Jurnal Teknik Industri ISSN 2622-5131 (Online) Vol. 8 No ...menyeluruh harus dilakukan jika...
12
Jurnal Teknik Industri ISSN 2622-5131 (Online) Vol. 8 No. 3 ISSN 1411-6340 (Print) 201 Pemetaan Pemborosan (Waste) Dalam Proses Produksi Pada Seksi Painting Plastic (Studi Kasus Perusahaan Otomotif) Chrinadio Chrisna, Ahmad Program Studi Teknik Industri Tarumanagara Jln. S Parman, Grogol Jakarta. Indonesia 11440 [email protected] (Makalah: Diterima Agustus 2018, dipublikasikan November 2018) Intisari - Proses pengecatan adalah salah satu proses yang sangat penting dalam industri otomotif sepeda motor, Salah satu permasalahan dalam proses pengecatan adalah terjadinya pemborosan dalam penggunaan material cat dan thinner atau biasa disebut sebagai overkuota, hal ini disebabkan oleh adanya waste dalam proses pengecatan. Untuk mengurangi waste yang terjadi digunakan metode VSM (Value Stream Mapping) yang bertujuan untuk menggambarkan aliran produk mulai dari masuknya bahan baku sampai produk jadi. Pengidentifikasian waste diawali menggunakan metode Waste Assessment model (WAM) untuk mengetahui persentase waste yang terjadi. Waste yang diidentifikasi adalah 3 jenis waste dengan bobot terbesar, yaitu defect (30,1%), motion (16,1%), dan waiting (13,1%). Selanjutnya dilakukan pemilihan detailed mapping tools menggunakan VALSAT (Value Stream Analysis Tools). Tools yang dipilih merupakan 2 tools dengan nilai terbesar. Analisis terhadap waste defect dilakukan dengan menggunakan diagram pareto menunjukkan reject yang paling dominan adalah kotor, meler, dan tipis, sehingga dilakukan analisis lebih lanjut untuk meminimasi defect difokuskan kepada ketiga reject tersebut menggunakan p chart, fishbone diagram, dan FMEA (Failure Method Effect Analysis). Usulan yang diberikan untuk mengurangi waste adalah penggantian SOP, perbaikan stasiun kerja, dan pembuatan checksheet dan form pengambilan material. Setelah usulan diterapkan didapatkan peningkatan PCE sebesar 17% dan pengurangan nilai Manufacturing Lead Time sebesar 26,15%. Kata kunci: waste, PCE, WAM, VALSAT, FMEA Abstract - The painting process is one of the very important processes in the automotive motorcycle industry. One of the problems in the painting process is the occurrence of waste in the use of paint materials or ussualy referred as overquota, which is caused by the presence of waste in the painting process. The VSM (Value Stream Mapping) method was used to reduce the waste that occurs, identifying waste begins using the Waste Assessment model (WAM) to determine the percentage of waste. The identified wastes are 3 types of waste with the greatest weight, namely defect (30.1%), motion (16.1%), and waiting (13.1%). Next is the selection of detailed mapping tools using VALSAT (Value Stream Analysis Tools). The tools chosen are 2 tools with the greatest value. Analysis of waste defect using Pareto diagram shows the most dominant rejects are dirty, saggy, and thin, so further analysis is focused on the three rejects using p chart, fishbone diagram, and FMEA (Failure Method Effect Analysis) . The proposals given to reduce waste are replacing SOPs, repairing work station, and making checksheets and material collection forms. After the proposal is applied, it is found that PCE increases by 17% and the reduction in Manufacturing Lead Time value by 26.15% Keywords: Waste, Process Cycle Efficiency, Waste Assessment Model, VALSAT, FMEA
Transcript of Jurnal Teknik Industri ISSN 2622-5131 (Online) Vol. 8 No ...menyeluruh harus dilakukan jika...

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
201
Pemetaan Pemborosan (Waste) Dalam Proses
Produksi Pada Seksi Painting Plastic (Studi
Kasus Perusahaan Otomotif) Chrinadio Chrisna, Ahmad
Program Studi Teknik Industri Tarumanagara
Jln. S Parman, Grogol Jakarta. Indonesia 11440
(Makalah: Diterima Agustus 2018, dipublikasikan November 2018)
Intisari - Proses pengecatan adalah salah satu proses yang sangat penting dalam industri otomotif sepeda motor, Salah satu
permasalahan dalam proses pengecatan adalah terjadinya pemborosan dalam penggunaan material cat dan thinner atau
biasa disebut sebagai overkuota, hal ini disebabkan oleh adanya waste dalam proses pengecatan. Untuk mengurangi waste
yang terjadi digunakan metode VSM (Value Stream Mapping) yang bertujuan untuk menggambarkan aliran produk mulai
dari masuknya bahan baku sampai produk jadi. Pengidentifikasian waste diawali menggunakan metode Waste Assessment
model (WAM) untuk mengetahui persentase waste yang terjadi. Waste yang diidentifikasi adalah 3 jenis waste dengan bobot
terbesar, yaitu defect (30,1%), motion (16,1%), dan waiting (13,1%). Selanjutnya dilakukan pemilihan detailed mapping tools
menggunakan VALSAT (Value Stream Analysis Tools). Tools yang dipilih merupakan 2 tools dengan nilai terbesar. Analisis
terhadap waste defect dilakukan dengan menggunakan diagram pareto menunjukkan reject yang paling dominan adalah
kotor, meler, dan tipis, sehingga dilakukan analisis lebih lanjut untuk meminimasi defect difokuskan kepada ketiga reject
tersebut menggunakan p chart, fishbone diagram, dan FMEA (Failure Method Effect Analysis). Usulan yang diberikan untuk
mengurangi waste adalah penggantian SOP, perbaikan stasiun kerja, dan pembuatan checksheet dan form pengambilan
material. Setelah usulan diterapkan didapatkan peningkatan PCE sebesar 17% dan pengurangan nilai Manufacturing Lead
Time sebesar 26,15%.
Kata kunci: waste, PCE, WAM, VALSAT, FMEA
Abstract - The painting process is one of the very important processes in the automotive motorcycle industry. One of the
problems in the painting process is the occurrence of waste in the use of paint materials or ussualy referred as overquota,
which is caused by the presence of waste in the painting process. The VSM (Value Stream Mapping) method was used to
reduce the waste that occurs, identifying waste begins using the Waste Assessment model (WAM) to determine the percentage
of waste. The identified wastes are 3 types of waste with the greatest weight, namely defect (30.1%), motion (16.1%), and
waiting (13.1%). Next is the selection of detailed mapping tools using VALSAT (Value Stream Analysis Tools). The tools
chosen are 2 tools with the greatest value. Analysis of waste defect using Pareto diagram shows the most dominant rejects are
dirty, saggy, and thin, so further analysis is focused on the three rejects using p chart, fishbone diagram, and FMEA (Failure
Method Effect Analysis) . The proposals given to reduce waste are replacing SOPs, repairing work station, and making
checksheets and material collection forms. After the proposal is applied, it is found that PCE increases by 17% and the
reduction in Manufacturing Lead Time value by 26.15% Keywords: Waste, Process Cycle Efficiency, Waste Assessment Model, VALSAT, FMEA

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
202
I. PENDAHULUAN
Dalam usaha peningkatan kualitas diperlukan
pengendalian kualitas untuk mewujudkan produk yang
berkualitas dengan harga yang lebih murah dan yang paling
penting adalah kecepatan dalam menghasilkan produk sehingga
sampai ke tangan konsumen tepat waktu. Perbaikan kualitas
dan percepatan proses terhadap sistem produksi secara
menyeluruh harus dilakukan jika perusahaan ingin
mewujudkan target terciptanya produk berkualitas yang baik
dalam waktu yang relatif singkat. Namun terdapat sebagian
cacat dan pemborosan yang tidak bisa hilang, serta kecepatan
produksi yang susah ditingkatkan. Sehingga untuk mencapai
tujuan yang diinginkan maka perusahaan harus lebih efisien
dalam keseluruhan proses produksi [1].
Peningkatan produktivitas akan tercapai bila adanya
perampingan operasi yang dapat mengidentifikasi lebih dini
pemborosan pada saat produksi, hal ini dikarenakan upaya
mengeliminasi waste diyakini mampu menstimulasi
keunggulan bersaing perusahaan terutama pada peningkatan
produktivitas dan kualitas [2]. Pemborosan (waste) di lantai
adalah kelebihan produksi (overproduction), gerakan yang
tidak berguna (unnecessary motion), transportasi yang
berlebihan (excessive transportation), cacat (defect), proses
yang tidak tepat (inapproriate processing) [2]. Persediaan yang
tidak penting (unnecessary inventory), dan Waktu tunggu
(waiting) adalah hal yang tidak diinginkan oleh perusahaan [3].
Maka pemborosan haruslah diminimasi atau bahkan
dihilangkan dalam proses produksi.
