
KAJIAN PENERAPAN THE BRITISH RETAIL...
185
KAJIAN PENERAPAN THE BRITISH RETAIL CONSORTIUM GLOBAL STANDARD FOR FOOD SAFETY ISU 6 PT SSI ROSTELIANA APRIRIANTY SEKOLAH PASCA SARJANA INSTITUT PERTANIAN BOGOR BOGOR 2012
Transcript of KAJIAN PENERAPAN THE BRITISH RETAIL...
KAJIAN PENERAPAN THE BRITISH RETAIL CONSORTIUM
GLOBAL STANDARD FOR FOOD SAFETY ISU 6 PT SSI
ROSTELIANA APRIRIANTY
SEKOLAH PASCA SARJANA
INSTITUT PERTANIAN BOGOR
BOGOR
2012
PERNYATAAN MENGENAI TUGAS AKHIR DAN SUMBER
INFORMASI
Dengan ini saya menyatakan bahwa Tugas Akhir dengan judul Kajian
Penerapan the British Retail Consortium Global Standard fo Food Safety Isu 6 PT
SSI adalah karya saya sendiri dan belum diajukan dalam bentuk apapun kepada
perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya
yang diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan
dalam Daftar Pustaka di bagian Tugas Akhir ini.
Bogor, Juli 2012
Rosteliana Apririanty
NIM F25210085
ABSTRACT
Rosteliana Apririanty. Assessment on Implementation of the British Retail
Consortium Global Standard for Food SafetyIssue 6 PT SSI. Under the direction
of HARSI DEWANTARI KUSUMANINGUM and BETTY SRI LAKSMI
JENIE.
The British Retail Consortium (BRC) Global Standards are widely used by
suppliers and global retailers, facilitating standardization of quality, safety,
operational criteria and manufacturers’ fulfillment of legal obligations. Since July
2011 the BRC Global Standard for Food Safety published the Standard issue 6
and has been implemented for certification starting at 1st January 2012. This
study was conducted to assess the conformity of the BRC Standard issue 5 to
issue 6, which has been implemented since 2006 at PT SSI, a wafer stick
manufacturer located in Cikupa. Re-ordering of sections and re-numbering of
clauses has been found within this standard, while 64 clauses and 223 subclauses
on issue 5 become 86 clauses and 208 subclauses on issue 6. Important issue are
new clauses for outsourcing management (3.5.4) that has been induced; specifying
requirements of full traceability (3.9) that must be completed in 4 hours for quick
response in a case of recall; Certification Body must be informed within 3 days in
the event of product recall (3.11); and foreign body control (3.10) has been
extended which reflected the management of risk from different technologies for
detecting and removal of foreign materials. There are about 20 of 158 documented
system still need to be fulfilled by PT SSI to comply with Standards Issue 6,
which are supplier of services procedures and agreements (3.5); traceability (3.9)
procedures must including requirements of 4 hours target of data completion;
notification to Certification Body in recall procedures (3.11.4); security self
assessment (4.2.1) must be provided; more detailed calibration and verification
procedures of measuring and monitoring devices and those must included
deviation tolerance (6.3), and a consistent personnel training and competencies
reviews programs (7.1). Further study on the implementation of allergen
management indicated that fully identification production line including
supporting tools and dedicated cleaning procedure should be provided for product
containing allergen, i.e. wafer chocolate-hazelnut. The assessment on foreign
body control implementation identified improvement for specifying procedures in
case of breakage of glass (4.9.3) as required in issue 6 and sieves application for
crumb milling process to prevent contamination.
RINGKASAN
ROSTELIANA APRIRIANTY. Kajian Penerapan the British Retail Consortium
Global Standard for Food Safety Isu 6 PT SSI. Dibimbing oleh HARSI
DEWANTARI KUSUMANINGRUM dan BETTY SRI LAKSMI JENIE.
PT SSI adalah industri wafer stik dan kukis yang memasarkan produknya
ke 40 negara di dunia dengan pasar utama adalah Amerika Serikat, Inggris,
Australia, Selandia Baru, Singapura, dan Cina. Dalam persaingan dan
perdagangan internasional, jaminan penerapan dan sertifikat sistem keamanan
pangan memiliki tempat khusus dan menjadi persyaratan. Sejak 2011 ada 2 sistem
yang disertifikasi yaitu the BRC Global Standard for Food Safety dan SQF 2000
level 3, dimana semua pelanggan dapat menerima sertifikat tersebut. BRC
dikeluarkan pertama kali pada 1998, dibangun sebagai kerangka kerja bagi
produsen pangan memproduksi pangan yang aman dan mengelola mutu produk
sesuai persyaratan pelanggan. Format dan isi didesain agar dapat dilakukannya
suatu kajian kesesuaian bangunan pabrik, sistem operasional dan prosedur
perusahaan oleh pihak ketiga yang kompeten yaitu Badan Sertifikasi. BRC isu 6
diterbitkan pada Juli 2011 dan diberlakukan untuk audit sejak 1 Januari 2012.
Penelitian bertujuan mengkaji standar dan implementasi the BRC Global
Standard for Food Safety isu 6 ke dalam sistem keamanan pangan di PT SSI, yang
menerapkan dan tersertifikasi BRC sejak 2006. Tujuan khususnya adalah
mengidentifikasi perubahan persyaratan pada isu 6, menetapkan dokumen dalam
rangka pemenuhan persyaratan isu 6 dan mengkaji serta menyusun rekomendasi
implementasi manajemen alergen dan pengendalian benda asing PT SSI.
Penelitian diawali dengan mempelajari satu per satu klausul BRC isu 5 dan
isu 6 untuk mengidentifikasi perbedaan persyaratan pada kedua versi. Kajian
kesesuaian persyaratan dokumen sistem, prosedur, atau catatan dilakukan melalui
desk evaluation dengan cara membandingkan persyaratan dokumen dengan
dokumen yang dimiliki PT SSI meliputi manual, prosedur, form atau checklist,
standar, spesifikasi dan lainnya. Rekomendasi implementasi manajemen alergen
ditetapkan melalui kajian potensi kandungan alergen dalam produk; kajian proses
mulai dari pembelian, transportasi dan penyimpanan bahan baku, penyiapan
bahan per-batch, proses dan penjadwalan produksi termasuk rework; pembersihan
dan sanitasi; serta pelatihan karyawan. Rekomendasi pengendalian benda asing
ditetapkan melalui kajian sumber benda asing pada berbagai tahapan proses mulai
dari penerimaan bahan sampai pengemasan produk; kajian standar maksimal
setiap benda asing; kajian prosedur dan fasilitas pengendalian; serta kajian
prosedur verifikasi dan dokumentasi.
Persyaratan BRC terdiri dari 7 bagian yaitu komitmen manajemen senior
(bagian 1), rencana HACCP (bagian 2), sistem manajemen keamanan dan mutu
pangan (bagian 3), standar pabrik (bagian 4), pengendalian produk (bagian 5),
pengendalian proses (bagian 6), dan karyawan (bagian 7). Perubahan jumlah
klausul yaitu dari total 223 subklausul pada isu 5 menjadi 208 subklausul pada isu
6 karena adanya pergeseran bagian, pengurangan atau penggabungan klausul-
klausul, serta beberapa persyaratan baru yang dikembangkan dari isu 5. Hubungan
antara kebijakan keamanan dan mutu pangan perusahaan dengan sasaran mutu

serta kajian manajemen senior lebih diperinci dalam klausul 1.1.1-1.1.3.
Persyaratan organisasi perusahaan (1.2.1) pada isu 5 terletak di bagian 3.
Prerequisite programmes (2.2) dimasukkan sebagai persyaratan baru yang
menunjukkan hubungan antara prerequisite programmes dan HACCP.
Persyaratan pemasok jasa dipisahkan dari pemasok bahan baku (3.5.3). Beberapa
persyaratan baru adalah terkait manajemen pengerjaan proses di luar perusahaan
(3.5.4), daya telusur harus dilakukan dalam waktu 4 jam (3.9) agar
memungkinkan penanganan penarikan produk yang cepat, serta Badan Sertifikasi
harus diinformasikan dalam waktu 3 hari bila terjadi penarikan produk (3.11).
Kajian kemanan (4.2.1) harus rutin dilakukan termasuk penetapan akses masuk ke
area produksi dan area penyimpanan di pabrik (4.2.2). Klausul 4.3 mensyaratkan
dilakukannya kajian pembagian area menjadi low-risk area, high-care area atau
high-risk area serta penerapan persyaratan bangunan pabrik (4.4), fasilitas
karyawan dan aturan higiene pada tiap area (4.8). Pengendalian kontaminasi fisik
dan kimia dikembangkan dengan mensyaratkan pengendalian potensi kontaminasi
dari kegiatan pemeliharaan, bahan untuk pemeliharaan baik kontak atau tidak
kontak dengan bahan baku dan produk harus food grade (4.7.5), catatan inspeksi
bahaya dan investigasi tersedia bila terjadi kehilangan peralatan logam tajam
(4.9.2.1), dan larangan penggunaan staples di area produk terbuka (4.9.2.2).
Pemilihan teknologi untuk deteksi dan penghilangan benda asing (4.10.3-4.10.5)
dilakukan berdasarkan kajian resiko. Bahaya alergen dikaji sebagai potensi
bahaya pada pengembangan produk baru (5.2.3). Prosedur pengendalian alergen
(5.2.4) lebih terperinci terkait penggunaan pakaian pelindung seragam; pengaturan
jadwal produksi produk; pengendalian debu, limbah dan luapan bahan alergen;
dan pelabelan (5.2.6). Mass balance test terkait daya telusur identity preserved
materials harus diuji minimal setiap 6 bulan (5.3.2). Terdapat pengembangan
persyaratan terkait spesifikasi produk dan proses (6.1.1). Agen penyedia tenaga
kerja perusahaan adalah harus melakukan pelatihan (7.1.4) dan pemeriksaan
kesehatan karyawan (7.2.4). Audit laundri untuk pakaian high-care area dan high-
risk area wajib dilakukan (7.4.4).
Dari sekitar 158 dokumen sistem, prosedur dan sistem yang disyaratkan
dalam isu 6 terdapat sekitar 20 dokumen yang teridentifikasi diperlukan
perusahaan dalam rangka pemenuhan persyaratan. Dokumen tersebut terkait
prosedur dan perjanjian pemasok jasa (3.5), daya telusur harus dilakukan dalam
waktu 4 jam (3.9), kajian resiko keamanan perusahaan (4.2.1), prosedur kalibrasi
dan verifikasi peralatan pemeriksaan yang dilengkapi dengan batas toleransi (6.3),
dan pelaksaan pelatihan serta kajian kompetensi karyawan yang konsisten (7.1).
Alergen merupakan senyawa penyebab terjadinya alergi, yaitu gangguan
kesehatanyang bervariasi mulai dari yang ringan seperti gangguan pada kulit
sampai menimbulkan anafalitik hebat yang berakibat pada kematian (AFGC
2007). Tujuan utama pengaturan dalam manajemen alergen adalah agar tidak
terjadinya kontaminasi silang dari bahan alergen. Semua produk wafer
menggunakan bahan baku yang berpotensi mengandung alergen berupa tepung
terigu, susu, telur, dan lesitin kedelai tetapi khusus wafer chocolate hazelnut juga
menggunakan pasta hazelnut. Karena pada label semua bahan tadi telah
dicantumkan dalam komposisi sedangkan hazelnut belum, maka bahaya alergen
yang harus dikendalikan adalah pada pasta hazelnut atau chocolate-hazelnut.
Bahaya alergen pada hazelnut dikategorikan sebagai bahaya kimia dalam rencana
HACCP PT SSI. Rekomendasi yang diberikan untuk perbaikan implementasi
manajemen alergen adalah perlunya pemisahan dan pelabelan jelas pada semua
peralatan pendukung, agar tidak terbatas pada mesin dan peralatan utama seperti
ball mill mixer dan oven, pemisahan dan pelabelan alergen pada peralatan
pembersihan, serta penggunaan test kit-ELISA untuk pengujian residu alergen
pada hasil pembersihan mesin/peralatan bekas produksi dengan hazelnut atau
chocolate-hazelnut.
Pengendalian benda asing di PT SSI telah dilaksanakan dengan baik
melalui prerequisite programmes dan pengendalian bahaya pada rencana HACCP.
Pada tahap penerimaan barang direkomendasikan pengaturan staples pada
prosedur penerimaan bahan baku dan kemasan, dilakukannya prosedur
pemeriksaan pada tambahan pemeliharaan mesin dan peralatan untuk memastikan
tidak adanya potensi kontaminasi benda asing, prosedur penanganan kejadian
pecahnya kaca dimasukkan aturan pencucian seragam dan alat kebersihan yang
berpotensi terkena pecahan kaca tadi, serta prosedur pembuangan pecahan kaca.
Ayakan untuk hasil gilingan crumb perlu dibuat untuk memastikan crumb bebas
dari kertas, logam, dan plastik.
© Hak cipta milik IPB, tahun 2012
Hak Cipta dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau
menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan,
penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau
tinjauan suatu masalah; dan pengutipan tersebut tidak merugikan kepentingan
yang wajar IPB
Dilarang mengumumkan dan memperbanyak sebagian atau seluruh Karya tulis
dalma bentuk apa pun tanpa izin IPB
KAJIAN PENERAPAN THE BRITISH RETAIL CONSORTIUM
GLOBAL STANDARD FOR FOOD SAFETY ISU 6 PT SSI
ROSTELIANA APRIRIANTY
Tesis
sebagai salah satu syarat untuk memperoleh gelar
Magister Profesi Teknologi Pangan pada
Program Studi Magister Profesi Teknologi Pangan
SEKOLAH PASCA SARJANA
INSTITUT PERTANIAN BOGOR
BOGOR
2012
Penguji Luar Komisi pada Ujian Tesis: Dr. Ir. Puspo Edi Girowono, STP. MSc
Judul Tesis : Kajian Penerapan the British Retail Consortiums Global Standard
for Food Safety Isu 6 PT SSI
Nama : Rosteliana Apririanty
NIM : F252100085
Disetujui
Komisi Pembimbing
Dr. Ir. Harsi D Kusmaningrum Prof. Dr. Ir. Betty Sri Laksmi Jenie, MS
Ketua Anggota
Diketahui
Ketua Program Studi Dekan Sekolah Pascasarjana
Magister Profesi Teknologi Pangan
Dr. Ir. Lilis Nuraida, MSc Dr. Ir. Dahrul Syah
Tanggal Ujian: 4 Juli 2012 Tanggal Lulus:
KATA PENGANTAR
Bismillahhirrahmanirrahim.
Puji syukur penulis penjatkan kepada Allah SWT atas segala karuniaNya
sehingga tugas karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam
penelitian ini ialah penerapan sistem BRC versi terbaru yaitu isu 6 yang baru saja
digunakan di PT SSI pada akhir tahun 2011.
Terima kasih penulis ucapkan kepada Dr. Ir. Harsi D Kusumaningrum dan
Prof. Dr. Ir. Betty Sri Laksmi Jenie selaku dosen pembimbing, yang membimbing
dan memberikan banyak sekali masukan dalam penulisan karya ilimiah ini.
Terima kasih penulis ucapkan kepada PT SSI terutama pihak Manajemen, yang
telah mengijinkan penulis untuk melanjutkan studi di Magister Profesi Tekonologi
Pangan IPB serta memberikan kepercayaan penulis membuat karya ilmiah
bertemakan BRC di PT SSI. Terima kasih saya ucapkan kepada teman-teman
mahasiswa MPTP angkat 2010 agar segala kerjasama, diskusi dan doanya, serta
bantuan akomodasi dan transportasi dari Ibu Amiroh, Ibu Endang dan Bapak
Muzi. Ungkapan terima kasih disampaikan juga kepada orangtua dan keluarga di
Bengkulu dan Temanggung, serta suami tercinta Koko Panuntun, ananda Adam
Firsta dan Annisa atas doa, dukungan dan perhatiannya.
Semoga karya ilimiah ini bermanfaat bagi pembaca dan penulis sendiri.
Tangerang, Juli 2012
Rosteliana Apririanty
RIWAYAT HIDUP
Penulis dilahirkan di kota Bengkulu pada tanggal 29 April 1979 dari
Bapak H.Siahaan dan Ibu Adella. Penulis merupakan anak kedua dari empat
bersaudara. Tahun 1997, penulis lulus dari SMU Negeri 5 Bengkulu dan lolos
seleksi masuk IPB melalui jalur Undangan Seleksi Masuk IPB. Pendidikan
sarjana ditempuh di Program Studi Teknologi Pangan dan Gizi, Fakultas
Teknologi Pertanian, lulus tahun 2001.
Penulis bekerja di bagian Quality Control di perusahaan biskuit PT
Septatrada Hardaguna (dulu grup JAPFA) pada tahun 2002 dan tahun 2003
pindah bekerja ke perusahaan permen karet PT Lotte Indonesia pada bidang yang
sama. Tahun 2005 penulis mulai bergabung dengan PT Seasonal Supplies
Indonesia pada divisi Product Development dan Quality Assurance.
DAFTAR ISI
Halaman
DAFTAR TABEL ...................................................................................... xi
DAFTAR GAMBAR ................................................................................. xiii
DAFTAR LAMPIRAN ............................................................................. xiv
I. PENDAHULUAN
a. Latarbelakang................................................................................ 1
b. Tujuan ........................................................................................... 2
c. Manfaat......................................................................................... 3
d. Ruanglingkup................................................................................ 3
II. TINJAUAN PUSTAKA
A. PT SSI .......................................................................................... 5
B. Safe Quality Foods (SQF) ............................................................ 6
C. Good Manufacturing Practices (GMP) ........................................ 7
D. The Hazard Analysis Critical Control Points (HACCP) ............. 7
E. British Retail Consortium (BRC) the Global Standard for
Food Safety.................................................................................... 16
F. Audit pada BRC isu 6 .................................................................. 21
G. Spesifikasidanstandar wafers stik ................................................ 22
H. Manajemen alergen ...................................................................... 24
I. Pengendalian benda asing ............................................................ 28
III. METODOLOGI
A. Tempatdanwaktu penelitian ......................................................... 34
B. Metodepenelitian .......................................................................... 34
IV. HASIL DAN PEMBAHASAN
A. KajianPerubahan Persyaratan BRC Isu 6 terhadap Isu 5 ............. 37
A.1. Kajian Perubahan Persyaratan Bagian 1- Manajemen
Senior .................................................................................. 39
A.2. Kajian Perubahan Persyaratan Bagian 2 - Rencana–
HACCP ............................................................................... 41
A.3. Kajian Perubahan Persyaratan Bagian 3-Sistem
Keamanan dan Kualitas Pangan ......................................... 43
A.4. Kajian Perubahan Persyaratan Bagian 4-Standar
Lingkungan Pabrik ............................................................. 48
A.5. Kajian Perubahan PersyaratanBagian 5- Pengendalian
Produk ................................................................................. 59
A.6. Kajian Perubahan Persyartan Bagian 6 - Pengendalian
Proses .................................................................................. 61
A.7. Kajian Perubahan Persyaratan Bagian 7- Karyawan .......... 63
B. Gap Ketersediaan Dokumen BRC Isu 6 di PT SSI dalam
memenuhi BRC Isu 6 ................................................................... 65
B.1. Gap Ketersediaan Dokumen Bagian 1- Manajemen
Senior ................................................................................. 73
B.2. Gap Ketersediaan DokumenBagian 2- Rencana
HACCP ............................................................................... 73
B.3. Gap Ketersediaan Dokumen Bagian 3 - Sistem
Keamanan dan Kualitas Pangan ......................................... 74
B.4. Gap Ketersediaan Dokumen Bagian 4 - Standar
Lingkungan Pabrik ............................................................. 80
B.5. Gap Ketersediaan DokumenBagian 5 - Pengendalian
Produk ................................................................................. 87
B.6. Gap Ketersediaan Dokumen Bagian 6 - Pengendalian
Proses .................................................................................. 92
B.7. Gap Ketersediaan DokumenBagian 7- Karyawan .............. 93
C. Pengembangan Manajemen Alergen di PT SSI ........................... 95
C.1. Penetapan Potensi Kandungan Alergen dalam Produk ...... 96
C.2. Tahap Transportasi dan Penyimpanan Bahan Baku ........... 100
C.3. Tahap Penyiapan (per – batch) ........................................... 102
C.4. Tahap Proses Produksi ........................................................ 103
C.5. Pengemasan dan Pelabelan ................................................. 108
C.6. Pembersihan dan Sanitasi ................................................... 111
C.7. Pelatihan dan Pendidikan Karyawan ................................. 114
D. Pengendalian Benda Asing di PT SSI .......................................... 116
D.1. Kajian Sumber Benda Asing pada Berbagai Tahapan
Proses ................................................................................. 123
D.2. Penetapan Standar Maksimal untuk Setiap Benda
Asing ................................................................................... 118
D.3. Penetapan Pengendalian Benda Asing dan Fasilitas
yang Diperlukan ................................................................. 126
D.4. Verifikasi dan Dokumentasi Pengendalian Benda
Asing ................................................................................... 133
V. SIMPULAN DAN SARAN ............................................................... 135
DAFTAR PUSTAKA ................................................................................ 139
LAMPIRAN ............................................................................................... 143
DAFTAR TABEL
Halaman
1 7 Prinsip – 12 Langkah HACCP ................................................ ......... 9
2 Contoh cemaran mikrobiologi ............................................................. 10
3 Perbandingan program audit beberapa standar internasional................ 20
4 Standar mutu cemaran mikroba biskuit SNI 2973:2011 ............. 24
5 Allegenic food atau food groups yang disyaratkan dicantumkan
pada pelabelan menurut Codex dan beberapa negara .......................... 26
6 Persyaratan the BRCGlobal Standard food Safety isu 5 dan 6............. 38
7 Kajian perubahan klausul BRC isu 6 bagian 1 terhadap BRC
isu 5 tentang Komitmen Manajemen Senior......................................... 41
8 Kajian perubahan klausul BRC isu 6 bagian 2 terhadap BRC
isu 5 tentang Rencana Keamanan Pangan-HACCP............................. 42
9 Kajian perubahan klausul BRC isu 6 bagian 3 terhadap BRC
isu 5 tentang Sistem Keamanan dan Kualitas Pangan.......................... 45
10 Kajian perubahan klausul BRC isu 6 bagian 4 terhadap BRC
isu 5 tentang Standar Lingkungan Pabrik ............................................ 49
11 Kajian perubahan klausul BRC isu 6 bagian 5 terhadap BRC
isu 5 tentang Pengendalian Produk...................................................... 59
12 Kajian perubahan klausul BRC isu 6 bagian 6 terhadap BRC
isu 5 tentang Pengendalian Proses ....................................................... 62
13 Kajian perubahan klausul BRC isu 6 bagian 7 terhadap BRC
isu 5 tentang Karyawan ....................................................................... 64
14 Persyaratan dokumen pada BRC isu 6 ................................................ 67
15 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 3 -
Sistem manajemen keamanan dan mutu pangan di PT SSI................. 74
16 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 4-
standar lingkungan pabrik di PT SSI.................................................... 82
17 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 5–
pengendalian produk di PT SSI............................................................ 88
18 Aktivitas air minimum untuk pertumbuhan beberapa mikroba............ 91
19 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 6 -
Pengendalian proses di PT SSI............................................................ 93
20 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 7-
Karyawan di PT SSI ............................................................................ 93
21 Analisa keberadaan bahan yang mengadung alergen pada bahan
baku dan formulasi produk wafer......................................................... 99
22 Matriks pemakaian crumb dan minyak kurasan.................................... 107
23 Peringatan alergen untuk beberapa negara .......................................... 110
24 Penyusunan rekomendasi berdasarkan gap analysis PT SSI
dalam pemenuhan BRC isu 6............................................................... 119
DAFTAR GAMBAR
Halaman
1 Foto wafer stik ..................................................................................... 22
2 Gambaran sebaran persyaratan dokumen pada BRC isu 6 .................. 70
DAFTAR LAMPIRAN
Halaman
1 Penilaian hasil audit, tindak lanjut dan frekuensi audit BRC isu 6 ..... 144
2 Rencana HACCP PT SSI ..................................................................... 145
I. PENDAHULUAN
A. Latar Belakang
Produk aman dan bermutu merupakan tuntutan utama pelanggan. Untuk
mencapai hal tersebut, produsen pangan perlu menerapkan suatu sistem jaminan
mutu dan keamanan. Ada berbagai standar nasional maupun internasional terkait
mutu dan keamanan pangan yang terus diperbaharukan mengikuti perkembangan
ilmu dan teknologi pangan serta isu terkait keamanan pangan yang ada di
masyarakat di seluruh dunia. Dalam persaingan dan perdagangan internasional,
jaminan penerapan suatu sistem, dengan bukti telah mendapatkan sertifikat sistem
keamanan pangan memiliki tempat khusus dan menjadi persyaratan.
PT SSI adalah industri produk wafer stik dan kukis yang memasarkan
produknya ke 40 negara di dunia. Pasar utama adalah Amerika Serikat, Inggris,
Australia, Selandia Baru, Singapura dan Cina. Konsumen lainnya adalah
Meksiko, Taiwan, Jepang, Kanada, serta beberapa negara di Asia Tenggara seperti
Thailand, Brunei Darussalam, Malaysia dan lainnya. Produk wafer dengan
beberapa jenis flavor yang dipasarkan adalah wafer coklat, vanilla, cappuccino,
chocolate-mint, strawberi, dan chocolate-hazelnut.
Sejak awal berdirinya di tahun 2006 sampai saat ini, PT SSI telah
mengimplementasikan dan melakukan sertifikasi beberapa sistem mutu dan
keamanan pangan. Sistem itu antara lain adalah ISO 22000:2005 (Sistem
Manajemen Keamanan Pangan), Safe Quality Foods (SQF) 2000 level 3, dan
British Retail Consortium (BRC) the Global Standard for Food Safety isu 5. Sejak
2011, hanya ada 2 sistem yang disertifikasi yaitu SQF 2000 dan BRC karena
semua pelanggan telah dapat menerima sertifikat tersebut. Di PT SSI hanya ada
satu sistem keamanan pangan, yang dirancang dan diimplementasikan agar
memenuhi semua persyaratan dan standar sistem-sistem tersebut.
The BRC Global Standard for Food Safety pertama kali dikeluarkan pada
tahun 1998. Standar ini dibangun sebagai kerangka kerja bagi produsen pangan
memproduksi pangan yang aman dan mengelola mutu produk sesuai persyaratan
pelanggan. Format dan isi Standar didesain agar dapat dilakukannya suatu kajian
kesesuaian bangunan pabrik, sistem operasional dan prosedur perusahaan, oleh
2
pihak ketiga yang kompeten yaitu Badan Sertifikasi (BRC 2011). Hingga saat ini,
terdapat lebih dari 14.000 perusahaan di lebih dari 90 negara telah tersertifikasi
the BRC Global Standard fo Food Safety (BRC-About the BRC Global Standard,
2012).
Pada Juli 2011, diterbitkan the BRC Global Standard for Food Safety isu 6
dan diberlakukan untuk audit BRC sejak 1 Januari 2012. Perkembangan dalam isu
terbaru ini adalah lebih menspesifikasikan persyaratan mutu dan keamanan
pangan, serta operasional produsen pangan. Tujuannya adalah agar produsen
pangan dapat sepenuhnya memenuhi aturan legal dan memberikan perlindungan
penuh kepada konsumen (BRC 2011).
Kunci perubahan pada isu 6 antara lain adalah pengembangan klausul-
klausul terkait pengendalian benda asing, housekeeping dan higiene, manajemen
alergen, dan pengurangan klausul untuk memastikan setiap klausul mengandung
ide pokok yang signifikan dan menghasilkan konsistensi persyaratan yang nyata
(Food-The Global Standard for Food Safety issue 6 2012). Pada penelitian ini
akan dilakukan kajian terhadap standar dan penerapan dari the BRC Global
Standard for Food Safety isu 6 di PT SSI yaitu pada ruang lingkup produksi wafer
stik. Penelitian juga akan membahas persyaratan pada isu 6 dan implementasinya
di PT SSI terutama terkait aspek pengendalian benda asing dan manajemen
alergen.
B. Tujuan
Tujuan penelitian ini adalah untuk mengkaji standar dan implementasi isu
terbaru British Retail Consortium (BRC) the Global Standard for Food Safety isu
6 kedalam sistem keamanan pangan yang telah ada di PT SSI.
Tujuan khusus adalah:
1. Mengidentifikasi perbedaan persyaratan antara the BRC Global Standard for
Food Safety isu 5 dengan isu 6.
2. Menetapkan dokumen-dokumen yang diperlukan oleh PT SSI untuk
pemenuhan persyaratan the BRC Global Standard for Food Safety isu 6.
3. Mengkaji implementasi manajemen alergen dan pengendalian benda asing di
PT SSI.

3
4. Menyusun rekomendasi implementasi manajemen alergen dan pengendalian
benda asing di PT SSI sesuai BRC isu 6.
C. Manfaat
Manfaat penelitian ini adalah :
1. Penerapan sistem jaminan keamanan pangan yang mengacu pada sistem BRC
isu 6 akan memberikan jaminan mutu dan keamanan produk (menghasilkan
produk yang bermutu dan aman bagi konsumen) yang lebih tinggi .
2. Memberikan manfaat bagi perusahaan, termasuk karyawan, yaitu berupa
peningkatan kepedulian terhadap keamanan pangan.
3. Memberikan kepuasan dan kepercayaan kepada konsumen yang lebih tinggi
terhadap terpenuhinya standar yang diharapkan.
4. Meningkatkan nilai jual produk yang dihasilkan, terutama untuk pasar ekspor
ke negara-negara di Eropa. Hal ini disebabkan karena sertifikat BRC diakui
secara internasional.
5. Sistem the BRC Global Standar for Food Safety merupakan sistem yang
diakui oleh Global Food Safety Initiative (GFSI) dan banyak negara di dunia,
sertifikatnya diterima oleh berbagai konsumen PT SSI, sehingga menghemat
waktu dan biaya untuk sertifikasi.
D. Ruang lingkup
Ruang lingkup penelitian ini adalah mengkaji sistem keamanan pangan
yang telah diterapkan di PT SSI yaitu the BRC Global Standard for Food Safety
isu 5 terhadap persyaratan pada BRC isu 6 untuk produk wafer stik. Kajian
dilakukan terhadap dokumentasi dan implementasi sesuai persyaratan pada BRC
isu terbaru tersebut. Kajian dilakukan mulai dari tahap penerimaan bahan baku,
proses produksi sampai produk jadi dan tahapan pengiriman produk.
4
II. TINJAUAN PUSTAKA
A. PT SSI
PT SSI merupakan Perusahaan Modal Asing (PMA), yang memproduksi
wafer stik untuk bebeberapa negara tujuan ekspor. Perusahaan ini berlokasi di
Cikupa, Tangerang, dimiliki oleh warga negara berkebangsaan Australia dan
Selandia Baru. Perusahaan berdiri pada tahun 2005 dan sampai 2012 telah dapat
memasarkan kurang lebih satu juta karton ke 40 negara di dunia, terutama
Amerika Serikat, Inggris, Australia, Selandia Baru, Singapura dan Cina.
Konsumen lainnya adalah Meksiko, Taiwan, Jepang, Kanada, serta beberapa
negara di Asia Tenggara seperti Thailand, Brunei Darussalam, Malaysia dan
lainnya.
Produk wafer stik dengan beberapa jenis flavor yang dipasarkan adalah
wafer stik coklat, vanilla, cappuccino, chocolate-mint, strawberi dan chocolate-
hazelnut. PT SSI memproduksi produk dengan merek sendiri maupun private
label dari sebuah retailer dengan merek utama adalah Royal Dansk (milik
Denmark). PT SSI juga memproduksi kukis dalam jumlah sedikit (kurang dari 5%
dari total penjualan). Penerapan berbagai sistem keamanan pangan bertujuan
menjamin produk yang dihasilkan aman untuk dikonsumsi dan memenuhi
persyaratan pelanggan di berbagai negara tujuan.
PT SSI mengimplementasikan dan mensertifikasi beberapa sistem
manajemen keamanan pangan internasional yang diantaranya adalah the BRC
Global Standard of Food Safety (issue 5 tahun 2008), Safe and Quality Food
(SQF) 2000 Level 3 (tahun 2008) dan the Hazard Analysis Critial Control Points
(HACCP) ISO 22000:2005. Pelanggan internasional menuntut adanya jaminan
bahwa produk yang dihasilkan bermutu dan aman untuk dikonsumsi berdasarkan
suatu sistem tertentu yang baku. Sebagian besar pelanggan menerima cukup
dengan sertifikasi Good Hygiene Practices (GHP) atau Good Manufacturing
Practices (GMP) dan sistem HACCP. Namun tidak dengan pelanggan lainnya
seperti tuntutan salah satu pemilik private label asal Amerika Serikat. Mereka
menuntut PT SSI telah menerapkan SQF sebelum menyetujui kontrak kerjasama
dengan PT SSI. Perusahaan tersebut akan mensubkontrakkan pembuatan
6
produknya ke PT SSI dengan merek private label mereka yang telah sangat
dikenal di pasar di USA selama bertahun-tahun.
Alasan beberapa pelanggan termasuk pelanggan Eropa menginginkan PT
SSI tersertifikasi the Global Standard for Food Safety ini secara umum adalah
untuk memperoleh jaminan keamanan dan mutu pangan dari pemasoknya serta
sesuai dengan persyaratan regulasi. Sertifikasi keamanan pangan telah menjadi
alat dalam perdagangan pangan internasional. Suatu pemasok tidak dapat menjual
produknya di ritel-ritel yang tergabung dalam British Retail Consortium dan wajib
memperoleh sertifikat the BRC Global Standard for Food Safety.
B. Safe Quality Foods (SQF)
SQF adalah suatu sistem yang menerapkan prinsip-prinsip keamanan
pangan dari the National Advisory Committee on Microbiological Criteria for
Food (NACMCF) Amerika dan prinsip serta pedoman HACCP yang dibuat oleh
Codex Alimentarius Comission (SQF Institute 2008). Berbagai sistem manajemen
keamanan pangan dikembangkan oleh beberapa negara dengan rujukan pada
prinsip yang dikembangkan oleh Codex Alimentarius Commission-World Health
Organization (Thaheer 2008). Sertifikasi sistem SQF 2000 terdiri dari 3 level.
Level 1 meliputi persyaratan fundatemental bagi keamanan pangan, yang
berisikan prerequisite programmes dasar untuk kemananan pangan. Level 2
mensyaratkan sertifikasi rencana HACCP, meliputi prerequisite programmes pada
level 1 ditambah dengan pengendalian CCP pada rencana HACCP. Level 3
berikan persyaratan lengkap sistem manajemen keamanan pangan dan mutu
pangan. Pada level 3 mensyaratkan pemenuhan persyaratan level 1 dan 2 serta
memenuhi aspek mutu dan pengendalian terkait demi menghasilkan suatu sistem
manajemen keamanan dan mutu pangan yang komprehensif (SQF Institute 2008).
PT SSI tersertifikasi SQF level 3 sejak 2011. SQF terdiri dari 6 bagian utama
yaitu Komitmen, Spesifikasi, Pengendalian Produksi (termasuk persyaratan
prerequisite programmes dan HACCP), Verifikasi, Pengendalian Dokumen dan
Catatan, dan Identifikasi, Penelusuran dan Penarikan Produk (SQF Institute 2008).
7
C. Good Manufacturing Practices (GMP)
Penerapan Good Manufacturing Practices (GMP) atau Good Hygiene
Practices (GHP) merupakan fondasi dari semua sistem keamanan pangan,
termasuk the BRC Global Standard for Food Safety. Sistem GMP ini meliputi
sanitasi dan keamanan produk sehingga berkaitan juga dengan sistem HACCP
(Manley 2000).
Cakupan dari GMP adalah proses produksi yang baik, bangunan, fasilitas,
pekerja, praktek sanitasi dan higiene pekerja, pengendalian hama, serta kegiatan
lainnya yang dapat menjamin proses produksi menghasilkan produk yang aman
untuk dikonsumsi oleh manusia. Penerapan GMP ini di PT SSI misalnya dengan
menjaga baik kondisi lingkungan pabrik baik di dalam maupun di sekitar pabrik.
Kondisi di luar pabrik haruslah dikendalikan dan dipastikan tidak akan
mengakibatkan kontaminasi ke produk. Penyimpanan peralatan yang tidak baik,
sampah, limbah, rumput tinggi atau semak di luar menjadi tempat berkembang
biak atau menarik tikus, serangga, dan lainnya. Semua peralatan yang tidak
dipakai yang disimpan di luar hendaklah dipelihara sama seperti penyimpanan di
dalam untuk mencegah perkembangan tikus. Saluran air tidak boleh dibiarkan
mengenang. Genangan pada saluran air setelah hujan akan menyebabkan
kontaminasi dari lalu lintas kaki yang dapat terbawa masuk ke dalam pabrik (AIB
1979).
Salah satu contoh penerapan GMP di dalam area produksi adalah
pengaturan jarak peralatan dan masalah pencahayaan. Area bekerja antar peralatan
atau antara peralatan dan dinding hendaknya cukup lebar agar karyawan dapat
bekerja dan tidak mengkontaminasi permukaan pangan atau zona produk dengan
baju atau kegiatannya. Diperlukan pencahayaan 50 foot-candles di area pengujian,
30 foot-candles pada semua permukaan bekerja, minimal 5 foot-candles pada 30
inches diatas lantai lainnya dan 10-foot candles di ruang toilet (AIB 1979).
D. The Hazard Analysis Critical Control Points (HACCP)
PT SSI menerapkan sistem jaminan keamanan pangan ISO 22000, yang
merupakan pembaharuan dari sistem manajemen keamanan pangan HACCP yang
sudah secara luas dikenal. Penekanan dari sistem ISO 22000 adalah kebijakan
8
keamanan pangan, komitmen manajemen puncak dan pimpinan terhadap
keamanan pangan, komunikasi internal dan eksternal, dan kesiapan serta respon
terhadap kondisi darurat. Sistem ini mencakup paradigma baru pengendalian
keamanan pangan yaitu “from farm to table” yang memberikan jaminan
keamanan pangan sepanjang rantai pangan (Muhandri dan Kadarisman 2008).
HACCP pada awalnya dikembangkan untuk pengendalian mikrobiologi pada
pangan yang akan dikonsumsi dalam misi luar angkasa (Goodburn, 2001).
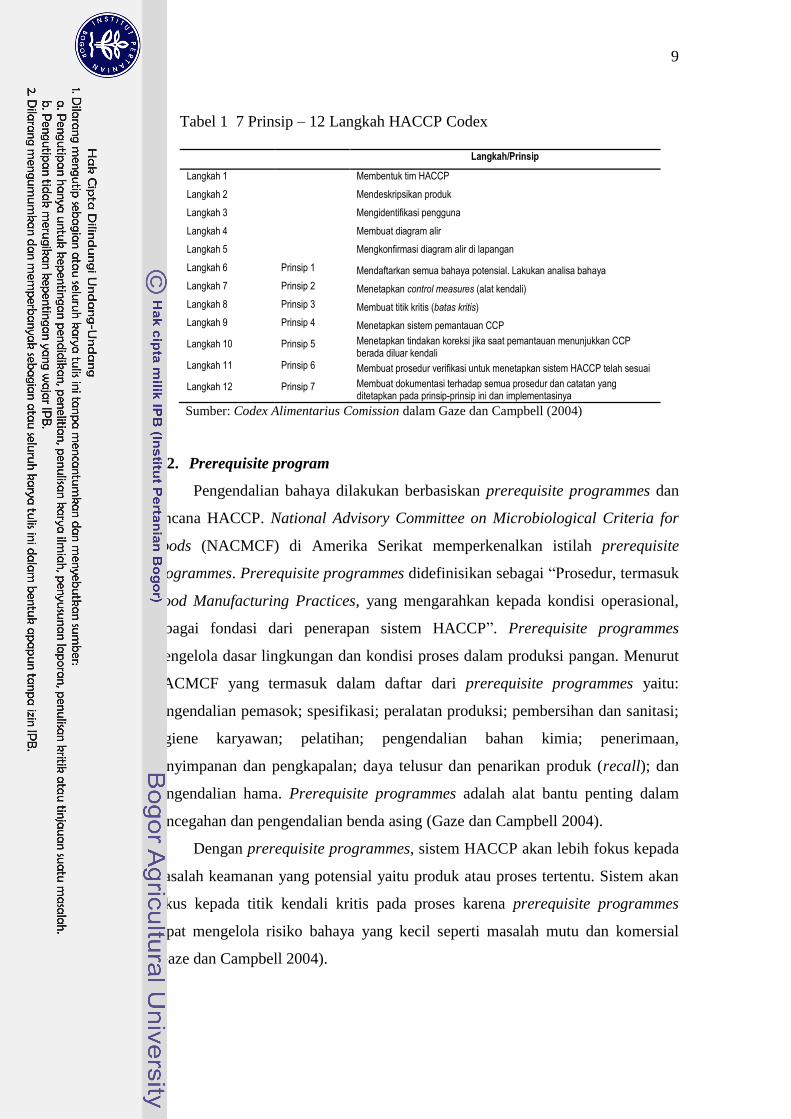
ISO 22.000:2005 mengintegrasikan 12 langkah HACCP Codex
Alimentarius Comission. Sebuah organisasi harus melakukan analisa bahaya pada
setiap bahan dan tahapan proses. Codex Alimentarius Commission menetapkan 7
prinsip HACCP. Ketujuh prinsip tersebut diimplementasikan ke operasional
pangan melalui 12 langkah kunci seperti pada Tabel 1. Codex memberikan
pedoman lebih lanjut sebagai berikut:
a. Rantai pangan hendaknya telah beroperasional sesuai Codex General
Principles of Food Hygiene dan Codex Codes of Practices terkait lainnya
serta legislasi keamanan pangan sebelum menerapkan HACCP.
b. Komitmen manajemen terhadap HACCP menjadi penting dalam
implementasi sistem HACCP
c. Mendesain ulang operasional yang penting jika suatu bahaya membutuhkan
pengendalian
d. Setiap operasional hendaknya menjadi perhatian HACCP dan dikaji rutin.
e. Fleksibel dalam penerapan HACCP, dengan memperhitungkan semua
kemungkinan (Goodburn 2001).
PT SSI memiliki satu rencana HACCP yang memuat semua jenis produk wafer
stik yang dihasilkan.
D.1. Langkah 1: Pembentukan Tim HACCP
Tim HACCP dibentuk dari latar belakang multidisiplin dari semua
departemen. Anggota tim akan mengembangkan rencana HACCP perusahaan, oleh
sebab itu dianjurkan agar anggota-anggota tim juga memiliki kemampuan untuk
mengevaluasi data dengan cara yang logis, analisis, berkomunikasi, dan berpikir ke
depan.
9
Tabel 1 7 Prinsip – 12 Langkah HACCP Codex
Langkah/Prinsip
Langkah 1 Membentuk tim HACCP
Langkah 2 Mendeskripsikan produk
Langkah 3 Mengidentifikasi pengguna
Langkah 4 Membuat diagram alir
Langkah 5 Mengkonfirmasi diagram alir di lapangan
Langkah 6 Prinsip 1 Mendaftarkan semua bahaya potensial. Lakukan analisa bahaya
Langkah 7 Prinsip 2 Menetapkan control measures (alat kendali)
Langkah 8 Prinsip 3 Membuat titik kritis (batas kritis)
Langkah 9 Prinsip 4 Menetapkan sistem pemantauan CCP
Langkah 10 Prinsip 5 Menetapkan tindakan koreksi jika saat pemantauan menunjukkan CCP berada diluar kendali
Langkah 11 Prinsip 6 Membuat prosedur verifikasi untuk menetapkan sistem HACCP telah sesuai
Langkah 12 Prinsip 7 Membuat dokumentasi terhadap semua prosedur dan catatan yang ditetapkan pada prinsip-prinsip ini dan implementasinya
Sumber: Codex Alimentarius Comission dalam Gaze dan Campbell (2004)
D.2. Prerequisite program
Pengendalian bahaya dilakukan berbasiskan prerequisite programmes dan
rencana HACCP. National Advisory Committee on Microbiological Criteria for
Foods (NACMCF) di Amerika Serikat memperkenalkan istilah prerequisite
programmes. Prerequisite programmes didefinisikan sebagai “Prosedur, termasuk
Good Manufacturing Practices, yang mengarahkan kepada kondisi operasional,
sebagai fondasi dari penerapan sistem HACCP”. Prerequisite programmes
mengelola dasar lingkungan dan kondisi proses dalam produksi pangan. Menurut
NACMCF yang termasuk dalam daftar dari prerequisite programmes yaitu:
pengendalian pemasok; spesifikasi; peralatan produksi; pembersihan dan sanitasi;
higiene karyawan; pelatihan; pengendalian bahan kimia; penerimaan,
penyimpanan dan pengkapalan; daya telusur dan penarikan produk (recall); dan
pengendalian hama. Prerequisite programmes adalah alat bantu penting dalam
pencegahan dan pengendalian benda asing (Gaze dan Campbell 2004).
Dengan prerequisite programmes, sistem HACCP akan lebih fokus kepada
masalah keamanan yang potensial yaitu produk atau proses tertentu. Sistem akan
fokus kepada titik kendali kritis pada proses karena prerequisite programmes
dapat mengelola risiko bahaya yang kecil seperti masalah mutu dan komersial
(Gaze dan Campbell 2004).
10
Beberapa prerequisite programmes yang harus diterapkan menurut BRC
(2011) adalah pembersihan dan sanitasi, pengendalian hama, program
pemeliharaan untuk peralatan dan bangunan, persyaratan higiene karyawan,
pelatihan karyawan, pembelian, pengaturan pengangkutan, proses untuk
pencegahan kontaminasi silang, dan pengendalian alergen. Prosedur pengendalian
dan pemantauan prerequisite programmes juga harus terdokumentasi dan menjadi
bagian dari program pengembangan dan pengkajian program HACCP.
D.3. Langkah 2: Deskripsi Produk
Langkah 2 deskripsi produk mendefinisikan awal dan akhir dari proses yang
benar-benar dipertimbangkan. Pada kebanyakan kasus rencana HACCP bersifat
menyeluruh, seperti pada industri pangan dimulai dari penerimaan bahan baku,
proses, hingga distribusi produk ke pelanggan. Lingkup dan tujuan dari rencana
HACCP diputuskan pada bagian awal karena hal tersebut menentukan hal-hal apa
yang harus diketahui oleh tim HACCP untuk melengkapi analisa bahaya hingga
selesai dan selanjutnya akan divalidasi dan diperiksa untuk meyakinkan tidak ada
bagian pada keseluruhan proses yang terlupakan.
D.4. Langkah 3: Identifikasi Pengguna
Didalam analisa risiko, tingkat bahaya suatu produk akan berkaitan dengan
konsumennya. Suatu produk dikategorikan memiliki risiko tinggi bila merupakan
kategori dikonsumsi oleh populasi bayi, hamil dan menyusui, manula, orang sakit
atau dalam masa penyembuhan, atau untuk orang dengan daya tahan tubuh rendah
atau alergi terhadap senyawa tertentu (Thaheer 2008).
D.5. Langkah 4: Diagram Alir Proses
Diagram alir proses menunjukkan gambar dari proses yang ada. Diagram-
diagram alir proses harus mengidentifikasi semua tahapan proses termasuk
tranfer, inspeksi dan penundaan, mencakup semua masukan ke dalam proses
termasuk bahan baku, kemasan, air dan bahan-bahan kimia, serta semua keluaran
dari proses seperti sisa kemasan, bahan baku, pengerjaan ulang, atau yang
dibuang. Tahapan ini sangat penting karena setiap tahapan dari proses dapat
digunakan untuk menganalisa bahaya-bahaya potensial awal yang ada.
11
D.6. Langkah 5: Verifikasi Diagram Alir Proses
Diagram alir proses digunakan sebagai dasar dari analisa bahaya dimana
ketepatannya sangatlah penting bagi sistem HACCP. Cara yang baik untuk
menjamin ketepatan ini adalah dengan memperhatikan proses pada saat proses
tersebut berjalan. Perhatian harus dilakukan untuk menjamin bahwa seluruh
tahapan proses telah sesuai termasuk penundaan dan meliputi jalan-jalan alternatif
bagi produksi (ketika peralatan lain kemungkinan rusak).
D.7. Langkah 6-Prinsip 1: Identifikasi Bahaya
Analisa bahaya dilakukan terhadap bahan baku, peralatan yang kontak
produk, proses produksi, dan alergen. Analisa bahaya bahan baku dan peralatan
kontak produk adalah penilaian risiko bahaya yang timbul dari bahan baku dan
peralatan kontak produk yang bersangkutan. Analisa bahaya proses produksi
adalah melakukan penilaian potensi risiko bahaya yang timbul di masing-masing
tahapan produksi. Analisa alergen adalah untuk menilai risiko bahaya alergen
pada masing-masing produk. Bahaya dikategorikan sebagai bahaya mikrobiologi,
fisik dan kimia.
Identifikasi bahaya dapat dilakukan melalui pengalaman dan pengetahuan
mengenai proses pembuatan makanan, produk, bahan baku, pemeriksaan setiap
keluhan pelanggan, informasi pemasok, dan hasil-hasil penelitian pada literatur
dan jurnal-jurnal yang relevan. Ketika sebuah bahaya telah teridentifikasi Tim
HACCP harus menetapkan lebih lanjut tingkat keparahan dari potensi bahaya
yang ada mengancam keselamatan pelanggan atau mutu produk dan sebesar besar
kemungkinan bahaya terjadi. Sebagai contoh, adanya logam dalam produk wafer
stik adalah risiko bahaya yang tinggi, walaupun demikian kemungkinan untuk
terjadinya sangatlah kecil.
Analisa bahaya digunakan untuk menentukan bahaya yang memerlukan
pengukuran dan pengendalian. Jika tingkat masalah dan kemungkinan dari bahaya
rendah maka tim boleh memutuskan bahwa pengendalian bahaya dicapai melalui
pelatihan dan petunjuk-petunjuk bekerja. Jika bahaya memiliki signifikansi yang
tinggi, tim HACCP harus memastikan bahwa dalam tahapan selanjutnya dari rencana
HACCP bahaya tersebut terkendali. Penulisan semua bahaya yang signifikan atau
tidak, akan menunjukkan kepada auditor eksternal maupun internal bahwa bahaya-
12
bahaya tersebut setidaknya diperhatikan dan dipertimbangkan walaupun bahaya
tersebut tidak sering terjadi.
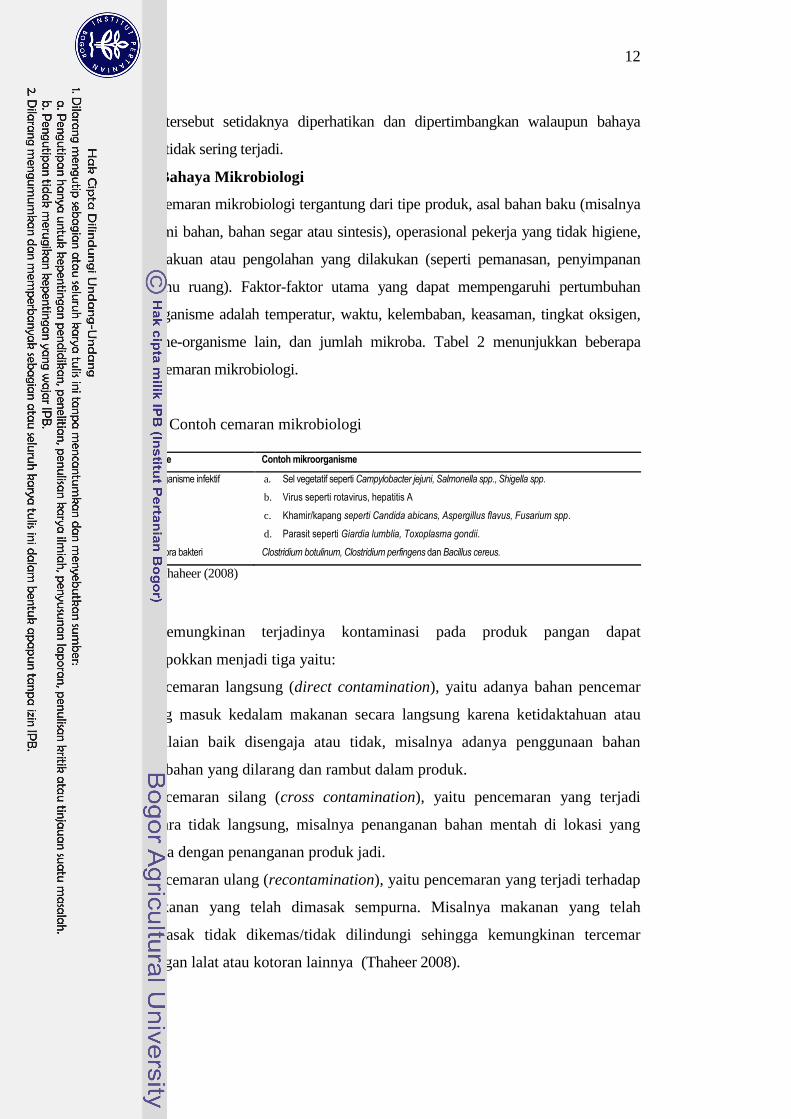
D.7.1. Bahaya Mikrobiologi
Cemaran mikrobiologi tergantung dari tipe produk, asal bahan baku (misalnya
sifat alami bahan, bahan segar atau sintesis), operasional pekerja yang tidak higiene,
dan perlakuan atau pengolahan yang dilakukan (seperti pemanasan, penyimpanan
pada suhu ruang). Faktor-faktor utama yang dapat mempengaruhi pertumbuhan
mikroorganisme adalah temperatur, waktu, kelembaban, keasaman, tingkat oksigen,
organisme-organisme lain, dan jumlah mikroba. Tabel 2 menunjukkan beberapa
contoh cemaran mikrobiologi.
Tabel 2 Contoh cemaran mikrobiologi
No Tipe Contoh mikroorganisme
1 Organisme infektif a. Sel vegetatif seperti Campylobacter jejuni, Salmonella spp., Shigella spp.
b. Virus seperti rotavirus, hepatitis A
c. Khamir/kapang seperti Candida abicans, Aspergillus flavus, Fusarium spp.
d. Parasit seperti Giardia lumblia, Toxoplasma gondii.
2 Spora bakteri Clostridium botulinum, Clostridium perfingens dan Bacillus cereus.
Sumber: Thaheer (2008)
Kemungkinan terjadinya kontaminasi pada produk pangan dapat
dikelompokkan menjadi tiga yaitu:
1. Pencemaran langsung (direct contamination), yaitu adanya bahan pencemar
yang masuk kedalam makanan secara langsung karena ketidaktahuan atau
kelalaian baik disengaja atau tidak, misalnya adanya penggunaan bahan
tambahan yang dilarang dan rambut dalam produk.
2. Pencemaran silang (cross contamination), yaitu pencemaran yang terjadi
secara tidak langsung, misalnya penanganan bahan mentah di lokasi yang
sama dengan penanganan produk jadi.
3. Pencemaran ulang (recontamination), yaitu pencemaran yang terjadi terhadap
makanan yang telah dimasak sempurna. Misalnya makanan yang telah
dimasak tidak dikemas/tidak dilindungi sehingga kemungkinan tercemar
dengan lalat atau kotoran lainnya (Thaheer 2008).
13
Pada produksi wafer stik, produk melalui proses pemasakan pada suhu sekitar
140 derajat celcius. Produk akhir memiliki kadar air yang rendah sehingga risiko
bahaya mikrobiologinya relatif rendah. Walaupun demikian, setelah dari oven masih
terdapat risiko bahaya. Beberapa contoh bahaya yang mungkin terjadi di PT SSI
adalah kontaminasi silang dari peralatan dan mesin yang kotor digunakan untuk
proses; kondisi kesehatan karyawan yang sakit, terluka yang menangani produk atau
bahan baku; kurangnya pengawasan lingkungan pabrik sehingga produk
terkontaminasi serangga; dan kondisi tempat penyimpanan yang tidak baik.
D.7.2. Bahaya Fisik
Beberapa contoh bahaya fisik pada produk adalah berupa pecahan kaca;
serpihan logam; batu kerikil, debu atau kotoran tanah lainnya; kayu dari palet atau
peralatan kayu; serangga; plastik keras dari peralatan; dan perhiasan seperti cincin,
anting, dan kalung. Bahaya-bahaya tesebut dapat berasal dari kegiatan pemeliharaan
rutin, peralatan yang berkarat, lampu yang tidak dilindungi atau bahan baku dari
pemasok yang sudah terkontaminasi. Penggunaan peralatan yang dapat
menghilangkan bahaya fisik seperti saringan krim dan adonan, penyaring udara dan
detektor logam haruslah diawasi rutin sehingga efektif menghilangkan bahaya fisik
selama proses dan di produk akhir.
D.7.3. Bahaya Kimia
Beberapa contoh bahaya kimia adalah alergen dari bahan baku dan
kontaminasi silang pangan alergen selama proses pengolahan; bahan pembersih yang
beracun; cat, tinta dan pelarut; dan bahan dari pemeliharaan peralatan seperti pelumas
dan oli. Bahan kemasan dan bahan baku bukan untuk pangan (food grade), seperti zat
pewarna yang dilarang, juga dapat menimbulkan kontaminasi kimia.
D.8. Langkah 7-Prinsip 2; Penetapan Critical Control Points
Ketika bahaya yang signifikan teridentifikasi dalam rencana HACCP
berhubungan dengan tahapan-tahapan proses atau bahan baku tertentu, maka
menjadi hal penting untuk menentukan apakah tahapan-tahapan tersebut merupakan
tahapan kritis (Critical Control Points/CCP) atau bukan (Control Points/CP) dalam
menjamin keamanan produk. Critical Control Point (CCP) adalah tahapan proses
atau bahan baku dimana pengontrolan dapat diterapkan dan merupakan hal yang
penting untuk melindungi ataupun mencegah bahaya keamanan pangan atau
14
menguranginya sampai pada tingkatan yang dapat diterima. Control Point (CP)
adalah tahapan dalam proses dimana pengontrolan mungkin saja terlewatkan
tanpa menimbulkan bahaya keamanan pangan secara signifikan atau dimana
bahaya keamanan pangan tidak akan mencapai tingkatan yang tidak dapat
diterima.
D.9. Langkah 8–Prinsip 3; Penetapan Batas Kritis CCP
Batas kritis adalah kriteria yang membedakan antara taraf yang dapat diterima
dengan taraf yang tidak dapat diterima. Batas kritis adalah toleransi yang menentukan
dimana tidak boleh ada pengecualian agar produk aman atau memenuhi parameter
mutu tertentu. Tim HACCP harus memahami bahaya dan cara-cara penanganannya
dalam penyusunan batas kritis. Jika tim tidak memiliki pemahaman mengenai
penentuan batas kritis, mereka harus mencari buku petunjuk teknis, petunjuk
penggunaan, jurnal-jurnal dan tenaga ahli di bidangnya, atau sumber lainnya. Batas
kritis harus mudah diukur dan dipantau secara konstan.
Batasan titik untuk setiap CCP harus divalidasi. Validasi adalah cara untuk
mendapatkan bukti bahwa elemen dari rencana aplikasi HACCP berjalan dengan
efektif, yang mampu membuktikan bahwa batas kritis yang telah kita pilih dapat
mengontrol bahaya.
D.10. Langkah 9–Prinsip 4; Menetapkan Sistem Pemantauan CCP
Pemantauan merupakan rencana pengawasan dan pengukuran
berkesinambungan untuk mengetahui apakah suatu CCP dalam keadaan terkendali
dan menghasilkan catatan yang tepat untuk digunakan dalam proses verifikasi.
Tujuan pemantauan CCP adalah sebagai berikut:
1. Mengetahui kapan sebuah CCP kehilangan kendali dan menyebabkan
meningkatnya risiko menghasilkan produk yang berbahaya.
2. Mengidentifikasi masalah sebelum hal tersebut terjadi.
3. Mengetahui secara tepat penyebab masalah tersebut.
4. Membantu memverifikasi aplikasi rencana HACCP.
Pemantauan CCP harus dicatat dan catatannya disimpan selama periode tertentu
sesuai persyaratan dari Standar dan permintaan pelanggan.
15
D.11. Langkah 10–Prinsip 5; Penetapan Tindakan Koreksi
Tindakan koreksi adalah suatu tindakan yang dilakukan bila hasil
pemantauan (Langkah 9) menunjukkan tidak terkendali, yaitu melebihi batas kritis
yang telah ditetapkan (Langkah 8). Prosedur tindakan koreksi harus mencakup dua
bagian yaitu tindakan langsung dan tindakan pencegahan. Tindakan langsung
meliputi pengaturan kembali proses sehingga kembali terkendali, penghentian proses
dan perlakuan tertentu terhadap produk yang dicurigai, seperti diganti, diproses ulang
atau dikirimkan ke pasar yang berbeda (misal ke stock feed market). Tindakan
pencegahan meliputi identifikasi akar dari permasalahan, menjalankan tindakan yang
sesuai, seperti merubah prosedur, proses, peralatan, material ataupun produk sehingga
keadaan ini tidak terulang kembali. Tindakan perbaikan juga dapat dilakukan dengan
menambah frekuensi pemanatauan dalam rencana HACCP. Verifikasi harus
dilakukan untuk mengetahui apakah perubahan telah diimplementasikan dan efektif.
D.12. Langkah 11- Prinsip 6; Penetapan Prosedur Verifikasi
Rencana HACCP harus mencakup pencatatan prosedur-prosedur verifikasi
untuk memastikan bahwa rencana HACCP telah diikuti dan dijalankan dengan
benar. Ada tiga elemen penting pada verifikasi :
1. Peninjauan internal secara berkesinambungan terhadap pengendalian dan
pencatatan tindakan koreksi untuk menjamin keseluruhan proses dan setiap
CCP terkendali;
2. Audit internal maupun eksternal untuk menjamin bahwa rencana HACCP telah
mencakup ketujuh prinsip HACCP Codex yang ada, telah diikuti dan tidak ada
perubahan proses serta masukan;
3. Validasi internal ataupun eksternal, yaitu semua bahaya yang relevan telah
teridentifikasi, perkiraan risiko bahaya yang potensial telah valid dan benar,
batas kritis benar, dan prosedur-prosedur pemantauan serta prosedur-prosedur
koreksi telah efektif.
Verifikasi keefektifan rencana HACCP harus dilakukan tim HACCP secara
teratur. Jika teridentifikasi suat perubahan maka analisa bahaya harus diulang
kembali baik untuk keseluruhan proses atau memodifikasi tahapan dalam proses
tersebut. Evaluasi kembali ini tentu saja harus didokumentasikan.
16
D.13. Langkah 12–Prinsip 7; Penetapan Dokumentasi dan Pencatatan
Dokumentasi adalah bukti tertulis bahwa tindakan tertentu telah dilakukan.
Tim HACCP hasil dari aktifitas-aktifitas yang harus didokumentasikan dalam
rencana HACCP. Pendokumentasian ini merupakan bukti yang objektif bahwa
setiap alat ukur pada prosedur pengendalian telah diterapkan dengan benar, tidak
melebihi batas kritis dan telah dilakukannya tindakan koreksi pada penyimpangan.
Audit internal, yang dijadwalkan paling sedikit setiap 6 bulan sekali pada seluruh
lingkup sistem manajemen keamanan dan mutu PT SSI, dilakukan untuk
memastikan bahwa aktifitas yang diterapkan dan dipelihara sesuai dengan yang
direncanakan serta sistem manajemen keamanan dan mutu pangan telah sesuai
dengan persyaratan Standar BRC dan efektif.
E. British Retail Consortium (BRC) the Global Standard for Food Safety
The BRC Global Standard for Food Safety pertama kali dikeluarkan pada
tahun 1998. Standar dibangun sebagai kerangka kerja bagi produsen pangan
memproduksi pangan yang aman dan mengelola mutu produk sesuai persyaratan
pelanggan. Format dan isi Standar didesain agar dapat dilakukannya suatu kajian
kesesuaian bangunan pabrik, sistem operasional dan prosedur perusahaan oleh
pihak ketiga yang kompeten yaitu Badan Sertifikasi (BRC 2011). Hingga saat ini,
terdapat lebih dari 14.000 perusahaan di lebih dari 90 negara telah tersertifikasi
the BRC Global Standard fo Food Safety (BRC-About the BRC Global Standard,
2012).
The Global Standard for Food Safety ditujukan bagi perusahaan dan
pelanggan agar sesuai dengan aturan legal keamanan pangan. Legislasi keamanan
pangan di seluruh dunia secara umum menuntut pelaku bisnis pangan untuk (BRC
2011):
1. Menjamin adanya spesifikasi detil yang absah dan konsisten dengan standar
keamanan dan GMP.
2. Memastikan pemasok mereka mampu menghasilkan produk sesuai
spesifikasi, memenuhi persyaratan legal dan melaksanakan sistem
pengendalian operasional yang sesuai.
17
3. Membuat kunjungan dari waktu ke waktu, dan jika memungkinkan,
melakukan verifikasi kompetensi pemasok atau menerima hasil audit dari
pihak lain terhadap pemasok mereka.
4. Membuat dan mempertahankan program kajian risiko pada evaluasi,
pengujian atau analisa produk.
5. Memantau dan melakukan reaksi terhadap keluhan pelanggan.
Keuntungan dari mengadopsi Standar BRC secara bisnis adalah karena Standar ini
(BRC 2011):
1. Diakui secara internasional dan sertifikasi dapat diterima oleh pelanggan di
manapun yang mengurangi waktu dan biaya untuk audit.
2. Merupakan sebuah standar dan protokol yang dapat diudit oleh pihak ketiga
yang terakreditasi yaitu Badan Sertifikasi sehingga memungkinkan
dilakukannya suatu kajian independen dan memiliki kredibilitas terhadap
sistem keamanan dan mutu pangan perusahaan.
3. Memungkinkan perusahaan yang tersertifikasi muncul dalam BRC public
directory sehingga adanya pengakuan terhadap pencapaian perusahaan dan
penggunaan logo untuk tujuan pemasaran.
4. Berada dalam ruang lingkup yang komprehensif meliputi mutu, higiene dan
keamanan produk.
5. Mengarahkan industri pangan untuk memenuhi persyaratan legal dan
persyaratan pelanggan mereka. Standar ini juga memungkinkan perusahaan
untuk memastikan pemasok mereka mengikuti tata cara sistem manajemen
keamanan pangan yang baik.
