p 4 - Sambungan Las Dengan Beban Normal-For Student
14
SAMBUNGAN LAS Pengelasan : proses penyambungan dua bagian logam dengan cara melelehkan kedua ujung bagian logam yang disambung, dengan atau tanpa logam pengisi, kemudian didinginkan secara bersama. METODA PENGELASAN Sambungan las termasuk klasifikasi sambungan tetap, karena sambungan ini tidak dapat dibongkar pasang tanpa merusak material penyambung dan material yang disambung (logam induk). Sambungan las diaplikasikan sebagai proses alternatif dalam pembentukan komponen mesin yang biasanya dibentuk dengan proses pengecoran untuk menurunkan biaya produksi komponen mesin tersebut. Pengelasan juga dimanfaatkan sebagai media reparasi peralatan mesin, seperti menutupi retakan logam atau melapisi bagian mesin yang aus Komponen yang disambung dengan proses pengelasan, setelah diberi perlakuan panas, biasanya memiliki kekuatan yang tinggi pada bagian sambungannya. Hal itu merupakan salah satu keunggulan pengelasan pada komponen mesin yang bergerak atau peralatan transportasi.
-
Upload
muhamadsaukie -
Category
Documents
-
view
88 -
download
15
description
bahan kuliah..teknik mesin universitas bung hatta padangdosen : Ir. Edi Sepete. S,.M.T., Phd
Transcript of p 4 - Sambungan Las Dengan Beban Normal-For Student
SAMBUNGAN LAS
Pengelasan : proses penyambungan dua bagian logam dengan cara melelehkan kedua ujung bagian logam yang disambung, dengan atau tanpa logam pengisi, kemudian didinginkan secara bersama.
METODA PENGELASAN
Sambungan las termasuk klasifikasi sambungan tetap, karena sambungan ini tidak dapat dibongkar pasang tanpa merusak material penyambung dan material yang disambung (logam induk).
Sambungan las diaplikasikan sebagai proses alternatif dalam pembentukan komponen mesin yang biasanya dibentuk dengan proses pengecoran untuk menurunkan biaya produksi komponen mesin tersebut.
Pengelasan juga dimanfaatkan sebagai media reparasi peralatan mesin, seperti menutupi retakan logam atau melapisi bagian mesin yang aus
Komponen yang disambung dengan proses pengelasan, setelah diberi perlakuan panas, biasanya memiliki kekuatan yang tinggi pada bagian sambungannya. Hal itu merupakan salah satu keunggulan pengelasan pada komponen mesin yang bergerak atau peralatan transportasi.
Secara umum proses pengelasan diklasifikasikan sebagai : 1. Pengelasan dengan pemanasan, contoh : pengelasan
pelelehan (fusion welding). 2. Pengelasan dengan pemasanan dan penekanan,
contoh : pengelasan tekan dan tempa (forge welding).
Pengelasan dengan Pelelehan
Sumber panas diperoleh dari gas oxyacetylene atau arus listrik yang dialirkan antara elektroda dan benda kerja.
Ujung-ujung logam yang akan disambung dipanaskan hingga meleleh dan disambungkan dengan menambahkan logam pengisi cair (molten filler) dari batang lasan (pada las listrik) atau tanpa logam pengisi (pada las las oxy-acetylene pelat tipis).
Berdasarkan metoda pembangkitan panasnya, pengelasan pelelehan dikelompokkan sebagai :1. Las Termit (Thermit Welding)2. Las Gas (Gas Welding)3. Las Listrik (Electric Arc Welding)
Las Termit (Thermit Welding).
Pada pengelas termit, campuran oksida besi dan aluminium yang disebut termit dipanaskan hingga oksida besi berubah menjadi besi cair. Kemudian lelehan besi cair tersebut dituang kedalam cetakan yang terdapat disekeliling sambungan untuk selanjutnya membeku bersama bagian yang dilas.
Keuntungan dari las termit ini adalah komponen logam pada daerah lasan membeku pada saat yang bersamaan, sehingga meminimalkan terjadinya tegangan sisa.
