Laporan PCB Seester 1
86
1 BAB I PENDAHULUAN 1.1. Teori Dasar 1.1.1. Praktek Bengkel Elektronika Merupakan praktek yang dilakukan mahasiswa di bengkel elektronika yang sudah merupakan mata kuliah dan telah disesuaikan dengan jurusannya. 1.1.2. Keselamatan Kerja Merupakan modal utama agar mahasiswa dapat melakukan praktek dengan baik dan dituntut untuk tidak lengah agar kecelakaan dapat dihindari. 1.1.3. Penanggung Jawab Keselamatan Yang menjadi penanggung jawab keselamatan di bengkel pengawatan dan tekhnik PCB adalah : Instruktur
-
Upload
rizkypratama -
Category
Documents
-
view
614 -
download
107
description
Elektronika polsri
Transcript of Laporan PCB Seester 1
1
BAB I
PENDAHULUAN
1.1. Teori Dasar
1.1.1. Praktek Bengkel Elektronika
Merupakan praktek yang dilakukan mahasiswa di bengkel
elektronika yang sudah merupakan mata kuliah dan telah disesuaikan
dengan jurusannya.
1.1.2. Keselamatan Kerja
Merupakan modal utama agar mahasiswa dapat melakukan praktek
dengan baik dan dituntut untuk tidak lengah agar kecelakaan dapat
dihindari.
1.1.3. Penanggung Jawab Keselamatan
Yang menjadi penanggung jawab keselamatan di bengkel
pengawatan dan tekhnik PCB adalah :
Instruktur
Adalah dosen pembimbing yang bertugas memberikan instruksi cara
kerja yang baik dan benar, pada setiap tugas bengkel yang akan
dikerjakan. Menyelidiki sebab-sebab bila terjadi kecelakaan kerja atau
2
kerusakan pada alat kerja dan mencatat serta memberi penilaian
mahasiswa dan hasil kerjanya.
Stroreman
Adalah orang yang bertanggung jawab penuh terhadap alat-alat dan
mesin-mesin yang ada di bengkel. Memberi pinjaman alat dan
memeriksa alat-alat yang dipinjam dan melaporkan hal itu kepada
instruktur.
Praktikan
Adalah mahasiswa yang melaksanakan praktek dimana mereka harus
dapat bekerja sesuai dengan ketentuan yang ada dan menjaga peralatan
yang dipinjam dan mesin-mesin yang digunakan dari segala
kemungkinan yang dapat menyebabkan kerusakan.
1.1.4. Mengutamakan Keselamatan
Sebelum memulai kegiatan di bengkel pengawatan dan teknik PCB
mahasiswa berbaris terlebih dahulu yang dipimpin oleh ketua kelas,
kemudian dengan dipimpin oleh ketua kelasnya,mahasiswa berdoa terlebih
dahulu sebelum melakukan jobnya agar terhindar dari bahaya yang dapat
menyebabkan terjadinya kecelakaan yang tidak diinginkan pada saat
melakukan kerja.
Kecelakaan yang sering terjadi pada saat melakukan kerja di bengkel
Pengawatan dan teknik PCB adalah :
Terkena ujung benda praktek yang tajam
3
Terkena solder yang panas
Tersengat oleh aliran listrik
Terluka karena benda-benda yang berputar, misalnya mesin bor, mesin
gerinda
Hal-hal yang tidak terduga yang dapat menyebabkan terjadinya
kecelakaan.
Untuk menghindari terjadinya kecelakaan itu maka mahasiswa harus
disiplin, teliti dan berhati-hati pada saat melakukan kerja sehingga
kemungkinan terjadinya kecelakaan dalam kerja dapat dihindari.
1.1.5. Kebersihan
Kebersihan dari bengkel pengawatan dan teknik PCB harus senantiasa
dijaga dan juga kenyamanan pada saat melakukan praktek perlu
diperhatikan, karena bila ruangan bengkel selalu bersih maka akan
menambah kenyamanan dalam melaksanakan praktek. Dalam bengkel
yang berkewajiban menjaga kebersihan ruangan bengkel adalah seluruh
mahasiswa yang melakukan praktek, untuk itulah setiap selesai melakukan
praktek, mahasiswa harus membersihkan peralatan yang telah dipinjam
dan membersihkan ruangan tempat melakuan praktek. Selain dari itu
mahasiswa juga harus membersihkan diri apabila selesai melakukan
praktek.
4
1.2. Pengenalan Peralatan Bengkel Elektronika
Peralatan bengkel elektronika sangat banyak dan sangat membantu para
siswa dalam menyelesaikan pekerjaan yang diberikan oleh instruktur.
Adapun alat-alat tersebut adalah :
1. Mistar Baja
Alat ini digunakan untuk mengukur dengan menunjukkan perbandingan
langsung benda kerja dengan skala asli. Sifat alat ini adalah keras, tipis
dan lentur serta mempunyai ketelitian di bawah jangka sorong.
Gambar 1.1 Mistar Baja
2. Obeng
Alat ini digunakan untuk memasang ataupun melepaskan baut. Obeng
yang digunakan ada dua macam yaitu obeng plus dan obeng minus
Gambar 1.2a obeng plus
1
2
5
Gambar 1.2b obeng minus
3. Tang
Penggunaan alat ini tergantung dari bentuknya :
Tang Potong
Tang Potong berfungsi untuk memotong kabel atau kawat email dan
melepas karet pelapis kabel.
Gambar 1.3a Tang Potong
Tang Jepit
Tang Jepit berfungsi untuk menjepit atau membengkokkan elemen
kawat.
Gambar1.3b Tang Jepit
6
Tang Kombinasi
Tang Kombinasi berfungsi untuk menjepit,membengkokkan dan
memotong elemen kawat atau kabel.
Gambar 1.3c Tang Kombinasi
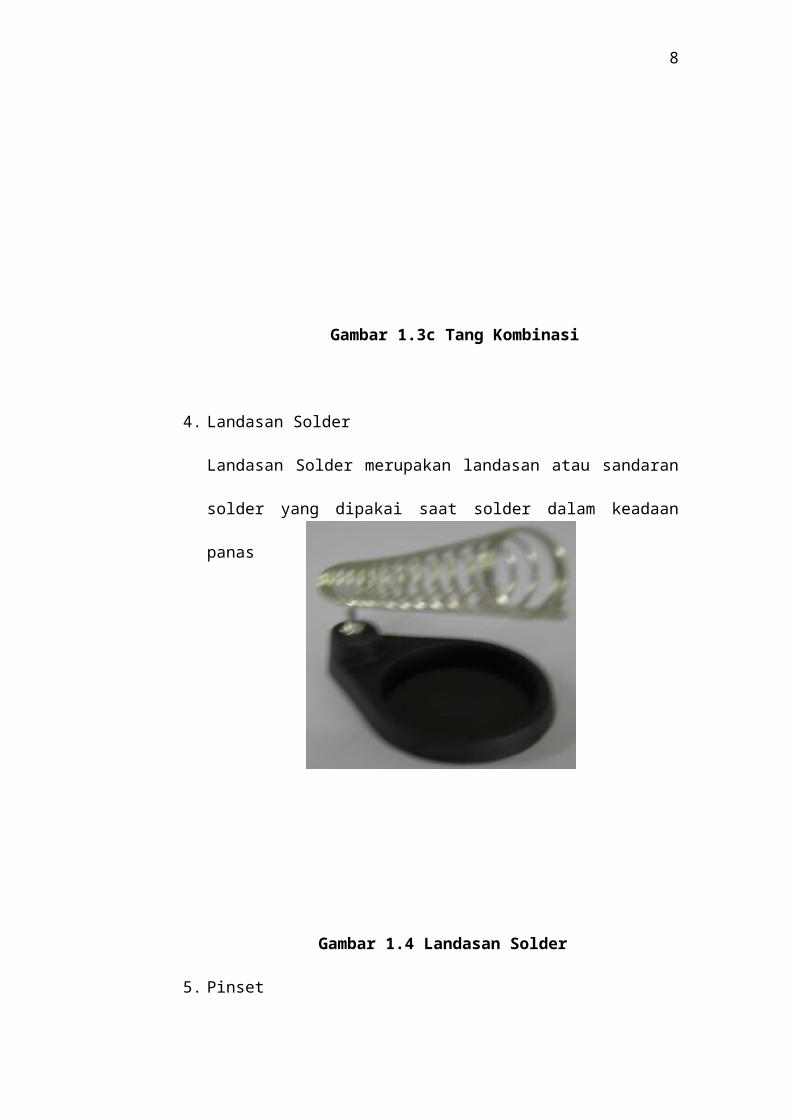
4. Landasan Solder
Landasan Solder merupakan landasan atau sandaran solder yang dipakai
saat solder dalam keadaan panas
7
Gambar 1.4 Landasan Solder
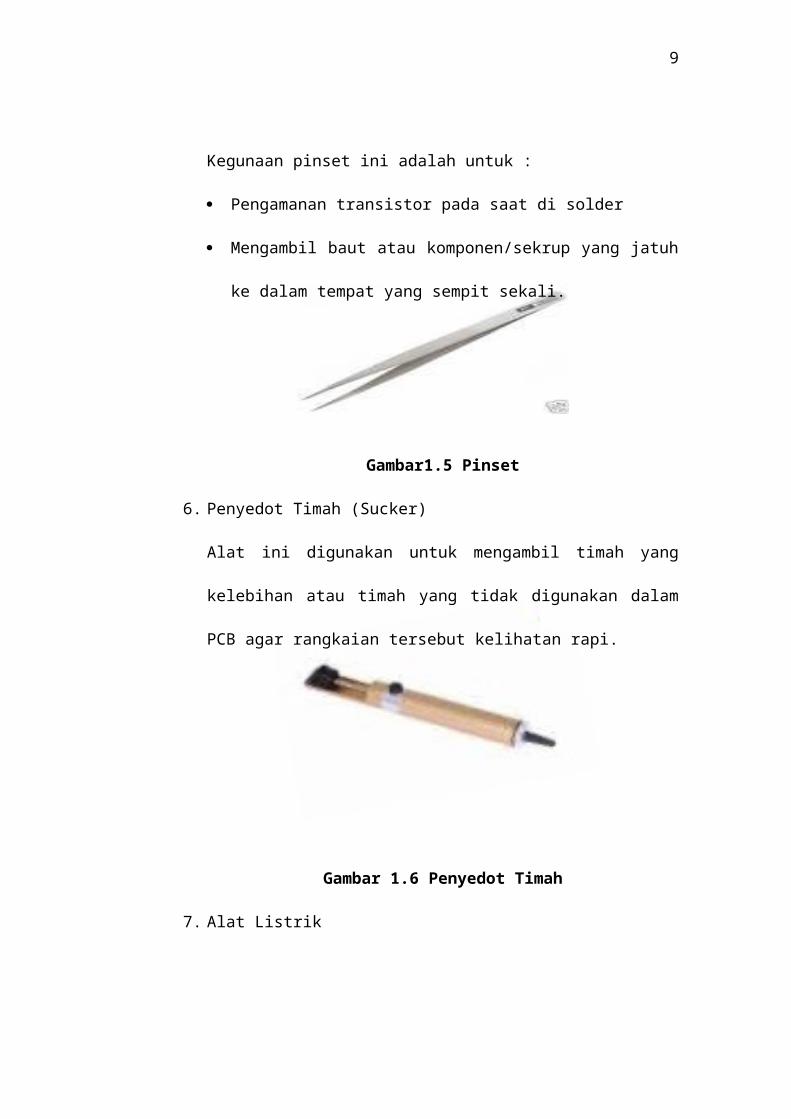
5. Pinset
Kegunaan pinset ini adalah untuk :
Pengamanan transistor pada saat di solder
Mengambil baut atau komponen/sekrup yang jatuh ke dalam tempat
yang sempit sekali.
Gambar1.5 Pinset
6. Penyedot Timah (Sucker)
Alat ini digunakan untuk mengambil timah yang kelebihan atau timah
yang tidak digunakan dalam PCB agar rangkaian tersebut kelihatan rapi.
Gambar 1.6 Penyedot Timah
7. Alat Listrik
Yaitu alat-alat elektronika yang menggunakan tenaga listrik AC atau DC.
Alat-alat tersebut antara lain :
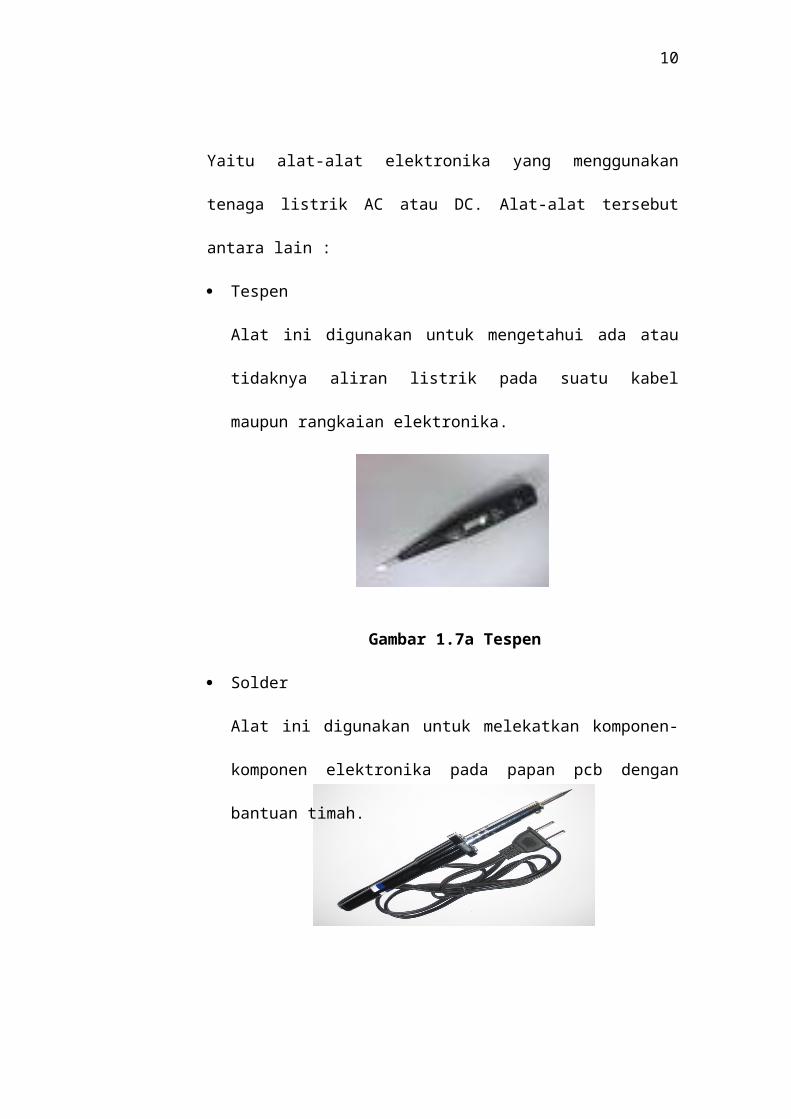
Tespen
8
Alat ini digunakan untuk mengetahui ada atau tidaknya aliran listrik
pada suatu kabel maupun rangkaian elektronika.
