KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMER...
6
ProsidingPertemuan Ilmiah Sains Materi III Serpong, 20 -21 Oktober 1998 ISSN1410-2897 KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMER METILMETAKRILAT (MMA) PADA SERAT POLIPROPILENA 536 ,.. \ Teguh Yulius SPP., Aloma KK., Ari D., Sogik S. Balai Teknokimia PPSM-BATAN n ABSTRAK KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMER METILMETAKRILAT (MMA) PADA SERAT POLIPROPILENA. Kopolimerisasi cangkok gugus hidrofilik monomer metilmetakrilat (MMA) pada seratpolipropilena (PP) telah dilakukan dengan teknik konvensional (kimia). Proses pencangkokan dilakukan dengan variasi jumlah inisiator benzoilperoksida (BPO). monomer MMA, lamanya waktu proses pencangkokan clan suhu proses pencangkokan. Hasil yang diperoleh menunjukkan bahwa semakin besar jumlah BPO clan MMA yang ditambahkan sertasemakinlama waktu pencangkokan, semakin besar persentase pertambahan berat clandiameter serat PP.Akan tetapi semakintinggi suhu pencangkokan, semakinkecil persentase pertambahan berat clan diameter serat PP yang dianalisis clan dikarakterisasi dengan Scanning Electron Microscope (SEM) ABSTRACT GRAFf COPOLYMERISATION OF HYDROPHILIC GROUP (MMA) ONTO POLYPROPYLENE FmER. Graft copolymerisation of hydrophilic group (MMA) onto polypropylene (PP) fiber has been carried out by conventional (chemistry) technique. The grafting process carried out by varying the amount of benzoylperoxide initiator (BPO), monomer (MMA), and the time of grafting processand the temperature of grafting process.The results show that the bigger amount of BPO and MMA addedand the longer time of grafting, the higher of weight and diameter percentage increase of PP fiber were obtained. However, the higher of processtemperature. the lower of weight and diameter percentage increase of polypropylene fiber were obtained which was analyzed and characterized by using the Scanning Electron Microscope (SEM). PENDAHULUAN Modifikasi yang dilakukan dengan cara mema- sukkan berbagai gugus fungsi pada rantai ulama PP pada cara konvensional ditempuh dengan menam- bahkan inisiator sebagai pembentuk radikal bebas sehingga diperoleh PP sebagai penukar ion. Radikal bebas yang merupakan tempat terjadinya pencang- kokan dihasilkan oleh inisiator sepertibenzoilperoksida (BPa) atau azo-bisisobutironitril (AIBN). Mekanisme pembentukan radikal bebas dapat dijelaskan sebagai berikut[ 1 ]: .~s BPO/AmN (I) S+RH .SH+ R (2) R1 ~1 I . R + CH2 =C~ R -CH2C. I I R2 R2 (3) Polimer dengan gugus fungsi yang bersifat polar seperti karboksilat (~COOH), amino (~NHJ' daD sulfonik (-SO3H) dapat dimanfaatkan misalnya sebagai penukar ion. Tetapi pacta kenyataannyabanyak polimer yang tidak mempunyai gugus fungsi yang bersifat po- lar didalam rantai utamanya. sehingga perlu dilakukan modifikasi polimer. Salah satu cara untuk modifikasi polimer untuk dc1pat dimanfaatkan menjadi penUkarion adalah dengan mencangkokkan suatu gugus fungsi pacta rantai utamanya[ 1]. Polimer belbentuk serat mempunyai luas permu- kaan per satuan volume yang lebih besar dibanding bentuk butir daDfilm. Pemanfaatan serat polipropilena (PP) sebagai matriks penUkarion sangat ditentukan oleh jenis gugus fungsi (monomer) yang dicangkokkan pacta rantai polimer[2]. Untuk dapat memanfaatkan serat PP sebagai penukar ion, perlu dilakukan modifikasi dengan mencangkokkan gugus fungsi pacta rantai utamanya baik secara konvensional (kirnia) maupundengan teknik radiasi[3]. Polipropilena merupakan polimer termoplastik, bersifat hidropob, tahan korosi daD dibuat daTi bahan baku yang murah selia mudah diperoleh di pasar. Disamping itu seratPP mempunyai sifat tensile strength dan .vt![fness yang baik sehingga dapat digunakan secara luas dalmll industri[4]. dimana RH adalah polimer. Radikal yang terbentuk ditambahkan pada monomer untuk membentuk rantai homopolimer pada persamaan 3. Radikal tersebutdapat menempel pada suatu ikatan rangkap daD dengan menambahkan monomer dapat dibentuk kopolimer cangkok: 329 Teguh Yuliu.\' ,~PP.dkk.