6. Menyediakan pilihan audit berupa program announced audit dan
unannounced audit sehingga sesuai dengan kebutuhan perusahaan dan
memungkinkan perusahaan mendemonstrasikan pencapaian mereka sesuai
proses operasional dan tingkat kematangan sistem keamanan pangan mereka.
Persyaratan dalam Standar BRC ini dibagi dalam 7 bagian yaitu bagian 1 tentang
Komitmen manajemen senior dan perbaikan yang berkesinambungan; bagian 2
tentang rencana HACCP; bagian 3 tentang Sistem Manajemen Keamanan dan
Mutu Pangan; bagian 4 tentang Standar Pabrik; bagian 5 tentang Pengendalian
18
Produk; bagian 6 tentang Pengendalian Proses; dan bagian 7 tentang Karyawan
(BRC 2011).
Dalam perkembangannya, Standar BRC dibangun terus-menerus
berdasarkan prinsip risiko yang jelas sesuai persyaratan, format pelaporan yang
informatif dan kompetensi auditor. Perkembangan the BRC Global Standard for
Food Safety isu 6 merupakan hasil dari proses konsultasi dari banyak saran dan
masukan dari berbagai kelompok stakeholder internasional, mewakili produsen
pangan, retailer, perusahan jasa boga dan badan sertifikasi. Pembaharuan Standar
dilakukan secara rutin yang mencerminkan pemikiran-pemikiran terbaru dalam
keamanan pangan. Perkembangan dalam BRC isu terbaru ini adalah lebih
menspesifikkan persyaratan untuk mutu dan keamanan pangan, serta soal
operasional produsen pangan. Saat ini Standar telah dipakai di seluruh dunia.
Telah banyak permintaan sertifikasi BRC bagi pemasok retailer, perusahaan jasa
boga dan perusahaan di seluruh dunia. Standar diterjemahkan dalam banyak
bahasa untuk membantu penerapannya pada berbagai bisnis pangan. Pada 1 Juli
2011 dikeluarkan isu terbaru yaitu BRC isu 6 (BRC 2011).
Kunci perubahan pada isu 6 (Food-The Global standar for Food Safety
issue 6 2012) meliputi:
a. Pengembangan dalam pengendalian benda asing, housekeeping dan higiene
dan manajemen alergen.
b. Pengenalan 2 tingkat audit tanpa pemberitahuan (unannounced audit) yang
dapat dipilih secara sukarela.
c. Mengurangi klausul untuk memastikan setiap klausul mengandung ide pokok
yang signifikan, menghasilkan konsistensi persyaratan yang nyata.
Lebih lanjut pada BRC (2011) disebutkan bahwa perubahan pada isu 6 ini adalah:
1. Pilihan kepada perusahaan dalam hal audit tanpa pemberitahuan untuk
memperoleh sertifikasi peringkat A atau B.
2. Panduan yang lebih dalam implementasi HACCP berdasarkan prinsip Codex
Alimentarius.
3. Penekanan yang lebih besar pada manajemen senior agar menunjukkan
komitmen mereka dalam mencapai tujuan yaitu mencapai mutu dan
keamanan produk dan menjamin dilakukannya tindakan koreksi.
19
4. Pengembangan pada hal utama seperti alergen dan preserved identity,
manajemen laboratorium, dan pengendalian kontaminasi fisik dan kimia.
5. Memperkenalkan sistem peringkat yang lebih jelas untuk grade B, C dan D.
Kunjungan ulang oleh Badan Sertifikasi dilakukan dalam 28 hari untuk
menverifikasi tindakan koreksi untuk peringkat C, frekuensi audit diturunkan
menjadi 6 bulan.
6. Revisi kategori produk yang fokus kepada teknologi produk yaitu
berdasarkan audit di lapangan kepada persyaratan auditor.
7. Memperkenalkan bagian baru yaitu keamanan (site security) yang
membutuhkan pengendalian akses, pelatihan karyawan, gudang penyimpanan
bahan yang aman, dan pendaftaran serta persetujuan pabrik (BRC 2011).
Sertifikat tidak dapat diberikan ke suatu perusahaan jika tidak ada peringkat
yang sesuai, jika tindakan koresi tidak diselesaikan atau tidak ada cukup bukti
yang diterima oleh Badan Sertifikasi dalam 28 hari kalender (BRC 2011).
Perlindungan keamanan pangan (food security) merupakan isu terbaru
dalam program keamanan pangan (food safety). Food security diaplikasikan
sebagai usaha untuk mengatasi ancaman maupun terorisme pangan (food
terrorism) yang dapat membahayakan keamanan pangan. Beberapa tujuan dari
terorisme pangan antara lain adalah menyebabkan ketakutan, penyakit atau
kematian penduduk, mengurangi ketersediaan dan mutu pangan, menyengsarakan
suatu bisnis pangan yang berakibat pada harga, ketersediaan dan pemasaran
produk, atau menggunakan pangan sebagai senjata politik. Dasar dari
perlindungan pangan yang efektif adalah dengan melibatkan dan
mengintegrasikan Rencana HACCP, memberikan aspek perlindungan dan
keamanan pangan dari pelaksanaan GMP, standar operasional prosedur sanitasi
yang berjalan baik dan efektif, serta program penarikan produk (recall) yang
terbaharui (Rasco dan Bledsoe 2005).
Perbandingan sistem audit pada BRC dengan beberapa sistem keamanan
pangan dunia dapat dilihat pada Tabel 3 (SAI Global 2010). Terlihat sistem BRC
dan SQF memiliki banyak persamaan namun cukup berbeda dari ISO 22.000.
BRC dan SQF sama-sama mendetilkan persyaratan terkait prerequisite
programmes atau program fundamental, seperti infrastruktur, sanitasi,
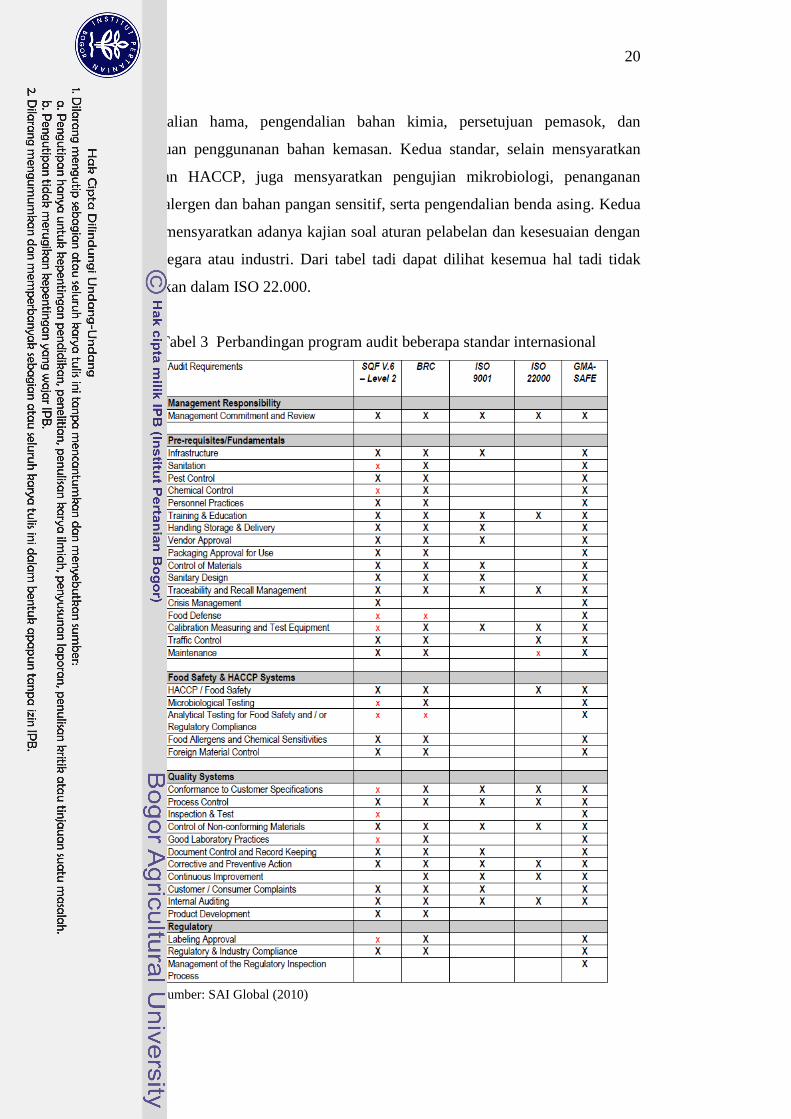
20
pengendalian hama, pengendalian bahan kimia, persetujuan pemasok, dan
persetujuan penggunanan bahan kemasan. Kedua standar, selain mensyaratkan
penetapan HACCP, juga mensyaratkan pengujian mikrobiologi, penanganan
pangan alergen dan bahan pangan sensitif, serta pengendalian benda asing. Kedua
standar mensyaratkan adanya kajian soal aturan pelabelan dan kesesuaian dengan
aturan negara atau industri. Dari tabel tadi dapat dilihat kesemua hal tadi tidak
disyaratkan dalam ISO 22.000.
Tabel 3 Perbandingan program audit beberapa standar internasional
Sumber: SAI Global (2010)
21
F. Audit pada BRC Isu 6
The Global Standard for Food Safety memberikan pilihan-pilihan audit dan
sertifikasi. Pendekatan fleksibel merupakan respon dari permintaan pasar dan
memungkinkan perusahaan untuk memilih satu pilihan audit terbaik untuk
persyaratan pelanggan, operasional pabrik dan kematangan sistem keamanan
pangan mereka. BRC isu 6 memperkenalkan sistem peringkat yang lebih jelas
untuk grade B, C dan D seperti pada Lampiran 1. Berikut ini adalah pilihan audit
pada the Global Standard for Food Safety:
1. Enrolment programme, merupakan pilihan bagi perusahaan untuk yang baru
atau yang belum tersertifikasi.
2. Audit dengan pemberitahuan (announced audit programme). Audit ini
tersedia bagi perusahaan yang telah tersertifikasi dan proses audit yang sama
dengan enrollment programme. Keberhasilan audit diberi sertifikat grade A,
B, atau C tergantung pada jumlah dan tipe non-conformities (ketidaksesuaian)
yang ditemukan. Namun tidak ada nilai A+ pada audit ini.
3. Audit tanpa pemberitahuan (unannounced audit programme). Audit hanya
berlaku bagi perusahaan yang telah tersertifikasi Standar BRC dan mendapat
peringkat A+, A, B
+ atau B. Pilihan pada unannounced audit memberikan
kesempatan bagi perusahaan untuk mendemonstrasikan kematangan sistem
mutu dan keberhasilan perusahaan, yang kemudian dapat diberi peringkat A+
(peringkat tertinggi BRC), B+ atau C
+. Audit independen terhadap sistem dan
prosedur akan memberikan kepercayaan lebih bagi pelanggan perusahaan
karena menunjukkan kemampuan perusahaan menjaga standar secara
konsisten. Terdapat dua pilihan audit tanpa pemberitahuan yaitu:
1. Pilihan 1, yaitu keseluruhan Standar diaudit pada satu kunjungan audit
tanpa pemberitahuan, biasanya berlangsung dua hari.
2. Pilihan 2, yaitu kunjungan audit dibagi menjadi 2 kunjungan terpisah,
yang masing-masing berlangsung satu hari. Audit pada kunjungan
pertama yang tidak diumumkan didominasi audit terhadap GMP. Pada
audit kedua yang direncanakan, didominasi audit terhadap sistem
dokumentasi dan catatannya (BRC 2011).
22
G. Spesifikasi dan Standar Wafer Stik
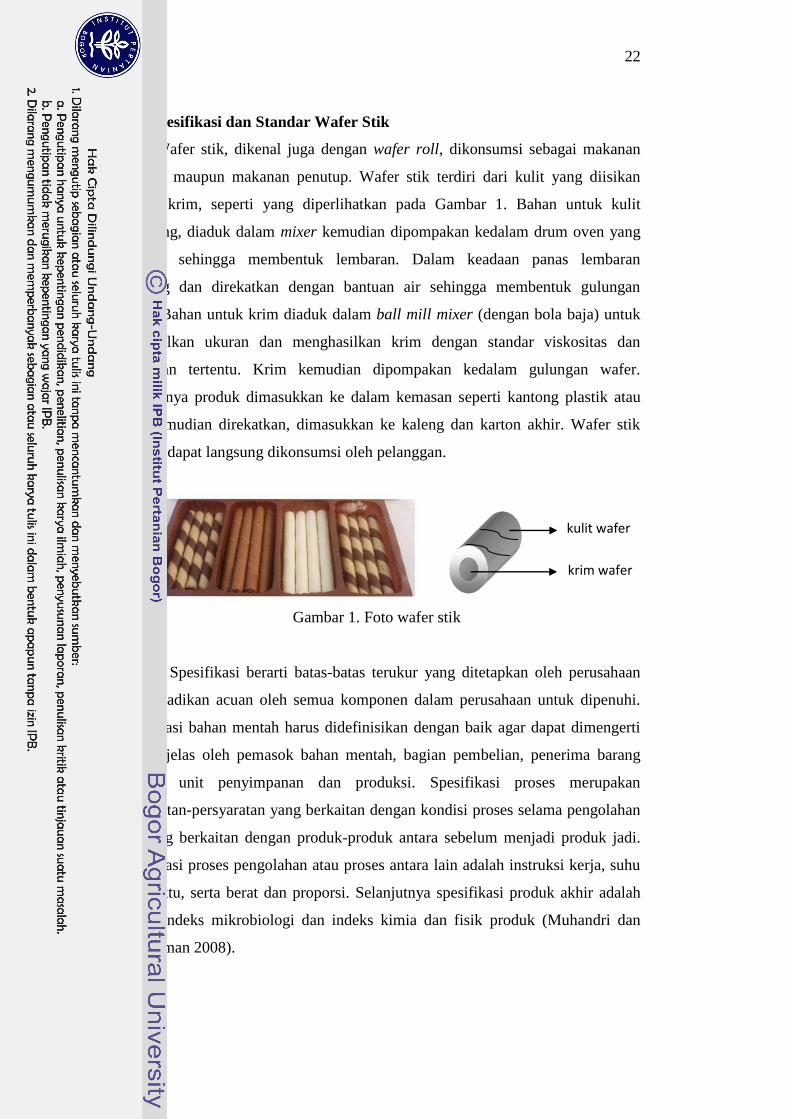
Wafer stik, dikenal juga dengan wafer roll, dikonsumsi sebagai makanan
selingan maupun makanan penutup. Wafer stik terdiri dari kulit yang diisikan
dengan krim, seperti yang diperlihatkan pada Gambar 1. Bahan untuk kulit
ditimbang, diaduk dalam mixer kemudian dipompakan kedalam drum oven yang
berputar sehingga membentuk lembaran. Dalam keadaan panas lembaran
digulung dan direkatkan dengan bantuan air sehingga membentuk gulungan
(flute). Bahan untuk krim diaduk dalam ball mill mixer (dengan bola baja) untuk
mengecilkan ukuran dan menghasilkan krim dengan standar viskositas dan
kehalusan tertentu. Krim kemudian dipompakan kedalam gulungan wafer.
Selanjutnya produk dimasukkan ke dalam kemasan seperti kantong plastik atau
tray, kemudian direkatkan, dimasukkan ke kaleng dan karton akhir. Wafer stik
tersebut dapat langsung dikonsumsi oleh pelanggan.
Gambar 1. Foto wafer stik
Spesifikasi berarti batas-batas terukur yang ditetapkan oleh perusahaan
yang dijadikan acuan oleh semua komponen dalam perusahaan untuk dipenuhi.
Spesifikasi bahan mentah harus didefinisikan dengan baik agar dapat dimengerti
dengan jelas oleh pemasok bahan mentah, bagian pembelian, penerima barang
maupun unit penyimpanan dan produksi. Spesifikasi proses merupakan
persyaratan-persyaratan yang berkaitan dengan kondisi proses selama pengolahan
dan yang berkaitan dengan produk-produk antara sebelum menjadi produk jadi.
Spesifikasi proses pengolahan atau proses antara lain adalah instruksi kerja, suhu
dan waktu, serta berat dan proporsi. Selanjutnya spesifikasi produk akhir adalah
seperti indeks mikrobiologi dan indeks kimia dan fisik produk (Muhandri dan
Kadarisman 2008).
kulit wafer
krim wafer
23
Semakin tinggi pengetahuan dan kemampuan ekonomi masyarakatnya,
semakin tinggi pula kecenderungan menuntut pangan yang lebih aman untuk
dimakan. Kemungkinan-kemungkinan bahaya pada produk pangan menyebabkan
produk menjadi tidak aman, antara lain adalah karena terjadinya kontaminasi
mikroba dan kondisi proses pengolahan yang menyebabkan mikroba tumbuh aktif
kembali selama penyimpanan dan pemasaran. Karakteristik keamanan pangan ini
dirasakan telah banyak menghambat ekspor produk pangan ke negara maju seperti
Amerika Serikat, Eropa dan Jepang karena persyaratan yang cukup berat yang
diberlakukan secara ketat. Apabila ingin bersaing mendapatkan pasar di negara-
negara tersebut, karakteristik ini harus ditangani secara intensif. Proses produksi
produk olahan yang aman harus mempertimbangkan bahan, metoda proses,
kontaminasi pasca proses, dan penentuan titik kendali kritis (Muhandri dan
Kadarisman 2008).
Wafer stik termasuk produk pangan yang memiliki parameter mutu tidak
berbeda dengan golongan biskuit pada umumnya. Standar produk yang digunakan
adalah sesuai Standar Mutu Produk Biskuit sesuai SNI 2973-2011. Kulit wafer
mengalami pemanggangan sampai lebih dari 1400C cukup panas untuk
membunuh semua bakteri pembusuk dan patogen. Jumlah TPC (Total Plate
Count) adalah maksimum 1.0 x 106, jumlah koliform adalah maksimum 20
APM/gram, jumlah E. coli adalah maksimum kurang dari 3 APM/gram, dan
jumlah kapang adalah maksimum 1x102 koloni/gram. Standar mutu berupa
cemaran mikorba biskuit sesuai SNI 2973-2011 dapat dilihat pada Tabel 4.
Prosedur pengujian cemaran mikroorganisme mengacu pada SNI 01-2897-1992.
Kadar air produk dari oven cukup rendah yaitu kurang dari 3%. Kadar air
yang rendah pada produk seperti wafer stik, membuat produk lebih awet dan
stabil terhadap kerusakan pangan. Banyak reaksi-reaksi kimia dalam sistem
pangan/biologis melibatkan aktivitas enzim tertentu, yang melibatkan air. Dalam
kondisi kering pangan relatif memiliki water activity (aw) atau aktivitas air yang
rendah, sehingga air bebas yang tersedia untuk aktivitas enzim kecil. Nilai
aktivitas air aw adalah yang paling umum digunakan untuk sebagai kriteria untuk
keamanan dan mutu pangan. Pada produk kukis, kraker, tepung roti dan pangan
24
lain yang mengandung kadar air 3-5% dengan aw 0,4 tidak memungkinkan
mikroba tumbuh, baik bakteri, kapang, maupun khamir (Kusnandar, 2010).
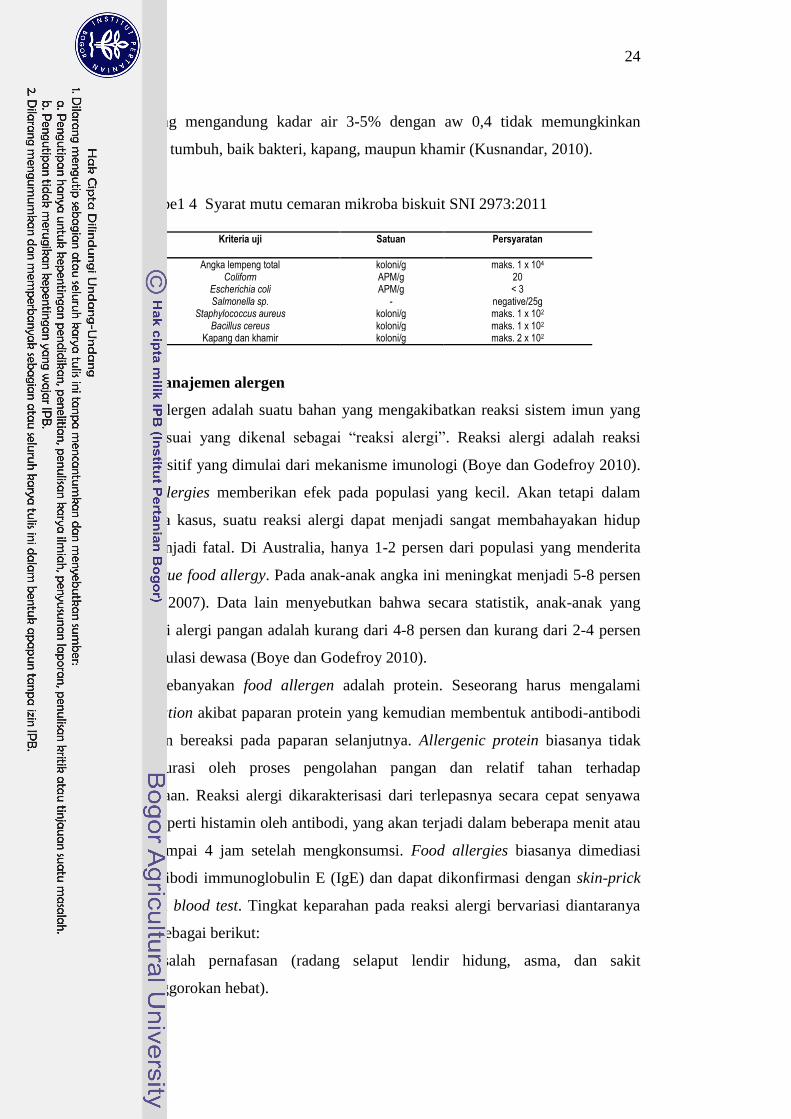
Tabe1 4 Syarat mutu cemaran mikroba biskuit SNI 2973:2011
Kriteria uji Satuan Persyaratan
Angka lempeng total koloni/g maks. 1 x 104
Coliform APM/g 20 Escherichia coli APM/g < 3 Salmonella sp. - negative/25g
Staphylococcus aureus koloni/g maks. 1 x 102
Bacillus cereus koloni/g maks. 1 x 102
Kapang dan khamir koloni/g maks. 2 x 102
H. Manajemen alergen
Alergen adalah suatu bahan yang mengakibatkan reaksi sistem imun yang
tidak sesuai yang dikenal sebagai “reaksi alergi”. Reaksi alergi adalah reaksi
hipersensitif yang dimulai dari mekanisme imunologi (Boye dan Godefroy 2010).
Food allergies memberikan efek pada populasi yang kecil. Akan tetapi dalam
beberapa kasus, suatu reaksi alergi dapat menjadi sangat membahayakan hidup
atau menjadi fatal. Di Australia, hanya 1-2 persen dari populasi yang menderita
akibat true food allergy. Pada anak-anak angka ini meningkat menjadi 5-8 persen
(AFGC 2007). Data lain menyebutkan bahwa secara statistik, anak-anak yang
memiliki alergi pangan adalah kurang dari 4-8 persen dan kurang dari 2-4 persen
dari populasi dewasa (Boye dan Godefroy 2010).
Kebanyakan food allergen adalah protein. Seseorang harus mengalami
sensitization akibat paparan protein yang kemudian membentuk antibodi-antibodi
dan akan bereaksi pada paparan selanjutnya. Allergenic protein biasanya tidak
terdenaturasi oleh proses pengolahan pangan dan relatif tahan terhadap
pencernaan. Reaksi alergi dikarakterisasi dari terlepasnya secara cepat senyawa
kimia seperti histamin oleh antibodi, yang akan terjadi dalam beberapa menit atau
lebih sampai 4 jam setelah mengkonsumsi. Food allergies biasanya dimediasi
oleh antibodi immunoglobulin E (IgE) dan dapat dikonfirmasi dengan skin-prick
test atau blood test. Tingkat keparahan pada reaksi alergi bervariasi diantaranya
adalah sebagai berikut:
a. Masalah pernafasan (radang selaput lendir hidung, asma, dan sakit
tenggorokan hebat).
25
b. Masalah gastrointestinal (mual, muntah, diare, kejang perut).
c. Masalah kulit (bintik-bintik merah dan bengkak di kulit, penyakit gatal,
dermatitis, eksim) (AFGC 2007).
Beberapa reaksi anapylasis dapat terjadi setelah kontak/mengkonsumsi
alergen dalam pangan. Hal ini menyebabkan tekanan darah turun dengan cepat,
gangguan saluran pernafasan, reaksi shock dan kegagalan multi organ. Hal ini
menjadi fatal jika tidak ditangani segera. Meskipun hanya sedikit orang dengan
food allergies yang beresiko mengalami kejadian serius, beberapa kematian
terjadi akibat mengkonsumsi pangan yang mengandung alergen yang sensitif bagi
individu tersebut (AFGC 2007).
Berbeda dengan food allergies, food intolerance secara umum lebih sering
terjadi. Reaksinya tergantung pada dosis dan melibatkan komponen bukan-protein
dalam pangan. Intolerance reactions terhadap suatu jenis pangan bisa
mengakibatkan symptoms yang tertunda, dimana efeknya tidak terlihat selama
beberapa jam setelah mengkonsumsi. Tidak ada tes laboratorium yang dapat
membuktikan food intolerance dan diagnosa dilakukan melalui pengurangan
asupan diet (AFGC 2007).
Reaksi alergi pada kondisi yang tidak beruntung dapat mengakibatkan
anaphylaxis dan bahkan kematian. Sebagai contoh kematian seorang anak
perempuan di Ontario, Kanada setelah mengkonsumsi kentang goreng yang
kontak dengan produk susu dalam kantin sekolahnya. Kasus ini meningkatkan
kepedulian tentang pangan alergen dan pemerintah di propinsi tersebut membuat
undang-undang yang dikenal sebagai “Sabrina’s law”. Aturan ini mensyaratkan
sekolah-sekolah di Ontario agar proaktif memberikan pendidikan dan persiapan
terkait alergi. Kematian Sabrina ini tidak unik dan sayangnya insiden lain telah
terjadi di seluruh dunia (Boye dan Godefroy 2010).
Terdapat lebih dari 160-180 pangan yang diketahui sebagai allergenic,
beberapa diantaranya sebagai alergen utama. Hal ini meliputi telur, susu, kedelai,
kacang tanah, tree nuts, ikan, kerang-kerangan, dan gandum (gluten) (Boye dan
Godefroy 2010). Foods Standard Australian New Zealand (FSANZ) mengatur
dalam Australian New Zealand Food Standard Code 1.2.3 terkait pencantuman 8
macam allergic foods yang diperkirkan menghasilkan 90% reaksi alergi terhadap
26
pangan tersebut. Akan tetapi disadari terdapat banyak pangan lainnya yang dapat
menyebabkan reaksi alergi tidak diatur oleh Code ini terkait pelabelan. Food
Drugs Administration (FDA) Ameriksa Serikat mengatur persyaratan pelabelan
alergen untuk 8 komoditas dalam Food Allergen Labelling and Consumer
Protetion Act of 2004 (FALCPA) (FDA 2010). Menurut Food Standard Agency
(FSA) Inggris, ada 14 macam allergenic substance yang diatur dalam Guidance
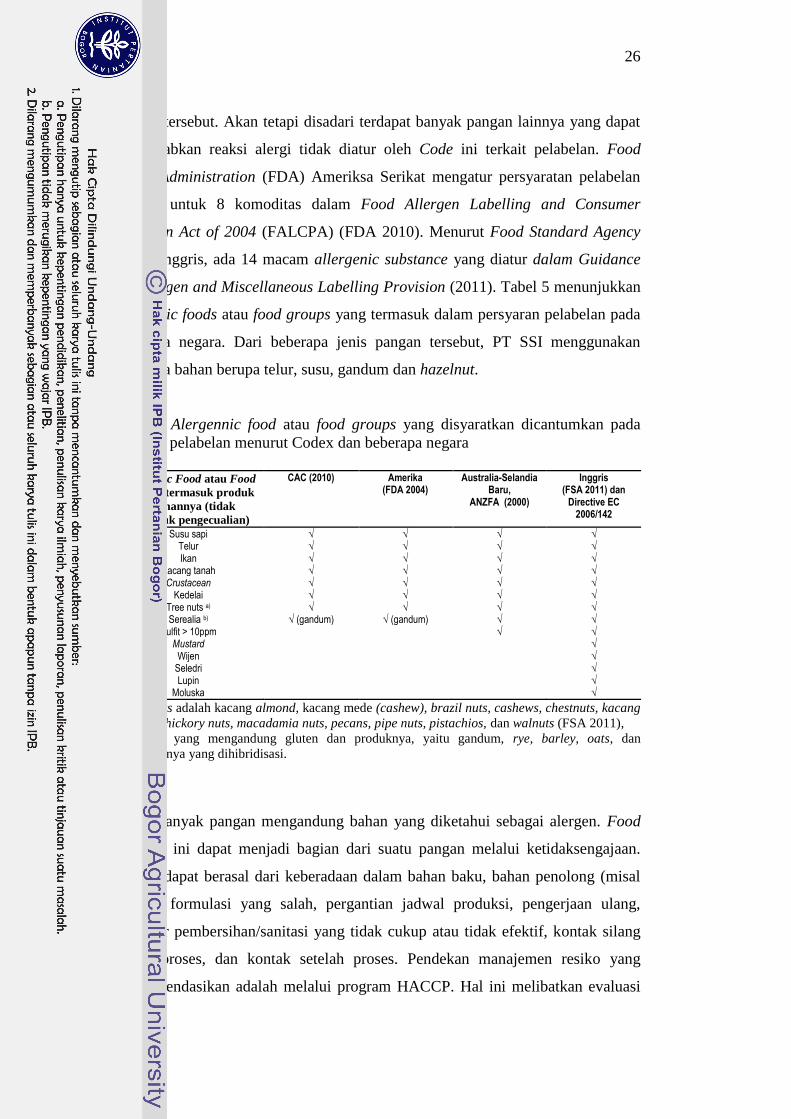
on Allergen and Miscellaneous Labelling Provision (2011). Tabel 5 menunjukkan
allergenic foods atau food groups yang termasuk dalam persyaran pelabelan pada
beberapa negara. Dari beberapa jenis pangan tersebut, PT SSI menggunakan
beberapa bahan berupa telur, susu, gandum dan hazelnut.
Tabel 5 Alergennic food atau food groups yang disyaratkan dicantumkan pada
pelabelan menurut Codex dan beberapa negara
Allergenic Food atau Food
Groups, termasuk produk
turunannya (tidak
termasuk pengecualian)
CAC (2010) Amerika (FDA 2004)
Australia-Selandia Baru,
ANZFA (2000)
Inggris (FSA 2011) dan
Directive EC 2006/142
Susu sapi √ √ √ √ Telur √ √ √ √ Ikan √ √ √ √
Kacang tanah √ √ √ √ Crustacean √ √ √ √
Kedelai √ √ √ √ Tree nuts a) √ √ √ √ Serealia b) √ (gandum) √ (gandum) √ √
Sulfit > 10ppm √ √ Mustard √
Wijen √ Seledri √ Lupin √
Moluska √
a) Tree nuts adalah kacang almond, kacang mede (cashew), brazil nuts, cashews, chestnuts, kacang
hazelnut, hickory nuts, macadamia nuts, pecans, pipe nuts, pistachios, dan walnuts (FSA 2011),
b) Serealia yang mengandung gluten dan produknya, yaitu gandum, rye, barley, oats, dan
keturunannya yang dihibridisasi.
Banyak pangan mengandung bahan yang diketahui sebagai alergen. Food
allergen ini dapat menjadi bagian dari suatu pangan melalui ketidaksengajaan.
Hal ini dapat berasal dari keberadaan dalam bahan baku, bahan penolong (misal
enzim), formulasi yang salah, pergantian jadwal produksi, pengerjaan ulang,
prosedur pembersihan/sanitasi yang tidak cukup atau tidak efektif, kontak silang
dalam proses, dan kontak setelah proses. Pendekan manajemen resiko yang
direkomendasikan adalah melalui program HACCP. Hal ini melibatkan evaluasi
27
bahaya-bahaya yang terkait dengan alur produk, dimulai dari produksi bahan baku
dan mengkaji setiap tahapan proses sampai ke pelabelan dan pengemasan produk
akhir yang siap dikonsumsi. Titik kritis dimana alergen dapat masuk selama
proses harus diidentifikasi dan adanya sistem untuk mengawasi titik kritis ini,
untuk meminimalisasi kontaminasi silang yang tidak diinginkan (AFGC 2007).
Menurut Burrows (2010), dedicated process line yaitu meliputi mesin, peralatan
produksi dan aturan yang jelas harus dilakukan untuk mencegah kontaminasi
silang alergen dalam suatu perusahaan.
Program pembersihan perusahaan memiliki peran penting dalam
manajemen alergen. Dalam konteks manajemen alergen, tujuan utama
pembersihan adalah penghilangan residu produk menggunakan teknik
pembersihan yang tepat. Penghilangan mikroorganisme adalah tujuan berikutnya
dan menjadi target kegiatan sanitasi setelah pembersihan. Dalam proses
pembersihan penggunaan udara bertekanan tinggi (compressed air) efektif untuk
membersihkan namun hendaknya dibatasi. Penggunaannya dapat menyebarkan
debu dan puing lainnya dan menerbangkan alergen dari satu area ke area lainnya
(Stone dan Yeung 2010). Penggunaan selang air juga harus diminimalisasi karena
menyebarkan alergen di dalam pabrik. Saat pembersihan, bagian-bagian peralatan
harus dilepaskan untuk menghilangkan residu alergen. Karyawan dan operator
yang terlibat dalam pembersihan harus mendapatkan pelatihan yang cukup agar
pembersihan dapat terlaksana dengan baik (AFGC 2007).
Validasi kegiatan pembersihan pada peralatan yang dipakai bersama untuk
produk pangan dengan alergen dan tidak, seperti di PT SSI, merupakan hal yang
sangat penting. Pemeriksaan secara visual pada pembersihan residu alergen
dilakukan dengna memastikan area kontak produk dan area sekitarnya yang
terkait lini proses bebas dari residu yang terlihat. Jika kebersihan dapat diperiksa
secara visual, maka harus ada validasi tambahan untuk menunjukkan allergenic
protein telah dihilangkan. Karena tidak ada aturan soal ambang batas alergen,
fasilitas pengolahan dapat menetapkan batas kritis berdasarkan resiko atau
menggunakan batas deteksi uji sebagai titik kendali kritis. Test kit enzyme-linked
immunosorbent assay (ELISA) komersial dapat digunakan oleh perusahaan untuk
28
memvalidasi kebersihan baik secara kualitaf dan kuantitatif (Stone dan Yeung
2010).
Menurut aturan Standar FSANZ pelabelan alergen dibuat dengan cara
semua informasi alergen dikelompokkan agar mudah dikenali dan tidak
tersembunyi diantara informasi lain pada label; deskripsi produk dan representasi
harus akurat; alergen dituliskan menggunakan istilah bahasa inggris yang
konsisten sesuai aturan; ukurannya harus cukup besar sehingga mudah dibaca,
menggunakan huruf sans sherif minimal 1,5mm dan warna huruf kontras berbeda
dari latar belakang (AFGC 2007). Dalam Guidance on Allergen and
Miscellaneous Labelling Provision (2011) Inggris, dinyatakan bahwa semua
bahan baku dan komponen dalam bahan baku yang ditambahkan dan ada pada
produk akhir, termasuk carry-over additives, bahan tambahan sebagai bahan
penolong, pelarut dan media bahan tambahan atau flavor, hendaklah dinyatakan
dalam label. The Food Allergen Labelling and Consumer Protection (FALCPA)
mensyaratkan pelabelan 8 alergen utama (seperti pada Tabel 5). Pelabelan tidak
dapat digunakan jika potensi atau kehadiran major food allergen adalah hasil dari
“kontak silang” dalam proses produksi, misalnya pemakaian bersama peralatan
dan lini produksi. Dalam konteks food allergens hendaklah tidak ada kontak
silang yang menyebabkan residu atau jumlah kecil allergenic foods mengenai
produk lain yang tidak seharusnya. FDA memberi pedoman kepada industri agar
pernyataan soal alergen, seperti ...,“may contain (allergen)” atau “produced in
facility that also use (allergen) tidak digunakan sebagai pengganti dari kewajiban
melakukan GMP, pernyataan tadi harus benar dan tidak membingungkan
konsumen (FDA 2010).
I. Pengendalian benda asing
Salah satu elemen kunci dalam BRC adalah pengendalian benda asing.
Pengendalian benda asing merupakan usaha deteksi untuk pencegahan masuknya
benda asing ke dalam suatu produk pangan. Keberadaan benda asing dalam
produk mengakibatkan penurunan penerimaan konsumen terhadap suatu merek
atau suatu produk dan mereka akan menjadi tidak puas. Keberadaan benda asing
menunjukkan kurangnya pengawasan dalam proses produksi pangan. bahan
29
pangan secara alami sangat kompleks dan terbuat dari bahan baku dari seluruh
dunia, dengan perbedaan dalam proses serta sistem distribusi yang masing-masing
memiliki risiko potensial mengandung kontaminasi benda asing. Kontaminan
misalnya berupa batu, tanah, pecahan, atau serangga dalam produk serealia, kulit,
tulang dan rambut pada produk hewani, dan lainnya (Marsh dan Angold, 2004).
Aturan terkait benda asing dibuat untuk melindungi kesehatan masyarakat
dari bahaya dan penyakit dari pangan yang dikonsumsinya. Aturan yang ada
meletakkan tanggung jawab kepada produsen untuk mencegah penjualan dan
konsumsi pangan atau minuman yang tidak layak dikonsumsi. Menurut Food
Safety Act 1990, pangan yang mengandung benda asing masuk dalam kategori ini.
Kontaminasi satu unit dalam suatu batch atau lot tertentu berpotensi
mengakibatkan semua batch menjadi tidak aman, kecuali perusahaan mampu
menunjukkan hal lain. Satu keluhan karena kontaminasi benda asing yang
dilaporkan ke petugas, misalnya kaca, dengan interpretasi kuat Food Safety Act
akan mengakibatkan penarikan produk batch bersangkutan yang dilakukan
sesegera mungkin, terlepas dari dimana atau bagaimana benda asing itu dapat
masuk (Hines 2004).
Benda asing (kecuali oli dan minyak) dikategorikan merupakan bahan
padat yang keberadaannya tidak diinginkan dalam pangan. Keberadaan benda
asing dalam pangan dapat menjadi isu keamanan. Derita yang diakibatkan oleh
benda asing meliputi tersedak, luka dan gigi patah; sementara dalam kasus ekstrim
mengakibatkan perlunya perawatan di rumah sakit (Gaze dan Campbell 2004).
Pecahan gelas merupakan kelompok penting dari benda asing. Ada banyak
pemberitaan di UK karena kasus ditemukannya kaca di makanan bayi pada tahun
1989. Kaca digolongkan sebagai prioritas tinggi, berpotensi menjadi perhatian
media dan bahaya yang mungkin terjadi adalah merobek mulut atau
kerongkongan (Edwards 2004).
Karyawan adalah sumber utama masuknya benda asing kedalam produk
pangan misalnya perhiasan, rambut, pulpen dan peralatan yang digunakan. Oleh
karena itu karyawan yang terlibat dalam produksi pangan diberikan pelatihan
pencegahan masuknya benda asing. Pemahaman karyawan terkait hal ini menjadi
sangat penting, agar mereka mengerti apa yang harus mereka lakukan, termasuk
30
melakukan kegiatan dengan benar dan melakukan operasioanal secara higiene.
Aturan UK Food Safety (General Food Hygiene) tahun 1995 mensyaratkan semua
orang yang bekerja di area produksi pangan hendaklah menjaga tingkat
kebersihan yang tinggi, menggunakan pakaian yang sesuai, bersih, dan jika
diperlukan, menggunakan pakaian pelindung. Pakaian pelindung yang dianjurkan
adalah hendaklah tidak memiliki kantong di luar dan dikencangkan dengan velco
strips (Gaze dan Campbell 2004).
Standar BRC mensyaratkan orang yang menangani produk, tamu dan
kontraktor, yang memasuki atau bekerja di area penanganan makanan, untuk
memakai pakaian pelindung perusahaan. Pakaian kerja dicuci rutin untuk
mencegah mengkontaminasi produk. Rambut harus sepenuhnya ditutup, termasuk
memakai penutup janggut. Aturan higiene harus terdokumentasi agar dapat diikuti
oleh semua orang termasuk tamu. Aturan ini harus secara spesifik mengatur hal-
hal seperti kuku, parfum, dan plester luka (Gaze dan Campbell 2004).
Tidak ada cara yang mampu sepenuhnya mencegah keberadaan bahan
pangan dalam makanan. Namun demikian tersedia beragam teknik untuk
mengurangi keberadaannya dalam bahan baku termasuk cara-cara manual atau
mekanis untuk menghilangkan benda asing yang tersisa di produk antara dan
produk akhir. Industri pangan menyadari bahwa pengendalian benda asing mampu
dijaga melalui penerapan HACCP (Gaze dan Campbell 2004). Hal ini meliputi (a)
mengurangi semua sumber kaca dari area produksi, (b) memasang detektor logam
pada akhir lini produksi, (c) menggunakan peralatan X-ray pada akhir lini
produksi, (d) melakukan pemisahan fisik bahan kemasan dari bahan baku dan
proses produksi, (e) menutup kaca lampu di area produksi, (f) memperhatikan
dengan seksama pemakaian baju, alas kaki, tutup kepala dan tutup janggut untuk
mengurangi kontaminasi produk dari rambut, pulpen, pensil, kancing atau benda
lainnya yang dibawa masuk ke ruang produksi (Marsh dan Angold 2004).
Sedangkan tren terbaru dalam pengendalian benda asing adalah penggunaan
peralatan dengan sistem optik, listrik/magnetik dan sistem gambar. Yang
termasuk sistem optik adalah visual system, laser system dan NIR-based
technology. Teknik elektromagnetik meliputi electromagnetic inspection,
capacitive systems, impedance techniques, impedance spectroscopy, electrical
31
resistance tomography, teknologi deteksi logam, microwave techniques, dan
magnetic field inspection. Imaging techniques meliputi nuclear magnetic
resonance (NMR) dan magnetic resonance imaging (MRI), ultrasound technique
dan metode X-ray (Gaze dan Campbell 2004).
Tim HACCP perlu menyiapkan diagram alir yang menunjukkan
keseluruhan tahapan proses, termasuk semua bahan dan kemasan yang digunakan,
yang berpotensi sebagai sumber kontaminasi benda asing. Tahapan proses
hendaklah didesain untuk menghilangkan benda asing, misal penyaringan,
pencucian, alat deteksi logam, atau pemeriksaan X-ray. Anggota tim juga harus
mengumpulkan informasi pendukung seperti lokasi pabrik, letak peralatan dan
alur pembuangan sampah. Perlu dilakukan prerequisite programmes untuk
mengendalikan potensi kontaminasi dari tahapan proses, seperti melaksanakan
program pemeliharaan dan menjaga higiene karyawan. Batas kritis benda asing
ditetapkan melalui percobaan atau studi maupun berdasarkan aturan dan pedoman
yang ada (Gaze dan Campbell 2004). Batas kritis kontaminasi logam pada produk
akhir adalah pecahan logam dengan panjang 0,3 inch (7 mm) sampai 1,0 inch
(25mm). Batas 7mm adalah yang paling jarang menyebabkan trauma atau
penyakit serius kecuali pada kelompok risiko seperti bayi, wanita hamil dan usia
lanjut (FDA 1999).
Persyaratan dalam BRC isu 6 yang terkait isu pengendalian benda asing
antara lain meliputi:
1. Peralatan yang digunakan untuk mendeteksi meliputi ayakan, saringan,
detektor metal, alat untuk sortasi optik atau X-ray, dan peralatan lainnya.
2. Jenis, lokasi dan sensitifitas alat untuk deteksi atau penghilangan benda asing
harus spesifik dan merupakan bagian sistem dokumentasi perusahaan.
3. Frekuensi pengujian peralatan deteksi harus ditetapkan.
4. Perusahaan harus mampu mengidentifikasi, menahan (hold) dan mencegah
terpakainya bahan yang tidak sesuai bila peralatan tersebut gagal.
5. Investigasi untuk mengidentifikasi sumber benda asing harus dilakukan,
dibuatkan trennya dan dilakukan upaya pencegahan untuk mengurangi
kontaminasi benda asing.
32
PT SSI melakukan pengendalian benda mudah pecah seperti pengendalian
kaca, plastik keras, keramik dan sejenisnya. Dalam prosedur tersebut diatur
metode dan frekuensi pengecekan peralatan dan mesin dan area proses yang
berpotensi pecah dan mengkontaminasi produk. Bola lampu, fixture, skylights,
dan kaca yang terpapar ke pangan hendaklah jenis yang aman atau harus
dilindungi untuk mencegah kontaminasi jika terjadi pecah. Semua peralatan
lampu yang terpapar ke produk hendaknya dipasang plasik solid (AIB 1979).
Detektor logam merupakan CCP dalam rencana HACCP di PT SSI.
Perkembangan teknologi deteksi logam dimulai setelah perang dunia II, yang lahir
dari penelitian pada deteksi radar dan frekuensi radio. Dua perusahaan Inggris
yang memulai yaitu Goring Kerr (yang sekarang dikenal Thermo Electron
Corporation) dan Rank Cintel meluncurkan produk pertama mereka bagi industri
pangan pada tahun 1948. Saat ini, yaitu 30 tahun sesudahnya, telah banyak sekali
perkembangan dan perbaikan teknologi, menjadi otomatis, lebih cepat dan lebih
hebat dalam mendeteksi. Terdapat 3 macam sistem yang digunakan saat ini yaitu
pulse technology, ferrous in foil detection dan the balanced three coil system. Tipe
terakhir merupakan tipe yang paling umum dipakai saat ini yaitu mencapai 90
sampai 95% pemakaian. Sistem ini bekerja dengan membandingkan perbedaan
sinyal yang diterima oleh 2 receiver coils, yang teletak pada sebuah transmitter
coil, di sepanjang conveyor. Receiver coil terletak pada dua sisi berlawanan,
sehingga nilai sinyal yang diterima dari transmitter coil merupakan keseimbangan
dari masing-masing. Penurunan sinyal yang diterima dibanding yang lainnya
menghasilkan nilai total nol. Logam yang dilewatkan pada medan sinyal akan
mengganggu medan listrik normal. Magnetic metal akan menaikkan voltase dan
logam non-magnetic akan menyebabkan penurunan. Ketika logam dilewatkan
pada satu coil, voltase akan berubah yang menyebabkan sinyal pada tiap receiver
coil akan berbeda dan sinyal “tidak seimbang” tadi digunakan sebagai sinyal
untuk deteksi adanya kontaminasi logam (Craigl 2004).
Jenis produk tertentu memiliki efek konduksi listrik dan yang memiliki
sifat konduktor terbesar adalah darah, garam dan kadar air. Coklat bubuk
memiliki jumlah tembaga (copper) yang nyata dan sejumlah pewarna buatan
kimia bersifat sangat magnetis. Jadi sangat mungkin produk memiliki sinyal lebih
33
kuat dibanding kontaminasi itu sendiri. Fenomena ini dikenal dengan product
effect. Peralatan pendeteksi logam sangat sensitif, mudah dipengaruhi dari efek
atau interfensi dari luar, seperti getaran dan efek listrik. Sensitifitas dari
pendeteksi dijaga dengan memberikan penutup pada sistem. Oleh karena itu
hendaklah dibuat metal-free zone, yaitu area sekitar satu setengah kali tinggi alat
dalam penutup. Sistem deteksi ini juga sensitif pada listrik statis, karena itu juga
disarankan untuk menghindari plastik. Loop effect juga hendaknya
dipertimbangkan, yaitu terjadi karena bearing rol konveyor menyebarkan energi
dan dan bagian logam terbuka dan tertutup. Loop effect terdeteksi pada jarak lima
kali dari tinggi alat. Haruslah dipahami dengan baik faktor-faktor yang
mendukung, agar sistem deteksi logam akurat dan efektif (Craig 2004).
Dalam industri pangan, sistem pemisahan adalah sistem yang paling sering
digunakan dan relevan untuk menghilangkan kontaminasi. Rangka ayakan kawat
(mesh) merupakan bagian paling kritis dalam sistem pengayakan atau
penyaringan. Kawat ayakan hendaklah dapat terdeteksi secara magnetis. Vibrator
motor biasa digunakan untuk membantu meningkatkan kapasitas mesin ayakan.
Bagian-bagian mesin ayakan dilepaskan dan dibersihkan tiap shift atau saat
pergantian produk. Masalah penggumpalan pada ayakan akan terjadi dan menjadi
perhatian jika ayakan tidak mudah dibersihkan. Oleh karena itu bagian-bagian
mesin harus dapat dilepaskan sehingga pembersihan menjadi cepat dan mudah
(O’Conell 2004).
Agar perusahaan pangan mampu memproduksi pangan yang aman,
perusahaan harus meakukan usaha untuk meminimalkan kontaminasi benda asing,
melakukan kajian sistem keamanan pangan, dan melakukan perbaikan secara
terus-menerus (Marsh dan Angold 2004). Temuan dan keluhan benda asing perlu
diteliti lebih lanjut di laboratorium untuk dapat mengetahui penyebab dan
mencegah kejadian berulang. Peningkatan kepedulian masyarakat akan
memperbanyak publisitas kejadian kontaminasi di media. Hal ini dapat
menghilangkan kepercayaan konsumen terhadap suatu jenis atau merek produk.
Tekanan menjadi lebih besar karena dapat saja kasus tersebut dibawa di
pengadilan sehingga analisa yang dilakukan terhadap kontaminasi benda asing
dituntut harus rinci dan akurat (Edwards 2004).

34
BRC mensyaratkan pengaturan orang yang masuk ke area produksi harus
dalam keadaan sehat. Orang atau karyawan berpotensi menjadi sumber penyakit
atau keracunan pangan karena dapat menjadi sumber mikroorganisme pangan,
terutama ke pangan siap saji, seperti halnya wafer stik. Sumber kontaminasi
mikroba utama dari orang adalah tangan yang tidak dicuci bersih; tingkah laku
dan higiene karyawan yang tidak baik; serta pakaian dan rambut kotor. Luka kecil
dan infeksi pada tangan dan muka serta penyakit ringan umum (misal flu, sakit
tenggorokan, dan hepatitis A tahap awal) dapat memperbesar masalah ini. Selain
bakteri pembusuk, patogen seperti Staphylococcus aureus, Salmonella serovars,
Shigella spp, Escherichia coli patogen, dan hepatitis A juga berasal dari manusia
(Ray 2001).
35
III. METODOLOGI
A. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT SSI periode Oktober 2011 sampai dengan
April 2012.
B. Metode Penelitian
Pada penelitian ini dilakukan:
1. Penyusunan identifikasi perubahan persyaratan the BRC Global
Standard for Food Safety isu 6 terhadap isu 5
Tahap ini dilakukan untuk melihat kesesuaian dan perbedaan klausul-
klausul yang dipersyaratkan di BRC isu 5 dan isu 6. Identifikasi dilakukan
dengan cara mengkaji dan membandingkan setiap klausul satu per satu di
BRC isu 5 dan 6.
2. Penetapan dokumen yang diperlukan untuk pemenuhan persyaratan the
BRC Global Standard for Food Safety isu 6
Pada tahap ini dilakukan kajian kelengkapan dan koreksi terhadap
dokumen-dokumen PT SSI dalam rangka pemenuhan persyaratan the BRC
Global Standard for Food Safety issue 6. Dokumen yang dikaji adalah
manual perusahaan, standard operating procedure (SOP), work instruction
(WI), form atau checklist, standar dan spesifikasi serta dokumen terkait
lainnya. Metode yang digunakan adalah desk evaluation.
Setiap aturan pada klausul-klausul isu 6 akan dipastikan sudah diatur
dalam dokumen prosedur atau standar di internal PT SSI dan sesuai. Bila
prosedur atau standar belum ada, maka akan ditetapkan rekomendasi
pembuatan dokumen agar memenuhi persyaratan BRC isu 6. Bila prosedur
yang terkait persyaratan sudah ada, namun masih kurang lengkap atau
berbeda dari BRC isu 6, maka akan dibuatkan rekomendasi untuk
memperbaiki dokumen tersebut. Selanjutnya akan dievaluasi juga form atau
checklist yang mengacu pada prosedur atau standar baru agar sesuai dengan
persyaratan BRC isu 6.
36
3. Penyusunan rekomendasi implementasi manajemen alergen di PT SSI
Rekomendasi implementasi disusun berdasarkan kajian persyaratan
BRC isu 6 dan implementasi manajemen alergen di PT SSI dan yang meliputi
tahap:
a. Penetapan potensi kandungan alergen dalam produk
b. Pembelian, transportasi dan penyimpanan bahan baku
c. Penyiapan per-batch
d. Produksi dan penjadwalan produksi, serta rework
e. Pengemasan dan pelabelan produk
f. Pembersihan dan sanitasi
g. Pelatihan dan pendidikan karyawan
Metode yang digunakan adalah berdasarkan desk evaluation dan pengamatan
di area pabrik PT SSI.
4. Penyusunan rekomendasi implementasi pengendalian benda asing di PT
SSI
Rekomendasi implementasi disusun berdasarkan kajian terhadap
persyaratan BRC isu 6 terkait pengendalian benda asing dan kajian
implementasi di PT SSI yang meliputi:
a. Sumber benda asing pada berbagai tahap proses mulai tahap penerimaan
bahan sampai dengan pengemasan dan pemuatan dalam kendaraan
pengangkut.
b. Standar maksimal untuk setiap benda asing yang terkait.
c. Pengendalian dan fasilitas-fasilitas yang diperlukan.
d. Verifikasi dan dokumentasi pengendalian benda asing
Metode yang digunakan adalah berdasarkan desk evaluation dan pengamatan
di area pabrik PT SSI.
IV. HASIL DAN PEMBAHASAN
Manajemen PT SSI berkomitmen memenuhi tuntutan pelanggan
diantaranya adalah menerapkan dan tersertifikasi sistem manajemen keamanan
dan mutu pangan. Sejak tahun 2006 PT SSI telah tersertifikasi antara lain BRC the
Global Standard of Food Safety, Safe and Quality Food (SQF) 2000 Level 3 dan
the Hazard Analysis Critial Control Points (HACCP) ISO 22000:2005.
Persyaratan pada standar BRC isu 6 terbagi dalam 7 bagian. Pada pembahasan
bab A penilitian ini akan dibahas kajian perubahan klausul BRC isu 6 terhadap isu
5. Selanjutnya pada bab B akan dibahas lebih lanjut tentang penetapan dokumen
yang diperlukan PT SSI dalam rangka pemenuhan persyaratan BRC isu 6. Pada
bab C akan dibahas kajian sistem manajemen alergen PT SSI serta rekomendasi
dalam rangka pengembangan manajemen alergen PT SSI. Kajian sistem
pengendalian benda asing di PT SSI dan rekomendasi dalam rangkap
pengembangan pengendalian benda asing akan dibahas pada bab D.
A. KajianPerubahan Persyaratan BRC Isu 6 terhadap Isu 5
Klausul-klausul terkait Persyaratan pada Bab 2 standar BRC the Global
Standard for Safety isu 5 dan isu 6 dijabarkan pada Tabel 6. Pada tabel ini dapat
dilihat bahwa persyaratan BRC isu 6 tetap terdiri dari 7 bagian utama, sama
seperti isu 5. Secara singkat the BRC Global Standard for Good Safety
mensyaratkan dibangun dan dipenuhinya hal-hal berikut (BRC 2011):
a. Komitmen manajemen senior. Kebutuhan sumberdaya dalam rangka
pemenuhan persyaratan Standardiuraikan pada bagian 1.
b. Rencana HACCP. Pengendalian khusus yang fokus pada bahaya keamanan
produk dan proses dalam rangka menjamin keamanan setiap produk pangan
atau lini proses diuraikan dalam bagian 2.
c. Sistem manajemen pangan. Kerangka kerja kebijakan dan prosedur
organisasi dan perusahaan dalam rangka pencapai persyaratan Standar ini
diuraikan pada bagian 3.
d. Pre-requisite programmes. Merupakan kondisi lingkungan dan operasional
dalam industri pangan yang penting untuk memproduksi pangan yang aman.
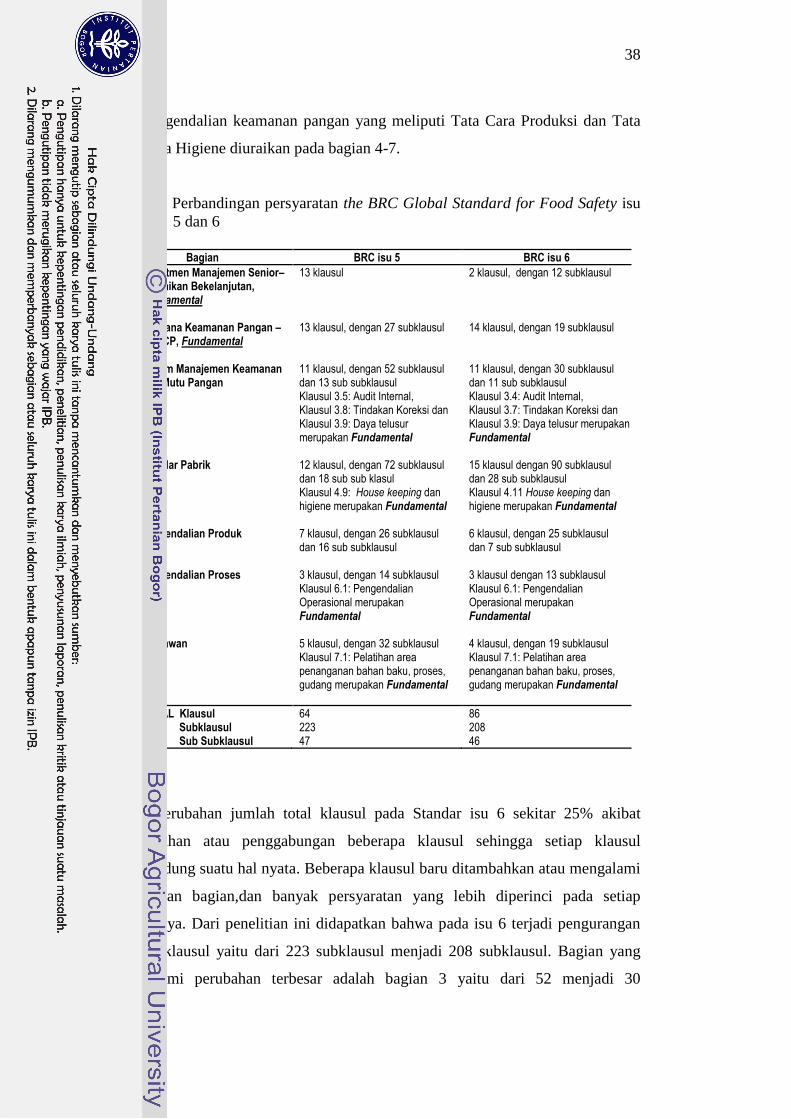
38
Pengendalian keamanan pangan yang meliputi Tata Cara Produksi dan Tata
Cara Higiene diuraikan pada bagian 4-7.
Tabel 6 Perbandingan persyaratan the BRC Global Standard for Food Safety isu
5 dan 6
Bagian BRC isu 5 BRC isu 6
1. Komitmen Manajemen Senior– Perbaikan Bekelanjutan, Fundamental
13 klausul 2 klausul, dengan 12 subklausul
2. Rencana Keamanan Pangan – HACCP, Fundamental
13 klausul, dengan 27 subklausul 14 klausul, dengan 19 subklausul
3. Sistem Manajemen Keamanan dan Mutu Pangan
11 klausul, dengan 52 subklausul dan 13 sub subklausul Klausul 3.5: Audit Internal, Klausul 3.8: Tindakan Koreksi dan Klausul 3.9: Daya telusur merupakan Fundamental
11 klausul, dengan 30 subklausul dan 11 sub subklausul Klausul 3.4: Audit Internal, Klausul 3.7: Tindakan Koreksi dan Klausul 3.9: Daya telusur merupakan Fundamental
4. Standar Pabrik 12 klausul, dengan 72 subklausul
dan 18 sub sub klasul Klausul 4.9: House keeping dan higiene merupakan Fundamental
15 klausul dengan 90 subklausul dan 28 sub subklausul Klausul 4.11 House keeping dan higiene merupakan Fundamental
5. Pengendalian Produk 7 klausul, dengan 26 subklausul dan 16 sub subklausul
6 klausul, dengan 25 subklausul dan 7 sub subklausul
6. Pengendalian Proses 3 klausul, dengan 14 subklausul Klausul 6.1: Pengendalian Operasional merupakan Fundamental
3 klausul dengan 13 subklausul Klausul 6.1: Pengendalian Operasional merupakan Fundamental
7. Karyawan 5 klausul, dengan 32 subklausul Klausul 7.1: Pelatihan area penanganan bahan baku, proses, gudang merupakan Fundamental
4 klausul, dengan 19 subklausul Klausul 7.1: Pelatihan area penanganan bahan baku, proses, gudang merupakan Fundamental
TOTAL Klausul Subklausul Sub Subklausul
64 223 47
86 208 46
Perubahan jumlah total klausul pada Standar isu 6 sekitar 25% akibat
pemindahan atau penggabungan beberapa klausul sehingga setiap klausul
mengandung suatu hal nyata. Beberapa klausul baru ditambahkan atau mengalami
pergeseran bagian,dan banyak persyaratan yang lebih diperinci pada setiap
klausulnya. Dari penelitian ini didapatkan bahwa pada isu 6 terjadi pengurangan
jumlah klausul yaitu dari 223 subklausul menjadi 208 subklausul. Bagian yang
mengalami perubahan terbesar adalah bagian 3 yaitu dari 52 menjadi 30
39
subklausul atau berkurang sekitar 70%. Bagian lainnya yang juga mengalami
perubahan nyata adalah bagian 4 yaitu penambahan sekitar 25% klausul dari72
subklausul(dengan 18 sub-subklausul)pada isu 5 menjadi 90 subklausul(dengan
28 sub-subklausul) pada isu 6. Perubahan pada bagian ini adalah karena adanya
penambahan 19 klausul baru terutama terkait pengendalian benda asing (klausul
4.10). Perubahan persyaratan pada subklausul secara rinci akan dibahas pada sub-
subbab pada pembahasan penelitian berikutnya.
Pada BRC isu 6 beberapa klausul ditetapkan sebagai klausul fundamental.
Klausul fundamental berisikan persyaratan yang menyangkut suatu sistem yang
harus dibangun, dipelihara dan dikendalikan di perusahaan yang mempengaruhi
integritas dan keamanan produk yang dihasilkan. Klausul fundamental ditandai
dengan tanda bintang pada bagian atas klausul. Kegagalan pada klausul
fundamental (misal temuan Mayor saat audit) mengakibatkan tidak akan
dikeluarkannya sertifikat pada audit awal atau ditariknya sertifikat pada audit
perpanjangan sertifikasi. Dibutuhkan audit lanjutan pada keseluruhan sistem
untuk mengumpulkan bukti-bukti pemenuhan. Pada isu 6, yang menjadi klausul
fundamental adalah klausul terkait komitmen manajemen senior–perbaikan
berkelanjutan (klausul 1.1), rencana HACCP (klausul 2), audit internal (klausul
3.4), tindakan koreksi (klausul 3.7), daya telusur (klausul 3.9), housekeeping dan
higiene (klausul 4.11), pengendalian operasional (klausul 6.1), dan pelatihan bagi
karyawan (klausul 7.1). Klausul fundamental isu 6 ini tidak berbeda dari isu 5,
hanya terjadi perubahan penomoran klausul akibat pergeseran klausul-klausul
pada isu 6.
A.1. Kajian Perubahan Persyaratan pada Bagian 1; Manajemen Senior
Dalam BRC isu 5 persyaratan bagian 1 adalah Komitmen Manajemen
Senior dan Perbaikan Berkelanjutan sedang dalam isu 6 diganti menjadi
Manajemen Senior. Kajian perubahan klausul-klausul BRC isu 5 dibandingkan isu
6 tentang manajemen senior disajikan pada Tabel 7. Pada isu 6 beberapa klausul
diatur ulang dan menarik beberapa persyaratan dari klausul 3 yaitu tentang
organisasi. Bila dalam BRC isu 5 terdapat 13 klausul maka dalam BRC isu 6
terdapat 2 klausul dengan 12 subklausul dengan perincian sebagai berikut:
40
a. Klausul 1.1 Komitmen Manajemen Senior dan Perbaikan Berkelanjutan
dengan 10 subklausul.
b. Klausul 1.2 Struktur Organisasi, Tanggung Jawab dan Otoritas Manajemen
dengan 2 subklausul.
A.1.1. Klausul 1.1; Komitmen Manajemen Senior – Perbaikan
Berkesinambungan
Tabel 7 memperlihatkan bahwa pada BRC isu 6 klausul 1.1.1 terdapat
persyaratan baru yaitu kebijakan keamanan dan keabsahan pangan perusahaan
harus ditandangani oleh manajemen senior dan wajib disosialiasikan ke karyawan.
Klausul 1.1.2 mensyaratkan menajemen senior harus menetapkan sasaran atau
target perusahaan terkait kemanan, keabsahan dan mutu. Sasaran tadi harus
memiliki target atau parameter keberhasilan yang jelas. Pada BRC isu 6 terdapat
persyaratan baru yaitu sasaran mutu tadi harus dipantau rutin serta setiap 3 bulan
sekali dilaporkan ke manajemen senior. Persyaratan baru lainnya adalah klausul
1.1.4 yaitu harus dibuatkan meeting program bulanan untuk membahas isu
keamanan, keabsahan dan mutu di perusahaan.
Standar BRC, berupa versi hard copy atau elektronik, wajib dimiliki oleh
perusahaan yang akan mensertifikasi standar (1.1.7). Dalam sistem audit pada
BRC isu 6 diperkenalkan 2 jenis audit yaitu announced audit (audit dengan
pemberitahuan) dan unannounced audit (audit tanpa pemberitahuan). Kehadiran
manajemen senior pada audit sertifikasi Standar kini menjadi persyaratan, baik
pada opening meeting maupun closing meeting (1.1.9). Pada meeting itu biasanya
pihak auditor akan menggali informasi dari pihak manajemen senior serta
menyampaikan hasil audit yang telah berlangsung. Isu 6 mensyaratkan kepala
atau manajer departemen ataupun utusannya harus ada selama masa audit. Hal ini
berhubungan dengan kelancaran audit yang sedang berlangsung.
