
BAB III PEMBAHASAN - repository.nusamandiri.ac.id file21 BAB III PEMBAHASAN 3.1. Tinjauan Umum...
32
21 BAB III PEMBAHASAN 3.1. Tinjauan Umum Perusahaan 3.1.1. Sejarah dan Perkembangan Perusahaan PT Sinar Plastik didirikan sekitar pada tahun 1985, yang berlokasi di Jl. Kapuk Raya – Jakarta Barat, dan memproduksi PVC Compound, yang digunakan sebagai bahan baku kabel listrik. Pada saat itu hanya memiliki 3 (tiga) unit mesin Extruder dengan kapasitas terpasang kurang lebih 300 ton per bulan. Sejalan dengan perkembangan industri pada waktu itu, permintaan akan PVC Compound ikut meningkat, terutama sejak digalakkannya program listrik masuk desa. Pertumbuhan industri kabel kian pesat, sehingga dalam kurun waktu empat tahun jumlah produksi PVC Compoud ikut meningkat. Seiring dengan itu, jumlah mesin bertambah menjadi empat unit sehingga kapasitas output menjadi kurang lebih 400 ton per bulan. Dengan bertambahnya jumlah unit mesin, volume produksi ikut meningkat pula, yang pada giliranya jumlah tenaga kerja (karyawan) serta tenaga ahli di bidang PVC Compound ikut bertambah. Perkembangan PVC Compound semakin bervariasi dengan adanya anti rayap (anti termite) dan sifat memadamkan api (flame retardant), dan daya tahan terhadap minyak (oil resistant), serta daya tahan terhadap lingkungan yang bersifat asam (H 2 S). Selain berorientasi pada produktivitas yang tinggi dan efisiensi, kestabilan kualitas suatu produk juga merupakan tuntutan dalam persaingan
-
Upload
truongcong -
Category
Documents
-
view
248 -
download
0
Transcript of BAB III PEMBAHASAN - repository.nusamandiri.ac.id file21 BAB III PEMBAHASAN 3.1. Tinjauan Umum...

21
BAB III
PEMBAHASAN
3.1. Tinjauan Umum Perusahaan
3.1.1. Sejarah dan Perkembangan Perusahaan
PT Sinar Plastik didirikan sekitar pada tahun 1985, yang berlokasi di Jl.
Kapuk Raya – Jakarta Barat, dan memproduksi PVC Compound, yang digunakan
sebagai bahan baku kabel listrik. Pada saat itu hanya memiliki 3 (tiga) unit mesin
Extruder dengan kapasitas terpasang kurang lebih 300 ton per bulan. Sejalan dengan
perkembangan industri pada waktu itu, permintaan akan PVC Compound ikut
meningkat, terutama sejak digalakkannya program listrik masuk desa. Pertumbuhan
industri kabel kian pesat, sehingga dalam kurun waktu empat tahun jumlah produksi
PVC Compoud ikut meningkat. Seiring dengan itu, jumlah mesin bertambah menjadi
empat unit sehingga kapasitas output menjadi kurang lebih 400 ton per bulan.
Dengan bertambahnya jumlah unit mesin, volume produksi ikut meningkat
pula, yang pada giliranya jumlah tenaga kerja (karyawan) serta tenaga ahli di bidang
PVC Compound ikut bertambah. Perkembangan PVC Compound semakin bervariasi
dengan adanya anti rayap (anti termite) dan sifat memadamkan api (flame retardant),
dan daya tahan terhadap minyak (oil resistant), serta daya tahan terhadap lingkungan
yang bersifat asam (H2S). Selain berorientasi pada produktivitas yang tinggi dan
efisiensi, kestabilan kualitas suatu produk juga merupakan tuntutan dalam persaingan

22
bisnis abad informasi dan globalisasi saat ini. Untuk menghasilkan hal di atas
serta untuk memenuhi kebutuhan konsumen yang semakin meningkat setiap tahunya,
maka pada bulan Oktober 1992 lokasi pabrik PT Sinar Plastik dipindahkan ke tempat
yang lebih luas lagi, dengan lokasi yang sangat staregis ditambah sarana pendukung
yang memadai, serta memungkinkan usaha jangka panjang.
Dengan luas tanah 10.000 m2 yang terletak di Jl. Rawa Lele No.50 Daan
Mogot Km.18 – Jakarta Barat, dimana gudang penyimpanan hasil produksi serta
cadangan bahan baku dapat ditempatkan lebih besar lagi.
Untuk memenuhi konsumen akan mutu, maka fasilitas dan sarana produksi
serta laboratorium turut ditingkatkan pula, termasuk Sistem Manajemen Mutu
(Quality Management System) diterapkan. Pada tahun 1994 jumlah mesin meningkat
menjadi 10 (sepuluh) unit mesin extruder dengan 8 (delapan) unit Mixer, sehingga
kapasitas produksi dapat mencapai 12.000 ton per tahun.
Setelah menjalani proses pembangunan dan pengembangan produksi yang
cukup panjang, fasilitas dan sarana pendukung produksi, seperti forklift, dan truk
sebagai sarana angkutan hasil produksi pun turut ditingkatkan. Hal ini dimaksudkan
untuk meningkatkan pelayanan dan kepuasan pelanggan, agar dapat mengirim hasil
produksi tepat waktu (Delivery Time). Disamping itu sistem kerja juga mengalami
perubahan ke arah yang lebih baik. Pada tahun 1985 – 1989, karyawan PT Sinar
Plastik bekerja selama 12 (dua belas) jam dibagi dalam dua regu/shift. Untuk
mendapatkan hasil produksi yang berkualitas, sumber daya manusia, misalnya dengan
memberikan kursus-kursus (Trained Operator) baik yang dilaksanakan sendiri

23
(Intern), maupun yang dilaksanakan di luar perusahaan (Extern-Formal) yang
didukung oleh beberapa staff tenaga ahli.
Pada tahun 1997 sampai dengan tahun 2000, bahkan hingga saat ini, Indonesia
dilanda krisis moneter (Krisis ekonomi), dalam keadaan ini PT Sinar Plastik, mampu
bertahan dan tetap exist di dalam memenuhi kebutuhan PVC Compound. Hal ini dapat
dilakukan, karena menerapkan strategi pemasaran yang tepat, yang diiringi dengan
agresivitas marketing yang tinggi. Volume produksi dan pertumbuhan kenaikan
produksi dari tahun 1985 sampai saat ini terus meningkat. Volume produksi tertinggi
yang pernah dialami, yaitu pada tahun 1995 – 1997, namun tetap optimis, karena
kebutuhan akan PVC Compound semakin berkembang.
Pada saat ini produk–produk PT Sinar Plastik telah banyak digunakan untuk
produk-produk Injection (steker, fitting, sol sepatu, dll), Blow Moulding (botol,
kemasan plastik), san Extrution (sebagai bahan dasar kabel baik Sheating, Insulation,
maupun Filler) yang mengacu pada Standar Nasional dan Internasional (SPLN, SNI,
IEC, VDE, JIS, dan lain-lain).
Permintaan akan PVC yang berkualitas Export, ramah lingkungan dan tidak
berbahaya bagi kesehatan manusia, kami tetap dapat memenuhi semua permintaan
dan tuntutan akan layanan kualitas dan produk-produk bernilai tambah tinggi, pada
saat ini maupun di masa yang akan datang.
Visi
Demi kelangsungan usaha perseroan dan seiring upaya perseroan untuk
mengembangkan dan mempertahankan loyalitas dan hubungan jangka panjang

