Laser Beam Machining
83
Abstract Abstrak An overview is given of the state of the art of laser beam machining in general with special emphasis on applications of short andGambaran yang diberikan dari keadaan seni mesin sinar laser secara umum dengan penekanan khusus pada aplikasi pendek dan ultrashort lasers.ultrashort laser. In laser welding the trend is to apply optical sensors for process control. Dalam pengelasan laser tren adalah untuk menerapkan sensor optik untuk pengendalian proses. Laser surface treatment is mostly used to apply Laser pengobatan permukaan sebagian besar digunakan untuk menerapkan corrosion and wear resistant layers, but also for repair of engine and machine parts.korosi dan keausan lapisan tahan, tetapi juga untuk perbaikan mesin dan bagian mesin. In micro-machining, shorter pulses reduce heat-affected Dalam mikro-mesin, pulsa pendek mengurangi panas yang terkena dampak damage of the material and opens new ways for nanometer accuracy.kerusakan material dan membuka cara-cara baru untuk akurasi nanometer. Even 40 years after the development of the laser there is a lot of Bahkan 40 tahun setelah pengembangan laser ada banyak effort in developing new and better performing lasers.usaha dalam mengembangkan laser dengan performa dan lebih baik. The driving force is higher accuracy at reasonable cost, which is realised by compact Kekuatan pendorong adalah akurasi yang lebih tinggi dengan biaya murah, yang diwujudkan dengan kompak systems delivering short laser pulses of high beam quality.sistem memberikan pulsa laser pendek berkualitas balok tinggi. Another trend is the shift towards shorter wavelengths, which are better absorbed Kecenderungan lain adalah pergeseran ke arah panjang gelombang yang lebih pendek, yang lebih baik diserapby the material and which allows smaller feature sizes to be produced. oleh material dan ukuran yang memungkinkan fitur yang lebih kecil untuk diproduksi. Examples of new products, which became possible by this technique, Contoh produk baru, yang menjadi mungkin dengan teknik ini are given.diberikan. The trends in miniaturisation as predicted by Moore and Taniguchi are expected to continue over the next decade too thanks to Tren dalam miniaturisasi seperti yang diperkirakan oleh Moore dan Taniguchi diperkirakan akan terus selama dekade berikutnya terlalu berkat short and ultrashort laser machining techniques.pendek dan teknik mesin laser ultrashort.
-
Upload
achmad-fadhlan-yazid -
Category
Documents
-
view
785 -
download
16
Transcript of Laser Beam Machining

Abstract Abstrak
An overview is given of the state of the art of laser beam machining in general with special emphasis on applications of short andGambaran yang diberikan dari keadaan seni mesin sinar laser secara umum dengan penekanan khusus pada aplikasi pendek dan ultrashort lasers.ultrashort laser. In laser welding the trend is to apply optical sensors for process control. Dalam pengelasan laser tren adalah untuk menerapkan sensor optik untuk pengendalian proses. Laser surface treatment is mostly used to apply Laser pengobatan permukaan sebagian besar digunakan untuk menerapkan corrosion and wear resistant layers, but also for repair of engine and machine parts.korosi dan keausan lapisan tahan, tetapi juga untuk perbaikan mesin dan bagian mesin. In micro-machining, shorter pulses reduce heat-affected Dalam mikro-mesin, pulsa pendek mengurangi panas yang terkena dampak damage of the material and opens new ways for nanometer accuracy.kerusakan material dan membuka cara-cara baru untuk akurasi nanometer. Even 40 years after the development of the laser there is a lot of Bahkan 40 tahun setelah pengembangan laser ada banyak effort in developing new and better performing lasers.usaha dalam mengembangkan laser dengan performa dan lebih baik. The driving force is higher accuracy at reasonable cost, which is realised by compact Kekuatan pendorong adalah akurasi yang lebih tinggi dengan biaya murah, yang diwujudkan dengan kompak systems delivering short laser pulses of high beam quality.sistem memberikan pulsa laser pendek berkualitas balok tinggi. Another trend is the shift towards shorter wavelengths, which are better absorbed Kecenderungan lain adalah pergeseran ke arah panjang gelombang yang lebih pendek, yang lebih baik diserapby the material and which allows smaller feature sizes to be produced. oleh material dan ukuran yang memungkinkan fitur yang lebih kecil untuk diproduksi. Examples of new products, which became possible by this technique, Contoh produk baru, yang menjadi mungkin dengan teknik ini are given.diberikan. The trends in miniaturisation as predicted by Moore and Taniguchi are expected to continue over the next decade too thanks to Tren dalam miniaturisasi seperti yang diperkirakan oleh Moore dan Taniguchi diperkirakan akan terus selama dekade berikutnya terlalu berkat short and ultrashort laser machining techniques.pendek dan teknik mesin laser ultrashort.
© 2004 Elsevier BV All rights reserved. © 2004 Elsevier BV All rights reserved.
Keywords: Laser beam machining (LBM); Welding; Surface treatment; Micro-machining; Ablation Keywords: mesin Laser beam (LBM); Pengelasan, pengobatan Permukaan; Micro-mesin; Ablation
1. 1. Introduction Pengenalan
Photons are in this century. Foton dalam abad ini. They are replacing electrons Mereka menggantikan elektron
as the favourite tool in modern industry. sebagai alat favorit dalam industri modern. Light is used for Cahaya yang digunakan untuk

everything from eye surgery to telephone technology and segala sesuatu dari operasi mata dengan teknologi telepon dan
materials processing. bahan pengolahan. Photons are applied in an increasing Foton diterapkan dalam meningkatkan
number of topics addressed by this ISEM 14. jumlah topik yang dibahas oleh ISEM 14. An important Yang penting
property of light is that it has no volume, photons have no properti cahaya adalah bahwa ia memiliki volume tidak, foton tidak memiliki
charge, so when concentrated into a very small space, they biaya, jadi ketika terkonsentrasi dalam ruang yang sangat kecil, mereka
do not repulse each other like negative charged electrons do. tidak memukul mundur satu sama lain seperti elektron bermuatan negatif lakukan.
This is an important property especial for ultrashort machin- Ini adalah sifat penting utama untuk ultrashort Machin-
ing. ing. Light moves through space as a wave, but when it en- Cahaya bergerak melalui ruang sebagai sebuah gelombang, tetapi ketika en-
counters matter it behaves like a particle of energy, a photon. counter peduli itu berperilaku seperti sebuah partikel energi, foton.
Not all photons have the same amount of energy. Tidak semua foton memiliki jumlah energi yang sama. The visi- The-Visi
ble part of the spectrum contains wavelengths from 400 to bel bagian dari spektrum panjang gelombang dari 400 berisi untuk
750 nm. 750 nm. Radiation below 400 nm includes the harmful fre- Radiasi di bawah 400 nm termasuk berbahaya fre-
quencies of UV and X-rays, while above 750 nm the invisi- quencies UV dan sinar-X, sementara di atas 750 nm invisi-
ble infrared, microwave and radio frequencies are included. ble inframerah, microwave dan frekuensi radio yang disertakan.
The energy of photons is E = hν . Energi dari foton adalah E = hν. For the visible 500 nm Untuk 500 nm terlihat
wavelength this is 4 × 10 panjang gelombang ini adalah 4 × 10
−19 -19
J or 2.5 eV per photon, which J atau eV 2,5 per foton, yang
is not enough to break the chemical bonds in the material, tidak cukup untuk memecahkan ikatan kimia dalam materi,

which requires 3–10 eV. yang membutuhkan 3-10 eV. In the laser materials processing Dalam pengolahan bahan laser
this can be overcome in different ways. hal ini bisa diatasi dengan cara yang berbeda. The first solution is Solusi pertama adalah
E-mail address: [email protected] (J. Meijer). E-mail: j.meijer @ utwente.nl (J. Meijer).
simply heating the material by absorption of laser energy, hanya pemanasan bahan oleh penyerapan energi laser,
which is a thermal or pyrolytic process. yang merupakan proses termal atau pirolitik. Secondly higher Kedua tinggi
energy photons (UV) can be used with photon energies of energi foton (UV) dapat digunakan dengan energi foton
3–7 eV, which is used to break the chemical bonds directly 3-7 eV, yang digunakan untuk memecahkan ikatan kimia secara langsung
(especially plastics). (Terutama plastik). This is a photolytic process. Ini adalah proses photolytic. For met- Untuk bertemu-
als even more energy is required (up to five times the sub- als energi bahkan lebih diperlukan (sampai lima kali sub-
limation energy of about 4 eV for most metals). limation energi sekitar 4 eV untuk sebagian besar logam). The third Ketiga option is using lasers that deliver so many photons on a timepilihan adalah menggunakan laser yang memberikan begitu banyak foton pada suatu waktu
that electrons are hit by several photons simultaneously. bahwa elektron yang terkena foton secara bersamaan. Ab- Ab-
sorption of multi-photons has the same result as single high penyerapan multi-foton memiliki hasil yang sama seperti tinggi tunggal
energetic photons. foton energik. In this case the photon energy, thus the Dalam hal ini energi foton, sehingga
wavelength, is less important because energy is transferred panjang gelombang, kurang penting karena energi yang ditransfer
by multi-photons simultaneously. oleh multi-foton secara bersamaan. This is a reason that such Ini adalah alasan bahwa seperti
lasers are preferable operated in the visible part of the spec- laser lebih disukai dioperasikan di bagian yang terlihat dari spec-
trum with relatively simple optics. spektrum dengan optik relatif sederhana. In this paper, some com- Dalam tulisan ini, beberapa com-

ments are made about developments in welding and surface supplemen adalah dibuat tentang perkembangan dalam pengelasan dan permukaan
treatment and deals in more detail with the challenges of pengobatan dan penawaran di lebih rinci dengan tantangan
applications using short and ultrashort pulsed lasers. aplikasi yang menggunakan laser berdenyut pendek dan ultrashort.
2. 2. Laser welding Laser welding
After the maturation of laser cutting also welding is be- Setelah pematangan pemotongan laser juga pengelasan adalah menjadi-
coming everyday technology. datang teknologi sehari-hari. For 10 years people said 'we Selama 10 tahun orang mengatakan 'kita
can weld any material, as long as it is stainless steel'. dapat mengelas bahan apapun, asalkan itu adalah stainless steel '. Now Sekarang
indeed almost all materials can be laser welded. memang hampir semua bahan dapat laser dilas. Challenges Tantangan
0924-0136/$ – see front matter © 2004 Elsevier BV All rights reserved. 0924-0136 / $ - melihat hal depan Elsevier BV © 2004 All rights reserved.
doi:10.1016/j.jmatprotec.2004.02.003 doi: 10.1016/j.jmatprotec.2004.02.003
Page 2 Halaman 2
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
3 3
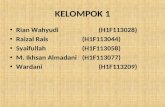
Fig. Gambar. 1. 1. Laser welded parts for a TV electron gun (Philips CFT). Laser dilas bagian untuk TV elektron gun (Philips CFT).
are found in the area of beam and product handling. ditemukan di daerah balok dan penanganan produk. In the Dalam
high volume market, eg in the electronics industry special volume tinggi pasar, misalnya di industri elektronik khusus
machines are built around one product for just a few welds mesin dibangun sekitar satu produk untuk hanya beberapa las
( . ( Gambar. 1) . In such applications, the required accuracy for laser Dalam aplikasi tersebut, akurasi yang diperlukan untuk laser
welding is built-in in the machine. pengelasan adalah built-in dalam mesin.

The same is seen in welding of tailor made blanks, which Hal yang sama terlihat dalam pengelasan kosong dibuat khusus, yang
become more and more popular in car manufacturing. menjadi lebih dan lebih populer di bidang manufaktur mobil. It is Hal ini
the production of blanks of steel used to press sheet metal produksi kosong baja digunakan untuk menekan lembaran logam
parts like doors, hoods, suspensions, etc. The sheet elements bagian-bagian seperti pintu, kerudung, suspensi, dll elemen lembar
are chosen of different thickness or different strength to meet dipilih dari ketebalan yang berbeda atau kekuatan yang berbeda untuk memenuhi
the requirements of the composed part. persyaratan bagian terdiri. Here the welds are Berikut lasan yang
mostly linear while the accuracy is obtained by the design sebagian besar linear sedangkan akurasi diperoleh dengan desain
of the machine and the clamping tools. dari mesin dan alat klem. In this area there is Di daerah ini ada
trend to inspect each weld by CCD cameras directly after tren untuk memeriksa mengelas masing-masing oleh kamera CCD langsung setelah
welding and even to observe the seam before in order to pengelasan dan bahkan untuk mengamati jahitan sebelum dalam rangka untuk
correct for instance for uneven cutting edges. yang benar misalnya untuk memotong tepi yang tidak rata. In automotive Dalam otomotif
applications, in special in bodywork, it is hard to meet the aplikasi, dalam khusus di bodywork, sulit untuk memenuhi
tolerances. toleransi. This problem is often solved by the construction, Masalah ini sering diselesaikan dengan konstruksi,
using overlap seams, which are more faults tolerant. menggunakan lapisan tumpang tindih, yang lebih toleran kesalahan. The Para
effects of some errors in are shown in efek dari beberapa kesalahan dalam ditunjukkan dalam Gambar. Gaps should be 2. Kesenjangan harus
restricted to 10–20% of the sheet thickness. dibatasi untuk 10-20% dari ketebalan lembar. The process is Proses ini
more tolerant for displacement tolerances. lebih toleran untuk toleransi perpindahan. Aluminium is less Aluminium kurang
sensitive for adjustment errors, probably due to the better sensitif untuk kesalahan penyesuaian, mungkin karena lebih baik

heat conductivity. konduktivitas panas.
A new area is welding of dissimilar materials like steel and Sebuah daerah baru adalah pengelasan bahan berbeda seperti baja dan
aluminium, which is known to be impossible in conventional aluminium, yang dikenal menjadi mustahil di konvensional
welding. pengelasan. Gambar. shows an overlap weld of a 1 mm thick 3 menunjukkan las tumpang tindih dari 1 mm tebal
steel plate to aluminium. pelat baja dengan aluminium. For a good wettability the material Untuk keterbasahan baik materi
Fig. Gambar. 2. 2. Effect of tolerances in laser welding of aluminium. Pengaruh toleransi dalam pengelasan laser dari aluminium.
Fig. Gambar. 3. 3. Laser welding of steel (top) on aluminium. Laser pengelasan baja (atas) pada aluminium.
Fig. Gambar. 4. 4. Sensors can be fully integrated in a laser-robot welding system. Sensor dapat sepenuhnya terintegrasi dalam sistem pengelasan laser-robot.
should be free from oxides before welding and the speed and harus bebas dari oksida sebelum pengelasan dan kecepatan dan
temperature should be balanced to reduce the intermetallic suhu harus seimbang untuk mengurangi intermetalik
layer (less than 5 m). lapisan (kurang dari 5 m). It is shown that the aluminium flows Hal ini menunjukkan bahwa aluminium mengalir
nicely over the steel. baik dari baja. This type of welds are of growing Jenis las yang tumbuh
interest in shipbuilding and automotive applications. kepentingan dalam pembuatan kapal dan aplikasi otomotif.
The high welding speeds in laser welding, eg 100 mm/s Kecepatan pengelasan yang tinggi dalam pengelasan laser, misalnya 100 mm / s
and the small tolerances require a high degree of automa- dan toleransi kecil membutuhkan tingkat tinggi automa-
tion. tion. In particular robots are applied more and more. Secara khusus robot diterapkan lebih dan lebih. De- De-
velopments are ongoing on real time process sensing and velopments sedang berlangsung pada penginderaan proses real time dan
control as well as on-line quality inspection. kontrol serta on-line pemeriksaan mutu. Postma et al. Postma et al.

