk melindungi material dari korosi dan memberi perlindungan pada material tersebut. Bahan baku cat umumnya terdiri atas 4 komponen/penyusun, yaitu 1.Pengikat (Binder) Binder berfungsi sebagai pengikat antar komponen coating dan juga bertanggung jawab terhadap gaya adhesi coating terhadap substrat, menahan pigmen di posisinya masing-masing, dan menjadi penghalang yang membatasi masuknya air, oksigen, dan ion-ion agresif ke permukaan logam. Contoh binder adalah alkyd, vinyl, resin alam, epoxy dan urethane. Hal yang harus dipahami dari binder adalah viskositas. Viskositas binder sangat menentukan viskositas coating. Coating harus mempunyai viskositas cukup rendah untuk bisa digunakan dengan peralatan pengecatan sederhana (brush,roller atau spray) serta memiliki viskositas cukup tinggi sehingga tidak menetes. Faktor utama yang menentukan viskositas binder adalah berat molekularnya. Polimer yang mempunyai berat molekul tinggi akan lebih viskous daripada dengan berat molekul rendah. Ada
-
Upload
derry-rahma -
Category
Documents
-
view
52 -
download
0
Transcript of Paper Korosi Presentasi
A. Pelapisan dengan Cat
Cat digunakan untuk melindungi dan memberikan warna pada suatu objek atau
permukaan dengan melapisinya dengan lapisan berpigmen. Cat dapat digunakan pada
hampir semua jenis objek, antara lain untuk menghasilkan karya seni (lukisan), salutan
dalam industri (industrial coating), dan aplikasi yang lain. Cat adalah campuran bahan
padat tak tembus cahaya dalam medium cair transparan yang apabila diaplikasikan pada
suatu permukaan akan membentuk lapisan film yang keras dan kuat setelah kering.
Sedangkan, Pelapisan (Coating) adalah proses untuk melapisi suatu bahan dasar
(substrate) yang bertujuan untuk melindungi material dari korosi dan memberi
perlindungan pada material tersebut. Bahan baku cat umumnya terdiri atas 4
komponen/penyusun, yaitu
1.Pengikat (Binder)
Binder berfungsi sebagai pengikat antar komponen coating dan juga bertanggung jawab
terhadap gaya adhesi coating terhadap substrat, menahan pigmen di posisinya masing-
masing, dan menjadi penghalang yang membatasi masuknya air, oksigen, dan ion-ion
agresif ke permukaan logam. Contoh binder adalah alkyd, vinyl, resin alam, epoxy dan
urethane. Hal yang harus dipahami dari binder adalah viskositas. Viskositas binder sangat
menentukan viskositas coating. Coating harus mempunyai viskositas cukup rendah untuk
bisa digunakan dengan peralatan pengecatan sederhana (brush,roller atau spray) serta
memiliki viskositas cukup tinggi sehingga tidak menetes.
Faktor utama yang menentukan viskositas binder adalah berat molekularnya. Polimer
yang mempunyai berat molekul tinggi akan lebih viskous daripada dengan berat molekul
rendah. Ada dua cara untuk mengontrol viskositas suatu coating, yaitu dengan
memvariasi berat molekul binder atau dengan menambahkan sejumlah solven
2. Zat Pewarna (Pigmen)
Zat pewarna (Pigmen) merupakan pemberi warna dari coating. Selain berfungsi dalam hal
estetika, zat pewarna (pigmen) juga memiliki 2 peran penting. Pertama, dalam lapisan
primer pigmen mengendalikan proses korosi pada permukaan logam. Kedua, pada lapisan
atas, pigmen-pigmen yang lembam menambah panjang lintasan difusi yang harus
ditempuh oleh oksigen dan butir-butir air yang mencoba menembus selaput, sehingga
menunda proses korosi dan memperlambat laju reaksinya. Contoh pigmen adalah besi
oksida, garam kromat, garam timbal, bubuk seng (pigmen metalik anodik), dll
3. Solven
Solven berfungsi untuk melarutkan pengikat (binder) dan memodifikasi viskositas. Hal
penting yang harus diperhatikan dalam penentuan solven adalah kemampuannya dalam
melarutkan binder dan komponen coating yang lain. Prinsip kelarutan sangatlah
sederhana, yaitu like dissolves like, artinya solven polar akan melarutkan senyawa yang
polar juga. Selain itu laju penguapan solven juga perlu diperhatikan. Solven yang
mempunyai tekanan uap tinggi sehingga menguap dengan cepat disebut fast atau hot
solvent, sedangkan yang lambat disebut slow solvent. Laju penguapan mempengaruhi
sifat-sifat coating dan beberapa cacat dapat disebabkan karena ketidak cocokan dalam
pemilihan solven. Jika solven menguap terlalu cepat, coating tidak cukup waktu untuk
membentuk lapisan halus dan kontinu.
4. Aditif
Aditif adalah senyawa-senyawa kimia yang biasanya ditambahkan dalam jumlah sedikit,
namun sangat mempengaruhi sifat-sifat pelapisan. Bahan-bahan yang termasuk aditif
adalah surfaktan, alat anti endapan (anti-settling agent), alat pencampur (coalescing
agents), alat tahan pengulitan (anti-skinning agents), katalis, defoamers, penyerapan
cahaya ultraviolet (ultraviolet light absorbers), alat dispersi, bahan pengawet
(preservatives), pengering (driers) dan plastisizers.
Menurut literatur, jenis cat dibagi menjadi cat 1 komponen atau 2 komponen. Cat 1
komponen hanya terdiri atas cat, contohnya cat akrilat, cat nitroselulosa, dan cat alkyd.
Sementara cat 2 komponen terdiri atas cat dan bahan pengeras (hardener), contohnya cat
poliuretan dan cat epoksi. Berikut ini merupakan penjelasan tentang cat akrilat, cat alkyd,
cat poliuretan, bahan pengeras, cat primer pra-fabrikasi, dan cat primer pra-perlakuan.
1. Cat Akrilat
Cat akrilat merupakan suspensi polimer akrilat yang mengandung pigmen. Cat ini
di antaranya berfungsi sebagai pengemulsi, pelekat, dan pengilau.
2. Cat Alkyd
Cat alkyd banyak dipakai dalam dunia industri. Bahan dasarnya adalah poliester.
Komposisi cat alkyd biasanya terdiri dari etilena glikol, minyak rami, dan
anhidrida ftalat. Cat ini mengering melalui polimerisasi oksidatif oleh minyak,
sehingga cat ini memiliki kandungan minyak yang tinggi, sekitar 65 persen.
3. Cat Poliuretan
Poliuretan termasuk kelompok polimer reaktif, seperti halnya epoksi, poliester
tak jenuh, dan fenol. Lapisan poliuretan memiliki tingkat ketahanan yang sangat
baik terhadap abrasi dan gangguan pelarut. Lapisan cat poliuretan dapat
diaplikasikan dengan cara pencelupan, penyemprotan, atau menggunakan kuas.
Lapisan poliuretan dapat melekat dengan baik pada hampir semua jenis bahan.
Cat poliuretan tergolong cat 2 komponen, artinya aplikasinya memerlukan
tambahan bahan pengeras. Cat jenis ini tersedia dalam bentuk cat yang dilapisi
oleh lapisan pengilau (clear coat) dan cat padat, dapat kering pada kondisi suhu
ruang, dan memiliki kualitas daya lekat yang sama baiknya dengan cat akrilat.
4. Bahan Pengeras
Bahan pengeras ditambahkan pada cat untuk mengatur terjadinya proses
polimerisasi cat (curing) dan mengatur tingkat kekerasan lapisan cat. Bahan
pengeras ini bertindak sebagai pembentuk rantai ikatan polimer (crosslinking
agent) yang akan menghasilkan lapisan film yang tidak dapat dilarutkan kembali
(termoseting) yang tahan terhadap goresan dan tahan terhadap solvent.