A.1.2. Klausul 1.2; Struktur Organisasi, Tanggung Jawab dan Otoritas
Manajemen
Persyaratan baru pada isu 6 adalah perlunya sosialisasi ke karyawan terkait
tanggung jawabnya dalam pekerjaan. Instruksi kerja harus dimengerti dan dapat
diakses karyawan agar pekerjaan yang dilakukan dipastikan sesuai instruksi
(klausul 1.2.2).
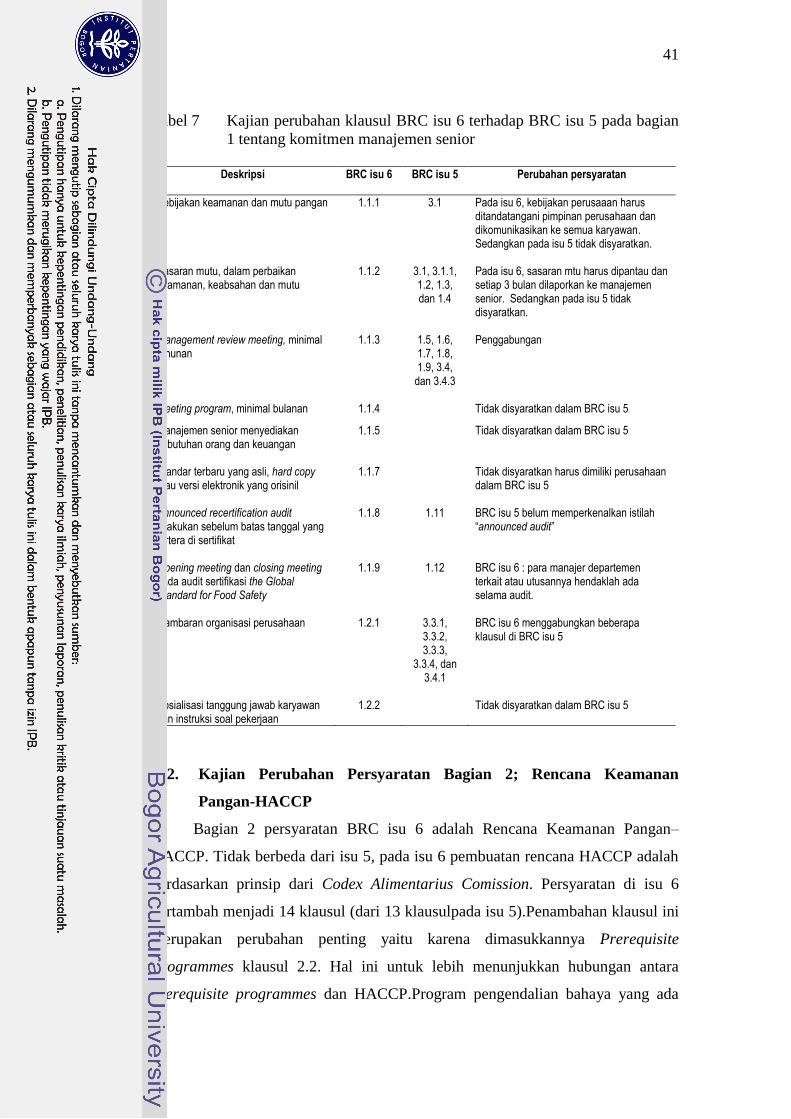
41
Tabel 7 Kajian perubahan klausul BRC isu 6 terhadap BRC isu 5 pada bagian
1 tentang komitmen manajemen senior
A.2. Kajian Perubahan Persyaratan Bagian 2; Rencana Keamanan
Pangan-HACCP
Bagian 2 persyaratan BRC isu 6 adalah Rencana Keamanan Pangan–
HACCP. Tidak berbeda dari isu 5, pada isu 6 pembuatan rencana HACCP adalah
berdasarkan prinsip dari Codex Alimentarius Comission. Persyaratan di isu 6
bertambah menjadi 14 klausul (dari 13 klausulpada isu 5).Penambahan klausul ini
merupakan perubahan penting yaitu karena dimasukkannya Prerequisite
Programmes klausul 2.2. Hal ini untuk lebih menunjukkan hubungan antara
prerequisite programmes dan HACCP.Program pengendalian bahaya yang ada
Deskripsi
BRC isu 6
BRC isu 5
Perubahan persyaratan
Kebijakan keamanan dan mutu pangan 1.1.1 3.1 Pada isu 6, kebijakan perusaaan harus ditandatangani pimpinan perusahaan dan dikomunikasikan ke semua karyawan. Sedangkan pada isu 5 tidak disyaratkan.
Sasaran mutu, dalam perbaikan keamanan, keabsahan dan mutu
1.1.2 3.1, 3.1.1, 1.2, 1.3, dan 1.4
Pada isu 6, sasaran mtu harus dipantau dan setiap 3 bulan dilaporkan ke manajemen senior. Sedangkan pada isu 5 tidak disyaratkan.
Management review meeting, minimal tahunan
1.1.3 1.5, 1.6, 1.7, 1.8, 1.9, 3.4,
dan 3.4.3
Penggabungan
Meeting program, minimal bulanan 1.1.4 Tidak disyaratkan dalam BRC isu 5
Manajemen senior menyediakan kebutuhan orang dan keuangan
1.1.5 Tidak disyaratkan dalam BRC isu 5
Standar terbaru yang asli, hard copy atau versi elektronik yang orisinil
1.1.7 Tidak disyaratkan harus dimiliki perusahaan dalam BRC isu 5
Announced recertification audit dilakukan sebelum batas tanggal yang tertera di sertifikat
1.1.8 1.11 BRC isu 5 belum memperkenalkan istilah “announced audit”
Opening meeting dan closing meeting pada audit sertifikasi the Global Standard for Food Safety
1.1.9 1.12 BRC isu 6 : para manajer departemen terkait atau utusannya hendaklah ada selama audit.
Gambaran organisasi perusahaan 1.2.1 3.3.1, 3.3.2, 3.3.3,
3.3.4, dan 3.4.1
BRC isu 6 menggabungkan beberapa klausul di BRC isu 5
Sosialisasi tanggung jawab karyawan dan instruksi soal pekerjaan
1.2.2 Tidak disyaratkan dalam BRC isu 5
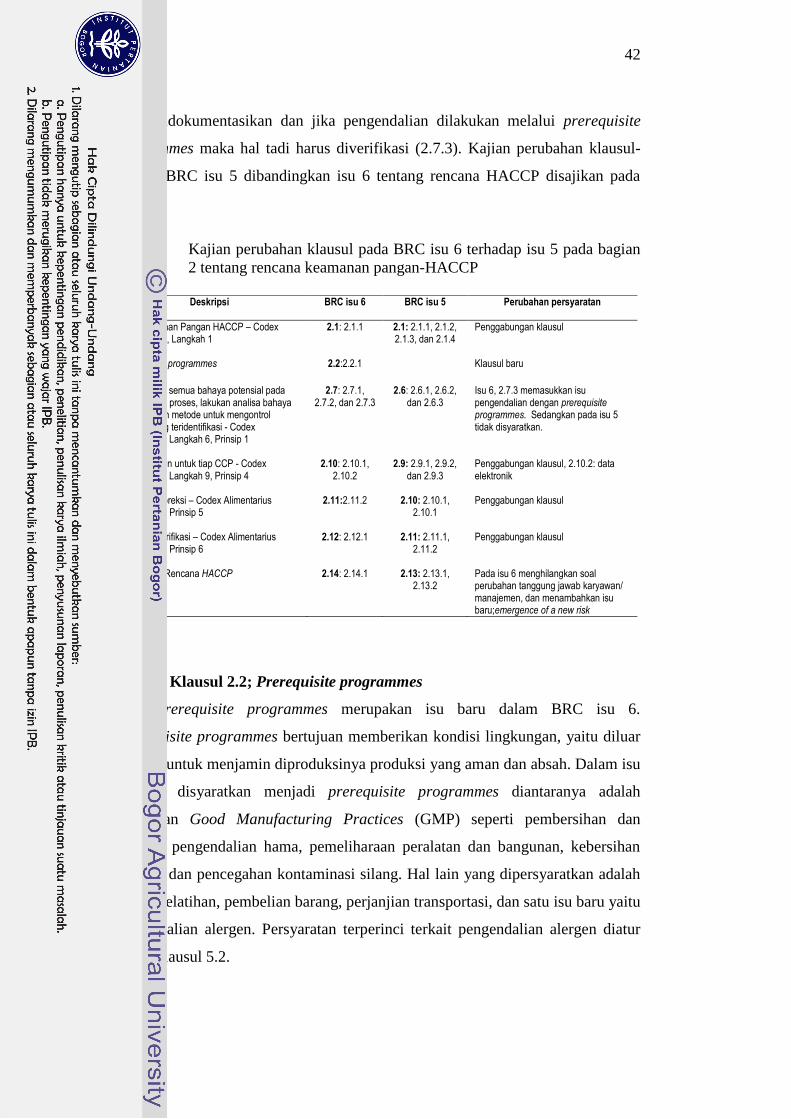
42
harus didokumentasikan dan jika pengendalian dilakukan melalui prerequisite
programmes maka hal tadi harus diverifikasi (2.7.3). Kajian perubahan klausul-
klausul BRC isu 5 dibandingkan isu 6 tentang rencana HACCP disajikan pada
Tabel 8.
Tabel 8 Kajian perubahan klausul pada BRC isu 6 terhadap isu 5 pada bagian
2 tentang rencana keamanan pangan-HACCP
A.2.1. Klausul 2.2; Prerequisite programmes
Prerequisite programmes merupakan isu baru dalam BRC isu 6.
Prerequisite programmes bertujuan memberikan kondisi lingkungan, yaitu diluar
produk, untuk menjamin diproduksinya produksi yang aman dan absah. Dalam isu
6 yang disyaratkan menjadi prerequisite programmes diantaranya adalah
penerapan Good Manufacturing Practices (GMP) seperti pembersihan dan
sanitasi, pengendalian hama, pemeliharaan peralatan dan bangunan, kebersihan
pekerja, dan pencegahan kontaminasi silang. Hal lain yang dipersyaratkan adalah
terkait pelatihan, pembelian barang, perjanjian transportasi, dan satu isu baru yaitu
pengendalian alergen. Persyaratan terperinci terkait pengendalian alergen diatur
dalam klausul 5.2.
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Tim Keamanan Pangan HACCP – Codex Alimentarius, Langkah 1
2.1: 2.1.1 2.1: 2.1.1, 2.1.2, 2.1.3, dan 2.1.4
Penggabungan klausul
Prerequisite programmes 2.2:2.2.1
Klausul baru
Pendaftaran semua bahaya potensial pada tiap tahapan proses, lakukan analisa bahaya dan tetapkan metode untuk mengontrol bahaya yang teridentifikasi - Codex Alimentarius Langkah 6, Prinsip 1
2.7: 2.7.1, 2.7.2, dan 2.7.3
2.6: 2.6.1, 2.6.2, dan 2.6.3
Isu 6, 2.7.3 memasukkan isu pengendalian dengan prerequisite programmes. Sedangkan pada isu 5 tidak disyaratkan.
Pengendalian untuk tiap CCP - Codex Alimentarius Langkah 9, Prinsip 4
2.10: 2.10.1, 2.10.2
2.9: 2.9.1, 2.9.2, dan 2.9.3
Penggabungan klausul, 2.10.2: data elektronik
Tindakan Koreksi – Codex Alimentarius Langkah 10, Prinsip 5
2.11:2.11.2 2.10: 2.10.1, 2.10.1
Penggabungan klausul
Prosedur verifikasi – Codex Alimentarius Langkah 11, Prinsip 6
2.12: 2.12.1 2.11: 2.11.1, 2.11.2
Penggabungan klausul
Pengkajian Rencana HACCP 2.14: 2.14.1 2.13: 2.13.1, 2.13.2
Pada isu 6 menghilangkan soal perubahan tanggung jawab karyawan/ manajemen, dan menambahkan isu baru;emergence of a new risk
43
A.2.2. Klausul 2.7; Daftarkan semua bahaya potensial yang ada pada tiap
tahapan proses, lakukan analisa bahaya dan tetapkan metode untuk
mengontrol bahaya yang teridentifikasi-Codex Alimentarius
Langkah 6, Prinsip 1
Dalam BRC isu 5, klausul terkait Langkah 6 prinsip 1 HACCP adalah
klausul 2.6. Selain itu, pada klausul 2.7.3. dijelaskan bila pengendalian bahaya
dilakukan dengan prerequisite programmes, maka hal ini hendaknya dinyatakan
dan perlu dilakukan validasi. Hal baru ini adalah terkait dimasukkannya
persyaratan terkait prerequisite programmes pada klausul 2.
A.2.3. Klausul 2.10;Menetapkan suatu sistem pengendalian untuk tiap
CCP-Codex Alimentarius Langkah 9, Prinsip 4
Tidak ada perubahan persyaratan mendasar pada isu 6 ini, akan tetapi mulai
menyinggung soal catatan elektronik sesuai dengan perkembangan teknologi saat
ini. Jika catatan pemeriksaan CCP dilakukan secara elektronik, maka tetap harus
ada bukti bahwa catatan tadi diperiksa dan diverifikasi. Bila dengan cara manual
biasanya verifikasi hasil pemeriksaan pada form atau checklist ditandai dengan
paraf atau tanda tangan, maka dalam catatan elektronik hal tersebut dilakukan
dengan cara yang berbeda misalnya memasukkan file yang telah diperiksa dalam
folder dengan password tertentu atau file tadi diganti menjadi format file lain
untuk tujuan membedakan dari file yang belum diverifikasi.
A.2.4. Klausul 2.14; Mengkaji Rencana HACCP
Tidak ada persyaratan yang dirubah terkait kajian rencana HACCP pada isu
6 ini. Terdapat satu hal baru soal kapan perlu dilakukan kajian rencana HACCP
yaitu bila timbulnya risiko-risiko baruseperti pemalsuan bahan baku.
A.3. Kajian Perubahan Persyaratan Bagian 3; Sistem Keamanan dan
Mutu Pangan
Pada isu 5 bagian 3 tentang sistem keamanan dan mutu pangan terdapat 52
subklausul, sedang pada isu 6 menyusut menjadi 70% menjadi 30 subklausul
(dengan 12 sub-subklausul). Pada isu 6 dilakukan re-organisasi dengan
memasukkan beberapa klausul bagian 3 terkait manajemen dan strukturorganisi
ke bagian 1 tentang Komitmen Manajemen Senior. Beberapa klausul Bagian 4
44
pada isu 5 terkait penanganan produk yang tidak sesuai dimasukkan ke dalam
klausul 3.8. Persyaratan audit internal (3.4) dikembangkan menjadi harus adanya
inspeksi proses atau lingkungan (3.4.4). Persyaratan terkait pemasok bahan baku
dipisahkan dari pemasok jasa (3.5.3). Terdapat persyaratan baru terkait
manajemen proses produksi yang dilakukan diluar perusahaan (3.5.4). Kajian
perubahan klausul isu 6 terhadap isu 5 pada bagian 3 selengkapnya dapat dilihat
pada Tabel 9.
A.3.1. Klausul 3.1.3; Prosedur dan Instruksi Kerja
Dalam klausul 3.1.3 disyaratkan bahwa prosedur dan instruksi kerja
hendaknya sangat jelas, tidak samar-samar, dalam bahasa yang sesuai, dan
terperinci. Prosedur hendaknya juga menggunakan dengan foto, diagram atau
gambar instrksi lainnya jika komunikasi tertulis saja tidak cukup misalnya karena
isu buta huruf atau bahasa asing. Hal ini sebenarnya bukanlah merupakan hal
baru, tetapi penekanan ini bertujuan agar prosedur yang ada benar-benar dipahami
dan mudah dimengerti oleh karyawan, sehingga dapat dilaksanakan sesuai
instruksi dan efektif.
A.3.2. Klausul 3.3; Penyimpanan dan Pemeliharaan Catatan
Pada BRC isu 5 (klausul 3.7.3.1) dicantumkan persyaratan terkait
penyimpanan catatan pengendalian. Pada isu 6 klausul 3.3.1 terdapat persyaratan
baru yaitu jika catatan dalam bentuk catatan elektronik, maka hendaknya tersedia
cadangan untuk mencegah kehilangan data. Kemampuan perusahaan dalam
menyimpan catatan akan menunjukkan keefektifan pengendalian keamanan,
keabsahan dan mutu produk.
BRC isu 5 (klausul 3.7.3.4) mencantumkan persyaratan soal lamanya waktu
penyimpanan catatan. Hal ini hendaknya mempertimbangkan umur simpan dan
kemungkinan perpanjangan umur produk oleh konsumen. Dalam BRC isu 6
klausul klausul 3.3.2 lamanya waktu penyimpanan tadi dipersyaratkan spesifik
yaitu selama umur simpan produk ditambah dengan 12 bulan. Artinya untuk
produk wafer stik SSI yang umur simpannya 15 bulan, maka lamanya waktu
penyimpanan catatan adalah 15 bulan ditambah 12 bulan, atau sama dengan 27
bulan.
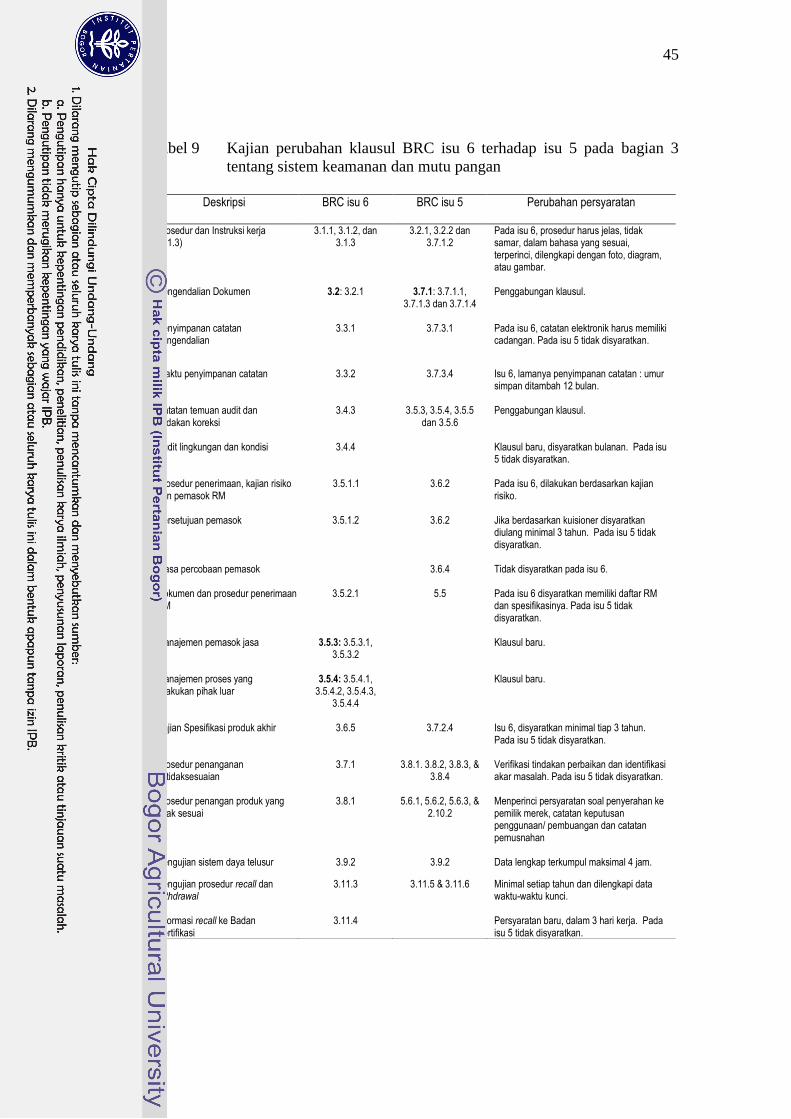
45
Tabel 9 Kajian perubahan klausul BRC isu 6 terhadap isu 5 pada bagian 3
tentang sistem keamanan dan mutu pangan
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Prosedur dan Instruksi kerja (3.1.3)
3.1.1, 3.1.2, dan 3.1.3
3.2.1, 3.2.2 dan 3.7.1.2
Pada isu 6, prosedur harus jelas, tidak samar, dalam bahasa yang sesuai, terperinci, dilengkapi dengan foto, diagram, atau gambar.
Pengendalian Dokumen 3.2: 3.2.1 3.7.1: 3.7.1.1, 3.7.1.3 dan 3.7.1.4
Penggabungan klausul.
Penyimpanan catatan pengendalian
3.3.1
3.7.3.1 Pada isu 6, catatan elektronik harus memiliki cadangan. Pada isu 5 tidak disyaratkan.
Waktu penyimpanan catatan 3.3.2 3.7.3.4 Isu 6, lamanya penyimpanan catatan : umur simpan ditambah 12 bulan.
Catatan temuan audit dan tindakan koreksi
3.4.3 3.5.3, 3.5.4, 3.5.5 dan 3.5.6
Penggabungan klausul.
Audit lingkungan dan kondisi 3.4.4 Klausul baru, disyaratkan bulanan. Pada isu 5 tidak disyaratkan.
Prosedur penerimaan, kajian risiko dan pemasok RM
3.5.1.1 3.6.2 Pada isu 6, dilakukan berdasarkan kajian risiko.
Persetujuan pemasok 3.5.1.2 3.6.2 Jika berdasarkan kuisioner disyaratkan diulang minimal 3 tahun. Pada isu 5 tidak disyaratkan.
Masa percobaan pemasok 3.6.4 Tidak disyaratkan pada isu 6.
Dokumen dan prosedur penerimaan RM
3.5.2.1 5.5 Pada isu 6 disyaratkan memiliki daftar RM dan spesifikasinya. Pada isu 5 tidak disyaratkan.
Manajemen pemasok jasa 3.5.3: 3.5.3.1, 3.5.3.2
Klausul baru.
Manajemen proses yang dilakukan pihak luar
3.5.4: 3.5.4.1, 3.5.4.2, 3.5.4.3,
3.5.4.4
Klausul baru.
Kajian Spesifikasi produk akhir 3.6.5 3.7.2.4 Isu 6, disyaratkan minimal tiap 3 tahun. Pada isu 5 tidak disyaratkan.
Prosedur penanganan ketidaksesuaian
3.7.1 3.8.1. 3.8.2, 3.8.3, & 3.8.4
Verifikasi tindakan perbaikan dan identifikasi akar masalah. Pada isu 5 tidak disyaratkan.
Prosedur penangan produk yang tidak sesuai
3.8.1 5.6.1, 5.6.2, 5.6.3, & 2.10.2
Menperinci persyaratan soal penyerahan ke pemilik merek, catatan keputusan penggunaan/ pembuangan dan catatan pemusnahan
Pengujian sistem daya telusur 3.9.2 3.9.2 Data lengkap terkumpul maksimal 4 jam.
Pengujian prosedur recall dan withdrawal
3.11.3 3.11.5 & 3.11.6 Minimal setiap tahun dan dilengkapi data waktu-waktu kunci.
Informasi recall ke Badan Sertifikasi
3.11.4 Persyaratan baru, dalam 3 hari kerja. Pada isu 5 tidak disyaratkan.
46
A.3.3. Klausul 3.4; Audit Internal
Pada BRC isu 6 terdapat pengembangan persyaratan audit internal. Klausul
3.4.4 mensyaratkan adanya program audit dalam rangka memastikan lingkungan
pabrik dan peralatan proses dipelihara pada kondisi yang sesuai untuk produksi
pangan. Inspeksi ini meliputi inspeksi higiene terhadap hasil pembersihan dan
pemeliharaan; dan inspeksi pabrik untuk identifikasi risiko ke produk yang berasal
dari bangunan atau peralatan. Frekuensi inspeksi ini ditetapkan berdasarkan pada
tingkat risiko, tetapi jangan kurang dari satu kali per bulan untuk area produk
terbuka.
A.3.4. Klausul 3.5; Persetujuan dan Pengawasan Pemasok dan Bahan Baku
Terdapat penekanan yang lebih besar dalam hal Persetujuan dan
Pengawasan Pemasok dan Bahan Baku pada BRC isu 6. BRC mensyaratkan
adanya sebuah catatan kajian risiko bahan baku ( klausul 3.5.1.1) sebagai dasar
persetujuan pemasok bahan baku dan prosedur pengambilan sampel. Persyaratan
terkait pemasok bahan baku (3.5.2) dipisahkan dari manajemen pemasok jasa
(3.5.3). Perusahaan harus dapat menunjukkan bahwa jasa yang dipasok dari luar
perusahaan telah sesuai dan berbagai risiko pada keamanan pangan telah
dievaluasi untuk memastikan keefektifan pengendalian. Jasa ini meliputi
pengendalian hama; laundri; pembersihan; perbaikan dan perawatan mesin;
transportasi dan distribusi; penyimpanan bahan baku, kemasan atau produk di
luar; laboratorium uji; jasa katering; dan pengelolaan sampah. Pada klausul 3.5.2
terdapat persyaratan baru yaitu menegaskan soal harus adanya daftar dan
spesifikasi bahan baku pada prosedur penerimaan barang (3.5.2.1).
Terdapat satu klausul baru pada isu 6 yang membahas manajemen proses
yang dikerjakan diluar (outsourced processing) yaitu klausul 3.5.4. Jika tahapan
proses dikerjakan yang termasuk dalam ruang lingkup seritikasi
disubkontraktorkan ke pihak ketiga atau pada pabrik berbeda maka hal ini harus
dikelola untuk memastikan tidak terjadinya penurunan keamanan, keabsahan dan
mutu produk. Hal ini hendaknya dijelaskan kepada pihak pemilik merek dan
mendapatkan persetujuan (3.5.4.1). Perusahaan harus memastikan subkontraktor
tadi telah disetujui dan diawasi melalui audit pabrik atau sertifikasi pihak ketiga
terhadap the BRC Global Standard for Food Safety atau standar lainnya yang
47
diakui oleh GFSI (3.5.4.2). Proses produksi yang dilakukan harus dipastikan
sesuai kontrak terkait proses dan spesifikasi produk (3.5.4.3). Perusahaan juga
harus melakukan prosedur pemeriksaan dan pengujian produk yang
disubkontraktorkan saat barang diterima, meliputi pemeriksaan visual, kimia
dan/atau mikrobiologi, tergantung kajian risiko (3.5.4.4).
A.3.5. Klausul 3.6; Spesifikasi
Pada isu 6 klausul 3.6.5 disyaratkan soal perlu dilakukannya kajian
spesifikasi produk akhir setiap kali terjadi perubahan (misal bahan baku, proses)
atau setidaknya setiap tiga tahun. Penetapan waktu minimal tiga tahun ini
sebelumnya tidakdisyaratkan secara spesifik pada isu 5 (klausul 3.7.4.2).
A.3.6. Klausul 3.7; Tindakan Koreksi
Klausul 3.7.1 mensyaratkan dilakukan tindakan koreksi terhadap
ketidaksesuaian, untuk selanjutnya tindakan koreksi tadi diverifikasi apakah telah
efektif. Selain itu akar masalah terjadi ketidaksesuain harus diketahui agar dapat
dilakukan tindakan koreksi yang sesuai. Menurut Juran (1995) masalah yang
paling berat dalam tindakan koreksi adalah bila terjadi perubahan yang sporadis
dan penyebabnya pun tidak segera dapat diketahui. Dalam hal ini hambatan
terutama terjadi dalam mendiagnosa penyebab. Diagnosa harus dilakukan
menggunakan cara dan peralatan seperti autopsi yaitu menentukan dengan tepat
gejala-gejala yang ditunjukkan oleh produk dan proses; perbandingan produk
yang dibuat sebelum dan sesudah gangguan terjadi untuk menemukan perubahan
yang ada juga perbandingan produk yang baik dengan yang jelek sesudah
gangguan terjadi; perbandingan antara proses sebelum dengan sesudah gangguan
terjadi untuk melihat parameter proses apa yang telah berubah; dan rekonstruksi
kronologi yaitu melakukan pemeriksaan rekaman dalam skala waktu (jam, hari
dan lain-lain).
A.3.7. Klausul 3.8; Penanganan Produk yang Tidak Sesuai
Isi dari klausul 3.8.1 tentang Penanganan Produk yang Tidak Sesuai pada
dasarnya tidak berbeda dari isu 5 (klausul 5.6.1, 5.6.2, 5.6.3, dan 2.10.2). Akan
tetapi ditambahkan persyaratan harus adanya prosedur penyerahan ke pemilik
merek jika memang diperlukan, misalnya oleh produsen pangan yang
memproduksi private label atau pabriknya digunakan untuk memproduksi barang
48
dengan merek si pemesan. Isu 6 juga menekankan harusnya adanya penunjukkan
orang yang diberi otoritas membuat keputusansoal penggunaan atau pembuangan
produk yang tidak sesuai, misalnya apakah produk akan dimusnahkan, dipakai
ulang dengan perlakukan tertentu atau diturunkan derajat mutunya.Semua
keputusan penggunaan atau pembuangan tadi harus tercatat, termasuk keputusan
pemusnahan barang karena alasan keamanan pangan.
A.3.8. Klausul 3.9; Daya Telusur
Pada isu 6 terdapat persyaratan waktu pengumpulan data lengkap dalam uji
daya telusur, yaitu maksimal 4 jam (klausul 3.9.2). Untuk persyaratan lainnya
tidak ada perubahan. Data yang harus bisa ditelusuri meliptui semua kode lot
bahan baku termasuk kemasan mulai dari pemasok, seluruh tahapan proses dan
pengiriman ke pelanggan atau sebaliknya. Isu ini juga mensyaratkan dilakukan uji
coba daya telusur minimal setiap tahun.
A.3.9. Klausul 3.11; Manajemen Insiden, Withdrawal dan Recall Produk
Recall produk adalah suatu cara yang bertujuan untuk menarik kembali satu
unit produk yang tidak sesuai dari konsumen dan konsumen akhir; dan
withdrawal produk adalah suatu cara yang bertujuan untuk menarik kembali satu
unit produk yang tidak sesuai dari konsmen tetapi bukan konsumen akhir (BRC
2011). Pada isu 6 terdapat persyaratan mock recall atau semacam uji coba bila
terjadi recall yang sesungguhnya perlu dilakukan setiap tahun (3.11.3). Mock
recall ini hendaklah dilengkapi dengan penjabaran waktu dari kegiatan-
kegiatanutama. Pada isu 6 juga juga terdapat persysaratan baru yaitu bila terjadi
recall produk, maka perusahaan harus melaporkan kejadian ini ke Badan
Sertifikasi yang mengeluarkan sertifikat (3.11.4).
A.4. Kajian Perubahan Persyaratan Bagian 4 - Standar Pabrik
Bagian 4 persyaratan BRC isu 6 berisikan persyaratan terkait Standar
Pabrik. Bagian 4 memuat paling banyak klausul dibanding bagian lainnya pada
Standar BRC the Global Standard for Food Safety. Dibandingkan isu 5, pada isu
6 ini jumlah klausul bertambah 25% dari 12 klausul dengan 72 subklausul
menjadi 15 klausul dengan 90 subklausul atau sekitar. Perubahan besar yang
terjadi adalah karena pengembangan persyaratan terkait sistem keamanan pada
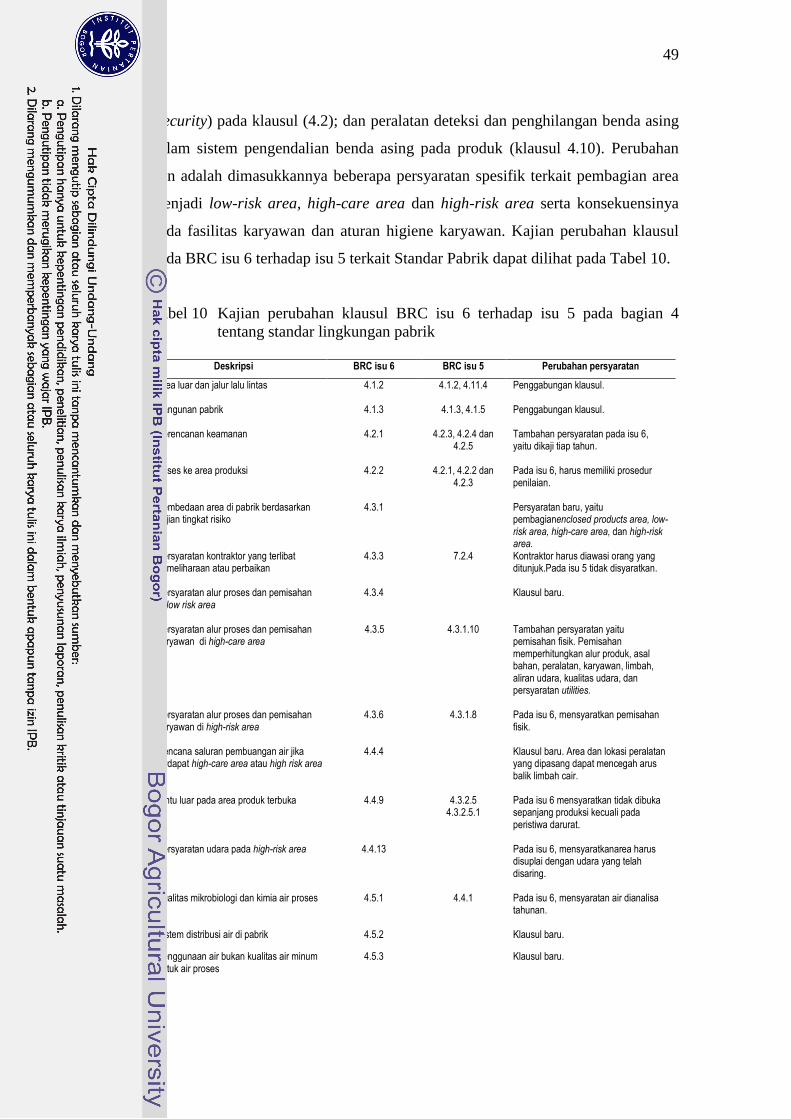
49
(security) pada klausul (4.2); dan peralatan deteksi dan penghilangan benda asing
dalam sistem pengendalian benda asing pada produk (klausul 4.10). Perubahan
lain adalah dimasukkannya beberapa persyaratan spesifik terkait pembagian area
menjadi low-risk area, high-care area dan high-risk area serta konsekuensinya
pada fasilitas karyawan dan aturan higiene karyawan. Kajian perubahan klausul
pada BRC isu 6 terhadap isu 5 terkait Standar Pabrik dapat dilihat pada Tabel 10.
Tabel 10 Kajian perubahan klausul BRC isu 6 terhadap isu 5 pada bagian 4
tentang standar lingkungan pabrik
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Area luar dan jalur lalu lintas 4.1.2 4.1.2, 4.11.4 Penggabungan klausul.
Bangunan pabrik 4.1.3 4.1.3, 4.1.5 Penggabungan klausul.
Perencanan keamanan 4.2.1 4.2.3, 4.2.4 dan 4.2.5
Tambahan persyaratan pada isu 6, yaitu dikaji tiap tahun.
Akses ke area produksi 4.2.2 4.2.1, 4.2.2 dan 4.2.3
Pada isu 6, harus memiliki prosedur penilaian.
Pembedaan area di pabrik berdasarkan kajian tingkat risiko
4.3.1 Persyaratan baru, yaitu pembagianenclosed products area, low-risk area, high-care area, dan high-risk area.
Persyaratan kontraktor yang terlibat pemeliharaan atau perbaikan
4.3.3 7.2.4 Kontraktor harus diawasi orang yang ditunjuk.Pada isu 5 tidak disyaratkan.
Persyaratan alur proses dan pemisahan di low risk area
4.3.4 Klausul baru.
Persyaratan alur proses dan pemisahan karyawan di high-care area
4.3.5 4.3.1.10 Tambahan persyaratan yaitu pemisahan fisik. Pemisahan memperhitungkan alur produk, asal bahan, peralatan, karyawan, limbah, aliran udara, kualitas udara, dan persyaratan utilities.
Persyaratan alur proses dan pemisahan karyawan di high-risk area
4.3.6 4.3.1.8 Pada isu 6, mensyaratkan pemisahan fisik.
Rencana saluran pembuangan air jika terdapat high-care area atau high risk area
4.4.4 Klausul baru. Area dan lokasi peralatan yang dipasang dapat mencegah arus balik limbah cair.
Pintu luar pada area produk terbuka 4.4.9 4.3.2.5 4.3.2.5.1
Pada isu 6 mensyaratkan tidak dibuka sepanjang produksi kecuali pada peristiwa darurat.
Persyaratan udara pada high-risk area 4.4.13 Pada isu 6, mensyaratkanarea harus disuplai dengan udara yang telah disaring.
Kualitas mikrobiologi dan kimia air proses 4.5.1 4.4.1 Pada isu 6, mensyaratan air dianalisa tahunan.
Sistem distribusi air di pabrik 4.5.2 Klausul baru.
Penggunaan air bukan kualitas air minum untuk air proses
4.5.3 Klausul baru.
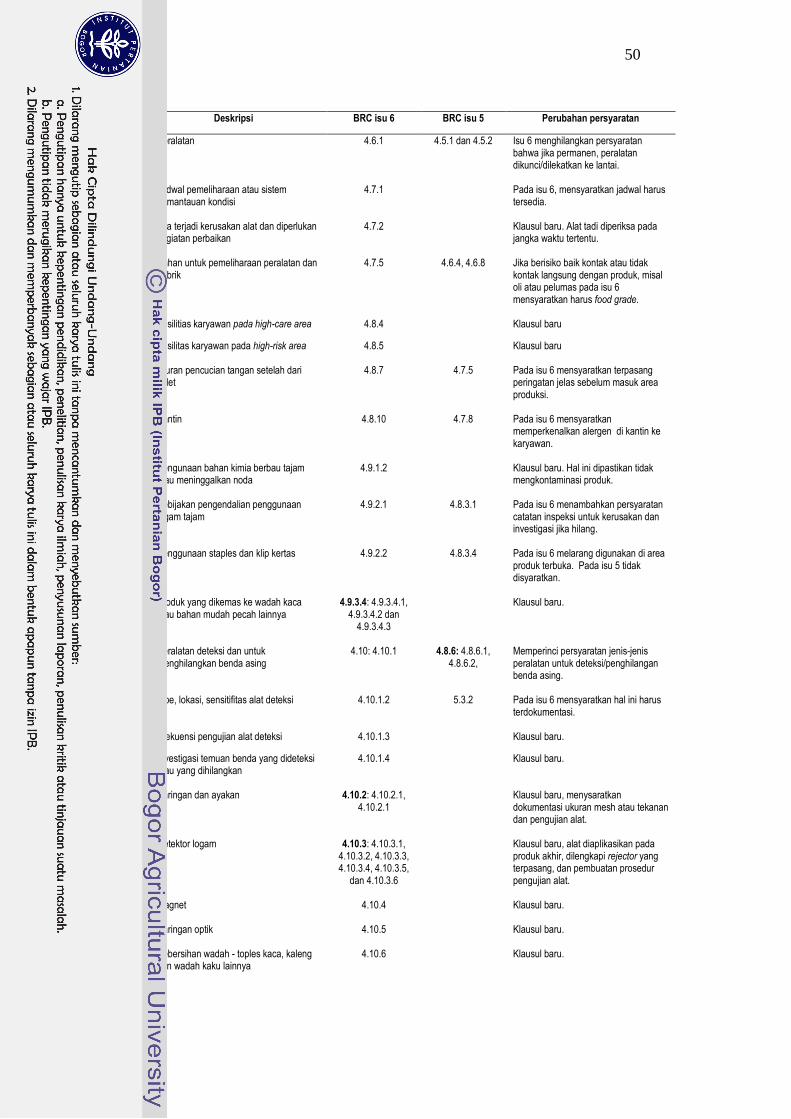
50
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Peralatan 4.6.1 4.5.1 dan 4.5.2 Isu 6 menghilangkan persyaratan bahwa jika permanen, peralatan dikunci/dilekatkan ke lantai.
Jadwal pemeliharaan atau sistem pemantauan kondisi
4.7.1 Pada isu 6, mensyaratkan jadwal harus tersedia.
Bila terjadi kerusakan alat dan diperlukan kegiatan perbaikan
4.7.2 Klausul baru. Alat tadi diperiksa pada jangka waktu tertentu.
Bahan untuk pemeliharaan peralatan dan pabrik
4.7.5 4.6.4, 4.6.8 Jika berisiko baik kontak atau tidak kontak langsung dengan produk, misal oli atau pelumas pada isu 6 mensyaratkan harus food grade.
Fasilitias karyawan pada high-care area 4.8.4 Klausul baru
Fasilitas karyawan pada high-risk area
4.8.5 Klausul baru
Aturan pencucian tangan setelah dari toilet
4.8.7 4.7.5 Pada isu 6 mensyaratkan terpasang peringatan jelas sebelum masuk area produksi.
Kantin 4.8.10 4.7.8 Pada isu 6 mensyaratkan memperkenalkan alergen di kantin ke karyawan.
Pengunaan bahan kimia berbau tajam atau meninggalkan noda
4.9.1.2 Klausul baru. Hal ini dipastikan tidak mengkontaminasi produk.
Kebijakan pengendalian penggunaan logam tajam
4.9.2.1 4.8.3.1 Pada isu 6 menambahkan persyaratan catatan inspeksi untuk kerusakan dan investigasi jika hilang.
Penggunaan staples dan klip kertas 4.9.2.2 4.8.3.4 Pada isu 6 melarang digunakan di area produk terbuka. Pada isu 5 tidak disyaratkan.
Produk yang dikemas ke wadah kaca atau bahan mudah pecah lainnya
4.9.3.4: 4.9.3.4.1, 4.9.3.4.2 dan
4.9.3.4.3
Klausul baru.
Peralatan deteksi dan untuk menghilangkan benda asing
4.10: 4.10.1 4.8.6: 4.8.6.1, 4.8.6.2,
Memperinci persyaratan jenis-jenis peralatan untuk deteksi/penghilangan benda asing.
Tipe, lokasi, sensitifitas alat deteksi 4.10.1.2 5.3.2 Pada isu 6 mensyaratkan hal ini harus terdokumentasi.
Frekuensi pengujian alat deteksi 4.10.1.3 Klausul baru.
Investigasi temuan benda yang dideteksi atau yang dihilangkan
4.10.1.4 Klausul baru.
Saringan dan ayakan 4.10.2: 4.10.2.1, 4.10.2.1
Klausul baru, menysaratkan dokumentasi ukuran mesh atau tekanan dan pengujian alat.
Detektor logam 4.10.3: 4.10.3.1, 4.10.3.2, 4.10.3.3, 4.10.3.4, 4.10.3.5,
dan 4.10.3.6
Klausul baru, alat diaplikasikan pada produk akhir, dilengkapi rejector yang terpasang, dan pembuatan prosedur pengujian alat.
Magnet
4.10.4 Klausul baru.
Saringan optik
4.10.5 Klausul baru.
Kebersihan wadah - toples kaca, kaleng dan wadah kaku lainnya
4.10.6 Klausul baru.
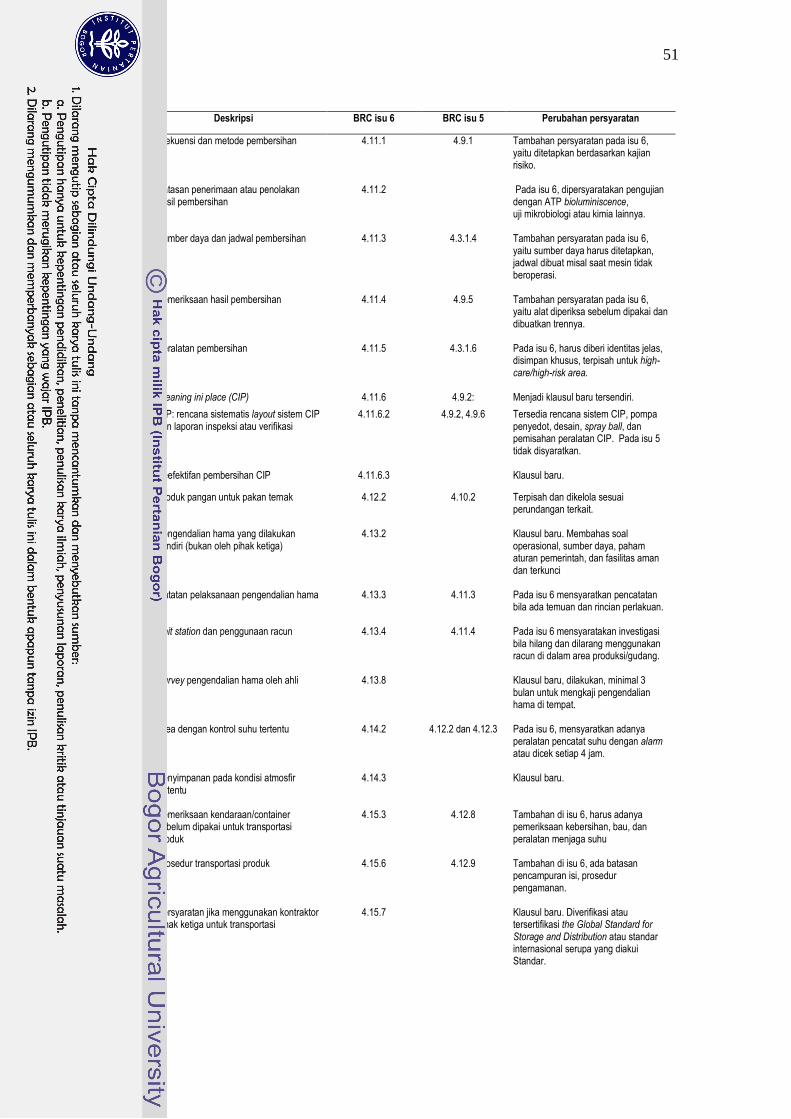
51
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Frekuensi dan metode pembersihan 4.11.1 4.9.1 Tambahan persyaratan pada isu 6, yaitu ditetapkan berdasarkan kajian risiko.
Batasan penerimaan atau penolakan hasil pembersihan
4.11.2 Pada isu 6, dipersyaratakan pengujian dengan ATP bioluminiscence, uji mikrobiologi atau kimia lainnya.
Sumber daya dan jadwal pembersihan 4.11.3 4.3.1.4 Tambahan persyaratan pada isu 6, yaitu sumber daya harus ditetapkan, jadwal dibuat misal saat mesin tidak beroperasi.
Pemeriksaan hasil pembersihan 4.11.4 4.9.5 Tambahan persyaratan pada isu 6, yaitu alat diperiksa sebelum dipakai dan dibuatkan trennya.
Peralatan pembersihan 4.11.5 4.3.1.6 Pada isu 6, harus diberi identitas jelas, disimpan khusus, terpisah untuk high-care/high-risk area.
Cleaning ini place (CIP) 4.11.6 4.9.2: Menjadi klausul baru tersendiri.
CIP: rencana sistematis layout sistem CIP dan laporan inspeksi atau verifikasi
4.11.6.2 4.9.2, 4.9.6 Tersedia rencana sistem CIP, pompa penyedot, desain, spray ball, dan pemisahan peralatan CIP. Pada isu 5 tidak disyaratkan.
Keefektifan pembersihan CIP 4.11.6.3 Klausul baru.
Produk pangan untuk pakan ternak 4.12.2 4.10.2 Terpisah dan dikelola sesuai perundangan terkait.
Pengendalian hama yang dilakukan sendiri (bukan oleh pihak ketiga)
4.13.2 Klausul baru. Membahas soal operasional, sumber daya, paham aturan pemerintah, dan fasilitas aman dan terkunci
Catatan pelaksanaan pengendalian hama 4.13.3 4.11.3 Pada isu 6 mensyaratkan pencatatan bila ada temuan dan rincian perlakuan.
Bait station dan penggunaan racun 4.13.4 4.11.4 Pada isu 6 mensyaratakan investigasi bila hilang dan dilarang menggunakan racun di dalam area produksi/gudang.
Survey pengendalian hama oleh ahli 4.13.8 Klausul baru, dilakukan, minimal 3 bulan untuk mengkaji pengendalian hama di tempat.
Area dengan kontrol suhu tertentu 4.14.2 4.12.2 dan 4.12.3 Pada isu 6, mensyaratkan adanya peralatan pencatat suhu dengan alarm atau dicek setiap 4 jam.
Penyimpanan pada kondisi atmosfir tertentu
4.14.3 Klausul baru.
Pemeriksaan kendaraan/container sebelum dipakai untuk transportasi produk
4.15.3 4.12.8 Tambahan di isu 6, harus adanya pemeriksaan kebersihan, bau, dan peralatan menjaga suhu
Prosedur transportasi produk 4.15.6 4.12.9 Tambahan di isu 6, ada batasan pencampuran isi, prosedur pengamanan.
Persyaratan jika menggunakan kontraktor pihak ketiga untuk transportasi
4.15.7 Klausul baru. Diverifikasi atau tersertifikasi the Global Standard for Storage and Distribution atau standar internasional serupa yang diakui Standar.
52
A.4.1. Klausul 4.2; Keamanan
Sistem kemanan dibangun untuk memastikan produk dilindung dari
pencurian atau kontaminasi yang disengaja saat berada dalam lingkungan pabrik.
Masalah keamanan, baik lingkungan pabrik dan produk menjadi isu yang
mengalami perkembangan nyata dalam Standar ini. Isu 6 mensyaratkan harus
dilakukannya kajian risiko pengaturan keamanan di pabrik. Kajian ini harus
dilakukan setiap tahun (klausul 4.2.1). Selain itu isu 6 mensyaratkan adanya
kajian penentuan akses masuk ke area produksi dan area penyimpanan tertentu
berdasarkan resiko. Hanya karyawan yang memiliki otoritas yang diperbolehkan
masukke suatu area. Akses kontraktor dan tamu juga harus dikendalikan (klausul
4.2.2).
A.4.2. Klausul 4.3; Layout, Alur Produk dan Pemisahan
Layout, Alur Produk dan Pemisahan merupakan klausul fundamental pada
BRC. Pada isu 6 terdapat persyaratan baru soal pembagian area di pabrik yaitu
berdasarkan kajian tingkat risiko kontaminasi. Area dibagi menjadi enclosed
product area, low-risk area, high-care area, dan high-risk area (klausul 4.3.1). Di
bagian penjelasan buku BRC isu 6 diterangkan panduan pembagian area ini
berupa pohon keputusan dan konsekuensi pembagian area berdasarkan risiko
terlihat pada klausul-klausul terkait. Higiene pabrik, bangunan, peralatan dan
pakaian pelindung/higiene karyawan yang diterapkan pada tiap area diharapkan
hendaknya menunjukkan risiko potensial terhadap produk. Penetapan area juga
membantu dalam penetapan pembatasan pergerakan orang dan bahan antar area.
Alur proses pada low-risk area disyaratkan dalam klausul baru tersendiri pada isu
6 yaitu 4.3.4. Persyaratan baru lain lainnya adalah tamu dan kontraktor serta supir
yang masuk ke area pabrik termasuk kontraktor yang terlibat kegiatan
pemeliharaan dan perbaikan, hendaklah diawasi oleh orang yang ditunjuk (klausul
4.3.3). Pada klausul 4.3.5 ditegaskan soal persyaratan alur proses dan pemisahan
pemisahan fisik alur produk, bahan, peralatan, karyawan, sampah, aliran udara,
udara dan utilities pada high-care area. Namun jika diputuskan tidak
menggunakan pemisahan fisik, maka perlu dilakukan evaluasi soal risiko
kontaminasi silang dan perlindungan produk. Persyaratan pada high-risk area
53
pada klausul 4.3.6 dipersyaratkan adanya pemisahan fisik alur produk, bahan,
peralatan, karyawan, sampah, aliran udara, udara dan utilities.
A.4.3. Klausul 4.4; Bangunan Pabrik
Terdapat perubahan persyaratan terkait bangunan pabrik pada isu 6 ini.
Hendaknya tersedia rencana saluran pembuangan limbah di high-care area atau
high-risk area yang menunjukkan arah aliran limbah dan lokasi peralatan untuk
mencegah arus balik limbah cair (4.4.4).Pintu luar yang menuju ke area produk
terbuka tidak boleh dibuka sepanjang produksi kecuali pada peristiwa darurat
(4.4.9). Pada isu 5 belum spesifik menyebutkan larangan membuka pintu luar di
area produk terbuka tersebut. Pintu pada enclosed product area masih boleh
dibuka tetapi dengan pengaturan tertentu. Persyaratan baru lainnya adalah high
risk area hanya boleh disuplai dengan udara yang telah disaring dengan
spesifikasi saringan dan frekuensi penggantian udara yang didokumentasikan
(4.14.13).
A.4.4. Klausul 4.5;Utilities – Air, Es, Udara, dan Gas Lainnya
Mutu air yang disuplai ke proses, baik sebagai bahan baku, persiapan bahan
maupun pembersihan di pabrik, hendaknya merupakan air minum (potable),
sehingga tidak menimbulkan risiko kontaminasi. Kualitas mikrobiologi dan kimia
air ini sekarang harus diperiksakan, minimal setiap tahun (klausul 4.5.1). Jika
perundangan masih memperbolehkan penggunaan air yang bukan mutu air minum
(misal untuk gudang, pembersihan ikan), maka air tadi harus memenuhi
persyaratan hukum terkait (klausul 4.5.3). Klausul 4.5.2 memuat persyaratan baru
yaitu pabrik harus memiliki sistem distribusi air, meliputi tangki penampungan,
pengolah air dan daur ulang air. Perencanaan ini digunakan sebagai dasar
sampling air dan manajemen mutu air
A.4.5. Klausul 4.6; Peralatan
Terdapat sedikit persyaratan baru terkait peralatan pada BRC isu 6. Desain
dan penempatan peralatan dipastikan agar peralatan dapat dibersihkan dan
dipelihara dengan baik (4.6.1). Pada isu 6 tidak lagi menyebutkan persyaratan
bahwa jika peralatan dipasang permanen maka peralatan dipastikan dikunci/
melekat ke lantai (4.5.2).
54
A.4.6. Klausul 4.7; Pemeliharaan
Pada isu 6 mewajibkan jadwal pemeliharaan (maintenance schedule) atau
suatu sistem pemantauan kondisi yang meliputi seluruh pabrik dan peralatan
proses (4.7.1). Klausul 4.7.2 memuat persyaratan baru yaitu bila ada tambahan
program pemeliharaan, dimana berisiko terhadap kontaminasi benda asing yang
ditimbulkan dari kerusakan peralatan, maka peralatan tadi hendaknya diperiksa
pada periode tertentu, hasil pemeriksaan didokumentasikan dan dilakukan
tindakan sesuai. Pada isu 6 juga spesifik mensyaratkan bahan untuk pemeliharaan
peralatan dan pabrik, yang dapat berisiko karena kontak langsung atau tidak
langsung dengan bahan baku, produk antara atau produk jadi, seperti minyak
pelumas, hendaknya food grade (4.7.5).
A.4.7. Klausul 4.8; Fasilitas Karyawan
Seperti telah disebutkan sebelumnya Standar isu 6 mensyaratkan
menetapkan area berdasarkan risiko berupa low risk ara,high-care area dan/atau
high-risk area. Persyaratan fasilitas karyawan pada high-care area dan high-risk
area tersebut disebutkan secara spesifik pada klausul 4.8.4 dan 4.8.5 yaitu terkait
pakaian pelindung, alas kaki, pencucian tangan, dan desinfeksi. Terdapat sedikit
perbedaan antara kedua area ini yaitu fasilitas ruang ganti di high-risk area harus
berada pada pintu masuk areadan karyawan wajib menggunakan alas kaki khusus
untuk area tersebut, tidak terkecuali tamu.
Aturan pencucian tangan tidak mengalami perubahan, namun
aturanpencucian tangan yang benar perlu dipasang pada fasilitas cuci tangan
(4.8.6). Terdapat sedikit pengembangan persyaratan fasilitas kantin di pabrik yaitu
hendaknya ada pengendalian untuk mencegah kontaminasi ke produk, misalnya
sumber keracunan makanan dan pengenalan allergenic material di pabrik
(4.8.10).
A.4.8. Klausul 4.9; Pengendalian Kontaminasi Kimia dan Fisik Produk
Persyaratan terkait pengendalian kontaminasi kimia dan fisik pada BRC isu
6 mengalami pengembangan. Pada klausul baru 4.9.1.2 tentang pengendalian
bahan kimia disyaratkan bahwa jika menggunakan bahan kimia yang berbau tajam
atau dapat meninggalkan noda, misalnya untuk pengerjaan bangunan pabrik,
maka tidak boleh sampai mengkontaminasi produk. Aturan baru pada
55
pengendalian logam adalah pada klausul 4.9.2.1 yaitu perlu adanya catatan
inspeksi untuk kerusakan dan investigasi jika ada benda logam yang hilang.
Aturan baru lainnya adalah larangan penggunaan staples dan klip kertas di area
produk terbuka (4.9.2.2).
Pada isu 6 terdapat klausul baru 4.9.3.4 yaitu persyaratan tentang produk
yang dikemas dalam wadah kaca atau bahan mudah pecah lainnya. Penyimpanan
wadah kaca atau bahan mudah pecah harus terpisah dari tempat penyimpanan
bahan baku, produk dan kemasan lainnya (4.9.3.4.1).Klausul 4.9.3.4.2
mensyaratkan secara rinci prosedur penanganan bila wadah kaca atau bahan
mudah pecah sampai pecah. Sistem penanganan pecahan wadah harus dibuat
dalam rangka menghilangkan dan membuang produk yang beresiko karena
berdekatan pecahan. Pembersihan lini atau peralatan yang mungkin
terkontaminasi oleh pecahan wadah haruslah efektif. Pembersihan pecahan tadi
tidak boleh mengakibatkan penyebaran pecahan misal dengan penggunaan air
atau udara bertekanan tinggi. Peralatan kebersihan khusus untuk membersihkan
pecahan harus tersedia dengan identitas jelas (misal kode warna). Peralatan
tersebut hendaknya disimpan terpisah dari peralatan kebersihan lainnya. Tempat
sampah tertutup harus disediakan khusus untuk wadah dan pecahan tadi. Catatan
inspeksi peralatan produksi yang dilakukan setelah pembersihan pecahan harus
tersedia dalam rangka memastikan pembersihan yang dilakukan telah benar-benar
menghilangkan resiko kontaminasi lebih lanjut. Orang yang memiliki wewenang
mengijinkan lagi produksi setelah pembersihan harus ditetapkan.
A.4.9. Klausul 4.10; Peralatan Deteksi dan Penghilangan Benda Asing
Klausul 4.10 terkait Peralatan Deteksi dan Penghilangan Benda Asing
banyak mengalami perubahan pada isu 6 ini. Perkembangan kemajuan teknologi
pada peralatan deteksi dan menghilangkan benda asing disebutkan dalam klausul
4.10.1. Tipe, lokasi dan sensitifitas alat hendaklah didokumentasikan oleh
perusahaan (4.10.1.2). Frekuensi pengujian alat ditentukan dengan
mempertimbangan persyaratan konsumen dan kemampuan perusahaan untuk
menetapkan, menahan dan mencegah terpakainya bahan yang tidak sesuai, jika
peralatan tadi mengalami kegagalan (4.10.1.3). Temuan benda asing yang
dideteksi atau dihilangkan hendaklah diinvestigasi. Informasi terkait bahan yang
56
ditolak hendaknya digunakan untuk menetapkan tren dan menjadi dasar
pencegahan dalam rangka mengurangi kemungkinan terjadinya kontaminasi
benda asing (klausul 4.10.1.4).
Aturan baru terkait lainnya adalah klausul 4.10.2 tentang Saringan dan
Ayakan. Saringan dan ayakan haruslah memiliki spesifikasi ukuran mesh atau
tekanan tertentu berdasarkan potensi risiko (klausul 4.10.2.1) dan frekuensi
pemeriksaan atau pengujian alat ditetapkan berdasarkan risikonya (klausul
4.101.2.2). Semua hal tadi harus tercatat.
Persyaratan tentan peralatan detektor logam dan peralatan X-ray diatur
dalam klausul tersendiri yaitu subklausul 4.10.3 dengan 6 sub-subklausul. Alat ini
hendaklah digunakan kecuali ada kajian risiko bahwa alat ini tidak mampu
memperbaiki perlindungan produk akhir dari bahaya kontaminasi logam
(4.10.3.1). Alat hendaknya digunakan untuk produk yang telah dikemas
(4.10.3.2). Alat harus dilengkapi dengan sistem reject berupa alat reject otomatis,
belt stop system atau in-line detector (4.10.3.3). Dokumen prosedur dan catatan
pelaksanaan pengujian alat harus tersedia (4.10.3.4). Dalam prosedur pengujian
alat hendaklah menggunakan test piece dengan diameter tertentu dan ditandai
dengan jenis logamnya (besi, non-besi tertentu dan stainless steel). Jika detektor
logam digabung dengan conveyor maka test piece hendaknya dilewatkan sedekat
mungkin dengan pusat alat (4.10.3.5). Perusahaan harus menetapkan tindakan
koreksi dan prosedur dokumentasi jika pengujian alat menunjukkan kegagalan
mendeteksi benda asing (4.10.3.6).
Terdapat persyaratan-persyaratan baru terkait peralatan deteksi atau
penghilangan lainnya pada isu 6, yaitu magnet (4.10.4) dan peralatan sortir optik
(4.10.5). Tipe, lokasi dan kekuatan magnet hendaknya tercatat dan prosedur
inspeksi, pembersihan, uji kekuatan, dan uji integritas harus tersedia. Setiap unit
peralatan sortir optik hendaknya diuji sesuai dengan instruksi atau rekomentasi
dari perusahaan pembuat. Catatan semua pengujian alat hendaknya dipelihara.
Perysaratan baru lainnya adalah soal pembersihan wadah toples kaca, kaleng dan
wadah keras lainnya. Hendaknya dilakukan kajian risiko untuk meminimalkan
kontaminasi yang berasal dari wadah-wadah tersebut (4.10.6).
57
A.4.10. Klausul 4.11;Housekeeping dan higiene
Klausul housekeeping dan higiene merupakan bagian fundamental dalam
BRC. Pada isu 6 juga cukup banyak perubahan persyaratan terkait hal ini seperti
pada Tabel 10. Frekuensi dan metode pembersihan hendaknya ditetapkan
berdasarkan kajian risiko (4.11.1). Batas penerimaan atau penolakan hasil
pembersihan perlu ditetapkan berdasarkan bahaya potensial. Batasan ini diuji
dengan pemeriksaan visual, ATP bioluminescence, uji mikrobiologi, atau uji
kimia lainnya (4.11.2). Sumberdaya untuk pembersihan harus tersedia.
Pembersihan juga perlu dijadwalkan, misalnyayaitusaat mesin tidak beroperasi
(4.11.3). Pemeriksaan hasil pembersihan harus dilakukan sebelum digunakan.
Hasil pemeriksaan tadi dibuatkan tren sebagai dasar untuk perbaikan (4.11.4).
Peralatan pembersihan harus diberi identitas jelas (misal dengan warna atau
label). Peralatan yang digunakan pada high-care area dan high-risk area harus
terpisah dan dikhususkanuntuk area tersebut (4.11.5).
Metode pembersihan dengan CIP (Cleaning in Place) yaitu pembersihan
yang dilakukan pada bahan cairan menjadi klausul tersendiri pada isu 6 (4.11.6).
Rencana sistematis tata letak sistem CIP meliputi pompa, penyedot, desain, spray
ball, dan pemisahan alat CIP dari lini produksi yang berjalan harus tersedia
(4.11.6.2). Laporan keefektifan pembersihan dengan CIP untuk menghilangkan
bahaya seperti tanah, alergen, mikroorganisme vegetatif, dan spora harus
divalidasi. Catatan validasi ini dipelihara (4.11.3).
A.4.11. Klausul 4.12; Limbah/Pembuangan Limbah
Tambahan persyaratan pada BRC isu 6 terkait limbah atau pembuangan
limbah adalah bahwa produk pangan yang ditujukan untuk pakan ternak maka
jarus dipisahkan dari sampah dan dikelola seusai dengan persyaratan perundangan
terkait. Hal ini dilakukan untuk mencegah penumpukan sampah, risiko
kontaminasi dan menarik hama.
A.4.12. Klausul 4.13; Pengendalian Hama
BRC isu 6 mensyaratkan jika pengendalian hama dilakukan sendiri (bukan
oleh pihak ketiga yang dikontrak) maka operasionalnya dilakukan oleh orang
yang kompeten dan terlatih, adanya sumber daya cukup yang memahami legislasi
58
pemerintah terkait, dan tersedianya fasilitasi khusus untuk penyimpanan pestisida
yang terkunci (klausul 4.13.2).Tambahan persyaratan lainnya adalah harus adanya
catatan pengendalian hama yang menjelaskan soal temuan dan rincian perlakuan
yang dilakukan (klausul 4.13.3). Bait station atau tempat umpan beracun secara
jelas disebutkan tidak boleh ditempatkan diarea produksi dan gudang (klausul
4.13.4) untuk mencegah kontaminasi produk. Sebuah survey pengendalian hama
mendalam oleh orang yang ahli harus dilakukan minimal setiap tiga bulan untuk
mengkaji pengendalian hama di tempat (klausul 4.13.8).
A.4.13. Klausul 4.14; Fasilitas Penyimpanan
Klausul 4.14 merupakan pecahan dari klausul 4.12 pada isu 5 yaitu tentang
Penyimpanan dan Transportasi. Pada BRC isu 6 terdapat persyaratan yaitu
fasilitas penyimpanan yang membutuhkan pengendalian suhu tertentu hendaklah
dilengkapi dengan alat pencatat suhu dengan alarm pada suhu yang sesuai. Bila
tidak ada maka suhu harus dicek minimal setiap 4 jam (klausul 4.14.2). Aturan
baru pada BRC isu 6 lainnya adalah soal penyimpanan yang membutuhkan
pengendalian kondisi atmosfir tertentu (klausul 4.14.3). Kondisi penyimpanan
pada area tersebt harus dikendalikan dan catatan pengendalian tadi dipelihara.
A.4.14. Klausul 4.15; Pengiriman dan Transportasi
Seperti disebutkan sebelumnya, klausul 4.15 merupakan pecahan dari
klausul 4.12 pada isu 5. Beberapa persyaratan baru ditambahkan dalam isu 6 ini.
