LAPORAN KERJA PRAKTEK PT. TRISULA TEXTILE … · 2018-06-15 · laporan Magang mengikuti ketentuan...
83
LAPORAN KERJA PRAKTEK PT. TRISULA TEXTILE INDUSTRIES TBK Oleh: Cliff Windraya NPM : 14 06 08048 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA 2018
Transcript of LAPORAN KERJA PRAKTEK PT. TRISULA TEXTILE … · 2018-06-15 · laporan Magang mengikuti ketentuan...

LAPORAN KERJA PRAKTEK
PT. TRISULA TEXTILE INDUSTRIES TBK
Oleh:
Cliff Windraya
NPM : 14 06 08048
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
2018
i
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK DARI PT.
TRISULA TEXTILE IINDUSTRIES. TBK
(Terlampir)

ii
KATA PENGANTAR
Puji Syukur saya haturkan kepada Tuhan Yang Maha Esa karena dengan rahmat
dan bimbingan-Nya, Saya dapat menyelesaikan Laporan Kerja Praktek tepat
pada waktunya di PT. Trisula Textile Industries. Tbk.
Tujuan dari disusunnya Laporan Kerja Praktek ini sebagai laporan kegiatan yang
telah dilaksanakan selama kerja praktek dan sebagai syarat untuk
menyelesaikannya Program Strata I Jurusan Teknik Industri, Fakultas Teknologi
Industri, Universitas Atma Jaya, Yogyakarta. Laporan kerja praktek ini disusun
berdasarkan kegiatan pada Departemen Supply Chain (SCh) yang dikunjungi
selama kegiatan kerja praktek. Pada laporan ini juga akan membahas tinjauan
umum perusahaan, tinjauan sistem perusahaan, serta tinjuan pekerjaan penulis.
Pada kesempatan ini, saya ingin mengucapkan terima kasih kepada pihak yang
telah membantu dan berpartisipasi dalam penyusunan laporan Kerja Praktek
selama satu bulan ini diantaranya:
1. Tuhan Yang Maha Esa yang menjadi sumber kekuatan dan pengharapan
bagi penyusun dalam melaksanakan kerja praktek dan penyusunan laporan
pada PT. Trisula Textile Industries. Tbk.
2. Bapak Suswanto selaku pembimbing yang telah banyak mengijinkan dan
membantu selama pelaksanaan kerja praktek serta telah membagikan ilmu
pengetahuan dan pengalamannya dalam bekerja.
3. Bapak Sugiatno, selaku pembimbing lapangan proses Boking Order (BO)
yang telah membimbing kami selama di lantai produksi proses Boking Order
(BO).
4. Bapak Yanyan, selaku pembimbing lapangan proses Sales Order (SO) yang
telah membimbing kami selama di lantai produksi proses Sales Order (SO).
5. Para Karyawan serta staf PT. Trisula Textile Industries. Tbk yang tidak dapat
disebutkan satu per satu yang telah memberikan pengetahuan dan arahan
selama kerja praktek.
6. Ibu Ririn Diar A, S.T., M.MT., D.Eng. selaku dosen pembimbing kerja
praktek selama pelaksanaan dan penyusunan laporan kerja praktek.
iii
7. Fajar Rachmad Suhendra, yang telah bekerja sama dan saling membantu
selama melaksanakan kerja praktek.
Penulis menyadari penyusunan laporan ini masih jauh dari kesempurnaan. Untuk
itu, penulis sangat mengharapkan kritik dan saran yang membangun dari
pembaca. Penulis mengharapkan laporan ini dapat berguna bagi penulis dan
semua pihak yang terkait.
Yogyakarta, 04 April 2018
Penyusun
iv
DAFTAR ISI
HALAMAN JUDUL ............................................................................................. i
HALAMAN PENGESAHAN ................................................................................ ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK ............................ iii
KATA PENGANTAR .......................................................................................... iv
DAFTAR ISI ....................................................................................................... vi
DAFTAR TABEL ................................................................................................ viii
DAFTAR GAMBAR ............................................................................................ ix
BAB 1 PENDAHULUAN ..................................................................................... 1
1.1 Latar Belakang ............................................................................... 1
1.2. Tujuan ............................................................................................ 2
1.3. Tempat dan Waktu Pelaksanan ...................................................... 3
BAB 2 TINJAUAN UMUM PERUSAHAAN ......................................................... 4
2.1. Sejarah Singkat Perusahaan ......................................................... 4
2.1.1. Sejarah Singkat ............................................................... 4
2.1.2. Profil Perusahaan ............................................................ 4
2.1.3. Ciri Khas Perusahaan ..................................................... 6
2.2. Struktur Organisasi ........................................................................ 6
2.3. Manajemen Perusahaan ............................................................... 11
BAB 3 TINJAUAN SISTEM PERUSAHAAN ....................................................... 16
3.1. Proses Bisnis Perusahan .............................................................. 16
3.2. Produk yang dihasilkan ................................................................. 18
3.3. Proses Produksi ........................................................................... 25
3.3.1. Boking Order (BO) .......................................................... 25
3.3.2. Sales Order (SO) ............................................................ 34
3.4. Fasilitas Produksi .......................................................................... 38
BAB 4 TINJAUAN PEKERJAAN MAHASISWA ................................................. 43
4.1. Lingkup Pekerjaan ......................................................................... 43
4.2. Tanggung jawab dan Wewenang dalam Pekerjaan ....................... 43
v
4.3. Metodologi Pelaksanaan Pekerjaan .............................................. 44
4.4. Hasil Pekerjaan ............................................................................. 47
4.4.1. Data Lead Time .............................................................. 48
4.4.2. Perhitungan Data Lead Time .......................................... 52
BAB 5 PENUTUP .............................................................................................. 58
DAFTAR PUSTAKA ........................................................................................... 60
LAMPIRAN ........................................................................................................ 61
vi
DAFTAR TABEL
Tabel 4.1. Data Lead Time Corak X ................................................................... 49
Tabel 4.2. Data Lead Time Corak Y ................................................................... 50
Tabel 4.3. Perhitungan Lead Time Proses Corak X ........................................... 52
Tabel 4.4. Perhitungan Lead Time Proses Corak Y ........................................... 54
vii
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasia PT. Trisula Textile Industries Tbk ................. 7
Gambar 3.1. Diagram Blok Penerimaan dan Pengerjaan Pesanan Pada PT.
Trisula Textile Industries Tbk ............................................................................. 16
Gambar 3.2. Contoh kain Amadeus Premiere Edition ........................................ 19
Gambar 3.3. Contoh kain Bellini Tropica ............................................................ 20
Gambar 3.4. Contoh kain Bidadari Cantik .......................................................... 20
Gambar 3.5. Contoh kain CK Basic ................................................................... 21
Gambar 3.6. Contoh kain Galinara .................................................................... 21
Gambar 3.7. Contoh kain Hugo Black ................................................................ 23
Gambar 3.8. Contoh kain Mantovanni ................................................................ 23
Gambar 3.9. Contoh kain New Accura Gold ...................................................... 24
Gambar 3.10. Contoh kain SIIP ......................................................................... 24
Gambar 3.11. Contoh kain Seragam.................................................................. 25
Gambar 3.12. Aliran Proses Jenis Kain Hightwist .............................................. 29
Gambar 3.13. Aliran Proses Jenis Kain Lowtwist ............................................... 32
Gambar 3.14. Aliran Proses Sales Order (SO) .................................................. 37
Gambar 4.1. Metologi Pelaksanaan Pekerjaan .................................................. 46
Gambar 4.2. Aliran Proses Corak X dan Y ......................................................... 47
Gambar 5.1. Gudang Benang ............................................................................ 60
Gambar 5.2. Area Texturizing ............................................................................ 60
Gambar 5.3. Area Twisting ................................................................................ 61
Gambar 5.4. Area Weaving ............................................................................... 61
Gambar 5.5. Area Sizing .................................................................................... 61
Gambar 5.6. Area Beaming ............................................................................... 62
Gambar 5.7. Area Weaving ............................................................................... 62

viii
Gambar 5.8. Area Inspection Greige .................................................................. 62
Gambar 5.9. Area Gudang Greige ..................................................................... 63
Gambar 5.10. Area Dyeing Finishing ................................................................. 63
Gambar 5.10. Area Final Inspection................................................................... 63
Gambar 5.11. Area Packaging ........................................................................... 64
Gambar 5.12. Area Gudang Kain Jadi ............................................................... 64
1
BAB 1
PENDAHULUAN
Pada bab ini menjelaskan mengenai latar belakang dan tujuan dilaksanakannya
kerja praktek. Selain itu bab ini menjelaskan mengenai hal yang berkaitan
dengan tempat dan waktu pelaksanaan kegiatan kerja praktek tersebut.
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk
melaksanakan Kerja Praktek/ Magang (untuk selanjutnya disebut Kerja Praktek
saja) sesuai dengan Kurikulum di PSTI UAJY. Kurikulum Berbasis KKNI Program
Studi Teknik Industri Universitas Atma Jaya Yogyakarta 2017 memberikan
kesempatan kepada mahasiswa untuk menempuh jalur Kerja Praktek atau
Magang. Perbedaan jalur Kerja Paktek dan Magang adalah pada bobot SKS dan
waktu pelaksanaan. Kerja Praktek dilaksanakan selama minimal 25 hari kerja
dengan bobot 2 SKS, sedangkan Magang dilaksanakan selama minimal 75 hari
kerja dengan bobot 3 SKS. Peraturan dan prosedur Magang sama dengan
peraturan dan prosedur Kerja Paktek, sehingga pelaksanaan maupun penulisan
laporan Magang mengikuti ketentuan dan prosedur Kerja Praktek yang diuraikan
pada Buku Pedoman ini. Untuk melaksanakan Kerja Praktek maupun Magang,
mahasiswa memerlukan bekal ilmu yang cukup, karena itu syarat untuk
melaksanakan Kerja Praktek/ Magang ini adalah mahasiswa telah menempuh
kuliah minimal 5 semester dan mata kuliah Kuliah Lapangan untuk mendukung
pemahaman akan lingkungan yang akan dihadapi ketika melaksanakan Kerja
Praktek/ Magang.
Untuk melaksanakan Kerja Praktek ini, mahasiswa dapat memilih sendiri
perusahaan tempat Kerja Praktek dan kemudian mengajukan ke PSTI UAJY
untuk mendapatkan persetujuan dan surat pengantar dari Fakultas Teknologi
Industri UAJY kepada perusahaan tempat Kerja Praktek yang dituju. PSTI UAJY
memandang Kerja Praktek sebagai wahana atau sarana bagi mahasiswa untuk
mengenali suasana di industri serta menumbuhkan, meningkatkan,
mengembangkan, dan mensimulasikan etos kerja profesional sebagai calon
sarjana Teknik Industri. Kerja Praktek dapat dikatakan sebagai ajang simulasi
profesi mahasiswa Teknik Industri. Paradigma yang harus ditanamkan adalah
2
bahwa selama Kerja Praktek mahasiswa bekerja di perusahaan yang dipilihnya.
Bekerja, dalam hal ini mencakup kegiatan perencanaan, perancangan,
perbaikan, penerapan dan pemecahan masalah. Oleh karena itu, dalam Kerja
Praktek kegiatan yang dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Mengerjakan tugas yang diberikan oleh atasan, supervisor atau pembimbing
lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis (setelah pelaksanaan Kerja Praktek
berakhir)
f. Melaksanakan ujian Kerja Praktek
Secara khusus, dalam lingkup Teknik Industri haruslah selalu disadari bahwa
yang dikaji adalah kesatuan elemen sistem yang terdiri atas Manusia, Mesin,
Material, Metode, Uang, Energi, Lingkungan dan Informasi. Artinya, dalam
melaksanakan aktivitas yang menjadi tanggung jawabnya, Sarjana Teknik
Industri harus selalu memandang aktivitasnya dalam kerangka sistem yang
melingkupi aktivitas itu.
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
f. Menambah wawasan mengenai sistem produksi dan sistem bisnis.
3
1.3. Tempat dan Waktu Pelaksanaan
Kerja praktek ini dilaksanakan mulai tanggal 18 Desember 2017 sampai dengan
2 Februari 2018 di PT. Trisula Textile Industries Tbk, Jalan. Mahar Martanegara
No. 170, Baros, Cimahi Tengah, Kota Cimahi, Jawa Barat 40522. Selama
pelaksanaan kerja praktek, Penulis ditempatkan pada Departemen Suppy Chain
(SCH) di bawah pengawasan Bapak Suswanto selaku Assisten Manager Suppy
Chain (SCH), Bapak Sugi selaku kepala bagian proses produksi Boking Order
(BO), dan Bapak Yanyan selaku kepala bagian proses Sales Order (SO) selaku
pembimbing lapangan.
4
BAB 2
TINJAUAN UMUM PERUSAHAAN
Pada bab ini menjelaskan mengenai tinjauan secara umum tentang PT. Trisula
Textile Industries Tbk, seperti sejarah singkat, struktur organisasi, dan
menejemen perusahaaan.
2.1. Sejarah Singkat Perusahaan
Pada sub bab ini menjelaskan tentang sejarah singkat PT. Trisula Textile
Industries Tbk. Dari awal mula berdirinya perusahaan.
2.1.1. Sejarah Singkat
PT. Trisula Textile Industries Tbk, merupakan perusahaan yang bergerak dalam
industry tekstil daari bahan baku ( benang) hingga menjadi kain jadi. Perusahaan
ini didirikan sejak tahun 1967 oleh Tirta Suherlan dengan 3 orang rekannya dan
mengalami banyak perubahan nama perusahaan. Pada tahun 1989 perusahaan
melakukan pengembangan dengan membangun Departemen Garmen, dimana
bahan bakunya diperoleh dari Departemen Produksinya. Pada tahun 2001, yang
pada awalnya merupakan bagian dari PT. Trisula Textile Industries Tbk
dipisahkan menjadiperusahaan sendiri yaitu PT. Trisco Apparel Manufacturing
dan PT. Trisula Garmindo Manufacturing, yang masing-masing masih dalam satu
grub yaitu PT. Trisula Corporation. PT. Trisula Textile Industries Tbk berada
dikawasan industry yang terletak di Jalan. Mahar Martanegara No. 170, Baros,
Cimahi Tengah, Kota Cimahi, Jawa Barat. PT. Trisula Textile Industries Tbk
berstatus perusahaan Penanaman Modal Dalam Negeri (PMDN). Jumlah tenaga
kerja di PT. Trisula Textile Industries Tbk pada periode oktober 2016 berjumlah
673 orang.
2.1.2. Profil Perusahaan.
Pada sub bab ini menjelaskan Profil dari PT. Trisula Textile Industries Tbk mulai
dari lokasi perusahaan, luas tanah dan bangunan perusahaan, pencapaian dan
produk-produk yang dihasilkan oleh perusahaan.
2.1.2.1. Lokasi Perusahaan
Pada PT. Trisula Textile Industries Tbk berdiri dikawasan industry yang secaara
administrative pemerintah terletak di Jalan. Leuwigajan No. 170 Cimahi, Desa
5
Cigugur Tengah, Kecamatan Cimahi Tengah, Kota Cimahi, Provinsi Jawa Barat,
Indonesia. Lokasi ini berjarak kurang lebih 13 km dari pusat kota bandung, untuk
menuju perusahaan ini dapat diakses melalui jalan tol Baros-Pasteur, sebelah
seatan perusahaan dibatasi oleh jalan Leuwigajah, sebelah barat perusahaan
dibatasi oleh Jalan. Buangan tol Baros dan tanah kosong, serta sebelah timur
dibatasi oleh pemukiman penduduk. Dalam pemilihan lokasi perusahaan di
daerah Leuwigajah didasari oleh beberapa pertimbangan yang meliputi luas
lahan, ketersediaan sumber air, serta kemudahan dalam akses menuju
perusahaan.
2.1.2.2. Luas Tanah dan Bangunan
PT. Trisula Textile Industries Tbk berdiri di atas tanah seluas 135.548 dengan
status milik Hak Guna Bangunan (HGB). Luas bangunan PT. Trisula Textile
Industries Tbk seluas 56.000 . Bangunan tersebut terdiri dari kantor,
laboratorium, gedung serba guna, lantai produksi (Texturizing, Twisting, Warping,
Sizing, Beaming, Weaving, Dyeing-Finishing), pergudangan (Gudang Induk
Benang (GIB), Gudang Greige, Gudang Kain Jadi (GKJ) dan Gudang Ex-
Garmen), masjid, gor, lapangan olah raga (lapanga tenis, lapangan bulutangkis,
lapangan sepak bola, lapangan volley), tempat pengelolahan limbah, pos
satpam, area parkir, kantin, koperasi serta ruas jalan untuk kendaraan bermotor
atau pejalan kaki.
2.1.2.3. Pencapaian
PT. Trisula Textile Industries Tbk saat ini beroperasi dengan Surat Izin Usaha
Tetap No.395/IUT/INDUSTRI/2012 sejak tanggal 12 Oktober 2012. Selain itu
akreditas sistem manajemen mutu ISO 9001 dan sertifikat produk yang dimiliki
oleh PT. Trisula Textile Industries Tbk yaitu :
a. Tahun 1995 memperoleh sertifikat SNI 08-0056-1967
b. Tahun 1998 memperoleh sertfikat ISO SNI 19-9002
c. Tahun 2002 memperoleh sertfikat ISO 9001:2000
d. Tahun 2005 memperoleh sertfikat ISO 9001:2000
e. Tahun 2008 memperoleh sertfikat ISO 08-0056-2006
f. Tahun 2010 memperoleh sertfikat ISO 9001:2008
g. Tahun 2015 memperoleh sertfikat ISO 9001:2015