Las termit umumnya digunakan pada pengelasan komponen besi dan baja, seperti rel, rangka truck, rangka kereta api, dll. Selain itu las termit juga digunakan pada proses perbaikan roda gigi yang patah atau komponen yang patah geser.
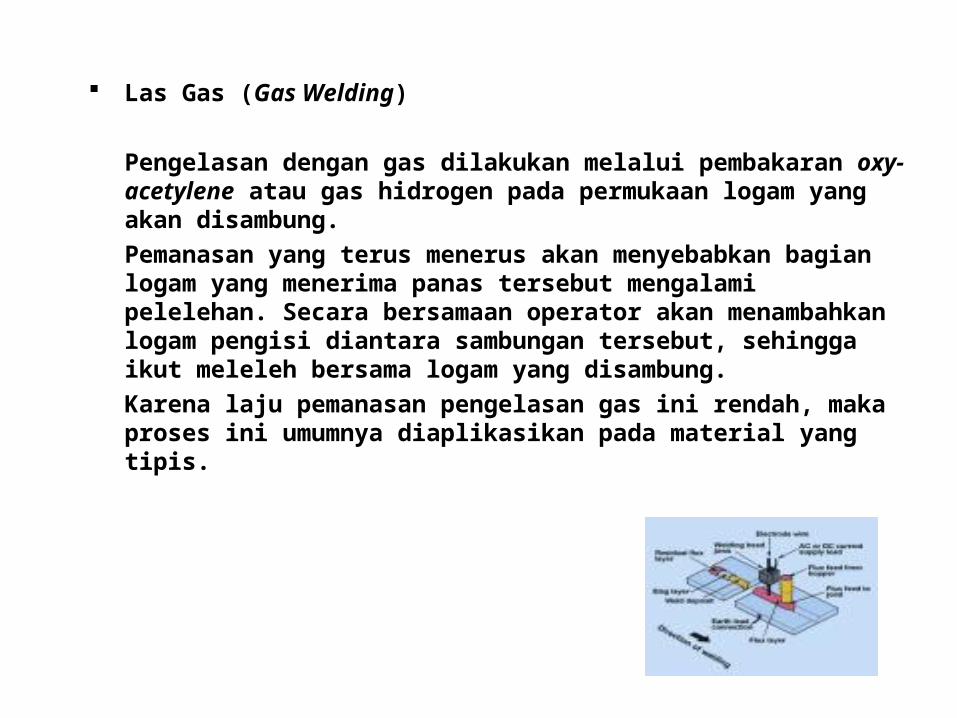
Las Gas (Gas Welding)
Pengelasan dengan gas dilakukan melalui pembakaran oxy-acetylene atau gas hidrogen pada permukaan logam yang akan disambung.
Pemanasan yang terus menerus akan menyebabkan bagian logam yang menerima panas tersebut mengalami pelelehan. Secara bersamaan operator akan menambahkan logam pengisi diantara sambungan tersebut, sehingga ikut meleleh bersama logam yang disambung.
Karena laju pemanasan pengelasan gas ini rendah, maka proses ini umumnya diaplikasikan pada material yang tipis.