Pada proses pengecatan terdapat permasalahan dalam
pemakaian cat dan thinner yang melebihi standar perusahaan
pada setiap bulannya atau disebut dengan over kuota. Sehingga
perusahaan harus mengeluarkan dana berlebih untuk membeli
persediaan cat dan thinner, namun ada kemungkinan terjadi
pemborosan lainnya selain daripada penggunaan material yang
berlebih, oleh karena itu tujuan dari penelitian ini adalah:
mengetahui waste yang terjadi pada divisi painting plastic di
perusahaan otomotif, meneliti dan mencari tahu penyebab
pemborosan (waste) dan faktor - faktor pemborosan (waste)
produksi yang menyebabkan divisi painting plastic belum
berjalan dengan baik dan efektif, lalu memberikan usulan untuk
memperbaiki sistem kerja dan proses produksi yang belum
berjalan secara efektif dan efisien serta membuat future value
stream mapping.
II. TINJAUAN PUSTAKA
A. Lean Manufacturing
Lean manufacturing merupakan suatu metode yang
digunakan untuk menciptakan aliran lancar produk sepanjang
proses value stream (value stream process), lean adalah suatu
upaya terus-menerus untuk menghilangkan pemborosan
(waste) dan meningkatkan nilai tambah (value added) produk
(barang dan/atau jasa) agar memberikan nilai kepada pelanggan
(customer value) [1]. Berdasarkan konsep lean manufacturing
diharapkan dapat memperbaiki sistem produksi serta dapat
meningkatkan produktivitas dengan cara menghilangkan
pemborosan dan secara tidak langsung dapat menurunkan biaya
produksi [4].
B. Value Stream Mapping
Value Stream Mapping adalah suatu metode untuk
memahami proses aktual memproduksi barang dengan
memetakan baik aliran material dan juga aliran informasi [5].
Menggunakan value stream mapping berarti memulai dengan
gambaran besar dalam menyelesaikan permasalahan bukan
hanya pada proses-proses tunggal dan melakukan peningkatan
secara menyeluruh dan bukan hanya pada proses-proses
tertentu saja [6].
Metode ini dikembangkan dari alur material dan informasi
Toyota. value stream mapping dapat digunakan agar setiap
orang yang terlibat dalam proses produksi dapat memahami
situasi yang ada dalam proses produksi [7].
C. Value Stream Mapping Analysis Tools
1) Process Activity Mapping
Process activity mapping memberikan gambaran aliran fisik
dan informasi, waktu yang diperlukan untuk setiap aktivitas,
jarak yang ditempuh dan tingkat persediaan produk dalam
setiap tahap produksi. Kemudahan identifikasi aktivitas
terjadi karena adanya pergolongan aktivitas menjadi 5 jenis
yaitu operasi, transportasi, inpeksi, delay, dan
penyimpanan.
2) Supply Chain Response Matrix
Merupakan sebuah grafik yang menggambarkan hubungan
antara inventory dengan lead time yang dapat digunakan
untuk mengidentifikasi dan mengevaluasi kenaikan atau
penurunan tingkat persediaan dan panjang lead time pada
tiap area dalam supply chain. Dari fungsi yang diberikan,
selanjutnya dapat digunakan sebagai bahan pertimbangan
manajemen untuk menaksir kebutuhan stok apabila
dikaitkan pencapaian lead time yang pendek.
3) Production Variety Funnel
Production variety funnel merupakan alat yang berasal dari
disiplin ilmu manajemen operasi dan telah pernah
diaplikasikan pada industri tekstil. Metode ini berguna
untuk mengetahui pada area mana terjadi bottleneck dari
input bahan baku, proses produksi sampai pengiriman ke
konsumen. Selanjutnya dapat digunakan untuk perbaikan
kebijakan inventory, dalam bentuk bahan baku, produk
setengah jadi atau produk jadi.
4) Quality Filter Mapping
Quality Filter Mapping adalah hasil identifikasi
menunjukkan adanya 3 jenis defect dari kualitas yaitu (1)
produk defect (2) scrap defect (3) service defect. Product
defect merupakan cacat fisik produk yang tidak berhasil
diseleksi pada saat proses inspeksi sehingga lolos ke
konsumen. Untuk memaparkan permasalahan kualitas di
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
203
atas terutama untuk cacat maka quality filter mapping
menggunakan data cacat produksi yang digunakan umtuk
mengetahui persen cacat tersebut. Dari persen cacat akan
terlihat jelas apakah jumlah cacat melewati batasan yang
ditetapkan perusahaan.
Persen cacat produksi = Jumlah Cacat
Total Produksi…(1)
5) Demand Amplification Mapping
Demand amplification mapping adalah alat yang sering
digunakan pada disiplin ilmu sistem dinamik yang
menunjukkan bahwa jika permintaan dikirim dari
serangkaian persediaan yang dimiliki menggunakan
pengendalian stock order, akan memperlihatkan adanya
amplifikasi dari variasi permintaan akan meningkat untuk
setiap transfer. Hal ini menunjukkan bahwa pengaturan
persediaan sangat penting dalam mengantisipasi adanya
perubahan permintaan. Alat ini dapat digunakan sebagai
dasar pengambilan keputusan dan analisis kedepan untuk
mendesain konfigurasi aliran nilai, mengatur fluktuasi
permintaan sehingga permintaan yang ada dapat
dikendalikan.
6) Decision Point Analysis
Alat decision point analysis ini sering digunakan pada
pabrik yang berkarakteristik produk jadinya relatif beragam
dari jumlah komponen yang terbatas, seperti industri
elektronik dan rumah tangga. Akan tetapi pada
perkembangannya juga digunakan pada industri lain. Titik
keputusan adalah dimana tarikan permintaan aktual
memberikan cara untuk mendorong adanya peramalan.
Adanya informasi titik keputusan akan berguna untuk
mengerti dimana terjadinya kekeliruan penentuan titik
keputusan.
7) Physical Structure
Alat ini berguna untuk mengetahui fakta apa yang terjadi
pada aliran rantai pasok secara keseluruhan dan mengetahui
level dari industrinya. Adanya pengetahuan dari alat ini,
akan sangat berguna mengapresiasikan seperti apa industri
manufaktur sekarang, mengerti bagaimana perusahaan
beroperasi dan dapat memperhatikan secara langsung area
mana perlu perhatian khusus untuk dikembangkan.
D. Perhitungan Nilai PCE
Setelah melakukan pemetaan dengan menggunakan VSM,
maka selanjutnya melakukan identifikasi dengan analisa value
added dan non value added yang bertujuan untuk
mengidentifikasi dan mengeliminasi proses yang tidak
dibutuhkan dan tidak memberikan nilai tambah untuk
pelanggan. Lalu dilakukan perhitungan proces cycle effiency
menggunakan rumus :
PCE = 𝑡𝑜𝑡𝑎𝑙 𝑣𝑎𝑙𝑢𝑒 𝑎𝑑𝑑𝑒𝑑 𝑡𝑖𝑚𝑒
𝑡𝑜𝑡𝑎𝑙 𝑙𝑒𝑎𝑑 𝑡𝑖𝑚𝑒………………(2)
E. Waste Assesment Model
Waste assessment model merupakan suatu model yang
dikembangkan untuk menyederhanakan pencarian dan
permasalahan waste dan mengidentifikasi untuk
mengeleminasi waste [8]. Model ini menggambarkan
hubungan antara 7 waste (O: overproduction, P: processing, I:
inventory, T: transportation, D: defect, W: waiting, dan M:
motion).
F. Fishbone Diagram
Fishbone diagaram adalah salah satu metode dari Seven
Quality Tools yang digunakan untuk mencari penyebab dari
timbulnya suatu masalah dilantai produksi. Metode ini
membagi masalah terdiri dari sebab dan akibat yang dimana
terdiri dari beberapa faktor: 1. Mesin, 2. Manajemen, 3.
Material, 4. Manpower, 5. Lingkungan, 6. Measurement, dan 7.
Metode
G. FMEA (Failure Method Effect Analysis)
FMEA merupakan suatu teknik yang mengidentifikasi
bentuk - bentuk kesalahan potensial dari suatu produk selama
siklus hidupnya, pengaruh kesalahan tersebut, dan kritisnya
pengaruh kesalahan produk tersebut dalam fungsionalitas
produk, FMEA memberikan informasi untuk prediksi
realibilitas, dan desain produk dan proses [9].
FMEA membantu menemukan masalah-masalah
potensial dalam produk lebih dini dan dengan demikian
menghindari perubahan atau pengerjaan ulang pada tahap
akhir. Dalam proses FMEA, fungsi - fungsi produk dievaluasi
secara hati-hati, dan kesalahan-kesalahan potensial harus
disebutkan. Menggunakan FMEA tidak dapat dipisahkan dari
penggunaan Risk Priority Number (RPN) yang merupakan
hasil perkalian dari pembobotan atau pemberian rating terhadap
suatu mode kegagalan [10].