6
h. Tahun 2015 memperoleh sertfikat penggunaan tanda SNI 0056-2013
i. Tahun 2016 memperoleh SNI Award dengan peringkat emas
j. Tahun 2017 PT. Trisula Textile Industries Tbk GO-PUBLIK di IDX
k. Tahun 2017 memperoleh SNI Award dengan peringkat emas
2.1.2.4. Produk yang Dihasilkan Perusahaan
Pada bagian produksi PT. Trisula Textile Industries Tbk terdapat dua aliran
proses produksi, yaitu proses Boking Order dan proses Sales Order. Proses
Boking Order (BO) sendiri adalah proses dimana penanganan bahan baku
mentah (benang) menjadi bahan baku setengah jadi (kain grey). Pada proses BO
sendiri melalui lantai produksi, Persiapan (Gudang Induk Benang), pembentukan
tekstur benang (Texturizing), pemuntiran (Twisting), penggulungan beam
(Warping), pemberian obat kanji (Sizing), penggulungan beam jumbo (Beaming),
penenunan (Weaving) dan pengecekan (Greige Inspection).
Sedangkan untuk proses Sales Order (SO) sendiri adalah proses penanganan
kain grey menjadi kain jadi ( setelah melakukan proses pewarnaan) pada proses
SO sendiri melalui lantai produksi, Persiapan (Gudang Greige), pewarnaan
(Dyeing-Finishing), pengecekan (Final Inspection), packing dan penyimpanan
(Gudang Kain Jadi). Dalam proses tahapan pewarnaan dan penentuan coraknya
berdasarkan permintaan buyer (konsumen). Produk yang dihasilkan oleh PT.
Trisula Textile Industries Tbk diantaranya adalah kain siap proses (brand-brand
yang sudah dikenal seperti Bellini, Jobb, Caterina, Lexus, Accura dan masih
banyak lagi), selain itu perusahaan ini juga melayani permintaan kain seragam
(seperti kepolisian, angkatan, pramuka dan lain lain). Produk produk tersebut
didistribusikan di dalam negeri maupun di luar negeri.
2.1.3. Ciri Khas Perusahaan
Ciri khas yang ada pada PT. Trisula Textile Industries Tbk adalah dimana pada
perusahaan dalam memunculkan corak kain yaitu berdasarkan dari penenunan
dan jenis benang yang digunakan, sehingga ini menjadi keunggulan dari
perusahaan PT. Trisula Textile Industries Tbk.
2.2. Struktur Organisasi
PT. Trisula Textile Industries Tbk menerapkan struktur organisasi berbentuk
garis. Pimpinan tertinggi dipegang oleh Presiden Direktur yang juga merupakan

7
salah satu pemegang saham. Selanjutnya secara vertical membawahi, Direktur,
Assisten Direktur, Manager, Assisten Manager, Staf hingga tingkat Non-
Management/Operator.
Kelebihan dari struktur organisasi garis yaitu, bentuk organisasi sederhana
sehingga mudah dipahami dan dilaksanakan, pembagian tugas serta tanggung
jawab dan kekuasaan cukup jelas, adanya kesatuan dalam pemerintahan dan
pelaksanaan sehingga mempermudah pemeliharaan kedisiplinan dan tanggung
jawab, penentuan keputusan dapat dilaksanakan secara cepat karena
komunikasi terbilang mudah.
Berikut adalah penggambaran struktur organisasi yang terdapat pada PT. Trisula
Textile Industries Tbk :
Presiden Direktur
Manajemen Research &
Development
Manajemen Research &
Development Aplikasi
Manajer Management
System Development
Direktur Sales dan
Marketing
Direktur Integrated
Supply ChainDirektur Produksi Direktur Administrasi
Manajer Sales Export
and Garment
Manajer Marketing and
Sales Local
Manajer Supply Chain
PPC
Manajer Purchasing
Manajer Logistic
Manajer Boking Order
Manajer Dyeing-
Finishing
Manajer Engineering
Manajer Human
Resource and General
Affair
Manajer Finance and
Controlling
Manajer Information
Technology
Gambar 2.1 Struktur Organisasia PT. Trisula Textile Industries Tbk.

8
2.2.1. Uraian Tugas
Uraian tugas dari setiap bagian yang terdapat dalam struktur organisasi
perusahaan dengan fungsi dari kewajiban dari masing-masing bagian penugasan
adalah :
2.2.1.1. Presiden Direktur
Disini Presiden Direktur bertugas sebagai atasan dari para penjabat yang
melaksanakan fungsi dan staff lainnya yang terdapat dalam perusahaan.
Presiden Direktur bertugas untuk memimpin dan mengendalikan perusahaan
sesuai dengan kebijakan yang telah diterapkan oleh Dewan Komisaris dan Rapat
Umum Pemegan Saham di PT. Trisula Textile Industries Tbk.
2.2.1.2. Departemen R & D Design (Research and Develompment)
Departemen ini bertugas untuk menganalisa, mengembangakan dan membuat
jenis kain baru baik secara memodifikasi yang ada atau menciptakan produk
yang baru.
2.2.1.3. Departemen R & D Aplication Design
Departemen ini bertugas sebagai penanggung jawab terhadap pengembangan
produk yang bermutu dan memenuhi selera konsumen yang menyangkut
permintaan masal yang berhubungan dengan produk kain dan benang, selain itu
departemen ini juga bertugas untuk mengenai perkiraan mutu dari produk dan
selera konsumen yang saat ini sedang diminati atau dibutuhkan yang disertai
dengan pemenuhan dan pengembangan sarana melalui berbagai penelitian.
2.2.1.4. Departemen MSD (Management System Development)
Departemen ini bertugas untuk membantu dewan direksi dengan melakukan
kegiatan sebagai berikut :
a. Menjamin pelaksanaan prosedur kerja yang dilakukan oleh perusahaan
sesua dengan sertifikasi ISO 9001.
b. Mengkoordinasi dan mengontrol pelaksanaan standar kerja dan prosedur
kerja yang telah ada pada setiap departemen dan lingkungan kerja.
2.2.1.5. Direktorat Sales and Marketing
Direktorat ini bertanggung jawab untuk mengelola intern dan customer
perusahaan dengan mencari expand market untuk memenuhi kapasitaas

9
produksi dan merealisasikan target penjualan. Ruang lingkup direktorat ini
adalah mengasosialisasi kualitas produk dari perusahaan dan memperoleh
konsumen untuk setiap produk yang diproduksi oleh perusahaan, dan serta ikut
memastikan kualitas produk guna mempertahankan atau meningkatkan
permintaan pasar.
a. Departemen Sales Expor dan Garmen
Departemen ini bertaanggung jawab atas aktivitas penjualan untuk tujuan local,
garmen, dan ekspor.
b. Departemen Marketing dan Sales Lokal
Departemen ini bertanggung jawab atas aktivitas penjualan untuk local.
2.2.1.6. Direktorat Integrated Supply Chain
Direktorat ini bertanggung jawab atas perencanaaan kapasitas produksi yang
terjadi pada lantai produksi.
a. Departemen Supply Chain (SCh)
Pada depatemen ini terbagi menjadi dua bagian, yaitu SCh proses Boking Order
(BO) dan SCh proses Sales Order (SO). Pada proses BO bertanggung jawab
untuk memenuhi kepentingan dan keinginan agen dalam pemesanan dan
memudahkan dalam perencanaan produksi dari bahan baku (benang) hingga
menjadi kain grey. Sedangkan pada proses SO sendiri bertanggung jawab untuk
memenuhi keinginan dan kepentingan dari marketing dengan produksi dalam
memenuhi permintaan order untuk di proses pada bagian produksi. Rangkaian
tugas dari departemen SO antara lain adalah memberikan jadwal harian dan
instruksi kerja kebagian produksi, serta mengevaluasi hasil dari pekerjaan
berdasar spesifikasi yang diberikan oleh bagian pemasaran, sehingga menjadi
barang yang siap untuk di distribusikan ke konsumen.
b. Departemen FIP (Final Inspect) dan LC (Logistic Center)
Departemen ini bertanggung jawab untuk mengecek dan memeriksa kain sesuai
dengan standard grade yang telah ditetapkan oleh perusahaan serta melakukan
packing dalam bentuk roll maupun piece.
c. Departemen Purchasing
10
Departemen ini bertanggung jawab atas terlaksananya aktivitas pembelian
bahan dan peralatan yang diperlukan pada bagian produksi.
2.2.1.7. Direktorat Produksi
Direktorat ini bertanggung jawab untuk mengelola intern perusahaan, khususnya
dalam proses produksi untuk mencapai level customer statisfiction (CS) yang
tinggi denga produktivitas dan biya yang kompetitif. Ruang lingkup kerja diretorat
ini adalah mengelola permintaan konsumen dengan memperhatikan kapasitas
produksi serta memastikan kualitas proses dan bahan baku di dalam lingkungan
produksi.
a. Departemen Boking Order (BO)
Departemen ini bertanggung jawab dalam proses persiapan bahan baku hingga
proses penenunan.
b. Departemen Dyeing-Finishing
Departemen ini bertanggung jawab dalam proses pencelupan, mulai dari kain
grey, proses pencelpan, hingga proses penyempurnaan kain dengan standard
dan kualitas yang tinggi.
c. Departemen Engineering
Departemen ini bertanggung jawab dalam pelaksanaan pebaikan mesin dan
pemeliharaan mesin yang terdapat didalam lantai produksi. Serta bertanggung
jawab akan pengelolahan bahan bakar (daya listrik,ketersediaan air, dan lain-lain
yang berkaitan dengan kebutuhan perusahaan secara teknis).
2.2.1.8. Direktorat Administrasi
Direktorat ini bertanggung jawab terhadap optimalisasi dan evektivitas
sistempengelolahan dan pengembangan sumber daya manusia dan general
affair untuk merealisasikan visi dan misi perusahan.
a. Departemen HR & GA (Human Resource & General Affair)
Departemen ini bertanggung jawab dalam mengusahakan tersedianya karyawan
perusahaan yang cakap dan penuh dedikasi, memilih dan menempatkan
karyawan sesuai dengan pengetahuan, pendidikan dan kemampuan kerjanya,
serta membantu mengawasi dan memecahkan masalay yang timbul dibidang
umum.
11
b. Departemen FICO (Financial and Accounting)
Departemen ini bertanggung jawab akan penagihan, cash flow dan draw back,
serta yang mengurusi bagian perpajakan perusahaan.
c. Departemen Information Technology (IT)
Departemen ini bertanggung jawab akan pendataan yang berkaitan dengan
informasi baik mesin maupun program serta sebagai penunjang dan
pengembangan system computer yang terdapat dalam perusahaan.
2.3. Manajemen Perusahaan
Pada sub bab ini menjelaskan mengenai gambaran manajemen perusahaan,
mulai dari visi-misi perusahaan sampai fasilitas yang disediakan perusahaan.
2.3.1. Visi, Misi, Nilai-Nilai dan Kebijakan Mutu PT. Trisula Textile Industries
Tbk
2.3.1.1. Visi dan Misi Perusahaan
Visi : Menjadi pemimpin utama perusahaan textile di Indonesia dalam
penyediaan seragam dan fashion.
Misi :
a. Meningkatkan kepuasan pelanggan dengan kualitas produk dan
pelayanan yang tinggi melalui kepeminpinan yang kuat,
b. Memberdayakan karyawan melalui pengembangan human capital,
c. Menyediakan Pertumbuhan keuntungan serta management yang
terpercaya kepada para pemegang saham,
d. Berkontribusi kepada lingkungan sosial melalui tanggung jawab sosial.
2.3.1.2. Nilai dan Kebijakan Mutu yang Diterapkan Perusahaan
a. Integrity : jujur dalam ucapan dan tindakan, mendahulukan kepentingan
perusahaan diatas kepentingan lain.
b. Professional : Menguasai secara mendalam bidang pekerjaan masing-
masing.
c. Customer Focus : Sadar perusahaan hidup dari customer,
12
d. Ownership & Enterpreneurship : Berani mengambil tanggung jawab penuh,
mempunyai naluri bisnis, dan mengerti apa yang membuat bisnis
menghasilkan uang,
e. Growing Together : Saling Menghargai dan menghormati, menyadari
perkembangan individu hanya akan tercapai dengan berkembang bersama.
f. Kebijakan Mutu
i. Menghasilkan produk yang bermutu tinggi untuk meningkatkan kepuasan
pelanggan,
ii. Meningkatkan efisiensi di segala bidang untuk menghasilkan produk dengan
harga yang kompetitif,
iii. Meningkatkan kompetensi & engagement karyawan melalui pengembangan
human capital,
iv. Mengembangkan system management secara berkelanjutan.
2.3.2. Ketenagakerjaan
PT. Trisula Textile Industries Tbk mempekerjakan karyawan kurang lebih 700
karyawan baik dari sektor perkantoran maupun operator yang bekerja pada lantai
produksi. PT. Trisula Textile Industries Tbk menerapkan sistem enam hari kerja
dengan ketentuan hari kerja dari Senin sampai Jumat dengan jam kerja dari
pukul 08.00 sampai 16.00 dengan jam istirahat pada pukul 12.00 sampai 13.00
untuk day shift untuk bagian produksi, pukul 06.30 sampai 14.30 dengan jam
istirahat pada pukul 10.00 sampai 11.00 untuk sift pagi, pukul 14.30 sampai
21.30 dengan jam istirahat 17.30 sampai 18.30 untuk shift siang, dan pukul
21.30-06.30 dengan jam istirahat 00.30 sampai 01.30 untuk shift malam.
Sedangkan pada bagian perkantoran perusahaan ini menetapkan jam kerja
mulai dari pukul 08.00-16.00 dengan jam istirahat 12.30 sampai 13.30. Khusus
pada hari Sabtu karyawan bekerja setengah hari (setengah shift).
2.3.3. Fasilitas Perusahaan
PT. Trisula Textile Industries Tbk juga memiliki beberapa fasilitas yang ada
didalam lingkup perusahaan yang dimana fasilitas tersebut dibuat guna
mensejahterakan karyawan yang ada agar kinerja dari karyawan bisa berjalan
dengan baik. Fasilitas – fasilitas yang ada pada PT. Trisula Textile Industries Tbk
berlaku bagi semua karyawan dari PT. Trisula Textile Industries Tbk.
13
2.3.3.1. Masjid
Terdapat masjid utama di PT. Trisula Textile Industries Tbk yang digunakan
untuk beribadah para karyawanya. Masjid yang terdapat didalam perusahaaan
lebih digunakan untuk sholat jumat dan lain sebagainya oleh para karyawan
atau pekerja dari berbagai divisi.
2.3.3.2. Kantin
PT. Trisula Textile Industries Tbk mempunyai satu kantin utama yang cukup
besar merupakan fasilitas yang di berikan oleh perusahaan. Pada jam istirahat
karyawan dari berbagai divisi berkumpul di kantin ini untuk makan
prasmanan secara gratis dan air minum gratis.
2.3.3.4. Koperasi
PT. Trisula Textile Industries Tbk mempunyai satu koprasi yang menyediakan
makanan tambahaan yang dibutuhkan oleh karyawan PT. Trisula Textile
Industries Tbk tersebut.
2.3.3.5. Smoking Area
Terdapat 2 smoking area di PT. Trisula Textile Industries Tbk yaitu di taman
sebelah area parkir dan smoking area yang terdapat di belakang kantin.
Karyawan yang perokok aktif sudahah difasilitasi smoking area guna memberi
fasilitas karyawan agar tidak merokok di sembarang tempat. Karena pada PT.
Trisula Textile Industries Tbk sudah ditekankan bahwa karyawan tidak
diperbolehkan merokok di area produksi maupun di kantor untuk menghindarkan
dari bahaya yang mungkin terjadi di lantai produksi maupun dikantor.
2.3.3.6. Komputer yang Telah Terintegrasi dengan Sistem
Di PT. Trisula Textile Industries Tbk khususnya karyawan yang bekerja di dalam
kantor telah di sediakan komputer untuk mengerjakan tugas-tugas yang
diberikan sehingga para karyawan tidak perlu membawa peralatan seperti
laptop dari rumah. Serta pada divisi - divisi tertentu seperti divisi Supply Chain
(SCH), Dyeing-finishing, dan pergudangan setiap komputernya telah didukung
dengan sistem ERP atau SAP, dan perusahaan ini sudah memiliki system
terintegrasi pendukung yang dinamakan TGSIS yang digunakan pada bagian
pergudangan guna menginput barcode untuk mengetahui jumlah stock yang
dimiiki oleh gudang. Hanya pegawai tertentu saja yang diberikan akses kedalam