5. Cat primer pra-fabrikasi
Cat ini biasa dipakai untuk membersihkan, membebaskan baja dari karat dan
untuk melindungi material selama tahapan fabrikasi. Cat primer ini biasanya
terdiri dari bubuk seng atau oksida merah dengan resin epoxy sebagai pengikat.
6. Cat primer pra-perlakuan
Cat ini digunakan untuk menyiapkan permukaan logam agar memiliki sifat
adhesi yang baik, sehingga dapat menambah kinerja dari cat akhir. Perlindungan
terhadap korosi yang diberikan oleh cat ini terbatas, sehingga diperlukan
pelapisan akhir begitu lapisan primer kering.
Menurut literatur yang saya baca juga, cat itu memiliki 4 sifat yang dapat
mempengaruhi keberhasilan proses coating, diantaranya adalah kemampuan mengering,
kekerasan lapisan cat, viskositas cat, dan sifat adhesive cat.
a. Salah satu sifat penting cat adalah kemampuan mengering. Cat “kering-udara”
akan kering pada suhu ruang, sedangkan cat jenis bakar (stoving) harus
dikeringkan dengan oven pada suhu tertentu. Pengeringan cat yang lazim
dilakukan dalam industri automotif meliputi cara fisika, kimia, dan radiasi.
Pengeringan secara fisika berupa penguapan pelarut dari campuran cat,
contohnya cat nitroselulosa dan alkyd. Cara kimia contohnya adalah pengeringan
melamin dan poliuretan setelah bereaksi dengan bahan pengeras, sedangkan cara
radiasi adalah pengeringan jenis cat ultraviolet (UV) dengan radiasi dari lampu
UV.
b. Lapisan cat setelah kering tidak boleh terlalu keras sebab akan mudah pecah,
tetapi juga tidak boleh terlalu lunak karena akan mudah terkontaminasi.
c. Viskositas cat juga menjadi salah satu faktor yang harus diperhatikan, karena
berpengaruh terhadap kekentalan cat itu sendiri. Viskositas cat saat penyimpanan
harus cukup tinggi untuk mencegah pengendapan partikel - partikel besar
material cat (Bieleman 2000). Sementara viskositas cat pada saat aplikasi harus
disesuaikan dengan standar yang telah ditentukan untuk setiap jenis cat.
Cat tidak boleh terlalu encer atau terlalu kental karena apabila viskositas berada
di luar standar, dapat timbul kecacatan atau masalah dalam pengecatan seperti
lapisan cat menjadi kasar atau menjadi seperti kulit jeruk (orange peel). Adanya
zat terlarut makromolekul akan menaikkan viskositas larutan. Sekalipun pada
konsentrasi rendah, efeknya besar karena memengaruhi aliran fluida pada jarak
yang jauh (Atkins 1999). Oleh karena itu, viskositas pada saat aplikasi penting
untuk diukur.
d. Ketahanan pelapisan (coating) sangat dipengaruhi oleh kemampuan pelapisan
(coating) untuk menempel (sifat adhesive) pada material substrat. Jika daya
adhesive tidak kuat maka selain pelapisan (coating) tidak menempel dengan baik,
hal ini dapat juga memberi kesempatan kepada udara lembab masuk ke celah
antara coating dan substrat yang menyebabkan kontaminasi. Ada beberapa jenis
daya ikatan (adhesive) antara coating dengan material substrat, antara lain:
Daya ikat kimia (chemical bonding adhesion)
Daya ikat kimia merupakan daya ikat yang terjadi antara pelapisan (coating)
dengan material substrat berupa ikatan atom. Contohnya yaitu pada pelapisan
(coating) zinc (seng) untuk melapisi baja, atau yang biasa disebut galvanized
steel. Zinc berikatan dengan baja membentuk paduan intermetalik FeZn. Jenis
ikatan ini adalah ikatan yang paling kuat.
Daya ikat polar (polar adhesion)
Daya ikat polar merupakan daya ikat yang terjadi karena gaya tarik menarik
material polar. Contohnya yaitu pelapisan (coating) organik, yang banyak
mengandung senyawa polar. Jenis ikatan ini tidak akan bekerja dengan baik
apabila terdapat zat pengotor di permukaan substrat seperti kotoran, minyak, air,
dan lain-lain.
Daya ikat mekanik (mechanical adhesion)
Daya Ikat mekanik merupakan daya ikat yang terjadi karena ikatan secara
mekanik (mechanical interlocking). Contohnya yaitu dengan penggunaan
pelapisan (coating) pada permukaan substrat yang kasar, seperti penggunaan sand
blast ataupun bahan abrasive sebelum proses pelapisan. Selain itu bisa juga
penggunaan pelapisan yang akan mengkerut ketika curing sehingga akan
membungkus material substrat dengan baik, seperti epoxy, polyester, dan lain-
lain.
Tahap-tahap Dalam Proses Pengecatan
Beberapa hal yang harus diperhatikan pada proses pengecatan adalah jenis cat,
jenis media yang akan dicat, metode pengecatan, cara preparasi, serta tujuan pengecatan.
Preparasi permukaan media yang akan dicat menjadi penentu kekuatan hasil pengecatan.
Tahapan proses pengecatan logam meliputi preparasi permukaan (surface
preparation), pengecatan dasar (electrodeposition coating), pengecatan lapisan tengah
(surfacer coating), pengampelasan (sanding), dan pengecatan akhir (finish coating).
Beberapa metode pengecatan yang lazim adalah menggunakan alat kuas atau roler,
mengalirkan cat ke media yang akan dicat, pengecatan dengan bantuan arus listrik searah
dengan prinsip elektrolisis (electrodipping), dan penyemprotan atom-atom cat ke arah
benda yang akan dicat.
Permukaan suatu material biasanya belum bisa langsung diberikan pelapis, karena
kualitas permukaan yang rendah serta kemungkinan adanya kotoran dan minyak dapat
mengganggu sifat adhesive dari pelapisan (coating). Preparasi Pre-Coating ini merupakan
faktor terpenting dalam keberhasilan sistem penanggulangan korosi dengan metode
coating, karena tingkat keberhasilan coating dipengaruhi oleh tingkat kekasaran
permukaan. Proses pre-pelapisan (coating) ini terdiri dari dua jenis, yaitu pembersihan
secara mekanik (mechanical cleaning) dan pembersihan secara kimiawi (chemical
cleaning).
1. Mechanical cleaning, yaitu dengan menggunakan material abrasif untuk
menghilangkan kotoran pada permukaan. Proses mechanical yang digunakan
umumnya yaitu grinding, sand blasting, dan lain-lain. Kontaminan yang dapat
dibersihkan antara lain scale, produk korosi, maupun sisa coating sebelumnya
dengan mengikis permukaan material substrat tersebut.
2. Chemical cleaning, yaitu proses pembersihan dengan menggunakan bahan kimia.
Cara pengaplikasiannya dapat diusapkan, disemprot, diuapkan, dan dicelupkan. Ada
beberapa jenis chemical cleaning, antara lain:
Emulsion cleaning, yaitu dengan menggunakan larutan berbahan dasar
organic (surfactant) yang dapat membersihkan minyak seperti detergent atau
emulsifier.
Alkaline cleaning, yaitu dengan menggunakan larutan garam alkali untuk
membersihkan kotoran dan minyak. Larutan yang umum digunakan antara
lain sodium hydroxide (NaOH) dan sodium carbonate (Na2CO3). Biasanya
garam tersebut dilarutkan dengan air hangat sebanyak 80-40%. Setelah
proses alkaline cleaning, semua zat alkaline harus dibersihkan dengan air
atau uap agar tidak mengganggu kinerja coating.

Pickling (Acid cleaning), yaitu dengan menggunakan larutan asam untuk
membersihkan scale dan korosi. Larutan asam yang biasa digunakan yaitu
asam sulfat (H2SO4) yang akan melarutkan oksida pada permukaan.
