LAPORAN KERJA PRAKTEK DI PT. MEGA ... -...
93
1 LAPORAN KERJA PRAKTEK DI PT. MEGA ANDALAN KOMPONEN PLASTIK (MAKP) Disusun oleh: Theresia Yuniar Anggraeni NPM: 14 06 07645 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS ATMA JAYA YOGYAKARTA YOGYAKARTA 2017
-
Upload
nguyentram -
Category
Documents
-
view
273 -
download
8
Transcript of LAPORAN KERJA PRAKTEK DI PT. MEGA ... -...

1
LAPORAN KERJA PRAKTEK
DI PT. MEGA ANDALAN KOMPONEN PLASTIK (MAKP)
Disusun oleh:
Theresia Yuniar Anggraeni
NPM: 14 06 07645
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
YOGYAKARTA
2017

2

3

4
KATA PENGANTAR
Puji syukur penulis ucapkan kehadirat Tuhan Yang Maha Esa karena atas berkat,
rahmat, dan karunia-Nya penulis dapat melaksanakan Kerja Praktek selama 1
bulan di PT. Mega Andalan Kalasan dengan baik dan lancar, sehingga penulis
dapat menyusun laporan kerja praktek ini. Laporan kerja praktek ini disusun
sebagai salah satu syarat untuk menyelesaikan Program Strata I Jurusan Teknik
Industri, Fakultas Teknologi Industri, Universitas Atma Jaya, Yogyakarta yang
bertujuan untuk mengetahui tingkat penerapan teori yang diperoleh pada saat
perkuliahan dengan kenyataan yang ada di lapangan.
Laporan kerja praktek ini disusun berdasarkan kegiatan di Unit MAKP yang
dikunjungi selama kegiatan kerja praktek. Pada laporan ini juga akan membahas
tinjauan umum perusahaan, tinjauan sistem perusahaan, serta tinjuan pekerjaan
penulis.
Terselesaikannya penyusunan laporan kerja praktek ini tidak luput dari bantuan
dan motivasi serta partisipasi dari semua pihak, untuk itu dengan segala
kerendahan hati penulis menyampaikan penghargaan dan ucapan terima kasih
kepada :
1. Tuhan YME atas berkat dan rahmat yang diberikan selama kerja praktek dan
penyusunan laporan kerja praktek
2. Bapak M. Taufik selaku Kepala Unit MAKP PT. Mega Andalan Kalasan yang
telah banyak mengizinkan dan membantu selama pelaksanaan kerja praktek.
3. Bapak Gunawan selaku koordinator Training Center yang menerima penulis
sehingga dapat melaksanakan kerja praktek di PT. Mega Andalan Kalasan.
4. Ibu Ririn Diar Astanti, D.Eng. selaku dosen pembimbing kerja praktek atas
bimbingannya selama pelaksanaan dan penyusunan laporan kerja praktek.
4. Kedua orang tua yang telah mendukung dan memotivasi penulis.
5. Segenap keluarga besar yang telah memberi motivasi dan semangat kepada
penulis.
6. Semua karyawan PT. Mega Andalan Kalasan yang telah membantu dan
membimbing selama pelaksanaan kerja praktek, terutama untuk Pak Kirno, Pak
Dedik, Pak Ilham, Pak Reza, dan Mbak Dwi.
7. Saudara Vitus Dimas Adi P yang telah memberi semangat, cinta kasih, dan
selalu ada untuk penulis dalam suka dan duka.
5

6
DAFTAR ISI
HALAMAN JUDUL i
HALAMAN PENGESAHAN ii
SURAT KETERANGAN PELAKSANAAN KERJA PRAKTEK Iii
KATA PENGANTAR iv
DAFTAR ISI vi
DAFTAR GAMBAR viii
DAFTAR TABEL x
BAB 1. PENDAHULUAN
1.1. Latar Belakang 1
1.2. Tujuan 1
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek 2
BAB 2. TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan 3
2.2. Struktur Organisasi 12
2.3. Manajemen Perusahaan 14
BAB 3. TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan 22
3.2. Produk yang Dihasilkan 24
3.3. Proses Produksi 34
3.4. Fasilitas Produksi 38
BAB 4. TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan 55
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan 56
4.3. Metodologi Pelaksanaan Pekerjaan 57
4.4. Hasil Pekerjaan 62
BAB 5. PENUTUP
5.1. Kesimpulan 79
7
5.2. Saran 79
DAFTAR PUSTAKA xi
LAMPIRAN xii
8
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi Unit MAKP 13
Gambar 3.1. Proses Bisnis Unit MAKP 22
Gambar 3.2. Proses Produksi MAKP 36
Gambar 3.3. Layout Zona Bumi 39
Gambar 3.4. Layout Zona Udara 39
Gambar 3.5. Pallet 40
Gambar 3.6. Box Container 40
Gambar 3.7. Rak 41
Gambar 3.8. Handtruck 41
Gambar 3.9. Trolley 42
Gambar 3.10. Mesin 1000 T 42
Gambar 3.11. Mesin 700 T 43
Gambar 3.12. Mesin 450 T 43
Gambar 3.13. Mesin 530 T 43
Gambar 3.14. Mesin 360 T 44
Gambar 3.15. Mesin 250 T 44
Gambar 3.16. Mesin 150 T 44
Gambar 3.17. Mesin 650 T 45
Gambar 3.18. Mesin 80 T 45
Gambar 3.19 Mesin 600 T 45
Gambar 3.20. Bijih Plastik Bahan Baku Celcon M90 46
Gambar 3.21. Bahan Baku Celcon M90 46
Gambar 3.22. Bijih Plastik Bahan Baku PP Cosmoplene 46
Gambar 3.23. Bahan Baku PP Cosmoplene 47
Gambar 3.24. Bijh Plastik Bahan Baku ABS Toyolac 47
Gambar 3.25. Bahan Baku ABS Toyolac 47
Gambar 3.26. Bijih Plastik Bahan Baku Nylon Akulon 48
Gambar 3.27. Bahan Baku Cosmplene 48
Gambar 3.28. Tumpukan Bahan Baku 48
Gambar 3.29. Bahan Pewarna Plastik A 49
Gambar 3.30. Bahan Pewarna Plastik B 49
Gambar 3.31. Bahan Pewarna Plastik C 49
Gambar 3.32. Lift Barang 50
9
Gambar 3.33. Mesin Pelebur Bijih Plastik 51
Gambar 3.34. Mixer Bahan 51
Gambar 3.35. Mesin Painting 52
Gambar 3.36. Timbangan Bahan 52
Gambar 3.37. Tumpukan Mold Tampak Samping 53
Gambar 3.38. Tumpukan Mold Tampak Depan 53
Gambar 3.39. Alat Pengangkut Hoist 54
Gambar 4.1. Metodologi Pelaksanaan Pekerjaan 58
Gambar 4.2. Diagram Persentase Jumlah Produk Reject 69
Gambar 4.3. Paretto Keseluruhan Produk 73
Gambar 4.4. Paretto Produk Cacat Bumper Supramak 74

10
DAFTAR TABEL
Tabel 2.1. Pembagian Saham PT. Mega Andalan Kalasan 6
Tabel 2.2. Pembagian Jam Kerja 16
Tabel 2.3. Pembagian Jam Kerja Lembur pada Hari Libur 17
Tabel 3.1. Komponen Hasil Produk Unit MAKP 25
Tabel 4.1. Hasil Pengolahan Data Penggunaan Bahan 66
Tabel 4.2. Jumlah Produk Reject tiap Komponen 70
Tabel 4.3. Umur Persiapan Komponen 74
11
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Program Studi Teknik Industri, Fakultas Teknologi Industri, Universitas Atma Jaya
Yogyakarta (PSTI UAJY) mewajibkan semua mahasiswanya untuk melaksanakan
kerja praktek sesuai dengan Kurikulum di PSTI UAJY. PSTI UAJY memandang
kerja praktek sebagai wahana atau sarana bagi mahasiswa untuk mengenali
suasana di industri serta menumbuhkan, meningkatkan, dan mengembangkan
etos kerja profesional sebagai calon sarjana Teknik Industri.
Kerja praktek dapat dikatakan sebagai ajang simulasi profesi mahasiswa Teknik
Industri. Paradigma yang harus ditanamkan adalah bahwa selama kerja praktek
mahasiswa bekerja di perusahaan yang dipilihnya. Bekerja, dalam hal ini
mencakup kegiatan perencanaan, perancangan, perbaikan, penerapan dan
pemecahanan masalah. Oleh karena itu, dalam kerja praktek kegiatan yang
dilakukan oleh mahasiswa adalah:
a. Mengenali ruang lingkup perusahaan
b. Mengikuti proses kerja di perusahaan secara kontinu
c. Melakukan dan mengerjakan tugas yang diberikan oleh atasan, supervisor
atau pembimbing lapangan
d. Mengamati perilaku sistem
e. Menyusun laporan dalam bentuk tertulis
f. Melaksanakan ujian kerja praktek
Kerja praktek ini harus dilakukan selama minimal 1 (satu) bulan atau 30 hari kerja
di perusahaan yang bisa dipilih sendiri oleh para mahasiswa sepanjang
perusahaan itu memenuhi persyaratan sebagai tempat kerja praktek yang
ditetapkan oleh PSTI UAJY.
1.2. Tujuan
Hal-hal yang ingin dicapai melalui pelaksanaan Kerja Praktek ini adalah:
a. Melatih kedisiplinan.
b. Melatih kemampuan berinteraksi dengan bawahan, rekan kerja, dan atasan
dalam perusahaan.
c. Melatih kemampuan untuk beradaptasi dengan lingkungan kerja.

12
d. Mengamati secara langsung aktivitas perusahaan dalam berproduksi dan
menjalankan bisnis.
e. Melengkapi teori yang diperoleh di perkuliahan dengan praktek yang ada di
perusahaan.
Menambah wawasan mengenai sistem produksi dan sistem bisnis.
1.3. Tempat dan Waktu Pelaksanaan Kerja Praktek
Tempat pelaksanaan kerja praktek terletak di PT. Mega Andalan Kalasan (MAK),
Jalan Tanjung Tirto 34, Tirtomartani KM 13, Yogyakarta. Pelaksanaan kerja
praktek berlangsung selama kurang lebih satu bulan sejak tanggal 10 Agustus
2017 hingga 18 September 2017.

13
BAB 2
TINJAUAN UMUM PERUSAHAAN
2.1. Sejarah Singkat Perusahaan
Pada sub bab sejarah singkat perusahaan ini akan membahas mengenai sejarah
didirikannya PT. Mega Andalan Kalasan, profil perusahaan PT. Mega Andalan
Kalasan, hasil produksi dan fasilitas, lokasi produksi, prestasi perusahaan, dan
kekhasan perusahaan di PT. Mega Andalan Kalasan.
2.1.1. Sejarah Perusahaan
Perusahaan ini pada awalnya bernama Mega Steel, dimulai dengan usaha
membuat kursi lipat dari bahan besi yang di las dengan menggunakan las karbit
dan las listrik. Perusahaan ini berdiri pada tahun 1975 dan berlokasi di daerah
bokoharjo, Kecamatan Prambanan, Yogyakarta. Mega Steel hanya mempunyai 7
orang pekerja. Dengan keberhasilan dalam pembuatan kursi lipat, pada tahun
1978 Mega Steel mulai memproduksi bumper yang merupakan komponen mobil
karoseri. Perusahaan juga mendapatkan kontrak kerja dari karoseri New Armada
dan Gadjah Mada di jalan Magelang, Yogyakarta.
Pada tahun 1987, produksi bumper mengalami penurunan yang drastis. Hal itu
disebabkan karena pada saat itu Agen Tunggal Pemengang Merk (ATPM), seperti
Astra Internasional dan Indomobil mengaplikasikan teknologi full pressed body dan
konstruksi mobil yang terbangun lengkap, termasuk bumper yang melekat
langsung. Karena penurunan ini, timbul pemikiran baru untuk memproduksi
reclining seat. Reclining seat adalah kursi untuk interior mobil. Pada saat itu juga,
Ir. Budi Atmoko dan Ir. Rianto mengajak 3 teman mereka, yaitu Ir. Hendy Rianto,
Ir. Panggih Suwito, dan Haryono untuk memasukan saham dan bekerjasama
memproduksi reclining seat. Tetapi, produksi reclining seat juga tidak berhasil
sesuai yang diperkirakan mereka berlima.
Pada tahun 1984, karena perusahaan Mega Steel sudah tidak mampu bertahan,
saham Ir. Budi Atmoko, Ir. Hendy Rianto, Ir. Panggih Suwito, dan Haryono dibeli
oleh Ir. Buntoro. Tahun1988 Ir. Buntoro dan Ir. Hendy Rianto mengalihkan
usahanya di bidang peralatan rumah sakit (Hospital Equipment) dan akhirnya bisa
berkembang pesat. Pada saat itu juga perusahaan berganti nama menjadi PT.
Mega Adhi Karsa. Usaha ini terus mengalami perkembangan yang pesat sehingga
perusahaan perlu meningkatkan jaringan pemasaran dengan membuka kantor

14
pemasaran dijalan Gunung Sahari Raya 51/55, Jakarta 10610. Untuk memenuhi
permintaan konsumen yang terus mengalami peningkatan, perusahaan juga terus
menambah jumlah karyawan dan peralatan dalam rangka menambah kapasitas
produksi.
Pada Tahun 1994, produk-produk dari perusahaan telah meraih sertifikat SNI
(Standar Nasional Indonesia). Pada tahun 1997, untuk meningkatkan produksinya,
perusahaan melakukan pengembangan usaha dengan mendirikan dua pabrik
baru yang lokasinya berdekatan (sekitar 400 meter) sebelah selatan pabrik
pertama. Pabrik baru tersebut berfungsi sebagai tempat perakitan dan pembuatan
komponen plastik dengan mesin injeksi.
Pada pertengahan tahun 1999, pihak manajemen PT. Mega Adhi Karsa mengganti
nama perusahaan menjadi PT. Mega Andalan Kalasan yang disingkat PT. MAK.
Pergantian nama itu dimaksudkan untuk lebih meningkatkan kredibilitas
perusahaan dengan alasan utamanya adalah untuk lebih mengangkat nama
kecamatan Kalasan dikarenakan perusahaan ini berada di daerah Kecamatan
Kalasan. PT. MAK juga menambah variasi jenis produknya yaitu roda castor
(castor wheels), timbangan (weighing scale), komponen plastik (plastic wares),
permesinan (machinery), dan peralatan berat (heavy equipment).
Strategi untuk meningkatkan kualitas produk dan dalam rangka usaha untuk
menembus pasar ekspor maka pada tahun 2001 perusahaan berhasil memperoleh
sertifikasi sistem mutu ISO 9001: 1994 dan EN 46001: 1996. Pada tahun 2002 PT.
MAK berhasil lagi mendapatkan sertifikasi sistem mutu ISO 9001: 2000 dan EN:
2000.
Pada Tahun 2005, PT MAK mengembangkan perusahaan menjadi sebuah holding
company dalam sebuah grup MAK Indonesia dengan dibangunnya KIMAK
(Kawasan Industri Mega Andalan Kalasan) di jl. Prambanan-Piyungan km 5
dengan luas lahan mencapai 8 hektar sebagai kawasan industri. Di KIMAK ada
beberapa unit produksi, yaitu unit Trendgate, unit TC (Training Center), PT. MAMI
(Mega Andalan Motor Indonesia), PT. MAMI adalah anak perusahaan dari PT.
MAK.
Pada Tahun 2010, PT. MAK memperluas perusahaan dengan menambah pabrik
pembuatan tabung gas LPG 3 Kg. Perusahaan mendapat konrak order dari PT.
Pertamina. Pabrik tersebut dinamakan unit SIKMA (Sentra Industri Kecil Mega
Andalan). Unit SPIKMA berada di Jl. Prambanan-Piyungan Km 1. Tahun 2012 PT.

15
MAK juga menambah 1 pabrik lagi yaitu unit MAEP (Mega Andalan Electro
Plating), yang juga berada di daerah Prambanan-Piyungan.
PT. MAK saat ini telah berhasil mengembangkan beberapa unit produksi, yaitu unit
produksi HE (Hospital Equipment), unit produksi KL (Komponen Logam), unit
produksi machinery, Unit MAO (Mega Andalan Otoparts), unit Trendgate, Unit
MAEP, dan Unit TC (Training Center) yang berfungsi sebagai tempat
pembelajaran karyawan dan calon karyawan PT. MAK.
Pada awal pertengahan Januari 2017 unit MAPP dan Unit Roda Castor berganti
menjadi PT. MAKP (Mega Andalan Komponen Plastik) dan PT. MARK (Mega
Andalan Roda Castor). Dan PT. MAMI (Mega Andalan Motor Industri) pada awal
Januari 2017 resmi ditutup karena target penjualan yang tidak tercapai.
2.1.2. Profil Perusahaan
Berikut merupakan profil perusahaan dari PT. Mega Andalan Kalasan (MAK):
a. Perusahaan
i. Nama Perusahaan : PT. Mega Andalan Kalasan
ii. Alamat Perusahaan :
a) Jl. Tanjung Tirto No. 34, Tirtimartani Km.13, Kalasan, Yogyakarta
b) Jl. Prambanan - Piyungan Km.7 Sumberharjo, Prambanan, Sleman
c) Jl. Prambanan Piyungan Km.1 Sumberharjo, Prambanan, Sleman
iii. Telepon : 0274-497068
iv. Fax : +62274496226
v. Penanggung jawab : Ir. Hendy Rianto dan Ir. Buntoro (pimpinan
perusahaan)
vi. Email : [email protected]
vii. Website : http://www.mak-techno.com
b. Marketing Office
i. Alamat :
a) Grand Rubina Business Park Lt. 22, Komplek Rasuna Epicentrum
b) Jl. H.R. Rasuna Said, Jakarta 12960
ii. Telepon : 021-837 00 55
iii. Fax : 021-837 00 335
iv. Email : [email protected] atau www.mak-techno.com
16
c. Representative Office :
i. Alamat :
a) Wisma Lippo Suite 506 Jl. Gatot Subroto – Bandung
b) Wisma BII, Lt.7 Suite 7123, Jl. Pemuda 60, Surabaya, Jatim
ii. Telepon : +62 22 7305674 / +62 31 5459159
iii. Fax : +62 22 7306620 / +62 31 5459267
Unit MAKP terletak di Jalan Piyungan-Wonosari, Kalasan, DIY. Profil perusahaan
unit MAKP mengikuti profil perusahaan dari PT. MAK karena PT. MAKP
merupakan anak perusahaan dari PT. MAK.
2.1.3. Pembagian Saham
PT. Mega Andalan Kalasan merupakan sebuah perusahaan perseroan terbatas
tertutup. Dikatakan tertutup karena perusahaan ini tidak menjual sahamnya secara
terbuka pada pihak lain. Pembagian saham PT. Mega Andalan Kalasan dapat
dilihat pada Tabel 2.1 dengan nilai investasi yang sudah diubah dalam bentuk
presentase.
Tabel 2.1. Pembagian Saham PT. Mega Andalan Kalasan
No. Nama Pemegang Saham Presentase Saham
1. Ir. Hendy Rianto 30%
2. Ir. Buntoro 70%
Para pemegang saham dalam suatu perusahaan disebut sebagai komisaris.
Komisaris terdiri dari dua macam, yaitu komisaris aktif dan komisaris pasif.
Komisaris aktif merupakan komisaris yang sekaligus mejadi pejabat dalam
kegiatan operasi perusahaan. Sedangkan, komisaris pasif hanya sebagai
pemegang saham dengan menanamkan modal di perusahaan tersebut. Pada
Tabel 2.1. dapat dilihat bahwa pemegang saham di PT. MAK adalah Ir. Buntoro
dan Ir. Hendy Rianto yang merupakan komisaris aktif di perusahaan.
2.1.4 Hasil Produksi
Produk yang dihasilkan oleh PT. MAK merupakan produk-produk untuk alat dan
fasilitas rumah sakit. Hasil produksi pada perusahaan ini terbagi menjadi 6
kategori, yaitu:

