Laporan Tugas Cnc Tu3a
24
TUGAS CNC (Computer Numerical Control) PEMOGRAMAN C.N.C. FRAIS PERMUKAAN DATAR, FRAIS BERTINGKAT, RADIUS, BOR, KANTONG Dan APLIKASI KOMPENSASI TOOLS Oleh : Maniur simamora 1102215 / 2011
-
Upload
syafei-akonck-breandoeal -
Category
Documents
-
view
138 -
download
6
description
Karya ilmiah
Transcript of Laporan Tugas Cnc Tu3a
TUGAS
CNC (Computer Numerical Control)
PEMOGRAMAN C.N.C. FRAIS PERMUKAAN DATAR,FRAIS BERTINGKAT, RADIUS, BOR, KANTONG
Dan APLIKASI KOMPENSASI TOOLS
Oleh :
Maniur simamora1102215 / 2011
J U R U S A N P E N D I D I K A N T E K N I K M E S I NF A K U L T A S T E K N I K
U N I V E R S I T A S N E G E R I P A D A N G2 0 1 1
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah memberikan rahmat kepada kita semua berupa nikmat kesehatan dan kesempatan, sehingga penulis dapat menyelesaikan laporan praktikum C.N.C. (computer numerical control) dan berkat rahmat itu pula penulis bisa menyelesaikan tugas yang telah diberikan dosen. Terima kasih penulis ucapkan kepada dosen dan juga kepada teman-teman semua yang telah berpartisipasi dalam penyelesaian laporan praktikum CNC ini.
Dalam materi ini penulis akan menyajikan materi tentang “TATA CARA PRAKTIKUM C.N.C. TU-3A” dengan adanya tulisan penulis ini diharapkan dapat membantu teman-teman semua dalam memperoleh ilmu pengetahuan di bangku perkuliahan ini, dan diharapkan juga kepada teman-teman agar dapat memahami isi laporan ini dengan sebaik mungkin.
Penulis menyadari bahwa laporan “TATA CARA PRAKTIKUM C.N.C. TU-3A” ini masih jauh dari kesempurnaan, namun penulis telah berusaha semaksimal mungkin untuk lebih baik. Untuk itu penulis dengan senang hati menerima kritikan dan saran yang bersifat membangun demi kesempurnaan makalah ini. Akhir kata penulis ucapkan terima kasih. Semoga makalah ini dapat bermanfaat untuk kita bersama.
Padang, Juni 20113 Penulis
Maniur simamora
Latihan 01A. Pemrograman C.N.C.FRAIS PERMUKAAN DATAR
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C sebelum praktek ke mesin.3. Dapat melakukan penyayatan lurus dengan kode program G01.4. Dapat selalu melakukan frais permukaan datar disetiap job yang diberikan.
II. TEORI SINGKAT
Mesin CNC (Coumputer Numerical Control) merupakan mesin perkakas dimana arah dan jarak gerakan pahat (tool) dalam menyayat benda kerja dikontrol oleh MCU melalui program dengan prinsip sistim koordinat kartesius (salib sumbu tegak lurus) baik secara Absolut, incremental maupun campuran.
Mesin ini digerakkan oleh program, dimana program merupakakan sekumpulan kode-kode perintah dalam bentuk huruf dan angka yang disusun dalam format tertentu untuk menggerak-an mesin dalam memproduksi benda kerja.
Dalam membuat program terdapat 2 bentuk metoda yaitu G90 dan G92 dimana :1. G90 adalah program inkrimental yaitu titik nol berpindah - pindah tergantung dimana
akhir pemakanan.2. G91 adalah program absolute yaitu semua ukuran dihitung dari satu titik nol benda.
Di dalam pemograman terdapat kode perintah dengan huruf-huruf :1. N = Simbol perintah untuk urutan penomoran blok program.2. G = Simbol perintah untuk jenis gerakan pahat.3. M = Kode perintah yang berhubungan dengan motor .4. X = Kode perintah untuk eretan/meja bergerak melintang bed mesin.5. Y = Kode perintah untuk eretan/meja bergerak memanjang bed mesin.6. Z = Kode perintah untuk tool bergerak ke atas dan bawah.7. F = Simbol perintah untuk kecepatan penyayatan.8. H = Tebal penyayatan/pemakanan tool.
Untuk membuat program pada mesin cnc menggunakan kode yang mempunyai fngsi masing-masing, diantaranya :Fungsi G
- G00 gerakan lurus tanpa menyayat degan kecepatan maxsimal 499 mm/menit.
- G01 gerakan menyayat lurus dengan kecepatan tergantung pada ketebalan. benda kerja dimana jika semakin tebal pemakanan semakin sedikit gerakan yang dilakukan, begitu juga sebaliknya.
- G92 perintah untuk mode pemograman absolut sekaligus untuk menentukan titik referensi.
Fungsi M - M00 Diam.- M03 menghidupkan Spindel frais untuk berputar searah jarum jam.- M05 mematikan Spindel frais.- M30 perintah untuk mengakhiri Program.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C TU.3A beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter4. Meja floter5. Kertas floter6. Tool sayat ф 40 mm
IV. LANGKAH KERJA
1. Cermati dan pelajari gambar kerja.2. Tentukan Jenis dan ukuran cutter yang akan digunakan.3. Buat Program secara manual (manual programing).4. Persiapkan alat, mesin dan bahan dengan menghidukan mesin. Jika belum hidup cek
pada panel utama.5. Kemudian masukkan program kedalam mesin (input program) dengan mengubah
nilai Z dengan nilai 0 dan F diisi dengan nilai 499 (untuk floter)6. Periksa dan perbaiki program jika ada kesalahan.7. Pasang tool dawat pena, atur posisi tool, pasang kertas dan meja floter.8. Setelah siap, Lakukan pemfloteran pada kertas terlebih dahulu, hal ini dilakukan
untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
9. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool yang pakai dawat pena tadi tukar dengan tool ф 40 mm untuk penyayatan.
10. Siapkan bahan (aluminium torradur), buka meja floter dan pasang benda kerja. Atur posisi benda kerja, pastikan benda kerja telah terkunci dengan kuat.
11. Nilai 0 pada Z dan F 499 tadi diisi dengan nilai pemakanan yang telah ditentukan pada program, hidupkan mesin naikkan kecepatan menjadi 1000, dekat kan pahat
pada benda kerja dan dapatkan titik nol pada X Y Z secara manual. Kemudian berilan nilai 200 pada X Y Z.