Gambar 1.7a Tespen
Solder
Alat ini digunakan untuk melekatkan komponen-komponen
elektronika pada papan pcb dengan bantuan timah.
Gambar1.7b Solder
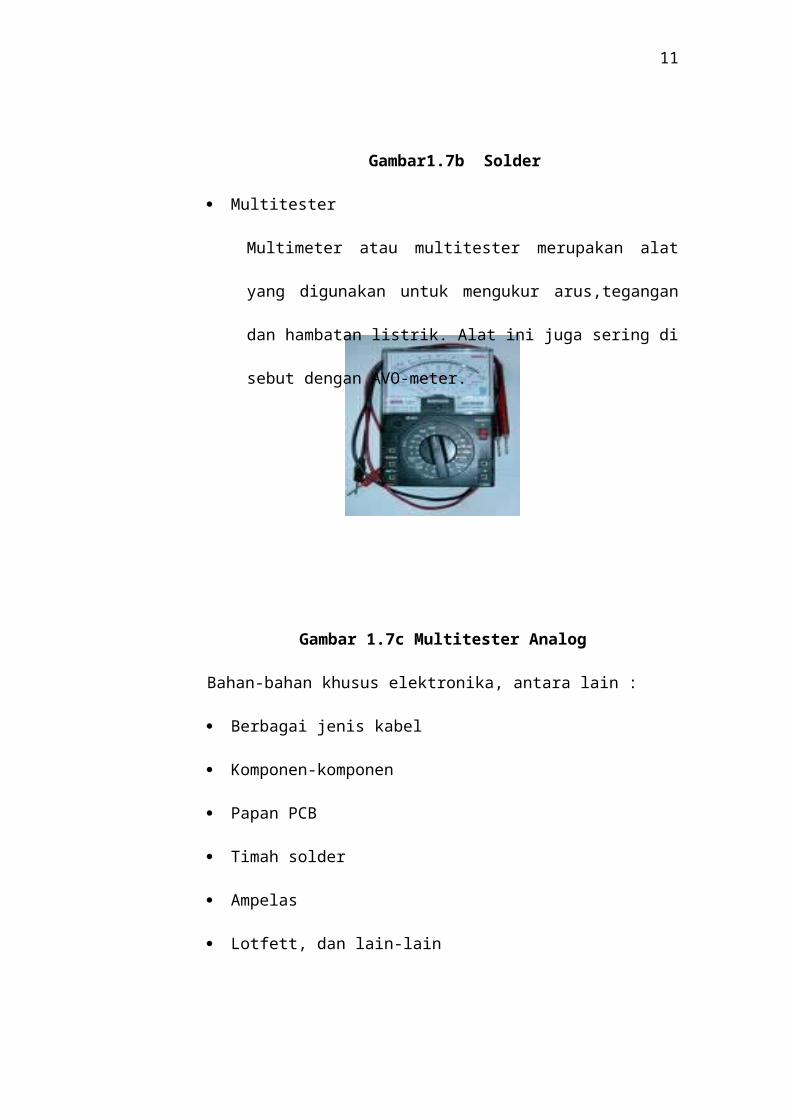
Multitester
Multimeter atau multitester merupakan alat yang digunakan untuk
mengukur arus,tegangan dan hambatan listrik. Alat ini juga sering
di sebut dengan AVO-meter.
9
Gambar 1.7c Multitester Analog
Bahan-bahan khusus elektronika, antara lain :
Berbagai jenis kabel
Komponen-komponen
Papan PCB
Timah solder
Ampelas
Lotfett, dan lain-lain
1.3. Tujuan Latihan dan Bengkel Elektronika
Adapun yang menjadi tujuan latihan bengkel elektronika adalah :
Memantapkan dan meningkatkan skill dan keterampilan siswa sebagai
bekal untuk job-job membuat rangkaian elektronik selanjutnya.
Meningkatkan rasa tanggung jawab mahasiswa terhadap peralatan
bengkel yang dipinjam pada saat di bengkel.
Menumbuhkan sikap profesional yang diperlukan untuk job-job
selanjutnya
Menumbuhkan rasa disiplin pada mahasiswa khususnya dibengkel.
Melatih ketelitian dan kesabaran mahasiswa, merupakan hal yang
terpenting untuk bekal mahasiswa nantinya.
10
1.4. Pertanyaan
1. Gambarkan struktur organisasi Bengkel Elektronika !
2. Jelaskan tujuan praktek pengawatan dan teknologi PCB-1 !
1.5. Jawaban
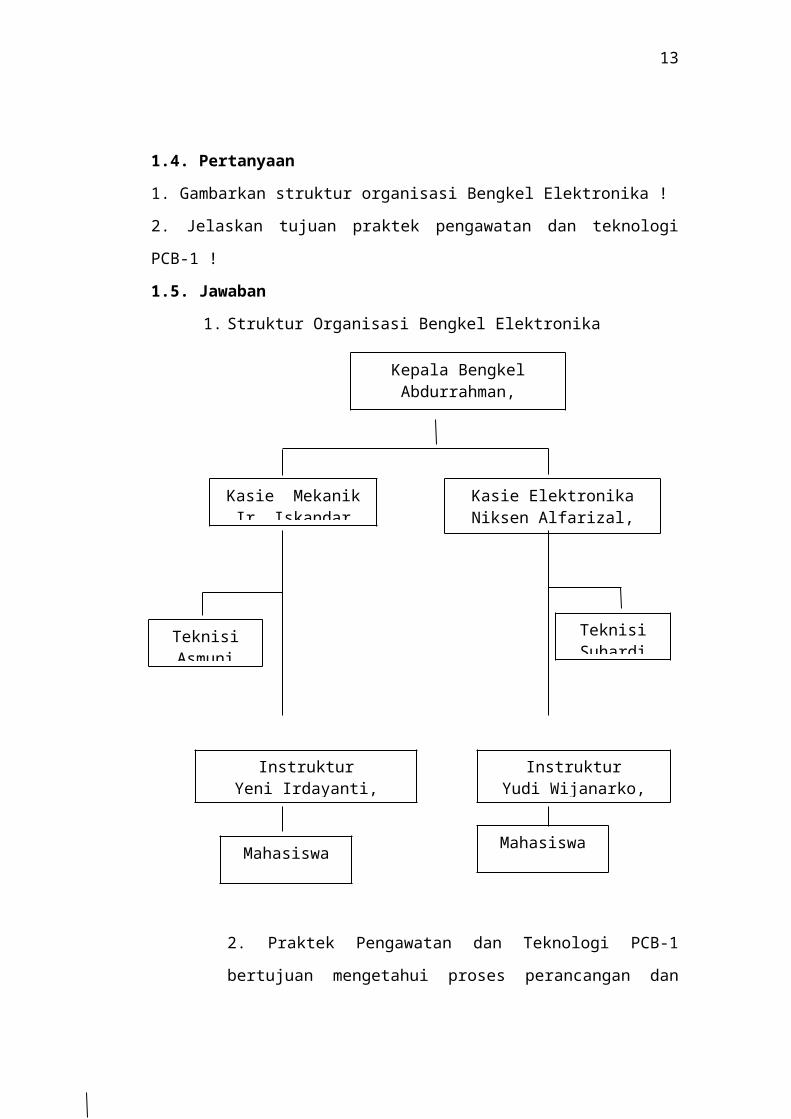
1. Struktur Organisasi Bengkel Elektronika
2. Praktek Pengawatan dan Teknologi PCB-1 bertujuan mengetahui
proses perancangan dan perakitan komponen-komponen elektronika,
dan dapat membuat rancangan (desain) rangkain elektronika dasar
yang menggunakan papan PCB (printed circuit board).
Kepala BengkelAbdurrahman, S.T.,M.Kom
Kasie MekanikIr. Iskandar Lutfi.M.T.
Kasie ElektronikaNiksen Alfarizal, S.T. M.Kom
TeknisiAsmuni
TeknisiSuhardi
InstrukturYeni Irdayanti, S.T.,M.Kom
InstrukturYudi Wijanarko, S.T, M.T
MahasiswaMahasiswa
11
1.6. Evaluasi
1. Jelaskan perbedaan tang jepit dan tang potong, obeng plus dan obeng minus !
2. Jelaskan langkah-langkah pengukuran arus, tegangan dan hambatan listrik
menggunakan multimeter !
1.7. Jawaban
1. tang jepit adalah tang yang berfungsi untuk menjepit atau membengkokkan
elemen kawat. Sedangkan tang potong adalah tang yang berfungsi untuk
memotong kawat atau kabel.
Obeng plus adalah obeng yang berfungsi untuk melepas atau mengencangkan baut
atau skrup yang berbentuk seperti kembang. Sedangkan obeng minus adalah
obeng yang berfungsi untuk membuka baut yang berbentuk min dan digunakan
juga untuk mencongkel sesuatu yang sulit dibuka karena bentuknya yang pipih.
1. - Mengukur kuat arus DC
a. Atur Selektor pada posisi DCA.
b. Pilih skala batas ukur berdasarkan perkiraan besar arus yang akan di cek, misal : arus yang di cek sekitar 100 mA maka atur posisi skala di batas ukur 250 mA atau 500 mA.
c. Perhatikan dengan benar batas maksimal kuat arus yang
mampu diukur oleh multimeter karena jika melebihi batas
maka fuse (sekring) pada multimeter akan putus dan multimeter
sementara tidak bisa dipakai dan fuse (sekring) harus diganti dulu.
d. Pemasangan probe multimeter tidak sama dengan saat pengukuran tegangan DC dan AC, karena mengukur arus berarti kita memutus salah satu hubungan catu daya ke beban yang akan dicek arusnya, lalu menjadikan multimeter sebagai penghubung.
e. Hubungkan probe multimeter merah pada output tegangan (+) catu daya dan probe (-) pada input tegangan (+) dari beban/rangkaian yang akan dicek pemakaian arusnya.
f. Baca hasil ukur pada multimeter.
- Mengukur tegangan DC
12
Atur Selektor pada posisi DCV.
Pilih skala batas ukur berdasarkan perkiraan besar tegangan yang akan di cek, jika tegangan yang di cek sekitar 12 Volt maka atur posisi skala di batas ukur 50 V.
Untuk mengukur tegangan yang tidak diketahui besarnya maka atur batas ukur pada posisi tertinggi supaya multimeter tidak rusak.
Hubungkan atau tempelkan probe multimeter ke titik tegangan yang akan dicek, probe warna merah pada posisi (+) dan probe warna hitam pada titik (-) tidak boleh terbalik.
Baca hasil ukur pada multimeter.
- Mengukur tegangan AC
o Atur Selektor pada posisi ACV.
o Pilih skala batas ukur berdasarkan perkiraan besar tegangan yang akan di cek, jika tegangan yang di cek sekitar 12 Volt maka atur posisi skala di batas ukur 50 V.
o Untuk mengukur tegangan yang tidak diketahui besarnya maka atur batas ukur pada posisi tertinggi supaya multimeter tidak rusak.
o Hubungkan atau tempelkan probe multimeter ke titik tegangan yang akan dicek. Pemasangan probe multimeter boleh terbalik.
o Baca hasil ukur pada multimeter.
- MENGUKUR HAMBATAN / RESISTANSI
Putar saklar jangkah pada posisi OHM (misalnya x1, x10 atau x1k) ,
kemudian kalibrasi dengan cara ujung kabel penyidik merah dan hitam
disentuhkan dan lakukan zero seting (jarum menunjuk pada angka nol)
dengan cara putar sekrup tombol nol dan putar pula tombol kontrol nol.
Cara mengukur Resistor bisa anda lihat pada gambar diatas. Hasil
pengukuran, misalnya apabila jarum penunjuk menunjuk pada angka 4,5
ohm, sedang saklar jangkah kita posisikan pada x10 maka hasil
13
pengukurannya adalah 4,5 x10 = 45 Ohm, jadi resistor yang kita ukur
mempunyai hambatan 45 Ohm.
BAB II
JOB I
MEMPERTIN DAN MENYOLDER
PADA KAWAT EMAIL
2.1. Tujuan
Tujuan dari latihan ini adalah agar praktikan dapat :
Menyolder dengan baik dan benar
Membedakan hasil solderan dari berbagai jenis kawat
Melapisi kawat email dengan timah
Melakukan penyolderan dengan teliti dan rapi
Dapat menjadi terampil dalam menyolder
2.2. Pendahuluan
Kegiatan menyolder adalah sangat penting sekali, seperti halnya yang
sering ditemui pada alat-alat elektronika seperti : radio, televisi, tape
recorder, dan lain sebagainya.
Menyolder adalah proses penyatuan dua buah logam tanpa
mencairkan dulu kedua logam tersebut. Dalam menyolder yang perlu
diperhatikan adalah titik cair dan timahnya, sebab timah mempunyai
14
campuran bahan yang lain yang perbandingannya bisa dilihat dari RH-nya.
Timah yang sering digunakan yaitu timah dengan RH 60/40, 50/50 dan 40/60
akan mencair pada suhu 230 C, 50/50 pada suhu 210 C, sedangkan RH 60/40
akan mencair pada suhu 188C.
2.3. Persiapan
Latihan ini dilakukan oleh setiap mahasiswa. Dalam mengerjakan
latihan ini dilampirkan alat yang dibutuhkan, sehingga pengerjaannya dapat
dilaksanakan dengan baik oleh setiap mahasiswa. Sebelum mahasiswa
mengerjakan praktek ini segala sesuatunya disiapkan dengan ketentuan
sebagai berikut :
Instruksi yang diberikan terlebih dahulu oleh instruktur
Daftar bahan dan alat yang digunakan
Susunan langkah kerja
Kontrol keselamatan praktek
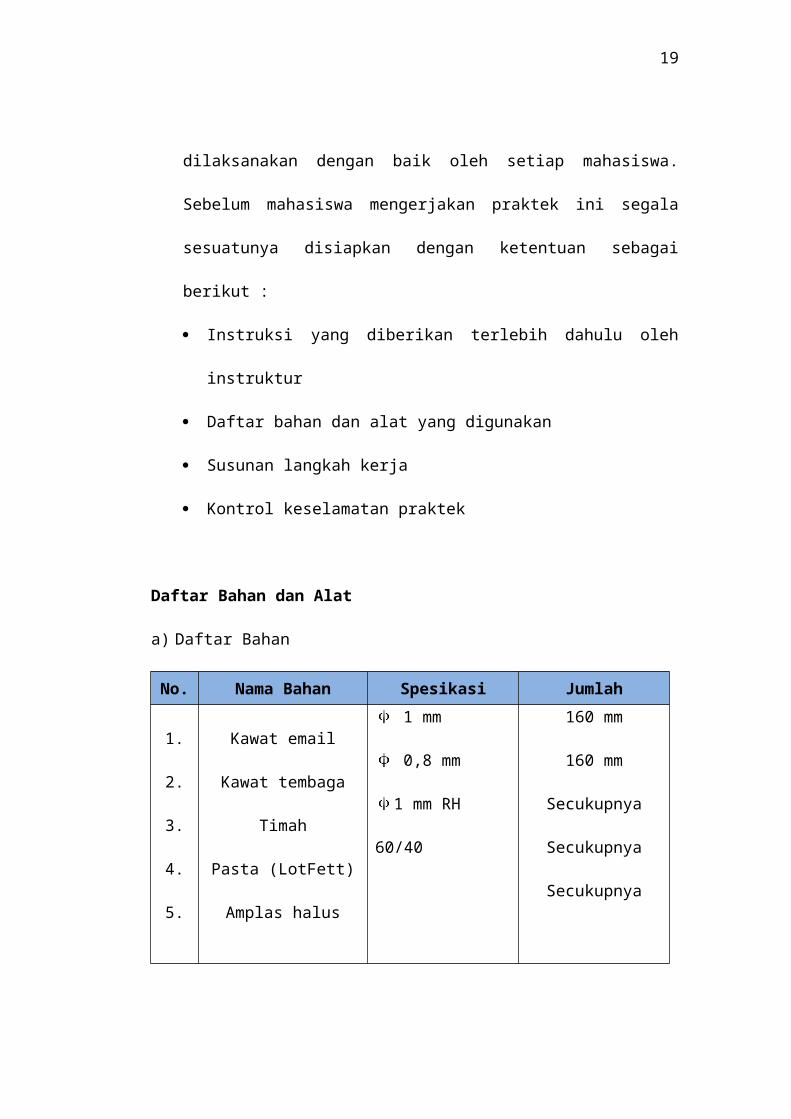
Daftar Bahan dan Alat
a) Daftar Bahan
No. Nama Bahan Spesikasi Jumlah
15
1.