17
a. Bed Series
Bed series merupakan produk berupa tempat tidur yang digunakan di rumah sakit.
Terdapat beberapa macam bed series yang diproduksi oleh PT. MAK, yaitu:
i. Manual ICU-ICCU bed
ii. Electric ICU-ICCU bed
iii. Baby bed
iv. Children bed
v. Homecare bed
vi. Comfort bed
vii. Classic bed
viii. Economic bed
ix. Supramak bed
b. Room Accessories
Room accessories adalah produk beruoa perabotan yang digunakan sebagai
fasilitas dalam kamar rawat inap di rumah sakit. Berikut merupakan beberapa
produk yang termasuk ke dalam kategori room accessories:
i. Bed cabinet
ii. Overbed table
iii. Tv/refrigerator shelves
iv. Room divider
v. Flatwall cabinet
vi. I.V.Stand
vii. Mattress Series
viii. Infuse stand
ix. Overbed lamp
c. Examination dan Operating
Examination dan operating merupakan kategori produk berupa fasilitas penunjang
proses operasi dan pemeriksaan di rumah sakit. Berikut merupakan produk-produk
yang termasuk ke dalam kategori ini:
i. Manual Examination Table
ii. Manual Gyn-Examination Table
iii. Electric Examination
iv. Electric Gynaecolog Chair
v. Electric Gyn-Examination Table
vi. Manual Operating Table
18
vii. Electric Operating Table
viii. Instrument Trolley
ix. Dressing Trolley
x. Mayo Stand
xi. Examination Stool
xii. Foot Step
xiii. Bowl Stands
xiv. Emergency Trolley
d. Patient transportation
Patient transportation adalah peralatan yang digunakan di rumah sakit dan
berfungsi sebagai alat untuk memindahkan pasien. Produ-produk yang merupakan
kategori ini adalah sebagai berikut:
i. Folding Stretcher
ii. Mobile Stretcher
iii. Emergency Stretcher
iv. Multipurpose Stretcher
v. Transporting Patient
vi. Transfering Patient
vii. Mortuary Carriage
viii. Commode Chair
ix. Wheel ChairsBlood Donor Chair
e. Trolley
i. Food Trolley
ii. Laundry Trolley
iii. Medicine Trolley
iv. Clener Trolley
v. Hamper Trolley
vi. Urinal & Bedpan Carriage
vii. Anaesthesia Trolley
viii. Medical Report Trolley
f. Miscellaneous
i. Cabinet
ii. Waiting Chairs
iii. Modern Chairs

19
iv. Modern Tables
Hasil produksi PT. MAK selain dipasarkan didalam negeri, hasil produksinya juga
diekspor ke luar negeri seperti trendgate yang diekspor ke jepang. Disamping itu
juga menghasilkan produk tabung gas LPG dan juga motor Vipros.
Selain itu juga membuat beberapa komponen untuk mesin sebagai komponen
pendukung dalam pembuatan produk, komponen tersebut ditempatkan pada:
a. Milling Machine
b. Punch Machine
c. Plastic Injection Machine
d. Cutting Machine
e. Bending Machine
Fasilitas-fasilitas lain yang terdapat di PT. Mega Andalan Kalasan adalah sebagai
berikut:
a. Training Center
b. Motorcycles assembly line
c. Engineering and prototyping workshop
d. Small Scale Industrial Incubator
Khusus unit MAKP yang merupakan anak perusahaan dari PT. MAK memproduksi
komponen-komponen penyusun produk yang ditawarkan PT. MAK. Jenis-jenis
komponen tersebut akan dijelaskan pada bab selanjutnya.
2.1.5. Lokasi Produksi
Lokasi produksi PT. MAK terletak di dua tempat yaitu yang pertama dan kedua
dari lantai produksi PT. MAK berada di Desa Gendingan Tirtomartani Kalasan
(MAKL, dan MAHE), yang kedua lantai produksi PT.KIMAK yang berada di jalan
Prambanan-Piyungan Km.7, Sumberharjo, Prambanan, Sleman
a. Lokasi Produksi PT. MAK
Lokasi Produksi PT. MAK yang berada di Kalasan terdiri dari tiga lantai produksi
yaitu, MAKL, MAHE, dan KIMAK.
a. MAKL (Mega Andalan Komponen Logam)
MAKL terdiri dari:
a) Unit Sheet Metal
b) Unit Pipe
c) Unit Mekanik

20
ii. MAHE (Mega Andalan Hospital Equipment)
MAHE terdiri dari:
a) Divisi Pengelasan (welding)
b) Divisi Poles (polishing)
c) Divisi Pengecatan (painting)
d) Divisi Perakitan (assembly)
e) Divisi Quality Control
f) Departemen Engineering dan Unit Teknologi Informasi
iii. KIMAK
Sebelum berdirinya PT. KIMAK Plan C terdiri dari departemen castor, departemen
wheel chair stretcher, dan departemen plastik. Namun setelah adanya PT. KIMAK
departemen-departemen tersebut dipindahkan. KIMAK terdiri dari:
a) MAKP (Mega Andalan Komponen Plastik)
b) MARK (Mega Andalan Roda dan Kastor)
c) Tool Maker
d) EOP
e) Gudang (Warehouse)
f) TC
b. Lokasi Produksi PT. KIMAK
PT. KIMAK merupakan perluasan usaha dari PT. MAK memperluas lokasi
produksinya yakni PT. KIMAK yang terletak di jalan Prambanan-Piyungan Km.7.
Dengan beroperasinya PT. KIMAK diharapkan dapat menampung proses produksi
yang semakin tinggi akibat meningkatnya penjualan dan permintaan pasar. PT.
KIMAK terdiri dari 6, yaitu:
i. EOP
EOP terdiri dari lima stasiun kerja, yaitu:
a) Stasiun kerja pengelasan (welding)
b) Stasiun kerja gerinda (deburring)
c) Stasiun kerja pengecatan (painting)
d) Stasiun kerja assembly dan quality control
e) Stasiun kerja pengepakan (packing)
ii. Tool Maker
Unit plastik dan unit machinery merupakan bagian dari Plan 2. Unit plastik terdiri
dari tiga, yaitu:

21
a) Machinery and Toll Machining
b) Assy Tool Making
c) Lab. Produk Testing
iii. Gudang
Produk yang diproduksi oleh PT. Mega Andalan Kalasan (MAK) sebelum dikirim
ke konsumen disimpan terlebih dahulu di gudang. Bagian gudang merupakan
bagian yang bertanggung jawab terhadap keseluruha barang yang disimpan serta
pemeliharaan barang tersebut hingga dikirim ke konsumen.
iv. Training Center
Training center merupakan tempat yang disediakan oleh PT. MAK (Mega Andalan
Kalasan) untuk melakukan pelatihan bagi karyawan dan calon karyawan yang
mendaftar pada perusahaan ini. Peresmian gedung Training Center ini diresmikan
oleh Gubernur DIY, yaitu Sri Sultan Hamengku Buwono X. Selain untuk tempat
pelatihan, Training Center ini juga berfungsi sebagai Techno Incubator Park dan
show room untuk menampilkan produk-produk yang dihasilkan oleh PT. MAK.
v. MARK (Mega Andalan Roda dan Kastor)
Castor merupakan unit yang memproduksi komponen berupa roda dan castor. Unit
ini terdiri beberapa bagian, yaitu:
a) Mekanik
b) Assembly
c) Quality Control
vi. MAKP (Mega Andalan Komponen Plastik)
MAKP merupakan unit yang memproduksi komponen-komponen berbahan
plastik. MAKP terdiri dari beberapa bagian, yaitu:
a) Bagian Injection Plastik
b) Bagian Material Plastik
c) Bagian Gudang
d) Quality Control
2.1.6. Sertifikasi atau Prestasi Perusahaan
Unit Mega Andalan Komponen Plastik (MAKP) merupakan bagian dari PT. MAK.
Sehingga, sertifikasi dan prestasi perusahaan yang dimiliki mengikuti sertifikasi
dan prestasi yang telah diperoleh PT. MAK.
22
Sertifikasi pada perusahaan berfungsi untuk menjamin standar mutu produksi
perusahaan. PT. Mega Andalan Kalasan (MAK) telah melakukan sertifikasi
mengenai standarisasi penjaminan mutu yang dilakukan oleh lembaga Tuv-
Rheinland. Penghargaan yang diperoleh PT. Mega Andalan Kalasan (MAK)
adalah sebagai berikut:
a. Tahun 2001: Sertifikasi untuk kualitas manajemen ISO 9001/EN 46001:2000.
b. Tahun 2003: ISO 13485:2003 tentang standarisasi kualitas produk peralatan
rumah sakit sesuai standar baku internasional.
c. Tahun 2004: ISO 14001:2004 yaitu standarisasi internasional untuk sistem
manajemen lingkungan dan kepedulian terhadap lingkungan hidup.
d. Tahun 2005: PenghargaanE-50 (Enterprise fifty) yang merupakan
penghargaan terhadap perusahaan skala menengah dengan omset 10 miliar
per tahun
e. Tahun 2007: Penghargaan standard baku mutu Safety & Health di bidang pre-
treatment dan proses pengecatan dengan diperolehnya OSHAS 18001:2007.
f. Tahun 2008: Sertifikasi untuk sistem manajemen mutu SM-QESH (Quality,
Environment, Safety, Health).
g. Tahun 2009: Penghargaan MDSS (Medical Devices Safety Services)
h. Sejak 2008 selama 3 tahun berturut-turut PT. MAK berhasil memenangkan
tender peralatan yang diselenggarakan Pemerintah Arab Saudi untuk mengisi
kebutuhan rumah sakit baru di kota Jeddah. Tercatat setiap tahunnya, 10
kontainer ukuran 40 kaki berisi HE (Hospital Equipment) senilai US$ 265 ribu
berangkat dari Kalasan menuju ke Jeddah Arab Saudi.
2.1.7. Ciri Khas Perusahaan
Ciri khas yang digunakan oleh unit MAKP untuk memperkenalkan diri ke dunia luar
adalah ciri khas yang dimiliki oleh PT. Mega Andalan Kalasan (MAK), yaitu:
a. PT. MAK dapat memproduksi komponen-komponen hampir 100% sehingga
tidak bergantung dengan pihak luar.
b. PT. MAK berhasil memperluas area pasar di berbagai daerah di Indonesia
bahkan hingga 25 negara di dunia.
2.2. Struktur Organisasi
Organisasi adalah suatu wadah untuk melakukan kegiatan secara bersama-sama
agar dapat mencapai tujuan yang telah ditetapkan bersama. Peran organisasi
sangat penting bagi sebuah perusahaan untuk mencapai suatu tujuan. Untuk

23
mencapai tujuan tersebut dibutuhkan kerja sama antar anggota organisasi dan
sumber daya manusia yang memadai. Dalam hal ini, perusahaan membutuhkan
suatu organisasi yang baik didalam perusahaan tersebut.
Suatu organisasi untuk mencapai tujuannya membutuhkan struktur organisasi
yang baik. Struktur organisasi merupakan susunan yang menunjukkan suatu
hubungan antar setiap bagian dalam sebuah organisasi atau perusahaan dalam
kegiatan yang dijalankan. Struktur organisasi menunjukkan perbedaan kegiatan,
pekerjaan, tanggung jawab, kedudukan, dan sebagainya antara yang satu dengan
yang lain. Struktur organisasi yang baik harus dapat menjelaskan hubungan antara
wewenang siapa melapor atau bertanggung jawab kepada siapa, jadi terdapat
suatu pertanggungjawaban apa yang akan di kerjakan. Susunan struktur
organisasi pada setiap perusahaan disesuaikan dengan kebutuhan perusahaan
tersebut. Selain itu, dapat disesuaikan dengan skala perusahaan tersebut.
Struktur organisasi dari unit MAKP ditunjukkan pada Gambar 2.1.:
Gambar 2.1. Struktur Organisasi Unit MAKP

24
2.3. Manajemen Perusahaan
Dalam bab ini akan dibahas ideologi, visi, misi, dan kredo perusahaan;
ketenagakerjaan; upaya pengelolaan lingkungan pabrik dan karyawan; program
pengelolaan lingkingan hidup; penggnaan air dan energi; upaya pengelolaan
limbah; dan strategi perusahaan.
2.3.1. Ideologi Dasar, Visi, Misi, dan Kredo Perusahaan
a. Ideologi Dasar
Menjadi Kebangaan Bagi Bangsa Indonesia
b. Visi
Menjadi penggerak utama dalam rangkaian proses menuju Indonesia negara
industri
c. Misi
1. Menjadi Center of Excellent di bidang Teknologi Mekanik.
2. Membangun Sentra Industri berbasis kompetensi di bidang Teknologi
Mekanik.
3. Menghimpun dan mendayagunakan berbagai kemamuan Teknologi yang
terserak di berbagai penjuru tanah air.
4. Membangun citra Industri yang memakmurkan masyarakat.
5. Getting falling love with MAK.
d. Kredo MAK
Kami percaya bahwa:
1. Tanggung jawab kami yang pertama adalah kepada konsumen yang telah
bersedia membeli dan menggunakan produk MAK.
2. Tanggung jawab kami yang kedua adalah kepada orang-orang yang bekerja
kepada kami, pria maupun wanita yang bekerja di pabrik maupun di kantor
kami.
3. Tanggung jawab kami yang ketiga adalah kepada komunitas dimana kami
tinggal.
4. Tanggung jawab kami yang keempat dan yang terakhir adalah kepada
pemegang saham.
5. Nasib kami ditentukan oleh bantuan rahmat Tuhan untuk bisa memenuhi
semua kewajiban daengan kemampuan yang terbaik.

25
2.3.2. Sistem Manajemen Perusahaan
PT. MAK menerapkan sistem manajemen terintegrasi mutu-lingkungan-
keselamatan dan kesehatan kerja (QESH) antara lain:
a. Menjadi andalan konsumen dengan selalu berusaha satu langkah di depan
pemenuhan kehendak mereka dalam bidang kualitas, pembiayaan, dan waktu
tempuh melalui peningkatan produktivitas dan inovasi.
b. Menciptakan suasana kerja nyaman, aman menuju hidup sehat, selamat, dan
sejahtera.
c. Memastikan terciptanya dan terjaganya kelestarian lingkungan.
d. Pemenuhan terhadap mutu produk sesuai dengan persyaratan konsumen dan
peraturan terkait lingkungan dan K3.
Sasaran QESH PT. MAK selama tahun 2012
a. Sistem manajemen mutu
i. Keluhan pelanggan terhadap produk tidak lebih dari 1,7% setiap bulan.
ii. Meningkatkan ketetapan waktu pengiriman produk sebesar 90% dari
ketepatan waktu pengiriman yang dipersyaratkan.
iii. Produktifitas total tahun 2012 ditetapkan 10 STB setiap orang per bulan
dengan efisiensi 75% per tahun.
b. Sistem manajemen lingkungan, keselamatan dan kesehatan kerja
i. Tingkat pemenuhan peraturan terkait environment, safety, and health sebesar
85% dalam jangka waktu 3 tahun setelah ditetapkan.
ii. Eksposur pencemaran tidak boleh lebih dari 2 hari setelah pencemaran
teridentiikasi.
iii. Tingkat rata-rata K3 karyawan > 70% per tahun dari hasil pemeriksaan tes
audiometri, spirometri, dan hasil diagnosa kesehatan umum.
c. 5R
Tingkat pemenuhan daftar periksa 5R (3R pertama: ringkas, rapi, resik) pada akhir
tahun 2012 untuk masing-masing unit produksi.
d. Corporate Social Responsibility (CSR)
i. Sosial dan lingkungan
Penghijauan lingkungan dengan gerakan penanaman 1000 pohon di wlayah
setempat dsetelah 3 tahun ditetapkan.
ii. Pendidikan

26
Pemberian beasiswa setiap tahun kepada putra putri karyawan yang berprestasi
tingkat SD, SMP, SMA masing-masing untuk 3 peringkat terbaik.
iii. Kesehatan
Mengadakan aktivitas donor darah 2 kali setahun. Meningkatkan mutu sanitasi
MCK karyawan sebesar 10% dari kondisi saat ini dalam waktu 1 tahun setelah
ditetapkan.
2.3.3. Ketenagakerjaan
a. Jumlah Pekerja
PT. MAK mempekerjakan karyawan tetap dan karyawan tidak tetap yang tidak
dapat ditentukan jumlahnya. Jumlah tenaga kerja yang ada di unit MAKP sebanyak
89 orang dengan karyawan tetap sebanyak 26 orang dan 63 orang sisanya
merupakan karyawan tidak tetap.
b. Pembagian Jam Kerja
PT. MAK menerapkan 5 hari kerja dengan 9 jam kerja per hari (8 jam 15 menit
kerja dan 45 menit istirahat). Pembagian jam kerja di PT. MAK akan dijelaskan
pada Tabel 2.2. dan 2.3.
Tabel 2.2. Pembagian Jam Kerja
Hari Senin Selasa Rabu Kamis Jumat
Shift 1
Jam Kerja 07.00 – 16.00 WIB 07.00 – 15.00
WIB
Jam
Istirahat 12.00 – 12.45 WIB
11.45 – 12.45
WIB
Shift 2
Jam Kerja 15.30 – 23.15 WIB 14.30 – 22.15
WIB
Jam
Istirahat 18.00 – 18.45 WIB
18.00 – 18.45
WIB
Lembur Jam Kerja 16.15 WIB - selesai
15.15 WIB –
selesai

27
Tabel 2.3. Pembagian Jam Kerja Lembur pada Hari Libur
Lembur hari Sabtu,
Minggu, dan libur
Nasional
Jam Kerja 07.30 – 15.00 WIB
Jam Istirahat 12.0 – 12.45 WIB
c. Sistem Penggajian Karyawan
Sistem penggajian karyawan di PT. Mega Andalan Kalasanberdasarkan oleh
beberapa faktor, yaitu:
i. Gaji pokok golongan
ii. Gaji tunjangan jabatan
iii. Gaji tunjangan senioritas atau loyalitas
iv. Gaji tunjangan kehadiran
Untuk golongan kerja didasarkan pada lama masa kerja karyawan, yaitu:
i. Kriteria pengetahuan tugas
ii. Kriteria penampilan tanggung jawab kerja
iii. Kriteria ketrampilan perbaikan kerja
iv. Kriteria ketrampilan hubungan kerja
v. Kriteria instruksi kerja
Selain penggajian perusahaan juga memberikan fasilitas-fasilitas, yaitu:
i. Tunjangan makan dan transportasi
Uang transport dan uang makan diberikan untuk karyawan yang hadir. Jika lembur
malam hari minimal 3,5 jam/lembur pagi minimal 4 jam karyawan mendapatkan
uang makan.
ii. Tunjangan hari raya
Tunjangan diberikan pada hari raya keagamaan menjelang Idul Fitri, dan diberikan
selambat-lambatnya 7 hari sebelum hari raya.
iii. Tunjangan kesehatan
Tunjangan kesehatan ditangani oleh PT. Jamsostek dan diberikan kepada seluruh
karyawan serta ada fasilitas pemeriksaan secara periodik per tahun.
iv. Tunjangan kecelakaan kerja
Tunjangan diberikan jika terjadi kecelakaan selama melakukan tugas yang
berkaitan dengan pekerjaan.
v. Upah selama sakit