24
dengan pelanggan. Hal ini dilakukan melalui layanan personal “service excellence”
dan pemantauan kebutuhan pelanggan PT Sinar Plastik guna memastikan terjaminnya
kepuasan pelanggan.
Laksanakan agar visi tersebut dapat tercapai dengan baik, yakni:
Menjadi perusahaan terkemuka dalam bidang industri manufaktur plastik.
Misi
Senantiasa menjaga komitmen untuk memberikan kepuasan pelanggan secara
optimal.
Oleh karena itu, PT Sinar Plastik terus berkomitmen untuk selalu memberikan
yang terbaik kepada para pelanggannya, dengan menyediakan produk-produk yang
bermutu, dan berkualitas Standar Nasional dan Internasional.
Kebijakan Mutu
Kebijakan Mutu PT Sinar Plastik adalah: “Memenuhi kebutuhan pelanggan
dengan pelayanan profesional”
Untuk mewujudkan Kebijakan Mutu tersebut di atas, maka PT Sinar Plastik
senantiasa berupaya keras dan berkomitmen tinggi dalam menerapkan tujuan mutu
sebagai berikut:
1. Pengiriman produk ke pelanggan dengan tepat waktu.
2. Memberikan produk bermutu yang sesuai kebutuhan pelanggan.
3. Respon yang cepat terhadap permintaan pelanggan.
25
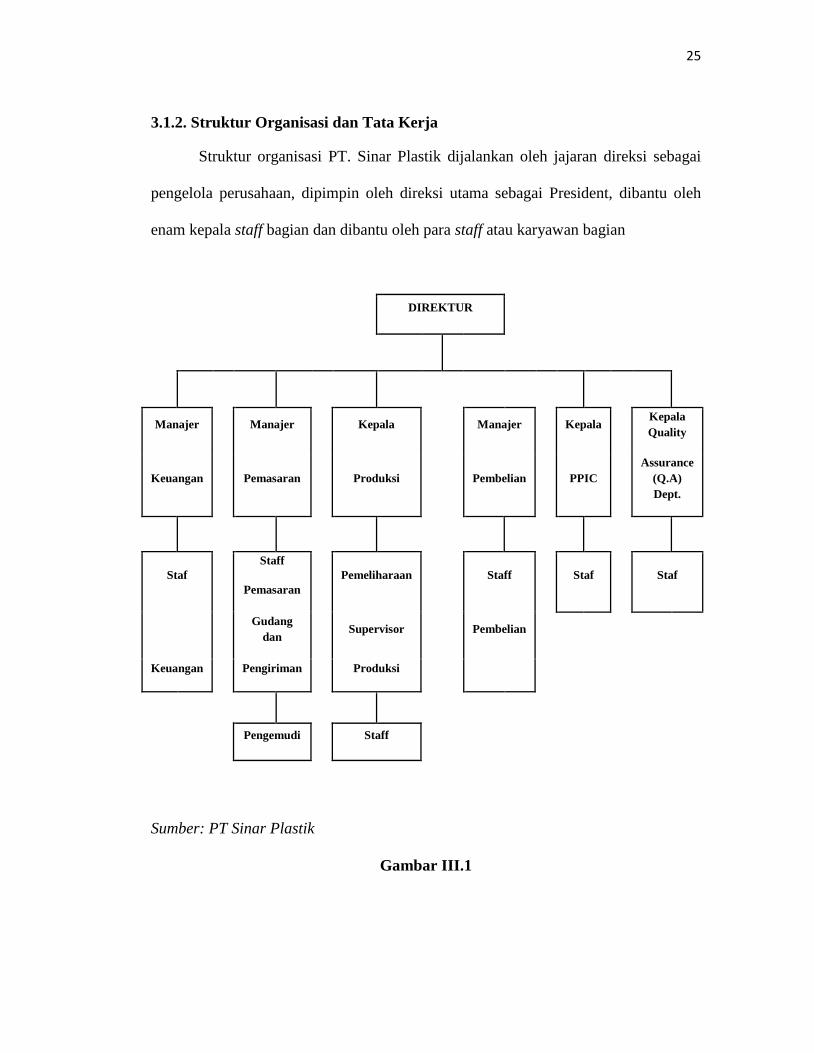
3.1.2. Struktur Organisasi dan Tata Kerja
Struktur organisasi PT. Sinar Plastik dijalankan oleh jajaran direksi sebagai
pengelola perusahaan, dipimpin oleh direksi utama sebagai President, dibantu oleh
enam kepala staff bagian dan dibantu oleh para staff atau karyawan bagian
DIREKTUR
Manajer
Manajer
Kepala
Manajer
Kepala
Kepala
Quality
Keuangan
Pemasaran
Produksi
Pembelian
PPIC
Assurance
(Q.A)
Dept.
Staf
Staff
Pemasaran
Pemeliharaan
Staff
Staf
Staf
Gudang
dan
Supervisor
Pembelian
Keuangan
Pengiriman
Produksi
Pengemudi
Staff
Sumber: PT Sinar Plastik
Gambar III.1

26
Ada pun penjabaran struktur organisasi dan tata kerja PT Sinar Plastik adalah
sebagai berikut:
1. Accounting Manager (Manajer Keuangan)
Tugas dari Manajer Keuangan ini adalah menangani masalah keuangan
keseluruhan dari PT Sinar Plastik. Accounting Manager membawahi :
a. Staff Accounting and Finance (Submanajer Staff Keuangan)
Tugas dari Staff Accounting and Finance adalah bertanggung jawab laporan
aktifitas keuangan PT Sinar Plastik secara tertulis.
2. Sales & Marketing Manager (Manajer Penjualan & Pemasaran)
Tugas Sales & Marketing Manager adalah menangani masalah strategi
pemasaran, penjualan, gudang, dan pengiriman barang pada PT. Sinar Plastik.
Membawahi:
a. Staff Marketing (Submanajer Pemasaran)
Tugas staff Marketing adalah menyiapkan dan melaksanakan pertemuan-
pertemuan, surat perkenalan,memelihara dan mengembangkan hubungan
dengan pelanggan.
b. Staff sales (Submanajer Penjualan)
Tugas staff sales adalah membuat daftar pelanggan prospek sesuai dengan
segmentasi yang diinginkan perusahaan, melakukan proses penjualan mulai
dari awal perkenalan, negosisasi sampai pembuatan kontrak dengan
pelanggan.