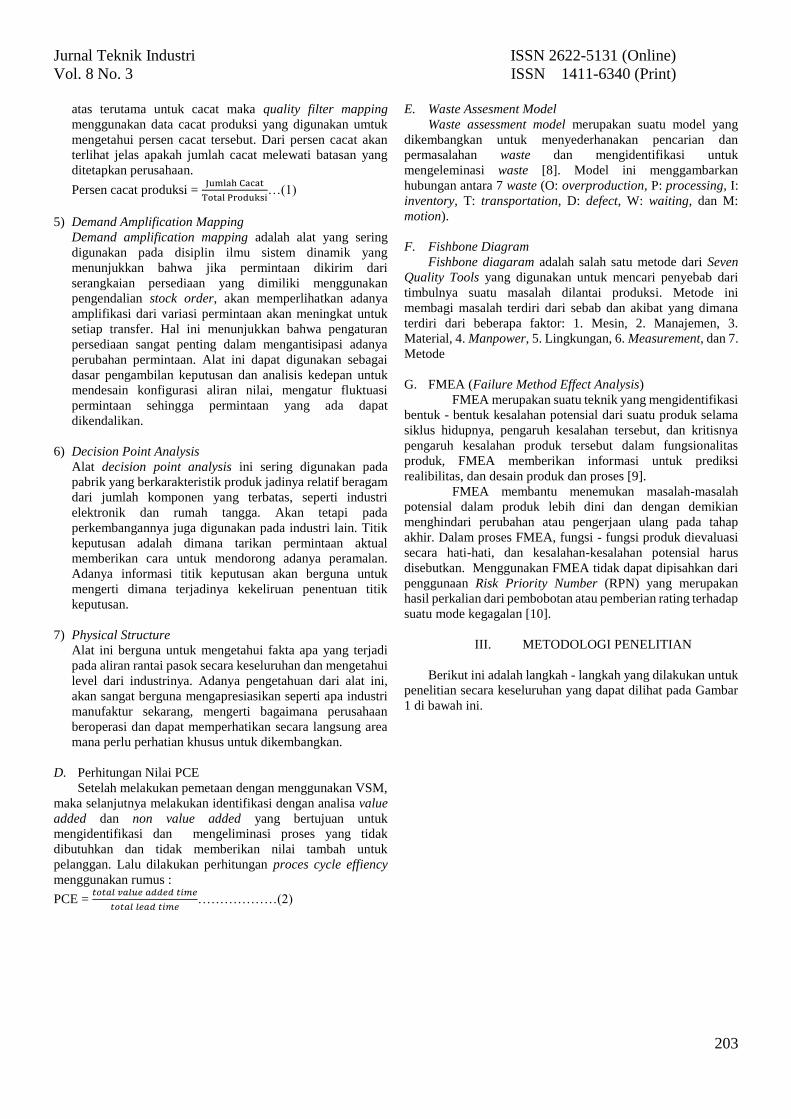
III. METODOLOGI PENELITIAN
Berikut ini adalah langkah - langkah yang dilakukan untuk
penelitian secara keseluruhan yang dapat dilihat pada Gambar
1 di bawah ini.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
204
Gambar 1. Flowchart Metodologi Penelitian
IV. HASIL & PEMBAHASAN
A. Identifikasi Pemborosan
Identifikasi pemborosan dilakukan dengan menggunakan
pendekatan konsep waste assessment model. Proses identifikasi
pemborosan dilakukan dengan cara wawancara dan
menyebarkan kuesioner pembobotan dengan pihak yang
terlibat dalam proses pembuatan sepatu. Wawancara
dilakukan untuk mengetahui persepsi terhadap pemborosan dan
keterkaitan antar pemborosan. Sedangkan penyebaran
kuesioner dilakukan untuk mendapatkan bobot dari
pemborosan tersebut.
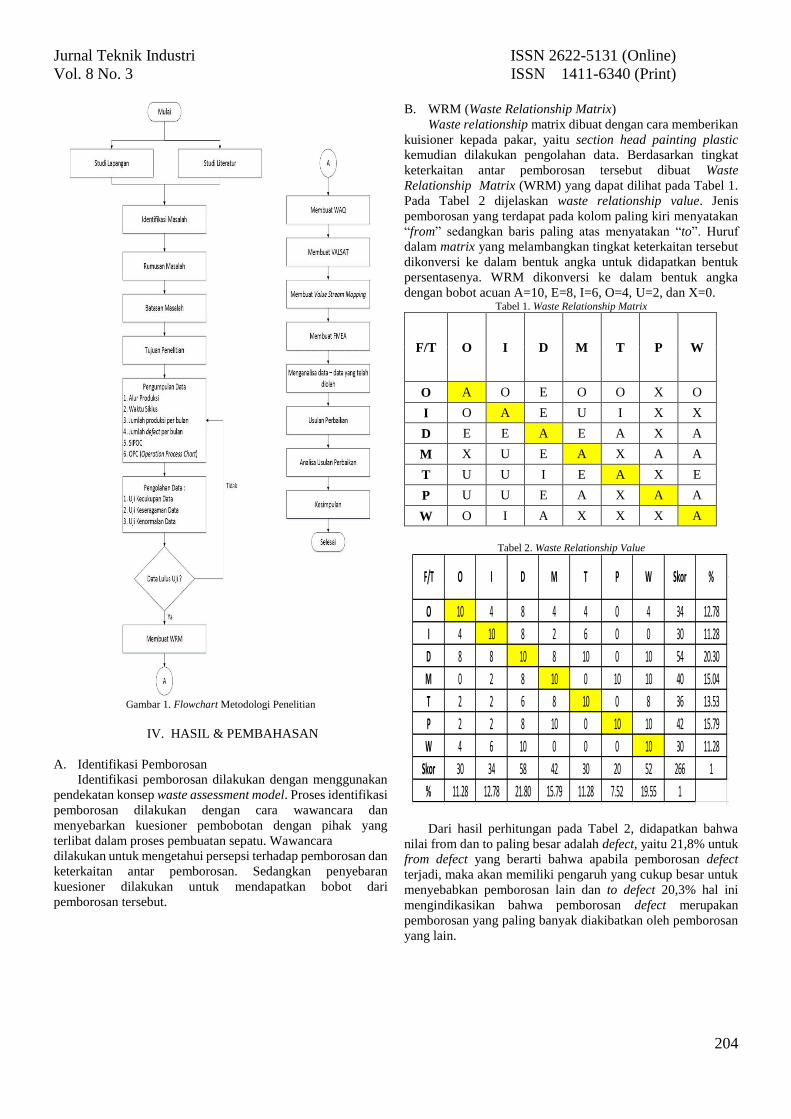
B. WRM (Waste Relationship Matrix)
Waste relationship matrix dibuat dengan cara memberikan
kuisioner kepada pakar, yaitu section head painting plastic
kemudian dilakukan pengolahan data. Berdasarkan tingkat
keterkaitan antar pemborosan tersebut dibuat Waste
Relationship Matrix (WRM) yang dapat dilihat pada Tabel 1.
Pada Tabel 2 dijelaskan waste relationship value. Jenis
pemborosan yang terdapat pada kolom paling kiri menyatakan
“from” sedangkan baris paling atas menyatakan “to”. Huruf
dalam matrix yang melambangkan tingkat keterkaitan tersebut
dikonversi ke dalam bentuk angka untuk didapatkan bentuk
persentasenya. WRM dikonversi ke dalam bentuk angka
dengan bobot acuan A=10, E=8, I=6, O=4, U=2, dan X=0. Tabel 1. Waste Relationship Matrix
F/T O I D M T P W
O A O E O O X O
I O A E U I X X
D E E A E A X A
M X U E A X A A
T U U I E A X E
P U U E A X A A
W O I A X X X A
Tabel 2. Waste Relationship Value
Dari hasil perhitungan pada Tabel 2, didapatkan bahwa
nilai from dan to paling besar adalah defect, yaitu 21,8% untuk
from defect yang berarti bahwa apabila pemborosan defect
terjadi, maka akan memiliki pengaruh yang cukup besar untuk
menyebabkan pemborosan lain dan to defect 20,3% hal ini
mengindikasikan bahwa pemborosan defect merupakan
pemborosan yang paling banyak diakibatkan oleh pemborosan
yang lain.
O 10 4 8 4 4 0 4 34 12.78
I 4 10 8 2 6 0 0 30 11.28
D 8 8 10 8 10 0 10 54 20.30
M 0 2 8 10 0 10 10 40 15.04
T 2 2 6 8 10 0 8 36 13.53
P 2 2 8 10 0 10 10 42 15.79
W 4 6 10 0 0 0 10 30 11.28
Skor 30 34 58 42 30 20 52 266 1
% 11.28 12.78 21.80 15.79 11.28 7.52 19.55 1
F/T Skor %O I D M T P W
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
205
.
C. WAQ (Waste Relationship Questionnaire)
WAQ merupakan kuesioner penilaian yang terbagi dalam
dua jenis kelompok pertanyaan yaitu from dan to. Kelompok
pertanyaan from diisi bila waste tersebut dapat mempengaruhi
atau menghasilkan pemborosan lainnya dan kelompok
pertanyaan to diisi bila pemborosan tersebut dapat dipengaruhi
atau dihasilkan oleh pemborosan lainnya. Kuisioner WAQ
diberikan kepada 5 pakar yang mengerti mengenai proses
produksi painting plastic, yaitu section head, foreman, planner,
QCL, MTC. Hasil perhitungan WAQ dapat dilihat pada tabel 3
di bawah ini. Tabel 3. Rekapitulasi Waste Assessment Quistionnaire
Tabel 3 merupakan rekapitulasi WAQ untuk menentukan
jenis pemborosan yang terjadi dalam proses painting plastic
berdasarkan jumlah persentase terbesar. Berdasarkan tabel 3
dapat disimpulkan bahwa terdapat 3 jenis pemborosan dengan
bobot terbesar, yaitu defect dengan persentase sebesar 30,33%,
motion dengan persentase sebesar 16,09%, dan waiting dengan
persentase sebesar 13,7%.