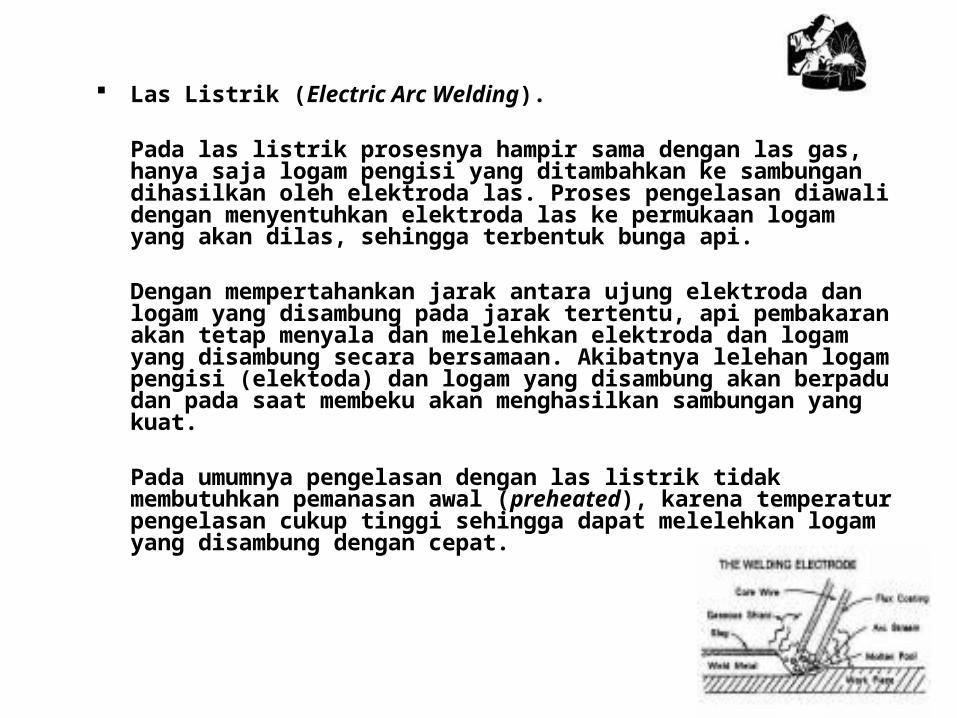
Las Listrik (Electric Arc Welding).
Pada las listrik prosesnya hampir sama dengan las gas, hanya saja logam pengisi yang ditambahkan ke sambungan dihasilkan oleh elektroda las. Proses pengelasan diawali dengan menyentuhkan elektroda las ke permukaan logam yang akan dilas, sehingga terbentuk bunga api.
Dengan mempertahankan jarak antara ujung elektroda dan logam yang disambung pada jarak tertentu, api pembakaran akan tetap menyala dan melelehkan elektroda dan logam yang disambung secara bersamaan. Akibatnya lelehan logam pengisi (elektoda) dan logam yang disambung akan berpadu dan pada saat membeku akan menghasilkan sambungan yang kuat.
Pada umumnya pengelasan dengan las listrik tidak membutuhkan pemanasan awal (preheated), karena temperatur pengelasan cukup tinggi sehingga dapat melelehkan logam yang disambung dengan cepat.
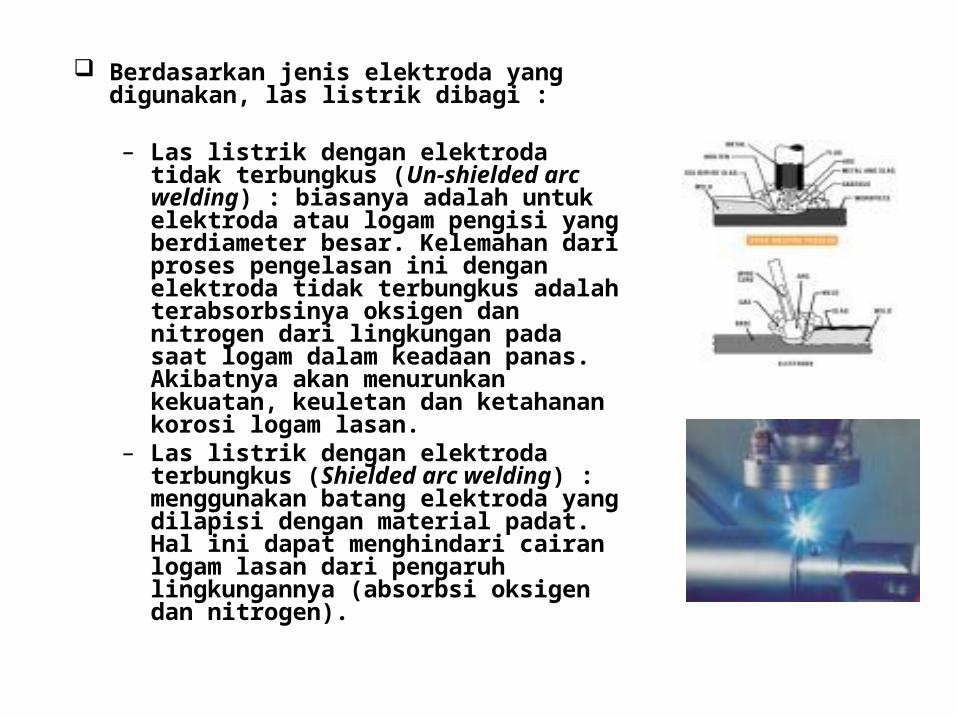
Berdasarkan jenis elektroda yang digunakan, las listrik dibagi :
– Las listrik dengan elektroda tidak terbungkus (Un-shielded arc welding) : biasanya adalah untuk elektroda atau logam pengisi yang berdiameter besar. Kelemahan dari proses pengelasan ini dengan elektroda tidak terbungkus adalah terabsorbsinya oksigen dan nitrogen dari lingkungan pada saat logam dalam keadaan panas. Akibatnya akan menurunkan kekuatan, keuletan dan ketahanan korosi logam lasan.