B. Pelapisan dengan Logam
Pelapisan suatu material dengan logam adalah salah satu cara yang dilakukan untuk
memberikan sifat tertentu pada suatu permukaan benda kerja, dimana diharapkan benda
tersebut akan mengalami perbaikan karakteristik baik dalam hal struktur mikro,
ketahanannya terhadap lingkungan, maupun perbaikan terhadap sifat fisiknya. Pelapisan
logam merupakan bagian akhir dari proses produksi dari suatu produk. Proses tersebut
dilakukan setelah benda kerja mencapai bentuk akhir atau setelah proses pengerjaan
mesin serta penghalusan terhadap permukaan benda kerja yang dilakukan. Dengan
demikian, proses pelapisan termasuk dalam kategori pekerjaan finishing atau sering juga
disebut tahap penyelesaian dari suatu produksi benda kerja.
Untuk melakukan proses pelapisan material dengan logam ini digunakan bahan
pelapis yang tidak sembarangan. Bahan pelapis yang ingin digunakan harus memenuhi
beberapa kriteria sebagai berikut :
a. Logam pelapis harus memiliki ketahanan yang lebih baik terhadap
lingkungan dibandingkan dengan logam yang ingin dilindungi
b. Logam pelapis yang digunakan tidak boleh memicu korosi pada logam
yang dilindungi seandainya mengalami goresan atau pecah di
permukaannya.
c. Sifat-sifat fisik, seperti kelenturan dan kekerasannya, harus cukup
memenuhi persyaratan operasional struktur atau komponen bersangkutan
d. Metode pelapisannya harus bersesuaian dengan proses fabrikasi yang
digunakan
e. Tebal lapisan harus merata dan bebas dari pori-pori
Ada bermacam-macam jenis pelapisan material dengan logam, diantaranya adalah
I. Pelapisan Dekoratif
Pelapisan dekoratif bertujuan untuk menambah keindahan tampak luar suatu benda
atau produk. Sekarang ini pelapisan dengan bahan krom sedang digemari karena
warnanya yang cemerlang, tidak mudah terkorosi dan tahan lama. Produk yang dihasilkan
banyak digunakan sebagai aksesoris pada kendaraan bermotor baik yang beroda 2
maupun pada kendaraan beroda 4. Dengan kata lain pelapisan ini hanya untuk
mendapatkan bentuk luar yang baik saja. Logam-logam yang umum digunakan untuk
pelapisan dekoratif adalah emas, perak, nikel dan krom.
II. Pelapisan Protektif
Pelapisan protektif adalah pelapisan yang bertujuan untuk melindungi logam
yang dilapisi dari serangan korosi karena logam pelapis tersebut akan memutus
interaksi material dengan lingkungan sehingga terhindar dari proses oksidasi.
III. Pelapisan Untuk Sifat Khusus Permukaan
Pelapisan ini bertujuan untuk mendapatkan sifat khusus permukaan seperti sifat
keras, sifat tahan aus dan sifat tahan suhu tinggi atau gabungan dari beberapa tujuan
diatas secara bersama-sama. Misalnya dengan melapisi bantalan kereta dengan logam
nikel agar bantalan lebih keras dan tidak mudah aus akibat gesekan pada saat kereta
berjalan.
IV. Pelapisan Logam Ditinjau Dari Sifat Elektrokimia Bahan Pelapis
a. Pelapisan Anodik
Pelapisan anodik merupakan pelapisan dimana potensial listrik logam pelapis lebih
anodik terhadap substrat. Contohnya pelapisan pada baja yang memiliki potensial listrik -
0,04 Volt yang dilapisi dengan logam Seng yang memiliki potensial listrik -0,0762 Volt.
Logam seng bersifat lebih anodik terhadap baja sehingga logam Seng akan
mengorbankan dirinya dalam bentuk korosi sehingga logam yang lebih katodik terhindar
dari reaksi korosi. Pelapisan ini termasuk dalam jenis pelapisan protektif. Keunggulan
dari pelapisan ini adalah sifat logam pelapis yang bersifat melindungi logam yang dilapisi
sehingga walaupun terjadi cacat pada permukaan pelapis seperti tergores, retak,
terkelupas dan lain-lain sehingga terjadi “eksposure” terhadap lingkungan sekitarnya,
sampai batas tertentu tetap terproteksi oleh logam pelapis.
b. Pelapisan Katodik
Pelapisan katodik merupakan pelapisan dimana potensial listrik logam pelapis lebih
katodik terhadap substrat. Contohnya pelapisan pada tembaga yang memiliki potensial
listrik +0,34 Volt yang dilapisi dengan logam Emas yang memiliki potensial
listrik +1,5 Volt. Logam Emas bersifat lebih mulia dibandingkan dengan logam tembaga,
maka apabila logam pelapis mengalami cacat, logam yang dilapisi akan terekspose ke
lingkungan dan bersifat anodik sehingga akan terjadi korosi lokal yang intensif terhadap
substrat. Pelapisan katodik sangat cocok digunakan pada pelapisan dekoratif karena
umumnya aksesoris dan perhiasan dari bahan-bahan imitasi tidak dikenai gaya-gaya dari
luar sehingga kecil kemungkinan untuk mengalami cacat lokal
pada permukaan.
Salah satu metode pelapisan material dengan logam adalah elektroplating. Fokus
pembahasan yang akan dibahas disini, akan lebih mengarah kesana.
ELEKTROPLATING
Seperti yang kita ketahui, metode elektroplating adalah proses pelapisan logam
dengan menggunakan bantuan arus listrik dan senyawa kimia tertentu guna memindahkan
partikel logam pelapis ke permukaan material yang hendak dilapis.
Pelapisan logam dapat berupa lapis seng (zink), galvanis, perak, emas, brass, tembaga,
nikel dan krom. Penggunaan lapisan tersebut disesuaikan dengan kebutuhan dan
kegunaan masing-masing material. Perbedaan utama dari pelapisan logam tersebut
terletak pada anoda dan larutan elektrolisis yang digunakan.
Proses elektroplating ini mengubah sifat fisik, mekanik, dan sifat teknologi suatu
material. Salah satu contoh perubahan fisik ketika material dilapis dengan nikel adalah
bertambahnya daya tahan material tersebut terhadap korosi, serta bertambahnya kapasitas
konduktifitasnya. Adapun dalam sifat mekanik, terjadi perubahan kekuatan tarik maupun
tekan dari suatu material sesudah mengalami pelapisan dibandingkan sebelumnya.
Oleh karena itu, tujuan pelapisan material dengan logam tidak luput dari 3 hal, yaitu
untuk meningkatkan sifat mekanis suatu logam, melindungi logam dari korosi, dan
memperindah tampilan (dekoratif).