Kendaraan atau container untuk pengangkutan produk harus diperiksa
kebersihannya, bebas bau menyengat dan dilengkapi peralatan untuk menjaga
suhu jika memang diperlukan (klausul 4.15.3). Pada klausul 4.15.6 tertera
persyaratan soal prosedur transportasi produk yaitu harus adanya pembatasan
pencampuran isi dan persyaratan pengamanan selama transit, terutama jika
kendaraan diparkir atau sedang ditinggal. Jika perusahaan menggunakan
kontraktor pihak ketiga untuk transportasi, maka pihak ketiga tadi hendaknya
memenuhi semua persyaratan pada standar ini atau perusahaan tersertifikasi the
Global Standard for Storage and Distribution atau standar internasional serupa
lainnya yang diakui oleh standar ini.
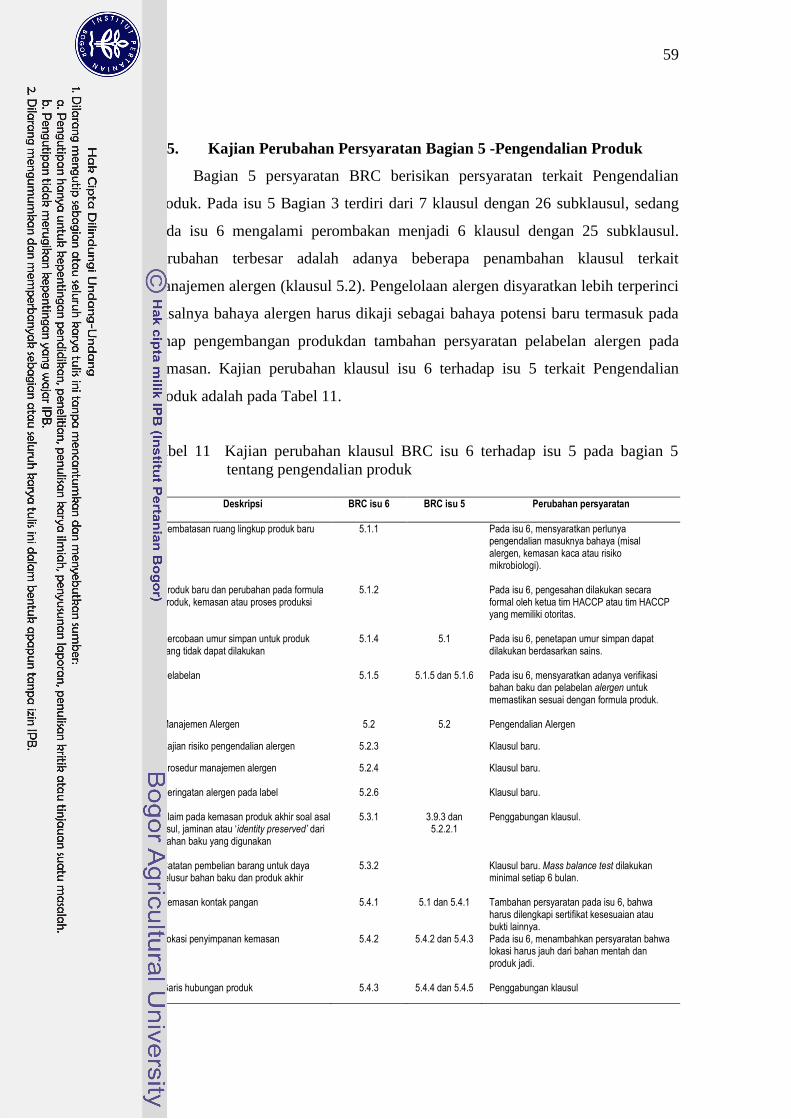
59
A.5. Kajian Perubahan Persyaratan Bagian 5 -Pengendalian Produk
Bagian 5 persyaratan BRC berisikan persyaratan terkait Pengendalian
Produk. Pada isu 5 Bagian 3 terdiri dari 7 klausul dengan 26 subklausul, sedang
pada isu 6 mengalami perombakan menjadi 6 klausul dengan 25 subklausul.
Perubahan terbesar adalah adanya beberapa penambahan klausul terkait
manajemen alergen (klausul 5.2). Pengelolaan alergen disyaratkan lebih terperinci
misalnya bahaya alergen harus dikaji sebagai bahaya potensi baru termasuk pada
tahap pengembangan produkdan tambahan persyaratan pelabelan alergen pada
kemasan. Kajian perubahan klausul isu 6 terhadap isu 5 terkait Pengendalian
Produk adalah pada Tabel 11.
Tabel 11 Kajian perubahan klausul BRC isu 6 terhadap isu 5 pada bagian 5
tentang pengendalian produk
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Pembatasan ruang lingkup produk baru 5.1.1 Pada isu 6, mensyaratkan perlunya pengendalian masuknya bahaya (misal alergen, kemasan kaca atau risiko mikrobiologi).
Produk baru dan perubahan pada formula produk, kemasan atau proses produksi
5.1.2 Pada isu 6, pengesahan dilakukan secara formal oleh ketua tim HACCP atau tim HACCP yang memiliki otoritas.
Percobaan umur simpan untuk produk yang tidak dapat dilakukan
5.1.4 5.1 Pada isu 6, penetapan umur simpan dapat dilakukan berdasarkan sains.
Pelabelan 5.1.5 5.1.5 dan 5.1.6 Pada isu 6, mensyaratkan adanya verifikasi bahan baku dan pelabelan alergen untuk memastikan sesuai dengan formula produk.
Manajemen Alergen 5.2 5.2 Pengendalian Alergen
Kajian risiko pengendalian alergen 5.2.3 Klausul baru.
Prosedur manajemen alergen Peringatan alergen pada label
5.2.4
5.2.6
Klausul baru. Klausul baru.
Klaim pada kemasan produk akhir soal asal usul, jaminan atau ‘identity preserved’ dari bahan baku yang digunakan
5.3.1 3.9.3 dan 5.2.2.1
Penggabungan klausul.
Catatan pembelian barang untuk daya telusur bahan baku dan produk akhir
5.3.2 Klausul baru. Mass balance test dilakukan minimal setiap 6 bulan.
Kemasan kontak pangan 5.4.1 5.1 dan 5.4.1 Tambahan persyaratan pada isu 6, bahwa harus dilengkapi sertifikat kesesuaian atau bukti lainnya.
Lokasi penyimpanan kemasan 5.4.2 5.4.2 dan 5.4.3 Pada isu 6, menambahkan persyaratan bahwa lokasi harus jauh dari bahan mentah dan produk jadi.
Garis hubungan produk 5.4.3 5.4.4 dan 5.4.5 Penggabungan klausul
60
A.5.1. Klausul 5.1; Perancangan/Pengembangan Produk
Pada tahapan perancangan atau pengembangan produk disyaratkan untuk
dilakukan pembatasan pengembangan atau ruang lingkup produk baru agar tidak
ada masuknya bahaya potensial ke fasilitas produk, misal dari penggunaan
alergen, kemasan kaca atau risiko mikrobiologi lain (klausul 5.1.1). Pada setiap
produk baru dan perubahan formula produk, kemasan atau proses produksi
hendaknya disahkan secara formal oleh ketua tim HACCP atau tim HACCP yang
diberi otoritas (klausul 5.1.2). Hal ini untuk memastikan semua bahaya baru telah
dikaji dan dikendalikan. Percobaan umur simpan (shelf life test) hendaknya
dilakukan sesuai protokol yang ada. Namun bila percobaan tidak dapat dilakukan,
misal karena umur produk yang panjang,maka dibolehkan untuk menetapkan
umur simpan berdasarkan kajian sains (klausul 5.1.4). Pelabelan produk
hendaklah diverifikasi untuk memastikan bahwa bahan baku dan pelabelan
alergen telah sesuai dengan formulasi produk (klausul 5.1.5). Beberapa negara
seperti Amerika, Eropa, dan Australia dalam beberapa tahun ini telah
mengeluarkan beberapa aturan sendiri soal alergen dan pelabelan alergen ini.
Jenis bahan yang tergolong alergen yang diatur dalam BRC ini adalah sejumlah
14 macam yang disebutkan dalam Apendix 2 pada standar ini.
A.5.2. Klausul 5.2; Manajemen Alergen
Manajemen alergen (5.2) pada BRC isu 6 menggantikan klausul
pengendalian bahan alergen (5.2) pada isu 5. Alergen secara kontinyu menjadi
penyebab jumlah penarikan produk yang signifikan di Amerika Utara dan Eropa.
Bagian pada Standar ini telah direvisi untuk memastikan faktor penyebab isu
alergen telah dikendalikan sepenuhnya (BRC 2011). Kajian risiko alergen harus
mempertimbangkan beberapa hal seperti bentuk fisik allergenic materials (bubuk,
cair, partikel), titik potensi kontaminasi silang dan kajian risiko kontaminasi
silang padasetiap tahapan proses. Pengendalian yang tepat dalam rangka
mengurangi atau menghilangkan risiko kontaminasi silang juga harus ditetapkan
(klausul 5.2.3). Prosedur pengendalian alergen (5.2.4) telah dikembangkan pada
beberapa subklausul baru yaitu perlunya penggunaan pakaian pelindung seragam
jika sedang menangangi allergen materials; soal pergantian produk yang
mengandung alergen dan yang tidak; sistem pengendalian debu dari allergenic
61
materials, dan penanganan limbah serta luapan. Selain pengendalian di tahapan
proses, pengendalian dilakukan dengan pembatasan makanan yang dibawa masuk
ke pabrik oleh karyawan, tamu, kontraktor dan katering. Jika sifat proses tidak
mampu mencegah kontaminasi silang dari alergen maka suatu peringatan alergen
hendaknya dimasukkan di label, sesuai aturan atau tata cara pada negara tertentu
(5.2.6).
A.5.3. Klausul 5.3; Asal usul, status jaminan dan klaim dari preserved
materials
Sistem daya telusur, identifikasi dan pemisahan bahan baku, produk antara
dan produk akhir hendaknya dibuat untuk memastikan semua klaim yang
berhubungan dengan asal usul atau jaminan tertentu telah sesuai. BRC isu 6
mensyaratkan bila produk mencantmkan jaminan atau ‘identity preserved’ bahan
baku yang digunakan maka status setiap batchbahanbaku hendaknya diverifikasi
dan catatannya disimpan (klausul 5.3.1). Catatan pembelian barang, daya telusur
bahan baku dan produk akhir harus dipelihara. Perusahaan harus melakukan mass
balance test setiap 6 bulan serta pada frekuensi tertentu untuk memastikan sesuai
dengan persyaratan (klausul 5.3.2).
A.5.4. Klausul 5.4; Pengemasan Produk
Pembelian atau penentuan kemasan produk hendaklah memperhitungkan
kesesuaian kemasan dengan produk (misalnya kandungan lemak tinggi, pH atau
kondisi penggunaan misal dipakai di microwave). Kemasan hendaknya dilengkapi
dengan sertifikat kesesuaian atau bukti lainnya untuk menunjukkan telah sesuai
denganlegislasi keamanan pangan dan tujuan penggunaan (klausul 5.4.1). Lokasi
penyimpanan kemasan hendaknya diatur agar jauh dari bahan mentah dan produk
jadi (klausul 5.4.2).
A.6. Kajian Perubahan Persyaratan Bagian 6; Pengendalian Proses
Bagian 6 persyaratan BRC berisikan persyaratan terkait Pengendalian
Proses. Bila dibandingkan dengan isu 5, tidak ada perubahan dalam jumlah
klausul pada BRC isu 6. Klausul 6.1. tentang Pengendalian Operasional
merupakan klausul fundamental. Pengendalian operasional dilakukan untuk
memastikan proses produksi dikelola melalui formulasi dan spesifikasi proses

62
untuk memastikanpengendalian bahaya juga konsistensi mutu produk yang
dihasilkan (BRC 2011). Terdapat satu klausul baru pada bagian ini yaitu terkait
pemeriksaan lini produksi saat produksi akan mulai atau saat pergantian produk
(klausul 6.1.6). Tidak terdapat perubahan nyata pada klausul 6.2 tentang
pengendalian jumlah atau berat produk dan klausul 6.3 tentang kalibrasi. Kajian
perubahan klausul antara isu 6 terhadap isu 5 terkait pada bagian 6 tentang
pengendalian proses dapat dilihat pada Tabel 12.
Tabel 12 Kajian perubahan klausul BRC isu 6 terhadap isu 5 pada bagian 6
tentang pengendalian proses
A.6.1. Klausul 6.1; Pengendalian Operasional
Pengendalian operasional dilakukan melalui pengendalian spesifikasi
proses dan instruksi kerja untuk tiap tahapan proses. Spesifikasi disini meliputi
formula-termasuk identifikasi adanya alergen, petunjuk, kecepatan dan waktu
pengadukan, setelah alat, waktu dan suhu pemasakan/pendinginan, instruksi
pelabelan, penulisan kode dan umur simpan, serta CCP seperti dalam rencana
HACCP (klausul 6.1.1). Jika terjadi penyimpangan kondisi proses pada peralatan
yang kritis terhadap keamanan atau mutu produk (misalnya alat distribusi panas
pada retort, distribusi suhu di alat pembeku dan ruang dingin) maka proses tadi
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Spesifikasi 6.1.1 6.1.1 dan 6.1.3 Pada isu 6, menambahkan meliputi formula dengan identifikasi alergen, petunjuk pengadukan, kecepatan, waktu, setting peralatan, waktu dan suhu proses, pelabelan, kode dan umur simpan, serta CCP.
Penyimpangan proses pada peralatan yang kritis terhadap keamanan atau mutu produk
6.1.4 6.1.6 Pada isu 6, menambahkan proses divalidasi pada frekuensi tertentu berdasarkan risiko dan kemampuan alat.
Pemeriksaan lini produksi sebelum memulai produksi atau pergantian produk
6.1.6 Klausul baru
Jumlah - Pengawasan berat, volume dan jumlah
6.2. 6.2 Pada isu 6, menambahkan harus juga sesuai persyaratan konsumen
Identifikasi dan pengendalian peralatan untuk pengendalian CCP, keamanan dan keabsahan produk
6.3.1 6.3.1 dan 6.3.3 Penggabungan klausul
Pemeriksaan dan adjustment alat ukur 6.3.2 6.3.2 Pada isu 6, menambahkan harus terbaca dan keakuratan pengukuran sesuai.
Ketidakutan peralatan 6.3.4 6.3.4 Pada isu 6, menambahkan perlunya tindakan untuk memastikan produk berisiko tidak dijual.
63
harus divalidasi pada frekuensi tertentu berdasarkan risiko dan kemampuan alat,
(klausul 6.1.4).
Terdapat klausul baru 6.1.6 yaitu soal pemeriksaan lini produksi sebelum
memulai produksi atau saat pergantian produk, hendaklah dipastikan lini proses
telah bersih dan siap untuk produksi. Pemeriksaan dilakukan untuk memastikan
semua produk dan kemasan dari produksi sebelumnya telah disingkirkan sebelum
berganti ke produksi berikutnya
A.6.2. Klausul 6.2; Jumlah - Pengawasan berat, volume dan jumlah
BRC mensyaratkan perusahaan hendaknya melakukan sistem pengendalian
jumlah atau berat produk untuk memastikan sesuai persyaratan hukum dinegara
produk dijual, sesuai dengan persyaratan sektor industri dan tambahan pada isu 6
adalah sesuai dengan persyaratan pelanggan.
A.6.3. Klausul 6.3; Kalibrasi dan Pengendalian Alat Ukur dan Pengawasan
Tidak ada perubahan besar pada isu 6 pada klausul 6.3 tentang Kalibrasi
dan Pengendalian Alat Ukur dan Pengawasan. Tambahan persyaratan adalah
bahwa alat harus dibaca dan keakuratannya sesuai dengan yang diinginkan
(klausul 6.3.2). Tindakan koreksi terhadap ketidakakuratan alat yang terkait
keamanan ata keabasahan produk hendaknya dilakukan tindakan untuk
memastikan produk berisiko tidak sampai dijual (klausul 6.3.3).
A.7. Kajian Perubahan Persyaratan Bagian 7; Karyawan
Bagian terakhir dari persyaratan BRC adalah Bagian 7 tentang Karyawan.
Pada BRC isu 6 terdapat penyederhanaan penulisan pada beberapa klausul seperti.
Pada isu 5 terdiri dari 5 klausul dan 32 sub subklausul, maka pada isu 6 berkurang
menjadi 4 klausul dan 19 sub subklausul. Perubahan pada bagian ini meliputi
perkembangan pekerja yang dipasok oleh agen, yang menjadi tren di industri
pangan. Terdapat penyederhanaan aturan higiene karyawan misal soal cincin
kawin. Perubahan lainnya adalah soal pencucian tangan dan aturan plester untuk
luka. Pemeriksaan kesehatan karyawan mengalami perombakan mengikuti
perkembangan hukum soal kesehatan pribadi di beberapa negara (klausul 7.3.2).
Audit terhadap laudri menjadi keharusan bila pakaian kerja digunakan di high
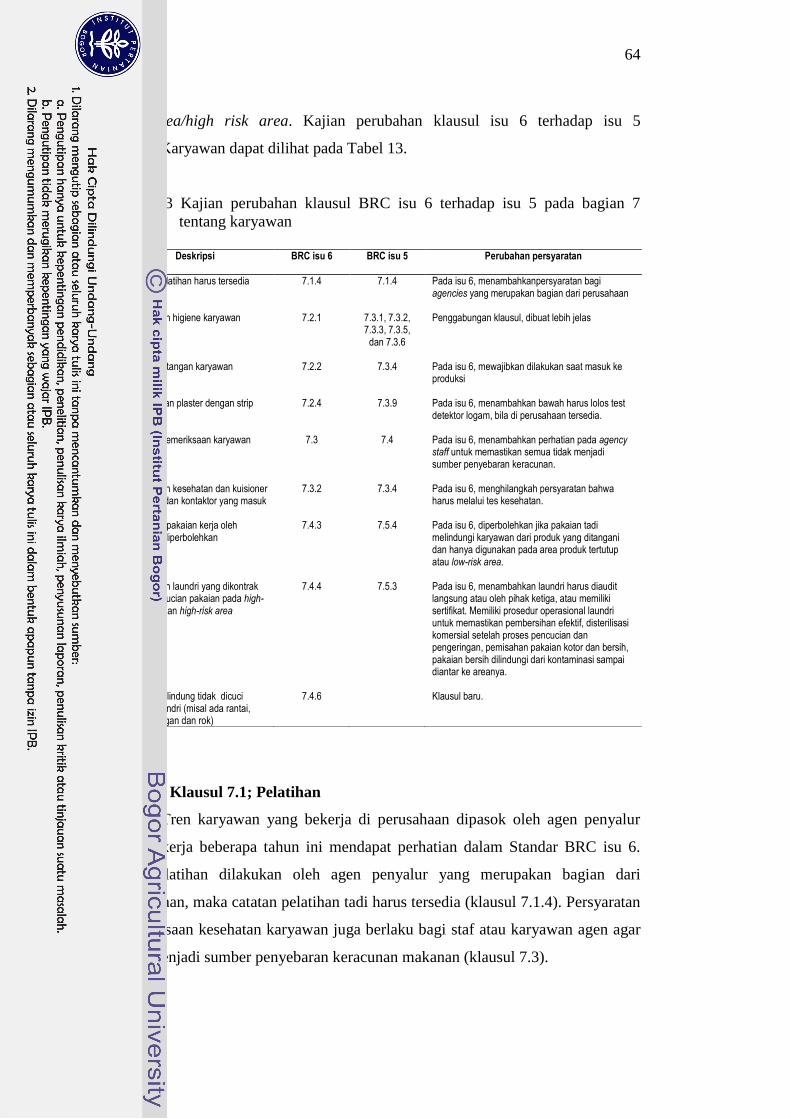
64
care area/high risk area. Kajian perubahan klausul isu 6 terhadap isu 5
tentangKaryawan dapat dilihat pada Tabel 13.
Tabel 13 Kajian perubahan klausul BRC isu 6 terhadap isu 5 pada bagian 7
tentang karyawan
A.7.1. Klausul 7.1; Pelatihan
Tren karyawan yang bekerja di perusahaan dipasok oleh agen penyalur
tenaga kerja beberapa tahun ini mendapat perhatian dalam Standar BRC isu 6.
Jika pelatihan dilakukan oleh agen penyalur yang merupakan bagian dari
perusahaan, maka catatan pelatihan tadi harus tersedia (klausul 7.1.4). Persyaratan
pemeriksaan kesehatan karyawan juga berlaku bagi staf atau karyawan agen agar
tidak menjadi sumber penyebaran keracunan makanan (klausul 7.3).
Deskripsi BRC isu 6 BRC isu 5 Perubahan persyaratan
Catatan pelatihan harus tersedia 7.1.4 7.1.4 Pada isu 6, menambahkanpersyaratan bagi agencies yang merupakan bagian dari perusahaan
Persyaratan higiene karyawan 7.2.1 7.3.1, 7.3.2, 7.3.3, 7.3.5,
dan 7.3.6
Penggabungan klausul, dibuat lebih jelas
Pencucian tangan karyawan 7.2.2 7.3.4 Pada isu 6, mewajibkan dilakukan saat masuk ke produksi
Pemeriksaan plaster dengan strip logam
7.2.4 7.3.9 Pada isu 6, menambahkan bawah harus lolos test detektor logam, bila di perusahaan tersedia.
Prosedur pemeriksaan karyawan 7.3 7.4 Pada isu 6, menambahkan perhatian pada agency staff untuk memastikan semua tidak menjadi sumber penyebaran keracunan.
Persyaratan kesehatan dan kuisioner bagi tamu dan kontaktor yang masuk
7.3.2 7.3.4 Pada isu 6, menghilangkah persyaratan bahwa harus melalui tes kesehatan.
Pencucian pakaian kerja oleh karyawan diperbolehkan
7.4.3 7.5.4 Pada isu 6, diperbolehkan jika pakaian tadi melindungi karyawan dari produk yang ditangani dan hanya digunakan pada area produk tertutup atau low-risk area.
Persyaratan laundri yang dikontrak untuk pencucian pakaian pada high-care area dan high-risk area
7.4.4 7.5.3 Pada isu 6, menambahkan laundri harus diaudit langsung atau oleh pihak ketiga, atau memiliki sertifikat. Memiliki prosedur operasional laundri untuk memastikan pembersihan efektif, disterilisasi komersial setelah proses pencucian dan pengeringan, pemisahan pakaian kotor dan bersih, pakaian bersih dilindungi dari kontaminasi sampai diantar ke areanya.
Pakaian pelindung tidak dicuci dengan laundri (misal ada rantai, sarung tangan dan rok)
7.4.6 Klausul baru.
65
Berbagai persyaratan higiene isu tentang larangan pemakaian jam,
perhiasan, cincin, kuku palsu/cat kuku serta parfum/aftershave yang berbau
menyengat disederhanakan dalam klausul 7.2.1. Kewajiban pencucian tangan saat
akan memasuki area produksi (klausul 7.2.2) ditegaskan dalam isu 6. Plester
untuk menutupi luka hendaknya dilengkapi dengan strip logam dan telah diuji
dengan detektor logam, bila perusahaan memliki alat detektor logam (klausul
7.2.4).
Setiap tamu dan kontraktor yang akan memasuki area produksi mengisi
kuisioner soal kondisi kesehatannya. Pada isu 6, tidak dituliskan lagi persyaratan
bahwa jika tamu atau kontraktor baru sembuh dari penyakit atau berasal dari area
yang terjangkit penyakit infeksi, maka harus melalui tes kesehatan sebelum masuk
area produksi (klausul 7.3.4).
Persyaratan terkait laundri atau pencucian pakaian kerja mengalami sedikit
perubahan pada BRC isu 6. Pencucian baju oleh karyawan diperbolehkan hanya
jika baju tersebut digunakan untuk melindungi karyawan dari produk yang
ditanganinya dan digunakan pada area produk tertutup atau low-risk area (klausul
7.4.3). Laundri bagi pencucian pakaian pelindung pada high-care/high risk-area
disyaratkan harus diaudit langsung atau oleh pihak ketiga atau memiliki sertifikat
yang relevan. Laundri untuk pakaian area ini harus memiliki prosedur dalam
rangka memastikan keefektifan prosedur pencucian agar tidak berisiko
mengkontaminasi produk pada area tersebut (7.4.4). Pakaian harus disterilisasi
komersial setelah proses pencucian dan pengeringan. Pakaian yang kotor harus
dipisahkan dari bersih. Pakaian yang sudah bersih dilindungi dari kontaminasi
sampai diantar ke areanya, misal dengan penutup atau kantong. Pada isu 6
terdapat tambahan klausul terkait pencucian pakaian kerja yang tidak dapat dicuci
dengan laundri (misal ada rantai, sarung tangan dan rok) yaitu pakai tadi
hendaknya dibersihkan dan disanitasi pada frekuensi tertentu, berdasarkan
risikonya (klausul 7.4.6).
66
B. Gap Ketersediaan Dokumen BRC Isu 6 di PT SSI dalam memenuhi BRC
Isu 6
Pada bab B penelitian ini dibahas gap ketersediaan dokumen dalam rangka
pemenuhan persyaratan BRC isu 6 di PT SSI. Dokumen dalam sistem manajemen
keamanan dan mutu pangan secara umum adalah berupa 1) Standar itu sendiri, 2)
dokumen-dokumen yang dibutuhkan oleh Standar (pada buku BRC diantaranya
ditandai warna hijau pada Standar), 3) dokumen-dokumen yang dibutuhkan oleh
organisasi dan 4) catatan-catatan yang dibutuhkan oleh Standar atau organisasi.
Dokumen yang dimaksud berupa Kebijakan Mutu/Visi dan Misi Perusahaan,
manual, prosedur Standard Operationg Procedure (SOP) atau Work Instruction
(WI), catatan/bukti pelaksanaan berupa form atau checklist, atau dokumen luar
misal legislasi, code of practices, SNI, aturan BPOM dan lainnya.
Terdapat pilihan audit dalam sertifikasi Standar BRC isu 6. Audit dapat
dilakukan dalam single visit (sebagai unannounced audit atau announced audit),
atau dapat berupa pilihan dimana audit bagian pertama (bagian 1) adalah
unannounced audit yang berkonsentrasi pada Good Manufacturing Pratices
(GMP) dan setelah itu, dijadwalkan, announced audit (bagian 2) mengkaji
catatan, dokumen dan prosedur. Persyaratan dalam Standar telah diberi kode
warna sebagai panduan soal persyaratan mana yang akan dicakup dalam bagian 1
dan bagian 2 jika pilihan audit ini dipilih. Bagian berwarna orange adalah terkait
GMP sedangkan bagian yang berwarna hijau adalah terkait catatan, sistem dan
dokumentasi (BRC 2011).
Daftar persyaratan dokumen BRC isu 6 dan kajian telah sesuai atau
tidaknya PT SSI memenuhi persyaratan dokumen disajikan pada Tabel 14.
Persyaratan-persyaratan dokumen pada Tabel 14 ini wajib dimiliki oleh
perusahaan, namun perusahaan dapat mengembangkannya menjadi satu atau lebih
dokumen tergantung keadaaan perusahaan masing-masing. Gambaran jumlah
klausul di BRC isu 6 yang mensyaratkan dokumen pada setiap bagian persyaratan
dapat dilihat pada Gambar 2.A. Pada Tabel 14 dapat dilihat ada sekitar 158 jenis
dokumen yang dipersyaratkan. Terdapat 90% subklausul pada bagian 1, 2, 3, dan
6 yang mensyaratkan dokumen. Jumlah dokumen terbesar terdapat pada bagian 4
yaitu sekitar 51 jenis dokumen diikuti bagian 3 yaitu sekitar 31 jenis dokumen.
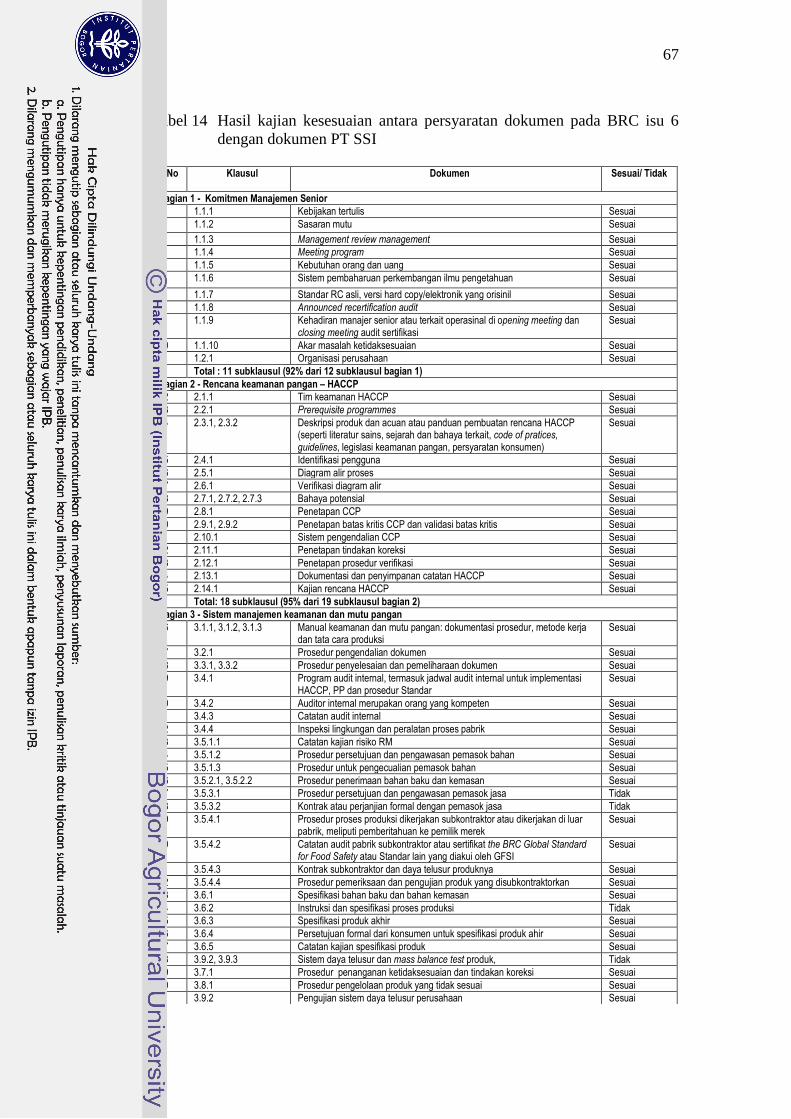
67
Tabel 14 Hasil kajian kesesuaian antara persyaratan dokumen pada BRC isu 6
dengan dokumen PT SSI
No Klausul Dokumen Sesuai/ Tidak
Bagian 1 - Komitmen Manajemen Senior
1 1.1.1 Kebijakan tertulis Sesuai
2 1.1.2 Sasaran mutu Sesuai
3 1.1.3 Management review management Sesuai
4 1.1.4 Meeting program Sesuai
5 1.1.5 Kebutuhan orang dan uang Sesuai
6 1.1.6 Sistem pembaharuan perkembangan ilmu pengetahuan Sesuai
7 1.1.7 Standar RC asli, versi hard copy/elektronik yang orisinil Sesuai
8 1.1.8 Announced recertification audit Sesuai
9 1.1.9 Kehadiran manajer senior atau terkait operasinal di opening meeting dan closing meeting audit sertifikasi
Sesuai
10 1.1.10 Akar masalah ketidaksesuaian Sesuai
11 1.2.1 Organisasi perusahaan Sesuai
Total : 11 subklausul (92% dari 12 subklausul bagian 1)
Bagian 2 - Rencana keamanan pangan – HACCP
12 2.1.1 Tim keamanan HACCP Sesuai
13 2.2.1 Prerequisite programmes Sesuai
14 2.3.1, 2.3.2 Deskripsi produk dan acuan atau panduan pembuatan rencana HACCP (seperti literatur sains, sejarah dan bahaya terkait, code of pratices, guidelines, legislasi keamanan pangan, persyaratan konsumen)
Sesuai
15 2.4.1 Identifikasi pengguna Sesuai
16 2.5.1 Diagram alir proses Sesuai
17 2.6.1 Verifikasi diagram alir Sesuai
18 2.7.1, 2.7.2, 2.7.3 Bahaya potensial Sesuai
19 2.8.1 Penetapan CCP Sesuai
20 2.9.1, 2.9.2 Penetapan batas kritis CCP dan validasi batas kritis Sesuai
21 2.10.1 Sistem pengendalian CCP Sesuai
22 2.11.1 Penetapan tindakan koreksi Sesuai
23 2.12.1 Penetapan prosedur verifikasi Sesuai
24 2.13.1 Dokumentasi dan penyimpanan catatan HACCP Sesuai
25 2.14.1 Kajian rencana HACCP Sesuai
Total: 18 subklausul (95% dari 19 subklausul bagian 2)
Bagian 3 - Sistem manajemen keamanan dan mutu pangan
26 3.1.1, 3.1.2, 3.1.3 Manual keamanan dan mutu pangan: dokumentasi prosedur, metode kerja dan tata cara produksi
Sesuai
27 3.2.1 Prosedur pengendalian dokumen Sesuai
28 3.3.1, 3.3.2 Prosedur penyelesaian dan pemeliharaan dokumen Sesuai
29 3.4.1 Program audit internal, termasuk jadwal audit internal untuk implementasi HACCP, PP dan prosedur Standar
Sesuai
30 3.4.2 Auditor internal merupakan orang yang kompeten Sesuai
31 3.4.3 Catatan audit internal Sesuai
32 3.4.4 Inspeksi lingkungan dan peralatan proses pabrik Sesuai
33 3.5.1.1 Catatan kajian risiko RM Sesuai
34 3.5.1.2 Prosedur persetujuan dan pengawasan pemasok bahan Sesuai
35 3.5.1.3 Prosedur untuk pengecualian pemasok bahan Sesuai
36 3.5.2.1, 3.5.2.2 Prosedur penerimaan bahan baku dan kemasan Sesuai
37 3.5.3.1 Prosedur persetujuan dan pengawasan pemasok jasa Tidak
38 3.5.3.2 Kontrak atau perjanjian formal dengan pemasok jasa Tidak
39 3.5.4.1 Prosedur proses produksi dikerjakan subkontraktor atau dikerjakan di luar pabrik, meliputi pemberitahuan ke pemilik merek
Sesuai
40 3.5.4.2 Catatan audit pabrik subkontraktor atau sertifikat the BRC Global Standard for Food Safety atau Standar lain yang diakui oleh GFSI
Sesuai
41 3.5.4.3 Kontrak subkontraktor dan daya telusur produknya Sesuai
42 3.5.4.4 Prosedur pemeriksaan dan pengujian produk yang disubkontraktorkan Sesuai
43 3.6.1 Spesifikasi bahan baku dan bahan kemasan Sesuai
44 3.6.2 Instruksi dan spesifikasi proses produksi Tidak
45 3.6.3 Spesifikasi produk akhir Sesuai
46 3.6.4 Persetujuan formal dari konsumen untuk spesifikasi produk ahir Sesuai
47 3.6.5 Catatan kajian spesifikasi produk Sesuai
48 3.9.2, 3.9.3 Sistem daya telusur dan mass balance test produk, Tidak
49 3.7.1 Prosedur penanganan ketidaksesuaian dan tindakan koreksi Sesuai
50 3.8.1 Prosedur pengelolaan produk yang tidak sesuai Sesuai
51 3.9.2 Pengujian sistem daya telusur perusahaan Sesuai
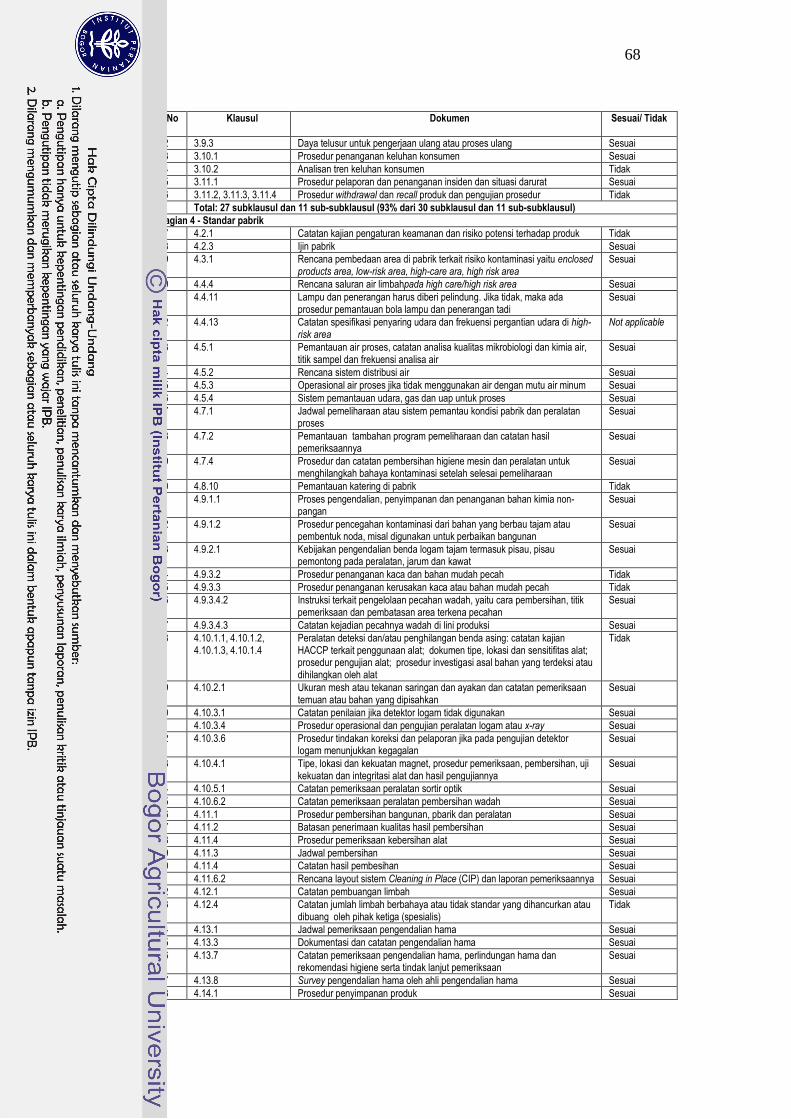
68
No Klausul Dokumen Sesuai/ Tidak
52 3.9.3 Daya telusur untuk pengerjaan ulang atau proses ulang Sesuai
53 3.10.1 Prosedur penanganan keluhan konsumen Sesuai
54 3.10.2 Analisan tren keluhan konsumen Tidak
55 3.11.1 Prosedur pelaporan dan penanganan insiden dan situasi darurat Sesuai
56 3.11.2, 3.11.3, 3.11.4 Prosedur withdrawal dan recall produk dan pengujian prosedur Tidak
Total: 27 subklausul dan 11 sub-subklausul (93% dari 30 subklausul dan 11 sub-subklausul)
Bagian 4 - Standar pabrik
57 4.2.1 Catatan kajian pengaturan keamanan dan risiko potensi terhadap produk Tidak
58 4.2.3 Ijin pabrik Sesuai
59 4.3.1 Rencana pembedaan area di pabrik terkait risiko kontaminasi yaitu enclosed products area, low-risk area, high-care ara, high risk area
Sesuai
60 4.4.4 Rencana saluran air limbahpada high care/high risk area Sesuai
61 4.4.11 Lampu dan penerangan harus diberi pelindung. Jika tidak, maka ada prosedur pemantauan bola lampu dan penerangan tadi
Sesuai
62 4.4.13 Catatan spesifikasi penyaring udara dan frekuensi pergantian udara di high-risk area
Not applicable
63 4.5.1 Pemantauan air proses, catatan analisa kualitas mikrobiologi dan kimia air, titik sampel dan frekuensi analisa air
Sesuai
64 4.5.2 Rencana sistem distribusi air Sesuai
65 4.5.3 Operasional air proses jika tidak menggunakan air dengan mutu air minum Sesuai
66 4.5.4 Sistem pemantauan udara, gas dan uap untuk proses Sesuai
67 4.7.1 Jadwal pemeliharaan atau sistem pemantau kondisi pabrik dan peralatan proses
Sesuai
68 4.7.2 Pemantauan tambahan program pemeliharaan dan catatan hasil pemeriksaannya
Sesuai
69 4.7.4 Prosedur dan catatan pembersihan higiene mesin dan peralatan untuk menghilangkah bahaya kontaminasi setelah selesai pemeliharaan
Sesuai
70 4.8.10 Pemantauan katering di pabrik Tidak
71 4.9.1.1 Proses pengendalian, penyimpanan dan penanganan bahan kimia non-pangan
Sesuai
72 4.9.1.2 Prosedur pencegahan kontaminasi dari bahan yang berbau tajam atau pembentuk noda, misal digunakan untuk perbaikan bangunan
Sesuai
73 4.9.2.1 Kebijakan pengendalian benda logam tajam termasuk pisau, pisau pemontong pada peralatan, jarum dan kawat
Sesuai
74 4.9.3.2 Prosedur penanganan kaca dan bahan mudah pecah Tidak
75 4.9.3.3 Prosedur penanganan kerusakan kaca atau bahan mudah pecah Tidak
76 4.9.3.4.2 Instruksi terkait pengelolaan pecahan wadah, yaitu cara pembersihan, titik pemeriksaan dan pembatasan area terkena pecahan
Sesuai
77 4.9.3.4.3 Catatan kejadian pecahnya wadah di lini produksi Sesuai
78 4.10.1.1, 4.10.1.2, 4.10.1.3, 4.10.1.4
Peralatan deteksi dan/atau penghilangan benda asing: catatan kajian HACCP terkait penggunaan alat; dokumen tipe, lokasi dan sensitifitas alat; prosedur pengujian alat; prosedur investigasi asal bahan yang terdeksi atau dihilangkan oleh alat
Tidak
79 4.10.2.1 Ukuran mesh atau tekanan saringan dan ayakan dan catatan pemeriksaan temuan atau bahan yang dipisahkan
Sesuai
80 4.10.3.1 Catatan penilaian jika detektor logam tidak digunakan Sesuai
81 4.10.3.4 Prosedur operasional dan pengujian peralatan logam atau x-ray Sesuai
82 4.10.3.6 Prosedur tindakan koreksi dan pelaporan jika pada pengujian detektor logam menunjukkan kegagalan
Sesuai
83 4.10.4.1 Tipe, lokasi dan kekuatan magnet, prosedur pemeriksaan, pembersihan, uji kekuatan dan integritasi alat dan hasil pengujiannya
Sesuai
84 4.10.5.1 Catatan pemeriksaan peralatan sortir optik Sesuai
85 4.10.6.2 Catatan pemeriksaan peralatan pembersihan wadah Sesuai
86 4.11.1 Prosedur pembersihan bangunan, pbarik dan peralatan Sesuai
87 4.11.2 Batasan penerimaan kualitas hasil pembersihan Sesuai
88 4.11.4 Prosedur pemeriksaan kebersihan alat Sesuai
89 4.11.3 Jadwal pembersihan Sesuai
90 4.11.4 Catatan hasil pembesihan Sesuai
91 4.11.6.2 Rencana layout sistem Cleaning in Place (CIP) dan laporan pemeriksaannya Sesuai
92 4.12.1 Catatan pembuangan limbah Sesuai
93 4.12.4 Catatan jumlah limbah berbahaya atau tidak standar yang dihancurkan atau dibuang oleh pihak ketiga (spesialis)
Tidak
94 4.13.1 Jadwal pemeriksaan pengendalian hama Sesuai
95 4.13.3 Dokumentasi dan catatan pengendalian hama Sesuai
96 4.13.7 Catatan pemeriksaan pengendalian hama, perlindungan hama dan rekomendasi higiene serta tindak lanjut pemeriksaan
Sesuai
97 4.13.8 Survey pengendalian hama oleh ahli pengendalian hama Sesuai
98 4.14.1 Prosedur penyimpanan produk Sesuai
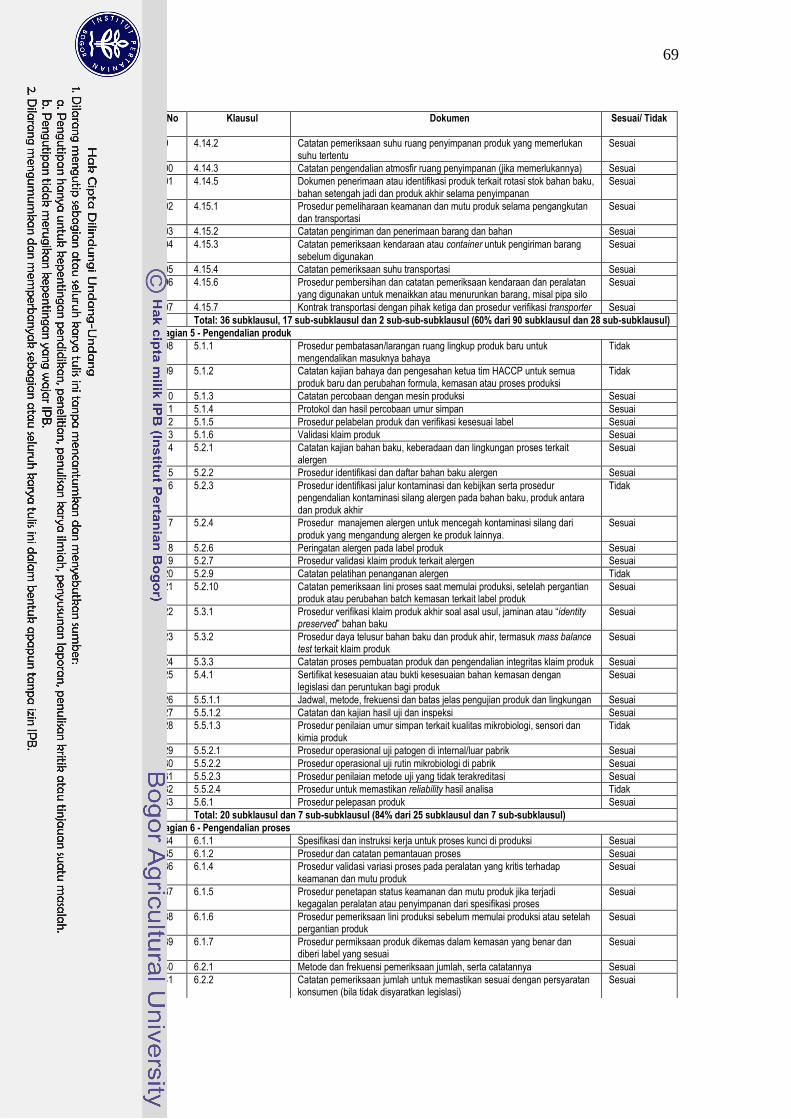
69
No Klausul Dokumen Sesuai/ Tidak
99 4.14.2 Catatan pemeriksaan suhu ruang penyimpanan produk yang memerlukan suhu tertentu
Sesuai
100 4.14.3 Catatan pengendalian atmosfir ruang penyimpanan (jika memerlukannya) Sesuai
101 4.14.5 Dokumen penerimaan atau identifikasi produk terkait rotasi stok bahan baku, bahan setengah jadi dan produk akhir selama penyimpanan
Sesuai
102 4.15.1 Prosedur pemeliharaan keamanan dan mutu produk selama pengangkutan dan transportasi
Sesuai
103 4.15.2 Catatan pengiriman dan penerimaan barang dan bahan Sesuai
104 4.15.3 Catatan pemeriksaan kendaraan atau container untuk pengiriman barang sebelum digunakan
Sesuai
105 4.15.4 Catatan pemeriksaan suhu transportasi Sesuai
106 4.15.6 Prosedur pembersihan dan catatan pemeriksaan kendaraan dan peralatan yang digunakan untuk menaikkan atau menurunkan barang, misal pipa silo
Sesuai
107 4.15.7 Kontrak transportasi dengan pihak ketiga dan prosedur verifikasi transporter Sesuai
Total: 36 subklausul, 17 sub-subklausul dan 2 sub-sub-subklausul (60% dari 90 subklausul dan 28 sub-subklausul)
Bagian 5 - Pengendalian produk
108 5.1.1 Prosedur pembatasan/larangan ruang lingkup produk baru untuk mengendalikan masuknya bahaya
Tidak
109 5.1.2 Catatan kajian bahaya dan pengesahan ketua tim HACCP untuk semua produk baru dan perubahan formula, kemasan atau proses produksi
Tidak
110 5.1.3 Catatan percobaan dengan mesin produksi Sesuai
111 5.1.4 Protokol dan hasil percobaan umur simpan Sesuai
112 5.1.5 Prosedur pelabelan produk dan verifikasi kesesuai label Sesuai
113 5.1.6 Validasi klaim produk Sesuai
114 5.2.1 Catatan kajian bahan baku, keberadaan dan lingkungan proses terkait alergen
Sesuai
115 5.2.2 Prosedur identifikasi dan daftar bahan baku alergen Sesuai
116 5.2.3 Prosedur identifikasi jalur kontaminasi dan kebijkan serta prosedur pengendalian kontaminasi silang alergen pada bahan baku, produk antara dan produk akhir
Tidak
117 5.2.4 Prosedur manajemen alergen untuk mencegah kontaminasi silang dari produk yang mengandung alergen ke produk lainnya.
Sesuai
118 5.2.6 Peringatan alergen pada label produk Sesuai
119 5.2.7 Prosedur validasi klaim produk terkait alergen Sesuai
120 5.2.9 Catatan pelatihan penanganan alergen Tidak
121 5.2.10 Catatan pemeriksaan lini proses saat memulai produksi, setelah pergantian produk atau perubahan batch kemasan terkait label produk
Sesuai
122 5.3.1 Prosedur verifikasi klaim produk akhir soal asal usul, jaminan atau “identity preserved” bahan baku
Sesuai
123 5.3.2 Prosedur daya telusur bahan baku dan produk ahir, termasuk mass balance test terkait klaim produk
Sesuai
124 5.3.3 Catatan proses pembuatan produk dan pengendalian integritas klaim produk Sesuai
125 5.4.1 Sertifikat kesesuaian atau bukti kesesuaian bahan kemasan dengan legislasi dan peruntukan bagi produk
Sesuai
126 5.5.1.1 Jadwal, metode, frekuensi dan batas jelas pengujian produk dan lingkungan Sesuai
127 5.5.1.2 Catatan dan kajian hasil uji dan inspeksi Sesuai
128 5.5.1.3 Prosedur penilaian umur simpan terkait kualitas mikrobiologi, sensori dan kimia produk
Tidak
129 5.5.2.1 Prosedur operasional uji patogen di internal/luar pabrik Sesuai
130 5.5.2.2 Prosedur operasional uji rutin mikrobiologi di pabrik Sesuai
131 5.5.2.3 Prosedur penilaian metode uji yang tidak terakreditasi Sesuai
132 5.5.2.4 Prosedur untuk memastikan reliability hasil analisa Tidak
133 5.6.1 Prosedur pelepasan produk Sesuai
Total: 20 subklausul dan 7 sub-subklausul (84% dari 25 subklausul dan 7 sub-subklausul)
Bagian 6 - Pengendalian proses
134 6.1.1 Spesifikasi dan instruksi kerja untuk proses kunci di produksi Sesuai
135 6.1.2 Prosedur dan catatan pemantauan proses Sesuai
136 6.1.4 Prosedur validasi variasi proses pada peralatan yang kritis terhadap keamanan dan mutu produk
Sesuai
137 6.1.5 Prosedur penetapan status keamanan dan mutu produk jika terjadi kegagalan peralatan atau penyimpanan dari spesifikasi proses
Sesuai
138 6.1.6 Prosedur pemeriksaan lini produksi sebelum memulai produksi atau setelah pergantian produk
Sesuai
139 6.1.7 Prosedur permiksaan produk dikemas dalam kemasan yang benar dan diberi label yang sesuai
Sesuai
140 6.2.1 Metode dan frekuensi pemeriksaan jumlah, serta catatannya Sesuai
141 6.2.2 Catatan pemeriksaan jumlah untuk memastikan sesuai dengan persyaratan konsumen (bila tidak disyaratkan legislasi)
Sesuai
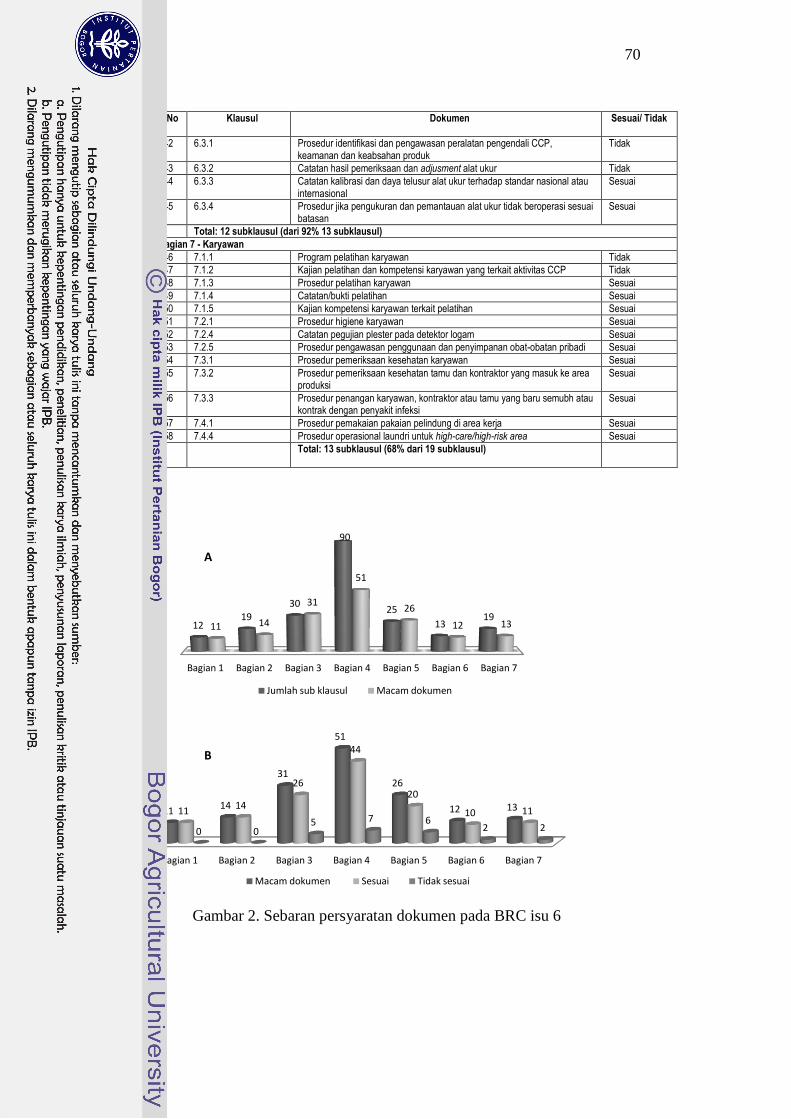
70
Gambar 2. Sebaran persyaratan dokumen pada BRC isu 6
Bagian 1 Bagian 2 Bagian 3 Bagian 4 Bagian 5 Bagian 6 Bagian 7
12 19
30
90
25
13 19
11 14
31
51
26
12 13
Jumlah sub klausul Macam dokumen
Bagian 1 Bagian 2 Bagian 3 Bagian 4 Bagian 5 Bagian 6 Bagian 7
11 14
31
51
26
12 13 11 14
26
44
20
10 11
0 0 5 7 6
2 2
Macam dokumen Sesuai Tidak sesuai
No Klausul Dokumen Sesuai/ Tidak
142 6.3.1 Prosedur identifikasi dan pengawasan peralatan pengendali CCP, keamanan dan keabsahan produk
Tidak
143 6.3.2 Catatan hasil pemeriksaan dan adjusment alat ukur Tidak
144 6.3.3 Catatan kalibrasi dan daya telusur alat ukur terhadap standar nasional atau internasional
Sesuai
145 6.3.4 Prosedur jika pengukuran dan pemantauan alat ukur tidak beroperasi sesuai batasan
Sesuai
Total: 12 subklausul (dari 92% 13 subklausul)
Bagian 7 - Karyawan
146 7.1.1 Program pelatihan karyawan Tidak
147 7.1.2 Kajian pelatihan dan kompetensi karyawan yang terkait aktivitas CCP Tidak
148 7.1.3 Prosedur pelatihan karyawan Sesuai
149 7.1.4 Catatan/bukti pelatihan Sesuai
150 7.1.5 Kajian kompetensi karyawan terkait pelatihan Sesuai
151 7.2.1 Prosedur higiene karyawan Sesuai
152 7.2.4 Catatan pegujian plester pada detektor logam Sesuai
153 7.2.5 Prosedur pengawasan penggunaan dan penyimpanan obat-obatan pribadi Sesuai
154 7.3.1 Prosedur pemeriksaan kesehatan karyawan Sesuai
155 7.3.2 Prosedur pemeriksaan kesehatan tamu dan kontraktor yang masuk ke area produksi
Sesuai
156 7.3.3 Prosedur penangan karyawan, kontraktor atau tamu yang baru semubh atau kontrak dengan penyakit infeksi
Sesuai
157 7.4.1 Prosedur pemakaian pakaian pelindung di area kerja Sesuai
158 7.4.4 Prosedur operasional laundri untuk high-care/high-risk area Sesuai
Total: 13 subklausul (68% dari 19 subklausul)
A
B
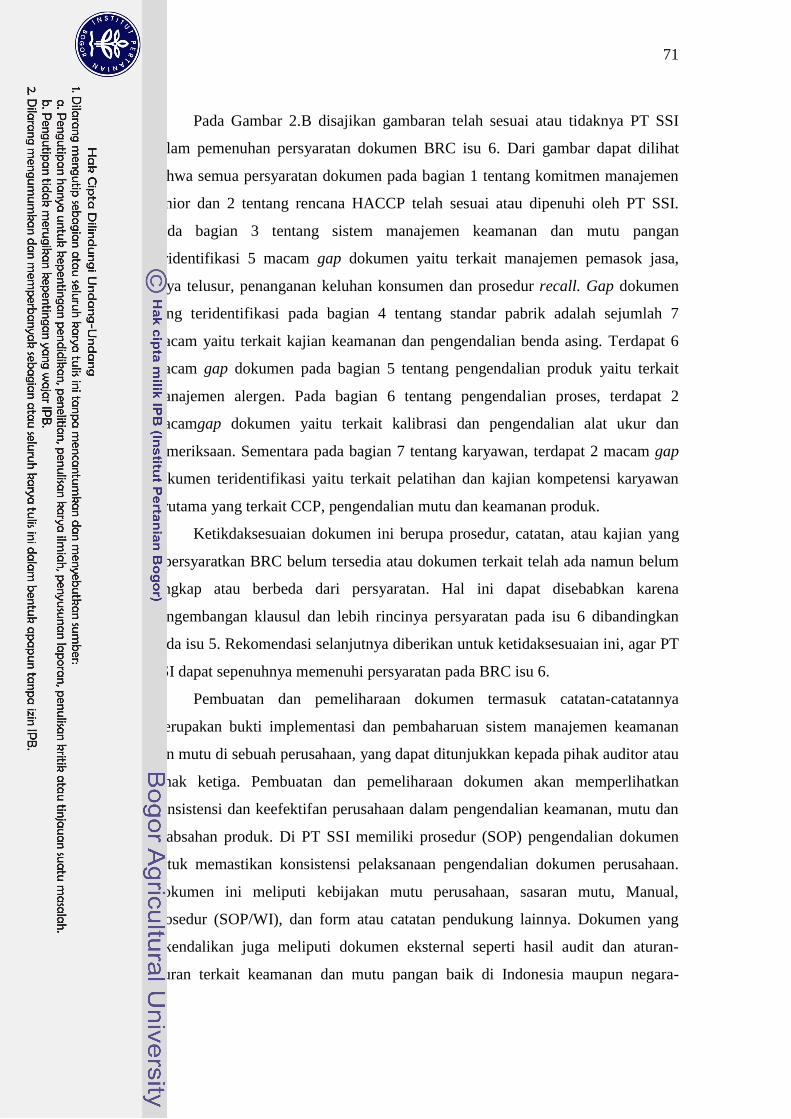
71
Pada Gambar 2.B disajikan gambaran telah sesuai atau tidaknya PT SSI
dalam pemenuhan persyaratan dokumen BRC isu 6. Dari gambar dapat dilihat
bahwa semua persyaratan dokumen pada bagian 1 tentang komitmen manajemen
senior dan 2 tentang rencana HACCP telah sesuai atau dipenuhi oleh PT SSI.
Pada bagian 3 tentang sistem manajemen keamanan dan mutu pangan
teridentifikasi 5 macam gap dokumen yaitu terkait manajemen pemasok jasa,
daya telusur, penanganan keluhan konsumen dan prosedur recall. Gap dokumen
yang teridentifikasi pada bagian 4 tentang standar pabrik adalah sejumlah 7
macam yaitu terkait kajian keamanan dan pengendalian benda asing. Terdapat 6
macam gap dokumen pada bagian 5 tentang pengendalian produk yaitu terkait
manajemen alergen. Pada bagian 6 tentang pengendalian proses, terdapat 2
macamgap dokumen yaitu terkait kalibrasi dan pengendalian alat ukur dan
pemeriksaan. Sementara pada bagian 7 tentang karyawan, terdapat 2 macam gap
dokumen teridentifikasi yaitu terkait pelatihan dan kajian kompetensi karyawan
terutama yang terkait CCP, pengendalian mutu dan keamanan produk.
Ketikdaksesuaian dokumen ini berupa prosedur, catatan, atau kajian yang
dipersyaratkan BRC belum tersedia atau dokumen terkait telah ada namun belum
lengkap atau berbeda dari persyaratan. Hal ini dapat disebabkan karena
pengembangan klausul dan lebih rincinya persyaratan pada isu 6 dibandingkan
pada isu 5. Rekomendasi selanjutnya diberikan untuk ketidaksesuaian ini, agar PT
SSI dapat sepenuhnya memenuhi persyaratan pada BRC isu 6.
Pembuatan dan pemeliharaan dokumen termasuk catatan-catatannya
merupakan bukti implementasi dan pembaharuan sistem manajemen keamanan
dan mutu di sebuah perusahaan, yang dapat ditunjukkan kepada pihak auditor atau
pihak ketiga. Pembuatan dan pemeliharaan dokumen akan memperlihatkan
konsistensi dan keefektifan perusahaan dalam pengendalian keamanan, mutu dan
keabsahan produk. Di PT SSI memiliki prosedur (SOP) pengendalian dokumen
untuk memastikan konsistensi pelaksanaan pengendalian dokumen perusahaan.
Dokumen ini meliputi kebijakan mutu perusahaan, sasaran mutu, Manual,
prosedur (SOP/WI), dan form atau catatan pendukung lainnya. Dokumen yang
dikendalikan juga meliputi dokumen eksternal seperti hasil audit dan aturan-
aturan terkait keamanan dan mutu pangan baik di Indonesia maupun negara-
72
negara tujuan ekspor. Prosedur pembuatan Manual, WI, SOP, atau form diatur
dalam SOP Pembuatan Prosedur dan SOP Pengendalian Dokumen (memenuhi
klausul 3.2.1). Sebuah prosedur dibuat berisikan nomor dokumen, tanggal dibuat,
departemen yang mengeluarkan, tanda tangan yang membuat dan yang
mengesahkan, alasan revisi, dan departemen yang didistribusikan. Setiap prosedur
memiliki sebuah daftar amandemen dokumen yang memperlihatkan sejarah
perubahan suatu prosedur. Daftar amandemen berisikan nomor, judul, dan alasan
revisi suatu prosedur. Setiap departemen yang menerbitkan maupun yang
menerima dokumen bertanggung jawab untuk mengumpulkan dokumen,
memelihara dan menyimpannya supaya mudah diambil bila diperlukan serta
mencegah dari kerusakan atau kehilangan.
Departemen yang mengeluarkan prosedur serta departemen QA akan
memegang versi asli dan dokumen dicap “MASTER”. Departemen penerima
menerima versi fotokopi dan dokumen akan dicap “CONTROLLED
DOCUMENT”. Bila ada revisi, maka versi sebelumnya dicap “REVISED” dan
ditarik. Pendistribusian dokumen revisi terbaru disertai dengan penarikan dan
pemusnahan dokumen lama. Penarikan dokumen dimaksudkan untuk mencegah
dokumen yang bukan versi terakhir yang digunakan.
Setiap dokumen revisi atau dokumen baru, wajib diinformasikan ke seluruh
departemen terkait, lewat email dan disosialisasikan melalui brief atau pelatihan.
Bukti sosialisasi tersebut kemudian disimpan bersamaan dengan dokumen asli.
Dokumen tadi juga dilengkapi dengan form distribusi untuk memastikan dokumen
diterima oleh departemen terkait yang seharusnya menerima dokumen tersebut.
Karyawan dilarang untuk mengkopi atau menggandakan dokumen, kecuali oleh
yang berwenang yaitu Manager atau Departemen yang mengeluarkan, misalnya
untuk kepentingan pelatihan.
Dokumen prosedur disimpan pada lemari atau rak di lokasi atau area yang
terkait (gudang, area ball mill mixer, oven, pengemasan dan lainnya), agar
dokumen mudah diakses. Sebagai contoh adalah dokumen prosedur pengadukan
krim ditempatkan di rak dokumen di area ballmill mixer, sehingga mudah dicari
bila diperlukan. Lembaran prosedur ini dilapisi plastik (plasticlamitaned) untuk
menghindari terkena tumpahan minyak atau krim yang banyak digunakan di area
73
ballmill mixer. Contoh lain adalah dokumen spesifikasi bahan baku dan bahan
kemasan diletakkan di ruang QC Incoming, sehingga mudah diperoleh saat
pemeriksaan barang yang datang.
Saat ini PT SSI juga mengembangkan pendistribusian prosedur SOP dan
WI dalam bentuk dokumen elektronik. Hal ini bertujuan untuk menjaga keamanan
dokumen, menghemat penggunaan kertas dan membuat penyimpanan lebih
sederhana, serta mengurangi dokumen risiko hilang atau rusak. Pada setiap
prosedur ditetapkan pembatasan akses penggunaan dan pemberian password
untuk membuka atau mengakses setiap dokumen. Pada setiap area ditempatkan
unit komputer yang dapat digunakan karyawan untuk melihat prosedur dalam
format elektronik tersebut. Versi cetak maupun daftar amandemen prosedur tetap
dipegang dan dikendalikan oleh departemen pembuat dan departemen QA.
