BUKU INFORMASI MENGINTERPRETASIKAN DETAIL …
41
BUKU INFORMASI MENGINTERPRETASIKAN DETAIL GAMBAR KERJA C.24LAS01.025.1 KEMENTERIAN KETENAGAKERJAAN R.I. DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS DIREKTORAT BINA STANDARDISASI KOMPETENSI DAN PELATIHAN KERJA Jl. Jend. Gatot Subroto Kav. 51 Lt. 6.A Jakarta Selatan 2018
Transcript of BUKU INFORMASI MENGINTERPRETASIKAN DETAIL …

BUKU INFORMASI
MENGINTERPRETASIKAN DETAIL GAMBAR KERJA
C.24LAS01.025.1
KEMENTERIAN KETENAGAKERJAAN R.I.
DIREKTORAT JENDERAL PEMBINAAN PELATIHAN DAN PRODUKTIVITAS DIREKTORAT BINA STANDARDISASI KOMPETENSI DAN PELATIHAN KERJA
Jl. Jend. Gatot Subroto Kav. 51 Lt. 6.A Jakarta Selatan 2018

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 2 dari 41
DAFTAR ISI
DAFTAR ISI -------------------------------------------------------------------------------------- 2
BAB I PENDAHULUAN ------------------------------------------------------------------------ 3
A. Tujuan Umum --------------------------------------------------------------------- 3
B. Tujuan Khusus -------------------------------------------------------------------- 3
BAB II MENYIAPKAN INTERPRETASI DETAIL GAMBAR KERJA ------------------------- 5
A. Pengetahuan yang Diperlukan dalam menyiapkan interpretasi detail
gambar kerja --------------------------------------------------------------------- 5
1. Fungsi gambar teknik ------------------------------------------------------- 5
2. Cara mengidentifikasi gambar teknik ------------------------------------- 7
3. Cara mengidentifikasi Simbol-simbol las -------------------------------- 23
4. Cara mengidentifikasi dimensi las ----------------------------------------- 28
B. Keterampilan yang Diperlukan dalam menyiapkan interpretasi detail
gambar kerja ---------------------------------------------------------------------- 30
1. Mengidentifikasikan gambar teknik --------------------------------------- 30
2. Mengidentifikasikan Simbol-simbol las dan dimensi las --------------- 30
C. Sikap kerja yang diperulkan dalam menyiapkan interpretasi detail
gambar kerja ---------------------------------------------------------------------- 30
1. Cermat dan teliti dalam mengidentifikasi Simbol-simbol las dan
dimensi las -------------------------------------------------------------------- 30
2. Taat asas dalam mengidentifikasi gambar teknik ---------------------- 30
BAB III MEMBUAT SKETSA DETAIL GAMBAR KERJA -------------------------------------- 31
A. ------------------------------------------------------------------------------------------------- P
engetahuan yang Diperlukan dalam membuat sketsa detail gambar
kerja ------------------------------------------------------------------------------- 31
1. --------------------------------------------------------------------------------------------- C
ara mengidentifikasi jenis – jenis sambungan pada gambar kerja - 31
2. --------------------------------------------------------------------------------------------- C
ara mengidentifikasi dimensi komponen pada gambar kerja -------- 32
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 3 dari 41
3. --------------------------------------------------------------------------------------------- C
ara mengidentifikasi proses lain (selain pengelasan) dalam
gambar kerja ---------------------------------------------------------------- 33
B. Keterampilan yang Diperlukan dalam membuat sketsa detail gambar
kerja ------------------------------------------------------------------------------- 34
1. --------------------------------------------------------------------------------------------- M
engidentifikasikan Jenis-jenis sambungan pada gambar kerja ------ 34
2. --------------------------------------------------------------------------------------------- M
engidentifikasikan dimensi komponen pada gambar kerja ----------- 34
3. --------------------------------------------------------------------------------------------- M
engidentifikasikan proses lain (selain pengelasan) dalam gambar
kerja -------------------------------------------------------------------------- 34
C. Sikap Kerja yang Diperlukan dalam membuat sketsa detail gambar
kerja -------------------------------------------------------------------------------- 34
1. --------------------------------------------------------------------------------------------- H
arus cermat dan teliti dalam mengidentifikasi Jenis-jenis
sambungan pada gambar kerja ------------------------------------------ 34
2. --------------------------------------------------------------------------------------------- H
arus taat asas dalam mengidentifikasi dimensi komponen pada
gambar kerja ---------------------------------------------------------------- 34
3. --------------------------------------------------------------------------------------------- t
eliti, cermat dan taat asas dalam mengidentifikasi proses lain
(selain pengelasan) dalam gambar kerja ------------------------------- 34
DAFTAR PUSTAKA ------------------------------------------------------------------------------- 35
A. Dasar Perundang-undangan ---------------------------------------------------- 35
B. Buku Referensi ------------------------------------------------------------------- 35
C. Majalah atau Buletin -------------------------------------------------------------- 35
D. Referensi Lainnya ----------------------------------------------------------------- 35
DAFTAR PERALATAN/MESIN DAN BAHAN --------------------------------------------------- 36
A. Daftar Peralatan/Mesin ----------------------------------------------------------- 36
B. Daftar Bahan ----------------------------------------------------------------------- 36
LAMPIRAN ----------------------------------------------------------------------------------------- 37

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 4 dari 41
Lampiran 1 ------------------------------------------------------------------------------ 38
DAFTAR PENYUSUN ----------------------------------------------------------------------------- 39
BAB I
PENDAHULUAN
a. Tujuan Umum
Setelah mempelajari modul ini peserta latih diharapkan mampu menginterpretasikan
detail gambar kerja untuk proses pengelasan.
b. Tujuan Khusus
Adapun tujuan mempelajari unit kompetensi melalui buku informasi
menginterpretasikan detail gambar kerja guna memfasilitasi peserta latih sehingga
pada akhir pelatihan diharapkan memiliki kemampuan sebagai berikut:
1. Menyiapkan interpretasi detail gambar kerja meliputi Mengidentifikasikan
gambar teknik, Mengidentifikasikan Simbol-simbol las dan dimensi las;
2. Membuat sketsa detail gambar kerja meliputi kegiatan Mengidentifikasikan
Jenis-jenis sambungan pada gambar kerja, Mengidentifikasikan dimensi
komponen pada gambar kerja, Mengidentifikasikan proses lain (selain
pengelasan) dalam gambar kerja;

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 5 dari 41
BAB II
MENYIAPKAN INTERPRETASI DETAIL GAMBAR KERJA
A. Pengetahuan yang Diperlukan dalam Menyiapkan interpretasi detail
gambar kerja
1. Fungsi gambar teknik
Gambar adalah sebuah alat komunikasi untuk menyatakan maksud dari
seorang ahli teknik. Oleh karena itu gambar sering juga disebut sebagai
bahasa teknik atau bahasa untuk ahli teknik. Penerusan informasi adalah
fungsi yang penting untuk bahasa maupun gambar. Gambar bagaimanapun
adalah bahasa teknik. Oleh karena itu gambar diharapkan dapat meneruskan
keterangan-keterangan secara tepat dan obyektif. Keterangan-keterangan
dalam gambar yang tidak dapat dinyatakan dengan bahasa lisan harus
diwakili oleh lambang-lambang. Karena itu, kualitas keterangan yang dapat
diberikan dalam gambar tergantung dari keterampilan juru gambar (drafter).
Sebagai juru gambar sangat penting untuk memberikan gambar yang
tepat dan mempertimbangkan kemampuan pembacanya. Untuk pembaca,
yang terpenting adalah mengumpulkan keterangan sebanyak yang dapat
dibacanya dengan teliti.
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 6 dari 41
Gambar teknik memiliki 3 fungsi, yaitu: sarana penyampaian informasi,
sarana penyimpanan informasi dan sebagai konsep.
a. Sarana Penyampaian Informasi
Gambar teknik mempunyai fungsi meneruskan informasi dari juru
gambar kepada orang-orang yang bersangkutan, seperti: perencana
proses, operator, pemeriksa, perakit dan sebagainya. Orang-orang yang
bersangkutan bukan saja orang-orang dalam pabrik tetapi juga orang-
orang di pabrik lain yang merupakan pihak sub kontrak (rekanan)
ataupun orang-orang berbahasa asing yang berhubungan dengan
rancangan tersebut
b. Sarana Pengawetan, Penyimpanan dan Penggunaan Informasi
Gambar merupakan data teknis yang sangat penting sebagai bahan
informasi untuk perencanaan yang akan datang. Untuk membuat satu
unit alat (misalnya mesin) memerlukan beratus-ratus bahkan beribu-
ribu gambar yang harus dibuat. Karena itu gambar harus diberi nomor
(kodifikasi nomor urut). Nomor urut dibuat untuk memudahkan dalam
mencari data/informasi saat merakit atau mereparasi suatu suku
cadang.
Selain diberi nomor, gambar perlu juga disimpan dan diawetkan sebagai
informasi untuk rencana-rencana baru. Penyimpanan gambar ini dapat
dilakukan dengan tiga cara, yaitu:
1) Disimpan dengan dibendel dengan cara gambar
dikumpulkan, gambar yang mempunyai ukuran besar dilipat
sesuai dengan aturan melipat gambar, diurut sesuai dengan
pengelompokannya kemudian dibendel dalam satu file.
2) Untuk menghemat tempat, gambar difoto dengan skala
diperkecil dan klisenya disimpan pada kartu berlubang untuk
memudahkan mencari gambar yang diperlukan.
3) Saat ini gambar dapat dibuat dengan komputer, maka
penyimpanan gambar pun dapat disimpan dalam media CD atau
hard disk.
c. Konsep