– Las listrik dengan elektroda terbungkus (Shielded arc welding) : menggunakan batang elektroda yang dilapisi dengan material padat. Hal ini dapat menghindari cairan logam lasan dari pengaruh lingkungannya (absorbsi oksigen dan nitrogen).
Pengelasan dengan Pemasanan dan Penekanan
Contoh : pengelasan tempa. Pada proses pengelasan ini, komponen yang akan disambung terlebih dahulu dipanaskan didalam furnace. Kemudian dilakukan penempaan pada bagian yang disambung. Metoda ini jarang diaplikasikan saat ini.
An-electric-resistance welding adalah contoh dari pengelasan tempa. Pada kasus ini, komponen yang akan disambung di press bersama dan arus listrik dialirkan melewati logam yang disambung, sampai logam menjadi panas, kemudian dilakukan penyambungan.
JENIS SAMBUNGAN LAS
(1). Sambungan berimpit (lap / fillet joint), (2). Sambungan temu (butt joint).
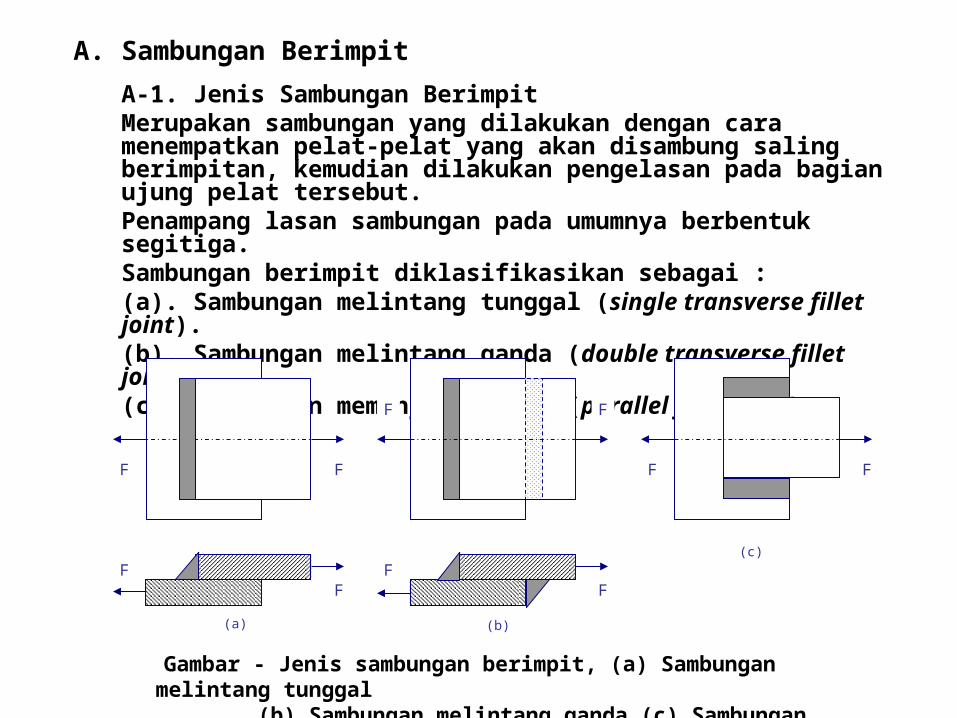
A. Sambungan Berimpit
A-1. Jenis Sambungan BerimpitMerupakan sambungan yang dilakukan dengan cara menempatkan pelat-pelat yang akan disambung saling berimpitan, kemudian dilakukan pengelasan pada bagian ujung pelat tersebut. Penampang lasan sambungan pada umumnya berbentuk segitiga. Sambungan berimpit diklasifikasikan sebagai :(a). Sambungan melintang tunggal (single transverse fillet joint).(b). Sambungan melintang ganda (double transverse fillet joint).(c). Sambungan memanjang ganda (parallel fillet joint).