B.1. Gap Ketersediaan Dokumen Bagian 1; Komitmen Manajemen Senior
Pada Tabel 14 dapat dilihat hampir semua klausul dalam Bagian 1 (lebih
dari 90% klausul) mensyaratkan dokumen. Terdapat 11 jenis persyaratan
dokumen pada bagian 1 meliputi kebijakan perusahaan, sasaran mutu, program
kajian dan meeting manajemen, dan organisasi perusahaan.Keseluruhan
persyaratan dokumen tadi telah dimiliki dan diimplementasikan oleh PT SSI.
B.2. Gap Ketersediaan Dokumen Bagian 2; Rencana HACCP
Seperti telah dijabarkan sebelumnya bahwa lebih dari 90% klausul pada
bagian 2 BRC isu 6 mensyaratkan dokumen. Dokumen yang diperlukan adalah
terkait 12 Langkah dan 7 Prinsip rencana HACCP sesuai prinsip HACCP Codex
Alimentarius. Keseluruhan klausul Bagian 2 merupakan fundamental. Pada isu 6
terdapat klausul baru yaitu prerequisite programmes. PT SSI telah telah memiliki
rencana HACCP mapan dan telah memasukkan prerequisite programmes dalam
analisa bahaya pada rencana HACCP. Rencana HACCP Langkah 1 – 12 dan
prerequisite programmes PT SSI dapat dilihat pada Lampiran 2. Keseluruhan
persyaratan dokumen pada pada bagian 2 telah dipenuhi oleh PT SSI.
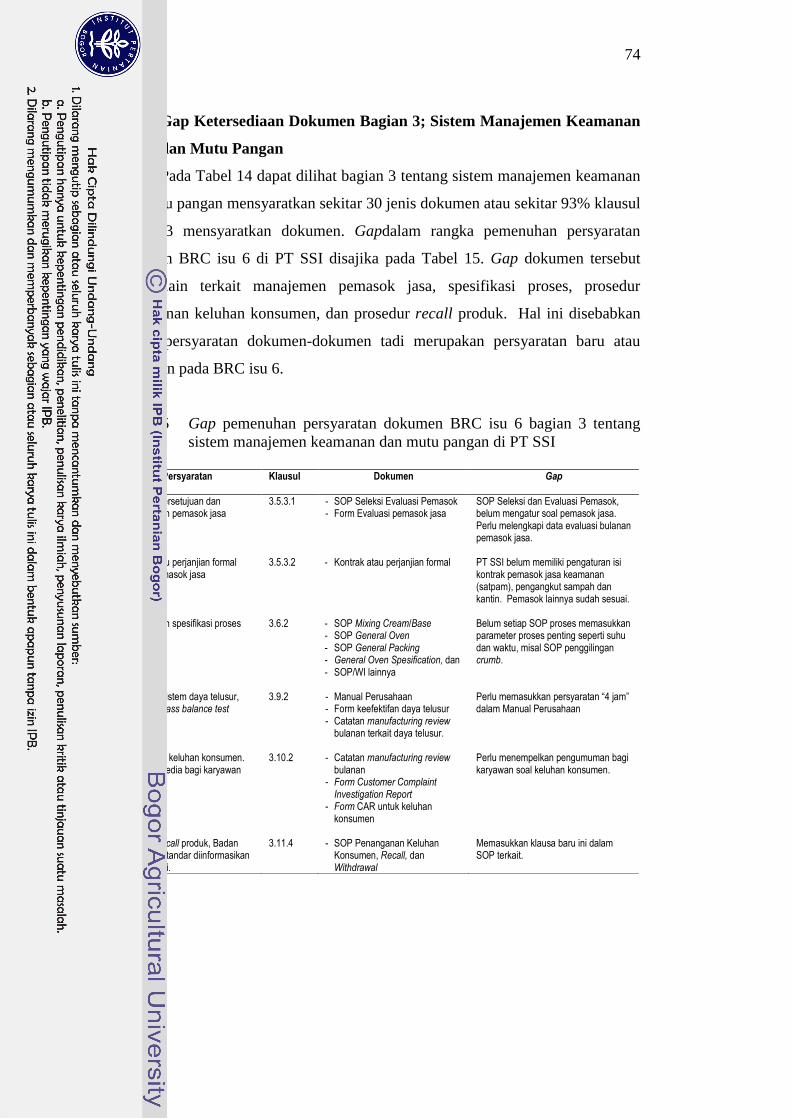
74
B.3. Gap Ketersediaan Dokumen Bagian 3; Sistem Manajemen Keamanan
dan Mutu Pangan
Pada Tabel 14 dapat dilihat bagian 3 tentang sistem manajemen keamanan
dan mutu pangan mensyaratkan sekitar 30 jenis dokumen atau sekitar 93% klausul
bagian 3 mensyaratkan dokumen. Gapdalam rangka pemenuhan persyaratan
dokumen BRC isu 6 di PT SSI disajika pada Tabel 15. Gap dokumen tersebut
antara lain terkait manajemen pemasok jasa, spesifikasi proses, prosedur
penanganan keluhan konsumen, dan prosedur recall produk. Hal ini disebabkan
karena persyaratan dokumen-dokumen tadi merupakan persyaratan baru atau
tambahan pada BRC isu 6.
Tabel 15 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 3 tentang
sistem manajemen keamanan dan mutu pangan di PT SSI
Persyaratan Klausul Dokumen Gap
Prosedur persetujuan dan pengawasan pemasok jasa
3.5.3.1 - SOP Seleksi Evaluasi Pemasok - Form Evaluasi pemasok jasa
SOP Seleksi dan Evaluasi Pemasok, belum mengatur soal pemasok jasa. Perlu melengkapi data evaluasi bulanan pemasok jasa.
Kontrak atau perjanjian formal dengan pemasok jasa
3.5.3.2 - Kontrak atau perjanjian formal PT SSI belum memiliki pengaturan isi kontrak pemasok jasa keamanan (satpam), pengangkut sampah dan kantin. Pemasok lainnya sudah sesuai.
Instruksi dan spesifikasi proses produksi
3.6.2 - SOP Mixing Cream/Base - SOP General Oven - SOP General Packing - General Oven Spesification, dan - SOP/WI lainnya
Belum setiap SOP proses memasukkan parameter proses penting seperti suhu dan waktu, misal SOP penggilingan crumb.
Pengujian sistem daya telusur, termasuk mass balance test
3.9.2 - Manual Perusahaan - Form keefektifan daya telusur - Catatan manufacturing review
bulanan terkait daya telusur.
Perlu memasukkan persyaratan “4 jam” dalam Manual Perusahaan
Analisa tren keluhan konsumen. Analisa tersedia bagi karyawan terkait.
3.10.2 - Catatan manufacturing review bulanan
- Form Customer Complaint Investigation Report
- Form CAR untuk keluhan konsumen
Perlu menempelkan pengumuman bagi karyawan soal keluhan konsumen.
Prosedur recall produk, Badan Sertifikasi Standar diinformasikan dalam 3 hari.
3.11.4 - SOP Penanganan Keluhan Konsumen, Recall, dan Withdrawal
Memasukkan klausa baru ini dalam SOP terkait.
75
B.3.1. Klausul 3.5; Persetujuan dan Pengawasan Persetujuan Pemasok dan
Bahan Baku
PT SSI menerapkan SOP Seleksi dan Evaluasi Pemasok yang mengatur
soal pemilihan dan perstujuan pemasok bahan baku dan bahan kemasan, serta
pengawasan terhadap pemasok. Klausul 3.5.3.1 merupakan klausul baru dalam
BRC yang secara spesifik mengatur persyaratan soal pemasok jasa. Manajemen
pemasok jasa masih menjadi gap dokumen di PT SSI dan menjadi temuan pada
audit sertifikasi BRC isu 6 pada Januari 2011 karena dalam SOP Pemilihan dan
Evaluasi Pemasok belum spesifik menjelaskan soal pemasok jasa. PT SSI baru
memiliki prosedur manajemen pemasok bahan baku dan bahan kemasan. Pemasok
jasa yang harus dikelola seperti disyaratkan dalam BRC isu 6 antara lain adalah
laundri pembersihan, perbaikan dan perawatan mesin, transportasi dan distribusi,
penyimpanan bahan baku, bahan kemasan yang di luar pabrik, analisa
laboratorium, katering dan pengangkutan sampah. BRC isu 6 juga mensyaratkan
adanya kontrak atau perjanjian formal dengan pemasok jasa tersebut. Kontrak
dengan pemasok jasa yang belum dimiliki adalah terkait pengangkutan sampah
dan katering. Pengaturan soal pengangkutan sampah ini rentan dengan isu
penyalahgunaan sampah seperti sampah wafer yaitu yang sudah tidak layak dan
harusnya diperuntukkan untuk ternak digunakan untuk manusia. Pengaturan
katering penting untuk memastikan makanan yang dipasok layak untuk
dikonsumsi dan tidak menyebabkan keracunan makanan.
B.3.2. Klausul 3.6; Spesifikasi
Spesifikasi merupakan standar yang ditetapkan terhadap mutu suatu bahan
baku atau bahan kemasan, tahapan proses (seperti waktu, suhu, hasil) dan produk
akhir. Spesifikasi merupakan suatu dokumen yang harus dikendalikan perusahaan.
Dokumen spesifikasi yang digunakan di PT SSI, berupa spesifikasi bahan baku
dan bahan kemasan (sesuai klausul 3.6.1), formula bahan pembuatan krim dan
base, spesifikasi proses untuk setiap tahapan proses, dan spesifikasi produk akhir
(sesuai klausul 3.6.3). Dari desk evaluation yaitu pemeriksaan dokumen-dokumen
proses dan pengamatan di lapangan pada penelitian ini ditemukan bahwa belum
semua paramater proses ditetapkan dalam SOP/WI. Pada prosedur penggilingan
crumb, belum ditetapkan parameter kehalusan crumb misal ukuran partikel
76
tertentu atau harus lolos ayakan ukuran tertentu. Pada tahapan pengemasan
produk, kadangkala terjadi produk work in process (wip) berupa tin atau dalam
kemasan kantong plastik. Wip terjadi karena kelebihan jumlah produksi dari yang
yang seharusnya, masalah ketersediaan bahan kemasan atau akibat rusaknya
mesin tertentu sehingga terjadi penumpukan produk dan penundaan produksi.
Jumlah maksimal produk wip yang boleh dibuat belum ditetapkan oleh tim
produksi. Akibatnya terjadi penumpukan wip di area produksi dan
ketidakteraturan lokasi penyimpanan serta pemakaian wip. Oleh karena itu
direkomendasikan agar tim Produksi menyusun angka maksimal wip yang boleh
dibuat. Selanjutnya prosedur baru tadi disosialisasikan ke tim produksi.
B.3.3. Klausul 3.9; Daya Telusur (Traceability)
Kemampuan untuk menelusur atau daya telusur sangat didukung dengan
ketertiban pelaksanaan penggunaan dan pengisian dokumentasi yang ada di semua
departemen yang terlibat dalam proses produksi makanan. Di PT SSI pencatatan
dan pelabelan masih manual yang diatur dalam prosedur pelabelan yaitu SOP
Pelabelan Kode Lot. Daya telusur yang dipersyaratkan dalam BRC ini adalah baik
menelusuri mundur (backward traceability) maupun maju (forward traceability).
Ketepatan dan kecepatan penelusuran produk sangat tergantung pada ketepatan
dan konsistensi pencatatan di form atau checklist dan pemberian identitas atau
pelabelan pada setiap bahan baku dan kemasan, tahapan proses dan produk baik
produk antara/semi jadi maupun produk akhir. Penelusuran harus tepat baik dalam
hal kode lot maupun jumlah produk batau bahan. Setiap bulan departemen QA
melakukan uji coba daya telusur dan melaporkan hasil uji coba dan efektivitas
daya telusur ke manajemen, pada kajian rutin bulanan
Dalam BRC isu 6 terdapat persyaratan baru, yaitu daya telusur ini
hendaklah selesai dilakukan dalam waktu 4 jam (klausul 3.9.2). Namun saat ini di
PT SSI dibutuhkan waktu lebih dari 4 jam untuk pengumpulan keseluruhan data.
Hal ini disebabkan karena data yang diperlukan masih dokumen manual. Oleh
karena itu saat ini perusahaan sedang mengembangkan penelusuran secara
elektronikuntuk mempercepat penelusuran. Daya telusur ini sangat penting dalam
prosedur penanganan keluhan konsumen, peristiwa atau insiden pada produk,
recall atau withdrawal produk. Oleh karena itu dalam SOP terkait penanganan
77
keluhan konsumen dilakukan pembaharuan dengan memasukkan aturan maksimal
waktu pengumpulan data yaitu harus kurang dari 4 jam. Saat ini telah tersedia
berbagai macam cara penelusuran yang tersedia untuk produsen, retailer dan
pedagang baik dengan perangkat software dan hardware. Informasi terkait
perputaran produk di jalur distribusi berdasarkan kode berupa kode tiap unit, lot,
atau tahapan lainnya menjadi pilihan yang lebih diminati. Sistem pengkodean
yang dikombinasikan dengan sistem barcode UCC dan EAN banyak digunakan
oleh retailer-retailer utama untuk sistem penelusuran produk mereka (Rasco dan
Bledsoe 2005). System Application and Product (SAP) merupakan salah satu
software sistem perhitungan rotasi stok yang banyak digunakan industri ritel
(misal supermarket) termasuk di industri pangan. Dengan SAP ini dapat
dilakukan perhitungan stok barang mulai dari gudang bahan baku, produksi
sampai gudang produk jadi. Perhitungan stok bahan, perhitungan jumlah
kebutuhan pembelian, kebutuhan produksi, hasil produk yang dihasilkan, dan
pengeluaran barang dari suatu perusahaan dapat dihitung dengan sistem ini.
B.3.4. Klausul 3.10; Keluhan konsumen
Di PT SSI penanganan keluhan konsumen dikoordinasikan oleh QA
Manager sesuai SOP Penanganan Keluhan Konsumen, Recall dan Withdrawal.
Penelusuran produk yang dikeluhkan membutuhkan keefektifan, kecepatan dan
ketepatan daya telusur perusahaan. Berikut adalah gambaran prosedur penanganan
keluhan konsumen di PT SSI. Keluhan konsumen yang masuk distributor akan
diinformasikan kepada QA Manager. Commercial Manager dan menyediakan
informasi terkait pengiriman barang seperti negara tujuan, nama distributor,
tanggal pengiriman, nomor PO, dokumen packing list berisikan kode lot, dan
jumlah produk yang dikirimkan. QA Manager akan mengkoordinasikan
pengecekan retained sample dan mengkoordinasikan ke pihak-pihak terkait untuk
melakukan pemeriksaan tentang penyebab terjadinya permasalahan tersebut dan
melakukan validasi ada tidaknya potensi bahaya. Bila keluhan tersebut tidak
memiliki potensi bahaya, QA Manager akan menvalidasi dan melaporkan hasil
traceability dan melaporkan kesimpulan tersebut kepada pihak manajemen. Bila
keluhan tersebut memiliki potensi bahaya, QA Manager akan menginformasikan
kepada menajemen tentang kemungkinan untuk menarik produk (recall).
78
Keputusan recall diputuskan dan dibahas lebih lanjut oleh Crisis Management
Team (CMT) PT SSI.
Setiap keluhan konsumen dibuatkan form CAR (Corrective Action
Request) bagi departemen terkait. Tujuannya adalah agar dilakukan investigasi
mendalam soal keluhan konsumen, menetapkan tindakan koreksi serta tindakan
pencegahan agar tidak terjadi kembali. Setiap bulannya, departemen QA
melaporkan ke pihak manajemen, yaitu dalam manufacturing review bulanan, soal
tren keluhan konsumen. Tren tersebut meliputi jumlah keluhan perbulan dan
tahun berjalan, masalah yang di keluhkan dan asal keluhan yaitu dari distributor
atau pelanggan akhir. Dari pengamatan di lapangan diketahui keluhan konsumen
masih kurang disosialisasikan ke karyawan atau departemen terkait, seperti yang
disyaratkan oleh klausul 3.10.2. Beberapa hal yang direkomendasikan adalah
menempelkan pengumuman pada area strategis agar karyawan mengetahui tren
keluhan konsumen tersebut dan diharapkan dapat meningkatkan kesadaran
karyawan untuk selalu memperhatikan dan berperan aktif dalam menghasilkan
produk bermutu dan aman.
B.3.5. Klausul 3.11; Manajemen Insiden, Withdrawal dan Recall Produk
Withdrawal dan recall produk dapat terjadi dari keluhan konsumen yang
berpotensi membahayakan keamanan konsumen maupun ketidaksesuaian atau
penyimpangan yang terjadi. Di PT SSI, keputusan melakukan withdrawal dan
recall produk diatur dalam SOPPenanganan Keluhan Konsumen, Recall dan
Withdrawal. Hal ini juga menjadi bagian dalam manual crisis management.
Keputusan recall diambil oleh manajemen dan Crisis Management Team (CMT)
yang dibentuk perusahaan. Manual ini mengatur tata cara menghubungi badan
pemerintah terkait, distributor atau retailer produk dijual, trucker, badan
sertifikasi yang mengeluarkan sertifikat sistem BRC dan SQF jika terjadi kejadian
khusus seperti recall produk. Dalam BRC isu 6 (3.11.4) dipersyaratkan untuk
menghubungi badan sertifikasi bila terjadi withdrawal dan recall dalam waktu 3
hari kerja. Pada akhir 2011 dilakukan pembaharuan manual crisis management
agar memenuhi persyaratan pada Standar BRC isu 6.
Penarikan produk atau recall produk adalah suatu tindakan menghentikan
peredaran pangan karena diduga sebagai penyebab penyakit atau keracunan
79
pangan. Tujuannya adalah mencegah timbulnya korban yang lebih banyak karena
mengkonsumsi pangan yang membahayakan kesehatan (BPOMRI 2003). Menurut
peraturan USDA dan FDA (Product Recall Class I II III 2008) recall dibagi
menjadi 3 kelas yaitu kelas 1 adalah yang paling berat atau berbahaya, kelas 2
adalah berpotensi mengandung bahaya dan kelas 3 adalah yang paling kurang
berbahaya, dengan penjabaran sebagai berikut:
1. Kelas I adalah suatu situasi dimana penggunaan atau paparan produk
kemungkinan menyebabkan gangguan kesehatan serius bahkan kematian.
2. Kelas II adalah suatu situasi dimana penggunaan atau paparan produk dapat
menyebabkan gangguan kesehatan serius dalam jangka pendekatau tidak
sampai membahayakan jiwa.
3. Kelas III adalah situasi dimana penggunaan atau paparan produk tidak
menyebabkan gangguan kesehatan, berupa ketidaksesuaian produk dengan
aturan legislasi.
Recall produk berdasarkan implementasinya dibagi menjadi 2 yaitu
voluntary recall atau recall yang bersifat sukarela; yaitu recall yang dilakukan
oleh pebisnis pangan tanpa diminta oleh negara dan mandatory recall atau recall
yang bersifat wajib; yaitu recall yang dilakukan oleh instruksi atau perintah dari
kepala BPOM. Tugas badan negara seperti BPOM dalam recall produk adalah
melakukan investigasi distribusi atau pemasaran produk dan mengamankan
produk tersebut serta bertindak sebagai saksi jika produk tadi dimusnahkan
(Indonesia Food Recall System 2010). Keseluruhan proses recall, mulai dari
investigasi penyebab, jumlah produk, pemasaran dan jaluran distribusi, dan
rencana pelaporan baik ke media sosial serta badan negara harus dilaporkan ke
Badan Sertifikasi dalam waktu 3 hari. Hal ini bertujuan untuk memastikan bahwa
semua insiden ini dapat dikaji dan pelanggan memperoleh kepercayaan penuh
terhadap sertifikat yang telah dikeluarkan (BRC 2011).

80
B.4. Gap Ketersediaan Dokumen Bagian 4; Standar Lingkungan Pabrik
Klausul-klausul pada bagian 4 tentang Standar Pabrik kebanyakan berisi
panduan Cara Produksi Makanan yang Baik (GMP) misal standar bangunan
pabrik, saluran air dan lingkungan sekitar pabrik. Pada Tabel 14 dapat dilihat
bahwa dalam bagian 4 terdapat sekitar 60% klausul yang mensyaratkan dokumen.
Persentase ini adalah yang paling rendah dibandingkan dengan bagian lain dalam
BRC isu 6 akan tetapi jumlah dokumenyang dipersyaratkan terbesar berada di
bagian ini yaitu sekitar 51 jenis dokumen atau mencapai 32% dari total 158 jenis
dokumen yang disyaratkan oleh Standar isu 6. Gap dokumen PT SSI yang
teridentifikasi pada bagian 4 disajikan pada Tabel 16, antara lain adalah soal
kajian keamanan lingkungan pabrik (food defense shelf assessment); pemantauan
katering; penanganan kaca, plastik mudah pecah dan sejenisnya; investigasi
temuan benda asing pada alat; pembuangan limbah; dan kontrak tranportasi.
B.4.1. Klausul 4.2; Keamanan
Sistem keamanan pabrik hendaklah menjamin produk aman dari berbagai
gangguan, kontaminasi atau pencurian selama berada di lingkungan pabrik. Gap
yang teridentifikasi terkait persyaratan keamanan adalah PT SSI belum memiliki
dan melakukan penilaian atau kajian rutin terhadap keamanan (food defense shelf
assesment) seperti yang dipersyaratkan klausul 4.2.1. PT SSI sebenarnya telah
memiliki dan mengimplementasikan suatu sistem pengamanan di lingkungan
pabrik namun PT SSI belum memiliki kajian rutin terhadap sistem keamanan
tersebut. Penilaian terhadap sistem keamanan yang dilakukan adalah bersifat
melengkapi kuisioner atau pertanyaan dari pelanggan atau pihak lainnya. BRC
mensyaratkan melakukan kajian pengaturan keamanan minimal dilakukan setiap
tahun.
Setiap perusahaan dapat secara unik mengkondisikan dan mengembangkan
sebuah sistem keamanan yang logis dalam dalam menangani risiko gangguan
keamanan. Hal ini dapat dicapai dengan mengembangkan dan mengembangkan
sistem keamanan berdasarkan pada pencegahan seperti pada sistem HACCP.
Kajian dapat dilakukan dengan mengadopsi beberapa pertimbangan seperti
seberapa sering bahaya terjadi, tingkat keparahan dan kajian paparan bahaya.
Pihak otoritas pemerintah Ameriksa Serikat (FDA) mempercayai bahwa
81
implementasi keamanan pangan sangat erat hubungannya dengan praktik-praktik
sanitasi di fasilitas pabrik, seperti pengiriman dan penerimaan barang, temper-
evident seal, dan perlindungan terhadap sumber air atau es. Produsen pangan
perlu mengimplementasikan beberapa hal dalam menjaga keamanan seperti
membuat pagar di sekeliling pabrik yang kokoh, melakukan kontrol akses,
pencahayaan yang cukup, melakukan penelusuran stok bahan baku atau produk
yang hilang, melakukan penanganan surat yang baik, memberikan pelatihan
terkait keamanan, dan melakukan proses seleksi karyawan baru (Rasco dan
Bledsoe 2005).
B.4.2. Klausul 4.8; Fasilitas Karyawan
Salah satu fasilitas karyawan yang diatur dalam BRC isu 6 adalah katering
bagi karyawan, yaitu dapat menjadi sumber terjadinya kasus keracunan makanan.
Berdasarkan data dari Centre for Disease Control and Prevention (CDC)
Surveillance dari 1993-1997, terdapat 5 faktor utama yang memiliki kontribusi
terbesar terhadap kejadian keracunan makanan pada katering atau jasaboga yaitu
sumber yang tidak aman, pemasakan yang tidak cukup, suhu antara waktu masak
dan penyajian yang tidak sesuai, peralatan yang terkontaminasi, dan higiene
pekerja yang jelek (FDA 2006). Untuk menghindari keracunan makanan perlu
dilakukan kegiatan pengelolaan atau kantin yang baik dan sesuai dengan aturan-
aturan negara yang terkait.
Kantin di PT SSI dikelola oleh pihak luar yang sebelumnya telah lolos
proses seleksi. Kualitas mikrobiologi makanan dan minuman di kantin diperiksa
oleh bagian QA untuk memastikan makanan yang disajikan tidak terkontaminasi
mikroba berbahaya. Pengolahan bahan mentah dan pemasakan bahan hingga
menjadi produk matang hanya boleh dilakukan di tempat katering tersebut, bukan
di area pabrik. Di kantin pabrik, hanyalah tahap penyajian kepada pembeli. Hal ini
untuk menghindari cemaran mikrobiologi dari bahan segar (seperti ikan, telur,
ayam, daging) ke area pabrik. Pengelolaan lamanya waktu penyajian juga
dilakukan agar makanan disajikan tidak terlalu lama dan mutunya masih baik.
Pemanasan ulang hanya diperbolehkan sekali yaitu maksimal 4 jam setelah
pemasakan. Pengaturan ini diperoleh melalui studi dan kajian di internal
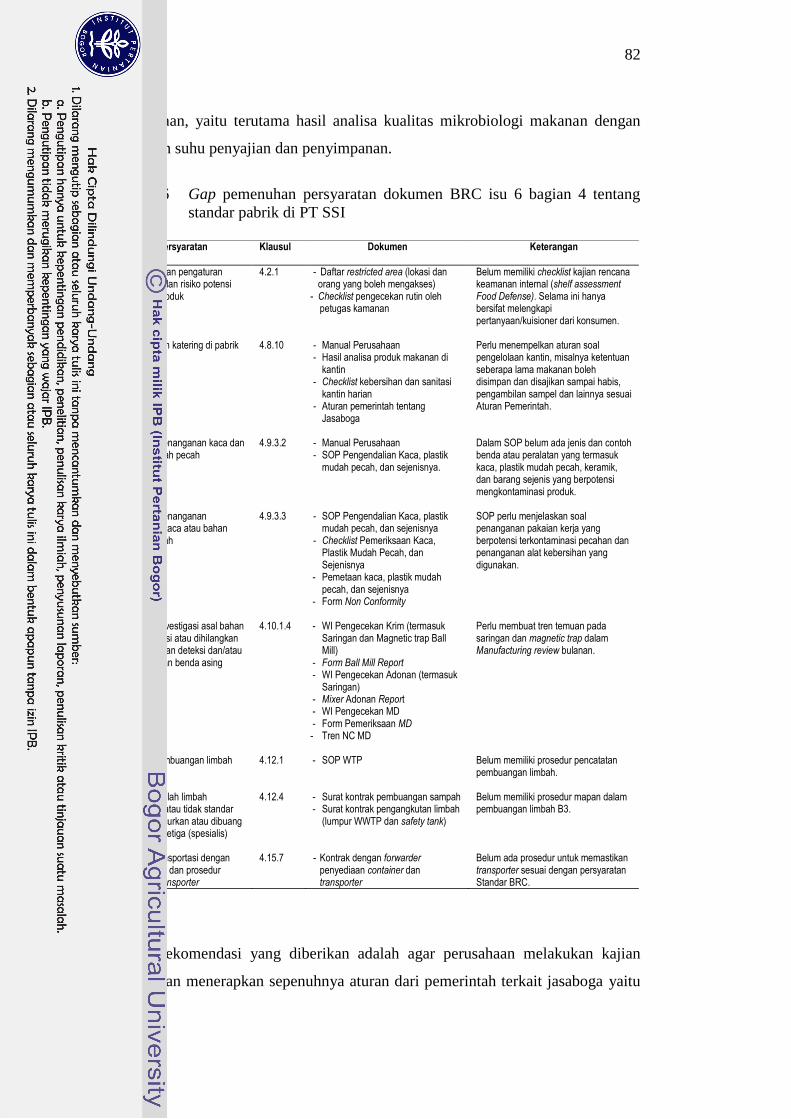
82
perusahaan, yaitu terutama hasil analisa kualitas mikrobiologi makanan dengan
lama dan suhu penyajian dan penyimpanan.
Tabel 16 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 4 tentang
standar pabrik di PT SSI
Rekomendasi yang diberikan adalah agar perusahaan melakukan kajian
aturan dan menerapkan sepenuhnya aturan dari pemerintah terkait jasaboga yaitu
Persyaratan Klausul Dokumen Keterangan
Catatan kajian pengaturan keamanan dan risiko potensi terhadap produk
4.2.1 - Daftar restricted area (lokasi dan orang yang boleh mengakses)
- Checklist pengecekan rutin oleh petugas kamanan
Belum memiliki checklist kajian rencana keamanan internal (shelf assessment Food Defense). Selama ini hanya bersifat melengkapi pertanyaan/kuisioner dari konsumen.
Pemantauan katering di pabrik 4.8.10 - Manual Perusahaan - Hasil analisa produk makanan di
kantin - Checklist kebersihan dan sanitasi
kantin harian - Aturan pemerintah tentang
Jasaboga
Perlu menempelkan aturan soal pengelolaan kantin, misalnya ketentuan seberapa lama makanan boleh disimpan dan disajikan sampai habis, pengambilan sampel dan lainnya sesuai Aturan Pemerintah.
Prosedur penanganan kaca dan bahan mudah pecah
4.9.3.2 - Manual Perusahaan - SOP Pengendalian Kaca, plastik
mudah pecah, dan sejenisnya.
Dalam SOP belum ada jenis dan contoh benda atau peralatan yang termasuk kaca, plastik mudah pecah, keramik, dan barang sejenis yang berpotensi mengkontaminasi produk.
Prosedur penanganan kerusakan kaca atau bahan mudah pecah
4.9.3.3 - SOP Pengendalian Kaca, plastik mudah pecah, dan sejenisnya
- Checklist Pemeriksaan Kaca, Plastik Mudah Pecah, dan Sejenisnya
- Pemetaan kaca, plastik mudah pecah, dan sejenisnya
- Form Non Conformity
SOP perlu menjelaskan soal penanganan pakaian kerja yang berpotensi terkontaminasi pecahan dan penanganan alat kebersihan yang digunakan.
Prosedur investigasi asal bahan yang terdeksi atau dihilangkan oleh peralatan deteksi dan/atau penghilangan benda asing
4.10.1.4 - WI Pengecekan Krim (termasuk Saringan dan Magnetic trap Ball Mill)
- Form Ball Mill Report - WI Pengecekan Adonan (termasuk
Saringan) - Mixer Adonan Report - WI Pengecekan MD - Form Pemeriksaan MD - Tren NC MD
Perlu membuat tren temuan pada saringan dan magnetic trap dalam Manufacturing review bulanan.
Catatan pembuangan limbah 4.12.1 - SOP WTP
Belum memiliki prosedur pencatatan pembuangan limbah.
Catatan jumlah limbah berbahaya atau tidak standar yang dihancurkan atau dibuang oleh pihak ketiga (spesialis)
4.12.4 - Surat kontrak pembuangan sampah - Surat kontrak pengangkutan limbah
(lumpur WWTP dan safety tank)
Belum memiliki prosedur mapan dalam pembuangan limbah B3.
Kontrak transportasi dengan pihak ketiga dan prosedur verifikasi transporter
4.15.7 - Kontrak dengan forwarder penyediaan container dan transporter
Belum ada prosedur untuk memastikan transporter sesuai dengan persyaratan Standar BRC.
83
Peraturan Menteri Kesehatan Republik Indonesia nomor 1096/MENKES/PER/VI/
2011 tentang Higiene Sanitasi Jasaboga. Perbaikan yang perlukan misalnya
menerapkan secara konsisten aturan soal penyimpanan sampel (contoh) menu
makanan dan melaksanakan program pelatihan bagi karyawan kantin secara rutin.
Menurut Permenkes setiap menu makanan harus ada satu porsi sample (contoh)
makanan yang disimpan sebagai bank sampel untuk konfirmasi bila terjadi
gangguan atau tuntutan konsumen. Sampel dengan jumlah tertentu yang mewakili
jenis makanan tertentu (misal kering/gorengan, berkuah, sambal, dan lainnya)
disimpan dalam kantong plastik steril pada suhu 100C selama 1x24 jam. Menurut
pasal 17, dalam hal kejadian keracunan makanan dan/atau Kejadian Luar Biasa
Keracunan Makanan, pemerintah akan melaksanakan penanggulangan melalui
kegiatan investigasi dan surveilans, serta pengambilan sampel dan sepesimen
jasaboga yang diperlukan. Sampel ini akan diperiksa di laboratorium yang telah
terakreditasi sesuai dengan standar yang berlaku.
Aturan terbaru terkait kantin pada BRC isu 6 klausul 4.8.10 adalah bahwa
karyawan hendaklah dikenalkan makanan alergen di area kantin. Pada pelatihan
tahunan BRC 2011 telah diberikan materi terkait alergen misal bahan pangan
yang mengadung alergen yang ditemui di kantin, seperti sambal kacang, ikan laut,
tempe dan tahu, telur, susu dan lainnya. Pengumuman soal alergen ini ditempel di
beberapa tempat di kantin, jenis-jenis makanan tersebut. Karyawan juga
diwajibkan menggunakan sendok dan garpu saat makan, serta mencuci tangan
setelah makan. Hal itu bertujuan untuk mengurangi potensi kontaminasi alergen
dan menghilangkan sisa-sisa makanan di tangan setelah makan. Keberadaan
alergen yang tersembunyi harus dilakukan dengan mencegah, menghilangkan atau
mengatur agar bahan tidak masuk dalam pangan (Apenten 2000) salah satunya
dengan pencegahan dari karyawan dan makanan yang dikonsumsinya.
B.4.3. Klausul 4.9.3; Pengendalian Kaca, Plastik yang Mudah Pecah,
Keramik dan Sejenisnya.
Di PT SSI, prosedur pengendalian terkait kaca, plastik mudah pecah,
keramik dan sejenisnya (4.9.3) diatur dalam SOP Pengendalian Kaca, Plastik
Mudah Pecah dan Sejenisnya. Prosedur ini mengatur soal perlunya mendaftarkan
semua mesin, peralatan dan alat bantu yang terbuat dari bahan ini yang berpotensi
84
mengkontaminasi produk dan pengendalian serta pemeriksaan terhadap benda-
benda tersebut. Secara umum pengendalian benda-benda ini dikelola lewat
prerequisiste program. Lampu-lampu yang dipasang di area produksi adalah jenis
yang tidak pecah (shatterproof glass). Bila menggunakan lampu yang terbuat dari
kaca disekitar proses dan mesin, maka lampu tadi diberi pelindung dan diatur
posisinya agar bila pecah tidak menyebabkan kontaminasi ke area sekitarnya.
Bahan kaca dilarang tidak digunakan sebagai bagian dari mesin atau peralatan.
Peralatan plastik tidak dapat dihilangkan sepenuhnyadari peralatan dan mesin
namun jenis yang dipilih adalah yang cukup kuat dan tebal (minimal 5mm).
Contoh peralatan berbahan plastik ini adalah tutup rol di oven (untuk alasan
keselamatan pekerja) dan tutup timbangan di oven. SOP pengendalian bahan-
bahan ini sebaiknya diperbaharui denganmencantumkan contoh konkrit benda,
baik pada peralatan, mesin atau alat bantu lainnya yang digunakan, yang terbuat
dari kaca (misal lampu), plastik yang mudah pecah (misal tutup rol nanas di oven,
tutup timbangan di oven), keramik, dan sejenisnya, yang berpotensi menjadi
sumber kontaminasi bila pecah atau rusak. Selanjutnya contoh ini akan menjadi
patokan dalam pembaharuan Checklist Pemeriksaan Kaca dan Plastik yang
Mudah Pecah atau form Tools Inspection, yaitu suatu pemeriksaan rutin oleh
Departemen Produksi atau Engineeringuntuk memeriksa kondsi, kelengkapan dan
keutuhan alat produksi.
Penerapan prerequisite programmes berupa pelarangan dan pembatasan
penggunaan kaca, bahan mudah pecah, keramik dan sejenisnya, beserta
pengendalian dan pemeriksaan rutin kondisi alat bertujuan mencegah terjadinya
potensi kontaminasi dari bahan-bahan tersebut ke produk. BRC juga
mensyaratkan lebih rinci prosedur bila terjadi peristiwa kerusakan atau
pecahnyaalat dari bahan-bahan tersebut pada klausul 4.9.3.3. Klausul ini
mensyaratkan perusahaan harus merincikan prosedur terkait yaitu karantina
produk dan area produksi yang berpotensi terkena pecahan; pembersihan area
produksi; inspeksi area produksi dan otoritas untuk melanjutkan produksi;
penggantian pakaian kerja dan pemeriksaan sepatu; penetapan siapa yang boleh
melakukan hal-hal tadi; dan pencatatan insiden kerusakan atau pecahnya alat.Dari
evaluasi dan pengamatan di lapangan ditemukan bahwa prosedur yang ada saat ini
85
masih perlu diperinci lebih lanjut, yaitu misalnya soal penanganan pencucian baju
yang berpotensi terkontaminasi pecahan kaca dan sejenisnya di laundri, prosedur
pembersihan alat kebersihan (misal sapu atau penyedot) yang digunakan untuk
pembersihan pecahan kaca dan sejenisnya dan aturan soal pembuangan pecahan
tersebut. Perincian prosedur ini diperlukan mengingat pecahan kaca merupakan
kelompok penting dari benda asing. Kaca digolongkan sebagai prioritas tinggi
karena berpotensi merobek mulut atau kerongkongan (Edwards 2004).
B.4.4. Klausul 4.10.1; Peralatan Deteksi dan Penghilangan Benda Asing
Penanganan resiko kontaminasi fisik atau kimia serta peralatan deteksi dan
penghilangan benda asing selalu menjadi prioritas tinggi dalam Standar BRC.
Pengembangan persyaratan dalam klausul-klausul isu 6 memperlihatkan
manajemen risiko dari bahan berbeda dan teknologi berbeda yang tersedia untuk
penghilangan kontaminasi. Persyaratan yang ada hanya berlaku tergantung dari
jenis produksi mana yang dipilih (BRC 2011). BRC isu 6 memuat beberapa
persyaratan tambahan soal alat detektor logam (4.10.3). Selain detektor logam, isu
6 mencantumkan persyaratan-persyaratan tersendiri untukmasing-masing jenis
peralatan saringan dan ayakan (klausul 4.10.2), alat detektor logam dan X-ray
(4.10.3), magnet (4.10.4),dan peralatan sortir optik (4.10.5).
PT SSI menggunakan beberapa peralatan untuk mendeteksi dan
menghilangkan benda asing di beberapa tahap proses. Magnetic trap yaitu magnet
yang dapat menarik logam jenis besi digunakan untuk krim, yang dipasang pada
keluaran akhir alat ball mill mixer. Ayakan dengan kawat mesh 30 digunakan
untuk mengayak krim dan adonan hasil pengadukan. Saringan udara digunakan
untuk menyaring udara untuk peralatan udara bertekanan tinggi yang digunakan di
area proses. Detektor logam untuk semua produk digunakan pada tahap akhir
pengemasan. Penggunaan peralatan ini menjadi bagian dalam analisa bahaya pada
rencana HACCP (sesuai klausul 4.10.1.1).
Pada isu 6 dipersyaratkan untuk melakukan investigasi atau kajian terhadap
temuan pada (klausul 4.10.1.3). Semua pemeriksaan dan pengkajian temuan
dikelola oleh departemen QA. Pada manufacturing review bulanan, QA akan
melaporkan kepada manajemen terkait tren temuan pada peralatan tersebut,
investigasi serta analisanya. Selanjutnya akan ditetapkan tindakan perbaikan yang
86
mungkin perlu dilakukan. Investigasi dan kajian temuan telah dilakukan yaitu
untuk detektor logam (CCP). Sejak PT SSI mengkaji standar ini pada Oktober
2011, temuan pada alat lainnya juga diinvestigasi yaitu pada saringan krim,
saringan adonan, dan magnetic trap. Ditemukan investigasi temuan pada alat
saringan udara belum dilakukan. Saringan udara merupakan alat penting karena
udara yang disaring digunakan untuk proses yang kontak dengan produk yaitu
untuk pembuatan bintik pada wafer sebelum dipanggang dan untuk udara
bertekanan tinggi misal penyemprotan alat atau mesin. Potensi bahaya yang ada
kemungkinan berasal dari oli yang digunakan pada mesin saringan akibat program
pemeliharaan alat yang salah atau tidak sesuai prosedur. Kualitas mikrobiologi
udara hasil saringan telah diperiksa secara rutin dan program pemeliharaan alat
saringan telah dilakukan sebagai salah satu prerequisite program di PT SSI untuk
menghilangkan potensi kontaminasi pada udara.
B.4.5. Klausul 4.12; Limbah/Pembuangan Limbah
Penanganan limbah di PT SSI diatur dalam Manual Perusahaan dan di SOP
Water Treatment Plan (WTP). Limbah secara umum di PT SSI dibagi menjadi
limbah cair dan limbah padat. Khusus sampah bahan kimia (misal pencucian alat
semprot tinta kode pada kaleng) dan kemasan bahan kimia ditangani secara
khusus karena termasuk limbah berbahaya dan butuh pengelolaan khusus. Di area
produksi disediakan tempat khusus untuk menampung cairan kimia pembersih
atau botol bekas. Sampah tadi kemudian disimpan di ruang khusus luar produksi,
untuk kemudian diangkut oleh subkontraktor yang berijin.
Gap yang teridentifikasi adalah pencatatan jumlah sampah yang diangkut
belum dilakukan dengan baik dan konsisten, baik dari area produksi atau gudang,
atau area lainnya yang diangkut keluar pabrik (klausul 4.12.4). Pada awal 2012
diterapkan prosedur bahwa sampah yang keluar harus selalu tercatat dan catatan
tersebut dikelola oleh Bagian Umum (General Affair/GA). Aturan ini dituangkan
dalam SOP Pembuangan Sampah.
B.4.6. Klausul 4.15; Pengangkutan dan Transportasi
Dalam pembahasan perbandingan isu 5 dan 6 terkait klausul sebelumnya,
telah disebutkan bahwa terdapat beberapa klausul baru pada isu 6. Salah satu
klausul baru adalah 4.15.7 yang mensyaratkan bila perusahaan melakukan kontrak
87
dengan pihak ketiga untuk tranportasi, maka hendaknya mempertimbangkan
apakah pihak tadi telah memiliki sertifikasi internasional. PT SSI mengatur
beberapa persyaratan agar sesuai Standar ini di dalam kontrak perjanjian dengan
trucker dan forwarder. Namun masih yang terkait dengan kebersihan dan kondisi
container barang (sesuai klausul 4.15.3). Belum ada persyaratan lainnya soal
pengangkutan seperti pada klausul 4.15.6 tentang persyaratan untuk pengamanan
produk selama transit, terutama saat kendaraan diparkir atau tidak ada orang. Hal
ini perlu disosialisasikan ke pihak pemasok container agar tidak ada potensi yang
dapat membahayakan keamanan dan mutu produk.
B.5. Gap Ketersediaan Dokumen Bagian 5; Pengendalian Produk
Dalam bagian 5 persyaratan BRC tentang Pengendalian Produk terdapat
84% klausul yang mensyaratkan dokumen. Total jumlah dokumen yang
disyaratkan adalah 26 jenis yang berkisar pada persyaratan kemasan, pelabelan
dan klaim produk, prosedur penanganan alergen, prosedur pengelolaan
laboratorium, dan prosedur terkait pemeriksaan dan pengujian produk. Gap
dokumen PT SSI dalam penerapan BRC isu 6 bagian 5 disajikan pada Tabel 17.
B.5.1. Klausul 5.1; Perancangan/Pengembangan Produk
Klausul 5.1.2 menekankan bahwa perubahan pada formula, proses produksi
dan kemasan hendaknya mendapatkan persetujuan formal dari koordinator atau
ketua tim HACCP. Di PT SSI, telah diberlakukan prosedur bahwa semua
perubahan tersebut dilakukan validasi HACCP dan catatannya dipelihara. Dari
penelitian ini teridentifikasinya perlunya perbaikan soal bagaimana validasi ini
dapat konsisten terjadi pada proses produksi, mesin dan peralatan. Kadangkala
pada saat produksi mesin atau peralatan mengalami masalah atau kerusakan
sehingga kemudian diperbaiki dan perlu dimodifikasi oleh tim Produksi atau
Engineering. Sejauh mana perubahan atau perbaikan ini diperbolehkan yang tidak
mempengaruhi keamanan produk, belum ditetapkan. Hal ini membutuhkan kajian
bersama Tim HACCP dengan departemen Engineering dan Produksi.
Pertimbangan yang disarankan dalam kajian ini diantaranya isu bagian kontak
langsung atau tidak dengan produk dan pertimbangan area produk terbuka atau
tertutup. Hal ini terkait langsung bahwa perubahan pada proses produksi jangan

88
sampai berpotensi mengkontaminasi produk yang masih terbuka atau yang sedang
diproses. Jenis mesin atau peralatan; lamanya waktu perbaikan sampai mesin
diperbaiki secara permanen;dan besarnya perubahan harus ditetapkan dengan jelas
karena terkait dengan produktifitas proses.Desain dan jenis bahan/alat sementara
yang digunakan selama perbaikan harus dipastikan tidak sampai mencemari
produk, misal menggunakan plastik atau bahan non-stainless stell.
Tabel 17 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 5 tentang
pengendalian produk di PT SSI
Setelah dilakukan perbaikan atau perubahan mesin tadi harus dibersihkan
dan disanitasi untuk memastikan tidak ada residu atau potensi mengkontaminasi
produk. Karyawan yang terlibat dalam perbaikan dan pembersihan ini harus
mendapatkan pelatihan yang memadai. Otoritas untuk menetapkan boleh atau
Persyaratan Klausul Dokumen Keterangan
Prosedur pembatasan/larangan ruang lingkup produk baru untuk mengendalikan masuknya bahaya (misal alergen, bahan kemasan kaca)
5.1.1 - Manual Perusahaan - SOP Product Development
SOP Product Develpment belum mengatur soal ini.
Catatan kajian bahaya dan pengesahan ketua tim HACCP untuk semua produk baru dan perubahan formula, kemasan atau proses produksi
5.1.2 - Form Validasi HACCP Belum ada mekanisme validasi dan secara rinci soal sejauh mana perubahan pada mesin/alat produksi harus disahkan oleh tim HACCP, misal karena alasan perbaikan.
Prosedur pengendalian kontaminasi silang alergen pada bahan baku, produk antara dan produk akhir
5.2.3 - Rencana HACCP - Form Validasi - SOP Penanganan Alergen - SOP Pelabelan kode lot - Label RM alergen (biru) - Label wip/krim/crumb/minyak
kurasan produk alergen - Matrix Pemakaian dan Pencampuran
Cream/Crumb Cream/Crumb Base/ Minyak Kurasan
Belum ada prosedur pemisahan saat pembersihan mesin/ adjacent cleaning)
Catatan pelatihan penanganan alergen
5.2.9 - Program pelatihan - Bukti absensi pelatihan
Belum ada refreshment training terkait penanganan alergen
Prosedur penilaian umur simpan terkait kualitas mikrobiologi, sensori dan kimia produk
5.5.1.3 - SOP Keeping Quality Test - Form keeping quality test - Hasil analisa mikrobiologi produk
(keepting testi)
Masih sedang tahap melakukan kajian aw semua produk sampai batas akhir umur simpan.
Prosedur untuk memastikan reliability hasil analisa
5.5.2.4 - Sertifikat pelatihan mikrobiologi - Hasil analisa/ proficiency test untuk
air - Sertifikat kalibrasi peralatan
laboratorium
Belum ada prosedur proficiency test termasuk frekuensi dan metode analisa. Belum melengkapi hasil proficiency test semua laboran.
89
tidaknya melanjutkan proses produksi setelah dilakukan perubahan harus
ditetapkan. Semua perubahan pada proses atau mesin dan peralatan ini tercatat,
untuk selanjutnya dibawa ke pertemuan Tim HACCP untuk dilakukan kajian dari
berbagai aspek keamanan dan kualitas produk dan disahkan.
B.5.2. Klausul 5.2; Manajemen Alergen
Bila dalam BRC isu 5 klausul terkait pengaturan alergen ini berbunyi
“bahan yang mengandung alergen”, di BRC isu 6 ini digunakan istilah
“manajemen alergen”. Manajemen yang dimaksud disini adalah pengaturan
alergen di perusahaan dari berbagai aspek, mulai dari perencanaan produk, kajian
risiko, sampai produk akhir. Klausul 5.2 menyebutkan bahwa perusahaan wajib
memiliki suatu sistem manajemen alergen yang mapan untuk mencegah risiko
kontaminasi. Masalah alergen sendiri semakin menjadi perhatian penting pada
BRC isu 6 ini. Isu alergen dimasukkan dalam beberapa bagian sepertikajian
bahaya alergen menjadi bagian rencana HACCP, klaim terkait alergen pada
pelabelan produk, perlunya pembatasan pada tahap perancangan atau
pengembangan produk baru yaitu terhadap masuknya bahaya berupa alergen baru,
penyimpanan bahan yang mengandung alergen di gudang, dan lainnya. Pada
Tabel 14 dapat dilihat bahwa hampir semua persyaratan pada klausul 5.2 (kecuali
klausul 5.2.5 dan 5.2.8 ) mensyaratkan dokumen/prosedur tertentu.
Pada pembuatan produk wafer stik di PT SSI digunakan beberapa bahan
baku yang mengandung alergen yaitu telur, susu, tepung terigu, dan lesitin
kedelai. Bahan-bahan tersebut digunakan pada semua produk. Ada satu produk
berbeda lainnya yaitu menggunakan hazelnut. Oleh karena itu kajian risiko dalam
rencana HACCP memasukkan hazelnut ini sebagai suatu bahaya kimia potensial,
yang harus dikendalikan di beberapa tahapan proses. Pada pelabelan produk
disebutkan bahwa produk wafer stik kemungkinan mengandung hazelnut, namun
perusahaan wajib menjaga pada seluruh tahapan agar tidak terjadi kontaminasi
dari hazelnut ini. Pembahasan hasil penelitian terkait manajemen alergen ini
secara rinci dijelaskan dalam Bab C.
90
B.5.3. Klausul 5.5; Pemeriksaan dan Pengujian Laboratorium Produk
Pada setiap tahapan proses mulai dari penerimaan bahan baku, persiapan,
pengadukan, oven, dan pengemasan hingga menjadi produk akhir dilakukan
prosedur pengujian atau pemeriksaan. Gap dokumen yang teridentifikasi terkait
persyaratan klausul 5.5.1.3 adalah soal kajian umur simpan produk (on-going
shelf assessment) terutama terkait sifat kimia yang mempengaruhi keamanan
produk. Produk wafer stik termasuk produk kering dengan kadar air kurang dari
5%. Produk dengan kadar air rendah cenderung lebih awet. Umur simpan produk
ditetapkan 15 bulan. Penilaian kemanan keamanan pangan biasanya menggunakan
parameter water activity (aw). Produk kukis, kraker, tepung roti dan pangan
lainnya yang mengandung kadar air 3-5% dengan aw 0,4 tidak memungkinkan
mikroba baik bakteri, kapang maupun khamir untuk tumbuh (Kusnandar 2010).
Aw menunjukkan air bebas yang dapat digunakan oleh mikroba. Aw digunakan
sebagai paramater keamanan dan bukan kadar air, karena kadar air hanya
menunjukkan kandungan air dalam bahan dan mempengaruhi karakteristik mutu
produk, seperti organoleptik, dan bukan keamanan produk.
Pada akhir 2011 dilakukan pengujian dan kajian aw produk untuk
pemenuhan peryaratan BRC isu 6 klausul 5.5.1.3. Pengujian aw produk dilakukan
di laboratorium luar yang terakreditasi. Dari hasil beberapa kali analisa aw dan
kajian terhadap hasil kualitas mikrobiologi produk akhir, akhirnya ditetapkan
standar aw pada produk wafer PT SSI adalah 0,3 – 0,6.
Direkomendasikan perlunya dilakukan kajian lebih mendalam untuk aw
yaitu meliputi aw bahan baku, aw krim dan adonan sendiri. Nilai aktivitas air
pangan berkisar 0,0–1,0 yang diperoleh dari rasio antara tekanan uap air pada
kelembaban tertentu dengan tekanan air murni. Nilai aw dapat berubah bila
kelembaban relatif lingkungan penyimpanannya berubah. Nilai aw yang rendah
membuat produk lebih awet dan lebih aman karena terkait dengan pertumbuhan
mikroba pembusuk, baik kapang, khamir maupun bakteri (Kusnandar 2010). Nilai
aw minimum untuk pertumbuhan beberapa mikroba dapat dilihat pada Tabel 18.
Pada tabel ini tertera bakteri Escherichia coli, Bacillus cereus dan Staphyloccus
aureus dapat tumbuh pada aw tinggi (> 0,9). Bakteri E.coli, B.cereus dan S.aureus
penting dalam keamanan pangan karena merupakan merupakan penyebab
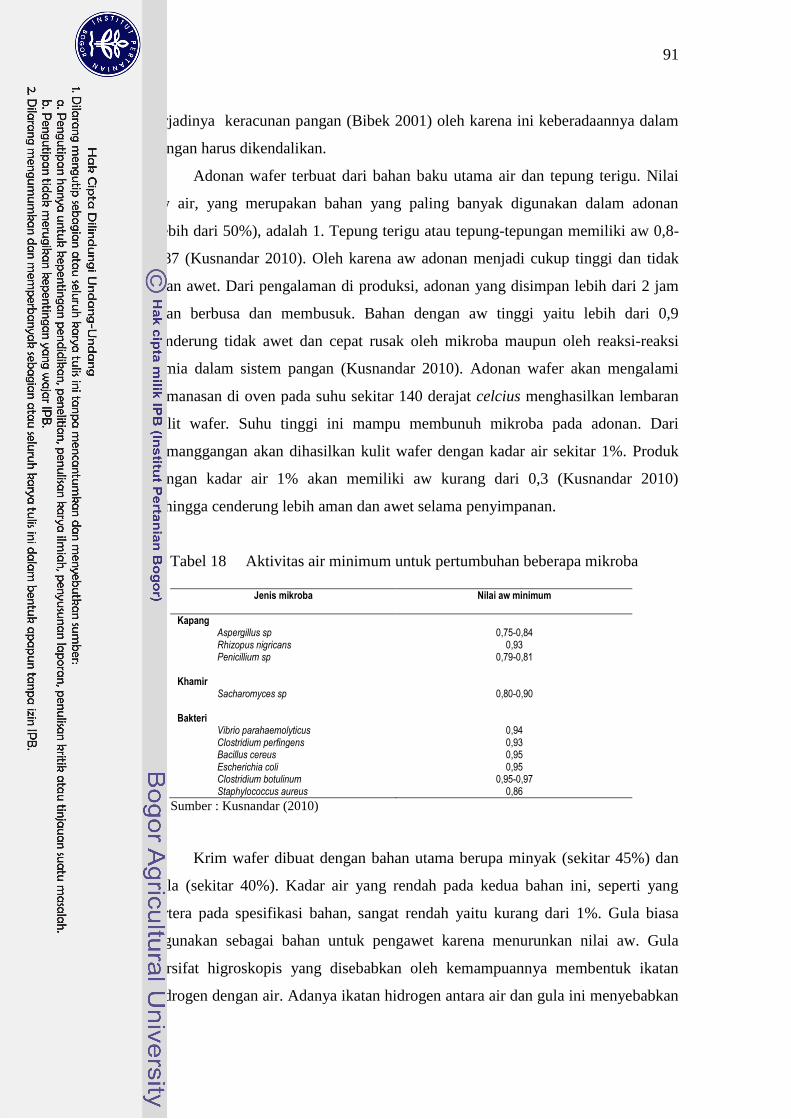
91
terjadinya keracunan pangan (Bibek 2001) oleh karena ini keberadaannya dalam
pangan harus dikendalikan.
Adonan wafer terbuat dari bahan baku utama air dan tepung terigu. Nilai
aw air, yang merupakan bahan yang paling banyak digunakan dalam adonan
(lebih dari 50%), adalah 1. Tepung terigu atau tepung-tepungan memiliki aw 0,8-
0,87 (Kusnandar 2010). Oleh karena aw adonan menjadi cukup tinggi dan tidak
akan awet. Dari pengalaman di produksi, adonan yang disimpan lebih dari 2 jam
akan berbusa dan membusuk. Bahan dengan aw tinggi yaitu lebih dari 0,9
cenderung tidak awet dan cepat rusak oleh mikroba maupun oleh reaksi-reaksi
kimia dalam sistem pangan (Kusnandar 2010). Adonan wafer akan mengalami
pemanasan di oven pada suhu sekitar 140 derajat celcius menghasilkan lembaran
kulit wafer. Suhu tinggi ini mampu membunuh mikroba pada adonan. Dari
pemanggangan akan dihasilkan kulit wafer dengan kadar air sekitar 1%. Produk
dengan kadar air 1% akan memiliki aw kurang dari 0,3 (Kusnandar 2010)
sehingga cenderung lebih aman dan awet selama penyimpanan.
Tabel 18 Aktivitas air minimum untuk pertumbuhan beberapa mikroba
Jenis mikroba Nilai aw minimum
Kapang Aspergillus sp 0,75-0,84 Rhizopus nigricans 0,93 Penicillium sp
0,79-0,81
Khamir Sacharomyces sp
0,80-0,90
Bakteri Vibrio parahaemolyticus 0,94 Clostridium perfingens 0,93 Bacillus cereus 0,95 Escherichia coli 0,95 Clostridium botulinum 0,95-0,97 Staphylococcus aureus 0,86
Sumber : Kusnandar (2010)
Krim wafer dibuat dengan bahan utama berupa minyak (sekitar 45%) dan
gula (sekitar 40%). Kadar air yang rendah pada kedua bahan ini, seperti yang
tertera pada spesifikasi bahan, sangat rendah yaitu kurang dari 1%. Gula biasa
digunakan sebagai bahan untuk pengawet karena menurunkan nilai aw. Gula
bersifat higroskopis yang disebabkan oleh kemampuannya membentuk ikatan
hidrogen dengan air. Adanya ikatan hidrogen antara air dan gula ini menyebabkan
92
penurunan jumlah air bebas dan penurunan nilai aw (Kusnandar 2010). Oleh
karena itu krim yang dihasilkan cenderung lebih awet bahkan sampai 1 bulan.
Krim tidak mengalami proses pemanasan yang mampu mematikan bakteri, oleh
karena itu parameter aw merupakan paramater penting dalam keamanan krim.
Nilai aw produk akhir merupakan kombinasi dari nilai aw bahan, nilai aw
krim (yang dibuat tanpa dipanaskan lagi) dan nilai aw kulit wafer setelah
dipanggang. Hasil kajian ini dapat digunakan sebagai bahan kajian untuk
formulasi produk akhir, agar sesuai dengan nilai aw standar yaitu kisaran 0,3-0,6.
Kajian ini juga dapat dijadikan sebagai pedoman dalam perbaikan formulasi dan
proses produksi dalam rangka menghasilkan produk yang aman dan awet.
PT SSI memiliki unit laboratorium mikrobiologi internal yang dikelola
dengan penerapan prinsip-prinsip Good Laboratory Practices dan ISO 17025.
Untuk memenuhi persyaratan pada klausul 5.5.2.4 yaitu terkait reliability hasil
analisa maka pada Oktober 2011 dilakukan proficiency test. Sampai April 2012
salah satu dari dua laboran yang ada telah menjalani proficiency test. Pengujian
ini dilakukan dengan melakukan analisa koliform terhadap 2 buah sampel yaitu
sampel air dan swab test. Titik sampel dan parameter ini dipilih karena koliform
merupakan parameter mikrobiologi yang cukup mempengaruhi baik mutu maupun
keamanan produk. Semua hasil proficiency test ini disimpan dan dipelihara, serta
dikaji sebagai dasar perbaikan.
B.6. Gap Ketersediaan Dokumen Bagian 6; Pengendalian Proses
Bagian 6 persyaratan BRC the Global for Food Safety berisikan
persyaratan tentang Pengendalian Proses. Terdapat 12 jenis dokumen yang
disyaratkan dalam bagian 6 atau sekitar 92% dari klausul pada bagian ini.
Persyaratan dokumen meliptui prosedur pengendalian proses dan lini produksi,
pengendalian CCP dan pengendalian alat ukur. Gap dokumen PT SSI dalam
penerapan BRC isu 6 bagian 5 disajikan pada Tabel 19.
B.6.1. Klausul 6.3; Kalibrasi dan Pengendalian serta Pengawasan Alat
Ukur
Semua peralatan pengujian mutu dan keamanan produk di pabrik, termasuk
di laboratorium mikrobiologi, dimasukkan ke dalam Master List Kalibrasi dan
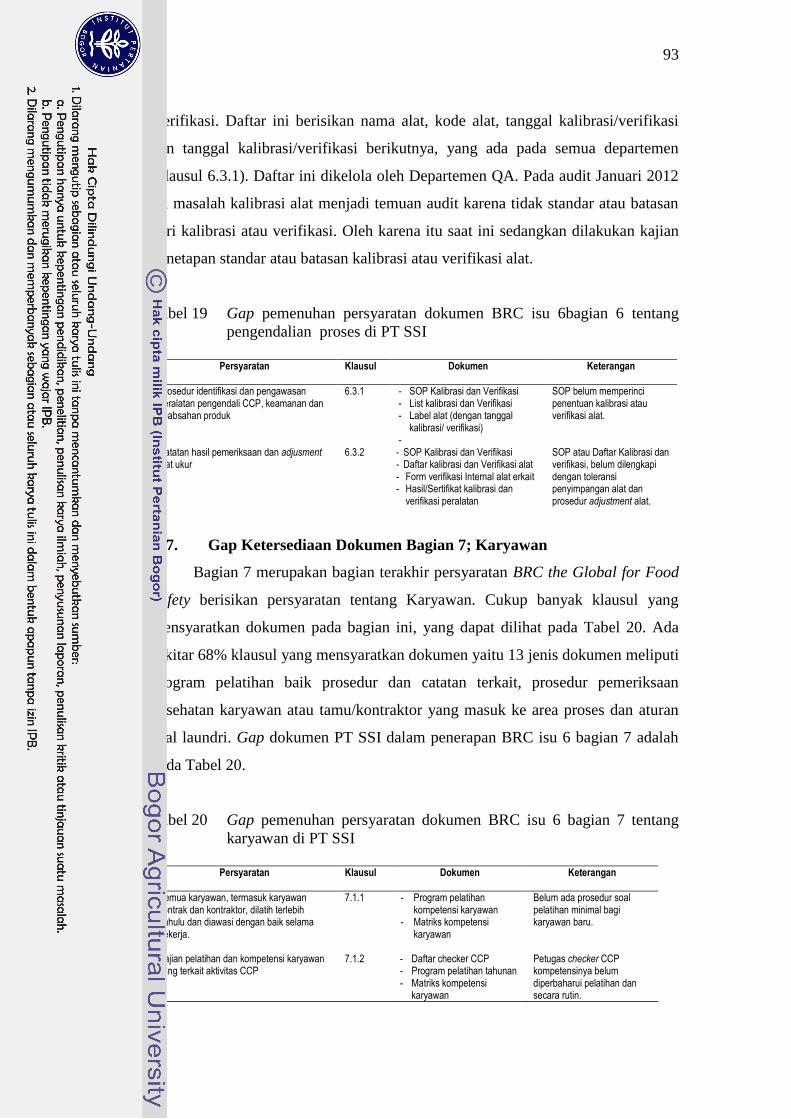
93
Verifikasi. Daftar ini berisikan nama alat, kode alat, tanggal kalibrasi/verifikasi
dan tanggal kalibrasi/verifikasi berikutnya, yang ada pada semua departemen
(klausul 6.3.1). Daftar ini dikelola oleh Departemen QA. Pada audit Januari 2012
ini masalah kalibrasi alat menjadi temuan audit karena tidak standar atau batasan
dari kalibrasi atau verifikasi. Oleh karena itu saat ini sedangkan dilakukan kajian
penetapan standar atau batasan kalibrasi atau verifikasi alat.
Tabel 19 Gap pemenuhan persyaratan dokumen BRC isu 6bagian 6 tentang
pengendalian proses di PT SSI
B.7. Gap Ketersediaan Dokumen Bagian 7; Karyawan
Bagian 7 merupakan bagian terakhir persyaratan BRC the Global for Food
Safety berisikan persyaratan tentang Karyawan. Cukup banyak klausul yang
mensyaratkan dokumen pada bagian ini, yang dapat dilihat pada Tabel 20. Ada
sekitar 68% klausul yang mensyaratkan dokumen yaitu 13 jenis dokumen meliputi
program pelatihan baik prosedur dan catatan terkait, prosedur pemeriksaan
kesehatan karyawan atau tamu/kontraktor yang masuk ke area proses dan aturan
soal laundri. Gap dokumen PT SSI dalam penerapan BRC isu 6 bagian 7 adalah
pada Tabel 20.
Tabel 20 Gap pemenuhan persyaratan dokumen BRC isu 6 bagian 7 tentang
karyawan di PT SSI
Persyaratan Klausul Dokumen Keterangan
Prosedur identifikasi dan pengawasan peralatan pengendali CCP, keamanan dan keabsahan produk
6.3.1 - SOP Kalibrasi dan Verifikasi - List kalibrasi dan Verifikasi - Label alat (dengan tanggal
kalibrasi/ verifikasi) -
SOP belum memperinci penentuan kalibrasi atau verifikasi alat.
Catatan hasil pemeriksaan dan adjusment alat ukur
6.3.2 - SOP Kalibrasi dan Verifikasi - Daftar kalibrasi dan Verifikasi alat - Form verifikasi Internal alat erkait - Hasil/Sertifikat kalibrasi dan
verifikasi peralatan
SOP atau Daftar Kalibrasi dan verifikasi, belum dilengkapi dengan toleransi penyimpangan alat dan prosedur adjustment alat.
Persyaratan Klausul Dokumen
Keterangan
Semua karyawan, termasuk karyawan kontrak dan kontraktor, dilatih terlebih dahulu dan diawasi dengan baik selama bekerja.
7.1.1 - Program pelatihan kompetensi karyawan
- Matriks kompetensi karyawan
Belum ada prosedur soal pelatihan minimal bagi karyawan baru.
Kajian pelatihan dan kompetensi karyawan yang terkait aktivitas CCP
7.1.2 - Daftar checker CCP - Program pelatihan tahunan - Matriks kompetensi
karyawan
Petugas checker CCP kompetensinya belum diperbaharui pelatihan dan secara rutin.
