
II. TINJAUANPUSTAKA C dan lama penyinaran 11-12 jam...
31
6 II. TINJAUAN PUSTAKA 2.1 Ubi Jalar Ungu Ubi jalar (Ipomoea batatas L.) merupakan tanaman yang berasal dari daerah tropis Amerika. Ubi jalar dapat tumbuh baik di dataran rendah maupun di pegunungan dengan suhu 27 o C dan lama penyinaran 11-12 jam perhari (Soemartono, 1984). Pada tahun 1960, ubi jalar sudah tersebar ke hampir setiap daerah Indonesia seperti Jawa Barat, Jawa Tengah, Jawa Timur, Papua dan Sumatra. Namun sampai saat ini hanya Papua saja yang memanfaatkan ubi jalar sebagai makanan pokok, walaupun belum menyamai padi dan jagung (Suprapti, 2003). Menurut Suprapti (2003), tanaman ubi jalar memiliki ciri-ciri sebagai berikut: 1) Susunan tubuh utama terdiri atas batang, daun, bunga, buah, biji, dan umbi. 2) Batang tanaman berbentuk bulat, tidak berkayu, dan berbuku-buku. 3) Tipe pertumbuhan tegak dan merambat atau menjalar. 4) Panjang batang tipe tegak: 1 m – 2 m, sedangkan tipe merambat: 2 m - 3m. Menurut Heyne (1987), tanaman ubi jalar termasuk dalam kingdom plantae, divisio Spermatophyta, subdivisio Angiospermae, kelas Dicotyledonae, ordo Convolvulacea, genus Ipomea, species Ipomea batatas L. Komposisi ubi jalar sangat tergantung pada varietas dan tingkat kematangan serta lama penyimpanan. Karbohidrat dalam ubi jalar terdiri dari monosakarida, oligosakarida, dan polisakarida. Ubi jalar mengandung sekitar 16- 40 % bahan kering dan sekitar 70-90% dari bahan kering ini adalah karbohidrat
-
Upload
truongquynh -
Category
Documents
-
view
231 -
download
0
Transcript of II. TINJAUANPUSTAKA C dan lama penyinaran 11-12 jam...

6
II. TINJAUAN PUSTAKA
2.1 Ubi Jalar Ungu
Ubi jalar (Ipomoea batatas L.) merupakan tanaman yang berasal dari
daerah tropis Amerika. Ubi jalar dapat tumbuh baik di dataran rendah maupun di
pegunungan dengan suhu 27oC dan lama penyinaran 11-12 jam perhari
(Soemartono, 1984). Pada tahun 1960, ubi jalar sudah tersebar ke hampir setiap
daerah Indonesia seperti Jawa Barat, Jawa Tengah, Jawa Timur, Papua dan
Sumatra. Namun sampai saat ini hanya Papua saja yang memanfaatkan ubi jalar
sebagai makanan pokok, walaupun belum menyamai padi dan jagung (Suprapti,
2003).
Menurut Suprapti (2003), tanaman ubi jalar memiliki ciri-ciri sebagai
berikut:
1) Susunan tubuh utama terdiri atas batang, daun, bunga, buah, biji, dan umbi.
2) Batang tanaman berbentuk bulat, tidak berkayu, dan berbuku-buku.
3) Tipe pertumbuhan tegak dan merambat atau menjalar.
4) Panjang batang tipe tegak: 1 m – 2 m, sedangkan tipe merambat: 2 m - 3m.
Menurut Heyne (1987), tanaman ubi jalar termasuk dalam kingdom plantae,
divisio Spermatophyta, subdivisio Angiospermae, kelas Dicotyledonae, ordo
Convolvulacea, genus Ipomea, species Ipomea batatas L.
Komposisi ubi jalar sangat tergantung pada varietas dan tingkat
kematangan serta lama penyimpanan. Karbohidrat dalam ubi jalar terdiri dari
monosakarida, oligosakarida, dan polisakarida. Ubi jalar mengandung sekitar 16-
40 % bahan kering dan sekitar 70-90% dari bahan kering ini adalah karbohidrat

7
yang terdiri dari pati, gula, selulosa, hemiselulosa, dan pektin (Meyer, 1985).
Tabel komposisi ubi jalar ungu dapat dilihat pada Tabel 1.
Tabel 1. Komposisi Ubi Jalar ungu (persen berat kering)
Komposisi NilaiAir (%) 70,46Abu (%) 0,84Pati (%) 12,64Protein (%) 0,77Gula reduksi (%) 0,3Serat kasar (%) 3Lemak (%) 0,94Vitamin C (mg/100 mg) 21,43Antosianin (mg/100 mg) 110,51Sumber : Suprapta (2003) dalam Arixs (2006)
Menurut Juanda dan Cahyono (2000), berdasarkan warna ubi jalar
dibedakan menjadi beberapa golongan antara lain ubi jalar putih, ubi jalar kuning,
ubi jalar orange, dan ubi jalar ungu. Ubi jalar yang akan digunakan dalam
penlitian ini adalah ubi jalar ungu yang bentuknya bisa dilihat pada gambar 1.
Gambar 1. Ubi Jalar Ungu(Juanda dan Cahyono, 2000)
8
Ubi jalar ungu merupakan bahan pangan yang kaya nutrisi, tetapi selama
ini penggunaan ubi jalar sebagai bahan pangan masih terbatas dalam bentuk
makanan tradisional, seperti ubi rebus, ubi goreng, kolak, getuk, timus dan keripik.
Ubi jalar mempunyai kandungan oligosakarida yang relatif tinggi, yaitu sekitar
2,165% (Reddy dan Salunke, 1989 dikutip Sukardi et al., 2001).
2.1.1 Prebiotik Dalam Ubi Jalar Ungu
Menurut Gibson dan Roberfroid 1995 dikutip Gibson dan Fuller(,1998),
prebiotik adalah bahan pangan tidak terdigesti yang memberikan efek kesehatan
bagi tubuh dengan cara memacu pertumbuhan probiotik (bakteri menguntungkan)
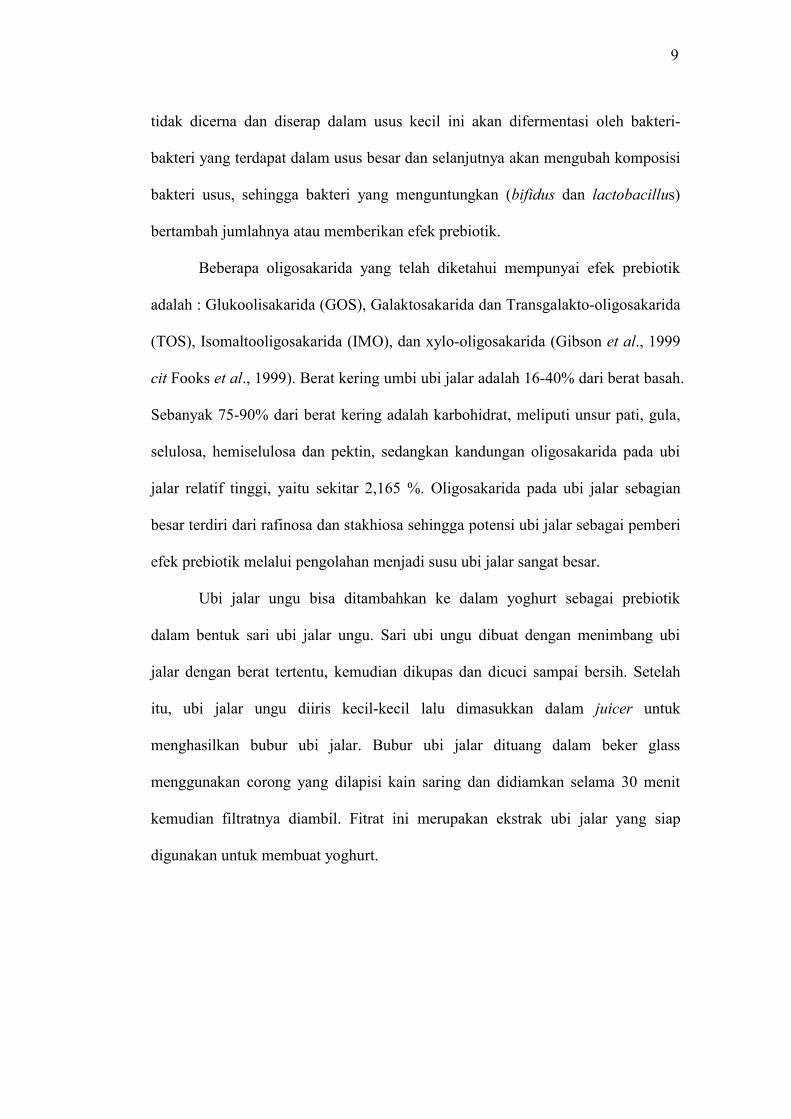
dalam usus besar. Oligosakarida pada ubi jalar sebagian besar terdiri dari rafinosa
dan stakhiosa yang mempunyai ikatan α –galakto-glukosa dan α-galakto-galaktosa
yang dapat dilihat pada gambar 2 (Reddy dan Salunke, 1989 cit. Sukardi et al.,
2001).
Gambar 2. Struktur Kimia Rafinosa, Stakiosa dan Verbaskosa(Reddy dan Salunke, 1989 cit. Sukardi et al., 2001)
Meskipun oligosakarida dari kelompok rafinosa ini tidak dapat dicerna,
karena mukosa usus mamalia (seperti manusia) tidak mempunyai enzim
pencernanya, yaitu α galaktosidase, sehingga oligosakarida tersebut tidak dapat
diserap oleh usus kecil dan menimbulkan flatulensi, namun oligosakarida yang
9
tidak dicerna dan diserap dalam usus kecil ini akan difermentasi oleh bakteri-
bakteri yang terdapat dalam usus besar dan selanjutnya akan mengubah komposisi
bakteri usus, sehingga bakteri yang menguntungkan (bifidus dan lactobacillus)
bertambah jumlahnya atau memberikan efek prebiotik.
Beberapa oligosakarida yang telah diketahui mempunyai efek prebiotik
adalah : Glukoolisakarida (GOS), Galaktosakarida dan Transgalakto-oligosakarida
(TOS), Isomaltooligosakarida (IMO), dan xylo-oligosakarida (Gibson et al., 1999
cit Fooks et al., 1999). Berat kering umbi ubi jalar adalah 16-40% dari berat basah.
Sebanyak 75-90% dari berat kering adalah karbohidrat, meliputi unsur pati, gula,
selulosa, hemiselulosa dan pektin, sedangkan kandungan oligosakarida pada ubi
jalar relatif tinggi, yaitu sekitar 2,165 %. Oligosakarida pada ubi jalar sebagian
besar terdiri dari rafinosa dan stakhiosa sehingga potensi ubi jalar sebagai pemberi
efek prebiotik melalui pengolahan menjadi susu ubi jalar sangat besar.
Ubi jalar ungu bisa ditambahkan ke dalam yoghurt sebagai prebiotik
dalam bentuk sari ubi jalar ungu. Sari ubi ungu dibuat dengan menimbang ubi
jalar dengan berat tertentu, kemudian dikupas dan dicuci sampai bersih. Setelah
itu, ubi jalar ungu diiris kecil-kecil lalu dimasukkan dalam juicer untuk
menghasilkan bubur ubi jalar. Bubur ubi jalar dituang dalam beker glass
menggunakan corong yang dilapisi kain saring dan didiamkan selama 30 menit
kemudian filtratnya diambil. Fitrat ini merupakan ekstrak ubi jalar yang siap
digunakan untuk membuat yoghurt.