F F
FF
(b)
F F
FF
Gambar - Jenis sambungan berimpit, (a) Sambungan melintang tunggal (b) Sambungan melintang ganda (c) Sambungan memanjang ganda
F F
(a)
(c)
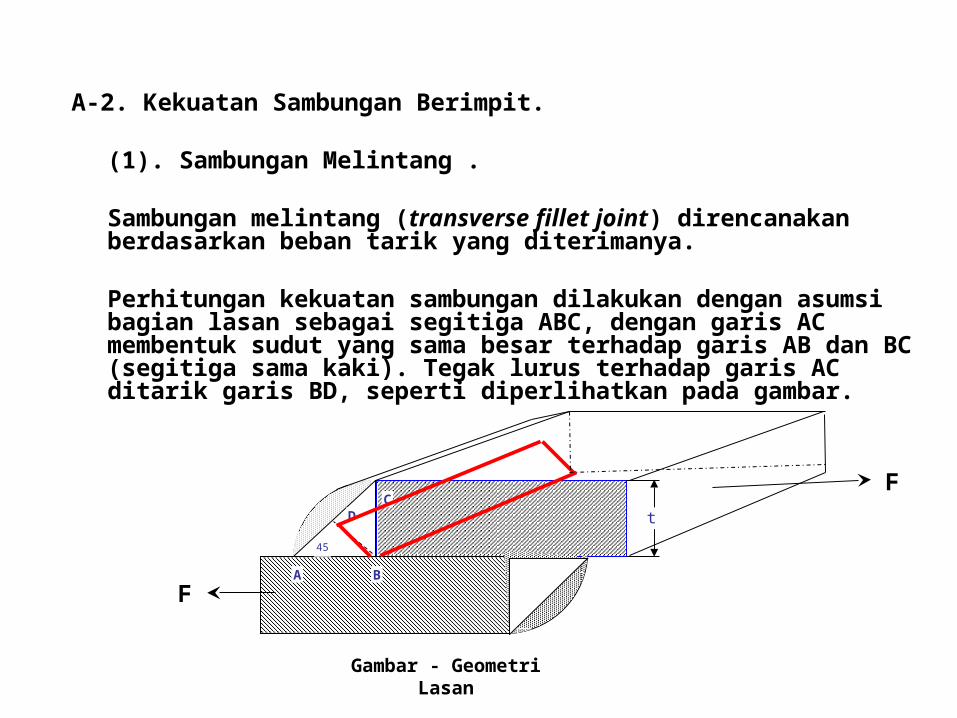
A-2. Kekuatan Sambungan Berimpit.
(1). Sambungan Melintang .
Sambungan melintang (transverse fillet joint) direncanakan berdasarkan beban tarik yang diterimanya.