28
Upah dibayarkan selama ada surat keterangan dokter.
vi. Tunjangan untuk keluarga karyawan yang ditahan
Tunjangan diberikan kepada keluarga karyawan maksimal 6 bulan.
vii. Tunjangan pernikahan / kematian / kelahairan
Tunjangan diberikan maksimal satu bulan setelah pengajuan sebesar minimal 1x
gaji tetap.
viii. Lain-lain
a) Seragam 2 pasang / tahun
b) Karyawan yang telah bekerja 8, 16, 24, dan 32 tahun diberikan uang tunai yang
besarnya ditentukan perusahaan.
c) Beasiswa bagi karyawan yang anaknya berprestasi di sekolahnya dengan
predikat minimal peringkat 3
d. Keselamatan Kerja
Hal-hal yang disepakati perusahaan mengenai keselamatan kerja adalah sebagai
berikut:
i. Perusahaan mengikutkan seluruh karyawan dalam program Badan
Penyelenggara Jaminan Sosial Kesehatan (BPJS)
ii. Apabila karyawan mengalami kecelakaan kerja, maka perusahaan
memberikan tunjangan sesuai dengan Undang-Undang No.03 Tahun 1992,
PP No. 14 Tahun 1993.
iii. Dalam melaksanakan pekerjaan sehari-hari di tempat kerja, karyawan wajib
menggunakan perlengkapan kerja yang telah disediakan oleh perusahaan
sehingga kecelakaan kerja dapat dihindari.
iv. Perusahaan wajib menyediakan alat-alat keselamatan dan perlindungan bagi
karyawan untuk dipakai oleh karyawan dalam melaksanakan pekerjaannya.
v. Perusahaan menyediakan alat-alat pencegah ledakan, kebakaran, keracunan,
polusi udara serta pencegahan bahaya-bahaya lainnya.
vi. Adanya Panitia Pembinaan Keselamatan dan Kesehatan Kerja (P2K3) di
perusahaan.
vii. Karyawan yang tidak menggunakan alat-alat keselamatan kerja akan diberikan
Surat Peringatan (SP).
viii. Perusahaan melakukan pemeriksaan badan dan mental karyawan terhadap
karyawan baru untuk ditempatkan pada bagian yang sesuai dengan sifat
pekerjaan yang diberikan.
ix. Bagi karyawan baru akan dijelaskan mengenai:
29
a) Kondisi dan bahaya yang dapat ditimbulkan di tempat kerja.
b) Alat-alat pengaman dan perlindungan yang ada di tempat kerja.
c) Cara-cara dan sikap yang aman di dalam melaksanakan pekerjaan di tempat
kerja.
e. Ketenagakerjaan
i. Sistem perekrutan meliputi 4 faktor, yaitu kemampuan atau kompetensi;
karakter, sifat, atau watak; sikap atau tingkah laku; dan bidang keterarikan.
Rekrutmen karyawan terbagi menjadi 2 jenis yaitu, rekrutmen karyawan tetap
dan karyawan magang / kontrak.
ii. Sistem pelatihan meliputi kegiatan :
a) On the job training atau vestibule training, biasanya kegiatan ini dilakukan
untuk karyawan baru.
b) Retraining atau pelatihan ulang, yaitu peltihan untuk karyawan lama apabila
karyawan tersebut akan ditempatkan di posisi baru atau menjaga kualitas
karyawan tersebut sehingga kompetensi yang dimiliki sesuai dengan
fungsinya.
iii. Sistem penelitian karyawan meiputi :
a) Kebutuhan karyawan sesuai perkembangan perusahaan
b) Keluar-masuknya karyawan
c) Presensi, absensi, dan keterlambatan
d) Optimialisasi jam kerja termasuk jam lembur
e) Adanya kemungkinan dampak psikologi dan sosiologi karyawan
f) Insentif keuangan dan non keuangan
g) Evaluasi kinerja karyawan dilakukan secara periodik
iv. Sistem rekaman data karyawan meliputi :
a) Data pribadi, dokumen selama proses rekruitmen
b) Perubahan status (karyawan baru menjadi tetap, mutasi, demosi atau promosi
berbentuk surat keputusan
c) Data pelanggaran berupa surat peringatan
d) Evaluasi karyawan, sertifikat pelatihan
e) Data rekaman kesehatan
v. Sistem hubungan sesama karyawan :
a) Konseling
b) Survey moral atau sikap karyawan

30
c) Aktivitas rekreasi
2.3.4. Strategi Perusahaan
a. Peningkatan kualitas (Quality)
b. Penurunan biaya (Cost)
c. Pengiriman tepat waktu (Delivery)
d. Memperhatikan dan menjaga aspek keselamatan, kesehatan, dan keamanan
kerja (Safety)
e. Menunjang tinggi nilai kejujuran, keterbukaan, keadilan, kebersamaan dalam
menjalankan tugas dan tanggung jawab (Mentality)
f. Peningkatan produktivitas (Productivity)
g. Peningkatan inovasi produk (Inovation)
2.3.5. Pemasaran Produk
PT. Mega Andalan Kalasan (MAK) memiliki area pasar yang sangat luas baik
tingkat nasional maupun internasional. Produk-produk yang dihasilkan oleh PT.
MAK digunakan oleh hampir seluruh rumah sakit di Indonesia baik rumah sakit
negeri maupun swasta.
Kebijakan pemasaran PT. Mega Andalan Kalasan (MAK) menggunakan marketing
mix. Kebijakan-kebijakan tersebut, yaitu:
a. Strategi Produk
Dalam setiap produknya PT. MAK menggunakan merk, kemasan, dan label yang
spesifik serta mudah dibedakan dengan produk lainnya. Tetapi untuk barang yang
diekspor ke jepang tidak menggunakan label merk yang tertera di trendgate.
Produk yang dihasilkan oleh unit MAKP berupa komponen-komponen penyusun
berbahan plastik. Produk yang dihasilkan hanya dikemas menggunakan box
container dan tidak diberi label karena produk tersebut hanya ditawarkan pada
pihak internal perusahaan, yaitu unit Hospital Equipment (HE).
b. Strategi Harga
PT. MAK menggunakan sistem potongan harga (discount) bagi pelanggan. Ini
dilakukan sebagai salah satu langkah dalam menjawab tingkat persaingan yang
tinggi. Keputusan harga yang ditetapkan disesuaikan sepenuhnya dengan
sasaran pemasaran.

31
c. Strategi Distribusi
Dalam rangka mempermudah pemasaran produk-produknya, PT. MAK memiliki
Kantor pemasaran khususnya yang berlokasi di Rasuna Office Park SO-02, Komp.
Rasuna Episentrum, Jl. HR. Rasuna Said, Jakarta 12960. Selain itu PT. MAK juga
memiliki Representative Office yaitu Wisma BII Lt.7 Suite 7123 di Jl. Pemuda 60
Surabaya dan Wisma Lippo Suite 506 di Jl. Gatot Subroto Bandung. Dengan
adanya kantor pemasaran tersebut diharapkan agar proses dapat berlangsung
secara tepat, cepat, dan berkesinambungan. Sedangkan, distribusi unit MAKP
hanya dilakukan dari plant MAKP yang terletak di Jalan Piyungan-Wonosari
menuju plant unit Hospital Equipment (HE) yang terletak di Kalasan.
d. Strategi Promosi
PT. MAK cukup agresif dalam melakukan usaha untuk mempromosikan produk-
produknya PT. MAK menggunakan sarana media (website), pameran didalam dan
luar negeri maupun promise penjualan berupa leaflet, katalog, expo, kunjungan ke
rumah sakit, dan promosi lainnya.
Media pemasaran yang ada di PT. Mega Andalan Kalasan:
i. Website
ii. Yellowpage
iii. Catalogue
iv. Expo
v. Sponsorship
vi. Kunjungan ke rumah sakit
Khusus unit MAKP tidak melakukan proses promosi karena konsumen yang dituju
hanya pihak internal perusahaan, yaitu unit Hospital Equipment (HE).

32
BAB 3
TINJAUAN SISTEM PERUSAHAAN
3.1. Proses Bisnis Perusahaan
Peta proses bisnis dari PT. Mega Andalan Komponen Plastik (MAKP) dapat dilihat
pada Gambar 3.1.:
Gambar 3.1. Proses Bisnis Unit MAKP
Berikut merupakan penjelasan dari alur proses bisnis pada unit MAKP:
i. Pemesanan komponen
Customer melakukan pemesanan. Pemesanan tersebut berupa dokumen Planned
Order (PO). Customer melakukan order dengan bagian penjualan pada unit
MAKP.
ii. Rencana pengiriman
Bagian penjualan akan menerima order dan melakukan rekap order tersebut.
Berdasarkan data Planned Order (PO) yang diperoleh dari konsumen akan
ditentukan rencana pengiriman order oleh perusahaan. Sebelum ditentukan

33
rencana pengiriman, bagian penjualan akan menghubungi bagian gudang
komponen untuk memeriksa persediaan komponen. Jika komponen tersedia maka
akan dilakukan pengeluaran komponen dari gudang komponen lalu dilakukan
pengiriman komponen oleh bagian penjualan. Ketika dilakukan pengiriman ini
akan dikeluarkan Surat Jalan / Tanda Terima (SJ/TT) lalu dilakukan penyerahan
komponen pada customer. Tetapi, jika komponen tidak tersedia, bagian penjualan
akan memberikan instruksi kepada bagian gudang bahan baku untuk
mempersiapkan bahan baku sesuai jumlah order dan bagian perencana produksi
untuk melakukan perencanaan produksi sesuai order. Instruksi tersebut berupa
dokumen, yaitu Delivery Order (DO).
iii. Convert planned order
Bagian perencana produksi akan menerima dokumen dari bagian penjualan dan
bagian gudang bahan baku. Setelah itu, akan dilakukan perencanaan produksi
berdasarkan due date order dari customer. Bagian perencana produksi akan
mengeluarkan instruksi kepada bagian gudang bahan baku untuk menyediakan
bahan baku sesuai kebutuhan dan bagian produksi untuk melakukan proses
produksi. Instruksi tersebut berupa dokumen yang disebut Kertas Kerja Produksi
(KKP). KKP berisikan mengenai jenis komponen yang harus diproduksi,
spesifikasi, jenis dan berat bahan yang digunakan, gambar produk, jumlah
produksi, serta tanggal terima dan tanggal diambil.
iv. Pengeluaran material
Bagian gudang bahan baku akan menerima dokumen DO dari bagian penjualan.
Berdasarkan dokumen tersebut, bagian ini akan menyiapkan material atau bahan
baku sesuai jumlah order konsumen. Sebelum melakukan pengeluaran material,
bagian gudang material akan melakukan pemeriksaan stok material atau bahan
baku. Jika, stok bahan baku tidak tersedia bagian gudang akan memberikan
informasi ke bagian pengadaan bahan untuk melakukan pembelian bahan. Bagian
pengadaan akan melakukan rencana pengadaan setelah itu melakukan proses
pembelian. Setelah bahan baku diterima oleh bagian pengadaan, maka bagian
pengadaan akan memberikan bahan baku kepada bagian gudang material beserta
dokumen Laporan Penerimaan Barang (LPB). Setelah bahan baku tersedia,
bagian gudang bahan baku akan mengeluarkan bahan baku untuk diberikan pada
bagian produksi. Pengeluaran bahan baku ini direkap ke dalam sebuah dokumen,
yaitu Bukti Pengeluaran Barang Produksi (BTBP).

34
v. Proses produksi
Bagian produksi menerima dua instruksi, yaitu KKP dari bagian perencana
produksi dan BPBP dari bagian gudang bahan baku. Bagian produksi akan
memulai produksi jika telah menerima KKP yang digunakan sebagai panduan
untuk memproduksi komponen. Selain itu, proses produksi akan dimulai jika
bagian produksi menerima BPBP dari bagian gudang bahan baku. BPBP berfungsi
sebagai bukti bahwa bagian produksi telah menerima bahan baku sejumlah yang
dibutuhkan, sehingga proses produksi dapat dilakukan. Jika, komponen hasil
produksi tidak mengalami kecacatan maka komponen akan dibawa ke gudang
komponen atau warehouse. Tetapi, jika terdapat komponen yang cacat maka akan
dilakukan rework.
vi. Penerimaan komponen
Komponen hasil produksi dari bagian produksi akan dibawa ke gudang komponen.
Sebagai bukti penerimaan komponen, bagian gudang komponen akan menerima
dokumen dari bagian produksi berupa Bukti Terima Barang Produksi (BTBP).
vii. Pengeluaran komponen
Komponen dari gudang produk jadi akan dikeluarkan sejumlah order customer.
viii. Pengiriman komponen
Setelah komponen dikeluarkan dari gudang, akan dilakukan pengiriman kepada
customer. Pengiriman ini dilakukan oleh bagian penjualan dengan mengeluarkan
Surat Jalan / Tanda Terima (SJ/TT).
ix. Penyerahan pesanan
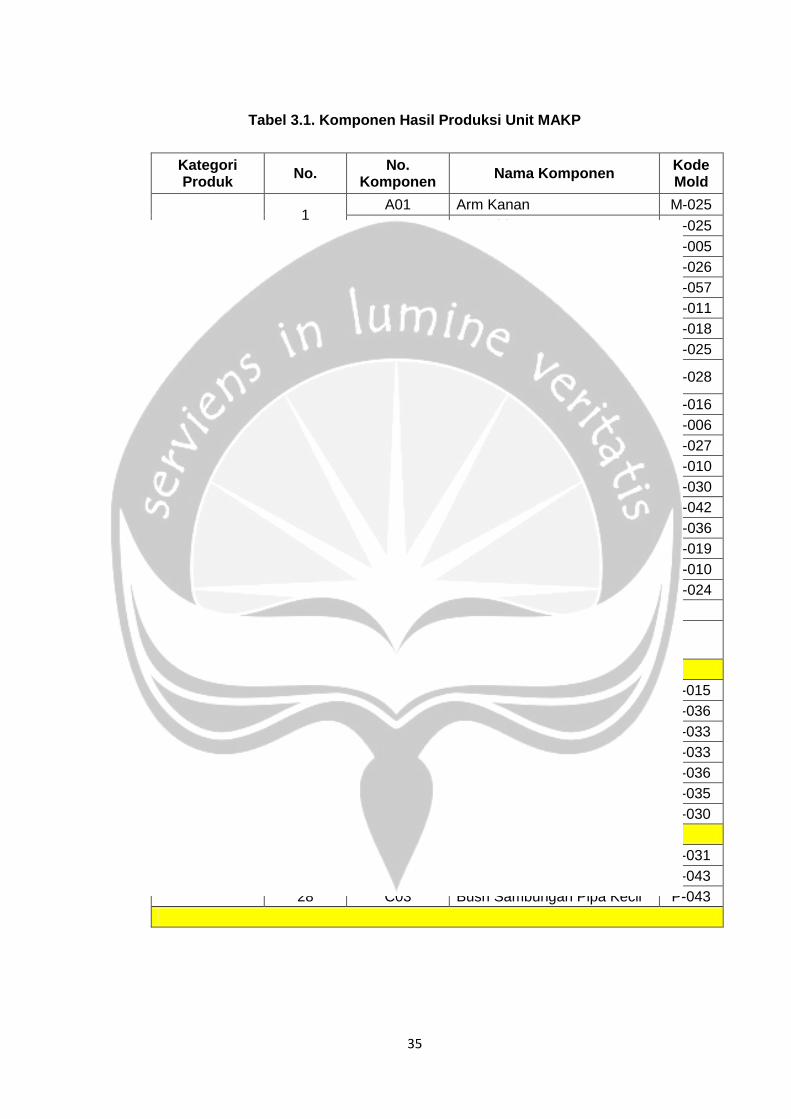
3.2. Produk yang Dihasilkan
PT. Mega Andalan Komponen Plastik (MAKP) memproduksi komponen-
komponen penyusun berbahan plastik yang akan dirakit oleh PT. Hospital
Equipment (HE) yang masih merupakan anak perusahaan dari PT. Mega Andalan
Kalasan (MAK). Jenis-jenis komponen yang diproduksi oleh PT. Mega Andalan
Komponen Plastik (MAKP) dapat dilihat pada Tabel 3.1.:
35
Tabel 3.1. Komponen Hasil Produksi Unit MAKP
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Kursi Roda
1 A01 Arm Kanan M-025
A02 Arm Kiri M-025
2 A03 Hand Pad M-005
3 A04 Hand Rem M-026
4 A05 Pijakan M-057
5 A06 Rail Kaki Silang Ø22 mm M-011
6 A07 Ring baud JF M5 M-018
7 A08 Wheel-in 24 Inch M-025
8 A09 Rumah Lager As Porok 8 Inch
M-028
9 A10 Side Cover M-016
10 A11 Spacer Pengayuh M-006
11 A12 Tutup As Roda 8 inch M-027
12 A13 Tutup Pipa Dudukan Pijakan M-010
13 A14 Tutup Pipa Panjang M-030
14 A15 Tutup Samping Roda 24 Inch M-042
15 A16 Wheel-in 8 Inch M-036
16 A17 Wheel-out 8 Inch M-019
17 A18 Tutup Engsel Pijakan M-010
18
A19 Wheel-out 24 Inch M-024
A20 Per Pijakan
A21 Rumah Lager As Porok 24 Inch
Folding Bed
19 B01 Cover Rangka P-015
20 B02 Distance Ring Kepala P-036
21 B03 Ring Pipa Kepala B-033
22 B04 Ring Pipa Sideguard B-033
23 B05 Stopper Atas P-036
24 B06 Stopper Bawah P-035
25 B07 Sepatu Folding Bed P-030
Children Bed
26 C01 Anting-anting P-031
27 C02 Bush Sambungan Pipa Besar P-043
28 C03 Bush Sambungan Pipa Kecil P-043