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 7 dari 41
Dalam perencanaan, konsep abstrak yang melintas dalam pikiran
diwujudkan dalam bentuk gambar melalui proses. Awalnya konsep
(ide) dianalisa lalu diwujudkan dalam bentuk gambar untuk kemudian
diteliti dan dievaluasi.
Proses ini diulang-ulang sehingga didapatkan gambar yang sempurna.
Dengan demikian gambar tidak hanya melukiskan gambar, tetapi
berfungsi juga sebagai peningkat daya pikir untuk perencana. Oleh
karena itu seorang lulusan teknik tanpa kemampuan menggambar akan
memiliki kekurangan dalam cara menyampaikan atau menerangkan
sebuah ide.
2. Cara mengidentifikasi gambar teknik
Cara mengidentifikasi gambar teknik meliputi banyak komponen berikut
macam – macam komponennya :
a. Perlengkapan / Alat – Alat Menggambar Teknik
1) Mesin Gambar
Mesin gambar adalah suatu alat untuk mempercepat penyelesaian
gambar. Dengan mesin ini gambar yang diperoleh lebih baik dan
lebih tepat. Ketinggian serta kemiringan papan gambarnya dapat
dilakukan / distel dengan mudah dan cepat. Diatas papan gambar
dilengkapi dengan busur derajat, sepasang mistar yang tegak lurus
satu sama lain, serta bias diatur kemiringannya sesuai keinginan
dan dapat digerakkan bebas di semua permukaan papan gambar.
Lihat gambar 2.1 dibawah ini.

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 8 dari 41
Gambar 2.1 Meja gambar
2) Papan Gambar
Papan gambar harus dibuat dari jenis kayu dengan urat yang halus
untuk mendapatkan permukaan papan gambar yang rata dan
halus. Kedua kaki penyangga / penguat dipasang dibawah papan
gambar dengan sambungan ekor burung agar papan gambar kuat,
tidak melengkung / bergelombang apabila keadaan udara panas
atau dingin yang akan mempengaruhi kelembaban kayu. Kaki –
kaki ini dibuat miring agar papan gambar miring ke arah tukang
gambar. Dengan demikian akan memudahkan pelaksanaan
menggambar. Pada kaki penguat tersebut dibuat alur untuk
menyimpan mistar gambar.
Harus dijaga agar permukaan papan gamar tetap rata dan halus.
Oleh karena itu jangan sekali – kali memotong kertas gambar
memakai landasan papan gambar.
3) Mistar Pengukur
Mistar pengukur mempunyai garis pembagi dalam mm, dibuat dari
bahan yang tidak mudah rusa, biasanya dari kayu yang baik, tidak
terpengaruh kelembaban udara atau dari seluloid. Untuk
memindahkan ukuran yang baik dan tepat, pembagian skala harus
sedekat mungkin dengan kertas, jadi harus tipis.
Mistar ukur ini tidak boleh bengkok, oleh karena itu hanya untuk
memindahkan ukuran, bukan untuk menggaris. Pada mistar hitung
biasanya juga diperuntukkan sebagai mistar pengukur.

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 9 dari 41
Gambar 2.2 Mistar Pengukur
4) Pensil Gambar
Pensil dibuat dengan berbagai macam kekerasan. Tingkat
kekerasan diberi tanda dengan huruf dan disertai angka B = Black,
F = Firm, H = Hard. Lebih banyak B, pensil lebih lunak, lebih
banyak H pensil lebih keras. Adapun pensil gambar sesuai
golongannya yaitu :
Golongan lunak sampai paling lunak meliputi B, 2B, 3B dan 4B.
Golongan pensil tulis, keras sedang meliputi HB, F
Golongan keras sampai sangat keras meliputi H sampai dengan
9H.
Tanda – tanda khusus pada pensil gambar dengan angka
adalah
No. 1 = lunak
No. 2 = sedang
No. 3 = keras
No. 4 = keras sekali
Kekerasan pensil yang harus dipakai tergantung pada
keadaan kertas dan gambar. Makin besar kertas dan makin halus /
rumit gambar, maka dipakai pensi yang makin keras.
Pensil HB dan F tidak boleh dipakai gambar teknik karena
terlalu lunak sehingga garis yang digambar mudah luntur dan

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 10 dari 41
membuat gambar menjadi kotor. Dengan pensil ini tidak dapat
membuat garis yang tajam. Pensil akan cepat tumpul.
Maka yang paling tepat adalah pensil H dan 2H. Ujung pensil
yang pipih dan bulat pada ujung / titik tulisnya lebih baik daripada
titik tuli yang bulat atau runcing. Ujung piph dan bulat akan tahan
lama dan tidak mudah putus.
Sekarang banyak dipakai pensil gambar mekanik karena titik
tulisnya tidak mudah putus dan inti pensilnya mudah disimpan.
5) Mal Gambar dan Mal Bentuk
Tidak semua garis lengkung dapat digambar dengan jangka, maka
untuk mengatasi hal tersebut dipakai mal gambar, misal gambar
elips, parabola, hyperbola, lengkungan potongan dan sebagainya
(gambar 2.3). Untuk menggambar, bentuk – bentuk dengan
ukuran tertentu supaya lebih cepat dipergunakan mal – mal bentuk
(gambar 2.4).
Gambar 2.3 Mal Gambar
Gambar 2.4 Mal Bentuk