10
2.2 Yoghurt
Yoghurt adalah salah satu hasil olahan susu dengan cara difermentasi
sehingga rasanya asam dan manis. Bakteri Lactobacillus bulgaricus dan
Streptococcus thermophilus menguraikan laktosa atau gula susu menjadi asam
laktat yang menyebabkan menjadi asam. Proses pengasaman dan penggumpalan
protein pada yoghurt membuat yoghurt mudah dicerna oleh tubuh. Selain itu,
keberadaan asam laktat pada yoghurt juga membuat penyerapan kalsium di dalam
tubuh menjadi lebih baik. Komposisi gizinya mirip dengan susu, bahkan lebih
lengkap dan jumlahnya relatif lebih banyak, diantaranya mengandung vitamin B
kompleks, kalsium, dan protein. Selama proses fermentasi yoghurt berlangsung,
terjadi sintesis vitamin B kompleks, khususnya thiamin (vitamin B1), riboflavin
(vitamin B2) dan beberapa asam amino penyusun protein (Hidayat dkk, 2006).
Yoghurt mempunyai rasa asam yang sedang, dengan konsistensi lembut
dari gel kental dengan citarasa almon. Citarasa yang enak adalah hasil kerjasama
protokooperasi antara kedua bakteri yoghurt, yang dipengaruhi oleh suhu inkubasi
dan asam yang dihasilkan (Surono, 2004).
Dasar fermentasi susu adalah fermentasi komponen gula di dalam susu,
terutama laktosa menjadi asam laktat dan asam-asam lain. Asam laktat yang
dihasilkan dapat memperbaiki flavor dan menurunkan derajat keasaman susu
sehingga hanya sedikit mikroba yang dapat bertahan hidup. Fermentasi susu dapat
menghambat pertumbuhan bakteri patogen dan mikroba perusak susu sehingga
masa simpan susu dapat diperpanjang (Winarno et al., 2003).
Syarat mutu yoghurt di indonesia menurut SNI 01-2981-2009 bisa dilihat
pada tabel 2.

11
Tabel 2. Syarat Mutu Yoghurt SNI 01-2981-2009
No. Kriteria Uji Satuan
Yogurt tanpaperlakuan panassetelah fermentasi
Yogurt denganperlakuan panassetelah fermentasi
Yogurt RendahLemak
TanpaLemak Yogurt Rendah
LemakTanpaLemak
1. Keadaan1.1 Penampakan - Cairan kental-padat Cairan kental-padat1.2 Bau - Normal/khas Normal/khas1.3 Rasa - Asam/khas Asam/khas1.4 Konsistensi - Homogen Homogen
2. Kadar lemak % b/b Min.3,0 0,6-2,9 Maks.
0,5Min.3,0
0,6-2,9
Maks.0,5
3. Total padatansusu bukan lemak % b/b Min. 8,2 Min. 8,2
4. Protein (Nx6,38) % b/b Min. 2,7 Min. 2,75. Kadar Abu % b/b Maks. 1,0 Maks. 1,0
6.Keasaman(dihitung sebagaiasam laktat)
% b/b 0,5-2,0 0,5-2,0
7. Cemaran logam7.1. Timbal (Pb) mg/kg Maks. 0,3 Maks. 0,37.2. Tembaga(Cu) mg/kg Maks. 20,0 Maks. 20,0
7.3. Timah (Sn) mg/kg Maks. 40,0 Maks. 40,07.4. Raksa (Hg) mg/kg Maks. 0,03 Maks. 0,03
8. Arsen (As) mg/kg Maks. 0,1 Maks. 0,19. Cemaran mikroba9.1 Bakteri Coliform Koloni/g Maks. 10 Maks. 109.2 Salmonella - Negatif/25g Negatif/25g
9.3 Listeriamonocytogenes - Negatif/25g Negatif/25g
10. Jumlah bakteristarter Koloni/g 107 -
Sumber : Badan Standarisasi Nasional (2009)
Menurut Tjahjadi (2000), berdasarkan metode pembuatannya dan struktur
fisik koagulum produknya dikenal dua tipe yoghurt yaitu set yoghurt dan stirred
yoghurt. Pada set yoghurt inkubasi atau fermentasi umumnya dilakukan dalam
kemasan kecil sehingga koagulumnya tidak mengalami perubahan, sedangkan
pada stirred Yoghurt, inkubasi dilakukan dalam tangki-tangki besar lalu dikemas