2.
3.
4.
5.
Kawat email
Kawat tembaga
Timah
Pasta (LotFett)
Amplas halus
1 mm
0,8 mm
1 mm RH 60/40
160 mm
160 mm
Secukupnya
Secukupnya
Secukupnya
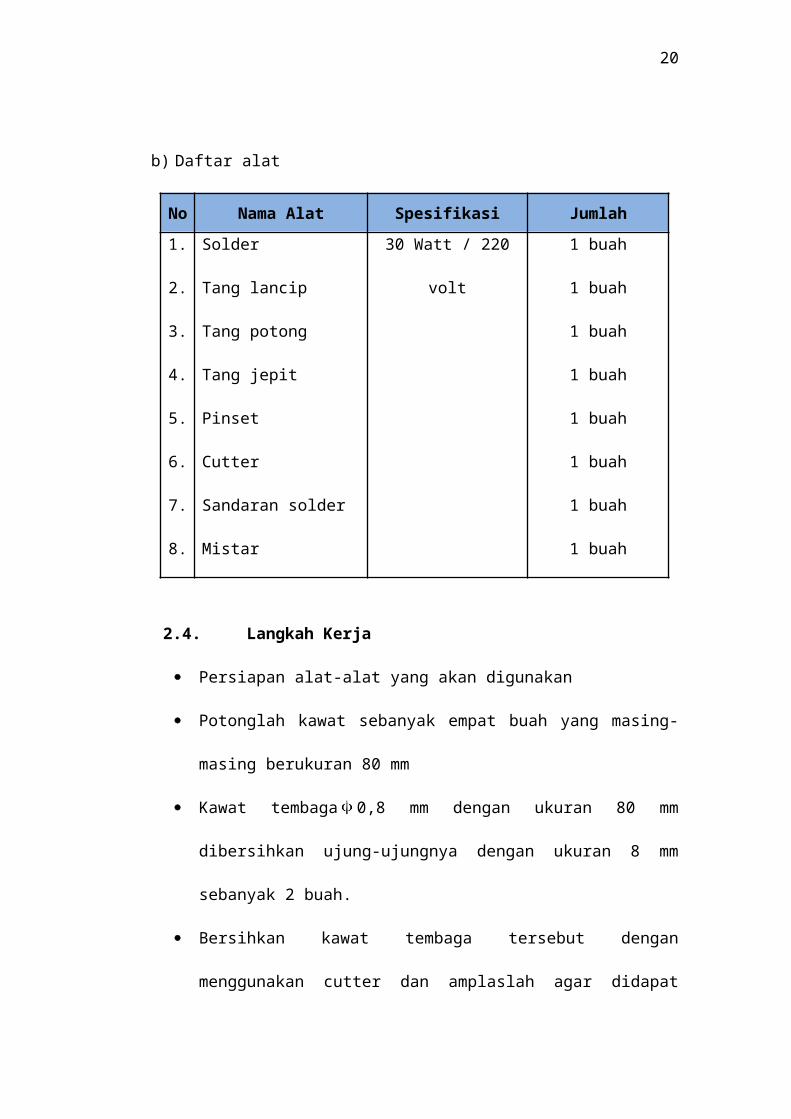
b) Daftar alat
No Nama Alat Spesifikasi Jumlah
1.
2.
3.
4.
5.
6.
7.
8.
Solder
Tang lancip
Tang potong
Tang jepit
Pinset
Cutter
Sandaran solder
Mistar
30 Watt / 220 volt 1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
2.4. Langkah Kerja
Persiapan alat-alat yang akan digunakan
Potonglah kawat sebanyak empat buah yang masing-masing berukuran 80
mm
Kawat tembaga 0,8 mm dengan ukuran 80 mm dibersihkan ujung-
ujungnya dengan ukuran 8 mm sebanyak 2 buah.
16
Bersihkan kawat tembaga tersebut dengan menggunakan cutter dan
amplaslah agar didapat hasil yang lebih bersih sehingga dapat
memudahkan proses pensolderan.
Setelah ke 4 tembaga dibersihkan ujung-ujungnya, kawat tembaga dengan
0,8 (1 buah) yang ujung-ujungnya sudah dibersihkan dioles pasta
kemudian dilapisi dengan timah, dimana menggunakan dua jenis timah.
Sedangkan dua tembaga lainnya tidak dioles pasta.
Hasil solderan tersebut harus rapi dan matang, apabila telah selesai
periksalah kembali hasil penyolderan tersebut, kemudian laporkanlah pada
instruktur.
Bersihkan semua peralatan yang digunakan, kemudian kembalikan alat
tersebut kepada stroreman untuk disimpan kembali di tempatnya.
2.5. Kontrol
Periksalah semua peralatan yang digunakan sebelum praktek dimulai agar
bila terdapat peralatan yang rusak dapat dilaporkan kepada instruktur
sehingga dapat diganti dengan peralatan yang tidak rusak.
Pada saat menyolder gunakanlah pasta agar didapatkan hasil solderan yang
matang, merata dan rapi. Sebab Lotfet mempercepat penjalan panas dari
solder tersebut.
Pakailah alat bantu untuk memegang kawat tersebut apabila pada saat
penyolderan dirasakan kurang aman, karena biasanya kawat menjadi panas
saat dilakukan penyolderan.
17
Gunakanlah peralatan sesuai dengan fungsinya masing-masing agar tidak
terjadi kerusakan pada peralatan yang kita gunakan.
Mahasiswa dapat menggunakan caranya masing-masing pada saat
penyolderan tersebut tepat pada waktunya.
Hasil solderan harus matang dan rapi.
Rapikan kawat yang telah selesai di solder.
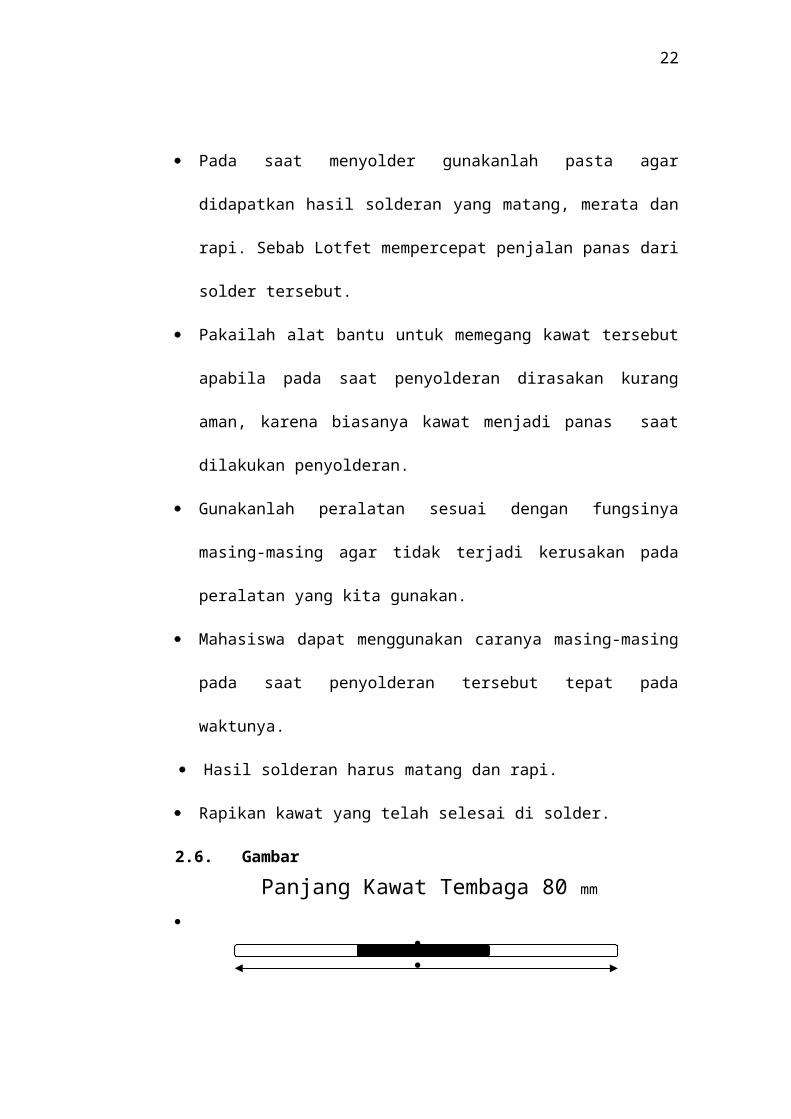
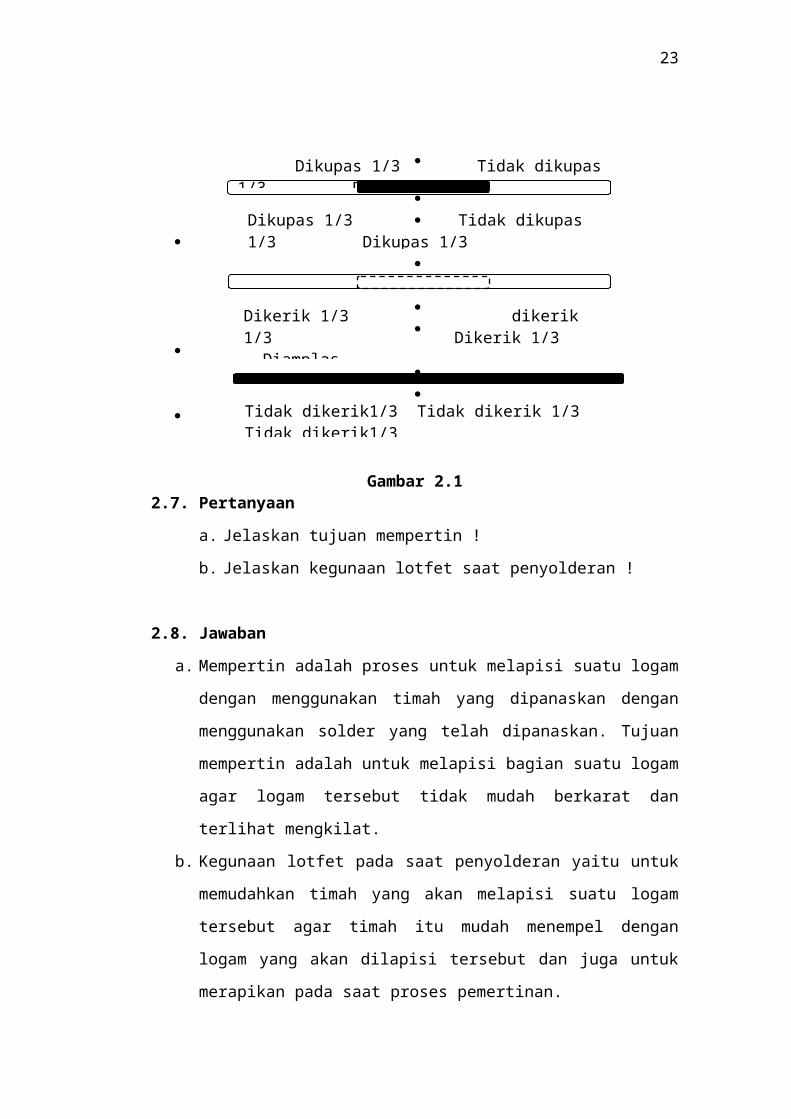
2.6. Gambar
Gambar 2.12.7. Pertanyaan
a. Jelaskan tujuan mempertin !
b. Jelaskan kegunaan lotfet saat penyolderan !
2.8. Jawaban
a. Mempertin adalah proses untuk melapisi suatu logam dengan
menggunakan timah yang dipanaskan dengan menggunakan solder yang
Dikupas 1/3 Tidak dikupas 1/3 Dikupas 1/3
Dikupas 1/3 Tidak dikupas 1/3 Dikupas 1/3Dan Diamplas dan diamplas
Dikerik 1/3 dikerik 1/3 Dikerik 1/3 Diamplas Diamplas Diamplas Dilotfet Dilotfet Dilotfet
Tidak dikerik1/3 Tidak dikerik 1/3 Tidak dikerik1/3tidak diamplas tidak diamplas tidak diamplas
Panjang Kawat Tembaga 80 mm
18
telah dipanaskan. Tujuan mempertin adalah untuk melapisi bagian suatu
logam agar logam tersebut tidak mudah berkarat dan terlihat mengkilat.
b. Kegunaan lotfet pada saat penyolderan yaitu untuk memudahkan timah
yang akan melapisi suatu logam tersebut agar timah itu mudah menempel
dengan logam yang akan dilapisi tersebut dan juga untuk merapikan pada
saat proses pemertinan.
2.9. Evaluasi
a. Jelaskan perbedaan hasil solderan kawat yang dikupas,dikerik dan tidak
dikupas!
b. Jelaskan perbedaan hasil solderan kawat yang diberi lotfet dan yang tidak
diberi lotfet !
c. Jelaskan perbedaan hasil solderan kawat yang menggunakan timah RH
60/40 dan RH 40/60 !
2.10. Jawaban
a. – hasil solderan kawat yang dikupas yaitu timahnya lengket sedikit dan
hasilnya juga kurang bagus
- Hasil solderan kawat yang dikerik yaitu timahnya lengket dan hasilnya
sedikit lebih baik daripada dikupas
- Hasil solderan kawat yang tidak dikupas yaitu timahnya tidak lengket
atau menempel pada kawatnya
b. - Hasil solderan kawat yang diberi lotfet yaitu hasilnya lebih bagus,
timahnya lebih cepat menempel dan juga hasilnya lebih rapi dibandingkan
dengan yang tidak diberi lotfet
- Hasil solderan kawat yang tidak diberi lotfet yaitu hasilnya kurang
bagus, timahnya sedikit lebih lama menempel dan juga hasilnya
kurang rapi
c. Hasil solderan menggunakan timah RH 60/40 yaitu mudah mencair pada
suhu 188 sehingga hasil solderannya lebih baik dan juga jika ingin
19
menyolder komponen elektronika gunakanlah timah RH 60/40 karena
untuk menghindari resiko hasil solderannya menjadi hitam/hangus.