36
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Overbed Table
29 D01 Bumper Overbed Table (K1) P-019
29 D01 Bumper Overbed Table (K9) P-019
30 D02 Dudukan Luar Overbed Table (K1)
P-032
30 D02 Dudukan Luar Overbed Table (K9)
P-032
31 D03 Guider Dalam Overbed Table P-033
32 D04 Guider Dalam Overbed Table New
P-046
33 D05 Penekan Overbed Table
34 D06 Rail Guard
35 D07 List Cover Overbed Table B-060
36 D08 Roda Atas Overbed Table Panjang
B-013
37 D09 Roda Atas Overbed Table Pendek
B-013
38 D10 Papan Overbed Tilting P-006
39 D017 Gantungan Dining Table B-064
40 D12 Meja Dining Table P-003
41 D13 Pegangan Dining Table P-004
42 D14 Bantalan Dining Table P-016
Bedside Cabinet
43 E01 Handle Bedside (WCA 20) P-057
43 E02 Handle Bedside (WCH 05) P-057
43 E03 Handle Bedside (WCH 10) P-057
43 E04 Handle Bedside (WCM 20) P-057
43 E05 Handle Bedside (WCM 05) P-057
43 E06 Handle Bedside (WCC 50) P-057
43 E07 Handle Bedside (WCC 10) P-057
44 E08 Top Table 31824 (WCA 20) P-059
44 E09 Top Table 31824 (WCH 05) P-059
44 E10 Top Table 31824 (WCH 10) P-059
44 E11 Top Table 31824 (WCM 20) P-059
44 E12 Top Table 31824 (WCM 05) P-059
44 E13 Top Table 31824 (WCC 50) P-059
44 E14 Top Table 31824 (WCB 10) P-059
37
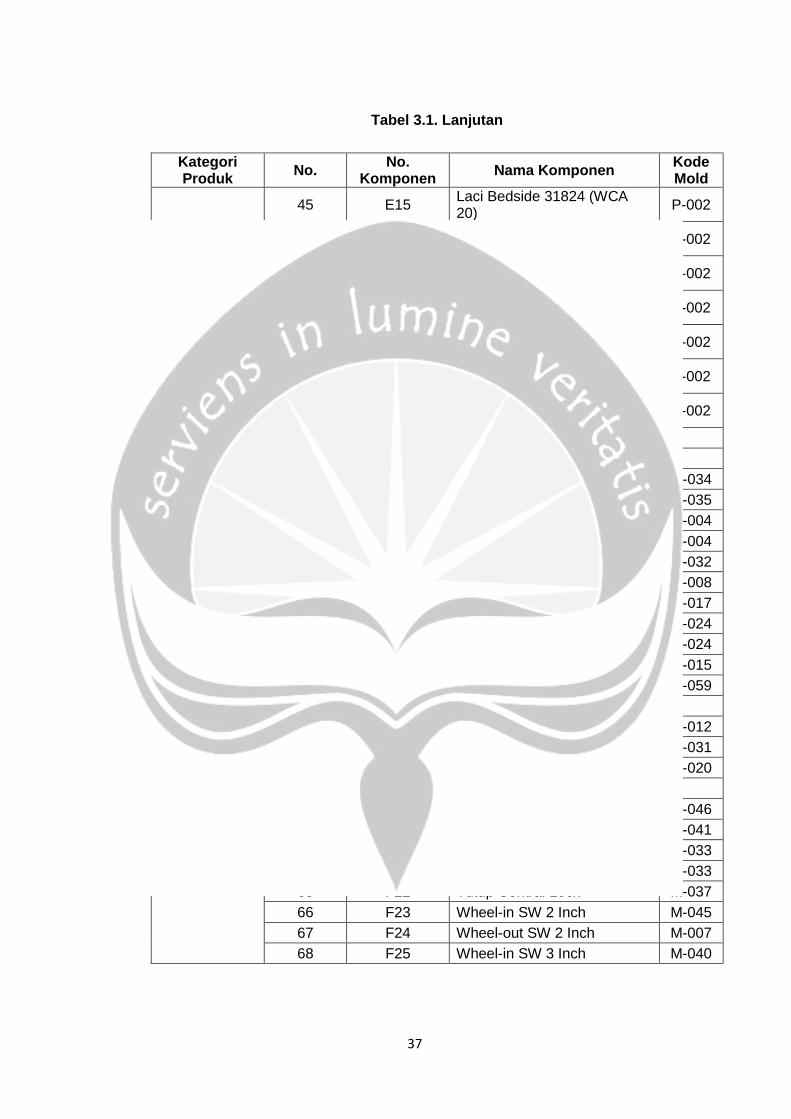
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Bedside Cabinet
45 E15 Laci Bedside 31824 (WCA 20)
P-002
45 E16 Laci Bedside 31824 (WCH 05)
P-002
45 E17 Laci Bedside 31824 (WCH 10)
P-002
45 E18 Laci Bedside 31824 (WCM 20)
P-002
45 E19 Laci Bedside 31824 (WCM 05)
P-002
45 E20 Laci Bedside 31824 (WCC 50)
P-002
45 E21 Laci Bedside 31824 (WCB 10)
P-002
46 E22 Rail Bedside 31824
Castor
47 F01 Breaker Atas
48 F02 Breaker Plastik 5 Inch M-034
49 F03 Breaker Plastik 6 Inch M-035
50 F04 Cover Roda (K1) M-004
50 F05 Cover Roda (K9) M-004
51 F06 Cover Roda DW 2 Inch M-032
52 F07 Cover Atas DW 5 Inch M-008
53 F08 Cover Atas DW 6 Inch M-017
54 F09 Cover Bearing (K1) M-024
54 F10 Cover Bearing (K9) M-024
55 F11 Cover Case DW 5 Inch M-015
56 F12 Cover Case DW 6 Inch M-059
57 F13 Cover DW 50 mm
58 F14 Cover Wheel M-012
59 F15 Wheel DW 40 mm M-031
60 F16 Wheel DW 50 mm M-020
61 F17 Fork DW 40 mm
62 F18 Fork DW 50 mm M-046
63 F19 Pedal M-041
64 F20 Pin Cover (K1) M-033
64 F21 Pin Cover (K9) M-033
65 F22 Tutup Central Lock M-037
66 F23 Wheel-in SW 2 Inch M-045
67 F24 Wheel-out SW 2 Inch M-007
68 F25 Wheel-in SW 3 Inch M-040

38
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Castor
69 F26 Wheel-out SW 3 Inch M-040
70 F27 Wheel-in SW 5 Inch (K1) M-003
70 F28 Wheel-in SW 5 Inch (K9) M-003
71 F29 Wheel-in DW 5 Inch M-014
72 F30 Wheel-in DW 6 Inch M-002
73 F31 Wheel-out SW 5 Inch (K1) M-023
73 F32 Wheel-out SW 5 Inch (K9) M-023
74 F33 Wheel-out DW 5 Inch M-079
75 F34 Wheel-out DW 6 Inch M-013
Panel Supramak
76 G01 Bumper Kanan Kiri B-067
77 G02 Center Panel Front B-054
78 G03 Center Panel Side B-055
79 G04 Cover Baud Panel B-018
80 G05 Cover Bumfer B-027
81 G06 Pengunci Head & Foot End Kanan
B-005
82 G07 Side Panel Front Kanan Kanan
B-051
83 G08 Side Panel Side Kanan Kiri B-052
84 G09 Nock Panel Economic B-022
85 G10 Panel Economic B-053
Sideguard Supramak
86 H01 Dudukan Stopper Jeruji B-009
87 H02 Stoper Jeruji B-017
88 H03 Engsel Atas B-048
89 H04 Engsel Bawah B-047
90 H05 Handle Pengunci B-070
91 H06 Pengunci B-019
92 H07 Rumah Pengunci B-049
93 H08 Tutup Keling B-007
94 H09 Tutup Pipa Atas B-014
95 X01 Bush Dudukan Tiang Infus B-069
96 X02 Hand Grip B-024
97 X03 List Supramak Pinggir B-059
97 X04 List Supramak Tengah B-059
98 X05 Roda Kneerest B-012
99 X06 Tutup Chasis B-008
39
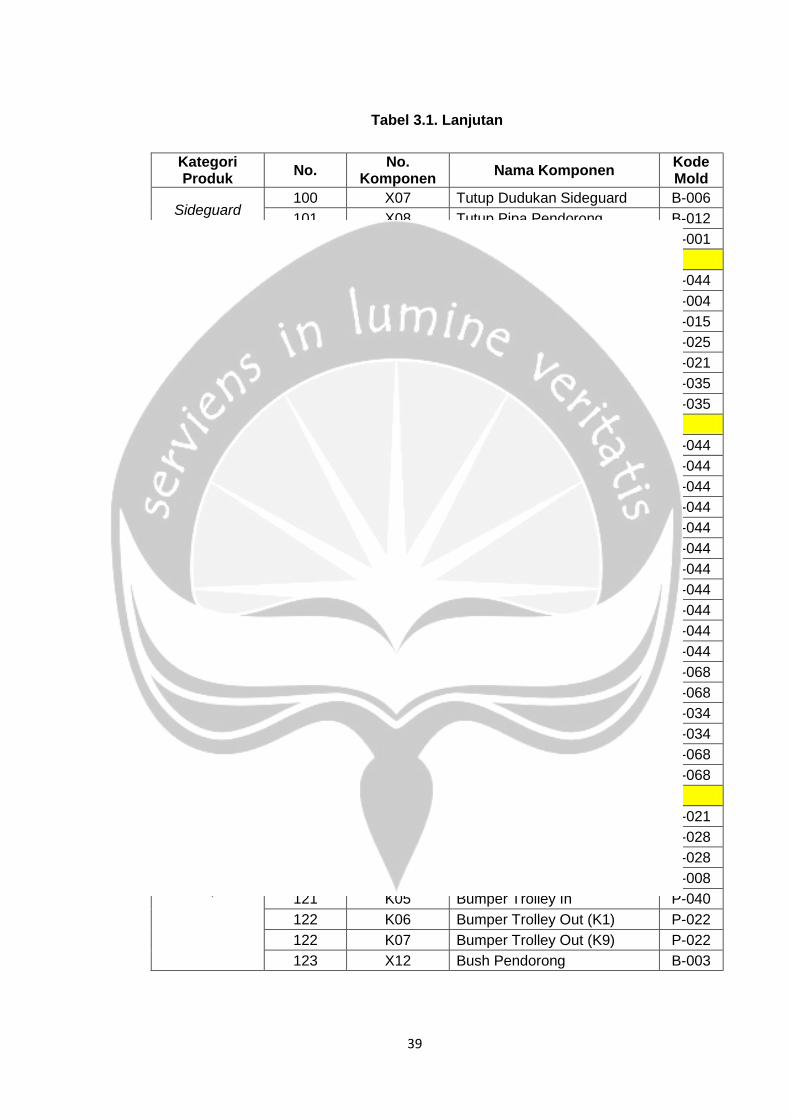
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Sideguard Supramak
100 X07 Tutup Dudukan Sideguard B-006
101 X08 Tutup Pipa Pendorong B-012
102 X09 Tutup Pipa 30 x 30 mm B-001
Handle Lipat
103 I01 Engkol Pendorong B-044
104 I02 Engsel Pendorong B-004
105 I03 Handle Pendorong B-015
106 I04 Rumah Pendorong B-025
107 I05 Stopper Handle Lipat B-021
108 X10 Acrilic Lamp Pendek B-035
108 X11 Acrilic Lamp Panjang B-035
Baud
109 J01 Baud Pengunci 13 mm (K1) P-044
109 J02 Baud Pengunci 13 mm (K9) P-044
110 J03 Baud Pengunci 17 mm (K1) P-044
110 J04 Baud Pengunci 17 mm (K9) P-044
111 J05 Baud Pengunci 20 mm (K1) P-044
111 J06 Baud Pengunci 20 mm (K9) P-044
112 J07 Baud Pengunci 25 mm (K1) P-044
112 J08 Baud Pengunci 25 mm (K9) P-044
113 J09 Baud Pengunci 8 mm (K1) P-044
113 J10 Baud Pengunci 8 mm (K9) P-044
114 J11 Baud Flatwall P-044
115 J12 Baud Hexagon (K1) B-068
115 J13 Baud Hexagon (K9) B-068
116 J14 Baud Matras (K1) P-034
116 J15 Baud Matras (K9) P-034
117 J16 Baud Sideguard (K1) B-068
117 J17 Baud Sideguard (K9) B-068
Bumper
118 K01 Bumper Bed In P-021
119 K02 Bumper Bed Out (K1) P-028
119 K03 Bumper Bed Out (K9) P-028
120 K04 Bumper C P-008
121 K05 Bumper Trolley In P-040
122 K06 Bumper Trolley Out (K1) P-022
122 K07 Bumper Trolley Out (K9) P-022
123 X12 Bush Pendorong B-003

40
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Bumper
124 X13 Engsel Divider Room (Baud) P-025
125 X14 Gantungan Infuse B-046
126 X15 Mangkok (K1) P-041
126 X16 Mangkok (K9) P-041
127 X17 Nilon Dudukan As Hexagon P-048
128 X18 Nilon Roda Pendorong B-023
129 X19 Nilon Washer
130 X20 Pendorong (K1) P-009
130 X21 Pendorong (K9) P-009
131 X22 Penjepit Sapu P-056
132 X23 Rachet Mekanis M-049
Ring
133 L01 Ring Ferno P-054
134 L02 Ring Hi - Lo B-003
135 L03 Ring Gyneacolog Tebal P-054
136 L04 Ring Gyneacolog Tipis P-054
137 L05 Ring ICCU P-052
138 L06 Ring Nilon P-027
139 L07 Ring Nilon M8
140 X24 Roda Fowler M-007
141 X25 Sambungan Handle (K1) P-024
141 X26 Sambungan Handle (K9) P-024
Sepatu
142 M01 Sepatu Ordinary Bed Ø40 mm
P-042
143 M02 Sepatu Chasis
144 M03 Sepatu Handle Besar P-029
145 M04 Sepatu Handle Kecil P-029
146 M05 Sepatu Kursi Tunggu P-014
147 M06 Sepatu Locker P-012
148 M07 Sepatu Matras P-016
149 M08 Sepatu Matras Tebal
150 M09 Sepatu Matras Tipis
151 M10 Sepatu Meja Kafe
152 M11 Sepatu Meja Periksa Elektrik P-037
153 M12 Sepatu Modern Chair B-034
154 M13 Sepatu Nilon Bed P-023

41
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Sepatu
155 M14 Sepatu Nilon Cabinet P-023
156 M15 Sepatu Pagar Trolley Besar B-040
157 M16 Sepatu Pagar Trolley Kecil B-040
158 M17 Sepatu Penyangga Matras P-014
159 X27 Stopper Meja Kafe B-039
160 X28 Stopper Modern Chair B-038
161 X29 Stopper Sideguard B-066
162 X30 Stopper Sideguard Stst B-057
163 X31 Tutup Oli B-041
164 X32 Tutup Pendorong
165 X33 Tutup Pipa P-020
166 X34 Tutup Pipa 40 x 40 mm P-038
167 X35 Tutup Pipa ½ Inch
168 X36 Tutup Pipa 25 x 25 mm B-028
169 X37 Tutup Pipa 25 x 50 mm B-028
170 E23 Top Table 73032 B-056
171 X38 Tutup Matras B-010
Sota Bed
172 N01 Panel SOTA H-010
173 N02 Bumper SOTA Kanan H-007
173 N03 Bumper SOTA Kiri H-007
174 N04 Tutup Bumper SOTA Kanan H-009
174 N05 Tutup Bumper SOTA Kiri H-009
175 N06 Rumah Engsel Sideguard SOTA Kanan
H-005
175 N07 Rumah Engsel Sideguard SOTA Kiri
H-005
176 N08 Tutup Rumah Engsel Sideguard SOTA
H-006
177 N09 Pengungkit Engsel SOTA H-008
178 N10 Bush Lengan Ayun Engsel SOTA
H-011
179 N11 Sideguard SOTA Head Inside H-001
180 N12 Sideguard SOTA Head Outside
H-002
181 N13 Sideguard SOTA Foot Inside H-003
182 N14 Sideguard SOTA Foot Outside
H-004
183 O1 Sideguard Transferring Patient A

42
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Sota Bed
183 O2 Sideguard Transferring Patient B
184 X39 Tutup Pipa 30 x 60 mm
185 X40 Tutup Fixed
186 X41 Bush Dudukan Hexagon
187 X42 Tutup Baud Hexagon M8
532 P042 Penopang Paha
533 O003 Pijakan Hidrolik
534 P085 Tutup Baud M6
535 P086 Tutup Baud M8
536 P087 Tutup Baud M10 x 1,25
537 P088 Tutup Baud M10 x 1,50
538 P089 Tutup Baud M12
539 P066 Tutup Pipa Kotak 50 x 30 mm Trandgate Bed
540 P067 Bush Nilon Panel Trandgate Bed
541 P068 Roda Trandgate Bed
542 P069 Stoper Matras Trandgate Bed
543 P070 Bush Pengangkat Trandgate Bed
544 P060 Tutup Pipa 15 x 30 New
545 P084 Baud Pengunci M8x60 TRG 21
546 P090 Bush Stoper TRG 21
547 P091 Bush Engsel TRG 21
548 P092 Roda Roller TRG 21
549 P073 Bearing Nylon (MAK EROPA)
550 P083 Handle Gasspring (MAK EROPA) WCM 10
551 P094 Adjuster Leg (MAK EROPA)
552 P047 Triangle Self Help Pull
553 N157 Indikator Sudut Kanan Sota
554 N158 Indikator Sudut Kiri Sota
555 D017 Gantungan Dining Table
556 P049 Kaki Lima
557 P050 Ring Cover Kaki Lima
558 P051 Cover Kaki Lima
559 P056 Bowl Medical

43
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Sota Bed
560 P112 Penahan Luar (MAK EROPA) WCA 20 (1 : 1)
561 P113 Penahan Dalam (MAK EROPA) WCA 20 (1 : 1)
562 Z104 Link Stopper (851380-2155)
563 Z105 High Low Joint Bracket (851380-2154)
564 Z107 Code Clump (851380-2171)
565 Z108 Flange Bush (851380-2231)
566 Z109 High Low Link Stopper (851380-2153)
567 Z114 Bottom Arm Bush (851380-4141)
568 Z115 High Low Link Bush (851380-2241)
569 Z119 Injection Bottom A (851380-5611)
570 Z120 Injection Bottom B (851380-5621)
571 Z121 Injection Bottom C (851380-5631)
572 Z122 Side Frame Cap (851380-6121)
573 Z124 Leg 581380-2191 A
574 Z126 Caster Pipe Cap (851380-2182)
575 Z127 Side Frame-Cover 851380-6821
576 Z128 Leg 851380-2191
577 Z129 Mattress Stopper (851380-5711)
578 E065 Container Box
579 P095 Bumper 34106 E Kanan
580 P096 Bumper 34106 E Kiri
581 P097 Tutup Samping 34106 E Kanan
582 P098 Tutup Samping 34106 E Kiri
583 P118 Sepatu Alas Kaki (Mak Eropa)
584 L009 Plastik Mekanik
585 L010 Slider
586 L011 Bush Spacer dia 9 mm
587 Z131 Mattress Stopper (851380-5711) Small TRG 26 i