Transcript of KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMER...

Prosiding Pertemuan Ilmiah Sains Materi IIISerpong, 20 -21 Oktober 1998 ISSN 1410-2897
KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMERMETILMETAKRILAT (MMA) PADA SERAT POLIPROPILENA
536,..\ Teguh Yulius SPP., Aloma KK., Ari D., Sogik S.
Balai Teknokimia PPSM-BATANnABSTRAK
KOPOLIMERISASI CANGKOK GUGUS HIDROFILIK MONOMER METILMETAKRILAT (MMA) PADASERAT POLIPROPILENA. Kopolimerisasi cangkok gugus hidrofilik monomer metilmetakrilat (MMA) pada serat polipropilena(PP) telah dilakukan dengan teknik konvensional (kimia). Proses pencangkokan dilakukan dengan variasi jumlah inisiatorbenzoilperoksida (BPO). monomer MMA, lamanya waktu proses pencangkokan clan suhu proses pencangkokan. Hasil yangdiperoleh menunjukkan bahwa semakin besar jumlah BPO clan MMA yang ditambahkan serta semakin lama waktu pencangkokan,semakin besar persentase pertambahan berat clan diameter serat PP. Akan tetapi semakin tinggi suhu pencangkokan, semakin kecilpersentase pertambahan berat clan diameter serat PP yang dianalisis clan dikarakterisasi dengan Scanning Electron Microscope
(SEM)
ABSTRACT
GRAFf COPOLYMERISATION OF HYDROPHILIC GROUP (MMA) ONTO POLYPROPYLENE FmER. Graftcopolymerisation of hydrophilic group (MMA) onto polypropylene (PP) fiber has been carried out by conventional (chemistry)technique. The grafting process carried out by varying the amount of benzoylperoxide initiator (BPO), monomer (MMA), andthe time of grafting process and the temperature of grafting process. The results show that the bigger amount of BPO and MMAadded and the longer time of grafting, the higher of weight and diameter percentage increase of PP fiber were obtained. However,the higher of process temperature. the lower of weight and diameter percentage increase of polypropylene fiber were obtainedwhich was analyzed and characterized by using the Scanning Electron Microscope (SEM).
PENDAHULUAN Modifikasi yang dilakukan dengan cara mema-sukkan berbagai gugus fungsi pada rantai ulama PPpada cara konvensional ditempuh dengan menam-bahkan inisiator sebagai pembentuk radikal bebassehingga diperoleh PP sebagai penukar ion. Radikalbebas yang merupakan tempat terjadinya pencang-kokan dihasilkan oleh inisiator seperti benzoilperoksida(BPa) atau azo-bisisobutironitril (AIBN). Mekanismepembentukan radikal bebas dapat dijelaskan sebagaiberikut[ 1 ]:
.~sBPO/AmN (I)
S+RH .SH+ R (2)
R1
~1
I.R + CH2 =C~ R -CH2C.
I IR2 R2
(3)
Polimer dengan gugus fungsi yang bersifatpolar seperti karboksilat (~COOH), amino (~NHJ' daDsulfonik (-SO3H) dapat dimanfaatkan misalnya sebagaipenukar ion. Tetapi pacta kenyataannya banyak polimeryang tidak mempunyai gugus fungsi yang bersifat po-lar didalam rantai utamanya. sehingga perlu dilakukanmodifikasi polimer. Salah satu cara untuk modifikasipolimer untuk dc1pat dimanfaatkan menjadi penUkar ionadalah dengan mencangkokkan suatu gugus fungsipacta rantai utamanya[ 1 ].
Polimer belbentuk serat mempunyai luas permu-kaan per satuan volume yang lebih besar dibandingbentuk butir daD film. Pemanfaatan serat polipropilena(PP) sebagai matriks penUkar ion sangat ditentukan oleh
jenis gugus fungsi (monomer) yang dicangkokkan pactarantai polimer[2].