PRINSIP DASAR ELEKTROPLATING
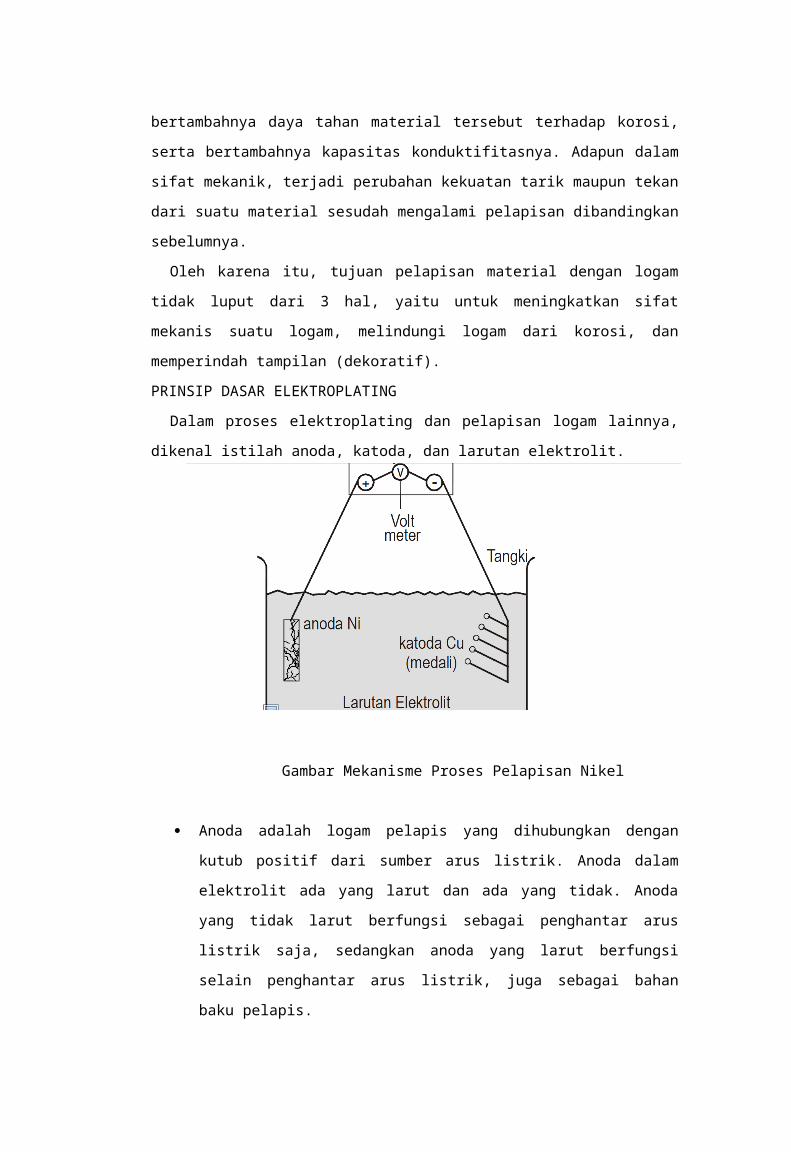
Dalam proses elektroplating dan pelapisan logam lainnya, dikenal istilah anoda,
katoda, dan larutan elektrolit.
Gambar Mekanisme Proses Pelapisan Nikel
Anoda adalah logam pelapis yang dihubungkan dengan kutub positif dari sumber
arus listrik. Anoda dalam elektrolit ada yang larut dan ada yang tidak. Anoda
yang tidak larut berfungsi sebagai penghantar arus listrik saja, sedangkan anoda
yang larut berfungsi selain penghantar arus listrik, juga sebagai bahan baku
pelapis.
Katoda dapat diartikan sebagai benda kerja yang akan dilapisi, dihubungkan
dengan kutub negatif dari sumber arus listrik.
Elektrolit berupa larutan yang molekulnya dapat larut dalam air dan terurai
menjadi partikel-partikel yang bermuatan positif atau negatif.
Seperti yang kita ketahui, elektroplating menggunakan prinsip elektrokimia, dimana
terjadi perpindahan ion logam dengan bantuan arus listrik melalui larutan elektrolit
sehingga ion logam mengendap pada benda padat yang akan dilapisi. Ion logam diperoleh
dari elektrolit maupun berasal dari pelarutan anoda logam di dalam elektrolit.
Pengendapan terjadi pada benda kerja yang berlaku sebagai katoda. Berikut ini adalah
reaksi kimia yang terjadi pada proses elektroplating nikel.
Pada KATODA
Pembentukan lapisan Nikel
Ni2+ + (aq) + 2e →Ni (s)
Pembentukan gas Hidrogen
2H++ (aq) + 2e →H2 (g)
Reduksi oksigen terlarut
½ O2 (g) + 2H+ + →H2O (l)
Pada ANODA
Pembentukan gas oksigen
H2O (l) →4H+ + (aq) + O2 (g) + 4e
Oksidasi gas Hidrogen
H2 (g) →2H+(aq) + 2e-
Mekanisme terjadinya pelapisan logam adalah dimulai dari dikelilinginya ion-ion
logam oleh molekul-molekul pelarut yang mengalami polarisasi. Di dekat permukaan
katoda, terbentuk daerah Electrical Double Layer (EDL) yang bertindak seperti lapisan
dielektrik. Adanya lapisan EDL memberi beban tambahan bagi ion-ion untuk
menembusnya. Dengan gaya dorong beda potensial listrik dan dibantu oleh reaksi-reaksi
kimia, ion-ion logam akan menuju permukaan katoda dan menangkap electron dari
katoda, sambil mendeposisikan diri di permukaan katoda. Dalam kondisi equilibrium,
setelah ion-ion mengalami discharge menjadi atom-atom kemudian akan menempatkan
diri pada permukaan katoda dengan mula-mula menyesuaikan mengikuti susunan atom
dari material katoda.
Berikut ini saya akan menjelaskan hasil percobaan dari seorang ilmuwan “Bambang
Santosa dan Martijanti Syamsa Jurusan Teknik Mesin, Universitas Jenderal Achmad
Yani, Bandung” yang saya kutip dari jurnal beliau.
Pengaruh Parameter Proses Pelapisan Nikel Terhadap Ketebalan Lapisan
Pelapisan kali ini dimaksudkan untuk mengetahui sejauh- mana pengaruh rapat
arus, temperatur dan waktu pelapisan dalam proses pelapisan nikel pada tembaga.
Adapun manfaat dari penelitian ini adalah agar dapat digunakan sebagai data dasar untuk
penelitian selanjutnya di bidang pelapisan Nikel.
Proses pelapisan nikel ini dapat diaplikasikan untuk produk seperti medali yang
bertujuan untuk melindungi logam dasar (tembaga) dari korosi dan permukaannya
mempunyai warna yang mengkilap selama masa pakainya.
Seperti yang sudah dijelaskan tentang proses elektroplating, proses pelapisan
nikel ini dilakukan dengan menggunakan prinsip elektrokimia dimana logam pelapis
dalam hal ini nikel bertindak sebagai anoda, sedangkan benda kerja yang dilapisi sebagai
katoda, kedua elektroda tersebut dicelupkan dalam suatu elektrolit yang mengandung
nikel sulfat.
Dalam operasi pelapisan, kondisi operasi perlu diperhatikan karena akan
menentukan berhasil tidaknya proses pelapisan serta mutu yang diinginkan, dalam
kaitannya dengan tebal lapisan yang terbentuk pada logam dasar. Berikut ini adalah
parameter-parameter yang berpengaruh terhadap kualitas pelapisan Nikel, antara lain
1. Konsentrasi Larutan
Konsentrasi ini akan berkaitan dengan nilai pH dari larutan. Pada larutan elektrolit
nikel mempunyai batas-batas pH yang diijinkan agar proses tersebut berlangsung baik,
berkisar antara 1,5 – 5,2. Jika nilai pH melebihi dari nilai yang diijinkan maka akan
terjadi sumuran pada permukaan produk dan lapisan nikel pada permukaan benda yang
dilapisi menjadi kasar.
2. RapatArus
Rapat arus adalah harga yang menyatakan jumlah arus listrik yang mengalir persatuan
luas permukaan elektroda. Terbagi dalam dua macam rapat arus anoda dan rapat arus
katoda. Pada proses lapis listrik rapat arus yang diperhitungkan adalah rapat arus katoda,
yaitu banyaknya arus listrik yang diperlukan untuk mendapatkan atom-atom logam pada
tiap satuan luas permukaan benda kerja yang akan dilapis. Untuk proses lapis listrik ini
faktor rapat arus memegang peranan sangat penting, karena akan mempengaruhi efisiensi
pelapisan, reaksi reduksi oksidasi dan difusi dari hasil pelapisan pada permukaan benda
yang dilapis.