44
Tabel 3.1. Lanjutan
Kategori Produk
No. No.
Komponen Nama Komponen
Kode Mold
Sota Bed
588 Z132 Mattress Stopper (851380-5711) Big TRG 26 i
589 P064 Engsel Divider Room (Mur)
590 F047 Rumah Cover Plastik
591 F048 Bush Octagon
592 G208 Kopel Luar Bawah Supramak Elektrik Bed
593 G209 Kopel Luar Atas Supramak Elektrik Bed
594 G210 Kopel Dalam Atas Supramak Elektrik Bed
595 G211 Rumah Lager Pendorong Supramak Baru
596 M022 Handle Laci
597 P128 Baud Bunga M10 x 20
598 P129 Baud Bunga M12 x 30
599 P110 Cover Remote TRG 21
600 Z134 Side Rail Cap
601 F050 Top Breaker
602 L009 Plastik Mekanik
603 L010 Stoper Slider
604 P141 Tutup Pin CB 6
605 P053 Meja Overbed Table
3.3. Proses Produksi
Proses merupakan suatu cara, metode, atau teknik bagimana sumber daya seperti
tenaga kerja, mesin, bahan baku, dan uang diubah untuk mendapatkan suatu
hasil. Sedangkan, produksi merupakan suatu aktivitas untuk menambahkan
kegunaan dari suatu produk maupun jasa (Assauri, 1995).
Proses produksi terdiri dari berbagai macam jenis disesuaikan dengan berbagai
macam segi. Menurut Ahyari (2002), proses produksi berdasarkan wujudnya
dibagi menjadi lima jenis, yaitu proses kimiawi, proses perubahan bentuk, proses
assembling, proses transportasi, dan proses penciptaan jasa-jasa administrasi.
Sedangkan, untuk jenis proses produksi yang dilihat berdasarkan arus bahan baku
yang masih mentah hingga produk jadi dibagi menjadi dua jenis, yaitu proses
produksi terus menerus dan proses produksi terputus-putus. Proses produksi terus
menerus dilakukan apabila aliran produksi pada suatu lantai produksi memiliki alur

45
yang pasti mulai dari bahan baku hingga barang jadi. Sedangkan, proses produksi
terputus-putus memiliki aliran produksi yang tidak pasti, sehingga proses produksi
yang dilakukan alirannya berubah-ubah dan terputus-putus.
Menurut Yamit (2002) proses produksi ditetentukan oleh beberapa faktor, yaitu:
a. Jumlah produk yang dihasilkan
b. Kualitas suatu produk yang ditetapkan
c. Peralatan yang tersedia untuk melakukan proses produksi
Berdasarkan ketiga faktor tersebut ditentukan tiga jenis proses produksi yang
paling tepat untuk setiap situasi produksi, yaitu:
a. Proses produksi terus menerus
Proses produksi terus menerus merupakan proses produksi suatu produk
berdasarkan aliran produksi dari suatu operasi ke operasi berikutnya tanpa adanya
penumpukan. Industri yang cocok menggunakan proses produksi jenis ini adalah
industri yang merencanakan untuk memproduksi suatu produk dalam jumlah yang
besar tetapi variasi produknya rendah dan bersifat standar.
b. Proses produksi terputus-putus
Proses produksi terputus-putus merupakan proses produksi yang dilakukan bukan
berdasarkan aliran produk. Industri yang menggunakan proses produksi jenis ini
adalah industri dengan sekumpulan komponen yang menunggu untuk diproses,
sehingga pada proses produksi ini membutuhkan persediaan yang jumlahnya lebih
dalam setiap proses.
c. Proses produksi campuran
Proses produksi campuran merupakan proses produksi yang dilakukan
berdasarkan proses produksi terus menerus dan proses produksi terputus-putus.
Penggunaan proses produksi jenis ini bertujuan untuk memanfaatkan kapasitas
produksi semaksimal mungkin.
3.3.1. Unit MAKP (Mega Andalan Komponen Plastik)
Aliran proses yang menunjukkan urutan proses produksi yang dilakukan oleh PT.
Mega Andalan Kalasan (MAK) khususnya di unit Mega Andalan Komponen Plastik
(MAKP) yang dimulai dari perencanaan produksi hingga penyimpanan barang jadi
ditunjukkan pada Gambar 3.2.:

46
Gambar 3.2. Proses Produksi MAKP
Berikut keterangan dari proses produksi MAKP:
a. Mulai
b. Persiapan Bahan Baku
i. Pengecekan material
Sebelum material diproduksi maka dilakukan pengecekan material terlebih dahulu
di bagian production planning dengan membawa kertas keterangan produksi
(KKP) untuk mengetahui apakah material tersedia atau tidak dan permintaan ada
atau tidak, jika ada berapa pesanan produk yang harus di produksi.
47
ii. Penimbangan bahan baku
Setelah dilakukan pengecekan material dan material dan material sudah tersedia,
maka material di timbang terlebih dahulu sesuai dengan kebutuhan yang akan di
produksi.
iii. Pemanasan bahan baku utama
Sebelum diproduksi bahan utama di panaskan terlebih dahulu sampai bahan
mengering dengan mesin drying, agar bahan bebas dari kelembaban.
iv. Pencampuran bahan utama dengan pewarna
Pada tahap ini melakukan proses pencampuran bahan utama yang sudah
panaskan dengan pewarna yang sudah ditimbangsesuai kebutuhan dengan
menggunakan mesin mixer. Agar bahan utama dengan pewarna tercampur
dengan sempurna.
v. Proses injeksi
Proses injeksi yaitu proses pembuatan produk dengan mesin injeksi yang diproses
berdasarkan data pada kertas kerja produksi (KKP) yang outputnya sesuai dengan
permintaan konsumen.
vi. Finishing
Setelah proses injeksi produk di finishing dengan membersihkan dan memotong
runner pada produk yang baru di injeksi.
vii. Quality Control
Setelah produk di finishing, dilakukan proses pengecekan produk untuk
mengetahui apakah produk tersebut sudah layak atau sudah bebas dari
kecacatan atau tidak. Apabila ada produk memiliki cacat/reject maka produk
tersebut akan didaur ulang kembali menjadi bahan baku dengan menggunakan
mesin crusher.
viii. Penyimpanan
Produk yang sudah dilakukan pengecekan kualitasnya maka produk tersebut
dibawa ke tempat penyimpanan yaitu ke gudang barang jadi (warehouse)
ix. Selesai
Proses produksi di unit MAKP sudah selesai.

48
3.4. Fasilitas Produksi
Tata letak pabrik merupakan salah satu landasan utama dalam sebuah industri.
Tata letak pabrik yang dirancang dengan baik akan mempengaruhi efisiensi dan
efektivitas dari proses produksi suatu pabrik. Tata letak pabrik tersebut juga sangat
berpengaruh terhadap keberhasilan suatu perusahaan.
Menurut Purnomo (2004) terdapat beberapa tujuan dalam perancangan tata letak
fasilitas, yaitu:
i. Memanfaatkan lahan yang ada
ii. Pendayagunaan pemakaian mesin, tenaga kerja, dan fasilitas produksi lebih
besar
iii. Meminimumkan jarak serta ongkos material handling
iv. Mengurangi waktu tunggu serta kemacetan di lantai produksi
v. Memberikan jaminan keamanan, kenyamanan, dan keselamatan bagi tenaga
kerja di sekitar lantai produksi
vi. Mempersingkat proses manufaktur
vii. Mengurangi persediaan setengah jadi
viii. Mengurangi aktivitas supervise
3.4.1. Tata Letak Fasilitas
Pengaturan tata letak fasilitas pada unit Mega Andalan Plastic-part and Painting
(MAKP) terdiri dari tiga zona, yaitu zona bumi dan zona udara.
Zona bumi merupakan zona yang digunakan untuk menyimpan bahan baku,
gudang barang jadi, gudang produk reject dan recycle, serta pekerja yang
bertugas, seperti operator injeksi, operator mold setter, dan operator finishing.
Zona udara merupakan zona yang digunakan untuk pelaksanaan proses
pengecatan atau painting komponen-komponen plastik dan proses persiapan
bahan baku.
Layout lantai produksi di unit Mega Andalan Plastic-part and Painting (MAKP)
ditunjukkan pada Gambar 3.3. dan Gambar 3.4.:
49
Gambar 3.3. Layout Zona Bumi
Gambar 3.4. Layout Zona Udara
3.4.2. Peralatan Proses Produksi
Peralatan proses produksi di unit Mega Andalan Plastic-part and Painting (MAKP)
terdiri dari beberapa fasilitas, yaitu:

50
a. Pallet
Pallet digunakan untuk meletakkan material yang akan diproses. Setelah material
tersebut diproses, material akan diangkut dengan menggunakan hand truck.
Gambar pallet yang digunakan pada unit MAKP ditunjukkan pada Gambar 3.5.:
Gambar 3.5. Pallet
b. Box Container
Box container ini berfungsi untuk menyimpan komponen-komponen yang
berukuran kecil. Kapasitas beban maksimum yang dapat diangkut menggunakan
box ini seberat 15 kg. Box container yang digunakan ditunjukkan pada Gambar
3.6.:
Gambar 3.6. Box Container
c. Rak
Rak berfungsi untuk tempat penyimpanan komponen-komponen yang akan
diproses. Dalam penggunaannya, pada sisi depan rak diberi penamaan terhadap
masing-masing komponen. Hal tersebut bertujuan untuk mempermudah pencarian
komponen. Contoh jenis rak yang digunakan dapat dilihat pada Gambar 3.7.:

51
Gambar 3.7. Rak
d. Hand Truck
Hand truck merupakan alat material handling yang berfungsi untuk memindahkan
suatu barang dari satu tempat ke tempat lainnya. Barang yang diangkut oleh hand
truck ini biasanya barang yang diletakkan diatas pallet. Hand truck yang digunakan
pada unit MAKP sudah dilengkapi dengan mekanisme hidrolik. Contoh dari hand
truck yang digunakan dapat dilihat pada Gambar 3.8.:
Gambar 3.8. Hand Truck
e. Trolley
Trolley memiliki kegunaan dan fungsi yang sama dengan Hand Truck, tetapi pada
trolley tidak dilengkapi dengan mekanisme hidrolik seperti halnya pada Hand
Truck. Contoh dari trolley yang digunakan dapat dilihat pada Gambar 3.9.:

52
Gambar 3.9. Trolley
f. Mesin-mesin Injeksi
Unit MAKP memiliki beberapa jenis mesin injeksi yang digunakan dalam proses
produksi. Masing-masing jenis mesin terdiri dari beberapa jumlah mesin. Jumlah
mesin tersebut tergantung dari frekuensi penggunaan mesin. Mesin yang
digunakan terdiri dari 11 jenis mesin yang dibedakan berdasarkan kapasitas beban
maksimum yang dapat diangkut oleh mesin tersebut. Jenis-jenis mesin tersebut
adalah 80 T, 150 T, 200 T, 250 T, 350 T, 360 T, 450 T, 530 T, 650 T, 700 T, dan
1000 T. Nama mesin tersebut sesuai dengan kapasitas beban maksimum yang
dapat diangkut. Misalnya, mesin 80 T yang berarti mesin tersebut dapat
mengangkut beban hingga seberat 80 ton. Lalu, untuk mesin 150 T berarti mesin
tersebut dapat mengangkut beban hingga seberat 150 ton, begitu juga dengan
mesin yang lainnya. Masing-masing jenis mesin ini berjumlah satu unit, kecuali
untuk mesin 150 T dan 700 T. Mesin 150 T berjumlah 6 unit dan mesin 700 T
berjumlah 2 unit. Mesin 150 T berjumlah paling banyak dibandingkan dengan
mesin yang lain karena mesin tersebut paling sering digunakan.
Mesin-mesin yang digunakan dalam unit MAKP ditunjukkan pada Gambar 3.10.
hingga Gambar 3.19.:
Gambar 3.10. Mesin 1000 T
53
Gambar 3.11. Mesin 700 T
Gambar 3.12. 450 T
Gambar 3.13. Mesin 530 T

54
Gambar 3.14. Mesin 360 T
Gambar 3.15. Mesin 250 T
Gambar 3.16. Mesin 150 T

55
Gambar 3.17. Mesin 650 T
Gambar 3.18. Mesin 80 T
Gambar 3.19. Mesin 600 T
56
g. Bahan baku
Bahan baku yang digunakan dalam proses produksi di unit MAKP berupa bijih
plastik yang terdiri dari beberapa jenis sesuai dengan jenis komponen yang akan
diproduksi. Contoh dari beberapa jenis bahan baku yang digunakan ditunjukkan
pada Gambar 3.20. hingga Gambar 3.28.:
Gambar 3.20. Bijih Plastik Bahan Baku Celcon M90
Gambar 3.21. Bahan Baku Celcon M90
Gambar 3.22. Bijih Plastik Bahan Baku PP Cosmoplene

57
Gambar 3.23. Bahan Baku PP Cosmoplene
Gambar 3.24. Bijih Plastik Bahan Baku ABS Toyolac
Gambar 3.25. Bahan Baku ABS Toyolac

58
Gambar 3.26. Bijih Plastik Bahan Baku Nylon Akulon
Gambar 3.27. Bahan Baku Cosmoplene
Gambar 3.28. Tumpukan Bahan Baku
h. Bahan pewarna
Bijih plastik yang diolah di unit MAKP masih berupa bahan baku mentah yang
belum diberi warna. Bahan baku tersebut akan diolah bersama pewarna bijih

59
plastik untuk memberikan warna pada komponen sesuai order. Bahan pewarna
plastik yang digunakan pada unit MAKP ditunjukkan pada Gambar 3.29. hingga
Gambar 3.31.:
Gambar 3.29. Bahan Pewarna Plastik A
Gambar 3.30. Bahan Pewarna Plastik B
Gambar 3.31. Bahan Pewarna Plastik C

60
i. Lift barang
Unit MAKP terdiri dari dua lantai. Lantai bawah merupakan area injeksi untuk
melakukan proses produksi komponen dan warehouse untuk penyimpanan barang
jadi. Sedangkan, lantai atas merupakan area penyimpanan bahan serta
prefabrikasi bahan, yaitu melelehkan bijih plastik. Selain itu, pada lantai atas juga
dilakukan proses painting komponen. Lift barang ini berfungsi untuk membawa
bahan baku dari area receiving yang terletak di lantai bawah menuju area
penyimpanan bahan baku di lantai atas. Lift barang ini terletak persis disebelah
area receiving atau dropping barang. Lift barang yang digunakan di unit MAKP
ditunjukkan pada Gambar 3.32:
Gambar 3.32. Lift Barang
j. Mesin pengolah bijih plastik
Bahan baku yang digunakan untuk proses produksi komponen berupa bijih plastik.
Sebelum dilakukan proses produksi, bijih plastik tersebut harus melalui proses
peleburan terlebih dahulu. Mesin pengolah bijih plastik yang digunakan pada unit
MAKP ditunjukkan pada Gambar 3.3.:

61
Gambar 3.33. Mesin Pelebur Bijih Plastik
k. Mixer bahan
Mixer bahan yang digunakan dalam proses produksi pada unit MAKP ditunjukkan
pada Gambar 3.34.:
Gambar 3.34. Mixer Bahan
l. Mesin painting
Mesin painting digunakan untuk proses pewarnaan komponen setelah melalui
porses produksi. Mesin painting yang digunakan dalam unit MAKP ditunjukkan
pada Gambar 3.35.:

62
Gambar 3.35. Mesin Painting
m. Timbangan bahan
Timbangan bahan digunakan dalam proses prefabrikasi bahan untuk mengetahui
berat bahan yang akan digunakan dalam proses produksi. Alat timbangan bahan
yang digunakan ditunjukkan pada Gambar 3.36.
Gambar 3.36. Timbangan Bahan
n. Mold
Unit MAKP memproduksi berbagai macam komponen. Hal tersebut menyebabkan
unit MAKP harus memilki berbagai macam mold dengan jenis, desain, dan ukuran
yang berbeda. Contoh dari beberapa mold yang digunakan oleh unit MAKP
ditunjukkan pada Gambar 3.37. dan Gambar 3.38.:

63
Gambar 3.37. Tumpukan Mold Tampak Samping
Gambar 3.38. Tumpukan Mold Tampak Depan
o. Alat pengangkut hoist
Pada proses injeksi dibutuhkan penggunaan mold. Tetapi, mold tersebut hanya
terletak pada satu area sedangkan mesin injeksi terletak di sepanjang lantai
produksi. Proses pemindahan mold ketika akan dilakukan proses produksi dari
area penyimpanan mold menuju mesin injeksi menggunakan peralatan material
handling berupa alat pengangkut hoist. Alat ini berfungsi untuk mengangkat mold
lalu memindahkan pada mesin yang dituju. Alat pengangkut ini mampu
mengangkut beban hingga berat 10 ton.
Alat pengangkut hoist ditunjukkan pada Gambar 3.39.:

64
Gambar 3.39. Alat Pengangkut Hoist

65
BAB 4
TINJAUAN PEKERJAAN MAHASISWA
4.1. Lingkup Pekerjaan
Mahasiswa dalam pelaksanaan kerja praktek ditempatkan di area produksi unit
Mega Andalan Komponen Plastik (MAKP). Unit ini dipimpin oleh seorang direktur
bernama Andreas Adi Kurniawan dan kepala unit bernama M. Taufiq yang juga
merupakan pembimbing lapangan mahasiswa.
Lingkup pekerjaan yang diberikan berhubungan dengan area penyimpanan
bahan, area produksi, dan gudang produk akhir. Berdasarkan ketiga area tersebut,
terdapat beberapa permasalahan yang dijadikan sebagai tugas kerja praktek dan
harus diselesaikan oleh mahasiswa.
Aktivitas yang dilakukan oleh mahasiswa sehari-hari adalah dimulai dengan
mengelilingi lantai produksi di unit MAKP pada pagi hari setelah melaksanakan
briefing bersama karyawan lainnya. Pada saat mengelilingi lantai produksi,
mahasiswa bertugas untuk mengambil lembar Kertas Kerja Produksi (KKP)
disetiap mesin. Kertas Kerja Produksi (KKP) merupakan lembar yang memberikan
informasi mengenai komponen yang diproduksi pada sebuah mesin beserta
jumlah komponen tersebut. Pada KKP juga tertera waktu mulai proses produksi,
waktu selesai proses produksi, dan jumlah komponen yang cacat atau reject.
Selain mengelilingi lantai produksi, mahasiswa juga melakukan pemeriksaan ke
gudang barang jadi atau pada unit MAKP biasanya disebut dengan gudang WIP.
Pada gudang WIP tersebut dilakukan proses perhitungan komponen yang cacat
beserta penyebab kecacatannya. Setelah itu, mahasiswa melakukan rekap data
mengenai bahan yang digunakan, lama berlangsungnya proses produksi, beserta
data produk yang cacat berdasarkan Kertas Kerja Produksi (KKP). Selain
maelakukan rekap data dari Kertas Kerja Produksi (KKP), mahasiswa juga
melakukan rekap data dari lembar persiapan barang dan delivered order. Lembar
persiapan barang merupakan lembar yang memberikan informasi mengenai jenis
komponen beserta jumlahnya yang akan diproduksi untuk memenuhi order dari
konsumen. Data yang dibutuhkan dari lembar ini adalah jenis komponen yang
dipesan beserta jumlah ordernya dan waktu mulai persiapan hingga selesai
persiapan. Sedangkan, lembar delivered order merupakan lembar yang
memberikan informasi mengenai data pengiriman komponen ke konsumen. Data-