[1] have developed a system for measuring and control the telah mengembangkan suatu sistem untuk mengukur dan mengendalikan
welding process by sensing the plume radiation optimising proses pengelasan dengan merasakan radiasi membanggakan mengoptimalkan
the welding speed. kecepatan pengelasan. Such a systems can be fully integrated Seperti sistem dapat terintegrasi
in laser-robot welding systems with the sensor measuring di laser-robot las dengan sistem pengukuran sensor
through the same optical fibre as used for beam delivery melalui serat optik yang sama seperti yang digunakan untuk pengiriman balok
( ( Gambar. 4).
3. 3. Laser cladding and alloying Laser cladding dan paduan
Lasercladden is used to improve the surface quality by Lasercladden digunakan untuk meningkatkan kualitas permukaan dengan
applying a hard or a corrosion resistant layer on a product of menerapkan keras atau lapisan tahan korosi pada produk
cheap or better to machine material. murah atau lebih baik untuk bahan mesin. The common technique Teknik umum
is to create a shallow melt pool by a defocussed laserbeam adalah untuk membuat kolam lelehan dangkal oleh laserbeam defocussed
and supply metal powder in that pool using an inert gas flow. dan pasokan serbuk logam dalam kolam menggunakan aliran gas inert.
Examples are shown in Contoh ditunjukkan pada Gambar. left the cladding of a roller 5, meninggalkan kelongsong dari roller
wheel for sheet metal forming, centre cross section of the roda untuk membentuk lembaran logam, bagian tengah silang dari
wheel and right a diesel engine crankshaft. roda dan hak crankshaft mesin diesel.
The last application restoring (costly) products by ap- Aplikasi terakhir memulihkan (mahal) produk dengan ap-
plying fresh material on worn out or corroded products is plying bahan segar pada produk aus atau berkarat adalah
applied on diesel engine parts like cylinder heads, valves, diterapkan pada bagian-bagian mesin diesel seperti kepala silinder, katup,

Page 3 Halaman 3
4 4
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
Fig. Gambar. 5. 5. Examples of laser cladding. Contoh cladding laser.
shafts, etc. Further applications are for the chemical indus- shaft, dll aplikasi lebih lanjut untuk kimia indus-
try, mining, marine and military applications. mencoba, aplikasi pertambangan, kelautan dan militer.
This technique can be applied also to form new prod- Teknik ini dapat diterapkan juga untuk bentuk baru prod-
ucts (prototypes) directly from a CAD file By varying ucts (prototipe) langsung dari file CAD [2]. Dengan memvariasikan
the powder composition material properties can be changed sifat komposisi serbuk material dapat diubah
continuously during the build-up. terus menerus selama membangun-up. In this way products made Dengan cara ini produk yang dibuat
from graded materials are obtained. dari bahan bergradasi diperoleh.
As well in laser welding as in laser cladding CO Seperti juga dalam pengelasan laser sebagai kelongsong Laser CO
2 2
-lasers -Laser
are used because of their high power better efficiency and digunakan karena efisiensi daya tinggi lebih baik dan
good beam quality. baik kualitas balok. Nowadays more and more Nd:YAG Saat ini lebih dan lebih Nd: YAG
lasers are used because they are easily combined with laser digunakan karena mereka mudah dikombinasikan dengan
robots. robot. Further also YAG lasers become available at higher YAG laser lebih lanjut juga tersedia pada lebih tinggi
power levels. tingkat daya. The reason for a poor beam quality of high Alasan untuk kualitas yang buruk balok tinggi
power Nd:YAG lasers is the thermal load of the laser rod daya Nd: YAG laser adalah beban termal batang Laser

resulting in thermal expansion of the rod, in the centre more mengakibatkan ekspansi termal batang, di pusat lebih
than at the peripheral which causes optical aberrations in daripada di perifer yang menyebabkan penyimpangan optik di
the laser cavity. rongga laser. The laser industry is solving that by differ- Industri laser adalah memecahkan bahwa dengan berbeda-
ent ways. ent cara. The first solution was using diode lasers to pump Solusi pertama adalah dengan menggunakan dioda laser untuk memompa
the laser, as a next step the laser rod is shortened to just a laser, sebagai langkah berikutnya batang laser disingkat menjadi hanya
thin disk which can be effectively cooled over the whole tipis disk yang dapat secara efektif didinginkan atas seluruh
diameter. diameter. This has resulted in the Nd:YAG disk laser which Hal ini telah mengakibatkan Nd: YAG laser disk yang
in power ranges up to 4 kW is coming on the market. dalam rentang daya hingga 4 kW yang datang di pasar. An- An-
other promising solution is the opposite way by stretching solusi yang menjanjikan lainnya adalah cara yang berlawanan dengan peregangan
the rod into a long thin fibre. batang menjadi serat tipis panjang. Techniques as multimode Teknik seperti multimode
fibre coupling of diode pump light into the active (single kopling serat cahaya dioda pompa ke aktif (tunggal
Fig. Gambar. 6. 6. Overview of laser machining processes. Sekilas proses mesin laser. The 'conventional' laser processes are found around the line of 1 kJ/cm The 'konvensional' proses laser ditemukan di sekitar garis 1 kJ / cm
2 2
. . The dotted line indicates the Garis putus-putus menunjukkan
melt boundary of metal. lelehan batas logam. Ultrashort processes require less energy per square centimetre in general. Proses ultrashort membutuhkan energi lebih sedikit per sentimeter persegi pada umumnya.
mode) fibre, which originates from the telecom industry, modus) serat, yang berasal dari industri telekomunikasi,
enables multi-kilowatt input by thousands of (few Watts) memungkinkan multi-kilowatt masukan oleh ribuan (Watt sedikit)
diode lasers. dioda laser. Now industrial fibre lasers up to 10 kW output Sekarang industri serat laser hingga 10 kW keluaran

and 25% efficiency are coming on the market. dan efisiensi 25% yang datang di pasar. It is expected Diharapkan
that such systems which require less floor space (≈0.5 m bahwa seperti sistem yang membutuhkan ruang lantai kurang (≈ 0,5 m
2 2
for a 4 kW system) will cause a breakthrough in high power untuk sistem kW 4) akan menyebabkan terobosan dalam daya tinggi
applications like laser welding and laser cladding. aplikasi seperti pengelasan laser dan cladding laser.
4. 4. Laser–material interactions, short and ultrashort Laser-materi interaksi, pendek dan ultrashort
Since the invention of the laser there has been a constant Sejak penemuan laser telah ada konstan
development to shorter pulse times. pengembangan untuk kali pulsa lebih pendek. Only a few years ago Hanya beberapa tahun yang lalu
10 ns pulses were the shortest obtainable but now femtosec- 10 ns pulsa adalah terpendek diperoleh tapi sekarang femtosec-
ond lasers are applied and even shorter pulses can be ob- Metode kedua laser diterapkan dan bahkan pulsa pendek dapat ob-
tained in the lab. dipertahankan di laboratorium. Therefore, we will discuss first what is Oleh karena itu, kita akan membahas terlebih dahulu apa yang
short from the viewpoint of the laser. singkat dari sudut pandang laser.
Like very long distances can be expressed in light-years Seperti jarak yang sangat jauh dapat dinyatakan dalam tahun cahaya
we can express very short times in light-distances, that is kita dapat mengekspresikan kali sangat pendek dalam terang-jarak, yaitu
the distance a light wave or a photon travels during that jarak gelombang cahaya atau foton perjalanan selama
short time. waktu singkat. This distance is for 100 fs pulse only 30 m. Jarak ini adalah untuk 100 fs pulsa hanya 30 m.
In Dalam Gambar. these light-distances are shown in relation to 6, cahaya-jarak yang akan ditampilkan dalam kaitannya dengan
the laser machining processes. mesin laser memproses. For very short femtosecond Untuk femtosecond sangat singkat

pulses this distance is in the order of the wavelength of the pulsa jarak ini dalam urutan panjang gelombang
light! cahaya!
Page 4 Halaman 4
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
5 5
The question how short is short enough can also be ap- Pertanyaan betapa singkat cukup pendek juga dapat ap-
proached from the viewpoint of the applications. proached dari sudut pandang aplikasi. Chen and Chen dan
Liu ompared different pulse widths and concluded that Liu [3] c ompared lebar pulsa yang berbeda dan menyimpulkan bahwa
shorter pulses produce better quality but at higher cost. pulsa lebih pendek menghasilkan kualitas yang lebih baik tetapi dengan biaya yang lebih tinggi. The Para
question what is short and what is ultrashort can be discussed pertanyaan apa yang pendek dan apa yang ultrashort dapat dibahas
also from the viewpoint of the material. juga dari sudut pandang materi. The material is sub- Materi yang adalah sub-
jected to a beam of photons coming from outside which is diproyeksikan untuk seberkas foton yang datang dari luar yang
absorbed in a skin layer . diserap di lapisan kulit. The photons are absorbed in that Foton diserap dalam
skin layer by the free electrons, in about 1 fs (10 lapisan kulit oleh elektron bebas, sekitar 1 fs (10
−15 -15
s). s). The Para
relaxation time of the electrons is about 1 ps (10 waktu relaksasi elektron sekitar 1 ps (10
−12 -12
s). s). Dur- Dur-

ing that time the energy is stored in the electrons, after the ing waktu itu energi disimpan dalam elektron, setelah
relaxation time it is converted into heat. waktu relaksasi itu dikonversi menjadi panas.
The intensity of the incoming beam is expressed by I Intensitas sinar yang masuk dinyatakan oleh I
0 0
. .
The decrease of the laser intensity in the depth is given by Penurunan intensitas laser secara mendalam diberikan oleh
I Aku
x x
= I = Aku
0 0
e e
− αx - Αx
where α the optical absorptivity of the material di mana α absorptivitas optik bahan
and x the depth into the material. dan x kedalaman ke dalam bahan. An important quantity is Kuantitas penting adalah
the penetration depth δ ( δ = 2 /α ) in which almost all laser kedalaman penetrasi δ (δ = 2 / α) di mana hampir semua Laser
energy is absorbed. energi diserap. This optical penetration depth is for Ini kedalaman penetrasi optik adalah untuk
metals in the order of 10 nm. logam di urutan 10 nm. It means that the laser energy Ini berarti bahwa energi laser
heats a 10 nm thick layer of metal in 1 ps. memanaskan lapisan tebal 10 nm logam di 1 ps. This heat will Panas ini akan
diffuse from that skin layer to the bulk. berdifusi dari bahwa lapisan kulit untuk bulk. The diffusion depth Kedalaman difusi
is expressed by d = dinyatakan dengan d =
√ √
4 at with a as the thermal diffusivity 4 pada dengan sebagai difusivitas termal

and t the diffusion time. dan t waktu difusi. In case of steel we obtain in 10 fs Dalam kasus baja yang kita peroleh dalam 10 fs
a diffusion depth of 1 nm while during a 1 ps pulse the heat kedalaman difusi 1 nm sementara selama 1 id pulsa panas
diffuses over 10 nm. berdifusi lebih dari 10 nm. Taking the results together than we see Mengambil hasil bersama-sama daripada yang kita lihat
that: bahwa:
• it takes 1 ps to convert laser energy into heat, • butuh 1 ps untuk mengubah energi laser menjadi panas,
• this takes place in a 10 nm thick skin layer, • ini terjadi dalam lapisan kulit 10 nm tebal,
• the diffusion depth for 1 ps is also 10 nm. • kedalaman difusi untuk 1 ps juga 10 nm.
From these results we consider a pulse as ultrashort when Dari hasil ini kita anggap sebagai ultrashort pulsa saat
the (thermal) diffusion depth during the pulse is in the same tersebut (panas) difusi mendalam selama denyut nadi di sama
order or less than the skin layer depth (optical penetration rangka atau kurang dari kedalaman lapisan kulit (penetrasi optik
depth). kedalaman). The optical penetration depth depends on the mate- Kedalaman penetrasi optik tergantung pada pasangan-
rial and the laser wavelength. Rial dan panjang gelombang laser. The diffusion depth depends Kedalaman difusi tergantung
on the material properties. ives some numbers for pada sifat materialnya. Tabel 1 g Ives beberapa nomor untuk
different materials. bahan yang berbeda. Since especially for glass and plastics the Karena terutama untuk kaca dan plastik yang
material can be more or less transparent for certain wave- material dapat lebih atau kurang transparan untuk gelombang tertentu
lengths this is just a rough indication. panjang ini hanyalah sebuah indikasi kasar. Detailed information Informasi rinci
is given by Bosman In general we will consider pulses Bosman diberikan oleh [4]. Secara umum kita akan mempertimbangkan pulsa
shorter than 1 ps as ultrashort. lebih pendek dari 1 ps sebagai ultrashort.