Sedangkan hasil solderan menggunakan timah RH 40/60 yaitu mudah
mencair pada suhu 210 . Karena suhunya lebih besar dibandingkan timah
RH 60/40 maka timah jenis RH 40/60 ini mudah sekali menyebabkan hasil
solderannya hangus/hitam. Sehingga jenis ini jarang dipakai dalam
menyolder komponen elektronika.
2.11. Analisa
Analisa job praktek yang pertama adalah job menyolder dan mempertin
kawat email. Sebelum melakukan praktek menyolder dan mempertin kawat
email.terlebih dahulu kita harus mengetahui bagaimana cara menyolder dan
mempertin pada kawat email. Menyolder adalah merupakan proses menyatukan
dua buah logam tanpa mencairkan kedua logam yang disatukan tersebut. Adapun
yang menyatukan kedua logam tersebut adalah timah yang dicampur dengan
bahan lainnya. Mempertin adalah sebuah proses pelapisan suatu logam dengan
timah yang dipanasakan dengan alat solder.
Untuk mendukung penyolderan digunakan alat untuk menyoldir yaitu soldir.
Pertama kita memerlukan kawat email atau kawat tembaga yang panjangnya 320
mm kemudian dipotong menjadi empat bagian yang masing – masing panjangnya
80 mm dan memakai timah jenis 40/60 dan juga ampelas untuk membersihkan
emailnya. Keempat potongan kawat tersebut diperlakukan berbeda.
Yang pertama 1/3 bagian dikupas tidak dilapisi timah 1/3 tidak dikupas,1/3
dikupas dan dilapisi timah. Yang kedua 1/3 dikupas tidak dilapisi timah, 1/3 tidak
20
dikupas, 1/3 dikupas tidak dilapisi timah. Yang ketiga 1/3 dikerik dan dipertin, 1/3
tidak dikerik dan dipertin, 1/3 dikerik dan dipertin. Untuk kawat yang keempat
semua bagian dikerik dan dilapisi timah. Setelah semua dilakukan akan terlihat
perbedaan diantara keempat kawat tersebut. Hasilnya adalah sebagai berikut :
Pada kawat email pertama ,bagian yang hanya dikupas hasilnya tidak baik
sehingga hasil dari pelapisan timah tidak baik, selain itu juga kawat yang
dilapisi timah juga kurang mengkilat malahan terlihat kusam.
Pada kawat email kedua, tidak ada bagian kawat email yang dilapisi
dengan timah hanya terdapat 2/3 bagian kawat yang dikupas dan diamplas.
Pada kawat email ketiga, bagian yang dikupas, dan diampelas dilapisi
timah, hasilnya paling baik, hal ini karena sangat bersihnya bagian kawat
tersebut dari email sehingga timah dapat dengan mudah melekat pada
kawat
Pada kawat email keempat, seluruh bagian yang diberi timah mempunyai
hasil yang bagus.
2.12. Kesimpulan
Pada latihan ini dapat ditarik kesimpulan bahwa :
1. Dalam setiap melakukan pekerjaan diharapkan agar selalu teliti dan sabar.
2. Kawat terlebih dahulu dikerik dengan bersih agar pada saat penyolderan
mudah dalam mempertin pada kawat dan permukaan kawat terlihat rapi.
21
3. Pada saat menyolder diusahakan tidak terlalu banyak memakai lotfet dan
tidak terlalu panas karena hasilnya akan menjadi hitam pada permukaan
kawat.
4. Dalam melakukan penyolderan kita harus memperhatikan batas panas atau
titik cair timah yang kita gunakan, dan juga kita harus berhati – hati
dengan asap timah karena asap tersebut mengandung racun.
BAB III
JOB II
LATIHAN MEMBUAT KUBUS
3.1 Tujuan
Agar pada akhir pelajaran latihan membuat kubus ini mahasiswa akan
dapat :
Membuat lilitan dari kawat tembaga.
Merakit suatu kubus sama bidang dengan rapi, teliti dan baik.
Melakukan penyolderan baik dan benar sehingga akan didapatkan hasil
penyolderan yang merata dan matang.
Mentransferkan dari gambar teknik ke bentuk yang sebenarnya.
22
3.2 Pendahuluan
Dalam latihan mahasiswa akan membuat suatu kubus sama bidang dari kawat
tembaga. Latihan ini pada dasarnya hanya sebagai pengembangan dari latihan
yang sebelumnya (latihan menyolder kawat tembaga). Hanya sedikit diberi
penambahan faktor kesulitan dan kreasi, hal ini dilakukan agar mahasiswa dapat
melakukan penyolderan pada tingkat yang lebih sulit. Tujuan dari penambahan
faktor kesulitan dan kreasi agar mahasiswa dapat menentukan titik tolak dari
pengerjaan latihan ini. Serta diharapkan agar kemampuan mahasiswa lebih
matang dalam melakukan penyolderan.
3.3 Persiapan
Pengerjaan latihan ini dilakukan oleh setiap mahasiswa, hal ini bertujuan
agar setiap mahasiswa dapat melakukan penyolderan dengan baik. Agar
dalam proses pengerjaan latihan berjalan dengan baik, maka sebelum
melakukan praktik, segala sesuatu harus dipersiapkan sesuai dengan
ketentuan sebagai berikut :
Dengan memperhatikan instruksi yang diberikan oleh instruktur.
Memperhatikan gambar yang akan dibuat.
Langkah pengerjaan.
Kontrol praktik.
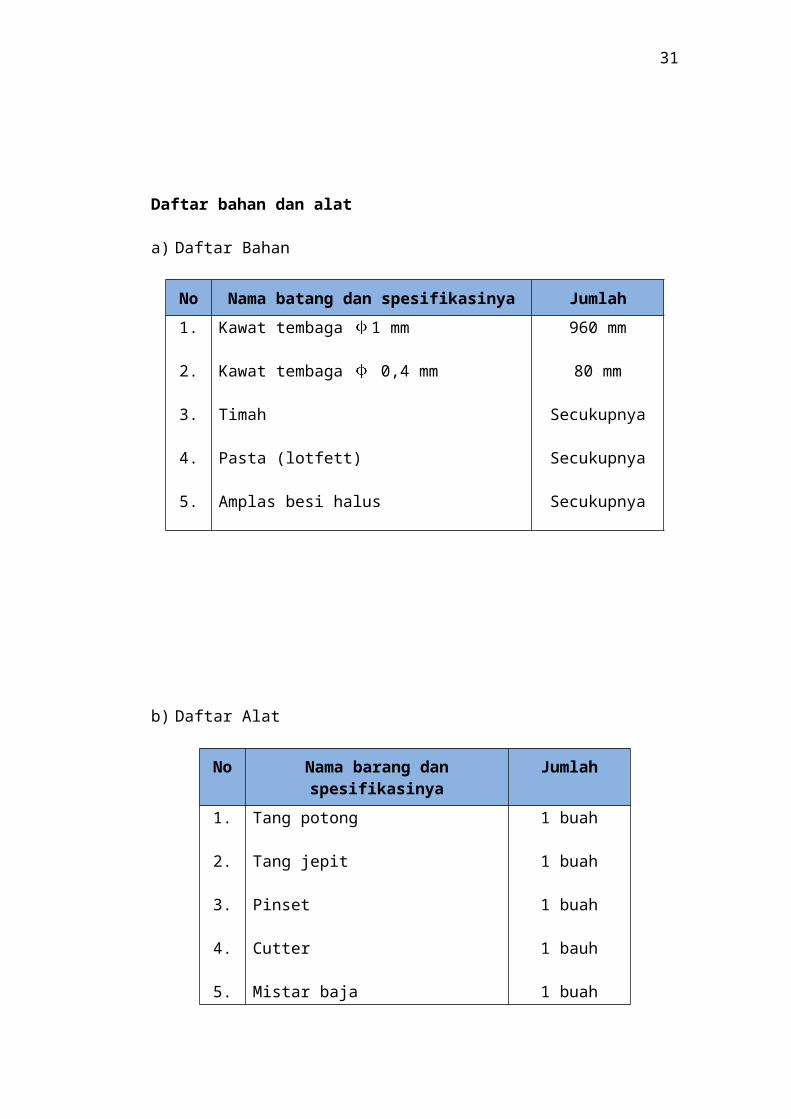
Daftar bahan dan alat
a) Daftar Bahan
No Nama batang dan spesifikasinya Jumlah
23
1.
2.
3.
4.
5.
Kawat tembaga 1 mm
Kawat tembaga 0,4 mm
Timah
Pasta (lotfett)
Amplas besi halus
960 mm
80 mm
Secukupnya
Secukupnya
Secukupnya
b) Daftar Alat
No Nama barang dan spesifikasinya Jumlah
1.
2.
3.
4.
5.
6.
7.
Tang potong
Tang jepit
Pinset
Cutter
Mistar baja
Solder
Sandaran solder
1 buah
1 buah
1 buah
1 bauh
1 buah
1 buah
1 buah
3.4 Langkah Kerja
Persiapan alat yang akan digunakan, letakkan pada posisi yang benar.
24
Membuat gulungan (coil) dengan kawat 2,5 mm sebagai dasar dan kawat
0,4 mm dililitkan padanya, gulunglah dengan rapat dan rata.
Hasil gulungan (coil) pada point 2 ditarik/direntangkan dengan lebar 1
mm.
Potonglah kawat hasil gulungan (coil) dengan panjang 4 mm sebanyak 8
buah hasilnya disimpan dengan baik.
Potonglah kawat 1 mm sebanyak 12 buah, pertin kedua ujungnya dengan
panjang masing-masing 8 mm.
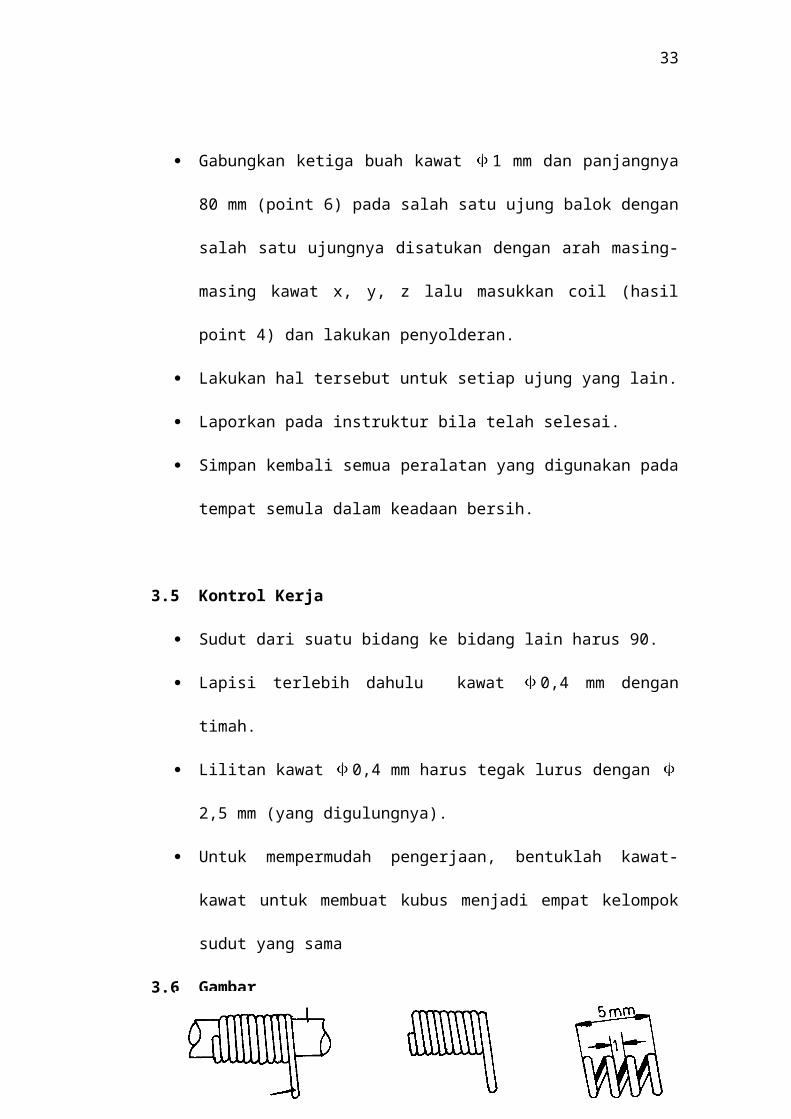
Tekuk kawat email pada point 5 untuk kedua ujungnya sepanjang 8 mm
(hasil pertin) dengan sudut 45 pada arah yang sama.
Gabungkan ketiga buah kawat 1 mm dan panjangnya 80 mm (point 6)
pada salah satu ujung balok dengan salah satu ujungnya disatukan dengan
arah masing-masing kawat x, y, z lalu masukkan coil (hasil point 4) dan
lakukan penyolderan.
Lakukan hal tersebut untuk setiap ujung yang lain.
Laporkan pada instruktur bila telah selesai.
Simpan kembali semua peralatan yang digunakan pada tempat semula
dalam keadaan bersih.
3.5 Kontrol Kerja
Sudut dari suatu bidang ke bidang lain harus 90.
Lapisi terlebih dahulu kawat 0,4 mm dengan timah.
25
Lilitan kawat 0,4 mm harus tegak lurus dengan 2,5 mm (yang
digulungnya).
