Laporan PLC Mitshubisi
31
LAPORAN PRAKTIKUM FMS 1 Disusun oleh : Danang Biantara 212341054 3 AEB TEKNIK OTOMASI MANUFAKTUR DAN MEKATRONIKA
-
Upload
danang-biantara -
Category
Documents
-
view
83 -
download
9
Transcript of Laporan PLC Mitshubisi

LAPORAN PRAKTIKUM
FMS 1
Disusun oleh :
Danang Biantara212341054
3 AEB
TEKNIK OTOMASI MANUFAKTUR DAN MEKATRONIKA
POLITEKNIK MANUFAKTUR NEGERI BANDUNG
MARET 2014

PRAKTIK FMS2Laporan Praktikum
FMS(Flexible Manufacturing System)
Devinisi Umum
Dengan Enam Stasiun Produksi Sistem, pelatihan mekatronik termasuk menditribusikan, mencoba, memproses, perawatan, pemasangan dan stasiun penyimpanan yang dapat dioperasikan secara terpisah atau dengan integrasi.
Modular Stasiun Sistem Produksi memungkinkan berbagai simulasi dari proses produksi nyata yang terdapat di bidang industry. Sistem bersifat universal, berbasis industry, modular dan fleksibel untuk pengembangan lebih lanjut. Mahasiswa mempelajari seluruh proses produksi menyediakan, memproses, dan lainya.
Setiap stasiun memungkinkan pelatihan untuk mengoperasikan dengan sederhana dan memperluas secara berurutan langkah demi langkah dengan cara membangun prosedur otomatis yang kompleks.
Pendahuluan
Flexible Manufacturing System (FMS) adalah suatu sistem manufaktur otomatis dengan volume
dan variasi produk level menengah yang dikontrol oleh komputer.
FMS meliputi spektrum lebar dari aktivitas manufaktur seperti mesin-mesin produksi, metal
working, pabrikasi, dan assembly. Pada sebuah FMS, suatu kelompok part–part dari produk–
produk dengan karakteristik serupa diproses.
Komponen penting dari suatu FMS adalah :
a. mesin Numerical Control (NC)/(CNC) yang mampu saling bertukar tools secara otomatis.
b. Sistem material handling otomatis untuk memindahkan part–part di antara mesin–mesin
c. station fixturing berupa Automated Guided Vehicle (AGV) dan Robot. Semua komponen di
atas dikontrol oleh komputer.
d. perangkat–perangkat lain seperti mesin pengukur koordinat dan mesin pencuci part-part yang
diproses.
2

PRAKTIK FMS3Laporan Praktikum
Pada FMS setiap job guna memproduksi sesuatu, mempunyai beberapa alternatif jalur mesin–
mesin untuk menyelesaikannya. Sistem penanganan material pada FMS harus dikontrol
komputer untuk menentukan alternatif jalur job tadi secara otomatis. Disiplin antrian yang
digunakan biasanya adalahFirst Come First Serve (FCFS), Last Come First Serve (LCFS) atau
prioritas.
Mesin NC/CNC adalah sebuah mesin yang dikendalikan dengan kode angka–angka adalah
proses yang secara otomatis menjalankan operasi manufaktur menurut perintah yang tersusun
dalam kode angka.
Namun mesin berkode angka ini memiliki kelemahan jika dibandingkan dengan mesin biasa,
yakni:
1. memerlukan modal yang besar.
2. penggunaannya menuntut berbagai perubahan pada peranan operator, penyedia dan
pekerja yang lain, tingkat dukungan tenaga spesialis dan tenaga terampil, serta membawa
berbagai masalah yang biasanya timbul bila orang menggunakan teknologi baru.
Flexible Manufacturing System (FMS) pertama kali didesain pada pertengahan 1960-an oleh
perusahan Inggris, dan diberi nama system 24.
Sehubungan dengan kurangnya kontrol teknologi, sistem tersebut tidak pernah selesai diinstal.
Instalasi awal Flexible Manufacturing System (FMS) di US yang paling terkenal terdapat di
Caterpillar Inc. oleh Kearney & Trecker. Tujuan dari FMS sangat spesifik dan menuntut
penerapan yang spesial. FMS tidak mempunyai fleksibilitas seperti yang telah didefinisikan di
atas, tetapi bagaimanapun Kearney & Trecker merasa cukup puas.
Persaingan pasar pada awal 1980-an menuntut adanya efisiensi produksi yang tinggi, biaya
rendah, respon yang cepat; sebagai hasilnya para usahawan menginstall FMSs untuk produksi
berskala kecil dan menengah. FMS sendiri didefinisikan oleh Automation
Encyclopedia (Graham 1988), sebagai berikut:
“Flexible manufacturing system adalah satu atau lebih mesin produksi yang diintegrasikan
dengan pemindahan material secara otomatis, dimana operasinya diatur dengan komputer”.
Untuk mencapai fleksibilitas dan respon yang cepat yang dibutuhkan kustomer maka
diberlakukanlah Flexible manufacturing system (FMS). 5 level teknologi yang dibuat
bedasarkan FMS contohnya : Enterprise, system, sel, mesin dan peralatan . Sebuah bangunan
blok dari FMS disebut dengan Flexible Manufacturing Cell (FMC). FMC adalah suatu
kelompok atau grup mesin yang saling berhubungan.3