Perhitungan kekuatan sambungan dilakukan dengan asumsi bagian lasan sebagai segitiga ABC, dengan garis AC membentuk sudut yang sama besar terhadap garis AB dan BC (segitiga sama kaki). Tegak lurus terhadap garis AC ditarik garis BD, seperti diperlihatkan pada gambar.
tD
45
C
BA
Gambar - Geometri Lasan
F
F
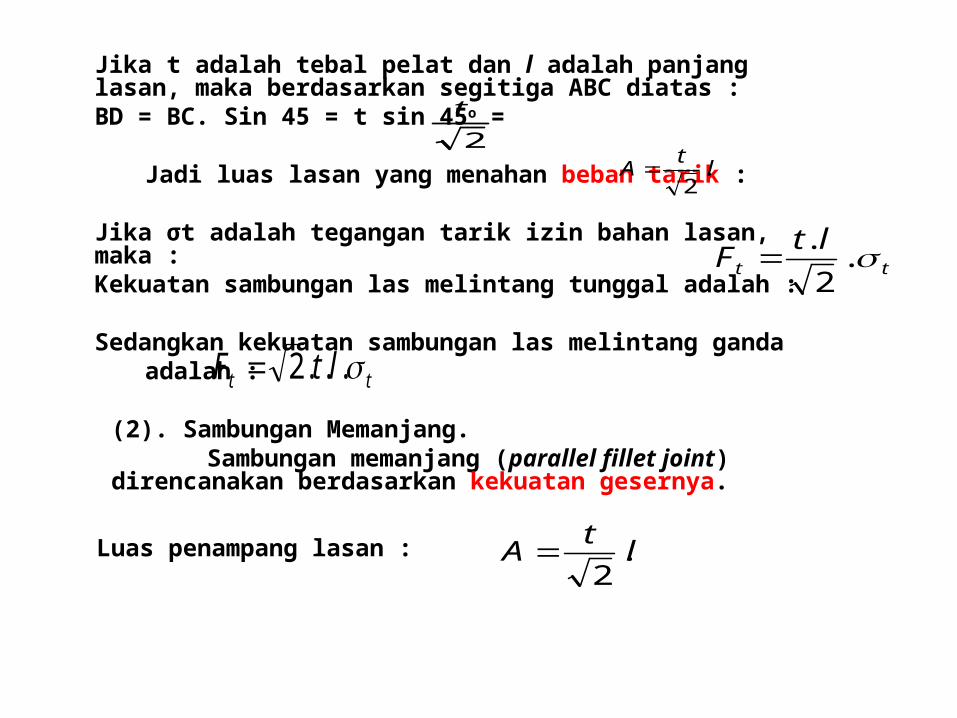
Jika t adalah tebal pelat dan l adalah panjang lasan, maka berdasarkan segitiga ABC diatas :BD = BC. Sin 45 = t sin 45o =
Jadi luas lasan yang menahan beban tarik :
Jika σt adalah tegangan tarik izin bahan lasan, maka :Kekuatan sambungan las melintang tunggal adalah :
Sedangkan kekuatan sambungan las melintang ganda adalah :
2
t
lt
A .2
tt ltF ...2
tt
ltF .
2
.
(2). Sambungan Memanjang.Sambungan memanjang (parallel fillet joint) direncanakan
berdasarkan kekuatan gesernya.