Based on physical considerations a removal rate of Berdasarkan pertimbangan fisik tingkat penghapusan
10 nm/pulse at F = 1 J/cm 10 nm / pulsa di F cm = 1 J /
2 2
is expected on steel, while an diharapkan pada baja, sementara
excess of laser fluence is spilled. kelebihan fluence laser tumpah. Experiments at Lawrence Percobaan di Lawrence
Livermore however, show higher yields of 50 nm/pulse at Livermore bagaimanapun, menunjukkan hasil yang lebih tinggi dari 50 nm / denyut nadi di
F = 4 J/cm F = 4 J / cm
2 2
up to 350 nm/pulse at F = 14 J/cm sampai 350 nm / pulsa di F = 14 J / cm
2 2
which is yang
the saturation limit according to Semak These results are batas saturasi sesuai dengan Semak [5]. Hasil ini
explained by the interaction with the hot solid plasma that is dijelaskan oleh interaksi dengan plasma padat panas yang
Table 1 Tabel 1
Ultrashort pulses times for some materials Ultrashort pulsa kali untuk beberapa bahan
Material Materi
Pulse length Pulse panjang
Metals Logam
1 ps 1 ps
Ceramics Keramik
10 ps 10 ps
Plastics Plastik
1 ns 1 ns
Fig. Gambar. 7. 7. Ablation of silicon by a 200 fs, 5 × 10 Ablasi silikon oleh fs 200, 5 × 10

10 10
W/cm W / cm
2 2
laser pulse. pulsa laser. The Para
5 nm thick layer is released from the surface within 3 ps 5 nm lapisan tebal dilepaskan dari permukaan dalam 3 id [7].
formed during the pulse and which is expected to evaporate terbentuk selama pulsa dan yang diharapkan menguap
metal even after the pulse has been finished. logam bahkan setelah pulsa telah selesai. According to Menurut
Semak, there is no detailed knowledge about the real inter- Semak, tidak ada pengetahuan rinci tentang nyata antar-
action processes during femtosecond laser pulses up to now. tindakan proses selama pulsa laser femtosecond sampai sekarang.
Computer simulations however, based on three-dimensional Namun simulasi komputer, berdasarkan tiga dimensi
molecular dynamics, will give some insight in the interac- dinamika molekuler, akan memberikan beberapa wawasan dalam interaksi-
tion phenomena. tion fenomena. Ohmura et al. Ohmura dkk. [6-9] have simulated the memiliki simulasi
interaction and ablation behaviour of aluminium, copper interaksi dan perilaku ablasi dari aluminium, tembaga
and silicon at 266 nm wavelength ( . dan silikon pada panjang gelombang 266 nm ( Gambar 7.) . The optical Optik
penetration depth was 7, 12 and 5 nm, respectively. kedalaman penetrasi adalah 7, 12 dan 5 nm, masing-masing.
The applied power density was in the range of ( 5–50 ) × Kepadatan daya yang digunakan berada dalam kisaran (50-50) ×
10 10
9 9
W/cm W / cm
2 2
. . It was found that the material evaporates as Ditemukan bahwa materi menguap sebagai

small particles (0.3–10 nm), most of them smaller than 1 nm. kecil partikel (0,3-10 nm), kebanyakan dari mereka lebih kecil dari 1 nm.
The average velocity of the particles is several kilometres Kecepatan rata-rata partikel adalah beberapa kilometer
per second or more, but there are also particles whose veloc- per detik atau lebih, tetapi ada juga partikel yang veloc-
ities are in opposite direction. ities berada dalam arah yang berlawanan. They return to the substrate Mereka kembali ke substrat
causing some deposition of debris. menyebabkan beberapa deposisi dari puing-puing. Another effect found by Efek lain yang ditemukan oleh
simulation was the generation of dislocation slip planes and simulasi adalah generasi bidang slip dislokasi dan
vacancies due to shock waves acting until 50 nm below the karena gelombang kejut bertindak sampai 50 nm di bawah lowongan
surface. permukaan.
4.1. 4.1. Generation of short laser pulses Generasi pulsa laser pendek
The mechanism for generating laser pulses lies in the Mekanisme untuk menghasilkan pulsa laser terletak pada
nature of the active laser medium and the corresponding sifat dari media laser yang aktif dan yang sesuai
lifetimes of the atomic energy levels. tahan dari tingkat energi atom. By using different Dengan menggunakan berbagai
pulse generation techniques generasi pulsa teknik [10] the pulse duration, pulse durasi pulsa, pulsa
energy and reproducibility can be modified over wide ranges. energi dan reproduktifitas dapat dimodifikasi atas rentang luas.
• Gain switching . • Keuntungan switching. It can be regarded as the most direct Hal ini dapat dianggap sebagai yang paling langsung
method to generate laser pulses. metode untuk menghasilkan pulsa laser. After the pumping pro- Setelah memompa pro-
cess has been started, the population inversion builds cess telah dimulai, inversi populasi membangun
up. up. The laser starts to oscillate when the critical inversion Laser mulai berosilasi ketika inversi kritis

is reached, ie the gain becomes larger than losses. tercapai, yaitu mendapatkan menjadi lebih besar dari kerugian. This Ini
continues until the pumping process is switched off, or terus sampai proses pemompaan dimatikan, atau
until the losses become higher than the amplification. sampai kerugian menjadi lebih tinggi dari amplifikasi. The Para
reproducibility and stability are stochastic. reproduktifitas dan stabilitas stokastik. Pulse duration Durasi pulsa
available from flash lamp-pumped solid-state lasers by tersedia dari lampu flash-dipompa solid-state laser dengan
gain switching can vary from 10 s to 10 ms. beralih keuntungan dapat bervariasi dari 10 s sampai 10 ms.
• Q-switching . • Q-switching. The output of a gain switched, pulsed solid- Output dari mendapatkan diaktifkan, berdenyut-padat
state laser is generally a train of irregular pulses. negara laser umumnya kereta api pulsa tidak teratur. It is pos- Ini adalah pos-
sible to remove these irregularities and at the same time jawab untuk menghapus penyimpangan dan pada saat yang sama
increase the peak power by Q -switching. meningkatkan daya puncak oleh Q-switching. Such lasers emit Seperti laser memancarkan
one giant pulse per operational cycle. salah satu raksasa pulsa per siklus operasional. The pulse length Panjang pulsa
is less than a microsecond down to several nanoseconds kurang dari satu mikrodetik ke beberapa nanodetik
Page 5 Halaman 5
6 6
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
Fig. Gambar. 8. Q -switching techniques. 8. Q-switching teknik.
with peak powers between 10 dengan kekuatan puncak antara 10
6 6
and 10 dan 10

9 9
W. This technique W. Teknik ini
can also be applied to continuously pumped lasers in or- juga dapat diterapkan untuk laser terus menerus dipompa dalam atau-
der to produce a train of Q -switched pulses with regular der untuk menghasilkan sebuah kereta Q-switched pulsa dengan teratur
duration, peak power, and repetition rate. durasi, puncak kekuasaan, dan tingkat pengulangan. The energy is Energi yang
stored in the laser material during pumping in the form of disimpan dalam bahan laser selama pemompaan dalam bentuk
excited atoms and then released in a single, short burst. atom gembira dan kemudian dilepaskan dalam ledakan, tunggal pendek.
This is done by changing the optical quality of the laser Hal ini dilakukan dengan mengubah kualitas optik laser
cavity. rongga. The quality factor Q is defined as the ratio of the Faktor Kualitas Q didefinisikan sebagai rasio dari
energy stored in the cavity to the energy loss per cycle. energi yang tersimpan dalam rongga hilangnya energi per siklus.
During pumping the high reflectivity (HR) mirror is ef- Selama memompa reflektifitas tinggi (SDM) cermin ef-
fectively removed from the system preventing laser emis- fectively dihapus dari sistem laser yang mencegah EMIS-
sion and a large amount of energy is stored in the active Sion dan sejumlah besar energi yang tersimpan dalam aktif
medium. menengah. When the HR mirror is returned to proper align- Ketika cermin HR kembali ke tepat menyelaraskan-
ment most of the stored energy emerges in a single short pemerintah sebagian besar energi yang tersimpan muncul dalam pendek tunggal
pulse A Q -switch is essentially a shutter placed be- pulsa [11]. Sebuah T-saklar pada dasarnya adalah sebuah rana ditempatkan menjadi-
tween the active medium and the HR mirror. tween media aktif dan cermin SDM. With this Dengan
shutter closed, the HR mirror is blocked preventing oscil- rana tertutup, cermin HR diblokir mencegah oscil-

lation. lation. When the amplifier gain reaches a predetermined Ketika gain penguat mencapai yang telah ditetapkan
value, the shutter is opened to increase the cavity qual- nilai, rana dibuka untuk meningkatkan rongga qual-
ity. ity. Several techniques can be used for Q -switching lasers Beberapa teknik dapat digunakan untuk Q-switching laser
( ( Gambar. 8).
◦ Spinning reflectors are used quite frequently in Q - ◦ reflektor berputar yang digunakan cukup sering dalam Q -
switched systems where it is not necessary to closely beralih sistem di mana tidak perlu untuk dekat
synchronise the output to some other event. sinkronisasi output ke beberapa acara lainnya. Usually Biasanya
the high reflecting mirror is rotated so that the mirror cermin mencerminkan tinggi adalah diputar sehingga cermin
is tilted out of alignment. dimiringkan keluar dari keselarasan. The system is Q -switched Sistem ini adalah Q-switched
when the mirror rotates back into alignment (it is in ketika cermin berputar kembali ke keselarasan (itu adalah di
alignment once each revolution). keselarasan ketika revolusi masing-masing). Switching time is Waktu switching
typically a few nanoseconds. biasanya beberapa nanodetik.
◦ Electro-optic Q-switching uses a polarisation filter and ◦ Elektro-optik Q-switching menggunakan filter polarisasi dan
rotator placed into the reflecting cavity between the rotator ditempatkan ke dalam rongga mencerminkan antara
laser rod and the reflecting mirror. Laser batang dan cermin yang memantulkan. Rotating the polari- Memutar polarisasi
sation vector of the laser beam inside the cavity results personalisasi vektor dari sinar laser dalam rongga hasil
in low cavity feedback so that it cannot pass through dalam umpan balik rongga rendah sehingga tidak dapat melewati
the polarisation filter. filter polarisasi. When this polarisation rotation is Ketika ini rotasi polarisasi

terminated, the cavity reflectivity is high and the sys- dihentikan, rongga reflektifitas tinggi dan sys-
tem will produce a giant pulse. tem akan menghasilkan pulsa raksasa. Two of the electro-optic Dua dari elektro-optik
devices used in this application are Kerr cells and Pock- perangkat yang digunakan dalam aplikasi ini adalah sel-sel Kerr dan bintik-
els cells. els sel. The Pockels effect is a linear electro-optical Efek Pockels adalah linier elektro-optik
effect, ie the refraction index change in the parallel efek, yaitu perubahan indeks bias di paralel
and orthogonal direction is proportional to the applied dan arah ortogonal sebanding dengan yang diterapkan
voltage. tegangan. The Kerr effect is a non-linear electro-optical Efek Kerr adalah non-linier elektro-optik
effect dependent on a square function of the applied tergantung pada fungsi kuadrat diterapkan efek
voltage. tegangan. Switching time is fast, less than a nanosecond. Waktu switching cepat, kurang dari nanodetik.
◦ Acousto-optic Q-switches have a transparent element ◦ acousto-optik Q-switch memiliki unsur transparan
placed in the cavity. ditempatkan dalam rongga. This element, when excited with Elemen ini, ketika gembira dengan
intense standing acoustic waves by a piezoelectric crys- intens akustik gelombang berdiri oleh piezoelektrik Crys-
tal, exhibits a diffraction effect on the intracavity laser tal, pameran efek difraksi pada laser intrakaviter
beam and diffracts part of the beam out of the cavity balok dan diffracts bagian dari balok keluar dari rongga
alignment. keselarasan. This results in a low feedback. Hal ini menghasilkan umpan balik yang rendah. When the Ketika
acoustic wave is over, the diffraction disappears and the gelombang akustik berakhir, difraksi menghilang dan
system emits a giant pulse. sistem memancarkan pulsa raksasa. Switching time is slow at Waktu switching lambat
100 ns or greater. 100 ns atau yang lebih besar.

