JURUSAN TEKNIK MESIN FAKULTAS TEKNIK · PDF filemakalah Proses Produksi 1 tentang Laser Beam...
27
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS TARUMANAGARA JAKARTA 2010
-
Upload
truongdang -
Category
Documents
-
view
256 -
download
8
Transcript of JURUSAN TEKNIK MESIN FAKULTAS TEKNIK · PDF filemakalah Proses Produksi 1 tentang Laser Beam...

JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TARUMANAGARA
JAKARTA
2010

i
LASER BEAM MACHINING
(LBM)
Disusun oleh:
Alexander Clifford. (515110003)
Winwin. (515110008)
Clementinus Beni Agung Pambayu (545110015)
Charlie Chistian. (515110022)
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS TARUMANAGARA
JAKARTA
2012
ii
KATA PENGANTAR
Pertama-tama, puji dan syukur kami panjatkan kepada Tuhan Yang
Mahaesa karena atas perkenan-Nya jualah kami dapat menyelesaikan
makalah Proses Produksi 1 tentang Laser Beam Machining (LBM) ini.
Tidak lupa kami mengucapkan terima kasih kepada Ir. Rosehan,
M.T., selaku dosen mata kuliah Proses Produksi 1 sekaligus penilai tugas
ini, yang telah membimbing kami selama menyusun makalah ini. Kami
juga berterima kasih kepada orang tua kami yang telah membantu baik
dalam segi spiritual maupun material serta kepada semua pihak lain yang
telah membantu dalam mengerjakan makalah ini hingga selesai.
Akhir kata, kami meminta maaf jika ada kekurangan dalam makalah
ini. Kritik dan saran yang membangun dari Bapak sangat kami tunggu dan
harapkan demi perbaikan di masa mendatang. Terima kasih.
Jakarta, 8 April 2010
Penyusun

iii
DAFTAR ISI
KATA PENGANTAR .................................................................................. ii
DAFTAR ISI .............................................................................................. iii
DAFTAR GAMBAR ................................................................................... iv
DAFTAR TABEL ........................................................................................ v
BAB I PENDAHULUAN .............................................................................. 1
BAB II PEMBAHASAN ............................................................................... 2
1. Pengertian ................................................................................... 2
2. Prinsip Dasar Terbentuknya Laser .............................................. 2
3. Jenis-Jenis Laser ........................................................................ 3
3.1 Laser Gas .............................................................................. 3
3.1.2 He dan Ne...................................................................4
3.2 Laser Padat ........................................................................... 7
3.2.1 Ruby ................................................................................... 7
3.2.2 Neodymium ........................................................................ 7
3.3 Laser Semikonduktor.....................................................8
4. Operasi Kerja LBM..............................................................10
5. Pendukung Kerja LBM.........................................................12
6. Karakteristik LBM ...................................................................... 14
7. Keuntungan dan Kerugian ......................................................... 15
7.1 Keuntungan ......................................................................... 16
7.2 Kerugian .............................................................................. 16
8. Aplikasi ...................................................................................... 17
BAB III KESIMPULAN .............................................................................. 19
DAFTAR PUSTAKA ................................................................................. 20

iv
v
DAFTAR GAMBAR
Gambar 1 Huruf “E” yang Dibuat dengan LBM .......................................... 2
Gambar 2 Elektron dengan Orbitnya ......................................................... 3
Gambar 3 Eksitasi Pada Laser CO2 ........................................................... 4
Gambar 4 Diagram Tingkat Energi He dan Ne .......................................... 6
Gambar 5 Sisterm Laser Gas.....................................................................7
Gambar 6 Laser Semikonduktor beserta diagram diagram energi.............9
Gambar 7 Skema Kerja Laser Padat.........................................................10
Gambar 8 Proses Pada Batang Laser.......................................................11
Gambar 9 Bentuk Potongan LBM..............................................................12
Gambar 10 Skema Kerja Laser Gas.........................................................12
Gambar 11 Tempat Coolant......................................................................13
Gambar 12 Gas Bertekanan pada LBM....................................................14
Gambar 13 Hasil Pemesinan LBM ........................................................... 16
Gambar 14 Lubang yang Digurdi dengan LBM ........................................ 18
vi
DAFTAR TABEL
Tabel 1 Tipe Laser Berikut Aplikasinya ...................................................... 8
Tabel 2 Aplikasi Khusus Pembuatan Lubang .......................................... 17

1
BAB I
PENDAHULUAN
Dewasa ini teknologi pemesinan sudah semakin maju. Hal ini
terlihat dari mulai banyaknya jenis-jenis mesin berteknologi tinggi yang
bermunculan dan berkembang di dunia ini. Salah satu contohnya adalah
Laser Beam Machining (LBM) yang akan kami bahas dalam makalah ini.
LBM menggunakan sinar monokromatik berkekuatan tinggi
sehingga alat ini hampir bisa digunakan pada segala jenis material. Dalam
kehidupan sehari-hari, LBM biasa digunakan sebagai alat untuk
memotong atau melubangi material dengan akurasi yang tinggi.
Dalam proses produksi, meskipun memiliki kekuatan yang tinggi
dan tingkat akurasi yang baik, teknologi LBM masih jarang digunakan. Hal
ini dikarenakan dalam pengerjaan alat ini dibutuhkan tenaga ahli yang
profesional dan biaya operasional yang cukup mahal. Meskipun begitu,
tidaklah salah bagi kita untuk mempelajari teknologi ini, mengingat bahwa
teknologi ini akan semakin berkembang dan membawa kontribusi yang
berarti dalam pemesinan ke depannya.