Untuk dapat memanfaatkan serat PP sebagaipenukar ion, perlu dilakukan modifikasi denganmencangkokkan gugus fungsi pacta rantai utamanyabaik secara konvensional (kirnia) maupun dengan teknik
radiasi[3].Polipropilena merupakan polimer termoplastik,
bersifat hidropob, tahan korosi daD dibuat daTi bahanbaku yang murah selia mudah diperoleh di pasar.Disamping itu serat PP mempunyai sifat tensile strengthdan .vt![fness yang baik sehingga dapat digunakansecara luas dalmll industri[4].
dimana RH adalah polimer. Radikal yang terbentukditambahkan pada monomer untuk membentuk rantaihomopolimer pada persamaan 3. Radikal tersebut dapatmenempel pada suatu ikatan rangkap daD denganmenambahkan monomer dapat dibentuk kopolimer
cangkok:
329Teguh Yuliu.\' ,~PP. dkk.
Prosiding Pertemuan Ilmiah ,\'ain.\' Materi /IISerpong, 20 -21 Oktoher 1998 ISSN1410-2897
Cara Kerja.R
RI-}"
CH2CH -(CH2CH = CHCH2Penviapan serat PP daD monomer MMA.
-Serat PP dicuci dengan n-Hexane (proses refluksselama:i: 30 menit) untuk menghilangkan zat aditifdaD inhibitor pada serat tersebut.
-MMA dicuci dengan NaOH untuk menghilangkaninhibitor yang ada.
Proses pencanekokan
Variasi iumlah inisiator CBPO) vane ditambahkan.
Ditimbang BPO dengan variasi berat 0,5; 1; 2; dan 3 gram.Ditambahkan 10 mL larutan monomer MMA yang teiahdicuci dengan NaOH. Dimasukkan ke dalam tabungpencangkokan yang berisi serat PP daD ditambahkan 30mL Butanol. Dilakukan proses pencangkokan padatemperatur 60°C selarna 8 jam.
(4)
Variasi lamanva waktu DrOSeS oecangkokan.
Ditimbang BPO dengan berat yang memberikan kadarpencangkokan tertinggi. Ditambahkan 10 mL lamtanmonomer MMA yang telah dicuci dengan NaOH.Dimasukkan ke dalam tabung pencangkokan yang berisiserat PP dan ditambahkan 30 mL Butanol. Dilakukanproses pencangkokan pada temperatur 60 °C denganvariasi waktu 2; 4; dan 8 jam.
Salah sarlI gllgus fungsi yang dapat dicangkok-kan JXlda rantai utmna PP adaIah metil-metakrilat (MMA)mengingat sifat polimerisasinya yang relatif tidak rumitdan dapat rerguna. Monomer ini rerpoli-merisasi secararadikal bebas daD juga berkopoli-merisasi denganrerbagai lnacam variasi komonomer( 5].
Tujuan pcnelitian ini adalah memodifikasi seratPP dengan mcnCt'1ngkokkan MMA secara konvensional(kimia), sehingga dihasilkan suatu kopolimer PP-g-MMA. Polipropilena digunakan sebagai kerangka dasar(back hone) daD MMA sebagai gugus fungsi yangdicangkokkan. Hasil kopolimerisasi cangkok inidiharapkan dapat dimanfaatkan scbagai penukar ion dimasa yang akan datang. Metodc pcncangkokan yangdigunakan adalah metode kopolimerisasi cangkoksecara simultan.
Dalarn penelitian ini dipelajari pengaruIl konsen-trasi inisiator. konsentrasi monomer, suhu pencang-kokan dan lamanya waktu pencangkokan. Selanjutnyakopolimer PP-g-MMA yang diperoleh dikarakterisasidengan SEM unhlk menganalisis struktur lnikronya.
PERCOBAAN
Variasi temoeratur oencangkokan.
Ditimbang BPO dengan berat yang memberikan kadarpencangkokan tertinggi. Ditambahkan 10 rnL larutanmonomer MMA yang telah dicuci dengan NaOH.Dimasukkan ke dalam tabung pencangkokan yang berisiserat PP daD ditambahkan 30 rnL Butanol. Dilakukanproses pencangkokan pada variasi temperatur 60; 70;daD 80 "C selama waktu yang memberikan kadar
pencangkokan tertinggi.