12. Setelah siap tutup pengaman mesin dan tekan tombol start dan mesin akan bekerja.13. Jika terjadi kesalahan maka kita tingal membuka penutup pada mesin dan mesin akan
berhenti beroperasi secara otomatis.14. Setelah selesai buka benda kerja dan lakukan finishing pada bagian yang kasar.15. Bersihkan mesin dan alat serta matikan mesin.16. Laporkan pada dosen.
V. KESIMPULAN
Dalam pengerjaan benda kerja selalu dibutuhkan kesabaran, bisa membaca gambar kerja dengan baik, teliti dalam pengukuran gambar kerja.
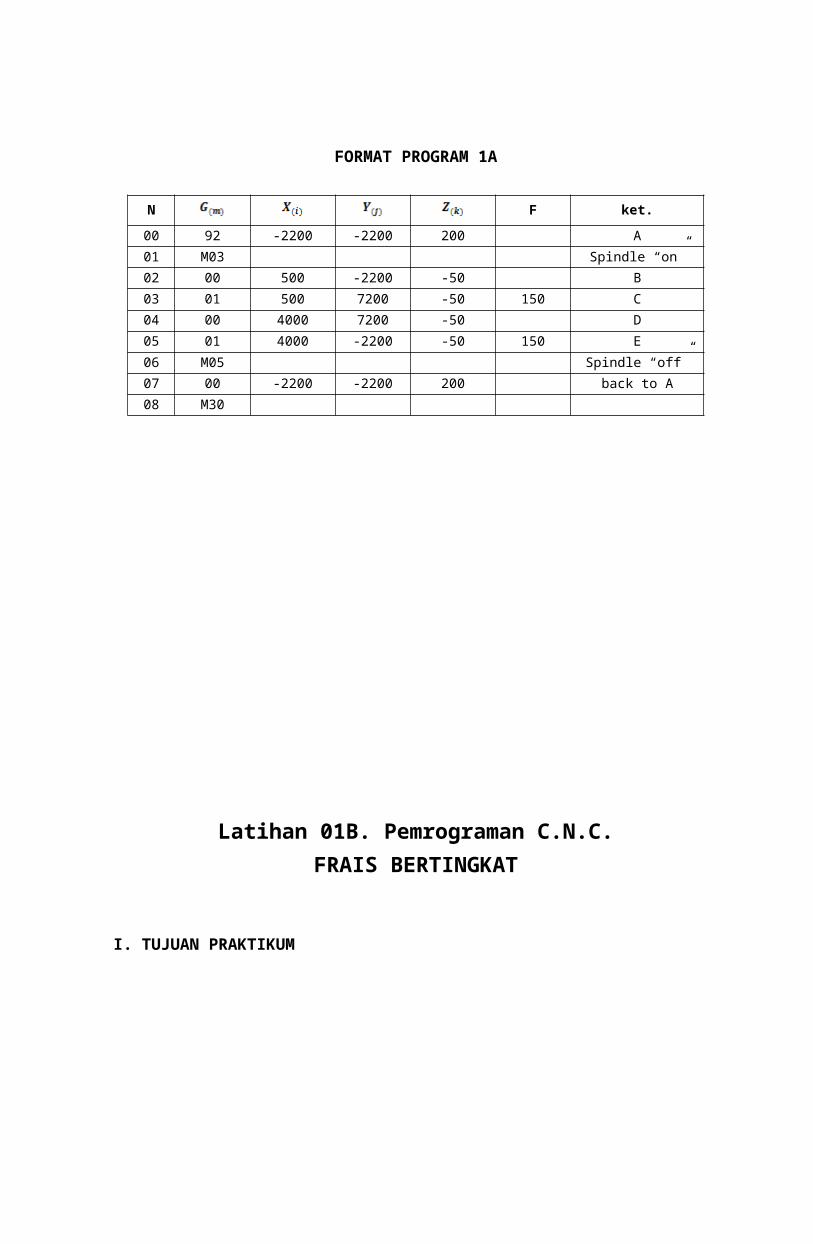
FORMAT PROGRAM 1A
N F ket.
00 92 -2200 -2200 200 A
01 M03 Spindle “on”
02 00 500 -2200 -50 B
03 01 500 7200 -50 150 C04 00 4000 7200 -50 D
05 01 4000 -2200 -50 150 E
06 M05 Spindle “off”
07 00 -2200 -2200 200 back to A
08 M30
Latihan 01B. Pemrograman C.N.C.FRAIS BERTINGKAT
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C. sebelum praktek ke mesin.3. Mampu memahami langkah-langkah penyayatan frais bertingkat pada mesin frais
C.N.C. TU.3A.4. Dapat melakukan penyayatan lurus dan bertingkat dengan kode program G01.
II. TEORI SINGKAT
Terlebih dahulu buatlah gambar urutan penyayatan pada benda kerja. Pertama, buatlah urutan penyayatan untuk mendatarkan benda kerja. Kedua, buatlah urutan penyayatan sesuai gambar kerja, lalu buatlah program sesuai gambar urutan yang telah dibuat, dan pastikan ukuran digambar sama dengan ukuran aslinya, atau menggunakan skala yang tepat.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C TU.3A beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter 4. Meja floter5. Kertas floter6. Tool sayat ф 40 mm
IV. LANGKAH KERJA
1. Pindahkan dan atur program yang telah dibuat ke mesin frais CNC. (masukkan program).
2. Sebelum melakukan penyayatan pada benda kerja (aluminium torradur), Lakukan pemfloteran pada kertas terlebih dahulu, alatnya tool floter, meja floter, dan kertas floter hal ini dilakukan untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
3. pada program CNC Z diisi dengan nilai 0 dan F diisi dengan nilai 499.4. pasang tool dawat pena, atur posisi tool dan lakukan pemfloteran dengan
menggunakan program CNC.
5. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool yang pakai dawat pena tadi tukar dengan tool ф 40mm untuk penyayatan.
6. Siapkan bahan (aluminium torradur), Atur posisi benda kerja pada mesin secara manual, pastikan benda kerja telah terkunci dengan kuat.
7. Pada program CNC nilai Z niali 0 dan F 499 tadi diisi dengan nilai pemakanan yang telah ditentukan, hidupkan mesin naikkan kecepatan menjadi 1000, Sentuhkan pahat pada setiap sisi benda kerja
8. Tekan tombol start dan mesi akan bekerja.9. Jika benda kerja kurang datar atau bersih lakukan finishing.10. Setelah selesai bersihkan alat.