D. VALSAT (Value Stream Mapping Analysis Tools)
Setelah mendapatkan hasil akhir dari proses pembobotan
dengan menggunakan WRM dan WAQ, langkah selanjutnya
yang dilakukan adalah pemilihan detail mapping tools yang
tepat sesuai dengan jenis pemborosan yang terjadi pada
perusahaan dengan menggunakan VALSAT yang dapat dilihat
pada Tabel 4 di bawah ini. Tabel 4 Hasil Pembobotan VALSAT
Konsep VALSAT digunakan dalam pemilihan tools
dengan cara mengalikan hasil pembobotan pemborosan dengan
skala yang ada pada tabel VALSAT. Berdasarkan Tabel 4 dapat
dilihat ada 2 tools yang memiliki bobot terbesar, yaitu Process
Activity Mapping (PAM) menempati urutan pertama dengan
total skor 510,18 dan Quality Filter Mapping menempati urutan
kedua dengan total skor 290,61 sehingga alat yang digunakan
untuk menganalisis pemborosan secara terperinci adalah PAM
dan QFM.
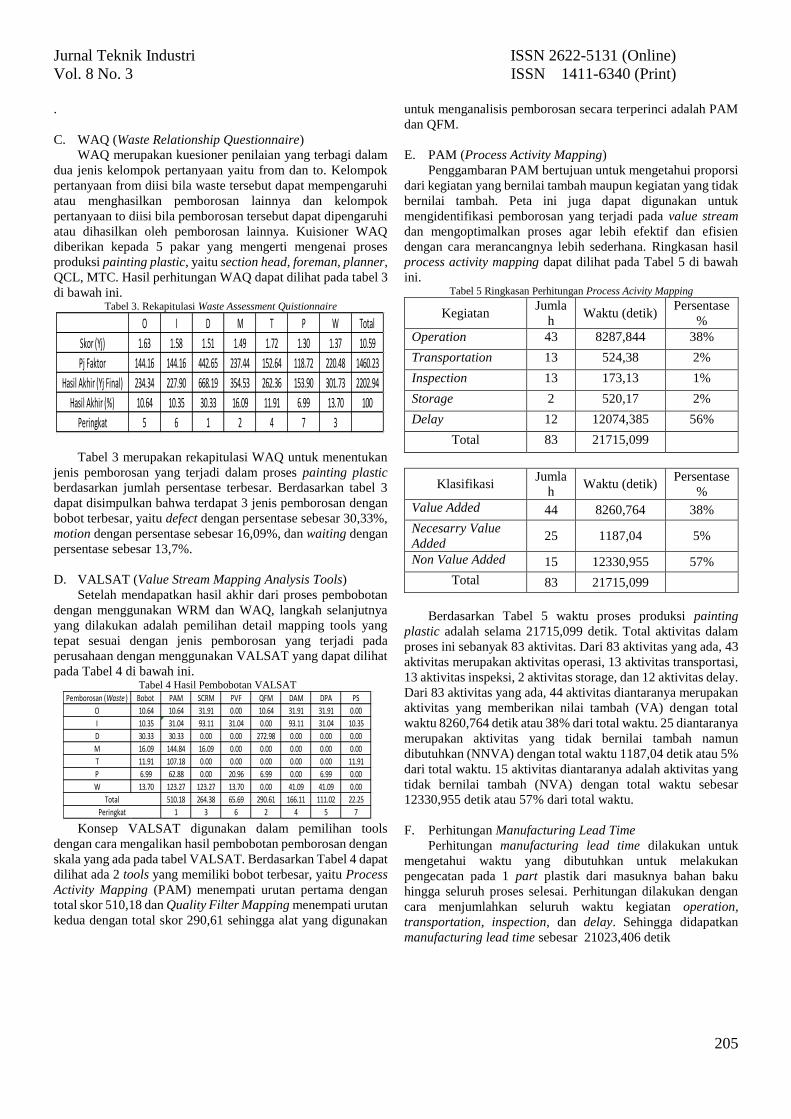
E. PAM (Process Activity Mapping)
Penggambaran PAM bertujuan untuk mengetahui proporsi
dari kegiatan yang bernilai tambah maupun kegiatan yang tidak
bernilai tambah. Peta ini juga dapat digunakan untuk
mengidentifikasi pemborosan yang terjadi pada value stream
dan mengoptimalkan proses agar lebih efektif dan efisien
dengan cara merancangnya lebih sederhana. Ringkasan hasil
process activity mapping dapat dilihat pada Tabel 5 di bawah
ini. Tabel 5 Ringkasan Perhitungan Process Acivity Mapping
Kegiatan Jumla
h Waktu (detik)
Persentase
%
Operation 43 8287,844 38%
Transportation 13 524,38 2%
Inspection 13 173,13 1%
Storage 2 520,17 2%
Delay 12 12074,385 56%
Total 83 21715,099
Klasifikasi Jumla
h Waktu (detik)
Persentase
%
Value Added 44 8260,764 38%
Necesarry Value
Added 25 1187,04 5%
Non Value Added 15 12330,955 57%
Total 83 21715,099
Berdasarkan Tabel 5 waktu proses produksi painting
plastic adalah selama 21715,099 detik. Total aktivitas dalam
proses ini sebanyak 83 aktivitas. Dari 83 aktivitas yang ada, 43
aktivitas merupakan aktivitas operasi, 13 aktivitas transportasi,
13 aktivitas inspeksi, 2 aktivitas storage, dan 12 aktivitas delay.
Dari 83 aktivitas yang ada, 44 aktivitas diantaranya merupakan
aktivitas yang memberikan nilai tambah (VA) dengan total
waktu 8260,764 detik atau 38% dari total waktu. 25 diantaranya
merupakan aktivitas yang tidak bernilai tambah namun
dibutuhkan (NNVA) dengan total waktu 1187,04 detik atau 5%
dari total waktu. 15 aktivitas diantaranya adalah aktivitas yang
tidak bernilai tambah (NVA) dengan total waktu sebesar
12330,955 detik atau 57% dari total waktu.