PRAKTIK FMS4Laporan Praktikum
1. Fleksibilitas dalam Sistem Manufaktur Fleksibel
Flexibility dapat didefinisikan sebagai sekumpulan property dari sistem manufaktur yang
mendukung perubahan kapasitas dan kapabilitas produksi (Carter, 1986). Fleksibilitas dalam
sistem manufaktur sering digambarkan sebagai:
1. Kemampuan untuk beradaptasi sesuai perubahan engineering
2. Peningkatan jumlah bagian yang sama yang diproduksi dalam suatu sistem
3. Kemampuan mengakomodasi perubahan rute yang memungkinkan sebagian dari produk
diproduksi oleh mesin yang berbeda
4. Kemampuan untuk merubah setup sistem dengan cepat dari satu tipe produksi ke yang
lainnya.
Adapun macam-macam fleksibilitas pada FMS adalah:
1.Fleksibilitas Mesin (Machine Flexibility)
Fleksibilitas mesin berarti kemampuan sebuah mesin untuk melakukan bermacam–macam
operasi pada bermacam-macam part produk dengan tipe dan bentuk berbeda. Keuntungan yang
didapat dari mesin fleksibel dan pergantian tipe part yang diproses dengan cepat ini adalah
kebutuhan besar lokasi yang ekonomis dan waktu proses yang lebih rendah.
1. Fleksibilitas Rute (Routing Flexibility)
Fleksibilitas Rute berarti part–part produk tersebut dapat diproduksi dengan beberapa rute
alternatif. Fleksibilitas rute secara utama digunakan untuk memanage perubahan internal yang
disebabkan oleh kerusakan alat, kegagalan pengontrol, dan hal-hal lain sejenis dan juga dapat
membantu peningkatan output.
2. Fleksibilitas Proses (Process Flexibility)
Fleksibilitas Proses atau yang dikenal juga dengan nama Mix Flexibility adalah kemampuan
untuk menyerap perubahan yang terjadi pada produk dengan melakukan operasi–operasi sejenis
atau memproduksi produk–produk sejenis atau mempermudah untuk menambah line poduksi
baru dan mengurangi kecelakaam kerja yang bias terjadi pada line produksi.
1. Fleksibilitas Produk (Product Flexibility)
Fleksibilitas Produk atau yang dikenal dengan nama Mix-Change Flexibility adalah kemampuan
untuk melakukan perubahan menuju set–set produk baru yang harus diproduksi secara cepat dan
ekonomis, untuk merespon perubahan market dan engineering dan untuk beroperasi pada basis
pelayanan pesanan terbatas.
2. Fleksibilitas Produksi (Production Flexibility)
4