27
c. Staff Warehouse (Submanajer Administrasi Gudang)
Tugas Staff Warehouse adalah mencatat persediaan bahan baku, mencatat
produk hasil produksi.
d. Delivery Departement (Submanajer Pengiriman Barang)
Tugas Delivery Departemen adalah mempersiapkan produk-produk yang
akan dikirim kepelanggan, dan mengantarkan produk-produk yang telah
dipesan pelanggan.
3. Head of Production (Kepala Produksi)
Tugas dari Head of Production adalah merancang Work Order atau daftar
produk-produk yang akan diproduksi, bertanggung jawab dalam penanganan proses
produksi, dalam hal cara kerja mesin produksi. Membawahi:
a. Maintenance Departemen (Submanajer Pemelihara Mesin-Mesin)
Tugas dari Maintenance Departemen adalah memeriksa, membenahi segala
mesin atau perabotan didalam produksi
b. Supervisor Production (Submanajer Kepala Bagian produksi)
Tugas dari Supervisor Production adalah mengawasi jalanya proses
produksi.
4. Purchasing Manager (Manajer Pembelian)
Tugas Purchasing Manager adalah melakukan pemeriksaan terhadap
ketetapan pemeriksaan dengan anggaran atau kebutuhan, menjaga kerjasama dengan
supplier. Purchasing Manager membawahi:
28
a. Staff Purchasing (Submanajer Pembelian)
Tugas dari staff Purchasing adalah melakukan pemeriksaan terhadap
ketepatan pemeriksaan dengan anggaran dana tau kebutuhan,melakukan
pendataan terhadap supplier dari segi harga, kesiapan, dan ketepatan
pengiriman serta kualitas barang yang mereka tawarkan sebagai data untuk
melakukan seleksi supplier, melakukan proses pembelian dari mulai
permohonan, penawaran harga, penyiapan kelengkapan administrasi, sampai
kepada pengontrolan ketepatan pembelian.
5. Head of Planning Product Control Departement (Kepala Bagian Pengawas
Perencana Produk)
Tugas dari Head of Planning Product Control Departement adalah
merencanakan dan merancang produk-produk baru maupun produk-produk yang
sedang dijalankan. Head of Planning Product Control Departemen membawahi:
a. Staff Planning Product Control Departemen (Submanajer Bagian Pengawas
perencana Produk).
Tugas Staff Planning Product Control Departemen adalah membuat daftar
rancangan pola-pola produk yang akan dijalankan.
6. Head of Quality Assurance Departemen (Kepala Bagian Jaminan Kualitas
Produk)
Tugas Head of Quality Assurance Departemen adalah membuat Formula
produk baru, menjaga kualitas produk, baik produk yang sedang berjalan, maupun
produk baru. Head of Quality Assurance Departement membawahi:

29
a. Head of Laboratorium (Q.C) (Submanajer Kepala Kualitas Produk)
Bertugas mengawasi, mengendalikan, dan menjaga mutu produk.
b. Head of R&D (Submanajer Kepala Pembuatan Produk Baru)
Bertugas membuat dan menguji formula produk.
3.1.3. Kegiatan Usaha/Organisasi
Secara umum, PT. Sinar Plastik yang bergerak di bidang PVC Compound. PT
Sinar Plastik patut merasa bangga karena merupakan salah satu industri PVC
Compound yang berkembang dengan pesat, dan di dukung oleh tenaga ahli yang
berpengalaman serta manajemen yang profesional. Pada saat ini PT. Sinar Plastik
telah memperkerjakan lebih dari 100 orang karyawan.
Poly Vinyl Chloride (PVC) yang terbentuk dari polimirasi adisi dengan
Monomer Vinyl Chloride mempunyai sifat-sifat istimewa antara lain: mempunyai
warna yang bening (Excellent Clarity), tidak mudah retak (Cracking), tidak mudah
terbakar karena sifat memadamkan api (Flame Ratardant) dan yang paling penting
adalah PVC sangat kompetibel dengan banyak material (plasticer, filler, impact
modifer,dll) sehingga PVC dapat dibuat dengan beberapa Mechanical Properties, dari
rigid sampai flaksibel, menjadikan PVC dapat digunakan untuk banyak aplikasi.
Pada saat ini produk-produk PT. Sinar Plastik telah banyak digunakan untuk
produk-produk Injection (steker, fitting, sol sepatu, dll) Blow Moulding (botol,
kemasan plastik) dan Extrution (sebagai bahan dasar kabel baik Sheating
Insulationmaupun Filler) yang mengacu pada Standart Nasional dan Internasional
(SPLN, SNI, IEC, VDE, JIS, dll.

30
3.2. Hasil Penelitian
Di dalam menghasilkan suatu analisa guna melengkapi tugas akademik, maka
penulis menghimpun hasil penelitian yang dimaksudkan untuk segera disusun
kedalam sebuah tugas akhir ini, hasil penelitian yang penulis peroleh adalah berasal
dari observasi langsung dan melakukan riset di PT. Sinar Plastik adalah dengan
melakukan penelitian dan pengamatan sehingga penulis dapat menguraikan kegiatan
analisis pengendalian mutu (quality control) sebagai peningkatan kualitas produksi
pada PT. Sinar Plastik.
3.2.1. Pelaksanaan Quality Control
Dalam menganalisis kegiatan quality control merupakan sebagai salah satu
proses terpenting dalam urutan proses industri. Quality control harus dilaksanakan
secara tepat dan cermat, karena jika terjadi kelalaian dalam proses ini, maka
perusahaanpun akan mendapatkan hasil produk dengan kualitas dibawah standar.
Ada beberapa hal yang perlu diperhatikan disini, bahwa keadaan atau bahan
dalam proses produksi harus sesuai dengan standar yang telah ditentukan oleh
perusahaan. Adapun kegiatan yang dilakukan dalam pengendalian mutu (quality
control) produk PVC Compound pada PT Sinar Plastik, yaitu :
1. Pemeriksaan dan pengawasan kualitas bahan mentah (bahan baku)
2. Pemeriksaan standar mutu atas produk sebagai hasil proses pembuatan. Hal ini
berlaku untuk barang setengah jadi maupun barang jadi.
3. Pemeriksaan cara pengepakan produk