14
system tersebut, karena rahasia di dalam sistem ERP atau SAP dan TGSIS
tersebut sangat penting bagi perusahaan.
2.3.3.7. Area Parkir
PT. Trisula Textile Industries Tbk menyediakan area parkir yang cukup luas
untuk semua karyawannya dan juga untuk tamu. Area parkir tersebut juga
dipisah untuk area parkir mobil dan area parkir motor.
2.3.3.8. Safety Tools
Di dalam Lingkungan kerja PT. Trisula Textile Industries Tbk sangat
mengutamakan Keselamatan Kesehatan Kerja para karyawannya terutama di
area lini produksi dan permesinan. Pada lantai produksi tertentu baik pengunjung
dan karyawan diwajibkan memakai helm keselamatan pada saat memasuki area
produksi dan juga diwajibkan untuk berjalan di area yang telah di sediakan
supaya mencegah hal-hal yang tidak diinginkan terjadi. Juga para operator
yang bekerja di bagian lantai produksi diwajibkan untuk mengenakan peralatan
safety seperti masker, sarung tangan dan lain lain tergantung resiko yang
terdapat di lantai produksi tersebut.
2.3.3.9. Bantuan Transportasi
Bantuan Transportasi ini berguna untuk penjemputan karyawan PT. Trisula
Textile Industries Tbk mengunakan bus yang ada di perusahaaan, sehingga
karyawan yang tidak memiliki kendaraan pribadi tidak perlu mengeluarkan biaya
transportasi.
2.3.3.10. Jaminan Kesehatan
Perusahaan memberikan jaminan kesehatan dengan mendaftarkan setiap
karyawan ke dalam program asuransi ketenagakerjaan yang meliputi
kecelakaan kerja, biaya rumah sakit dan kematian.
2.3.3.11. Tunjangan Lembur
Tunjangan lembur diberikan pada para karyawan yang hanya melakukan lembur
yang nantinya akan digabung dengan peemberian gaji pada karyawan tersebut.
2.3.4. Pemasaran
Hasil produksi PT. Trisula Textile Industries Tbk merupakan kain siap pakai
dalam produksi garmen yang dipasarkan melalui sales. Perusahaan hanya
15
memproduksi berdasarkan permintaan Buyer/agen yang diperoleh dari sales.
Tanggung jawab pendistribusian dan pemasaran dipegang penuh oleh
Departemen Sales Ekpor dan Sales lokal. Departemen tersebut bertanggung
jawab penuh untuk memasarkan setiap produk yang tersedia di PT. Trisula
Textile Industries Tbk hingga sampai kepada konsumen atau agen. Kegiatan
yang dilakuan oleh sales perusahaan adalah sebagai berikut :
a. Memantau keadaan pasar, minat pasar, dan kemudian memberikan data
pemesanan produk kebagian Direktorat Marketing untuk di proses kartu
pemesanannya yang akan digunakan dan diserahkan kepada Departemen
Supply Chain.
b. Melakukan pendistribusian dan memasarkan produk PT. Trisula Textile
Industries Tbk meliputi pasar lokal hingga interlokal, yang nantinya produk
tersebut akan dibagikan kepada agen yang bekerja sama dengan PT. Trisula
Textile Industries Tbk untuk bagian pemasaran lokalnya. Sedangkan untuk
bagian pemasaran interlokalnya, langsung di distribusikan kepada konsumen.
Untuk saat ini produk PT. Trisula Textile Industries Tbk sudah dipasarkan ke
dalam negeri kurang lebih 65% sedangkan untuk luar negeri kurang lebih 35%.
Biasanya perusahaan ini mengekspor mulai dari Negara Jepang, Negara
Amerika, Negara-negara di Eropa, Timur Tengah, Afrika Selatan, hingga
Australia.
16
BAB 3
TINJAUAN SISTEM PERUSAHAAN
Pada Bab ini menjelaskan mengenai tinjauan pada sistem perusahaan,
khususnya pada Divisi Supply Chain (SCH).
3.1. Proses Bisnis Perusahaan
Proses Bisnis merupakan kumpulan suatu aktivitas dalam sebuah pekerjaan
yang terstruktur atau suatu susunan aktivits yang saling berkaitan dalam suatu
kegiatan yang pada proses penghasilan produk atau layanan. berikut adalah
proses bisnis penerimaan dan pengerjaan pesanan pada PT. Trisula Textile
Industries Tbk :
Proses Bisnis Penerimaan dan Pengerjaan Pesanan Pada PT. TRISULA TEXTILE INDUSTRIES TBK
PergudanganProduksiBagian Quality Control
(QC)Manajer ProduksiManajer Marketing Laboratorium PPC
Pemesanan (Order)
Menerima Pesanan
Membuat Keputusan
Penanganan Warna
Sesuai ?
Tidak
Terima Hasil Penanganan
WarnaYa
Konfirmasi Dengan
Pemesanan
Sesuai ? Tidak
Ya Penugasan
Untuk Perencanaan
Perencanaan Produksi
Proses Produksi
Pemeriksaan Hasil Proses
Produksi
Sesuai ?
Menyediakan Kebutuhan Bahan Baku Ke Gudang.
Menjadi Stock
Packing
Menjadi Stock
Sesuai ?
Ya Tidak
TidakYa
Pengiriman
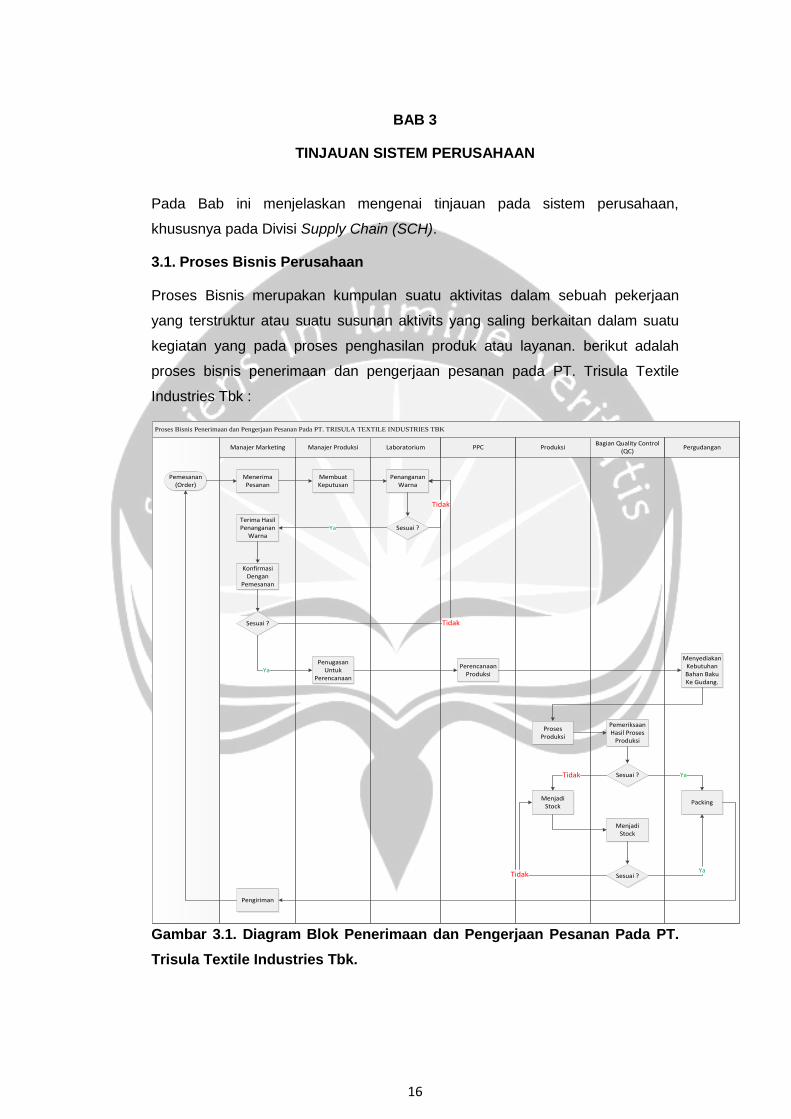
Gambar 3.1. Diagram Blok Penerimaan dan Pengerjaan Pesanan Pada PT.
Trisula Textile Industries Tbk.
17
Gambar diatas merupakan aliran proses penerimaan dan pengerjaan pesanan
produk. Aliran proses dimulai dari Buyer / Agen yang melakukan pemesanan
produk melalui Manajemen Marketing. Kemudian Manajemen Marketing
melakukan meeting dengan Manajemen Produksi guna membuat keputusan
untuk pemrosesan order, jika order dapat diproses, maka Manajemen Produksi
memberitahukan pada pihak Laboratorium untuk menganalisis dan membuat
warna kain sesuai dengan permintaan Buyer / Agen. Jika sudah ditemukan hasil
analisis warnanya maka pihak Laboratorium memberikan hasilnya kepada
Manajemen Marketing, disini Manajemen Marketing mengecek dan
menyesuaikan dengan master (permintaan warna) dari pihak Buyer / Agen. Jika
sudah sesuai maka bagian Manajemen Marketing menugaskan Manajemen
Produksi untuk mulai melakukan atau membuat perencanaan produksinya. Hasil
dari perencanaan tersebut diberikan kepada bagian PPC guna penyesuaian
skala prioritas dan menentukan jadwal pemrosesan order. Jika sudah ditemukan
jadwal proses maka bagian PPC menurunkan order kebagian Produksi untuk
mulai memproses order, pada bagian produksi bertugas untuk menentukan
kebutuhan bahan baku yang diperlukan untuk memenuhi order. Jika bahan baku
sudah ditentukan, maka bagian Produksi menurunkan permintaan kebutuhan
bahan baku ke bagian gudang untuk menyediakan jumlah bahan baku yang
diminta. Pada bagian gudang bertugas untuk mendistribusikan kebutuhan bahan
baku kebagian Produksi. Jika bahan baku sudah diterima oleh bagian produksi,
maka bagian produksi mulai melakukan proes produksi hingga menjadi kain jadi.
Kemudian jika jumlah permintaan sudah dapat terpenuhi oleh bagian produksi
maka bagian produksi menyerahkan hasilnya kebagian Quality Control guna
mengecek apakah produk layak untuk diberikan kepada Buyer / Agen atau tidak,
dan pada bagian Quality Control ini juga bertugas untuk menentukan nilai grade
pada kain yang telah selesai di proses. Jika kain sudah layak untuk dikirim
kepada Buyer / Agen maka bagian Quality Control memberikan hasil
pengecekannya ke bagian Pergudangan guna proses pengepakan (pakaging)
sebelum permintaan sampai ketangan Buyer / Agen. Kemudian jika proses
pakaging sudah selesai dan siap dikirim maka bagian Pergudangan melaporkan
hasilnya kepada bagian Menejemen Marketing untuk dilakukannya pengiriman.
Pada tahap ini bagian Menejemen Marketing bertugas untuk melakukan
penjadwalan pengiriman ke Buyer / Agen. Sesuai dengan alamat dan waktu yang
diminta oleh Buyer / Agen.
18
3.2. Produk yang Dihasilkan
PT. Trisula Textile Industries Tbk bergerak dalam perindustrian Textile. Produk
yang dihasilkan oleh PT. Trisula Textile Industries Tbk berupa kain setengah jadi
(kain Greige) dan kain jadi (kain siap diproses pada industry garmen). Produk
yang dihasilkan oleh PT. Trisula Textile Industries Tbk diantaranya adalah kain
siap proses (brand-brand yang sudah dikenal seperti Bellini, Jobb, Caterina,
Lexus, Accura dan lain-lain), selain itu perusahaan ini juga melayani permintaan
kain seragam (seperti kepolisian, angkatan, pramuka dan lain-lain). Produk
tersebut didistribusikan ke dalam maupun luar negeri.
Berkut adalah jenis-jenis produk yang dihasilkan oleh PT. Trisula Textile
Industries Tbk :
3.2.1.1. Kain Siap Proses
Kain siap proses disini adalah berupa kain yang biasanya digunakan oleh
industry garmen atau kain yang di pasarkan dalam pasar local maupun pasar
interlokal. Kain tersebut memiliki jenis dan nama brand nya sendiri. Berikut
adalah jenis-jenis kain yang dimaksut adalah sebagai berikut :
a. Amadeus Premiere Edition
Jenis kain ini tercipta dari sinergi sempurna dari jalinan prima yang sangat indah
dan bertekstur dari campuran benang melange campuran yang dicelup kationik
dengan benang nylon sebelum menyatukannya dengan benang sentuh wol
sebagai sentuhan akhir. Evolusi warisan "Suzukura Jepang" dengan desain
klasik Italia dengan sentuhan, dibuat untuk dunia nyata. Merangkul infus
sensibilitas modern untuk pakaian pria.
Spesifikasi Produk :
i. Perawatan yang mudah - kain yang bisa dicuci "alami".
ii. Peregangan kenyamanan Kaya dan warna yang dalam.
iii. Warna tahan luntur yang bagus.
iv. Bobot bagus dan sentuh dengan Nylon Rich.
v. Desain Klasik dengan Twist.
Contoh Produk :
19
Sumber : http://trisulatextile.com/amadeus-premiere-edition/
Gambar 3.2. Contoh kain Amadeus Premiere Edition
b. Bellini Tropica
Jenis kain ini tercipta dari keajaiban benang manajemen Moisture benang oleh
Bellini. Benang yang digunakan untuk membuat produk ini adalah jenis benang
yang sangat cocok untuk cuaca tropis.
Sprsifikasi Produk :
i. Bebas Keringat
ii. Super Keren
iii. Pengeringan Cepat
iv. Kinerja yang Disesuaikan
v. Breathable Membrane
Contoh Produk :
20
Sumber : http://trisulatextile.com/bellini-tropical/
Gambar 3.3. Contoh kain Bellini Tropica
c. Bidadari Cantik
Jenis produk ini adalah salah satu jenis kain andalan di PT. Trisula Textile
Industries Tbk. Berikut adalah contoh jenis produk Bidadari Cantik :
Sumber : http://trisulatextile.com/bidadari-cantik/
Gambar 3.4. Contoh kain Bidadari Cantik
d. CK Basic
Teknik produksi dan perawatan terbaru menghasilkan warna-warna yang tidak
mudah luntur dan tahan lama dengan perawatan yang mudah. CK basic dibuat
dengan tujuan untuk pemakaian di daerah tropis sehingga sirkulasi udara dan
daya serap keringat produk ini sangatlah baik demi kenyamanan maksimal
pemakaiannya. Dengan variasi warna yang lengkap serta harga terjangkau, CK
basic merupakan solusi dengan “Value for money” terbaik untuk kebutuhan kain
seragam anda.
Spesifikasi Produk :
i. Breathable Membrane
ii. Kontrol Iklim
iii. Pelepasan Kelembaban
iv. Kinerja yang Disesuaikan
v. Seleksi Warna Bervariatif
Contoh Produk :

21
Sumber : http://trisulatextile.com/ck-basic/
Gambar 3.5. Contoh kain CK Basic
e. Galinara
Jenis produk ini adalah salah satu jenis kain andalan, kain ini masuk dalam
daftar produk premium di PT. Trisula Textile Industries Tbk.
Spesifikasi Produk :
i. Superfine Luxurious Italia Woll Touch
ii. Koleksi Premium
iii. Woll Touch
iv. Modern Design & Two-toned Deep Color
v. Kenyamanan
Contoh jenis kain Galinara :
Sumber : http://trisulatextile.com/galinara/
Gambar 3.6. Contoh kain Galinara
22
f. Hugo Black
Sebuah Tekstil Baru dengan kualitas Polywood & Wool Touch memberikan
penampilan eksklusif dalam setiap pakaian formal dan seragam. Kain sensasi
Wol-Touch ini dirancang dengan menggunakan bahan poliester tingkat tinggi
kami, yang dikenal sebagai Benang Natural-Tech oleh Bellini. Konsistensi warna,
kualitas tinggi, material dan teknologi pengolah muka membuat handnamel tekstil
kain kami sangat sesuai untuk setiap kebutuhan fashion yang unik. Jenis kain ini
sangat cocok untuk penerapan pada :
i. Jaket Formal
ii. Bahan setelan
iii. Celana Formal
iv. Seragam Pria & Wanita
Spesifikasi Produk :
i. Fabric Polyester Grade Tinggi
ii. Sentuhan Polywood / Wol Touch High Quality
iii. Benang bertekstur
iv. Konsistensi Warna Seragam
v. Warna Seragam yang Tersedia
Contoh jenis kain Hugo Black :
23
Sumber : http://trisulatextile.com/hugo-black/
Gambar 3.7. Contoh kain Hugo Black
g. Mantovanni
Jenis produk ini diproduksi secara khusus dengan teknologi terkini untuk
menjamin kualitas terbaik untuk bahan seragam dan pakaian formal anda.jenis
kain ini masuk kedaftar jenis kain premium di PT. Trisula Textile Industries Tbk.
Spesifikasi Produk :
i. Tidak panas sehingga nyaman dipakai.
ii. Pilihan warna yang beragam dan tidak luntur.
iii. Mudah perawatannya.
iv. Tidak mudah kusut.
Contoh jenis kain Mantovanni :
Sumber : http://trisulatextile.com/mantovanni/
Gambar 3.8. Contoh kain Mantovanni
h. New Accura Gold
Jenis produk ini adalah salah satu jenis produk kain yang diproduksi oleh PT.
Trisula Textile Industries Tbk, produk ini masuk dalam daftar kain premium di PT.
Trisula Textile Industries Tbk.
Contoh jenis kain New Accura Gold :
24
Sumber : http://trisulatextile.com/new-accura-gold/
Gambar 3.9. Contoh kain New Accura Gold
i. SIIP
Jenis produk ini kebanyakan paling cocok digunakan untuk pembuatan seragam.
Produk ini adalah salah satu produk andalan PT. Trisula Textile Industries Tbk
dalam jenis kain untuk keseragaman.
Contoh jenis kain SIIP :
Sumber : http://trisulatextile.com/siip/
Gambar 3.10. Contoh kain SIIP
3.2.2. Kain Seragam
Produk Keseragaman ini adalah sebuah produk dari PT. Trisula Textile Industries
Tbk yang di fokuskan oleh perusahaan untuk memenuhi permintaan jenis kain
yang cocok untuk pengaplikasian dalam pakaian jadi beserta aksesorisnya
seperti topi, dasi, skarf, sepatu, ikat pinggang dan lain-lain, termasuk desain dan
logistik penunjang. target market produk-produk ini adalah perusahaan swasta,
BUMN, perusahaan perbankan, maskapai penerbangan, TNI, Polri dan lain-lain.
Contoh produk kain seragam :
25
Sumber : http://trisulatextile.com/portofolio/
Gambar 3.11. Contoh kain Seragam
3.3. Proses Produksi
Pada proses produksi diperusahaan ini dibagi menjadi dua proses yaitu adalah
proses Boking Order (BO) dan proses Sales Order (SO). Disini penulis akan
menjelaskan secara singkat berkaitan tentang kedua proses tersebut.
3.3.1. Boking Order (BO)
Boking Order (BO) adalah sebuah pemrosesan dimulai dari bahan baku berupa
benang menjadi kain setengah jadi atau kain grey. Dalam Boking Order (BO)
terdapat dua jenis kain yang diproses yaitu jenis kain Hightwist dan proses
Lowtwist. Dalam pembuatan kedua jenis kain tersebut melalui aliran proses yang
berbeda, disini penulis mengamati dua jenis corak sebagai samplenya. Berikut
adalah aliran proses pembuatan jenis kain Hightwist dan Lowtwist. Setiap proses
proses Hightwist maupun proses Lowtwist selalu melalui lantai produksi yang
berbeda. Berikut adalah lantai produksi yang terdapat pada proses Boking Order
(BO).
a. Gudang Induk Benang (GIB)
Gudang Induk Benang (GIB) adalah gudang yang menyimpan bahan baku
berupa benang yang akan diproses pada lantai produksi.
b. Texturizing
Texturizing adalah lantai produksi yang berfungsi untuk pembuatan tekstur
benang. Pada Texturizing sendiri terdapat 3 tahapan proses yaitu :
i. Texturizing
26
Texturizing adalah proses dimana pembuatan tekstur benang yang
menggunakan mesin Texturizing supaya benang tersebut memiliki tekstur yang
sesuai dengan kebutuhan corak yang akan dibuat.
ii. Kniting Check
Kniting Check adalah sebuat proses pengecekan benang dalam kerataan warna
dan selain itu Kniting Check juga bertujuan untuk mengecek benang tercampur
dengan jenis benang lain atau tidak.
iii. Quality Control (QC)
Quality Control (QC) adalah proses dimana pengecekan kerataan warna benang
yang telah melalui Kniting Check. Proses pengecekan disini dilakukan secara
visual oleh operator.
c. Twisting
Twisting adalah proses pemlintiran benang supaya benang tidak berbulu saat
pada proses perajutan. Terdapat beberapa proses pada lantai produksi Twisting
diantaranya adalah :
i. Kniting Check
Kniting Check adalah sebuat proses pengecekan benang dalam kerataan warna
dan selain itu Kniting Check juga bertujuan untuk mengecek benang tercampur
dengan jenis benang lain atau tidak.
ii. Pirnwinding
Pirnwinding adalah proses pemindahan benang dari bobbin Texturizing ke
bobbin Pirnwinding agar dapat diproses pada mesin TFO.
iii. TFO
TFO adalah proses dimana pemlintiran benang terjadi, pada mesin TFO ini
benang yang ada pada bobbin Pirnwinding di plintir untuk mengilangkan serat
benang agar pada proses penenusan kain tidak berbulu.
iv. VHS
VHS adalah proses dimana pemanasan bahan baku benang setelah melalui
TFO agar tidak terjadinya merintil. Pada proses VHS ini bobbin TFO dimasukan
kedalam VHS dan dipanaskan sesuai dengan standar suhu yang telah
ditetapkan pada kartu proses.