◦ Saturable absorbers are available as thin films on glass ◦ peredam saturable tersedia sebagai film tipis pada kaca
substrates or as liquids in glass cells. substrat atau sebagai cairan dalam sel kaca. For Q -switching, Untuk Q-switching,
a dye cell is placed in the laser cavity. sel pewarna ditempatkan dalam rongga laser. The dye absorbs Pewarna menyerap
the laser wavelength presenting a very high cavity loss panjang gelombang laser menyajikan kehilangan rongga yang sangat tinggi
to the laser, and preventing lasing until the amplifier ke penguat laser, dan mencegah sampai penguat
has been pumped to a high gain state. telah dipompa ke negara gain tinggi. When the irradi- Ketika irradi-
ance from the active medium becomes intense enough, Ance dari media aktif menjadi cukup kuat,
the energy that is absorbed by the dye optically pumps energi yang diserap oleh pewarna optik pompa
the dye material, causing it to be transparent at the bahan pewarna, menyebabkan ia menjadi transparan di
laser wavelength. panjang gelombang laser. The dye cell is bleached and causes Sel pewarna dikelantang dan menyebabkan
no longer high cavity losses, ie the quality of the res- tidak lagi kerugian rongga tinggi, yaitu kualitas res-
onator increases. onator meningkat. The absorption change of the dye is Perubahan penyerapan pewarna
the equivalent of Q -switching in the laser, and it can setara Q-switching dalam laser, dan dapat
occur in less than a nanosecond. terjadi dalam waktu kurang dari satu nanodetik. The switching time is Waktu switching
fast. cepat.
• Mode-locking . • Mode-locking. While Q -switching can be used to generate Sementara Q-switching dapat digunakan untuk menghasilkan
pulses with high intensities in the ns-range, mode-locking pulsa dengan intensitas tinggi di ns-jangkauan, modus penguncian-
is used to generate ultrashort laser pulses with pulse du- digunakan untuk menghasilkan laser ultrashort pulsa dengan pulsa du-

ration in the ps- to fs-range. ransum dalam kisaran fs-ps-ke. Pulses in the ps-range were Pulsa di ps jarak yang
generated for the first time by passive mode-locking of dihasilkan untuk pertama kalinya oleh modus-penguncian pasif
a ruby laser shortly after its discovery by Mocker in the ruby laser yang tak lama setelah penemuannya oleh pencemooh di
mid-1960s Mode-locking can be used very effec- pertengahan 1960-an [12]. Mode penguncian dapat digunakan sangat efektivitas
tively for lasers with a relatively broad laser transition tively untuk laser dengan transisi laser yang relatif luas
bandwidth, and thus for lasers with a broad amplification bandwidth, dan dengan demikian untuk laser dengan amplifikasi yang luas
profile, in which numerous longitudinal modes can oscil- profil, di mana mode longitudinal yang banyak dapat oscil-
late simultaneously. akhir secara bersamaan. For achieving the mode-locking con- Untuk mencapai modus-penguncian con-
dition, active and passive mode-locking techniques can be dition, aktif dan pasif mode-penguncian teknik dapat
used. digunakan.
Active mode-locking implies that the resonator is Aktif mode-mengunci menyiratkan bahwa resonator
equipped with a modulator, which is triggered by an exter- dilengkapi dengan modulator, yang dipicu oleh Exter-
nal signal in such a way that a sinusoidal modulation of the nal sinyal sedemikian rupa sehingga modulasi sinusoidal dari
losses in the optical resonator takes place. kerugian dalam resonator optik terjadi. The frequency is Frekuensi
equal to the frequency distance of the longitudinal modes. sama dengan jarak frekuensi modus longitudinal.
Initially, this loss modulation represents an amplitude mod- Awalnya, ini merupakan kerugian modulasi amplitudo mod
ulation with the frequency of the mode, which starts to modulasi dengan frekuensi mode, yang mulai
oscillate first at a maximum amplification at the frequency. berosilasi pertama pada amplifikasi maksimum pada frekuensi.

This modulation then induces the neighbouring modes with Modulasi ini kemudian menginduksi mode tetangga dengan
the frequencies, which experience an amplitude modula- frekuensi, yang mengalami modulasi amplitudo
tion as well. tion juga. This process continues until all longitudinal Proses ini berlanjut sampai semua membujur
modes within the amplification bandwidth of the laser are mode dalam bandwidth amplifikasi laser adalah
coupled and synchronised. digabungkan dan disinkronisasi. Flash lamp-pumped solid-state Lampu flash-dipompa solid-state
lasers typically produce pulse durations of 100 ps, with laser biasanya menghasilkan jangka waktu yang pulsa 100 ps, dengan
Page 6 Halaman 6
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
7 7
Table 2 Tabel 2
Short pulsed lasers Pendek berdenyut laser
Laser Laser
Wavelength (nm) Panjang gelombang (nm)
Pulse length Pulse panjang
Frequency (kHz) Frekuensi (kHz)
TEA CO TEA CO
2 2
10600 10600
200 s 200 s
5 5
Nd:YAG Nd: YAG
1060, 532, 355, 266 1060, 532, 355, 266
100 ns 10 ns 100 ns 10 ns

50 50
Excimer Excimer
193–351 193-351
20 ns 20 ns
0.1–1 0.1-1
Copper vapor Tembaga uap
611–578 611-578
30 ns 30 ns
4–20 4-20
Ti Sapphire Ti Sapphire
775 775
100 fs 100 fs
1–250 1-250
Nd:YAG and 30 ps with Nd:YLF using active mode-locking. Nd: YAG dan 30 ps dengan Nd: YLF menggunakan modus penguncian-aktif.
Diode-pumped Nd:YLF lasers with active mode-locking Dipompa dioda-Nd: YLF laser dengan mode-penguncian aktif
are even able to provide laser pulses below 10 ps. bahkan mampu memberikan pulsa laser di bawah 10 ps.
Passive mode-locking is based on the same principle as Modus penguncian-pasif didasarkan pada prinsip yang sama seperti
active mode-locking, which is a temporal modulation of the modus penguncian-aktif, yang merupakan modulasi temporal
resonator losses. resonator kerugian. In contrast to active mode-locking, the laser Berbeda dengan modus-penguncian aktif, laser
system itself determines the point in time at which the losses sistem itu sendiri menentukan titik dalam waktu di mana kerugian
are at their minimum berada di minimum mereka [13].
5. 5. Overview of lasers and application fields Sekilas laser dan bidang aplikasi
The passively Q -switched micro-lasers pen new Secara pasif Q-switched laser mikro [14,15] o pena baru

ways for micro-machining. cara untuk mikro-mesin. A continuous wave diode laser Sebuah dioda laser gelombang kontinyu
of about 1 W is used to pump a laser material with a sat- dari sekitar 1 W digunakan untuk memompa bahan laser dengan duduk-
urable absorber on the output window. urable absorber pada jendela output. When this solid-state Saat ini solid-state
Q -switch reaches the threshold it becomes transparent within Q-switch mencapai batas itu menjadi transparan dalam
a nanosecond and a short pulse (0.3–1.5 ns) is delivered. nanodetik dan pulsa pendek (0,3-1,5 ns) yang disampaikan.
Repetition rates are between 2 and 50 kHz. Tingkat pengulangan adalah antara 2 dan 50 kHz. An overview of Ikhtisar
lasers and micro-machining applications is given in laser dan mikro-mesin aplikasi diberikan dalam Tabel 2
dan 3.
Table 3 Tabel 3
Laser micro-machining applications Laser mikro-mesin aplikasi [16]
Laser Laser
Applications Aplikasi
Material Materi
Micro-electronics packaging Mikro-elektronik kemasan
Excimer Excimer
Via drilling and interconnect drilling Via pengeboran dan pengeboran interkoneksi
Plastics, ceramics, silicon Plastik, keramik, silikon
Lamp-pumped solid-state Lampu-dipompa solid-state
Via drilling and interconnect drilling Via pengeboran dan pengeboran interkoneksi
Plastics, metal, ceramics, silicon Plastik, logam, keramik, silikon
Diode-pumped solid-state Dioda-dipompa solid-state
High volume via drilling, tuning quartz oscillators Volume tinggi melalui pengeboran, tuning osilator kuarsa

Plastics, metal, inorganic Plastik, logam, anorganik
CO CO
2 2
sealed or TEA tertutup atau TEH
Excising and scribing of circuit devices, large panel via drilling Excising dan memotong perangkat sirkuit, panel besar melalui pengeboran
Ceramics, plastics Keramik, plastik
Semiconductor manufacturing Manufaktur semikonduktor
Excimer Excimer
UV-lithography IC repair, thin films, wafer cleaning UV-litografi IC perbaikan, film tipis, membersihkan wafer
Resist, plastics, metals, oxides silicon Resist, plastik, logam, oksida silikon
Solid-state Solid-state
IC repair, thin films, bulk machining resistor and capacitor trimming IC perbaikan, film tipis, mesin resistor dan kapasitor massal pemangkasan
Plastics, silicon, metals, oxides Plastik, silikon, logam, oksida
silicon, thick film silikon, film tebal
CO CO
2 2
or TEA atau TEH
Excising, trimming Excising, pemangkasan
Silicon Silicon
Data-storage devices Data-perangkat penyimpanan
Excimer Excimer
Wire stripping air bearings, heads micro via drilling Kawat bantalan udara pengupasan, kepala mikro melalui pengeboran
Plastics, glass silicon ceramics plastics Plastik, kaca silikon keramik plastik
Diode-pumped solid-state Dioda-dipompa solid-state
Disk texturing servo etching micro via drilling Disk texturing servo etsa mikro melalui pengeboran

Metal, ceramics metals, plastic Logam, keramik logam, plastik
CO CO
2 2
or TEA atau TEH
Wire stripping Kawat pengupasan
Plastics Plastik
Medical devices Perangkat medis
Excimer Excimer
Drilling catheters balloons, angioplasty devices. Pengeboran kateter balon, perangkat angioplasti. Micro-orifice drilling Micro-lubang pengeboran
Plastics, metals ceramics, inorganics Plastik, logam keramik, inorganics
Solid-state Solid-state
Stents, diagnostic tools Stent, alat diagnostik
Metals Logam
CO CO
2 2
or TEA atau TEH
Orifice drilling Lubang pengeboran
Plastics Plastik
Communication and computer peripherals Komunikasi dan peripheral komputer
Excimer Excimer
Cellular phone, fiber gratings, flat panel annealing, ink jet heads Selular telepon, grating serat, panel datar anil, tinta jet kepala
Plastics, silicon, glass, metals, inorganics Plastik, silikon, kaca, logam, inorganics
Solid-state Solid-state
Via interconnect coating removal tape devices Melalui perangkat interkoneksi penghapusan lapisan pita
Plastics, metals, oxides, ceramics Plastik, logam, oksida, keramik
CO CO

2 2
or TEA atau TEH
Optical circuits Optik sirkuit
Glass, silicon Kaca, silikon
Table 4 Tabel 4
Roadmap for solid-state laser systems for industrial applications Roadmap untuk solid-state sistem laser untuk aplikasi industri
6. 6. Solid-state pulsed lasers Solid-state laser berdenyut
The most important parameters for the laser performance Yang paling penting parameter untuk kinerja laser
are shown in pulse energy E ditunjukkan dalam Tabel 4: pulsa energi E
p p
(mJ), repetition rate (MJ), tingkat pengulangan
v v
rep reputasi
, pulse duration t , Durasi pulsa t
p p
, and beam quality M , Dan balok kualitas M
2 2
. . For the high- Untuk high-
est beam quality ( M est balok kualitas (M
2 2
= 1) beam is diffraction limited. = 1) berkas difraksi terbatas. The Para
key properties are beam quality and output power as well as properti kunci balok kualitas dan daya output serta
compact design. desain kompak. The combination of enhanced capabilities Kombinasi kemampuan ditingkatkan
for tailoring the optical energy density with new laser sys- untuk menjahit kepadatan energi optik dengan laser baru sistem-
tems and improved processing strategies using the advanced U raian dan strategi peningkatan pengolahan menggunakan canggih

picosecond and femtosecond lasers eads to further im- picosecond dan femtosecond laser [17] l EADS untuk lebih im-
provement. provement.
Actual developments enable new applications like mark- Perkembangan aktual memungkinkan aplikasi baru seperti mark-
ing inside transparent materials as well as polishing of metal ing di dalam bahan transparan serta polishing logam
parts ( micro-machining of transparent material with bagian ( Gambar. 10), mikro-mesin material yang transparan dengan
Page 7 Halaman 7
8 8
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
high form accuracy and also generation of EUV radiation at bentuk tinggi akurasi dan juga generasi radiasi EUV di
13 nm wavelength for next generation lithography. 13 nm panjang gelombang untuk litografi generasi berikutnya. Beyond Luar
metals and ceramics also materials like diamond and semi- logam dan keramik juga bahan seperti berlian dan semi-
conductors as well as very weak materials like silicon and konduktor serta sangat lemah seperti bahan silikon dan
rubber can be processed. karet dapat diproses.
Tailoring the laser performance is balancing the funda- Menjahit kinerja laser yang menyeimbangkan Funda-
mental phenomena involved in the laser action and taking terlibat dalam tindakan laser dan mengambil jiwa fenomena
full advantage of the diode laser as excitation source for penuh keuntungan dari dioda laser sebagai sumber eksitasi untuk
the laser crystal. kristal laser. The mechanisms of excitation, amplifica- Mekanisme eksitasi, amplifica-
tion and saturation in the crystal, depending on spectral and tion dan saturasi dalam kristal, tergantung pada spektral dan