Untuk mempermudah pengerjaan, bentuklah kawat-kawat untuk membuat
kubus menjadi empat kelompok sudut yang sama
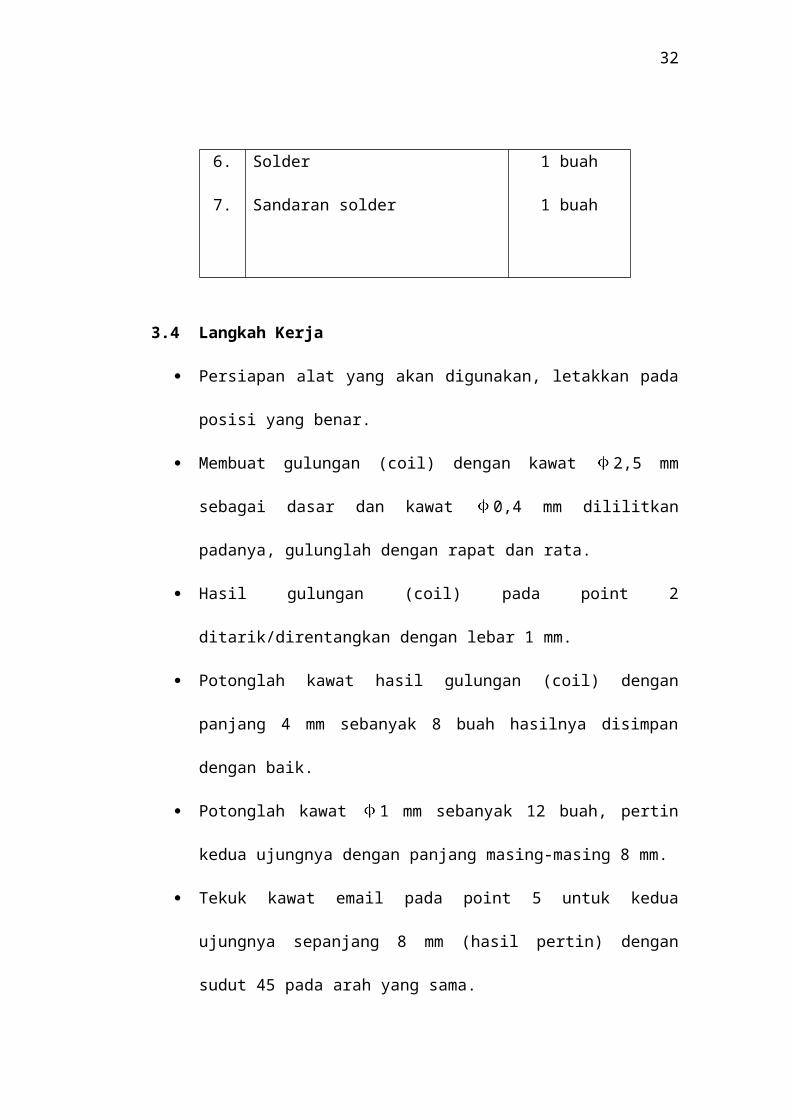
3.6 Gambar
Gambar 3.6a. Kawat pada sudut kubus
Gambar 3.6b Kawat yang dibengkokkak
Gambar 3.1c
26
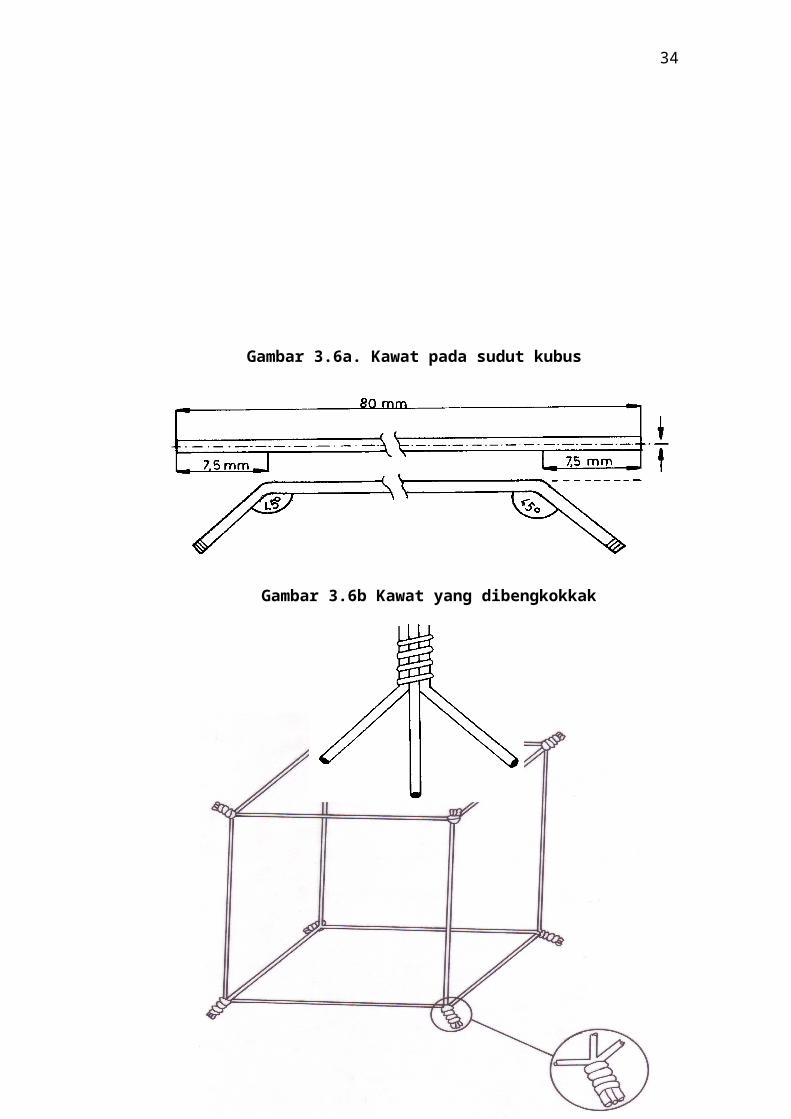
Gambar 3.6c. Kubus yang terbuat dari kawat
3.7 Analisa
Dalam latihan membuat kubus ini sama saja dengan latihan sebelumnya sebab
pada latihan sebelumnya hanya menyolder dan mempertin timah terhadap kawat
email akan dapat dibuat kubus sama bidang dengan variasi tertentu. Pertama –
tama diperlukan juga kawat email 12 potongan, masing – masing panjang
ukurannya 8 cm. Dan juga kawat email 0,4 mm yang panjangnya 5 cm. Pertama
kita ambil kawat email dengan ukuran 8 cmdan kupas ujung – ujungnya dengan
ukuran 7,5 cm.
Sesudah dikupas kemudian dikerik dengan menggunakan cutter dan
diampelas kemudian juga dilapisi dengan timah barulah kemudian ujung kawat
email ditekuk dengan tang, dengan sudut 450 begitu juga halnya pada kawat email
yang lainnya. Kemudian kita satukan kawat pada ujung – ujungnya dan
27
membentuk suatu kubus dimana setiap sudut kubus dibentuk oleh tiga kawat dan
lilit kawat tersebut dengan kawat email ukuran 0,4 mm yang telah diapisi timah.
Satukanlah kawat tersebut dengan cara melilitkannya lakukanlah penyolderan
dengan rapih agar sudut – sudut kubus tersebut kuat dan tidak goyang atau
renggang.
Pada latihan ini pada dasarnya hanya merupakan pengembangan dari latihan
pertama dan ada sedikit penambahan faktor kesulitan dan kreasi yaitu kita harus
dapat menentukan titik tolak dari pengerjaan latihan praktek membuat kubus.
3.8 PERTANYAAN
1. Jelaskan tujuan menyolder!
2. Sebutkan langkah-langkah untuk menghasilkan solderan yang baik!
3.9 JAWABAN
1. Tujuan penyolderan :
-Penyambungan elektrikal
Menghubungkan logam untuk mendapatkan aliran listrik
-Penyambungan mekanikal
Menghubungkan 2 logam,untuk memantapkan posisi kedua bagian
-Efektifitas perlindungan
Mencegah bagian tersebut dari kebocoran atau masuknya air,udara,minyak pada
hasil penyolderan.
Mencegah karat dengan melapisi permukaan logam dengan penyolderan
2. Langkah langkah menyolder yang baik yaitu
1. Memanaskan solder
2. Tempelkan ujung solder iron antara kaki komponen dan tembaga pada pcb
(pattern).
28
Gambar 3.9.2
3. Tempelkan ujung kawat timah kekaki komponen sampai mencair
secukupnya.
Gambar 3.9.3
4. Tarik/lepaskan kawat timah
Gambar 3.9.4
5. Setelah timah menyebar , tarik solder iron.
Gambar 3.9.5
29
6. Dinginkan hasil solder, selesai.
Hasil penyolderan yang baik seperti tampak berikut ini
Gambar 3.9.6
Hasil penyolderan seperti gunung,seimbang disetiap sisinya.
3.10 EVALUASI
1. Jelaskan perbedaan menyolder dan mempertin!
2. Jelaskan kegunaan koker (inti) dalam lilitan kawat!
3. Jelaskan kegunaan pembundelan dalam rangkaian-rangkaian!
3.11 JAWABAN
1. Menyolder adalah proses yang dilakukan untuk menyatukan dua buah
logam tanpa mencairkan kedua logam yang disatukan tersebut.sedangkan
mempertin adalah proses untuk melapisi suatu logam dengan
menggunakan timah yang dipanaskan dengan menggunakan solder yang
telah dipanaskan.
2. Koker digunakan untuk tempat menggulung lilitan kawat kumparan
skunder atau primer.
3. Kegunaan pembundelan dalam rangkaian-rangkaian elektronika yaitu
untuk menghindari kerumitan kabel penghubung,memudahkan dalam
30
troubleshooting, mengurangi crosstalk dan memudahkan dalam perakitan
(assembling)
3.12 Analisa
Dalam latihan membuat kubus ini sama saja dengan latihan sebelumnya sebab
pada latihan sebelumnya hanya menyolder dan mempertin timah terhadap kawat
email akan dapat dibuat kubus sama bidang dengan variasi tertentu. Pertama –
tama diperlukan juga kawat email 12 potongan, masing – masing panjang
ukurannya 8 cm. Dan juga kawat email 0,4 mm yang panjangnya 5 cm. Pertama
kita ambil kawat email dengan ukuran 8 cmdan kupas ujung – ujungnya dengan
ukuran 7,5 cm.
Sesudah dikupas kemudian dikerik dengan menggunakan cutter dan
diampelas kemudian juga dilapisi dengan timah barulah kemudian ujung kawat
email ditekuk dengan tang, dengan sudut 450 begitu juga halnya pada kawat email
yang lainnya. Kemudian kita satukan kawat pada ujung – ujungnya dan
membentuk suatu kubus dimana setiap sudut kubus dibentuk oleh tiga kawat dan
lilit kawat tersebut dengan kawat email ukuran 0,4 mm yang telah diapisi timah.
Satukanlah kawat tersebut dengan cara melilitkannya lakukanlah penyolderan
dengan rapih agar sudut – sudut kubus tersebut kuat dan tidak goyang atau
renggang.
Pada latihan ini pada dasarnya hanya merupakan pengembangan dari latihan
pertama dan ada sedikit penambahan faktor kesulitan dan kreasi yaitu kita harus
dapat menentukan titik tolak dari pengerjaan latihan praktek membuat kubus.
3.13 Kesimpulan
Pada latihan membuat kubus ini dapat ditarik kesimpulan bahwa :
Dalam melakukan tugas ini di butuhkan ketelitian serta kesabaran, karena tiap
sudut yang rentan lepas karena permukaan timah yang mudah meleleh apabila
terkena solder.
31
Saat memesang kawat penyambung, kawat tersebut harus tergulung secara
rapi, dan kuat agar tidak terjadi pergeseran pada tiap-tiap sudut.
Penyolderan harus rapi dan sebaik mungkin agar kawat tidak renggang dan
tidak goyang, bila semua solderan dilakukan dengan baik dan rapi maka akan
menghasilkan kubus yang bagus.
3.14 Gambar
(Terlampir)
BAB IV
JOB III
LATIHAN MEYOLDER PCB MATRIKS
4.1 Tujuan
Membaca gambar teknik dengan benar
Mentransfer dari bentuk gambar ke dalam bentuk yang sebenarnya
Melakukan pengawatan dengan baik dan benar
Menyolder dengan baik dan benar
Mempergunakan alat bantu sesuai dengan fungsinya
32
4.2 Pendahuluan
Pada bidang elektronika terutama bidang komunikasi, fungsi pengawatan
sering terjadi masalah. Untuk itu, latihan mengenai penyolderan pada PCB Matrix
secara sederhana perlu diberikan kepada siswa sebagai taraf latihan permulaan.
4.3 Persiapan
Pengerjaan latihan ini dilakukan oleh setiap siswa. Alat pembantu dalam
pengerjaan dilampirkan dalam daftar bahan, gambar dan langkah kerja agar dalam
proses pengerjaan berjalan dengan baik. Sebelum siswa melaksanakan praktek,
segala sesuatunya disiapkan sesuai dengan ketentuan sebagai beikut :
Instuksi yang diberikan oleh Instruktur
Pelajari daftar bahan dan alatnya
Pelajari susunan langkah kerja
Pelajari kontrol selama praktek dan keselamatan kerjanya
Pelajari gambar perakitan dan daftar hubungan-hubungan
4.4 Daftar Bahan dan Alat
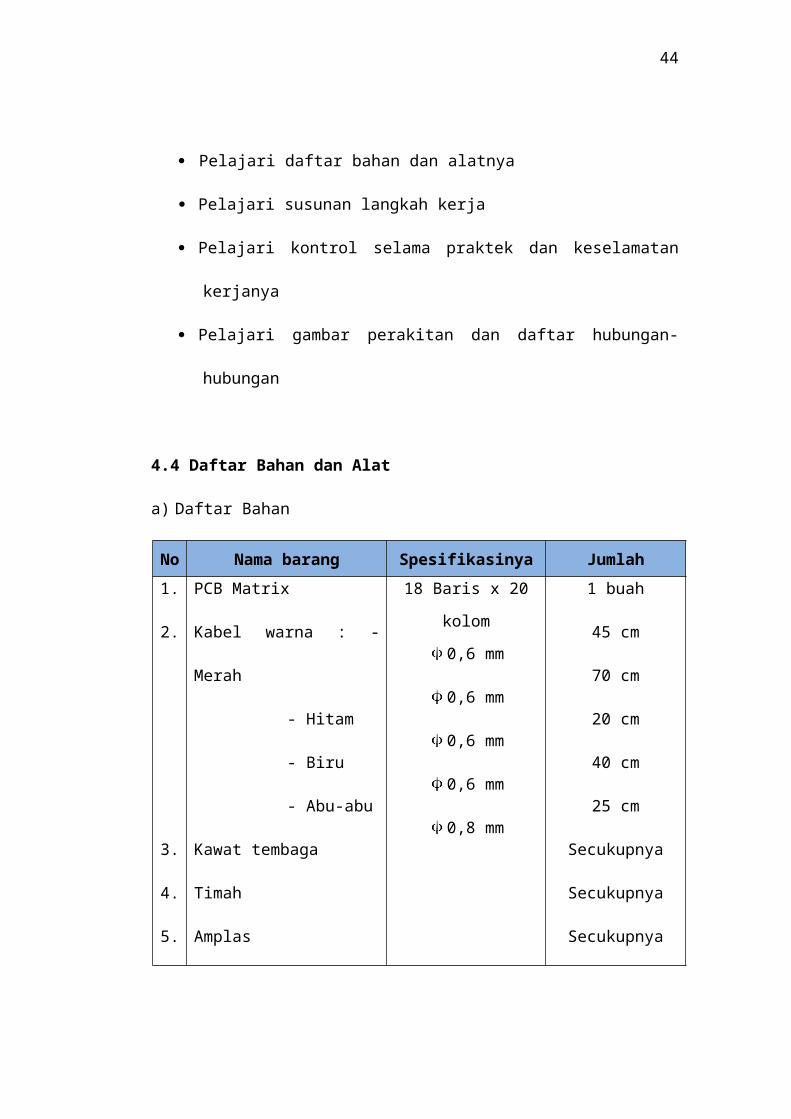
a) Daftar Bahan
No Nama barang Spesifikasinya Jumlah
33
1.
2.
3.
4.
5.