PRAKTIK FMS5Laporan Praktikum
Fleksibilitas Produksi berarti kemampuan untuk memproduksi bermacam–macam produk tanpa
perlu adanya penambahan pada peralatan-peralatan berat/penting, walaupun penambahan tool–
tool baru atau sumber daya lain dapat dimungkinkan. Hal ini menyebabkan dapat diproduksinya
berbagai macam jenis produk dengan biaya dan waktu yang memadai.
3. Fleksibilitas Ekspansi (Expantion Flexibility)
Fleksibilitas Ekspansi berarti kemampuan untuk merubah sistem manufaktur untuk
mengakomodasi perubahan produk–produk secara umum. Perbedaannya dengan definisi
Fleksibiltas Produksi adalah, pada Fleksibilitas Ekspansi perubahan produk diikuti pula dengan
penambahan peralatan beratnya. Tapi hal ini dapat dilakukan dengan mudah karena perubahan
dan penambahan itu dapat dikerjakan pada desain sistem manufaktur yang aslinya.
1. Keuntungan penggunaan Sistem Manufaktur Fleksibel
Dari uraian di atas, dapat kita lihat beberapa keuntungan dari konsep FMS, adalah:
· Mempermudah untuk menambah line produksi baru dan mengurangi kecelakaan kerja yang
biasa terjadi pada line produksi.
· Mempermudah penanganan jika terjadi perubahan jumlah produksi, baik terjadi
penambahan ataupun pengurangan kapasitas produksi.
· Perubahan desain dapat dilakukan dengan mudah dengan kontrol komputer.
· Meningkatkan efisiensi dalam penggunaan peralatan/mesin.
· Meningkatkan kualitas produk dan menjaga konsistensi kualitas produk.
· Mengurangi biaya ongkos pekerja (men power).
· Mengurangi luas lantai produksi (pada industri modern hal ini merupakan keuntungan yang
dapat diperhitungkan).
Keuntungan dari FMS sangat mengesankan dan sejumlah sistem telah diinstal di seluruh dunia,
yang membuktikan bahwa teknologi FMS dapat berfungsi. Bagaimanapun, biaya, kompleksitas,
dan tingkat teknologi yang dibutuhkan untuk mengimplementasikan FMS membatasi
penggunaannya pada proses manufaktur yang sangat besar. Akibatnya, sejumlah tekanan dalam
desain otomasi dialihkan pada FMCs (flexible manufacturing cells).
Sistem manufakturing fleksibel (FMS = Flexible Manufacturing Systems) juga merupakan
paduan dari mesin–mesin berangka standard, pengolah bahan baku otomatis dan pengendalian
dengan komputer dalam bentuk pengendalian dengan kode angka langsung (direct numerical
control) untuk memperbesar manfaat mesin berkode angka–angka untuk kegiatan
manufakturing bervolume sedang. Peralatan berkode angka dan terutama pusat mesin digunakan
untuk melayani permintaan bervolume rendah, sementara perhatian tidak terlalu banyak 5

PRAKTIK FMS6Laporan Praktikum
diberikan untuk memperbaiki pendekatan manufakturing untuk produk bervolume sedang dan
beragam sedang.
FMS dirancang untuk suku cadang. Volume meningkat karena banyaknya ragam produk yang
menuntut penanaman modal di satu pihak dan fleksibelitas peralatan NC di pihak lain, bersama
menjadi dasar untuk menggunakan FMS dalam membuat produk dengan volume permintaan
tingkat menengah ini. Kelompok produk klasik adalah :
1. Menurut perakitan
Mengelompokan suku cadang yang telah diurutkan untuk merakit suatu produk (misal: mesin).
Sistemnya dirancang untuk memungkinkan pemakai memesannya menurut kebutuhan perakitan
bukan menurut jadwal kuantitas pemesanan bagi masing–masing suku cadang melalui
serangkaian proses yang diatur menurut fungsi.
2. Menurut jenis
Mengelompokan suku cadang menurut kisaran produk yang sama. Ini membebaskan proses
produksi untuk volume tinggi dari suku cadang volume sedang dan rendah yang berarti
mengurangi jumlah pemindahan. Dengan pengelompokan ini penanaman modal dimungkinkan.
Fleksibilitas FMS memungkinkan pengolahan banyak ragam produk dan memudahkan untuk
menyeimbangkan beban kerja setiap kali ada perubahan bauran dan volume produk.
3. Menurut besar dan operasi yang sama
Spesifikasi FMS dalam situasi ini mencerminkan ukuran fisik dari suku cadang dan operasi–
operasi khusus yang harus diselesaikan. Juga di sini flesibilitas dalam sistem memperluas
rentang pekerjaan yang dapat dilakukan dan memungkinkan tingkat penggunaan yang tinggi
karena kemampuannya menghadapi perubahan bauran dan volume produk.
GX DEVELOPER
6