31
4. Mesin, tenaga kerja, dan fasilitas lain yang dipakai dalam proses produksi diawasi
sesuai dengan standar operasi.
5. Tanggung jawab terhadap mutu yang dihasilkan.
Dalam pelaksanaan kegiatan ini penulis di tempatkan pada Departement
Quality Control (Q.C). Disini penulis ditugaskan untuk mengendalikan mutu produk
yang akan diproses produksi maupun sedang dalam proses produksi.
Adapun kegiatan yang dilakukan dalam megendalikan mutu produk PVC
Compound, diantaranya :
1. Pemeriksaan dan pengawasan kualitas bahan mentah (bahan baku)
Langkah awal sebelum produk akan di produksi, kami memeriksa dan
mencocokkan daftar bahan baku yang akan di proses (resep), supaya tidak terjadi
kesalahan dalam pemakaian bahan baku. Daftar bahan baku yang sudah memenuhi
standar, kemudian kami mengawasi pengambilan bahan baku.
Sumber: PT Sinar Plastik
Gambar III.2
32
2. Pemeriksaan standar mutu atas produk sebagai hasil proses pembuatan. Hal ini
berlaku untuk barang setengah jadi maupun barang jadi.
Kriteria yang harus dipenuhi untuk memenuhi standar mutu produk PVC
Compund, diantaranya adalah:
a. Visual Test
Visual tes ini yaitu untuk mencocokan warna dan visual halus (smooth) atau
pecah (crack) dengan sample/spec sebelumnya untuk diproses produksi.
Adapun cara pengetesan visual adalah:
1) Ambil bahan biji/tepung yang akan dites
2) Setting suhu temperatur sesuaikan dengan bahan yang akan dites
3) Bersihkan mesin extruder dengan kain lap lalu masukan sedikit bahan
yang akan dites sampai mesin extruder bersih
4) Pasang besi saringan lalu tutup kepala mesin dengan baut
5) Tunggu beberapa saat sampai panas merata
6) Masukan bahan biji/tepung ke corong, tunggu sampai keluar dari kepala
mesin
7) Ambil bahan yang keluar dari extruder lalu didinginkan
8) Masukan kembali bahan yang keluar dari kepala extruder ke
corong/diulang-ulang sampai hasil bagus/halus (untuk tes tepung)
9) Matikan mesin dan temperatur jika bahan sudah habis/keluar semua dari
mesin extruder
10) Bongkar/buka kepala mesin lalu keluarkan bahan yang masih tersisa

33
11) Potong hasil tes visual +/- 10 cm untuk membadingkan warna dan
disesuaikan dengan spec apabila sudah memenuhi standar yang
diterapakan maka proses akan dilangsungkan diproduksi dan dijadikan
sample/spec berikutnya
12) Kembalikan sisa bahan tes visual yang ada ke corong mesin produksi
sesuaikan dengan tipe dan mesinnya.
Sumber: PT Sinar Plastik
Gambar III.3