12
dalam wadah-wadah kecil sehingga koagulum mengalami kerusakan (pemecahan).
Kedua tipe yoghurt ini bersifat semi padat. Drink yoghurt adalah yoghurt dengan
dengan viskositas rendah (cair) dengan kadar padatan total 11 % atau kurang dan
kadar lemak yang lebih tinggi. Tipe ini temasuk stirred yoghurt. Berdasarkan cita
rasanya yoghurt dibedakan menjadi yoghurt polos (plain/natural yoghurt) dimana
tipe ini tidak diberi penambahan zat cita rasa serta yoghurt rasa buah (fruit
yoghurt) dimana tipe ini diberi penambahan cita rasa alami sepeti buah, sirup buah,
gula atau cita rasa sintetis berupa esen, zat pewarna, dan bahan pemanis.
2.2.1 Bahan Baku Yoghurt
Dalam proses pembuatan yoghurt dibutuhkan komposisi bahan sebagai
berikut :
a) Susu Skim
Susu skim adalah bagian susu yang tertinggal sesudah krim diambil
sebagian atau seluruhnya yang mengandung semua zat makanan dari susu kecuali
lemak dan vitamin-vitamin yang larut dalam lemak. Susu skim dapat digunakan
oleh orang yang menginginkan nilai kalori rendah di dalam makanannya karena
hanya mengandung 55 persen dari seluruh energi susu dan skim milk juga
digunakan dalam pembuatan keju dengan lemak rendah dan yoghurt (Buckle et al.,
1987). Penambahan susu skim berfungsi sebagai sumber laktosa bagi bakteri asam
laktat dalam pembuatan yoghurt. Penambahan susu skim bubuk dalam pembuatan
minuman fermentasi akan meningkatkan kandungan total padatan menjadi lebih
tinggi sehingga akan dihasilkan minuman fermentasi yang lebih baik (Widodo,
2003).
13
b) Bahan Pemanis
Bahan pemanis yang digunakan dalam pembuatan yoghurt ubi jalar ungu
adalah sukrosa. Sukrosa menurut Tjahjadi (2000) adalah gula yang dapat berasal
dari gula tebu atau gula bit. Batas penggunaan bahan pemanis atau gula dalam
produk yoghurt adalah 8% karena penggunaan lebih dari 8% dapat menghambat
pertumbuhan bakteri (Rahman et al., 1992).
c) Starter
Starter adalah kultur mikroba yang diinokulasikan ke dalam medium
fermentasi pada saat kultur mikroba tersebut berada pada fase pertumbuhan
eksponensial. Medium yang digunakan merupakan faktor yang penting untuk
memperoleh starter yang baik (Rahman et al., 1992).
Yoghurt dibuat menggunakan dua spesies bakteri yang tumbuh secara
mutualisme, yaitu Lactobacillus bulgaricus dan Streptococcus thermophillus.
Kedua spesies bakteri ini jika ditumbuhkan bersama-sama akan menghasilkan
asam yang lebih banyak dibandingkan jika tumbuh secara terpisah. Perbandingan
yang baik antara bakteri ini untuk memproduksi yoghurt adalah 1:1 (Rahman et
al., 1992 dikutip Martha, 2008).
Streptococcus thermophilus
Streptococcus thermophilus merupakan bakteri asam laktat berbentuk
bulat (kokus) dengan koloni berantai yang bersifat homofermentatif. Bakteri ini
bersifat gram positif, katalase negatif, anaerob fakultatif, tidak toleran terhadap
konsentrasi garam lebih besar dari 6,5%, tidak berspora, bersifat termodurik, dan

14
menyukai suasana mendekati netral dengan pH optimal untuk pertumbuhannya
adalah 6,5.
Suhu optimal pertumbuhan pada 40 - 450C, tidak dapat tumbuh pada suhu
150C dan tumbuh optimum pada pH 6,5 namun masih dapat bertahan pada pH
4,2 – 4,4. S. thermophilus bersifat homofermentatif yaitu memfermentasi laktosa,
sukrosa, glukosa, fruktosa, dan produksi utamanya adalah L(+)-asam laktat
(Tamime dan Deeth, 1980). Bentuk koloni S. thermophilus bisa dilihat pada pada
gambar 3.
Gambar 3. Bentuk Sel Streptococcus thermophilus(Wheatcroft, 2005)
Lactobacilus bulgaricus
Lactobacillus bulgaricus adalah jenis bakteri yang paling penting dari
golongan bakteri asam laktat. Bakteri ini mempunyai sifat gram positif, berbentuk
batang, berukuran medium atau panjang, tidak tumbuh pada suhu 10oC, tetapi
tumbuh pada suhu 45oC, reduksi litmus kuat, tidak tahan garam (6,5 %), dan
merupakan bakteri termodurik (Rahman et al., 1992). Menurut Buckle et al.,
(1987). Bakteri ini lebih tahan asam dibandingkan dengan Streptococcus atau
Pediococcus, oleh karena itu lebih banyak terdapat pada tahapan terakhir dari
fermentasi tipe asam laktat dan mulai berkembang bila pH yoghurt telah menurun
15
sampai kira-kira 4,5, serta sebagai penyebab utama terbentuknya asetaldehida
pada yoghurt.
Lactobacillus bulgaricus memiliki kemampuan yang besar dalam
memfermentasi gula dengan hasil asam laktat lebih dari 50 %, optimum tumbuh
pada pH 5, namun bersifat toleran pada pH 3,5 – 3,8 dan tumbuh pada 43 – 46oC
dan menghasilkan 2,0 – 4,0% asam tertitrasi (Nakazawa dan Hosono, 1992).
Lactobacillus bulgaricus bersifat anaerobik, yaitu hidup tanpa atau dengan sedikit
oksigen. Lactobacillus bulgaricus pada pembuatan yoghurt berperan dalam
penurunan pH sampai sekitar 4,0 juga memberikan kontribusi terhadap flavor
yoghurt melalui produksi asam laktat, asetaldehid, asam asetat, dan diasetil
(Winarno et al., 2003). Pertumbuhan bakteri asam laktat pada susu sangat
tergantung pada sistem proteolitik yang menghidrolisis kasein susu menjadi
peptida dan asam amino (Thomas dan Mills, 1981 dikutip Surono, 2004). Bentuk
sel L. bulgaricus bisa dilihat pada gambar 4.
Gambar 4. Bentuk Sel Lactobacillus Bulgaricus(Steele, 2006)
2.2.2 Proses Fermentasi
Dalam proses pembuatan yoghurt, susu didiamkan pada suhu inkubasi
sesuai kultur starter (Streptococcus thermophillus dan Lactobacillus bulgaricus)
yaitu pada suhu 40oC-45oC yang merupakan suhu pertumbuhan optimum untuk

16
campuran kultur tersebut (Tamime dan Robinson, 2000). Selama proses inkubasi
tersebut terjadi proses fermentasi asam laktat. Fermentasi laktat dalam industri
pangan adalah fermentasi yang dilakukan oleh sekelompok bakteri yang disebut
bakteri asam laktat (Fardiaz, 1992). Dalam prosesnya akan terjadi perubahan
biokimia pada produk fermentasi, meliputi perombakan laktosa, pembentukan
asam laktat, hidrolisis protein susu dan pembentukan tekstur produk fermentasi,
pembentukan komponen flavor. Proses pembentukan asam laktat pada pembuatan
yoghurt disajikan pada gambar 5.
(Helferich dan Westhoff, 1980)
1). Perombakan Laktosa
Pada proses pembentukan produk fermentasi, laktosa akan mengalami
penurunan 20-50% dari semula. Karbohidrat susu (laktosa) merupakan substrat
utama yang dirombak selama proses fermentasi (Fardiaz, 1989). laktosa tidak
Galaktosa + Glukosa Glukosa + Galaktosa-6-P
Glukosa
ß-galaktosidase
Laktosa
Piruvat
Asam LaktatCH3CHOHCOOH
Asetaldehida+ CO2
Gambar 5. Diagram Alir Pembentukan Asam Laktat Pada PembuatanYoghurt