PRAKTIK FMS7Laporan Praktikum
GX Developer adalah nama software PLC yang di gunakan pada merk Mitsubishi.
Daftar Instruksi PLC Mitsubhisi :
7

PRAKTIK FMS8Laporan Praktikum
8

PRAKTIK FMS9Laporan Praktikum
9

PRAKTIK FMS10Laporan Praktikum
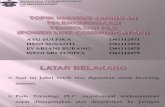
Dibawah ini step2 untuk membuat (create) program PLC di GX Developer tersebut.
1. Buka program GX Developer, tampilannya sebagai berikut :
2. Pada kiri atas klik >Project, > New project, seperti terlihat di gambar berikut :
3. Setelah pilih >PLC Series untuk seri PLC yang akan kita gunakan, dan >PLC typeuntuk
memilih type nya, >Program Type, lalu klik > OK
10

PRAKTIK FMS11Laporan Praktikum
4. Instruction List (IL) / Statement List (SL)
Instruksi List (IL) atau sering juga disebut Statemen List (SL) adalah bahasa
pemrograman PLC tingkat tinggi. Semua hubungan logika dan kontrol sekuens dapat diprogram
dengan menggunakan perintah atau instruksi dalam bahasa pemrograman ini. Perintah-perintah
atau instruksi-instruksi yang digunakan mirip dengan bahasa tingkat tinggi BASIC atau
PASCAL.
Misal : LD X1
OUT Y13
11

PRAKTIK FMS12Laporan Praktikum
Selanjutnya program yang kita buat siap didownload ke PLC.
Pada latihan 1.
Membuat program start&stop dengan output lampu.
Input : X001 = Tombol Start
X002 = Tombol Stop
Output : Y013 = Lampu Hijau
Y014 = Lampu Merah
Y015 = Lampu Kuning
Diagram STL Star & Stop
12

PRAKTIK FMS13Laporan Praktikum
Program STL
13

PRAKTIK FMS14Laporan Praktikum
Kesimpulan :
Pada saat tombol START ditekan maka lampu akan menyala secara berurutan dari hijau ke merah ke kuning lalu kembali ke hijau lagi, saat tombol STOP ditekan lampu akan langsung mati diposisi lampu hidup dimana pun. Untuk posisi mati dimanapun di berikan oleh input X002 dengan output SET S0. Untuk kondisi lampu meyala terus secara berurutan diatur oleh posisi terakhir dari step yang memberikan inputan pada SET 1 yaitu SET 3 dengan Timer 2 (T2 K10).
Pada latihan 2
Membuat program Mode Step dengan output lampu.
Input : X001 = Tombol Start
X002 = Tombol Stop
X004 = Selector Step/Auto
Output : Y013 = Lampu Hijau
Y014 = Lampu Merah
Y015 = Lampu Kuning
Flowchart
14