27
v. Jumbo Winder
Jumbo Winder adalah sebuah proses dimana pemindahan benang dari bobbin
kecil setelah VHS kedalam bobbin jumbo. Biasanya yang melalui poses ini
adalah jenis benang yang digunakan untuk Pakan kain. Tujuan dari proses
Jumbo Winder sendiri adalah untuk mempermudah operator dalam proses
penenunan, karena operator tidak harus sering sering mengganti bobbin untuk
pakan kain.
d. Warping
Warping adalah lantai produksi yang berguna untuk proses pemindahan benang
dari bobbin Twisting kedalam beam Warping. Tujuannya adalah untuk memenuhi
permintaan jumlah helai benang yang ada pada kartu proses BO. Biasanya yang
melalui lantai produksi ini hanyalah jenis benang lusi.
e. Sizing
Sizing adalah lantai produksi yang berguna untuk pemberian obat kanji pada
benang, agar benang tidak gampang putus saat ditenun. Junis benang yang
melalui proses ini adalah jenis benang Lowtwist. Karena jenis benang ini adlah
jenis benang yang rentan mengalami keputusan pada saat proses penenunan.
f. Beaming
Beaming adalah lantai produksi yang berguna untuk penggabungan benang
yang telah diproses melalui Warping maupun Sizing agar beam dapat masuk
kemesin Weaving. Pada proses ini beam-beam Warping maupun Sizing
dipindahkan kedalam beam jumbo agar helaian benang tersebut dapat
memenuhi permintaan pada kartu proses dan disisi lain mesin Weaving hanya
dapat memproses beam jumbo saja.
g. Leasing
Leasing adalah sebuah proses dimana penyatuan helai benang agar
mempermudah proses Teying pada lantai produksi Weaving.
h. Cucukan
Cucukan adalah sebuah proses dimana pemasukan helai benang kedalam gun,
dropper dan sisir yang nantiya akan digunakan pada proses penggantian
Kamran dan droper pada mesin Weaving. Hasil dari proses cucukan ini akan
digunakan peda proses Setting dilantai produksi Weaving.
28
i. Weaving
Weaving adalah proses penenunan, dalam lantai produksi ini adalah proses
utama dalam pembuatan kain, dalam proses Weaving sendiri terdapat dua
proses persiapaan sebelum dilakukan penenunan. Berikut adalah dua proses
sebelum penenunan.
j. Teying
Teying adalah proses dimana penyambungan helai benang kemesin Weaving.
Proses ini biasanya digunakan untuk menyambung jenis benang yang sama,
agar tidak memakan waktu lama pada saat proses persiapan sebelum
penenunan.
k. Setting
Setting adalah proses dimana penggantian Kamran dan dropper pada mesin
Weaving. Proses ini biassanya digunakan untuk proses penenunan dengan
pengantian benang yang berbeda dari proses penenunan sebelumnya.
l. Inspection Grey
Inspection Grey adalah proses dimana pengecekan kualitas dari hasil
penenunan. Pada proses ini adalah proses penentuan grade kain dan proses
perbaikan kain (jika masih bias diperbaiki).
m. Gudang Greige
Gudang Greige adalah gudang penyimpanan untuk kain greige (kain setengah
jadi).
Pada proses Boking Order (BO) ini terdapat dua bagian proses yaitu proses
pembuatan Pakan (benang yang mengarah ke horizontal) dan proses
pembuatan Lusi (benang yang mengarah ke vertical). Proses pembuatan kain ini
dimulai dari persiapan bahan baku pada Gudang Induk Benang (GIB) kemudian
bagian GIB mensupply bahan bakunya ke bagian produksi. Berikut adalah aliran
proses pembuatan kain Hightwist dan Lowtwist.
3.3.1.1. Jenis Kain Hightwist
Kain Hightwist adalah jenis kain yang pada pemrosesan Twisting menggunakan
kecepatan yang tinggi. Proses produksi kain Hightwist dapat dilihat dibawah ini :
29
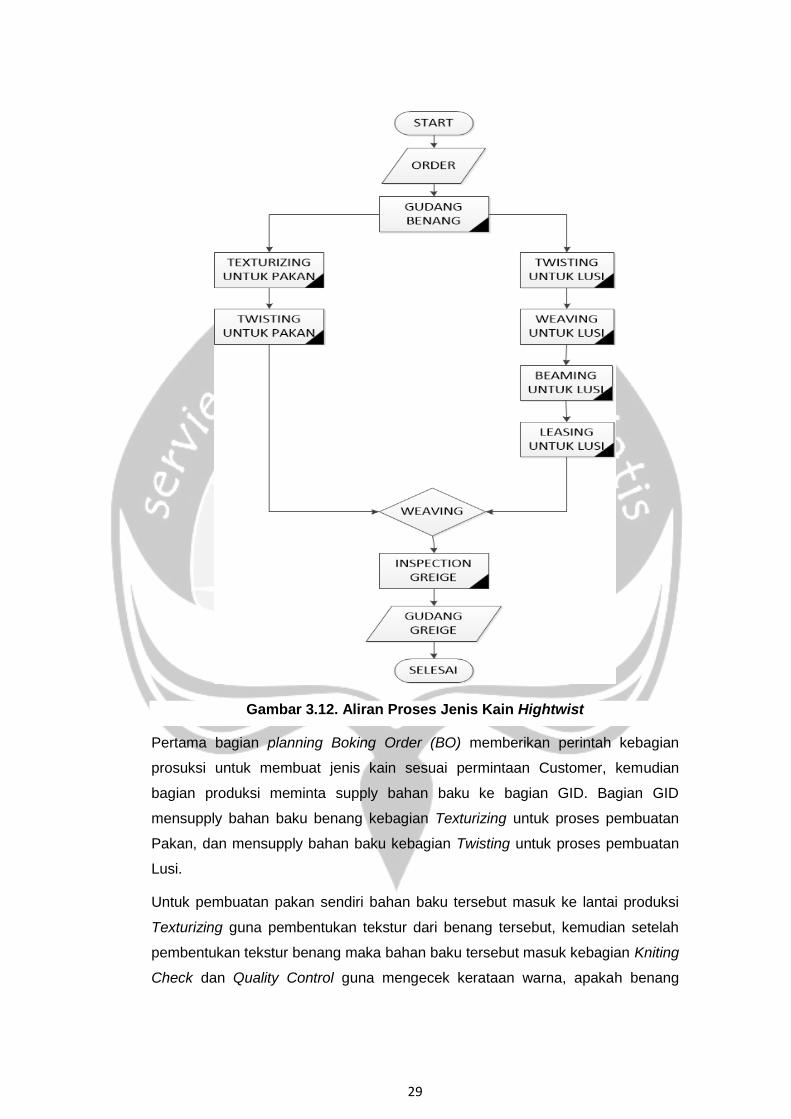
Gambar 3.12. Aliran Proses Jenis Kain Hightwist
Pertama bagian planning Boking Order (BO) memberikan perintah kebagian
prosuksi untuk membuat jenis kain sesuai permintaan Customer, kemudian
bagian produksi meminta supply bahan baku ke bagian GID. Bagian GID
mensupply bahan baku benang kebagian Texturizing untuk proses pembuatan
Pakan, dan mensupply bahan baku kebagian Twisting untuk proses pembuatan
Lusi.
Untuk pembuatan pakan sendiri bahan baku tersebut masuk ke lantai produksi
Texturizing guna pembentukan tekstur dari benang tersebut, kemudian setelah
pembentukan tekstur benang maka bahan baku tersebut masuk kebagian Kniting
Check dan Quality Control guna mengecek kerataan warna, apakah benang
30
sudah sesuai dan rata warnanya jika di dicelup pada bagian pencelupan, selain
itu juga untuk mengecek apakah terdapat benang yang tercampur dengan jenis
benang lain atau tidak. Setelah dilakukannya proses Kniting Check dan Quality
Control maka benang atau bahan baku tersebut langsung dikirim kebagian
Twisting guna untuk menerima proses pemelintiran/ Twisting.
Pada proses Twisting disini bahan baku di proses melalui Kniting Check guna
mengecek kerataan warna, apakah benang sudah sesuai dan rata warnanya jika
di dicelup pada bagian pencelupan, selain itu juga untuk mengecek apakah
terdapat benang yang tercampur dengan jenis benang lain atau tidak. Setelah
dilakukannya proses Kniting Check maka benang atau bahan baku tersebut
langsung masuk ke proses Pirnwinding, pada proses Pirnwinding ini hanya
sebuah proses pemindahan benang dari bobbin Texturizing ke bobbin
Pirnwinding agar pada saat proses TFO bobbin tersebut dapat masuk kemesi
TFO. Kemudian setelah melalui proses Pirnwinding, bahan baku tersebut
langsung masuk kemesin TFO (proses pemlintiran) pada mesin TFO ini adalah
proses penting pada lantai produksi Twisting, karena mesin TFO ini berguna
untuk memplintir benang sesuai dengan permintaan (kartu proses corak).
Setelah melalui mesin TFO bahan baku tersebut kemudian masuk
kepemrosesan VHS, pada VHS ini benang yang sudah di plintir tadi dipanaskan
dengan suhu tertentu agar tidak terjadi pemrintilan. Tujuan dari proses VHS ini
adalah untuk mengurangi kemrintilan benang agar pada saat proses penenusan
benang tidak mengalami kemrintilan. Setelah dilakukan proses VHS maka
benang langsung masuk ke mesin Jumbo Winder guna pemindahan dari bobbin
kecil ke bobbin jumbo, kapasitas bobbin jumbo ini setara dengan 5 bobbin kecil.
Tujuan dari proses Jumbo Winder sendiri adalah untuk mempermudah operator
dalam proses penenunan, karena operator tidak harus sering sering mengganti
bobbin untuk pakan kain. Kemudian setelah melalui proses Twisting maka pakan
kain langsung dikirim kebagian Weaving (penenunan) untuk diproses lagi dalam
penenunan.
Pada proses pembuatan Lusi kain, tidak melalui Texturizing karena dari hasil
corak yang kami amati dalam pembuatan Lusi kain disini tidak melalui proses
Texturizing dan langsung masuk kepemrosesan Twisting. maka bagian GID
mensupply bahan baku kebagian Twisting guna untuk proses pemlintiran.
Langkah pertama pembuatan benang untuk lusi kain adalah melalui proses
Kniting Check guna mengecek kerataan warna, apakah benang sudah sesuai
31
dan rata warnanya jika di dicelup pada bagian pencelupan, selain itu juga untuk
mengecek apakah terdapat benang yang tercampur dengan jenis benang lain
atau tidak. Setelah dilakukannya proses Kniting Check maka benang atau bahan
baku tersebut langsung masuk ke proses Pirnwinding, pada proses Pirnwinding
ini hanya sebuah proses pemindahan benang dari bobbin Texturizing ke bobbin
Pirnwinding agar pada saat proses TFO bobbin tersebut dapat masuk kemesi
TFO. Kemudian setelah melalui proses Pirnwinding, bahan baku tersebut
langsung masuk kemesin TFO (proses pemlintiran) pada mesin TFO ini adalah
proses penting pada lantai produksi Twisting, karena mesin TFO ini berguna
untuk memplintir benang sesuai dengan permintaan (kartu proses corak).
Setelah melalui mesin TFO bahan baku tersebut kemudian masuk
kepemrosesan VHS, pada VHS ini benang yang sudah di plintir tadi dipanaskan
dengan suhu tertentu agar tidak terjadi pemrintilan. Tujuan dari proses VHS ini
adalah untuk mengurangi kemrintilan benang agar pada saat proses penenusan
benang tidak mengalami kemrintilan. Setelah dilakukan proses VHS maka
benang lusi tersebut langsung dikirim kebagian Warping guna penyatuan benang
kedalam Beam kecil pada Warper. Setelah melalui proses Warper, maka beam
kecil tersebut dikirim kebagian Beaming untuk pemindahan benang yang semula
dari beam kecil ke beam besar agar beam tersebut dapat masuk ke mesin
Weaving. Setelah dilakukannya proses Beaming maka bahan baku berupa
benang tersebut masuk kebagian Leasing, tujuan dari proses ini adalah untuk
mempermudah pemasangan benang ke mesin Weaving. Karena pada Weaving
sendiri jenis corak yang kami amati melalui proses Teying (penyambungan
benang kemesin) karena pada proses sebelumnya jenis corak yang kami amati
sudah pernah dilakukannya proses perajutan dimesin Weaving. Kemudian
setelah dilakukannya proses Leasing, maka bahan baku berupa benang
langsung dikirim kebagian Weaving guna proses perajutan. Dalam proses
perajutan disini benang lusi dan benang pakan diperlukan, benang lusi berguna
sebagai pembentukan kain kearah vertical. Sedangkan benang pakan sendiri
berguna sebagai pembentukan kain kearah horizontal. Setelah melalui proses
Weaving maka kain greige dikirim kebagian Inspection Greige guna pengecekan
kualitas kain dan penentuan grade kain. Setelah melalui Inspection Greige maka
kain disimpan kegudang greige.
32
Output dari proses Weaving sendiri adalah kain grey dengan jenis Hightwist
(kain setengah jadi) yang siap untuk masuk proses pencelupan (Dyeing-
Finishing).
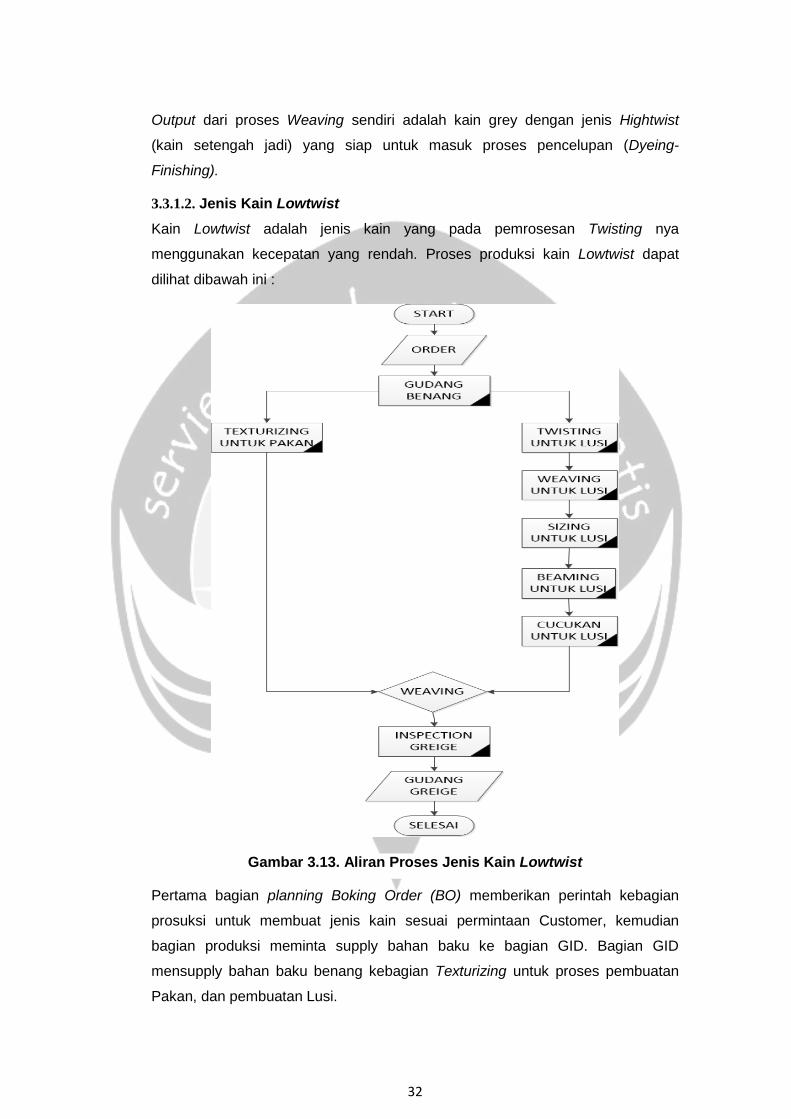
3.3.1.2. Jenis Kain Lowtwist
Kain Lowtwist adalah jenis kain yang pada pemrosesan Twisting nya
menggunakan kecepatan yang rendah. Proses produksi kain Lowtwist dapat
dilihat dibawah ini :
Gambar 3.13. Aliran Proses Jenis Kain Lowtwist
Pertama bagian planning Boking Order (BO) memberikan perintah kebagian
prosuksi untuk membuat jenis kain sesuai permintaan Customer, kemudian
bagian produksi meminta supply bahan baku ke bagian GID. Bagian GID
mensupply bahan baku benang kebagian Texturizing untuk proses pembuatan
Pakan, dan pembuatan Lusi.