3. Temperatur dan Waktu Pelapisan
Temperatur terlalu rendah dan rapat arus yang cukup optimum akan mengakibatkan
hasil pelapisan menjadi kasar dan kusam, tetapi jika temperatur tinggi dengan rapat arus
yang optimum maka hasil pelapisan menjadi tidak merata. Waktu pelapisan akan
mempengaruhi terhadap kuantitas dari hasil pelapisan yang terjadi dipermukaan produk
yang dilapis. Kenaikan temperatur akan menyebabkan naiknya konduktifitas dan difusitas
larutan elektrolit, berarti tahanan elektrolit akan mengecil sehingga potensial yang
dibutuhkan untuk mereduksi ion - ion logam berkurang.
Sampai batas-batas tertentu hal ini akan meningkatkan kuat arus, sehingga laju
pengendapan dan efisiensi arus akan naik, akan tetapi rapat arus yang lebih tinggi karena
naiknya konduktifitas dan difusitas dari larutan elektolit mempercepat tercapainya rapat
arus batas. Hal ini menyebabkan turunnya harga efisiensi arus. Keadaan ini cenderung
mengarah pada lapisan yang kasar tetapi keuntungannya akan mengurangi terserapnya
gas hydrogen dalam lapisan dan dapat menurunkan kekerasan lapisan.
Oleh sebab itu, Metode penelitian yang digunakan adalah metoda eksperimental
dengan melakukan pengujian ketebalan terhadap medali yang telah dilapis nikel dengan
menvariasikan parameter waktu pelapisan, rapat arus dan temperatur.
Komponen yang akan dilapis, dicelupkan di dalam larutan yang mengandung ion- ion
logam yang akan diendapkan serta dijadikan katoda yang dihubungkan dengan kutub
negatif sedangkan anoda dicelupkan dalam larutan dan dihubungkan dengan kutub
positif serta arus yang digunakan adalah arus searah (arus DC). Arus dari sumber DC
mengalir keluar rangkaian proses pelapisan listrik melalui elektron-elektron yang
bergerak hingga ke permukaan katoda, selanjutnya masuk ke dalam elektrolit melalui
proses reduksi, kemudian dihantarkan oleh elektrolit yang ada di dalam larutan sampai
akhirnya masuk ke permukaan anoda pada saat oksidasi. Potensial yang ada diantara
anoda dan katoda dapat menggerakkan atau menghantarkan muatan melintasi larutan
logam untuk menentukkan laju anion yang dihantarkan/dipindahkan.
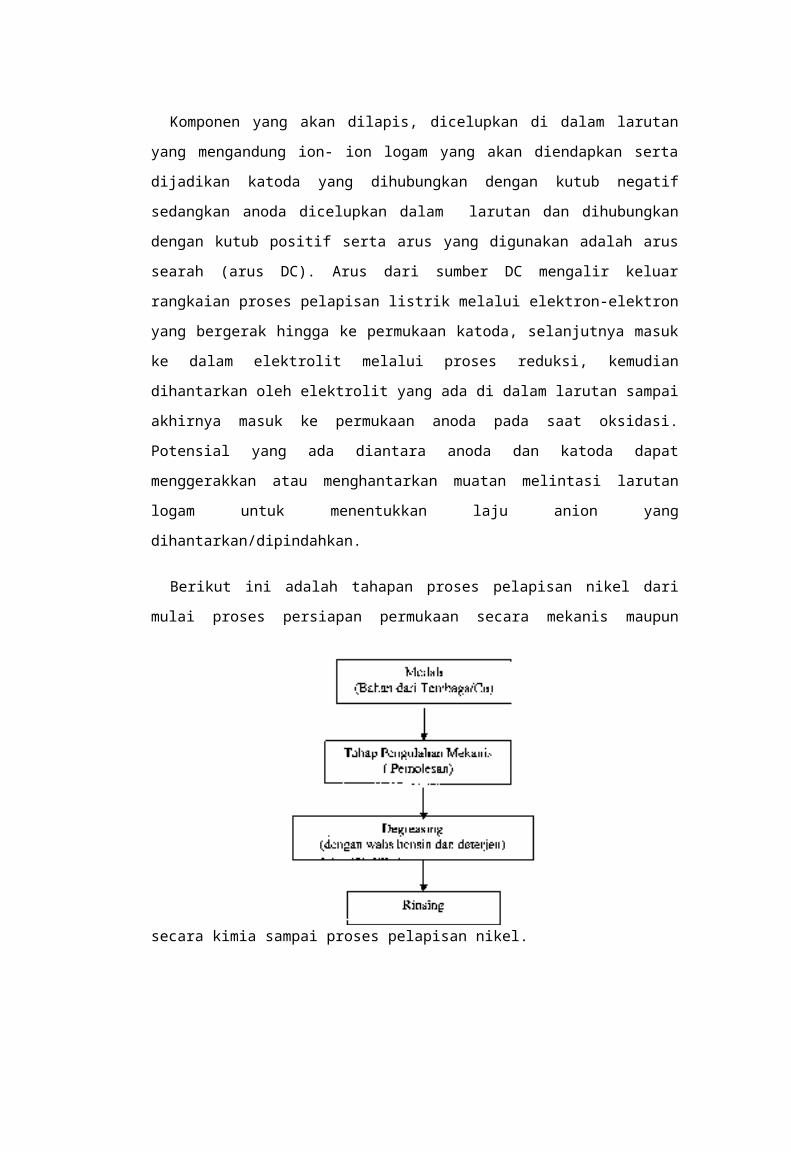
Berikut ini adalah tahapan proses pelapisan nikel dari mulai proses persiapan
permukaan secara mekanis maupun secara kimia sampai proses pelapisan nikel.
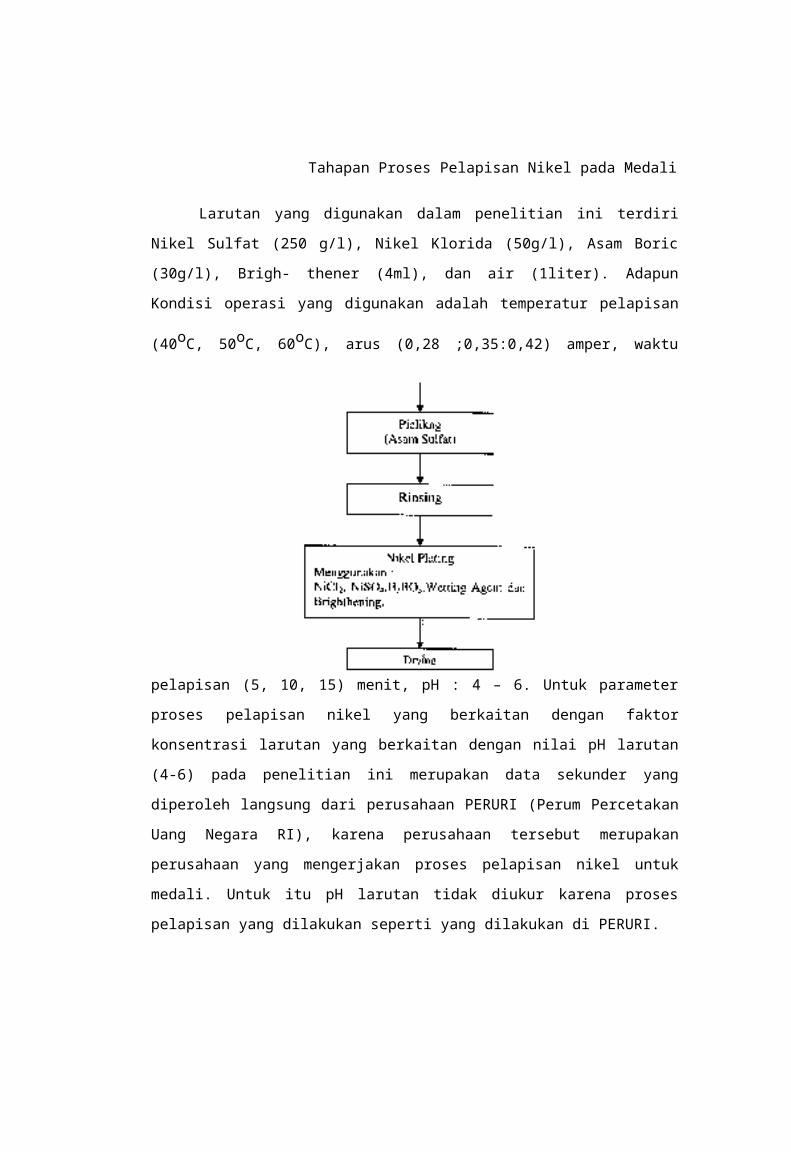
Tahapan Proses Pelapisan Nikel pada Medali
Larutan yang digunakan dalam penelitian ini terdiri Nikel Sulfat (250 g/l), Nikel
Klorida (50g/l), Asam Boric (30g/l), Brigh- thener (4ml), dan air (1liter). Adapun Kondisi
operasi yang digunakan adalah temperatur pelapisan (40oC, 50oC, 60oC), arus
(0,28 ;0,35:0,42) amper, waktu pelapisan (5, 10, 15) menit, pH : 4 – 6. Untuk parameter
proses pelapisan nikel yang berkaitan dengan faktor konsentrasi larutan yang berkaitan
dengan nilai pH larutan (4-6) pada penelitian ini merupakan data sekunder yang diperoleh
langsung dari perusahaan PERURI (Perum Percetakan Uang Negara RI), karena
perusahaan tersebut merupakan perusahaan yang mengerjakan proses pelapisan nikel
untuk medali. Untuk itu pH larutan tidak diukur karena proses pelapisan yang dilakukan
seperti yang dilakukan di PERURI.