PRAKTIK FMS15Laporan Praktikum
Program STL
Kesimpulan :
Pada saat tombol START (X001) ditekan maka lampu akan menyala HIJAU saja, untuk menyalakan lampu MERAH harus menekan tombol START lagi, untuk menyalakn lampu KUNING juga harus menekan tombol start lagi, dan begitu seterusnya hingga urutan balik kembali ke posisi SET 1. Dengan demikian untuk menyalakn SET per lampu harus menggunakan Tombol start sebagai pengaktifannya. Saat tombol STOP ditekan lampu akan langsung mati diposisi lampu hidup dimana pun. Untuk posisi mati dimanapun di berikan oleh input X002 dengan output SET S0.
15

PRAKTIK FMS16Laporan Praktikum
Pada latihan 3
Membuat program Mode Step Single/cycle dan Mode Auto single/cycle dengan
output lampu.
Input : X001 = Tombol Start X005 = Single/cycle
X002 = Tombol Stop
X004 = Selector Step/Auto
Output : Y013 = Lampu Hijau
Y014 = Lampu Merah
Y015 = Lampu Kuning
Flowchart
16

PRAKTIK FMS17Laporan Praktikum
Program STL
17

PRAKTIK FMS18Laporan Praktikum
Kesimpulan :
Mode step-single = Line Warna Kuning pada Flowchart
Pada saat tombol START (X001) ditekan maka lampu akan menyala HIJAU saja, untuk menyalakan lampu MERAH harus menekan tombol START lagi, untuk menyalakn lampu KUNING juga harus menekan tombol start lagi, dan tidak akan kembali pada pososi S0 apabila tidak di tekan tombol stop. Untuk garis besarnya pada program STEP-SINGLE, jika akan menyalakan per lampu dari 3 lampu output harus menekan tombol START sebagai pengaktifnya, dan siklus dari proses hanya dapat dilakukan 1 siklus saja karena program single dari selector X5 invers . Pada mode STEP-SINGLE ini di atur oleh selector NC Single/Auto (X4) sebagai syarat Step dan selector NC pada selector Single/Cycle sebagai syarat proses Single. Syarat adalah T13 diserikan (AND) dengan X4 invers, X5 invers dan X1 yang diparalekan (OR) ke S0.
Mode step-cycle = Line Warna Merah pada Flowchart
Pada saat tombol START (X001) ditekan maka lampu akan menyala HIJAU saja, untuk menyalakan lampu MERAH harus menekan tombol START lagi, untuk menyalakn lampu KUNING juga harus menekan tombol start lagi, dan tidak akan kembali pada pososi S0 apabila tidak di tekan tombol stop. Untuk garis besarnya pada program STEP-CYCLE, jika akan menyalakan per lampu dari 3 lampu output harus menekan tombol START sebagai pengaktifnya, dan siklus dari proses dapat dilakukan dengan mengulang siklus terus menerus karena program Cyle dari selector X5. Pada mode STEP- CYCLE ini di atur oleh selector NC STEP/AUTO (X4) sebagai syarat Step dan selector NO pada selector Single/Cycle sebagai syarat proses CYCLE.
Syarat adalah T12 diserikan (AND) dengan X4 invers, X5 dan X1 yang diparalekan (OR) ke S1.
Mode Auto-single = Line Warna biru pada Flowchart’
Pada saat tombol START ditekan maka lampu akan menyala secara berurutan dari hijau ke merah ke kuning. Siklus dari proses hanya dapat dilakukan 1 siklus saja karena program single dari selector X5 invers. Saat tombol STOP ditekan lampu akan langsung mati diposisi lampu hidup dimana pun. Untuk posisi mati dimanapun di berikan oleh input X002 dengan output SET S0. Pada mode AUTO- SINGLE ini di atur oleh selector NO STEP/AUTO (X4) sebagai syarat Auto dan selector NC pada selector Single/Cycle sebagai syarat proses SINGLE. Syarat adalah X4 diserikan (AND) dengan X5 invers, yang diparalekan (OR) ke S0 supaya tidak meneruskan Cycle.
Mode Auto-Cycle = Line Warna Hitam pada FlowchartPada saat tombol START ditekan maka lampu akan menyala secara berurutan dari hijau
ke merah ke kuning. Siklus dari proses dapat dilakukan dengan mengulang siklus terus menerus karena program Cyle dari selector X5. Saat tombol STOP ditekan lampu akan langsung mati diposisi lampu hidup dimana pun. Untuk posisi mati dimanapun di berikan oleh input X002 dengan output SET S0. Pada mode AUTO- Cycle ini di atur oleh selector NO STEP/AUTO (X4) sebagai syarat Auto dan selector NO pada selector Single/Cycle sebagai syarat proses
18

