Indonesia Australia Partnership for Skills Development · Web viewbab 1 PENGANTAR 1 Selamat...
138
Indonesia Australia Partnership for Skills Development Batam Institutional Development Project Paket Pembelajaran dan Penilaian Kode Unit : BSDC-0760 TEKNIK FABRIKASI-2 (Fabrication Techniques-2) (Juni 2002 )
Transcript of Indonesia Australia Partnership for Skills Development · Web viewbab 1 PENGANTAR 1 Selamat...

Indonesia Australia Partnership for Skills Development Batam Institutional Development Project
Paket Pembelajaran dan Penilaian
Kode Unit : BSDC-0760
TEKNIK FABRIKASI-2(Fabrication Techniques-2)
(Juni 2002 )

Daftar IsiBAB 1 PENGANTAR..........................................................................................................1
Selamat Berjumpa di Buku Pedoman ini !...................................................................1Persyaratan Minimal Kemampuan Membaca, Menulis & Berhitung............................1Definisi.........................................................................................................................1Berapa Lama Mencapai Kompetensi ?........................................................................2Simbol..........................................................................................................................2Terminologi..................................................................................................................2
BAB 2 ARAHAN BAGI PELATIH.......................................................................................5
Peran Pelatih................................................................................................................5Strategi Penyajian........................................................................................................5Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi Ini...................................6Peraturan.....................................................................................................................6Sumber-sumber untuk Mendapatkan Informasi Tambahan.........................................6
BAB 3 STANDAR KOMPETENSI.......................................................................................7
Judul Unit.....................................................................................................................7Deskripsi Unit...............................................................................................................7Kemampuan Awal........................................................................................................7Elemen Kompetensi dan Kriteria Unjuk Kerja..............................................................7Variabel........................................................................................................................8Pengetahuan dan Keterampilan Pokok.......................................................................8Konteks Penilaian........................................................................................................9Aspek Penting Penilaian..............................................................................................9Keterkaitan dengan Unit Lain.......................................................................................9Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini..................................9Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini.......9
BAB 4 STRATEGI PENYAJIAN.......................................................................................10
A Rencana Materi..................................................................................................10B Cara Mengajarkan Standar Kompetensi............................................................12C Materi Pendukung untuk Pelatih........................................................................16
Lembar Informasi............................................................................................17Tugas..............................................................................................................52Transparansi...................................................................................................62
BAB 5 CARA MENILAI UNIT INI.......................................................................................81
Apa yang Dimaksud dengan Penilaian ?...................................................................81Apa yang Dimaksud dengan Kompeten?..................................................................81Pengakuan Kompetensi yang Dimiliki........................................................................81Kualifikasi Penilai.......................................................................................................81Ujian yang Disarankan...............................................................................................82Checklist yang Disarankan Bagi Penilai....................................................................93Lembar Penilaian.......................................................................................................94
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Daftar Isi
Indonesia Australia Partnership for Skills Development Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
BAB 1 PENGANTAR
Selamat Berjumpa di Buku Pedoman ini !Buku Paket Pembelajaran dan Penilaian ini menggunakan sistem pelatihan berdasarkan kompetensi untuk mengajarkan keterampilan ditempat kerja, yakni suatu cara yang secara nasional sudah disepakati untuk penyampaian keterampilan, sikap dan pengetahuan yang dibutuhkan dalam suatu proses pembelajaran. Penekanan utamanya adalah tentang apa yang dapat dilakukan seseorang setelah mengikuti pelatihan. Salah satu karakteristik yang paling penting dari pelatihan yang berdasarkan kompetensi adalah penguasaan individu secara aktual di tempat kerja.
Pelatih harus menyusun sesi-sesi kegiatannya sesuai dengan :kebutuhan peserta pelatihanpersyaratan-persyaratan organisasiwaktu yang tersedia untuk pelatihansituasi pelatihan.
Strategi penyampaian dan perencanaan sudah dipersiapkan oleh pelatih untuk peserta pelatihan. Masalah yang disarankan akan memberikan suatu indikasi tentang apa yang harus dicantumkan dalam program tersebut untuk memenuhi/mencapai standar kompetensi.
Strategi pembelajaran dan penilaian yang dipersiapkan dalam unit ini tidaklah bersifat wajib namun digunakan sebagai pedoman. Peserta pelatihan didorong untuk memanfaatkan pengetahuan dan pengalaman industri mereka. Contoh-contoh produk industri lokal atau hasil pengembangan sumber-sumber yang mereka miliki, dapat membantu dalam menyesuaikan materi dan memastikan relevansi pelatihan.
Persyaratan Minimal Kemampuan Membaca, Menulis & BerhitungUntuk melaksanakan pelatihan secara efektif dan agar dapat mencapai standar kompetensi diperlukan tingkat kemampuan minimal dalam membaca, menulis dan menghitung berikut:
Kemampuan membaca dan menulis
Kemampuan baca, interpretasi dan membuat teks.
Kemampuan menggabungkan informasi untuk dapat menafsirkan suatu pengertian
Kemampuan menghitung
Kemampuan minimal untuk menggunakan matematika dan simbol teknik, diagram dan terminologi dalam konteks umum dan yang dapat diprediksi serta dimungkinkan untuk mengkomunikasikan keduanya yaitu antara matematik dan teknik.
DefinisiSeseorang yang berkeinginan untuk memperoleh kompetensi seharusnya berkenan menamakan dirinya sebagai peserta latih. Dalam situasi pelatihan, anda dapat ditempatkan sebagai siswa, pelajar atau sebagai peserta, sehingga seorang pengajar kompetensi ini adalah sebagai pelatih. Sebaliknya, dalam situasi pelatihan anda juga dapat ditempatkan sebagai guru, mentor, fasilitator atau sebagai supervisor.
Indonesia Australia Partnership for Skills Development Page 1Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Berapa Lama Mencapai Kompetensi ?Dalam sistem pelatihan berdasarkan kompetensi, fokusnya harus tertuju kepada pencapaian suatu kompeterisi/keahlian, bukan pencapaian pada pemenuhan waktu tertentu; dengan demikian dimungkinkan peserta pelatihan yang berbeda memerlukan waktu yang berbeda pula untuk mencapai suatu kompetensi tertentu.
SimbolDalam keseluruhan paket pelatihan akan kita lihat beberapa simbol. Berikut penjelasan tentang simbol :
Simbol Keterangan
HO Handout ( Pegangan Peserta )
OHTOverhead Transparansi yang dapat digunakan dalam penyampaian materi pelatihan
Penilaian Penilaian kompetensi yang harus dikuasai
Tugas Tugas / kegiatan atau aktivitas yang harus diselesaikan.
TerminologiAkses dan KeadilanMengacu kepada fakta bahwa pelatihan harus dapat diakses oleh setiap orang tanpa memandang umur, jenis kelamin, sosial, kultur, agama atau latar belakang pendidikan.
PenilaianProses formal yang memastikan pelatihan memenuhi standar-standar yang dibutuhkan oleh industri. Proses ini dilaksanakan oleh seorang penilai yang memenuhi syarat (cakap dan berkualitas) dalam kerangka kerja yang sudah disetujui secara Nasional.
PenilaiSeseorang yang telah diakui/ditunjuk oleh industri untuk menilai/menguji para tenaga kerja di suatu area tertentu.
KompetenMampu melakukan pekerjaan dan memiliki keterampilan, pengetahuan dan sikap yang diperlukan untuk melaksanakan pekerjaan secara efektif ditempat kerja serta sesuai dengan standar yang sudah ditetapkan.
Pelatihan Berdasarkan KompetensiPelatihan yang berkaitan dengan kemampuan seseorang dalam menguasai suatu kompetensi/ keahlian secara terukur dan mengacu pada standar yang sudah ditetapkan.
Aspek Penting PenilaianMenerangkan fokus penilaian dan poin-poin utama yang mendasari suatu penilaian.
Konteks Penilaian
Indonesia Australia Partnership for Skills Development Page 2Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Menetapkan dimana, bagaimana dan dengan metode apa penilaian akan dilaksanakan.
Elemen KompetensiElemen atau Sub-Kompetensi adalah keterampilan-keterampilan yang membangun suatu unit kompetensi.
Acuan Penilaian Acuan penilaian adalah garis pedoman tentang bagaimana sebuah unit kompetensi harus dinilai.
AdilTidak merugikan para peserta tertentu.
FleksibelTidak ada pendekatan tunggal terhadap penyampaian dan penilaian unjuk kerja dalam sistem pelatihan berdasarkan kompetensi.
Penilaian FormatifKegiatan penilaian berskala kecil yang dilakukan selama pelatihan, yaitu untuk membantu dalam memastikan bahwa pelajaran dilaksanakan secara baik dan adanya umpan balik kepada peserta tentang kemajuan yang mereka capai.
Kompetensi KunciKompetensi yang menopang seluruh unjuk kerja dalam suatu pekerjaan. Ini meliputi: mengumpulkan, menganalisis, mengorganisasikan dan mengkomunikasikan ide-ide dan informasi, merencanakan dan mengorganisasikan aktifitas, bekerja dengan orang lain dalam sebuah tim, memecahkan masalah penggunaan teknologi, menggunakan ide-ide teknik-matematis .
Kompetensi-kompetensi ini digolongkan ke dalam tingkat yang berbeda sebagai berikut:
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Strategi PenyajianStrategi panyajian adalah dengan menyediakan informasi yang diperlukan tentang bagaimana melaksanakan pelatihan berdasarkan program yang dilaksanakan di tempat kerja dan/atau di tempat pelatihan/ organisasi yang bersangkutan.
Keterkaitan dengan Unit LainMenerangkan peran suatu unit dan tempatnya dalam susunan kompetensi yang ditetapkan oleh industri. Hal ini juga memberikan pedoman tentang unit lain yang dapat dinilai bersama.
Standar Kompetensi NasionalKompetensi-kompetensi yang sudah disepakati secara nasional dan standar-standar penampilan kerja yang dijadikan acuan oleh segala fihak dalam melakukan suatu pekerjaan.
Indonesia Australia Partnership for Skills Development Page 3Batam Institutional Development Projectdocument.doc

Bab 1 Pengantar
Kriteria Unjuk kerja Kriteria-kriteria atau patokan yang digunakan untuk menilai apakah seseorang sudah mencapai suatu kompetensi dalam suatu unit kompetensi.
VariabelPenjelasan tentang rincian tempat pelatihan dengan perbedaan konteks yang mungkin dapat diterapkan pada suatu unit kompetensi tertentu.
Reliabel Menggunakan metode-rnetode dan prosedur-prosedur yang menguatkan terhadap standar kompetensi dan tingkatannya diinterpretasikan serta diterapkan secara konsisten kepada seluruh konteks dan seluruh peserta pelatihan.
ValidPenilàian terhadap fakta-fakta dan kriteria unjuk kerja yang sama akan menghasilkan hasil akhir penilaian yang sama dari penilai yang berbeda.
Pengakuan Kemampuan yang Dimiliki (RCC- Recognition of Current Competence)Pengakuan akan keterampilan, pengetahuan dan kemampuan sesseorang yang telah dicapainya. (lihat RPL)
Pengakuan Terhadap Pengalaman Belajar (RPL- Recognition of Prior Learning)Pengakuan terhadap hasil belajar sebelum mempelajari suatu unit kompetensi untuk mendukung pencapaian unit kompetensi tersebut. Hal tersebut biasanya adalah kompetensi yang berkaitan dengan standar kompetensi industi dan juga berkaitan dengan pembelajaran dan pelatihan sebelumnya. (lihat RCC)
Penilaian SumatifPenilaian ini dilakukan setetah pelatihan unit kompetensi selesai, yakni untuk memastikan bahwa peserta pelatihan sudah mencapai kriteria unjuk kerja.
Peserta Orang yang menerima / mengikuti pelatihan.
Pelatih Orang yang memberikan pelatihan.
Pengetahuan dan Keterampilan PokokDefinisi atau uraian tentang keterampilan dan pengetahuan yang dibutuhkan untuk mencapai suatu keahlian/keterampilan pada tingkat yang telah ditetapkan
Deskripsi UnitGambaran umum tentang program pembelajaran/ kompetensi yang hendak dicapai.
Indonesia Australia Partnership for Skills Development Page 4Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
BAB 2 ARAHAN BAGI PELATIH
Peran PelatihSalah satu peran anda sebagai pelatih atau guru adalah memastikan standar pelayanan yang tinggi melalui pelatihan yang efektif. Untuk memastikan bahwa anda siap bekerja pada kompetensi ini dengan peserta pelatihan, pertimbangkanlah pertanyaan-pertanyaan berikut ini:
Seberapa yakin anda tentang pengetahuan dan ketrampilah anda sendiri yang dibutuhkan untuk menyampaikan setiap elemen?
Apakah ada informasi atau peraturan baru yang mungkin anda butuhkan untuk diakses sebelum anda memulai pelatihan?
Apakah anda merasa yakin untuk mendemonstrasikan tugas-tugas praktik?Apakah anda akan sanggup menerangkan secara jelas tentang pengetahuan
pendukung yang dibutuhkan oleh peserta pelatihan untuk melakukan pekerjaan mereka secara tepat?
Apakah anda menyadari ruang Iingkupan situasi industri dimana kompetensi ini mungkin diterapkan?
Apakah anda menyadari tentang bahasa, kemampuan membaca dan menulis serta keterampilan memahami dan menggunakan matematika peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Apakah anda menyadari tentang kemampuan membaca gambar peserta pelatihan yang dibutuhkan untuk mendemonstrasikan kompetensi dalam standar kompetensi ini ?
Sudahkah anda pertimbangkan isu-isu yang wajar dan dapat diterima dalam merencanakan penyampaian program pelatihan ini?
Strategi PenyajianVariasi kegiatan pelatihan yang disarankan untuk penyampaian kompetensi ini meliputi :
pengajaran ( tatap muka )tugas-tugas praktiktugas-tugas proyekmelalui media (video, digital projector, referensi, dll )kerja kelompokkunjungan/ kerja industri
Pelatih harus memilih strategi pelatihan yang Iayak untuk kompetensi yang sedang diberikan, baik situasi maupun kebutuhan pesertanya. Contohnya, jika praktik industri atau magang tidak memungkinkan, beragam simulasi, demonstrasi dan penggunaan multi media mungkin cukup memadai.
Indonesia Australia Partnership for Skills Development Page 5Batam Institutional Development Projectdocument.doc