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 11 dari 41
6) Busur Derajat
Busur derajat dibuat dari logam yaitu aluminium atau plastik.
Biasanya busur derajat ini mempunyai garis – garis pembagi dari 00
sampai dengan 1800 (gambar 2.5). Dengan alat ini dapat diukur
sudut atau membagi sudut.
Gambar 2.5 Busur Derajat
7) Kertas Gambar
Untuk latihan dan perencanaan awal biasanya dipakai kertas
gambar yang tebal dan putih serta permukaannya tidak berbulu
atau kasar. Jika kertas yang dipakai kasar / berbulu akan sulit
menarik garis lurus atau garis lengkung yang kecil – kecil. Bila
menggambar sket akan lebih mudah menggunakan kertas
milimeter karena perbandingan panjang garis yang satu dengan
yang lainnya pada kertas milimeter bisa diatur sehingga gambar
yang diperoleh mempunyai ukuran yang serasi dengan ukuran
benda kerja yang direncanakan.
Apabila gambar kerja yang dibutuhkan lebih dari satu atau akan
diproduksi lagi (untuk kebutuhan pada bagian – bagian lain seperti
pada bagian produksi, atau untuk penyimpanan data dan lain –
lain) biasanya dipakai kertas kalkir. Di dalam bengkel biasanya
dipakai gambar produksi ulang, sedangkan gambar aslinya (kalkir)
dan sebuah copynya disimpan sebagai arsip.
a) Standar Ukuran Kertas Gambar
Kertas gambar mempunyai ukuran panjang dan lebar.
Sebagai ukuran pokok dari kertas gambar, diambil ukuran
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 12 dari 41
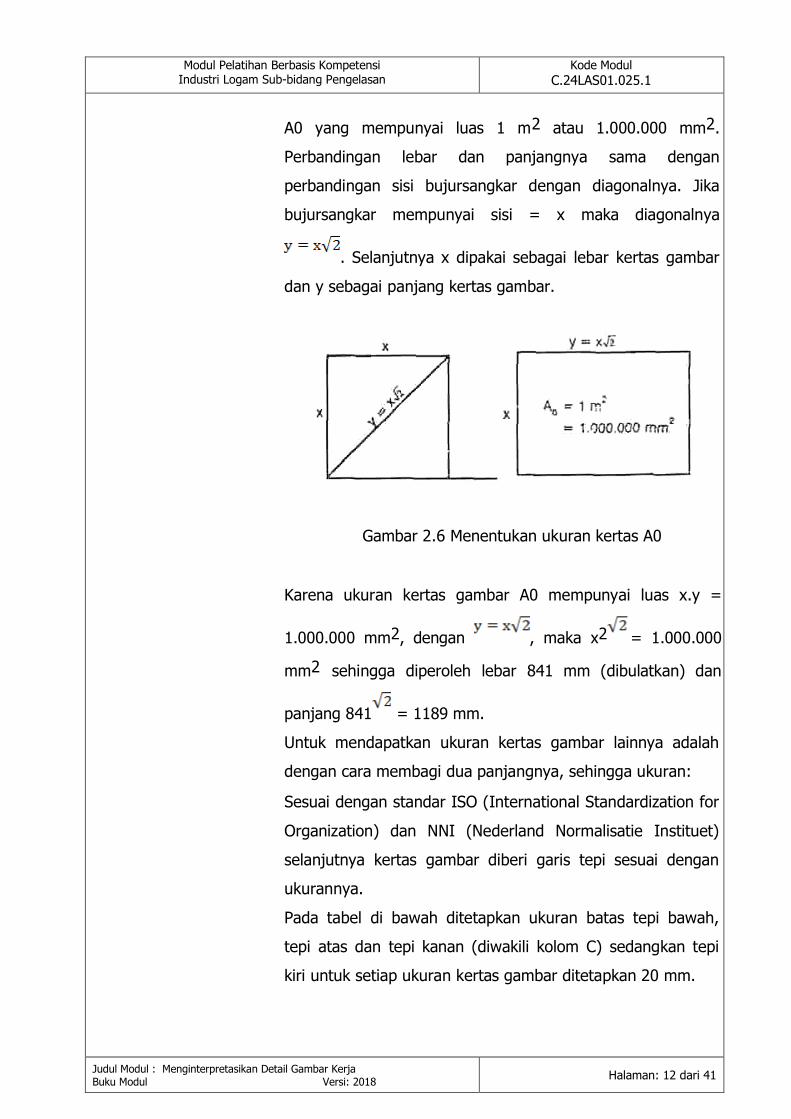
A0 yang mempunyai luas 1 m2 atau 1.000.000 mm2.
Perbandingan lebar dan panjangnya sama dengan
perbandingan sisi bujursangkar dengan diagonalnya. Jika
bujursangkar mempunyai sisi = x maka diagonalnya
. Selanjutnya x dipakai sebagai lebar kertas gambar
dan y sebagai panjang kertas gambar.
Gambar 2.6 Menentukan ukuran kertas A0
Karena ukuran kertas gambar A0 mempunyai luas x.y =
1.000.000 mm2, dengan , maka x2 = 1.000.000
mm2 sehingga diperoleh lebar 841 mm (dibulatkan) dan
panjang 841 = 1189 mm.
Untuk mendapatkan ukuran kertas gambar lainnya adalah
dengan cara membagi dua panjangnya, sehingga ukuran:
Sesuai dengan standar ISO (International Standardization for
Organization) dan NNI (Nederland Normalisatie Instituet)
selanjutnya kertas gambar diberi garis tepi sesuai dengan
ukurannya.
Pada tabel di bawah ditetapkan ukuran batas tepi bawah,
tepi atas dan tepi kanan (diwakili kolom C) sedangkan tepi
kiri untuk setiap ukuran kertas gambar ditetapkan 20 mm.

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 13 dari 41
Penetapan jarak ini dimaksudkan untuk memberikan jarak
sehingga jika kertas gambar dibundel tidak akan
mengganggu gambarnya.
Tabel 2.1 Standar ukuran kertas
b. Jenis – Jenis Garis
Selain pembakuan ukuran kertas gambar, jenis garis pada gambar
teknik pun turut ditetapkan sehingga setiap garis menunjukkan fungsi
tersendiri. Terdapat sedikit perbedaan antar berbagai bidang
keteknikan dalam jenis dan fungsi garis ini.
Tabel 2.2 Jenis-jenis garis dan penggunaannya (ISO R. 128)

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 14 dari 41
c. Standar Huruf dan Angka
Huruf dan angka yang dipakai pada gambar teknik, yang dianjurkan
oleh ISO 3098/11974 harus mudah dibaca dan dapat ditulis miring 7
atau tegak. Contoh atau gambaran dari huruf dan angka yang dipakai
pada gambar teknik adalah sebagai berikut.
1) Penulisan Huruf dan Angka Tegak

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 15 dari 41
Gambar 2.7 Huruf dan angka tegak
2) Penulisan Huruf dan Angka Miring (75 )
Gambar 2.8 Huruf dan angka miring
3) Ukuran Huruf Standar
Perbandingan tinggi dan lebar huruf diambil dari perbandingan
ukuran kertas yang distandarkan, yaitu
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 16 dari 41
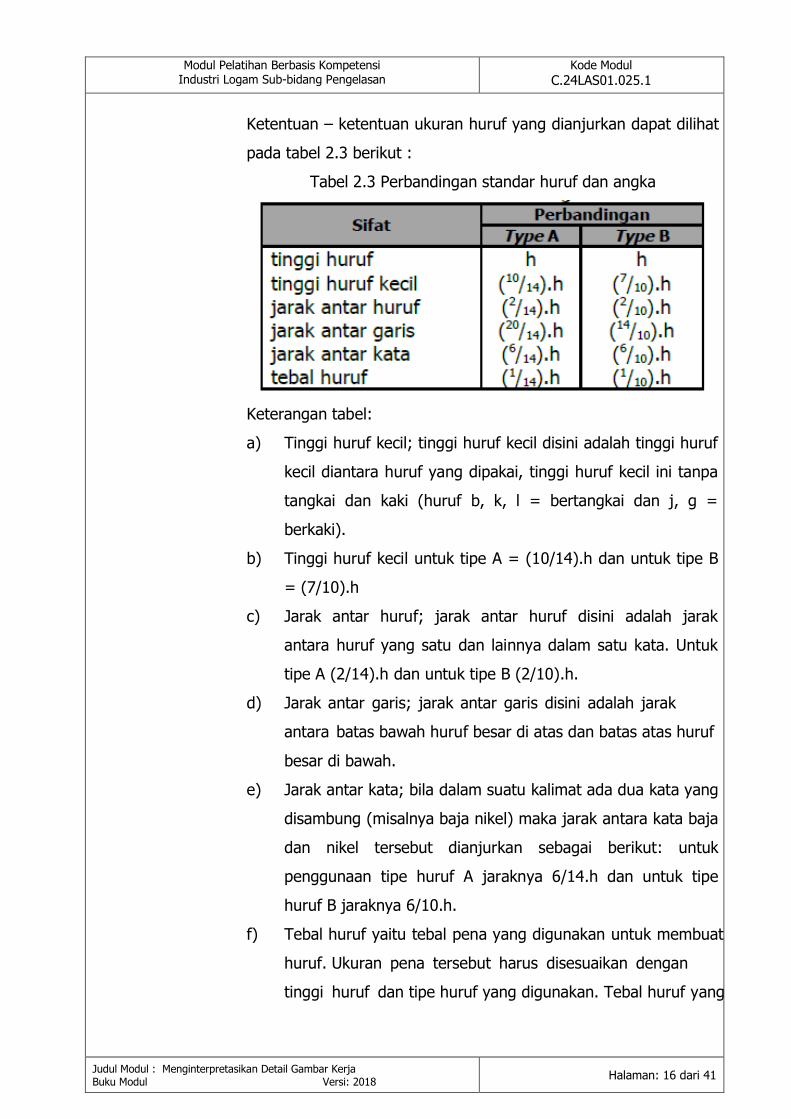
Ketentuan – ketentuan ukuran huruf yang dianjurkan dapat dilihat
pada tabel 2.3 berikut :
Tabel 2.3 Perbandingan standar huruf dan angka
Keterangan tabel:
a) Tinggi huruf kecil; tinggi huruf kecil disini adalah tinggi huruf
kecil diantara huruf yang dipakai, tinggi huruf kecil ini tanpa
tangkai dan kaki (huruf b, k, l = bertangkai dan j, g =
berkaki).
b) Tinggi huruf kecil untuk tipe A = (10/14).h dan untuk tipe B
= (7/10).h
c) Jarak antar huruf; jarak antar huruf disini adalah jarak
antara huruf yang satu dan lainnya dalam satu kata. Untuk
tipe A (2/14).h dan untuk tipe B (2/10).h.
d) Jarak antar garis; jarak antar garis disini adalah jarak
antara batas bawah huruf besar di atas dan batas atas huruf
besar di bawah.
e) Jarak antar kata; bila dalam suatu kalimat ada dua kata yang
disambung (misalnya baja nikel) maka jarak antara kata baja
dan nikel tersebut dianjurkan sebagai berikut: untuk
penggunaan tipe huruf A jaraknya 6/14.h dan untuk tipe
huruf B jaraknya 6/10.h.
f) Tebal huruf yaitu tebal pena yang digunakan untuk membuat
huruf. Ukuran pena tersebut harus disesuaikan dengan
tinggi huruf dan tipe huruf yang digunakan. Tebal huruf yang