spatial matching of diode pump volume to the volume of spasial pencocokan volume dioda pompa dengan volume
the desired laser mode, influence efficiency and beam qual- mode laser yang diinginkan, efisiensi pengaruh dan balok qual-
ity. ity. In conventional side pumped laser designs for example Di sisi desain konvensional dipompa laser untuk misalnya
thermo-optical effects introduce thermal lensing and bire- termo-optik efek memperkenalkan lensa termal dan bire-
fringence which reduce beam quality and stable laser op- fringence yang mengurangi kualitas balok dan laser stabil op-
eration. timbangkan. As consequence of thermal induced birefringence Sebagai konsekuensi dari birefringence diinduksi termal
the polarisation is changed and optical losses are intro- polarisasi berubah dan kerugian optik intro-
duced. diproduksi. Successful resonator design depends on knowledge Resonator desain yang sukses tergantung pada pengetahuan
about the physical phenomena. tentang fenomena fisik. Currently applied designs Saat ini diterapkan desain
are yang
• Rod end pumped . • Rod akhir dipompa. The output power is limited by thermo Output daya dibatasi oleh termo
mechanical damage of the crystal even for high strength kerusakan mekanik kristal bahkan untuk kekuatan tinggi
YAG-material. Yag-materi. The beam quality and scalability of output Kualitas balok dan skalabilitas output
power is limited by thermal lensing. daya dibatasi oleh lensa termal.
• Rod side pumped . • sisi Rod dipompa. The beam quality is limited by bire- Kualitas balok dibatasi oleh bire-
fringence, since the thermal lens becomes polarisation de- fringence, karena lensa termal menjadi polarisasi de-
pendent. independen. In spite of these limitations actual development Terlepas dari keterbatasan pembangunan yang sebenarnya
of industrial solutions for robust and economical power solusi industri untuk kekuasaan yang kuat dan ekonomis

amplifier for next generation EUV-Lithography are based penguat untuk EUV Litografi-generasi berikutnya didasarkan
on rod side pumped modules. di sisi batang dipompa modul.
• Slab side pumped ( conventional, almost the whole slab • Slab dipompa sisi (konvensional, hampir seluruh lempengan
volume is excited ). volume bersemangat). The amplifier gain is limited by par- Gain amplifier dibatasi oleh par-
asitic modes. asitic mode. The laser emission is not gain guided and Emisi laser tidak mendapatkan dipandu dan
therefore additional, parasitic modes are amplified out- Oleh karena itu tambahan, parasit mode diperkuat keluar-
side the fundamental mode volume. volume sisi modus mendasar. The output power is Daya output
limited by thermo mechanical damage of the crystal. dibatasi oleh kerusakan termo mekanis dari kristal. In Dalam
particular excitation and heating at the corners and edges khususnya eksitasi dan pemanasan pada sudut dan tepi
of the crystal are critical. kristal adalah penting.
• Innoslab end pumped . • Innoslab akhir dipompa. The scalability of the laser power at Skalabilitas dari kekuatan laser pada
high beam quality is limited by the spatial homogeneity of kualitas balok tinggi dibatasi oleh homogenitas spasial
the pump radiation in the scaling direction. pompa radiasi dalam arah skala. Shaping of the Membentuk dari
diode laser beam by optical integrators is the challenge. sinar laser dioda oleh integrator optik adalah tantangan.
• Disc end pumped . • Disc akhir dipompa. The thin (100 m) disc concept The (100 m) disk tipis konsep [18]
relies on multi-pass excitation and high regenerative am- bergantung pada multi-pass eksitasi dan regeneratif yang tinggi am-
plification in order to compensate the small crystal vol- plification dalam rangka untuk mengkompensasi kristal kecil vol-
ume. ume. The optical arrangement of multi-pass excitation is Susunan optik multi-pass eksitasi

crucial for the beam quality. penting bagi kualitas balok. In comparison to the end Dibandingkan dengan akhir
pumped slab laser the heat exchange and reflection of the Laser dipompa lempengan pertukaran panas dan refleksi dari
laser light is at the mounted surface of the disc. sinar laser pada permukaan mount dari disk.
New laser sources like diode-pumped solid-state lasers Laser baru sumber-sumber seperti dioda-dipompa solid-state laser
and diode lasers lead to improved beam quality, effi- dan laser dioda menyebabkan kualitas balok ditingkatkan, efisiensi-
ciency and compactness compared to conventional CO ciency dan kekompakan dibandingkan dengan CO konvensional
2 2
and dan
lamp-pumped lasers. lampu-dipompa laser. In the past 4 years the first generation Dalam 4 tahun terakhir generasi pertama
of diode laser-based new laser sources have been introduced dioda sumber berbasis laser laser baru telah diperkenalkan
into industrial production. ke dalam produksi industri. First prototypes of the second Pertama prototipe kedua
Fig. Gambar. 9. 9. The Innoslab concept takes advantage of gain-guided generation Konsep Innoslab mengambil keuntungan dari keuntungan-dipandu generasi
of laser radiation. radiasi laser. Homogeneous excitation by beam shaping of the diode Homogen eksitasi dengan sinar membentuk dioda
laser is a key feature. laser adalah fitur utama.
generation of diode-pumped solid-state lasers are ready for generasi dioda-dipompa solid-state laser yang siap untuk
use. digunakan. Beside improvements in efficiency and beam quality Selain perbaikan dalam efisiensi dan kualitas balok
these laser sources provide short (ns) and ultrashort (ps and sumber laser ini memberikan ps pendek (ns) dan ultrashort (dan
fs) pulses with very high pulse powers, leading to improved fs) pulsa dengan kekuasaan pulsa sangat tinggi, yang menyebabkan peningkatan

process efficiencies and new fields of laser application. proses efisiensi dan bidang baru dari aplikasi laser.
Disc lasers and end pumped slab lasers allow average Disc laser dan akhirnya dipompa laser memungkinkan rata-rata slab
powers up to the kilowatt regime and beam qualities compa- kekuasaan atas kepada rezim kilowatt dan kualitas balok compa-
rable to a CO rable kepada CO yang
2 2
-laser. -Laser. While disk lasers have been proven to Sementara laser disk yang telah terbukti
provide good CW performance, pulse performance is lim- memberikan kinerja yang baik CW, kinerja pulsa lim-
ited by comparable low pulse energy and low gain, leading ited oleh energi pulsa sebanding rendah dan keuntungan yang rendah, terkemuka
to 100 ns pulses in Q -switched operation. sampai 100 ns pulsa di Q-switched operasi. Mode-locked os- Mode-terkunci os-
cillators generating ps pulses at more than 100 W average cillators menghasilkan pulsa ps di lebih dari 100 W rata-rata
output power have been demonstrated. output daya telah dibuktikan.
Slab lasers provide highest beam quality at kilowatt out- Slab laser memberikan kualitas balok tertinggi pada kilowatt keluar-
put level and the ability of short pulse generation (5–10 ns) menempatkan tingkat dan kemampuan generasi pulsa pendek (ns 5-10)
in Q -switch mode. Q-beralih modus. High gain lead to efficient single pass Gain tinggi menyebabkan single pass yang efisien
amplification for example amplification of a 4 W signal at amplifikasi misalnya amplifikasi sinyal W 4 pada
7 ps pulse duration and 100 MHz repetition rate to about 7 ps pulsa durasi dan 100 MHz tingkat pengulangan sampai sekitar
50 W average power with a single amplifier stage are avail- 50 W rata-rata listrik dengan tahap penguat tunggal memanfaatkan-
able already. sudah mampu.
Based on the end pumped slab laser concept ( Berdasarkan akhirnya dipompa konsep laser slab ( Gambar. the 9) yang

Fraunhofer Institute ILT and the Company EdgeWave have Institut Fraunhofer ILT dan EdgeWave Perusahaan telah
developed an electro-optically Q -switched laser delivering mengembangkan sebuah elektro-optik Q-switched laser memberikan
50 W output power at 45 kHz. 50 W output daya di 45 kHz. The pulse length is about Panjang pulsa adalah tentang
5 ns. 5 ns. The pulse energy reaches 5 mJ at 5 kHz. Energi pulsa mencapai 5 mJ pada 5 kHz. The pulse Pulsa
peak power is 800 kW at almost diffraction limited beam daya puncak adalah 800 kW pada hampir balok difraksi terbatas
quality. kualitas. This high peak power and beam quality is used Kekuatan puncak tinggi dan kualitas balok digunakan
for engraving inside transparent materials ( gener- untuk ukiran di dalam bahan transparan ( Gambar. 10) un-
ating three-dimensional pictures. Ating gambar tiga dimensi. A new application is laser Sebuah aplikasi baru adalah laser
polishing; remelting with CW-lasers and finishing by short polishing; hasil peleburan kembali dengan CW-laser dan finishing dengan singkat
pulse lasers. pulsa laser.
Processing of dielectric materials generally requires ultra- Pengolahan bahan dielektrik biasanya membutuhkan ultra-
violet radiation because of the low absorption of the infrared. ungu radiasi karena penyerapan rendah dari inframerah.
Therefore, excimer lasers and frequency-tripled Nd:YAG Oleh karena itu laser excimer, dan frekuensi-tiga kali lipat Nd: YAG
lasers are used because of their good optical absorption laser digunakan karena penyerapan yang baik optik mereka
and high ablation efficiency. dan efisiensi yang tinggi ablasi. Short pulse lasers, especially Pendek pulsa laser, khususnya
frequency-tripled, diode-pumped Nd:YAG lasers with a high frekuensi-tiga kali lipat, dioda-dipompa Nd: YAG laser dengan tinggi
beam quality offer the possibility to ablate these materials kualitas balok menawarkan kemungkinan untuk mengikis bahan-bahan
with high quality. dengan kualitas tinggi. With a spot size of about 10 m, high Dengan ukuran spot sekitar 10 m, tinggi

fluence (>100 J/cm fluence (> 100 J / cm
2 2
) is achieved, so that the materials are ) Tercapai, sehingga bahan-bahan yang
vapourised with small amounts of molten material. vapourised dengan sejumlah kecil bahan cair. This Ini
technique is applicable for drilling small holes with diame- Teknik ini berlaku untuk pengeboran lubang kecil dengan diame-
ters ≥5 m (aspect ratio up to 60) and cutting of thin ceramic ters ≥ 5 m (aspek rasio hingga 60) dan pemotongan keramik tipis
substrates (thickness 0.5 mm). substrat (ketebalan 0,5 mm). The edges are sharp and the Tepi yang tajam dan
surface roughness can be reduced to R kekasaran permukaan dapat dikurangi untuk R
a sebuah
≤ 0 . 1 m. ≤ 0 1 m.. Low ab- Rendah ab-
lation rates (0.05 g per pulse) are in favour of controlled lation tingkat (0,05 g per pulsa) yang mendukung dikendalikan
Page 8 Halaman 8
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17 J. Meijer / Jurnal Teknologi Pengolahan Bahan 149 (2004) 2-17
9 9
Fig. Gambar. 10. 10. Left: engraving inside transparent material at 400 GW/cm Kiri: ukiran dalam material transparan pada 400 GW / cm
2 2
generates optical breakdown causing visible micro deformations and laser polishing by menghasilkan kerusakan optik menyebabkan deformasi mikro terlihat dan polishing laser dengan
remelting with CW-lasers and finishing by short pulse lasers. hasil peleburan kembali dengan CW-laser dan finishing dengan laser gelombang pendek. Right: surface roughness of WC-embossing tool after laser micro-structuring ( λ = 355 nm, Kanan: kekasaran permukaan WC-alat embossing setelah penataan mikro-laser (λ = 355 nm,
f f

p p
= 5 kHz, E = 5 kHz, E
p p
= 0 . 26 mJ). = 0 26 mJ.).
micro-machining and high precision. mikro-mesin dan presisi tinggi. The achieved removal Penghapusan dicapai
depth per pulse has a maximum at a material specific en- mendalam per pulsa memiliki maksimum pada bahan tertentu en-
ergy density and decreases for higher values. ergy kepadatan dan menurun untuk nilai yang lebih tinggi. The thickness Ketebalan
of the recast layer can be reduced to < 5 m depending on dari lapisan merombak dapat dikurangi menjadi <5 m, tergantung pada
energy per pulse and pulse length. energi per pulsa dan panjang pulsa.
Precise products are produced by 30–50% overlap. Precise produk diproduksi oleh tumpang tindih 30-50%. Out Keluar
of this range the roughness increases steeply As an kisaran ini kekasaran meningkat tajam [19,20]. Sebagai
example, the pyramid made of WC as part of an embossing Misalnya, piramida yang terbuat dari WC sebagai bagian dari suatu embossing
tool has a surface roughness, comparable to EDM ( alat memiliki kekasaran permukaan, sebanding dengan EDM ( Gambar. 10).
The ablation removes around 1 m per step without thermal Ablasi menghilangkan sekitar 1 m per langkah tanpa termal
damage. kerusakan. The adhesion of the removed debris is very weak, Adhesi dari puing-puing dihapus sangat lemah,
the structures are cleaned easily in an ultrasonic bath. struktur dibersihkan dengan mudah dalam penangas ultrasonik.
6.1. 6.1. Examples of applications Contoh aplikasi
6.1.1. 6.1.1. Laser cleaning Laser membersihkan
Pulsed Nd:YAG lasers are also used in the cleaning Berdenyut Nd: YAG laser juga digunakan dalam membersihkan
and recycling area. dan daur ulang daerah. Spur Spur [21] has developed a process for telah mengembangkan suatu proses untuk