Bab 2 Arahan Bagi Pelatih
Alat Bantu yang Dibutuhkan untuk Menyajikan Kompetensi IniRuang kelas atau ruang belajar memenuhi syarat minimum untuk penyampaian teori kepada peserta pelatihan, papan tulis, OHP dan kelengkapannya, flip chart dan kelengkapannya, dan alat-alat lain yang diperlukan.
PeraturanPerhatikan peraturan-peraturan atau hukum yang relevan serta panduan yang dapat mempengaruhi kegiatan anda, dan yakinkan bahwa peserta pelatihan anda mengikutinya.
Sumber-sumber untuk Mendapatkan Informasi TambahanSumber-sumber informasi meliputi beberapa kategori berikut ini :
Sumber bacaan yang dapat digunakan :
Judul: Fabrication Techniques - 2
Pengarang: Departement of Education and Training
TAFE - NSW
Penerbit: Manufacturing and Engineering Education Services Devision
Southern Sydney Institute NSW
Tahun Terbit: 1997
Judul: Mechanical Drawing
Pengarang: TE. French, CL. Svensen, JD. Helsel and B. Urbanick
Penerbit: McGraw Hill Book Company.
Tahun Terbit 1980
Indonesia Australia Partnership for Skills Development Page 6Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
BAB 3 STANDAR KOMPETENSIDalam sistem pelatihan, Standar Kompetensi diharapkan dapat menjadi panduan bagi peserta pelatihan atau siswa untuk dapat :
mengidentifikasikan apa yang harus dikerjakan peserta pelatihanmengidentifikasikan apa yang telah dikerjakan peserta pelatihanmemeriksa kemajuan peserta pelatihanmeyakinkan bahwa semua elemen ( Sub-Kompetensi ) dan kriteria unjuk kerja telah
dimasukkan dalam pelatihan dan penilaian.
Judul UnitTeknik Fabrikasi - 2
Deskripsi Unit Unit ini merupakan unit lanjutan yang bertujuan untuk mempersiapkan seorang teknisi di bidang fabrikasi logam agar memiliki pengetahuan, keterampilan dan sikap kerja tentang persiapan pekerjaan fabrikasi, mengaplikasikan penggunaan berbagai alat-alat potong, bahan-bahan fabrikasi dan metode-metode penyambungan serta mesin-mesin yang digunakan pada pekerjaan fabrikasi serta penerapannya di industri.
Kemampuan Awal Peserta pelatihan harus telah memiliki kemampuan awal berikut :
Teknik Fabrikasi-1.
Elemen Kompetensi dan Kriteria Unjuk Kerja Sub Kompetensi / Elemen Kriteria Unjuk Kerja
1.0 Merencanakan dan mengaplikasikan prosedur produksi/ pengerjaan fabrikasi.
1.1 Komponen-komponen perencanaan dan instruksi pengerjaan diuraikan secara umum.
1.2 Aplikasi perhitungan bengkokan dan pemeriksaan kesikuan pada pengerjaan fabrikasi diterapkan.
1.3 Teknik dan alat-alat yang digunakan dalam kegiatan fabrikasi dijelaskan.
2.0 Merencanakan dan menerapkan pembuatan flens menggunakan berbagai macam bahan.
2.1 Tahapan dalam perencaaan pembuatan flens diidentifikasi dan diuraikan.
2.2 Aplikasi perencanaan dicontohkan
2.3 Proses dan langkah-langkah pembuatan flens dan pengendalian mutu diuraikan.
3.0 Menjelaskan dan menerapkan pembentukan rangka siku dengan berbagai metode
3.1 Terminologi baja profil ( besi siku ) dan contoh spesifikasinya dijelaskan.
3.2 Pembuatan rangka siku dengan berbagai metode dijelaskan dan dilaksanakan.
Indonesia Australia Partnership for Skills Development Page 7Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
Variabel
Unit ini bermaksud memberikan pengetahuan, sikap kerja serta keterampilan untuk keahlian teknik fabrikasi tingkat lanjut.
a. Sasarannya adalah berbagai produk fabrikasi yang secara luas digunakan di bengkel pada industri-industri manufaktur di linkungan Pulau Batam dan Bintan serta Indonesia umumnya.
b. Penekanan dari unit ini adalah hal-hal yang bersifat penerapan pengetahuan dan keterampilan tentang penggunaan berbagai alat dan mesin untuk keperluan pekerjaan fabrikasi di dunia industri/ manufaktur.
c. Pelatihan dapat dilaksanakan di ruang kelas dan/ atau bengkel atau di industri / lembaga diklat yang relevan dengan persyaratan ;
Tersedia ruang kelas dan bengkel kerja pelat dan ruang guru yang sebaiknya saling berdekatan.
Tersedia alat-alat tangan dan mesin-mesin fabrikasi.
Tersedia sumber-sumber belajar dan media pembelajaran.
Lingkungan belajar yang sehat dan aman dengan ventilasi/ sirkulasi udara yang memadai.
Pencahayaan yang cukup.
Pengetahuan dan Keterampilan PokokPokok-pokok pengetahuan dan keterampilan yang harus dinilai penguasaan dan penampilannya adalah sebagai berikut :
Proses-proses persiapan pekerjaan fabrikasi :- perencanaan proyek - instruksi produksi- pehitungan bengkokan- teknik fabrikasi dan penerapan penggunaan alat- toleransi- keselamat kerja ( review )
Perencanaan dan Pembuatan Flens :- pra perencanaan - contoh-contoh penerapan perencanaan- penerapan pembuatan flens : bujur sangkar/ persegi dan bundar- pemeriksaan flens
Pembentukan Rangka Siku :- terminologi- spesifikasi- pembuatan rangka siku internal dan eksternal
Indonesia Australia Partnership for Skills Development Page 8Batam Institutional Development Projectdocument.doc

Bab 3 Standar Kompetensi
Konteks PenilaianUnit ini dapat dilakukan penilaiannya oleh lembaga pelatihan, asosiasi atau industri tempat bekerja. Penilaian seharusnya meliputi penilaian pokok-pokok pengetahuan dan keterampilan serta penilaian kemampuan unjuk kerja dengan beberapa metoda penilaian.
Aspek Penting PenilaianFokus penilaian unit ini akan tergantung pada kebutuhan sektor industri yang mencakup dalam program pelatihan, yaitu :
Adanya integrasi antara teori-praktik.Penekanan pelatihan adalah pemahaman secara utuh terhadap materi serta
pengaplikasiannya dalam pekerjaan pelat.Metode-metode penilain sebaiknya terdiri dari proses dan penerapan.Aplikasi seharusnya berhubungan dengan kegiatan penganalisaan suaru
pekerjaan konstruksi las dan fabrikasi logam.
Keterkaitan dengan Unit LainUnit ini merupakan unit lanjutan yang membekali pengetahuan untuk memudahkan pemahaman pada unit-unit lain atau yang akan dipelajari pada tingkat berikutnya.
Kondisi unjuk kerja akan membantu memenuhi maksud ini. Sedangkan untuk penyelenggaraan pelatihan bagi industri yang khusus, perlu diupayakan pelatihan khusus juga agar apa yang dibutuhkan industri tersebut dapat dipenuhi.
Kompetensi Kunci yang akan Didemonstrasikan dalam Unit Ini
Kompetensi Umum dalam Unit Ini Tingkat Kompetensi Umum dalam Unit Ini Tingkat
Mengumpulkan, Mengelola dan Menganalisa Informasi
3 Menggunakan Ide-ide dan Teknik Matematika
3
Mengkomunikasikan Ide-ide dan Inforrnasi
3 Memecahkan Masalah 3
Merencanakan dan Mengorganisir Aktifitas-aktifitas
3 Menggunakan Teknologi 3
Bekerja dengan Orang Lain dan Kelompok
3
Tingkat Kemampuan yang Harus Ditunjukkan dalam Menguasai Kompetensi ini
Tingkat Karakteristik1 Melakukan tugas-tugas rutin berdasarkan prosedur yang baku dan tunduk pada
pemeriksaan kemajuannya oleh supervisor.
2 Melakukan tugas-tugas yang Iebih luas dan lebih kompleks dengan peningkatan kemampuan untuk pekeijaan yang dilakukan secara otonom. Supervisor melakukan pengecekan-pengecekan atas penyelesaian pekerjaan.
3 Melakukan aktifitas-aktifitas yang kompleks dan non-rutin, yang diatur sendiri dan bertanggung jawab atas pekerjaan orang lain.
Indonesia Australia Partnership for Skills Development Page 9Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
BAB 4 STRATEGI PENYAJIAN
A Rencana MateriCatatan: 1. Penyajian bahan, pengajar, peserta dan penilai harus yakin dapat memenuhi seluruh rincian yang tertuang dalam standar
kompetensi.
2. Isi perencanaan merupakan kaitan antara kriteria unjuk kerja dengan pokok-pokok keterampilan dan pengetahuan .
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
1.0 Merencanakan dan mengaplikasikan prosedur produksi/ pengerjaan fabrikasi.
1.1 Komponen-komponen perencanaan dan instruksi pengerjaan diuraikan secara umum.
1.2 Aplikasi perhitungan bengkokan dan pemeriksaan kesikuan pada pengerjaan fabrikasi diterapkan.
1.3 Teknik dan alat-alat yang digunakan dalam kegiatan fabrikasi dijelaskan.
Proses-proses persiapan pekerjaan fabrikasi :
- perencanaan proyek - instruksi produksi- pehitungan bengkokan- teknik fabrikasi dan penerapan penggunaan alat
- toleransi- keselamat kerja ( review )
Penyajian
Tanya-jawab
Diskusi
Tugas
Handout
OHT
Lembar Tugas
2.0 Merencanakan dan menerapkan pembuatan flens menggunakan berbagai macam bahan.
2.1 Tahapan dalam perencaaan pembuatan flens diidentifikasi dan diuraikan.
2.2 Aplikasi perencanaan dicontohkan
2.3 Proses dan langkah-langkah pembuatan flens dan pengendalian mutu diuraikan.
Perencanaan dan Pembuatan Flens :
- pra perencanaan - contoh-contoh penerapan perencanaan
- penerapan pembuatan flens bujur sangkar/ persegi dan bundar
- pemeriksaan flens
Penyajian
Tanya-jawab
Diskusi
Tugas & latihan praktik
Handout
OHT
Lembar Tugas
Indonesia Australia Partnership for Skills Development Page 10Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian A Rencana Materi
Elemen Kriteria Unjuk Kerja Topik Pelatihan Kegiatan Tampilan
3.0 Menjelaskan dan menerapkan pembentukan rangka siku dengan berbagai metode
3.1 Terminologi baja profil ( besi siku ) dan contoh spesifikasinya dijelaskan.
3.2 Pembuatan rangka siku dengan berbagai metode dijelaskan dan dilaksanakan.
Pembentukan Rangka Siku :- terminologi- spesifikasi- pembuatan rangka siku internal dan eksternal
Penyajian
Tanya-jawab
Diskusi
Tugas & latihan praktik
Handout
OHT
Lembar Tugas
Indonesia Australia Partnership for Skills Development Page 11Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
B Cara Mengajarkan Standar Kompetensi Sesi ini menunjukkan hand-out, tugas / praktik dan transparansi yang cocok/sesuai dengan standar kompetensi.
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
1.1 Komponen-komponen perencanaan dan instruksi pengerjaan diuraikan secara umum.
Instruktor/ pelatih menjelaskan tentang komponen-komponen perencanaan dan instruksi pengerjaan pada pengerjaan fabrikasi secara umum serta memberi tugas-tugas latihan.
HO 1 - 2
Tugas 1
OHT 1 - 2
1.2 Aplikasi perhitungan bengkokan dan pemeriksaan kesikuan pada pengerjaan fabrikasi diterapkan.
Instruktor/ pelatih menerangkan tentang perhitungan bengkokan dan teknik pemeriksaan kesikuan pada pelat dan bahan batangan dan memberi contoh-contoh perhitungan dan tugas latihan.
HO 2- 7
Tugas 1
OHT 3 - 7
1.3 Teknik dan alat-alat yang digunakan dalam kegiatan fabrikasi dijelaskan.
Instruktor/ pelatih menerangkan tentang teknik dan alat-alat yang digunakan dalam kegiatan fabrikasi dengan penekanan pada prosedur pembuatan ulir dalam dan luar.
Indonesia Australia Partnership for Skills Development Page 12Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
HO 7 - 15
OHT 8 - 13
2.1 Tahapan dalam perencaaan pembuatan flens diidentifikasi dan diuraikan.
Instruktor/ pelatih menerangkan tentang tahapan dalam perencaaan pembuatan flens, baik fles persegi maupun bundar.
HO 16 - 18
OHT 14
2.2 Aplikasi perencanaan dicontohkan Instruktor/ pelatih menjelaskan tentang contoh-contoh aplikasi perencanaan dalam kegiatan pembuatan suatu benda kerja.
HO 18 - 19
Tugas 1
2.3 Proses dan langkah-langkah pembuatan flens dan pengendalian mutu diuraikan.
Instruktor/ pelatih menjelaskan tentang proses dan langkah-langkah pembuatan flens persegi dan bundar serta pengendalian mutu yang diperlukan sebelum, saat dan setelah pembuatan.
Instruktor/ pelatih memberikan tugas-tugas latihan yang relevan
HO 19 - 27
Indonesia Australia Partnership for Skills Development Page 13Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian B Cara Mengajarkan Standar Kompetensi
Keterampilan, pengetahuan dan sikap seperti apakah yang saya inginkan untuk dimiliki siswa.?
Bagaimana saya akan menyampaikan pengetahuan, keterampilan dan sikap kepada siswa?
Tugas 2 -4
OHT 15 - 16
3.1 Terminologi baja profil ( besi siku ) dan contoh spesifikasinya dijelaskan.
Instruktor/ pelatih menjelaskan tentang terminologi baja profil ( besi siku ) dan contoh spesifikasinya.
HO 28 - 29
OHT 17
3.2 Pembuatan rangka siku dengan berbagai metode dijelaskan dan dilaksanakan.
Instruktor/ pelatih menjelaskan tentang pembuatan rangka siku dengan berbagai metode.
Instruktor/ pelatih memberikan tugas-tugas latihan
HO 29 - 33
Tugas 5 - 6
OHT 18 - 19
Indonesia Australia Partnership for Skills Development Page 14Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian C Materi Pendukung untuk Pelatih
C Materi Pendukung untuk PelatihMateri pendukung bagi guru dibagi dalam tiga hal, yaitu:
1. Lembar Informasi (Handout) : Merupakan pegangan peserta pelatihan yang berisi materi/teori penunjang dan informasi yang sesuai dengan kriteria unjuk kerja yang melingkupinya.
2. Tugas : Merupakan latihan keterampilan praktik yang harus dicapai berkenaan dengan kemampuan yang sesuai dengan rincian kompetensi pada deskripsi unit.
3. Transparansi (Overhead Transparancy /OHT) : Isinya melingkupi setiap kriteria unjuk kerja yang dilengkapi dengan pokok-pokok sajian dan/ atau gambar-gambar yang diperlukan untuk penyampaian materi.
Indonesia Australia Partnership for Skills Development Page 15Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
Lembar Informasi HO
TEKNIK FABRIKASI-2(Fabrication Techniques-2)
Kode Unit : BSDC-0760
Nama Peserta : ……………………No. Identitas : ………..…
Indonesia Australia Partnership for Skills Development Page 16Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 1
1. PROSEDUR PRODUKSIa. Perencanaan Proyek
Secara umum jenis pekerjaan pada fabrikasi berat dan ringan adalah relatif, dimana jenis bahan, alat-alat tangan dan mesin-mesin yang digunakan relatif sama. Namun demikian, perbedaan yang spesifik dapat dilihat dari penggunaan bahan dan kapasitas/ kemampuan mesin. Adapun penggunaan mesin-mesin pada keduanya sepintas adalah sama, tetapi kapasitas dan teknik-teknik pengaturannya berbeda.
Agar setiap pekerjaan/ projek dapat dilaksanakan secara efisien, harus dilakukan perencanaan secara baik agar produk yang dihasilkan sesuai dengan keinginan/ pesanan.
Banyak sistem perencanaan yang telah dikembangkan diberbagai industri, yakni untuk membantu menyelesaikan pekerjaan-pekerjaan/ proyek secara efisien, dimana semua sistem tersebut didasari pada pemilahan proyek menjadi bagian yang paling terkecil.
Bagian-bagian ini kemudian dianalisis dan direncanakan sedemikian rupa sehingga terdapat alur kerja yang efisien dalam bengkel kerja.
Adapun yang termasuk dalam analisis tersebut antara lain adalah:
Interpretasi gambar-gambar kerja Perhitungan ukuran pemotonganPenandaan pola, penitikan, titik bor, dsb. Pemotongan (Cutting)Pembuatan polaPembentukanPerakitan (assembly)PenyelesaianPengangkutan
b. Instruksi Produksi Instruksi produksi adalah cara bagaimana melakukan pekerjaan fabrikasi dan membuat komponen fabrikasi. Tujuannya adalah untuk mengindentifikasi komponen-komponen dan menggambarkan secara jelas apa yang harus dilakukan terhadap komponen atau sub-komponen/ bagian. Instruksi ini seringkali menentukan cara meyelesaikan pekerjaan serta urutan dari pelaksanan suatu proses. Sedang pada bengkel kerja mandiri mungkin memiliki instruksi tersendiri ( spesifik ) yang perlu diketahui teknisi/ pekerja sebelum melakukan suatu pekerjaan.
Instruksi produksi yang umum digunakan yaitu:Nomor kerja, nomor gambar atau nomor item, misalnya 373/4. Informasi ini tertulis
dalam bagian komponen untuk mengidentifikasi secara benar bagian-bagian yang ada, sub-bagian dan cara menyelesaikan pekerjaan
Arah, lokasi, posisi. Seperti atas, bawah, utara atau selatan. Instruksi ini seringkali digunakan dalam kerja struktural, yang akan menunjukkan secara jelas lokasi dari suatu benda kerja spesifik.
Ukuran lubang dan lokasi. Informasi ini menunjukkan pada pekerja mengenai posisi yang tepat dari lubang dan ukuran lubang sebelum melakukan pengeboran.
Indonesia Australia Partnership for Skills Development Page 17Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 2
1. Instruksi Pemotongan
Gambar berikut menunjukkan bagaimana dan di mana material harus dipotong, di mana bagian sisa dari material tersebut berada. Jika material harus melalui sejumlah operator, maka metode pemotongannya pun harus terindikasi jelas pada material.
2. Instruksi Pembentukan
Pada pola pembentukan/ penekukan menunjukkan informasi antara lain:
Lokasi tekukan dan jari-jari Sudut tekukan Diameter lengkungan Bagian mana dari komponen yang harus dibentuk, misalnya ditekuk ke atas, bawah,
lipat dsbPada industri berskala besar, beberapa benda harus tetap tidak dipotong sampai pembentukan selesai dilakukan. Hal ini akan diindikasikan dengan inisial-inisial berikut :
B.A.R. - burn or cut after rolling (Pemanasan atau pemotongan setelah pembentukan /rolling)
B.A.P. - burn or cut after pressing (Pemanasan atau pemotongan setelah dibentuk/ pressing)
c. Perhitungan BengkokanPerhitungan ukuran pemotongan yang tepat pada suatu pola pembengkokan dilakukan pada tahap perencanaan kerja. Perhitungan akurat dari ukuran pemotongan harus juga memperhatikan ketebalan material, saat dilakukan pembengkokan. Jika pembengkokan merupakan bagian dari lingkaran, maka penghitungan material akan dibagi dalam 3 area:
Diameter tengah/ mean atau garis netral yang diijinkan (neutral line allowance)Diameter dalam (inside diameter)Diameter luar (outside diameter)
1. Diameter Mean atau Garis Netral
Diameter garis netral (mean) adalah jarak dari tengah suatu ketebalan material ke pusat ketebalan material.
Indonesia Australia Partnership for Skills Development Page 18Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 3
Saat lembaran atau lempengan dilengkungkan, maka permukaan bagian dalam akan menjadi tertekan sementara permukaan luar akan merenggang. Hanya diameter Mean (Mean Diameter-MD) atau garis netral yang tetap konstan.
2. Posisi Garis Netral
Posisi yang tepat garis netral pada bagian dalam yang dilengkungkan tergantung dari beberapa faktor, antara lain:
Sifat materialKetebalan materialTipe materialJari-jari bagian dalam lengkungan
Umumnya posisi dari garis netral adalah sekitar 0.4 kali ketebalan material dari diameter dalam lengkungan. Namun demikian untuk mengukur panjang lengkungan atau bagian kerja berbentuk lingkaran digunakan Diameter mean, dengan asumsi bahwa garis netral merupakan pusat sumbu dari ketebalan material
Diameter/ garis netral dapat digunakan bila ketebalan material dan ukuran diameter dalam (inside diameter) serta diameter bagian luar (outside diameter) diketahui. Untuk itu harus menggunakan diameter netral untuk menghitung panjang material yang dibutuhkan untuk melengkungkan sebuah silinder atau tekukan/ benkokan suatu material.
Rumus untuk menentukan Diameter Mean adalah
(MD) = Inside diameter (ID) + satu tebal bahan (T)MD = ID +T (MD) = Outside diameter (OD) - satu tebal bahan (T)MD = OD -T
Panjang material yang dibutuhkan untuk melengkungkan sebuah silinder dapat diukur dengan menggunakan rumus:
Keliling = MD x π (3.1416 )
3. Diameter Dalam (Inside Diameter)
Untuk menghitung diameter dalam adalah dengan menambahkan ketebalan bahan pada diameter dan kalikan dengan 3,1416 ( π )
Indonesia Australia Partnership for Skills Development Page 19Batam Institutional Development Projectdocument.doc
Garis netralGaris netral Diameter luar
Diameter dalam