Variasi iumlah monomer vane ditambahkan
Ditimbang BPO dengan berat yang memberikan kadarpencangkokan tertinggi. Ditambahkan larutan monomerMMA dengan variasi 5; 10; 20; yang sebelumnya telahdicuci dengan NaOH. Dimasukkan ke dalam tabungpencangkokan yang berisi serat PP daD ditambahkan 30mL Butanol. Dilakukan proses pencangkokan padatemperatur daD selama waktu yang memberikan kadar
pencangkokan tertinggi.
BahanSerat polipropilena (isotaktik) diperoleh dari
PT. Sungilindo Jaya Makrnur, Metilrnetakrilat (MMA),n-Hexane, Benzoilperoksida (BPO), Butanol Kloro-fonn.NaOH.
AlatSerat PP yang dihasilkan dari proses-proses tersebutdiatas lnasing-masing disaring daD dicuci dengan larutaokloroform untuk menghilangkan homopolimer yangkemungkinan terbentuk selama proses pencangkokan,kemudian dikeringkan dengan oven dan ditimbang beratbasil. Persen pencangkokan dapat dihitung denganrumus berikut ini:
AlaI gelas laboralorium, Tabung pencang-kokan (tabung reaksi), Pemanas, Oven, Thermometer,Timbangan, SEM Philips.
I-CH2

Prosiding Perte,nuan Ilmiah Sains Materi IIISerpong, 20 -21 Oktober 1998 ISSN 1410-2897
ini digunakan BPO sebagai inisiator. Jumlah/konsentrasiBPO yang digunakan tersebut divariasi. Dari data yangdiperoleh terlihat adanya suatu kecenderungan bahwadengan semakin besar jumlah/konsentrasi BPO yangditambahkan, semakin besar pula persentase pertam-bahan kopolimer cangkok PP-g-MMA yang diperoleh,dengan catatan bila PP daD MMA masih tersedia ataubelum mengalami proses kopolimerisasi cangkoksepenuhrlva~ Pacta gambar 1 daD tabel 2 terlampirdiperlihattfan dimana setelah penambahan BPO tertentu,kenaikan persen pencang-kokan tidak lagi setajam padapenambahan BPO sebelumnya. Dengan kata lain adakemungkinan pacta penambahan BPO selanjutnya,persen pencangkokan tidak akan bertambah ataucenderung konstan karena tidak ada penambahan PPmaupun MMA sehingga BPO tidak akan membentukradikal bebas lagi. Hal tersebut dapat dengan mudahdimengerti dimana semakin banyak jumlah inisiator,semakin .banyak pula radikal bebas yang terbentuk baikpada serat PP maupun pada monomer MMA yang padaakhimya akan memberikan kesempatan yang makinbesar pula bagi terjadinya proses pencangkokan.
0 gk k (berat serat akhir -berat serat awal) 101\0"'10 pencan 0 an = x v/o (5)berat serat awal
BASIL DANPEMBABASAN
Pembentukan radikal bebas terjadi pada seratPP daD monomer MMA dengan jalan menambahkaninisiator (BPO). Kadar pencangkokan yang berbedadiperoleh melalui variasi konsentrasi monomer[6] ,konsentrasi inisiator. temperatur daD lamanya waktu
proses pencangkokan.Variasi Penambahan Inisiator (BPO). lnisiator berfungsiuntuk membentuk radikal bebas yang mernpakan tempatterjadinya pencangkokan baik pada PP maupun MMA.Mekanisme pembentukan radikal bebas pada polimer(PP) dan radikal prilner [1]:
..f R + S
..dikal beb.., pada poliner ..dikal priner(Sa)s S + RH-~SH
in;;iat", ""lime, ~
Pada kondisi udara daD adanya panas:
.ROO
~)SH
~ (5b)RH
Pada penambahan monomer:
!
80I" 60
.ROO (6a)
.M~RM +Oz
,j"ncorer I'
.s (6b)M-
.-)-SM
radikal beb", pod. mmmler
s ~ -' nM ~SMn~ (6c)
Gambar 1. Grafik berat BPO (g) terhadap persenpencangkokan Ket.: lama proses pencang-kokan 8 jam pada suhu 60.C.