PRAKTIK FMS19Laporan Praktikum
CYCLE. Syarat adalah T2 diserikan (AND) dengan X5 ,X4 dan M0 yang hubungkan ke S1 supaya meneruskan Cycle.
Syarat ganti mode : di tandai dengan M0Pada saat proses ada kemungkinan pindah mode , misal dari Mode Auto
Cycle ke Auto-Step, supaya Safety maka ketika pindah mode tidak akan secara langsung aktif, perpindahan mode akan aktif dengan syarat harus ditekan tombol start supaya dari proses perpindahan mode tidak mengaggetkan. Maka dari itu program siklus harus ditambah Relay M0 sebagai syarat perpindahan mode aktif dengan tombol start. M0 di ambil dan diaktifkan Dari inputan SET X4 invers yang mengaktifkan M0 dan di reset oleh tombol start .
FMS STATION 1
I. TUJUAN PRAKTIKUM
1. Mahasiswa dapat membuat program STL pada software PLC Mitsubshi .
2. Mahasiswa dapat merancang program FMS station ke-1 .
3. Mahasiswa dapat mempelajari system kerja dari FMS.
II. ALAT DAN BAHAN
1. Laptop .
2. Kabel komunikasi serial.
3. Software GX -Developer.
4. Hardware PLC Mitsubishi .
5. Perlengkapan alat FMS .
III. LANGKAH KERJA
Flexible Manufacturing System (FMS) Station 1 atau Distributing Station memiliki
langkah kerja sebagai berikut :
1. Pada posisi awal atau siap untuk bekerja,dalam posisi dimanapun ROTARY ARM LEFT
harus aktif dan pindah di posisi kanan, vacuum OFF, dan silinder pendorong benda kerja
OFF.
2. Saat tombol START ditekan maka IN FEED CYLINDER aktif untuk mendorong benda
kerja sampai sensor limit switch benda kerja out tertekan.
3. Ketika sensor benda kerja out tertekan, mendeteksi benda kerja maka ROTARY ARM
RIGHT aktif ke arah kiri,sampai sensor arah kiri aktif sebagai tanda posisi ARM di
posisi kiri.
19

PRAKTIK FMS20Laporan Praktikum
4. Setelah sensor ARM kiri akti , maka vacuum ON untuk mengambil benda kerja, setelah
terambil maka sensor vacum aktif menandakan tidak ada kebocoran.
5. Setelah sensor vacuum aktif IN FEED CYLINDER OFF untuk gerakan kembali dan
menyalakan limit switch IN FEED CYLINDER BACK.
6. Setelah Sensor limit switch IN FEED CYLINDER BACK akan mengaktifkan ROTARY
ARM LEFT dan pindah ke posisi kanan dengan membawa benda kerja, setelah sampai
pada posisi kanan , akan menyalakan sensor posisi kanan.
7. Setelah sensor posisi ARM di kanan vacuum off.
IV. INPUT / OUTPUT
20

PRAKTIK FMS21Laporan Praktikum
Input / Output
NO NAMA KOMPONEN ALAMATINPUT PLC
1 Tombol Start X12 Tombol Stop X23 Tombol Reset X34 Switch Auto X45 Switch Cycle X56 Limit Switch Silinder Penekan posisi Forward X77 Limit Switch Silinder Penekan posisi Reverse X108 Limit Switch benda kerja X119 Sensor benda X1210 Limit switch Rotasi CCW (Ke kiri) X1311 Limit switch Rotasi CW (Ke kanan) X1412 Sensor PE (Tekanan) X15
OUTPUT PLC
13 Silinder Penekan (Single) Y0314 Silinder Rotate posisi CW (Ke kanan) Y04
Silinder Rotate posisi CW (Ke kiri) Y0515 Vacum ON Y06
Vacum OFF Y0716 Lampu Start Y1317 Lampu Stop Y1418 Lampu Reset Y15
21