Bab 4 Strategi Penyajian Lembar Informasi
HO 4
Diameter dalam
Keliling = (diameter dalam+ ketebalan) x π C = (ID+T) x 3.1416
Di mana :
K = keliling
ID = diameter dalam (mm)
T = ketebalan bahan (mm)
3.1416 = π (phi ) = diameter terhadap rasio keliling.
Sebagai contoh, untuk menghitung kelililing sebuah silinder dengan diameter dalam 300mm yang terbuat dari metal dengan ketebalan 2mm, adalah:
K = (ID+T) x 3.1416
= (300+2) x 3.l416
= 302 x 3.1416
= 948.76 mm
949 mm
4. Diameter Luar (Outside Diameter)
Untuk menghitung diameter luar yang dibutuhkan, kurangi ketebalan bahan dari diameter dan kalikan dengan 3,1416.
Diameter Luar
Keliling = (diameter luar - Ketebalan) x π K = (OD -T) x 3.1416
Di mana :
K = Keliling
OD = Diameter luar (mm)
T = Ketebalan metal (mm)
3.1416 = Diameter terhadap rasio keliling
Indonesia Australia Partnership for Skills Development Page 20Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 5
Sebagai contoh, untuk menghitung keliling sebuah silinder dengan diameter luar 300mm yang terbuat dari bahan dengan ketebalan 2mm adalah:
K = (OD -T) x 3.1416
= (300 - 2) x 3.1416
= 298 x 3.1416 = 936.20 mm
936 mm
5. Menghitung Lengkung Jari-jari ( Bengkokan )
Perhitungan yang digunakan sama dengan cara menghitung rolling allowances. Rumus untuk menghitung material yang dibutuhkan untuk membuat lengkung jari-jari bagian dalam dengan ukuran 90 adalah :
BA = [(Rx2)+T] x 3.1416 x A
360°
Dimana
BA = Bend allowance
R = Jari-jari dalam (mm)
2 = Diameter jari-jari
T = Ketebalan (mm)
3.1416 = phi (π )A° = Sudut tekukan/ bengkokan
360° = Derajat dalam lingkaran
Catatan :
Jari-jari minimum bagian dalam dari suatu bengkokan adalah 1,5 kali ketebalan material.
Contoh penerapan :Hitunglah panjang dari pola yang dibutuhkan untuk membentuk kanal pada gambar
berikut ini. Ketebalan bahan 3,0 mm dan jari-jari bagian dalam lengkungan adalah 10 mm.
Indonesia Australia Partnership for Skills Development Page 21Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 6
Rumus
Rumus:BA =
[(Rx2) + T ] x 3.1416 x A°
360
Di mana :
BA = Bend allowance
R = jari-jari dalam (mm)
2 = diameter jari-jari
T = Ketebalan (mm)
3.1416 = Diameter pada rasio keliling
A° = Sudut tekukan/ bengkokan
360 = Derajat pada lingkaran penuh
BA =[(10) x 2) + 3] x 3.1416 x 90
360
=23 x 3.1416 x 90
360
BA satu sisi lengkungan = 18.064 mmTotal panjang lengkungan yang dibutuhkan = 18.064 x 4 lengkungan = 72.256 mm
A ke B = 25
B ke C = 75
C ke D = 145
D ke E = 75
E ke F = 25
Total = 345
Panjang pola = total panjang lengkungan + total bagian pipih
= 72.256+ 345
= 417.256mm atau 417,3mm
417.5mm
Namun untuk memastikan hasil yang akurat dari panjang pola, maka harus dibuktikan dengan membuat contoh menggunakan material yang sama dengan benda yang akan dibuat.
Pengalaman menunjukkan bahwa jumlah yang tepat dari material yang dibutuhkan dalam membuat sebuah bengkokan dapat bervariasi, antara lain tergantung pada :
Arah serat/butir bahan ( logam )Sifat logam Keseragaman ketebalan bahanKecepatan saat melakukan bengkokan
Indonesia Australia Partnership for Skills Development Page 22Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 7
6. Perhitungan Diagonal Pada pengerjaan pelat-pelat lembaran yang besar harus dilakukan penandaan dalam suatu bidang datar. Seringkali lebih mudah untuk memotong lembar pelat menjadi bentuk atau dimensi yang diinginkan sebelum dilakukan penandaan. Alat yang paling umum digunakan untuk membuat tanda dari suatu garis dan persegi adalah penyiku kombinasi dan penyiku pelat.
Penggunaan alat ini adalah untuk membuat patokan akurat 90 secara akurat, sehingga sudut siku serta titik potong lain dapat ditentukan.
Dalai hal tersebut, ada beberapa faktor yang jika tidak diperhatikan dapat mengakibatkan alat yang digunakan tidak berfungsi dengan baik, yaitu:
Seluruh bagian yang dihitung harus rataTeliti permukaan dimana penyiku dipasang untuk memastikan tidak terdapat lubang
atau noda las Penyiku harus terpasang tepat pada bahan kerjaSaat menyiku rangka persegi, bagian yang sejajar harus sama panjang
Penyiku kombinasi dan penyiku rangka juga tidak efektif jika digunakan untuk merakit benda kerja berskala besar, dimana jarang ditemukan bagian/material panjang yang lurus, sehingga perlu digunakan pengukuran diagonal atau metode segi-tiga untuk memeriksa dan membuat sudut dari suatu lembaran atau pelat. Panjang unit dengan perbandingan 3, 4 dan 5 dapat digunakan untuk membuat garis lurus pada sudut yang tepat dari setiap sisi
d. Teknik Fabrikasi
Setelah melakukan tahap perencanaan, maka proses pembuatan ( fabrikasi ) dari suatu benda kerja ( komponen ) dapat dimulai dengan melakukan:
Pemotongan Pembentukan Perakitan Pemeriksaan
1. Pemotongan Material
Pemotongan material pada pekerjaan fabrikasi dapat dilakukan dengan menggunakan peralatan mekanis maupun peralatan pemotong panas.
Indonesia Australia Partnership for Skills Development Page 23Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 8
Terdapat berbagai tipe peralatan pemotong mekanis, antara lain:Gilotin ( Guillotine) Mesin potong universal ( universal metal worker )Gergaji lingkaran ( Cold cut off saw )Gerinda Potong (abrasive cut-off saw)Mesin Gergaji ( power hacksaws )Gergaji pita ( band saw )
Penggunaan mesin-mesin potong mekanis dan pemotongan dengan panas, dibahas pada Unit BSDC 0208, 0752, 0758 dan 0759
2. Penguliran (Threading)Tipe-tipe ulir yang digunakan pada pekerjaan fabrikasi secara umum mengacu pada standar-standar berikut :
International Standards (ISO) MetricBritish Standard Whitworth (BSW)British Standard Pipe (BSP)Unified and American Threads (UNC and UNF)
Standar ulir dibuat dan diklasifikasikan berdasarkan jenisnya yang dengan memperhatikan diameter utama ulir, nomor ulir dan tipe ulir, misalnya jenis metrik yang bercirikan :
Tanda huruf M Diameter Utama Jarak ulir (thread pitch) -jarak dari satu ulir ke ulir lain)
Ulir kasar ( course thread ) seringkali digunakan dalam fabrikasi baja karena kemampuannya untuk menahan beban momen puntir tinggi. Jika ketahanan terhadap getaran adalah pertimbangan utama dari suatu desain, maka ulir halus ( fine thread ) dapat menjadi pilihan yang baik. Ulir halus dapat juga digunakan pada bagian persilangan yang tipis sehingga memungkinkan untuk dipasang sejumlah ulir pada suatu material.Ada beberapa metode yang digunakan untuk memproduksi ulir sekrup. Pemilihan dari metode yang akan dipakai akan tergantung dari jumlah sekrup yang akan diproduksi, bentuk sekrup dan keakuratan yang dibutuhkan.
Metode-metode untuk membuat/ memproduksi ulir-sekrup antara lain:
Secara manual ( dengan tangan ), yakni dengan menggunakan snai untuk ulir luar dan tap untuk membuat ulir dalam.
Menggunakan mesin bubut, yaitu untuk membuat ulir bentuk khusus, atau ulir dengan akurasi tinggi
Menggunakan mesin khusus , seperti thread rollers, thread grinders, die heads dan tapping attachment. Peralatan ini digunakan untuk memproduksi sekrup dalam jumlah besar.
Indonesia Australia Partnership for Skills Development Page 24Batam Institutional Development Projectdocument.doc