66
data tersebut meliputi jenis komponen, jumlah komponen, penerima atau vendor,
nomor pengiriman, tanggal pemesanan atau tanggal PO (Planned Order), dan
tanggal komponen sampai ke konsumen beserta penyerahan invoice.
Berdasarkan kedua lembar ini, dilakukan perhitungan durasi waktu yang
dibutuhkan untuk proses persiapan komponen dan pengiriman komponen pada
vendor. Hasil perhitungan durasi tersebut akan dianalisis apakah terlalu lama atau
tidak sehingga dapat mengurangi dan mencegah terjadinya keterlambatan
pengiriman kepada konsumen.
Selama pelaksanaan kerja praktek, mahasiswa bukan hanya dibimbing oleh bapak
Taufik selaku kepala unit MAKP, tetapi mahasiswa juga dibantu oleh staff-staff
dibagian produksi, seperti staff pemasaran, kepala gudang, biro teknik, dan staff
administrasi.
4.2. Tanggung Jawab dan Wewenang dalam Pekerjaan
Tanggung jawab dan wewenang yang diberikan oleh pembimbing lapangan
berhubungan dengan permasalahan yang terdapat pada unit MAKP, seperti
penggunaan bahan, proses produksi, dan gudang.
Pada unit MAKP terdapat permasalahan, yaitu pemakaian bahan baku terkadang
dalam jumlah yang berlebih. Hal itu disebabkan karena sering kali terdapat produk
reject dalam jumlah yang cukup banyak. Kelebihan penggunaan bahan untuk
proses rework terhadap produk reject tersebut menyebabkan terjadinya
kekurangan bahan untuk produk-produk lain yang akan diproduksi setelah proses
rework tersebut. Pada permasalahan ini mahasiswa diberikan tugas dan tanggung
jawab untuk menghitung efisiensi bahan baku yang digunakan serta persentase
bahan baku yang berlebih. Berdasarkan hasil nilai efisiensi penggunaan bahan
baku dan persentase bahan baku berlebih tersebut mahasiswa diberi tanggung
jawab untuk melakukan analisis terhadap efisiensi penggunaan bahan baku dalam
proses produksi di unit Mega Andalan Komponen Plastik (MAKP) dan perbaikan
yang perlu dilakukan agar penggunaan bahan menjadi lebih efisien.
Pada area gudang penyimpanan barang jadi, permasalahan yang terjadi adalah
masih banyak terdapat barang reject yang lolos inspeksi. Berdasarkan
permasalahan tersebut, mahasiswa diberikan tugas untuk melakukan rekap data
mengenai jumlah produk reject yang masuk ke gudang produk akhir. Produk-
produk reject tersebut dipilah-pilah berdasarkan penyebab reject dan dihitung
67
jumlahnya. Jumlah produk tersebut akan disajikan dalam bentuk grafik atau
diagram. Pada diagram akan nampak jumlah penyebab reject yang paling banyak
dan akan dilakukan analisis serta usulan perbaikan.
Mahasiswa juga diberi tugas dan tanggung jawab untuk menghitung waktu proses
persiapan barang dari awal pengadaan bahan hingga barang jadi, serta waktu
proses pemesanan dimulai dari tanggal PO (planned order) awal hingga barang
sampai ditangan konsumen dan dikeluarkan invoice.
Mahasiswa memiliki beberapa hak dan wewenang untuk menyelesaikan tugas-
tugas dan permasalahan-permasalahan yang telah dijelaskan sebelumnya.
Wewenang mahasiswa dalam pekerjaan, yaitu:
a. Mengelilingi penyimpanan bahah, lantai produksi, dan gudang barang jadi
b. Mengambil Kertas Kerja Produksi (KKP) setiap hari pada setiap mesin
c. Merekap data berdasarkan Kertas Kerja Produksi (KKP)
d. Melakukan inspeksi produk
e. Merekap data berdasarkan lembar persiapan bahan dan delivered order
Selain itu terdapat beberapa data pendukung yang diberikan dari staff, yaitu
database komponen plastik, Bill of Material (BOM), data order konsumen, serta
master Kertas Kerja Produksi (KKP).
4.3. Metodologi Pelaksanaan Pekerjaan
Metodologi pelaksanaan pekerjaan yang dilakukan oleh mahasiswa selama
melaksanakan kerja praktek di unit Mega Andalan Komponen Plastik dapat dilihat
pada Gambar 4.1.:

68
Mulai
Pembimbing lapangan memberikan tugas
Mempelajari proses produksi di unit Mega Andalan Komponen
Plastik (MAKP)
Konsultasi dengan pembimbing lapangan
Pengambilan data
1. Kertas Kerja Produksi (KKP)
2. Data barang reject3. Lama persiapan barang
4. Lama delivered order 5. Database komponen
plastik
A
Gambar 4.1. Metodologi Pelaksanaan Pekerjaan

69
Pengolahan data
Analisis data
Memberikan usulan
perbaikan
Konsultasi dengan
pembing lapangan
Presentasi laporan kerja
praktek ke unit
Selesai
A
Gambar 4.1. Lanjutan
70
Berikut merupakan penjelasan dari masing-masing proses yang ditunjukkan pada
diagram alir metodologi pelaksanaan pekerjaan:
a. Mulai
b. Pembimbing lapangan memberikan tugas
Pembimbing lapangan memberikan tugas kepada mahasisiwa pada hari pertama
pelaksanaan kerja praktek. Tugas-tugas tersebut seperti yang telah dijelaskan
pada sub bab sebelumnya yang sesuai dengan kondisi dan permasalahan yang
terdapat di unit Mega Andalan Komponen Plastik (MAKP).
c. Mempelajari proses produksi di unit Mega Andalan Komponen Plastik (MAKP)
Sebelum mengerjakan tugas yang diberikan oleh pembimbing lapangan,
mahasiswa mempelajari terlebih dahulu proses produksi yang diterapkan di unit
MAKP untuk mencari gambaran cara pengerjaan tugas yang akan dilakukan.
Mahasiswa mengelilingi lantai produksi dan melihat bagaimana proses produksi
dilakukan. Selain itu, mahasiswa juga mencari informasi mengenai alur proses
produksi di unit MAKP dengan melakukan wawancara terhadap pekerja dibagian
operator maupun staff.
d. Konsultasi dengan pembimbing lapangan
Mahasiswa mengonsultasikan rencana pengerjaan tugas kepada pembimbing
lapangan, apakah cara tersebut sudah benar atau tidak. Setelah pembimbing
lapangan menyetujui rencana pengerjaan tersebut, mahasiswa akan melakukan
pengerjaan tugas.
e. Pengambilan data
Data-data yang dibutuhkan diperoleh dari dokumen-dokumen perusahaan berupa
Kertas Kerja Produksi (KKP), data barang reject, lama persiapan komponen, lama
pengiriman barang, dan data base komponen plastik. Pengambilan data dilakukan
dengan pengambilan secara langsung ke area produksi maupun gudang. Data
yang diperoleh dari Kertas Kerja Produksi (KKP) berupa jenis komponen yang
diproduksi beserta jumlahnya, jenis bahan yang digunakan, jumlah produk reject,
lama pengerjaan atau tanggal mulai pengerjaan hingga selesai pengerjaan, dan
komposisi bahan yang digunakan. Lama persiapan komponen didapatkan dari
lembar persiapan bahan dan lama proses pengiriman barang didapatkan dari
lembar delivered order. Lembar persiapan barang dan delivered order didapatkan
dari staff administrasi gudang.

71
f. Pengolahan data
Pengolahan data dilakukan dengan merekap data menggunakan Microsoft Excel.
Data dipisahkan menjadi beberapa file berdasarkan kegunaannya. Pengolahan
data dibedakan menjadi empat, yaitu evaluasi penggunaan bahan baku, evaluasi
penyebab produk reject, evaluasi lama waktu persiapan bahan, dan evaluasi lama
pengiriman order. Pengolahan data dilakukan setiap hari selama pelaksanaan
kerja praktek dalam satu bulan. Setelah diperoleh data selama satu bulan, maka
didapatkan rata-rata lalu dilakukan analisis.
g. Analisis data
Analisis data dilakukan berdasarkan hasil pengolahan data yang diperoleh. Hasil
pengolahan data dianalisis berdasarkan teori-teori yang ada. Pada evaluasi
penggunaan bahan dilakukan analisis apakah persentase kelebihan bahan yang
digunakan besar atau tidak. Untuk jumlah produk reject dilakukan analisis
mengenai jumlah produk reject dan penyebabnya sehingga dapat dilakukan
perbaikan terhadap penyebab reject tersebut. Sedangkan, untuk lama persiapan
bahan dan lama pengiriman barang dilakukan analisis mengenai rata-rata lama
persiapan bahan dan pengiriman barang sehingga dapat dijadikan sebagai bahan
evaluasi agar proses persiapan dan pengiriman tidak terlalu lama.
h. Memberikan usulan perbaikan
Usulan perbaikan yang disarankan terhadap perusahaann berdasarkan hasil
analisis dari pengolahan data sebelumnya. Jika analisis data menunjukkan bahwa
evaluasi yang dilakukan tidak sesuai teori atau memberikan hasil yang buruk maka
perlu diberikan usulan perbaikan agar efisiensi penggunaan bahan baku, jumlah
barang reject, lama persiapan barang, hingga lama pengiriman barang dapat
menjadi lebih baik. Hal tersebut dapat meningkatkan kualitas dari perusahaan dan
kepuasan pelanggan terhadap perusahaan.
i. Konsultasi dengan pembimbing lapangan
Setelah dilakukan pengolahan data, analisis data, serta pemberian usulan
perbaikan didapatka hasil dari evaluasi yang dilakukan. Hasil dari evaluasi tersebut
dikonsultasikan dengan pembimbing lapangan.
72
j. Presentasi laporan kerja praktek ke unit
Setelah hasil evaluasi tersebut disetujui oleh pembimbing lapangan, mahasiswa
akan mempresentasikan hasil pekerjaan yang dikerjakan selama pelaksanaan
kerja praktek kepada unit Mega Andalan Komponen Plastik (MAKP).
4.4. Hasil Pekerjaan
4.4.1. Latar Belakang Penelitian
PT. Mega Andalan Kalasan (MAK) merupakan industri manufaktur yang bergerak
di bidang penghasil peralatan rumah sakit. Perusahaan ini terbagi menjadi
beberapa unit, yaitu Unit Training Centre (UTC), Unit Tool Maker (UTM), Export
Oriented Product (EOP), Mega Andalan Roda dan Kastor (MARK), Mega Andalan
Komponen Plastik (MAKP), Mega Andalan Komponen Logam (MAKL), Hospital
Equipment (HE), Sentra Pengembangan Industri Kecil Mega Andalan (SPIKMA),
Mega Andalan Electro Platting (MAEP), dan Mega Andalan Plastik Industri (MAPI).
Pada pelaksanaan kerja praktek ini mahasiswa ditempatkan di unit Mega Andalan
Komponen Plastik (MAKP) lebih tepatnya bagian produksi dan gudang.
Pada unit MAKP terdapat beberapa permasalahan dibagian produksi dan gudang.
Pada bagian produksi terdapat permasalahan berupa kekurangan bahan ketika
proses produksi berlangsung, terdapat produk reject dalam jumlah yang cukup
banyak, hingga waktu persiapan komponen dan pengiriman komponen yang
terkadang terlalu lama. Berdasarkan permasalahan tersebut kepala unit dan
kepala bagian produksi unit MAKP memiliki rencana untuk melakukan evaluasi
pada bagian produksi maupun gudang. Evaluasi tersebut bertujuan untuk meneliti
permasalahan yang ada serta menganalisis sehingga dapat dilakukan perbaikan
pada permasalahan tersebut.
4.4.2. Rumusan Masalah
a. Bagaimana efisiensi penggunaan bahan pada proses produksi di unit MAKP?
b. Apakah penyebab utama terjadinya kecacatan pada suatu poduk?
c. Berapa rata-rata umur persiapan komponen?
d. Berapa rata-rata umur pengiriman produk kepada konsumen?

73
4.4.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah:
a. Menganalisis efisiensi penggunaan bahan dan jam mesin pada setiap proses
produksi agar penggunaanya tidak berlebih
b. Mengidentifikasi penyebab utama kecacatan pada suatu produk untuk
mengurangi jumlah produk reject
c. Menganalisis dan memperbaiki proses persiapan dan pengiriman komponen
sehingga tidak membutuhkan waktu yang terlalu lama
4.4.4. Batasan Masalah
Batasan masalah dari penelitian ini adalah penyelesaian masalah hanya
berdasarkan data-data yang bersumber dari Kertas Kerja Produksi (KKP), lembar
persiapan barang dan delivered order, serta beberapa data lainnya berupa biaya
mesin/jam dan database komponen plastik. Selain itu, penyelesaian masalah ini
hanya berdasarkan metode yang dijelaskan oleh pembimbing lapangan karena
metode tersebut sebelumnya telah digunakan sehingga mahasiswa dapat
langsung melanjutkan evaluasi tersebut berdasarkan metode yang selama ini telah
digunakan.
4.4.5. Metodologi Penelitian
Metodologi penelitian merupakan alur atau urutan pelaksanaan penelitian yang
ditunjukkan melalui gambar. Metodologi penelitian yang digunakan dalam
pelaksanaan kerja praktek ini dapat dilihat pada Gambar 4.1. yang tertera pada
sub bab sebelumnya.
4.4.6. Dasar Teori
a. Pengertian efisiensi
Mulyamah (1987) mengatakan bahwa efisiensi merupakan suatu ukuran dalam
membandingkan rencana penggunaan masukan dengan penggunaan yang
direalisasikan atau perkataam lain penggunaan yang sebenarnya.
Sedangkan, Hasibuan (1984) mengatakan efisiensi adalah perbandingan terbaik
antara input dan output, seperti halnya juga hasil optimal yang dicapai dengan
penggunaan sumber yang terbatas. Dengan kata lain hubungan antara apa yang
telah diselesaikan.
Rumus yang digunakan untuk menghitung tingkat efisiensi ditunjukkan pada
Persamaan 4.1.:

74
(4.1.) 𝐸𝑓𝑖𝑠𝑖𝑒𝑛𝑠𝑖 =𝐼𝑛𝑝𝑢𝑡 𝑇𝑎𝑟𝑔𝑒𝑡
𝐼𝑛𝑝𝑢𝑡 𝐴𝑘𝑡𝑢𝑎𝑙
Keputusan yang dapat diambil dari hasil perhitungan tingkat efesiensi tersebut
adalah:
i. Jika, tingkat efisiensi bernilai lebih dari sama dengan 1 maka efisiensi
tercapai
ii. Jika, tingkat efisiensi bernilai kurang dari 1 maka efisiensi tidak tercapai
b. Pengertian utilitas
Utilitas merupakan suatu hal yang sangat penting dalam proses produksi agar
proses produksi dapat berjalan dengan lancar serta sesuai dengan standar
pencapaian yang telah ditentukan oleh perusahaan. Utilitas dapat diartikan
sebagai pengoptimalan waktu opeasi mesin dibandingkan dengan waktu yang
tersedia. Pada umumnya perusahaan melakukan pembelian atau pembaharuan
mesin lagi ketika utilitas suatu mesin tersebut bernilai 70% keatas. Dimana sisa
utilitas yang tersedia, yaitu maksimal 30% biasanya hanya dapat digunakan
sebagai 10% persiapan ata set up mesin dan 20% untuk maintenance.
c. Bahan baku
Bahan baku merupakan unsur-unsur yang termasuk dalam suatu proses produksi.
Penggunaan bahan baku disesuaikan dengan kebutuhan atau komposisi dari
produk yang akan dibuat. Pada setiap perusahaan biasanya telah menyusun
bahan bakunya sesuai ukuran yang dibutuhkan atau dapat disebut proses
prefabrikasi bahan. Jumlah persediaan bahan baku tergantung dengan kebijakan
perusahaan, dimana terdapat beberapa perusahaan menyiapkan bahan baku
dalam jumlah yang melebihi kebutuhan. Tetapi, terdapat juga perusahaan yang
menyediakan bahan baku hanya sesuai dengan kebutuhannya. Kedua kebijakan
tersebut sama-sama memiliki kekurangan, yaitu jika menyediakan barang dengan
jumlah yang lebih dibandingkan kebutuhannya maka memperbesar biaya simpan
yang dikeluarkan tetapi hal ini dapat digunakan untuk antisipasi jika terjadi
kekurangan jumlah bahan baku dalam proses produksi. Sedangkan, kebijakan
lainnya berkebalikan dengan kebijakan tersebut.
4.4.7. Data dan Pengolahan Data
Pada penelitian ini dibutuhkan beberapa data dari setiap permasalahan. Berikut
merupakan penjelasan mengenai data-data yang diperlukan pada masing-masing
permasalahan:
75
a. Efisiensi penggunaan bahan
Data-data yang dibutuhkan dalam perhitungan efisiensi bahan berupa, jenis
komponen yang diproduksi, no. KKP, jenis bahan yang digunakan, jumlah
komponen yang diproduksi, jenis mesin yang digunakan, estimasi berat bahan
yang digunakan untuk satu produk, dan jumlah produk reject. No. KKP digunakan
agar dapat mencari data lebih mudah ketika data-data tersebut dibutuhkan. Jenis
komponen dan jenis bahan yang digunakan untuk mengetahui berat bahan yang
dibutuhkan dalam pembuatan satu komponen. Jenis mesin yang digunakan untuk
menganalisis efisiensi bahan yang digunakan apakah dipengrahi oleh faktor mesin
atau tidak. Jumlah produk reject dibutuhkan untuk menghitungan efisiensi bahan
dengan mengetahui estimasi penggunaan bahan dengan penggunaan bahan
yang aktual. Data-data dan pengolahan data tersebut ditunjukkan pada Lampiran
dari laporan ini.
b. Penyebab utama produk reject
Data-data yang dibutuhkan dalam mengidentifikasi penyebab produk reject adalah
jenis komponen beserta jumlah produk reject setiap harinya, jenis mesin yang
digunakan, serta jumlah produk reject berdasarkan penyebabnya. Berdasarkan
data tersebut dapat dilakukan analisis terhadap penyebab produk reject. Produk
reject tersebut dapat dipengaruhi oleh beberapa faktor, seperti faktor mesin,
jumlah produksi, operator, maupun faktor lainnya. Data-data dan pengolahan data
tersebut ditunjukkan pada Lampiran.
c. Umur persiapan komponen
Data-data yang dibutuhkan untuk menghitung umur persiapan komponen dapat
dilihat pada lembar persiapan komponen, dimana data yang dibutuhkan adalah
jenis komponen, jumlah komponen yang diproduksi, serta tanggal awal persiapan
hingga akhir persiapan. Data-data dan pengolahan data tersebut ditunjukkan pada
Lampiran.
d. Umur pengiriman barang
Data-data yang dibutuhkan untuk menghitung umur pengiriman barang dapat
dilihat pada lembar persiapan komponen, dimana data yang dibutuhkan adalah
jenis komponen, jumlah komponen yang diproduksi, serta tanggal mulai
pengiriman hingga pengiriman sampai pada konsumen. Data-data dan
pengolahan data tersebut ditunjukkan pada Lampiran.