Luas penampang lasan : lt
A .2
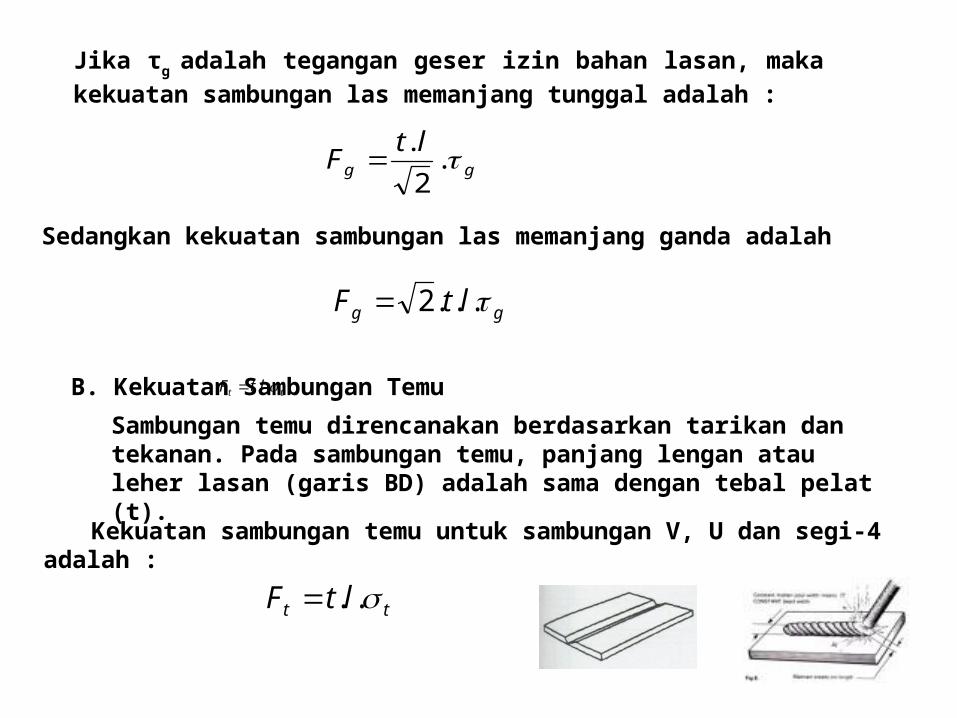
Jika τg adalah tegangan geser izin bahan lasan, maka kekuatan
sambungan las memanjang tunggal adalah :
gg
ltF .
2
.
Sedangkan kekuatan sambungan las memanjang ganda adalah
gg ltF ...2
B. Kekuatan Sambungan Temu
Sambungan temu direncanakan berdasarkan tarikan dan tekanan. Pada sambungan temu, panjang lengan atau leher lasan (garis BD) adalah sama dengan tebal pelat (t).
Kekuatan sambungan temu untuk sambungan V, U dan segi-4 adalah :
tt ltF ..
tt ltF ..
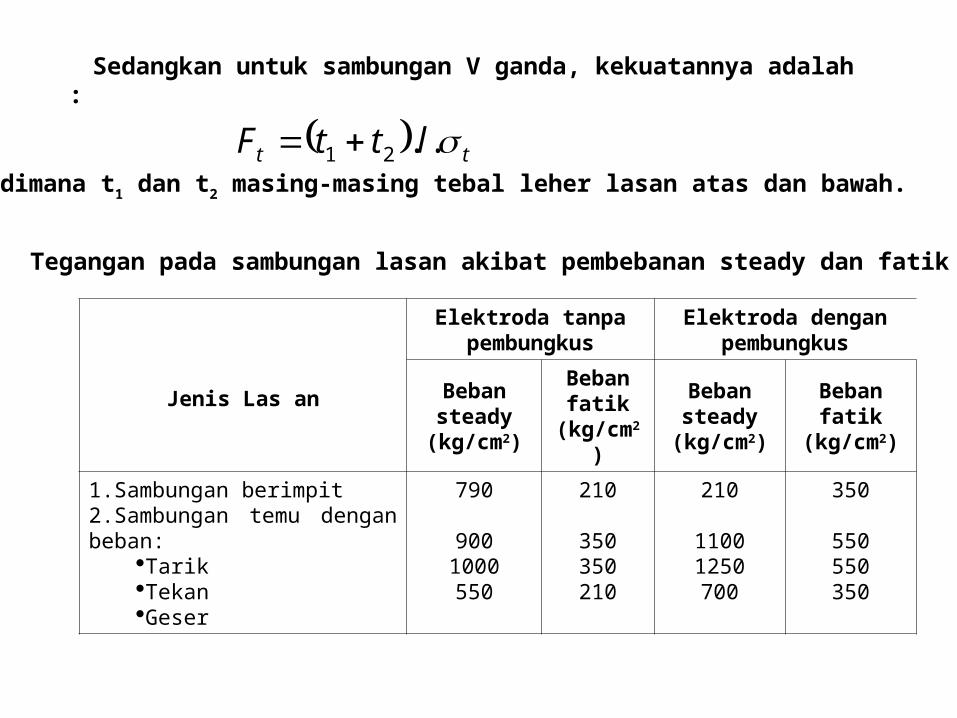
Sedangkan untuk sambungan V ganda, kekuatannya adalah :
tt lttF ..21 dimana t1 dan t2 masing-masing tebal leher lasan atas dan bawah.