33
Untuk pembuatan pakan dan lusi sendiri bahan baku tersebut masuk ke lantai
produksi Texturizing guna pembentukan tekstur dari benang tersebut, kemudian
setelah pembentukan tekstur benang maka bahan baku tersebut masuk
kebagian Kniting Check dan Quality Control guna mengecek kerataan warna,
apakah benang sudah sesuai dan rata warnanya jika di dicelup pada bagian
pencelupan, selain itu juga untuk mengecek apakah terdapat benang yang
tercampur dengan jenis benang lain atau tidak. Setelah dilakukannya proses
Kniting Check dan Quality Control maka benang atau bahan baku tersebut
langsung dikirim kebagian Twisting guna untuk menerima proses pemelintiran /
Twisting.
Pada proses Twisting disini bahan baku pakan dan lusi di proses melalui Kniting
Check guna mengecek kerataan warna, apakah benang sudah sesuai dan rata
warnanya jika di dicelup pada bagian pencelupan, selain itu juga untuk
mengecek apakah terdapat benang yang tercampur dengan jenis benang lain
atau tidak. Setelah dilakukannya proses Kniting Check maka benang atau bahan
baku tersebut langsung masuk ke proses TFO (proses pemlintiran). Pada mesin
TFO ini adalah proses penting pada lantai produksi Twisting, karena mesin TFO
ini berguna untuk memplintir benang sesuai dengan permintaan (kartu proses
corak). Setelah melalui mesin TFO bahan baku tersebut kemudian dikirim
kebagian Warping untuk benang lusi, sedangkan untuk benang pakan langsung
dikirim kebagian Weaving. Tujuan dari benang lusi dikirim kebagian Warping
adalah untuk penyatuan benang kedalam Beam kecil pada Warper. Setelah
melalui proses Warper, maka beam kecil tersebut dikirim kebagian Sizing guna
untuk pemberian obat kanji. Tujuan dari pemberian obat kanji pada jenis benang
Lowtwist adalah untuk memperkuat benang agar pada proses Weaving benang
lusi tidak gampang putus. Setelah selesai proses Sizing maka benang lusi
langsung masuk ke proses Beaming untuk pemindahan benang yang semula
dari beam kecil ke beam besar agar beam tersebut dapat masuk ke mesin
Weaving. Setelah dilakukannya proses Beaming maka bahan baku berupa
benang tersebut masuk kebagian Cucukan, tujuan dari proses ini adalah untuk
mempermudah pemasangan benang ke mesin Weaving. Karena pada Weaving
sendiri jenis corak yang kami amati melalui proses setting (penggantian gun dan
dropper). Kemudian setelah dilakukannya proses Cucukan, maka bahan baku
berupa benang langsung dikirim kebagian Weaving guna proses perajutan.
Dalam proses perajutan disini benang lusi dan benang pakan diperlukan, benang

34
lusi berguna sebagai pembentukan kain kearah vertical. Sedangkan benang
pakan sendiri berguna sebagai pembentukan kain kearah horizontal. Setelah
melalui proses Weaving maka kain greige dikirim kebagian Inspection Greige
guna pengecekan kualitas kain dan penentuan grade kain. Setelah melalui
Inspection Greige maka kain disimpan kegudang greige.
Output dari proses Weaving sendiri adalah kain grey dengan jenis Lowtwist (kain
setengah jadi) yang siap untuk masuk proses pencelupan (Dyeing-Finishing).
3.3.2. Sales Order (SO)
Sales Order (SO) adalah proses dimulai dari kain grey (kain setengah jadi) yang
melalui proses pewarnaan (Dyeing) kemudian proses pengecekan setelah
pewarnaan (Final inspection) dan dilanjut dengan proses pengepakan (Pacaging)
dan terakhir disimpan pada Gudang Kain Jadi (GKJ) untuk menunggu proses
pengiriman. Dalam Proses SO ini melalui lantai produksi sebagai berikut.
a. Gudang Greige
Pada gudang Greige bertugas untuk mempersiapkan jumlah permintaan dari
lantai produksi Dyeing-Finishing. Jumlah kain yang dikirim ke Dyeing-Finishing
sesuai dengan jumlah permintaan dari kartu proses yang dibuat oleh bagian
planning Dyeing-Finishing.
b. Dyeing-Finishing
Dyeing-Finishing adalah lantai produksi yang bertugas untuk proses pencelupan
kain. Biassanya Dyeing-Finishing memproses kain dalam hitungan Batch (kurang
lebih 600 yard). Berikut adalah proses yang dilalui kain pada lantai produksi
Dyeing-Finishing.
i. Buka Greige
Proses ini adalah proses pembukaan kain dari roll Inspection Grey menjadi
lembaran kain dan proses penyambungan kain agar menjadi satu Batch.
ii. Boil Off
Proses ini adalah proses penghilangan obat kanji dan pembersihan kain dari
kotoran yang timbul akibat penyimpanan pada gudang grey menggunakan
zat kimia.
iii. Double Scorring
Proses ini adalah proses untuk menetapkan batas susut kain.

35
iv. Washing Sando
Proses ini adalah proses pencucian kain dari zat kimia dan proses
pembersihan kain dari noda yang menempel pada kain.
v. Dia Up (Scuth)
Proses ini adalah proses pembukaan kain kembali setelah masuk kedalam
mesin double scorring, reduce weight maupun dyeing.
vi. Drying
Proses ini adalah proses pengeringan kain setelah proses double scorring,
reduce weight maupun dyeing.
vii. Preset
Proses ini adalah proses penarikan kain setelah proses penyusutan akibat
proses double scorring maupun reduce weight. Agar lebar kain sesuai
dengan standar pada kartu proses.
viii. Timbang
Proses ini adalah proses penimbangan berat kain untuk mengetahui
perbedaan berat kain sebelum dan setelah proses double scorring maupun
reduce weight.
ix. Reduce Weight
Proses ini adalah proses pengikisan kain agar berat kain sesuai dengan
stadar yang ada pada kartu proses.
x. Dyeing
Proses ini adalah proses pewarnaan kain sesuai dengan permintaan pada
kartu proses.
xi. Midle Inspection
Proses ini adalah proses pengecekan sebelum dilakukan proses RF maupun
Jet Black. Pada proses ini bertujuan untuk mengecek kerataan warna setelah
dyeing.
xii. Jet Black
Proses ini adalah proses pemekataan warna kain. Hanyaa kain kain tertentu
saaaja yang melalui proses ini.
xiii. RF
36
Proses ini adalah proses dimana pemberian zat-zat yang diminta pada
planning laboratorium. Zat-zat tersebut biasanya obat anti bakteri, anti air dan
lain-lain.
xiv. Curring
Pada proses ini adalah proses penyempurnaan dari proses RF.
xv. Quality Control (QC)
Quality Control disini bertugas untuk mengecek kualitas kain mulai dari
ketahanan kain terhadap tarikan, gesekan, hingga pencucian kain. Proses
pengecekan tersebut bertujuan untuk mengetahui apakah kain layak untuk
dikirim kebagian final inspect atau tidak.
xvi. Laboratorium
Pada Laboratorium bertugas untuk mencari perpaduan warna untuk
membentuk sebuat warna, dan mencari komposisi warna yang digunakan.
Selain itu bagian ini juga bertanggung jawab untuk menentukan perpaduan
zat warna dan jenis warna yang akan digunakan sebanyak berapa gr/liter air,
dan juga bagian laboratorium bertugas untuk menentukan jumlh pemakaian
zat pendukung pada proses RF.
c. Final Inspection
Final Inspection adalah lantai produksi yang bertugas untuk mengecek
kecacatan kain setelah Dyeing-Finishing.
d. Gudang Kain jadi (GKJ)
Pada Gudang Kain Jadi terbagi tiga bagian yaitu :
i. Packing
Pada proses ini kain yang telah lolos dari inspeksi dikemas dalam bentuk Roll
maupun Piece sesuai permintaan Customer.
ii. Ekspedisi
Pada bagian ekspedisi bertugas untuk menentukan keputusan kapan kain
pesanan customer dapat dikirim.
iii. Gudang Kain Jadi (GKJ)
Pada GKJ bertugas untuk menyimpan kain jadi sebelum dilakukan
pengiriman.
37
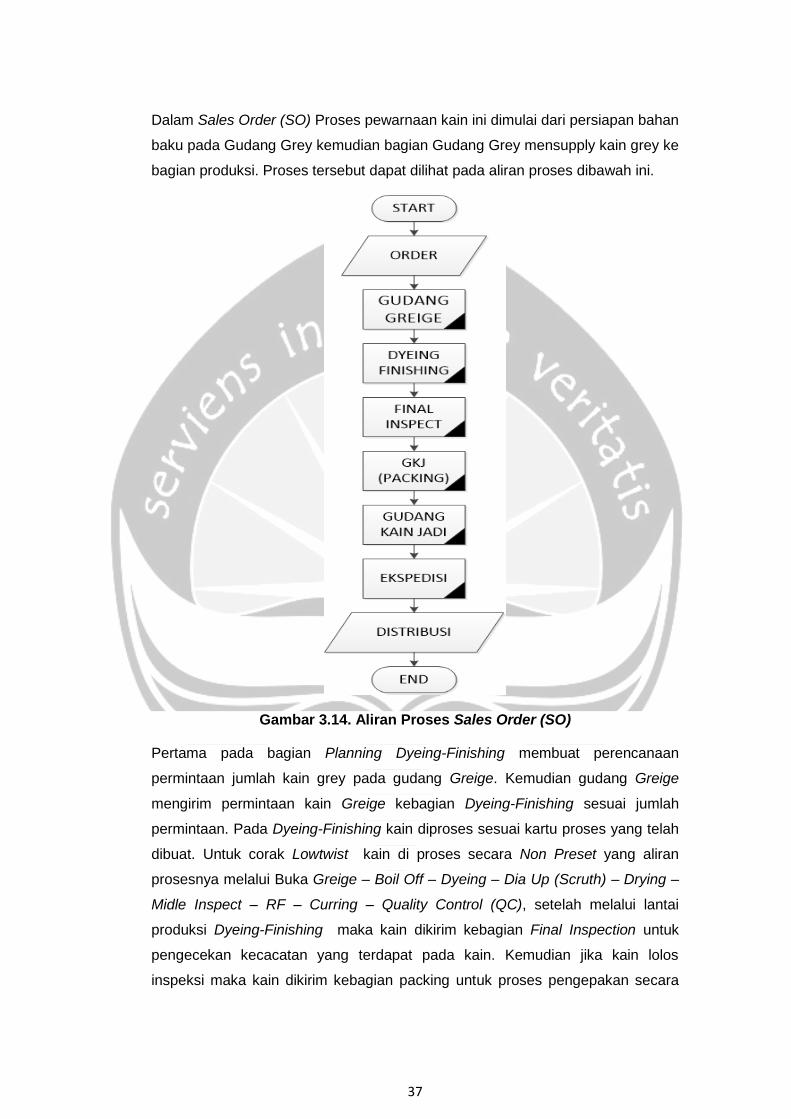
Dalam Sales Order (SO) Proses pewarnaan kain ini dimulai dari persiapan bahan
baku pada Gudang Grey kemudian bagian Gudang Grey mensupply kain grey ke
bagian produksi. Proses tersebut dapat dilihat pada aliran proses dibawah ini.
Gambar 3.14. Aliran Proses Sales Order (SO)
Pertama pada bagian Planning Dyeing-Finishing membuat perencanaan
permintaan jumlah kain grey pada gudang Greige. Kemudian gudang Greige
mengirim permintaan kain Greige kebagian Dyeing-Finishing sesuai jumlah
permintaan. Pada Dyeing-Finishing kain diproses sesuai kartu proses yang telah
dibuat. Untuk corak Lowtwist kain di proses secara Non Preset yang aliran
prosesnya melalui Buka Greige – Boil Off – Dyeing – Dia Up (Scruth) – Drying –
Midle Inspect – RF – Curring – Quality Control (QC), setelah melalui lantai
produksi Dyeing-Finishing maka kain dikirim kebagian Final Inspection untuk
pengecekan kecacatan yang terdapat pada kain. Kemudian jika kain lolos
inspeksi maka kain dikirim kebagian packing untuk proses pengepakan secara

38
Piece (sesuai permintaan customer). Jika proses pengepakan selesai maka kain
disimpan pada Gudang Kain Jadi dan menunggu keputusan dari bagian
Ekspedisi untuk dilakukan proses pengiriman.
Sedangkan untuk corak Hightwist kain di proses secara Double Scorring yang
aliran prosesnya melalui Buka Greige – Boil Off – Double Scorring – Washing
Sando – Dia Up (Scruth) – Drying – Preset – Timbang – Dyeing - Dia Up (Scruth)
– Drying - Midle Inspect – RF – Curring – Quality Control (QC), setelah melalui
lantai produksi Dyeing-Finishing maka kain dikirim kebagian Final Inspection
untuk pengecekan kecacatan yang terdapat pada kain. Kemudian jika kain lolos
inspeksi maka kain dikirim kebagian packing untuk proses pengepakan secara
Piece (sesuai permintaan customer). Jika proses pengepakan selesai maka kain
disimpan pada Gudang Kain Jadi dan menunggu keputusan dari bagian
Ekspedisi untuk dilakukan proses pengiriman.
3.4. Fasilitas Produksi
Untuk menjalankan proses produksi, PT. Trisula Textile Industries Tbk didukung
dengan berbagai fasilitas produksi yang dapat diklasifikasikan sebagai berikut.
3.4.1. Bagian Produksi
Pada bagian produksi terdapat beberapa mesin yang digunakan dalam proses
pembuatan kain diantaranya :
a. Mesin Texturizing
Texturizing adalah adalah mesin yang digunakan untuk pembuatan tekstur
benang.
b. Mesin Kniting Check
Kniting Check adalah mesin yang digunakan untuk proses pengecekan
kerataan warna dan proses pembuatan sample kain (mirip kaos kaki) yang
nantinya akan dicelup untuk mengetahui kerataan warna. Sebagai dasar
pemilahan benang sebelum dikirim kebagian proses selanjutnya.
c. Mesin Pirnwinding
Pirnwinding adalah mesin yang digunakan untuk memindahkan bobbin
Texturizing ke bobbin Pirnwinding agar dapat diproses pada mesin TFO.
Selain itu pada mesin ini digunakan untuk penyesuaian panjang benang
sebelum masuk kemesin TFO.
39
d. Mesin TFO
TFO adalah mesin yang digunakan untuk memlintir benang (Twisting), pada
mesin TFO ini benang yang ada pada bobbin Pirnwinding di plintir untuk
mengilangkan serat benang agar pada proses penenunan kain tidak berbulu.
e. Mesin VHS
VHS adalah mesin yang digunakan untuk pemanasan bahan baku benang
setelah melalui TFO agar tidak terjadinya merintil.
f. Mesin Jumbo Winder
Jumbo Winder adalah mesin yang digunakan untuk memindahan benang dari
bobbin kecil setelah VHS kedalam bobbin jumbo. Biasanya yang melalui
poses ini adalah jenis benang yang digunakan untuk Pakan kain.
g. Mesin Warping
Warping adalah mesin yang digunakan untuk proses pemindahan benang dari
bobbin Twisting kedalam beam Warping.
h. Mesin Sizing
Sizing adalah mesin yang digunakan untuk pemberian obat kanji pada
benang, agar benang tidak gampang putus saat ditenun. Jenis benang yang
melalui proses ini adalah jenis benang Lowtwist. Karena jenis benang ini
adalah jenis benang yang rentan mengalami keputusan pada saat proses
penenunan.
i. Mesin Beaming
Beaming adalah mesin yang digunakan untuk penggabungan benang yang
telah diproses melalui Warping maupun Sizing agar beam dapat masuk
kemesin Weaving.
j. Mesin Leasing
Leasing adalah mesin yang digunakan untuk proses penyatuan helai benang
agar mempermudah proses Teying pada lantai produksi Weaving.
k. Mesin Weaving
Weaving adalah mesin yang digunakan untuk menenun benang menjadi kain.
l. Mesin Inspection
Mesin ini digunakan untuk pengecekan kualitas dari hasil penenunan, setelah
pencelupan dan pada pengecekan akhir sebelum pengiriman. Selain untuk