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 17 dari 41
dianjurkan untuk tipe A adalah 1/14.h dan untuk tipe B yaitu
1/10.h.
Contoh 1 :
Jika huruf mempunyai tinggi h = 14 mm, berapa lebar
hurufnya (x = lebar huruf)?
Jawab :
dengan h = 14 mm, maka
jadi lebar hurufnya adalah 9,899 mm atau dibulatkan menjadi
10 mm
d. Tata Letak (lay out)
1) Kepala Gambar (etiket)
Setiap gambar kerja yang dibuat, selalu ada etiketnya. Etiket
dibuat di sisi kanan bawah kertas gambar. Pada etiket (kepala
gambar) ini kita dapat mencantumkan:
a) nama yang membuat gambar
b) judul gambar
c) nama instansi, departemen atau sekolah
d) tanggal menggambar atau selesainya gambar
e) tanggal diperiksanya gambar dan nama pemeriksa
f) ukuran kertas gambar yang dipakai
g) skala gambar
h) jenis proyeksi
i) satuan ukuran yang digunakan
j) berbagai data yang diperlukan untuk kelengkapan gambar.
e. Skala

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 18 dari 41
Skala merupakan perbandingan ukuran antar objek pada
gambar dengan ukuran benda sebenarnya. Skala dikelompokkan
menjadi: skala sebenarnya, skala diperbesar dan skala diperkecil.
Bilangan skala yang direkomendasikan untuk digunakan pada gambar
teknik adalah: 1, 2, 5 dan 10.
Tabel 2.4. Skala pada gambar teknik
Kategori Skala yang direkomendasikan
Skala perbesaran
50: 1 20: 1 10: 1
5: 1 2: 1
Ukuran sebenarnya 1: 1
Skala pengecilan
1: 2 1: 5 1: 10
1: 20 1: 50 1: 100
1: 200 1: 500 1: 1000
1: 2000 1: 5000 1: 10000
f. Mengenal Proyeksi
Untuk bisa membaca gambar, maka terlebih dahulu anda harus
memahami informasi yang terdapat pada gambar tersebut.
Untuk bisa memahami informasi dari sebuah gambar, antara designer
(perancang gambar), drafter (juru gambar) dan operator (pengguna
gambar) harus mempunyai konsep yang sama sehingga informasi
gambar yang dimaksudkan tidak terjadi salah pengertian di antara
ketiga orang tersebut.
Untuk itu designer, drafter dan operator harus memahami, simbol,
ukuran dan skala gambar yang telah distandarkan. Cara yang lain dapat
dilakukan untuk bisa membaca gambar adalah dengan memahami jenis
proyeksi dari gambar tersebut.
Proyeksi adalah gambar dari benda nyata atau khayalan, yang
dilukiskan menurut garis-garis pandangan pengamat pada suatu bidang
datar/ bidang gambar. Proyeksi juga berfungsi untuk menyatakan
wujud benda dalam bentuk gambar yang diperlukan.

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 19 dari 41
Proyeksi merupakan cara penggambaran suatu benda, titik, garis,
bidang, benda ataupun pandangan suatu benda terhadap suatu bidang
gambar. Proyeksi piktorial/pandangan tunggal adalah cara penyajian
suatu gambar tiga dimensi terhadap bidang dua dimensi. Sedangkan
proyeksi ortogonal merupakan cara pemproyeksian yang bidang
proyeksinya mempunyai sudut tegak lurus terhadap proyektornya.
Secara umum proyeksi dapat dilihat pada Gambar 2.9
Gambar 2.9 Grafik pembagian gambar proyeksi
1) Proyeksi Piktorial (Posisi Benda)
Untuk menampilkan gambar-gambar tiga dimensi pada sebuah
bidang dua dimensi, dapat dilakukan dengan beberapa macam cara
proyeksi sesuai dengan aturan menggambar. Beberapa macam
cara proyeksi antara lain
a) Proyeksi Isometrik
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 20 dari 41
Untuk mendapatkan sedikit gambaran mengenai bentuk
benda yang sebenarnya pada umumnya dibuat gambar
isometri, dimetri dan trimetri, dari proyeksi aksonometrinya.
Pada proyeksi aksonometri tidak terdapat panjang sisi yang
sebenarnya dari benda yang bersangkutan. Oleh karena itu,
penggambarannya memakan waktu. Di pihak lain gambar
isometri, dimetri atau trimetri setidaknya satu sisi merupakan
panjang sisi yang benar. Pada gambar isometri panjang garis
pada sumbu-sumbu isometri menggambarkan Panjang yang
sebenarnya. Karena itu penggambarannya sangat sederhana,
dan banyak dipakai untuk membuat gambar satu pandangan.
Gambar isometri dapat menyajikan benda dengan tepat dan
memerlukan waktu yang lebih singkat dibandingkan dengan
cara proyeksi yang lain.
a sumbu
- Sumbu x dan sumbu y mempunyai sudut 30° terhadap garis
mendatar.
- Sudut antara sumbu satu dengan sumbu lainnya 120°.
Panjang gambar pada masing-masing sumbu sama dengan
panjang benda yang
digambarnya.
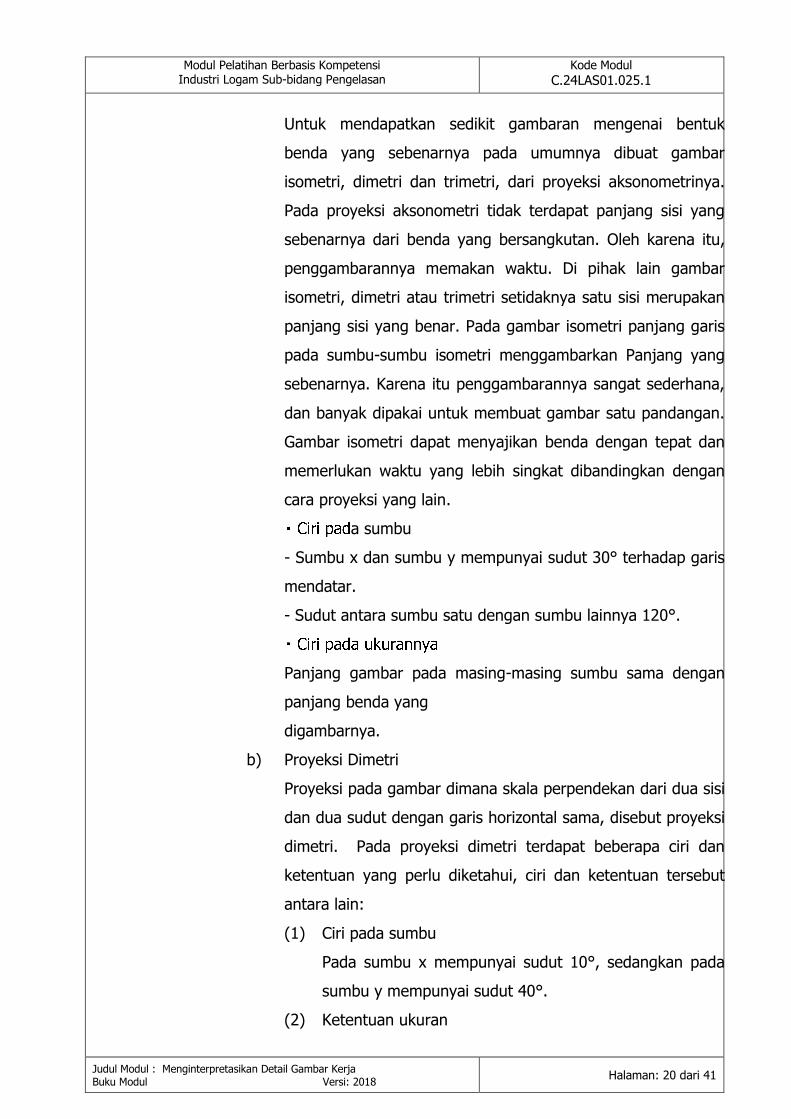
b) Proyeksi Dimetri
Proyeksi pada gambar dimana skala perpendekan dari dua sisi
dan dua sudut dengan garis horizontal sama, disebut proyeksi
dimetri. Pada proyeksi dimetri terdapat beberapa ciri dan
ketentuan yang perlu diketahui, ciri dan ketentuan tersebut
antara lain:
(1) Ciri pada sumbu
Pada sumbu x mempunyai sudut 10°, sedangkan pada
sumbu y mempunyai sudut 40°.
(2) Ketentuan ukuran