34
b. Pressure Test
Pressan tes ini diuji untuk mengukur berat jenis (density) dan kekerasan
(hardness). Adapun cara pengetesan press adalah:
1) Ambil bahan biji yang akan dites/press.
2) Bersihkan cetakan/besi lempengan sampai bersih.
3) Letakkan bahan biji kecetakan/besi lempengan lalu masukan ke mesin
hot press.
4) Tekan tuas dongkrak sampai besi lempengan menempel, jangan terlalu
rapat.
5) Setting suhu temperatur sesuai dengan tipe bahan biji yang akan dipress
lalu putar switch on/off pada posisi on.
6) Tunggu sampai lampu menyala merah lalu tekan tuas dongkrak hingga
besi lempengan menempel rapat dan rata lalu matikan switch on/off.
7) Tunggu beberapa saat samapi dingin lalu buka tuas dongkrak kemudian
angkat besi lempengan.
8) Potong bahan yang sudah tercetak sesuai cetakan lalu belah menjadi dua
dan rendam dalam bak air +/- 15 menit.
9) Angkat lempengan/hasil press dari bak air dan keringkan.
10) Pressan siap dihitung/diuji.
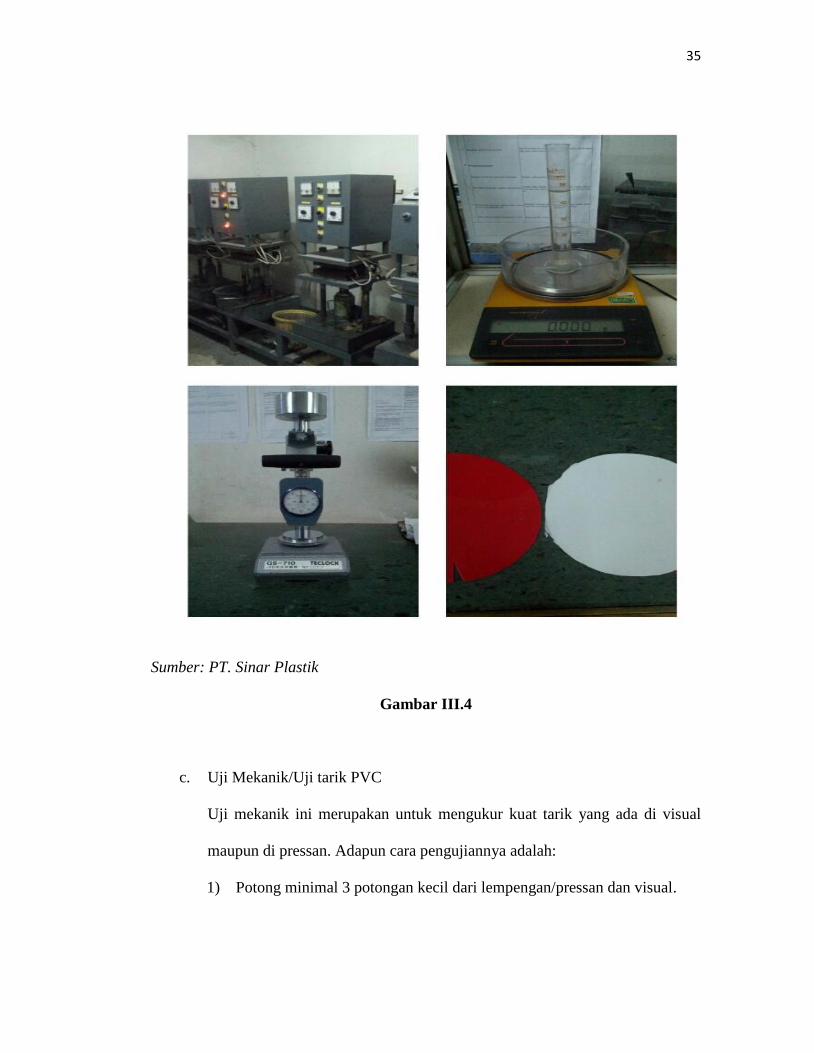
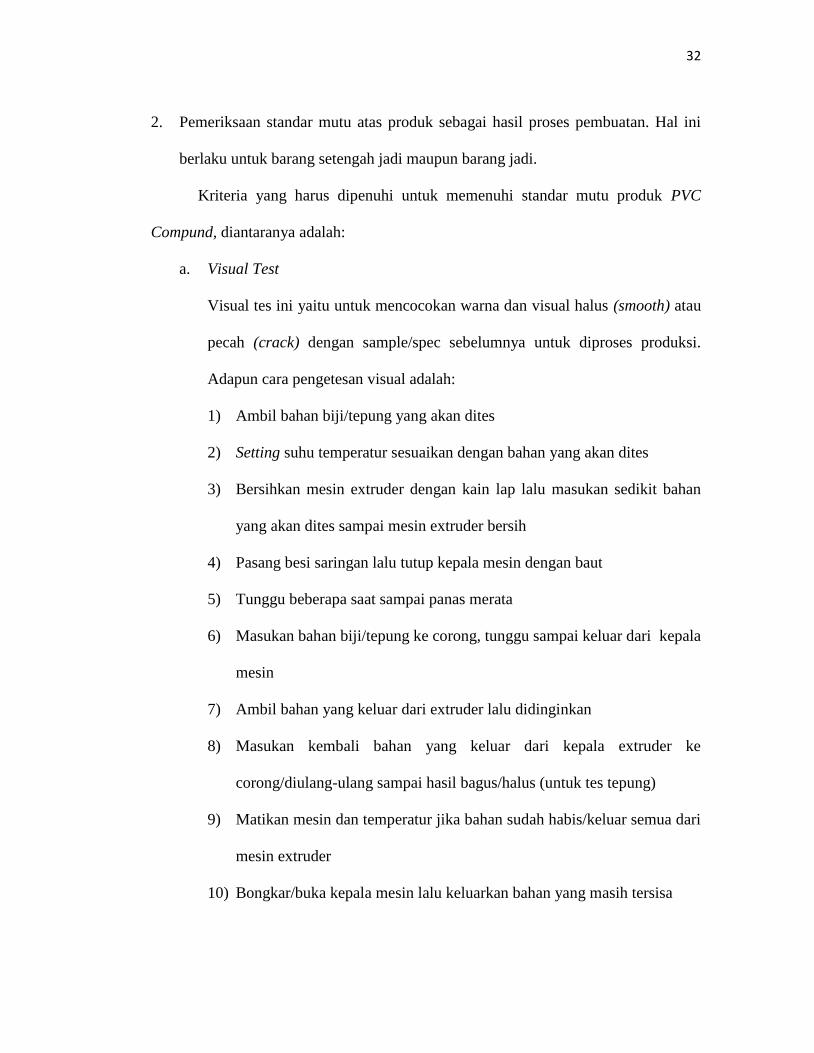
35
Sumber: PT. Sinar Plastik
Gambar III.4
c. Uji Mekanik/Uji tarik PVC
Uji mekanik ini merupakan untuk mengukur kuat tarik yang ada di visual
maupun di pressan. Adapun cara pengujiannya adalah:
1) Potong minimal 3 potongan kecil dari lempengan/pressan dan visual.

36
2) Gantung 3 potongan kecil satu per satu dengan benang yang tersedia
lalu masukan ke dalam tabung yang berisi air menggunakan rumus
sebagai:
BJ= Berat diluar
Berat dalam air
3) Catat hasil berat jenis ke buku tes.
4) Ukur hardness (HD) dengan menekan lempengan/pressan setebal 6 mm
menggunakan alat hardness tester selama +/- 5 detik.
5) Cetak/potong lempengan/pressan dan visual menggunakan pisau halter
minimal 3 pcs.
6) Hitung satu per satu tebal halter menggunakan micro meter masing-
masing.
7) Tarik halter dimesin tensile tester untuk mengetahui hasil penunjuk alat
tensile streght (PA.TS) dan penunjuk alat elongations (PA.EL).
8) Cata hasilnya dibuku tes.
9) Contoh penulisan dibuku tes sebagai berikut:
TH - PA.TS - PA.EL – HTS – HEL
Contoh penulisan dengan angka sebagai berikut:
1,90 – 8,5 – 70 – 10,96 – 250
Rumus:
TH x 4 = HTH (Hasil tebal halter)

37
PA.TS X 9,8 = HPA.TS (Hasil penunjuk alat tensile strenght)
HTH
PA.EL - 20 : 20 x 100 = HPA.EL (Hasil penunjuk alat elongations)
Sumber: PT. Sinar Plastik
Gambar III.5

38
3. Pemeriksaan cara pengepakan produk
Hal-hal yang harus diperhatikan cara pengepakan :
a. Model karung
b. Nama, lot, tanggal, pembuatan produk PVC Compound
c. Jumlah berat (Quantity)
Sumber PT Sinar Plastik
Gambar III.6

39
4. Mesin, tenaga kerja, dan fasilitas lain yang dipakai dalam proses produksi
diawasi sesuai dengan standar operasi.
a. Mesin
Mesin harus sudah siap ketika dalam proses pembuatan produk, mulai dari
kebersihan, standar suhu.
b. Tenaga kerja
Karyawan bagian produksi harus siap ketika mesin dalam proses produksi.
c. Fasilitas lain
Fasilitas lain yang harus dipenuhi ketika sedang diproses: Timbangan, bak,
dan palet.
Sumber: PT. Sinar Plastik
Gambar III.7

40
5. Tanggung jawab terhadap mutu yang dihasilkan.
Ketika produk yang dihasilkan sudah memenuhi standar mutu, maka langkah
terakhir adalah label PASSED, sebagai bukti bahwa produk sudah memenuhi
standar mutu. Produk yang tidak memenuhi standar mutu, baik cacat ataupun
gagal produk, maka label REJECT, sebagai bukti bahwa produk yang dihasilkan
tidak memenuhi standar produk.
Sumber PT. Sinar Plastik
Gambar III.8