Variasi Penambahan Monomer (MMA). Sebagaimanapengaruh konsentrasi penambahan inisiator, padapenambahan monomer MMA juga terlihat gejala yangsarna. Kadar penempelan bertambah dengan naiknyakonsentrasi monomer MMA karena semakin tinggikonsentrasi monomer, semakin besar peluang radikalmonomer MMA berinternksi dengan bagian aktif (radikal)serat PP membentuk kopolimer PP-g-MMA.Pada gambar2 daD label 3 terlampir diperlihatkan dimana padakonsentrasi penambahan monomer MMA tertentupersentase penambahan berat serat PP basil pencang-kokan mencapai titik optimum untuk kemudian cendenmgturun. Pada titik optimum penambahan monomer MMAini, serat PP telah sepenuhnya tercangkok oleh MMA.Jika dilakukan penambahan MMA lebih jauh lagi,reaktifitas antar radikal-radikal bebas yang terbentuk padaMMA itu sendiri lebih tinggi dibandingkan reaktifitasantar radikal-radikal bebas antara yang terbentuk padaMMA dengan yang terbentuk pad a PP, sehingga
Mekanisme pelnisahan atom H dari rantai polimer utama:
(7a)
.
S + RH.SH R
dan/atau
..SMn+RH .SMnH+ R (7b)
Mekanisme pembentukan kopolimer cangkok:
.R (8)nM ~ RMn-1M
kopoli11" cangkok
Radikal bebas diperoleh dengan menggunakaninisiator seperti BPO. Akibat oksidasi kuat dari BPO,atom H yang paling labillepas dari molekul PP maupunMMA sehingga terbentuklah radikal bebas tersebut(persamaan 7a dan 7b). Untuk sintesis serat penukar ion
~
,ambar 5_b. Foto serat PP-g-MMA 10,97%.

Prosiding Pertemuan Ilmiah Sains Materi //lSerpong, 20 -21 Oktoher 1998 ISSN 1410-2897
sebagai akibat reaksi antar radikal akan semakin besarpula. Dari gambar 4 terlihat belum tercapainya titikoptimum, dimana naiknya persen pencangkokan seiringdengan makin lamanya waktu pencangkokan terlihatrnasih signifikan, pada kondisi reaksi yang beljalan lambat.Dalam hal ini dapat diprediksikanbahwa titik optimumakan dicapai pada saat telah teljadi kopoli-merisasi tempel
sepenuhnya sebagaimana penjelasan-penjelasansebelumnya dimana bila serat PP telah sepenuhnyatercangkok daD atau tidak ada lagi penambahan MMAmaka persen pencangkokan tidak akan lagi bertamball.
polimerisasi yang terjadi cendemng mengarah kepadahomopolimerisasi (MMA-g-MMA) dibandingkankopolimerisasi (PP-g- MMA). Pacta akhirnya, penam-bahan berat seratPP tidak terjadi lagi.
1001
1201
100~i I
i Bol[ 60..:!
'40r
120
100
80
"& 80..
40
20
8 14 20 26
Vokon. MMA (mL)
2 (jrafik volume MMA (mL) terhadap persenpencangkokan Ket.: lama proses pencang-kokan 8 .jam pada suhu 60.C.
)i"
Variasi Tempcratur Proses Pencangkokan. Dari gmnbar3 dan tabel 4 terlampir terlihat bahwa semakin tinggi
temperatur proses pencangkokan, persentase pertam-bahan berat serat PP justm semakin kecil. Faktor yangmenyebabkan terjadinya hat tersebut sampai saat inibelum bisa diketahui untuk dilaporkan karena berdasarliteratur proses pencangkokan yang terjadi pada rentangtemperatur tersebut alan memberikan persentasepertambahan be rat serat PP yang meningkat. Kemung-kinan penyebab terjadinya haltersebut adalah degradasiyang terjadi pada serat PP atau terjadinya homo-
polimerisasi yang cenderung menghasilkan homopolimerMMA-g-MMA dan atau PP-g-PP dibandingkan
kopolimer PP-g-MMA.
0"" ,",C ',.'~ 2 S 4 5 .7 .
