
BAB III METODE PENELITIAN - STIP-AP
13
22 BAB III METODE PENELITIAN 3.1 Tempat dan Waktu Pelaksanaan tugas akhir ini dilaksanakan di bengkel TPHP STIPAP, membutuhkan waktu selama 7 bulan dimulai dari bulan Maret sampai dengan September 2018. Pelaksanaan tugas akhir ini meliputi tahapan seminar proposal, bimbingan, pembuatan alat hingga sidang meja hijau. 3.2 Tahap Pembuatan Proses pembuatan alat screw press type ulir konstan dimaksudkan untuk memperoleh hasil yang baik dengan mempertimbangkan faktor fungsi alat, artistik, kekuatan rangka. Adapun langkah-langkah yang perlu dilakukan dalam proses pembuatan alat ini adalah sebagai berikut: 3.2.1 Identifikasi Bahan Material Dalam pembuatan mesin screw press ini dibutuhkan beberapa bahan dasar untuk membuat komponen komponen mesinnya. Bahan utama yang digunakan untuk membuat komponen pada mesin screw press ini dapat dilihat pada tabel 3.1 berikut : Tabel 3.1 Identifikasi Bahan Yang Dibutuhkan No Nama Bahan Jumlah 1 Besi siku (angle bar) 50 mm x 50 mm x 5 mm 5 (6 meter) 2 Plat 12 mm 50kg 3 Besi As Ø 53 mm x 1200 mm 1 4 Besi As Ø 26 mm x 750 mm 4 5 Plat 0,3 mm 10kg
Transcript of BAB III METODE PENELITIAN - STIP-AP
22
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu
Pelaksanaan tugas akhir ini dilaksanakan di bengkel TPHP STIPAP,
membutuhkan waktu selama 7 bulan dimulai dari bulan Maret sampai dengan
September 2018. Pelaksanaan tugas akhir ini meliputi tahapan seminar proposal,
bimbingan, pembuatan alat hingga sidang meja hijau.
3.2 Tahap Pembuatan
Proses pembuatan alat screw press type ulir konstan dimaksudkan untuk
memperoleh hasil yang baik dengan mempertimbangkan faktor fungsi alat, artistik,
kekuatan rangka. Adapun langkah-langkah yang perlu dilakukan dalam proses
pembuatan alat ini adalah sebagai berikut:
3.2.1 Identifikasi Bahan Material
