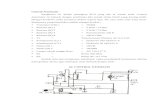
Control Plan
2
CONTROL PLAN Nomor Dokumen Tanggal Berlaku Nomor Revisi Halaman CP - 0001 07 Maret 2014 00 1 dari 2 Dibuat Oleh Disetujui Oleh Rio Oishi Product Code Part Code Customer Process Name Machine, Device, Jig, Tools for Manufacturing Characteristics Process Product/Process Spec. Sample Size Control Method Reaction Plan Evaluation/ Measuerement Technique Material Receiving Material Inspection Cutting Process Chamfering Process Counting, Packing & Dock Audit Final Inspection Product Frequency Manual Quantity Document Packing Condition Complete Align with PO No Damage Tally with PO Manual Visual 1 time At Receiving DO, Mill Sheet Quarantine all suspected material and inform supplier Manual Cutting Pipe Machine Width 37.4 – 38.0 mm Digimatic Indicator Inner Diameter Outer Diameter 12.1 ± 0.1 mm 17.0 ± 0.1 mm Caliper Caliper n = 1 cut Setup & 30 minutes Product Inspection Report Quarantine all suspected material and screening Setup Machine Refer to IK Produksi Manual Appearance No Rusty, Burry, Scratch or Dented Visual 1 time Daily Machine & Setup Checklist Refer to IK Produksi Turret Machine Width 36.9 ± 0.075 mm Dial Indicator Inner Diameter Outer Diameter 12.1 ± 0.1 mm 17.0 ± 0.1 mm Caliper Caliper Inner Chamfer 0,5 ± 0.2 mm Micro Lupe Outer Chamfer Max 0.2 mm Micro Lupe Appearance No Rusty, Burry, Scratch or Dented Visual n = 5 Setup & 30 minutes Product Inspection Report Quarantine all suspected material and screening Setup Machine WI Production Manual 1 time At Setup Machine & Setup Checklist Correct Setup or Process Width 36.9 ± 0.075 mm Dial Indicator Inner Diameter Outer Diameter 12.1 ± 0.1 mm 17.0 ± 0.1 mm Caliper Caliper Inner Chamfer 0,5 ± 0.2 mm Micro Lupe Outer Chamfer Max 0.2 mm Micro Lupe Appearance No Rusty, Burry, Scratch or Dented Visual Manual n = 5, c = 0 Every Lot Outgoing Inspection Report Quarantine all suspected material and screening Anti Rust Spray Manual Apply Anti Rust Applied Manual 100 % At Packing Standard Packing Manual Quantity Standard Packing Visual Marking, Label No Damage Visual Packing Condition Appearance No Rusty, Burry, Scratch or Dented Visual Job Tag Dock Audit Report Quarantine all suspected material and rework Flow Chart No. Revisi Tanggal Revisi Isi Revisi Revisi Oleh Quantity Document Packing Condition Complete Align with PO No Damage Tally with PO Manual Visual 1 time At Receiving DO, Mill Sheet Quarantine all suspected material and inform supplier Material Type STKM 12 C Visual Material Strength Min. 470 N/mm 2 Visual
-
Upload
rio-yudha-prawira -
Category
Documents
-
view
1.651 -
download
0
Transcript of Control Plan

CONTROL PLAN
Nomor Dokumen
Tanggal Berlaku
Nomor Revisi
Halaman
CP - 0001
07 Maret 2014
00
1 dari 2
Dibuat Oleh Disetujui Oleh
Rio Oishi
Product Code RB 1092 – A0 Part Code INNER SLEEVE RB 1092 A0 PT NOK INDONESIACustomer
Process Name
Machine, Device, Jig,
Tools for
Manufacturing
Characteristics
ProcessProduct/Process Spec. Sample Size Control Method Reaction Plan
Evaluation/
Measuerement
Technique
Material Receiving
Material Inspection
Cutting Process