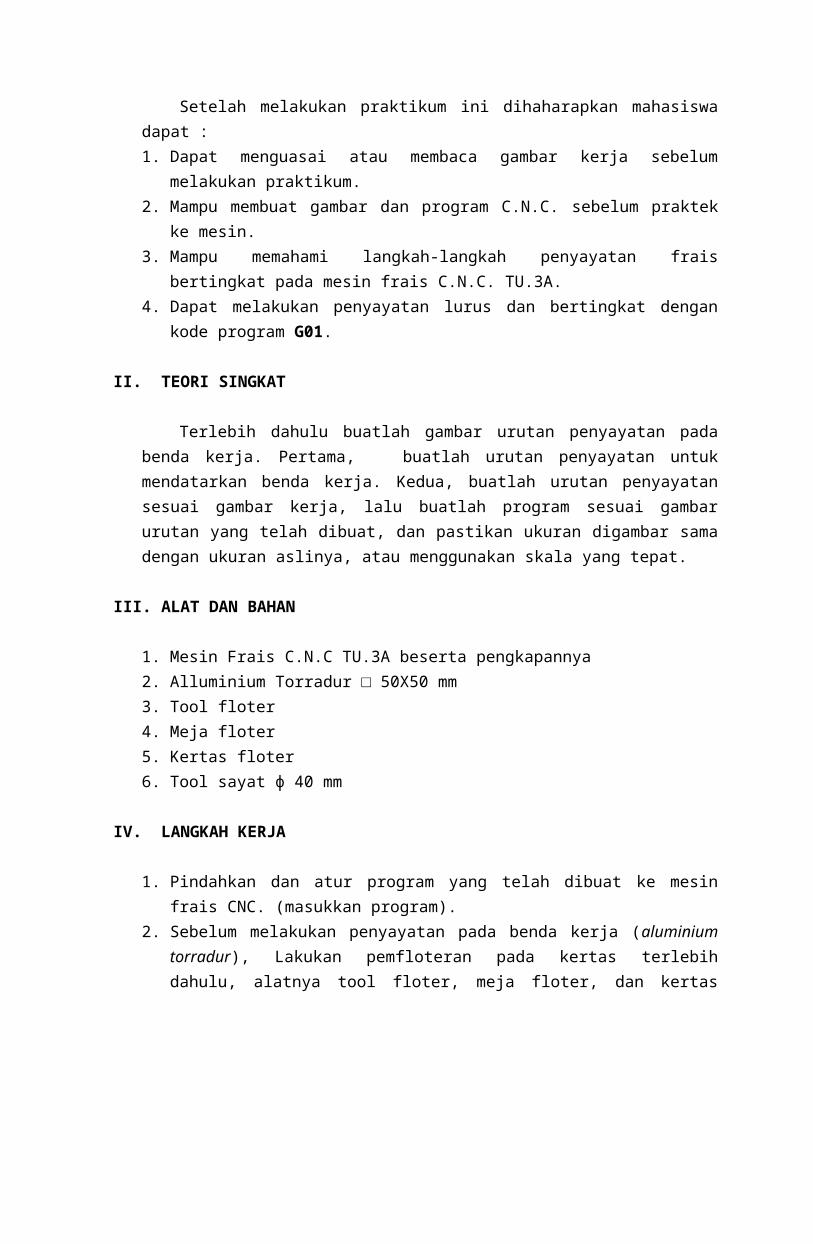
FORMAT PROGRAM 1B
N F ket.
00 92 -2200 -2200 200 A
01 M03 Spindle “on”
02 00 500 -2200 -50 B
03 01 500 7200 -50 150 C04 00 4000 7200 -50 D
05 01 4000 -2200 -50 150 E
06 00 6600 -2200 -200 F07 01 6600 6400 -200 150 G08 01 -1600 6400 -200 150 H09 01 -1600 -1400 -200 150 I10 01 6600 -1400 -200 150 J
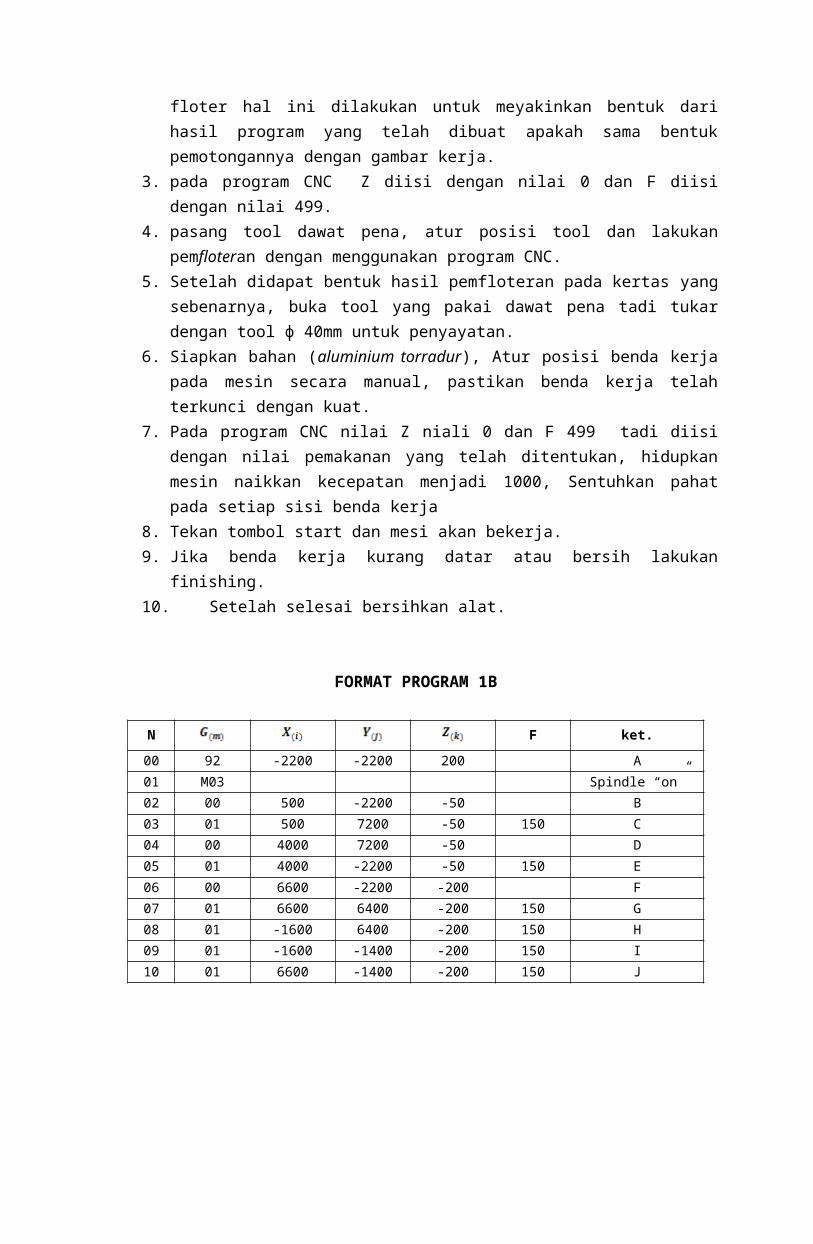
11 M05 Spindle “off”
12 00 6600 -2200 200 200 F
13 00 -2200 -2200 200 back to A
14 M30
Latihan 02. Pemrograman C.N.C.FRAIS BERTINGKAT & RADIUS
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C. sebelum praktek ke mesin.3. Mampu memahami secara menyeluruh langkah-langkah dan kinerja pada mesin frais
C.N.C. TU.3A.4. Dapat melakukan penyayatan lurus dan bertingkat dengan kode program G01.5. Dapat melakukan penyayatan radius dan melingkar dengan kode program G02 atau
G03.