Dalam pembuatan mesin screw press ini dibutuhkan beberapa bahan
dasar untuk membuat komponen komponen mesinnya. Bahan utama yang
digunakan untuk membuat komponen pada mesin screw press ini dapat
dilihat pada tabel 3.1 berikut :
Tabel 3.1 Identifikasi Bahan Yang Dibutuhkan
No Nama Bahan Jumlah
1 Besi siku (angle bar) 50 mm x 50 mm x 5
mm
5 (6 meter)
2 Plat 12 mm 50kg
3 Besi As Ø 53 mm x 1200 mm 1
4 Besi As Ø 26 mm x 750 mm 4
5 Plat 0,3 mm 10kg
23
Gambar 3.1 Identifikasi Bahan Yang Dibutuhkan
3.2.1.1 Klasifikasi Proses Manufaktur
Tabel 3.2 Macam-Macam Komponen
No Komponen yang dibuat Komponen Yang di beli
1 Rangka Rantai
2 Stasionary Plat Bearing
3 Screw konstan Baut
4 Poros Mur
5 Gear Gearbox
6 Cone Motor
7 Talang Minyak Belt/sabuk
8 Penjepit Cone
9 Batang As Press Cage
24
3.2.2 Identifikasi Tool Yang Diperlukan
Dalam pembuatan mesin screw press ini dibutuhkan beberapa Tool
dasar untuk membuat komponen komponen mesinnya. Tool yang
digunakan untuk membuat komponen pada mesin screw press ini dapat
dilihat pada tabel 3.3 berikut :
Tabel 3.3 Identifikasi Tool Yang Diperlukan
No Nama Tool Jumlah
1 Kunci pas (Open wrench) 2
2 Kunci ring (Box wrench) 2
3 Kunci inggris (Adjustable wrench) 2
4 Palu (Hammer) 1
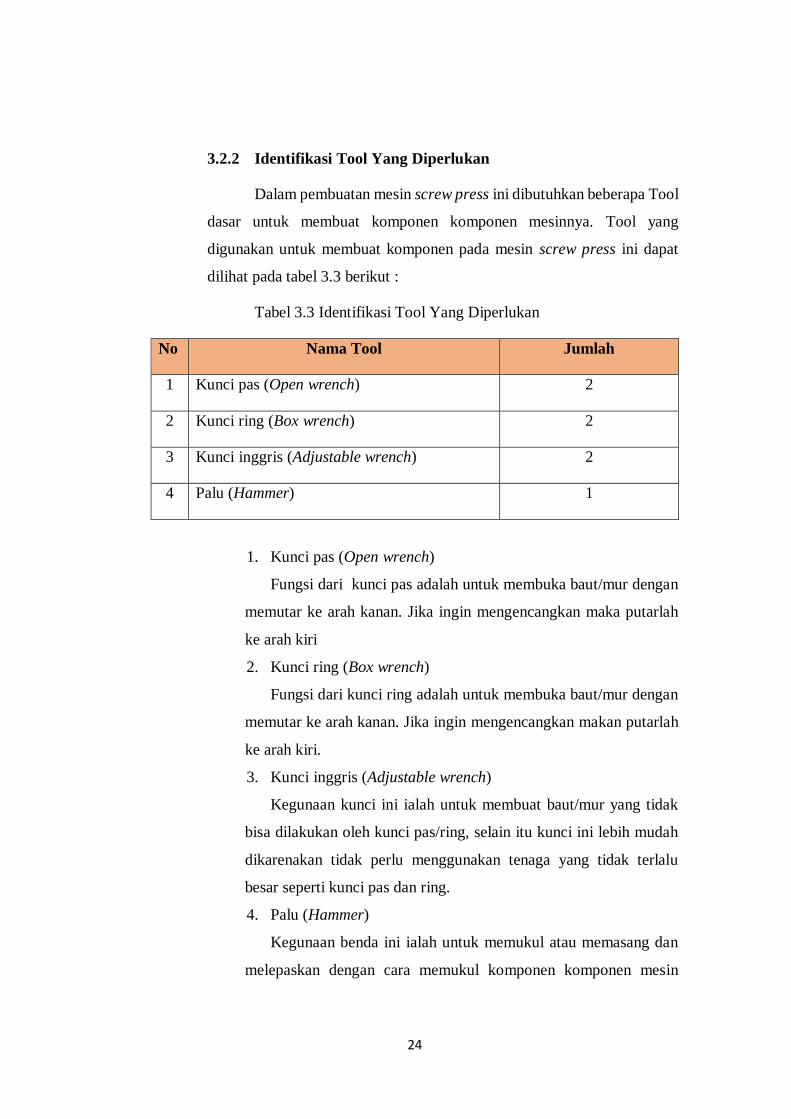
1. Kunci pas (Open wrench)
Fungsi dari kunci pas adalah untuk membuka baut/mur dengan
memutar ke arah kanan. Jika ingin mengencangkan maka putarlah
ke arah kiri
2. Kunci ring (Box wrench)
Fungsi dari kunci ring adalah untuk membuka baut/mur dengan
memutar ke arah kanan. Jika ingin mengencangkan makan putarlah
ke arah kiri.
3. Kunci inggris (Adjustable wrench)
Kegunaan kunci ini ialah untuk membuat baut/mur yang tidak
bisa dilakukan oleh kunci pas/ring, selain itu kunci ini lebih mudah
dikarenakan tidak perlu menggunakan tenaga yang tidak terlalu
besar seperti kunci pas dan ring.