Tiruskan ( chamfer) sedikit ujung batang yang akan
diulir
Tekan ke bawah sambil diputar
Pastikan bahwa sudut tegak lurus antara snai dan
batang
Selesaikan keseluruhan penguliran sepanjang batang
dan bersihkan.
Balikkan ¼ bagian untuk membuang tatal.
Beri pelumas untuk membantu proses
pemotongan berjalan lancar
Bab 4 Strategi Penyajian Lembar Informasi
HO 9
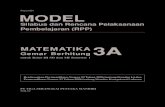
a) Ulir Luar Pembuatan ulir luar secara manual dilakukan dengan menggunakan snai.
Prosedur pembuatannya :
Snai yang dapat disetel dirancang agar dapat digunakan untuk berbagai ukuran ulir baik dengan jarak ulir besar maupun kecil. Snai dipasang pada cekam/ ragum yang memiliki patokan yang dapat disesuaikan untuk membantu menentukan posisi tepat ulir. Sebelum membuat ulir, bagian ujung bahan ditirukan ujungnya (chamfered). Jika menggunakan snai, kuatkan sekerup penyetel pada cekam untuk membuka snai sedemikian rupa sehinggan sekitar 40% bagian awal terpotong. Potongan awal ini harus sejajar dengan material yang akan dipotong. Sekerup penyetel dapat dilepas dan potongan akhir dibuat. Pererat snai pada cekam dengan bagian takik menghadap patokan yang disetel
Indonesia Australia Partnership for Skills Development Page 25Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 10
Gambar : Snai
Spesifikasi Snai- Terbuat dari baja paduan
- Dibuat/ diproses dengan menggunakan mesin ulir yang akurat
- Terdiri dari tiga atau lebih alur untuk membentuk ulir luar
- Ujung ulir awal ditiruskan lebih panjang untuk memudahkan memulai pembuatan ulir
- Kedalaman ulir dapat diatur sesuai kebutuhan.
Mal Ulir (Thread gauges)Mal Ulir (Thread gauges) digunakan untuk menentukan jarak ulir sesuai dengan ukuran metrik atau jumlah ulir dalam setiap inci. Saat ukuran yang tepat dari mal disesuaikan dengan ulir, maka seluruh gigi dari mal akan rapatt secara sempurna pada ulir.
Masing-masing set dari mal mempunyai pasangan standar jarak tertentu.
Gambar : Mal Ulir
Gambar : Tangkai / Rumah Snai
Indonesia Australia Partnership for Skills Development Page 26Batam Institutional Development Projectdocument.doc
Sekerup penyetel dan pemisah
Flute
Gigi pemotong
Bagian muka snai
Mengunci dan menyetel sekrup
Pegangan
Bagian muka snai
Tempat snai

Bab 4 Strategi Penyajian Lembar Informasi
HO 11
Snai dapat digunakan untuk: Membuat ulir baru pada baut Penguliran batang bulat Membersihkan ulir lama atau penguliran ulang.
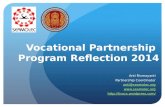
b) Ulir Dalam
Tap tangan sangat umum digunakan untuk membuat ulir dalam secara manual, umumnya terdiri dari 3 buah/ set untuk mendapatkan potongan yang bertahap dari ulir. Digunakan untuk :
Membuat ulir baru pada mur Membuat ulir baru pada materialMembersihkan atau perbaikan alur ulir lama
Setiap set terdiri dari
taper tap dengan 7 sampai 9 ulir awalintermediate tap dengan 3 sampai 5 ulir awalplug atau bottoming tap dengan 1 sampai 1.5 ulir awal
Gambar : Satu Set TapKunci Tap
Kunci tap adalah alat yang digunakan untuk memutar sekerup/tap. Terdapat dua tipe dari kunci tap:- Tipe batang (bar type)- Tipe T (tee type)
Tipe Batang :
Kunci/ tangkai tap ini memiliki bidang sentral pipih seperti tang/jepit untuk mencengkeram/menahan bagian ujung persegi dari tap. Satu sisi jepit sifatnya tetap sementara sisi lain diatur dengan sekrup yang terpasang pada pegangan kunci dan dapat berputar sepanjang sumbu.
HO 12
Indonesia Australia Partnership for Skills Development Page 27Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
Pegangannya dibuat bertekstur agar lebih aman. Terdapat rentangan variasi ukuran kunci tap dengan tipe batang. Kunci batang kecil memiliki kapasitas untuk menahan benda berukuran 3mm sampai 5mm
Gambar : Tap Tipe Batang
Tipe-T :
Kunci/ tangkai tap tipe ini paling tepat digunakan pada ruang kerja yang tidak memberikan peluang untuk membuat putaran sebesar lingkaran penuh. Kunci ini terdiri dari dua bagian tang pelat penjepit yang dapat distel pada ujung dari sebuah batang/poros. Kunci yang lebih besar memimliki kapasitas untuk menahan poros berukuran sampai dengan 13mm
Gambar : Tap Tipe-T
Indonesia Australia Partnership for Skills Development Page 28Batam Institutional Development Projectdocument.doc
pegangan
Tang
Tangkai pemutar
Bentuk penjepit

Beri pelumas pada tap dan beri tekanan ke
bawah saat menggunakan
Pastikan sudut pada posisi 900
Putar tangkai snai sambil di tekan
Putar dengah halus dengan tekanan sama
Selesaikan putaran searah jarum jam untuk
membuat ulir dan putar ‘/4 bagian berlawanan arah untuk memisahkan tatal
Sikat tatal dari tap dan benda kerja
Bab 4 Strategi Penyajian Lembar Informasi
HO 13
Prosedur Membuat Ulir dengan Tap
Pengeboran untuk Mengulir Keberhasilan membuat ulir dalam diawali dengan pemilihan ukuran mata bor yang sesuai.
Berikut ini adalah ketentuan umum perbandingan antara ukuran ulir dan ukuran mata bor :
Ukuran Nominal Ulir (mm)
Ukuran Bor (mm)
M6 5.0
M7 6.0
M8 7.0
M9 8.0
Ml0 8.5
Mu 9.5
Indonesia Australia Partnership for Skills Development Page 29Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 14
M12 10.5
M14 12.0
M16 14.0
M18 15.5
M20 17.5
c) Pelumas
Pelumas berfungsi untuk membantu pembuatan ulir luar maupun dalam ( membuat ulir dengan snai atau tap ).
Jenis pelumas yang digunakan tergantung dari material yang akan diulir, misalnya:
Material Pelumas
Baja Berbahan dasar Neatsfoot atau belerang
Baja tahan karat Berbahan dasar Neatsfoot atau belerang
Perunggu atau Tembaga Minyak tanah, lemak hewan
Besi tuang Minyak tanah, lemak hewan
Aluminium Minyak tanah, lemak hewan
Plastik Lemak mudah larut atau berbahan dasar sabun
Dalam perdagangan, pelumas-pelumas tersebut dapat ditemukan dalam berbagai merk, sehingga untuk keperluan pekerjaan fabrikasi harus dicek terlebih dahulu agar sesuai dengan spesifikasi yang diperlukan.
e. Peralatan Pembentukan
Untuk membentuk suatu material, digunakan peralatan ( mesin-mesin fabrikasi ) untuk menghasilkan suatu bentuk-bentuk tertentu, seperti :
Mesin pres ( press brake )Mesin lipat universal Mesin lipat kotak ( box and pan brake )Mesin Rol
Penggunaan mesin-mesin fabrikasi dibahas pada Unit BSDC-0752 ( Teknik Fabrikasi-1 )
f. Mal (Tempelates)
Mal ( tempelate ) digunakan pada industri fabrikasi untuk memindahkan bentuk-bentuk secara akurat dari bentuk geometris ke dalam berbagai permukaan material secara berulang-ulang.
Indonesia Australia Partnership for Skills Development Page 30Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 15
Hal ini mengurangi kebutuhan untuk membuat mal identik setiap kali suatu benda kerja akan dibuat. Mal juga dipakai untuk memeriksa sudut atau bentuk lengkungan suatu benda kerja yang dibuat.
Mal umumnya terbuat dari baja lapis untuk memudahkan pekerja mengidentifikasi garis kerja saat membuat tanda pada benda kerja. Mal biasanya dapat menginformasikan antara lain:
Nomor kerja atau nomor kontrak Jenis materialUkuran potongKetebalan materialJumlah yang dibutuhkanInstruksi pemotonganInstruksi tekuk atau pembentukan
Sudut tekuk atau jari-jari Bagian atas Pandangan kiri atau kanan Arah tekukan
Diameter lubangInstruksi bersama Keterangan gambar untuk perakitan
Gambar : Contoh Penggunaan Mal
g. Toleransi
Toleransi yang dapat diterima dari suatu ukuran nominal dapat berupa ketebalan, kedalaman atau sudut flens. Karena terdapat perbedaan antara ukuran aktual dan ukuran nominal, maka penting kiranya ukuran aktual diukur kembali sebelum digunakan.
Ukuran nominal adalah ukuran yang diharapkan/ ditetapkan pada saat manufaktur dan dijadikan acuan untuk mengidentifikasi suatu manufaktur. Sedangkan ukuran aktual adalah variasi ukuran sebenarnya setelah dilakukan manufaktur.
Dalam perdagangan, perbedaan ukuran nominal dan ukuran aktual tersebut disebut : toleransi manufaktur.
Indonesia Australia Partnership for Skills Development Page 31Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 15
Toleransi manufaktur meliputi hal-hal antara lain:
Berat bahan KetebalanUkuran flensKesikuanKeseimbangan bentukdll
Gambar : Contoh Bahan Hasil Manufaktur
h. Keselamatan Kerja pada Pembentukan Bahan Logam Non-Ferro Kehati-hatian harus dilakukan saat melakukan pembentukan pada bahan logam non-ferro untuk memastikan bahwa hasil akhir produk tidak rusak atau terkontaminasi.
Berikut ini adalah beberapa ketentuan umum yang harus diperhatikan dalam melakukan pembentukan :
Kebersihan – semua alat pembentuk ( dies/ roll ) harus bersih dan mulus/ halus untuk mengurangi kontaminasi dan kerusakan permukaan.
Melindungi permukaan – karton tipis, plastik, lembar karet dapat digunakan pada setiap sisi material selama dilakukan pembentukan untuk mencegah terjadinya kerusakan permukaan.
Karet cetakan padat dapat digunakan untuk melakukan pembentukan material yang tipis atau lunak, yakni untuk mencegak kontaminasi dan kerusakan permukaan.
Indonesia Australia Partnership for Skills Development Page 32Batam Institutional Development Projectdocument.doc
heel
Root radius
toe radius
web
flens

Tahap 1 Pra-perencanaan
Bab 4 Strategi Penyajian Lembar Informasi
HO 16
2. PERENCANAAN DAN PEMBUATAN FLENSPada pembuatan atau pengerjaan fabrikasi suatu benda kerja melibatkan lebih dari sekedar menentukan benda kerja yang akan dibuat dan mengerjakananya sampai didapatkan produk akhir yang diinginkan. Pekerjaan harus dilakukan secara akurat, sesuai dengan spesifikasi yang diberikan dan menyelesaikan dengan standar tertinggi yang mungkin dicapai. Untuk itu perlu untuk melakukan hal yang paling efisien dan ekonomis terhadap sumber dan material yang ada dalam bengkel kerja untuk menghindari pembengkakan biaya yang tidak dibutuhkan. Fabrikasi harus dilakukan secara terorganisir, melakukan tahap demi tahap dalam urutan yang jelas dan logis.
Agar semua pekerjaan yang dilakukan berjalan sesuai yang diharapkan, maka hal-hal/ informasi yang harus dimiliki dari awal adalah :
Tugas-tugas apa saja yang harus dilakukan Bahwa setiap tugas yang dikerjakan harus secara akurat, efisien dan ekonomis. Bahwa setiap hasil akhir benda kerja harus memenuhi standar kualitas yang telah
ditentukan.Berikut ini adalah 3 tahap dalam proses perencanaan kerja :
Tiap tahap terdapat sejumlah langkah-langkah kerja yang sistematis. Dengan mengikuti proses ini akan dapat mencapai kuallitas dan menghasilkan benda kerja yang efisien.
a. Pra-Perencanaan
Melakukan proses pra-perencanaan dengan hati-hati sejak awal akan memberi kendali lebih terhadap keseluruhan proses fabrikasi. Garis besar proses pra-perencanaan adalah sebagai berikut :
Interpretasi gambar Identifikasi pekerjaan Mengatur perlengkapan, alat kerja dan materialMelaksanakan pekerjaan sesuai urutan Membuat pola
Indonesia Australia Partnership for Skills Development Page 33Batam Institutional Development Projectdocument.doc
Tahap 2 Fabrikasi
Tahap 3 Hasil Akhir