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 21 dari 41
Perbandingan skala ukuran pada sumbu x = 1 : 1, dan
skala pada sumbu y = 1 : 2,
sedangkan pada sumbu z = 1 : 1
Contoh :
Gambar 2.10 Proyeksi dimetri
c) Proyeksi Miring
Pada proyeksi miring, sumbu x berhimpit dengan garis
horisontal/mendatar dan sumbu y mempunyai sudut 45°
dengan garis mendatar. Skala pada proyeksi miring sama
dengan skala pada proyeksi dimetri, yaitu skala pada sumbu x
= 1 : 1, dan pada sumbu y = 1 : 2, sedangkan pada sumbu z
= 1 : 1.
2) Proyeksi Ortogonal
Proyeksi ortogonal adalah gambar proyeksi yang bidang
proyeksinya mempunyai sudut tegak lurus terhadap proyektornya.
Garis-garis yang memproyeksikan benda terhadap bidang proyeksi
disebut proyektor. Selain proyektor tegak lurus terhadap bidang
proyeksinya juga proyektor-proyektor tersebut sejajar satu sama
lain. Contoh-contoh proyeksi ortogonal dapat dilihat pada gambar
dibawah ini
a) Proyeksi ortogonal dari sebuah titik
b) Proyeksi ortogonal dari sebuah garis
c) Proyeksi ortogonal dari sebuah bidang
d) Proyeksi ortogonal dari sebuah benda
3) Proyeksi Pandangan
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 22 dari 41
Proyeksi Eropa dan Amerika merupakan proyeksi yang digunakan
untuk memproyeksikan pandangan dari sebuah gambar tiga
dimensi terhadap bidang dua dimensi
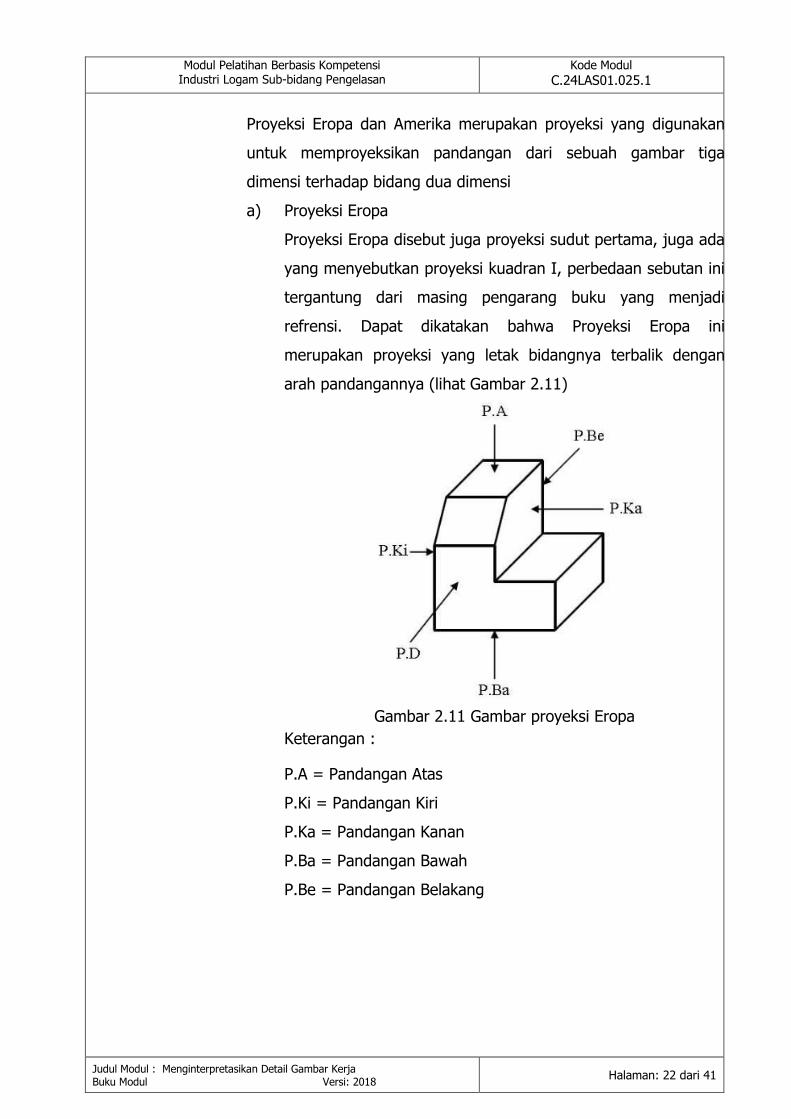
a) Proyeksi Eropa
Proyeksi Eropa disebut juga proyeksi sudut pertama, juga ada
yang menyebutkan proyeksi kuadran I, perbedaan sebutan ini
tergantung dari masing pengarang buku yang menjadi
refrensi. Dapat dikatakan bahwa Proyeksi Eropa ini
merupakan proyeksi yang letak bidangnya terbalik dengan
arah pandangannya (lihat Gambar 2.11)
Gambar 2.11 Gambar proyeksi Eropa
Keterangan :
P.A = Pandangan Atas
P.Ki = Pandangan Kiri
P.Ka = Pandangan Kanan
P.Ba = Pandangan Bawah
P.Be = Pandangan Belakang

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 23 dari 41
Gambar 2.12 Gambar proyeksi Eropa
b) Proyeksi Amerika
Proyeksi Amerika dikatakan juga proyeksi sudut ketiga dan
juga ada yang menyebutkan proyeksi kuadran III. Proyekasi
Amerika merupakan proyeksi yang letak bidangnya sama
dengan arah pandangannya (lihat Gambar 2.13)
Gambar 2.13 Proyeksi Amerika
Keterangan :
P.A = Pandangan Atas
P.Ki = Pandangan Kiri
P.Ka = Pandangan Kanan
P.Ba = Pandangan Bawah