4. Palu (Hammer)
Kegunaan benda ini ialah untuk memukul atau memasang dan
melepaskan dengan cara memukul komponen komponen mesin
25
seperti pada pemasangan bearing, melepaskan sambungan pulley
pada besi as, melepaskan rumahan yang lengket ke screw serta
melepaskan body press. (Syarif 2014).
Gambar 3.2 Identifikasi Tool Yang Dibutuhkan
3.2.3 Pengukuran
Dalam melakukan pengukuran yang harus dilakukan adalah
menyiapkan alat pengukur yang digunakan. Adapun alat alat yang
digunakan adalah sebagai berikut :
1. Mistar gulung
Mistar gulung merupakan alat ukur yang digunakan untuk
mengukur benda kerja yang panjangnya melebihi ukuran jangka
sorong. Sifatnya lemas/lentur sehingga dapat digunakan untuk
mengukur benda yang menyudut. (Arafuru.com 2016)
Gambar 3.3 Mistar Gulung
26
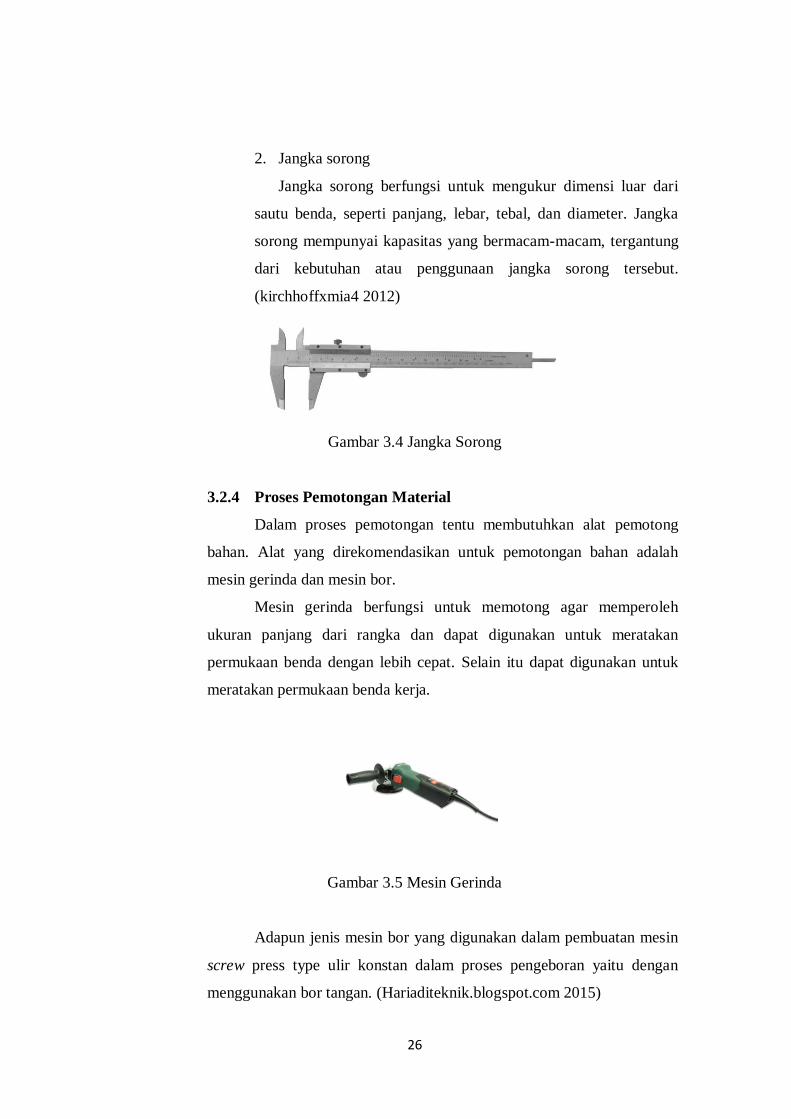
2. Jangka sorong
Jangka sorong berfungsi untuk mengukur dimensi luar dari
sautu benda, seperti panjang, lebar, tebal, dan diameter. Jangka
sorong mempunyai kapasitas yang bermacam-macam, tergantung
dari kebutuhan atau penggunaan jangka sorong tersebut.