Bab 4 Strategi Penyajian Lembar Informasi
HO 17
1. Interpretasi Gambar Kerja dan Identifikasi Pekerjaan Sebagian besar pekerjaan dimulai dari gambar. Gambar teknik akan memberikan informasi mengenai spesifikasi pekerjaan.
Tiap gambar kerja dilengkapi dengan keterangan gambar yang berisi informasi-informasi penting, antara lain :
Nomor gambar dan berapa banyak gambar yang ada dalam set tersebut Nomor komponen Tipe proyeksi Standar gambar Daftar material dan spesifikasi Hasil akhir permukaan Toleransi manufaktur Nomor perakitan Nama perusahaan atau departemen yang membuat gambar tersebutNama pembuat gambarNama pemeriksa gambar Nama penanggung jawab Segala jenis perubahan pada gambar.
Interpretasi gambar berarti membaca gambar tersebut dan mendapatkan segala informasi yang dibutuhkan untuk membuat benda kerja tersebut. Hasil akhir benda kerja haruslah sesuai dan tepat dengan spesifikasi yang diberikan.
Kemampuan membaca gambar secara akurat adalah keterampilan yang harus dimiliki oleh semua pelaksana fabrikasi.
Dari gambar akan dapat ditentukan dan diidentifikasi :Ukuran setiap komponen/ bagian atau keseluruhanJenis bahan Ketentuan perakitan dan instalasi komponen Segala informasi lain yang perlu diketahui.
2. Pengaturan Perlengkapan dan Alat Kerja
Berikut ini adalah beberapa daftar yang harus dibuat sebelum benar-benar memulai pekerjaan, dan temuan dari daftar ini dapat berarti mengatur kembali urutan kerja. Untuk itu harus diketahui hal-hal berikut :
Apakah bengkel kerja memiliki peralatan yang dibutuhkan untuk melakukan pekerjaan ?
Jika tidak, alternatif apa yang dimiliki ?Apakah ada orang lain menggunakan perlengkapan yang sama ?Jika tidak, tugas apa yang dilakukan selama menunggu peralatan kerja yang sedang
digunakan tersebut ?Apakah perkakas kerja tangan letaknya dekat dan dalam kondisi baik ?Apakah terdapat ruangan untuk menyimpan material selama keseluruhan tahap
produksi ?Apakah produk akhir yang dibuat dapat dengan mudah dipindahkan keluar dari
bengkel kerja ?
Indonesia Australia Partnership for Skills Development Page 34Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 18
3. Pengaturan Material
Berikut ini adalah daftar lain yang harus diperiksa sebelum mulai bekerja :Jenis material Ketebalan materialBerapa banyak komponen dapat dipotong dengan mudah dari sebuah lembaran,
pelat atau bagian Berapa banyak material yang dibutuhkan? Ketersediaan material, kapan harus dipesan ?Apakah kekurangan meterial dapat dipesan ?Apakah ukuran benda kerja akhir mudah diangkut ( transportasi )
Faktor ekonomi adalah faktor penting saat menentukan berapa banyak material yang akan digunakan, sehingga:
Diupayakan untuk mengukur berapa banyak komponen yang mungkin diproduksi dari setiap lembar, pelat atau bagian dengan sisa yang seminimal mungkin (bahan harus dipotong seefisien mungkin )
Pastikan bahwa tidak ada pemborosan tenaga kerja. Untuk memastikan bahwa pelaksana pekerjaan telah mengidentifikasi penggunaan material secara efisien, maka perlu dilengkapi gambar teknik pemotongan material serta data/ daftar pemotongan material.
Daftar material disusun oleh pelaksana pekerjaan/ proyek berdasarkan gambar kerja, spesifikasi serta informasi relevan lain yang berhubungan dengan proyek. Seringkali hal ini dilakukan estimator.
Sedangan daftar pemotongan didata oleh pekerja yang melakukan pekerjaan/ pemotongan tersebut, yakni berdasarkan daftar material. Material yang sama atau ukuran material seringkali dikelompokkan bersama.
Contoh 1Dalam sebuah proyek, material yang dibutuhkan untuk item 1 dan item 2 adalah profil kanal 300 x 90 dengan panjang keseluruhan kanal adalah 11.5 m.
Item 1 membutuhkan 4 x @ 5.52m = 2 buah kanal – 2 potong sisa
Item 2 membutuhkan 8 x @ 2.76m = 2 buah kanal - 2 potong sisa
Dengan demikian material yang dibutuhkan adalah 4 buah kanal berukuran panjang 11.5 m dengan profil kanal 300 x 90.
Indonesia Australia Partnership for Skills Development Page 35Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 19
Contoh 2Perusahaan ABC membutuhkan 48 buah pelat dengan tebal 25mm ukuran 1160 x 120. Persediaan pelat yang ada adalah 4 m x 2 m. (dengan mengabaikan lebar alur potong)
Lebar 1920 = 16 buah @ 120
Panjang 3480 = 3 buah @1160
= 48 buahDengan demikian material yang dibutuhkan adalah 1 lembar material 3.480 m x 1.920 m x 25 mm pelat
4. Urutan Kerja
Pengaturan urutan kerja sangat penting dalam proses kerja fabrikasi, karena urutan yang tidak sistematis akan mengakibatkan produk biaya tinggi yang disebabkan oleh jumlah tenaga kerja dan waktu yang lebih banyak untuk memindahkan bahan/ benda kerja dari suatu proses keproses kerja yang lain. Semakin tidak sistematis suatu proses kerja, maka semakin tinggilah biaya suatu produk.
Dengan melakukan pengaturan material dan perlengkapan kerja sesuai urutan kerja, maka pekerja akan dapat menyusun tugas-tugasnya secara baik.
5. Pembuatan Pola
Langkah akhir dalam tahap perencanaan adalah untuk menghitung secara akurat ukuran potongan bagi pola yang akan digunakan. Perhitungan ini harus meliputi 3 faktor penting, yaitu:
Metode gabungan
Indonesia Australia Partnership for Skills Development Page 36Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 20
Pengembangan metode geometris Ketebalan material
b. Proses Pembuatan
Untuk memastikan bahwa benda kerja telah sesuai dengan spesifikasi, teknisi atau pekerja harus bekerja secara progresif memeriksa setiap tahap pada proses pembuatan/ fabrikasi. Untuk itu perlu difahami keseluruhan proses pengerjaan dan langkah-langkah kerja yang berkenaan dengan benda kerja yang akan dibuat, baik cara atau urutan penggunaan peralatan maupun kualitas tiap bagian yang dibuat
1. Langkah-langkah Pembuatan
Secara umum langkah-langkah kerja pada pengerjaan fabrikasi dapat dibagi dalam tujuh langkah, yaitu:.
a. Pemotongan awal materialb. Pembuatan tandac. Pemotongan d. Pembentukan e. Penyambungan/penyatuan f. Penyelesaian g. Pemasangan/ perakitan akhir
Dalam beberapa kasus, jika benda kerja terlalu besar untuk dikerjakan, maka perlu dilakukan pembuatan bagian-bagian yang lebih kecil. Pembuatan sub-bagian tersebut adalah atas dasar alasan-alasan berikut:
Bagian yang lebih kecil lebih mudah untuk ditangani Mengurangi distorsi/perubahan secara keseluruhan Dapat dipastikan bahwa perakitan akhir tidak lebih sulitMenyesauaikan dengan kebutuhan transportasi.
Setelah benda kerja selesai dibuat, harus dilakukan pengecekan kualitas.
2. Pengendalian Mutu
Pengendalian mutu yang efektif adalah kunci sukses dalam setiap pekerjaan atau usaha. Tanpa kendali mutu perusahaan dapat mengalami :
Kehilangan waktu karena pengulangan kerjaBiaya pekerja besar akibat pengulangan dan garansi kerja Kerugian material Tidak direkomendasikan oleh perusahaan lain/ penggunaPenutupan perusahaan dan pengangguran
Manajemen yang baik akan menjadikan tempat kerja kondusif, di mana tiap pekerja didorong untuk :
Membuat perencanaan awal dalam setiap proses operational
Indonesia Australia Partnership for Skills Development Page 37Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 21
Menghargai hasil kerja mereka Menerapkan kemampuan kerja terbaik mereka
Pada akhirnya, bagaimanapun juga, setiap pekerja di tempat kerja bertanggung jawab terhadap kendali mutu dengan cara:
Merencanakan secara hati-hati setiap tugas yang mereka lakukan Memonitor setiap tahap pekerjaan mereka Memeriksa bahwa setiap hasil akhir benda kerja telah sesuai dengan setiap aspek
dalam spesifikasi.
c. Pembuatan Flens Persegi / Bujur Sangkar
Flens penghubung saluran yang berbentuk persegi atau bujur sangkar dapat dibuat dari pelat utuh, besi strip, atau besi/ profil siku.
Berikut ini adalah macam-macam bentuk flens persegi / bujur sangkar :
Flens yang di dibuat dari pelat utuh
Flens yang dibuatdari 4 buah besi strip atau besi siku dengan mempertemukan sudutnya dan di las
Flens yang dibuat dari 4 buah besi stip atau profil siku, dan di las menumpu.
1. Cara Pembuatan Flens
Cara pembuatan flens dibagi menjadi 5 tahap:
Penandaan (marking)PemotonganPengeboran ( pengeboran juga dapat dilakukan setelah dirakit )Perakitan (untuk flens yang dibuat dari 4 buah besi strip atau profil)Pemerikasaan
a) Penandaan
Flens yang berbentuk persegi dan bujur sangkar dapat ditandai dan dibuat satu demi satu bagian atau 4 bagian sekaligus.
Indonesia Australia Partnership for Skills Development Page 38Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 22
Flens yang Dibuat dari Pelat UtuhFlens ini harus ditandai secara keseluruhan. Biasanya Flens ini digunakan pada saluran yang kecil, karena pelat sisa pada bagian tengahnya tidak dapat terpakai lagi. Untuk menjaga ketepatan beberapa flens harus ditandai lagi walaupun ada beberapa mesin yang dapat memotong sekaligus dalam jumlah yang banyak.
Flens 4 BagianMasing masing bagian ditandai dan dibuat dari pelat, pelat strip atau besi siku ( misalnya : besi strip 75 x 8 dan besi siku 75 x 75 x 5 )
Flens dengan 4 bagian dapat dibuat dengan penggabungan sudut atau saling menumpu.
b) Pemotongan
Flens dapat dipotong baik secara mekanis maupun dengan proses pemanasan.
Bila material yang digunakan berukuran dibawah kemampuan mesin pemotong (gilotin), maka mesin ini dapat digunakan untuk memotong keempat sisi luarnya
Indonesia Australia Partnership for Skills Development Page 39Batam Institutional Development Projectdocument.doc
Bagian luar dipotong secara mekanis atau dengan proses panas
Bagian tengah masih dipergunakan atau dibuang tergantung pada ukurannya.
Dibor atau dilubangi (punch) sesuai dengan diameter yang diinginkan ( biasanya 8 – 13 mm )
Bagian dalam dipotong dengan proses panas atau dengan mesin nibler
Besi siku 75 x 75 x 5 Besi strip 75 x 8

Bab 4 Strategi Penyajian Lembar Informasi
HO 23
Pemotongan dengan panas atau dengan mesin nibler digunakan untuk memotong ke 4 sisi bagian dalamnya.
Sedang untuk memotong bagian-bagian untuk flens dari besi strip yang terdiri dari 4 bagian dapat digunakan gilotin dan baja profil ( besi siku ) digunakan gergaji mesin atau grinda potong. Telitilah ketebalan material dan sesuaikan dengan kemampuan mesin potong.
Tatakan FlensTatakan flens berbentuk persegi atau bujur sangkar biasanya digunakan untuk menggabungkan komponen seperti saluran ke saluran. Hal ini sangat penting untuk dilakukan mengingat lubang baut pada pada flens harus ditempatkan dengan tepat. Untuk memastikan penempatan lubang baut, sebaiknya flens dibuat secara bersamaan dengan menggabungkannya dengan las titik ( las catat ) atau dengan klem pemegang, setelah itu ditandai dan dibor sesuai spesifikasi.
c) PengeboranBeberapa cara pengeboran dapat dilakukan pada pembuatan flens. Cara pengeboran yang digunakan tergantung jumlah flens yang akan dibor. Untuk membuat flens dalam jumlah kecil sebaiknya dibor terpisah atau berpasangan dan untuk pembuatan flens dalam jumlah banyak sebaiknya menggunakan mal atau jig. Sebelum memulai mengebor perlu ditentukan apakah ::
Pengeboran dilakukan sebelum atau setelah perakitanPengeboran dilakukan secara bertumpukPengeboran menggunakan dengan mal atau jig
d) Perakitan untuk Flens 4 Bagian
Cara perakitan ini dapat dilakukan berdasarkan gambar atau jig. Yakinkan bahwa pekerjaan yang sudah dilakukan sudah akurat dan sambungannya disatukan dengan benar. Ingat bahwa ada banyak alat bantu perakitan yang dapat dipergunakan untuk mempermudah pekerjaan. Alat bantu tersebut antara lain : magnet, penggenggam/penjepit, klem dan jig.
Benar Salah
Indonesia Australia Partnership for Skills Development Page 40Batam Institutional Development Projectdocument.doc
Mal digunakan untuk pengeboran secara bertumpuk