PCB Matrix
Kabel warna : - Merah
- Hitam
- Biru
- Abu-abu
Kawat tembaga
Timah
Amplas
Lotfet/pasta
18 Baris x 20 kolom
0,6 mm
0,6 mm
0,6 mm
0,6 mm
0,8 mm
1 buah
45 cm
70 cm
20 cm
40 cm
25 cm
Secukupnya
Secukupnya
Secukupnya
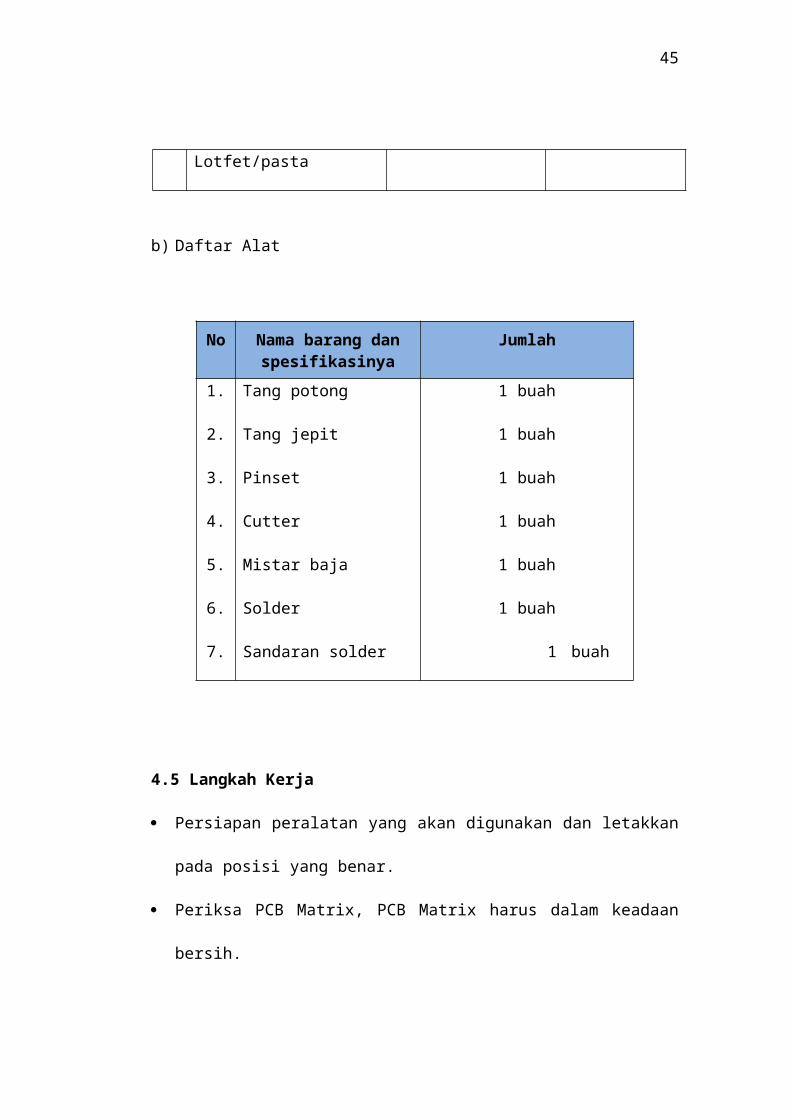
b) Daftar Alat
No Nama barang dan spesifikasinya
Jumlah
1.
2.
3.
4.
5.
6.
7.
Tang potong
Tang jepit
Pinset
Cutter
Mistar baja
Solder
Sandaran solder
1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
4.5 Langkah Kerja
34
Persiapan peralatan yang akan digunakan dan letakkan pada posisi yang benar.
Periksa PCB Matrix, PCB Matrix harus dalam keadaan bersih.
Potong-potonglah kabel yang di ON kan (sebelum pemotongan dan
pembentukkan kabel selesai).
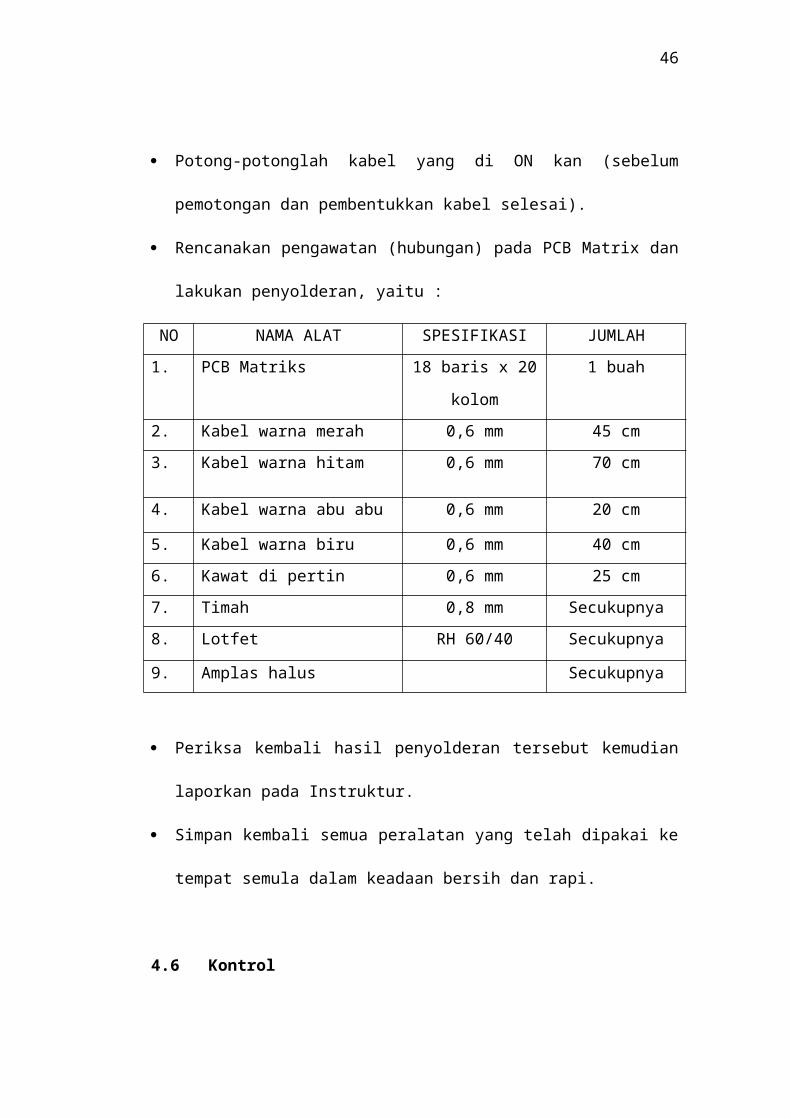
Rencanakan pengawatan (hubungan) pada PCB Matrix dan lakukan
penyolderan, yaitu :
NO NAMA ALAT SPESIFIKASI JUMLAH
1. PCB Matriks 18 baris x 20 kolom 1 buah
2. Kabel warna merah 0,6 mm 45 cm
3. Kabel warna hitam 0,6 mm 70 cm
4. Kabel warna abu abu 0,6 mm 20 cm
5. Kabel warna biru 0,6 mm 40 cm
6. Kawat di pertin 0,6 mm 25 cm
7. Timah 0,8 mm Secukupnya
8. Lotfet RH 60/40 Secukupnya
9. Amplas halus Secukupnya
Periksa kembali hasil penyolderan tersebut kemudian laporkan pada
Instruktur.
Simpan kembali semua peralatan yang telah dipakai ke tempat semula dalam
keadaan bersih dan rapi.
4.6 Kontrol
Periksa semua peralatan sebelum praktek dimulai.
Jarak isolasi kabel ke solderan sama dengan diameter kabel.
35
Gunakan Fasilitas peralatan sebagaimana mestinya.
Isolasi kabel jangan sampai meleleh.
Mahasiswa dapat menggunakan cara yang terbaik sesuai dengan kemampuan
yang ada.
4.7 Gambar
Gambar 4.64.8. PERTANYAAN
1. Sebutkan perbedaan kabel dan kawat !
2. Hitunglah panjang kabel dan kawat sebelum dan setelah proses
penyolderan !
4.9. JAWABAN
1. Kabel adalah kawat penghantar listrik berisolasi tunggal. Dapat
juga dua atau lebih kawat berisolasi bersama-sama merupakan
kesatuan. Kabel kawat (penghantar arus listrik) berbungkus karet,
plastic yang juga digunakan sebagai bahan penyekat. Sedangkan
kawat adalah tali yang biasanya terbuat dari tembaga dan kawat ini
merupakan bagian dari kabel.
2. Tambahkan masing-masing kabel yang telah dihitung setelah
proses penyolderan ditambah kira-kira 5 mm.
Ket: O= BiruZ= Abu AbuQ=MerahX= PertinN= Hitam
Ganti gambarmintak di diah
36
4.10. EVALUASI
1. Jelaskan perbedaan penyolderan pada kabel dan kawat !
4.11. JAWABAN
1. Pada saat penyolderan pada kabel kita tidak bisa menggunakan panas
solder sembarangan maupun semau kita. Karena akan berakibat sangat
buruk pada hasil penyolderan. Misalnya saja, jika solder yang
digunakan telah dicolokan sudah agak lama sehingga mata solder
memiliki panas yang sangat tinggi. Maka ketika akan disolder pada
kabel yang telah dikelupas ujungnya maka karet pembungkusnya akan
ikut terbakar sehingga karet tersebut akan menciut dan tertarik.
Sehingga kawat yang didalam kabel akan terlihat dan ujungnya akan
terbakar sedikit. Sedangkan jika penyolderan pada kawat dapat
langsung dilakukan secara langsung, sehingga lebih aman dan mudah.
Namun, tetap harus memperhatikan kepanasan mata solder.
4.12 Analisa
Pada praktek job III kali ini kami melakukan praktek latihan menyolder pada
PCB matriks. Pertama – tama diperlukan papan PCB matriks yang memilki 18
baris dan 20 kolom dan kabel warna yang dibutuhkan warna putih, merah, kuning,
pink dan kawat sisa yang telah dipertin yang berbeda – beda ukuran panjangnya.
Papan PCB matrik terlebih dahulu diampelas agar timah lebih melekat,
kemudian potong kabel yang berwarna dengan ukurannya masing – masing, dan
ujung – ujungnya dikupas lalu ampelas dan terakhir barulah lakukan penyolderan
masing – masing kabel dan kawat yang telah diperin, dan kemudian solderlah
pada PCB matrik dengan cara potong kabel tersebut kemudian masukkan pada
37
baris dan kolom yang telah ditentukan dengan benar dan teliti barulah disolder
dengan rapih dan bagus.
Perlu diketahui juga jangan terlalu lama menyoldir pada kabel sebab isolasi
pada kabel akan meleleh dan pada kabel lainnya dilakuan seperti itu juga. Latihan
ini juga merupakan suatu dasar yang harus dikuasai.
4.13 Kesimpulan
Pada latihan menyolder pada PCB matrik dapat diatrik kesimpulan :
1. Ketelitian sangat diperlukan dalam menyolderanPCB matrik ini, karena
kawat yang dipakai sangat rentan apabila terkena panas yang berlebih.
2. Menyolder PCB matrik ini juga harus membutuhkan kesabaran mulai dari
ketelitian saat penyusunan kabel, hingga pnyolderan pada papan PCB
matrik karena ini membutuhkan waktu yang lumayan lama.
4.14 Gambar Hasil Praktek
Terlampir
38
BAB V
JOB IV
MERAKIT RANGKAIAN
REGULATOR PADA PAKU PAYUNG
5.1 Tujuan
Membaca gambar teknik dengan benar
Mentransfer dari bentuk gambar ke bentuk sebenarnya
Melakukan pengawatan dengan baik dan benar
39
Menyusun komponen dengan baik
Menyolder dengan baik dan benar
5.2 Pendahuluan
Dalam latihan ini mahasiswa mendapat pelajaran penting tentang cara
merangkai dan menyolder pada suatu terminal paku payung. Penggunaan paku
payung sebagai terminal adalah sebagai pengganti dari bentuk gambar kebentuk
semula, yaitu pada papan board yang menggunakan PCB atau experimentor.
Untuk merangkai rangkaian sederhana, dengan menggunakan paku payung akan
dirasakan manfaatnya yang besar. Disamping mudah membuatnya, biayanya pun
akan menjadi lebih mutorah dibandingkan jika membuatnya dengan papan PCB.
5.3 Persiapan
Untuk membantu latihan ini, supaya berjalan dengan baik maka perlu
diperhatikan hal-hal sebagai berikut :
Instruksi yang diberikan oleh instruktur
Daftar bahan dan alat yang akan digunakan
Gambar rangkaian dan bentuk sebenarnya
Langkah kerja
Kontrol selama praktek
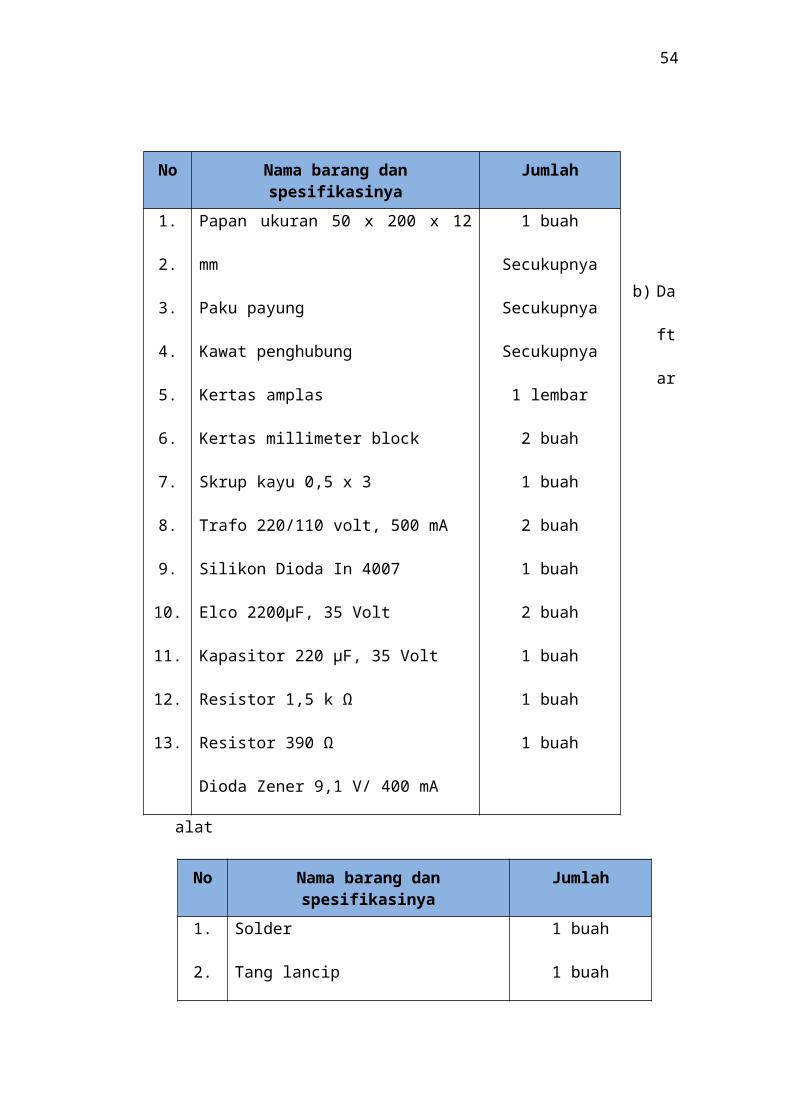
DaftarBahan dan Alat
40
a) Daftar bahan
b) Da
ftar
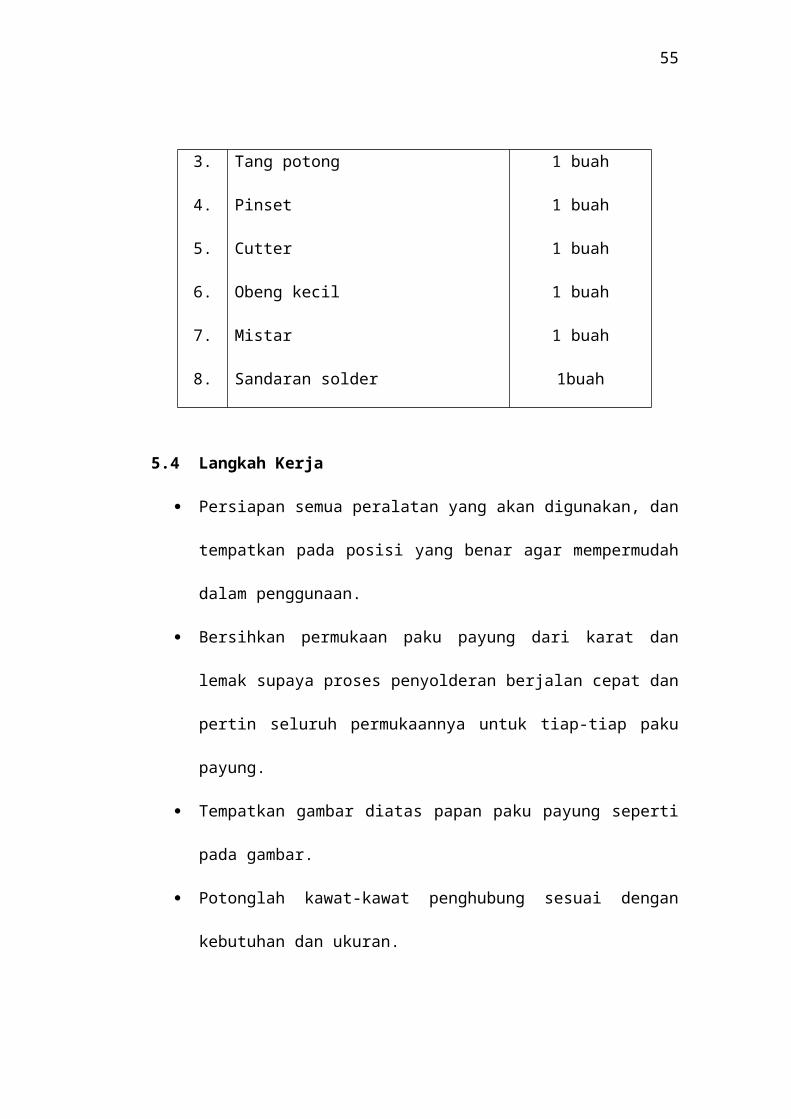
alat
No Nama barang dan spesifikasinya Jumlah
1.