2
BAB II
PEMBAHASAN
1. Pengertian
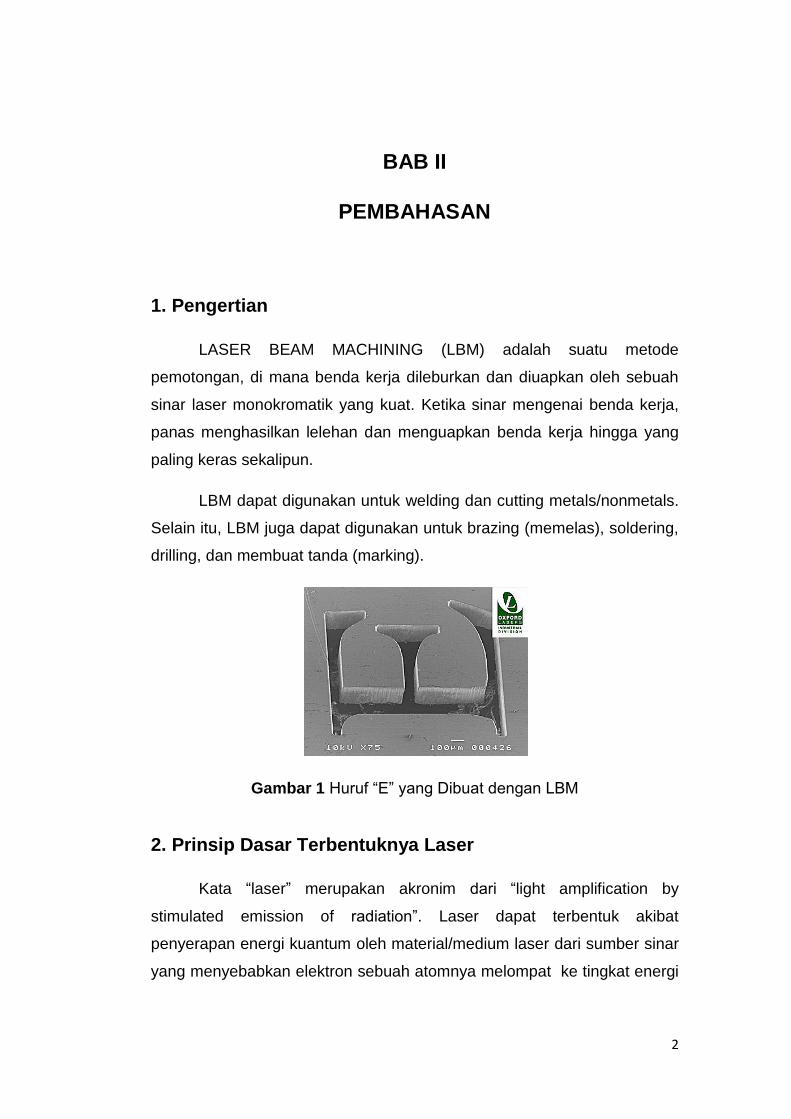
LASER BEAM MACHINING (LBM) adalah suatu metode
pemotongan, di mana benda kerja dileburkan dan diuapkan oleh sebuah
sinar laser monokromatik yang kuat. Ketika sinar mengenai benda kerja,
panas menghasilkan lelehan dan menguapkan benda kerja hingga yang
paling keras sekalipun.
LBM dapat digunakan untuk welding dan cutting metals/nonmetals.
Selain itu, LBM juga dapat digunakan untuk brazing (memelas), soldering,
drilling, dan membuat tanda (marking).
Gambar 1 Huruf “E” yang Dibuat dengan LBM
2. Prinsip Dasar Terbentuknya Laser
Kata “laser” merupakan akronim dari “light amplification by
stimulated emission of radiation”. Laser dapat terbentuk akibat
penyerapan energi kuantum oleh material/medium laser dari sumber sinar
yang menyebabkan elektron sebuah atomnya melompat ke tingkat energi
3
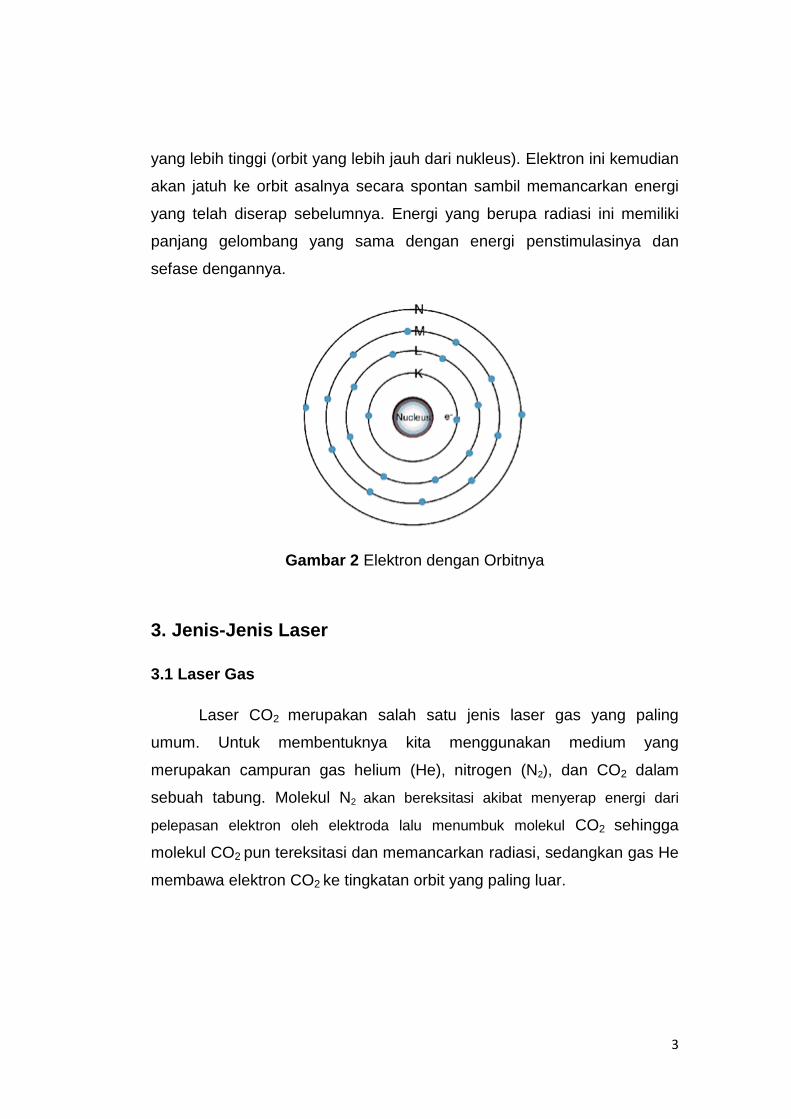
yang lebih tinggi (orbit yang lebih jauh dari nukleus). Elektron ini kemudian
akan jatuh ke orbit asalnya secara spontan sambil memancarkan energi
yang telah diserap sebelumnya. Energi yang berupa radiasi ini memiliki
panjang gelombang yang sama dengan energi penstimulasinya dan
sefase dengannya.