Chamfering Process
Counting, Packing &
Dock Audit
Final Inspection
ProductFrequency
Manual
Quantity
Document
Packing Condition
Complete
Align with PO
No Damage
Tally with PO
Manual
Visual
1 time At Receiving DO, Mill Sheet
Quarantine all
suspected material
and inform supplier
Manual
Cutting Pipe Machine
Width 37.4 – 38.0 mm Digimatic Indicator
Inner Diameter
Outer Diameter
12.1 ± 0.1 mm
17.0 ± 0.1 mm
Caliper
Calipern = 1 cut Setup & 30 minutes
Product Inspection
Report
Quarantine all
suspected material
and screening
Setup Machine Refer to IK Produksi Manual
AppearanceNo Rusty, Burry, Scratch or
DentedVisual
1 time DailyMachine & Setup
ChecklistRefer to IK Produksi
Turret Machine
Width 36.9 ± 0.075 mm Dial Indicator
Inner Diameter
Outer Diameter
12.1 ± 0.1 mm
17.0 ± 0.1 mm
Caliper
Caliper
Inner Chamfer 0,5 ± 0.2 mm Micro Lupe
Outer Chamfer Max 0.2 mm Micro Lupe
AppearanceNo Rusty, Burry, Scratch or
DentedVisual
n = 5 Setup & 30 minutesProduct Inspection
Report
Quarantine all
suspected material
and screening
Setup Machine WI Production Manual 1 time At SetupMachine & Setup
Checklist
Correct Setup or
Process
Width 36.9 ± 0.075 mm Dial Indicator
Inner Diameter
Outer Diameter
12.1 ± 0.1 mm
17.0 ± 0.1 mm
Caliper
Caliper
Inner Chamfer 0,5 ± 0.2 mm Micro Lupe
Outer Chamfer Max 0.2 mm Micro Lupe
AppearanceNo Rusty, Burry, Scratch or
DentedVisual
Manual n = 5, c = 0 Every LotOutgoing Inspection
Report
Quarantine all
suspected material
and screening
Anti Rust Spray
Manual
Apply Anti Rust Applied Manual
100 % At Packing
Standard Packing ManualQuantity
Standard Packing VisualMarking, Label
No Damage VisualPacking Condition
AppearanceNo Rusty, Burry, Scratch or
DentedVisual
Job Tag
Dock Audit Report
Quarantine all
suspected material
and rework
Flow Chart
No. Revisi Tanggal Revisi Isi Revisi Revisi Oleh
Quantity
Document
Packing Condition
Complete
Align with PO
No Damage
Tally with PO
Manual
Visual 1 time At Receiving DO, Mill Sheet
Quarantine all
suspected material
and inform supplierMaterial Type STKM 12 C Visual
Material Strength Min. 470 N/mm2
Visual

Product Code RB 1092 – A0 Part Code INNER SLEEVE RB 1092 A0 PT NOK INDONESIACustomer
Process Name
Machine, Device, Jig,
Tools for
Manufacturing
Characteristics
ProcessProduct/Process Spec. Sample Size Control Method Reaction Plan
Evaluation/
Measuerement
Technique
Storage
ProductFrequency
Manual
Box Condition
Box Quantity
Box Identification
FIFO
No Damage
Stock Transfer List
FIFO Procedure
FIFO Procedure Visual
Visual
Align with Stock Transfer
List
Visual100 %
Every Transferred to
Warehous
Stock Transfer List
FIFO Sticker
Quarantine all
suspected material
and rework
Shipping Manual
Box Condition
Box Quantity
Box Identification
FIFO
No Damage
Shipping List
FIFO Procedure
FIFO Procedure Visual
Visual
Align with Shipping
List
Visual100 % Every Shipping
Shipping Mark
Shipping Pick List
Quarantine all
suspected material
and rework
Flow Chart
CONTROL PLAN
Nomor Dokumen
Tanggal Berlaku
Nomor Revisi
Halaman
CP - 0001
07 Maret 2014
00
2 dari 2
Dibuat Oleh Disetujui Oleh
Rio Oishi
No. Revisi Tanggal Revisi Isi Revisi Revisi Oleh