II. TEORI SINGKAT
Terlebih dahulu, buatlah gambar urutan penyayatan pada benda kerja, pertama, buatlah urutan penyayatan untuk mendatarkan benda kerja, kedua, buatlah urutan penyayatan sesuai gambar kerja, lalu buatlah program pemograman mesin cnc TU.3A sesuai gambar urutan yang telah dibuat, dan pastikan ukuran digambar sama dengan ukuran aslinya, atau menggunakan skala yang tepat.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C TU.3A beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter 4. Meja floter5. Kertas floter6. Tool sayat ф 40 mm
IV. LANGKAH KERJA
1. Pindahkan dan atur program yang telah dibuat ke mesin frais CNC. (masukkan program).
2. Sebelum melakukan penyayatan pada benda kerja (aluminium torradur), Lakukan pemfloteran pada kertas terlebih dahulu, alatnya tool floter, meja floter, dan kertas floter hal ini dilakukan untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
3. pada program CNC Z diisi dengan nilai 0 dan F diisi dengan nilai 499.
4. pasang tool dawat pena, atur posisi tool dan lakukan pemfloteran dengan menggunakan program CNC.
5. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool yang pakai dawat pena tadi tukar dengan tool ф40mm untuk penyayatan.
6. Siapkan bahan (aluminium torradur), Atur posisi benda kerja pada mesin secara manual, pastikan benda kerja telah terkunci dengan kuat.
7. Pada program CNC nilai Z niali 0 dan F 499 tadi diisi dengan nilai pemakanan yang telah ditentukan, hidupkan mesin naikkan kecepatan menjadi 1000, Sentuhkan pahat pada setiap sisi benda kerja
8. Tekan tombol start dan mesin akan bekerja.9. Jika benda kerja kurang datar atau bersih lakukan finishing.10. Setelah selesai bersihkan alat.
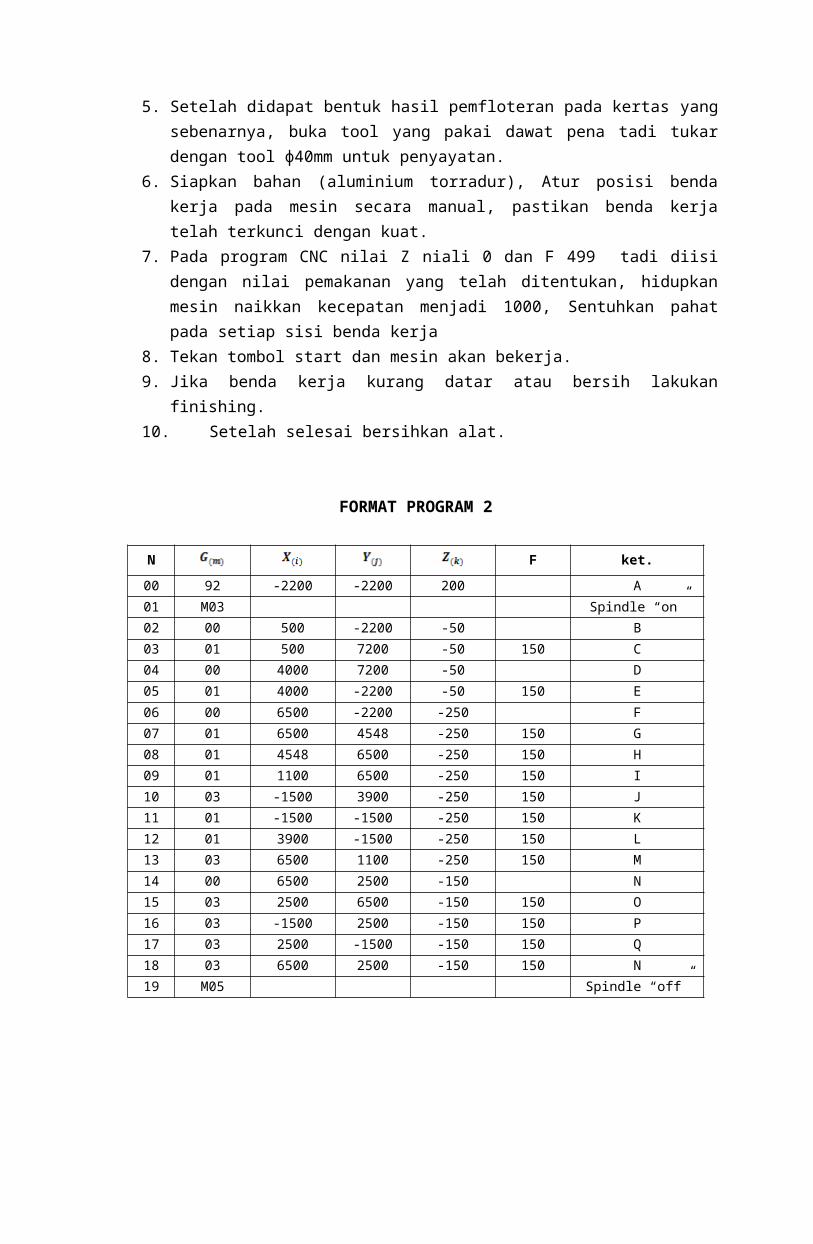
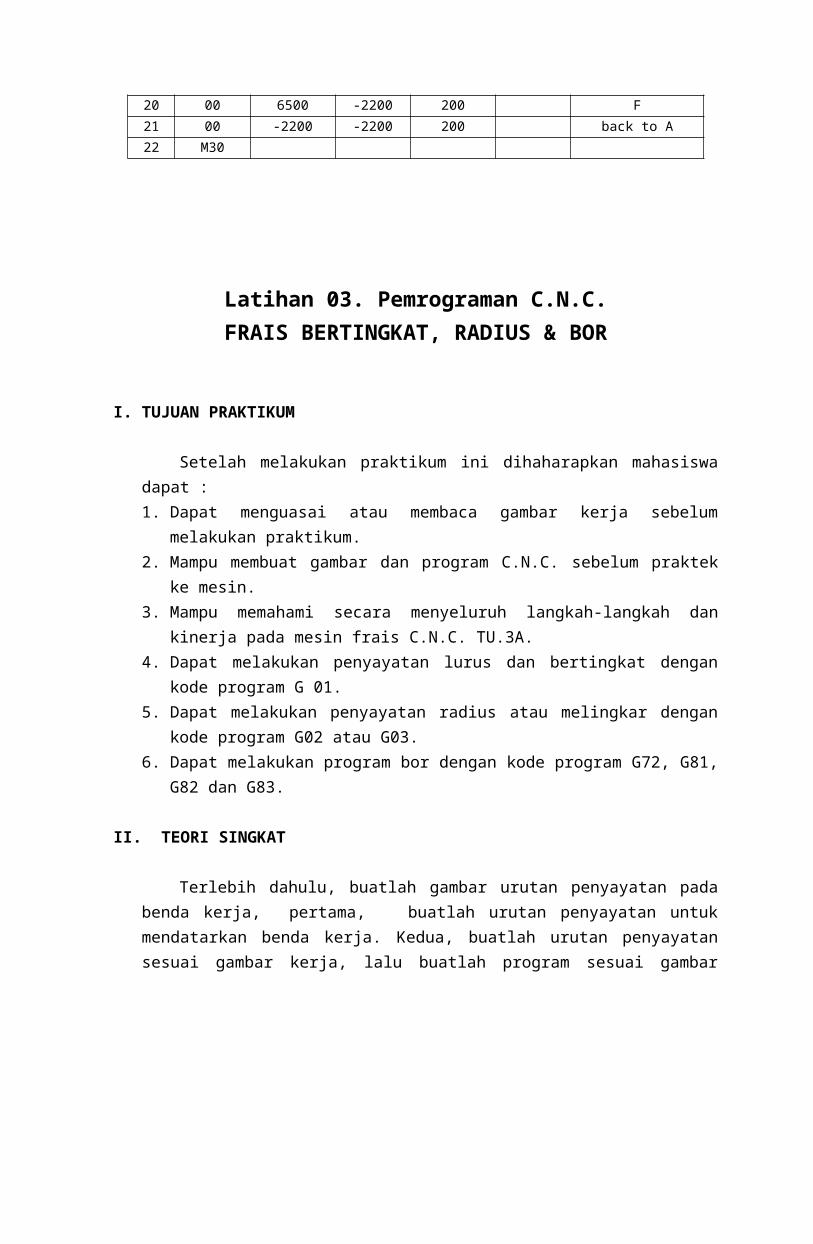
FORMAT PROGRAM 2
N F ket.
00 92 -2200 -2200 200 A
01 M03 Spindle “on”
02 00 500 -2200 -50 B
03 01 500 7200 -50 150 C04 00 4000 7200 -50 D
05 01 4000 -2200 -50 150 E
06 00 6500 -2200 -250 F07 01 6500 4548 -250 150 G08 01 4548 6500 -250 150 H09 01 1100 6500 -250 150 I10 03 -1500 3900 -250 150 J11 01 -1500 -1500 -250 150 K12 01 3900 -1500 -250 150 L13 03 6500 1100 -250 150 M14 00 6500 2500 -150 N15 03 2500 6500 -150 150 O16 03 -1500 2500 -150 150 P17 03 2500 -1500 -150 150 Q18 03 6500 2500 -150 150 N
19 M05 Spindle “off”
20 00 6500 -2200 200 F