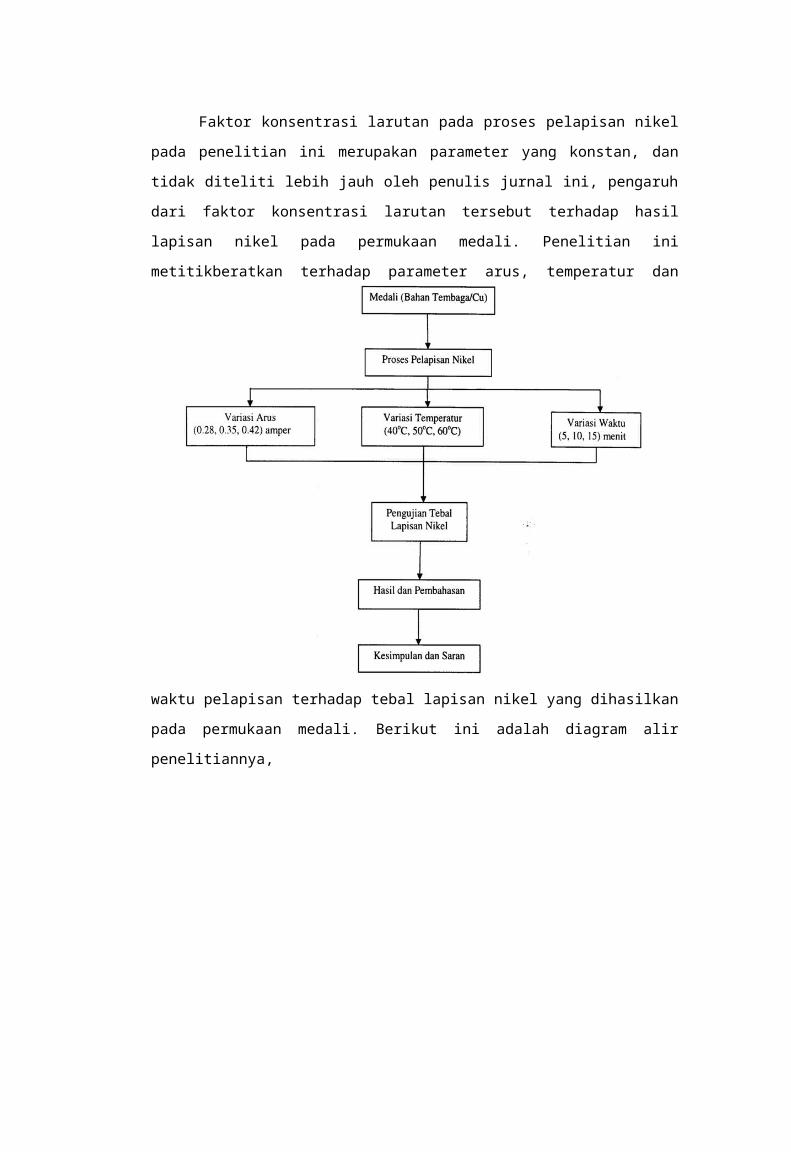
Faktor konsentrasi larutan pada proses pelapisan nikel pada penelitian ini
merupakan parameter yang konstan, dan tidak diteliti lebih jauh oleh penulis jurnal ini,
pengaruh dari faktor konsentrasi larutan tersebut terhadap hasil lapisan nikel pada
permukaan medali. Penelitian ini metitikberatkan terhadap parameter arus, temperatur
dan waktu pelapisan terhadap tebal lapisan nikel yang dihasilkan pada permukaan medali.
Berikut ini adalah diagram alir penelitiannya,
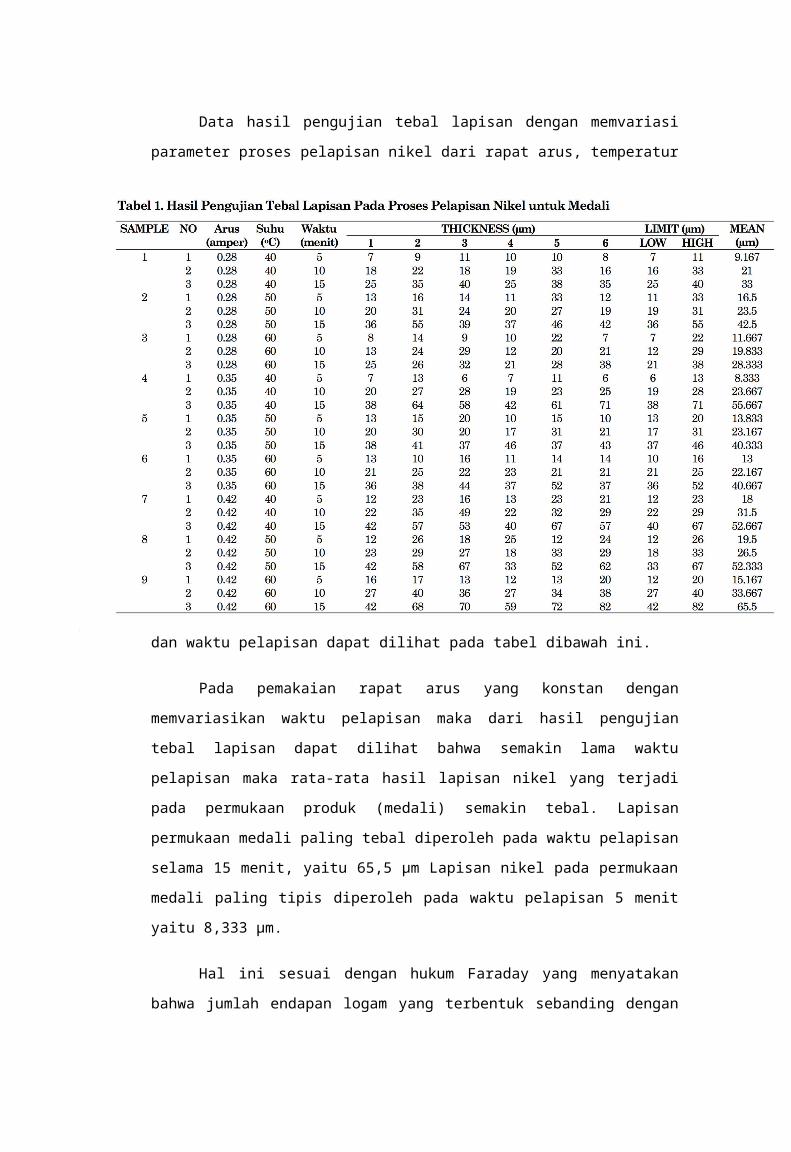
Data hasil pengujian tebal lapisan dengan memvariasi parameter proses pelapisan
nikel dari rapat arus, temperatur dan waktu pelapisan dapat dilihat pada tabel dibawah ini.