Tegangan pada sambungan lasan akibat pembebanan steady dan fatik
Jenis Las an
Elektroda tanpa pembungkus
Elektroda dengan pembungkus
Beban steady
(kg/cm2)
Beban fatik
(kg/cm2
)
Beban steady
(kg/cm2)
Beban fatik
(kg/cm2)
1.Sambungan berimpit 2.Sambungan temu dengan beban:
TarikTekanGeser
790
9001000550
210
350350210
210
11001250700
350
550550350
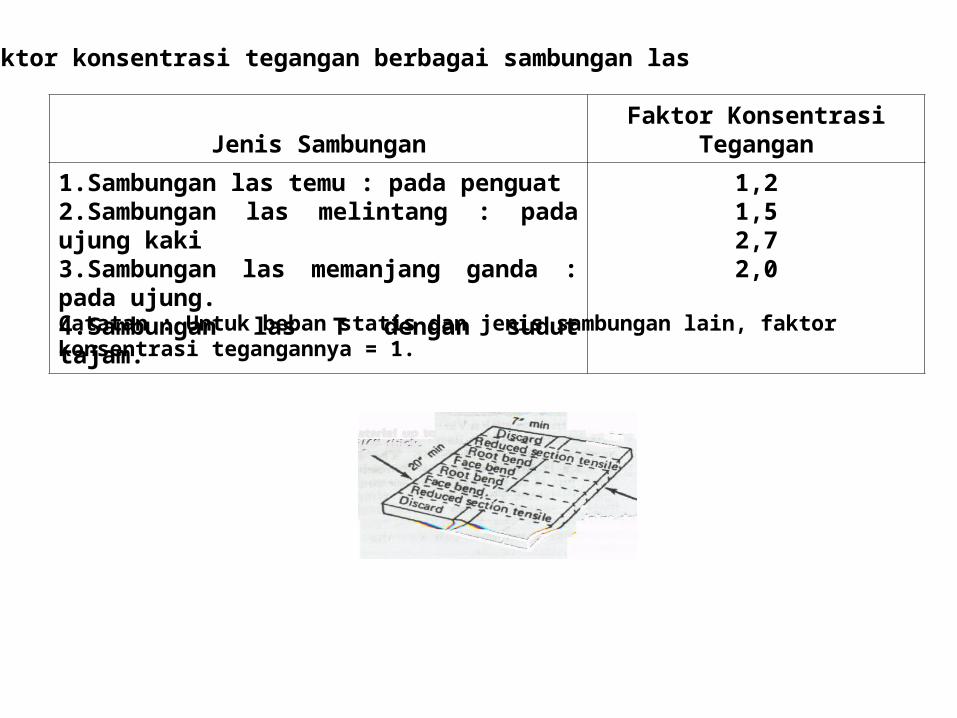
Jenis SambunganFaktor Konsentrasi
Tegangan
1.Sambungan las temu : pada penguat2.Sambungan las melintang : pada ujung kaki3.Sambungan las memanjang ganda : pada ujung.4.Sambungan las T dengan sudut tajam.
1,21,52,72,0
Catatan : Untuk beban statis dan jenis sambungan lain, faktor konsentrasi tegangannya = 1.
Faktor konsentrasi tegangan berbagai sambungan las