21 00 -2200 -2200 200 back to A
22 M30
Latihan 03. Pemrograman C.N.C.FRAIS BERTINGKAT, RADIUS & BOR
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C. sebelum praktek ke mesin.3. Mampu memahami secara menyeluruh langkah-langkah dan kinerja pada mesin frais
C.N.C. TU.3A.4. Dapat melakukan penyayatan lurus dan bertingkat dengan kode program G 01.5. Dapat melakukan penyayatan radius atau melingkar dengan kode program G02 atau
G03.6. Dapat melakukan program bor dengan kode program G72, G81, G82 dan G83.
II. TEORI SINGKAT
Terlebih dahulu, buatlah gambar urutan penyayatan pada benda kerja, pertama, buatlah urutan penyayatan untuk mendatarkan benda kerja. Kedua, buatlah urutan penyayatan sesuai gambar kerja, lalu buatlah program sesuai gambar urutan yang telah dibuat, dan pastikan ukuran digambar sama dengan ukuran aslinya, atau menggunakan skala yang tepat.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C TU.3A beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter 4. Meja floter5. Kertas floter6. Cutter tool Φ 40 mm7. Cutter tool Φ10 mm8. Mata bor Ф 4 mm
IV. LANGKAH KERJA
1. Pindahkan dan atur program yang telah dibuat ke mesin frais CNC. (masukkan program).
2. Sebelum melakukan penyayatan pada benda kerja (aluminium torradur), Lakukan pemfloteran pada kertas terlebih dahulu, alatnya tool floter, meja floter, dan kertas
zfloter hal ini dilakukan untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
3. pada program CNC Z diisi dengan nilai 0 dan F diisi dengan nilai 499.4. pasang tool dawat pena, atur posisi tool dan lakukan pemfloteran dengan
menggunakan program CNC.5. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool
yang pakai dawat pena tadi tukar dengan tool ф 40 mm untuk penyayatan. 6. Siapkan bahan (aluminium torradur), Atur posisi benda kerja pada mesin secara
manual, pastikan benda kerja telah terkunci dengan kuat. 7. Pada program CNC nilai Z niali 0 dan F 499 tadi diisi dengan nilai pemakanan yang
telah ditentukan, hidupkan mesin naikkan kecepatan menjadi 1000, Sentuhkan pahat pada setiap sisi benda kerja.
8. Setelah tool Ф 40 mm ganti tool Ф 10 mm untuk mencari posisi 0 pada setiap sumbu,lakkan hal tersebut pada tool mata bor Ф 4 mm.
9. Tekan tombol start dan mesin akan bekerja.10. Jika benda kerja kurang datar atau bersih lakukan finishing.11. Setelah selesai bersihkan alat.