76
4.4.8. Analisis dan Pembahasan
a. Efisiensi penggunaan bahan
Proses produksi yang dilakukan di unit MAKP untuk memproduksi komponen
plastik terdiri dari beberapa macam bahan, yaitu PP Copolymer Cosmoplene AV
161, UBE Nylon Polyamide 6, ABS Toyolac 700-314 Natural, TPU Desmopan,
ABS Crusher, Celcon M90, Tecgnyl A 205 F NAT, PA 6+ GF, dan Nylon Akulon.
Perhitungan efisiensi penggunaan bahan dilakukan terhadap masing-masing jenis
bahan. Berdasarkan hasil pengolahan data menggunakan Microsoft Excel
didapatkan rata-rata berat bahan berlebih dan nilai efisiensi penggunaan pada
masing-masing bahan pada periode Agustus-September pada Tabel 4.1.:
Tabel 4.1. Hasil Pengolahan Data Penggunaan Bahan
No. Jenis Bahan
Berat Bahan Masuk
(kg)
Berat Bahan
Terbuang (kg)
Berat Bahan Keluar
(kg)
Nilai Efisiensi
(%)
1 PP Copolymer-cosmoplene
AV 161 23996 702 24698 97.1577
2 UBE Nylon Polyamide 6 8460 43 8503 99.4943
3 Tecgnyl A 205 F NAT 2365 39 2404 98.3777
4 ABS Toyolac 700-314
Natural 8530 490 9020 94.5676
5 TPU Desmopan 2922 85 3007 97.1733
6 ABS Crusher 9215 538 9753 94.4837
7 Celcon M90 3670 2 3672 99.9455
8 PA 6+ GF 15283 33 15316 99.7845
9 Nylon Akulon 31975 0 31975 100
Nilai efisiensi penggunaan bahan dipengaruhi oleh beberapa faktor seperti jumlah
produk yang cacat, berat bahan baku yang berlebih, jumlah produksi, frekuensi
produksi, standar berat bahan baku yang ditetapkan, dsb. Pada proses produksi
di unit MAKP faktor yang paling berpengaruh terhadap nilai efisiensi bahan adalah
jumlah produk cacat, berat bahan baku yang berlebih, dan frekuensi produksi.
Bahan baku yang memiliki nilai efisiensi paling besar adalah Nylon Akulon, yaitu
sebesar 100%. Sedangkan, nilai efisiensi terkecil adalah nilai efisiensi dari bahan
ABS Crusher sebesar 94.4837%. Bahan baku dengan berat bahan baku terbuang
paling berat adalah bahan PP Copolymer Cosmoplene AV 161 sebesar 702 kg.

77
Sedangkan, untuk bahan baku berlebih paling sedikit adalah bahan Nylon Akulon
sebesar 0 kg atau penggunaan bahan tidak mengalami kelebihan.
Pada hasil perhitungan efisiensi penggunaan bahan dapat dilihat bahwa nilai
efisiensi bahan terbesar dapat diakibatkan karena frekuensi penggunaan bahan
baku yang tidak sebanyak bahan baku lainnya sehingga jumlah atau berat bahan
baku yang digunakan lebih sedikit dan mengakibatkan nilai efisiensi yang penuh
sebesar 100% sedangkan untuk bahan ABS Crusher yang memiliki nilai efisiensi
paling kecil dibandingkan bahan baku lainnya dapat disebabkan oleh jumlah
produk cacat dalam proses produksi suatu produk yang berbahan baku ABS
Crusher. Sehingga, penggunaan bahan baku ABS Crusher melebihi standar
penggunaan bahan yang telah ditetapkan. Bahan baku PP Copolymer
Cosmoplene memiliki kelebihan penggunaan bahan baku paling berat
dibandingkan bahan baku lainnya, tetapi nilai efisiensi dari penggunaan bahan
baku tersebut tidak berada pada posisi paling kecil tetapi pada posisi tengah-
tengah. Hal tersebut diakibatkan karena frekuensi penggunaan bahan baku PP
Copolymer Cosmoplene yang berjumlah cukup banyak sehingga berat bahan baku
berlebih yang digunakan juga dalam jumlah yang besar. Bahan baku dengan berat
berlebih paling kecil atau bahkan tidak ada adalah bahan baku Nylon Aukson. Hal
tersebut diakibatkan karena frekuensi penggunaan bahan baku tersebut dalam
jumlah sedikit dan pada proses produksi tidak terdapat produk cacat sehingga
tidak terdapat bahan baku berlebih.
Efisiensi penggunaan bahan baku dari masing-masing bahan baku memiliki nilai
diatas 90%. Hal tersebut dapat dikatakan penggunaan bahan baku ini masih
efisien karena memiliki nilai efisiensi yang masih dalam ketegori tinggi. Strategi
untuk meningkatkan nilai efisiensi tersebut dapat dilakukan dengan mengurangi
jumlah produk reject karena adanya produk reject merupakan faktor yang paling
berpengaruh dalam penggunaan bahan baku. Semakin banyak jumlah produk
reject, maka semakin banyak kelebihan bahan baku yang digunakan. Tindakan
untuk mengurangi jumlah produk reject tersebut dilakukan dengan cara evaluasi
mengenai penyebab terjadinya reject. Selain itu, perusahaan dapat mengantisipasi
kekurangan bahan ataupun kelebihan penggunaan bahan dengan melihat data
masa lalu. Berdasarkan data masa lalu tersebut dapat dilakukan perencanaan dan
pengendalian bahan baku, sehingga bahan baku yang disediakan tidak kurang
maupun tidak lebih. Hal tersebut juga dapat dilakukan untuk mengantisipasi jika
terdapat produk yang reject dan harus melakukan rework. Jika harus dilakukan

78
rework, maka rework dapat dilakukan dengan menggunakan sisa bahan yang ada.
Sedangkan, jika bahan yang digunakan tersisa maka dapat digunakan untuk
produksi berikutnya.
b. Penyebab utama produk reject
Pada unit MAKP dalam setiap proses produksi seringkali terdapat produk reject.
Reject terhadap produk disebabkan oleh berbagai faktor, seperti temperatur mesin
pada saat proses produksi dilakukan terlalu panas ataupun terlalu dingin, bahan
yang digunakan berkualitas kurang baik sehingga ketika dipanaskan bahan
meleleh dan tidak bisa dicetak,serta molding yang terlalu panas ataupun dingin.
Faktor-faktor tersebut dapat menyebabkan produk mengalami kecacatan berupa
produk lembab, volume produk tidak penuh, warna tidak sesuai dengan yang
diharapkan seperti warna belang atau pudar pada sebagian sisi produk, terdapat
bagian produk yang pecah, serta permukaan produk yang kurang halus.
Pelaksanaan evaluasi penyebab utama produk reject ini dilakukan dengan
menghitung jumlah produk cacat pada setiap produksi dan menganalisis jenis
kecacatan yang terjadi. Data yang digunakan dalam evaluasi ini merupakan data
produksi periode Agustus-September. Data tersebut sama dengan data yang
digunakan dalam melakukan perhitungan efisiensi penggunaan bahan baku yang
diperoleh dari Kertas Kerja Produksi (KKP).
Berdasarkan hasil pemeriksaan produk reject disetiap mesin injeksi maupun
bagian gudang terdapat 3 jenis kecacatan produk, yaitu kempot, warna belang
atau pudar, Diagram yang menunjukkan persentase jumlah produk dari masing-
masing jenis reject ditunjukkan pada Gambar 4.2.:

79
Gambar 4.2. Diagram Persentase Jumlah Produk Reject
Pada Gambar 4.2. dapat dilihat persentase jumlah produk reject berupa kempot
sebesar 10%, belang sebesar 30%, dan tidak penuh sebesar 60%. Jenis reject
yang paling banyak adalah hasil produksi yang tidak penuh. Hasil produksi yang
tidak penuh tersebut menyebabkan bentuk produk tidak sesuai dengan desain
yang telah ditentukan. Terdapat beberapa bagian produk yang tidak utuh.
Misalnya, bagian ujung produk tidak terbentuk sehingga produk yang seharusnya
memiliki sudut tetapi ini bagian ujung produk berlubang. Hal ini disebabkan oleh
temperatur mesin yang terlalu panas pada saat proses injeksi. Berdasarkan hasil
wawancara dengan operator diketahui bahwa kecacatan tersebut paling sering
terjadi di awal proses produksi karena pengaturan suhu pada mesin injeksi yang
kurang tepat sehingga suhu terlalu panas dan menyebabkan bagian produk
meleleh sehingga produk tidak utuh.
Pengaturan suhu yang tidak tepat tersebut dapat dipengaruhi oleh keahlian
operator dalam mengatur dan menggunakan mesin terlebih beberapa operator
yang merupakan pekerja baru. Melihat hal tersebut, maka dimungkinkan adanya
pelatihan atau training yang ditujukan kepada para operator terutama operator
baru dalam menggunakan mesin. Selain itu, pada setiap mesin injeksi dapat
diberikan lembar Standard Operating Procedure (SOP) dari penggunaan mesin
injeksi tersebut sehingga sebelum melakukan proses produksi, operator terlebih
dahulu dapat melihat prosedur dan cara penggunaan mesin dengan tepat.
10%
30%60%
Penyebab Utama Reject
Kempot Belang Tidak Penuh
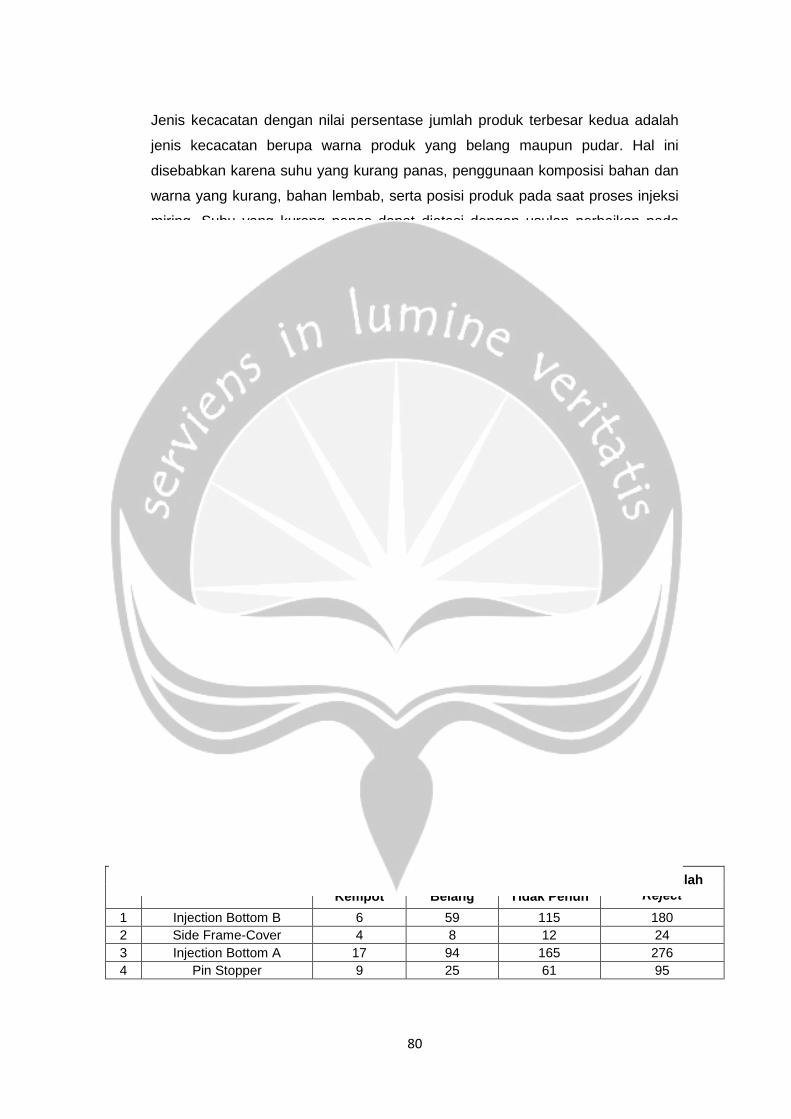
80
Jenis kecacatan dengan nilai persentase jumlah produk terbesar kedua adalah
jenis kecacatan berupa warna produk yang belang maupun pudar. Hal ini
disebabkan karena suhu yang kurang panas, penggunaan komposisi bahan dan
warna yang kurang, bahan lembab, serta posisi produk pada saat proses injeksi
miring. Suhu yang kurang panas dapat diatasi dengan usulan perbaikan pada
permasalahan sebelumnya, yaitu training operator dalam penggunaan mesin.
Penggunaan komposisi bahan dan warna sebaiknya disesuaikan dengan
ketentuan pada Kertas Kerja Produksi (KKP) dan jika bahan yang tersedia tidak
mencukupi sebaiknya jumlah produksi dilakukan sesuai dengan jumlah persediaan
bahan sehingga tidak menyebabkan reject pada produk. Selain itu, sebelum
melakukan proses produksi sebaiknya perlu dilakukan pemeriksaan kualitas
bahan yang akan digunakan. Jika bahan terdapat reject seperti bahan yang
lembab, maka sebaiknya digunakan bahan yang lain untuk mencegah maupun
mengurangi terjadinya reject pada produk. Posisi produk yang miring saat injeksi
dapat dipengaruhi oleh cara operator ketika meletakkan bahan pada mesin. Hal
tersebut merupakan human error. Sebaiknya, operator lebih teliti dalam
meletakkan komponen pada mesin. Untuk mengatasi hal ini dapat juga dilakukan
dengan mengadakan training serta pemberian SOP pada setiap mesin injeksi.
Jenis kecacatan yang paling jarang terjadi adalah produk yang kempot. Hal ini
sangat dipengaruhi oleh penggunaan suhu pada proses injeksi. Suhu yang terlau
tinggi menyebabkan produk menjadi kempot dan jika suhu semakin panas maka
produk akan meleleh. Usulan perbaikan yang diberikan sama seperti usulan
perbaikan pada permasalahan-permasalahan sebelumnya, yaitu diadakannya
training dan penerapan SOP beserta sanksinya jika tidak mengikuti SOP yang
berlaku.
Hasil pemeriksaan jumlah produk reject dari masing-masing komponen selama
bulan Agustus hingga September ditunjukkan pada Tabel 4.2.:
Tabel 4.2. Jumlah Produk Reject Tiap Komponen
No. Nama Komponen Jumlah Reject berdasarkan Jenis Reject Total Jumlah
Reject Kempot Belang Tidak Penuh
1 Injection Bottom B 6 59 115 180
2 Side Frame-Cover 4 8 12 24
3 Injection Bottom A 17 94 165 276
4 Pin Stopper 9 25 61 95
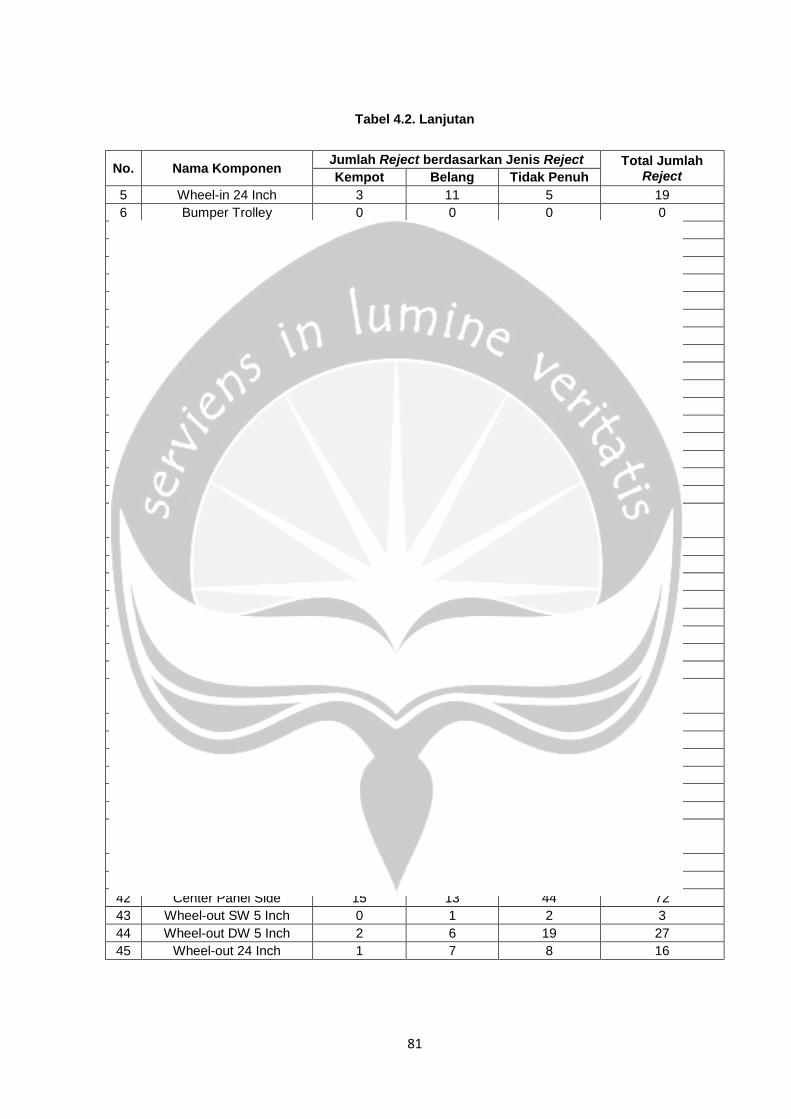
81
Tabel 4.2. Lanjutan
No. Nama Komponen Jumlah Reject berdasarkan Jenis Reject Total Jumlah
Reject Kempot Belang Tidak Penuh
5 Wheel-in 24 Inch 3 11 5 19
6 Bumper Trolley 0 0 0 0
7 High Low Link Stopper 1 6 12 19
8 Tutup Pipa Kotak 0 0 0 0
9 Tutup Pipa 25 x 25 m 3 1 4 8
10 Caster Pipe Cap 6 8 26 40
11 Wheel-out SW 2 Inch 1 1 5 7
12 Tutup Baud Hexagon 11 19 32 62
13 Mattress Stopper 6 38 68 112
14 High Low Link Protector 3 7 8 18
15 Tutup Samping Roda 1 1 0 2
16 Hand Pad 0 0 0 0
17 Hand Rem 1 9 2 12
18 Bottom Arm Head 7 19 35 61
19 Cover Bumper Supramak 0 11 12 23
20 Pijakan 14 34 77 125
21 Cover Case DW 5 Inch 9 25 76 110
22 Engsel Pendorong 16 26 96 138
23 Tutup Rumah Engsel
Sideguard SOTA 0 3 5 8
24 Engsel Divider Room 1 4 10 15
25 Rail Kaki Silang 1 3 2 6
26 Engkol Pendorong 5 19 30 54
27 Frame Joint Adjuster 3 0 12 15
28 Wheel-in 8 inch 1 2 6 9
29 Stopper Atas 6 16 55 77
30 Gantungan Infuse 2 5 1 8
31 Wheel-in DW 5 inch 4 9 30 43
32 Rumah Engsel Sideguard
SOTA 1 3 16 20
33 Handle Pendorong 3 6 10 19
34 Ring Nilon Baru 0 0 0 0
35 Bumper Supramak 63 128 250 441
36 Baud Pengunci 12 18 21 51
37 Panel SOTA 14 60 67 141
38 Side Cover 11 29 41 81
39 Sideguard SOTA Foot
Outside 12 23 32 67
40 Baud Matras 9 8 20 37
41 Panel Economic 1 11 17 29
42 Center Panel Side 15 13 44 72
43 Wheel-out SW 5 Inch 0 1 2 3
44 Wheel-out DW 5 Inch 2 6 19 27
45 Wheel-out 24 Inch 1 7 8 16
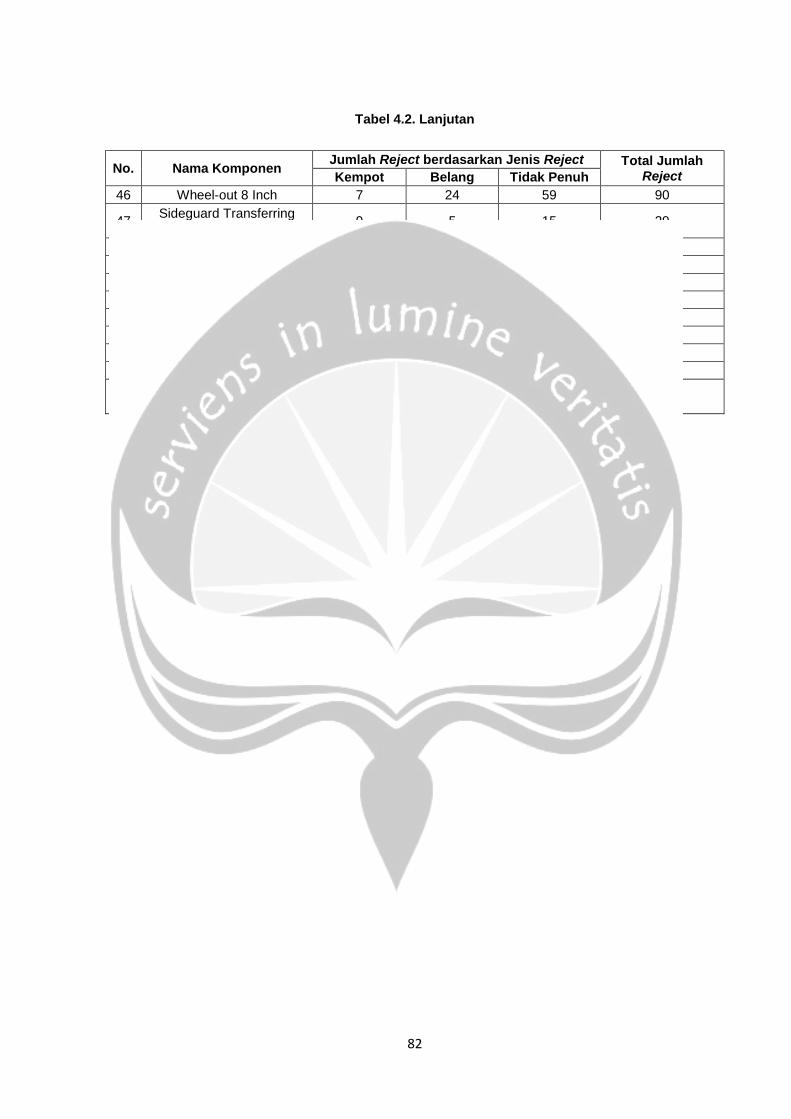
82
Tabel 4.2. Lanjutan
No. Nama Komponen Jumlah Reject berdasarkan Jenis Reject Total Jumlah
Reject Kempot Belang Tidak Penuh
46 Wheel-out 8 Inch 7 24 59 90
47 Sideguard Transferring
Patient 9 5 15 29
48 Top Table 1 2 5 8
49 Bottom Arm Bush 2 5 7 14
50 Code Clump 8 15 20 43
51 High Low Joint 4 7 15 26
52 Link Stopper 3 25 42 70
53 Engsel Bawah New 8 26 40 74
54 Stoper Jeruji 13 52 65 130
55 Rumah Pengunci New 0 1 5 6
56 Bush Dudukan Tiang Infus
New 2 2 9 13
Data jenis dan jumlah produk cacat akan ditunjukkan dengan menggunakan
diagram parretto. Hal ini bertujuan agar dapat melihat lebih jelas produk dengan
jumlah cacat paling banyak selama satu bulan dan penyebab kecacatan produk
tersebut yang paling sering terjadi. Pareto jumlah produk cacat dari masing-maisng
produk dapat dilihat pada Gambar 4.3.