Weklu (jem)
Gambar 4. Grafik Waktu (jam) terhadap persen pencang-kokan. Ket. MMA 10 mL, suhu 60.C
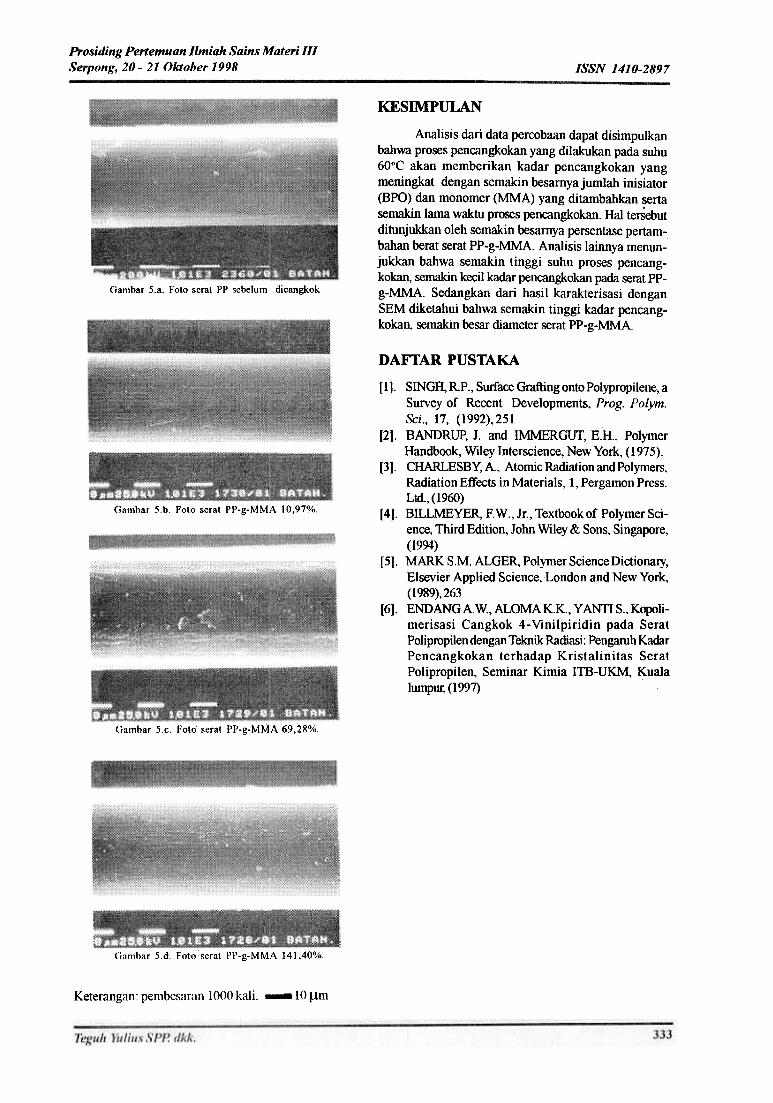
Perbedaanstruktur mikro pennukaan seratPPclan PP-g-MMA dapat diamati pada Gambar 5.a,b,c,dsedangkan ukuran diameter serat tersebut, yangmempakan rerata dari beberapa kali pengukm:an denganmenggunakan perbandingan skala 1 cm = 10 rnm, dapat
dilihat pada Tabel 1. Gambar clan tabel tersebutmenunjukkan bahwa sernakin naik kadar pencangkokanMMA pada serat polipropilen semakin bertambahbesar diameter serat PP-g-MMA.
Tabel Diameter Serat PP-g-MMA pada Berbagai Kadar
Pencangkokan
1
-9..90
6082 88 70 74 78
Suhu (DC)
3 LTfafik Suhu rC) terhadap persen pencangkokanKet lama proses pencangkokan R jam. MMA
]0 mL
59
Variasi Waktu/Lamanya Proses Pencangkokan. Datayang diperoleh menunjukkan bahwa tnakin lama prosespencangkokan berlangsung, makin besar presentasepertambahan berat serat PP. Hal tersebut menunjukkanbahwa semakin latna proses pencangkokan berlangsung,kesempatan untuk terjadinya kopolimerisasi tempel
Prosiding Pertemuan Ilmiah Sains Materi IIISerpong, 20 -21 Oktober 1998 ISSN 1410-2897
KESIMPULAN
Analisis daTi data percobaan dapat disimpulkanbahwa proses pencangkokan yang dilakukan pacta suhu60°C akan memberikan kadar pencangkokan yangmeningkat dengan semakin besamya jumlah inisiator(BPO) dan monomer (MMA) yang ditambahkan sertasemakin lama waktu proses pencangkokan. Hal terSebutditunjukkan oleh semakin besamya persentase pertam-bahan berat serat PP-g-MMA. Analisis lainnya menun-jukkan bahwa semakin tinggi suhu proses pencang-kokan, semakin kecil kadar pencangkokan pacta serat PP-g-MMA. Sedangkan dari basil karakterisasi denganSEM diketahui bahwa semakin tinggi kadar pencang-kokan, semakin besar diameter serat PP-g-MMA.