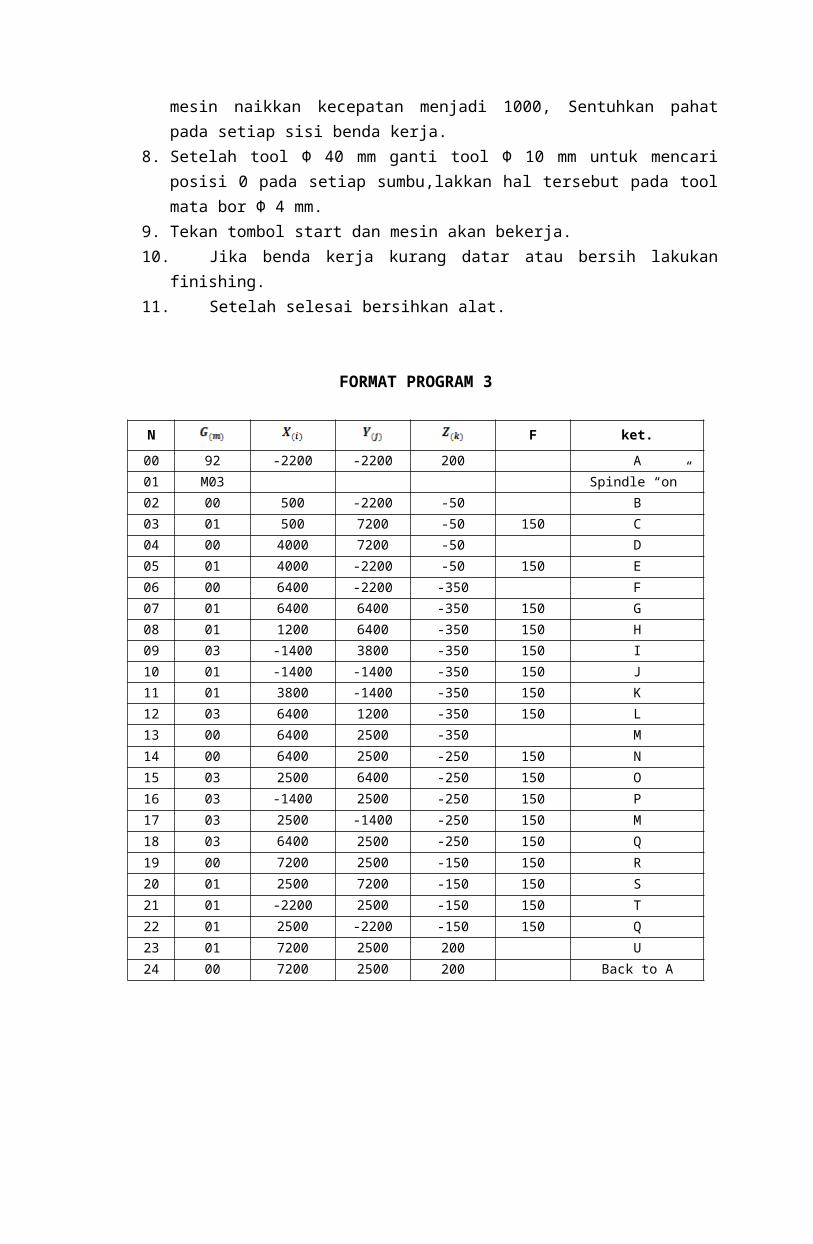
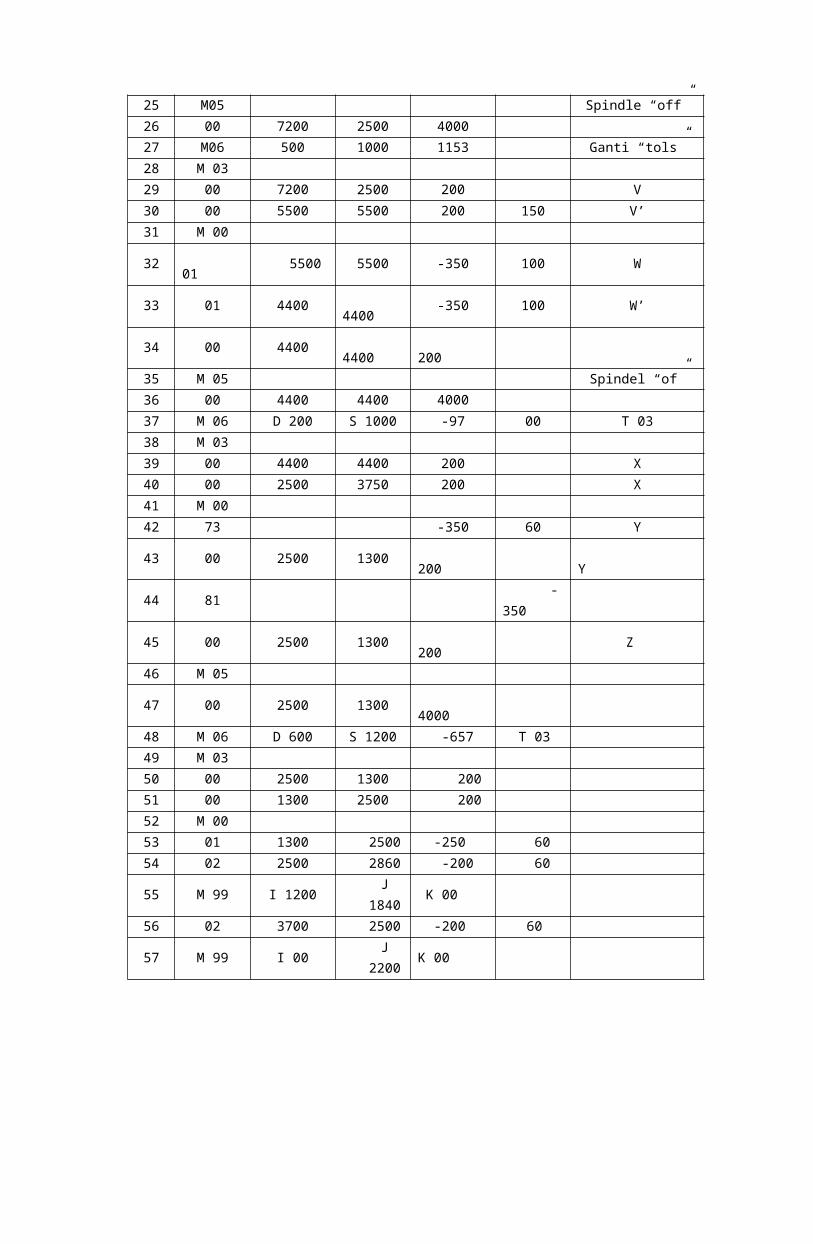
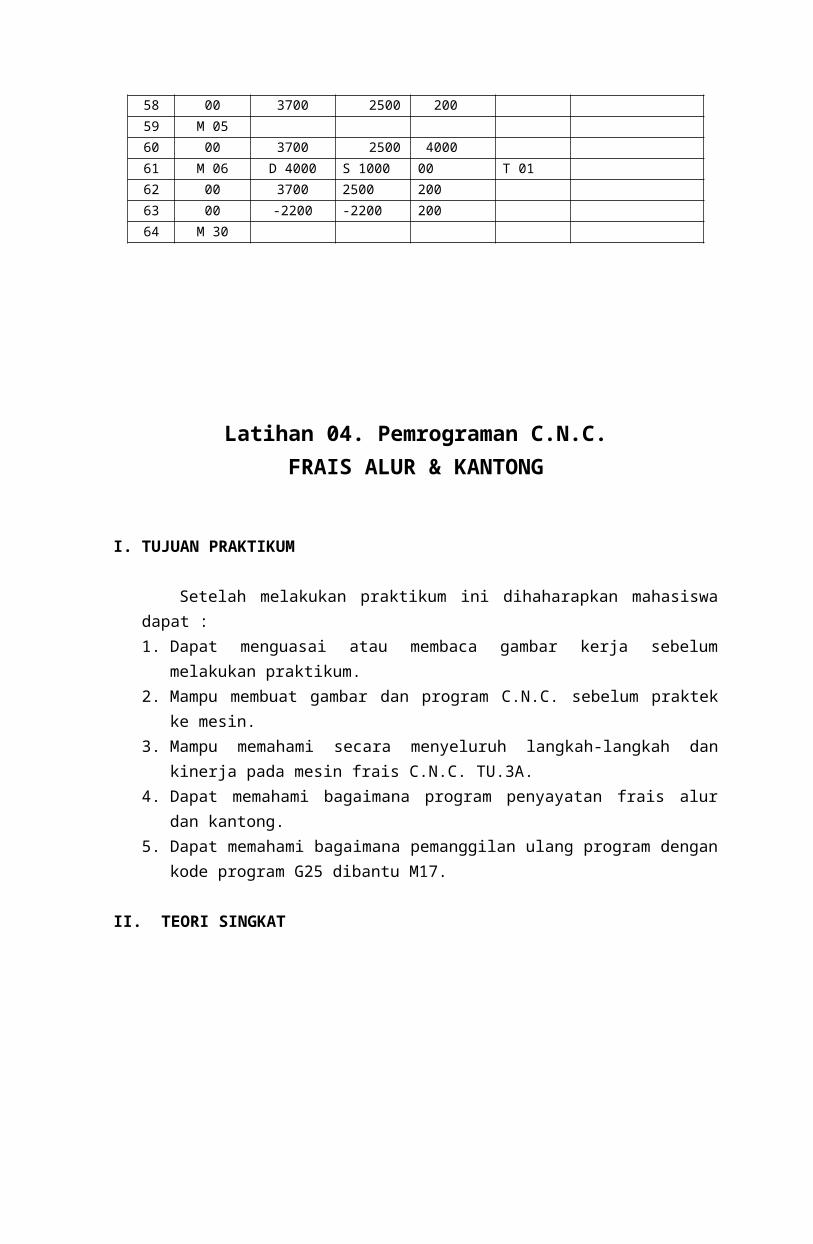
FORMAT PROGRAM 3
N F ket.
00 92 -2200 -2200 200 A
01 M03 Spindle “on”
02 00 500 -2200 -50 B
03 01 500 7200 -50 150 C04 00 4000 7200 -50 D
05 01 4000 -2200 -50 150 E
06 00 6400 -2200 -350 F07 01 6400 6400 -350 150 G08 01 1200 6400 -350 150 H09 03 -1400 3800 -350 150 I10 01 -1400 -1400 -350 150 J11 01 3800 -1400 -350 150 K12 03 6400 1200 -350 150 L13 00 6400 2500 -350 M
14 00 6400 2500 -250 150 N
15 03 2500 6400 -250 150 O
16 03 -1400 2500 -250 150 P
17 03 2500 -1400 -250 150 M
18 03 6400 2500 -250 150 Q
19 00 7200 2500 -150 150 R
20 01 2500 7200 -150 150 S
21 01 -2200 2500 -150 150 T
22 01 2500 -2200 -150 150 Q
23 01 7200 2500 200 U
24 00 7200 2500 200 Back to A
25 M05 Spindle “off”26 00 7200 2500 400027 M06 500 1000 1153 Ganti “tols”28 M 0329 00 7200 2500 200 V
30 00 5500 5500 200 150 V’