Bab 4 Strategi Penyajian Lembar Informasi
HO 24
e) Memeriksa Hasil Pengerjaan
Memeriksa keakuratan hasil pengerjaan penting untuk dilakukan. Pembuatan flens khususnya harus diperiksa pada tiap tahap pengerjaan untuk memastikan bahwa pekerjaan memenuhi toleransi yang dibutuhkan. Pemeriksaan yang dilakukan selama proses dan pemeriksaan akhir harus meliputi :
Jenis materialKetebalan materialUkuran bagian dalam dan bagian luar lubang flensUkuran lubang bautDimensi persegi dari flens (diagonal)Keserasian sambungan (untuk flens 4 bagian)Kualitas pengelasan (untuk flens 4 bagian)
Gambar : Contoh Hasil Perakitan Flens
d. Pembuatan Flens Bundar / Sirkular
Flens bundar/ sirkular dibuat dari pelat yang rata sehingga dapat digabungkan dengan mur dan baut serta dilapisi dengan gasket. Rangkaian ini dapat dibuka untuk mempermudah perawatan beberapa bagian dan dipasangkan kembali bila dibutuhkan. Jarak pusat lubang lubang baut dari titik pusat flens ( pitch circle diameter / PCD ) dapat disesuaikan dengan garis pusat pipa ( seperti gambar berikut ini ) :
Indonesia Australia Partnership for Skills Development Page 41Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 25
Lubang Baut tepat pada garis tengah Lubang baut tidak tepat pada garis tengah(Garis tengah Vertikal) (Garis tengah vertikal)
Flens bundar biasanya dibuat dari pelat utuh yang rata dan digunakan untuk menggabungkan :
Pipa dengan pipaSaluran transisi dengan pipaPipa dengan saluran yang berbentuk persegiPengepasan pipaSaluran dengan saluran.
Flens bundar terdiri dari bentuk shop & shelf. Flens berbentuk shop dibuat dari pelat datar atau profil siku dan dikerjakan di bengkel kerja biasa. Sedangkan flens berbentuk shelf harus dibuat oleh pabrik khusus, yakni berbentuk :
Threaded (flens berulir)Machined (flens yang dikerjakan dengan mesin perkakas)raised facerecessedslip on (penghubung fleksibel)
1. PenandaanFlens bundar ditandai dengan urutan berikut ini:
a. Penandaan untuk garis tegak (vertical) dan datar (horizontal)b. Penandaan diamater bagian dalamc. Penandaan diameter bagian luard. Penandaan jarak pitch circle diameter (PCD). Ditandai dengan garis tengah yang
melingkar untuk tempat possisi lubang baut.e. Tempatkan posisi lubang baut yang dibutuhkan pada garis lingkar PCD.
Indonesia Australia Partnership for Skills Development Page 42Batam Institutional Development Projectdocument.doc
Diameter pusat lubang baut
Garis tengah dari pipa & flens
Diamater dalam flens
Sumbu/ garis tengah lubang
lubang baut
Lubang baut
Sumbu lubang
Sumbu lubang

2. Tandai lingkaran PCD
Bab 4 Strategi Penyajian Lembar Informasi
HO 26
Contoh cara penandaan flens dengan 8 lubang baut :
2. Pengepasan Pipa-Flens
Pengepasan flens pada pipa harus dalam toleransi yang diizinkan. Hal ini dapat dengan mudah dilakukan bila mengikuti prosedur dibawah ini:
Sebelum dilakukan pemasangan yakinkan permukaan flens rata Posisi flens harus tegak lurus terhadap pipaSumbu flens dan pipa harus segaris lurusPeriksa posisi lubang baut, apakah pada garis tengah atau tidak.Perkirakan jarak pengelasan.
Pada saat pemasangan pipa pada flens perlu perkiraan jarak ( allowance ) pengelasan agar persambungan antara pipa-flens cukup kuat dan hasil lasnya tidak menonjol. Pengepasan lubang flens harus diratakan dan disesuaikan untuk memasangkan lubang baut flens pada ujung pipa yang satu dengan ujung pipa yang lainnya.
Indonesia Australia Partnership for Skills Development Page 43Batam Institutional Development Projectdocument.doc
1. Tandai diamater dengan menggunakan garis tengah
3. Bagi lingkaran tersebut menjadi 8 bagian yang sama besar dengan sudut 45
4. Tandai lubang bautnya

Bab 4 Strategi Penyajian Lembar Informasi
HO 27
Gambar : Persiapan/ allowance dan Pengepasan Pipa-Flens
3. Pemeriksaan Flens
Penempatan posisi flens dengan benar sangat penting dilakukan sehingga ketika dirangkai bagian-bagiannya ditempatkan pada posisi yang sesuai. Hal utama yang harus dilakukan dalam pengecekan adalah apakah posisi flens tegak lurus terhadap pipa dan lubang baut sudah sesuai dengan pusat pipa.
Cara memeriksa flens agartegak lurus pada pipa :
Indonesia Australia Partnership for Skills Development Page 44Batam Institutional Development Projectdocument.doc
alllowance jarak pengelasan
Jarak yang sama
Flens
Flenspipa
Gooseneck(Jig leher angsa )
Pipa
Siku pelat

Bab 4 Strategi Penyajian Lembar Informasi
HO 28
3. PEMBENTUKAN RANGKA SIKU
a. Rangka Siku Internal dan Eksternal1. Rangka Siku Lengkung
Rangka siku dan ring disebut rangka siku internal bila tekukan profil dari material mengarah ke dalam , dan disebut rangka siku eksternal bila tekukan profil tersebut mengarah ke luar.
Rangka siku lengkung dan ring biasanya digunakan untuk :
Penguat pada rangka silindrisLandasan pada cerobongPenghubung pada pipa dan pengerjaan saluran
2. Terminologi Besi Siku
horizontal atau sitting (kedudukan) adalah tempat yang menjadi dasar dari sebuah profil benda kerja
vertical atau standing (sisi tegak) adalah sisi dimana panjang profil pada posisi tegakSumbu Netral (neutral axis/centroids) adalah pusat berat benda yang terletak antara
titik horizontal dan vertikal
Indonesia Australia Partnership for Skills Development Page 45Batam Institutional Development Projectdocument.doc
Kaki (toe)
Sudut benda (Heel)
Panjang kaki horizontal
Sumbu Netral
Pan
jang
ka
kiVe
rtika
l/te
gak

Bab 4 Strategi Penyajian Lembar Informasi
HO 29
Berikut ini contoh tabel spesifikasi besi siku :
SUDUT SEIMBANG – Ukuran and Sifat
Penandaan Berat Jenis
Ketebalan aktual Jari -jari
Area keseluruha
n dari potongan
Kordinat titik tengah
Ukuran ketebalan nominal dasar tekukan
(bt-tw) nL =
t r1 r2 t Ag Pb
mm mm mm kg/m mm mm mm mm mm
50 x 50 x 8 EA 5.68 7.80 6.00 3.00 5.41 723 15.2
6 EA 4.46 6.00 6.00 3.00 7.33 568 14.5
5 EA 3.48 4.60 6.00 3.00 9.87 443 13.9
3 EA 2.31 3.00 6.00 3.00 15.7 295 13.2
b. Melengkungkan Rangka Siku
Kesulitan dalam melakukan pelengkungan rangka siku tergantung pada:Ketebalan flensLebar dari flensJari-jari flens yang akan dibuat
Metoda pembuatan rangka siku biasanya dibagi dalam:Dibuat dengan menggunakan pola ( mock ) Pejal ( solid )Dibentuk/ dibuat dari bahan pelat ( fabricated )
Indonesia Australia Partnership for Skills Development Page 46Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Lembar Informasi
HO 30
1. Pembuatan Rangka Siku Internal Menggunakan Pola ( Mock Bend )
Indonesia Australia Partnership for Skills Development Page 47Batam Institutional Development Projectdocument.doc
Awal pembuatan rangka siku dengan metode mock bergantung pada akurasi penandaan awal dari bagian siku yang akan dibentuk
Bila panjang dari potongan telah dihitung maka pemotongannya dapat dilakukan dengan proses pemotongan panas
Bagian siku yang akan dilengkungkan dapat dibentuk dengan proses pengerjaan dingin maupun panas. (tergantung pada ketebalan siku yang akan dibentuk flens) pada bentuk lingkar yang sesuai (pipa, bagian melingkar) dengan radius yang sama.
Dengan menggunakan besi sisa, sambungannya dapat diikat sesuai profil awalnya dengan meletakkan posisi besi sisa tadi seperti pada gambar disamping.
Banhan lengkung yang akan dipasangkan harus terbuat dari material dan ketebalan yang sama dengan flens yang dibuat melingkar sisi tekukan bagian dalam.
Bila penyesuaian yang baik telah dilakukan, tekukan tersebut dapat di satukan dengan pengelasan (sesuai gambar kerja).
Penggabungan dengan pengelasan harus dilakukan secara hati-hati sehingga hasil pengelasan yang baik dapat dijaga.
Bagian yang dipotong
Besi bekas untuk mengikat kelengkungan rangka
¼ dari bagian dalam keliling keseluruhan
lingkaran
Pemasangan mock
Radius untuk penandaannya ditentukan dengan ‘/4 keliling lingkaran bagian dalam dari radius terkecil dan terbesar.

Bab 4 Strategi Penyajian Lembar Informasi
HO 31
2. Pembuatan Rangka Siku Eksternal Menggunakan Pola ( Mock Bend )
3. Pembuatan Rangka Siku Menggunakan Siku PejalTekukan ini dibuat dari material profil ( besi siku ) yang panjangnya ditentukan dari awal tanpa adanya penandaan atau pemotongan pada profil yang akan ditekuk.
Bagian ini dibuat dengan alat rol khusus maupun pemanasan dan dibentuk dengan mal khusus. Ini merupakan cara termurah untuk membuat rangka siku dengan sudut radius yang besar.
Mesin rol khusus ini dapat digerakkan baik secara manual ataupun dengan bantuan motor penggerak. Mesin ini dapat digunakan untuk pengerolan dingin (cold rolling) sebuah profil kanal, profil siku ( besi siku ) dan profil lainnya . Alat rol dirancang untuk dapat dioperasikan baik secara horizontal maupun vertikal. Sudut rol berbentuk kerucut dan masing masing rol dapat dilepas menjadi dua bagian terpisah guna pengerolan untuk flens datar profil siku atau kanal.
Indonesia Australia Partnership for Skills Development Page 48Batam Institutional Development Projectdocument.doc
Pembuatan lengkungan eksternal dilakukan dengan langkah yang sama dengan pembuatan lengkungan internal
Kelebihan panjang untuk pengerolan

Bab 4 Strategi Penyajian Lembar Informasi
HO 32
Gambar : Penggunaan Mesin Rol Rangka Siku
4. Pembuatan Rangka Siku Menggunakan Pelat
Rangka siku dengan metode ini menggunakan material dengan ketebala yang sama untuk menghasilkan lengkung luar maupun dalam. Panjang flens tegak dihitung, dipotong dan dibentuk sesuai bentuk kelengkunan yang diinginkan, demikian juga flens horizontal. Kedua pelat kemudian disatukan dan dilas sehingga menjadi rangka siku yang lengkung.
Sebelum dilas catat dan pengelasan akhir :Teliti ukuran dan bentuknyaTeliti apakah permukaannya rata dan tidak bergeserGunakan alat bantu penyiku bila dibutuhkan.
Indonesia Australia Partnership for Skills Development Page 49Batam Institutional Development Projectdocument.doc
Dilas
Lengkung luarLengkung Dalam
Panjang tambahan untuk rol
Besi siku yang dirol
Rol pendukung
Rol pengarah yang dapat disetel

Bab 4 Strategi Penyajian Lembar Informasi
HO 33
5. Persambungan pada Sudut Rangka Siku Berikut ini adalah bentuk-bentuk persambungan sudut rangka siku, baik yang terbuat dari bahan besi siku maupun yang terbuat dari bahan pelat.
Indonesia Australia Partnership for Skills Development Page 50Batam Institutional Development Projectdocument.doc
Tampak Atas
Tampak samping kanan
Tampak Atas
Tampak Depan Tampak
depanTampak samping kanan
Persambungan sudut eksternal Persambungan sudut internal

Bab 4 Strategi Penyajian Tugas
Tugas
Tugas 1
Perencanaan Proyek
1. Hitunglah diameter mean dari sebuah silinder yang terbuat dari pelat tebal 12mm, diameter dalam 206mm.
MD =
=
=
2. Hitunglah panjang material yang dibutuhkan untuk membentuk sebuah silinder yang terbuat dari pelat tebal 12mm dengan diameter dalam 206mm.
C = (D + T) x 3.1416
Di mana
C =
D =
I =
3.1416 =
=
=
3. Hitung panjang pelat pembungkus yang dibutuhkan untuk membuat pelindung mesin sebagaimana gambar dibawah ini:
Panjang total = Bagian lurus + bagian kurva
Indonesia Australia Partnership for Skills Development Page 51Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
4. Hitung panjang dari pelat pembungkus yang dibutuhkan untuk membuat pelindung mesin sebagaimana gambar dibawah ini.
Total Panjang = bagian lurus + bagian kurva
Tugas 2
Pembuat Ulir
Disediakan batang baja karbon rendah dengan panjang 100 mm, diameter 10 mm. Buatlah ulir luar sebagaimana gambar dibawah ini dengan mengacu kriteria berikut :
Panjang ulir 50 mm, tol. 1,0 mmDiameter dalam ulir = 8,5 mmDapat dipasangkan mur M 10 secara lancarBentuk ulir lurus
Indonesia Australia Partnership for Skills Development Page 52Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 3
Pembuatan Braket
Buatlah benda kerja berikut sesuai gambar kerja !
Indonesia Australia Partnership for Skills Development Page 53Batam Institutional Development Projectdocument.doc
a.
b.