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 24 dari 41
P.Be = Pandangan Belakang
Gambar 2.14 Proyeksi Amerika
3. Cara mengidentifikasi Simbol-simbol las
Simbol untuk menunjukkan sambungan las pada gambar teknik awalnya
dibuat oleh masing-masing kantor gambar untuk memberikan informasi yang
lebih berguna berupa panah sederhana dengan instruksi ‘lasan di sini’.
Praktek ini jelas tidak memuaskan, terutama ketika gambar dilewatkan dari
satu perusahaan ke perusahaan lain dan, untuk memecahkan masalah ini,
banyak simbol yang ada dirasionalisasi sampai tingkat tertentu oleh negara-
negara yang menyusun spesifikasi standar mereka sendiri untuk simbol
pengelasan.
Sistem simbolisisasi Amerika adalah sistem AWS, yang diformulasikan oleh
American Welding Society (AWS). Semua standar AWS sesuai dengan
persyaratan American National Standards Institute (ANSI) dan ditetapkan
ANSI / AWS. Sistem ini digunakan secara luas di seluruh dunia, terutama
karena industri minyak, dan saat ini digunakan oleh sekitar setengah industri
pengelasan dunia. Seluruh dunia menggunakan sistem ISO, yang dirancang
oleh Internasional Standardisasi Organisasi (ISO). Namun, sejumlah negara,
terutama yang memiliki tautan perdagangan luas, dapat menggunakan satu
sistem di negara mereka sendiri tetapi perlu menggunakan yang lain untuk
memenuhi persyaratan pelanggan di luar negeri. Oleh karena itu perlu
adanya perbandingan kedua sistem tersebut.
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 25 dari 41
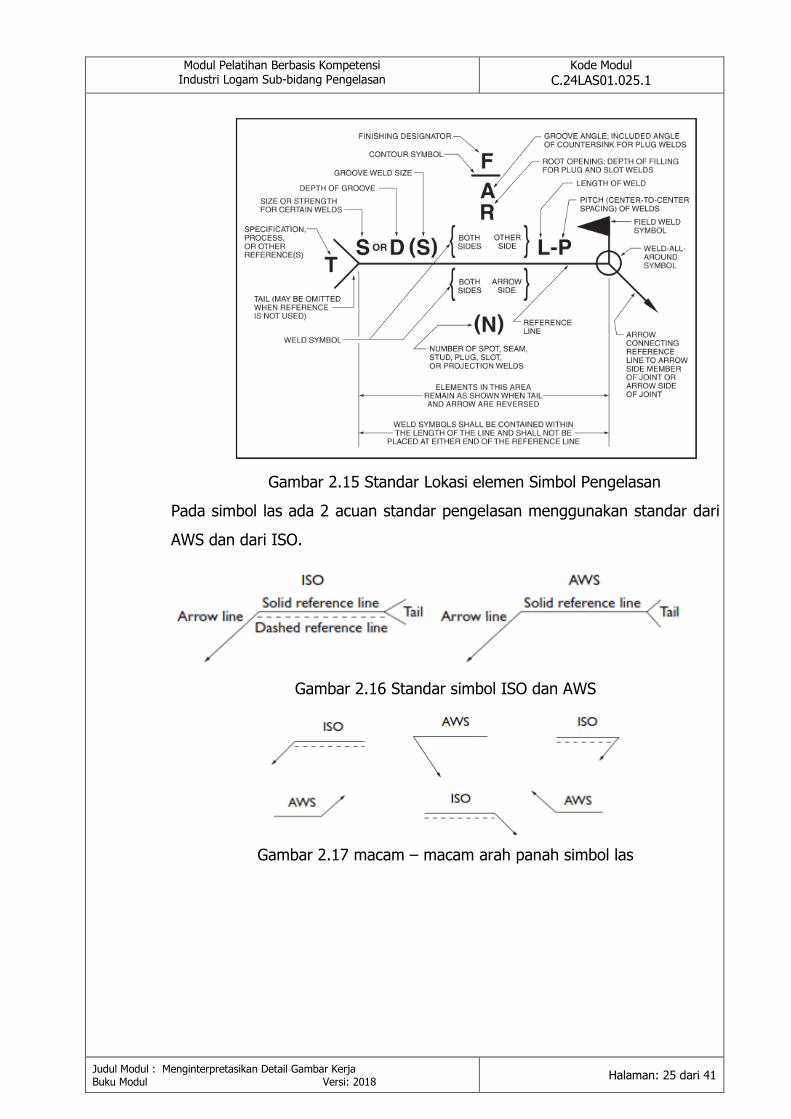
Gambar 2.15 Standar Lokasi elemen Simbol Pengelasan
Pada simbol las ada 2 acuan standar pengelasan menggunakan standar dari
AWS dan dari ISO.
Gambar 2.16 Standar simbol ISO dan AWS
Gambar 2.17 macam – macam arah panah simbol las
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 26 dari 41
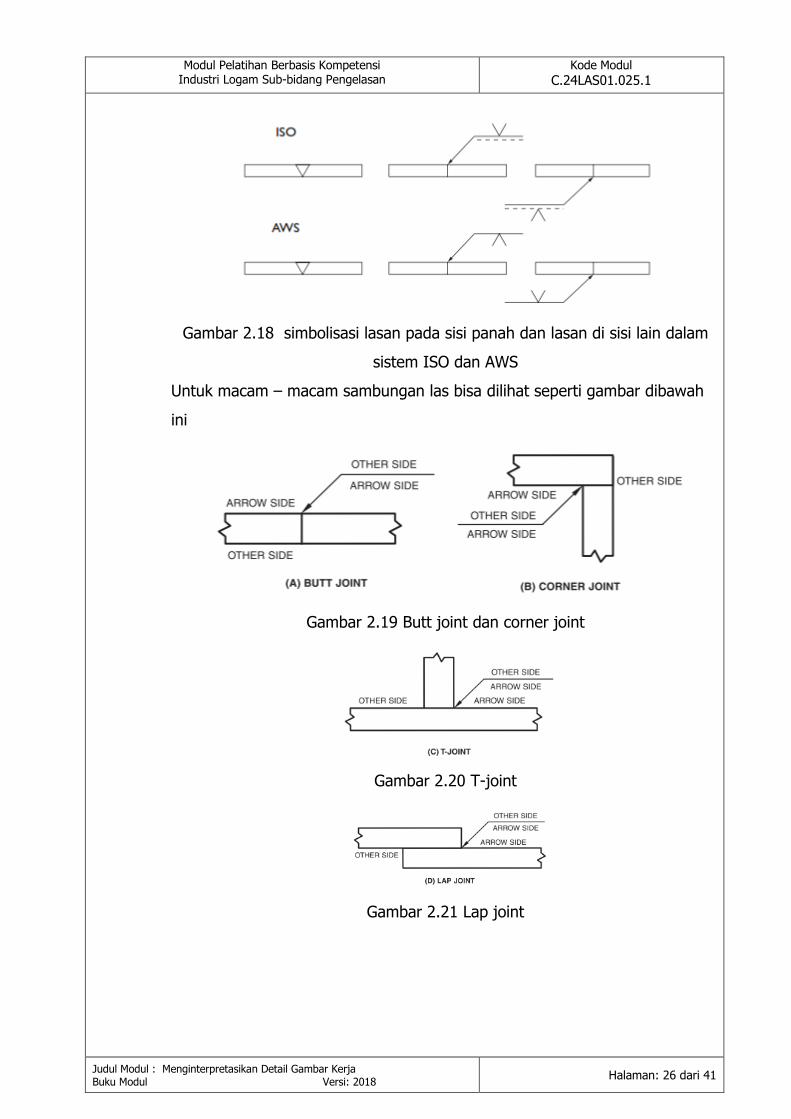
Gambar 2.18 simbolisasi lasan pada sisi panah dan lasan di sisi lain dalam
sistem ISO dan AWS
Untuk macam – macam sambungan las bisa dilihat seperti gambar dibawah
ini
Gambar 2.19 Butt joint dan corner joint
Gambar 2.20 T-joint
Gambar 2.21 Lap joint

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 27 dari 41
Gambar 2.22 Edge joint
Gambar 2.23 Joint Types
Penunjukkan ilustrasi Simbol las
Single-V butt/groove weld
Square butt/groove weld

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 28 dari 41
Single bevel
butt/groove weld
Single-U butt/groove
weld
Single-J butt/groove
weld
Butt weld between plates with raised edges (ISO) Edge weld on a
flanged groove
joint (AWS)
Single-V butt weld
with broad root
face
Single bevel butt weld
with broad root
face
Gambar 2.24 Contoh simbol pengelasan dasar
a. Simbol kode proses pengelasan
Tabel 2.5 Kode proses pengelasan

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 29 dari 41
b. Simbol las untuk kode proses NDT
Gambar 2.25 Lokasi Standard Simbol uji Nondestructive
Sesuai gambar 2.25 elemen – elemen dari simbol nondestructive tes
meliputi :
1) Reference line
2) Arrow
3) Examination method letter designations
4) Extent and number of examinations
5) Supplementary symbols
6) Tail (specifications, codes, or other references)
Examination method letter designations ditunjukkan pada tabel 2.6
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 30 dari 41
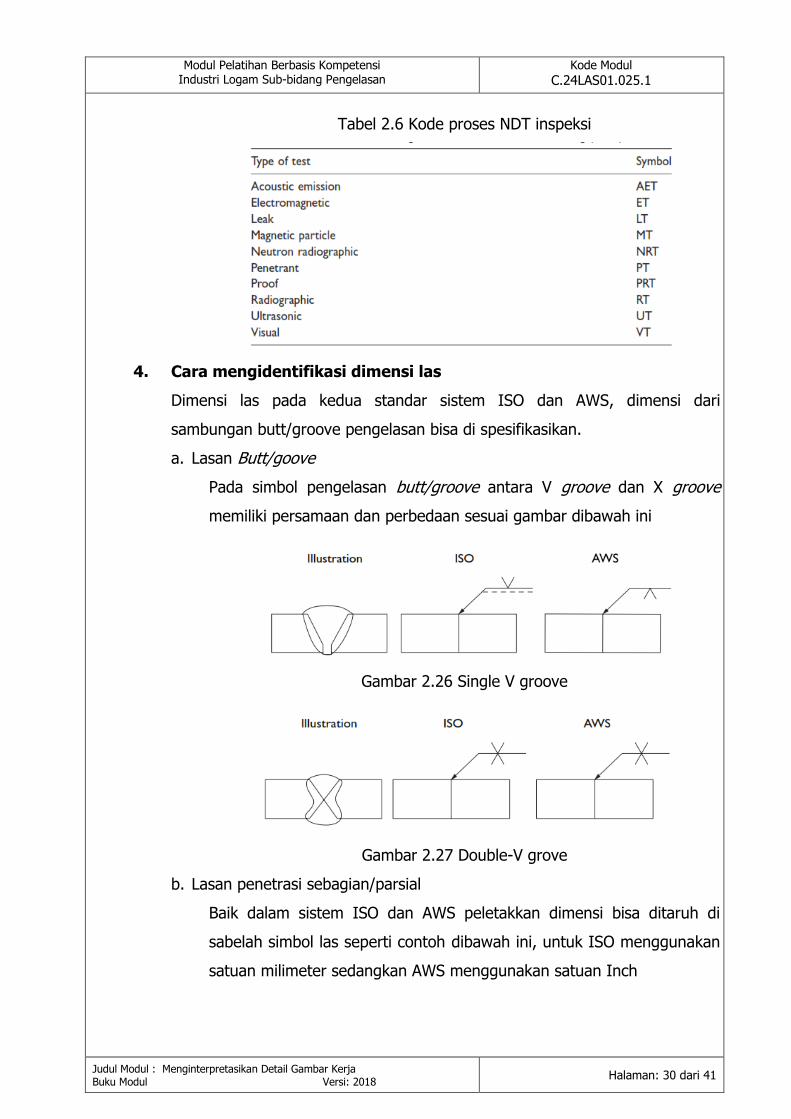
Tabel 2.6 Kode proses NDT inspeksi
4. Cara mengidentifikasi dimensi las
Dimensi las pada kedua standar sistem ISO dan AWS, dimensi dari
sambungan butt/groove pengelasan bisa di spesifikasikan.
a. Lasan Butt/goove
Pada simbol pengelasan butt/groove antara V groove dan X groove
memiliki persamaan dan perbedaan sesuai gambar dibawah ini
Gambar 2.26 Single V groove
Gambar 2.27 Double-V grove
b. Lasan penetrasi sebagian/parsial
Baik dalam sistem ISO dan AWS peletakkan dimensi bisa ditaruh di
sabelah simbol las seperti contoh dibawah ini, untuk ISO menggunakan
satuan milimeter sedangkan AWS menggunakan satuan Inch