Pada pemakaian rapat arus yang konstan dengan memvariasikan waktu pelapisan
maka dari hasil pengujian tebal lapisan dapat dilihat bahwa semakin lama waktu
pelapisan maka rata-rata hasil lapisan nikel yang terjadi pada permukaan produk (medali)
semakin tebal. Lapisan permukaan medali paling tebal diperoleh pada waktu pelapisan
selama 15 menit, yaitu 65,5 μm Lapisan nikel pada permukaan medali paling tipis
diperoleh pada waktu pelapisan 5 menit yaitu 8,333 μm.
Hal ini sesuai dengan hukum Faraday yang menyatakan bahwa jumlah endapan
logam yang terbentuk sebanding dengan jumlah arus listrik yang diberikan dikalikan
dengan lamanya operasi berlangsung. Nilai pH untuk keseluruhan proses yang dilakukan
dalam penelitian ini merupakan parameter tetap.
Pada hasil pengujian tebal lapisan untuk penggunaan arus yang berbeda
dengan waktu yang digunakan konstan, maka tebal lapisan tertinggi diperoleh pada saat
arusnya adalah 0.42 amper (65.5μm) dan tebal lapisan terendah diperoleh pada saat
arusnya adalah 0.35 amper (8.333μm).
Dengan kuat arus tetap, 0,35 ampere dan waktu 5 menit, menghasilkan pelapisan
setebal 8,33 μm. Sedang dengan kuat arus yang lebih rendah (0,28 amper), tebal lapisan
yang diperoleh adalah 9,167 μm, atau sekitar 12% lebih tebal dari hasil pelapisan pada
0,35 amper. Kedua proses dilakukan dalam kondisi pH larutan yang sama yaitu (4–6).
Kondisi tersebut kemungkinan diakibatkan oleh beberapa faktor. Diantaranya adalah
konsentrasi larutan yang digunakan pada saat proses pelapisan. Secara teoritis
konsentrasi larutan ini akan berkaitan dengan nilai pH dari larutan. Pada larutan elektrolit
nikel mempunyai batas-batas pH yang diijinkan agar proses tersebut berlangsung baik,
berkisar antara 1,5 – 5,2. Jika nilai pH melebihi dari nilai yang diijinkan maka akan
terjadi sumuran pada permukaan produk dan lapisan nikel pada permukaan benda yang
dilapisi berubah menjadi kasar. Sebaiknya pada penelitian lebih lanjut, harus dilakukan
serangkaian pengujian untuk mendapatkan data- data tentang sejauhmana pengaruh dari
faktor konsentrasi larutan terutama pH larutan yang digunakan untuk mendapatkan mutu
lapisan yang baik.
Pengujian pada temperature 400C dan dengan arus 0,28 amper serta waktu proses
selama 5 menit, menghasilkan tebal lapisan yang lebih tipis jika dibandingkan dengan
hasil pengujian pada temperatur 50 0C dan 600C. Tetapi untuk kondisi arus dan waktu
yang sama yaitu 0,28 amper selama 5 menit, tebal lapisan yang diperoleh pada temperatur
60 0C, lebih tipis jika dibandingkan pada temperatur 500C. Tebal lapisan yang dihasilkan
pada pengujian dengan arus 0,28 amper dan waktu pelapisan 10 menit dan 15 menit
cenderung sama dengan yang dihasilkan pada waktu pelapisan 5 menit. Tebal lapisan
mengalami peningkatan nilai pada temperatur 500C dibandingkan pada temperatur 400C
tetapi tebal lapisan tidak mengalami peningkatan pada temperature 600C. Kondisi yang
sama terjadi pada arus 0,35 amper untuk temperatur 500C dan 600C dengan waktu
pelapisan 15 menit terjadi penurunan nilai dari tebal lapisan dibandingkan pada
temperatur 40 0C. Penurunan nilai tebal lapisan terjadi pula pada arus 0,42 amper dan
temperatur 500C dengan waktu pelapisan 10 menit serta temperatur 600C dengan waktu
pelapisan 5 menit.
Secara teoritis dinyatakan bahwa kenaikan temperatur akan menyebabkan
naiknya konduktifitas dan difusitas larutan elektrolit, berarti tahanan elektrolit akan
mengecil sehingga potensial yang dibutuhkan untuk mereduksi ion-ion logam berkurang
sehingga hasil lapisan yang dihasilkan pada permukaan logam akan menurun.
Dari hasil pengujian ini dapat dijadikan dasar untuk melakukan proses pelapisan
nikel pada medali dalam menentukan arus, waktu dan temperature pelapisan yang
digunakan untuk menghasilkan tebal akhir dari lapisan nikel yang diinginkan di
permukaan medali. Jika misalnya hanya menginginkan tebal lapisan dalam range antara
(10 – 20) μm maka tidak usah menggunakan arus yang besar dan waktu pelapisan yang
lama sehingga dapat menekan waktu proses. Arus yang dapat digunakan adalah antara
0.28–0.35 amper, waktu pelapisan antara 5–10 menit dan temperatur pelapisan (40–
50)0C. Kondisi temperatur harus dijaga konstan, jangan sampai mengalami peningkatan
maupun penurunan yang cukup besar karena akan mempengaruhi nilai kualitas maupun
kuantitas dari tebal lapisan yang dihasilkan.
Kesimpulan
Dari hasil penelitian ini maka dapat diambil kesimpulan sebagai berikut:
1. Tebal lapisan nikel pada percobaan ini dipengaruhi oleh parameter rapat arus,
temperatur dan waktu pelapisan.
2. Semakin lama waktu pelapisan dan semakin besar arus yang digunakan maka semakin
tebal lapisan nikel yang dihasilkan pada permukaan medali.
3. Temperatur pada proses pelapisan harus dijaga konstan karena akan mempengaruhi
terhadap tebal lapisan nikel yang dihasilkan pada permukaan medali.
Pengaruh konsentrasi larutan dan kuat arus terhadap ketebalan pada proses pelapisan
nikel untuk baja karbon rendah
Penelitian ini bertujuan untuk mengetahui pengaruh konsentrasi larutan dan arus
listrik terhadap ketebalan lapisan nikel. Pada penelitian ini variabel bebasnya adalah arus
listrik dan konsentrasi larutan. Arus listrik divariasikan 50, 55, dan 60 A. Konsentrasi
larutan divariasikan menjadi 3 yaitu konsentrasi 1 (NiSO4 300 gr, NiCl2 40 gr,H3BO3
40gr, H2O 1000 ml), konsentrasi 2 (NiSO4 325 gr, NiCl2 45 gr, H3BO3 40gr, H2O 1000
ml) dan konsentrasi 3 (NiSO4 350 gr, NiCl2 50 gr, H3BO3 40gr, H2O 1000ml).
Spesimen berupa plat baja karbon rendah berukuran 50mm x 30mm x 1.8 mm sebanyak
27 buah.
METODE PENELITIAN
Alat dan bahan yang digunakan
Alat dan bahan yang digunakan dalam penelitian ini terdiri dari empat proses
yaitu proses persiapan, proses pembuatan elektrolit dan proses elektropating serta
pengambilan gambar.
Alat persiapan yang meliputi alat-alat mesin perkakas yang digunakan untuk
membuat spesimen dari lembaran plat sampai menjadi ukuran 3 x 5 mm.