Gambar 2 Elektron dengan Orbitnya
3. Jenis-Jenis Laser
3.1 Laser Gas
Laser CO2 merupakan salah satu jenis laser gas yang paling
umum. Untuk membentuknya kita menggunakan medium yang
merupakan campuran gas helium (He), nitrogen (N2), dan CO2 dalam
sebuah tabung. Molekul N2 akan bereksitasi akibat menyerap energi dari
pelepasan elektron oleh elektroda lalu menumbuk molekul CO2 sehingga
molekul CO2 pun tereksitasi dan memancarkan radiasi, sedangkan gas He
membawa elektron CO2 ke tingkatan orbit yang paling luar.

4
Gambar 3 Eksitasi Pada Laser CO2
Laser CO2 dapat beroperasi dengan baik ketika gelombang yang
dihasilkannya dibuat kontinu atau sering disebut dengan Continuous
Wave Carbon Dioxide (CWCO2).
Tipe ini menyediakan keluaran daya yang tinggi dan terus-
menerus, konversi efisiensi yang lebih besar dari 13% (kemungkinan
besar di atas 20%), dan kerapatan daya yang rendah. Selain itu, tipe ini
pun memerlukan waktu operasi yang relatif singkat sehingga
menjadikannya sebagai metode yang paling menjanjikan dalam proses
produksi.
3.1.1 He dan Ne
Sistem laser jenis ini dipompa dengan lucutan listrik di antara dua buah elektroda.Sistemnya terdiri dari satu atau lebih jenis gas. Atom-atom gas itu mengalami tumbukan dengan elektron-elektron lucutan sehingga
5
memperoleh tambahan energi untuk bereksitasi. Perkembangan terakhir dalam perlaseran medium gasnya dapat diganti dengan uap logam, tetapi hal ini akan mengarah pada perkembangan jenis laser yang lain. Jenis laser uap logam akan dibicarakan secara tersendiri. Laser gas mampu memancarkan radiasi dengan panjang gelombang mulai dari spektrum ultra ungu sampai dengan infra merah. Laser nitrogen yang menggunakan gas N2 merupakan salah satu laser terpenting dari jenis ini, panjang gelombang lasernya berada di daerah ultra ungu (3371 A° ). Sedangkan laser karbondioksida yang merupakan laser gas yang terkuat memancarkan laser pada daerah infra merah (10600 A °). Laser gas yang populer tentu saja laser heliumneon, banyak dipakai sebagai peralatan laboratorium dan pembaca harga di pasar sawalayan. Laser yang dihasilkan berada di spektrum tampak berwarna merah (6328 A° ). Dalam keadaan normal atom helium berada di tingkat energi dasarnya 1S0, karena konfigurasi elektron terluarnya adalah 1 s2. Pada saat elektron lucutan menumbuknya atom helium itu mendapatkan energi untuk bereksitasi ke tingkat energi yang lebih tinggi seperti 1S0 dan 3S1 dari konfigurasi elektron 1s2s. Begitu atom helium tereksitasi ke tingkat-tingkat itu ia tak dapat lagi balik ke tingkat dasar, suatu hal yang dilarang oleh aturan seleksi radiasi. Suatu hal kebetulan bahwa beberapa tingkat energi yang dimiliki atom neon hampir sama dengan tingkat energi atom helium. Akibatnya transfer energi antara kedua jenis atom itu sangat terbolehjadi melalui tumbukan-tumbukan . Pada gambar 5 dapat dilihat bahwa atom neon yang ditumbuk oleh atom helium 1S0 akan tereksitasi ke tingkat 1P1, 3P0, 3P1 , 3P2 dari konfigurasi elektron 2p55s. Setelah bertumbukan atom helium akan segera kembali ke tingkat energi dasar. Oleh karena aturan seleksi memperbolehkan transisi dari tingkat-tingkat energi ini ke sepuluh tingkat energi yang dimiliki konfigurasi 2p53p, maka atom neon dapat dipicu untuk memancarkan laser. Syarat inversi populasi dengan sendirinya sudah terpenuhi, karena pada kesetimbangan termal tingkat-tingkat di 2p53p atom Ne amat jarang populasinya.

6
Gambar 4. Diagram tingkat energi He dan Ne
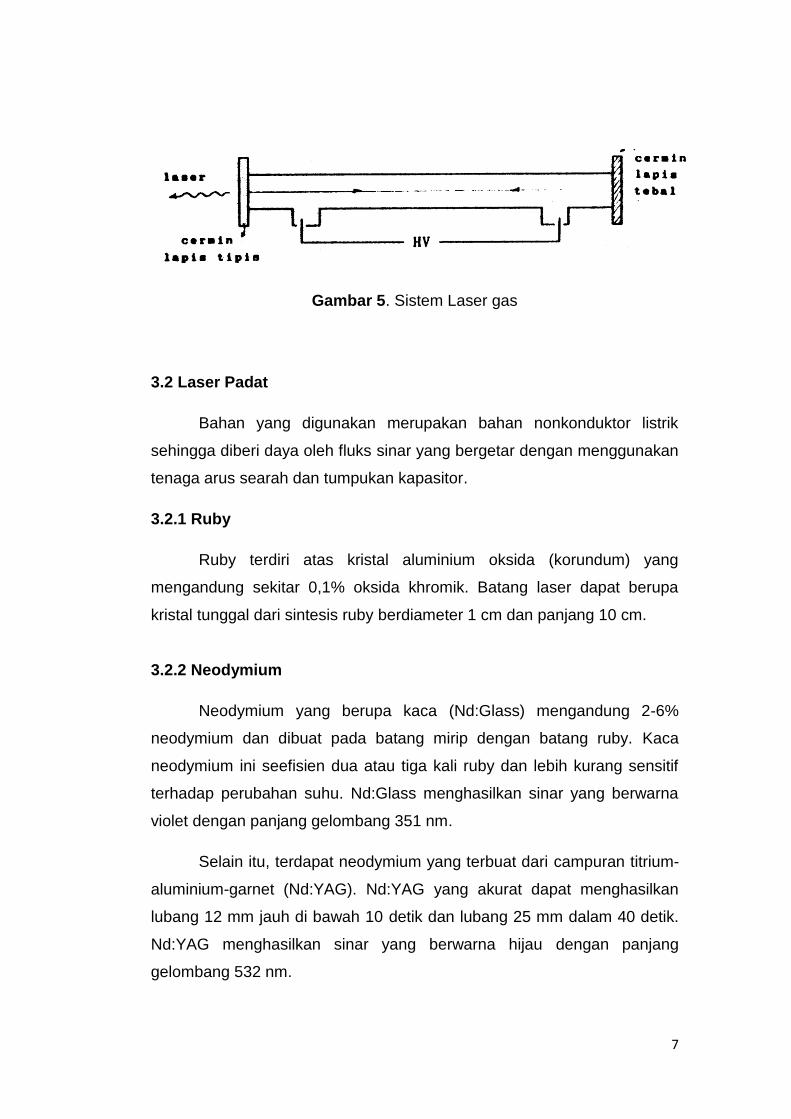