F. Perhitungan Manufacturing Lead Time
Perhitungan manufacturing lead time dilakukan untuk
mengetahui waktu yang dibutuhkan untuk melakukan
pengecatan pada 1 part plastik dari masuknya bahan baku
hingga seluruh proses selesai. Perhitungan dilakukan dengan
cara menjumlahkan seluruh waktu kegiatan operation,
transportation, inspection, dan delay. Sehingga didapatkan
manufacturing lead time sebesar 21023,406 detik
O I D M T P W Total
Skor (Yj) 1.63 1.58 1.51 1.49 1.72 1.30 1.37 10.59
Pj Faktor 144.16 144.16 442.65 237.44 152.64 118.72 220.48 1460.23
Hasil Akhir (Yj Final) 234.34 227.90 668.19 354.53 262.36 153.90 301.73 2202.94
Hasil Akhir (%) 10.64 10.35 30.33 16.09 11.91 6.99 13.70 100
Peringkat 5 6 1 2 4 7 3
Pemborosan (Waste ) Bobot PAM SCRM PVF QFM DAM DPA PS
O 10.64 10.64 31.91 0.00 10.64 31.91 31.91 0.00
I 10.35 31.04 93.11 31.04 0.00 93.11 31.04 10.35
D 30.33 30.33 0.00 0.00 272.98 0.00 0.00 0.00
M 16.09 144.84 16.09 0.00 0.00 0.00 0.00 0.00
T 11.91 107.18 0.00 0.00 0.00 0.00 0.00 11.91
P 6.99 62.88 0.00 20.96 6.99 0.00 6.99 0.00
W 13.70 123.27 123.27 13.70 0.00 41.09 41.09 0.00
510.18 264.38 65.69 290.61 166.11 111.02 22.25
1 3 6 2 4 5 7
Total
Peringkat
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
206
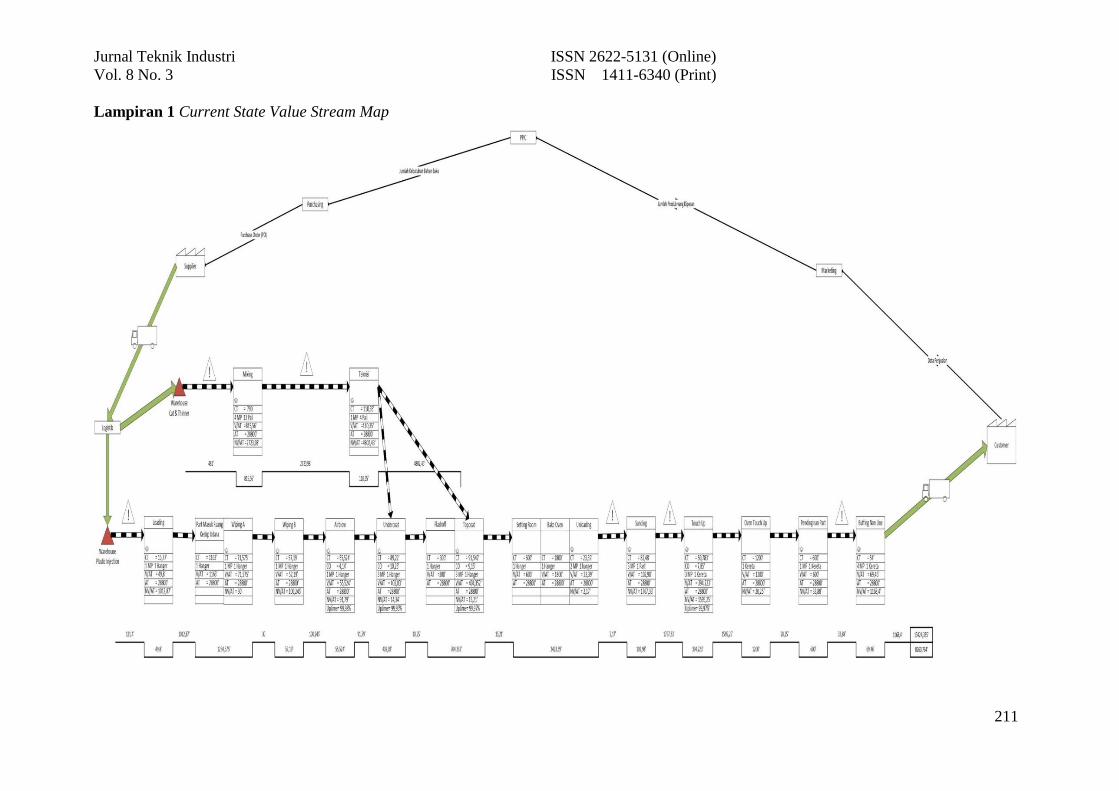
G. Pembuatan Current State Value Stream Map
Setelah dilakukan perhitungan PAM maka langkah
selanjutnya adalah melakukan pemetaan proses produksi
dengan cara membuat current state value stream map,
kemudian mengisi data box dan waktu berdasarkan
perhitungan PAM. Gambar current state value stream map
dapat dilihat pada lampiran
H. Perhitungan PCE (Process Cycle Eficiency)
PCE = 𝑉𝑎𝑙𝑢𝑒 𝐴𝑑𝑑𝑒𝑑 𝑇𝑖𝑚𝑒
𝐿𝑒𝑎𝑑 𝑇𝑖𝑚𝑒 𝑥 100%
= 8258,411
21643,576 x 100%
= 38%
Nilai PCE yang diperoleh menunjukkan efisiensi dari
proses painting plastic adalah sebesar 38%. PCE yang didapat
sudah mencakup tindakan perbaikan terhadap reject. Nilai PCE
yang didapat lebih dari 30% hal ini menunjukkan proses
produksi painting plastic masuk ke dalam kategori lean, namun
perusahaan tetap menginginkan adanya peningkatan yang
berkesinambungan dalam proses produksi demi tercapainya
keefektifan dan keefesienan. Oleh sebab itu perlu dilakukan
tindakan perbaikan dan peningkatan kualitas proses produksi.
I. Quality Filter Mapping
Quality filter mapping digunakan untuk mengetahui
apakah reject melebihi batas ambang yang ditetapkan oleh
perusahaan. Dalam proses produksi painting plastic terdapat
2 macam reject, yaitu total reject atau jumlah reject yang
didapat dari produksi dan reject buffing atau reject in process
merupakan reject yang bisa diperbaiki menggunakan kertas
amplas dan mesin buffing. Perusahaan menetapkan standar
reject sebesar 6,67%. Quality filter mapping dapat dilihat pada
Gambar 2.
Gambar 2. Quality Filter Mapping
Dari data yang ada pada bulan Februari hingga Juli 2018,
menunjukkan bahwa reject total dan reject buffing mengalami
penurunan secara konsisten, namun nilainya masih melebihi
ambang maksimal dari toleransi yang diberikan perusahaan.
Dengan demikian perusahaan harus melakukan perbaikan
untuk mengurangi terjadinya cacat dalam proses produksi
produksi painting plastic.
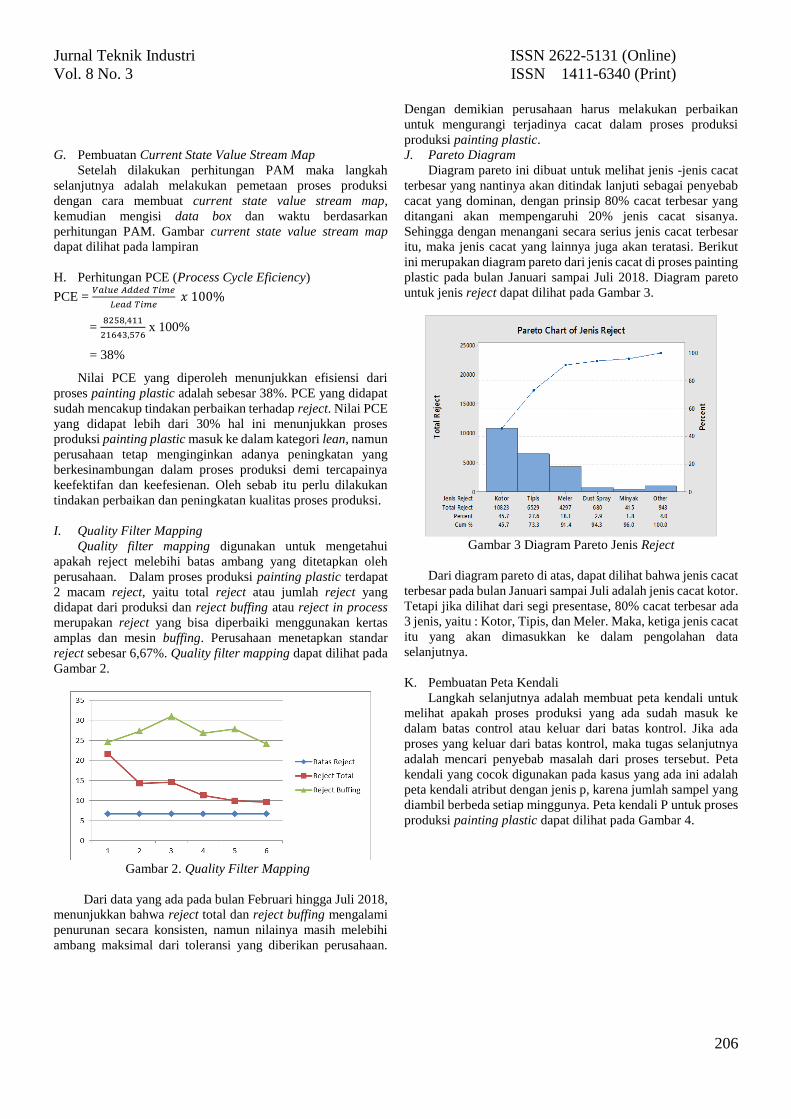
J. Pareto Diagram
Diagram pareto ini dibuat untuk melihat jenis -jenis cacat
terbesar yang nantinya akan ditindak lanjuti sebagai penyebab
cacat yang dominan, dengan prinsip 80% cacat terbesar yang
ditangani akan mempengaruhi 20% jenis cacat sisanya.
Sehingga dengan menangani secara serius jenis cacat terbesar
itu, maka jenis cacat yang lainnya juga akan teratasi. Berikut
ini merupakan diagram pareto dari jenis cacat di proses painting
plastic pada bulan Januari sampai Juli 2018. Diagram pareto
untuk jenis reject dapat dilihat pada Gambar 3.
Gambar 3 Diagram Pareto Jenis Reject
Dari diagram pareto di atas, dapat dilihat bahwa jenis cacat
terbesar pada bulan Januari sampai Juli adalah jenis cacat kotor.
Tetapi jika dilihat dari segi presentase, 80% cacat terbesar ada
3 jenis, yaitu : Kotor, Tipis, dan Meler. Maka, ketiga jenis cacat
itu yang akan dimasukkan ke dalam pengolahan data
selanjutnya.