2.
3.
4.
5.
6.
Solder
Tang lancip
Tang potong
Pinset
Cutter
Obeng kecil
1 buah
1 buah
1 buah
1 buah
1 buah
1 buah
No Nama barang dan spesifikasinya Jumlah
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Papan ukuran 50 x 200 x 12 mm
Paku payung
Kawat penghubung
Kertas amplas
Kertas millimeter block
Skrup kayu 0,5 x 3
Trafo 220/110 volt, 500 mA
Silikon Dioda In 4007
Elco 2200µF, 35 Volt
Kapasitor 220 µF, 35 Volt
Resistor 1,5 k Ω
Resistor 390 Ω
Dioda Zener 9,1 V/ 400 mA
1 buah
Secukupnya
Secukupnya
Secukupnya
1 lembar
2 buah
1 buah
2 buah
1 buah
2 buah
1 buah
1 buah
1 buah
41
7.
8.
Mistar
Sandaran solder
1 buah
1buah
5.4 Langkah Kerja
Persiapan semua peralatan yang akan digunakan, dan tempatkan pada
posisi yang benar agar mempermudah dalam penggunaan.
Bersihkan permukaan paku payung dari karat dan lemak supaya proses
penyolderan berjalan cepat dan pertin seluruh permukaannya untuk tiap-
tiap paku payung.
Tempatkan gambar diatas papan paku payung seperti pada gambar.
Potonglah kawat-kawat penghubung sesuai dengan kebutuhan dan ukuran.
Solder semua komponen pada paku payung diatas papan seperti gambar
dengan tidak memotong kaki-kaki komponen tersebut.
Periksa kembali hasil pekerjaan, bila telah benar kemudian laporkan
kepada instruktur.
Tes rangkaian hasil rakitan pada point No. 4.
Bila telah selesai, buat seperti hal diatas untuk rangkaian.
Laporkan kepada instruktur hasil rakitan yang telah selesai.
Kembalikan semua peralatan pada tempatnya dalam keadaan bersih.
5.5 Kontrol
Periksa semua peralatan sebelum praktek dimulai, laporkan kepada
instruktur bila meragukan.
42
Gunakan peralatan sebagaimana mestinya.
Berilah pasta pada bagian yang akan disolder agar penjalaran panas akan
cepat merata.
Gunakan solder dan timah seefektif mungkin.
Hasil solderan harus matang.
Pakailah alat bantu bila merasa kurang aman.
Praktikan boleh menggunakan cara terbaik sesuai dengan kemampuan
yang ada.
5.6 Gambar
Gambar 5.6 Rangkaian Power Supply
Z1 12v400mA
Dioda Bridge
43
5.7. Pertanyaan
1. Sebutkan kegunaan paku payung dalam rangkaian elektronika!
2. Sebutkan fungsi kertas milimeter dalam rancangan gambar elektronika!
3. Sebutkan keuntungan penggunaan paku payung dibandingkan PCB!
5.8. Jawaban
1. Penggunaan paku payung sebagai terminal amatlah besar
manfaatnya. S e l a i n m u d a h m e r a n c a n g n y a , b iayanya pun
jauh lebih murah dibandingkan dengan biaya pembuatan PCB.
Paku payung mudah didapatkan dan sangat mudah dipasangkan sebagai
pengganti terminal penyolderan kaki-kaki komponen.
2. Fungsi kertas millimeter adalah untuk rnempermudah pengukuran
objek gambar sehingga teliti dalam memperhitungkan posisi dan
tata letak komponen-komponen elektronika.
3. Keuntungan penggunaan paku payung yaitu Biaya paku payung jauh
lebih murah dibandingkan dengan biaya pembuatan PCB dalam
membuat suatu rangkaian
5.9 EVALUASI
1. Jelaskan fungsi rangkaian Regulator Power Suplly!
2. Jelaskan fungsi dioda bridge!
3. Jelaskan fungsi dioda zener!
4. Jelaskan fungsi LED!
5.10. JAWABAN
1. Dengan menggunakan power supply, arus listrik yang sebelumnya
AC akan dirubah menjadi arus DC. Fungsi rangkaian power supply
adalah sumber energi untuk rangkaian lainnya. Rangkaian ini
banyak dipakai sebagai sumber penyearah pada rangkaian-
rangkaian elektronika sederhana.
2. Dioda bridge digunakan sebagai penyearah pada power supply
3. Dioda zener akan menghantar listrik ke dua arah. Dioda ini juga
digunakan sebagai voltage stabilizer atau voltage regulator.
4. LED banyak digunakan sebagai indikator dan display.
44
5.11 Analisa
Pada praktek job kali ini kami melakukan praktek menyoldir dan merakit
rangkaian power supply regulator pada paku payung. Pertama diperlukan papan
dengan ukuran 200 x 150 x 18 mm 1buah dan papan tersebut dilapisi dengan
kertas milimeter blok, kemudian digambar rangkaian power supply pada kertas
milimeter blok yang telah ditempel pada papan.
Kemudian ambillah komponen – komponennya yaitu paku payung, dioda
bridge, dioda zener, elco, kabel penghubung, resistor 270 ohm dan 1,2 K ohm,
transistor BC 107, led ( lampu indikator ). Pertama pasang paku payung sesuai
dengan gambar rangkaian pada papan.
Lalu ampelaslah paku payung tersebut agar timah lebih melekat dan pasang
kabel serta komponen – komponen yang telah disediakan tersebut. Pada saat
menyolder usahakan jangan terlalu panas karena akan dapat menyebabakan
komponen rusak, lalu saat memasang komponen jangan sampai terbalik, jika
terbalik maka rangkaian akan short, apabila rangkaian benar maka lampu led akan
menyala.
5.12 Kesimpulan
Dari percobaan yang telah dilakukan dapat disimpulkan :
1. Dioda Brige berfungsi mengubah arus AC ke DC.
2. Kapasitor berfungsi sebagai pelurus arus yang sebelumnya keluar dari
dioda dan arus yang keluar dari kapasitor dialirkan ke komponen yang
45
lain. Selain itu, kapasitor berfungsi sebagai arus menyimpan energi yang
sudah melewatinya.
3. Transistor berfungsi sebagai penguat arus yang mengalir dari kapasitor.
4. Dioda Zener berfungsi sebagai penyetabil tegangan yang tidak setabil.
5. Dioda LED berfungsi sebagai indikator cahaya.
6. Trafo terbagi 2 yaitu CT dan Engkel, dan masing-masing trafo mempunyai
fungsi tersendiri.
7. Trafo berfungsi sebagai pengubah tegangan dengan cara menaikan dan
menurunkan tegangan yang dibutuhkan rangkaian elektronika.
8. Menguji komponen-komponen yang layak pakai atau tidak menggunakan
multitester.
5.13. Gambar Hasil Praktek
Terlampir
46
BAB VI
JOB V
MEMBUAT LAYOUT RANGKAIAN GABUNGAN
POWER SUPPLY REGULATOR DAN FLIP-FLOP
6.1 Tujuan
Setelah latihan membuat layout rangkaian gabungan power supply regulator
dan flip-flop mahasiswa dapat :
1. Membaca gambar skematik dengan baik dan benar
2. Menggambar rangkaian elektronika pada kertas milimeter
3. Mengetahui tata aturan yang di perbolehkan dalam membuat layout
4. Membuat layout dan tata letak rangkaian elektronika dengan baik
5. Mentransfer gambar layout ke bentuk sebenarnya
6.2 Dasar Teori
47
Rangkaian Flip-flop sering kita jumpai dalam kehidupan, Contohnya lampu
sinyal pada suatu perangkat elektronika. Di bidang elektronika sangat di
perlukan kemampuan untuk membuat rangkaian flip-flop dengan rapi dan
benar. Sebagai latihan di sini mahasiswa di berikan tugas untuk mengubah
dari skema rangkaian menjadi suatu layout dengan tata letak komponen yang
teratur dan rapi.
Prinsip dasar dari suatu perancangan rangkaian elektronika adalah
mengetahui tataletak dari komponen-komponen elektronika yang akan di
rancang. Untuk menghasilkan tata letak komponen yang baik, suatu rangkaian
elektronika sebaiknya memiliki gambar layout komponen dari rangkaian yang
akan di buat. Selain itu adanya layout dapat memudahkan dalam pemasangan
komponen maupun pengecekan rangkaian tersebut.
Layout rangkaian elektronika terdiri atas layout komponen dan layout jalur
dan PCB, dimana kedua layout harus bersesuaian. Desain layout sebaiknya
dilakukan di kertas kalkir, dengan terlebih dahulu digambar pada kertas
milimeter.
Dalam membuat tata letak komponen maupun jalur, harus memperhatikan
aturan-aturan yang di perbolehkan, Antara lain :
Jarak lubang kaki komponen harus sesuai dengan ukuran
komponen yang akan di pasang
Jalur harus di buat rata dan sehitam mungkin
Pembelokan jalur minimal 45 derajat
Jarak antara jalur minimal 1 mm
6.3 Gambar
48
Gambar 6.3 Rangkaian regulator dan flip flop
6.4 Persiapan
Untuk membantu latihan ini agar dapat berjalan dengan baik, maka perlu
diperhatikan hal-hal sebagai berikut :
Instruksi yang di berikan oleh instruktur
Daftar bahan dan alat yang di gunakan
Gambar rangkaian dan bentuk sebenarnya
Langkah kerja
Kontrol selama praktek
Daftar alat dan bahan
a. Daftar alat
NO NAMA ALAT SPESIFIKASI JUMLAH
1. Pensil 1 buah
2. Penggaris 1 buah
3. Penghapus 1 buah
b. Daftar bahan
NO NAMA ALAT SPESIFIKASI JUMLAH
1. Kertas Milimiter Secukupnya
2. Skema Rangkaian Regulator Power Supply 1 lembar
49
6.5 Keselamatan Kerja
Ikuti instruksi dari instruktur
Gunakan pensil untuk menggambar pada kertas milimeter
6.6 Langkah Kerja
1. Persiapkan semua peralatan dan bahan yang akan dipergunakan
dan letakkan pada posisi yang benar.
2. Buatlah skema rangkaian pada jalur kertas milimeter.
3. Rancanglah tata letak komponen dan jalur PCB pada kertas
milimeter.
4. Ukurlah jarak lubang kaki –kaki komponen sesuai dengan ukuran
komponen aslinya.
5. Besarnya lubang dan jalur harus sesuai dengan kaki komponen.
6. Periksalah sekali lagi apakah perancangan sudah benar,bandingkan
dengan skema rangkaian pada gambar 6.2.
7. Laporkan pada instruktur bila semua pekerjaan telah selesai
dikerjakan.
8. Bersihkan semua peralatan yang telah digunakan.
9. Simpan kembali semua peralatan ketempat penyimpanan dalam
kondisi baik.
10. Lakukan pembersihan bengkel.
6.7 Kontrol
Sewaktu membuat kotak berukuran 5 x 10 cm, usahakanlah agar
garis-garis nya bertemu bila kertas tersebut dilipat.
Sebaiknya kaki-kaki komponen di ukur terlebih dahulu dan
diletakan pada tata letak komponen agar letak komponen agar
letaknya sesuai.
Gari-garis layout tidak boleh membentuk sudut 90°, dan
kemiringanya harus sama rata dapat di bantu dengan menggunakan
dua buah mistar segitiga.
50
6.8 Pertanyaan
1. Sebutkan keuntungan membuat tata letak (layout) rangkaian
elektronika!
2. Sebutkan aturan yang diperbolehkan dalam pembuatan tata letak
(layout) rangkaian.
JAWABAN :
1. Keuntungan membuat tata letak (layout) rangkaian elektronika adalah:
Memudahkan dalam pemasangan komponen maupun
pengecekan rangkaian elektronik.
Rangkaian bisa tertata rapih dari pada tanpa membuat
layout (langsung menggunakan jumper).
Bisa meletakkan dan memindah-mindahkan komponen
sesuai keinginan sendiri sehingga tidak terpaku dengan
letak awal pada rangkaian awal (schematic).
2. Aturan yang diperbolehkan dalam pembuatan tata letak (layout)
rangkaian adalah :
Jarak lubang kaki komponen harus sesuai dengan
ukuran komponen yang akan di pasang.
Jalur harus dibuat rata dan sehitam mungkin.
Pembelokan jalur minimal 45°.
Jarak anatara jalur minimal 1mm.