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK - a
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1. Ukuran benda
kerja - Sesuai dengan gambar
kerja, tol. . 0,5mm
2. Hasil tekukan - Siku, tol. 3
- R 8, tol. 1,0 mm
3. Hasil pembuatan ulir ( tap )
- Baut M 10 dapat dipasang secara lancar.
- Baut tegak lurus, tol. 3
4. Kerapian pekerjaan
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
LEMBAR PENILAIAN PRAKTIK - b
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1. Ukuran benda
kerja - Sesuai dengan gambar
kerja, tol. . 0,5mm
2. Hasil bengkokan - Sejajar
- R 68, tol. 1,0 mm
3. Hasil pembuatan lubang ( bor )
- 10 mm, tol. + 0,5, - 0 mm
4. Kerapian pekerjaan
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 54Batam Institutional Development Projectdocument.doc

6 buah lubang Φ8 pada Φ222 PCD
Bab 4 Strategi Penyajian Tugas
Tugas 4
Pembuatan Flens Bundar
Buatlah flens bundar sesuai dengan gambar kerja berikut !
Indonesia Australia Partnership for Skills Development Page 55Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1. Ukuran benda
kerja - Sesuai dengan gambar
kerja, tol. . 0,5mm
2. Posisi lubang - Simetris
- Penyimpangan 0,5 mm
4. Kerapian pekerjaan
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 56Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 5
Pembuatan Rangka Siku dengan Metode Mock Bend
Buatlah rangka siku sesuai dengan gambar kerja berikut !
Indonesia Australia Partnership for Skills Development Page 57Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1. Ukuran benda
kerja - Sesuai dengan gambar
kerja, tol. . 0,5mm
2. Hasil bengkokan - Siku, tol. 3
- R 100, tol. 1,0 mm
3. Sambungan siku (las)
- Hasil las rata
- Konstruksi siku, tol. 3
4. Kerapian pekerjaan
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 58Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Tugas
Tugas 6
Pembuatan Rangka Siku Menggunakan Besi Siku
Buatlah rangka siku sesuai dengan gambar kerja berikut !
Indonesia Australia Partnership for Skills Development Page 59Batam Institutional Development Projectdocument.doc
6 x 10

Bab 4 Strategi Penyajian Tugas
LEMBAR PENILAIAN PRAKTIK
NO ASPEK YANG DINILAI KRITERIA
ChecklistREKOMENDASI
L TL1. Ukuran benda
kerja - Sesuai dengan gambar
kerja, tol. . 0,5mm
2. Pengeboran - Posisi lubang sesuai gambar, tol. . 0,5mm
- Hasil bor bersih tanpa tatal
3. Pembentukan radius
- Simetris
- R 50, tol. 1,0 mm
4. Sambungan siku (las)
- Hasil las rata
- Konstruksi siku, tol. 3
5. Kerapian pekerjaan
- Tidak ada sisi yang tajam
- 90% permukaan pelat tidak rusak
L = Lulus TL = Tidak Lulus
Penilai,
------------------------------
Indonesia Australia Partnership for Skills Development Page 60Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 1
Transparansi
PROSEDUR PRODUKSI
Perencanaan Proyek :
Yang termasuk kegiatan perencanaan antara lain: Interpretasi gambar-gambar kerja Perhitungan ukuran pemotonganPenandaan pola, penitikan, titik bor, dsb. Pemotongan (Cutting)Pembuatan polaPembentukanPerakitan (assembly)PenyelesaianPengangkutan
Instruksi Produksi :
1. Instruksi Pemotongan
Indonesia Australia Partnership for Skills Development Page 61Batam Institutional Development Projectdocument.doc
Contoh

Bab 4 Strategi Penyajian Transparansi
OHT 2
2. Instruksi Pembentukan
Pada pola pembentukan/ penekukan menunjukkan informasi antara lain:
Lokasi tekukan dan jari-jari Sudut tekukan Diameter lengkungan Bagian mana dari komponen yang harus dibentuk,
misalnya ditekuk ke atas, bawah, lipat dsb
Pada industri berskala besar, beberapa benda harus tetap tidak dipotong sampai pembentukan selesai dilakukan. Hal ini akan diindikasikan dengan inisial-inisial berikut :
B.A.R. - burn or cut after rolling (Pemanasan atau pemotongan setelah pembentukan atau rolling)
B.A.P. - burn or cut after pressing (Pemanasan atau pemotongan setelah dibentuk atau pressing)
Indonesia Australia Partnership for Skills Development Page 62Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 3
Perhitungan Bengkokan :1. Diameter Mean atau Garis Netral
Diameter garis netral (mean) adalah jarak dari tengah suatu ketebalan material ke pusat ketebalan material.
2. Posisi Garis Netral
Rumus untuk menentukan Diameter Mean adalah :
(MD) = Inside diameter (ID) + satu tebal bahan (T)MD = ID +T (MD) = Outside diameter (OD) - satu tebal bahan (T)MD = OD -T
Panjang material yang dibutuhkan untuk melengkungkan sebuah silinder dapat diukur dengan menggunakan rumus:
Keliling = MD x π (3.1416 )
Indonesia Australia Partnership for Skills Development Page 63Batam Institutional Development Projectdocument.doc
Garis netralGaris netral
Diameter luar
Diameter dalam

Bab 4 Strategi Penyajian Transparansi
OHT 4
3. Diameter Dalam (Inside Diameter)
Diameter dalam
Keliling = (diameter dalam + ketebalan) x π C = (ID+T) x 3.1416
Di mana :K = kelilingID = diameter dalam (mm)T = ketebalan bahan (mm)3.1416 = π (phi ) = diameter terhadap rasio keliling.
Contoh :Keliling silinder dari diameter dalam 300mm, ketebalan 2mm, adalah:
K = (ID+T) x 3.1416= (300+2) x 3.l416= 302 x 3.1416= 948.76 mm
949 mm
Indonesia Australia Partnership for Skills Development Page 64Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 5
4. Diameter Luar (Outside Diameter)
Diameter Luar
Keliling = (diameter luar - Ketebalan) x π K = (OD -T) x 3.1416
Di mana :K = KelilingOD = Diameter luar (mm)T = Ketebalan metal (mm)3,1416 = Diameter terhadap rasio keliling
Contoh :Keliling silinder dari diameter luar 300mm, ketebalan 2mm adalah:
K = (OD -T) x 3.1416= (300 - 2) x 3.1416= 298 x 3.1416 = 936.20 mm
936 mm
Indonesia Australia Partnership for Skills Development Page 65Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 6
5. Menghitung Lengkung Jari-jari ( Bengkokan )
Rumus :
BA = [(Rx2)+T] x 3.1416 x A
360°
Dimana :
BA = Bend allowanceR = Jari-jari dalam (mm)2 = Diameter jari-jariT = Ketebalan (mm)3.1416 = phi (π )A° = Sudut tekukan/ bengkokan360° = Derajat dalam lingkaran
Indonesia Australia Partnership for Skills Development Page 66Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 7
Contoh Perhitungan :Diketahui :- Ketebalan bahan = 3,0 mm - Jari-jari dalam =10 mm.Panjang bahan yang dibutuhkan untuk membentuk kanal seperti gambar berikut ini adalah :
BA =[(10) x 2) + 3] x 3.1416 x 90
360
=23 x 3.1416 x 90
360BA satu sisi lengkungan = 18.064 mmTotal panjang lengkungan yang dibutuhkan = 18.064 x 4 lengkungan = 72.256 mm
A ke B = 25B ke C = 75C ke D = 145D ke E = 75E ke F = 25Total = 345
= 72.256+ 345= 417.256mm atau 417,3mm
417.5mm
Indonesia Australia Partnership for Skills Development Page 67Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 8
Teknik Fabrikasi
1. Pemotongan Material
Tipe-tipe peralatan pemotong mekanis, antara lain:Gilotin ( Guillotine) Mesin potong universal ( universal metal worker )Gergaji lingkaran ( Cold cut off saw )Gerinda Potong (abrasive cut-off saw)Mesin Gergaji ( power hacksaws )Gergaji pita ( band saw )
Penggunaan mesin-mesin potong mekanis dan pemotongan dengan panas, dibahas pada Unit BSDC 0208, 0752, 0758 dan 0759
2. Penguliran (Threading)
Metode-metode untuk pembuatan ulir-sekrup : Secara manual ( dengan tangan ), yakni dengan
menggunakan snai untuk ulir luar dan tap untuk membuat ulir dalam.
Menggunakan mesin bubut, yaitu untuk membuat ulir bentuk khusus, atau ulir dengan akurasi tinggi
Menggunakan mesin khusus , seperti thread rollers, thread grinders, die heads dan tapping attachment. Peralatan ini digunakan untuk memproduksi sekrup dalam jumlah besar.
Indonesia Australia Partnership for Skills Development Page 68Batam Institutional Development Projectdocument.doc

Tiruskan ( chamfer) sedikit ujung batang yang akan
diulir
Tekan ke bawah sambil diputar
Pastikan bahwa sudut tegak lurus antara snai dan
batang
Selesaikan keseluruhan penguliran sepanjang batang
dan bersihkan.
Balikkan ¼ bagian untuk membuang tatal.
Beri pelumas untuk membantu proses
pemotongan berjalan lancar
Bab 4 Strategi Penyajian Transparansi
OHT 9
a) Prosedur Pembuatan Ulir Luar
BAGIAN-BAGIAN SNAI MAL ULIR
Indonesia Australia Partnership for Skills Development Page 69Batam Institutional Development Projectdocument.doc
Sekerup penyetel dan pemisah
Flute
Gigi pemotong
Bagian muka snai

Bab 4 Strategi Penyajian Transparansi
Indonesia Australia Partnership for Skills Development Page 70Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 10
TANGKAI SNAI
Snai dapat digunakan untuk: Membuat ulir baru pada baut Penguliran batang bulat Membersihkan ulir lama atau penguliran
ulang.
Indonesia Australia Partnership for Skills Development Page 71Batam Institutional Development Projectdocument.doc
Mengunci dan menyetel sekrup
Pegangan
Bagian muka snai
Tempat snai

Bab 4 Strategi Penyajian Transparansi
OHT 11
TANGKAI TAP
Tap Tipe Batang
Tap Tipe-T
Indonesia Australia Partnership for Skills Development Page 72Batam Institutional Development Projectdocument.doc
pegangan
Tang
Tangkai pemutar
Bentuk penjepit

Beri pelumas pada tap dan beri tekanan ke
bawah saat menggunakan
Pastikan sudut pada posisi 900
Putar tangkai snai sambil di tekan
Putar dengah halus dengan tekanan sama
Selesaikan putaran searah jarum jam untuk
membuat ulir dan putar ‘/4 bagian berlawanan arah untuk memisahkan tatal
Sikat tatal dari tap dan benda kerja
Bab 4 Strategi Penyajian Transparansi
OHT 12
b) Prosedur Pembuatan Ulir Luar
Indonesia Australia Partnership for Skills Development Page 73Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 13
UKURAN MATA BOR UNTUK MENGULIR :
Ukuran Nominal Ulir (mm)
Ukuran Bor (mm)
M6 5.0M7 6.0M8 7.0M9 8.0Ml0 8.5Mu 9.5M12 10.5M14 12.0M16 14.0M18 15.5M20 17.5
PELUMAS :
Material PelumasBaja Berbahan dasar
Neatsfoot atau belerang
Baja tahan karat Berbahan dasar Neatsfoot atau belerang
Perunggu atau Tembaga
Minyak tanah, lemak hewan
Besi tuang Minyak tanah, lemak hewan
Aluminium Minyak tanah, lemak hewan
Plastik Lemak mudah larut atau berbahan dasar sabun
Indonesia Australia Partnership for Skills Development Page 74Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 14
PERENCANAAN DAN PEMBUATAN FLENS
a. Pra-Perencanaan : Interpretasi gambar Identifikasi pekerjaan Mengatur perlengkapan, alat kerja dan material Melaksanakan pekerjaan sesuai urutan Membuat pola
b. Proses Pembuatan :
1. Menyusun Langkah-langkah Pembuatan, meliputi : Pemotongan awal material Pembuatan tanda Pemotongan Pembentukan Penyambungan/penyatuan Penyelesaian Pemasangan/ perakitan akhir
2. Pengendalian Mutu Merencanakan secara hati-hati setiap tugas yang mereka
lakukan Memonitor setiap tahap pekerjaan mereka Memeriksa bahwa setiap hasil akhir benda kerja telah
sesuai dengan setiap aspek dalam spesifikasi.
Indonesia Australia Partnership for Skills Development Page 75Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 15
PEMBUATAN FLENS
Macam-Macam Bentuk Flens Persegi / Bujur Sangkar :
Flens yang di dibuat dari pelat utuh
Flens yang dibuatdari 4 buah besi strip atau besi siku dengan mempertemukan sudutnya dan di las
Flens yang dibuat dari 4 buah besi stip atau profil siku, dan di las menumpu.
Cara pembuatan flens dibagi menjadi 5 tahap :Penandaan (marking)PemotonganPengeboran ( pengeboran juga dapat dilakukan setelah dirakit
)Perakitan (untuk flens yang dibuat dari 4 buah besi strip atau
profil)Pemerikasaan
CONTOH FLENS PERSEGI
Indonesia Australia Partnership for Skills Development Page 76Batam Institutional Development Projectdocument.doc

2. Tandai lingkaran PCD
Bab 4 Strategi Penyajian Transparansi
OHT 16
Pembuatan Flens Bundar / Sirkular
1. Penandaan :Penandaan untuk garis tegak (vertical) dan datar (horizontal)Penandaan diamater bagian dalamPenandaan diameter bagian luarPenandaan jarak pitch circle diameter (PCD). Ditandai dengan
garis tengah yang melingkar untuk tempat possisi lubang baut.Tempatkan posisi lubang baut yang dibutuhkan pada garis lingkar
PCD.
Contoh cara penandaan flens dengan 8 lubang baut :
Indonesia Australia Partnership for Skills Development Page 77Batam Institutional Development Projectdocument.doc
1. Tandai diamater dengan menggunakan garis tengah
3. Bagi lingkaran tersebut menjadi 8 bagian yang sama besar dengan
sudut 45
4. Tandai lubang bautnya