Laser yang dihasilkan akan memiliki intensitas yang paling jelas di panjang gelombang 6328 A° tadi. Sebetulnya pancaran laser He-Ne yang terkuat berada di 11523 A° (infra merah dekat) yang ditimbulkan oleh transisi dari satu di antara 4 tingkat di 2p54s atom Ne, yang kebetulan berdekatan dengan tingkat energi 3S1atom He, ke salah satu dari 10 tingkat energi di 2p53p. Sistem laser ini berbentuk tabung gas silindris dengan panjang satu meter dan diameter 17 mm. Kedua ujung tabung ditutup oleh dua cermin pantul yang sejajar, disebut cermin Fabry - Perot, sehingga tabung gas ini sekaligus berfungsi sebagai rongga resonansi optisnya. Dua buah elektroda dipasang di dekat ujung-ujungnya dan dihubungkan dengan sumber tegangan tinggi untuk menimbulkan lucutan dalam tabung. Tekanan He dan Ne dalam tabung adalah sekitar 1 torr dan 0,1 torr, dengan kata lain atom He kira-kira 10 kali lebih banyak dibandingkan dengan atom Ne. Cacah He yang lebih banyak ini mampu mempertahankan inversi populasi secara terus menerus, sehingga laser yang dihasilkan juga bersifat kontinu, tidak terputus-putus sebagai pulsa seperti pada laser ruby. Sifat kontinu ini merupakan keunggulan laser gas dibanding laser ruby. Laser yang kontinu amat berguna untuk transmisi pembicaraan dalam komunikasi, musik atau gambar-gambar televisi. Efisiensi laser He-Ne ini juga rendah, hanya sekitar 1 persen, keluaran lasernya hanya berorde miliwatt. Sedangkan laser CO2 dapat menghasilkan laser kontinu berdaya beberapa kilowatt dengan efisiensi lebih tinggi.
7
Gambar 5. Sistem Laser gas
3.2 Laser Padat
Bahan yang digunakan merupakan bahan nonkonduktor listrik
sehingga diberi daya oleh fluks sinar yang bergetar dengan menggunakan
tenaga arus searah dan tumpukan kapasitor.
3.2.1 Ruby
Ruby terdiri atas kristal aluminium oksida (korundum) yang
mengandung sekitar 0,1% oksida khromik. Batang laser dapat berupa
kristal tunggal dari sintesis ruby berdiameter 1 cm dan panjang 10 cm.
3.2.2 Neodymium
Neodymium yang berupa kaca (Nd:Glass) mengandung 2-6%
neodymium dan dibuat pada batang mirip dengan batang ruby. Kaca
neodymium ini seefisien dua atau tiga kali ruby dan lebih kurang sensitif
terhadap perubahan suhu. Nd:Glass menghasilkan sinar yang berwarna
violet dengan panjang gelombang 351 nm.
Selain itu, terdapat neodymium yang terbuat dari campuran titrium-
aluminium-garnet (Nd:YAG). Nd:YAG yang akurat dapat menghasilkan
lubang 12 mm jauh di bawah 10 detik dan lubang 25 mm dalam 40 detik.
Nd:YAG menghasilkan sinar yang berwarna hijau dengan panjang
gelombang 532 nm.
8
Tabel 1 Tipe Laser Berikut Aplikasinya
No. Aplikasi Tipe Laser
1. Cutting a. Metals b. Plastics c. Ceramics
PCO2, CWCO2, Nd:YAG, ruby CWCO2 PCO2
2. Drilling a. Metals b. Plastics
PCO2, Nd:YAG, Nd:Glass, ruby Excimer
3. Marking a. Metals b. Plastics c. Ceramics
PCO2, Nd:YAG Excimer Excimer
4. Surface treatment, metals CWCO2
5. Welding, metals PCO2,CWCO2,Nd:YAG, Nd:Glass, ruby
Keterangan khusus:
Excimer = Excited Dimer. Artinya, atom yang aktif atau tereksitasi.
3.3 Laser Semikonduktor
Laser ini juga disebut laser injeksi, karena pemompaannya dilakukan dengan injeksi arus listrik lewat sambungan PN semikonduktornya. Jadi laser ini tidak lain adalah sebuah diode dengan bias maju biasa. Proses laser jenis ini mirip dengan kerja LED biasa. Pancaran fotonnya disebabkan oleh bergabungnya kembali elektron dan lubang (hole) di daerah sambungan PNnya. Bahan semikonduktor yang dipakai harus memiliki gap energi yang langsung, agar dapat melakukan radiasi foton tanpa melanggar hukum kekekalan momentum. Oleh sebab itulah laser semikonduktor tidak pernah menggunakan bahan seperti silikon maupun germanium yang gap energinya tidak langsung. Dibandingkan dengan LED, laser semikonduktor masih mempunyai dua syarat tambahan. Yang pertama, bahannya harus diberi doping banyak sekali sehingga tingkat energy Fermi-nya melampaui tingkat energi pita konduksi di bagian N dan masuk ke bawah tingkat energi pita valensi di bagian P. Hal ini perlu agar keadaan inversi populasi di daerah sambungan PN dapat dicapai. Yang kedua, rapat arus listrik maju yang digunakan haruslah besar, begitu besar sehingga melampaui harga ambangnya. Besarnya sekitar 50 ribu ampere/cm2 agar laser yang dihasilkan bersifat kontinu. Rapat arus ini luar biasa besar, sehingga diode laser harus ditaruh di dalam kriostat supaya suhunya tetap rendah ( 77 K ), jika tidak arus yang besar ini dapat merusak daerah sambungan PN dan diode berhenti menghasilkan laser.