51
BAB VII
JOB VI
MERANCANG RANGKAIAN GABUNGAN POWER
SUPPLY REGULATOR DAN FLIP-FLOP
7.1 Tujuan
Setelah latihan merancang rangkaian gabungan power supply regulator dan
flip-flop mahasiswa dapat:
1. Membaca gambar skematik dengan baik dan benar
2. Mentransfer gambar layout ke PCB menggunakan decondalo atau rugos
3. Melakukan proses pembuatan layout PCB dengan larutan FeCl3
52
4. Memasang komponen-komponen elektronika dengan benar
5. Menyolder komponen-komponen pada jalur PCB
6. Merancang rangkaian gabungan power supply regulator dan flip-flop
dengan benarupply Regulator d
7. Memahami fungsi dan prinsip kerja rangkaian gabungan Power Supply
Regulator dan Flip-flop.
7.2 Dasar Teori
Penggunaan PCB dalam perakitan rangkaian elektronika memiliki
keuntungan dibandingkan dengan pengawatan langsung, yaitu dapat
mengatasi pengawatan yang rumit , memperkecil daya yang hilang pada
pengawatan serta lebih praktis. PCB dibuat dari bahan pertinaks atau epoxi
yang satu sisin yang dilapisi tembaga. Tembaga tersebut berfungsi sebagai
kawat penghubung antara komponen yang satu dengan yang lainnya. Tebal
atau lebar lapisan tembaga menetukan besarnya daya yang boleh melaluinya.
Semakin tebal atau lapisan tembaga maka semakin besar pula daya yang
dapat melalui jalur tembaga tersebut.
Pembuatan PCB dapat dilakukan dengan berbagai cara , salah satunya adalah
dengan proses langsung. Jalur PCB tersebut dapat dicetak dengan cara
menempelkan decondalo (permanet ink) atau rugos pada PCB, dan dilarutkan
dalam campuran FeCl3 dan air. Jalur PCB yang telah tercetak dapat dipasangi
komponen dan disolder sesuai dengan tata letak komponennya. Rangkaian
yang telah tersusun pada PCB memiliki fungsi yang sama dengan rangkaian
pada diagram skematik.
7.3 Persiapan
membantu latihan ini agar dapat berjalan dengan baik , maka perlu
diperhatikan hal-hal berikut :
1. Instruktur yang diberikan oleh instruktur.
53
2. Daftar bahan dan alat yang digunakan.
3. Gambar rangkaian dan bentuk sebenarnya.
4. Langkah kerja.
5. Kontrol.
Daftar Alat dan Bahan:
A. Daftar Alat
NO NAMA ALAT SPESIFIKASI JUMLAH
1 Gambar layout komponen dan jalur
pada kertas multimeter block
Rangk. Gabungan
Power Supply
Generator dan Flip-
flop
1 Buah
2 Rugos elektro atau Permanent ink Jalur dan Bulatan 1 set
3 Solder 30 W / 220 V 1 buah
4 Penyedot timah 1 buah
5 Tang potong 1 buah
6 Tang lancip 1 buah
7 Cutter 1 buah
8 Pinset 1 buah
9 Mistar baja 1 buah
10 Landasan solder 1 buah
11 Multimeter 1 buah
B. Daftar Bahan
NO NAMA ALAT SPESIFIKASI JUMLAH
1 PCB 5 x 10 cm 1 buah
2 FeCl3 secukupnya
3 Air bersih secukupnya
4 Thinner secukupnya
5 Sabun / Vim secukupnya
54
6 Timah secukupnya
7 Loftet secukupnya
8 Amplas halus secukupnya
9 Resistor 1 150 ohm 1 buah
10 Resistor 2, 5 390 ohm 1 buah
11 Resistor 3, 4 10K ohm 2 buah
12 Dioda bridge 4001 mikroFarad 1 buah
13 Transistor 1, 2, 3 BC 547 3 buah
14 LED 1, 2, 3 3 buah
15 Kapasitor 1 2200 mikro F/35V 1 buah
16 Kapasitor 2, 3 220 mikro F/35 V 2 buah
17 Dioda 1, 2 IN 4001 2 buah
18 Transformator 12 V / 500 mA 1 buah
7.4 Keselamatan Kerja
a. Ikuti instruksi dari instruktur
b. Gunakan perbandingan yang benar saat membuat larutan FeCl3& air
c. Lakukan proses pelarutan PCb di ruangan khusus
d. Hatip-hati saat proses pelarutan PCB karena larutan FeCL3 cukup berbahaya
bila mengenai kulit dan mengotori ruangan, bila perlu gunakan sarung tangan
karet
e. Pada saat pengeboran di lakukan dengan sangat hati-hati agar tidak melukai
badan dan merusak jalur PCB yang telah di buat
f. Gunakan tang potong, cutter dan solder dengan hati-hati dan teliti
g. Selalu letakan solder yang dalam keadaan panas pada landasan solder
h. jangan menghisap asap yang dikeluarkan solder karena mengandung racun
7.5 Langkah Kerja
1. Potonglah papan PCB dengan ukuran 10x5 cm.
2. Pindahkan jalur yang telah kita buat ke papan PCB tersebut sesuai dengan
jalur yang telah ada, dengan mata pensil yang tumpul.
55
3. Rapikan atau bersihkan papan PCB tersebut dari kotoran ataupun Rugos
yang tertempel tidak pada tempatnya.
4. Rendamlah papan PCB yang telah di beri jalur Rugos tersebut pada larutan
FeCL selma 10 menit, sampai lapisan tembaga pada papan mengelupas.
5. Borlah papan PCB tersebut pada tempat yang telah ada secara hati-hati.
6. Kerik rugos yang masih menempel sampai bersih, sampai lapisan
tembaganya terlihat, kemudian amplas sampai benar-benar bersih.
7. Berilah lapisan timah tipis di sepanjang jalur itu.
8. Susun komponen-komponen rangkaianya di atas papan PCB, sesuai dengan
letak kaki komponen kemudian di solder.
7.6 Kontrol
- Periksa semua peralatan sebelum praktek dimulai dan setelah selesai
- Gunakan fasilitas sebagaimana fungsinya
- Hasil solderan harus matang dan rata
- Letak kaki komponen harus benar
7.7 Gambar
Gambar 7.7 Rangkaian regulator dan flip flop
7.8. Pertanyaan
56
1. Sebutkan keuntungan pengawatan dengan PCB dibandingkan dengan
pengawatan langsung !
2. Sebutkan fungsi larutan Ferrit Chloride dalam proses pembuatan PCB !
7.9. Jawaban
1. Keuntungannya yaitu tata letak komponen lebih rapi,hubungan antar
komponen lebih mudah dilacak jika terjadi kerusakan pada salah satu
komponen,peletakan komponen lebih presisi dan tahan lama, serta lebih
terhindar dari hubungan singkat antar komponen.
2. Larutan Ferrit Chloride dalam proses pembuatan PCB berfungsi sebagai
larutan yang berfungsi untuk mengikis lapisan tembaga pada PCB yang
tidak digunakan sebagai jalur/pengawatan. Sehingga nantinya hanya
tembaga yang dilapisi dengan spidol permanen/ sablonan yang tidak
dikikis dan menjadi sirkuit/jalur sebagai penghubung antar komponen
satu ke komponen lainnya.
7.10. Evaluasi
1. Jelaskan prinsip kerja rangkaian gabungan Power Supply Regulator dan
Flip Flop !
7.11. Jawaban
1. Rangkaian ini terdiri atas 2 rangkaian utama yaitu rangkaian power supply
dan rangkaian flip flop. Rangkaian power supply ini berfungsi untuk
menyupply daya ke seluruh rangkaian sekaligus menyearahkan tegangan
AC dari trafo menjadi tegangan DC. Sedangkan untuk rangkaian flip flop
merupakan rangkaian yang bekerja secara otomatis dengan memanfaatkan
sistem switching atau penyaklaran transistor dan frekuensi hidup mati
LED dikendalikan oleh perbandingan nilai resistansi dan kapasitansi.
7.12. Analisa
Analisa pada job ini yaitu apabila ada komponen yang dipasang terbalik maka flip
flop nya tidak akan berjalan. Begitu pula jika rangkaiannya terputus/ tidak
terhubung maka rangkaiannya tidak berjalan dengan sesuai mestinya. Jika salah
57
satu resistornya diganti nilainya seperti nilai resistornya lebih kecil maka lampu
flip-flop yang terjadi semakin cepat.
7.13. Kesimpulan
Kesimpulan yang didapat dari job ini yaitu :
- Dapat membuat gambar layout ke PCB
- Dapat memasang komponen-komponen dengan baik dan benar
- Dapat menyolder diatas papan PCB
- Dapat membuat dan mengetahui cara rangkaian ini
- Dapat mengetahui dan menganalisa suatu rangkaian jika terjadi
kesalahan
7.14. Gambar Hasil Praktek
Terlampir
BAB VIII
MEMBUAT SKEMA RANGKAIAN SISTEM
KONTROL ALARM
8.1. TUJUAN
a) Melatih agar dapat lebih mengenal komponen elektronik lebih banyak lagi
b) Dapat membuat alat yang dapat dimanfaatkan maupun dikembangkan dengan
lebih baik lagi
c) Melatih menggunakan sensor cahaya (Light dependant resistor)
8.2. DASAR TEORI
58
Pada rangkaian eletronik, penggunaan sensor sangat berhubungan erat dengan
rangkaian eletronik seperti halnya alarm. Pada alarm sensor yang sering
digunakan pada rangkaian sedehana dan menggunakan sensor yang mudah serta
murah didapatkan adalah LDR (Light dependant Resistor). LDR merupakan
termasuk sensor yang cukup baik kesensitifitasannya akan cahaya. Dan dapat
dikombinasikan dengan variabel resistor sebagai pengatur pencahayaannya.
8.3. DAFTAR ALAT
No NAMA ALAT SPESIFIKASI JUMLAH
1 Solder 30 watt/220 1 buah
2 Bor 1 mm 1buah
3 bor 0,8 mm 1 buah
4 Tang potong 1 buah
5 Tang jepit 1 buah
6 Cutter 1 buah
7 Pena permanent 1 buah
8 Mistar baja 1 buah
8 Landasan solder 1 buah
Tabel 1. DAFTAR ALAT
8.4. DAFTAR BAHAN
NONAMA
BAHANSPESIFIKASI JUMLAH
1 Papan PCB 5 x 10 cm 1 buah
2 Resistor 3k ohm 4 buah
3 Kapasitor 0.1µF/50 V 2 buah
4 Kapasitor 220 µF /25 V 1 buah
5 kapasitor 1000 µF /25 V 1 buah
6 IC LM 7812 1 buah
7 IC NE 555 1 buah
59
8 VR 5K ohm 1 buah
9 VR 10K ohm 1 buah
10 Transistor BC 109 1 buah
11 Dioda IN4001 4 buah
12 Relay 9 Volt 1 buah
13 LED 3 buah
LDR 1 buah
14 Bubuk FeCl3 1 bungkus
15 Lotion Nyamuk Secukupnya
Tabel 2. DAFTAR BAHAN
8.5. Gambar
Gambar 8.5. Skema rangkaian control alarm
8.6. Keselamatan kerja
a) Ikuti instruksi dari instruktur
60
b) Gunakan perbandingan yang benar saat membuat larutan FeCl3 & air
c) Lakukan proses pelarutan PCB di ruangan khusus
d) Hati-hati saat proses pelarutan PCB karena larutan FeCl3 cukup berbahaya
bila mengenai kulit dan mengotori ruangan, bila perlu gunakan sarung tangan
karet
e) Pada saat pengeboran di lakukan dengan sangat hati-hati agar tidak melukai
badan dan merusak jalur PCB yang telah di buat
f) Gunakan tang potong, cutter dan solder dengan hati-hati dan teliti
g) Selalu letakan solder yang dalam keadaan panas pada landasan solder
h) Jangan menghisap asap yang dikeluarkan solder karena mengandung racun
8.7. Langkah kerja
a) Gambarlah layout yang akan digunakan skema rangkaian sistem kontrol
alarm pada papan PCB menggunakan pena permanent.
b) Rendamlah papan PCB yang telah di gambar pada bubuk FeCl3 yang telah di
cairkan dengan air secukupnya.
c) Angkatlah papan PCB apabila lapisan yang hanya tertinggal pada PCB hanya
layout yang di gambar.
d) Hilangkanlah bekas penas permanent pada papan PCB menggunakan Thinner
higga bersih.
e) Borlah pada titik-titik yang ttelah ditetukan pada saat penggambaran layout.
f) Pasanglah komponen sesuai dengan yang tertera pada gambar sesuai layout.
8.8. Analisa serta pembahasan hasil praktek
IC adalah singkatan dari Integrated Circuit, yakni rangkaian elektronik terpadu
yang terdiri dari berbagai komponen: diode, kapasitor, transistor, dan resistor.
61
Fungsi IC sendiri ada bermacam-macam sesuai dengan kode atau type IC
tersebut. Tapi, Fungsi IC secara umum yaitu:
1. Mengatur tegangan input dan out put
2. Sebagai jantung pada suatu rangkaian. Karena IC-lah yang mengatur kerja
dari setiap blok rangkaian dengan membagi tugas masing-masing blok rangkaian
tertentu.
8.9. Kesimpulan
Menggunakan komponen harus disesuaikan dengan in put dan out put serta ,
apakah seimbangnya arus yang dibutukan pada masing-masing komponen yang
digunakan.
8.10. Gambar Hasil Praktek
Terlampir
BAB IX
PENUTUP
9.1. Kesimpulan
Adapun kesimpulan yang didapat dari job-job ini antara lain :
1. Timah yang dapat menempel pada kawat yang telah dikupas enamelnya pada
saat penyolderan
2. Pada saat penyolderan jangan terlalu banyak menggunakan lotfet hasilnya
akan tidak bagus (menghitam)

62
3. Dapat membuat sebuah benda dari kawat-kawat yang dibentuk dengan cara
menyolder
4. Power supply regulator merupakan perangkat elektronika yang berfungsi
merubah arus bolak-balik (AC) menjadi arus searah (DC)
5. Flip-flop merupakan rangkaian elektronika yang mempunyai dua keadaan
yaitu hidup dan mati
6. Kita dapat mengaplikasikan gambar-gambar job ke dalam bentuk benda yang
sesungguhnya
9.2. Saran
Diharapkan agar hendaknya instruktur dapat mengawasi, memberikan
bimbingan dan membantu siswa dalam mengerjakan latihan pada bengkel
elektronika karena terkadang siswa bingung dalam menentukan apa yang
harus dikerjakan lebih dahulu.
Pada saat praktek diharapkan kepada instruktur agar selalu hadir untuk
memberikan petunjuk kepada mahasiswa agar tidak terjadi kesalahan-
kesalahan dalam melakukan pekerjaan. Begitu juga sebaliknya, mahasiswa
harus selalu menanyakan hal-hal yang tidak diketahui atau tidak di mengerti
kepada instruktur.
Hendaknya bila terjadi kehilangan peralatan kerja, jangan terus menerus
menyalahkan mahasiswa yang melakukan praktek pada saat yang
bersangkutan akan tetapi seluruh mahasiswa yang praktek kelas lain yang
meminjam tersebut jangan lupa di kembalikan
Hendaknya peralatan yang di gunakan untuk melakukan pekerjaan bengkel
dalam kondisi baik dan layak pakai. Diharapkan juga agar mencukupi dan
sesuai dengan kebutuhan sehingga tidak menghambat pekerjaan bisa selesai
pada waktunya.
63