Gambar 5.a. Foto seTal PP sebelum dicangkok
DAFfAR PUSTAKA
(jambar 5.b. Foto serat PP-g-MMA 10,97%.
[1). SINGH, RP.,Surface Grafting ontoPolypropilene, aSurvey of Recent Developments, Prog. Po/ym.
Sci., 17, (1992),251[2]. BANDRUP, J. and IMMERGUT, E.H., Polymer
Handbook, Wiley Interscience, New York, (1975).[3). CHARLESBY,A., AtornicRadiationandPolymers,
Radiation Effects in Materials, 1, Pergamon Press.
Ltd., (1960)[4]. BILLMEYER, F. W., Jr., Textbook of Polymer Sci-
ence, Third Edition, John Wiley & Sons, Singapore,
(1994)[5]. MARK S.M. ALGER, Polymer Science Dictionary,
Elsevier Applied Science, London and New York,
(1989),263[6]. ENDANG A. W., ALOMA K.K., Y ANTI S., Kopoli-
merisasi Cangkok 4-Vinilpiridin pada SeratPolipropilen dengan Teknik Radiasi: Pengamh KadarPencangkokan terhadap Kristalinitas SeratPolipropilen, Seminar Kirnia ITB-UKM, Kuala
lumpur, (1997)
Gambar 5.c FolD seral PP-g-MMA 69,28%.
(iambar S.d. Fotoserat PP-g-MMA 141,40%.
Keterangan: pembesaran 1000 kali. _1 0 ~m

Prosiding Pertemuan /lmiah Sains Materi IIISerpong, 20 -21 Oktoher 1998 ISSN1410-2897
LAMPmAN3 gram60 DC
30 mL10 mL
Keterangan:Berat BPOTemperatur proses pencangkokanButanolMMA
Tabel 2 Variasi Penambahan lnisiator (BPO)
Kadar
Pencangkokan
%
No. Berat
BPO
g~O.S1.02.0
3.0
Bernt Serat
Awal
g
0,8752
0,8136
0,8353
0,8036
Berat Serat
Akhir
g
1.17231,3773
1.80101,8372
33,94
69,28
riEl128,62
2
3
4
KeteranganLamanya proses pencangkokanTemperatur proses pencangkokanButanolMMA
8 jam60 .C
30 mL
10 mL
Tabel 3 Variasi Penambahan Monomer (MMA)
Kadar
Pencangkokan%
No. Volume
MMA
mL
Berat Serat
Akhir
g
l..OOO3
1.8372
2..3115
2.1136
10,97
128,62
141,40
H7:44
Berat Serat I
Awal I
g I
i
0,9014 '
0,8036
0,9575
0,9720
2
3
4
5
10
20
30
3 gram
8jam60 .C
30 mL
Keterangan:Berat BPOLamanya proses pencangkokanTemperatur proses pencangkokanButanol
Tabel 4. Variasi Temperatur Proses Pencangkokan
-
BeratSerat
Awal
g
No. T emperatur
O('
3 gram
8.iam30 mL10 mL
Keterangan:Berat BPaLamanya pro~es pencangkokanButanolMMA
Tabel 5 Variasi Waktu/Lamanya Proses Pencangkokan
Kadar
Pencangkokan
%
No. Waktu
Jam
Rerat Serat
Awal
g
0,9078
0,9122
0,8036
Berat Serat
Akhir
g
",13921,4448
1,8372
25,49
58,38
128,62
2
4
8
2
3