41
Gambar III.9
Sumber : PT Sinar Plastik
Extruder Bak
Penampung
Pendingin
PVC
Compound
Mixer Bahan
Baku
Packing
25 kg
Pendingin
PVC
Compound
Power Pendingin Mixer
Bahan terdiri dari:
- Resin
- Kalsium
- Dop
- Kimia
Bak Penampung PVC
Compound
PT Sinar Plastik
Arus Produksi
PVC
Packing 25 kg

42
3.2.2 Analisis Quality Control dalam Mengurangi Kegagalan Produk
Dalam setiap proses produksi sering terjadi kegagalan produk atau kerusakan
yang menyebabkan kerugian tersendiri bagi perusahaan. Kerusakan tersebut dapat
bersifat kompleks atau bersifat sederhana. Pihak perusahaan harus berusaha untuk
dapat menyelesaikan masalah yang timbul dengan segera. Berdasarkan data yang
Jenis-jenis kegagalan produk PVC Compound yang ditemukan oleh quality control
antar lain:
1. Hangus
yaitu warna biji PVC Compound menjadi hitam pekat, biasanya biji PVC
Compound yang mengalami hangus untuk tipe-tipe yang sensitif, misalkan tipe
transparan.
Sumber: PT Sinar Plastik
Gambar: III.10

43
2. Strip hitam (Kontaminasi)
Yaitu biji PVC Compound terkontaminasi dengan tipe lain, ketika pergantian
warna hitam ke putih. Hal ini disebabkan karena pada saat preparasi awal,
kurangnya pembersihan dari mesin extruder.
3. Bintik
Yaitu hasil tes visual yang dilakukan oleh unit quality mengalami bintik atau
bercak-bercak seperti jerawat, bisa disebabkan oleh beberapa faktor, diantaranya:
faktor formula (kimia, kalsium), biji mentah, dan material didalam mesin
extruder terkontaminasi dengan material sebelumnya.
Sumber: PT Sinar Plastik
Gamabar III.11

44
4. Biji serabut/berkumis (scrap)
Yaitu hasil potongan biji PVC Compound tidak sesuai dengan spec/spesifikasi.
Hal ini dikarenakan pemasangan atau setelan pisau mesin pemotong yang
terdapat pada mesin extruder tidak pas atau sesuai. Atau bisa dikarenakan tekstur
pisau tidak rata, hal itu yang menyebabkan hasil biji bisa serabut.
Sumber: PT Sinar Plastik
Gambar III.12
5. Warna yang tidak sesuai dengan spec/spesifikasi (Deviasi warna)
Yaitu masih terjadi kesalahan dalam hal pewarnaan, karena tidak sesuai dengan
ketentuan standar spec/spesifikasi. Hal ini bisa terjadi dikarenakan, kesalahan
pada resep/formula, unit kimia kurang dalam hal takaran warna, atau temperatur
suhu extruder kepanasan.

45
6. Penulisan nama tipe, lot, dan tanggal
Yaitu, salah dalam hal menulis nama tipe, lot, dan tanggal di karung atau wadah
biji PVC Compound. Hal ini disebabkan kelalaian oleh pihak operator produksi.
Sumber: PT Sinar Plastik
Gambar III.13
Adapun faktor-faktor yang menyebabkan kegagalan produk PVC Compound,
diantaranya:
1. Manusia
a. Jenis kegagalan, biji hangus
1) kurangnya pembersihan.
2) kurang teliti dalam menyettingan temperatur suhu mesin extruder tidak
mengikuti standar suhu yang sudah ditetapkan.
b. Jenis kegagalan, strip hitam
1) kurangnya pembersihan pada mesin extruder.
2) kurangnya pengontrolan pada saat preparasi awal mesin.

46
c. Jenis kegagalan, bintik
1) Kurang konsentrasi pada saat mengaduk bahan baku, sehingga bahan
kurang matang.
d. Jenis kegagalan, biji serabut/berkumis
1) Pekerja lalai dalam menyetting pisau pemotong.
e. Jenis kegagalan, warna tidak sesuai dengan spec/spesifikasi
1) Pekerja kurang teliti dalam penakaran warna.
f. Jenis kegagalan, Penulisan nama tipe, lot, dan tanggal
1) Pekerja lalai.
2) Tidak konsentrasi.
2. Bahan baku
a. Jenis kegagalan, bintik
1) Formula atau resep tidak sesuai dengan standar yang ditetapkan.
2) Bahan baku seperti kalsium yang lembab, mengakibatkan
menggumpalnya material kalsium, sehingga ketika diproses produksi
tidak bisa hancur dan tidak bisa menyatu dengan bahan baku lainya.
b. Jenis kegagalan, warna tidak sesuai dengan spec/spesifikasi:
1) Formula atau resep tidak sesuai dengan standar yang ditetapkan
3. Mesin
a. Jenis kegagalan, biji hangus
1) Setting suhu mesin kurang tepat.
2) Elemen pemanas tidak normal.

47
b. Jenis kegagalan, strip hitam
1) Mesin extruder masih kotor.
c. Jenis kegagalan, bintik
1) Setting suhu kurang panas.
d. Jenis kegagalan, biji serabut
1) Settingan pisau tidak sesuai.
2) Pisau pemotong kurang tajam.
3) Tekstur pisau tidak rata.
Cara penanganan atau tindakan perbaikan yang dilakukan, oleh quality control
diantaranya:
1. Manusia
a. Jenis kegagalan, biji hangus
1) Berkomunikasi dengan unit produksi untuk melakukan pembersihan
ulang mesin extruder.
2) Berkomunikasi dengan kepala bagian untuk menyettingan suhu ulang
sesuai standar yang ditetapkan yang dilakukan.
b. Jenis kegagalan, strip hitam
1) Pembersihan ulang mesin extruder yang dilakukan oleh unit produksi.
c. Jenis kegagalan, bintik
1) Menyetting ulang suhu oleh kepala bagian, sesuai dengan standar yang
ditetapkan.
48
2) Memproses ulang bahan baku yang kurang matang yang dilakukan oleh
unit produksi bagian mixing.
d. Jenis kegagalan, biji serabut/berkumis
1) Menyetting pisau ulang (pihak produksi).
2) Membenahi pisau (pihak produksi).
e. Jenis kegagalan, warna tidak sesuai dengan spec/spesifikasi
1) Membenahi ulang takaran warna sesuai formula (pihak kimia)
f. Jenis kegagalan, Penulisan nama tipe, lot, dan tanggal
1) Menghapus penulisan nama tipe, lot, dan tanggal yang tidak sesuai di
work order, kemudian menulis ulang kembali sesuai di work order.
2) Mengecek ulang tulisan yang ada di karung.
2. Bahan baku
1. Jenis kegagalan, bintik
1) Formula atau resep tidak sesuai diganti dengan formula yang sesuai
dengan ketentuan standar kualitas.
2) Bahan baku, seperti kalsium lembab, proses produksinya di recycle atau
diproses ulang, sehingga kalsium menyatu dengan bahan baku lainya
ketika diproses ulang.
2. Jenis kegagalan, warna tidak sesuai dengan spec/spesifikasi
1) Formula atau resep tidak sesuai diganti dengan formula yang sesuai
dengan ketentuan standar kualitas.