de-coating compact disks, made of Ø120 mm × 1 . 2mm de-lapisan kompak disk, terbuat dari Ø120 mm x 1. 2mm
polycarbonate discs coated with 50 nm aluminium and polikarbonat cakram aluminium dilapisi dengan 50 nm dan
10 m varnish. 10 m pernis. The industry is seeking solutions for an Industri ini mencari solusi untuk
economical and efficient recycling process due to the EU ekonomis dan efisien proses daur ulang karena Uni Eropa
waste law for information technology. limbah hukum bagi teknologi informasi. It is estimated that Diperkirakan bahwa
of the 10 billion disks annually 3 billion pieces will be dari 10 miliar per tahun disk 3 miliar bagian akan
collected for recycling. dikumpulkan untuk didaur ulang. The applied laser is a 50 W, 8 ns Laser diterapkan adalah 50 W, 8 ns
Q -switched Nd:YAG laser delivering 2 J pulses, which chip Q-switched Nd: YAG laser pulsa memberikan 2 J, mana chip
the aluminium and varnish, and does not influence the trans- aluminium dan pernis, dan tidak mempengaruhi-trans
parent polycarbonate. orangtua polikarbonat. The removal rate at 50 Hz is 22 cm Tingkat penghapusan pada 50 Hz adalah 22 cm
2 2
/s / S
which results in a de-coating time of 5 s and cost (including
handling and labour) of $ 0.04 per disk. This is in the same
order as the production costs of a new disk! [22] .
Another cleaning application is surface cleaning of sil-
icon wafer by 'laser sparking' which is a gas breakdown
caused by an intense laser pulse focussed in the air above
the wafer surface. It was shown by Lee et al. [23] that an
airborne plasma shock wave above the surface successfully
removes small particles (∼1 m diameter) such as tungsten,
copper and gold from the silicon surface. This contactless

cleaning technique is an efficient, fast and damage-free pro-
cess. cess. It has superior characteristics compared with conven-
tional laser cleaning employing direct interactions between
the laser pulse and the particles. In conventional laser clean-
ing a fourth harmonic Q -switched Nd:YAG laser (266 nm,
10 ns) is directed on the Si substrate. The small tungsten
particles are removed by a rapid thermal expansion of the
particle resulting from the laser absorption. This requires Hal ini membutuhkan
fluencies above 0.65 J/cm
2 2
to overcome the strong adhesion
force for smaller particles. The short wavelength is neces-
sary because of the better absorptivity of W, Cu and Au for
this wavelength. The fluency, however, must be kept below
the threshold fluency of Si damage (0.3 J/cm
2 2
). ). This is not Hal ini tidak
enough for efficient particle removal in the conventional way.
In the new contactless method the striking incoming beam
is focussed 2 mm above the surface at around 10
11 11
W/cm W / cm
2 2
causing an optical breakdown of the air resulting in a shock
wave of several hundreds of megapascals [24,25] d epending
on the distance to the origin. This is well above the adhesion
forces of 1 MPa for 1 m or 3 MPa for 0.1 m tungsten par-
ticles. ticles. Once the bond between the particle and the substrate

surface is broken, the detached particles are accelerated to
high velocity and blown away by the expansion following
the shock wave ( Gambar. 11 ). In this application, the fundamental
1064 nm wavelength of the 10 ns Q -switched Nd:YAG laser
can be applied because there is no direct interaction with
the particles. The cleaned area per shock is around 2 cm
2 2
, ,
which is one order above the conventional technique.
Fig. Gambar. 11. 11. Optical micrographs of the silicon surface, (left) before and (right)
after the laser shock treatment for the removal of a mixture of submicron
W, Cu and Au particles adhered on the surface, Lee et al. [23] .
Page 9 Page 9
10 10
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
Fig. Gambar. 12. 12. Laser fine adjustment of an audio head. Laser heating at L rotates
the head clockwise at R counter-clockwise. A pulse at M, moves the head
downwards and at L + R upwards [27] .
Fig. Gambar. 13. 13. Laser adjustment of reed contacts. The distance between the Jarak antara
metal reeds determines the strength of the magnetic field where the switch
closes.
6.1.2. 6.1.2. Adjustment Pengaturan
Pulsed lasers are applied successfully to adjust micro-
electro mechanical assemblies. This opens new ways to
optimise the design of actuators according to Geiger et al.

[26] . Pulsed Nd:YAG as well as excimer lasers are applied
to adjust (and bend) various materials as stainless steel,
copper alloys or lead frame materials like FeNi42. Hoving
[27] describes the adjustment of audio heads mounted on a
dedicated adjustment frame ( Fig. 12 ). Laser pulses on the in-
dicated positions result in a micrometer accuracy fine adjust-
ment. pemerintah. Another application is the adjustment of reed contacts.
The intensity of the adjustment pulse is based on the mea-
sured magnetic field to open/close the contacts ( Fig. 13 ) . A Sebuah
special requirement for this application is that the laserbeam
has to pass the green glass enclosure of the reed contacts.
Laser adjustment is a flexible alternative for micro-bending
by sparks. Otsu et al. [28] found the latter more advanta-
geous for highly reflecting materials like copper.
7. 7. Excimer lasers Excimer laser
Excimer lasers are a family of pulsed lasers operating in
the ultraviolet by a fast electrical discharge in a high-pressure
mixture of rare gas (krypton, argon or xenon) and a halogen
gas (fluorine or hydrogen chloride). The combination of rare
gas and halogen determines the output wavelength. Typical Khas
pulse energies are a few hundred millijoules to one joule.
Table 5 Tabel 5
Photon energies obtained from different laser sources [29]
Laser Laser
Wavelength (nm) Panjang gelombang (nm)
Photon energy (eV)
XeF XeF
351 351

3.53 3.53
XeCl
308 308
4.03 4.03
KrF
248 248
5.00 5.00
KrCl
222 222
5.50 5.50
ArF
193 193
6.42 6.42
F F
2 2
157 157
7.43 7.43
The average power is in the range of 10 W to 1 kW. The Para
pulse length is typical in the 10–20 ns range resulting in peak
powers of tens of megawatts. These lasers offer a variety of
photon energies ( Table 5 ) . Application areas are: ablation,
lithography, micro-fabrication.
7.1. 7.1. Ablation
Two ablation mechanisms are distinguished: photolytic
and pyrolytic processes. In photolytic processes the photon
energy is directly applied to overcome the chemical bonding
energy of (macro) molecules. In case of polymers they are
broken into smaller often gaseous monomers. The photon Foton

energy of the KrF laser is sufficient for most cases ( Tables 5
and 6 ).
When all laser energy is used to overcome the chemical
binding energy, the ideal case, it is known as “cold ablation”.
In case of metals, however, the laser energy is first absorbed
by electrons, then transferred to heat, which melts and evap-
orates the metal, just like other lasers do. Fig. 14 s hows how
in photolytic processes the molecules are taken away, while
pyrolytic processes melt the material first and evaporates
from the melt surface.
The material removal of organic polymers consists of
three steps. First the UV photons are absorbed in the top
layer of typical 0.2 m thickness, then the long chain
molecules in this layer are broken into parts and finally
they are removed from the processing area in the form of
vapour and small particles. Photons with more than 5.1 eV
will break oxygen molecules in its path. This is demon-
strated by the characteristic ozone smell of a 193 nm ArF
beam passing through air. The threshold fluence for a wide
variety of plastics is about 120 mJ/cm
2 2
. . At low fluence the
walls become tapered from about 2
◦ ◦
at 500 mJ/cm
2 2
to 20 sampai 20
◦ ◦

at 150 mJ/cm
2 2
. . Useful fluences are given in Table 7 .
Table 6 Tabel 6
Chemical bonding energies
Chemical bond Ikatan kimia
Bond energy (eV)
Si–Si, Cl–Cl
1.8–3
C–N, C–C
3–3.5
C–H, O–H
4.5–4.9
C=C
7 7
Page 10 Halaman 10
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
11 11
Fig. Gambar. 14. 14. Interaction of excimer laser radiation with solids. Right: PVC, photolytic ablation. Left: metal, melt. Middle: Al
2 2
O O
3 3
ceramic, combined photolytic
and pyrolytic process. Lambda Physik [30] .
7.2. 7.2. Lithography Litografi
Lithography is a vital step in micro-electronics. The cost Biaya
of lithography is typical 35–40% of the wafer costs. Cur- Cur-

rently mostly the 248 nm KrF laser is applied in step and re-
peat cameras. Based upon trends over the last 20 years [31]
it is likely that 64 Gb DRAMS with 70 nm features will be
in production in 2010. This requires shorter wavelengths of
193 nm and further 157 nm which requires high performance
deep-UV optical components from materials like BaF
2 2
or atau
CaF CAF
2 2
which have to be developed under an tight time sched-
ule for the introduction of 157 nm that the industry is com-
mitted to achieve [32] .
7.3. 7.3. Laser LIGA
Excimer laser ablation is also used for the fabrication of
micro-electro mechanical systems (MEMS) by the LIGA
process. proses. As an alternative for the expensive X-ray LIGA the
laser LIGA process has been developed for the realisation of
three-dimensional micro-structures [33] . This process pro-
duces nickel structures of several hundred-micrometer thick-
nesses. nesses. By alternating deposition of metal and resin layers
complex multiplayer structures can be obtained by excimer
mask projection ablation [34] .
7.4. 7.4. Micro-fabrication
Micro-parts of almost any geometry can be produced by
mask projection. Drilling holes, however, is the key appli-
cation in micro-fabrication. Excimer lasers offer three sig-
nificant advantages for drilling applications over lasers that

emit in the visible and infrared. First, the short ultraviolet
Table 7 Tabel 7
Ablation thresholds for various materials
Material Materi
Fluency (mJ/cm
2 2
) )
Photo resist
30 30
Polycarbonate Polycarbonate
40 40
Polyimide Polimida
45 45
Silicon nitride Silikon nitrida
195 195
SiO SiO
2 2
350 350
Glass, metal oxide
700–1200
Metals Logam
4000–8000
light can be imaged to a smaller spot size than the longer
wavelengths. panjang gelombang. This is because the minimum feature size is
limited by diffraction, which depends linearly with the wave-
length. panjang. The second advantage is that due to the mechanism
of “photoablation” there is less thermal influence or melting
of the surrounding material. Finally, most materials show a

strong absorption in the ultraviolet region. This means that Ini berarti bahwa
the penetration depth is small and each pulse removes only a
thin layer of material, allowing precise control of the drilling
depth [35] .
In printed circuit board (PCB) fabrication many bridging
holes (via's) are produced to make electrical connections in
multi-layer PCBs. The holes are drilled in dielectric poly-
imide layer until the underlying copper layer is uncovered.
The drilling then stops automatically because of the higher
threshold (one order of magnitude) of copper. The conduct-
ing connection is made by a following chemical deposition
of copper on the via walls. The process has been developed
in 1990 by Bachmann [36] and is used for drilling small
≈10 m holes. For bigger holes of 100 m and above the
cheaper and faster CO
2 2
-lasers are currently used.
7.5. 7.5. Ink jet nozzles
Ink jet printers are widely used because they offer good
quality at low cost, based on a simple design. It consist of an
array of small orifices with precisely defined diameter and
taper, each located on top of a channel with resister heater.
Small bubbles are formed when the ink is heated; ejecting
small (3–80 pl) drops out of the nozzle. Riccardi et al. [37]
describes the fabrication of high-resolution bubble ink jet
nozzles, Fig. 15 . Depending on the design up to 300 holes
have to be drilled simultaneously in a 0 . 5mm×15 mm area.
This is obtained by 5× demagnification of a 400 mJ pulse

Fig. Gambar. 15. 15. Array of ink jet nozzles drilled in 50 m thick polyimide.
Page 11 Page 11
12 12
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
to 0.6–0.8 J/cm
2 2
fluency. kefasihan. About 300 pulses are applied to
obtain 55 m holes with 27
◦ ◦
taper. lancip. The total drilling time
is about 1 s, using a 300 Hz KrF laser. Recent developments Perkembangan terbaru
will require smaller holes below 25 m diameter.
7.6. 7.6. Others Lainnya
There are a lot of other applications of short pulsed ex-
cimer lasers like marking of eye glasses, medical devices,
aircraft cables and electronic devices, writing of fiber Bragg
gratings for telecom applications, medical applications in
surgery, etc. Two of them will be described in more detail,
ablation of diamond and laser cleaning.
7.7. 7.7. Laser ablation of diamond
Diamond is difficult to machine [38] b ecause it is trans-
parent in a wide wavelength range. At high power densi-
ties, however, the diamond is transited into graphite, which
absorbs the laser power and is removed by ablation subse-
quently. berkala. Diamond machining is currently done by microsec-
ond pulse Nd:YAG and nanosecond pulse excimer lasers
[39] .