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 31 dari 41
Gambar 2.28 Partial penetration single-V butt/groove
c. Panjang lasan butt / groove
Gambar 2.29
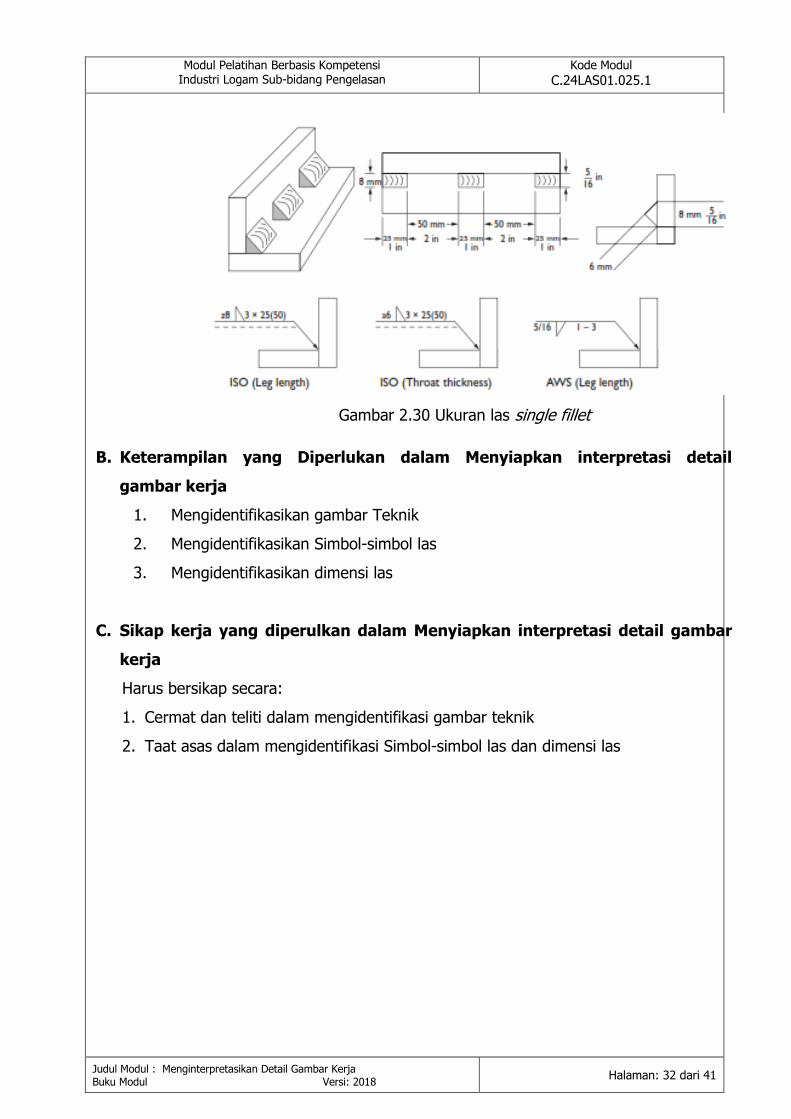
d. Lasan fillet
Pada standar ISO ada 2 metode mengetahui ukuran fillet weld
Leg length (z) dan throat thickness (a)
Gambar 2.30 Fillet weld size
Dalam standar AWS ukuran lasan fillet selalu mengacu pada panjang
kaki, dimensi ditempatkan disebelah kiri lasan simbol.
Gambar 2.31 simbol Fillet AWS dan ISO
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 32 dari 41
Gambar 2.30 Ukuran las single fillet
B. Keterampilan yang Diperlukan dalam Menyiapkan interpretasi detail
gambar kerja
1. Mengidentifikasikan gambar Teknik
2. Mengidentifikasikan Simbol-simbol las
3. Mengidentifikasikan dimensi las
C. Sikap kerja yang diperulkan dalam Menyiapkan interpretasi detail gambar
kerja
Harus bersikap secara:
1. Cermat dan teliti dalam mengidentifikasi gambar teknik
2. Taat asas dalam mengidentifikasi Simbol-simbol las dan dimensi las
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 33 dari 41
BAB III
MEMBUAT SKETSA DETAIL GAMBAR KERJA
A. Pengetahuan yang Diperlukan dalam Membuat sketsa detail gambar kerja
1. Cara mengidentifikasi jenis – jenis sambungan pada gambar kerja
Untuk mengidentifikasi jenis – jenis sambungan pada gambar kerja minimal
kita paham sambungan dasar pada proses pengelasan.
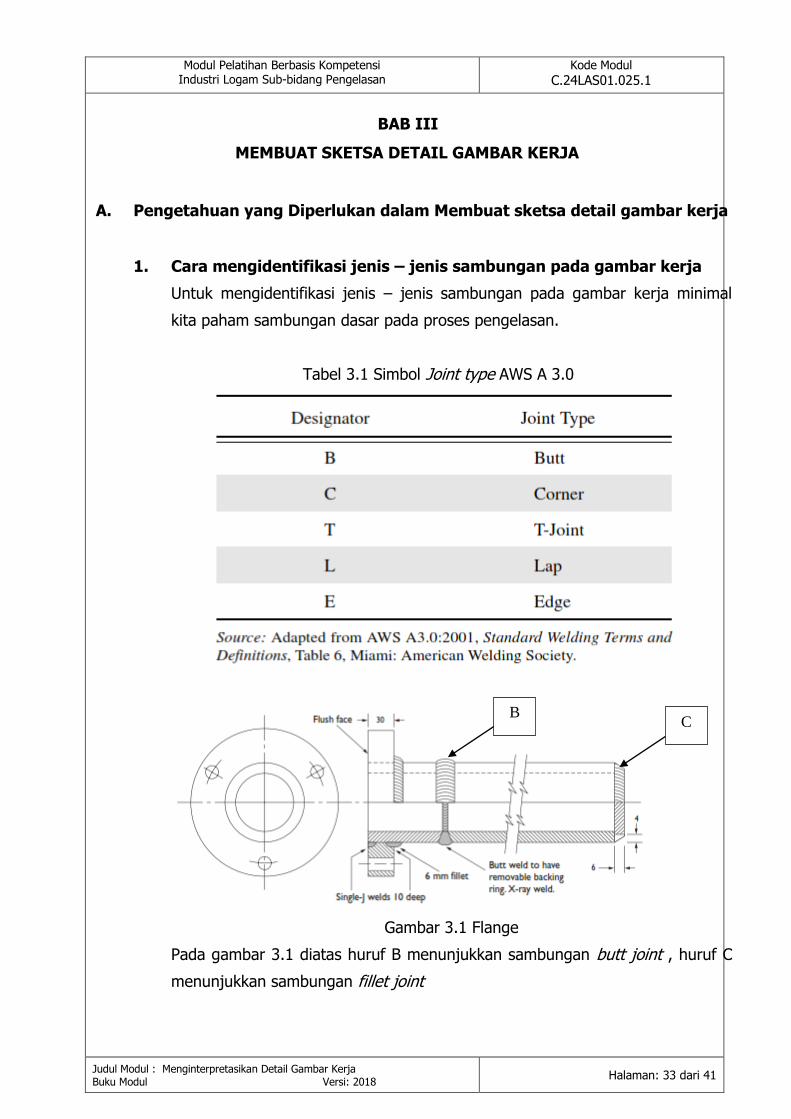
Tabel 3.1 Simbol Joint type AWS A 3.0
Gambar 3.1 Flange
Pada gambar 3.1 diatas huruf B menunjukkan sambungan butt joint , huruf C
menunjukkan sambungan fillet joint
B C
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 34 dari 41
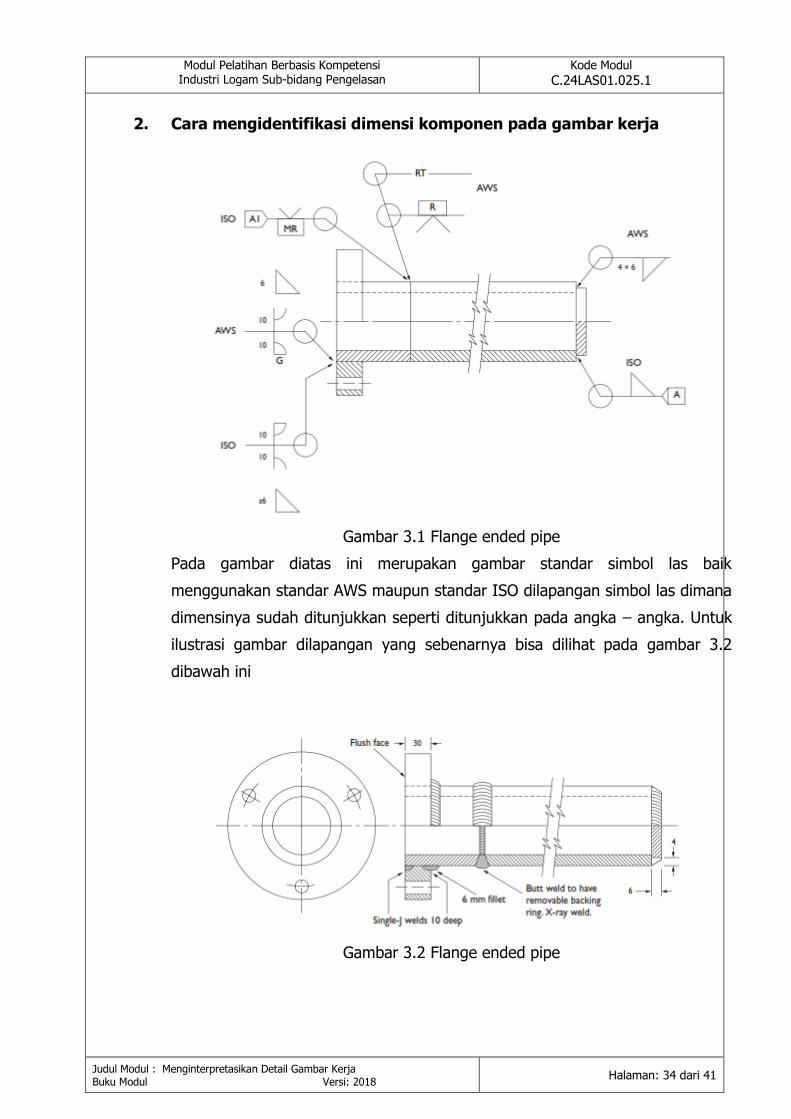
2. Cara mengidentifikasi dimensi komponen pada gambar kerja
Gambar 3.1 Flange ended pipe
Pada gambar diatas ini merupakan gambar standar simbol las baik
menggunakan standar AWS maupun standar ISO dilapangan simbol las dimana
dimensinya sudah ditunjukkan seperti ditunjukkan pada angka – angka. Untuk
ilustrasi gambar dilapangan yang sebenarnya bisa dilihat pada gambar 3.2
dibawah ini
Gambar 3.2 Flange ended pipe