49
3. Mesin
Unit quality melapor kepada bagian maintance atau kepala bagian produksi,
bahwa terdapat masalah-masalah pada mesin produksi.
Supaya tidak terjadi kegagalan kembali proses produksi, ada beberapa
tindakan pencegahan yang dilakukan oleh perusahaan, diantaranya:
1. Dari segi manusia
a. Melakukan pengarahan yang lebih dari kepala bagian produksi kepada
bawahannya.
b. Pada saat preparasi awal, harus dicek semua mesin sehingga tidak terjadi
gagal produk baik itu unit produksi maupun unit quality control.
c. Memberikan sanksi apabila sering terjadi kelalaian kerja.
d. Kepada quality control harus sering mengawasi kualitas produk sehingga
tidak terjaadi kegagalan kembali.
2. Dari segi bahan baku
a. Dalam hal penyimpanan bahan baku harus ditempatkan ketempat yang
kering, sehingga tidak terjadi kelembaban bahan baku yang mengakibatkan
bahan baku menjadi keras.
b. Dalam pembuatan formula harus benar-benar sesuai dengan ketentuan
kualitas produk.
3. Dari segi mesin
a. Mesin harus benar-benar dipersipakan dengan cermat sebelum memulai
proses produksi.
b. Pengecekan mesin harus secara berkala.
50
c. Awal proses mesin harus dibersihkan terlebih dahulu, sehingga tidak
terkontaminasi dengan material lainya.
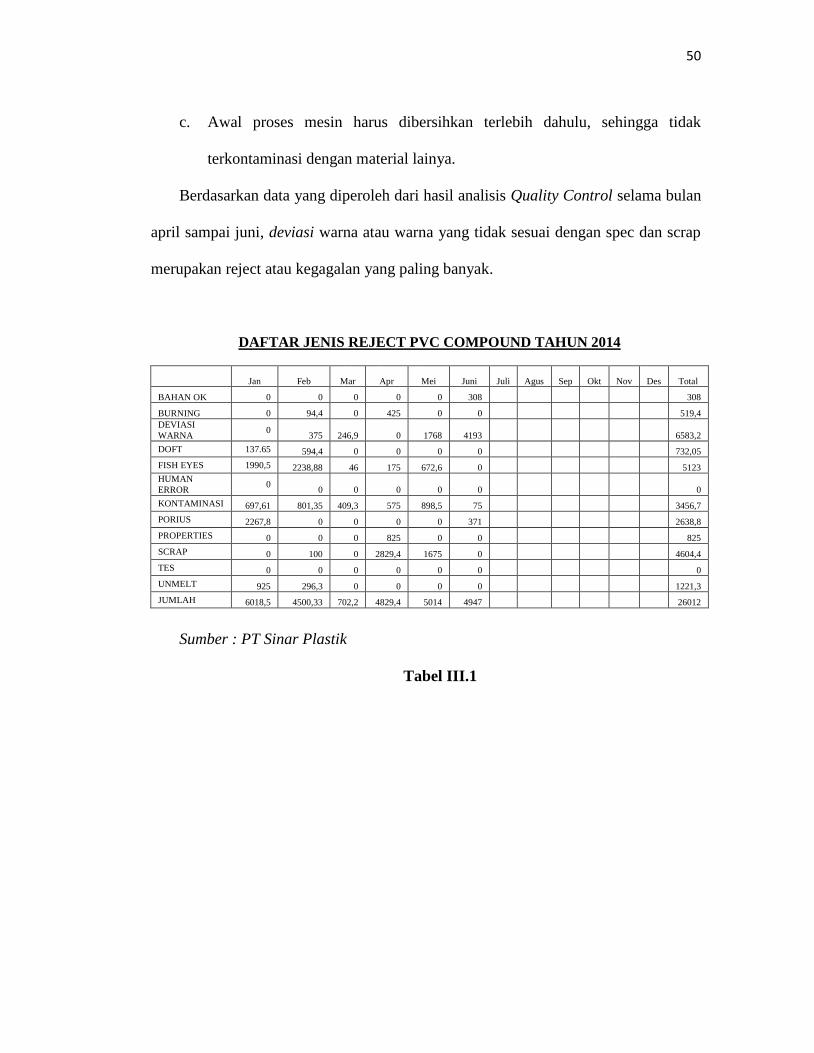
Berdasarkan data yang diperoleh dari hasil analisis Quality Control selama bulan
april sampai juni, deviasi warna atau warna yang tidak sesuai dengan spec dan scrap
merupakan reject atau kegagalan yang paling banyak.