40
menginspeksi kualitas kain, mesin ini juga digunakan untuk proses
penggulungan (Roll) ataupun proses (Piece) pada proses Packing.
m. Mesin Buka Greige
Mesin yang digunakan untuk membuka kain Greige dari bentuk roll menjadi
bentuk lembaran.
n. Mesin Boil Off
Mesin yang digunakan untuk mencuci kain grey dari obat kanji.
o. Mesin Double Scorring
Mesin yang digunakan untuk mengikis kain.
p. Mesin Washing Sando
Mesin yang digunakan untuk mencuci kain grey dari obat yang menempet
akibat proses Double Scorring dan dari noda yang menempel pada kain.
q. Mesin Dia Up (Scuth)
Mesin yang digunakan untuk membuka kain akibat proses double scorring,
reduce weight maupun dyeing.
r. Mesin Drying
Mesin yang digunakan untuk mengeringkan kain setelah proses double
scorring, reduce weight maupun dyeing.
s. Mesin Preset
Mesin yang digunakaan untuk penarikan kain setelah proses penyusutan
akibat proses double scorring maupun reduce weight. Agar lebar kain sesuai
dengan standar pada kartu proses.
t. Mesin Timbang
Mesin yang digunakan untuk menimbangan berat kain untuk mengetahui
perbedaan berat kain sebelum dan setelah proses double scorring maupun
reduce weight.
u. Mesin Reduce Weight
Mesin yang digunakan untuk mengikisan kain agar berat kain sesuai dengan
stadar yang ada pada kartu proses.
v. Mesin Dyeing
Mesin yang digunakan untuk melakukan proses pewarnaan kain sesuai
dengan permintaan pada kartu proses.

41
w. Mesin Jet Black
Mesin yang digunakan untuk proses pemekataan warna kain. Hanyaa kain
kain tertentu saaaja yang melalui proses ini.
x. Mesin RF
Mesin yang digunakan untuk proses dimana pemberian zat-zat yang diminta
pada planning laboratorium. Zat-zat tersebut biasanya obat anti bakteri, anti
air dan lain-lain.
y. Mesin Curring
Mesin yang digunakan untuk proses penyempurnaan dari proses RF.
z. Mesin Labling
Mesin ini digunakan untuk pemberian label cap pada kain.
aa. Forklift
Forklift digunakan untuk proses pemindahan bahan baku setelah selesai
proses antar lantai produksi.
bb. Handlift
Handlift digunakan untuk memindahkan bahan baku dari penyimpaanan yang
terdapat pada lantai produksi ke mesin (Supply bahan baku kemesin)
cc. Rak Chesse
Rak Chesse digunakan untuk menyimpan bahan baku setelah proses yang
nantinya akan digunakan atau diproses pada mesin berikutnya.
dd. Rak Bobbin
Rak Bobbin digunakan untuk menyimpan bahan baku setelah proses yang
nantinya akan digunakan atau diproses pada mesin berikutnya.
3.4.2. Quality Control Facilities
c. Mesin washing Fastness
Mesin ini digunakan untuk mencuci sample kain guna mengetahui seberapa
besar nilai susut jika kain dicuci.
d. Light Fastness
Alat ini digunakan untuk pengujian tingkat kelunturan kain jika terpapaar
cahaya matahari terlalu lama.
e. Mesin Rubbing
42
Alat ini digunakan untuk pengujian tingkat kelunturan kain juka mengalami
gesekan terlalu lama.
f. Mesin Shringkage
Mesin ini digunakan untuk pengujian kain dalam tingkay kesusutan kain jika
terkena panas (diseterika)
g. Alat Gramasi
Alat ini digunakan untuk pengjian kain terhadap tekanan.
h. Alat Uji Tarik
Alat ini digunakan untuk pengujian ketahanan kain yang dijahit mengalami
kerenganggan pakan atau tidak.
i. Alat Uji Sobek
Alat ini digunakan untuk pengujian kualitas kain terhadap ketahanan
penyobekan.
j. Mesin Dyeing mini
Mesin ini digunakan untuk pencelupan kain sekala kecil, guna mengetes
kerataan warna pada kain, selain itu mesin ini digunakan juga pada bagian
laboratorium guna mengetes kesesuaian perpaduan warna.

43
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
Pada bab ini menjelaskan mengenai penugasan yang diberikan oleh Assisten
Manager Supply Chain (SCH) kapada penulis selama menjalankan kerja praktek
di PT. Trisula Textile Industries Tbk, serta hasil yang diperoleh penulis dalam
penugasan tersebut.
4.1. Lingkup Pekerjaan
Pada pelaksanaan kerja praktek di PT. Trisula Textile Industries Tbk, penulis
ditempatkan di Divisi Supply Chain (SCH). Divisi Supply Chain (SCH) merupakan
divisi yang bertanggung jawab untuk mengatur penjadwalan proses produksi
yang ada pada perusahaan.
Pada Divisi ini penulis dibimbing oleh Bapak Suswanto selaku Assisten Manager
pada Divisi Supply Chain (SCH), Bapak Sugi selaku Kepala Produksi proses
Boking Order (BO) dan Bapak Yanyan Selaku Kepala Produksi proses Sales
Order (SO). Dalam melaksanakan kerja praktek penulis diberi penugasan oleh
Bapak Suswanto untuk mengitung waktu Lead Time proses produksi pada
bagian Sales Order (SO), yang nantinya akan digunakan oleh perusahaan
sebagai perbandingan dengan Lead Time proses yang saat ini ada pada
perusahaan.
Lead Time adalah proses dimana pembuatan sebuah produk mulai dari bahan
baku mentah menjadi produk setengah jadi atau produk jadi. Dalam mencari data
Lead Time penulis dibimbing dan didampingi oleh Bapak Yanyan untuk mencari
data pada proses Sales Order (SO).
4.2. Tanggung Jawab dan Wewenang Dalam Pekerjaan
Pada saat melakukan kerja praktek di PT. Trisula Textile Industries Tbk penulis
diberikan tanggung jawab dan wewenang oleh pihak perusahaan. Dimana pada
dasarnya wewenang yang diberikan digunakan untuk memberikan kesempatan
seseorang melakukan pekerjaan demi tercapainya sebuah tujuan. Sedangkan
tanggung jawab merupakan sebuah tugas maupun pekerjaan yang dibebankan
pada seseorang. Pada kerja praktek ini, penulis diberikan wewenang maupun
44
tanggung jawab selama sebulan di Departemen Supply Chain (SCh). Tanggung
jawab penulis yaitu :
a. Mencari waktu lead time proses pada Sales Order di PT. Trisula Textile
Industries Tbk
Sedangkan selain tanggung jawab, penulis juga diberikan wewenang selama
melakukan kerja praktek, antara lain:
a. Penulis diperbolehkan masuk ke perusahaan mengikuti jam kerja
perusahaan.
b. Penulis diwajibkan untuk mengikuti peraturan dan prosedur yang ada pada
perusahaan.
c. Penulis hanya diperbolehkan keluar dari perusahaan seizin dari bagian
HC&GA serta meminta ijin kepada kepala divisi terkait penugasan.
d. Penulis diperbolehkan mengambil gambar secara langsung jika telah
mendapatkan ijin dari pembimbing lapangan.
e. Penulis diperbolehkan berinteraksi dengan operator atau pekerja pada saat
operator tidak terlalu sibuk.
f. Penulis diwajibkan untuk membawa peralatan makan dan minum sendiri.
g. Semua laporan yang telah ditulis harus diberikan kepada perusahaan untuk
arsip perusahaan.
4.3. Metodologi Pelaksanaan Pekerjaan
Dalam melaksanakan penugasan yang telah diberikan oleh perusahaaan, untuk
pengambilan data lead time menggunakan metode dibawah ini :
4.3.1. Metode Time Study
Metode Time Study adalah metode pengukuran waktu yang menggunakan
stopwatch, metode ini digunakan untuk mencari waktu proses persiapan, waktu
setup, waktu delay process, dan waktu persiapan akhir. Dengan tujuan untuk
mengetahui waktu yang ada di lantai produksi, nantinya waktu yang diperoleh
akan digunakan sebagai dasar perhitungan Lead Time process yang ada pada
perusahaan.
45
4.3.2. Wawancara
Metode ini dilakukan dengan cara tanya jawab kepada bagian planning dan
operator langsung, guna mengetahui aliran proses yang terjadi dalam
pembuatan kain.
Alur proses pengerjaan tugas yang diberikan jika digambarkan melalui diagram
alir adalah sebagai berikut:

46
Mulai
Penugasan
menghitung lead time
proses produksi oleh
Assisten Manager
Divisi Supply Chain
(SCH)
Mahasiswa menerima tugas
dan mulai mencari data ke
lantai produksi
Melakukan perhitungan
waktu dan wawancara
dibagian produksi
Mahasiswa
memeperoleh waktu
Lead Time dan
mempresentasikannya
di perusahaan
Selesai
Mecari waktu
Setup pada setiap
proses yang
dilalui.
Mencari Run
Time proses pada
setiap proses
yang dilalui.
Mencari waktu
Delay pada setiap
proses yang
dilalui.
Apakah data
diperoleh ?
TIDAK
YA
Gambar 4.1. Metologi Pelaksanaan Pekerjaan
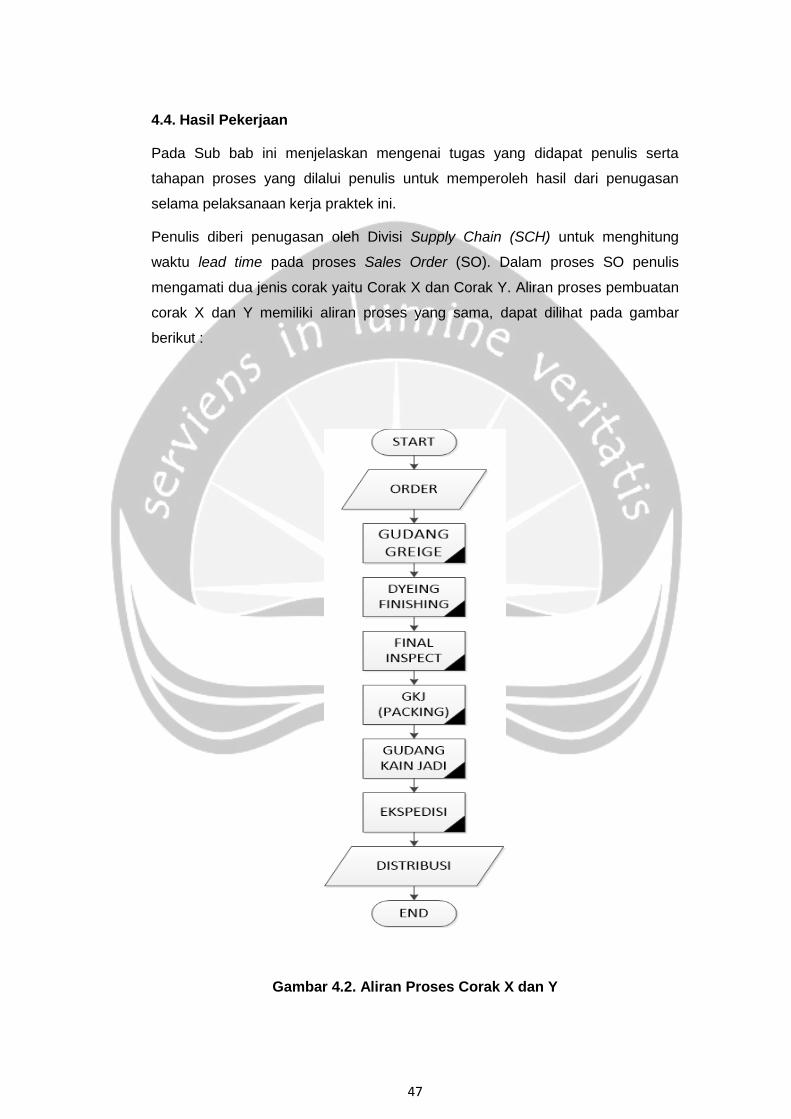
47
4.4. Hasil Pekerjaan
Pada Sub bab ini menjelaskan mengenai tugas yang didapat penulis serta
tahapan proses yang dilalui penulis untuk memperoleh hasil dari penugasan
selama pelaksanaan kerja praktek ini.
Penulis diberi penugasan oleh Divisi Supply Chain (SCH) untuk menghitung
waktu lead time pada proses Sales Order (SO). Dalam proses SO penulis
mengamati dua jenis corak yaitu Corak X dan Corak Y. Aliran proses pembuatan
corak X dan Y memiliki aliran proses yang sama, dapat dilihat pada gambar
berikut :
Gambar 4.2. Aliran Proses Corak X dan Y
48
4.4.1. Data Lead Time
Lead Time pada lantai produksi Sales Order (SO) menentukan lamanya
pembuatan dari kain setengah jadi (kain greige) sampai menjadi produk jadi /
utuh. Dalam mencari lead time penulis mengambil data dengan menggunakan
Stopwatch. Untuk data yang digunakan merupakan waktu real yang terdapat di
lantai produksi.
Dalam pengambilan waktu lead time, penulis mengamati aktivitas pada satu area
gudang greige, dua lantai produksi, satu area inspeksi, satu ruang lab produksi,
satu kantor ekpedisi dan satu area gudang produk jadi / utuh. Pada pengambilan
data Shipping penulis menggunakan data waktu untuk memproses panjang
benang ± 600 yard, 1 kali pemindahan menggunakan alat bantu kereta dorong
(troli) untuk proses Shipping.
Berikut adalah data waktu lead time yang diperoleh penulis dalam perhitungan
waktu menggunakan Stopwatch :
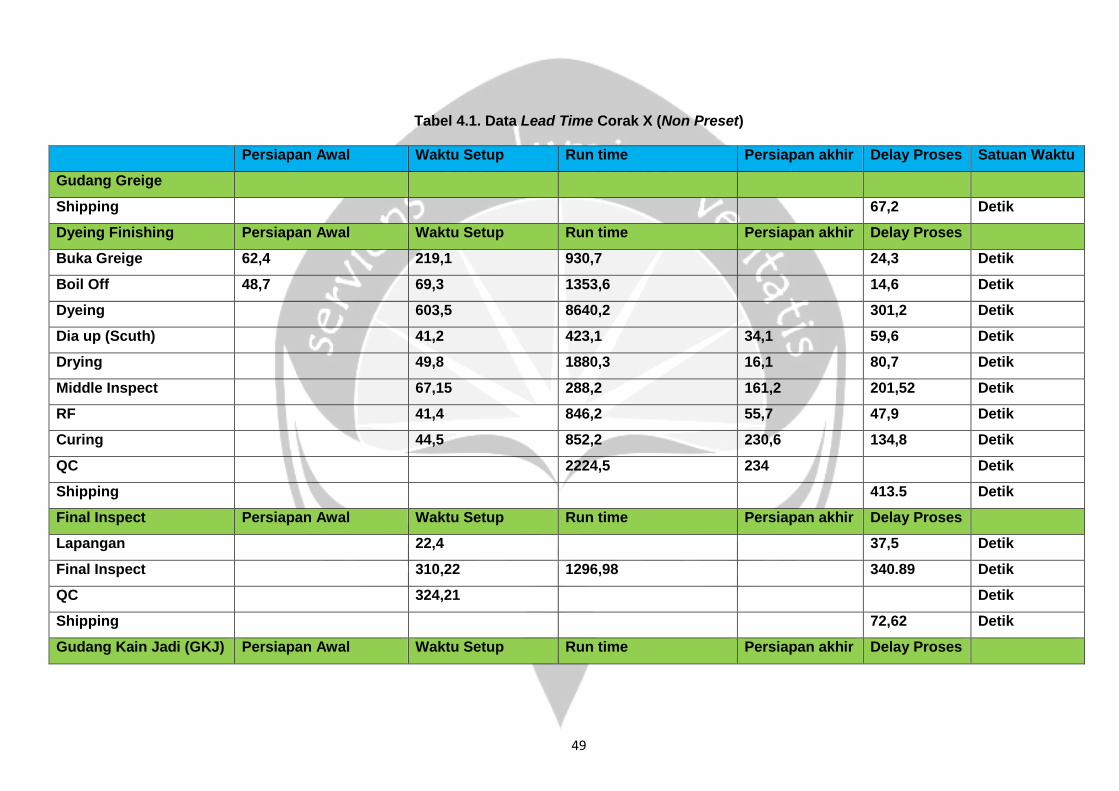
49
Tabel 4.1. Data Lead Time Corak X (Non Preset)
Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses Satuan Waktu
Gudang Greige
Shipping 67,2 Detik
Dyeing Finishing Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Buka Greige 62,4 219,1 930,7 24,3 Detik
Boil Off 48,7 69,3 1353,6 14,6 Detik
Dyeing 603,5 8640,2 301,2 Detik
Dia up (Scuth) 41,2 423,1 34,1 59,6 Detik
Drying 49,8 1880,3 16,1 80,7 Detik
Middle Inspect 67,15 288,2 161,2 201,52 Detik
RF 41,4 846,2 55,7 47,9 Detik
Curing 44,5 852,2 230,6 134,8 Detik
QC 2224,5 234 Detik
Shipping 413.5 Detik
Final Inspect Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Lapangan 22,4 37,5 Detik
Final Inspect 310,22 1296,98 340.89 Detik
QC 324,21 Detik
Shipping 72,62 Detik
Gudang Kain Jadi (GKJ) Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses

50
Double Folded (piece) 324,3 449,16 36,2 Detik
Packaging 466,8 Detik
Shipping 47 Detik
Ekspedisi Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Kantor Ekspedisi 202,38 104,52 Detik
Pengiriman ke transport 391,06 481,76 Detik
Tabel 4.2. Data Waktu Lead Time Corak Y (Double Scoring)
Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses Satuan Waktu
Gudang Greige
Shipping 72,7 Detik
Dyeing Finishing Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Buka Greige 77,4 209,1 785,9 43,3 Detik
Boil Off 28,3 62,6 898,3 24,8 Detik
Double Scoring (D/S) 326,5 56,5 7205,5 79,7 Detik
Washing Sando 49,4 154,5 958,3 88,7 Detik
Dia Up (Scuth) 37,8 183 718,6 249,8 285,4 Detik
Drying 43,6 139,5 2456,6 42,3 312,6 Detik
Preset 33,3 69,6 958,3 22,5 Detik
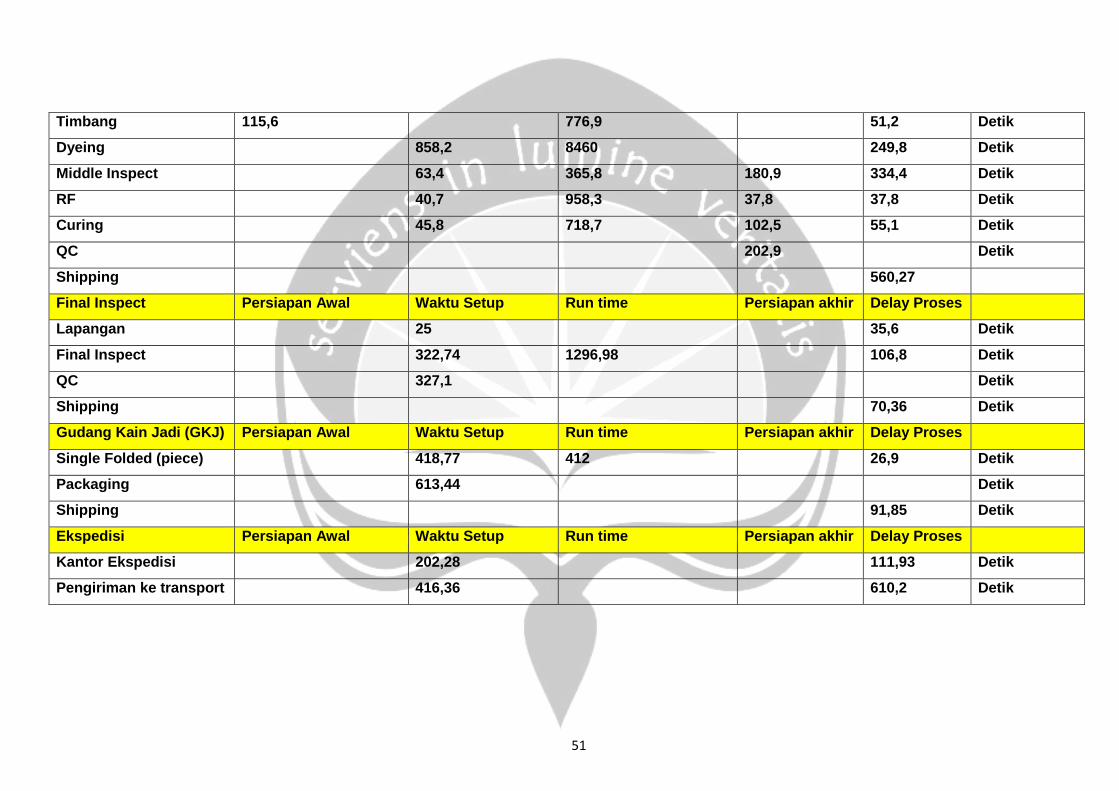
51
Timbang 115,6 776,9 51,2 Detik
Dyeing 858,2 8460 249,8 Detik
Middle Inspect 63,4 365,8 180,9 334,4 Detik
RF 40,7 958,3 37,8 37,8 Detik
Curing 45,8 718,7 102,5 55,1 Detik
QC 202,9 Detik
Shipping 560,27
Final Inspect Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Lapangan 25 35,6 Detik
Final Inspect 322,74 1296,98 106,8 Detik
QC 327,1 Detik
Shipping 70,36 Detik
Gudang Kain Jadi (GKJ) Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Single Folded (piece) 418,77 412 26,9 Detik
Packaging 613,44 Detik
Shipping 91,85 Detik
Ekspedisi Persiapan Awal Waktu Setup Run time Persiapan akhir Delay Proses
Kantor Ekspedisi 202,28 111,93 Detik
Pengiriman ke transport 416,36 610,2 Detik
52
4.4.2. Perhitungan Data Lead Time
Pada perusahaan PT. Trisula Textile Industries Tbk mengunakan sistem Job
Shop, sehingga penulis dalam menghitung lead time proses menggunakan cara
perhitungan waktu perlantai produksi. Sedangkan pemakaian rumus dari
perhitungan lead time sebagai berikut :
Lead Time = (waktu real time proses x Unit WIP x Jumlah Operasi) + Delay
proses
Dalam perhitungan Lead Time, penulis mencoba dengan menggunakan cara
perumusan diatas untuk mengetahui waktu proses produksi pada corak X dan
corak Y. Berikut adalah hasil dari perhitungan lead time untuk proses corak X
dan corak Y :
Tabel 4.3. Perhitungan Lead Time Proses Corak X
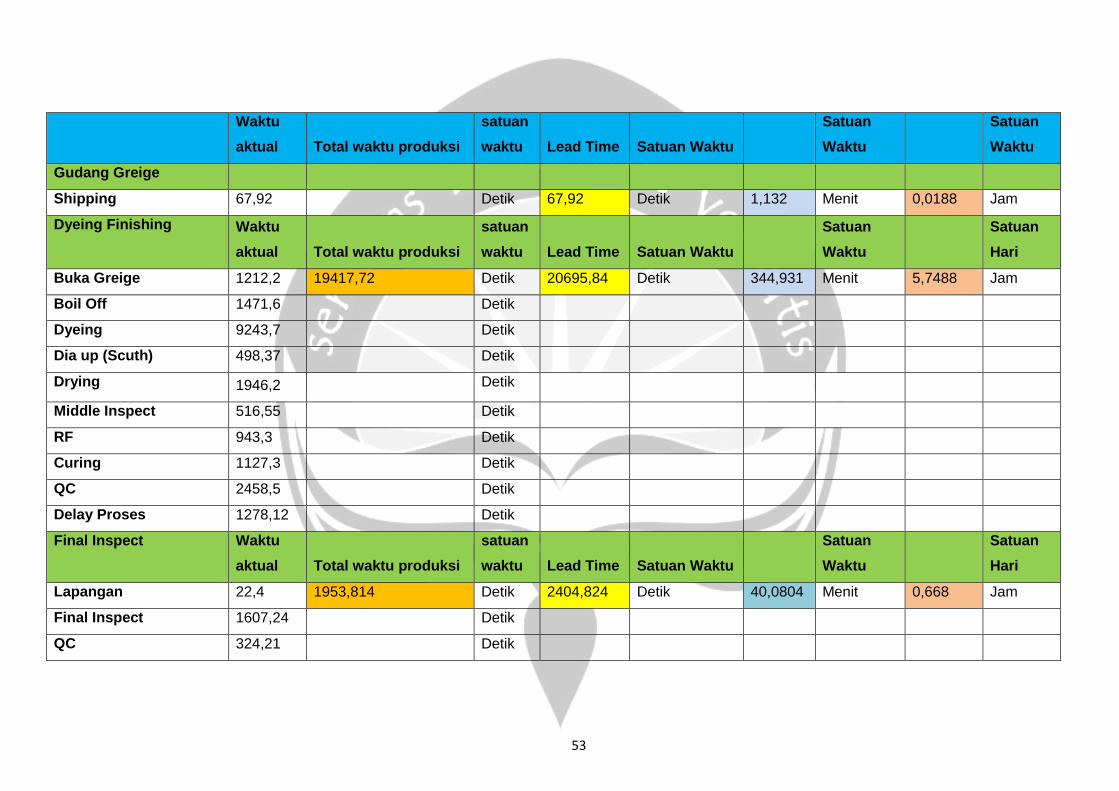
53
Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Waktu
Gudang Greige
Shipping 67,92 Detik 67,92 Detik 1,132 Menit 0,0188 Jam
Dyeing Finishing Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Buka Greige 1212,2 19417,72 Detik 20695,84 Detik 344,931 Menit 5,7488 Jam
Boil Off 1471,6 Detik
Dyeing 9243,7 Detik
Dia up (Scuth) 498,37 Detik
Drying 1946,2 Detik
Middle Inspect 516,55 Detik
RF 943,3 Detik
Curing 1127,3 Detik
QC 2458,5 Detik
Delay Proses 1278,12 Detik
Final Inspect Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Lapangan 22,4 1953,814 Detik 2404,824 Detik 40,0804 Menit 0,668 Jam
Final Inspect 1607,24 Detik
QC 324,21 Detik

54
Delay Proses 451,01 Detik
Gudang Kain Jadi
(GKJ)
Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Double Folded (piece) 773,46 1240,26 Detik 1323,46 Detik 22,0576 Menit 0,3676 Jam
Packaging 466,8 Detik
Delay Proses 83,2 Detik
Ekspedisi Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Kantor Ekspedisi 202,38 593,44 Detik 1179,72 Detik 19,662 Menit 0,3277 Jam
Pengiriman ke transport 391,06 Detik
Delay proses 586,28 Detik
Dari data perhitungan lead time yang didapatkan dari tabel diatas maka dapat ditarik kesimpulan bahwa pada produksi Sales Order
(SO), kain produk jadi / utuh dengan panjang ± 600 yard pada corak X, menggunakan rumus sebagai berikut :
Rumus = shipping dari gudang greige + lead time Dyeing Finishing + lead time Final Inspect+ lead time Gudang Kain Jadi
(GKJ) + lead time Ekpedisi
Maka hasil dari perhitungan lead time nya adalah :
Lead Time Total = 7jam 7menit 51detik
Tabel 4.4. Perhitungan Lead Time Proses Corak Y

55
Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Waktu
Gudang Greige
Shipping 72,7 Detik 72,7 Detik 1,212 Menit 0,0202 Jam
Dyeing Finishing Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Buka Greige 906,6 31048,65 Detik 33566,34 Detik 559,439 Menit 9,3240 Jam
Boil Off 951,4 Detik
Double Scoring (D/S) 7611,7 Detik
Washing Sando 1096,4 Detik
Dia Up (Scuth) 1020,7 Detik
Drying 2730,6 Detik
Preset 1014,1 Detik
Timbang 943,7 Detik
Dyeing 9308,3 Detik
Middle Inspect 610,05 Detik
RF 1036,8 Detik
Curing 867 Detik
QC 2791,4 Detik
Delay Proses 2517,69 Detik
Final Inspect Waktu Total waktu produksi satuan Lead Time Satuan Waktu Satuan Satuan
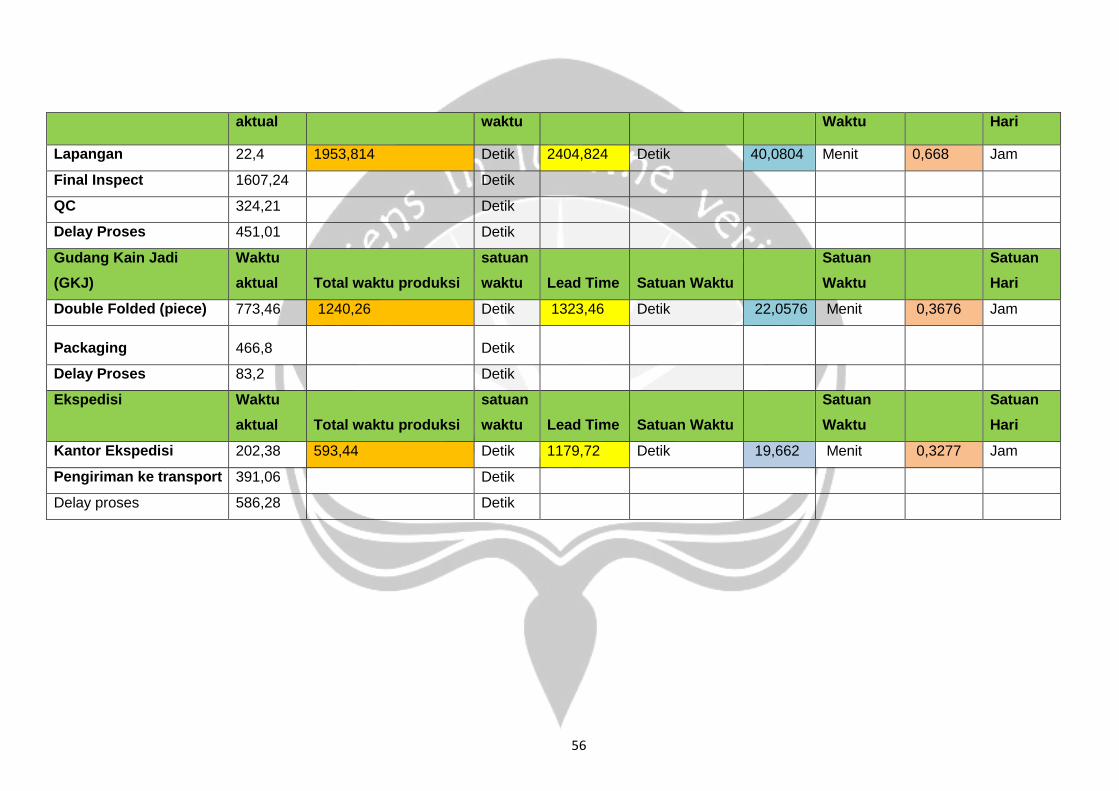
56
aktual waktu Waktu Hari
Lapangan 22,4 1953,814 Detik 2404,824 Detik 40,0804 Menit 0,668 Jam
Final Inspect 1607,24 Detik
QC 324,21 Detik
Delay Proses 451,01 Detik
Gudang Kain Jadi
(GKJ)
Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Double Folded (piece) 773,46 1240,26 Detik 1323,46 Detik 22,0576 Menit 0,3676 Jam
Packaging 466,8 Detik
Delay Proses 83,2 Detik
Ekspedisi Waktu
aktual Total waktu produksi
satuan
waktu Lead Time Satuan Waktu
Satuan
Waktu
Satuan
Hari
Kantor Ekspedisi 202,38 593,44 Detik 1179,72 Detik 19,662 Menit 0,3277 Jam
Pengiriman ke transport 391,06 Detik
Delay proses 586,28 Detik

57
Dari data perhitungan lead time yang didapatkan dari tabel diatas maka dapat
ditarik kesimpulan bahwa pada produksi Sales Order (SO), kain produk jadi /
utuh dengan panjang ± 600 yard pada corak Y, menggunakan rumus sebagai
berikut :
Rumus = shipping dari gudang greige + lead time Dyeing Finishing + lead
time Final Inspect+ lead time Gudang Kain Jadi (GKJ) + lead time
Ekpedisi
Maka hasil dari perhitungan lead time nya adalah :
Lead Time Total = 10 jam 38 menit 13detik
58
BAB 5
PENUTUP
Pada bab ini menjelaskan mengenai kesimpulam yang dieroleh dari hasil kerja
praktek dan usulan perbaikan yang diberikan kepada PT. Trisula Textile
Industries Tbk guna meningkatkan produktivitas perusahaan.
5.1. Kesimpulan
a. Dengan dilaksanakannya kerja praktek di PT. Trisula Textile Industries Tbk,
penulis menjadi memiliki gambaran perihal penerapan mata kuliah didalam
perusahaan secara real (nyata). Hal ini sangat berguna bagi penulis sebagai
sebuah pengalaman baru yang dialami oleh penulis. Disisi lain penulis
menjadi mengerti dan memahami akan pengimplementasian materi yang
diajarkan pada perkuliahan didalam perusahaan.
b. Hasil dari pengolahan data perhitungan waktu Lead Time, penulis
memperoleh waktu proses yang perlukan untuk memproduksi jenis corak X
dan corak Y pada proses Sales Order (SO) mempunyai perbedaan terhadap
selisih waktu. Masing- masing corak tersebut memiliki panjang yang sama
yaitu± 600 yard. Untuk corak X sendiri waktu yang dibutuhkan adalah 7 jam 7
menit 51 detik, Sedangkan untuk corak Y waktu yang dibutuhkan adalah 10
jam 38 menit 13 detik. Hasil dari perbedaan waktu tersebut dapat dipengaruhi
dari aliran prosesnya yang berbeda-beda, permintaan order dari customer,
kecepatan mesin yang digunakan berbeda, dan bisa juga dari faktor
pekerjanya.
5.2. Usulan Perbaikan
Berikut merupakan usulan perbaikan menurut penulis dalam pengamatan
terhadap proses Sales Order (SO) :
a. Perlunya penyusunan kembali terhadap peletekkan bahan kain jadi di Gudang
Kain Jadi (GKJ), sehingga dapat mempermudah pengambilan bahan kain jadi
ke proses pengiriman. Dikarenakan bahan kain jadi di GKJ melebihi
kapasitasnya, dampak permasalahan tersebut ditujukan pada jalur aisle untuk
forklift terhambat oleh beberapa bahan kain jadi yang telah dikirim dari proses
packaging ke GKJ.
59
DAFTAR PUSTAKA
Digita.P. Praktek Kerja Lapangan . 2017. Politeknik STTT:Bandung.
--------, Data dan Arsip Perpustakaan PT. Trisula Textile Industries. Tbk.
2017:Cimahi.
--------, Data dan Arsip Produksi. PT. Trisula Textile Industries. Tbk. 2017:Cimahi
http://trisulatextile.com/ Diakses pada 07 February 2018.
60
LAMPIRAN
Pada bab ini melampirkan beberapa berkas pendukung yang berisi tentang
dokumentasi foto area produksi PT. Trisula Textile Industries Tbk, catatan harian
pelaksanaan kerja praktek yang dimulai dari tanggal 18 desember 2017 sampai
02 februari 2018, penilaian kerja praktek dan form penilaian kerja praktek selama
melaksanakan kerja praktek di PT. Trisula Textile Industries Tbk dan sertifikat
kerja praktek.
A. Dokumentasi Foto Area Produksi PT. Trisula Textile Industries Tbk
(Gambar 5.1. Area Gudang Benang)
(Gambar 5.2. Area Texturizing)