9
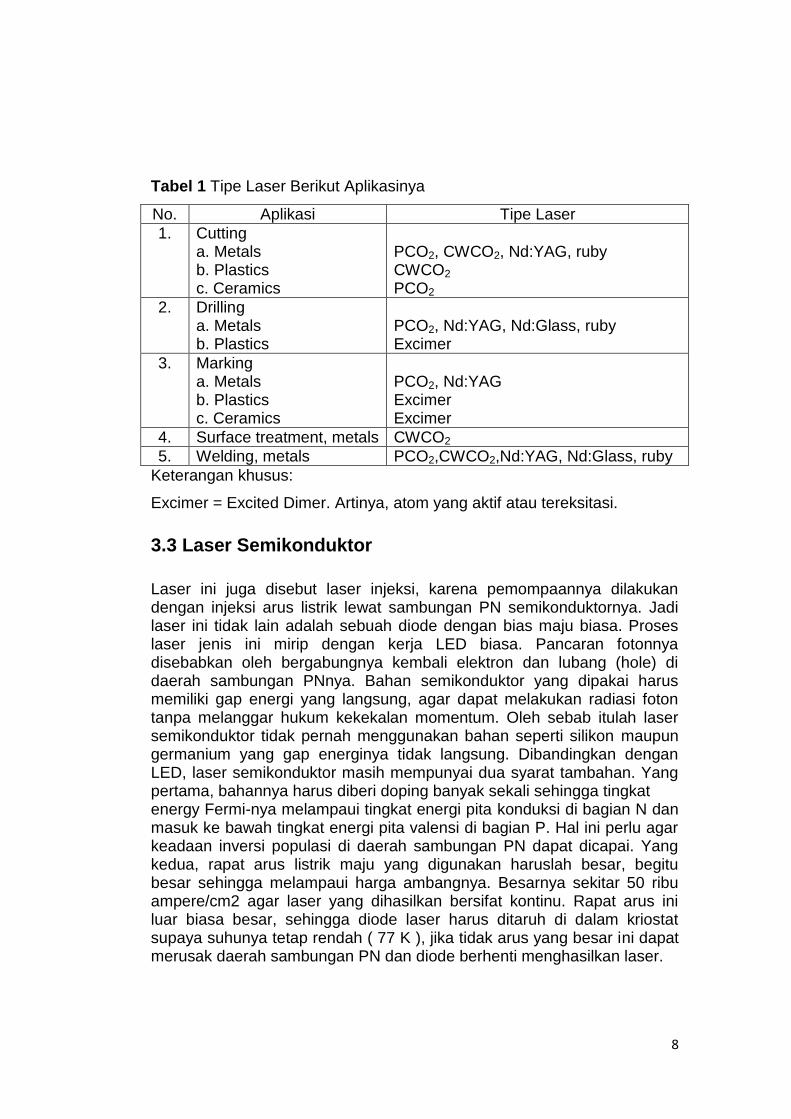
Gambar 6. Laser semikonduktor beserta diagram energinya
Pada gambar tampak bahwa di sebagian daerah deplesi terjadi inversi populasi jika sambungan PN diberi tegangan maju, daerah ini disebut lapisan aktif. Daerah deplesi adalah daerah di sekitar sambungan PN yang tidak memiliki pembawa muatan listrik bebas. Pada saat dilakukan injeksi arus listrik melalui sambungan, elektron-elektron di pita konduksi pada lapisan aktif dapat bergabung kembali dengan lubang-lubang di pita valensi. Untuk arus injeksi yang kecil penggabungan ini terjadi secara acak dan menghasilkan radiasi, proses ini adalah yang terjadi pada LED. Tetapi apabila arus injeksinya cukup besar, pancaran terangsang mulai terjadi di daerah lapisan aktif. Lapisan ini berfungsi pula sebagai rongga resonansi optisnya, sehingga laser akan terjadi sepanjang lapisan ini. Pelapisan seperti yang dilakukan pada cermin di sini tidak diperlukan lagi karena bahan diode sendiri sudah mengkilap (metalik), cukup bagian luarnya digosok agar dapat memantulkan sinar yang dihasilkan dalam lapisa aktif. Kelemahan sistem laser ini adalah sifatnya yang tidak monokromatik, karena transisi elektron yang terjadi bukanlah antar tingkat energi tapi antar pita energi, padahal pita energi terdiri dari banyak tingkat energi. Sambungan yang dijelaskan di atas biasa disebut homojunction, karena yang dipisahkannya adalah tipe P dan N dari substrat yang sama, ayitu misalnya GaAs tadi. Tipe P GaAs biasanya diberi doping seng ( Zn ) dan tipe N-nya dengan doping telurium (Te). Sebenarnya hanya sebagian kecil elektronelektron yang diinjeksikan dari daerah N yang bergabung dengan lubang di lapisan aktif, kebanyakan dari mereka berdifusi jauh masuk ke dalam daerah P sebelum bergabung kembali dengan lubang-lubang. Efek difusi inilah yang menyebabkan besarnya rapat arus listrik yang dibutuhkan dalam proses kerja laser semikonduktor. Tetapi besarny rapat arus listrik ini dapat diturunkan dengan cara membatasi gerakan elektron yang diinjeksikan itu disuatu daerah yang sempit, agar merekam tidak berdifusi kemana-mana. Hal ini dapat dilakukan dengan cara membuat sambungan heterojunction. Heterjunction yang apling umum dipakai adalah sambungan antara GaAs dan AlGaAs. GaAs memiliki gap energi yang lebih sempit, sehingga bila ia dijepit oleh dua daerah AlGaAs bertipe P dan N, elektronelektron yang diinjeksikan dari daerah N dan