31 M 0032 01 5500 5500 -350 100 W 33 01 4400 4400 -350 100 W’ 34 00 4400 4400 20035 M 05 Spindel “of”36 00 4400 4400 4000
37 M 06 D 200 S 1000 -97 00 T 0338 M 0339 00 4400 4400 200 X
40 00 2500 3750 200 X 41 M 00
42 73 -350 60 Y
43 00 2500 1300 200 Y
44 81 -350
45 00 2500 1300 200 Z
46 M 05
47 00 2500 1300 4000
48 M 06 D 600 S 1200 -657 T 03
49 M 03
50 00 2500 1300 200
51 00 1300 2500 200
52 M 00
53 01 1300 2500 -250 60
54 02 2500 2860 -200 60
55 M 99 I 1200 J 1840 K 00
56 02 3700 2500 -200 60
57 M 99 I 00 J 2200 K 00
58 00 3700 2500 200
59 M 05
60 00 3700 2500 4000
61 M 06 D 4000 S 1000 00 T 01
62 00 3700 2500 200
63 00 -2200 -2200 200
64 M 30
Latihan 04. Pemrograman C.N.C.FRAIS ALUR & KANTONG
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C. sebelum praktek ke mesin.3. Mampu memahami secara menyeluruh langkah-langkah dan kinerja pada mesin frais
C.N.C. TU.3A.4. Dapat memahami bagaimana program penyayatan frais alur dan kantong.5. Dapat memahami bagaimana pemanggilan ulang program dengan kode program G25
dibantu M17.