DAFTAR JENIS REJECT PVC COMPOUND TAHUN 2014
Jan Feb Mar Apr Mei Juni Juli Agus Sep Okt Nov Des Total
BAHAN OK 0 0 0 0 0 308 308
BURNING 0 94,4 0 425 0 0 519,4
DEVIASI
WARNA 0
375 246,9 0 1768 4193 6583,2
DOFT 137.65 594,4 0 0 0 0 732,05
FISH EYES 1990,5 2238,88 46 175 672,6 0 5123
HUMAN
ERROR 0
0 0 0 0 0 0
KONTAMINASI 697,61 801,35 409,3 575 898,5 75 3456,7
PORIUS 2267,8 0 0 0 0 371 2638,8
PROPERTIES 0 0 0 825 0 0 825
SCRAP 0 100 0 2829,4 1675 0 4604,4
TES 0 0 0 0 0 0 0
UNMELT 925 296,3 0 0 0 0 1221,3
JUMLAH 6018,5 4500,33 702,2 4829,4 5014 4947 26012
Sumber : PT Sinar Plastik
Tabel III.1
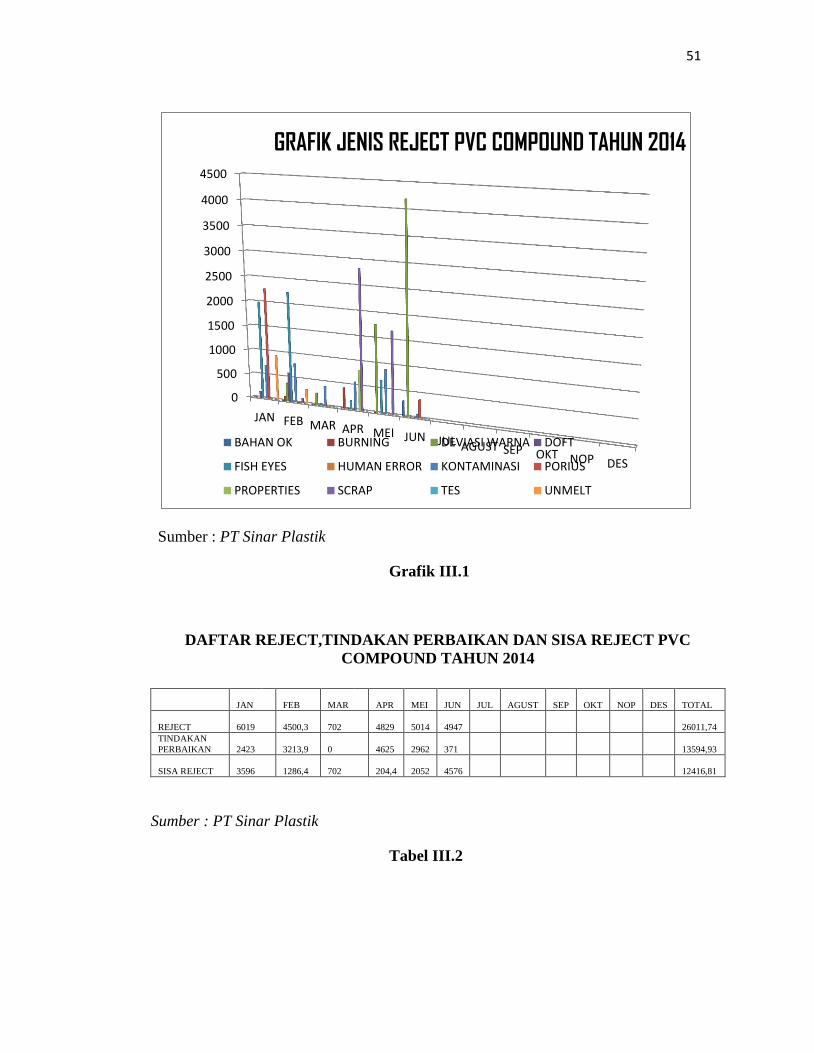
51
Sumber : PT Sinar Plastik
Grafik III.1
DAFTAR REJECT,TINDAKAN PERBAIKAN DAN SISA REJECT PVC
COMPOUND TAHUN 2014
JAN FEB MAR APR MEI JUN JUL AGUST SEP OKT NOP DES TOTAL
REJECT 6019 4500,3 702 4829 5014 4947 26011,74
TINDAKAN
PERBAIKAN 2423 3213,9 0 4625 2962 371 13594,93
SISA REJECT 3596 1286,4 702 204,4 2052 4576 12416,81
Sumber : PT Sinar Plastik
Tabel III.2
0
500
1000
1500
2000
2500
3000
3500
4000
4500
JAN FEB MAR APR MEI JUN JUL AGUST SEP OKT NOP DES
GRAFIK JENIS REJECT PVC COMPOUND TAHUN 2014
BAHAN OK BURNING DEVIASI WARNA DOFT
FISH EYES HUMAN ERROR KONTAMINASI PORIUS
PROPERTIES SCRAP TES UNMELT
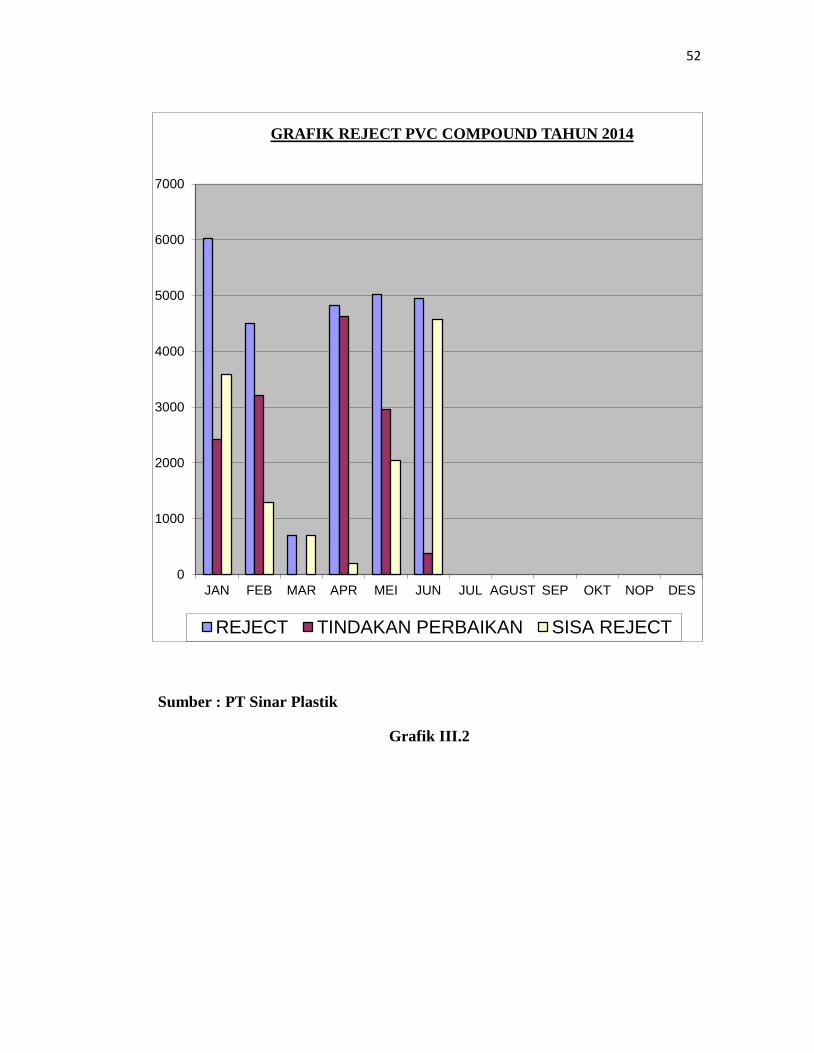
52
Sumber : PT Sinar Plastik
Grafik III.2
0
1000
2000
3000
4000
5000
6000
7000
JAN FEB MAR APR MEI JUN JUL AGUST SEP OKT NOP DES
GRAFIK REJECT PVC COMPOUND TAHUN 2014
REJECT TINDAKAN PERBAIKAN SISA REJECT




