94
B.7.1. Klausul 7.1; Pelatihan – Area Penanganan Bahan Baku, Proses,
Pengemasan, dan Gudang
Pada BRC, klausul 7.1 tentang pelatihan bagi karyawan area penanganan
bahan baku, proses, pengemasan, dan gudang merupakan persyaratan
fundamental. PT SSI telah menerapkan dengan baik semua persyaratan, misal
pembuatan program pelatihan tahunan, pengkajian kebutuhan pelatihan
berdasarkan kompetensi karyawan, melakukan dokumentasi pelatihan, yang diatur
dalam SOP Pelatihan. Pelatihan minimal yang dibutuhkan yaitu GMP, HACCP,
BRC, dan SQF serta Keselamatan dan Kesehatan tidak dapat sepenuhnya
dilaksanakan karena jumlah karyawan baru yang cukup banyak dan keluar-masuk
karyawan yang cukup tinggi. Oleh karena ini perlu dibuatkan strategi tertentu agar
kebutuhan pelatihan telah sesuai. Pelatihan di perusahaan dikoordinasikan oleh
departemen HRD.
Checker di lini produksi termasuk checker CCP detektor logam, merupakan
orang bertanggung jawab dalam pemeriksaan produk. Hanya orang yang dianggap
memiliki kompetensi baik yang boleh ditempatkan pada posisi tersebut. Untuk
memenuhi klausul 7.1.2, sejak akhir 2011, daftar checker per shift ditempelkan di
alat atau area pemeriksaan. Selain nama yang tertera pada daftar checker, tidak
boleh melakukan kegiatan pemeriksaan/menggunakan alat (misal detektor logam).
Bila checker masih baru, dibuatkan aturan main bahwa mereka menggunakan
rompi tambahan agar terlihat berbeda dari lainnya. Karyawan baru ini tidak boleh
dimasukkan dalam daftar checker dahulu, bila belum lulus uji kompetensi oleh
atasan (Ketua Regu atau Supervisor) pada shift bersangkutan. Bila telah lulus uji
kompetensi, maka checker akan dimasukkan ke dalam daftar checker.Perlu
dilakukan beberapa perbaikan terkait aturan dan mekanisme baku soal
pembaharuan daftar checker dan kompetensinya mengingat keberadaan petugas
checker penting dalam menjaga keamanan dan mutu produk.
95
C. Pengembangan Manajemen Alergen di PT SSI
Bab C penelitian ini membahas kajian mendalam tentang manajemen
alergen yaitu terkait penetapan areaatau tahapan dimana adarisikokontaminasi
alergen, pengendalian serta pengelolaannya. Alergen merupakan senyawa
penyebab alergi yang ditandai dengan terlepasnya bahan kimia selular seperti
histamin oleh antibodi, yang dapat terjadi dalam beberapa menit sampai satu jam
setelah mengkonsumsi. Reaksi alergi dimediasi oleh immunoglobulin E atau
IgE(AFGC 2007). Reaksi alergi merupakan reaksi hipersensitif yang dimulai dari
mekanisme imunologi (Mills et al. 2004). Reaksi alergi bervariasi mulai dari yang
ringan seperti gangguan pada kulit sampai menimbulkan anafalitik hebat yang
berakibat pada kematian (AFGC 2007). Alergi merupakan respon imunologi yang
abnormal terhadap suatu makanan atau komponen makanan dan biasanya adalah
selalu berupa protein (Taylor 2006).
BRC isu 6 klausul 5.2 tentang Manajemen Alergen serta klausul-klausul
terkait lainnya (seperti klasul 2.2.1, 2.7.1, 4.14.1) digunakan sebagai pedoman
utama dalam pelaksanaan manajemen alergen di PT SSI. Pada penelitian
dilakukan kajian kesesuaian implementasi manajemen alergen di PT SSI dan
selanjutnya ditetapkan rekomendasi untuk perbaikan dan pengembangan
manajemen alergen di PT SSI dalam rangka pemenuhan persyaratan-persyaratan
pada klausul BRC isu 6.
Titik pengaturan dalam manajemen alergen di suatu perusahaan
meliputipelatihan dan pengawasan, sumber dan tempat penyimpanan bahan baku,
jadwal produksi, desain peralatan dan pabrik, proses produk termasuk
pembersihan dan rework, pelabelan dan pengendalian paska produksi (AFGC
2007). Alergen sebagai pencetus alergi bukanlah tergantung dari segi jumlah
sedikit atau banyak. Bagi konsumen penderita alergi, walaupun mengkonsumsi
alergen dalam jumlah yang sangat sedikit saja masih dapat mengakibatkan reaksi
alergi yang parah (Taylor 2006). Semua pengaturan dalam manajemen alergen
utamanya bertujuan mengendalikan bahaya alergen, agar tidak terjadi kontaminasi
silang dari produk dengan alergen ke produk lainnya. Pada penelitian ini dikaji
penerapan manajemen alergen yang dilakukan di PT SSI mulai dari tahap
pengembangan produk; pembelian, transportasi dan penyimpanan bahan baku;
96
produksi termasuk penggunaan rework; pelabelan dan pengemasan material;
pembersihan dan sanitasi, serta pelatihan dan pendidikan karyawan. Setiap
perusahaan memiliki operasional yang unik, namun kesuksesan manajemen
alergen dapat dikelompokkan menjadi lima kategori yaitu meliputi fungsi
administratif dan manajemen, pengawasan untuk meminimalkan potensi kontak
silang, manajemen work-in-process (wip) dan rework, praktek sanitasi yang
efektif, dan program pengendalian label (Stone dan Yeung 2010).
BRC isu 6 mensyaratkan perusahaan memiliki suatu sistem manajemen
alergen yang maju untuk mengurangi bahaya alergen dan memenuhi persyaratan
pelabelan. PT SSI sendiri telah menerapkan manajemen alergen, menggunakan
prinsip kajian risiko dalam HACCP. Di dalam HACCP, kepercayaan dapat
diperoleh dengan penerapan prerequisite programmes. Contoh pengembangan
sistem keamanan alergen dari hal-hal umum yang terkait proses pengolahan
pangan (misal jaminan mutu pemasok dan sanitasi) adalah dengan desain label
atau kemasan, khususnya informasi terkait komposisi bahan baku seperti yang
disyaratkan oleh undang-undang. Hal ini untuk menjamin semua produk
menggunakan label yang benar (Kerbachet al. 2010).
C.1. Penetapan Potensi Kandungan Alergen dalam Produk
Pada klausul 5.2.1 disyaratkan bahwa “Perusahaan hendaknya melakukan
kajian bahan baku untuk menetapkan keberadaan dan lingkungan yang
terkontaminasi alergen. Termasuk kajian spesifikasi RM, dan jika diperlukan,
meminta tambahan informasi dari pemasok, misal dengan kuisioner untuk
mengetahui status alergen dari RM, komposisinya dan pabrik yang
memproduksinya”. Selanjutnya klausul 5.2.2 berbunyi “Perusahaan hendaknya
mengidentifikasi dan mendaftarkan semua bahan yang mengandung alergen. Ini
termasuk RM, bahan penolong, produk antara dan produk jadi serta semua bahan
dan produk baru. Berdasarkan BRC isu 6 yang termasuk 14 jenis alergen yang
diatur oleh EU sesuai Directive 2006/142 EC 22 December 2006 (amandemen
dari Directive 2000/13/EC), yaitu:
1. Serealia yang mengandung gluten (gandum, rye, barley, oats, spelt kamut
atau jenis hibridisasinya) dan produk turunannya.
97
2. Crustaceans dan produk turunannya.
3. Telur dan produk turunannya.
4. Ikan dan produk turunannya.
5. Kacang tanah dan produk turunannya.
6. Kedelai dan produk turunannya.
7. Susu dan produk turunannya.
8. Kacang-kacangan: almond(Amygdalus communis L), hazelnut (Corylus
avellana), walnut (Juglans regia), cashew (Anacardium occidentale), pecan
(Carya illinoinesis (Wangenh.) K Koch), brazil (Bertholletia excelsa),
pistachio (Pistacia vera), macadamia dan Queensland (Macadamia
ternifolia) dan produk turunannya.
9. Seledri dan produk turunannya.
10. Lupin dan produk turunannya.
11. Moluska dan produk turunannya.
12. Mustards dan produk turunannya.
13. Sesame seeds dan produk turunannya.
14. Sulfur dioksida dan konsentasi sulfit lebih dari 10mg/kg atau 10mg/liter
sebagai SO2
Keempat belas bahan alergen ini menjadi panduan di PT SSI dalam
manajemen alergen walau ada perbedaan dengan yang diatur oleh Codex, Food
Safety Australia-New Zealand (Australia), atau Food Drugs Administration
(Amerika). Hal ini dengan mempertimbangkan 14 macam alergen lebih besar
jumlahnya dibandingkan dengan yang dicakup oleh Codex (8 macam alergen),
FSANZ (9 macam alergen) atau FDA (8 macam alergen). Pertimbangan bahwa
SSI tersertifikasi BRC juga menjadi alasan menggunakan 14 macam alergen tadi
dalam manajemen alergen. Dalam pelabelan alergen untuk produk yang akan
dijual ke negara tertentu tetap menggunakan aturan pada negara tujuan ekspor
terkait.
Berdasarkan 14 alergen tadi selanjutnya dibuat suatu kajian keberadaan
alergen dalam bahan baku dan produk wafer, seperti yang dapat dilihat pada Tabel
21. Status alergen dalam suatu bahan baku atau raw materials (RM) ditetapkan
berdasarkan informasi komposisi yang tercantum pada dokumen Spesifikasi
98
bahan. Setiap pemasok hendaklah melengkapi Spesifikasi bahan dengan
komposisi dan proses pembuatan produk. Setiap pemasok bahan juga harus
mengisi sebuah Kuisioner yang berisikan pertanyaan-pertanyaan terkait status
alergen pada bahan baku. Kuisioner yang telah diisi pemasok dikembalikan ke PT
SSI untuk dikaji lebih lanjut. Kuisioner ini dapat membantu mengidentifikasi
keberadaan alergen yang tersembunyi pada RM. Kajian keberadaan alergen
dilakukan termasuk terhadap semua bahan tambahan (food additives) atau bahan
penolong (processing aids) yang digunakan. Kuisioner juga wajib diisi untuk
semua pemasok alternatif atau bahan baku baru. Kajian keberadaan alergen dapat
dilakukan dengan beberapa cara seperti survey inspeksi, audit fasilitas, pengujian
dan analisa produk, serta pengujian kesesuaian spesifikasi. Apapun teknik kajian
yang digunakan hendaknya mampu memastikan bahwa tidak ada bahan baku yang
mengandung alergen yang tidak disebutkan dan semua alergen dalam bahan baku
dinyatakan dengan jelas (Stone dan Yeung 2010).
Pada Tabel 21 dapat dilihat ada beberapa bahan baku berpotensi
mengandung alergen yaitu dari kandungan proteinnya. Bahan baku itu adalah
adalah a)tepung terigu yaitu mengandung alergen Tri a 19 atau Tri a Bd 36K;
b)susu bubuk, whey, krimer susu dan krimer nabati yang mengandung alergen
alpha/beta-caseins, beta-lactoglobulins, serum albumin, atau transferins; c)lesitin
kedelai yang mengandung alergen dari protein glycinin subunits atau Gly m 4,
d)tepung telur mengandung bahan alergen dari protein lysozymes, transferins Gal
d 3, ovomucoids Gal d 1 dan ovalbumins Gal d 2; dan e)pasta hazelnut yang
mengandung alergen protein Cor a 4, 8, 9 atau 104 (Breineder 2006). Dari Tabel
21 ini juga dapat dilihat bahwa semua wafer menggunakan bahan baku tepung
terigu, susu, lesitin kedelai, dan telur. Khusus wafer chocolate-hazelnut juga
menggunakan bahan hazelnut yang mengandung alergen dari protein kacang.
Karena pada label produk, semua bahan yang mengandung alergen yaitu tepung
terigu, susu, telur, dan lesitin kedelai telah dicantumkan secara jelas dalam
komposisi, sedangkan hazelnut belum, maka bahaya alergen yang masih harus
dikendalikan adalah pada pasta hazelnut dan produk wafer chocolate-hazelnut.
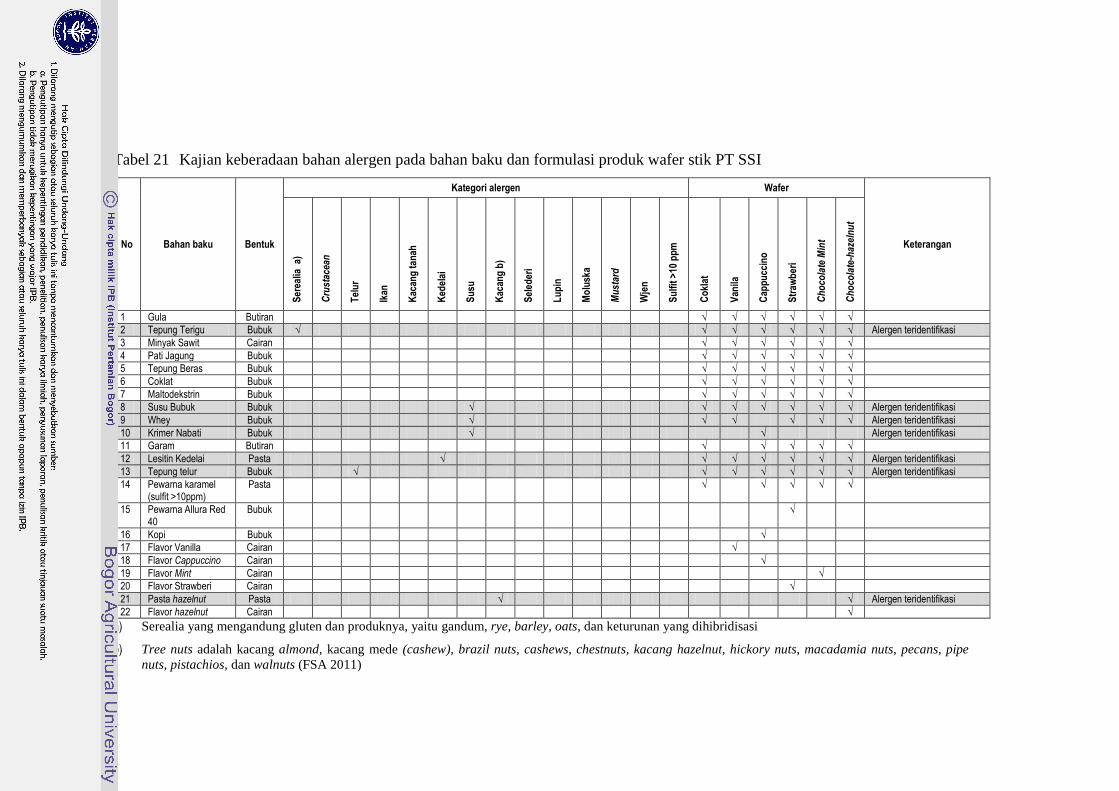
Tabel 21 Kajian keberadaan bahan alergen pada bahan baku dan formulasi produk wafer stik PT SSI
No Bahan baku Bentuk
Kategori alergen Wafer
Keterangan
Ser
ealia
a)
Cru
stac
ean
Tel
ur
Ikan
Kac
ang
tan
ah
Ked
elai
Su
su
Kac
ang
b)
Sel
eder
i
Lu
pin
Mo
lusk
a
Mu
star
d
Wje
n
Su
lfit
>10
pp
m
Co
klat
Van
ila
Cap
pu
ccin
o
Str
awb
eri
Ch
oco
late
Min
t
Ch
oco
late
-haz
eln
ut
1 Gula Butiran √ √ √ √ √ √
2 Tepung Terigu Bubuk √ √ √ √ √ √ √ Alergen teridentifikasi
3 Minyak Sawit Cairan √ √ √ √ √ √
4 Pati Jagung Bubuk √ √ √ √ √ √
5 Tepung Beras Bubuk √ √ √ √ √ √
6 Coklat Bubuk √ √ √ √ √ √
7 Maltodekstrin Bubuk √ √ √ √ √ √
8 Susu Bubuk Bubuk √ √ √ √ √ √ √ Alergen teridentifikasi
9 Whey Bubuk √ √ √ √ √ √ Alergen teridentifikasi
10 Krimer Nabati Bubuk √ √ Alergen teridentifikasi
11 Garam Butiran √ √ √ √ √
12 Lesitin Kedelai Pasta √ √ √ √ √ √ √ Alergen teridentifikasi
13 Tepung telur Bubuk √ √ √ √ √ √ √ Alergen teridentifikasi
14 Pewarna karamel (sulfit >10ppm)
Pasta √ √ √ √ √
15 Pewarna Allura Red 40
Bubuk √
16 Kopi Bubuk √
17 Flavor Vanilla Cairan √
18 Flavor Cappuccino Cairan √
19 Flavor Mint Cairan √
20 Flavor Strawberi Cairan √
21 Pasta hazelnut Pasta √ √ Alergen teridentifikasi
22 Flavor hazelnut Cairan √
a) Serealia yang mengandung gluten dan produknya, yaitu gandum, rye, barley, oats, dan keturunan yang dihibridisasi
b) Tree nuts adalah kacang almond, kacang mede (cashew), brazil nuts, cashews, chestnuts, kacang hazelnut, hickory nuts, macadamia nuts, pecans, pipe
nuts, pistachios, dan walnuts (FSA 2011)
100
Banyak isu terkait status alergen dari lesitin kedelai. Lesitin kedelai
merupakan produk sampingan dari pembuatan minyak kedelai, yang dipakai luas
di industri makanan, farmasi, kosmetik, dan lainnya sebagai emulsifier.
Kandungan protein pada lesitin kedelai berkisar dari 100-1400ppm. Muller et al.
melakukan studi yang menunjukkan bahwa separuh dari responden penderita
alergi-kedelai, bereaksi dengan lesitin komersial yang masih mengandung residu
protein kedelai. Lesitin terbuat dari berbagai sumber yaitu telur, kedelai, jagung,
dan lainnya. Lesitin kedelai berpotensi menjadi alergen tersembunyi yang tidak
disadari. Aturan pelabelan di Eropa, Amerika Serikat dan Kanada, mewajibkan
mencantumkan sumber lesitin jika merupakan produk turunan dari salah-satu
bahan alergen utama (Boye et al. 2010).
Harus dipastikan agar hazelnut dan wafer chocolate-hazelnut tidak sampai
mengkontaminasi bahan atau produk lainnya, termasuk produk antara yaitu krim
chocolate-hazelnut dan produk work-in-proces (wip) produk wafer chocolate-
hazelnut. Kajian keberadaan bahan yang mengandung alergen ini selanjutnya akan
dijadikan sebagai dasar kajian manajemen alergen selanjutnya.
C.2. Tahap Transportasi dan Penyimpanan Bahan Baku
QC Incoming melakukan pemeriksaan soal kondisi barang serta kondisi
kendaraan pengangkut bahan tersebut. Harus dipastikan kondisi kendaraan bersih,
tidak berbau menyengat, tidak bocor, tidak ada serangga atau tanda infestasi
serangga, serta khusus untuk minyak, maka wajib dilengkapi seal pada tangki
minyak. Hasil pemeriksaan kendaraan dituliskan dalam form Incoming RM
Report. Pemeriksaan mengacu pada Spesifikasi RM, termasuk soal kondisi
kendaraan angkutan. Beberapa pemasok tidak menggunakan kendaraan sendiri
untuk pengangkutan ke konsumen tetapi lewat ekspedisi. Dari hasil pemeriksaan
barang datang, jika ditemukan RM dalam kondisi sobek atau tidak utuh (misal
karena benang penutup karung copot atau lepas), maka RM tersebut akan ditolak
dan dikembalikan. Pemeriksaan kondisi barang dan kondisi kendaraan angkutan
merupakan salah satu cara mencegah kontaminasi produk dari bahan alergen yang
tidak diketahui.
101
Setelah RM lulus tahap pemeriksaan, RM disimpan di gudang RM. Di PT
SSI berlaku prosedur bahwa semua RM yang masuk harus dilengkapi dengan
Label Release, yang berisikan kode RM, kode lot RM, jumlah dan pemeriksa QC
Incoming. Khusus untuk pasta Hazelnut diberi Label Release Alergen berwarna
biru. Hal ini untuk menandakan adanya perbedaan pasta hazelnut dengan RM
lainnya. Bahan baku lain biasanya ditempel dengan label Release berwarna hijau.
Pasta hazelnut berbentuk cairan kental, yang terbuat dari hazelnut yang digiling
halus. Bahan alergen, idealnya disimpan di lokasi tersendiri, dengan akses
terbatas, atau diberi identitas jelas sebagai penanda alergen seperti penutup
dengan warna khusus, palet khusus atau tanda unik lainnya (Stone dan Yeung
2010). Bentuk fisik bahan baku yang mengandung alergen harus dipertimbangkan
dalam manajemen, seperti yang disyaratkan dalam klausul 5.2.3. Bentuk pasta
hazelnut yang berupa cairan kental dan kemasan tertutup rapat, memiliki potensi
sangat kecil mengontaminasi produk lainnya selama penyimpanan. Hal ini
menjadi pertimbangan untuk tidak menempatkan bahan alergen dalam ruangan
tersendiri yang tepisah secara fisik. Pasta ditempatkan pada area khusus yaitu di
salah pojok ruangan di cool room yang dibatasi dengan rantai dari area sekitar.
Area khusus tadi diberi tulisan “area bahan alergen” yang ditempel di dinding.
Penyimpanan RM dilakukan sesuai SOP Penyimpanan RM. Sebagian RM
disimpan pada suhu ruang, sedang RM lain yang sensitif terhadap suhu (misal
flavor, pasta, pewarna) disimpan di cool room (suhu 18 – 220C). Pasta hazelnut
disimpan di cool room sesuai dengan rekomendasi pemasok. Kerusakan lemak
yang sering terjadi adalah timbulnya ketengikan, hasil dari reaksi kimia pada
lemak. Penyimpanan dalam suhu dingin berguna untuk mengurangi kerusakan
bahan pangan berlemak agar tahan dalam waktu lebih lama. Komponen
trigliserida hazelnut tersusun dari asam lemak jenuh dan tidak jenuh (Ketaren,
1986). Suhu penyimpanan lemak atau minyak yang tinggi dapat menginisiasi
reaksi autooksidasi. Oksidasi lemak adalah satu reaksi kimia yang melibatkan
ikatan rangkap pada rantai karbon, yang dipicu oleh adanya oksigen, enzim
peroksidase, radiasi (cahaya), dan ion metal polivalen. Apabila lemak yang
mengandung asam lemak tidak jenuh (R-H) teroksidasi oksigen dan dipicu oleh
adanya panas maka ikatan rangkap yang terdapat pada asam lemak tidak jenuh

102
akan terputus dan oksigen menjadi bagian dari molekul. Reaksi kimia selanjutnya
berupa reaksi pembentukan radikal bebas baru oleh peroksida sebagai hasil reaksi
oksidasi maka reaksi oksidasi lemak ini bersifat autooksidasi (Kusnandar 2010).
C.3. Tahap Penyiapan (per – batch)
Tahap penyiapan per-batch adalah penimbangan semua bahan berdasarkan
formula krim dan adonan, dan selanjutnya bahan-bahan disatukan di palet sesuai
kelompoknya. Proses yang terkait dengan penanganan alergen adalah saat
penimbangan bahan untuk krim chocolate-hazelnut, karena menggunakan pasta
hazelnut. Penimbangan pasta hazelnut hanya boleh menggunakan peralatan
khusus untuk alergen hazelnut, meliputi, sendok, mangkok, dan batang pengaduk.
Pada peralatan diberi tanda khusus bertuliskan “alergen”, dengan cara dikerik.
Peralatan-peralatan tadi disimpan dalam suatu kotak plastik khusus berlabel
alergen. Penandaan peralatan khusus alergen dan penyimpanan peralatan khusus
alergen bertujuan agar tidak terpakai saat persiapan bahan lainnya, yang dapat
mengakibatkan kontaminasi silang dari bahan alergen. Kotak penyimpanan
peralatan alergen juga ditempatkan di area khusus alergen di cool room.
Penimbangan hanya boleh dilakukan di area preparasi dan tidak boleh di area lain
termasuk di area cool room, sesuai prosedur preparasi RM. Hal ini bertujuan
untuk mencegah kontaminasi silang dari RM yang mengandung alergen. Bahan-
bahan yang sudah ditimbang, selanjutnya disatukan dalam suatu palet sesuai
formulanya. Pada setiap palet tersebut dituliskan nama krim yang sesuai. Hal ini
untuk mencegah kesalahan pemakaian bahan. Namun saat ini belum ada label
khusus untuk identifikasi alergen pada palet bahan-bahan per-batch yang telah
ditimbang untuk krim chocolate-hazelnut. Padahal ini perlu dilakukan untuk
memberikan peringatan kepada karyawan yang akan menggunakan bahan alergen
tersebut dan mengurangi potensi kontaminasi silang dari bahan alergen. Pelabelan
dan identitas alergen seperti yang disyaratkan dalam klausul 5.2.4 serta
pengendalian label alergen pada produk yang diproses, disimpan dan
didistribusikan dalam fasilitas pabrik adalah hal penting dalam manajemen
alergen (Stone dan Yeung 2010). Direkomendasikan juga pengaturan lokasi palet
bahan. Kadangkala ditemukan palet diletakkan sangat rapat antara satu dengan
103
lainnya. Oleh karena itu perlu diatur dan ditetapkan prosedur, agar ada jarak
tertentu antara bahan dengan alergen dan lainnya untuk mengurangi potensi
kontaminasi silang dari bahan yang mengandung alergen.
C.4. Tahap Proses Produksi
Bahan-bahan yang telah siap ditimbang untuk pembuatan krim chocolate-
hazelnut selanjutnya dibawa ke area ball mill mixer dan diaduk di ball mill mixer.
Krim yang dihasilkan lalu dibawa ke oven, menggunakan tangki transfer krim,
untuk kemudian dituang ke tangki krim di oven. Krim dipompakan kedalam
gulungan wafer stik dan dihasilkan wafer chocolate-hazelnut. Wafer kemudian
ditimbang (manual) per kemasan dan ditransfer melewati conveyor oven ke area
pengemasan.
Telah disebutkan sebelumnya bahwa dari Tabel 21 dapat dilihat bahwa
bahaya alergen yang masih harus dikendalikan adalah pada pasta hazelnut dan
produk wafer chocolate-hazelnut. Hal ini disebabkan karena pada label produk,
semua bahan yang mengandung alergen yaitu tepung terigu, susu, telur, dan lesitin
kedelai telah dicantumkan secara jelas dalam komposisi, sedangkan hazelnut
belum disebutkan. Berdasarkan kajian keberadaan bahan yang mengandung
alergen selanjutnya ditetapkan prosedur-prosedur terkait penanganan alergen yaitu
penetapan lini produksi, mesin dan peralatan terkait untuk penanganan bahan
alergen, isu pencegahan kontaminasi silang alergen, penanganan produk semi jadi
(krim) dan wip produk alergen, penetapan area penyimpanan produk, prosedur
pembersihan dan sanitasi setelah produksi dengan bahan alergen, dan penetapan
jadwal produksi. Pada rencana HACCP PT SSI (disyaratkan klausul 5.2.3),
menunjukkan bahwa bahaya dari bahan yang mengandung alergen hazelnut
teridentifikasi pada beberapa titik tahapan proses. Pada area ball mill mixer adalah
pada proses pengadukan krim, melewatkan krim di magnetic trap dan pengayakan
krim, serta proses tranfer krim dari ball mill mixer ke area oven. Pada area oven
adalah pada mesin dan peralatan yang terkait krim (selang, nozzle, pompa krim),
pemotongan wafer, penimbangan produk, dan proses transfer produk conveyor. Di
area pengemasan adalah pada saat kemasan produk direkatkan pada horizontal
sealer. Beberapa titik yang berpotensi terjadinya bahaya dari bahan alergen tadi
104
adalah disebabkan karena proses, mesin dan peralatan masih digunakan secara
bersama-sama antara produk alergen hazelnut dan non-alergen. Tidak ada lini
proses yang didedikasikan sepenuhnya untuk produksi dengan bahan alergen.
Dedicated process line mampu mencegah kontaminasi silang produk
alergen dalam suatu perusahaan. Dedicated equipment akan membutuhkan
pembersihan yang jauh lebih sedikit (Burrows 2010). Dedicated system
merupakan cara paling efektif dalam pengendalian kontaminasi silang alergen.
Sistem pemrosesan yang berdedikasi ini dapat dilakukan dalam berbagai bentuk.
Salah satu aplikasinya adalah seluruh bagian dari fasilitas dibuat tersendiri untuk
produksi produk yang mengandung alergen. Tidak ada lini proses di bagian tadi
yang memiliki hubungan silang ke lini lain di pabrik. Bentuk lainnya adalah
dengan penetapan lini produksi tertentu dan pemisahan peralatan untuk produk
produk yang mengandung alergen. Lini proses lain untuk produk yang tidak
mengandung alergen ditutup, tetapi tidak ada penghubung fisik atau peralatan
yang dipakai bersama antara lini proses tadi (Stone dan Yeung 2010). Di PT SSI
pengaturan dilakukan dengan menetapkan mesin ball mill mixer, oven dan lini
produksi nomor-nomor tertentu saja yang boleh digunakan untuk produksi
alergen. Hal ini dilakukan untuk memudahkan pengaturan, memudahkan
pembersihan dan mengurangi risiko kontaminasi silang. Mesin dan peralatan yang
ada tidak sepenuhnya didedikasikan untuk produksi alergen, jadi masih digunakan
bersama untuk produksi non-alergen. Pengendalian pada tiap mesin atau lini
produksi tadi, dipasang tanda yang menunjukkan bahwa alergen boleh dijalankan
di mesin atau lini tersebut. Sebelumnya pemilihan mesin ball mill mixer, telah
dilakukan kajian internal untuk melihat ada tidaknya potensi krim akan terciprat
keluar saat proses pengadukan di mixer dan potensi mengkontaminasi area
sekitarnya. Mesin dilengkapi dengan pengaduk yang berputar pada kecepatan
tertentu, untuk menghasilkan krim akhir yang rata atau homogen. Dari kajian
didapatkan hasilnya, bahwa bila mesin mixer tertutup, maka tidak ada krim yang
terciprat keluar atau sampai mengenai mixer di sebelahnya yang mungkin sedang
digunakan untuk mengaduk krim selain chocolate-hazelnut. Antara mixer yang
satu dengan terpisah dengan jarak tertentu. Dari hasil pengamatan tersebut
diputuskan tidak perlu adanya pemisahan fisik atau area tersendiri untuk produksi
105
alergen, namun tetap dilakukan pengendalian dengan penutupan mesin saat proses
pengadukan serta pemberian identitas alergen pada mesin. Ball mill mixer yang
digunakan untuk mengaduk krim chocolate-hazelnut tidak ditempatkan di area
terpisah. Ada 2 buah ball mill mixer (dari 8 unit yang tersedia) ditetapkan sebagai
mixer yang hanya boleh untuk mengaduk krim chocolate-hazelnut. Kajian serupa
juga dilakukan pada area oven. Krim atau produk pada suatu oven tidak sampai
mencemari oven atau lini proses di sekitarnya. Antara lini proses yang satu
dengan yang lain terpisah cukup jauh. Pengendalian pada area ini dilakukan
dengan mengatur bahwa hanya oven-oven pada salah-satu lini proses yang
diperbolehkan untuk produksi alergen, yang ditandai dengan identitas berupa
penempelan tanda “untuk produksi alergen”. Prosedur (dalam SOP/WI) terkait
dibuat sedemikian rupa sehingga mampu mencegah terjadinya kontaminasi silang.
Menurut Stone dan Yeung (2010), bila tidak ada pemisahan produksi alergen
secara fisik atau tertutup sepenuhnya, maka prosedur dan pengawasan ketat
diperlukan untuk menciptakan pengendalian yang sesuai.
Banyak perusahaan besar tidak menginginkan mengembangkan pasar
untuk konsumen alergen karena pasarnya yang kecil dan biaya yang harus
dikeluarkan untuk membangun fasilitas terpisah tadi (Burrows 2010). PT SSI
tidak menerapkan sistem dedikasi lini proses untuk alergen sepenuhnya dengan
mempertimbangkan pasar produk chococolate-hazelnut masih mampu dipenuhi
dari lini proses produksi yang ada. Varian wafer rasa coklat, vanila dan
cappuccino masih lebih diminati dibandingkan rasa lainnya termasuk chocolate-
hazelnut. Akan tetapi tidak menutup kemungkinan bila nantinya permintaan pasar
terhadap produk chocolate-hazelnut terus meningkat dan melebihi kapasitas
produksi, maka perusahaan akan memiliki sistem dedikasi produksi alergen yang
sepenuhnya.
Peralatan pendukung produksi berupa saringan krim, tangki transfer krim,
solet plastik dan tangki krim oven untuk krim chocolate-hazelnut atau produk
chocolate-hazelnut ditemukan masih dipakai bersama dengan produk lainnya.
Tidak ada alat pendukung yang didedikasikan khusus untuk produksi alergen.
Dari penelitian ini didapatkan peralatan pendukung tadi belum memiliki
identifikasi atau penandaan khusus untuk alergen. Oleh karena itu
106
direkomendasikan perlunya identifikasi dan diberi Label “alergen” sehingga tidak
sampai terjadi kesalahan pemakaian yang mengakibatkan kontaminasi silang
secara tidak sengaja.
Pengaturan produksi terkait menajamen alergen lainnya dilakukan pada
jadwal proses produksi (disyaratkan klausul 5.2.4). Di PT SSI produk alergen
dijalankan mendekati akhir minggu dan diusahakan hanya berjalan sekali waktu.
Hal ini didasarkan pertimbangan untuk memudahkan pembersihan dan waktu
yang tersedia cukup panjang di akhir minggu untuk membersihkan mesin atau
peralatan bekas produk alergen. Penjadwalan produksi merupakan sebuah alat
kuat untuk meminimalkan risiko kontaminasi silang pada produksi produk yang
mengandung alergen yang digunakan bersama-sama dengan produksi lainnya.
Penjadwalan dapat dilakukan sebagai bentuk pembatasan di fasilitas produksi. Hal
yang relatif mudah pada manajemen alergen adalah melakukan prosedur
pengendalian secara menyeluruh. Tapi bagaimanapun juga, jadwal produksi lebih
bermanfaat untuk mengurangi kesalahan orang (human error) dibandingkan
dengan lini khusus atau pemisahan fisik. Jadwal produksi dapat dilakukan yaitu
meliputi pengaturan tahapan produksi, mengurangi frekuensi pergantian produk
dari yang satu ke yang lainnya (yang akan membutuhkan waktu lama),
memproduksi produk yang mengandung alergen disaat lini lain tidak beroperasi,
dan produksi produk alergen dijalankan dalam satu seri produksi (Stone dan
Yeung 2010). Pada klausul 5.2.4 BRC isu 6, disebutkan bahwa dalam manajemen
alergen, pencegahan kontaminasi silang alergen yang efektif dapat dilakukan
dengan pengaturan jadwal produksi. Hal ini untuk mengurangi pergantian antara
produk yang mengandung alergen dan yang tidak. Oleh karena itu dapat
disimpulkan bahwa PT SSI telah memenuhi persyaratan manajemen alergen BRC
terkait pengaturan jadwal produksi alergen.
Penangan produk yang dapat diproses ulang (rework) merupakan salah satu
bagian atau tahapan yang harus dikendalikan terkait penanganan alergen. Hal ini
sesuai dengan bunyi klausul 5.2.2 yaitu “Jika rework dilakukan, atau melakukan
reworking, hendaknya ada prosedur yang dilakukan untuk memastikan rework
yang mengandung alergen tidak digunakan di produk yang tidak mengandung
alergen”. Di PT SSI, produk wafer yang ditolak (reject) karena dimensi atau

107
penampakan tidak sesuai sehingga dapat diproses ulang disebut crumb. Crumb
digiling dahulu dengan menggunakan mesin giling khusus sampai didapatkan
tekstur crumb yang halus. Crumbhasil gilingan tadi selanjutnya dapat digunakan
sebagai campuran krim. Hanya crumb produk tertentu yang dapat dicampur pada
krim lain yaitu dengan pertimbangan formulasi bahan, warna produk, warna krim,
dan bau produk, serta mengandung alergen chocolate-hazelnut atau tidak. Contoh
matriks pemakaian crumbpada krim dapat dilihat pada Tabel 22. Crumb produk
chocolate-hazelnut tidak boleh digunakan untuk produk lainnya.
Minyak kurasan bekas menguras ball mill mixer pada proses pembersihan,
dapat digunakan ulang untuk produk krim sejenis atau krim lainnya. Minyak
kurasan bekas ball mill mixer untuk krim chocolate-hazelnut tidak boleh sampai
dipakai untuk krim jenis lainnya. Pemakaian minyak kurasan diatur dalam matriks
yang sama dengan pemakaian crumb yaitu seperti pada Tabel 22.
Tabel 22 Matriks pemakaian crumb dan minyak kurasan untuk
formulasi cream di PT SSI
CRUMB / MINYAK KURASAN
Co
klat
Van
ila
Cap
pu
ccin
o
Str
awb
eri
Ch
oco
late
Min
t
Ch
oco
late
-haz
eln
ut
UN
TU
K K
RIM
Coklat 1 2 4 4 4 4
Vanila 4 1 4 4 4 4
Cappuccino 3 2 1 4 3 4
Strawberi 4 3 4 1 4 4
Chocolate Mint 3 1 4 4 1 4
Chocolate-hazelnut 3 1 4 4 4 1
Jumlah pemakaian crumb dan minyak kurasan dalam matriks dibaji
menjadi yaitu kategori 1, 2, 3 atau 4. Pencampuran dilakukan dengan
pertimbangan utama adalah penerimaan organoleptik pada produk akhir serta ada
tidaknya alergen hazelnut.
a. Kategori 1, yaitu crumb atau minyak kurasan boleh digunakan, tanpa ada
pembatasan jumlah.
108
b. Kategori 2, yaitu crumb atau minyak kurasan boleh digunakan, maksimal 35
kg per batch krim, misal crumb vanilla untuk krim cappuccino.
c. Kategori 3, yaitu crumb atau minyak kurasan boleh digunakan, maksimal 70
kg per batch krim, misal produk yang hampir sejenis yaitu crumb coklat
untuk produk chocolate mint.
d. Kategori 4, yaitu crumb atau minyak kurasan tidak boleh digunakan, misal
produk krim dengan bau yang menyengat chocolate mint tidak boleh
digunakan sebagai campuran krim vanila. Produk chocolate-hazelnut tidak
boleh dicampur untuk produk lainnya.
Alat penggilingan crumb terletak di area preparasi. Alat ini tidak
ditempatkan di area terpisah karena mempertimbangkan bentuk crumb yang
berupa padatan halus atau remahan. Saat penggilingan crumb chocolate-hazelnut
atau lainnya harus selalu dipastikan mesin dalam kondisi tertutup sehingga produk
tidak terjatuh atau terpental ke area sekitarnya. Setelah selesai pemakaian alat, alat
penggilingan crumb harus dicuci bersih sesuai prosedur pembersihan peralatan
atau mesin setelah produksi alergen chocolate-hazelnut.
Prosedur penangan produk alergen di area produksi termasuk prosedur
pembersihan alat, mesin dan area harus disosialisasikan ke seluruh karyawan. Hal
ini untuk memastikan tidak terjadi kesalahan yang dapat mengakibatkan
kontaminasi silang dari produk yang mengandung alergen ke produk lainnya.
Beberapa tanda peringatan terkait status alergen yang terpasang pada alat dan
mesin hendaknya dibuat lebih jelas dan permanen sebagai identifikasi alat dan
mesin.
C.5. Pengemasan dan Pelabelan
Produk wafer yang sudah berada dalam kantong plastik dalam (inner
plastic bag) dari area oven ditransfer ke area pengemasan lewat
conveyor,melewati detektor logam, kemudian direkatkan menggunakan mesin
horizontal sealer. Terdapat potensi ceceran produk atau krim chocolate-hazelnut
pada tahap perekatan dengan horizontal sealer. Bahaya alergen pada tahapan ini
teridentifikasi dalam rencana HACCP PT SSI. Prerequisite programmes dalam
rangka pengendalian bahaya pada tahapan ini dilakukan dengan proses pemisahan
109
alat sealer saat produksi bersama antara produk chocolate-hazelnut dengan
produk lainnnya. Mesin sealer tidak diperbolehkan digunakan bersama atau
bergantian antara produk dengan alergen dengan yang tidak. Hal ini untuk
mencegah terjadinya kontaminasi silang. Proses pembersihan mesin pada
pergantian produk menjadi hal penting dalam penangan pencegahan bahaya ini.
Perhatian lebih harus diberikan jika terdapat beberapa produk dalam
kategori yang sama menggunakan warna dan gambar serupa, dan hanya
menggunakan variasi pada label kemasan. Penanganan khusus harus diberikan
jika ada kemiripan kemasan polos produk wip yang disimpan pada waktu tertentu,
yaitu dengan pelabelan dan pembedaan kemasan agar tidak tercampur (AFGC
2010). Di PT SSI, kantong plastik wafer chocolate-hazelnut ditandai dengan
warna berbeda yaitu berwarna merah. Warna ini berbeda dari warna kantong
plastik rasa lainnya. Produduk wip chocolate hazelnut diberi label alergen yang
berwarna biru.
Pelabelan terkait alergen disyaratkan di banyak negara, seperti Amerika
Serikat, Australia, Kanda, negara-negara di Eropa dan Asia. Pada BRC isu 6
klausul 5.2.5 menyinggung soal klaim yang terkait dengan isu alergen dimana
dipastikan klaim tersebut sesuai dengan isi produk. Pada label, semua bahan yang
mengandung bahan alergen harus dicantumkan secara jelas, termasuk jika ada
potensi alergen pada produk karena digunakan pada mesin yang sama atau lini
produksi yang sama antara produksi dengan bahan alergen dan lainnya. Contoh
peringatan alergen pada label produk wafer PT SSI berdasarkan aturan atau
legislasi pada negara tertentu (sesuai klausul 5.1.5) adalah seperti pada Tabel 23.
Pelabelan alergen produk PT SSI untuk negara Australia, Kanada dan beberapa
negara di Asia hampir serupa dengan pelabelan untuk ke negara-negara di Eropa.
Pelabelan yang benar terkait adanya produk yang mengandung alergen jenis
tertentu atau pelabelan soal tidak adanya produk yang mengandung alergen yang
tidak disebutkan di label harus dapat dipastikan melalui manajemen alergen
berbasiskan kajian risiko bahaya diseluruh proses dalam fasilitas pabrik (Stone
dan Yeung 2010). BRC isu 6 klausul 5.2.10 menegaskan bahwa pelabelan terkait
alergen harus benar dan sesuai dengan isi produk. Perhatian lebih terhadap
kebenaran kemasan dan label diberikan saat pergantian kemasan dan pergantian
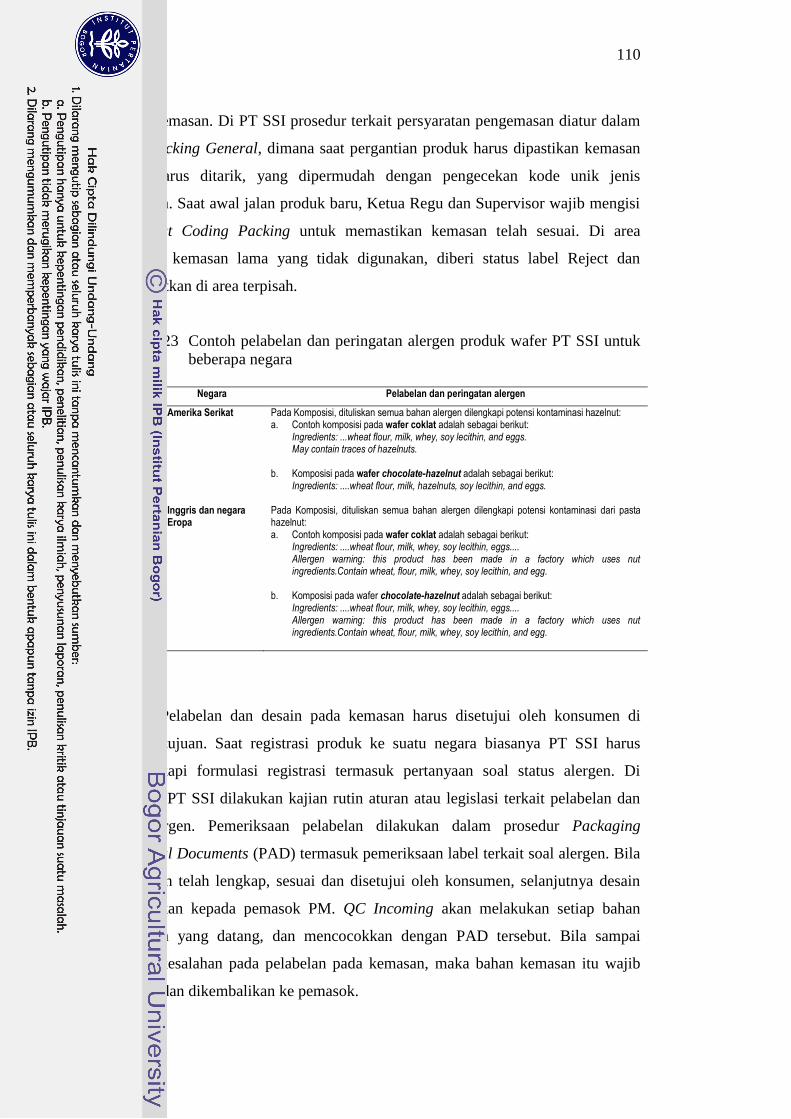
110
batch kemasan. Di PT SSI prosedur terkait persyaratan pengemasan diatur dalam
SOP Packing General, dimana saat pergantian produk harus dipastikan kemasan
lama harus ditarik, yang dipermudah dengan pengecekan kode unik jenis
kemasan. Saat awal jalan produk baru, Ketua Regu dan Supervisor wajib mengisi
Checklist Coding Packing untuk memastikan kemasan telah sesuai. Di area
gudang, kemasan lama yang tidak digunakan, diberi status label Reject dan
ditempatkan di area terpisah.
Tabel 23 Contoh pelabelan dan peringatan alergen produk wafer PT SSI untuk
beberapa negara
No Negara Pelabelan dan peringatan alergen
1 Amerika Serikat Pada Komposisi, dituliskan semua bahan alergen dilengkapi potensi kontaminasi hazelnut: a. Contoh komposisi pada wafer coklat adalah sebagai berikut:
Ingredients: ...wheat flour, milk, whey, soy lecithin, and eggs. May contain traces of hazelnuts.
b. Komposisi pada wafer chocolate-hazelnut adalah sebagai berikut: Ingredients: ....wheat flour, milk, hazelnuts, soy lecithin, and eggs.
2 Inggris dan negara Eropa
Pada Komposisi, dituliskan semua bahan alergen dilengkapi potensi kontaminasi dari pasta hazelnut: a. Contoh komposisi pada wafer coklat adalah sebagai berikut:
Ingredients: ....wheat flour, milk, whey, soy lecithin, eggs.... Allergen warning: this product has been made in a factory which uses nut ingredients.Contain wheat, flour, milk, whey, soy lecithin, and egg.
b. Komposisi pada wafer chocolate-hazelnut adalah sebagai berikut: Ingredients: ....wheat flour, milk, whey, soy lecithin, eggs.... Allergen warning: this product has been made in a factory which uses nut ingredients.Contain wheat, flour, milk, whey, soy lecithin, and egg.
Pelabelan dan desain pada kemasan harus disetujui oleh konsumen di
negara tujuan. Saat registrasi produk ke suatu negara biasanya PT SSI harus
melengkapi formulasi registrasi termasuk pertanyaan soal status alergen. Di
internal PT SSI dilakukan kajian rutin aturan atau legislasi terkait pelabelan dan
isu alergen. Pemeriksaan pelabelan dilakukan dalam prosedur Packaging
Approval Documents (PAD) termasuk pemeriksaan label terkait soal alergen. Bila
dokumen telah lengkap, sesuai dan disetujui oleh konsumen, selanjutnya desain
dikirimkan kepada pemasok PM. QC Incoming akan melakukan setiap bahan
kemasan yang datang, dan mencocokkan dengan PAD tersebut. Bila sampai
terjadi kesalahan pada pelabelan pada kemasan, maka bahan kemasan itu wajib
ditolak dan dikembalikan ke pemasok.
111
C.6. Pembersihan dan Sanitasi
Seperti telah disebutkan sebelumnya, proses pembersihan dan sanitasi
merupakan bagian penting dalam manajemen alergen sebagai upaya mengurangi
risiko kontaminasi silang. Secara umum di PT SSI prosedur pembersihan dibagi
menjadi 3 yaitu dari yang dapat langsung digunakan sampai pembersihan total
dengan melepaskan bagian-bagian mesin satu per satu. Hal ini juga berlaku untuk
untuk area preparasi, ball mil mixer dan oven. Setiap jenis prosedur tadi
dilengkapi prosedur tertentu, dengan ketentuan umum adalah Prosedur 1, yaitu
tidak perlu dilakukan pembersihan dimana produk berikutnya dapat langsung
digunakan, misalnya pergantian dari produk sejenis. Prosedur 2, yaitu
pembersihan dilakukan cukup dengan mengerok mesin atau peralatan, tanpa perlu
menguras atau mencuci bersih. Karyawan tidak perlu melepaskan bagian-bagian
mesin/peralatan, misalnya pada pergantian dari produk atau krim vanilla ke
coklat, dengan pertimbangan rasa dan warna. Prosedur 3, merupakan pembersihan
paling kompleks dan terperinci, karena harus melepaskan bagian-bagian
mesin/peralatan untuk kemudian dicuci sampai bersih (kecuali bagian dalam ball
mill mixer). Pembersihan ini membutuhkan waktu yang paling lama dibandingkan
prosedur 1 atau 2. Pembersihan ini dilakukan pada saat pergantian produk dengan
warna berbeda, dari flavor menyengat atau dari produk dengan bahan yag
mengandung alergen berupa chocolate-hazelnut ke produk lainnya. Hasil
pembersihan meja dan peralatan yang digunakan, diverifikasi oleh Ketua Regu
dan QC, dan dituliskan di dalam Checklist Pembersihan dan Sanitasi.
Pada tahap penimbangan per-batch krim, prosedur pembersihan yang
diterapkan setelah penimbangan pasta hazelnut adalah semua area sekitar meja
penimbangan harus dibersihkan dengan dilap tisu bersih (khusus) yang dibahasi
sedikit air. Selanjutnya dikeringkan dan disemprot alkohol 70%. Harus dipastikan
tidak ada sisa alergen di meja penimbangan. Peralatan bekas penimbangan
hazelnut dicuci bersih di area washbay. Air sisa pencucian tadi langsung dibuang
ke saluran limbah. Pada checklist pembersihan area preparasi yang ada saat ini,
belum memberikan penekanan soal metode pembersihan untuk bahan alergen.
Pembersihan alergen mengikuti prosedur pembersihan seperti pembersihan akhir
minggu.

112
Berdasarkan kajian klausul pada BRC isu 6 klausul 5.2.8 terkait
pembersihan dalam manajemen alergen, terdapat beberapa perubahan dilakukan
di PT SSI. Pembersihan peralatan atau mesin alergen biasanya diatur di akhir
minggu, namun bila terpaksa dilakukan di tengah produksi maka dilakukan
pengaturan khusus. Pengaturan yang dilakukan berupa pemisahan pada saat
pembersihan (adjacent cleaning) sehingga bila sedang membersihkan mesin atau
alat bekas hazelnut tidak sampai mencemari area sekitarnya. Alat adjacent
cleaning berupa tiang dengan lembaran plastik yang mampu menahan cipratan
minyak atau air saat pembersihan. Ball mill mixer dan oven yang sedang
dibersihkan ditutup dengan tirai plastik cukup lebar dan tinggi, sehingga air
cipratan atau proses pembersihan tidak sampai mengkontaminasi area sekitarnya.
Klausul 5.2.8 juga mensyaratkan pengaturan pada peralatan pembersihan
untuk membersihkan bahan penyebab alergi hendaknya memiliki identitas dan
spesifik, single use, dan dibersihkan tuntas setelah digunakan untuk alergen.
Peralatan pembersihan yang digunakan di PT SSI berupa sikat panjang dan tisu.
Peralatan sikat biasanya digunakan untuk membersihkan tangki, selang dan
sekitarnya. Pembersihan sikat dilakukan dengan cara direndam air panas, lalu
dicuci dengan deterjen dan dibasuh dengan air panas. Tisu digunakan untuk melap
dinding tangki, serta bagian-bagian sekitar oven dan conveyor. Setelah dipakai
tisu tadi langsung dibuang (single use). Untuk pembersihan mesin atau peralatan
bekas jalan alergen di area ball mill mixer dan oven, memang telah menggunakan
prosedur adjacent cleaning atau pembersihan dengan pemisahan. Namun untuk
peralatan dan alat bantu produksi, masih dicuci di aera washbay, yang masih
bersama-sama dengan alat lainnya. Alat pembersihan berupa sikat tidak ada yang
dikhususkan untuk pembersihan alergen. Oleh karena dari penelitian ini
direkomendasikan perlunya dilakukan pengaturan dan penjabaran soal
penggunaan dan prosedur pembersihan alat kebersihan bekas pembersihan produk
dengan alergen. Saat ini pengendalian dilakukan dengan prosedur pembersihan
alat kebersihan setelah digunakan untuk membersihkan mesin dan peralatan bekas
produksi dengan bahan yang mengandung alergen. Harus dipastikan alat
kebersihan tadi benar-benar tuntas dan bersih (seperti pada klausul 5.2.8),
sebelum digunakan untuk pembersihan alat dan mesin lainnya. Oleh karena itu
113
direkomendasikan PT SSI masih perlu melakukan kajian mendalam soal
pemisahan alat-alat tersebut karena sampai saat ini tidak tersedianya alat
kebersihan yang didedikasikan untuk pembersihan alergen. Alat kebersihan yang
digunakan bentuknya umum dan tidak sulit ditemukan di pasaran, sehingga
penyediaan alat khusus untuk membersihkan bekas produksi dengan alergen tadi
haruslah segera dapat disediakan oleh perusahaan.
Hasil pembersihan peralatan dan mesin diperiksa secara visual
(organoleptik) untuk memastikan tidak ada sisa produk alergen. Pemeriksaan
dibantu dengan mengusap tisu putih bersih pada mesin atau alat, apakah ada sisa
krim atau chocolate-hazelnut. Alat atau mesin dicium untuk memastikan tidak ada
bau produk chocolate-hazelnut. Di PT SSI belum dilakukan uji deteksi alergen
misal dengan metode ELISA, yaitu metode yang umum digunakan untuk
pengujian keberadaan adanya pangan alergen (AFGC 2007). Test-kit ELISA dapat
digunakan untuk menverifikasi hasil pembersihan produksi alergen. Alat ini dapay
digunakan untuk mengetahui masih ada atau tidaknya keberadaan residu alergen
pada mesin, peralatan atau pabrik. Bagi produsen, pengujian keberadaaan alergen
pada lini produksi atau dalam pabrik yang digunakan bersama menjadi penting.
Sebuah kajian ada/tidaknya alergen memang diperlukan, dan jika ada, perlu
dilakukan kajian apakah keberadaan alergen tadi berada pada tahap yang dapat
membahayakan konsumen penderita alergi. Ada indikasi bahwa alergen yang
berada di bawah ambang batas berisiko kecil terhadap konsumen. Bagaimanapun,
secara umum diterima bahwa tidak ada batasan yang tegas (kecuali gluten) dan
Directive 2003/89/EC tidak memberikan ambang batas atau pedoman tentang
batasan aman (Kerbach et al. 2010). Oleh karena itu menjadi penting bagi PT SSI
untuk melakukan pengujian residu alergen hazelnut pada peralatan atau mesin
yang telah digunakan maupun pada alat kebersihan yang bekas digunakan untuk
pembersihan peralatan atau mesin yang menggunakan hazelnut. Pemeriksaan ini
juga perlu dilakukan untuk menverifikasi hasil pembersihan alat kebersihan.
Rekomendasi ini diberikan karena pengujian pangan alergen merupakan alat
berharga jika digunakan sebagai bagian dari manajemen alergen dengan
pendekatan berbasiskan risiko. Hasil pengujian dapat memberikan jaminan dan
114
menverifikasi titik kritis dalam program manajamen risiko yang komprehensif
(AFGC 2007).
Pengetahuan operator soal prosedur pembersihan mesin, peralatan dan area
bekas produksi bahan hazelnut atau produk chocolate-hazelnut yang mengandung
alergen sangat penting, dalam usaha pencegahan kontaminasi. Oleh karena itu
operator, ketua regu dan QC diberikan pelatihan yang memadai soal penanganan
bahan alergen ini. Pengetahuan dan pengawasan dari supervisor area terkait juga
berperan dalam memastikan prosedur pembersihan telah dijalankan dengan sesuai
sesuai dengan sistem yang telah ditetapkan di perusahaan.
C.7. Pelatihan dan Pendidikan Karyawan
Semua hal terkait prosedur hendaklah disosialisasikan kepada karyawan
dengan baik agar pelaksanaan sesuai dengan standar. Pelatihan karyawan soal
alergen menjadi agenda khusus sejak akhir 2011 di PT SSI seperti yang
disyaratkan oleh BRC klausul 5.2.9. Klausul ini mensyaratkan pelatihan tentangn
pengenalan karyawan, termasuk karyawan kontrak, kontraktor, dan mekanik. Oleh
karena itu PT SSI melaksanakan secara rutin pelatihan terkait penanganan dan
pengenalan alergen, yang dijadwalkan dan harus dilaksanakan secara sesuai.
Populasi orang yang menderita alergi dari makanan di Indonesia, mungkin sangat
berbeda dengan konsumen di luar negeri. Pangan alergen berupa kacang tanah,
kacang-kacangan (tree nuts), serealia yang mengandung gluten, telur, seledri,
kacang wijen, atau ikan pada populasi di luar negeri sangat berbeda dengan
kondisinya di masyarakatn di Indonesia, dan bahakan secara umum bukanlah
merupakan pangan penyebab alergi. Populasi penderita alergi terhadap pangan
jenis tertentu dapat berbeda situasinya di negara yang berbeda, tergantung pada
pola konsumsi makanannya (Taylor 2006). Dikhawatirkan pengetahuan dan
kepedulian terhadap soal bahaya soal alergen karyawan yang rendah dapat
menyebabkan kesalahan atau berpotensi mengkontaminasi pada produk.
Karyawan yang menangani bahan baku alergen maupun produk alergen sebaiknya
mendapatkan pelatihan lengkap terkait pangan alergen. Hal ini dapat menjadi
bagian dari orientasi karyawan baru, dimana pelatihan ini dapat diulang sesuai
dengan kebutuhan. Pertimbangan hendaknya diberikan karena alasan
115
bervariasinya latar belakang, pengetahuan, kemampuan, dan bahasa karyawan.
Informasi relevan, sesuai dan jelas perlu diberikan meliputi masalah alergi dan
pangan alergen, dampak terhadap kesehatan bila sampai konsumen alergi
menkonsumsi pangan yang salah, isu kontak silang, isu pelabelan dan kesalahan
pelabelan, data statistik penarikan produk terkait pelabelan produk, dan strategi
manajemen alergen perusahaan (Stone dan Yeung 2010).
Pada orientasi karyawan baru PT SSI, pelatihan atau pembekalan khusus
terkait alergen secara umum belum diberikan. Namun pada beberapa area
strategis, seperti loker, area cuci tangan dan gudang, dipasang pengumuman soal
alergen ini. Karyawan yang menangani bahan alergen biasanya diberikan
pelatihan sesuai dengan pekerjaan yang akan dilakukannya, misal prosedur
penimbangan bahan alergen, preparasi bahan alergen, pembersihan dan sanitasi
setelah produksi bahan alergen. Pelatihan diberikan dengan menggunakan acuan
berupa SOP atau WI terkait. Pada program pelatihan penyegaran tahunan GMP,
HACCP, BRC/SQF di PT SSI materi alergen juga diberikan. Untuk area kantin,
ditempelkan beberapa contoh pangan yang mengandung alergen, seperti susu,
tempe, tahu, oncom, sambal kacang, kerang-kerangan dan makan ringan dari
kacang. Telah diterbitkan aturan, bahwa karyawan dilarang membawa makanan
ringan dari kacang (misal permen kacang, kacang telur, dan lainnya) karena
dikhawatirkan disimpan di saku dan kemungkinan dapat jatuh dan
mengkontaminasi produk. Materi dan bukti pelatihan tercatat dan catatan tadi
dipelihara.
116
D. Pengendalian Benda Asing di PT SSI
Dalam the BRC Global Standard for Food Safety, beberapa klausul
mensyaratkan pengendalian untuk mencegah kontaminasi benda asing. Klausul
tersebut antara lain klausul 4.9.2 (pengendalian logam), 4.9.3 (pengendalian kaca,
plastik mudah pecah, keramik, dan sejenisnya), 4.9.4 (kayu), dan 4.10 (peralatan
deteksi dan penghilangan benda asing). Pada bab D dalam penelitian ini dibahas
kajian implementasi di PT SSI terkait pengendalian benda asing. Pembahasan
mencakup kajian sumber benda asing pada semua tahap mulai tahap penerimaan
bahan sampai dengan pengemasan dan pemuatan dalam kendaraan pengangkut;
validasi jenis benda asing; penetapan standar maksimal untuk setiap benda asing
yang terkait; penetapan kontrol dan fasilitas-fasilitas yang diperlukan; dan
penetapan verifikasi dan dokumentasi terkait dengan kontrol benda asing yang
diidentifikasi. Selanjutnya ditetapkan rekomendasi untuk implementasi
pengendalian benda asing di PT SSI sehingga memenuhi persyaratan terkait pada
BRC isu 6.
Sumber benda asing sangat kompleks dapat berupa batu, tanah, pecahan,
serangga, kulit, tulang rambut, dan lainnya (Marsh dan Angold 2004). Bahaya
yang diidentifikasi dalam pengendalian benda asing adalah termasuk bahaya fisik
seperti batu, baut dan mur, kaca, logam, potongan plastik tajam dan lainnya.
Benda asing merupakan sumber bahaya potensial bagi kesehatan. Kaca
merupakan kelompok penting karena berpotensi merobek mulut atau
kerongkongan (Edward, 2004). Bila terjadi keluhan konsumen karena benda
asing, misalnya kaca, Food Safety Act (Inggris) dengan interpretasi ketat akan
sesegera mungkin melakukan recall, tanpa memperhatikan dimana atau
bagaimana benda asing itu dapat masuk (Hines 2004). Batas kritis kontaminasi
logam menurut FDA (1999) adalah panjang 0,3inch/7mm - 1,0inch/25mm.
Secara umum aturan pengendalian benda asing di PT SSI diatur dalam
Manual Perusahaan dan SOP/WI proses atau area terkait serta menjadi bagian dari
analisa bahaya dalam rencana HACCP perusahaan. Pengendalian benda asing
merupakan usaha deteksi untuk mencegah masuknya benda asing ke dalam
produk pangan. Analisa bahaya pada rencana HACCP digunakan untuk
menetapkan potensi-potensi kontaminasi benda asing semua tahapan proses.
117
Keberadaan benda asing dapat menimbulkan masalah baik mutu maupun
keamanan produk pangan. Kontaminasi benda asing juga potensi menyebabkan
keluhan konsumen, yang mampu menurunkan kepercayaan konsumen terhadap
suatu merek atau perusahaan pembuatnya. Oleh karena itu berbagai bahaya yang
potensial perlu dikendalikan sehingga tidak sampai mengkontaminasi produk
dihasilkan. Pengendalian bahaya dilakukan juga melalui prerequisite programmes
berupa penerapan GMP misal bangunan, pemeliharaan, pembersihan dan sanitasi,
dan kajian desain mesin dan alat.
D.1. Kajian Sumber Benda Asing pada Berbagai Tahapan Proses
Benda asing dapat berasal dari kontaminasi pada bahan baku atau bahan
kemasan, proses yang salah, peralatan atau mesin yang rusak, kegiatan perbaikan
atau pemeliharaan yang tidak sesuai, atau dari lingkungan proses dan gudang yang
kotor. Area sekitar pabrik juga dapat menimbulkan kontaminasi, misal populasi
serangga yang tidak terkendali, infrastruktur bangunan yang tidak rapat atau
bocor, serta praktik karyawan yang salah. Oleh karena itu dalam kajian sumber
benda asing harus memperhitungkan segala aspek yang berhubungan dengan
produk, baik yang dapat mencemari produk secara langsung atau tidak langsung.
Sumber benda asing yang teridentifikasi adalah berasal cemaran pada bahan baku
dan kemasan; praktik higiene karyawan; proses produksi; penggunaan palet kayu;
mesin, peralatan dan alat bantu; dan utilities yaitu air dan udara. Kajian sumber
benda asing beserta tindakan pengendaliannya disajikan pada Tabel 24.
Karyawan merupakan sumber utama masuknya benda asing seperti
perhiasan, rambut, pulpen, peralatan, atau kancing baju, kuku, dan plester luka
(Gaze dan Campbell 2004). Karyawan, tamu, termasuk kontraktor yang masuk ke
area produki PT SSI harus melaksanakan aturan GMP yang sudah ditetapkan
karena semua dapat berpotensi menjadi sumber kontaminasi (sesuai klausul 7.2).
Kontaminasi berasal dari pemakaian jam tangan, perhiasan seperti cincin, anting-
anting, gelang, dan tindik pada hidung atau bagian tubuh yang terbuka lainnya.
Sumber lain adalah kuku yang panjang (karena dapat patah), kuku palsu, cat kuku,
bulu mata palsu, dan sejenisnya, yang copot dan masuk ke produk. Rambut, kumis
dan janggut yang terbuka dapat menjadi sumber kontaminasi bila tidak ditutup
118
sempurna. Pakaian pelindung pekerja mampu mencegah kontaminasi-kontaminasi
ini namun bila digunakan dengan tidak benar maka tidak akan efektif mencegah
bahaya. Bagian tubuh karyawan sendiri dapat secara tidak sengaja menjadi
sumber potensi benda asing, misalnya potongan gigi atau tambalan gigi (Edwards
2004).
Di dalam area proses dan gudang staples dan klip kertas dapat menjadi
sumber kontaminasi logam, karena ukuran yang kecil, mudah terlepas dan sulit
dikendalikan. Walaupun staples dilarang digunakan di internal perusahaan yaitu di
area proses dan gudang di PT SSI, namun masih ada potensi sumber dari luar
perusahaan seperti dokumen pembelian (misal surat jalan), kemasan luar bahan
baku dan bahan kemasan, atau tamu (klausul 4.9.2.2). Pulpen pekerja dan tamu,
serta alat tulis lainnya dapat menjadi sumber kontaminasi bila hilang, copot atau
rusak.