II. TEORI SINGKAT
Terlebih dahulu buatlah gambar urutan penyayatan pada benda kerja, pertama, buatlah urutan penyayatan untuk mendatarkan benda kerja. Kedua, buatlah urutan penyayatan sesuai gambar kerja, lalu buatlah program sesuai gambar urutan yang telah dibuat, dan pastikan ukuran digambar sama dengan ukuran aslinya, atau menggunakan skala yang tepat.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C. TU.3A. beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter 4. Meja floter5. Kertas floter6. Cutter tool Φ 40 mm7. Cutter tool Φ 6 mm
IV. LANGKAH KERJA
1. Pindahkan dan atur program yang telah dibuat ke mesin frais C.N.C. (masukkan program).
2. Sebelum melakukan penyayatan pada benda kerja (aluminium torradur), Lakukan pemfloteran pada kertas terlebih dahulu, alatnya tool floter, meja floter, dan kertas floter hal ini dilakukan untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
3. pada program C.N.C. Z diisi dengan nilai 0 dan F diisi dengan nilai 499.4. pasang tool dawat pena, atur posisi tool dan lakukan pemfloteran dengan
menggunakan program C.N.C.5. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool
yang pakai dawat pena tadi tukar dengan tool ф40mm untuk penyayatan. 6. Siapkan bahan (aluminium torradur), Atur posisi benda kerja pada mesin secara
manual, pastikan benda kerja telah terkunci dengan kuat. 7. Pada program C.N.C. nilai Z niali 0 dan F 499 tadi diisi dengan nilai pemakanan
yang telah ditentukan, hidupkan mesin naikkan kecepatan menjadi 1000, Sentuhkan pahat pada setiap sisi benda kerja.
8. Setelah tool Ф 40 mm ganti dengan tool Ф 6 mm untuk mencari posisi 0 pada setiap sumbu.
9. Tekan tombol start dan mesin akan bekerja.10. Jika benda kerja kurang datar atau bersih lakukan finishing.11. Setelah selesai bersihkan alat.
FORMAT PROGRAM 4
N F ket.
00 92 -2200 -2200 200 1500
01 M03
02 00 500 -2200 00
03 01 500 7200 00 15004 00 4000 7200 00
05 01 4000 -2200 00 150
06 M 0507 00 4000 -2200 400008 M 06 D 300 S 1200 00 T 0209 M0310 00 4000 700 20011 9112 72 1200 1700 -350 8013 92 4000 700 200 10014 00 3700 3000 20015 01 3700 3000 -350 15016 01 3700 4400 -350 15017 00 3700 4400 20018 00 4400 3700 20019 01 4400 3700 00 15020 01 3000 3700 00 15021 00 3000 3700 20022 00 1000 3420 20023 9124 72 -1700 1220 00 8025 92 1000 3400 200 15026 00 1300 2000 20027 01 1300 2000 00 15028 01 1300 600 00 15029 00 1200 600 20030 01 200 1300 20031 01 600 1300 00 15032 01 2000 1300 00 15033 00 2000 1200 20034 00 1800 2500 20035 01 1800 2500 00 15036 01 3200 2500 00 15037 00 3200 2500 20038 M 0539 00 -2200 -2200 20040 M 30
Latihan 05. Pemrograman C.N.C.APLIKASI KOMPENSASI TOOLS
I. TUJUAN PRAKTIKUM
Setelah melakukan praktikum ini dihaharapkan mahasiswa dapat :1. Dapat menguasai atau membaca gambar kerja sebelum melakukan praktikum.2. Mampu membuat gambar dan program C.N.C. sebelum praktek ke mesin.3. Mampu memahami secara menyeluruh langkah-langkah dan kinerja pada mesin frais
C.N.C. TU.3A.4. Dapat memahami bagaimana program penyayatan aplikasi kompensasi tools.5. Dapat memahami bagaimana pemanggilan ulang program dengan kode program
G40, G45, G46, G47 dan G48.
II. TEORI SINGKAT
Terlebih dahulu buatlah gambar urutan penyayatan pada benda kerja, pertama, buatlah urutan penyayatan untuk mendatarkan benda kerja. Kedua, buatlah urutan penyayatan sesuai gambar kerja, lalu buatlah program sesuai gambar urutan yang telah dibuat, dan pastikan ukuran digambar sama dengan ukuran aslinya, atau menggunakan skala yang tepat.
III. ALAT DAN BAHAN
1. Mesin Frais C.N.C. TU.3A. beserta pengkapannya2. Alluminium Torradur □ 50X50 mm3. Tool floter 4. Meja floter5. Kertas floter6. Cutter tool Φ 40 mm7. Cutter tool Φ 5 mm
8. LANGKAH KERJA
1. Pindahkan dan atur program yang telah dibuat ke mesin frais C.N.C. (masukkan program).
2. Sebelum melakukan penyayatan pada benda kerja (aluminium torradur), Lakukan pemfloteran pada kertas terlebih dahulu, alatnya tool floter, meja floter, dan kertas
floter hal ini dilakukan untuk meyakinkan bentuk dari hasil program yang telah dibuat apakah sama bentuk pemotongannya dengan gambar kerja.
3. pada program C.N.C. Z diisi dengan nilai 0 dan F diisi dengan nilai 499.4. pasang tool dawat pena, atur posisi tool dan lakukan pemfloteran dengan
menggunakan program C.N.C.5. Setelah didapat bentuk hasil pemfloteran pada kertas yang sebenarnya, buka tool
yang pakai dawat pena tadi tukar dengan tool ф 40mm untuk penyayatan. 6. Siapkan bahan (aluminium torradur), Atur posisi benda kerja pada mesin secara
manual, pastikan benda kerja telah terkunci dengan kuat. 7. Pada program C.N.C. nilai Z niali 0 dan F 499 tadi diisi dengan nilai pemakanan
yang telah ditentukan, hidupkan mesin naikkan kecepatan menjadi 1000, Sentuhkan pahat pada setiap sisi benda kerja.
8. Setelah tool Ф 40 mm ganti dengan tool Ф 5 mm untuk mencari posisi 0 pada setiap sumbu.
9. Tekan tombol start dan mesin akan bekerja.10. Jika benda kerja kurang datar atau bersih lakukan finishing.11. Setelah selesai bersihkan alat.
FORMAT PROGRAM 5
N F ket.
00 92 -2200 -2200 200 A
01 M03 Spindle “on”
02 00 500 -2200 -50 B
03 01 500 7200 -50 150 C04 00 4000 7200 -50 D
05 01 4000 -2200 -50 150 E
06 M05 Spindle “off”07 00 -2200 -2200 200 Back to A08 M06 ... ... ... T01 Ganti tool09 M03 Spindle “on”10 00 200 -2200 -250 B’11 01 200 3200 -250 100 C’12 01 1700 3200 -250 100 D’13 01 1700 1800 -250 100 E14 01 200 1800 -250 100 F15 01 200 2300 -250 100 G16 01 1200 2300 -250 100 H17 01 1200 2700 -250 100 I18 01 200 2700 -250 100 J19 01 200 4800 -250 100 K20 01 3800 4800 -250 100 L21 01 3800 5200 -250 100 M22 01 3800 3800 -250 100 N
23 02 4800 2200 -250 100 N’24 02252627282930313233