17
secara langsung digunakan dalam proses fermentasi oleh bakteri asam laktat,
tetapi dipecah menjadi glukosa dan galaktosa. Laktosa dirombak oleh enzim
laktase yang dihasilkan oleh starter. Glukosa selanjutnya akan diubah terlebih
dahulu menjadi asam piruvat melalui jalur glikolisis, sedangkan galaktosa akan
diubah menjadi glukosa-1-fosfat dengan menggunakan enzim galaktokinase dan
enzim epimerase (Rasic dan Kurmann, 1978).
2). Pembentukan Asam Laktat
Asam laktat merupakan produk utama yang dihasilkan dari perombakan
laktosa oleh bakteri homofermentatif. Bakteri homofermentatif menghasilkan
lebih dari 85% asam laktat sebagai produk metabolitnya (Surono, 2004). Laktosa
atau gula susu dirombak oleh enzim laktase seperi β-D-galaktosidase dan β-D-
fosfogalaktosidase yang dihasilkan oleh kultur starter Streptococcus thermophilus
dan Lactobacillus bulgaricus menjadi glukosa dan galaktosa. Metabolisme terjadi
melalui jalur glikolisis yang merupakan urutan reaksi oksidasi glukosa menjadi
asam piruvat yang pada gilirannya menjadi asam laktat melalui enzim laktase
dehidrogenase (Helferrich dan Westhoff, 1980). Asam laktat memberikan rasa
asam dan menyumbangkan citarasa yang khas dari yoghurt (Tamime dan Deeth,
1980).
3). Denaturasi Protein dan Pembentukan Tekstur
Protein yang berasal dari susu harus didekomposisi terlebih dahulu oleh
bakteri yoghurt agar dapat dimanfaatkan sebagai nutrisi. Dekomposisi protein
pada proses fermentasi yoghurt terjadi melalui 2 tahap yaitu hidrolisis protein
menjadi polipeptida dengan menggunakan enzim proteinase dan hidrolisis
18
polipeptida menjadi asam amino dengan menggunakan enzim peptidase (Surono,
2004).
Streptococcus thermophillus mempunyai aktivitas peptidase lebih tinggi
dibandingkan Lactobacillus bulgaricus, tetapi aktivitas proteinasenya terbatas,
sedangkan kemampuan untuk menghidrolisis kasein dengan aktivitas proteinasse
jauh lebih tinggi pada Lactobacillus sp. Kadar protein terlarut maksimal yang
dihasilkan oleh kerjasama antara bakteri Streptococcus thermophillus dan
Lactobacillus bulgaricus pada perbandingan 1:1 adalah 70% (Tamime dan
Robinson, 2000)
Kemampuan proteolitik bakteri asam laktat sangat tergantung pada spesies
dan strain. Aktivitas proteolitik tertinggi dimiliki oleh Lactobacillus helveticus,
Lactobacillus bulgaricus, dan Lactobacillus acidophillus dari kelompok
Thermobacteria. Streptococcus thermophillus, Lactobacillus bulgaricus, dan
Lactobacillus acidophillus bekerja dalam menghasilkan protein terlarut.
Lactobacillus bulgaricus dan Lactobacillus acidophillus menghidrolisis protein
menjadi polipeptida dan peptida-peptida kemudian dilanjutkan oleh enzim-enzim
amino peptidase dari Streptococcus thermophillus menjadi asam-asam amino
bebas (Surono, 2004).
Aktivitas bakteri dalam merombak laktosa menjadi asam laktat
menyebabkan turunnya pH atau meningkatkan keasaman susu. Pada pH
isoelektrik (4,6-4,7) kasein atau protein susu menjadi tidak stabil dan terjadi
denaturasi atau modifikasi struktur sekunder, tersier, dan kuartener terhadap
molekul protein tanpa terjadi perubahan pada ikatan kovalen (Winarno, 2003).
19
Akibat produksi asam laktat dan pH isoelektrik menyebabkan terjadi
denaturasi protein, sehingga protein yang terdenaturasi tersebut akan berkurang
kelarutannya. Lapisan molekul protein bagian dalam yang bersifat hidrofobik
berbalik keluar sedangkan bagian luar yang bersifat hidrofilik terlipat kedalam.
Pelipatan atau pembalikan terjadi pada pH isoelektrik dan akhirnya protein akan
menggumpal dan mengendap, viskositas akan bertambah karena molekul protein
mengembang dan menjadi asimetrik (Winarno, 2003).
4). Pembentukan Komponen Flavor
Cita rasa merupakan salah satu sifat organoleptik yang dinilai tidak hanya
dari tanggapan terhadap rasa saja tetapi juga tanggapan terhadap komponen
yoghurt (Tamime dan Robinson, 1989). Komponen flavor pada yoghurt dibagi
menjadi empat kategori utama, yaitu : asam-asam non-volatil (asam piruvat),
asam-asam volatil (asam asetat, asam propionat atau butirat dan asam format),
komponen-komponen karbonil (aseton, asetaldehid, asetoin dan diasetil) dan
komponen lainnya seperti asam amino (Tamime dan Robinson, 1989).
Senyawa asam volatil berperan sebagai penyeimbang komponen aroma
pada produk yoghurt, terbentuk akibat aktivitas metabolisme dari kedua jenis
bakteri yoghurt. Asam volatil yang terbentuk selama fernentasi adalah asam asetat,
asam format, asam kaprilat, asam butirat, dan asam propionate (Rasic & Kurmann,
1978).
Senyawa karbonil yang terbentuk terdiri dari asetaldehid, diasetil, asetoin
(asetilmetil-karbinol), aseton dan butanon-2. Asetaldehid merupakan komponen
senyawa karbonil paling banyak terbentuk dan merupakan komponen utama

20
pembentuk flavor yoghurt. Asetaldehid terbentuk akibat adanya perombakan
laktosa.
Selama proses fermentasi bakteri Lactobacillus bulgaricus lebih berperan
dalam pembentukan komponen asetaldehid dibandingkan Streptococcus
thermophillus karena menghasilkan enzim threonin aldolase yang dapat memecah
threonin menjadi asetaldehid (Surono, 2004).
Diasetil dan asetoin (asetilmetil-karbinol) terdapat dalam jumlah yang
sangat kecil dalam produk yoghurt dan umumnya kandungan asetoin lebih tinggi
dibandingkan kandungan diasetil. Komponen diasetil dan asetoin berperan dalam
membentuk flavor dan aroma khas produk fermentasi. Komponen diasetil akan
memberikan rasa manis, citarasa mentega dan mempunyai daya antimikroba
terhadap bakteri gram negatif (Surono, 2004).
2.2.3 Proses Pembuatan Yoghurt
Bahan dasar pembuatan yoghurt adalah susu yang telah dipasteurisasi.
Meskipun susu dari berbagai jenis binatang dapat digunakan dalam pembuatan
yoghurt, kebanyakan industri yang memproduksi yoghurt menggunakan susu sapi,
baik susu full cream maupun susu skim.
Menurut Mansyah (2004), tahap-tahap pembuatan yoghurt meliputi :
1) Standarisasi Komponen Susu
Standarisasi komponen susu meliputi standardisasi terhadap kandungan
lemak dan padatan bukan lemak. Standardisasi komponen susu dilakukan untuk
memastikan batas-batas tingkat komponen susu yang diisyaratkan dalam
pembuatan yoghurt dan untuk memenuhi kesukaan konsumen. Kandungan lemak
21
pada pembuatan yoghurt berbeda-beda di setiap negara dari yang terendah sebesar
0,1 % sampai tertinggi 10 % (Tamime dan Robinson, 1985). Seperti halnya
kandungan lemak susu, persentase padatan bukan lemak (terutama laktosa, protein,
dan mineral) dalam susu untuk pembuatan yoghurt juga berbeda-beda di setiap
negara sesuai standar yang diberlakukan, tergantung pada karakteristik fisik,
kimia, dan cita rasa yoghurt yang dikehendaki. Di Indonesia, batas kandungan
minimal padatan bukan lemak susu untuk pembuatan yoghurt sesuai dengan
syarat mutu yoghurt (Badan Standardisasi Nasional, 2009) minimal adalah 8,2%.
2) Homogenisasi
Homogenisasi adalah suatu proses pengecilan ukuran globula lemak susu
atau produk susu hingga mencapai kira-kira 1/10 ukuran asalnya. Homogenisasi
dapat dilakukan dengan menekan produk di bawah tekanan tinggi (Stevenson dan
Miller, 1962 dikutip Mansyah, 2004). Menurut Buckle et al., (1987),
homogenisasi unsur-unsur sebelum pasteurisasi dapat meningkatkan konsistensi
dan stabilitas fisik dengan menghasilkan dadi susu yang seragam dan kuat.
Homogenisasi susu menyebabkan sebagian dari partikel-partikel kasein bersatu
dengan butiran lemak.
3) Pasteurisasi
Pasteurisasi pada susu dilakukan untuk mencegah penularan penyakit dan
mencegah kerusakan akibat mikroorganisme dan enzim. Kondisi pasteurisasi
dimaksudkan untuk memberikan perlindungan maksimum terhadap penyakit yang
dibawa oleh susu, dengan mengurangi seminim mungkin kehilangan zat gizinya,
dan sementara itu mempertahankan semaksimal mungkin cita rasa segar (Buckle
et al., 1987). Menurut Tamime dan Robinson (2000), pasteurisasi dapat