Bahan membuat elektrolit yang terdiri dari asam borak ( H3BO3, ), Nikel sulfat
(NiSO4,) nikel klorida (NiCl2) dan aquadest. Sedang alat yang digunakan antara lain bak,
termometer, pemanas, pengaduk dan timbangan.
Bahan untuk proses elektroplating yaitu katoda plat baja lunak, anoda nikel, serta
elektrolit untuk pelapisan nikel. Sedang alat yang digunakan bak, pemanas, pengaduk,
stop watch, termometr, pengait, multimeter, dan rectifier.
Variabel penelitian
Secara khusus variabel penelitian dikelompokan sebagai berikut :
Variabel bebas dalam penelitian ini adalah arus listrik yang divariasikan (50 A, 55 A dan
60 A) dan konsentrasi larutan seperti pada tabel di bawah.
Konsetrasi
larutan H3BO3
(gr)
NiSO
4
(gr)
NiCl2
(gr)
H2O
(ml)
Nama
konsentrasi
30 300 40 1000 1
30 325 45 1000 2
30 350 50 1000 3
Parameter yang divariasikan adalah konsentrasi larutan yang dibuat 3 kali
perubahan, dimana pada tabe ini untuk perubahan yang pertama tidak semua komposisi
elektrolit itu diubah, perubahan konsentrasi larutan dilakukan pada nikel sulfat (NiSO4)
dan nikel klorida (NiCl2).
PELAKSANAAN PERCOBAAN
Percobaan dilakukan dengan menggunakan elektolit yang yang mempunyai
komposisi kimia H2O, H3BO3, NiSO4, NiCl2, brigner, nisol, dengan mengubah
prosentase NiSO4, NiCl2 diulangi tiga kali percobaan, masing-masing percobaan
dilkukan pada arus yang berbeda dan juga diulang tiga kali perubahan yaitu 55 A, 60 A
dan 65 A pengujian masing-masing dilakukan selama 20 menit tiap percobaan, hasil dari
percobaan ini berupa plat baja lunak yang telah terlapisi oleh nikel.
Plat baja yang tekah terlapisi nikel, dilakukan pengukuran ketebalannya dengan
menggunakan mikroskop. Gambar diambil dengan pembesaran 40 x, gambar diambil 3
pada setiap percobaan, sehingga untuk satu konsentrasi didapatkan 9 gambar dan
menghasilkan 9 data hasil pengukuran.
Pembahasan
Adanya pengaruh kuat arus listrik dan konsentrasi larutan terhadap ketebalan
lapisan yang terbentuk pada permukaan spesimen dapat dilihat pada gambar .2, 3 dan .4.
dengan mengamati grafik tersebut maka dapat terlihat bahwa pada kondisi konsentrasi 1
gambar .2 tidak terlihat adanya pengaruh antara arus yang divariasikan terhadap
ketebalan. Hal ini menyimpang dari hukum Faraday, dimana kedua hukumnya
menyatakan secara matematis bahwa masa yang terbentuk pada suatu proses elektrokimia
adalah berbanding lurus dengan kuat arus listrik [7]. Penyimpangan ini mungkin terjadi
karena konsentrasi yang rendah, sehingga Ni terlarut kurang dan kemungkinan juga
penyebab adalah terletak pada efisiensi proses yang dilaksanakan, dimana kondisinya
belum memenuhi kondisi ideal. Misalnya dalam penyaluran arus listrik yang dibutuhkan
untuk membangkitkan pergerakan elektron pada kedua elektroda (spesimen dan anoda),
termasuk perpindahan material diantara keduanya yang diangkut oleh ion-ion bermuatan
listrik melalui larutan.
Pada pelaksanaan proses pelapisan, baik anoda maupun katoda (spesimen)
pemasanganya hanya menggunakan kawat pengait. Kondisi pemasangan seperti ini
memungkinkan tidak stabilnya kedudukan kedua elektroda, sebab selama proses
berlangsung timbul gelembung udara dalam larutan. Ketidak stabilan kedudukan ini
tentunya akan mempengarui penyaluran arus listrik.
Pada konsentrasi 2 dan konsentrasi 3 terlihat adanya kenaikan ketebalan.
Penjelasan untuk kondisi ini adalah semakin besar nilai kuat arus listrik yang digunakan,
maka akan menyebabkan elektron lebih reaktif (lebih mudah bergerak), Hal ini juga akan
menyebabkan porsi akumulasi pergerakan elektron dan perpindahan material pada kedua
elektroda juga semakin besar Hal lain yang perlu dikemukakan dan berkaitan dengan
hasil percobaan ini adalah konsep toritis mengenai proses elektrokimia yang
dikemukakan oleh Faraday. Secara kualitatif hasil perhitungan secara teoritis telah
menunjukan hasil atau pola yang sama dengan hasil yang diperoleh melalui percobaan,
walaupun masih terdapat perbedaan secara kuantitatif.
Pengaruh variabel konsentrasi terhadap variabel ketebalan lapisan dapat juga
dilihat dari gambar 2, 3.dan 4. Pada gambar 4 menunjukan adanya ketebalan pelapisan
yang paling tinggi yaitu 23,26 μm pada arus 60 A. Penjelasanya adalah semakin tinggi
konsentrasi NiSO4 dan NiCl2 maka nikel yang tersedia dalam elekktrolit akan semakin
banyak, sehingga kesempatan nikel tersebut menempel pada spesimen itu menjadi lebih
tinggi. Pada proses elektroplating larutan elekrolit NiSO4 terurai menjadi ion Ni dan
SO4. kation elektrolit (SO42-) menempel pada anoda. Pada katoda plat baja mengalami
pelepasan oksigen terhadap larutan nikel (NiSO4) akibat adanya arus listrik searah
dengan tegangan konstan sehingga ion nikel (Ni) akan menempel pada permukaan plat
baja atau besi dengan perantara elektrolit nikel sehingga plat baja/besi terlapisi nikel.
Reaksi yang terjadi pada anoda adalah bahan pelapis nikel (Ni) mengikat oksigen yang
dilepaskan oleh plat baja/besi. Bahan pelapis nikel akan mengalami pengikatan yang
kemudian akan terlarut pada elektrolit nikel (NiSO4) yang telah melapisi plat tersebut.
Sehingga larutan elektrolit nikel (NiSO4) tetap stabil, akibatnya bahan pelapis nikel (Ni)
lama kelamaan akan berkurang atau habis.
Dengan membandingkan data yang ada, maka dapat diketahui bahwa nilai
ketebalan lapisan pada permukaan spesimen yang diperoleh secara teoritis dengan
menggunakan perhitungan dasar elektrokimia, lebih tinggi jika dibandingkan dengan nilai
ketebalan lapisan yang diperoleh dari pengukuran (experimen).
KESIMPULAN
Pada konsentrasi 1, besar arus listrik tidak berpengaruh terhadap ketebalan nikel.
Pada konsentrasi 2 dan 3, semakin besar arus listrik akan diperoleh hasil lapisan yang
makin tebal. Semakin tinggi konsentrasi NiSO4 dan NiCl2 maka lapisan nikel akan
semakin tebal. Ketebalan minimum diperoleh pada konsentrasi 1 pada arus 55 A yaitu
5,06 μm dan hasil pengukuran tertinggi pada konsentrasi 3 dengan arus 60 A ketebalan
23,26 μm.
Referensi
http://repository.ipb.ac.id/bitstream/handle/123456789/61440/G12sfa1.pdf
http://repository.usu.ac.id/bitstream/123456789/29124/3/Chapter%20II.pdf
http://puslit2.petra.ac.id/ejournal/index.php/mes/article/download/16642/16634.
Buku Korosi Untuk Mahasiswa Dan Rekayasawan karya KR. Trethewey dan J.
Chamberlain
http://ejournal.undip.ac.id/index.php/rotasi/article/view/4645/4209