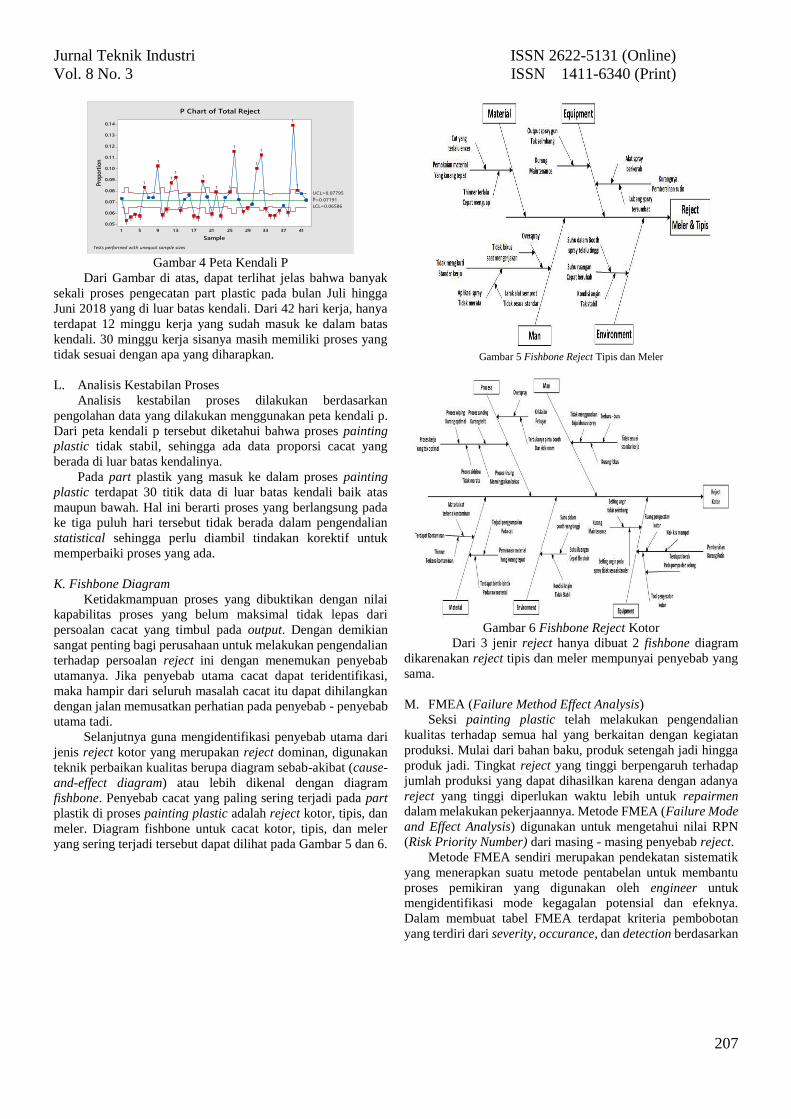
K. Pembuatan Peta Kendali
Langkah selanjutnya adalah membuat peta kendali untuk
melihat apakah proses produksi yang ada sudah masuk ke
dalam batas control atau keluar dari batas kontrol. Jika ada
proses yang keluar dari batas kontrol, maka tugas selanjutnya
adalah mencari penyebab masalah dari proses tersebut. Peta
kendali yang cocok digunakan pada kasus yang ada ini adalah
peta kendali atribut dengan jenis p, karena jumlah sampel yang
diambil berbeda setiap minggunya. Peta kendali P untuk proses
produksi painting plastic dapat dilihat pada Gambar 4.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
207
Gambar 4 Peta Kendali P
Dari Gambar di atas, dapat terlihat jelas bahwa banyak
sekali proses pengecatan part plastic pada bulan Juli hingga
Juni 2018 yang di luar batas kendali. Dari 42 hari kerja, hanya
terdapat 12 minggu kerja yang sudah masuk ke dalam batas
kendali. 30 minggu kerja sisanya masih memiliki proses yang
tidak sesuai dengan apa yang diharapkan.
L. Analisis Kestabilan Proses
Analisis kestabilan proses dilakukan berdasarkan
pengolahan data yang dilakukan menggunakan peta kendali p.
Dari peta kendali p tersebut diketahui bahwa proses painting
plastic tidak stabil, sehingga ada data proporsi cacat yang
berada di luar batas kendalinya.
Pada part plastik yang masuk ke dalam proses painting
plastic terdapat 30 titik data di luar batas kendali baik atas
maupun bawah. Hal ini berarti proses yang berlangsung pada
ke tiga puluh hari tersebut tidak berada dalam pengendalian
statistical sehingga perlu diambil tindakan korektif untuk
memperbaiki proses yang ada.
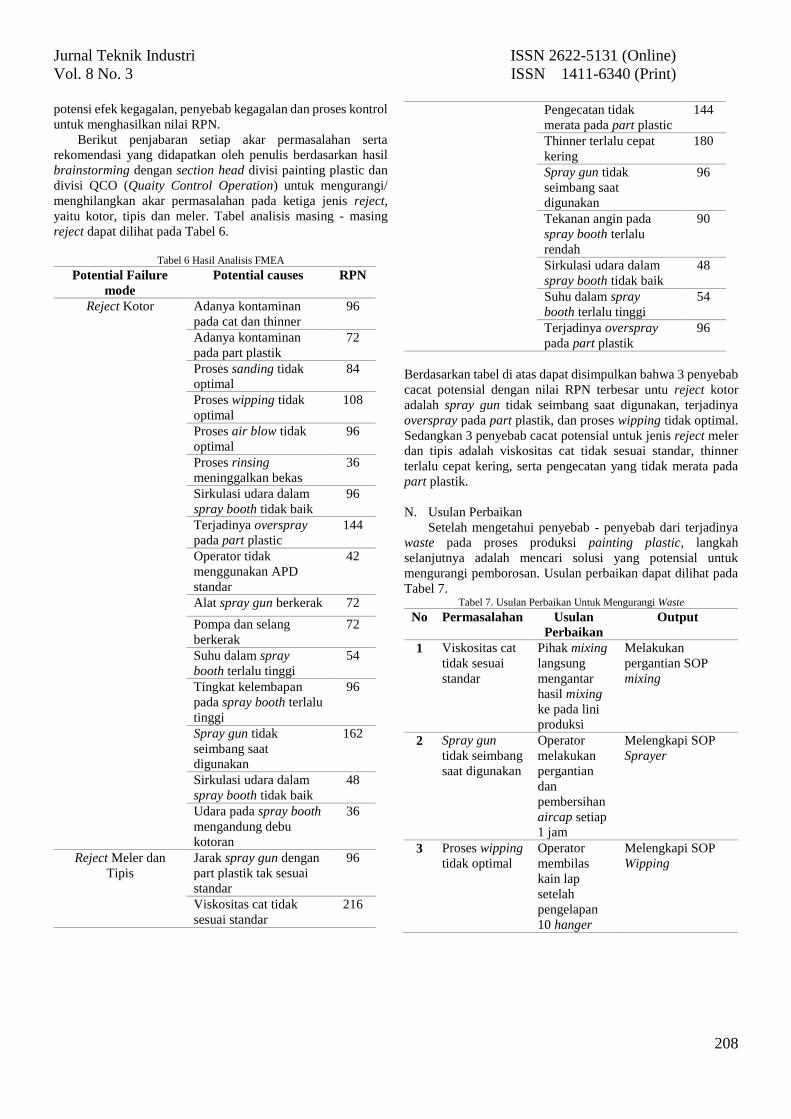
K. Fishbone Diagram
Ketidakmampuan proses yang dibuktikan dengan nilai
kapabilitas proses yang belum maksimal tidak lepas dari
persoalan cacat yang timbul pada output. Dengan demikian
sangat penting bagi perusahaan untuk melakukan pengendalian
terhadap persoalan reject ini dengan menemukan penyebab
utamanya. Jika penyebab utama cacat dapat teridentifikasi,
maka hampir dari seluruh masalah cacat itu dapat dihilangkan
dengan jalan memusatkan perhatian pada penyebab - penyebab
utama tadi.