PRAKTIK FMS22Laporan Praktikum
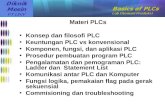
FLOW CHART
22

PRAKTIK FMS23Laporan Praktikum
Dengan menggunakan flowchart diagram akan mempermudahkan dalam pembuatan program STL.
Dalam program ada 2 jenis output :1. Indicator lamp
23

PRAKTIK FMS24Laporan Praktikum
aktif ketika pemberian input tertentu tanpa di pengaruhi system lain. Dapat dikatan sinyal indicator input saja.2. Output system kerja mesin
dengan syarat tertentu dan dapat mempengaruhi step yang lain.
Untuk pengkondisi dari system ada beberapa tipe:
Step : 1. Single
Step mode single akan bekerja ketika selector STEP/AUTO di posisi step dan selector SINGLE/CYCLE pada posisi single. Prinsip kerja mesin akan bekerja perlangkah/ per-step dengan syarat perpindahan step harus menekan tombol start sampai dengan proses akhir mesin dan tidak akan dapat mengulang cycle.
2. CycleStep mode cycle akan bekerja ketika selector STEP/AUTO di posisi step dan selector SINGLE/CYCLE pada posisi cycle. Prinsip kerja mesin akan bekerja perlangkah/ per-step dengan syarat perpindahan step harus menekan tombol start sampai dengan proses akhir mesin dan dapat mengulang cycle kembali.
Auto :1. Single
Auto mode single akan bekerja ketika selector STEP/AUTO di posisi auto dan selector SINGLE/CYCLE pada posisi single. Prinsip kerja mesin akan bekerja secara auto tanpa membutuhkan syarat dalam perpindahan stepnya dengan syarat start awal harus menekan tombol start.setelah sampai dengan proses akhir, tidak akan dapat mengulang cycle. Kecuali selector SINGLE/CYCLE di pindah pada posisi cycle.
2. CycleAuto mode cycle akan bekerja ketika selector STEP/AUTO di posisi auto dan selector SINGLE/CYCLE pada posisi cycle. Prinsip kerja mesin akan bekerja secara auto tanpa membutuhkan syarat dalam perpindahan stepnya dengan syarat start awal harus menekan tombol start.setelah sampai dengan proses akhir, dan mesin dapat mengulang cycle.
Syarat perpindahan posisi :
- Perpindahan posisi hanya dapat di gunakan dengan syarat meneken tombol stop terlebih dahulu. Dan dapat menggunakan reset ketika terjadi eror system. Pengaktifan proses perpindahan menggunakan tombol start.
Tambahan :
- Pada posisi rotary ARM , untuk pengkondisian reset maupun stop vacuum akan selalu aktif karena mengacu pada keamanan ketikan Rotary ARM membawa benda kerja supaya tidak langsung jatuh.
V. KESIMPULAN
24

PRAKTIK FMS25Laporan Praktikum
Dari Praktek FMS tersebut, dapat di ambil kesimpulan bahwa dengan pemograman STL
(Step Ladder) pada mitsubsi PLC dengan GX Developer dapat di ambil keuntungan sebagai
berikut :
1. Mempermudah pembuatan program khususnya program sekuensial. Karena
pemrograman STL mengeksekusi program setiap stepnya sehingga tidak akan terjadi
konflik pada program.
2. Analisa program menjadi lebih mudah karena lebih jelas terlihat setiap step programnya
jika dibandingkan dengan pemrogramana ladder biasa.
3. Dalam menyusun program dapat menggunakan statement list sehingga menghemat
waktu saat menyusun program.
25