Examples of applications are drilling holes in wire draw-
ing dies ( Fig. 16 ) and cutting of knife blades for eye surgery.
Thin layers of graphite or amorphous carbon are found on
the surface after laser machining which requires an extra
polishing operation to remove the graphite. An alternative Alternatif
(new) technique is the use of ultrashort femtosecond lasers.
No evidence of graphite was found [40] because the ther-
mal diffusion depth is only 50 nm. Some processing data is
given in Table 8 .
7.8. 7.8. Excimer laser cleaning
Excimer lasers but also Q -switched Nd:YAG lasers are
applied for surface cleaning, particularly in the electronic
industry. industri. Examples are cleaning of silicon stencils (masks
Fig. Gambar. 16. 16. Diamond wire drawing die. Wire opening 50 m (Diamond Tools
Group).
Table 8 Tabel 8
Laser ablation of diamond
Laser Laser
Q -switched
Nd:YAG
Excimer laser
Femtosecond
laser laser
Wavelength Panjang gelombang
1.06 m
248 nm
248 nm
Pulse length

150 ns
20 ns 20 ns
500 fs
Diffusion depth
30 m 30 m
10 m 10 m
50 nm
Fluence (J/cm
2 2
) )
Removal rates per pulse
0.8 0.8
5 nm 5 nm
5 nm 5 nm
2 2
10nm 10nm
15nm
4 4
20nm 20nm
35nm 35nm
6 6
30nm 30nm
50nm
10 10
0.5 m 0,5 m
45 nm 45 nm
20 20
1.0 m

60 nm 60 nm
50 50
2.5 m 2,5 m
150 150
4.0 m 4,0 m
for e-beam lithography), magnetic head sliders and optical
components. komponen. Particles are preferably removed using a thin
liquid film of water or ethanol allowing low energy densities
for an explosive evaporation of the liquid, which blows away
all particles. Differences in ablation threshold are used to
remove printing residues from chromium plated rotogravure
cylinders. silinder. By scanning the whole surface at a fluency be-
low the ablation threshold for the chromium (≈5 J/cm
2 2
) all
contamination is removed in an environmental friendly way
[41] .
7.9. 7.9. Surface cleaning of art
Impressing results were achieved in the restoration of
paintings by 20 ns KrF excimer laser pulses ( Fig. 17 ) . The Para
ablation depth per pulse is about 1 m. Process monitoring
of the laser induced plasma by real time spectroscopy [42]
allows for precise control of the ablation depth and identifi-
cation of the different layers.
Fig. Gambar. 17. 17. Partial (left) and fully cleaned fine arts, Art-Innovation, NL [43] .
Page 12 Halaman 12
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17

13 13
The market forecast for excimer lasers is more or less
stable. stabil. At the low power segment there is a shift from ex-
cimer lasers toward higher harmonic Nd:YAG lasers (green
532 nm and UV 355 or 266 nm), which become available for
low power micro-machining and for semiconductor materi-
als processing. The UV Nd:YAG lasers operate in the same
wavelength and pulse length domain as the excimer laser.
The average output is one to two orders less, but neverthe-
less the peak power intensity is high (10
7 7
to 10 sampai 10
8 8
W/cm W / cm
2 2
) )
because of the short pulse length and superior beam quality.
Another development are the very high power kilo-
watt excimer lasers, which are developed for simultaneous
drilling for huge amounts of small holes for instance for the
aerospace industry (holes for cooling of engine parts and
for boundary layer suction). One of the research efforts in
this area is the generation of longer pulses [44] . The driv-
ing force is an increased overall system efficiency, lower
stresses on the electrical components and better beam qual-
ity. ity. Longer pulses could also be more efficiently transmitted
in fiber delivery systems [45] .
7.10. Three-dimensional micro-machining

With normal mask projection techniques the homoge-
neous power density distribution will result in an equal abla-
tion over the whole area of the mask. For three-dimensional
structures different sets of mask are used. This gener-
ally results in a stepwise structure. Masuzawa et al. [46]
has developed the Hole Area Modulation method using a
semitransparent mask, consisting of series of small holes
enabling a continuous variable depth just by oscillating the
mask in pre-programmed patterns.
8. 8. Copper vapour lasers
Copper vapour lasers (CVL) belong to the family of
metal vapour lasers, which use mixtures of metal vapour
and rare gases to produce laser light. There are copper
vapour, helium–cadmium and gold vapour lasers. They op-
erate at temperatures of 200–1200
◦ ◦
C to keep the metal in
vapour state. The excitation is by electrical discharges in
the gas mixture. Copper vapour lasers produce green and
yellow light from a mixture of copper vapour and helium
Fig. Gambar. 18. 18. Hundred-micrometer holes for medical filters, middle close up of one hole, right blind hole.
or neon. They are excellent sources of short, high intensity
laser pulses at high repetition rate. The active medium,
copper, is contained in a ceramic tube 1 m length, 25 mm
diameter for 20 W output and up to 3 m ×60 mm for 300 W
and more. dan banyak lagi. The tube is contained in vacuum and heated by
a pulsed discharge to 1450
◦ ◦

C where the copper vaporises.
Laser action results from high-energy electrons and neutral
copper atoms. The neon at a pressure of 20–60 mbar starts
the discharge current when the tube is cold.
Copper vapour lasers are mainly applied to drill, cut and
micro-mill materials with a thickness up to 1.5 mm in metals,
silicon, diamond, ceramics and polymers. Typical applica- Khas applica-
tions are: inkjet nozzle drilling, diesel injector drilling, spin-
neret drilling and cutting, precision machining and writing
Fiber Bragg Gratings. Drilling, cutting and micro-milling
are the common applications for the green light [47] . Among
them simple “holes” are the most popular structures. These Ini
are found in medical flow controllers, micro-electronic con-
tacts and medical filters ( Fig. 18 ) . Holes are also used to
make plastics “breathable”, to calibrate leak testers and to
perforate foils.
The light of copper vapour lasers is more strongly ab-
sorbed in metals than that of IR lasers. This leads to Hal ini menyebabkan
deep holes with a small heat-affected zone. Aspect ratios Aspek rasio
of greater than 40 and surface roughness in the order of
1–2 m are reported by Allen et al. [48] .
In the automotive sector engineers are under consider-
ably regulatory pressure to reduce the emission level of
combustion engines. A major contributor to high emissions
is the fuel injector. The current technique of EDM pro-
duces excellent holes but at low processing speed. Hole Lubang
diameters less than 150 m become increasingly difficult.
Micro-machining by CVL has demonstrated the ability to

produce nozzles with diameters of 50–200 m without dross
on the exit side. The entry side has minimum dross, which
can be removed by light abrasion. Fig. 19 ( left) shows some
50 m holes.
Progress in drug discovery and analysis of the human
genome sequence require the development of micro-tools
and techniques to acquire and process vast amounts of data
looking at the behaviour of many thousands of genes to-
gether. gether. This corresponds with increased speed and automa-
tion in biomedical instrumentation like a pin-based picolitre
dispenser to take thousands of genetic samples for massive
Page 13 Halaman 13
14 14
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
Fig. Gambar. 19. 19. Left: section of diesel injection nozzle. Right: a micro-reservoir pin with a 15 m wide by 600 m long capillary and a reservoir 100 m wide
and 1000 m long [49] .
parallel testing. The critical component is a tapered pin with
a capillary slot [49] p roduced by CVL ( Fig. 19 , right).
Ink jet nozzles require accurate dimensions and smooth
surface finish to obtain laminar flow of ink and prevent
turbulence. turbulensi. Allen et al. [50] has fabricated ink jet noz-
zles of metal sheet by three different fabrication techniques
(micro-electrodischarge machining, micro-drilling and CVL
machining). He evaluated the characteristics of each tech-
nique while assessing the differences between them.
Micro-EDM is one of the few techniques that can be used

for micro-hole fabrication following Almond et al. [51] and dan
Masuzawa [52] . A single hole of 50 m diameter through
100 m thick stainless steel takes typical 3 min. With CVL
a single pulse will remove the material to a depth of 10 m,
which means that micro-holes are machined within seconds
by 30 ns pulses at 10 kHz. The short pulsewidth in CVL
reduces the heat-affected zone. Aspect ratios greater than 40
are reported for stainless steel, the surface roughness is of
the order of 1–2 m. Trepanning was used to improve the
quality of the holes. Results are given in Table 9 .
Although micro-EDM is an established process with ex-
cellent hole quality, its relative slowness is its main draw-
back. kembali. CVL is much faster but the improvement of surface
profile requires further investigation for direct writing of
complex micro-structures as applied in creating channels in
glass plates to control micro-fluid flow, engraving hard ma-
terials, micro-marking for security purposes etc. High preci-
sion micro-machining will be the key application that finally
will cause the industrial breakthrough.
Table 9 Tabel 9
Comparison of micro-hole fabrication methods
Process Proses
Advantages Keuntungan
Disadvantages Kekurangan
Micro-EDM
Surface finish, edge
profile profil
Slow Lambat

CVL CVL
Edge profile, fast
Flaked recast gives rougher
appearance penampilan
Micro-drilling
Fast Cepat
Burring of edges, tool
breakage
9. 9. Femtosecond lasers
The latest generation pulsed lasers delivering the shortest
pulses are the femtosecond lasers. In these systems, puls-
ing is mostly achieved by mode coupling of a broadband
laser source. Typically, the bandwidth exceeds several tens
of nanometer bandwidth, which allows pulse duration well
below 100 fs. Due to the short pulse duration, peak powers
of more than 15 GW can be reached, which gives access to
further ablation mechanisms, like multi-photon ionisation.
Due to the short interaction time, only the electrons within
the material are heated during the pulse duration. Once the Setelah
laser pulse has stopped, the lattice of the material experi-
ences the influence of the overheated electrons. This results Ini hasil
in two different ablation regimes, dependent on the pene-
tration depth of the overheated electrons, which at fluencies
over 500 mJ/cm
2 2
can exceed the optical penetration depth of
about 10 nm [53] . This enables ablation rates up to 250 nm
at 10 J/cm

2 2
. . Especially for low fluences, where the thermal
diffusion length is smaller than the optical penetration depth,
heat diffusion is be strongly suppressed, which allows high-
est precision and minimal heat influence within the material.
The intensity during such laser pulses initiates multi-photon
effects, which allows machining of literally any solid mate-
rial. Rial. Applications are limited to micro-machining processes,
where the total volume of ablated material is rather small
due to the limited average power output.
Most femtosecond lasers are based on titanium:sapphire,
due to its broad bandwidth. The short pulses are generated
within the oscillator, typically providing a pulse train of short
pulses at low pulse energy of some nanojoules per pulse.
As this energy is not sufficient for most micro-machining
applications, further amplification has to be provided. A Sebuah
direct amplification is not viable, as the intensity would
destruct beam profiles and the internal optics. Therefore, Oleh karena itu,
the intensity has to be reduced to sufficient values, which
is being done using the Chirped Pulse Amplification (CPA)
technique [54] . Typical commercial available systems show
average output powers of 1.5 W and up to 250 kHz repetition
Page 14 Page 14
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
15 15
Fig. Gambar. 20. 20. Prototypes of stents made of: (a) bio-resorbable polymer and (b)
tantalum.

rate. tingkat. This power output allows micro-machining processes,
but limits the amount of removed material per time. Nev- Nev-
ertheless, promising applications are found in the precise
machining of thermal sensitive materials.
Apart from direct use of fs-lasers in medicine for surgery,
for example the correction of myopia like laser assisted
in situ keratomileusis (LASIK), the structuring of medi-
cal implants, eg coronary stents, is a promising applica-
tion with growing industrial interest [55] . Coronary stents
are used as a minimally invasive treatment of arteriosclero-
sis, an alternative for bypass operations. The requirements Persyaratan
of medical implants (eg burr-freeness, X-ray opacity) are
very strict so just a few materials are commonly used. Typ- Typ-
ical materials used for stents are stainless steel or shape
memory alloys. Chemical post-processing techniques have
been developed to achieve the required properties. How- Bagaimana-
ever, these materials are not optimal in several medical as-
pects (eg risk of restenosis, limited bio-compatibility, etc.).
New approaches favour stents for temporary use, which ne-
cessitate bioresorbable materials like special bio-polymers
( Fig. 20a ).
Other materials, like tantalum, show improved X-ray
visibility ( Gambar. 20b ) . For these materials, no established
post-processing technique is available. Most of them show
strong reactions to thermal load. It is essential to avoid in-
fluences on the remaining material in order to keep the spe-
cific material properties. Femtosecond pulse laser material
processing meets these requirements.

9.1. 9.1. Cutting of silicon
Silicon is the most important material in the micro- and
semiconductor industry for the fabrication of micro-chips,
sensors, and actuators. Conventional lasers have not be ap-
plied for high precision structuring of semiconductors as
they cause thermal melting, cracks, and deposits but fem-
tosecond laser systems overcome these limitations, since
thermal and mechanical influences are minimised. Cutting Pemotongan
of silicon using fs-laser pulses shows high quality ( Gambar. 21 )
well suited for cutting thin wafers. In contrast to the conven-
tional dicing method, non-linear narrow cuts are performed
with a wear-free tool. The process quality is enhanced be-
cause there is no interaction between the expanding plasma
and the laser pulse (plasma shielding effect) as light absorp-
tion and ablation are separated in time.
Fig. Gambar. 21. 21. Examples of silicon cutting.
Although femtosecond lasers offer new and very promis-
ing ways of micro-machining almost any solid material, they
are not yet introduced into industrial service due to some
drawbacks. kelemahan. As the CPA-technique is fairly complex, the sys-
tem contains much more optical components than conven-
tional lasers. This might influence the stability of operation
by environmental conditions like temperature, vibrations,
etc. Up to today, those systems are mainly applied for sci-
entific purposes, which necessitates operating the laser by
highly trained staff. For industrial operation, such operators
are not available. tidak tersedia. Therefore, industrial service requires much
easier operations and less maintenance. The laser manufac-

turers have identified these problems, so the fs-lasers are
presently designed to match the requirements of industrial
service. layanan. fs-Lasers will be used for high quality applications,
which are not achievable by other means. Due to high in-
vestments, low-cost applications seem not to be economi-
cally by this kind of lasers. Future laser development will
increase the process speed by increasing repetition rate as
well as average output power. By reducing the costs for the
laser system as well, economical machining of several ap-
plications will be realised.
10. 10. Accuracy Ketepatan
Improvement of accuracy has been a central topic along 50
years of CIRP history as described by Peters et al. [56] , Mer-
chant [57] , McKeown [58] and many others. dan banyak lainnya. Short pulses
have great potential to obtain higher accuracies in dimen-
sional control because of the very small amounts of mate-
rial that can be removed per pulse, as well because the very
small damaged (heat-affected) zone at the surface. Another Lain
merit of using 'image tools' compared with solid tools (eg
EDM) is the wide space, available for release of debris. Ap- Ap-
plications are found in the semiconductor industry where the
demand for accuracy follows from the continuing miniatur-
isation in accordance with Moore's law developed in 1965
[59–61] and in the ultra precision machining following the
trend given by Taniguchi in 1983 [62] .
In 1965, Gordon Moore, the founder of Fairchild Semi-
conductor and Intel, observed only 6 years after the in-
troduction of the commercial planar transistor in 1959