10
lubang-lubang dari daerah P akan bergabung di GaAs ini, jadi GaAs berfungsi sebagai lapisan aktifnya. Laser heterojunction GaAs - AlGaAs dapat bekerja secara kontinu pada suhu kamar hanya dengan rapat arus minimum sebesar 100 ampere/cm2, 500 kali lebih kecil dibandingkan rapat arus pada laser GaAs yang homojunction
4. Operasi Kerja LBM
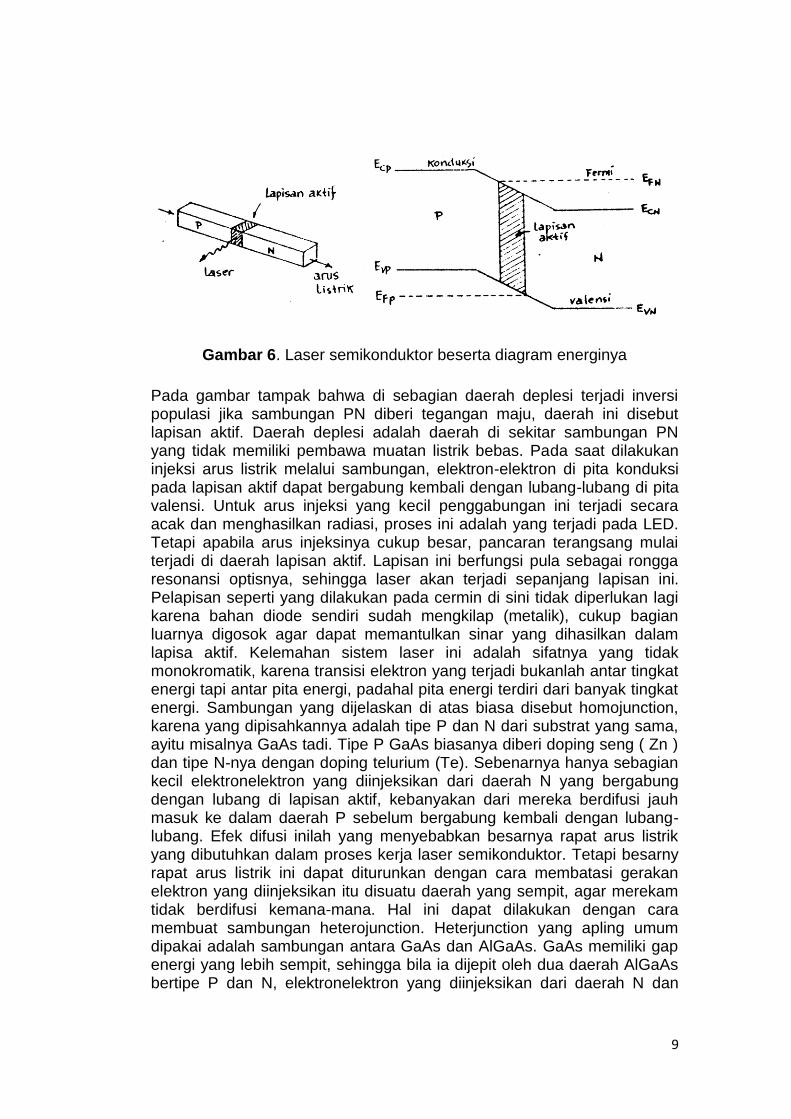
Gambar 7 Skema Kerja Laser Padat
Sistem LBM dioperasikan pada suhu ruang. Dengan menggunakan
kapasitor yang diisi 4.000 V, getaran 3.000 J dilepaskan dalam 1 ms
melalui gas Xenon praionisasi dalam sinar lampu. Sinar lampu ini
memancarkan energi yang akan diserap oleh batang laser.
Batang laser ditempatkan pada ruang optik yang memiliki reflektor
berbentuk elips. Dengan menempatkan batang pada fokus reflektor,
hampir semua radiasi dari sinar lampu difokuskan padanya sehingga
energi yang diserap menjadi optimal. Dengan menyerap energi ini,
elektron di dalam batang akan berpindah ke orbit yang lebih luar dari inti.
Lalu karena ia ingin kembali ke kondisi normal atau awalnya, maka ia
memancarkan energi yang telah diserapnya dalam bentuk sinar. Ujung-
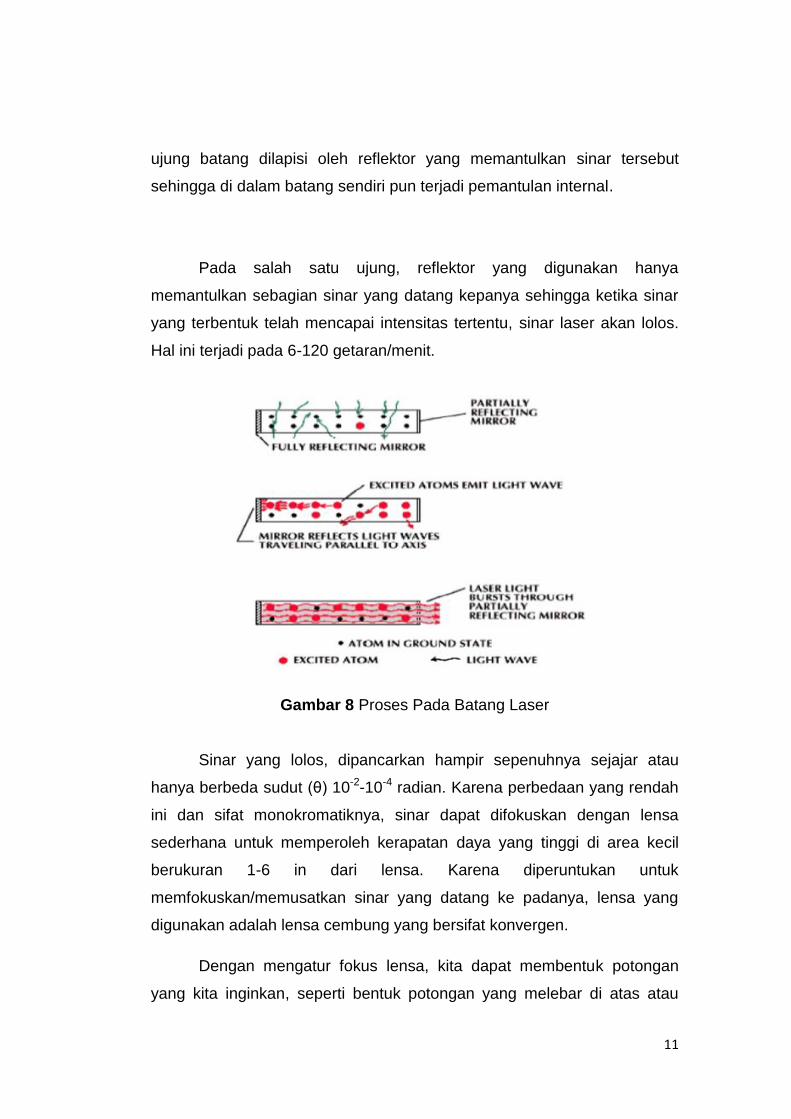
11
ujung batang dilapisi oleh reflektor yang memantulkan sinar tersebut
sehingga di dalam batang sendiri pun terjadi pemantulan internal.
Pada salah satu ujung, reflektor yang digunakan hanya
memantulkan sebagian sinar yang datang kepanya sehingga ketika sinar
yang terbentuk telah mencapai intensitas tertentu, sinar laser akan lolos.
Hal ini terjadi pada 6-120 getaran/menit.
Gambar 8 Proses Pada Batang Laser
Sinar yang lolos, dipancarkan hampir sepenuhnya sejajar atau
hanya berbeda sudut (θ) 10-2-10-4 radian. Karena perbedaan yang rendah
ini dan sifat monokromatiknya, sinar dapat difokuskan dengan lensa
sederhana untuk memperoleh kerapatan daya yang tinggi di area kecil
berukuran 1-6 in dari lensa. Karena diperuntukan untuk
memfokuskan/memusatkan sinar yang datang ke padanya, lensa yang
digunakan adalah lensa cembung yang bersifat konvergen.