Bab 4 Strategi Penyajian Transparansi
OHT 17
RANGKA SIKU
Contoh Tabel Spesifikasi Besi Siku :
SUDUT SEIMBANG – Ukuran and Sifat
Penandaan Berat Jenis
Ketebalan aktual Jari -jari
Area keseluruhan
dari potongan
Kordinat titik
tengah
Ukuran ketebalan nominal dasar tekukan
(bt-tw) nL =
t r1 r2 t Ag Pb
mm mm mm kg/m mm mm mm mm mm
50 x 50 x 8 EA 5.68 7.80 6.00 3.00 5.41 723 15.2
6 EA 4.46 6.00 6.00 3.00 7.33 568 14.5
5 EA 3.48 4.60 6.00 3.00 9.87 443 13.9
3 EA 2.31 3.00 6.00 3.00 15.7 295 13.2
Indonesia Australia Partnership for Skills Development Page 78Batam Institutional Development Projectdocument.doc

Bab 4 Strategi Penyajian Transparansi
OHT 18
Metode-metode Pembentukan Rangka Siku :
1. Mock Bend ( Internal )
Indonesia Australia Partnership for Skills Development Page 79Batam Institutional Development Projectdocument.doc

DILAS
Bab 4 Strategi Penyajian Transparansi
OHT 19
2. Mock Bend ( Eksternal )
3. Menggunakan Siku Baja/ Besi Siku
4. Menggunakan Pelat
Indonesia Australia Partnership for Skills Development Page 80Batam Institutional Development Projectdocument.doc
Panjang tambahan untuk rol
Besi siku yang dirol
Rol pendukung
Rol pengarah yang dapat disetel

Bab 5 Cara Menilai Unit Ini
BAB 5 CARA MENILAI UNIT INI
Apa yang Dimaksud dengan Penilaian ?Penilaian adalah proses pengumpulan bukti-bukti hasil ujian/pekerjaan dan pemberian nilai atas kemajuan peserta pelatihan dalam mencapai kriteria unjuk kerja seperti yang dimaksud dalam Standar Kompetensi. Bila pada nilai yang ditetapkan telah tercapai ( sesuai dengan kriteria ), maka dinyatakan bahwa kompetensi sudah dicapai . Penilaian lebih untuk mengidentifikasi pencapaian dan penguasaan kompetensi peserta pelatihan dari pada hanya untuk membandingkan prestasi peserta terhadap peserta lain.
Apa yang Dimaksud dengan Kompeten?Tanyakan pada diri Anda sendiri : “Kemampuan kerja apa yang benar-benar dibutuhkan oleh peserta pelatihan”?
Jawaban terhadap pertanyaan ini akan mengatakan kepada Anda tentang apa yang kita maksud dengan kata “kompeten”. Untuk menjadi kompeten dalam suatu pekerjaan yang berkaitan dengan keterampilan berarti bahwa orang tersebut harus mampu untuk :
menampilkan keterampitan pada level (tingkat) yang dapat diterimamengorganisikan tugas-tugas yang dibutuhkan.merespon dan bereaksi secara layak bila sesuatu salahmemenuhi suatu peranan dalam sesuatu rangkaian tugas-tugas pada pekerjaanmentransfer/mengimplementasikan keterampilan dan pengetahuan pada situasi
baru.
Bila Anda menilai kompetensi ini Anda harus mempertimbangkan seluruh issue-issue di atas untuk mencerminkan sifat kerja yang nyata .
Pengakuan Kompetensi yang DimilikiPrinsip penilaian terpadu memberikan pengakuan terhadap kompetensi yang ada tanpa memandang dari mana kompetensi tersebut diperoleh. Penilai mengakui bahwa individu-individu dapat mencapai kompetensi dalam berbagai cara:
kualifikasi terdahulubelajar secara informal.
Pengakuan terhadap kompetensi yang ada dengan mengumpulkan bukti-bukti kemampuan untuk dinilai apakah seseorang telah memenuhi standar kompetensi, baik memenuhi standar kompetensi untuk suatu pekerjaan maupun untuk kualifikasi formal.
Kualifikasi PenilaiDalam kondisi Iingkungan kerja, seorang peniIai industri yang diakui akan menentukan apakah seorang pekerja mampu melakukan tugas yang terdapat dalam unit kompetensi ini . Untuk menilai unit ini mungkin Anda akan memilih metode yang ditawarkan dalam pedoman ini, atau mengembangkan metode Anda sendiri untuk melakukan penilaian. Para penilai harus memperhatikan petunjuk penilaian dalam standar kompetensi sebelum memutuskan metode penilaian yang akan dipakai.
Indonesia Australia Partnership for Skills Development Page 81Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ujian yang DisarankanUmumUnit Kompetensi ini, secara umum mengikuti format berikut:
(a) Menampilkan pokok pengetahuan untuk setiap sub-kompetensi/kriteria unjuk kerja.
(b) Berhubungan dengan sesi tugas untuk memperkuat teori
Hal ini penting sekali, di mana peserta dinilai (penilaian formatif) pada setiap elemen kompetensi. Mereka tidak boleh melanjutkan unit berikutnya sebelum mereka benar-benar menguasai (kompeten) pada materi yang sedang dilatihkan .
Sebagai patokan disini seharusnya paling sedikit satu penilaian tugas untuk pengetahuan pokok pada setiap elemen kompetensi. Setiap sesi tugas seharusnya dinilai secara individu untuk tiap Sub-Kompetensi.
Tes pengetahuan pokok biasanya digunakan tes obyektif. Sebagai contoh, pilihan ganda, komparasi, mengisi/melengkapi kalimat. Tes essay dapat juga digunakan dengan soal-soal atau pertanyaan yang relevan dengan unit ini.
Penilaian untuk unit ini, berdasar pada dua hal yaitu:
pengetahuan dan keterampilan pokokhubungan dengan tugas.
Untuk penilaian unit “ Teknik Fabrikasi-2 “ disarankan hal-hal sebagai berikut ::
Penilaian Pengetahuan Pokok
Penilaian Teori
Elemen 1 : Prosedur ProduksiTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !1. Hitunglah diameter mean dari sebuah silinder yang terbuat dari pelat tebal 16mm,
diameter dalam 452mm.
MD =
=
=
2. Hitunglah panjang material yang dibutuhkan untuk membentuk sebuah silinder yang terbuat dari pelat tebal 16mm dengan diameter dalam 384mm.
C = (D + T) x 3.1416
Di mana
C =
D =
Indonesia Australia Partnership for Skills Development Page 82Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
I =
3.1416 =
3. Hitung panjang pelat pembungkus yang dibutuhkan untuk membuat pelindung mesin sebagaimana gambar dibawah ini:
Panjang Total = bagian lurus + bagian kurva Penyelesaian :…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
4. Hitunglah panjang pelat pembungkus yang dibutuhkan untuk membuat pelindung mesin sebagaimana gambar dibawah ini.
Indonesia Australia Partnership for Skills Development Page 83Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Penyelesaian :…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
…………………………………………………………….
5. Jelaskan fungsi snai dan tap pada kegiatan fabrikasi.
Snai :
___________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
Tap :
___________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
Indonesia Australia Partnership for Skills Development Page 84Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
6. Sebutkan nama alat-alat pengulir sebagaimana gambar berikut:
7. Jelaskan prosedur penguliran dengan menggunakan snai dan tap, ( jika perlu lengkapi dengan gambar ! )
- Mengulir menggunakan snai :
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
- Mengulir menggunakan tap :_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
Indonesia Australia Partnership for Skills Development Page 85Batam Institutional Development Projectdocument.doc
a)___________________________
b)___________________________ c) ___________________________
d)___________________________

Bab 5 Cara Menilai Unit Ini
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
)8. Mengapa perlu dilakukan penandaan pada kerja fabrikasi dan komponen fabrikasi?
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
9. Sebutkan dua contoh instruksi produksi secara umum.
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
Elemen 2 : Perencanaan dan Pembuatan FlensTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !
1. Jelaskan hal hal/ informasi yang dibutuhkan untuk merencanakan pekerjaan:
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
2. Tuliskan tiga tahap utama dari perencanaan pekerjaan:
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
Indonesia Australia Partnership for Skills Development Page 86Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
3. Pembacaan gambar yang teliti akan memberikan keterangan pada pekerja mengenai sejumlah keterangan yang dibutuhkan. Sebut minimum 3 hal tersebut:
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
4. Mengapa mengidentifikasikan pemisahan tugas ketika mengembangkan perencanaan pekerjaan merupakan hal yang penting?
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
_________________________________________________________________
5. Isikan daftar pemotongan berikut dengan mengacu gambar detail dibawahnya :
Daftar Pemotongan
Bagian Ukuran Panjang No Material
Indonesia Australia Partnership for Skills Development Page 87Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Gambar :
Indonesia Australia Partnership for Skills Development Page 88Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Elemen 3 : Pembentukan Rangka SikuTes berdasarkan pada soal-soal berikut :
Jawablah pertanyan-pertanyan berikut secara singkat dan tepat !
1. Berikut ini adalah 3 jenis dari rangka siku. Identifikasi masing masing rangka berikut ini.
a. ____________________________ b. ______________________
e. ___________________________
2. Jelaskan bagaimana cara pembentukan ranga siku eksternal dengan metode menggunakan pelat.
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
3. Gambarkan dan jelaskan bagaimana cara membuat ranga siku menggunakan besi siku/ prifil solid/ pejal.
Indonesia Australia Partnership for Skills Development Page 89Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
________________________________________________________________
Indonesia Australia Partnership for Skills Development Page 90Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Penilaian Keterampilan Pokok
Penilaian Praktik
Meliputi Tugas 1 s.d. 6Setiap pelaksanaan praktik hendaknya dinilai secara individual dan bila kriteria minimum yang ditetapkan belum tercapai, maka peserta pelatihan harus mengulang seluruh tes atau komponen tes yang belum tercapai tersebut, sehingga tingkat penguasaan suatu pengetahuan dan keterampilan dapat terpenuhi.
Bila melaksanakan penilaian praktik hal-hal berikut perlu dipertimbangkan :
Pemilihan komponen-komponen harus memenuhi keseluruhan kompetensi yang hendak dicapai.
Dalam mempersiapkan peralatan , alat- alat bantu dan sebagainya harus sesuai dengan ketentuan yang berlaku dan SOP.
Tingkat disiplin dalam mengikuti prosedur kerja yang ditetapkan.
Langkah kerja yang benar.
Penyelesaian seluruh tugas.
Menginterpretasikan hasil kerja dengan benar .
Apabila bekerja dalam satu tim (kelompok) pastikan bahwa setiap anggota telah memberikan kontribusi yang seimbang.
Pertanyaan-pertanyaan lisan dapat digunakan untuk melakukan tes secara individu dari setiap anggota kelompok atau untuk penekanan-penekanan terhadap bagian-bagian yang penting
Indonesia Australia Partnership for Skills Development Page 91Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Ringkasan Penilaian Pengetahuan dan KeterampilanGunakan tugas-tugas ini untuk menetapkan apakah peserta pelatihan telah menguasai pokok-pokok pengetahuan dan keterampilan yang diperlukan.
Pokok-pokok Pengetahuan dan
KeterampilanTugas-tugas Penilaian Ya Tidak
Perlu Latihan
Lanjutan1.0 Merencanakan
dan mengaplikasikan prosedur produksi/ pengerjaan fabrikasi.
1.1 Komponen-komponen perencanaan dan instruksi pengerjaan diuraikan secara umum.
1.2 Aplikasi perhitungan bengkokan dan pemeriksaan kesikuan pada pengerjaan fabrikasi diterapkan.
1.3 Teknik dan alat-alat yang digunakan dalam kegiatan fabrikasi dijelaskan.
2.0 Merencanakan dan menerapkan pembuatan flens menggunakan berbagai macam bahan.
2.1 Tahapan dalam perencaaan pembuatan flens diidentifikasi dan diuraikan.
2.2 Aplikasi perencanaan dicontohkan
2.3 Proses dan langkah-langkah pembuatan flens dan pengendalian mutu diuraikan.
3.0 Menjelaskan dan menerapkan pembentukan rangka siku dengan berbagai metode
3.1 Terminologi baja profil ( besi siku ) dan contoh spesifikasinya dijelaskan.
3.2 Pembuatan rangka siku dengan berbagai metode dijelaskan dan dilaksanakan.
Indonesia Australia Partnership for Skills Development Page 92Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Checklist yang Disarankan Bagi PenilaiModul : Teknik Fabrikasi-2
Nama Peserta : Nama Penilai :
Apakah telah memberikan bukti-bukti yang cukup yang menunjukkan bahwa peserta dapat : Catatan
Menjelaskan proses-proses persiapan pekerjaan fabrikasi :
- perencanaan proyek - instruksi produksi- pehitungan bengkokan- teknik fabrikasi dan penerapan penggunaan alat- toleransi- keselamat kerja ( review )
….….….….….….
Menjelaskan dan melaksanakan perencanaan dan pembuatan flens :
- pra perencanaan - contoh-contoh penerapan perencanaan- penerapan pembuatan flens : bujur sangkar/ persegi
dan bundar- pemeriksaan flens
….….….
….
Menjelaskan dan melaksanakan pembentukan rangka siku :
- terminologi- spesifikasi- pembuatan rangka siku internal dan eksternal
….….….
Indonesia Australia Partnership for Skills Development Page 93Batam Institutional Development Projectdocument.doc

Bab 5 Cara Menilai Unit Ini
Lembar Penilaian
Unit : BSDC 0760 / Teknik Fabrikasi-2
Nama Perserta Pelatihan : ……………………………………
Nama Penilai : ………….………………..……….
Peserta yang Dinilai : Kompeten
Kompetensi yang Dicapai
Umpan balik untuk Peserta:
Tanda tanganPeserta sudah diberitahu tentang hasil penilaian dan alasan-alasan mengambil keputusan
Tanda tangan Penilai:
Tanggal:
Saya sudah diberitahu tentang hasil penilaian dan alasan mengambil keputusan tersebut.
Tanda tangan Peserta Pelatihan:
Tanggal:
Indonesia Australia Partnership for Skills Development Page 94Batam Institutional Development Projectdocument.doc