22
meningkatkan konsentrasi padatan susu. Selain itu pasteurisasi juga dilakukan
untuk menciptakan kondisi optimum untuk pertumbuhan starter yoghurt.
Perlakuan pasteurisasi susu dalam pembuatan yoghurt berbeda-beda. Pemanasan
pada susu pada suhu 80 – 85oC selama 30 menit dianggap telah optimal (Vernam
dan Sutherland, 1994).
4) Inokulasi dan Inkubasi
Susu yang telah dipasteurisasi didinginkan sampai suhu 45oC. Tujuan
pendinginan ini adalah untuk menciptakan kondisi optimum bagi pertumbuhan
starter yoghurt. Inokulasi starter dilakukan sebanyak 2 – 5% (Dewipadma, 1978
dikutip Basriman, 1988). Inkubasi atau fermentasi yogut dapat dilakukan pada
suhu ruang ataupun suhu 45oC. Namun, menurut Surono (2004), suhu fermentasi
optimum adalah 42 – 45oC selama 3 – 6 jam. Menurut Tamime dan Robinson
(2000), semakin rendahnya suhu inkubasi menyebabkan lambatnya pembentukan
asam. Pada suhu inkubasi 30oC atau suhu ruang, fermentasi yoghurt dapat
berlangsung selama 18-24 jam tegantung pada konsentrasi starter yang
ditambahkan.
5) Pendinginan dan Pengemasan
Penyimpanan bertujuan untuk mengontrol aktivitas starter dan enzim yang
dikandungnya. Pendinginan koagulum dilakukan segera setelah tercapai keasaman
yang dikehendaki. Pendinginan terbaik untuk mengontrol produksi asam adalah
pada suhu 5oC (Tamime dan Robinson, 1989). Pendinginan dapat disertai dengan
perlakuan pengemasan untuk mencegah kontaminasi dan memperpanjang masa
simpan yoghurt. Cara pengemasan dilakukan sesuai dengan tipe yoghurt yang

23
dikehendaki (set yoghurt atau stirred yoghurt) (Mansyah, 2004). Tahapan
pembuatan yoghurt secara umum dapat dilihat pada gambar 6.
Inokulasi
InkubasiT = 42oC, t = 5 Jam
PasteurisasiT = 80oC, t = 30 menit
Susu
Homogenisasi
Pendinginan(T = 5oC)
Yoghurt.
(Mansyah, 2004)
2.3 Probiotik
Probiotik didefinisikan sebagai bakteri hidup yang mempunyai
kemampuan terapeutik pada manusia dan hewan yang bekerja dengan cara
memperbaiki keseimbangan bakteri dalam saluran pencernaan dan probiotik dapat
merangsang fungsi antibiotik dalam sistem kekebalan tubuh serta meningkatkan
daya tahan tubuh itu sendiri (Gibson dan Fuller, 1999). Mikroorganisme probiotik
tidak dapat berpengaruh terhadap lingkungannya selama populasinya tidak
mencapai 106 hingga 108 CFU per gram dalam saluran usus (Walstra et al., 2006).
Starte
Gambar 6. Diagram Proses Pembuatan Yoghurt Secara Umum

24
Salah satu kelompok bakteri yang telah banyak digunakan sebagai
probiotik adalah bakteri asam laktat. Banyak spesies bakteri yang digunakan
dalam industri fermentasi susu, tidak semua bakteri tersebut dapat bersifat sebagai
probiotik. Syarat yang harus dipenuhi antara lain :
1) Mempunyai viabilitas yang tinggi sehingga tetap hidup, tumbuh dan aktif
dalam sistem pencernaan.
2) Berasal dari genus bakteri yang aman untuk di konsumsi.
3) Tahan terhadap asam dan kondisi anaerob.
4) Mampu tumbuh dengan cepat dan menempel pada dinding saluran pencernaan.
5) Mampu menghambat bakteri patogen (Roberfroid, 2000).
Prinsip dasar kerja probiotik adalah pemanfaatan kemampuan
mikroorganisme dalam memecah atau menguraikan rantai panjang karbohidrat,
protein, dan lemak yang menyusun dari asupan yang diberikan. Kemampuan ini
diperoleh karena adanya enzim-enzim khusus yang dimiliki oleh mikroba untuk
memecah ikatan tersebut (Feliatra, et al., 2004).
Sejumlah keuntungan yang diberikan dari penggunaan bakteri probiotik
antara lain yaitu (Çaglar et al., 2005, Wahlqvist, 2002, Schrezenmeir & Vrese,
2001):
a) Meningkatkan kekebalan tubuh terhadap serangan penyakit yang mudah
menular.
b) Mengurangi laktosa intoleran.
c) Pencegahan penyakit usus, diare, radang lambung, infeksi vaginal dan
urogenital.