Sumber kontaminasi dapat berasal dari bahan baku atau bahan kemasan
yang datang. Banyak sekali benda asing yang dapat berasal dari bahan baku
seperti logam; warsa dan batu dalam kemasan hasil pertanian; atau eartag hewan
dalam kemasan daging (Edwards 2004). Kontaminasi benda asing pada bahan
dapat berasal dari higiene karyawan yang jelek, proses yang tidak sesuai, produk
yang rusak atau terbuka dan pengangkutan yang tidak baik. Bahan baku tepung
terigu potensial tercemari kutu. Kutu bersumber dari bahan baku (gandum), proses
pengolahan yang tidak memadai, kondisi penyimpanan di gudang yang jelek, dan
kontaminasi silang dari kendaraan pengangkut ke pabrik. Kemasan yang rusak,
bocor atau tidak utuh dapat mengakibatkan bahan dimasuki oleh benda asing
seperti debu, kotoran, dan serangga. Kerusakan pada kemasan dapat terjadi karena
proses yang kasar atau salah dan kondisi kendaraan yang tidak ideal seperti
adanya benda tajam, permukaan kasar atau tidak rata atau kemasan produk yang
tidak kuat. Benda asing yang pernah ditemukan pada saat penerimaan barang
misalnya adalah semut dan kutu, rambut, dan palet bahan kemas kaleng yang
bertanah dan berserangga.
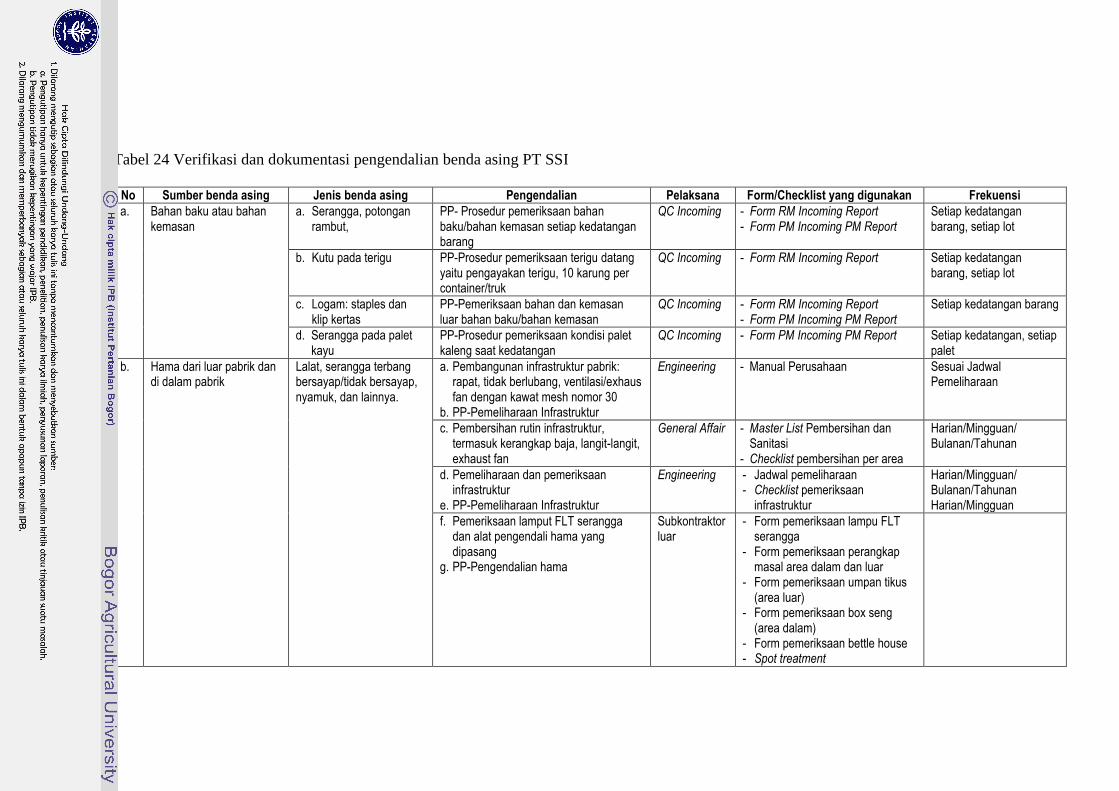
Tabel 24 Verifikasi dan dokumentasi pengendalian benda asing PT SSI
No Sumber benda asing Jenis benda asing Pengendalian Pelaksana Form/Checklist yang digunakan Frekuensi
a. Bahan baku atau bahan kemasan
a. Serangga, potongan rambut,
PP- Prosedur pemeriksaan bahan baku/bahan kemasan setiap kedatangan barang
QC Incoming - Form RM Incoming Report - Form PM Incoming PM Report
Setiap kedatangan barang, setiap lot
b. Kutu pada terigu PP-Prosedur pemeriksaan terigu datang yaitu pengayakan terigu, 10 karung per container/truk
QC Incoming - Form RM Incoming Report
Setiap kedatangan barang, setiap lot
c. Logam: staples dan klip kertas
PP-Pemeriksaan bahan dan kemasan luar bahan baku/bahan kemasan
QC Incoming - Form RM Incoming Report - Form PM Incoming PM Report
Setiap kedatangan barang
d. Serangga pada palet kayu
PP-Prosedur pemeriksaan kondisi palet kaleng saat kedatangan
QC Incoming - Form PM Incoming PM Report Setiap kedatangan, setiap palet
b. Hama dari luar pabrik dan di dalam pabrik
Lalat, serangga terbang bersayap/tidak bersayap, nyamuk, dan lainnya.
a. Pembangunan infrastruktur pabrik: rapat, tidak berlubang, ventilasi/exhaus fan dengan kawat mesh nomor 30
b. PP-Pemeliharaan Infrastruktur
Engineering - Manual Perusahaan Sesuai Jadwal Pemeliharaan
c. Pembersihan rutin infrastruktur, termasuk kerangkap baja, langit-langit, exhaust fan
General Affair - Master List Pembersihan dan Sanitasi
- Checklist pembersihan per area
Harian/Mingguan/ Bulanan/Tahunan
d. Pemeliharaan dan pemeriksaan infrastruktur
e. PP-Pemeliharaan Infrastruktur
Engineering - Jadwal pemeliharaan - Checklist pemeriksaan
infrastruktur
Harian/Mingguan/ Bulanan/Tahunan Harian/Mingguan
f. Pemeriksaan lamput FLT serangga dan alat pengendali hama yang dipasang
g. PP-Pengendalian hama
Subkontraktor luar
- Form pemeriksaan lampu FLT serangga
- Form pemeriksaan perangkap masal area dalam dan luar
- Form pemeriksaan umpan tikus (area luar)
- Form pemeriksaan box seng (area dalam)
- Form pemeriksaan bettle house - Spot treatment
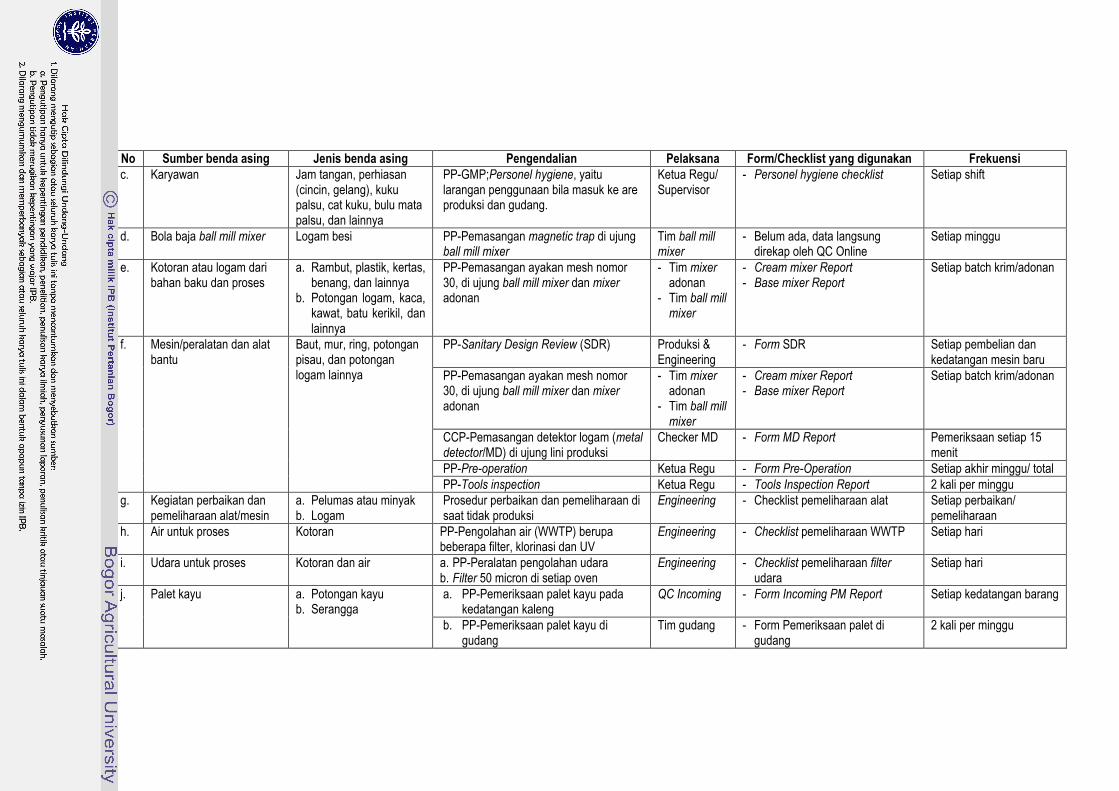
No Sumber benda asing Jenis benda asing Pengendalian Pelaksana Form/Checklist yang digunakan Frekuensi
c. Karyawan Jam tangan, perhiasan (cincin, gelang), kuku palsu, cat kuku, bulu mata palsu, dan lainnya
PP-GMP;Personel hygiene, yaitu larangan penggunaan bila masuk ke are produksi dan gudang.
Ketua Regu/ Supervisor
- Personel hygiene checklist Setiap shift
d. Bola baja ball mill mixer Logam besi PP-Pemasangan magnetic trap di ujung ball mill mixer
Tim ball mill mixer
- Belum ada, data langsung direkap oleh QC Online
Setiap minggu
e. Kotoran atau logam dari bahan baku dan proses
a. Rambut, plastik, kertas, benang, dan lainnya
b. Potongan logam, kaca, kawat, batu kerikil, dan lainnya
PP-Pemasangan ayakan mesh nomor 30, di ujung ball mill mixer dan mixer adonan
- Tim mixer adonan
- Tim ball mill mixer
- Cream mixer Report - Base mixer Report
Setiap batch krim/adonan
f. Mesin/peralatan dan alat bantu
Baut, mur, ring, potongan pisau, dan potongan logam lainnya
PP-Sanitary Design Review (SDR) Produksi & Engineering
- Form SDR Setiap pembelian dan kedatangan mesin baru
PP-Pemasangan ayakan mesh nomor 30, di ujung ball mill mixer dan mixer adonan
- Tim mixer adonan
- Tim ball mill mixer
- Cream mixer Report - Base mixer Report
Setiap batch krim/adonan
CCP-Pemasangan detektor logam (metal detector/MD) di ujung lini produksi
Checker MD - Form MD Report Pemeriksaan setiap 15 menit
PP-Pre-operation Ketua Regu - Form Pre-Operation Setiap akhir minggu/ total
PP-Tools inspection Ketua Regu - Tools Inspection Report 2 kali per minggu
g. Kegiatan perbaikan dan pemeliharaan alat/mesin
a. Pelumas atau minyak b. Logam
Prosedur perbaikan dan pemeliharaan di saat tidak produksi
Engineering - Checklist pemeliharaan alat Setiap perbaikan/ pemeliharaan
h. Air untuk proses Kotoran PP-Pengolahan air (WWTP) berupa beberapa filter, klorinasi dan UV
Engineering - Checklist pemeliharaan WWTP Setiap hari
i. Udara untuk proses Kotoran dan air a. PP-Peralatan pengolahan udara b. Filter 50 micron di setiap oven
Engineering - Checklist pemeliharaan filter udara
Setiap hari
j. Palet kayu a. Potongan kayu b. Serangga
a. PP-Pemeriksaan palet kayu pada kedatangan kaleng
QC Incoming - Form Incoming PM Report Setiap kedatangan barang
b. PP-Pemeriksaan palet kayu di gudang
Tim gudang - Form Pemeriksaan palet di gudang
2 kali per minggu
121
Palet kayu masih diperbolehkan digunakan di PT SSI sampai saat ini, tetapi
dibatasi hanya di gudang bahan kemasan dan gudang produk akhir (sesuai klausul
4.9.4.1). Palet kayu digunakan saat pengiriman bahan kemasan berupa kaleng ke
PT SSI. Palet kayu yang rusak atau rapuh merupakan sumber kontaminasi yang
membahayakan produk. Permasalahan yang ditemui terkait palet kayu adalah
palet mudah diserang oleh hama. Cukup sulit mengetahui palet mana yang telah
terinfestasi hama atau tidak. Kumbang kayu mampu menembus kayu dan
meninggalkan telur didalamnya, yang tidak dapat mudah terlihat dengan kasat
mata. Setelah waktu tertentu telur menetas dan menjadi serangga dewasa. Palet
yang terinfestasi serangga biasanya ditandai dengan tumpukan bubuk di sekitar
palet atau lubang-lubang pada palet. Palet yang digunakan pemasok terbuat dari
kayu kelapa karena murah dan mudah didapatkan. Namun jenis kayu ini memiliki
kelemahan karena sangat mudah dimasuki serangga. Palet dari pemasok tidak
difumigasi. Palet merupakan barang yang dapat dipakai hingga berulang kali
(reuse). Oleh karena itu penanganan palet kayu menjadi sangat penting di
perusahaan.
Infrastruktur pabrik harus dirancang, dibangun dan dipelihara secara rutin.
Kondisi bangunan pabrik yang kotor, rusak dan tidak dipelihara dengan baik
menjadi sumber kontaminasi, tempat infestasi dan sarang hama (AIB 1979).
Pintu, jendela dan ventilasi yang terbuka menjadi sumber kontaminasi seperti
debu, pasir, serangga, dan lainnya. Screen kawat yang rusak atau berlubang dan
tidak rapat, menjadi jalur masuknya hama. Kotoran pada langit-langit atau dak
yang kotor dapat jatuh dan mencemari produk di bawahnya. Langit-langit dan dak
serta dinding lembab (akibat kondensasi) dapat mengakibatkan permukaan luar
dinding atau cat terkelupas dan menjadi sumber kontaminasi (sesuai klausul 4.4.1
dan 4.4.6). Struktur bangunan yang tidak halus, banyak lekukan, retak,
mengakibatkan sulit dijangkau saat pembersihan dan pemeliharaan. Penyimpanan
barang-barang di luar yang tidak dijaga baik dapat menjadi sarang bagi hama yang
kemudian dapat masuk ke dalam area proses. Pada audit sertifikasi BRC di PT
SSI pada Januari 2012, diterbitkan temuan minor untuk temuan langit-langit yang
rusak bekaskondensasi air di area penyimpanan retained sample. Hal ini

122
disebabkan karena bangunan tadi sebelumnya adalah bangunan dengan sistem
pendingin ruangan (air conditioner).
Benda seperti kaca, plastik mudah pecah dan sejenisnya dikendalikan
untuk mencegah pecah dan kontaminasi ke produk. Bola lampu, fixture, skylights,
dan kaca yang terekspos ke pangan harus dilindungi dengan dipasang plastik solid
(AIB 1979). Lampu yang terbuat dari kaca, jendela kaca, cermin, wadah kaca dan
lainnya yang terbuat dari kaca di area produksi, mudah pecah dan dapat
mengakibatkan kontaminasi (klausul 4.4.9 dan 4.4.12). Kaca yang tidak diberi
lapisan atau pelindung, bila pecah akan menyebar dan sulit dibersihkan. Plastik
yang tipis dan keras serta keramik pada peralatan, mesin, atau lainnya di area
produksi yang tidak dikendalikan, menjadi potensi sumber kontaminasi fisik bila
tidak dikendalikan.
Benda asing yang masuk ke rantai pangan dan mengkontaminasi produk
dapat berasal dari bagian-bagian mesin, potongan dari perbaikan mesin seperti
kepingan stainless steel dan kerak las (Edwards 2004). Desain peralatan atau
mesin yang tidak baik atau salah berpotensi mengkontaminasi produk karena
menjadi sulit dibersihkan,tidak mampu dilepaskan, baut lepas atau tidak terpasang
baik, las-lasan yang kasar, atau permukaan yang tidak rata. Hendaknya ada
kegiatan pemeriksaan desain peralatan atau mesin saat akan dibeli atau masih
dalam tahap percobaan. Pengerjaan pengelasan, pembubutan atau lainnya dapat
mengakibatkan kontaminasi produk bila dilakukan di area produksi, bukan di area
khusus seperti bengkel terpisah, tanpa pelindung, dan tidak dilakukan
pembersihan setelah pengerjaan (klausul 4.7.4 dan 4.7.6).
Dalam rencana HACCP PT SSI, salah-satu bahaya yang teridentifikasi
adalah saringan kawat pada mesin ayak krim dan adonan yang sobek atau rusak.
Hal ini terjadi karena ayakan yang digunakan merupakan alat yang bergetar, yang
bila terus-menerus digunakan serta diberi beban produk, akan sobek dan rusak.
Pemasangan saringan yang salah atau tidak tepat selain mudah rusak atau sobek
juga tidak efektif menahan benda-benda asing yang mungkin terdapat pada krim
dan adonan. Potongan kawat dari ayakan merupakan salah-satu sumber
kontaminasi benda asing yang berasal dari proses produksi (Edwards 2004).
123
D.2. Penetapan Standar Maksimal untuk Setiap Benda Asing
Standar maksimal untuk setiap benda asing terkait yang ada pada tiap
tahap proses perlu dikaji dan ditetapkan. Standar ini sebagai patokan apakah
produk atau proses diterima atau ditolak. Standar dapat ditetapkan melalui
beberapa cara, yaitu berdasarkan literatur sains, standar pada aturan atau legislasi
yang berlaku pada suatu negara, good practices yaitu aturan atau kebiasaan umum
yang berlaku di industri pangan, pengalaman perusahaan ataupun dari kajian
internal yang dilakukan tim HACCP. Keluhan konsumen terkait kontaminasi
benda asing pada produk juga dapat dijadikan sebagai dasar kajian dan penetapan
perbaikan sistem pengendalian benda asing di perusahaan. BRC isu 6 klausul
4.10.4 mensyaratkan investigasi terhadap temuan benda asing pada alat deteksi
atau penghilangan benda asing hendaknya, yang dijadikan sebagai dasar
pencegahan kontaminasi terjadi atau berulang.
Standar umum kontaminasi sebenarnya diharapkan tidak ada sama sekali
atau nol, karena dapat menimbulkan masalah mutu dan keamanan pangan. Batas
kritis kontaminasi logam pada produk akhir adalah pecahan logam dengan
panjang 0,3 inch (7 mm) sampai 1,0 inch (25mm). Batas maksimal 7mm adalah
yang paling jarang menyebabkan trauma atau penyakit serius kecuali pada
kelompok risiko seperti bayi, wanita hamil dan usia lanjut (FDA 1999).
Resiko kontaminasi benda asing dapat dikurangi atau dihilangkan dengan
pemakaian alat deteksi atau penghilangan benda asing yang efektif (klausul 4.10).
Di PT SSI terdapat beberapa peralatan deteksi atau penghilangan benda asing
(sesuai klausul 4.10) yaitu saringan udara, magnetic trap di ball mill mixer,
ayakan krim, ayakan adonan, dan detektor logam di area pengemasan. Pada
masing-masing alat ini ditetapkan standar maksimal sebagai dasar pemeriksaan
dan pengendalian proses di area terkait.
Standar maksimal pada saringan krim dan adonan ditetapkan berdasarkan
kajian temuan pada alat yang tercatat pada form process control. Batas maksimal
temuan adalah sebagai berikut :
1. Bila temuan berhubungan dengan keamanan produk, seperti temuan pecahan
kaca, potongan logam, potongan plastik tajam atau plastik keras, atau
batu/kerikil, dan sejenisnya maksimal adalah 3mm.
124
2. Bila temuan berhubungan dengan mutu produk (tidak sampai menimbulkan
bahaya), seperti temuan rambut, lembaran plastik, kertas, benang (misal
karung), dan sejenisnya, maksimal adalah 5 lembar/5 buah.
Temuan pada saringan diperiksa setelah selesai proses pernyaringan per-
batch adonan atau krim. Standar temuan pada saringan ditetapkan sejak akhir
2011 dalam rangka pemenuhan BRC isu 6. Saringan dipastikan tidak dalam
kondisi sobek. Saringan yang rusak atau sobek dapat menyebabkan alat tidak
mampu menghilangkan benda-benda asing yang tidak diinginkan pada produk.
Potongan kawat saringan atau kerusakan alat berpotensi menjadi sumber bahaya
logam pada produk. Akan tetapi pada tahap akhir proses produk terdapat detektor
logam yang akan menghilangkan bahaya logam dari alat saringan yang rusak
tersebut. Tidak konsistensinya pemeriksaan kondisi alat saringan masih
ditemukan di area proses. Hal ini terjadi karena waktu penyaringan adonan batch
yang satu dengan yang lain terlalu rapat, sehingga tidak cukup waktu untuk
mengerok adonan disaringan, memeriksa saringan sobek/tidak, mengumpulkan
temuan, dan menempelkan atau mencatatkannya di laporan process control.
Metode pemeriksaan saringan juga perlu dikaji agar lebih efektif menemukan
saringan yang sobek atau bila ada temuan benda asing, misal dengan penggunaan
alat bantu.
Pada saluran keluaran krim pada ball mill mixer dipasang magnetic trap
yang dapat menarik dan memerangkap kontaminan logam besi pada krim. Standar
temuan besi pada magnetic trap adalah maksimal 2 gram per alat, diperiksa di
akhir minggu saat pembersihan total alat. Bila ditemukan lebih dari 2 gram maka
perlu diperiksa asal logam-logam tersebut, misal dari biji logam yang telah usang
sehingga biji logam pecah atau rusak, proses yang salah, ketidaksesuaian pada
mesin, dan lainnya. Kekuatan dari magnet pada magnetic trap diperiksa rutin
setiap 3 tahun. Spesifikasi alat menunjukkan kekuatan magnet adalah 12.000
gauge, yang akan berkurang sesuai dengan usia pemakaian alat. Magnetic trap
pada ball mill mixer bukan merupakan CCP dalam rencana HACCP PT SSI,
karena pada tahap selanjutnya yaitu pada tahap pengemasan produk terdapat
detektor logam yang akan menghilangkan kontaminasi logam pada produk.
Pemeriksaan rutin temuan logam dan kegiatan pemeliharaan rutin bola baja dan
125
peralatan perlu dilakukan untuk memastikan keefektifan alat menghilangkan
kontaminan besi pada krim yang dihasilkan.
Alat detektor logam merupakan titik kritis atau CCP dalam menghilangkan
bahaya logam dalam rencana HACCP PT SSI. Pada tahap berikutnya tidak ada
lagi peralatan atau tahapan yang dapat menghilangkan bahaya logam pada produk.
Batas cemaran logam yang ditetapkan dalam rencana HACCP adalah Ferrous
1,5mm, non-Ferrous 2,0mm dan Stainless steel 2,5mm. Cemaran logam dapat
berasal dari beberapa tahapan proses produk sebelumnya yaitu potongan kawat
mesh alat saringan krim dan saringan adonan atau dari pisau pemotong wafer pada
mesin oven. Bila pada alat terdeteksi benda logam diatas batas yang telah
ditetapkan, alarm pada detektor logam akan berbunyi dan logam tadi akan
dibuang secara otomatis ke reject bin. Secara rutin dilakukan proses pemeriksaan
atau pengujian alat dengan cara melewatkan sampel produk yang dipasang logam
dengan ukuran ferrous 1,5mm, non-ferrous 2,0mm dan stainless steel 2,5mm.
Sampel produk tadi harus bisa terdeteksi oleh alat yang ditandai dengan
perubahan sinyal pada display alat. Alat detektor logam bekerja berdasarkan
sistem balanced three coil system. Logam yang dilewatkan pada salah satu coil
menyebabkan menyebabkan perubahan pada voltase, yang selanjutnya
menimbulkan perbedaan sinyal pada tiap receiver coil. Sinyal yang tidak
seimbang ini digunakan sebagai sinyal untuk deteksi keberadaan logam (Craigl
2004). Perbedaan sinyal ini bisa dihubungkan dengan alarm dan rejector logam
pada alat. Oleh karena di PT SSI ditetapkan standar bahwa pada saat pengujian
alat dengan sampel logam, alarm harus berbunyi dan rejector harus mampu
membuang logam ke reject bin. Ketidaksesuaian pada alarm atau rejector harus
ditindaklanjuti sesuai prosedur penanganan yang ditetapkan.
Crumb merupakan produk yang dapat diproses ulang (rework). Sebelum
digunakan sebagai campuran krim crumb digiling terlebih dahulu dalam alat
penggiling crumb. Didalam alat penggiling crumb terdapat pisau (blade) yang
berputar untuk memecah dan menghaluskan crumb. Pada proses penggilingan
crumb, kadang kala ditemukan cemaran berupa kertas proses, nozzle, plastik dan
lainnya yang seharusnya tidak boleh ada. Bila crumb yang digiling kemasukan
benda-benda tesebut, selain dapat mengakibatkan crumb tercemar juga
126
menyebabkan kerusakan pisau penggiling, bahkan sampai patah dan berpotensi
menimbulkan potongan logam. Untuk mencegah hal tersebut, karyawan
diharuskan melakukan pemeriksaan dan penyortiran crumb sebelum digiling.
Hasil produk penggilingan tidak disaring dan kehalusan crumb hasil gilingan
hanya diperiksa secara visual. Dari penelitian ini direkomendasikan perlu
dilakukannya kajian penggunaan ayakan dalam rangka pengendalian benda asing
pada crumb hasil gilingan (sesuai klausul 4.10.1.1) walaupun pada tahap proses
selanjutnya terdapat magnetic trap, saringan krim dan detektor logam yang dapat
menghilangkan bahaya fisik pada produk.
D.3. Penetapan Pengendalian Benda Asing dan Fasilitas yang Diperlukan
Pengendalian benda asing dilakukan terhadap sumber-sumber benda asing
agar tidak melebihi batas maksimal yang ditetapkan. Pengendalian dimulai dari
perancangan produk, penetapan aturan terkait higiene karyawan, tahap
pemeriksaan bahan baku dan bahan kemasan, pengendalian proses, serta
penggunaan alat dan mesin untuk mendeteksi dan menghilangkan kontaminasi.
Kegiatan pengendalian benda asing terhadap berbagai sumber benda asing di PT
SSI disajikan pada Tabel 24.
a. Perancangan dan pengembangan produk baru.
Pencegahan masuknya benda asing dimulai dari tahap perancangan produk,
dimana ditetapkan larangan atau pembatasan produk yang berpotensi
mengkontaminasi, seperti penggunaan wadah dari kaca, plastik mudah pecah,
keramik, dan sejenisnya yang mudah pecah (sesuai klausul 5.1.1). Menghilangkan
segala sumber berbahan kaca dari area produksi diharapkan dapat mengurangi
risiko kontaminasi benda asing pada produk. Bahan plastik yang biasanya terbuat
dari karbon dan oksigen, memiliki densitas yang sangat mirip dengan produk,
tidak memiliki sifat magnetik atau konduktivitas. Hal ini menyebabkan
keberadaan plastik susah untuk dideteksi (Marsh dan Angold 2004).
b. Karyawan.
Prerequisite programmes berupa penerapan GMP terkait personel di
lingkungan perusahaan merupakan salah satu cara pencegahan masuknya
kontaminasi benda asing. Kewajiban pemakaian pakaian kerja khusus area dalam,
127
larangan pemakaian jam tangan, perhiasan, tindik pada tubuh yang terbuka, dan
lainnya harus diterapkan dan diawasi dengan efektif. Pakaian khusus area kerja
yang disediakan perusahaan meliputi seragam, kerudung atau topi khusus, masker,
dan sepatu. Pakaian kerja dibersihkan atau dicuci rutin setiap hari di laundri
internal PT SSI. Pencucian ini harus dilakukan untuk memastikan pakaian tadi
tidak menjadi sumber kontaminasi ke produk (Gaze dan Campbell 2004).Pakaian
kerja dibuat sedemikian rupa sehingga tidak berpotensi mencemari produk,
kantong dibuat di bawah pinggang dan tidak berkancing tetapi berperekat velcro.
Rambut harus ditutup sempurna dengan topi atau kerudung khusus area dalam.
Janggut dan kumis harus dipotong pendek atau ditutup sempurna dengan masker.
Area loker tempat penggantian pakaian kerja harus disediakan dalam
jumlah cukup dan pada lokasi yang sesuai. Di lemari loker karyawan tidak
diperbolehkan menyimpan pakaian luar atau barang lainnya agar tidak berpotensi
mengkontaminasi. Ruang ganti pakaian hendaknya disediakan sesuai jenis
kelamin (Gaze dan Campbell 2004). Saat menangani produk, semua karyawan
area produk terbuka dilarang berbincang-bincang langsung di atas produk dan
harus menggunakan masker selama bekerja.
Aturan-aturan terkait karyawan harus disosialisasikan ke semua
departemen, termasuk ke tamu dan kontraktor yang masuk ke area produksi atau
gudang. Aturan-aturan tersebut ditempelkan secara jelas di papan pengumuman di
area strategis seperti loker, area cuci tangan, kantin, WC, dan pintu masuk. Secara
rutin setiap hari, Supervisor atau Ketua Regu area bersangkutan melakukan
pemeriksaan praktik higiene pekerja. Hasil pemeriksaan dicatatkan dalam
Personel Hygiene Checklist, meliputi temuan dan tindakan koreksi yang
dilakukan. Hal-hal tadi sesuai dengan klausul 7.2 pada BRC isu 6. Penerapan
prerequisite programmes, yang termasuk didalamnya adalah higiene karyawan,
perlu diverifikasi melaluia udit atau pemeriksaan rutin untuk mengetahui
keefektifan pelaksanaannya (Gaze dan Campbell 2004).
c. Tahap penerimaan dan penyimpanan bahan baku dan bahan kemasan.
Pengendalian bahan termasuk kemasannya merupakan salah satu kunci
prerequisite programm dalam menciptakan kondisi proses produksi pangan yang
baik (Gaze dan Campbell 2004). Pada tahap penerimaan bahan baku dan bahan
128
kemasan harus dilakukan pemeriksaan untuk memastikan tidak ada kontaminasi
benda asing pada bahan (sesuai klausul 3.5.2). Bahan baku dan bahan bahan
kemasan yang datang harus sesuai spesifikasi mutu maupun keamanan produk.
Tahap pemeriksaan bahan baku dan kemasan serta prosedur penerimaan dan
penyimpanan barang yang baik merupakan prerequisite program dalam kajian
risiko pada rencana HACCP perusahaan, yaitu dalam rangka pengendalian bahaya
fisik pada bahan baku dan kemasan. Prosedur perlindungan terhadap produk dan
bahan pangan dari kontaminasi hama, atau kontaminasi kimia, fisik, mikrobiologi
atau benda lainnya harus diterapkan selama penanganan, penyimpanan dan
pengangkutan (CAC 2009).
Pemeriksaan ada atau tidaknya benda asing dilakukan secara visual.
Khusus untuk terigu, pemeriksaan dilakukan juga dengan mengayak beberapa
karung terigu menggunakan ayakan mesh 30. Pengayakan per karung terigu pada
awalnya merupakan prosedur wajib di PT SSI. Pengayakan bahan baku
merupakan jaminan bahwa bahan baku berupa terigu telah memenuhi standar
(O’Connell 2004). Berdasarkan kajian pada tren temuan serangga atau benda
asing dalam beberapa tahun serta pertimbangan adanya tahap penyaringan
(dengan wire mesh nomor 30) pada tahap akhir pembuatan adonan, maka saat ini
tahap pengayakan terigu per karung dihilangkan. Benda asing yang tertahan di
ayakan terigu diperiksa. Maksimal kutu hidup yang boleh ada adalah 2 ekor per
10 karung terigu. Pengayakan bahan baku bukan menjadi hal utama untuk
menghilangkan semua kontaminasi atau menjamin produk akan bebas dari benda
asing. Jika saringan digunakan pada semua titik yang kritikal dalam pemrosesan
makanan maka perusahaan tadi dapat membuat klaim bahwa praktik yang
dilakukannya telah sesuai standar dan pencegahan benda asing telah dilakukan
dengan tepat (O’Connell 2004).
Pemeriksaan kondisi kemasan juga dilakukan untuk memastikan tidak ada
kemasan yang sobek atau tidak utuh yang dapat menyebabkan kemasukan benda-
benda asing atau kontaminan dari luar. Kemasan yang rusak biasanya akan
langsung ditolak dan dikembalikan ke pemasok. PT SSI menerapkan aturan
bahwa semua karton atau kemasan luar bahan baku atau bahan kemasan yang
datang, harus bebas dari staples, klip dan bahan logam lainnya. Selain itu, ikatan
129
bahan kemasan (misal untuk kemasan inner box atau kantong plastik), tidak boleh
menggunakan karet gelang atau bahan yang mudah putus lainnya yang
menyebabkan kontaminasi ke bahan. Metode atau cara membuka kemasan, misal
saat pemeriksaan bahan atau saat bahan akan digunakan, juga menjadi sumber
kontaminasi. Hal ini terjadi terutama bila kemasan dibuka dengan cara disobek,
bukan dipotong, yang mengakibatkan sobekan tadi tercampur dengan bahan baku
(Marsh dan Angold 2004).Aturan-aturan ini disosialisasikan dengan ke QC
Incoming, pihak gudang, dan pemasok. Pemeriksaan di saat kedatangan barang
harus terus dipantau karena beberapa pemasok tidak konsisten menerapkan aturan
tersebut. Pemeriksaan staples dalam praktiknya telah dilakukan saat penerimaan
barang (sesuai klausul 4.9.2.2), tetapi belum dimasukkan kedalam SOP/WI
pemeriksaan bahan baku dan bahan kemasan.
d. Infrastruktur pabrik.
Infrastruktur pabrik hendaklah dijaga dan dipelihara rutin. Kondisi
penyimpanan di gudang dan area proses lainnya dipastikan bersih dan bebas dari
kontaminasi. Pembersihan rutin dilakukan sesuai Master List Pembersihan dan
Sanitasi. Dipastikan tidak ada celah atau lubang yang dapat dimasuki oleh
serangga atau benda asing lainnya. Dari pengamatan terhadap kondisi saluran
pembuangan air, ditemukan desain penutup saluran ini berlubang-lubang cukup
besar sehingga memungkinkan dilewati serangga dari luar. Penanganan dan
pencegahan masalah ini dilakukan melalui prerequisite programmes berupa
pengendalian hama di perusahaan. Pada beberapa tempat, termasuk di area yang
dekat dengan saluran pembuangan air, dipasang alat pemerangkap serangga
berupa lampu UV yang dilengkapi dengan lem untuk memerangkap serangga
yang hinggap di alat.
Bila sedang tidak ada kegiatan memasukkan barang, pintu gudang harus
dipastikan selalu tertutup. Pada pintu gudang sekarang dipasang alarm yang akan
menyala otomatis bila pintu terbuka lebih dari periode tertentu. Alarm ini sebagai
pengingat bagi orang agar segera menutup pintu setelah selesai melakukan
kegiatan. Sesuai klausul 4.4.8 dan 4.4.10, pintu ke area proses harus selalu
ditutup dan hanya boleh dibuka saat kejadian darurat. Pada pintu dipasang
pengumuman atau peringatan agar selalu pintu selalu dalam kondisi tertutup. Di
130
PT SSI di semua ventilasi dan exhaust fan dipasang kawat mesh 30 yang cukup
kecil untuk menahan masuknya serangga dan benda asing dari luar. Secara rutin
screen dibersihkan dengan cara dicuci air. Untuk memudahkan pembersihan
kerangka screen didesain mudah dilepaskan lalu diganti dengan screen cadangan
yang bersih.
Atap bangunan pabrik harus dalam kondisi baik, tidak bocor dan kokoh.
Pada beberapa lokasi di atap diberikan exhaust fan berupa cyclone untuk
mencegah kondensasi karena panas yang berlebih. Langit-langit dibersihkan
secara rutin namun cara pembersihan harus tepat agar tidak menimbulkan
pencemaran ke produk atau area di bawahnya. Kerangka atau struktur dan langit-
langit juga harus dipelihara kondisi kebersihannya. Pembersihan langsung di atas
produk yang terbuka atau bila ada proses dibawahnya harus dihindari.
Pembersihan hanya diperbolehkan dengan cara disedot dengan vacuum cleaner.
Pembersihan dilakukan oleh personel yang terlatih dengan menggunakan
pelindung diri disaat tidak ada produksi atau produk terbuka di bawahnya.
Di dalam manual perusahaan disebutkan bahwa lampu dan mesin yang
terbuat dari kaca haruslah diberi pelindung dan dilarang digunakan di area produk
terbuka. Di PT SSI juga telah ditetapkan prosedur terkait penanganan saat
kejadian pecahnya kaca, sesuai klausul 4.9.3.3. Akan tetapi direkomendasikan
untuk merinci prosedur soal penanganan pencucian baju yang berpotensi
terkontaminasi pecahan kaca dan sejenisnya di laundri. Prosedur pembersihan alat
kebersihan (misal sapu atau penyedot) yang digunakan pembersihan pecahan kaca
dan sejenisnya dan aturan soal pembuangan pecahan tersebut. Kaca termasuk
kontaminasi yang sering terjadi, namun sulit untuk dideteksi dan dihilangkan.
Padahal kontaminasi kaca merupakan kelas yang penting dalam isu kontaminasi
benda asing dan menjadi prioritas tinggi, karena dapat menyebabkan mulut atau
tenggorokan terluka (Edwards 2004).
e. Utilities
Air dan udara yang dipasok untuk proses telah mengalami pengolahan
sehingga tidak menjadi sumber kontaminasi benda asing (klausul 4.5). Air yang
digunakan untuk proses telah mengalami proses pengolahan pada unit Water
Treatment Plan (WTP), yang terdiri dari tahapan pengendapan, penyaringan,
131
klorinasi, dan UV. Secara rutin kualitas air diperiksa di laboratorium untuk
memastikan kualitasnya sesuai dengan standar. Udara yang dipasok untuk
produksi, yaitu untuk udara bertekanan dan semprotan angin yang kontak ke
produk, haruslah dilewatkan pada unit pengolahan udara dengan filter ukuran 50
mikron. Pengolahan udara tadi dan WTP merupakan prerequisite program dalam
analisa bahaya pada rencana HACCP di PT SSI.
f. Mesin atau peralatan proses dan kegiatan perbaikan serta pemeliharaan
Semua alat bantu untuk proses produksi dikendalikan dengan cara diperiksa
rutin jumlah dan kondisinya. Pemeriksaan dilakukan 2 kali per minggu dan
hasilnya dicatatkan dalam Form Tools Inspection. Pemeriksaan dilakukan oleh
Ketua Regu dan diverifikasi oleh Supervisornya. Alat atau mesin biasanya
dibersihkan rutin di akhir minggu. Alat atau mesin tadi dibongkar dengan
melepaskan bagian-bagiannya. Setelah kegiatan pembongkaran maka dilakukan
prosedur Pre-Operation. Pre-operation merupakan kegiatan memastikan jumlah
mur, baut, dan kelengkapan alat atau meisn sesuai jumlahnya dan dalam kondisi
yang baik. Pre-operation dicatatkan dalam form pre-operation yang dilakukan
untuk setiap nomor dan jenis mesin atau alat. Temuan berupa mesin dan alat rusak
ditindaklanjuti dengan perbaikan atau pengggantian. Bila sampai alat atau mesin
tidak lengkap atau ada bagian yang hilang, baik pada Tools Inspection dan Pre-
Operation, maka bagian hilang tadi harus dicari di area sekitar yang mungkin.
Bila tetap tidak ditemukan, maka pihak yang menghilangkan wajib membuat
Berita Acara Kehilangan. Selanjutnya dilakukan penggantian mesin/alat segera.
Dari penelitian ini direkomendasikan perlu dilakukannya kajian lebih mendalam
soal alat mana saja yang perlu dimasukkan dalam pre-operation dan tools
inspection. Misalnya adalah alat/mesin yang sering dicopot atau dipasang dan
pada alat/mesin yang prosesnya bergetar kuat seperti pada ayakan krim atau
adonan. Sedangkan mur atau batu pada alat yang tidak pernah dibongkar seperti
tangki transfer krim atau pada tutup ball mill mixer tidak perlu diperiksa rutin,
cukup dilakukan di akhir minggu.
Cemaran benda asing dapat berasal dari pelumas atau minyak yang
digunakan pada saat kegiatan pemeliharaan. Oleh karena itu hendaklah jadwal
pemeliharaan dilakukan saat mesin atau proses berhenti, misal di akhir shift atau
132
di akhir minggu. Bila terpaksa dilakukan disaat proses, maka harus dipasang alas
atau tutup agar tidak mencemari produk atau area sekitarnya. Pengelasan atau
pembubutan hanya diperbolehkan di area bengkel, di luar area proses.
Direkomendasikan untuk ditetapkan batasan pemeriksaan ulang terhadap
tambahan pemeliharaan peralatan sesuai klausul 4.7.2. Telah disebutkan
sebelumnya proses pelasan berpotensi menimbulkan kontaminasi berupa
potongan logam atau kerak las.
Prosedur umum terkait kajian desain mesin di PT SSI disebut Sanitary
Design Review (SDR). SDR dilakukan oleh bagian Engineering dan Produksi,
dengan dikaji ulang oleh bagian QA. Hasil pemeriksaan tercatat di form SDR.
Temuan-temuan pada SDR harus diperbaiki sebelum mesin atau alat dipakai di
area proses. Mesin dan instalasinya hendaknya didesain sedemikian rupa yang
mampu mencegah masuknya benda asing ke dalam produk (Gaze dan Campbell
2004).
Selama proses, mesin dan peralatan dapat mengalami kerusakan atau
penurunan kualitas misal saringan sobek karena digunakan pada vibrator screen,
bola baja di ball mill mixer yang terpecah karena terus dipakai, las-lasan yang
copot, pisau pemotong wafer di oven yang aus dan lainnya. Oleh karena itu pada
tiap tahapan digunakan alat deteksi atau penghilangan benda asing, seperti yang
disyaratkan pada klausul 4.10. Bila terjadi kerusakan mesin atau peralatan untuk
deteksi dan penghilangan benda asing, berlaku prosedur penanganan
ketidaksesuaian sesuai SOP/WI proses terkait di PT SSI. Hal ini juga berlaku bila
ditemukan benda asing yang melewati batas maksimal yang ditetapkan. Bahan
atau produk terkait yang dihasilkan akan ditahan untuk selanjutnya diinvestigasi
untuk mengetahui penyebab dan tindakan koreksi yang harus dilakukan. Temuan
benda asing selama proses produksi biasanya menjadi sumber perdebatan antara
perusahaan dengan pemasok bahan baku. Identifikasi yang cepat dan akurat dalam
kasus seperti ini menjadi vital untuk dilakukan (Edwards 2004).
g. Kayu dan palet kayu
Bahan baku hanya boleh disimpan di atas palet plastik dan tidak boleh
menggunakan palet kayu. Aturan terkait bahan dari kayu dan penggunaan palet
kayu ini diatur dalam Manual Perusahaan dan lebih diperinci dalam SOP
133
Penyimpanan RM dan SOP Penyimpanan PM. Palet kayu hanya satu-satunya
bahan yang terbuat dari kayu yang boleh digunakan di area gudang dan produksi
di PT SSI. Prosedur penyimpanan bahan baku dan kemasan, termasuk penerapan
aturan soal palet, merupakan prerequisite program perusahaan dalam rangka
pengendalian dan pencegahan benda asing dari bahan. Secara umum aturan terkait
palet di PT SSI adalah sebagai berikut:
1. Palet kayu hanya oleh digunakan di produk tertutup yaitu produk akhir dan
gudang bahan kemasan. Selain produk tersebut, hanya boleh menggunakan
palet plastik.
2. Palet yang akan digunakan, harus dipastikan dalam kondisi baik, yaitu tidak
pecah, rusak, utuh, tidak terkontaminasi serangga atau kotoran lainnya.
3. Palet yang berasal dari area luar, harus diperiksa dahulu kondisinya dan
dipastikan dalam kondisi baik.
4. Pada saat kedatangan bahan kemasan yang menggunakan palet kayu yaitu
kaleng, pemeriksaan palet juga merupakan salah-satu parameter pemeriksaan.
Bila ditemukan palet kayu yang rusak, terkontaminasi serangga, kotor atau
penyimpangan lainnya, maka palet tersebut ditolak dan dikembalikan ke
pemasok.
5. Setiap minggu, pihak Gudang bahan kemasan akan melakukan pemeriksaan
kondisi palet di gudang untuk memastikan palet dalam kondisi baik.
Pemeriksaan tadi dicatatkan dalam form pemeriksaan palet dan ditanda-
tangani oleh Supevisor gudang.
D.4. Verifikasi dan Dokumentasi Pengendalian Benda Asing
Dari pembahasan sebelumnya dapat disimpulkan bahwa pada setiap
tahapan harus dipastikan adanya pengendalian benda asing, yang dilakukan
melalui pengendalian CCP dan pelaksanaan prerequisite programmes. Benda
asing dapat berasal dari berbagai sumber, yaitu bahan baku atau bahan kemasan,
karyawan dan praktik higiene karyawan, infrastruktur dan lingkungan pabrik,
proses, atau peralatan dan mesin yang digunakan. Tabel 24 menunjukkan kegiatan
verifikasi dan dokumentasi pengendalian benda asing yang saat ini diterapkan di
PT SSI. Tabel ini berisikan sumber keberadaan benda asing; area, frekuensi dan
134
pelaksana verifikasi; serta form atau checklist terkait. Pengendalian dilakukan
sesuai dengan sumber dan jenis benda asing yang mungkin ada atau timbul.
Pengendalian dilakukan dengan penetapan prosedur berupa Manual, SOP/WI,
pelaksanaan GMP, pengendalian produk, pengendalian proses, dan penggunaan
alat deteksi dan penghilangan benda asing. Verifikasi dilakukan untuk
memastikan bahwa semua sumber benda asing telah ditangani dan dikendalikan
agar tidak sampai mengkontaminasi produk. Verifikasi merupakan metode,
prosedur, pemeriksaan dan evaluasi, sebagai pelengkap dari kegiatan
pengendalian, untuk mengetahui kesesuaiannya dengan yang direncanakan
(Codex 2009). Kegiatan verifikasi rencana HACCP termasuk verifikasi
prerequisite programmes dalam rangka pengendalian bahaya dilakukan minimal
tahunan.Verifikasi juga dapat dilakukan melalui audit baik audit internal dan
eksternal. Di PT SSI dilakukan audit GMP rutin setiap bulan untuk mengetahui
apakah pelaksanaan GMP terkait karyawan, infrastruktur, proses produksi,
pembersihan, dan karyawan telah sesuai. Setiap temuan audit internal atau
eksternal berupa penyimpangan atau ketidaksesuaian harus ditetapkan tindakan
koreksinya beserta target waktu penyelesaian dan penanggung jawab tindakan
koreksi.Verifikasi dilakukan untuk mengetahui apakah prosedur-prosedur
pengendalian dan pemeriksaan serta pencatatan pengendalian telah dilakukan
dengan baik dan setiap tindakan koreksi telah dilakukan dengan efektif. Semua
kegiatan verifikasi ini harus didokumentasikan. Prosedur verifikasi pengendalian
benda asing pada tahapaan proses tertentu diatur dalam masing-masing prosedur
(SOP/WIP) pada masing-masing area terkait.
V. SIMPULAN DAN SARAN
A. Simpulan
Pada BRC isu 6 terjadi re-organisasi klausul baik berupa pergeseran,
pengurangan atau penambahan klausul. Beberapa persyaratan yang mengalami
perkembangan diantaranya adalah terkait komitmen manajemen senior terhadap
sistem manajemen keamanan pangan (bagian 1); persyaratan prerequisite
programmes dalam rencana HACCP (bagian 2); manajemen pemasok jasa,
manajemen proses yang dikerjakan di luar perusahaan, daya telusur, dan prosedur
recall (bagian 3); keamanan pabrik, pembagian area berdasarkan tingkat risiko
menjadi low risk area, high care area dan high risk area beserta persyaratan
terkait infrastruktur, fasilitas karyawan dan persyaratan higiene di tiap area, serta
pengendalian benda asing (bagian 4); manajemen alergen dan status klaim atau
preserved identity pada label produk (bagian 5); spesifikasi produk dan proses
(bagian 6); dan audit laundri, pelatihan serta kompetensi karyawan (bagian 7).
Dari sekitar 158 jenis dokumen yang disyaratkan dalam BRC isu 6,
terdapat sekitar 22 gap dokumen yang harus dipenuhi oleh PT SSI. Gap dokumen
tersebut antara lain adalah terkait manajemen pemasok jasa, daya telusur,
penanganan keluhan konsumen, dan prosedur recall; pelaksanaan kajian
keamanan perusahaan secara rutin, pengendalian benda asing, manajemen
alergen, dan terkait program pelatihan serta kajian kompetensi karyawan.
PT SSI telah menerapkan berbagai persyaratan BRC isu 6 terkait
manajemen alergen dalam rangka mencegah kontaminasi bahan atau produk
alergen terhadap produk lainnya. Karena semua produk menggunakan bahan
yang mengandung alergen berupa tepung terigu, susu, lesitin kedelai, dan telur
serta dan tertera pada label tetapi hazelnut belum, maka bahaya alergen yang
masih harus dikendalikan adalah pada pasta hazelnut atau chocolate hazelnut. PT
SSI perlu melakukan pemisahan proses dan pelabelan jelas terkait alergen pada
semua peralatan pendukung dan alat bantu produksi. Peralatan pembersihan untuk
produk dengan hazelnut juga harus dibuatkan khusus dan diberi identitas atau
dibedakan dari alat kebesihan lainnya. Penggunaan test kit-ELISA untuk
pengujian hasil pembersihan alat bekas alergen hazelnut perlu dilakukan untuk
136
menverifikasi prosedur pembersihan dan sanitasi peralatan bekas produksi dengan
hazelnut.
Pengendalian benda asing di PT SSI telah dilaksanakan mencakup
pengendalian sumber benda asing, penerapan prosedur dokumentasi, dan
penggunaan alat deteksi/penghilangan benda asing, melalui sistem manajemen
keamanan pada rencana HACCP dan prerequisite programmes. Rekomendasi
dalam implementasi di PT SSI adalah perbaikan prosedur pemeriksaan pada
tambahan pemeliharaan peralatan, pengaturan staples dan alat bantu pada bahan
kemasan, pengkajian prosedur terkait kejadian insiden kaca pecah yaitu aturan
pencucian seragam dan alat kebersihan yang berpotensi terkena pecahan kaca
serta pembuangan pecahan kaca, dan pengkajian lebih lanjut soal penggunaan
mesin ayakan untuk hasil gilingan crumb.
B. Saran
Manajemen PT SSI telah memiliki komitmen kuat dalam
mengimplementasikan dan melakukan sertifikasi BRC isu 6. Sistem manajemen
keamanan dan mutu pangan ini perlu didukung oleh semua departemen dan semua
karyawan dan harus dilaksanakan secara konsisten. Hal ini bukan semata-mata
untuk mendapatkan sertifikat sebuah Standar tetapi hendaknya menjadi bagian
dari keseharian perusahaan. Prosedur yang telah ditetapkan tidak hanya menjadi
bagian dokumentasi tetapi tersosialisasi dan dilaksanakan oleh semua bagian
terkait. Peran pengawasan terhadap implementasi sistem oleh atasan masing-
masing bagian juga perlu ditingkatkan. Inspeksi, audit GMP atau audit internal
yang dilakukan bukan hanya dalam rangka memenuhi persyaratan tetapi haruslah
bisa dirancang dan dilaksanakan dalam rangka menverifikasi sistem dan temuan
audit menjadi masukan positif dalam perbaikan sistem perusahaan. Oleh karena
itu kemampuan auditor internal perusahaan perlu ditingkatkan dan diperbaharui
secara rutin sejalan dengan perkembangan sistem di perusahaan.
Pemberian pelatihan dan upaya lain dalam rangka peningkatan kompetensi
karyawan harus diperhatikan dan dilaksanakan secara konsisten. Karyawan
merupakan pelaksana keseharian proses produksi sekaligus melakukan
dokumentasi sistem. Pengetahuan dan pemahaman karyawan tentang keamanan
137
pangan dalam keseharian proses yang dilaksanakannya dapat membantu menjaga
konsistensi prosedur yang telah ditetapkan, demikian juga sebaliknya.
Program pemeliharaan mesin dan alat proses hendaknya terus dikaji,
dilaksanakan dan diperbaharui karena menjadi bagian penting sistem di
perusahaan. Mesin dan alat yang tidak baik akan sulit menghasilkanproduk yang
aman dan berkualitas yang pada akhirnya menimbulkan ketidaksesuaian produk
bahkan menimbulkan keluhan konsumen dan bahaya keamanan pangan.
138
139
DAFTAR PUSTAKA
[AIB] American Institute of Baking. 1979. Basic Food Plant Sanitation Manual
3d edition. Manhattan: American Institute of Baking.
[Anonim]. 2010. Indonesia Food Recall Syste. APEC-Seminar Workshop and
Strengthening of Food Recall System for APEC Member Economies,
Philippines 4-6 May 2010. www.fscf-ptin.apec.org diakses tanggal 02
Agustus 2012.
[ANZFA] Australia New Zealand Food Authority. 2002. Mandatory Warning and
Advisory Statement and Declaration. Standard 1.2.3.
Apenten, RKO. 2002. Food Protein Analysis – Quantitative Effects on
Processing. New York: Marcell Dekker, Inc.
[AFGC] Australian Food and Grocery Council. 2007. Food Industry Guide to
Allergen Management and Labelling, revisi 2007.
[BPOMRI] Badan Pengawas Obat dan Makanan Republik Indonesia. 2003.
Keputusan Kepala Badan Pengawas Obat dan Makanan Republik
Indonesia No. HK.00.05.5.1639 tentang Pedoman Cara Produksi Pangan
yang Baik untuk Industri Rumah Tangga (CPPB-IRT).
[BSN] Badan Standarisasi Nasional. 1992. Pengujian Mikrobiologi Produk
Pangan SNI 01-2897-1992.
[BSN] Badan Standarisasi Nasional. 2011. Biskuit SNI 2973-2011.
Boye JY, Godefroy SB . 2010. Allergen Management in Food Industry. New
Jersey: Willey Press.
Boye JI, L’Hocine L dan RajamohamedSH. 2010. Processing Foods without Soya
Ingredients. Didalam: Boye JI, Godefroy SJ, editor. Allergen Management
in the Food Industry. New Jersey: Wiley. hlm 355-392.
[BRC] British Retail Consortium. 2011. BRC The Global Standard for Food
Safety issue 6. London: TSO.
Burrows. 2010. Allergen Management and Control as Part ofAgricultural
Practices. Didalam: Boye JI, Godefroy SJ, editor. Allergen Management
in the Food Industry. New Jersey: Wiley. hlm 133-144.
[CAC] Codex Allimentarius Commission. 1999. Food Labelling – Complete Text,
Rivised 1999. Joint WHO/FAO Food Standard Programme.
140
[CAC] Codex Allimentarius Commission. 2009. Food Hygiene(Basic Texts), 4th
ed.
Craig JP. 2004. Metal Detection. Di dalam: Edwards M, editor. Detecting Foreign
Bodies in Food. London: Woodhead Publishing Ltd dan CRC Press LLC.
Hlm 47-63.
Edwards M. 2004. Identifying Forein Bodies. Di dalam: Edwards M, editor.
Detecting Foreign Bodies in Food. London: Woodhead Publishing Ltd dan
CRC Press LLC. hlm 282-296.
[FSA] Food Standards Agency. 2011. Guidance on Allergen and Miscellaneous
Labelling Provision.
[FDA] Food and Drug Administration. 1999. Compliance Policy Guide Chapter-
5, Sub Chapter -555. Section 555.425 – Foods Adulteration Involing Hard
or Sharp Foreign Objects.
[FDA] Food and Drug Administration. 2004. Food Allergen Labelling and
Consumer Protection Art of 2004.
[FDA] Food and Drug Administration. 2010. Food Facts. Food Allergies, What
You Need to Know. Form the U.S. Food and Drug Administration. e-
leaflet: www.fda.gov, diakses tanggal 9 Januari 2012.
Gaze RR, Campbell AJ. 2004. GMP, HACCP and the Prevention of Foreign
Bodies. Di dalam: Edwards M, editor. Detecting Foreign Bodies in Food.
London: Woodhead Publishing Ltd dan CRC Press LLC. hlm 14-28.
Hines T. 2004. Managing Incident Involving Foreign Bodies. Di dalam: Edwards
M, editor. Detecting Foreign Bodies in Food.London: Woodhead
Publishing Ltd dan CRC Press LLC. Hlm 29-43.
Juran JM. 1995. Merancang Mutu. Buku ke-1. Bambang Hartono, penerjemah;
Jakarta: PT Pustaka Binaman Pressindo. Terjemah dari: Juran On Quality
by Design.
Kerbach S, Alldrick AJ, Crevel RWR, Dömötör L, DunnGalvin A, Mills ENC,
Pfaff S, Poms RE, Tömösközi S, dan Popping B. 2010. Protecting Food-
Allergic Consumers: Managing Allergens Across the Food Supply Chain.
Didalam: Boye JI, Godefroy SJ, editor. Allergen Management in the Food
Industry. New Jersey: Wiley. (e-book). hlm 33-52.
Kusnandar F. 2010. Kimia Pangan Komponen Makro, Seri 1. Jakarta: Dian
Rakyat.
141
Manley.2000.Technology of Biscuits, Crackers and Cookies, 3rd ed. Cambridge:
Woodhead Publishing Ltd.
Marsh RA, Angold RE. 2004. Identifying Potential Sources of Foreign Bodies in
the Supply Chain di Detecting Foreign Bodies in Food. Di dalam:
Edwards M, editor. Detecting Foreign Bodies in Food. London:
Woodhead Publishing Ltd. hlm 3-11.
Mills ENC, Moreno J, Sancho A, Jenkins JA. 2004. Processing Approaches to
Reducing Allergenicity in Proteins. Di dalam:YadaRY, editor. Protein in
Food Processing. London: Woodhead Publishing Ltd. hlm 396-411.
Muhandri T dan Kadarisman. 2008. Sistem Jaminan Mutu Industri Pangan.
Bogor: IPB Press.
O’Conell R. 2004. Separation Systems. Di dalam: Edwards M, editor. Detecting
Foreign Bodies in Food. Inggris: Woodhead Publishing Ltd dan CRC
Press LLC. hlm 265-281.
Menteri Kesehatan Republik Indonesia. 2011. Peraturan Menteri Kesehatan
Republik Indonesia No.1096/MENKES/PER/VI/2011. Higiene Sanitasi
Jasaboga.
Ray B. 2001. Fundamental Food Microbiology. Second edition. Boca Raton:
CRC Press.
Rasco BA dan Bledsoe GE. 2005. Bioterrorism and Food Safety. Boca Raton:
CRC Press.
Safe Quality Foods Institute. 2008 . SQF 2000 Code – A HACCP-Based Pemasok
Assurance Code for the Food Manufacturing and Distributing Industries.
USA.
Stone WE dan Yeung MJ. 2010. Principles and Practices for Allergen
Management and Control in Processing. Di dalam: Boye JI dan Godefory
SB, edtior. Allergen Mangement in Food Industry. New Jersey: John
Willey & Sons Inc. hlm 145-166.
SAI Global. 2010. International Audit Standard Program Comparison. QMI SAI
Global. www.qmi-saiglobal.com, diakses tanggal 11 Oktober 2011.
Taylor S. 2006. The Nature of Food Allergy. Di dalam: Koppleman SJ dan Hefle
SL, editor. Detecting Allergens in Food. Cambridge: Woodhead
Publishing Limited. hlmn 3-20.
142
Thaheer H. 2005. Sistem Manajemen HACCP (Hazard Analysis Critical Control
Points). Jakarta: Bumi Aksara.
Product Recall News. 2008. Product Recall Class I II III. www.usrecallnews.com/
2008/03/product-recall-clasess-i-ii-iii-html, diakses tanggal 02 Agustus
2012.
143
LAMPIRAN
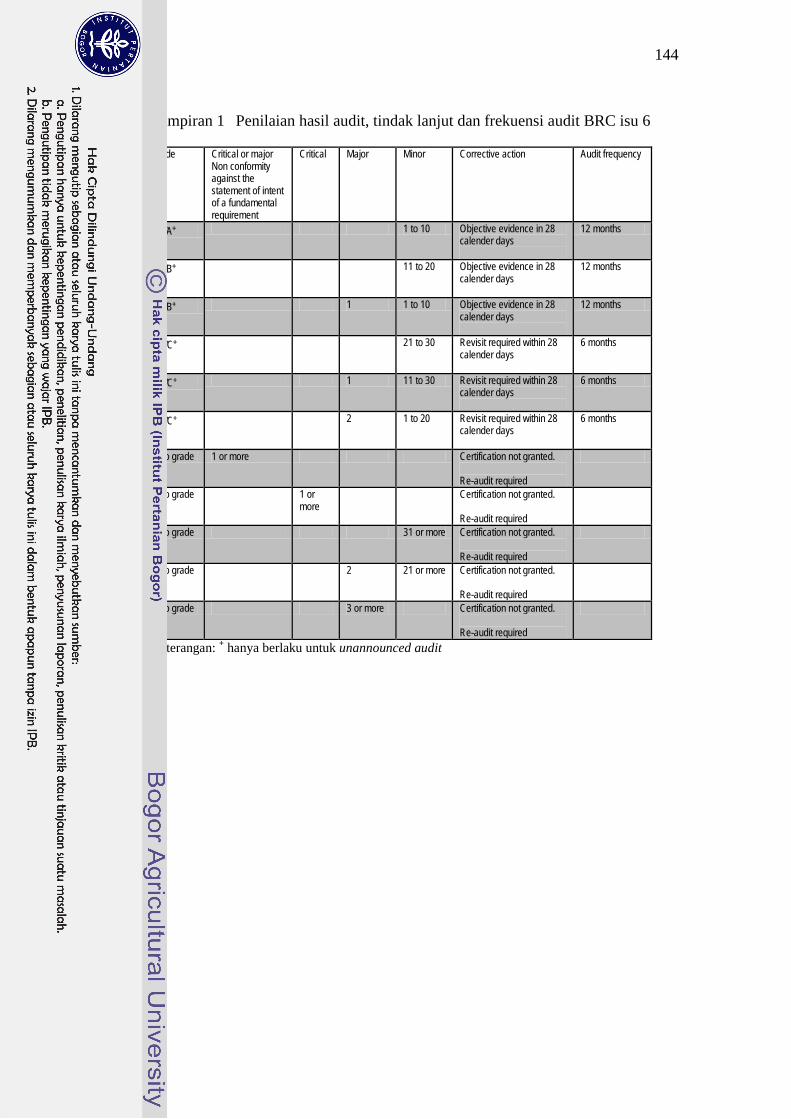
144
Lampiran 1 Penilaian hasil audit, tindak lanjut dan frekuensi audit BRC isu 6 Grade Critical or major
Non conformity against the statement of intent of a fundamental requirement
Critical Major Minor Corrective action Audit frequency
A/A+ 1 to 10 Objective evidence in 28 calender days
12 months
B/B + 11 to 20 Objective evidence in 28 calender days
12 months
B/B+ 1 1 to 10 Objective evidence in 28 calender days
12 months
C/C + 21 to 30 Revisit required within 28 calender days
6 months
C/C+ 1 11 to 30 Revisit required within 28 calender days
6 months
C/C + 2 1 to 20 Revisit required within 28 calender days
6 months
No grade 1 or more Certification not granted. Re-audit required
No grade 1 or more
Certification not granted. Re-audit required
No grade 31 or more Certification not granted. Re-audit required
No grade 2 21 or more Certification not granted. Re-audit required
No grade 3 or more Certification not granted. Re-audit required
Keterangan: +
hanya berlaku untuk unannounced audit
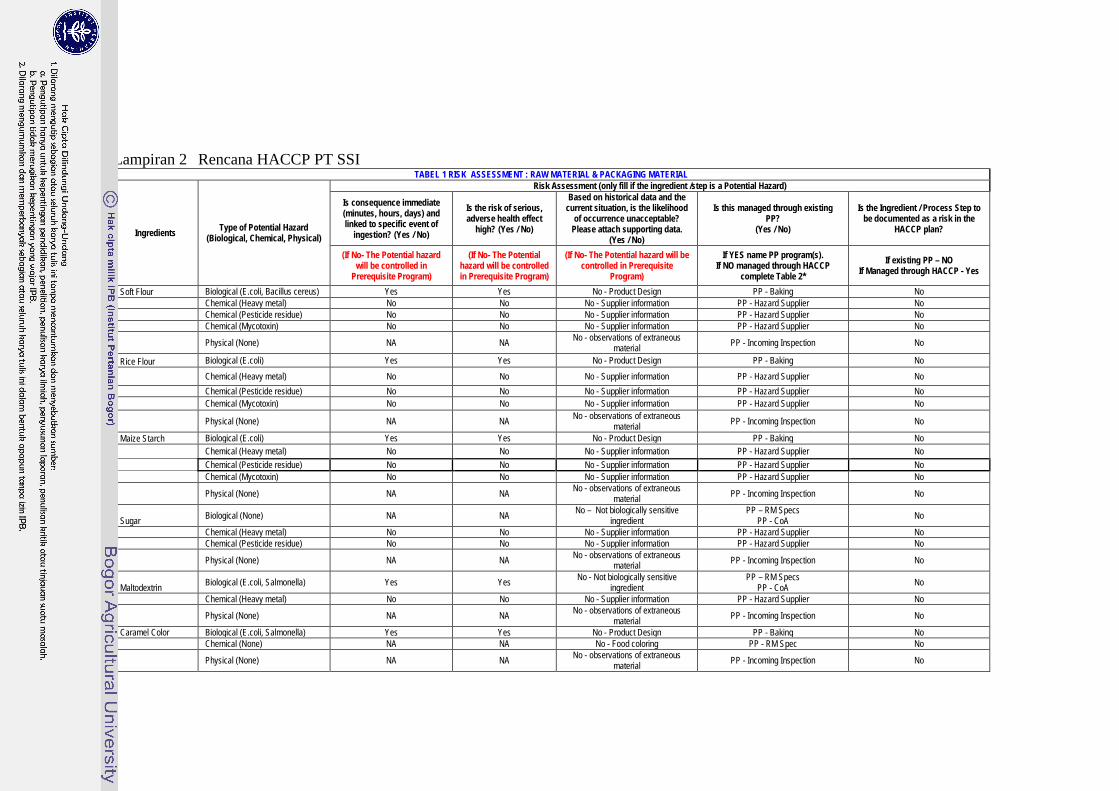
Lampiran 2 Rencana HACCP PT SSI TABEL 1 RISK ASSESSMENT : RAW MATERIAL & PACKAGING MATERIAL
Ingredients Type of Potential Hazard (Biological, Chemical, Physical)
Risk Assessment (only fill if the ingredient /step is a Potential Hazard)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? (Yes / No)
Is the risk of serious, adverse health effect
high? (Yes / No)
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
(Yes / No)
Is this managed through existing PP?