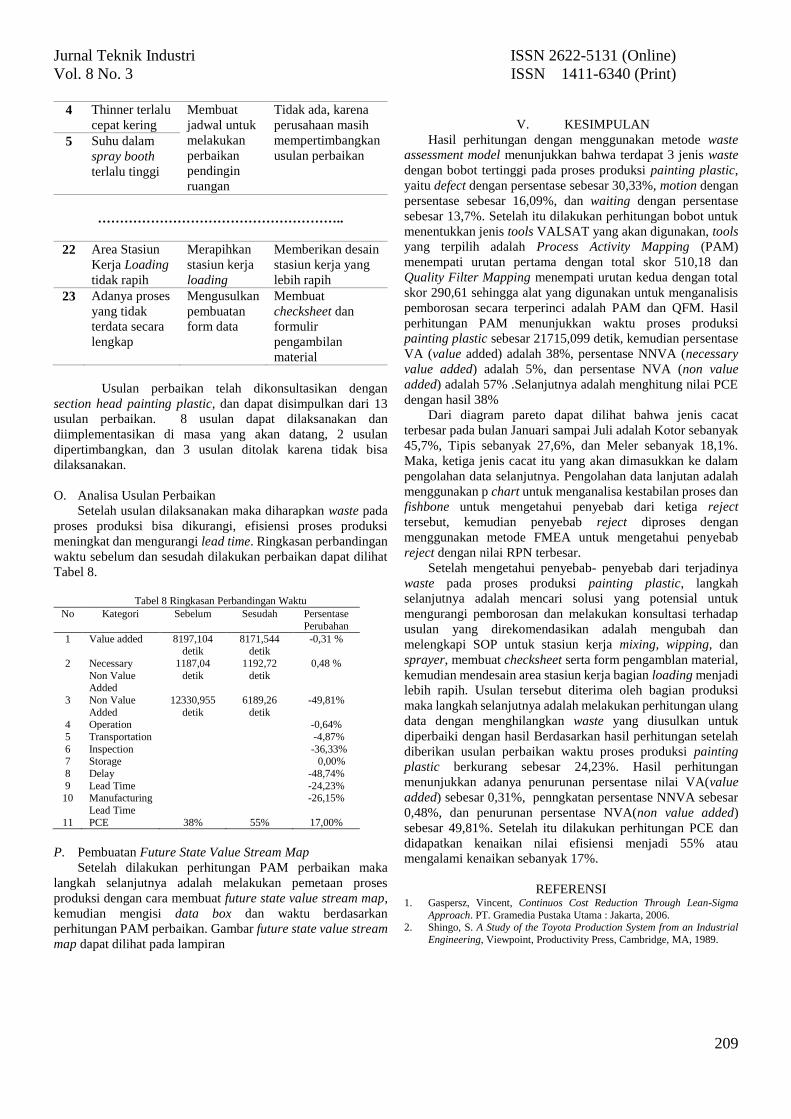
Selanjutnya guna mengidentifikasi penyebab utama dari
jenis reject kotor yang merupakan reject dominan, digunakan
teknik perbaikan kualitas berupa diagram sebab-akibat (cause-
and-effect diagram) atau lebih dikenal dengan diagram
fishbone. Penyebab cacat yang paling sering terjadi pada part
plastik di proses painting plastic adalah reject kotor, tipis, dan
meler. Diagram fishbone untuk cacat kotor, tipis, dan meler
yang sering terjadi tersebut dapat dilihat pada Gambar 5 dan 6.
Gambar 5 Fishbone Reject Tipis dan Meler
Gambar 6 Fishbone Reject Kotor
Dari 3 jenir reject hanya dibuat 2 fishbone diagram
dikarenakan reject tipis dan meler mempunyai penyebab yang
sama.
M. FMEA (Failure Method Effect Analysis)
Seksi painting plastic telah melakukan pengendalian
kualitas terhadap semua hal yang berkaitan dengan kegiatan
produksi. Mulai dari bahan baku, produk setengah jadi hingga
produk jadi. Tingkat reject yang tinggi berpengaruh terhadap
jumlah produksi yang dapat dihasilkan karena dengan adanya
reject yang tinggi diperlukan waktu lebih untuk repairmen
dalam melakukan pekerjaannya. Metode FMEA (Failure Mode
and Effect Analysis) digunakan untuk mengetahui nilai RPN
(Risk Priority Number) dari masing - masing penyebab reject.
Metode FMEA sendiri merupakan pendekatan sistematik
yang menerapkan suatu metode pentabelan untuk membantu
proses pemikiran yang digunakan oleh engineer untuk
mengidentifikasi mode kegagalan potensial dan efeknya.
Dalam membuat tabel FMEA terdapat kriteria pembobotan
yang terdiri dari severity, occurance, dan detection berdasarkan
4137332925211 71 3951
0.1 4
0.1 3
0.1 2
0.1 1
0.1 0
0.09
0.08
0.07
0.06
0.05
Sample
Pro
po
rtio
n
_P=0.07191
UCL=0.07795
LCL=0.06586
1
1
11
11
1
1
1
11
1
1
1
1
1
1
11
1
1
1
1
1
1
1
11
11
P Chart of Total Reject
Tests performed with unequal sample sizes
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
208
potensi efek kegagalan, penyebab kegagalan dan proses kontrol
untuk menghasilkan nilai RPN.
Berikut penjabaran setiap akar permasalahan serta
rekomendasi yang didapatkan oleh penulis berdasarkan hasil
brainstorming dengan section head divisi painting plastic dan
divisi QCO (Quaity Control Operation) untuk mengurangi/
menghilangkan akar permasalahan pada ketiga jenis reject,
yaitu kotor, tipis dan meler. Tabel analisis masing - masing
reject dapat dilihat pada Tabel 6.
Tabel 6 Hasil Analisis FMEA
Potential Failure
mode
Potential causes RPN
Reject Kotor Adanya kontaminan
pada cat dan thinner
96
Adanya kontaminan
pada part plastik
72
Proses sanding tidak
optimal
84
Proses wipping tidak
optimal
108
Proses air blow tidak
optimal
96
Proses rinsing
meninggalkan bekas
36
Sirkulasi udara dalam
spray booth tidak baik
96
Terjadinya overspray
pada part plastic
144
Operator tidak
menggunakan APD
standar
42
Alat spray gun berkerak 72
Pompa dan selang
berkerak
72
Suhu dalam spray
booth terlalu tinggi
54
Tingkat kelembapan
pada spray booth terlalu
tinggi
96
Spray gun tidak
seimbang saat
digunakan
162
Sirkulasi udara dalam
spray booth tidak baik
48
Udara pada spray booth
mengandung debu
kotoran
36
Reject Meler dan
Tipis
Jarak spray gun dengan
part plastik tak sesuai
standar
96
Viskositas cat tidak
sesuai standar
216
Pengecatan tidak
merata pada part plastic
144
Thinner terlalu cepat
kering
180
Spray gun tidak
seimbang saat
digunakan
96
Tekanan angin pada
spray booth terlalu
rendah
90
Sirkulasi udara dalam
spray booth tidak baik
48
Suhu dalam spray
booth terlalu tinggi
54
Terjadinya overspray
pada part plastik
96
Berdasarkan tabel di atas dapat disimpulkan bahwa 3 penyebab
cacat potensial dengan nilai RPN terbesar untu reject kotor
adalah spray gun tidak seimbang saat digunakan, terjadinya
overspray pada part plastik, dan proses wipping tidak optimal.
Sedangkan 3 penyebab cacat potensial untuk jenis reject meler
dan tipis adalah viskositas cat tidak sesuai standar, thinner
terlalu cepat kering, serta pengecatan yang tidak merata pada
part plastik.
N. Usulan Perbaikan
Setelah mengetahui penyebab - penyebab dari terjadinya
waste pada proses produksi painting plastic, langkah
selanjutnya adalah mencari solusi yang potensial untuk
mengurangi pemborosan. Usulan perbaikan dapat dilihat pada
Tabel 7. Tabel 7. Usulan Perbaikan Untuk Mengurangi Waste
No Permasalahan Usulan
Perbaikan
Output
1 Viskositas cat
tidak sesuai
standar
Pihak mixing
langsung
mengantar
hasil mixing
ke pada lini
produksi
Melakukan
pergantian SOP
mixing
2 Spray gun
tidak seimbang
saat digunakan
Operator
melakukan
pergantian
dan
pembersihan
aircap setiap
1 jam
Melengkapi SOP
Sprayer
3 Proses wipping
tidak optimal
Operator
membilas
kain lap
setelah
pengelapan
10 hanger
Melengkapi SOP
Wipping
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
209
4 Thinner terlalu
cepat kering
Membuat
jadwal untuk
melakukan
perbaikan
pendingin
ruangan
Tidak ada, karena
perusahaan masih
mempertimbangkan
usulan perbaikan 5 Suhu dalam
spray booth
terlalu tinggi
………………………………………………..
22 Area Stasiun
Kerja Loading
tidak rapih
Merapihkan
stasiun kerja
loading
Memberikan desain
stasiun kerja yang
lebih rapih
23 Adanya proses
yang tidak
terdata secara
lengkap
Mengusulkan
pembuatan
form data
Membuat
checksheet dan
formulir
pengambilan
material
Usulan perbaikan telah dikonsultasikan dengan
section head painting plastic, dan dapat disimpulkan dari 13
usulan perbaikan. 8 usulan dapat dilaksanakan dan
diimplementasikan di masa yang akan datang, 2 usulan
dipertimbangkan, dan 3 usulan ditolak karena tidak bisa
dilaksanakan.
O. Analisa Usulan Perbaikan
Setelah usulan dilaksanakan maka diharapkan waste pada
proses produksi bisa dikurangi, efisiensi proses produksi
meningkat dan mengurangi lead time. Ringkasan perbandingan
waktu sebelum dan sesudah dilakukan perbaikan dapat dilihat
Tabel 8.