an astounding trend; the number of transistors per chip
was doubling every year. In 1975 Moore updated his law
Page 15 Halaman 15
16 16
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
distinguishing three contributing components: (1) increas-
ing chip area (15% each year), (2) decreasing feature size
(11% per year, or 27% less area). Both factors resulted in
60% increase of the number transistors per chip; (3) the rest
of the improvement was because of better design. In the first Pada bagian pertama
15 years the chip complexity doubled each year and since
1975 when the design has reached its optimum, the increase
was still 60% per year. When we extrapolate current trends
to the year 2010, the minimum feature size will be 70 nm.
This sets the requirements for the future lasers. The feature Fitur
size depends on four factors; the beam quality should be
excellent ( M
2 2
≈ 1), the wavelength as short as possible in
the UV, the f number small ( f # ≈ 1) and the power density
just above the threshold intensity so that only the central part
of the beam is used. Currently, feature sizes of 30 nm have
been experimentally demonstrated [63] , but it is far from
production. produksi. Companies are assessing nano photolithography
with excimer wavelengths of 193 and 152 nm.
In the machine industry, Taniguchi published his famous
paper in 1983 [62] . From his graphs an increasing accuracy

of 10% per year is found, which is remarkable in balance
with the 11% predicted by Moore. Taniguchi expected in
2010 an ultimate accuracy of 1 nm by atom, molecule or ion
beam machining. He did not consider laserbeam processing
although photons are a much finer tool than atoms or ions.
Even electron beams are not considered because he says:
“it became clear that direct thermal machining using high
energy electron beams is not suitable for ultra precision
machining because the high energy electrons penetrate
the surface layers to depths of many microns or tens of
microns (at 50 kV typically 10 m in aluminium). The Para
energy is transferred to the atoms in the form of heat over
a relatively large zone of several microns”.
The reason that photons can perform better is because:
• photons are much smaller than electrons,
• they are electrical neutral so there are no repulsive forces,
• the optical penetration depth is only 10 nm for metals,
• the thermal penetration depth is of the same order.
Taniguchi could not consider this because there was
no idea of femtosecond machining at that time. Never- Jangan-
theless, some problems have to be solved before laser
micro-machining will be applied on industrial scale. Not Tidak
only the lasers should be more compact and robust but also
the reliability in process- and dimensional control is most
challenging. menantang.
Acknowledgements Ucapan Terima Kasih
Parts of this paper have been derived from the CIRP
keynote paper [10] : K. Du (EdgeWave GmbH, Aachen), A.

Gillner (Fraunhofer Institut für Lasertechnik ILT, Aachen),
D. Hoffmann (Fraunhofer Institut für Lasertechnik ILT,
Aachen), VS Kovalenko (National University of Ukraine,
Kiev), T. Masuzawa (University of Tokyo), A. Ostendorf
(Laser Zentrum Hannover), R. Poprawe (Fraunhofer Insti-
tut für Lasertechnik ILT, Aachen), W. Schulz (Fraunhofer
Institut für Lasertechnik ILT, Aachen).
References Referensi
[1] S. Postma, J. Meijer, RGKM Aarts, Method and device for mea-
suring and controlling a laser welding process, International Patent
WO 03/022508 A1 (2003).
[2] GN Levy, R. Schindell, JP Kruth, Rapid manufacturing and rapid
tooling with layer manufacturing technologies, state of the art and
future perspectives, Ann. CIRP 52 (2) (2003) 589–610.
[3] X. Chen, X. Liu, Short pulsed laser machining: how short is short
enough? cukup? J. Laser Appl. 11 (6) (1999) 268–272.
[4] J. Bosman, Laser engraving processes, Ph.D. Thesis, University of
Twente, in preparation.
[5] V. Semak, Laser drilling: from milli to femto, Laser solutions course,
in: Proceedings of the ICALEO 2001, Jacksonville, October 18,
2001, pp. 1–9.
[6] E. Ohmura, I. Miyamoto, Molecular dynamics simulation on laser
ablation of metals and silicon, Int. J. Jpn. J. JPN. Soc. Soc. Precis. Eng. Eng. 34 (4)
(1998) 248–253.
[7] Y. Ishizaka, K. Watanabe, I. Fukumoto, E. Ohmura, I. Miyamoto,
Three-dimensional molecular dynamics simulation on laser materi-
als processing of silicon, in: Proceedings of the ICALEO98, 1998,
pp. A55–A63.

[8] E. Ohmura, I. Fukumoto, I. Miyamoto, Molecular dynamics simula-
tion on laser ablation and thermal shock phenomena, in: Proceedings
of the ICALEO 1998, pp. A45–A54.
[9] E. Ohmura, I. Fukumoto, Study on fusing- and evaporating process
of fcc metal due to laser irradiation using molecular dynamics, Int.
J. Jpn. J. JPN. Soc. Soc. Precis. Eng. Eng. 30 (1) (1996) 47–48.
[10] J. Meijer, K. Du, A. Gillner, D. Hoffmann, VS Kovalenko, T.
Matsunawa, A. Ostendorf, R. Poprawe, W. Schulz, Laser machining
by short and ultrashort pulses, state of the art and new opportunities
in the age of the photons, Ann. CIRP 51 (2) (2002) 531–550.
[11] FJ McClung, RW Hellwarth, Characteristics of giant optical pul-
sations from ruby, Proc. IEEE 51 (1963) 46.
[12] HW Mocker, RJ Collins, Mode competition and self-locking effects
in a Q -switched ruby laser, Appl. Phys. Phys. Lett. Lett. (7) (1965) 270.
[13] F. Krausz, T. Brabec, C. Spielmann, Self-starting passive mode lock-
ing, Opt. Lett. Lett. 16 (1991) 235.
[14] D. Guillot, Microlasers, Photonics Spectra 32 (1998) 143–146.
[15] VS Kovalenko, Laser Technology, Vyscha Schola, Kiev, 1989, 280
pp. hlm
[16] G. Ogura, J. Angell, D. Wall, Applications test potential of laser
micromachining, Laser Focus World 34 (1998) 117–123.
[17] SM Klimentov, SV Garnov, TV Kononenko, VI Konov, PA
Pivovarov, F. Dausinger, High rate deep channel ablative formation
by picosecond–nanosecond combined laser pulses, Appl. Phys. Phys. A 69
(1999) 633–636.
[18] C. Stewen, K. Contag, M. Larionov, A. Giesen, H. Hügel, A 1 kW
thin disc laser, IEEE JSTQE 6 (4) (2000) 650–658.
[19] HK Tönshoff, J. Mommsen, Process of generating three-dimensional

microstructures with excimer lasers, in: Proceedings of the ECLAT92,
Göttingen, 1992.
[20] D. Hellrung, A. Gillner, R. Poprawe, Laser beam removal of
micro-structures with Nd:YAG lasers, in: Proceedings of the Lasers in
Material Processing Laser'97, Munich, SPIE 3097 (1997) 267–273.
[21] G. Spur, Industrial cleaning technologies for hard surfaces: dry ice
blasting and laser, in: Proceedings of the 40th International deter-
gency Conference IDC'01, 2001, pp. 156–165.
[22] W. Hoving, Philips, CFT, Private communication.
Page 16 Halaman 16
J. Meijer / Journal of Materials Processing Technology 149 (2004) 2–17
17 17
[23] JM Lee, KG Watkins, WM Steen, Surface cleaning of silicon
wafer by laser sparking, J. Laser Appl. 13 (4) (2001) 154–158.
[24] JF Ready, Effects of High Power Laser Radiation, Academic Press,
New York, 1971, p. 213. 213.
[25] RE Kidder, Nucl. Fusion 8 (1968) 3.
[26] M. Geiger, M. Kleiner, R. Eckstein, N. Tiesler, U. Engel, Micro-
forming, Ann. CIRP 50 (2) (2001) 445–462.
[27] W. Hoving, Laser fine adjustment, in: Proceedings of the ICALEO,
2001. 2001.
[28] M. Otsu, T. Wada, K. Osakada, Micro bending of thin spring by
laser forming and spark forming, Ann. CIRP 50 (1) (2001) 141–144.
[29] J. Meijer, in: JA McGeough (Ed.), Micromachining Materials, Mar-
cel Dekker, 2002, pp. 203–237.
[30] D. Basting, Excimer Laser Technology: Laser Sources, Optics, Sys-
tems and Applications, Lambda Physik AG, Göttingen (D), 2001.

[31] A. Hind, Spectrophotometry takes measure of deep UV lithography,
Photonics Spectra 35 (2001) 82–86.
[32] JH Burnett, ZH Levine, EL Shirley, Hidden in plain sight: can
lithographers design out the intrinsic birefringence of calcium fluo-
ride, or must they find a new material solution for 157 nm lithogra-
phy, Photonics Spectra 35 (2001) 88–92.
[33] http://www.cee.hw.ac.uk/microengineering/microsystems/uv-liga/ . .
[34] JA MacGeough, MC Leu, KP Rajurkar, AKM De Silva, Q.
Liu, Electroforming process and application to micro/macro manu-
facturing, CIRP Ann. 50 (2) (2001) 499–514.
[35] JF Ready, LIA Handbook of Laser Materials Processing, Magnolia
Publ. Publ. Inc., 2001, p. 491. 491.
[36] FG Bachmann, Industrial laser applications, Appl. Surf. Surf. Sci. Sci. 46 46
(1990) 254–263.
[37] G. Riccardi, M. Cantello, F. Mariotti, P. Giacosa, Micromachining
with excimer laser, Ann. CIRP 47 (1) (1998) 145–148.
[38] Lasers are diamond's best friend, Photonics Spectra 26 (1992)
40. 40.
[39] R. Windholz, P. Molian, Nanosecond pulsed excimer laser machining
of CVD diamond and HOPG graphite, J. Mater. Sci. Sci. 32 (1997)
4295–4301.
[40] MD Shirk, PA Molian, Ultrashort laser ablation of diamond, J.
Laser Appl. 10 (2) (1998) 64–70.
[41] R. Lotze, J. Birkel, K. Wissenbach, Entlacken mit Laserstrahlung,
Neue industrielle Anwendungen, JOT Journal für Oberflächentechnik,
1999/8.
[42] S. Klein, T. Stratoudaki, V. Zafiropoulos, J. Hildenhagen, K. Dick-
mann, Th. Lehmkuhl, Laser induced breakdown spectroscopy for on

line laser cleaning of sandstone and stained glasses, Appl. Phys. Phys. A Sebuah
69 (1999) 441–444.
[43] http://www.art-innovation.nl .
[44] A. Schoonderbeek, CA Biesheuvel, RM Hofstra, K.-J. Boller, J.
Meijer, High speed drilling of metals with a long pulse XeCl excimer
laser, Proc. SPIE 4760 (2002).
[45] C. Fotakis, in: Handbook of the EuroLaser Academy, vol. 1, Chapman
& Hall, London, 1998, pp. 227–265.
[46] T. Masuzawa, J. Olde Benneker, JJC Eindhoven, A new method
for three dimensional excimer laser micromachining by hole area
modulation (HAM), Ann. CIRP 49 (2000) 139–142.
[47] V. Kovalenko, M. Anyakin, Y. Uno, Modeling and optimization of
laser semi conductor cutting, in: Proceedings of the ICALEO, Laser
Microfabrication, vol. 90, 2000, pp. 82–92.
[48] D. Allen, H. Almond, P. Logan, A technical comparison of
micro-electrodischarge machining, micro drilling and copper vapour
laser machining for the fabrication of ink jet nozzles, Proc. SPIE SPIE
4019 (2000) 531–540.
[49] S. Elmes, et al., Laser machining of micro reservoir pins for
gene analysis and high throughput screening, in: Proceedings of
the ICALEO Laser Micro Fabrication Conference M303, 2001.
ISBN0912035-73-0.
[50] DM Allen, HJA Almond, JS Bhogal, AA Green, P. Logan, XX
Huang, Typical metrology of micro hole arrays made in stainless
steel foils by two stage EDM, Ann. CIRP 48 (1) (1999) 127–130.
[51] H. Almond, J. Bhogal, DM Allen, A positional accuracy study of
a micro EDM machine, Proc. SPIE 3680 (1999) 1113–1124.
[52] T. Masuzawa, State of the art of micromachining, Ann. CIRP 49 (2)

(2000) 473–488.
[53] S. Nolte, et al., Ablation of metals by ultrashort laser pulses, J. Opt.
Soc. Soc. Am. Am. B 14 (10) (1997) 2716–2722.
[54] D. Strickland, G. Mourou, Compression of amplified chirped optical
pulses, Opt. Commun. Commun. 56 (1985) 219.
[55] C. Momma, U. Knoop, S. Nolte, Laser cutting of slotted tube coro-
nary stents, State of the art and future developments, Biomed. Res. Res.
(1999) 39–44.
[56] J. Peters, et al., Contribution of CIRP to the metrology and surface
quality evaluation during the last fifty years, Ann. CIRP 50 (2)
(2001) 471–489.
[57] ME Merchant, Delphi forecast of future production engineering,
Ann. Ann. CIRP 20 (2) (1971) 205–213.
[58] PA McKeown, The role of precision engineering in manufacturing
of the future, Ann. CIRP 36 (2) (1987) 495–502.
[59] GE Moore, Cramming more components onto integrated circuits,
Electronics 38 (1965) 114–117.
[60] GE Moore, Progress digital integrated electronics, IEDM Techn.
Digest, Washington (1975) 11–13.
[61] The national Technology Roadmap for Semiconductors, 1994, Semi-
conductor Industry Association, San Jose, California.
[62] N. Taniguchi, Current status in, and future trends of, ultra precision
machining and ultra fine materials processing, Ann. CIRP 32 (2)
(1983) 573–580.
[63] J. Corbett, PA McKeown, GN Peggs, R. Whatmore, Nanotechnol-
ogy: international developments and emerging products, Ann. CIRP
49 (2) (2000) 523–545.