25
d) Mengurangi tekanan darah dan mengatur hipertensi, konsentrasi serum
kolestrol.
e) Mengurangi alergi, infeksi pernapasan.
f) Memberi ketahanan untuk kemoterapi kanker dan mengurangi kerusakan
kanker kolon.
g) Menghalangi bakteri yang secara langsung ataupun tidak langsung
mengkonversi pro karsinogen penyebab kanker.
h) Mengubah motilitas koloni dan dan waktu perpindahannya.
Mekanisme probiotik dalam memperbaiki dan menstimulir sistem imun
adalah dengan meningkatkan aktifitas makrofag, menigkatkan kandungan antibodi,
mefasilitasi transport antigen, dan membantu perbaikan mukosa (Sarale, 2000
dikutip Surono, 2004). Bakteri probiotik yang sudah melalui uji klinis antara lain
Lactobacillus acidophilus, Bifidobacterium sp., dan Lactobacillus casei Shirota
strain (Winarno, et al., 2003).
Bakteri probiotik yang akan digunakan dalam pembuatan yoghurt sinbiotik
ini adalah Lactobacillus acidophillus. Lactobacillus acidophilus berbentuk rantai
dan bersifat homofermentatif, ditemukan dalam usus manusia, sehingga bakteri ini
dapat dikategorikan sebagai probiotik. Bakteri ini tergolong gram positif dan tidak
membentuk spora. Menurut Tamime dan Robinson (2000),
Lactobacillus acidophilus merupakan Lactobacili yang bersifat obligat
homofermentatif dan non-motil. Suhu optimum pertumbuhannya yaitu 35-450C,
tidak tumbuh pada suhu kurang dari 150C dan pH optimum untuk
pertumbuhannya yaitu 5,5-6,0. Lactobacillus acidophilus dapat memproduksi
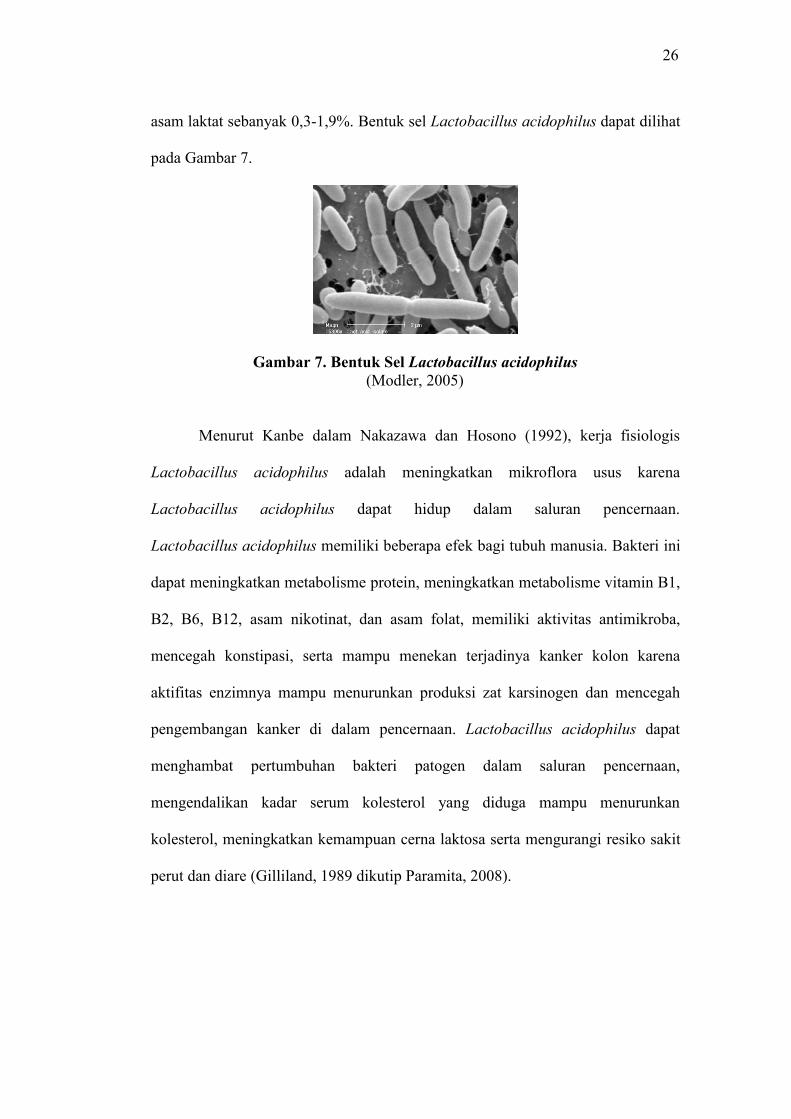
26
asam laktat sebanyak 0,3-1,9%. Bentuk sel Lactobacillus acidophilus dapat dilihat
pada Gambar 7.
Gambar 7. Bentuk Sel Lactobacillus acidophilus(Modler, 2005)
Menurut Kanbe dalam Nakazawa dan Hosono (1992), kerja fisiologis
Lactobacillus acidophilus adalah meningkatkan mikroflora usus karena
Lactobacillus acidophilus dapat hidup dalam saluran pencernaan.
Lactobacillus acidophilus memiliki beberapa efek bagi tubuh manusia. Bakteri ini
dapat meningkatkan metabolisme protein, meningkatkan metabolisme vitamin B1,
B2, B6, B12, asam nikotinat, dan asam folat, memiliki aktivitas antimikroba,
mencegah konstipasi, serta mampu menekan terjadinya kanker kolon karena
aktifitas enzimnya mampu menurunkan produksi zat karsinogen dan mencegah
pengembangan kanker di dalam pencernaan. Lactobacillus acidophilus dapat
menghambat pertumbuhan bakteri patogen dalam saluran pencernaan,
mengendalikan kadar serum kolesterol yang diduga mampu menurunkan
kolesterol, meningkatkan kemampuan cerna laktosa serta mengurangi resiko sakit
perut dan diare (Gilliland, 1989 dikutip Paramita, 2008).
27
2.4 Sinbiotik
Sinbiotik merupakan probiotik dan prebiotik yang dikombinasikan dalam
produk makanan. Probiotik merupakan mikroorganisme non patogen yang hidup
sebagai mikroflora pencernaan yang dapat memberikan pengaruh positif terhadap
kesehatan manusia, sedangkan prebiotik merupakan substrat atau bahan makanan
bagi bakteri probiotik dimana substrat ini akan membantu meningkatkan
pertumbuhan dan keaktifan satu atau lebih bakteri probiotik yang berada dalam
satu kolon sehingga diperoleh kondisi fisiologis dan metabolik yang dapat
memberikan perlindungan pada kesehatan saluran pencernaan (Collins dan
Gibson, 1999).
Minuman sinbiotik yaitu minuman yang mengandung prebiotik dan
probiotik. Mekanisme kerja prebiotik dan probiotik dalam meningkatkan daya
tahan usus antara lain dengan cara mengubah lingkungan saluran usus baik pH
ataupun kadar oksigennya, berkompetisi dengan bakteri jahat hingga mengurangi
kesempatan untuk bakteri jahat berkembang biak. Penggunaan sinbiotik
memungkinkan untuk mengontrol jumlah mikroflora baik di dalam saluran
pencernaan. Kombinasi yang baik antara prebiotik dan probiotik dapat
meningkatkan jumlah bakteri baik (probiotik) yang mampu bertahan hidup dalam
saluran pencernaan dengan melakukan fermentasi terhadap substrat (Collins dan
Gibson, 1999).
Manfaat produk sinbiotik telah banyak diungkapkan. Salah satu yang
terpenting adalah kemampuannya untuk mengatasi diare yang disebabkan bakteri
patogen dan menjaga keseimbangan mikroflora saluran pencernaan. Menurut
Collins dan Gibson (1999) mekanisme penting dari pengaruh sinbiotik adalah

28
melalui pengaruhnya terhadap mikroflora usus besar. Konsumsi sinbiotik
diharapkan dapat meningkatkan jumlah bakteri yang menguntungkan, seperti
Bifidobacteria dan Lactobacillus dan menurunkan bakteri merugikan penyebab
diare.
2.5 Pendugaan Umur Simpan
Menurut Syarief et al. (1989), secara garis besar umur simpan dapat
ditentukan dengan menggunakan metode konvensional (extended storage studies,
ESS) dan metode akselerasi kondisi penyimpanan (ASS atau ASLT). Umur
simpan produk pangan dapat diduga kemudian ditetapkan waktu kedaluwarsanya
dengan menggunakan dua konsep studi penyimpanan produk pangan, yaitu ESS
dan ASS atau ASLT (Floros dan Gnanasekharan 1993).
Penentuan umur simpan produk dengan ESS, yang juga sering disebut
sebagai metode konvensional, adalah penentuan tanggal kedaluwarsa dengan cara
menyimpan satu seri produk pada kondisi normal sehari-hari sambil dilakukan
pengamatan terhadap penurunan mutunya (usable quality) hingga mencapai
tingkat mutu kedaluwarsa. Metode ini akurat dan tepat, namun pada awal
penemuan dan penggunaan metode ini dianggap memerlukan waktu yang panjang
dan analisis parameter mutu yang relatif banyak serta mahal. Dewasa ini metode
ESS sering digunakan untuk produk yang mempunyai masa kedaluwarsa kurang
dari 3 bulan (Floros dan Gnanasekharan 1993).
Metode konvensional biasanya digunakan untuk mengukur umur simpan
produk pangan yang telah siap edar atau produk yang masih dalam tahap
penelitian. Pengukuran umur simpan dengan metode konvensional dilakukan