(Yes / No)
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan?
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
If YES name PP program(s). If NO managed through HACCP
complete Table 2* If existing PP – NO
If Managed through HACCP - Yes
Soft Flour Biological (E.coli, Bacillus cereus) Yes Yes No - Product Design PP - Baking No Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (Mycotoxin) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Rice Flour Biological (E.coli) Yes Yes No - Product Design PP - Baking No
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (Mycotoxin) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Maize Starch Biological (E.coli) Yes Yes No - Product Design PP - Baking No Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (Mycotoxin) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Sugar Biological (None) NA NA No – Not biologically sensitive ingredient
PP – RM Specs PP - CoA No
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Maltodextrin Biological (E.coli, Salmonella) Yes Yes No - Not biologically sensitive ingredient
PP – RM Specs PP - CoA No
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Caramel Color Biological (E.coli, Salmonella) Yes Yes No - Product Design PP - Baking No Chemical (None) NA NA No - Food coloring PP - RM Spec No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
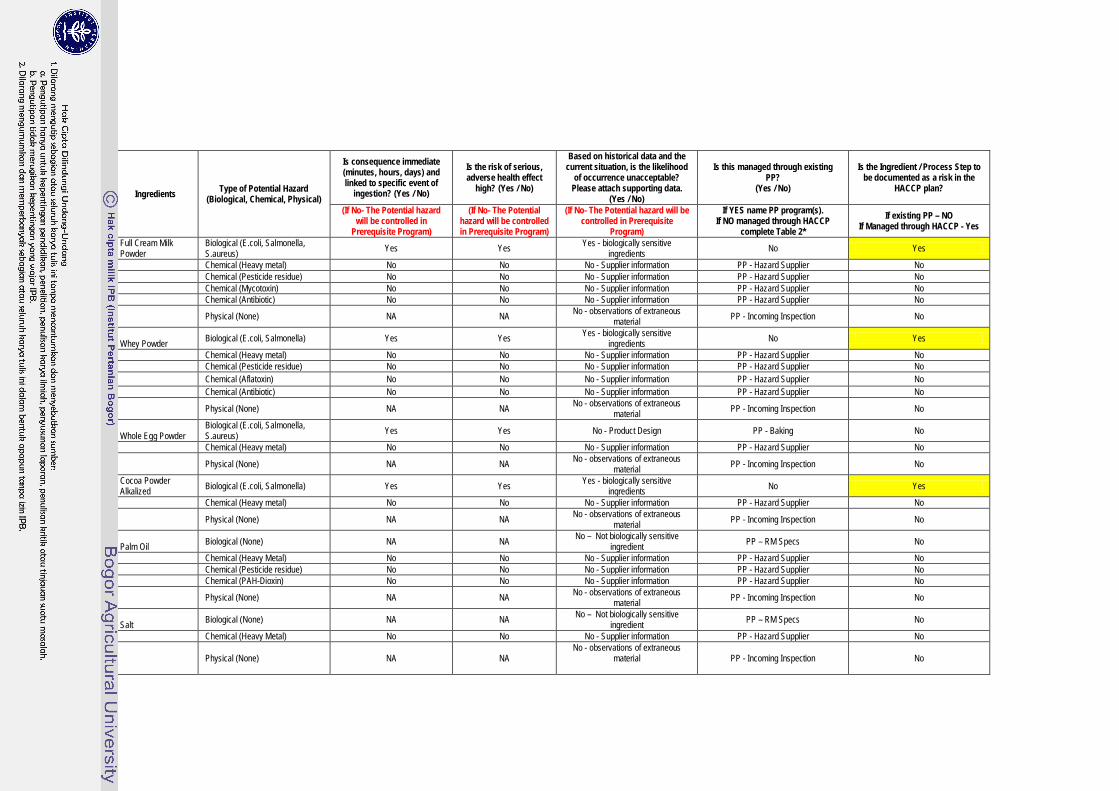
Ingredients Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? (Yes / No)
Is the risk of serious, adverse health effect
high? (Yes / No)
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
(Yes / No)
Is this managed through existing PP?
(Yes / No)
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan?
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
If YES name PP program(s). If NO managed through HACCP
complete Table 2* If existing PP – NO
If Managed through HACCP - Yes
Full Cream Milk Powder
Biological (E.coli, Salmonella, S.aureus) Yes Yes Yes - biologically sensitive
ingredients No Yes
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (Mycotoxin) No No No - Supplier information PP - Hazard Supplier No Chemical (Antibiotic) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Whey Powder Biological (E.coli, Salmonella) Yes Yes Yes - biologically sensitive ingredients No Yes
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (Aflatoxin) No No No - Supplier information PP - Hazard Supplier No Chemical (Antibiotic) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Whole Egg Powder Biological (E.coli, Salmonella, S.aureus) Yes Yes No - Product Design PP - Baking No
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Cocoa Powder Alkalized Biological (E.coli, Salmonella) Yes Yes Yes - biologically sensitive
ingredients No Yes
Chemical (Heavy metal) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Palm Oil Biological (None) NA NA No – Not biologically sensitive ingredient PP – RM Specs No
Chemical (Heavy Metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No Chemical (PAH-Dioxin) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Salt Biological (None) NA NA No – Not biologically sensitive ingredient PP – RM Specs No
Chemical (Heavy Metal) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA
No - observations of extraneous material
PP - Incoming Inspection No
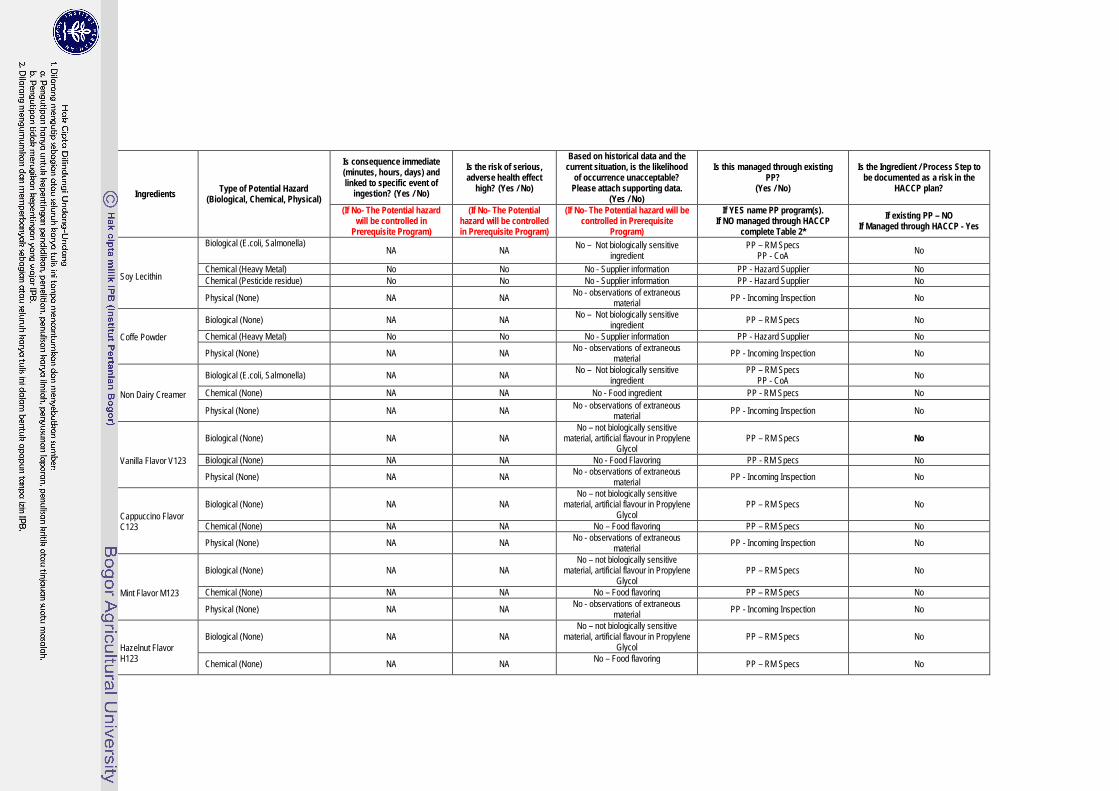
Ingredients Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? (Yes / No)
Is the risk of serious, adverse health effect
high? (Yes / No)
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
(Yes / No)
Is this managed through existing PP?
(Yes / No)
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan?
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
If YES name PP program(s). If NO managed through HACCP
complete Table 2* If existing PP – NO
If Managed through HACCP - Yes
Soy Lecithin
Biological (E.coli, Salmonella) NA NA No – Not biologically sensitive
ingredient PP – RM Specs
PP - CoA No
Chemical (Heavy Metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Pesticide residue) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Coffe Powder
Biological (None) NA NA No – Not biologically sensitive ingredient PP – RM Specs No
Chemical (Heavy Metal) No No No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Non Dairy Creamer
Biological (E.coli, Salmonella) NA NA No – Not biologically sensitive ingredient
PP – RM Specs PP - CoA No
Chemical (None) NA NA No - Food ingredient PP - RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Vanilla Flavor V123
Biological (None) NA NA No – not biologically sensitive
material, artificial flavour in Propylene Glycol
PP – RM Specs No
Biological (None) NA NA No - Food Flavoring PP - RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Cappuccino Flavor C123
Biological (None) NA NA No – not biologically sensitive
material, artificial flavour in Propylene Glycol
PP – RM Specs No
Chemical (None) NA NA No – Food flavoring PP – RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Mint Flavor M123
Biological (None) NA NA No – not biologically sensitive
material, artificial flavour in Propylene Glycol
PP – RM Specs No
Chemical (None) NA NA No – Food flavoring PP – RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Hazelnut Flavor H123
Biological (None) NA NA No – not biologically sensitive
material, artificial flavour in Propylene Glycol
PP – RM Specs No
Chemical (None) NA NA No – Food flavoring PP – RM Specs No
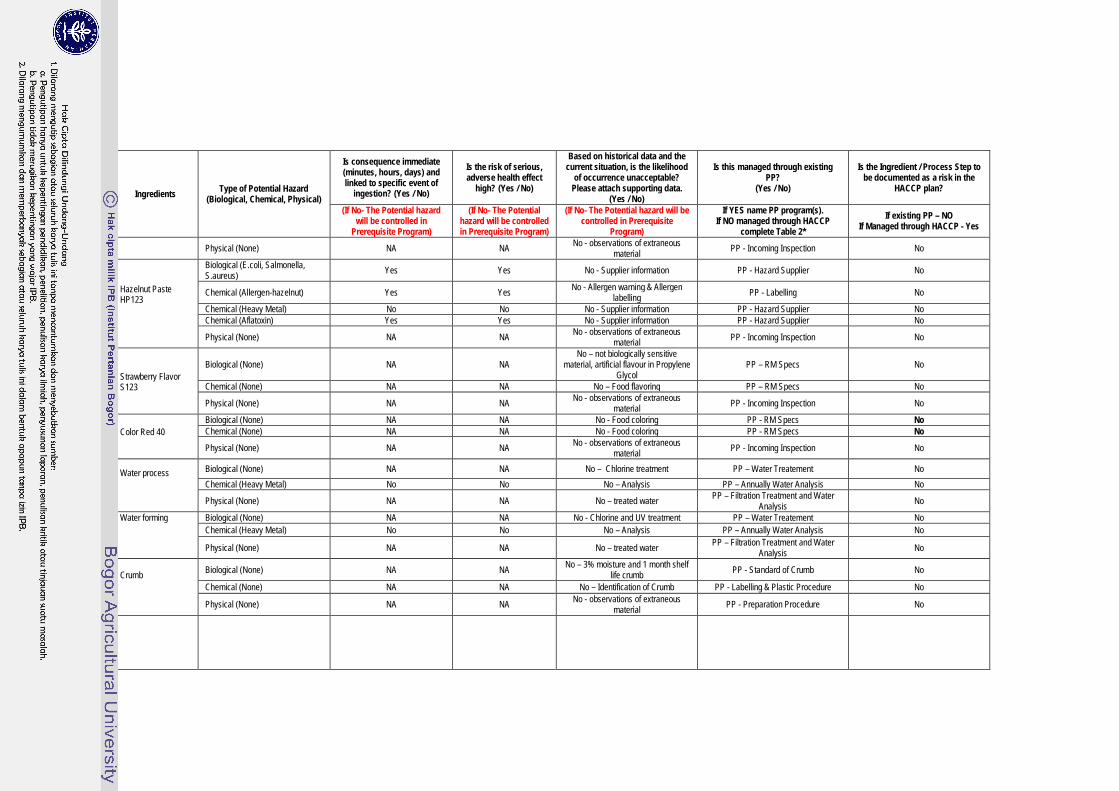
Ingredients Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? (Yes / No)
Is the risk of serious, adverse health effect
high? (Yes / No)
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
(Yes / No)
Is this managed through existing PP?
(Yes / No)
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan?
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
If YES name PP program(s). If NO managed through HACCP
complete Table 2* If existing PP – NO
If Managed through HACCP - Yes
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Hazelnut Paste HP123
Biological (E.coli, Salmonella, S.aureus) Yes Yes No - Supplier information PP - Hazard Supplier No
Chemical (Allergen-hazelnut) Yes Yes No - Allergen warning & Allergen labelling PP - Labelling No
Chemical (Heavy Metal) No No No - Supplier information PP - Hazard Supplier No Chemical (Aflatoxin) Yes Yes No - Supplier information PP - Hazard Supplier No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Strawberry Flavor S123
Biological (None) NA NA No – not biologically sensitive
material, artificial flavour in Propylene Glycol
PP – RM Specs No
Chemical (None) NA NA No – Food flavoring PP – RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Color Red 40
Biological (None) NA NA No - Food coloring PP - RM Specs No Chemical (None) NA NA No - Food coloring PP - RM Specs No
Physical (None) NA NA No - observations of extraneous material PP - Incoming Inspection No
Water process Biological (None) NA NA No – Chlorine treatment PP – Water Treatement No Chemical (Heavy Metal) No No No – Analysis PP – Annually Water Analysis No
Physical (None) NA NA No – treated water PP – Filtration Treatment and Water Analysis No
Water forming Biological (None) NA NA No - Chlorine and UV treatment PP – Water Treatement No Chemical (Heavy Metal) No No No – Analysis PP – Annually Water Analysis No
Physical (None) NA NA No – treated water PP – Filtration Treatment and Water Analysis No
Crumb Biological (None) NA NA No – 3% moisture and 1 month shelf life crumb PP - Standard of Crumb No
Chemical (None) NA NA No – Identification of Crumb PP - Labelling & Plastic Procedure No
Physical (None) NA NA No - observations of extraneous material PP - Preparation Procedure No
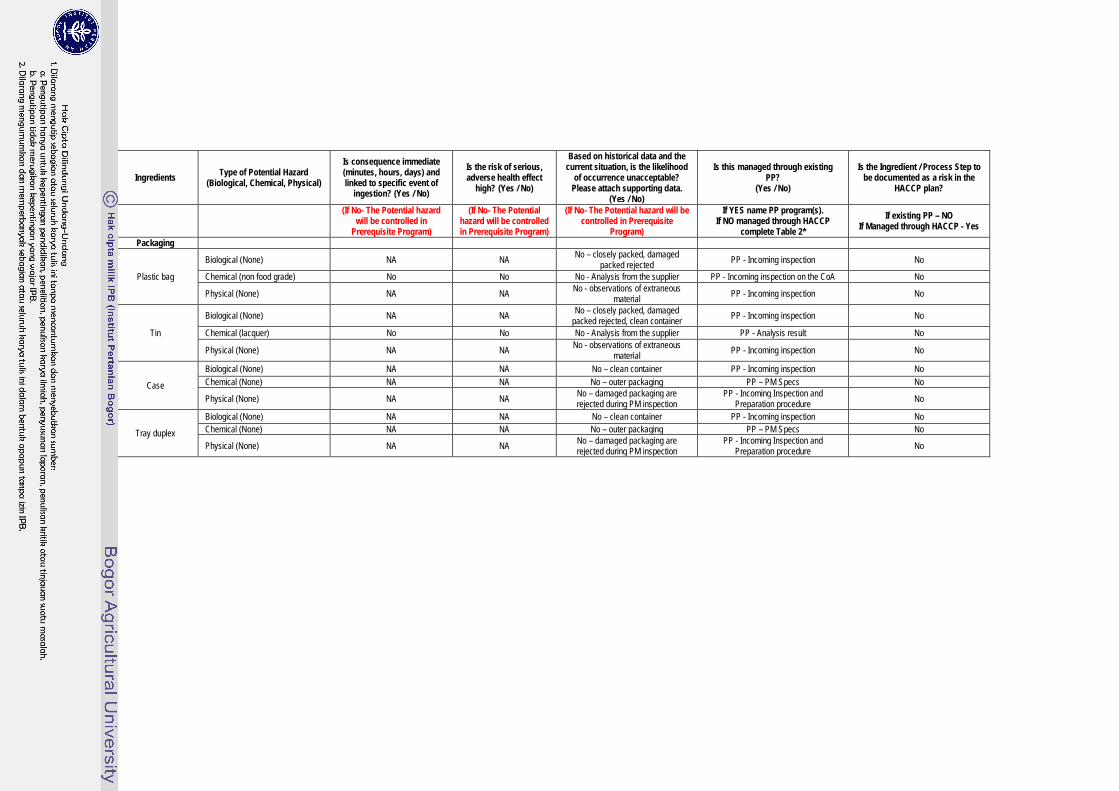
Ingredients Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? (Yes / No)
Is the risk of serious, adverse health effect
high? (Yes / No)
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
(Yes / No)
Is this managed through existing PP?
(Yes / No)
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan?
(If No- The Potential hazard
will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
If YES name PP program(s). If NO managed through HACCP
complete Table 2* If existing PP – NO
If Managed through HACCP - Yes
Packaging
Plastic bag
Biological (None) NA NA No – closely packed, damaged packed rejected PP - Incoming inspection No
Chemical (non food grade) No No No - Analysis from the supplier PP - Incoming inspection on the CoA No
Physical (None) NA NA No - observations of extraneous material PP - Incoming inspection No
Tin
Biological (None) NA NA No – closely packed, damaged packed rejected, clean container PP - Incoming inspection No
Chemical (lacquer) No No No - Analysis from the supplier PP - Analysis result No
Physical (None) NA NA No - observations of extraneous material PP - Incoming inspection No
Case
Biological (None) NA NA No – clean container PP - Incoming inspection No Chemical (None) NA NA No – outer packaging PP – PM Specs No
Physical (None) NA NA No – damaged packaging are rejected during PM inspection
PP - Incoming Inspection and Preparation procedure No
Tray duplex
Biological (None) NA NA No – clean container PP - Incoming inspection No Chemical (None) NA NA No – outer packaging PP – PM Specs No
Physical (None) NA NA No – damaged packaging are rejected during PM inspection
PP - Incoming Inspection and Preparation procedure No
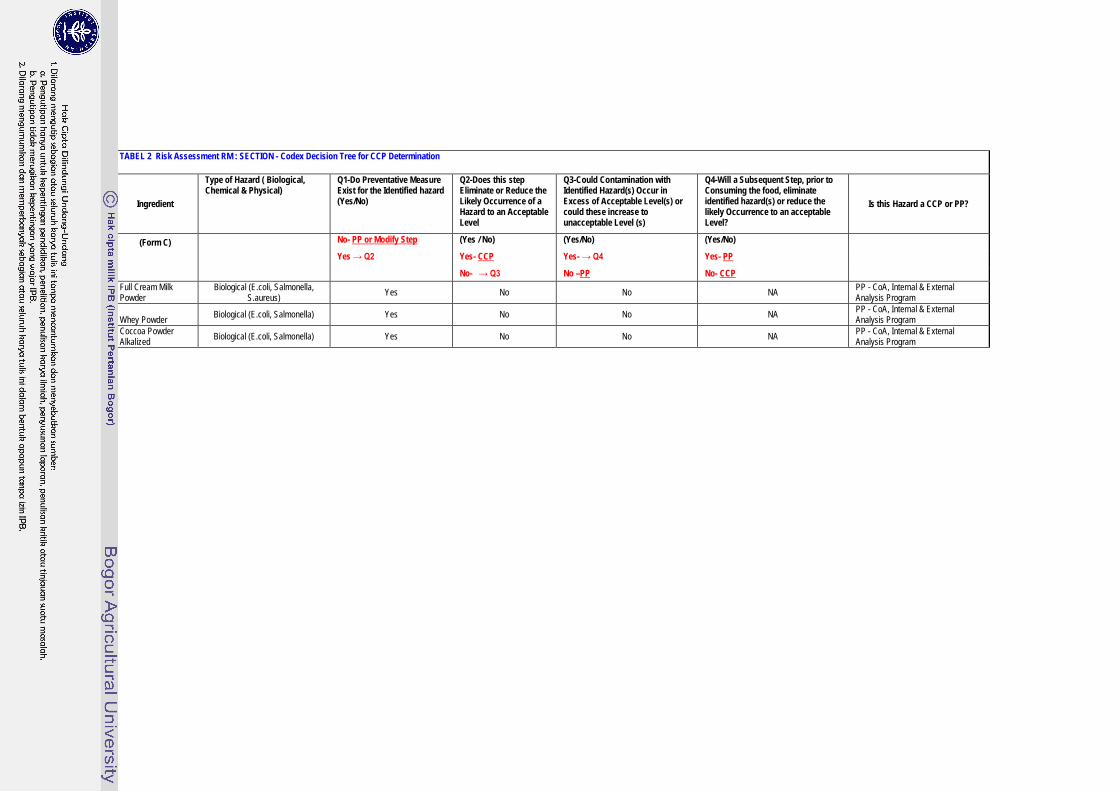
TABEL 2 Risk Assessment RM : SECTION - Codex Decision Tree for CCP Determination
Ingredient
Type of Hazard ( Biological, Chemical & Physical)
Q1-Do Preventative Measure Exist for the Identified hazard (Yes/No)
Q2-Does this step Eliminate or Reduce the Likely Occurrence of a Hazard to an Acceptable Level
Q3-Could Contamination with Identified Hazard(s) Occur in Excess of Acceptable Level(s) or could these increase to unacceptable Level (s)
Q4-Will a Subsequent Step, prior to Consuming the food, eliminate identified hazard(s) or reduce the likely Occurrence to an acceptable Level?
Is this Hazard a CCP or PP?
(Form C) No- (Yes / No) PP or Modify Step (Yes/No) (Yes/No)
Yes → Q2 Yes- Yes- → Q4 CCP Yes- PP
No- → Q3 No – No- PP CCP Full Cream Milk Powder
Biological (E.coli, Salmonella, S.aureus) Yes No No NA PP - CoA, Internal & External
Analysis Program
Whey Powder Biological (E.coli, Salmonella) Yes No No NA PP - CoA, Internal & External Analysis Program
Coccoa Powder Alkalized Biological (E.coli, Salmonella) Yes No No NA PP - CoA, Internal & External
Analysis Program
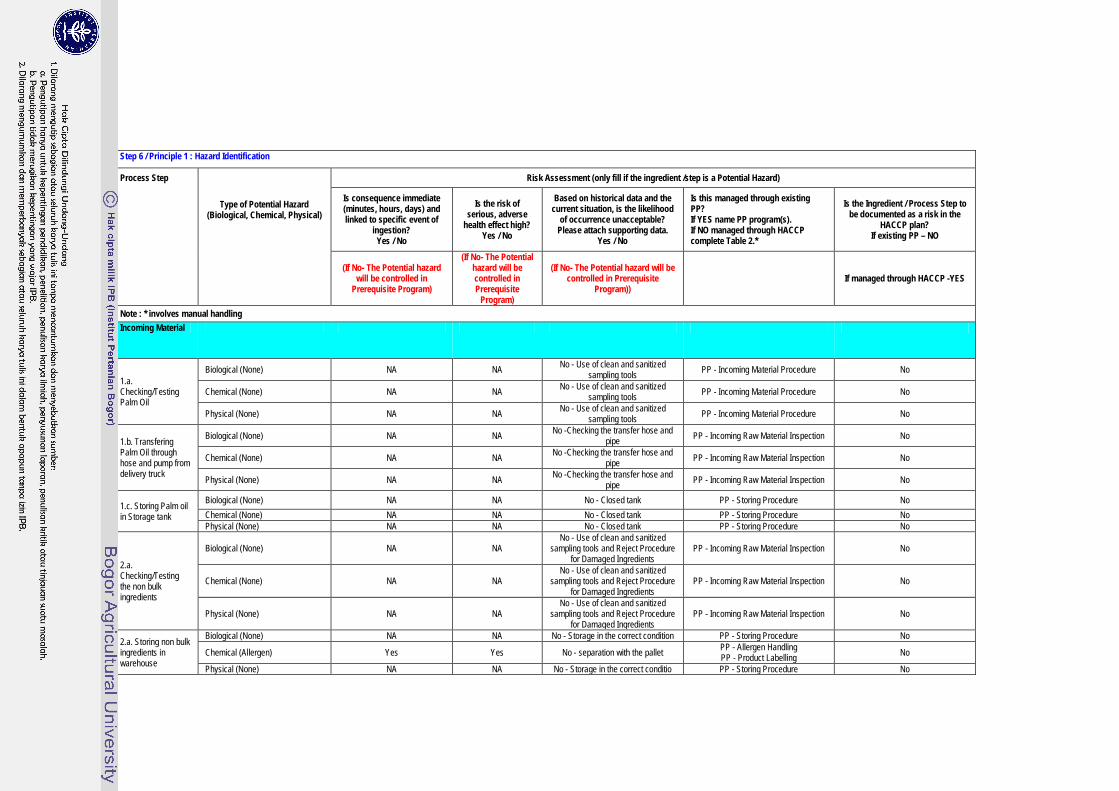
Step 6 / Principle 1 : Hazard Identification
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Risk Assessment (only fill if the ingredient /step is a Potential Hazard)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard
will be controlled in Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
Note : * involves manual handling Incoming Material
1.a. Checking/Testing Palm Oil
Biological (None) NA NA No - Use of clean and sanitized sampling tools PP - Incoming Material Procedure No
Chemical (None) NA NA No - Use of clean and sanitized sampling tools PP - Incoming Material Procedure No
Physical (None) NA NA No - Use of clean and sanitized sampling tools PP - Incoming Material Procedure No
1.b. Transfering Palm Oil through hose and pump from delivery truck
Biological (None) NA NA No -Checking the transfer hose and pipe PP - Incoming Raw Material Inspection No
Chemical (None) NA NA No -Checking the transfer hose and pipe PP - Incoming Raw Material Inspection No
Physical (None) NA NA No -Checking the transfer hose and pipe PP - Incoming Raw Material Inspection No
1.c. Storing Palm oil in Storage tank
Biological (None) NA NA No - Closed tank PP - Storing Procedure No Chemical (None) NA NA No - Closed tank PP - Storing Procedure No Physical (None) NA NA No - Closed tank PP - Storing Procedure No
2.a. Checking/Testing the non bulk ingredients
Biological (None) NA NA No - Use of clean and sanitized
sampling tools and Reject Procedure for Damaged Ingredients
PP - Incoming Raw Material Inspection No
Chemical (None) NA NA No - Use of clean and sanitized
sampling tools and Reject Procedure for Damaged Ingredients
PP - Incoming Raw Material Inspection No
Physical (None) NA NA No - Use of clean and sanitized
sampling tools and Reject Procedure for Damaged Ingredients
PP - Incoming Raw Material Inspection No
2.a. Storing non bulk ingredients in warehouse
Biological (None) NA NA No - Storage in the correct condition PP - Storing Procedure No
Chemical (Allergen) Yes Yes No - separation with the pallet PP - Allergen Handling PP - Product Labelling No
Physical (None) NA NA No - Storage in the correct conditio PP - Storing Procedure No
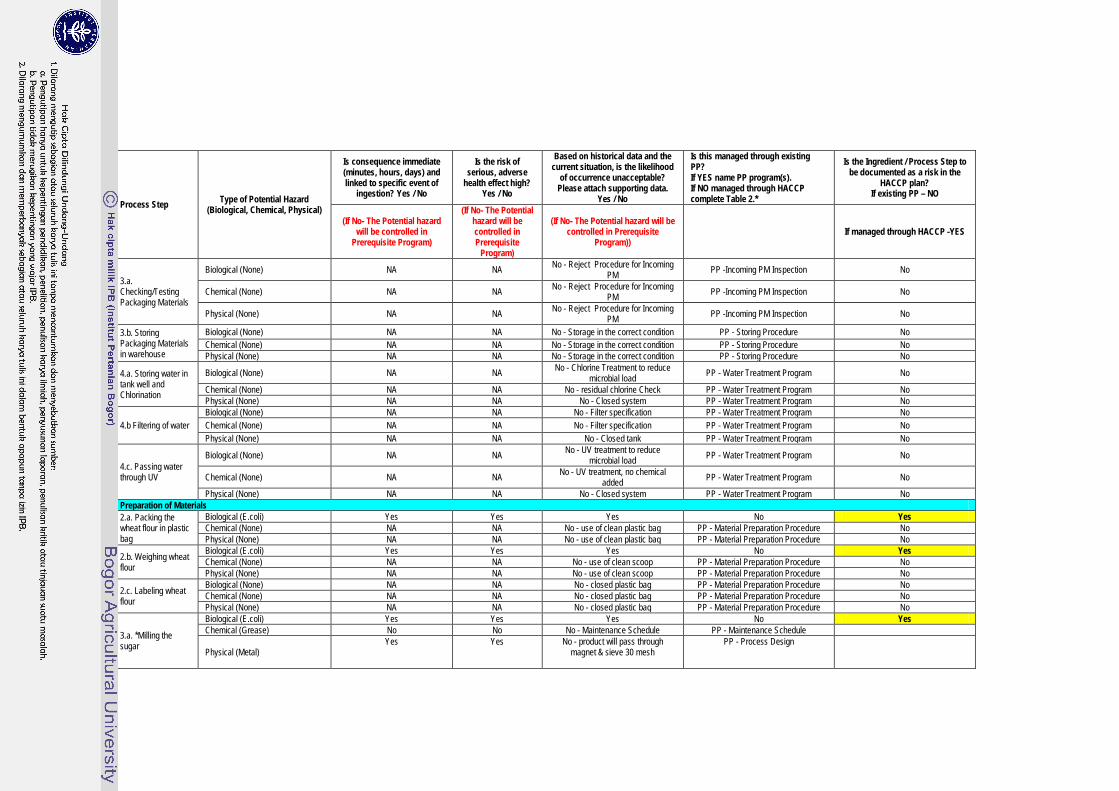
Process Step Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
3.a. Checking/Testing Packaging Materials
Biological (None) NA NA No - Reject Procedure for Incoming PM PP -Incoming PM Inspection No
Chemical (None) NA NA No - Reject Procedure for Incoming PM PP -Incoming PM Inspection No
Physical (None) NA NA No - Reject Procedure for Incoming PM PP -Incoming PM Inspection No
3.b. Storing Packaging Materials in warehouse
Biological (None) NA NA No - Storage in the correct condition PP - Storing Procedure No Chemical (None) NA NA No - Storage in the correct condition PP - Storing Procedure No Physical (None) NA NA No - Storage in the correct condition PP - Storing Procedure No
4.a. Storing water in tank well and Chlorination
Biological (None) NA NA No - Chlorine Treatment to reduce microbial load PP - Water Treatment Program No
Chemical (None) NA NA No - residual chlorine Check PP - Water Treatment Program No Physical (None) NA NA No - Closed system PP - Water Treatment Program No
4.b Filtering of water Biological (None) NA NA No - Filter specification PP - Water Treatment Program No Chemical (None) NA NA No - Filter specification PP - Water Treatment Program No Physical (None) NA NA No - Closed tank PP - Water Treatment Program No
4.c. Passing water through UV
Biological (None) NA NA No - UV treatment to reduce microbial load PP - Water Treatment Program No
Chemical (None) NA NA No - UV treatment, no chemical added PP - Water Treatment Program No
Physical (None) NA NA No - Closed system PP - Water Treatment Program No Preparation of Materials 2.a. Packing the wheat flour in plastic bag
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean plastic bag PP - Material Preparation Procedure No
2.b. Weighing wheat flour
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No
2.c. Labeling wheat flour
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
3.a. *Milling the sugar
Biological (E.coli) Yes Yes Yes No Yes Chemical (Grease) No No No - Maintenance Schedule PP - Maintenance Schedule
Physical (Metal) Yes Yes No - product will pass through
magnet & sieve 30 mesh
PP - Process Design
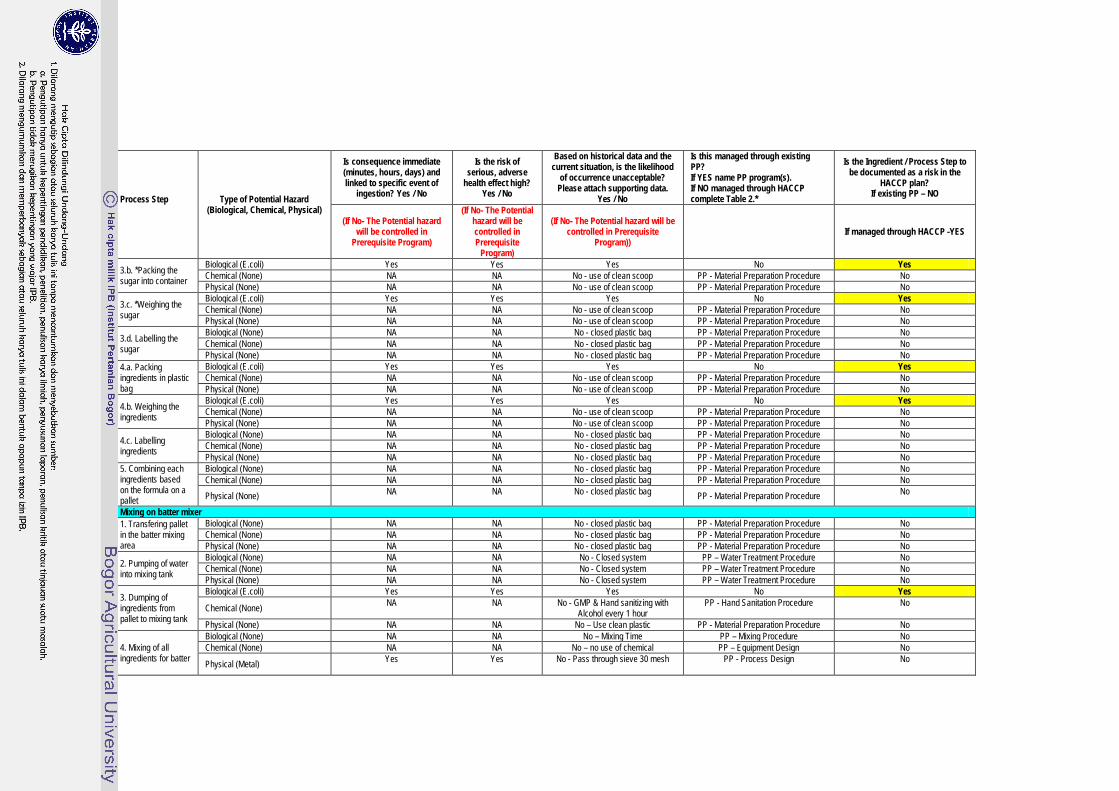
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
3.b. *Packing the sugar into container
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No
3.c. *Weighing the sugar
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No
3.d. Labelling the sugar
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
4.a. Packing ingredients in plastic bag
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No
4.b. Weighing the ingredients
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No Physical (None) NA NA No - use of clean scoop PP - Material Preparation Procedure No
4.c. Labelling ingredients
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
5. Combining each ingredients based on the formula on a pallet
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
Mixing on batter mixer 1. Transfering pallet in the batter mixing area
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
2. Pumping of water into mixing tank
Biological (None) NA NA No - Closed system PP – Water Treatment Procedure No Chemical (None) NA NA No - Closed system PP – Water Treatment Procedure No Physical (None) NA NA No - Closed system PP – Water Treatment Procedure No
3. Dumping of ingredients from pallet to mixing tank
Biological (E.coli) Yes Yes Yes No Yes
Chemical (None) NA NA No - GMP & Hand sanitizing with Alcohol every 1 hour
PP - Hand Sanitation Procedure No
Physical (None) NA NA No – Use clean plastic PP - Material Preparation Procedure No
4. Mixing of all ingredients for batter
Biological (None) NA NA No – Mixing Time PP – Mixing Procedure No Chemical (None) NA NA No – no use of chemical PP – Equipment Design No
Physical (Metal) Yes Yes No - Pass through sieve 30 mesh
PP - Process Design No
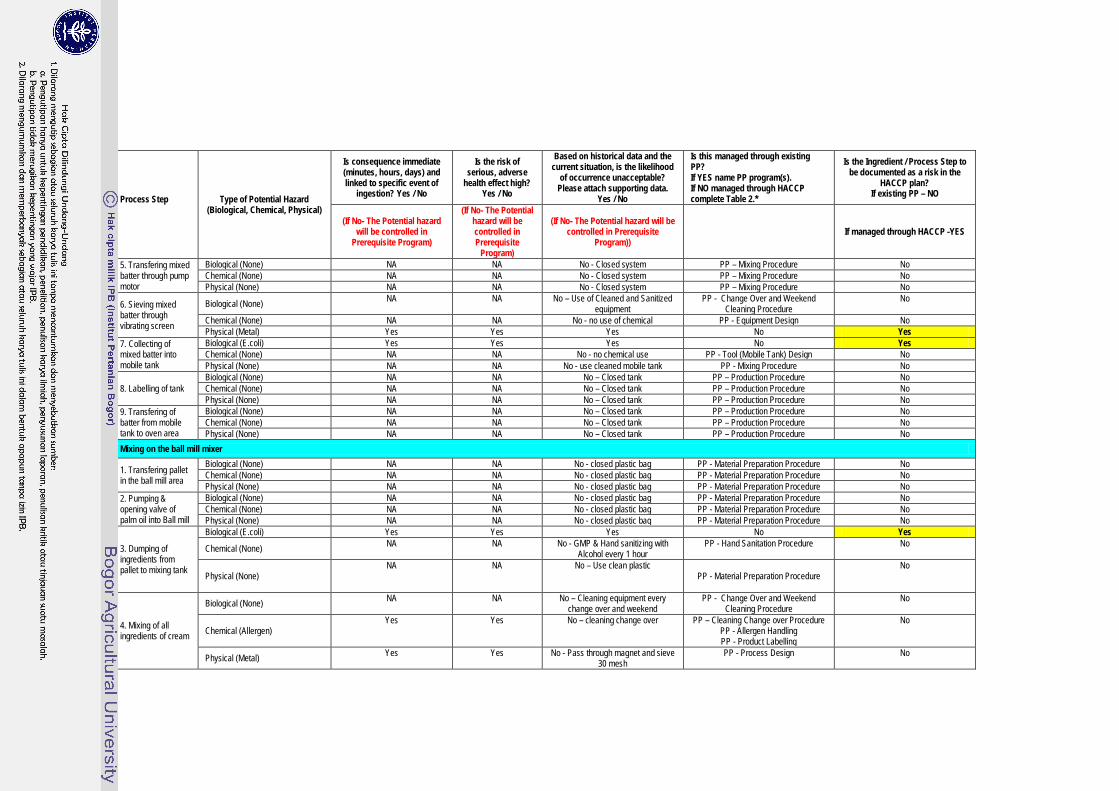
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
5. Transfering mixed batter through pump motor
Biological (None) NA NA No - Closed system PP – Mixing Procedure No Chemical (None) NA NA No - Closed system PP – Mixing Procedure No Physical (None) NA NA No - Closed system PP – Mixing Procedure No
6. Sieving mixed batter through vibrating screen
Biological (None) NA NA No – Use of Cleaned and Sanitized equipment
PP - Change Over and Weekend Cleaning Procedure
No
Chemical (None) NA NA No - no use of chemical PP - Equipment Design No Physical (Metal) Yes Yes Yes No Yes
7. Collecting of mixed batter into mobile tank
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - no chemical use PP - Tool (Mobile Tank) Design No Physical (None) NA NA No - use cleaned mobile tank PP - Mixing Procedure No
8. Labelling of tank Biological (None) NA NA No – Closed tank PP – Production Procedure No Chemical (None) NA NA No – Closed tank PP – Production Procedure No Physical (None) NA NA No – Closed tank PP – Production Procedure No
9. Transfering of batter from mobile tank to oven area
Biological (None) NA NA No – Closed tank PP – Production Procedure No Chemical (None) NA NA No – Closed tank PP – Production Procedure No Physical (None) NA NA No – Closed tank PP – Production Procedure No
Mixing on the ball mill mixer
1. Transfering pallet in the ball mill area
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
2. Pumping & opening valve of palm oil into Ball mill
Biological (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Chemical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No Physical (None) NA NA No - closed plastic bag PP - Material Preparation Procedure No
3. Dumping of ingredients from pallet to mixing tank
Biological (E.coli) Yes Yes Yes No Yes
Chemical (None) NA NA No - GMP & Hand sanitizing with Alcohol every 1 hour
PP - Hand Sanitation Procedure No
Physical (None) NA NA No – Use clean plastic
PP - Material Preparation Procedure No
4. Mixing of all ingredients of cream
Biological (None) NA NA No – Cleaning equipment every change over and weekend
PP - Change Over and Weekend Cleaning Procedure
No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (Metal) Yes Yes No - Pass through magnet and sieve 30 mesh
PP - Process Design No
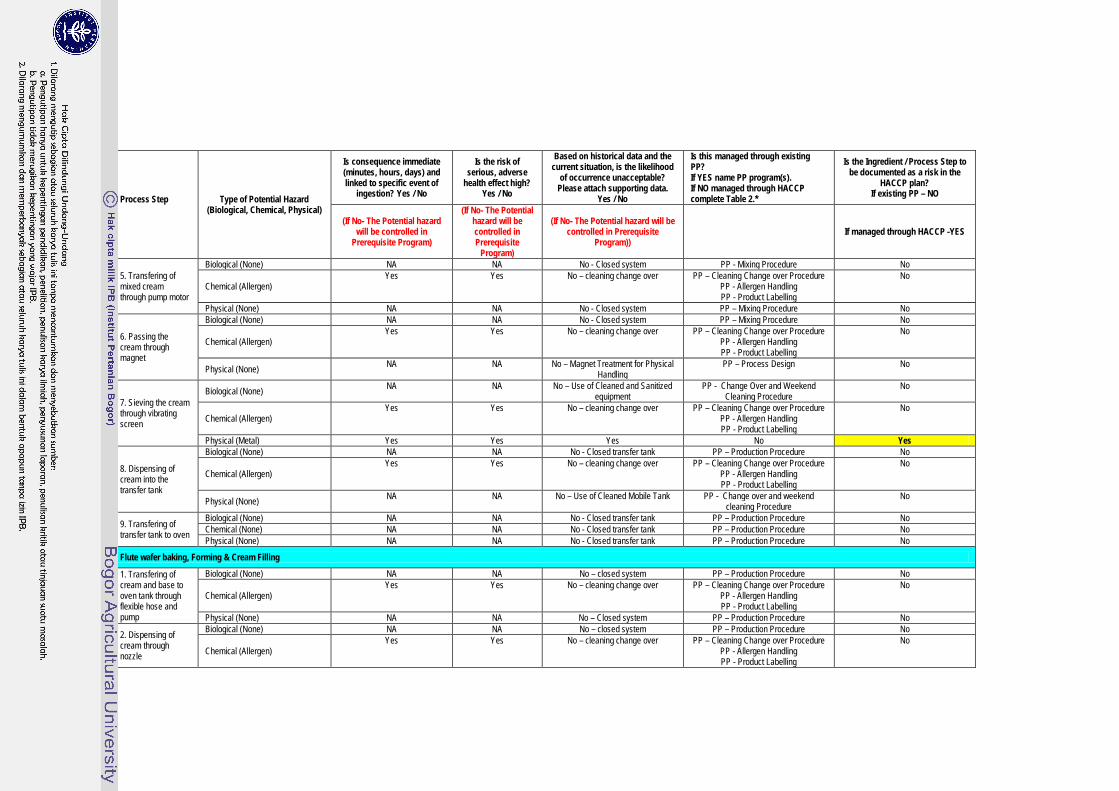
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
5. Transfering of mixed cream through pump motor
Biological (None) NA NA No - Closed system PP - Mixing Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No - Closed system PP – Mixing Procedure No
6. Passing the cream through magnet
Biological (None) NA NA No - Closed system PP – Mixing Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Magnet Treatment for Physical Handling
PP – Process Design No
7. Sieving the cream through vibrating screen
Biological (None) NA NA No – Use of Cleaned and Sanitized equipment
PP - Change Over and Weekend Cleaning Procedure
No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (Metal) Yes Yes Yes No Yes
8. Dispensing of cream into the transfer tank
Biological (None) NA NA No - Closed transfer tank PP – Production Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Use of Cleaned Mobile Tank PP - Change over and weekend cleaning Procedure
No
9. Transfering of transfer tank to oven
Biological (None) NA NA No - Closed transfer tank PP – Production Procedure No Chemical (None) NA NA No - Closed transfer tank PP – Production Procedure No Physical (None) NA NA No - Closed transfer tank PP – Production Procedure No
Flute wafer baking, Forming & Cream Filling
1. Transfering of cream and base to oven tank through flexible hose and pump
Biological (None) NA NA No – closed system PP – Production Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Closed system PP – Production Procedure No
2. Dispensing of cream through nozzle
Biological (None) NA NA No – closed system PP – Production Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
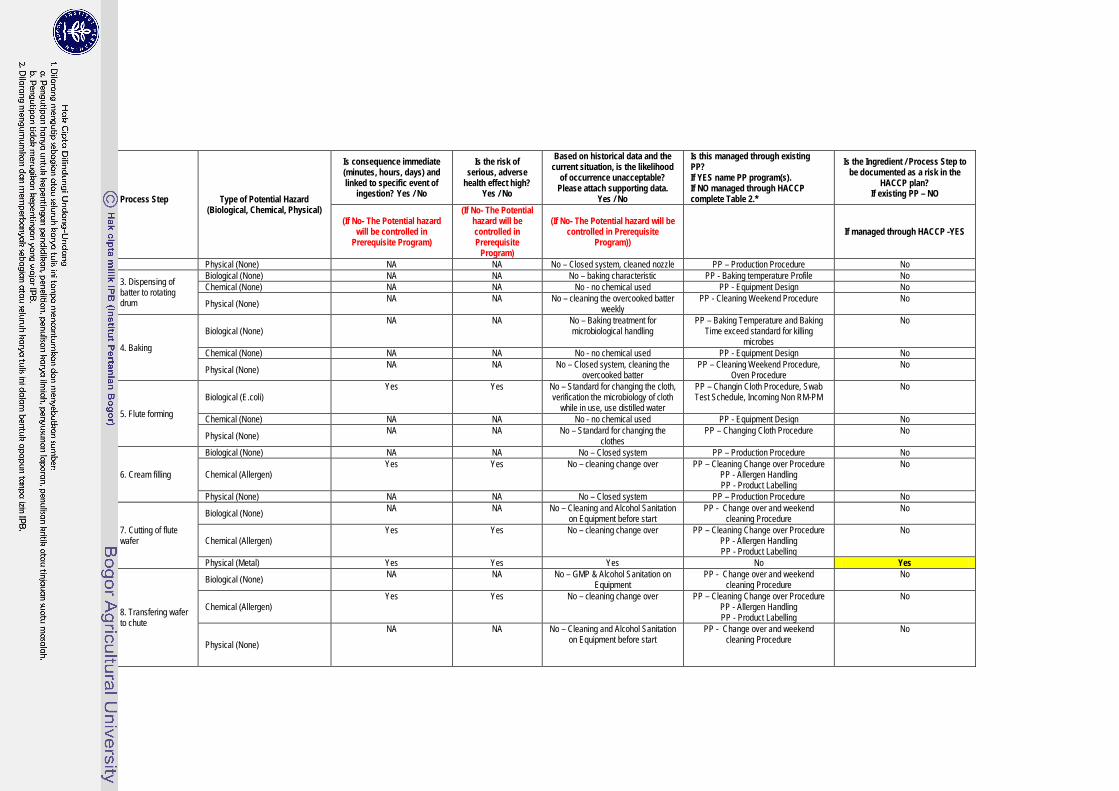
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
Physical (None) NA NA No – Closed system, cleaned nozzle PP – Production Procedure No
3. Dispensing of batter to rotating drum
Biological (None) NA NA No – baking characteristic PP - Baking temperature Profile No Chemical (None) NA NA No - no chemical used PP - Equipment Design No
Physical (None) NA NA No – cleaning the overcooked batter weekly
PP - Cleaning Weekend Procedure No
4. Baking
Biological (None) NA NA No – Baking treatment for
microbiological handling PP – Baking Temperature and Baking
Time exceed standard for killing microbes
No
Chemical (None) NA NA No - no chemical used PP - Equipment Design No
Physical (None) NA NA No – Closed system, cleaning the overcooked batter
PP – Cleaning Weekend Procedure, Oven Procedure
No
5. Flute forming
Biological (E.coli) Yes Yes No – Standard for changing the cloth,
verification the microbiology of cloth while in use, use distilled water
PP – Changin Cloth Procedure, Swab Test Schedule, Incoming Non RM-PM
No
Chemical (None) NA NA No - no chemical used PP - Equipment Design No
Physical (None) NA NA No – Standard for changing the clothes
PP – Changing Cloth Procedure No
6. Cream filling
Biological (None) NA NA No – Closed system PP – Production Procedure No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Closed system PP – Production Procedure No
7. Cutting of flute wafer
Biological (None) NA NA No – Cleaning and Alcohol Sanitation on Equipment before start
PP - Change over and weekend cleaning Procedure
No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (Metal) Yes Yes Yes No Yes
8. Transfering wafer to chute
Biological (None) NA NA No – GMP & Alcohol Sanitation on Equipment
PP - Change over and weekend cleaning Procedure
No
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Cleaning and Alcohol Sanitation
on Equipment before start PP - Change over and weekend
cleaning Procedure
No
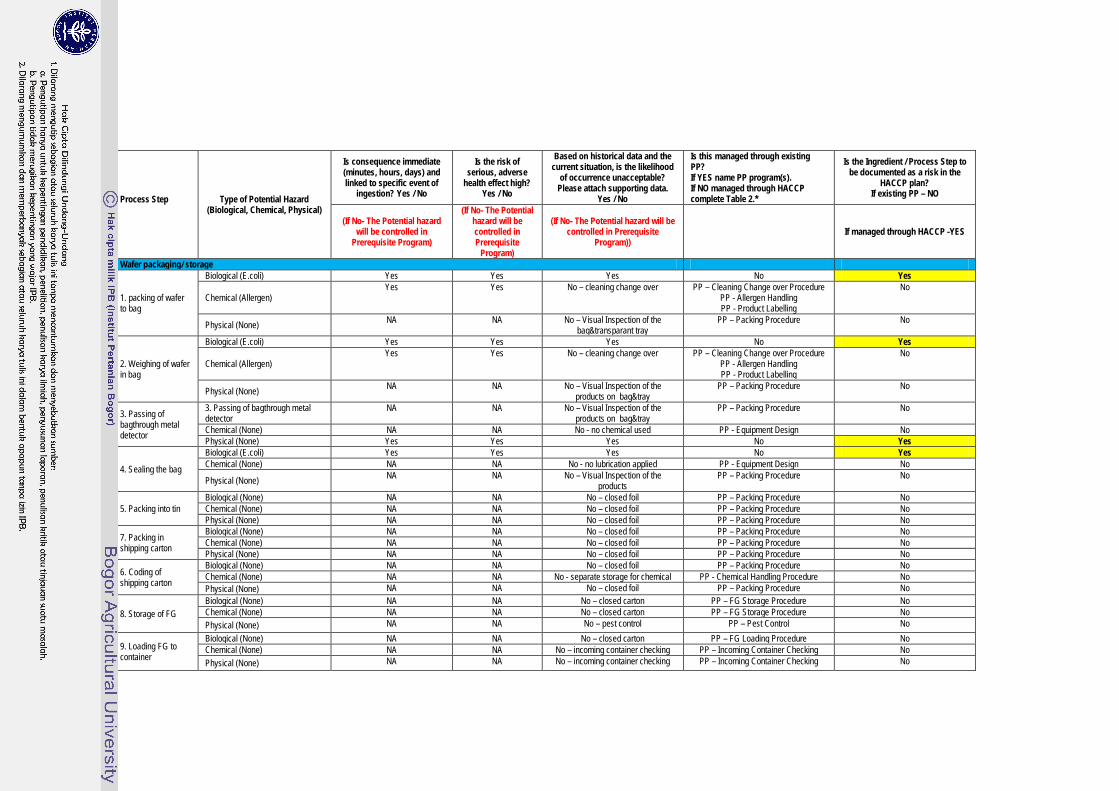
Process Step
Type of Potential Hazard (Biological, Chemical, Physical)
Is consequence immediate (minutes, hours, days) and linked to specific event of
ingestion? Yes / No
Is the risk of serious, adverse
health effect high? Yes / No
Based on historical data and the current situation, is the likelihood
of occurrence unacceptable? Please attach supporting data.
Yes / No
Is this managed through existing PP? If YES name PP program(s). If NO managed through HACCP complete Table 2.*
Is the Ingredient / Process Step to be documented as a risk in the
HACCP plan? If existing PP – NO
(If No- The Potential hazard will be controlled in
Prerequisite Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)
(If No- The Potential hazard will be controlled in Prerequisite
Program)) If managed through HACCP -YES
Wafer packaging/ storage
1. packing of wafer to bag
Biological (E.coli) Yes Yes Yes No Yes
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Visual Inspection of the bag&transparant tray
PP – Packing Procedure No
2. Weighing of wafer in bag
Biological (E.coli) Yes Yes Yes No Yes
Chemical (Allergen) Yes Yes No – cleaning change over PP – Cleaning Change over Procedure
PP - Allergen Handling PP - Product Labelling
No
Physical (None) NA NA No – Visual Inspection of the products on bag&tray
PP – Packing Procedure No
3. Passing of bagthrough metal detector
3. Passing of bagthrough metal detector
NA NA No – Visual Inspection of the products on bag&tray
PP – Packing Procedure No
Chemical (None) NA NA No - no chemical used PP - Equipment Design No Physical (None) Yes Yes Yes No Yes
4. Sealing the bag
Biological (E.coli) Yes Yes Yes No Yes Chemical (None) NA NA No - no lubrication applied PP - Equipment Design No
Physical (None) NA NA No – Visual Inspection of the products
PP – Packing Procedure No
5. Packing into tin Biological (None) NA NA No – closed foil PP – Packing Procedure No Chemical (None) NA NA No – closed foil PP – Packing Procedure No Physical (None) NA NA No – closed foil PP – Packing Procedure No
7. Packing in shipping carton
Biological (None) NA NA No – closed foil PP – Packing Procedure No Chemical (None) NA NA No – closed foil PP – Packing Procedure No Physical (None) NA NA No – closed foil PP – Packing Procedure No
6. Coding of shipping carton
Biological (None) NA NA No – closed foil PP – Packing Procedure No Chemical (None) NA NA No - separate storage for chemical PP - Chemical Handling Procedure No Physical (None) NA NA No – closed foil PP – Packing Procedure No
8. Storage of FG Biological (None) NA NA No – closed carton PP – FG Storage Procedure No Chemical (None) NA NA No – closed carton PP – FG Storage Procedure No Physical (None) NA NA No – pest control PP – Pest Control No
9. Loading FG to container
Biological (None) NA NA No – closed carton PP – FG Loading Procedure No Chemical (None) NA NA No – incoming container checking PP – Incoming Container Checking No Physical (None) NA NA No – incoming container checking PP – Incoming Container Checking No
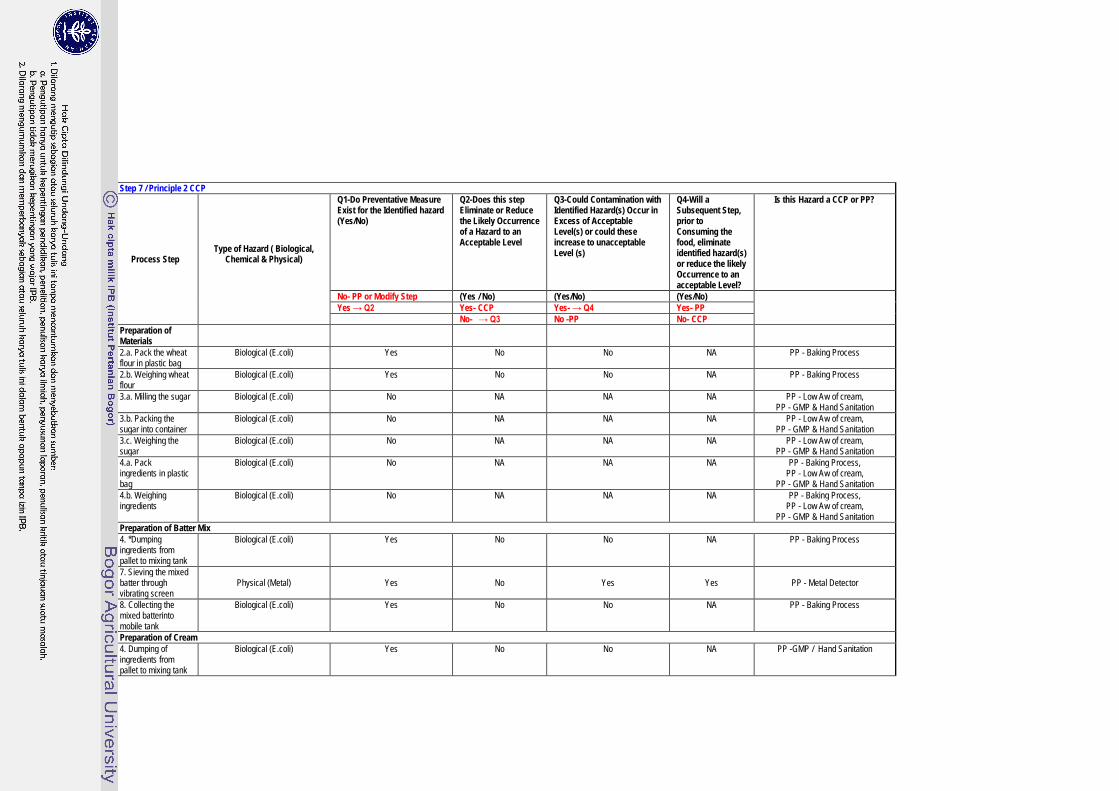
Step 7 / Principle 2 CCP
Process Step Type of Hazard ( Biological,
Chemical & Physical)
Q1-Do Preventative Measure Exist for the Identified hazard (Yes/No)
Q2-Does this step Eliminate or Reduce the Likely Occurrence of a Hazard to an Acceptable Level
Q3-Could Contamination with Identified Hazard(s) Occur in Excess of Acceptable Level(s) or could these increase to unacceptable Level (s)
Q4-Will a Subsequent Step, prior to Consuming the food, eliminate identified hazard(s) or reduce the likely Occurrence to an acceptable Level?
Is this Hazard a CCP or PP?
No- PP or Modify Step (Yes / No) (Yes/No) (Yes/No) Yes → Q2 Yes- CCP Yes- → Q4 Yes- PP No- → Q3 No -PP No- CCP
Preparation of Materials
2.a. Pack the wheat flour in plastic bag
Biological (E.coli) Yes No No NA PP - Baking Process
2.b. Weighing wheat flour
Biological (E.coli) Yes No No NA PP - Baking Process
3.a. Milling the sugar Biological (E.coli) No NA NA NA PP - Low Aw of cream, PP - GMP & Hand Sanitation
3.b. Packing the sugar into container
Biological (E.coli) No NA NA NA PP - Low Aw of cream, PP - GMP & Hand Sanitation
3.c. Weighing the sugar
Biological (E.coli) No NA NA NA PP - Low Aw of cream, PP - GMP & Hand Sanitation
4.a. Pack ingredients in plastic bag
Biological (E.coli) No NA NA NA PP - Baking Process, PP - Low Aw of cream,
PP - GMP & Hand Sanitation 4.b. Weighing ingredients
Biological (E.coli) No NA NA NA PP - Baking Process, PP - Low Aw of cream,
PP - GMP & Hand Sanitation Preparation of Batter Mix 4. *Dumping ingredients from pallet to mixing tank
Biological (E.coli) Yes No No NA PP - Baking Process
7. Sieving the mixed batter through vibrating screen
Physical (Metal) Yes No Yes Yes PP - Metal Detector
8. Collecting the mixed batterinto mobile tank
Biological (E.coli) Yes No No NA PP - Baking Process
Preparation of Cream 4. Dumping of ingredients from pallet to mixing tank
Biological (E.coli) Yes No No NA PP -GMP / Hand Sanitation
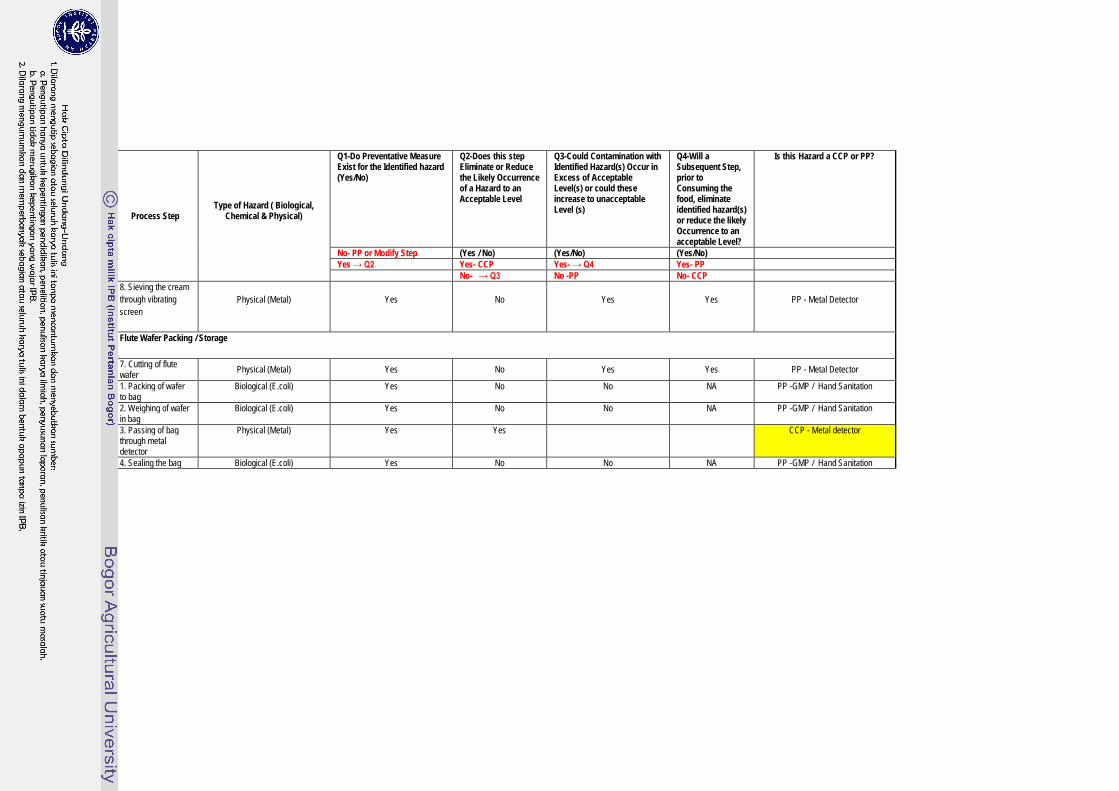
Process Step Type of Hazard ( Biological,
Chemical & Physical)
Q1-Do Preventative Measure Exist for the Identified hazard (Yes/No)
Q2-Does this step Eliminate or Reduce the Likely Occurrence of a Hazard to an Acceptable Level
Q3-Could Contamination with Identified Hazard(s) Occur in Excess of Acceptable Level(s) or could these increase to unacceptable Level (s)
Q4-Will a Subsequent Step, prior to Consuming the food, eliminate identified hazard(s) or reduce the likely Occurrence to an acceptable Level?
Is this Hazard a CCP or PP?
No- PP or Modify Step (Yes / No) (Yes/No) (Yes/No) Yes → Q2 Yes- CCP Yes- → Q4 Yes- PP No- → Q3 No -PP No- CCP
8. Sieving the cream through vibrating screen
Physical (Metal) Yes No Yes Yes PP - Metal Detector
Flute Wafer Packing / Storage
7. Cutting of flute wafer Physical (Metal) Yes No Yes Yes PP - Metal Detector
1. Packing of wafer to bag
Biological (E.coli) Yes No No NA PP -GMP / Hand Sanitation
2. Weighing of wafer in bag
Biological (E.coli) Yes No No NA PP -GMP / Hand Sanitation
3. Passing of bag through metal detector
Physical (Metal) Yes Yes CCP - Metal detector
4. Sealing the bag Biological (E.coli) Yes No No NA PP -GMP / Hand Sanitation







![[PPT]PowerPoint Presentation - mulyanipharmaco | Learning ... · Web viewsyok. Obat penyebab (Penisilin, streptomisin, ) ALLERGEN IgE SYNTHESIS MAST CELL DEGRANUL Mediator LOCAL ANAPHYLAXIS](https://static.fdokumen.com/doc/165x107/5af43a957f8b9ae9488bc4e7/pptpowerpoint-presentation-mulyanipharmaco-learning-viewsyok-obat-penyebab.jpg)