83
Gambar 4.3. Pareto Keseluruhan Produk
Berdasarkan Gambar 4.3. dapat dilihat bahwa komponen dengan jumlah reject
paling banyak adalah komponen Bumper Supramak dengan jumlah sebanyak 441
unit selama satu bulan. Pada proses produksi komponen Bumper Supramak harus
lebih diperhatikan. Produk Bumper Supramak mengalami kecatatan dengan jenis
produk cacat yang berbeda. Perbedaan jenis produk cacat tersebut dibedakan
berdasarkan penyebab kecacatan serta solusi untuk mengatasinya. Jumlah
produk cacat dari masing-masing jenis kecacatan produk Bumper Supramak
ditunjukkan dalam bentuk Pareto agar dapat dilihat lebih mudah jumlah produk
cacat terbanyak dari beberapa jenis kecacatan. Pareto jumlah produk cacat dari
masing-masing jenis kecacatan produk Bumper Supramak dapat dilihat pada
Gambar 4.4.
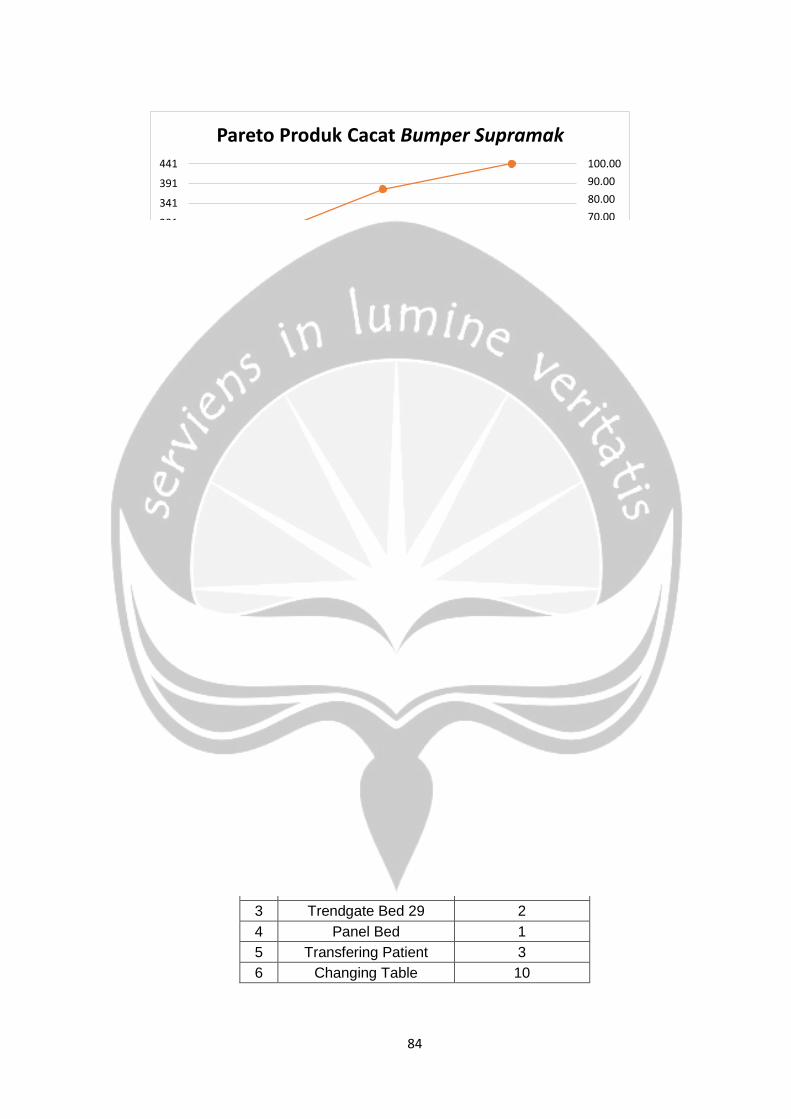
84
Gambar 4.4. Pareto Produk Cacat Bumper Supramak
c. Umur persiapan komponen
Umur persiapan komponen merupakan durasi waktu atau lama komponen
tersebut disiapkan mulai dari tanggal order komponen hingga komponen tersebut
siap dikirmkan pada konsumen. Pada pengolahan data ini dilakukan perhitungan
umur persiapan komponen secara keseluruhan maupun masing-masing
komponen. Dalam periode Agustus-September data yang dibutuhkan untuk
menghitung umur persiapan komponen berasal dari persiapan 39 jenis komponen
dengan jumlah masing-masing komponen yang berbeda-beda.
Hasil pengolahan data dari umur persiapan komponen pada masing-masing
komponen ditunjukkan pada Tabel 4.3.:
Tabel 4.3. Umur Persiapan Komponen
No. Komponen Rata-rata Umur
Persiapan Komponen (hari)
1 Castor DW 5" 2
2 Wheel Chair 31303 3
3 Trendgate Bed 29 2
4 Panel Bed 1
5 Transfering Patient 3
6 Changing Table 10
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
-9
41
91
141
191
241
291
341
391
441
Tidak Penuh Belang Kempot
Pareto Produk Cacat Bumper Supramak
Jumlah Akumulasi (%)
85
Tabel 4.3. Lanjutan
No. Komponen Rata-rata Umur
Persiapan Komponen (hari)
7 Sideguard Supramak 5
8 Panel SOTA 5
9 Medicine Cabinet 1
10 Locker 6D 1
11 Classic Bed with Back
Raise 4
12 Overbed Table 1
13 Foot Step K 2
14 Part 2
15 Elc. Gyn Exam Table 1
16 Castor 5" 2
17 Cover Wheel 1
18 Castor DW 2" 4
19 Dressing Trolley 2
20 Sotamak Homecare Bed 7
21 Waiting Chair 6
22 Infuse Stand 5
23 Manual Crank
SOTAMAK 11
24 Electric Sotamak Bed 2
25 Bedside Cabinet 8
26 Instrument Trolley 4
27 Operating Table 3
28 Medicine Trolley 1
29 Em. Mobile Stretcher 1
30 Sofa Bed 9
31 Folding Bed 8
32 Locker 12D 2
33 Infinite Bed 1
34 Bunk Bed 1
35 Hydraulic Sotamak Bed 1
36 Castor DW 6" 1
37 Emergency Trolley 1
38 Food Trolley 1
39 Donor Chair 1
Rata-rata umur persiapan komponen secara keseluruhan berdasarkan data diatas
adalah 4 hari. Berdasarkan hasil evaluasi selama satu bulan periode bulan

86
Agustus hingga September, komponen dengan rata-rata umur persiapan yang
paling lama adalah komponen Manual Crank SOTAMAK, yaitu selama 11 hari.
Sedangkan, untuk komponen lainnya lebih banyak memiliki rata-rata umur
persiapan 1-2 hari dan dibawah 4 hari. Komponen tersebut memiliki rata-rata umur
persiapan yang lebih lama karena ketersediaan komponen yang sering mengalami
kehabisan stok. Komponen yang mengalami out of stock dapat disebabka oleh
sistem pengadaan yang kurang baik. Seperti yang telah dibahas sebelumnya dari
rata-rata umur persiapan secara keseluruhan, bahwa perlu diadakan perencanaan
produksi berdasarkan data masa lalu, berupa jumlah permintaan beserta periode
permintaan, jumlah persediaan yang tersedia setiap periode, serta jumlah safety
stock yang tersedia pada gudang. Pada unit MAKP telah menerapkan jumlah
safety stock untuk setiap komponen. Komponen penyusun Manual Crank
SOTAMAK ini memiliki safety stock sejumlah 500 unit. Dengan jumlah safety stock
saat ini, terkadang komponen masih mengalami out of stock. Hal tersebut dapat
diatasi dengan menambahkan jumlah safety stock hingga dua kali lipat, sehingga
umur persiapan komponen dapat berkurang hingga 5 hari.
Persiapan komponen pada jenis komponen yang sama dalam waktu order yang
berbeda terkadang memiliki lama umur persiapan yang berbeda. Hal itu dapat
disebabkan karena ketersediaan komponen yang dibutuhkan. Terkadang terdapat
order komponen dengan umur persiapan yang jauh lebih lama dibandingkan
dengan umur persiapan order komponen lainnya karena komponen yang
dibutuhkan tidak tersedia dan pengadaan komponen tersebut berlangsung dalam
waktu yang lama. Selain itu, umur persiapan komponen juga dipengaruhi oleh
tanggal order komponen. Misalnya, komponen melakukan order pada periode ini
dan due date order tersebut adalah 3 periode ke depan. Lalu, ketika dilakukan
proses persiapan komponen oleh perusahaan terdapat order baru yang memiliki
due date lebih cepat dari due date order sebelumnya. Sehingga, perusahaan
menghentikan dahulu persiapan komponen dari order pertama dan melakukan
persiapan untuk order baru karena due date yang lebih dekat. Hal itu
menyebabkan umur persiapan komponen dari order pertama menjadi lama.
Persiapan komponen yang memakan waktu terlalu lama sebaiknya perlu
dikurangi. Hal tersebut jika dibiarkan maka dapat menyebabkan waktu persiapan
komponen akan semakin lama dan terulur-ulur sehingga terjadi keterlambatan.
Persiapan komponen terkadang mengalami penundaan karena komponen tidak
tersedia. Hal tersebut dapat diatasi dengan mengatur jumlah persediaan di

87
inventory. Persediaan di inventory dapat dilakukan dengan membuat perencanaan
produksi berdasarkan data order masa lalu. Sehingga, ketika terdapat order tidak
mengalami out of stock.
d. Umur Planned Order (PO)
Umur Planned Order (PO) merupakan durasi waktu dari tanggal PO Masuk yang
merupakan tanggal pemesanan order hingga waktu order tersebut diambil oleh
vendor.
Pada tugas ini, data yang diperoleh adalah data Planned Order (PO) pada periode
Juli 2017. Periode yang digunakan hanya periode tersebut karena untuk periode
Agustus dan selanjutnya belum memiliki data Planned Order (PO) sehingga yang
digunakan adalah data PO pada periode terakhir.
Berdasarkan perhitungan umur PO didapatkan rata-rata umur PO pada bulan Juli
selama 89 hari. Umur PO pada masing-masing order komponen dari periode Juli
dapat dilihat secara lengkap pada lampiran. Umur PO yang paling lama terdapat
pada order komponen Baud Matras (K9) selama 157 hari dengan order dilakukan
pada bulan April dan order diterima pada bulan Agustus. Sedangkan, umur PO
yang paling cepat adalah order komponen Handle Bedside selama 3 hari.
Berdasarkan data-data yang diperoleh, meskipun terdapat beberapa komponen
yang memiliki umur PO dalam durasi waktu yang cukup lama tetapi hal yang
terpenting adalah barang tiba dipihak vendor tidak melebihi due date yang telah
ditentukan. Sehingga, tidak terjadi keterlambatan dan tidak menurunkan tingkat
keupasan konsumen.
Komponen yang terkadang memiliki umur PO cukup lama hingga berbulan-bulan
dapat disebabkan oleh beberapa faktor, yaitu proses antara unit Mega Andalan
Komponen Logam (MAKL) dengan unit Hospital Equipment (HE) dalam waktu
yang lama, revisi rencana produksi dari bagian PPIC pada unit HE, dan
keterbatasan box untuk pengiriman dari unit MAKP. Berdasarkan hasil wawancara
dengan bagian sales administration pada unit MAKP didapatkan bahwa faktor
yang paling sering menyebabkan umur persiapan planned order (PO) menjadi
lebih lama adalah adanya revisi rencana produksi dari unit HE. Revisi rencana
produksi tersebut menyebabkan adanya perubahan jadwal produksi sehingga lead
time menjadi lebih lama karena jadwal produksi diundur sedangkan tanggal
planned order (PO) sudah masuk atau terdata pada unit MAKP sesuai rencana
produksi sebelum ada perubahan. Keterbatasan box dari unit MAKP dalam hal
88
pengiriman komponen ke unit HE atau vendor lainnya tidak begitu mempengaruhi
umur planned order (PO) menjadi jauh lebih lama, tetapi hanya mempengaruhi
teknis pengiriman yang kurang efisien. Sebaiknya, perlu ditambahkan beberapa
box pengiriman sesuai dengan jumlah kekurangan yang biasanya terja

89
BAB 5
PENUTUP
5.1. Kesimpulan
Berdasarka tugas dan hasil pengerjaan tugas yang dikerjakan oleh mahasiswa
dalam pelaksanaan kerja praktek ini kesimpulan yang dapat diambil adaladh:
a. Efisiensi penggunaan bahan baku di unit MAKP masih cukup baik tetapi perlu
ditingkatkan lagi.
b. Peningkatan nilai efisiensi penggunaan bahan baku tersebut dapat dilakukan
dengan mengurangi produk reject dan menyediakan bahan baku sesuai data
jumlah produksi masa lalu.
c. Jumlah produk reject paling banyak berupa volume yang tidak penuh yang
disebabkan oleh model komponen yang tidak sesuai dengan mold, bahan baku
yang kualitasnya kurang baik, serta temperatur mesin pada proses produksi
terlalu panas ataupun kurang panas.
d. Perlu dilakukan training operator mengenai proses produksi dengan
menggunakan mesin serta pemilihan bahan baku dengan kualitas yang baik.
e. Rata-rata umur persiapan komponen dari unit MAKP bernilai kecil, sehingga
tidak menghambat pengiriman komponen.
f. Perusahaan perlu melakukan perencanaan produksi dalam pengadaan
komponen agar tidak mengalami out of stock ketika proses persiapan order
komponen untuk mempersingkat umur persiapan komponen.
g. Umur Planner Order (PO) sebagian besar berlangsung lama, tetapi hal itu tidak
menyebabkan keterlambatan pengiriman pada vendor.
5.2. Saran
a. Pada unit MAKP sebaiknya dilakukan evaluasi dari awal persiapan produksi
hingga pengiriman komponen secara kontinyu
b. Pada unit MAKP perlu ditetapkan Standard Operating Procedure (SOP) dalam
segala aktivitas, terlebih pada operator mesin injeksi.
c. Pada unit MAKP perlu memperhatikan pentingnya Kesehatan dan
Keselamatan Kerja (K3) dalam melakukan aktivitas di lantai produksi.

90
d. DAFTAR PUSTAKA
e. Dani, D. (2012). Usulan Perbaikan untuk Meningkatkan Efisiensi Produksi
Mesin Fin Forming dengan Menggunakan Metode Efektifitas Seluruh
Peralatan (OEE) di PT. XYZ. Jurnal Teknik Industri, 51-65.
f. Dewi, S. K. (2012). Minimasi Defect Produk dengan Konsep Six Sigma . Jurnal
Teknik Industri , 43-50.
g. Hidayatno, A., & Afriansyah, B. (2004). Peningkatan Kualitas Potong Mesin
Eye Tracer di PT. United Tractors Pandu Engineering dengan Metode Six
Sigma. Jurnal Teknologi , 1-11.
h. Rinawati, D. I., & Dewi, N. C. (2014). Analisis Penerapan Total Productive
Maintenance (TPM) menggunakan Overall Equipment Effectiveness (OEE)
dan Six Big Losses pada Mesin Cavitec di PT. Essentra Surabaya . Jurnal
SNATIF , 21-26.
i. Subiyanto. (2014). Analisis Efektifitas Mesin/Alat Pabrik Gula Menggunakan
Metode Overall Equipment Effectiveness. Jurnal Teknik Industri , 41-50.
j. Wahyuningtias , K. A. (2013). Pengaruh Biaya Kualitas terhadap Produk Rusak
pada CV. Ake Abadi . Jurnal EMBA , 321-330.
k.

91
LAMPIRAN

92

93