29
dengan cara menyimpan beberapa bungkusan produk yang memiliki berat serta
tanggal produksi yang sama pada beberapa desikator atau ruangan yang telah
dikondisikan dengan kelembapan yang seragam. Pengamatan dilakukan terhadap
parameter titik kritis dan atau kadar air (Floros dan Gnanasekharan 1993).
Penentuan umur simpan produk dengan metode konvensional dapat
dilakukan dengan menganalisis kadar air suatu bahan, memplot kadar air tersebut
pada grafik kemudian menarik titik tersebut sesuai dengan kadar air kritis produk.
Perpotongan antara garis hasil pengukuran kadar air dan kadar air kritis ditarik
garis ke bawah sehingga dapat diketahui nilai umur simpan produk. Selain
berdasarkan hasil analisis kadar air, kadar air kritis dapat ditentukan berdasarkan
mutu fisik produk (Arpah 2001).
Penentuan umur simpan produk dengan metode ASS atau sering disebut
dengan ASLT dilakukan dengan menggunakan parameter kondisi lingkungan
yang dapat mempercepat proses penurunan mutu (usable quality) produk pangan.
Salah satu keuntungan metode ASS yaitu waktu pengujian relatif singkat (3−4
bulan), namun ketepatan dan akurasinya tinggi (Arpah 2001).
Kesempurnaan model secara teoritis ditentukan oleh kedekatan hasil yang
diperoleh (dari metode ASS) dengan nilai ESS. Hal ini diterjemahkan dengan
menetapkan asumsi-asumsi yang mendukung model. Variasi hasil prediksi antara
model yang satu dengan yang lain pada produk yang sama dapat terjadi akibat
ketidak- sempurnaan model dalam mendiskripsikan sistem, yang terdiri atas
produk, bahan pengemas, dan lingkungan (Arpah 2001).
Penentuan umur simpan produk dengan metode akselerasi dapat dilakukan
dengan dua pendekatan, yaitu pendekatan kadar air kritis dengan teori difusi
30
dengan menggunakan perubahan kadar air dan aktivitas air sebagai kriteria
kedaluwarsa, dan pendekatan semiempiris dengan bantuan persamaan Arrhenius,
yaitu dengan teori kinetika yang pada umumnya menggunakan ordo nol atau satu
untuk produk pangan. Model persamaan matematika pada pendekatan kadar air
diturunkan dari hukum difusi Fick unidireksional. Terdapat empat model
matematika yang sering digunakan, yaitu model Heiss dan Eichner (1971), model
Rudolf (1986), model Labuza (1982), dan model waktu paruh (Syarief et al. 1989).
Tahapan penentuan umur simpan dengan ASS meliputi penetapan
parameter kriteria kedaluwarsa, pemilihan jenis dan tipe pengemas, penentuan
suhu untuk pengujian, prakiraan waktu dan frekuensi pengambilan contoh,
plotting data sesuai ordo reaksi, analisis sesuai suhu penyimpanan, dan analisis
pendugaan umur simpan sesuai batas akhir penurunan mutu yang dapat ditolerir.
Penentuan umur simpan dengan AAS perlu mempertimbangkan faktor teknis dan
ekonomis dalam distribusi produk yang di dalamnya mencakup keputusan
manajemen yang bertanggung jawab.
2.5 Accelerated Shelf Life Testing (ASLT)
Metode Accelerated Shelf Life Testing (ASLT) dilakukan dengan cara
menyimpan produk pangan pada lingkungan ekstrim, sehingga menyebabkan
produk pangan yang disimpan cepat rusak, baik pada suhu atau kelembaban ruang
penyimpanan yang lebih tinggi. Salah satu keuntungan metode ASS (Accelerated
Storage Studies) atau metode akselerasi ini adalah waktu yang relatif singkat (3-4
bulan), namun memiliki ketepatan dan akurasi yang tinggi.

31
Pendekatan metode ASLT dapat dilakukan dengan model kadar air kritis.
Menurut Kusnandar (2006) dikutip Nugroho (2007), model kadar air kritis
biasanya digunakan untuk produk yang mudah rusak karena penyerapan air dari
lingkungan selama penyimpanan. Selain model kadar air kritis, metode ASLT
dapat dilakukan dengan model Arrhenius. Model Arrhenius banyak digunakan
untuk pendugaan umur simpan bahan pangan yang mudah rusak oleh reaksi kimia,
seperti oksidasi lemak, reaksi Maillard, denaturasi protein, serta yang sensitif
terhadap suhu (Ristiani, 2014).
Model Arrhenius banyak digunakan oleh industri pangan karena dapat
memberikan kerusakan produk pangan secara tepat dengan waktu yang relatif
singkat. Model Arrhenius menggunakan teori kinetika yang pada umumnya
menggunakan ordo nol atau satu untuk produk pangan. Model persamaan
matematika pada pendekatan kadar air diturunkan dari hukum difusi Fick
unidireksional. Terdapat empat model matematika yang sering digunakan, yaitu
model Heiss dan Eichner (1971), model Rudolf (1986), model Labuza (1982), dan
model paruh waktu (Syarief dan Halid, 1993).
Menurut Syarief dan Halid (1993), dalam penentuan umur simpan, metode
Arrhenius sangat baik untuk diterapkan dalam penyimpanan produk pada suhu
penyimpanan yang relatif stabil dari waktu ke waktu. Selanjutnya laju penurunan
mutu ditentukan dengan persamaan Arrhenius berdasarkan persamaan.
Keterangan:
KT = laju reaksi pada suhu (T)
�� � �� � ��儰˿窈ˮ� � �� ���t窈�
32
A0 = konstanta laju kinetik pre-eksponensial
Ea = energi aktivasi (Joule/g mol)
R = tetapan gas konstan (8.315 J/g moloK)
T = temperature penyimpanan (oK)
B = konstanta eksponensial
Interpretasi Ea (energi aktivasi) dapat memberikan gambaran mengenai
besarnya pengaruh temperatur terhadap reaksi. Nilai Ea diperoleh dari slope grafik
garis lurus hubungan ln K dengan (1/T). Dengan demikian, energi aktivasi yang
besar mempunyai arti bahwa nilai ln K berubah cukup besar dengan hanya
perubahan beberapa derajat dari temperatur. Dengan demikian, nilai slope akan
besar (Arpah, 2001). Lebih lanjut, besarnya nilai energi aktivasi dapat
digolongkan menjadi tiga, yaitu :
1) Kecil (Ea 2-15 kkal/mol), kerusakan produk diakibatkan karena kerusakan
karatenoid, klorofil, atau oksidasi asam lemak.
2) Sedang (Ea 15-30 kkal/mol), kerusakan produk diakibatkan karena kerusakan
vitamin, kerusakan pigmen yang larut air, dan reaksi Mailard.
3) Besar (Ea 50-100 kkal/mol), kerusakan produk diakibatkan karena denaturasi
enzim, inaktivasi mikroba dan sporanya.
Reaksi kimia pada umumnya dipengaruhi oleh suhu. Oleh sebab itu model
Arrhenius mensimulasikan percepatan kerusakan produk pada kondisi
penyimpanan suhu tinggi di atas suhu penyimpanan normal. Laju reaksi kimia
yang dapat memicu kerusakan produk pangan umumnya mengikuti laju reaksi
ordo 0 dan ordo 1 (Kusnandar, 2006 dikutip Wahyuningrum, 2010). Pada reaksi
ordo nol, laju perubahan A menjadi B dinyatakan sebagai berikut:

33
dengan mengintegralkan kedua ruas persamaan diatas, diperoleh persamaan
sebagai berikut:
Dimana:
C0= nilai mutu awal
Ct = nilai mutu pada masa akhir shelf life
K = konstanta laju reaksi
Menurut Labuza (1982) dan penelitian Hariyadi dan Andarwulan (2006),
tipe kerusakan pangan yang mengikuti model reaksi ordo nol adalah perubahan
kadar air seperti degradasi enzimatis (misalnya pada buah dan sayuran segar serta
beberapa pangan beku), reaksi kecoklatan non-enzimatis (misalnya pada biji-
bijian kering dan produk susu kering) dan reaksi oksidasi lemak (misalnya
peningkatan ketengikan pada snack, makanan kering dan pangan beku).
Jika pada reaksi ordo nol, persentase penurunan mutu bersifat konstan
pada suhu tetap, maka pada reaksi ordo satu penurunan mutu terjadi secara
eksponensial. Pada reaksi ordo satu, laju perubahan A menjadi B dinyatakan
sebagai berikut:
dengan integrasi, diperoleh persamaan sebagai berikut:
����
� �
�ㄱ � �� � �ㄱ
����
� � ��
�� �ㄱ � ln �� � �� �ㄱh
34
Dimana:
C0 = nilai mutu yang tersisa setelah waktu t
Ct = nilai mutu pada akhir masa shelf life
K = konstanta laju reaksi ordo-1 (first order)
Tipe kerusakan bahan pangan yang termasuk dalam rekasi ordo satu
diantaranya (1) ketengikan (misalnya pada minyak salad dan sayuran kering); (2)
pertumbuhan mikroorganisme (misal pada ikan dan daging, serta kematian
mikoorganisme akibat perlakuan panas); (3) produksi off flavor oleh mikroba; (4)
kerusakan vitamin dalam makanan kaleng dan makanan kering; dan (5)
kehilangan mutu protein (makanan kering) (Labuza, 1982 dan Hariyadi dan
Andrawulan, 2006).
Konstanta laju reaksi kimia (k), baik ordo nol maupun ordo satu dapat
dipengaruhi oleh suhu. Secara umum reaksi kimia lebih cepat terjadi pada suhu
tinggi. Oleh sebab itu konstanta laju reaksi kimia (k) akan semakin besar pada
suhu yang lebih tinggi.
Penentuan umur simpan dengan pendekatan Arrhenius dilakukan dalam
beberapa tahapan, yaitu penetapan parameter kriteria kadaluarsa, pemilihan jenis
dan tipe pengemas, penentuan suhu untuk pengujian, prakiraan waktu dan
frekuensi pengambilan contoh, plotting data sesuai ordo reaksi, analisis sesuai
suhu penyimpanan, dan analisis pendugaan umur simpan sesuai batas akhir
penurunan mutu yang dapat ditolerir (Kusnandar, 2004 dikutip Ristiani, 2014).
Menurut Herawati, 2008 dikutip Ramadhani, 2015, penentuan umur simpan
dengan AAS perlu mempertimbangkan faktor teknis dan ekonomis dalam
35
distribusi produk yang di dalamnya mencakup keputusan manajemen yang
bertanggung jawab.
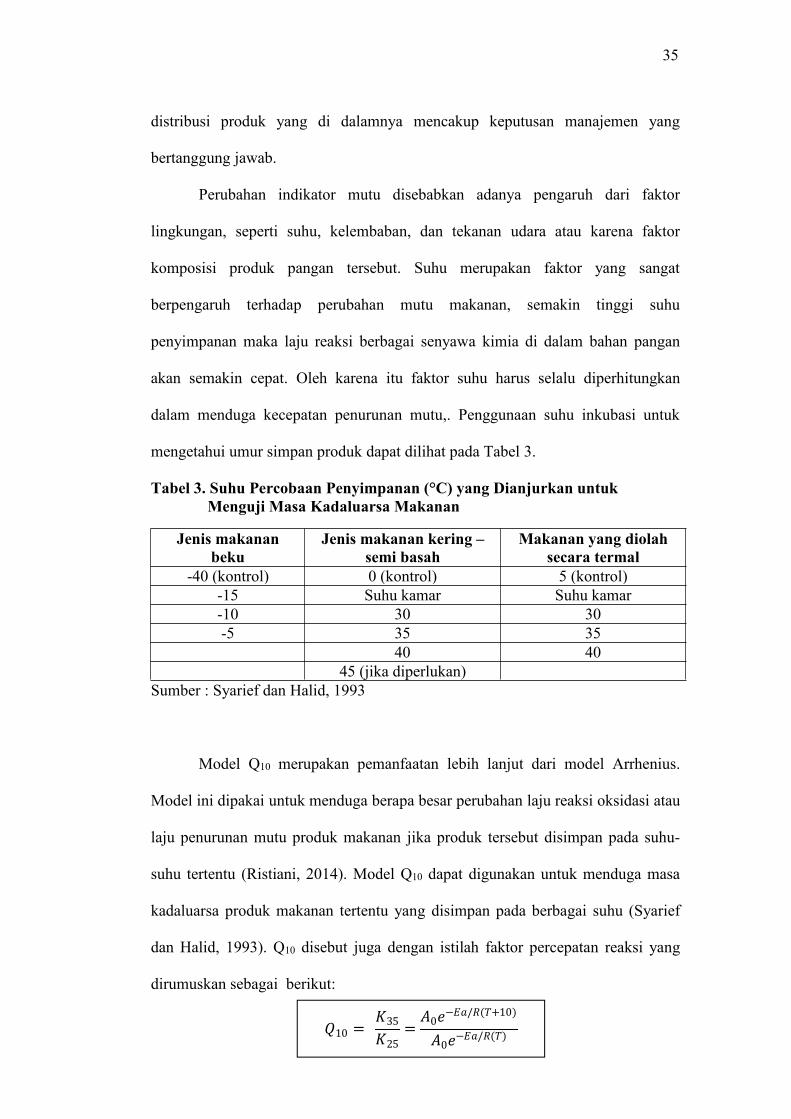
Perubahan indikator mutu disebabkan adanya pengaruh dari faktor
lingkungan, seperti suhu, kelembaban, dan tekanan udara atau karena faktor
komposisi produk pangan tersebut. Suhu merupakan faktor yang sangat
berpengaruh terhadap perubahan mutu makanan, semakin tinggi suhu
penyimpanan maka laju reaksi berbagai senyawa kimia di dalam bahan pangan
akan semakin cepat. Oleh karena itu faktor suhu harus selalu diperhitungkan
dalam menduga kecepatan penurunan mutu,. Penggunaan suhu inkubasi untuk
mengetahui umur simpan produk dapat dilihat pada Tabel 3.
Tabel 3. Suhu Percobaan Penyimpanan (°C) yang Dianjurkan untukMenguji Masa Kadaluarsa Makanan
Jenis makananbeku
Jenis makanan kering –semi basah
Makanan yang diolahsecara termal
-40 (kontrol) 0 (kontrol) 5 (kontrol)-15 Suhu kamar Suhu kamar-10 30 30-5 35 35
40 4045 (jika diperlukan)
Sumber : Syarief dan Halid, 1993
Model Q10 merupakan pemanfaatan lebih lanjut dari model Arrhenius.
Model ini dipakai untuk menduga berapa besar perubahan laju reaksi oksidasi atau
laju penurunan mutu produk makanan jika produk tersebut disimpan pada suhu-
suhu tertentu (Ristiani, 2014). Model Q10 dapat digunakan untuk menduga masa
kadaluarsa produk makanan tertentu yang disimpan pada berbagai suhu (Syarief
dan Halid, 1993). Q10 disebut juga dengan istilah faktor percepatan reaksi yang
dirumuskan sebagai berikut:
��� ���t��t
�����儰˿窈ˮ�����h
����儰˿窈ˮ��h

36
Model Arrhenius dilakukan dengan menyimpan produk pangan dengan
kemasan pada suhu penyimpanan ekstrim. Percobaan dengan metode Arrhenius
bertujuan untuk menentukan konstanta laju reaksi (k) pada beberapa suhu
penyimpanan ekstrim, yang selanjutnya dilakukan ekstrapolasi untuk menghitung
konstanta laju reaksi (k) pada suhu penyimpanan yang diinginkan melalui
persamaan Arrhenius. Dari persamaan tersebut dapat ditentukan nilai k (konstanta
penurunan mutu) pada suhu penyimpanan umur simpan, kemudian dihitung umur
simpan sesuai dengan ordo reaksinya (Wahyuningrum, 2010).




