61
(Gambar 5.3. Area Twisting)
(Gambar 5.4. Area Weaving)
(Gambar 5.5. Area Sizing)

62
(Gambar 5.6. Area Beaming)
(Gambar 5.7. Area Weaving)
(Gambar 5.8. Area Inspection Greige)

63
(Gambar 5.9. Area Gudang Greige)
(Gambar 5.10. Area Dyeing Finishing)
(Gambar 5.10. Area Final Inspection)

64
(Gambar 5.11. Area Packaging)
(Gambar 5.12. Area Gudang Kain Jadi)
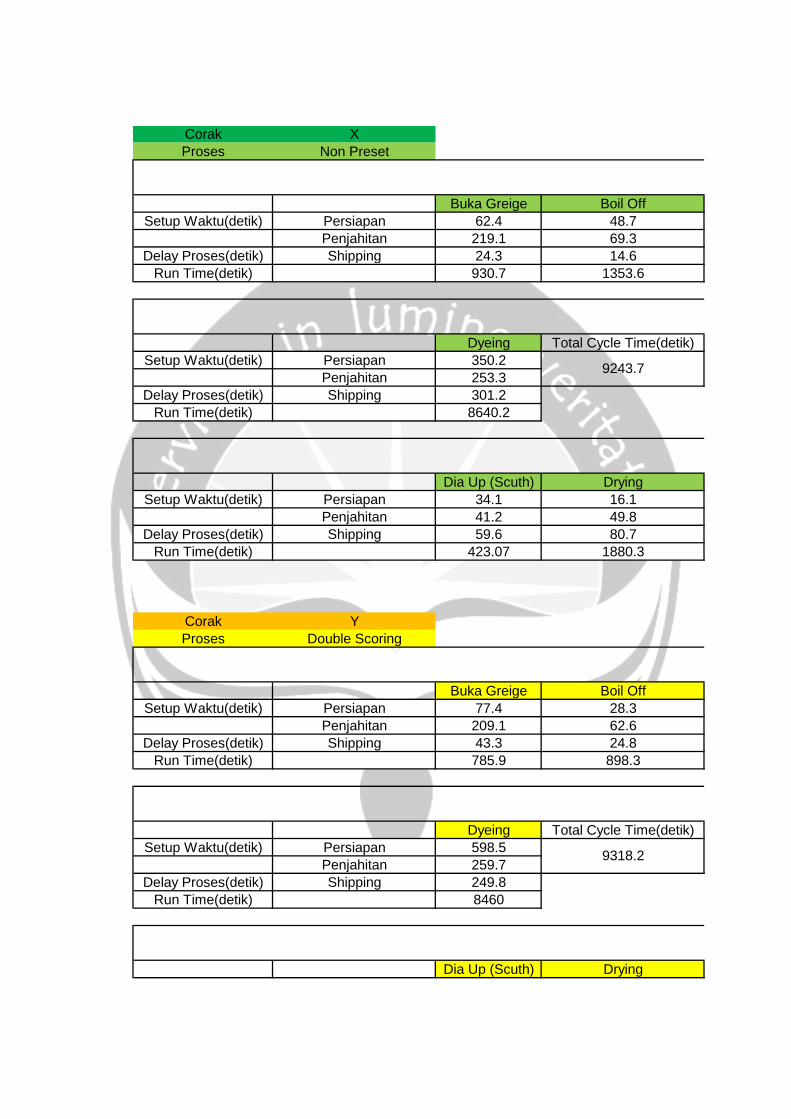
Corak X
Proses Non Preset
Buka Greige Boil Off
Setup Waktu(detik) Persiapan 62.4 48.7
Penjahitan 219.1 69.3
Delay Proses(detik) Shipping 24.3 14.6
Run Time(detik) 930.7 1353.6
Dyeing Total Cycle Time(detik)
Setup Waktu(detik) Persiapan 350.2
Penjahitan 253.3
Delay Proses(detik) Shipping 301.2
Run Time(detik) 8640.2
Dia Up (Scuth) Drying
Setup Waktu(detik) Persiapan 34.1 16.1
Penjahitan 41.2 49.8
Delay Proses(detik) Shipping 59.6 80.7
Run Time(detik) 423.07 1880.3
Corak Y
Proses Double Scoring
Buka Greige Boil Off
Setup Waktu(detik) Persiapan 77.4 28.3
Penjahitan 209.1 62.6
Delay Proses(detik) Shipping 43.3 24.8
Run Time(detik) 785.9 898.3
Dyeing Total Cycle Time(detik)
Setup Waktu(detik) Persiapan 598.5
Penjahitan 259.7
Delay Proses(detik) Shipping 249.8
Run Time(detik) 8460
Dia Up (Scuth) Drying
Dyeing
9318.2
PERSIAPAN AKHIR
PERSIAPAN AWAL
PERSIAPAN AKHIR
Dyeing
9243.7
PERSIAPAN AWAL

Setup Waktu(detik) Persiapan 37.8 42.3
Penjahitan 91.5 67.4
Delay Proses(detik) Shipping 150.4 191.9
Run Time(detik) 359.3 1149.9

Total Cycle Time(detik) Total Delay Proses(detik) Lead Time(detik) Lead Time(menit)
38.9
Total Delay Proses(detik) Lead Time(detik) Lead Time(menit) Lead Time (jam)
301.2
Midle Inspect RF Curing QC
161.2 55.7 230.6 234
67.15 41.4 44.5
201.52 47.9 134.8 413.5
288.2 846.2 852.2 2224.5
D/S Washing Sando Dia Up(Scuth) Drying
326.5 49.4 37.8 43.6
56.5 154.5 91.5 72.1
79.7 88.7 135 120.7
7205.5 958.3 359.3 1306.7
Total Delay Proses(detik) Lead Time(detik) Lead Time(menit) Lead Time (jam)
249.8
Midle Inspect RF Curing QC
Dyeing
9568 159.467 2.657777778
PERSIAPAN AKHIR
PERSIAPAN AWAL
PERSIAPAN AKHIR
Dyeing
9544.9 159.082 2.651361111
2683.8
2722.7 45.378
PERSIAPAN AWAL

180.9 37.8 102.5 202.9
63.4 40.7 45.8
334.4 37.8 55.1 560.27
365.8 958.3 718.7 2588.5
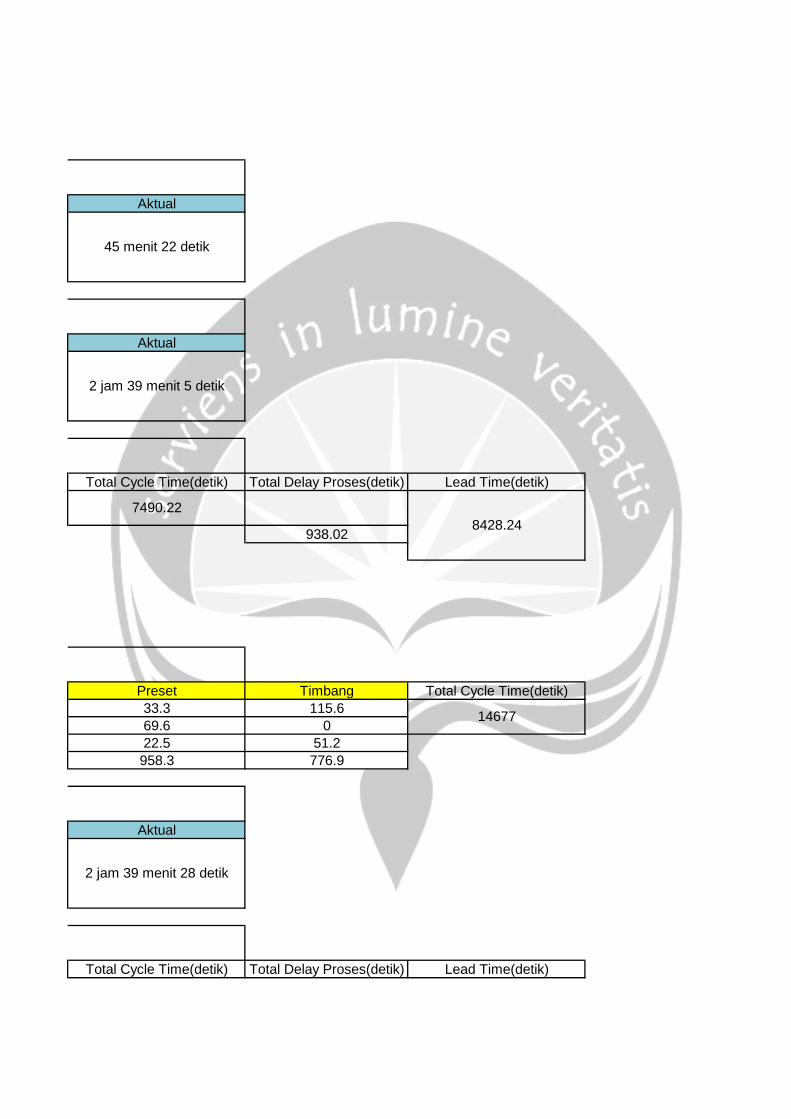
Aktual
Aktual
Total Cycle Time(detik) Total Delay Proses(detik) Lead Time(detik)
938.02
Preset Timbang Total Cycle Time(detik)
33.3 115.6
69.6 0
22.5 51.2
958.3 776.9
Aktual
Total Cycle Time(detik) Total Delay Proses(detik) Lead Time(detik)
Dyeing
2 jam 39 menit 28 detik
PERSIAPAN AKHIR
PERSIAPAN AWAL
14677
PERSIAPAN AKHIR
8428.24
7490.22
Dyeing
2 jam 39 menit 5 detik
45 menit 22 detik
PERSIAPAN AWAL
1329.87
7053.45
8383.32
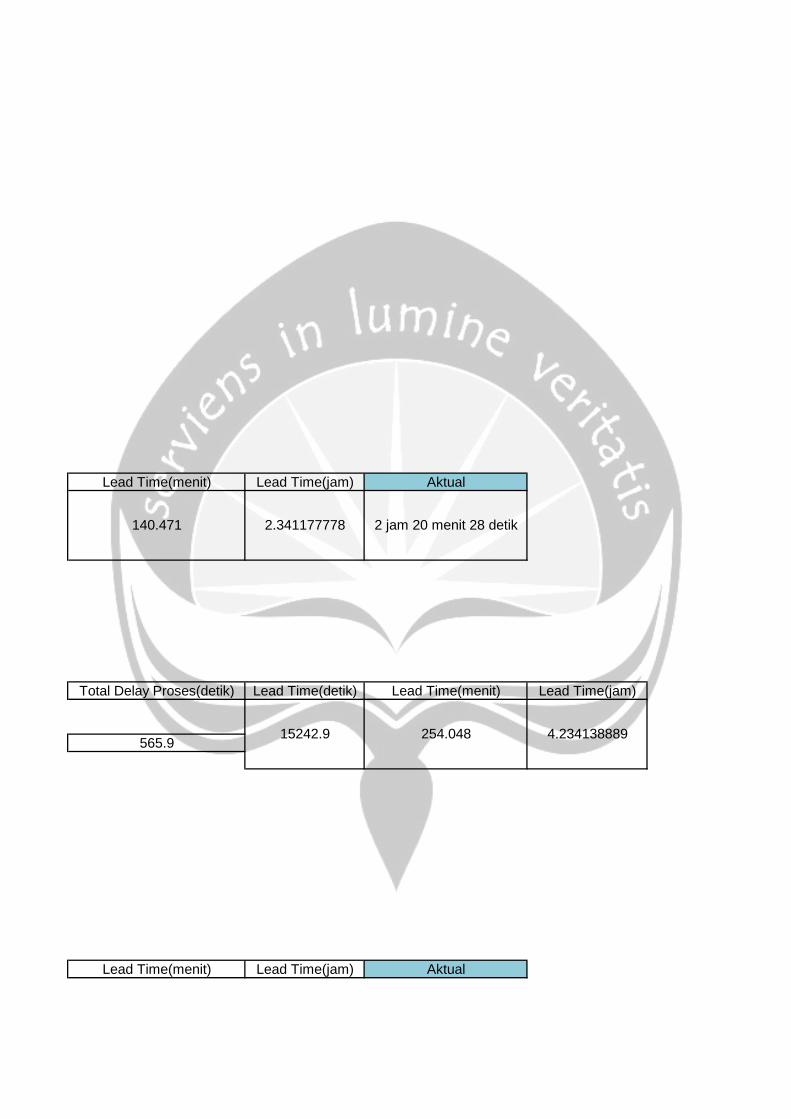
Lead Time(menit) Lead Time(jam) Aktual
Total Delay Proses(detik) Lead Time(detik) Lead Time(menit) Lead Time(jam)
565.9
Lead Time(menit) Lead Time(jam) Aktual
4.234138889
2.341177778 2 jam 20 menit 28 detik
15242.9 254.048
140.471
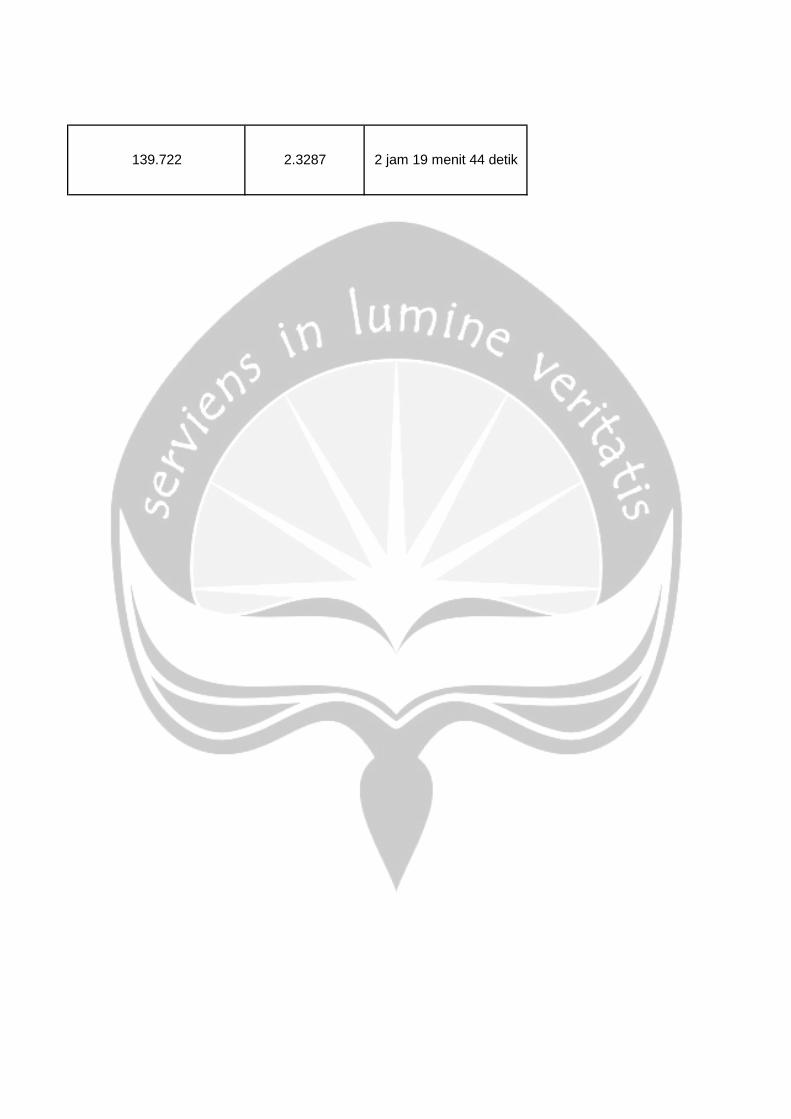
2 jam 19 menit 44 detik139.722 2.3287

Aktual
4 jam 14 menit 2 detik




