Dengan mengatur fokus lensa, kita dapat membentuk potongan
yang kita inginkan, seperti bentuk potongan yang melebar di atas atau

12
melebar di bawah. Cara lain adalah dengan mengatur posisi benda kerja
terhadap jatuhnya sinar. Hal ini membutuhkan pengaturan meja kerja.
Gambar 9 Bentuk Potongan LBM
Khusus untuk tipe laser gas, seperti laser CO2, sumber energi
berasal dari pelepasan elektron oleh elektroda, bukan dari sinar lampu.
Gambar 10 Skema Kerja Laser Gas
5. Pendukung Kerja LBM
Dalam LBM, kita menggunakan coolant. Coolant ini akan disalurkan
pada ruang optik sehingga selama proses kerja suhu tetap terjaga
konstan dan sirkulasi udara panas dapat terjadi dengan baik. Sebagai
contoh, laser ruby paling efisien bila suhu kerja dipertahankan pada

13
kondisi sangat dingin, yaitu pada -196 °C, di mana pada saat itu sorotan
sinar laser yang dihasilkannya akan optimal. Hal ini dapat dilakukan
dengan memberikan coolant nitrogen cair.
Gambar 11 Tempat Coolant
Kita juga menggunakan gas dalam LBM. Gas yang umum
digunakan adalah CO2. Gas ini ditekan masuk ke ruangan setelah lensa,
lalu akan keluar bersama sinar laser melalui nozzle yang ada. Gas
bertekanan ini berfungsi untuk memutuskan berkas lelehan hasil dari
pemotongan yang masih menempel. Berkas masih menempel karena
diameter potong LBM ini sangat kecil. Selain itu, gas pun berguna untuk
mencegah benda kerja mengalami korosi akibat oksidasi yang terbentuk
selama pemesinan berlangsung. Apalagi akibat suhu yang meningkat
pada benda kerja, tentu reaksi oksidasi akan semakin cepat berlangsung
sehingga kemungkinan besar terjadi korosi. Khusus untuk proses
penyambungan (welding), LBM menggunakan perlindungan gas tanpa
aplikasi penekanan.

14
Gambar 12 Gas Bertekanan pada LBM
Yang terakhir, kita juga menggunakan sebuah mikroskop triokuler
untuk mengamati benda kerja dan sebuah meja kerja untuk
menggerakkan benda kerja dalam tiga arah untuk penempatan yang
akurat pada titik fokus dari sinar.
6. Karakteristik LBM
Sebuah sistem laser khusus dapat mempunyai keluaran energi
sebesar 20 J dengan getaran berdurasi 1 ms untuk daya puncak 20.000
W. Dengan perbedaan sudut sinar 0,002 radian, kerapatan daya 7 x 109
W/in2 dihasilkan pada tempat 0,002 in dengan lensa berdiameter 1 in.
Kerapatan daya dari jarak ini dapat menguapkan semua jenis material.
LBM sangat tidak efisien dalam konsumsi energi. Ada banyak
energi yang hilang oleh pemantulan sebagian sinar laser dari benda kerja
sendiri. Hal ini menunjukkan bahwa efisiensi kerja LBM dipengaruhi pula
oleh jenis benda kerjanya yang memiliki karakteristik pemantulan masing-
masing.
Dalam pemesinan, getaran dengan intensitas tinggi yang singkat
diperlukan sekali untuk mengurangi kedalaman zona kerusakan akibat

15
panas dan untuk menyediakan kontrol dimensi yang akurat. Kedalaman
kerusakan akibat panas adalah sekitar 0,005 in.
Jumlah energi yang kira-kira diperlukan untuk memotong dapat
dihitung dari panas spesifik, panas fusi, dan uap dari material kerja.
Daya relatif yang diperlukan untuk pemotongan dengan volume
buang yang sama dari beberapa jenis logam meliputi:
Aluminium 1,0 kW
Titanium 1,5 kW
Iron 1,8 kW
Molybdenum 2,2 kW
Tungsten 2,9 kW
Karakteristik dimensi dari lubang yang dihasilkan oleh LBM
meliputi:
Akurasi dimensi ±0,001 in
Sudut radial minimum 0,010 in
Tirus/in 0,050 in
Tirus dapat diamati pada lubang lebih dalam dari 0,010 in.
Perawatan yang diperlukan adalah sama seperti pada
perlengkapan elektronik dan pendingin yang umum. Sinar lampu
membutuhkan pergantian tempat secara teratur, di mana umurnya sangat
tergantung pada masukan energi dan bentuk getaran arus.
7. Keuntungan dan Kerugian
16
7.1 Keuntungan:
a. Mampu diterapkan pada semua logam yang ada.
b. Ketidakadaan kontak langsung dan gaya yang besar antara alat dan
benda kerja.
c. Kemampuan untuk bekerja dalam udara, gas inert, ruang hampa , dan
cairan atau padatan yang transparan secara optik.
d. Keakuratan dan kemampuan untuk membuat lubang dan potongan
yang sangat kecil.
e. Kecocokan untuk memotong keramik dan material-material lain yang
siap dikenai panas kejut.
Gambar 13 Hasil Pemesinan LBM
7.2 Kerugian:
a. Modal dan biaya operasi yang tinggi.
b. Kemampuan pakai yang terbatas (benda kerja yang tipis dan
17
pemotongan material untuk jumlah yang kecil).
c. Kecepatan produksi yang lama karena dibutuhkan penjajaran yang
akurat.
d. Ketidakseragaman lubang dan potongan.
e. Efek kerusakan akibat panas pada benda kerja.
f. Membutuhkan operator yang sangat handal.
g. Efisiensi operasi yang rendah.
8. Aplikasi
LBM hanya cocok untuk aplikasi yang melibatkan operasi-operasi
dalam tingkatan mikro atau tingkat ketelitian tinggi yang sulit dilakukan
oleh metode-metode lainnya. Meskipun LBM dapat diaplikasikan pada
berbagai logam, penggunaannya yang paling banyak adalah pada
keramik dan cocok untuk menggurdi hingga diameter 1/8 in dalam
ketebalan hingga 1/2 in.