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 35 dari 41
3. Cara mengidentifikasi proses lain (selain pengelasan) dalam gambar
kerja
Gambar 3.3 Upper handle
Gambar diatas merupakan gambar kerja pada benda kerja seperti gambar 3.4
dibawah ini mengerjakannya bisa dengan manual dan bisa dengan software
gambar.
Gambar 3.4 Upper handle

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 36 dari 41
B. Keterampilan yang Diperlukan dalam Membuat sketsa detail gambar kerja
1. Mengidentifikasikan Jenis-jenis sambungan pada gambar kerja
2. Mengidentifikasikan dimensi komponen pada gambar kerja
3. Mengidentifikasikan proses lain (selain pengelasan) dalam gambar kerja
C. Sikap kerja yang Diperlukan dalam Membuat sketsa detail gambar kerja
1. Harus cermat dan teliti dalam mengidentifikasi Jenis-jenis sambungan pada
gambar kerja
2. Harus cermat dan teliti dalam mengidentifikasi dimensi komponen pada gambar
kerja
3. Harus taat asas dalam mengidentifikasi Jenis-jenis sambungan pada gambar
kerja, dimensi komponen pada gambar kerja dan proses lain (selain pengelasan)
dalam gambar kerja
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 37 dari 41
DAFTAR PUSTAKA A. Dasar Perundang-undangan
1. Keputusan Menteri Ketenagakerjaan Republik Indonesia No.98 Tahun 2018
tentang Penetapan SKKNI Kategori Industri Pengolahan Golongan Pokok Industri
Logam Dasar Bidang Jasa Pembuatan Barang-barang dari Logam Subbidang
Pengelasan.
2. Peraturan Menteri Tenaga Kerja dan Transmigrasi No.8 Tahun 2014 tentang
Pedoman Penyelenggaraan Pelatihan Berbasis Kompetensi.
3. Keputusan Dirjen Binalattas No. KEP. 181/LATTAS/XII/2013 tentang Pedoman
Penyusunan Modul Pelatihan Berbasis Kompetensi
B. Buku Referensi
1. Giesecke F. Dkk. Technichal drawing with engineering graphics. Prentice
Hall:2016
2. CWB. Welding for design engineering. ISBN 0-9739175-0-4
3. E. N. Gregory and A. A. Armstrong. Welding symbols on drawings. Woodhead
Publishing Limited:2005
B. Majalah atau Buletin
1. –
C. Referensi Lainnya
1. Gambar Teknik Kelas X semester I
2. Modul simbol las. 2010
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 38 dari 41
DAFTAR PERALATAN/MESIN DAN BAHAN
A. Daftar Peralatan/Mesin
No. Nama Peralatan/Mesin Keterangan
1. Laptop, infocus, laserpointer Untuk di ruang teori
2. Printer
3. Komputer (software CAD) Setiap peserta
4.
5.
6.
7.
B. Daftar Bahan
No. Nama Bahan Keterangan
1. Modul Pelatihan (buku informasi, buku kerja, buku penilaian)
Setiap peserta
2. Kertas A3
3. Spidol whiteboard
4. Spidol marker
5. Buku gambar
6. Tinta printer
7. ATK siswa
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 39 dari 41
LAMPIRAN
Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 40 dari 41
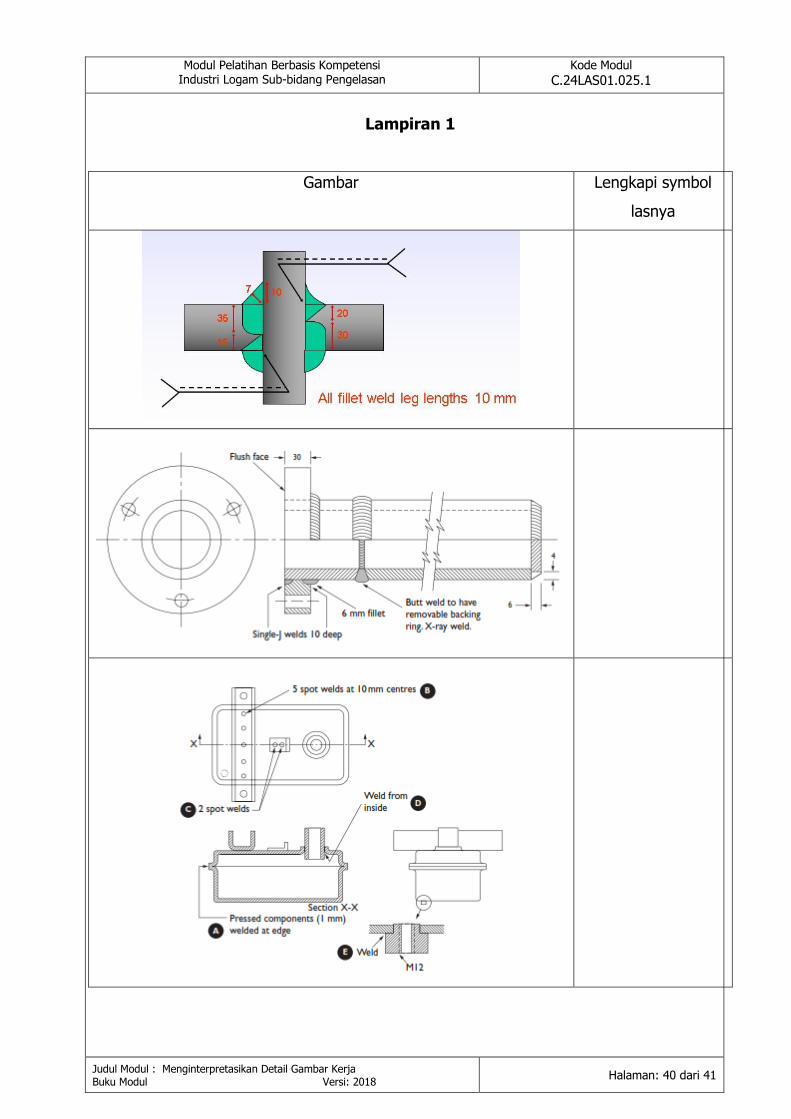
Lampiran 1
Gambar Lengkapi symbol
lasnya

Modul Pelatihan Berbasis Kompetensi Industri Logam Sub-bidang Pengelasan
Kode Modul
C.24LAS01.025.1
Judul Modul : Menginterpretasikan Detail Gambar Kerja Buku Modul Versi: 2018
Halaman: 41 dari 41
DAFTAR PENYUSUN MODUL
NO. NAMA PROFESI
1. Guntoro Amuktibowo Instruktur las