Tabel 8 Ringkasan Perbandingan Waktu
No Kategori Sebelum Sesudah Persentase
Perubahan
1 Value added 8197,104 detik
8171,544 detik
-0,31 %
2 Necessary
Non Value Added
1187,04
detik
1192,72
detik
0,48 %
3 Non Value
Added
12330,955
detik
6189,26
detik
-49,81%
4 Operation -0,64%
5 Transportation -4,87%
6 Inspection -36,33% 7
8
9 10
11
Storage
Delay
Lead Time Manufacturing
Lead Time
PCE
38%
55%
0,00%
-48,74%
-24,23% -26,15%
17,00%
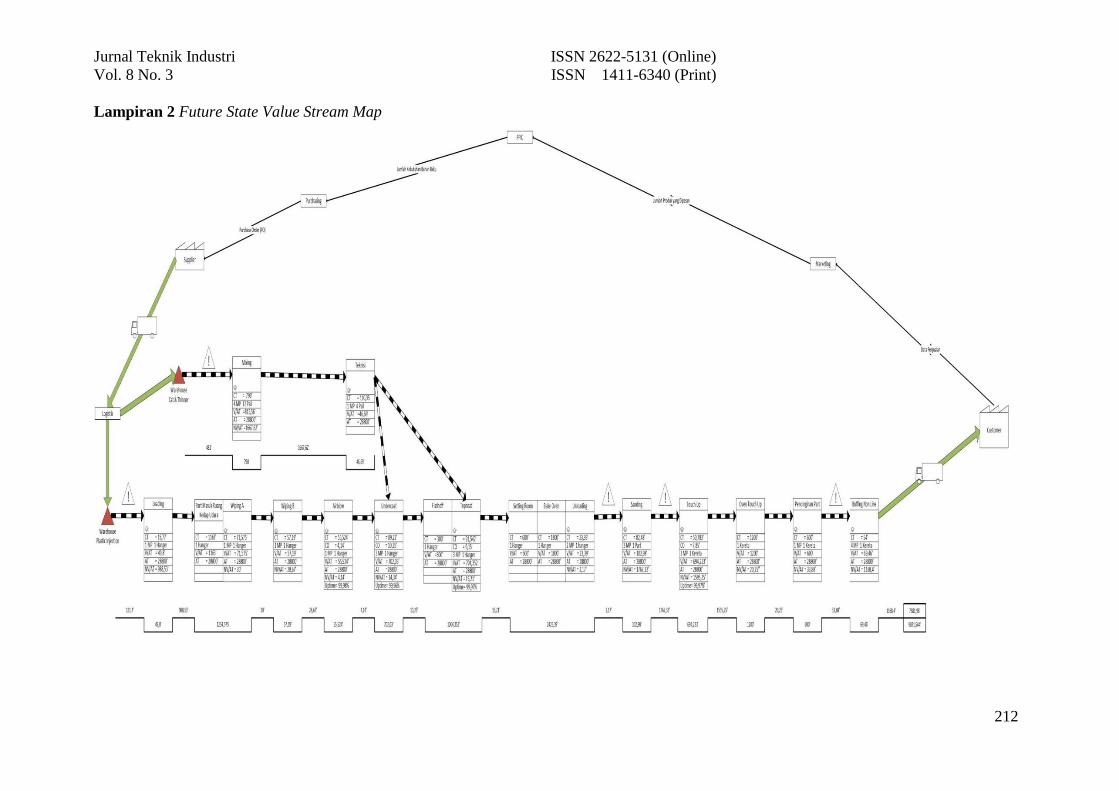
P. Pembuatan Future State Value Stream Map
Setelah dilakukan perhitungan PAM perbaikan maka
langkah selanjutnya adalah melakukan pemetaan proses
produksi dengan cara membuat future state value stream map,
kemudian mengisi data box dan waktu berdasarkan
perhitungan PAM perbaikan. Gambar future state value stream
map dapat dilihat pada lampiran
V. KESIMPULAN
Hasil perhitungan dengan menggunakan metode waste
assessment model menunjukkan bahwa terdapat 3 jenis waste
dengan bobot tertinggi pada proses produksi painting plastic,
yaitu defect dengan persentase sebesar 30,33%, motion dengan
persentase sebesar 16,09%, dan waiting dengan persentase
sebesar 13,7%. Setelah itu dilakukan perhitungan bobot untuk
menentukkan jenis tools VALSAT yang akan digunakan, tools
yang terpilih adalah Process Activity Mapping (PAM)
menempati urutan pertama dengan total skor 510,18 dan
Quality Filter Mapping menempati urutan kedua dengan total
skor 290,61 sehingga alat yang digunakan untuk menganalisis
pemborosan secara terperinci adalah PAM dan QFM. Hasil
perhitungan PAM menunjukkan waktu proses produksi
painting plastic sebesar 21715,099 detik, kemudian persentase
VA (value added) adalah 38%, persentase NNVA (necessary
value added) adalah 5%, dan persentase NVA (non value
added) adalah 57% .Selanjutnya adalah menghitung nilai PCE
dengan hasil 38%
Dari diagram pareto dapat dilihat bahwa jenis cacat
terbesar pada bulan Januari sampai Juli adalah Kotor sebanyak
45,7%, Tipis sebanyak 27,6%, dan Meler sebanyak 18,1%.
Maka, ketiga jenis cacat itu yang akan dimasukkan ke dalam
pengolahan data selanjutnya. Pengolahan data lanjutan adalah
menggunakan p chart untuk menganalisa kestabilan proses dan
fishbone untuk mengetahui penyebab dari ketiga reject
tersebut, kemudian penyebab reject diproses dengan
menggunakan metode FMEA untuk mengetahui penyebab
reject dengan nilai RPN terbesar.
Setelah mengetahui penyebab- penyebab dari terjadinya
waste pada proses produksi painting plastic, langkah
selanjutnya adalah mencari solusi yang potensial untuk
mengurangi pemborosan dan melakukan konsultasi terhadap
usulan yang direkomendasikan adalah mengubah dan
melengkapi SOP untuk stasiun kerja mixing, wipping, dan
sprayer, membuat checksheet serta form pengamblan material,
kemudian mendesain area stasiun kerja bagian loading menjadi
lebih rapih. Usulan tersebut diterima oleh bagian produksi
maka langkah selanjutnya adalah melakukan perhitungan ulang
data dengan menghilangkan waste yang diusulkan untuk
diperbaiki dengan hasil Berdasarkan hasil perhitungan setelah
diberikan usulan perbaikan waktu proses produksi painting
plastic berkurang sebesar 24,23%. Hasil perhitungan
menunjukkan adanya penurunan persentase nilai VA(value
added) sebesar 0,31%, penngkatan persentase NNVA sebesar
0,48%, dan penurunan persentase NVA(non value added)
sebesar 49,81%. Setelah itu dilakukan perhitungan PCE dan
didapatkan kenaikan nilai efisiensi menjadi 55% atau
mengalami kenaikan sebanyak 17%.
REFERENSI 1. Gaspersz, Vincent, Continuos Cost Reduction Through Lean-Sigma
Approach. PT. Gramedia Pustaka Utama : Jakarta, 2006. 2. Shingo, S. A Study of the Toyota Production System from an Industrial
Engineering, Viewpoint, Productivity Press, Cambridge, MA, 1989.

Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
210
3. Hines, P, and N. Rich. The Seven Value stream Mapping Tools.
Manufacturing Operations and Supply Chain Managemen: Lean Approach. David Taylor and David Brunt (editor). Thomson Learning,
London, 2001..
4. Fernando, dan Noya. Optimasi lini produksi dengan value stream mapping dan value stream analysis tools. Jurnal Ilmiah Teknik Industri,
Vol. 13, No.2, , pp 125-133, 2014
5. Rother, M and Jhon Shook. Learning to See: Value Stream Mapping to Create Value and Eliminate Muda. USA: The Learn Enterprise Institute,
Inc. 1999.
6. M.L. George. Lean Six Sigma: Combining Six Sigma Quality with Lean Production Speed, McGraw-Hill Companies Inc. US, 2002.
7. Saputra., Penurunan Waste Proses Produksi Produk RJK di Departemen
DEW PT. X dengan Value Stream Mapping , Jurnal Titra, Vol. 1, No. 2, pp. 233–240.2013.
8. Rawabdeh, I. A. A model for the assessment of waste in job shop
environments. International Journal of Operations & Production
Management. Vol 25 Issue 8, pp 800-822, 2005
9. S.N. Waghmare. "Failure Mode Effect Analysis and Total Productive
Maintenance : A Review", International Journal Of Innovative Research In Advanced Engineering, Vol 1, Issue 6, pp 183-184, 2014.
10. L.J. Susilo dan V.R. Kaho . Manajemen Risiko berbasis ISO 31000 untuk industri non perbankan, Penerbit PPM, Jakarta, 2010.
11. P. Moengin. Polynomial Penalty Method for Solving Linear
Programming Problems on IAENG International Journal of Applied
Mathematics, 40(3), pp. 167-171, 2010. 12. P. Moengin. Model of integrated production-inventory-distribution
system: The case of billet steel manufacturing. Proceedings of the World
Congress on Engineering 2015 WCE 2015, London, July 1 - 3, 2015. 13. P. Moengin, W. Septiani and S. Herviana. A Discrete-event Simulation
Methodology to Optimize the Number of Beds in Hospital. Proceedings
of the World Congress on Engineering and Computer Science 2014, San Francisco, 22-24 October, 2014.
14. R. Fitriana, P. Moengin dan M. Riana. Information system design of
inventory control spare parts maintenance (valuation class 5000) (case
study: plant kW). Proceeding of iMEC-APCOMS, 2015.
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
211
Lampiran 1 Current State Value Stream Map
Jurnal Teknik Industri ISSN 2622-5131 (Online)
Vol. 8 No. 3 ISSN 1411-6340 (Print)
212
Lampiran 2 Future State Value Stream Map