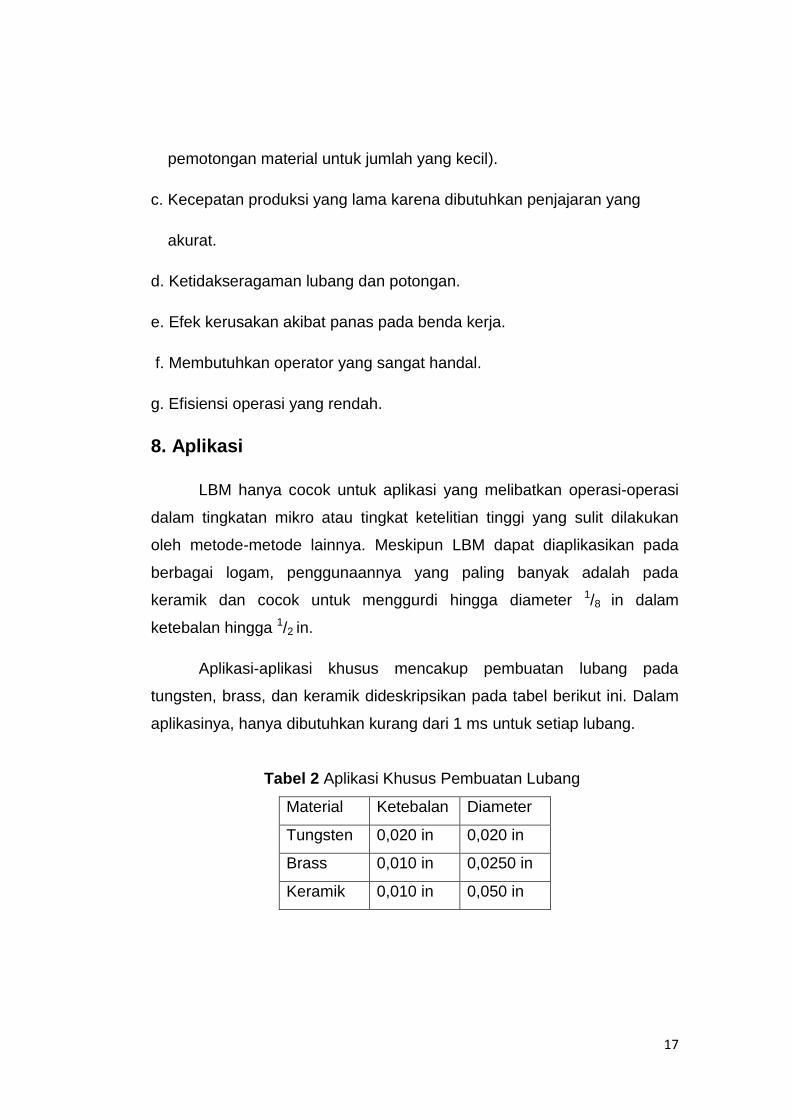
Aplikasi-aplikasi khusus mencakup pembuatan lubang pada
tungsten, brass, dan keramik dideskripsikan pada tabel berikut ini. Dalam
aplikasinya, hanya dibutuhkan kurang dari 1 ms untuk setiap lubang.
Tabel 2 Aplikasi Khusus Pembuatan Lubang
Material Ketebalan Diameter
Tungsten 0,020 in 0,020 in
Brass 0,010 in 0,0250 in
Keramik 0,010 in 0,050 in

18
Gambar 14 Lubang yang Digurdi dengan LBM
Dalam gambar 4.a, lubang dibentuk dengan getaran tunggal 146 J
dalam 5 ms. Untuk membentuknya, tidak dibutuhkan daerah perpotongan
yang seragam, melainkan hanya diameter permukaan atas yang lebih
kecil saja.
Dalam gambar 4.b, lubang memiliki perbandingan kedalaman
dengan diameternya sebesar 12-1 dan untuk membentuknya, kita
menggunakan getaran yang banyak pada tingkat energi yang rendah.
Dalam gambar 4.c, lubang bersudut 45 dibentuk dengan empat
getaran yang memiliki energi 2,2 J masing-masing. Pada proses
membuatnya tidak terjadi kontak langsung dan dorongan gaya-gaya yang
besar antara alat dan benda kerja untuk menghindari penyimpangan,
pelengkungan, atau kesalahan tempat.
Dalam hal lain, kemampuan proses LBM digunakan secara luas
dalam pengeboran dan pemotongan logam/non logam dan bahan
campuran. LBM biasa digunakan di beberapa industri elektronik atau
mobil, contohnya untuk bleeder hole dari tutup bahan bakar, lubang
pelumasan dalam hubungan transmisi.

19
BAB III
KESIMPULAN
Laser Beam Machining (LBM) merupakan salah satu teknologi
manufaktur yang sedang berkembang dan memberikan kontribusi yang
cukup berarti pada dunia pemesinan.
Dengan menggunakan prinsip kerja sinar laser, kita menggunakan
teknologi ini untuk berbagai kebutuhan pemesinan yang tidak mungkin
bisa dikerjakan oleh metode-metode pemesinan yang lain. Hal penting
yang perlu diperhatikan adalah bahwa LBM dapat membuat lubang kecil
pada material yang tipis dan dapat menghasilkan potongan yang kecil dan
presisi.
Berikut ini beberapa hal pokok yang dapat kita pelajari mengenai
LBM adalah tentang pengertiannya, prinsip dasar terbentuknya laser,
jenis-jenis laser, operasi kerjanya, pendukung kerjanya, karakteristiknya,
keuntungan dan kerugiannya, dan aplikasinya dalam proses produksi.
Dengan berbekal ilmu itu semua, besar harapan kami agar kita
semua dapat memahami dengan baik apa LBM itu dan tahu bagaimana
penggunaanya dalam proses produksi sehingga kita pun tidak ketinggalan
oleh perkembangan teknologi yang sudah semakin maju dewasa ini.
Wawasan kita juga dapat semakin terbuka sehingga kita dapat mulai
berkecimpung untuk memikirkan ide-ide kreatif dalam teknologi ini
sehingga penggunaan teknologi ini dapat semakin maju dan bermanfaat
bagi masyarakat serta kekurangan-kekurangan yang ada dapat semakin
diminimalisir.

20
DAFTAR PUSTAKA
Kalpakjian dan Schmid. 2001. Manufacturing Engineering and Technology. New York: Prentice Hall.
Universitas Tarumanagara. 2006. Pengantar Proses Produksi 1. Jakarta:
Fakultas Teknik Mesin. http://www.designforlasermanufacture.com/Picture_Resources.html. http://sns.chonbuk.ac.kr/manufacturing/laser-1.pdf.
http://www.scribd.com/doc/87347436/70613533-Laser