(kirchhoffxmia4 2012)
Gambar 3.4 Jangka Sorong
3.2.4 Proses Pemotongan Material
Dalam proses pemotongan tentu membutuhkan alat pemotong
bahan. Alat yang direkomendasikan untuk pemotongan bahan adalah
mesin gerinda dan mesin bor.
Mesin gerinda berfungsi untuk memotong agar memperoleh
ukuran panjang dari rangka dan dapat digunakan untuk meratakan
permukaan benda dengan lebih cepat. Selain itu dapat digunakan untuk
meratakan permukaan benda kerja.
Gambar 3.5 Mesin Gerinda
Adapun jenis mesin bor yang digunakan dalam pembuatan mesin
screw press type ulir konstan dalam proses pengeboran yaitu dengan
menggunakan bor tangan. (Hariaditeknik.blogspot.com 2015)

27
Mesin bor adalah peralatan yang secara umum digunakan untuk
membuat lubang pada benda kerja. (Sumantri 2015)
Gambar 3.6 Mesin Bor
3.2.5 Proses Penyambungan Material
A. Las Listrik
Alat penyambungan yang digunakan dalam pembuatan mesin
screw press adalah mesin las. Proses pengelasan berkaitan dengan
lempengan baja yang dibuat dari kristal besi dan karbon sesuai struktur
mikronya, dengan bentuk dan arah tertentu. Lalu sebagian lempengan
logam tersebut dipanaskan hingga meleleh. Kalau tepi lempengan logam
itu disatukan, terbentuklah sambungan. Umumnya, pada proses
pengelasan juga ditambahkan dengan bahan penyambung seperti kawat
atau batang las. Kalau campuran tersebut sudah dingin, molekul kawat las
yang semula merupakan bagian lain kini menyatu.
Proses pengelasan tidak sama dengan menyolder dimana untuk
menyolder bahan dasar tidak meleleh. Sambungan terjadi dengan
melelehkan logam lunak misalnya timah, yang meresap ke pori-pori di
permukaan bahan yang akan disambung. Setelah timah solder dingin maka
terjadilah sambungan. Perbedaan antara solder keras dan lunak adalah
pada suhu kerjanya dimana batas kedua proses tersebut ialah pada suhu

28
450ºC. Pada pengelasan, suhu yang digunakan jauh lebih tinggi, antara
1500ºC-1600ºC.
Mutu dari hasil pengelasan, bergantung pada keahlian operator
atau juru ataupun tukang las sendiri. Cara mengelas yang buruk dapat
mengakibatkan kerusakan fatal baik dalam jangka pendek maupun jangka
panjang, mulai dari kasus sederhana seperti pipa ledeng yang bocor
ataupun ke hal-hal yang lebih fatal seperti runtuhnya bangunan
berkontruksi baja yang menggunakan yang di las.
Pada saat pengelasan, kesalahan sering terjadi dan sambungan las
jarang sekali jadi. Hal yang perlu diperhatikan adalah menghindari bara
api pada bagian yang di las tanpa mengurangi las di tempat yang sama.
Kalau hal itu terjadi, hubungan akan menjadi rapuh dan terbentuk titik
awal retakan kecil. Selain itu, bagian logam yang bersebelahan dengan
bagian yang di las tidak meleleh tetapi berubah karena panas. Pemanasan
yang diikuti dengan pendinginan yang cepat bisa menghasilkan struktur
logam seperti kaca, sehingga mudah retak.
Kualitas sambungan las di tentukan oleh:
1. Memanfaatkan mampu las dari material
2. Persiapan dan pelaksaan dikontrol oleh personil yang kompeten
3. Metoda pengelasan disesuaikan dengan karakteristik dan tebal material
serta beban
4. Kesusaian antara logam pengisi dengan logam induk
5. Tukang las yang bersetifikat dan terawasi
6. Kualitas las di cek dengan metoda NDT (Triyatno 2011)
Gambar 3.7 Proses Pengelasan
29
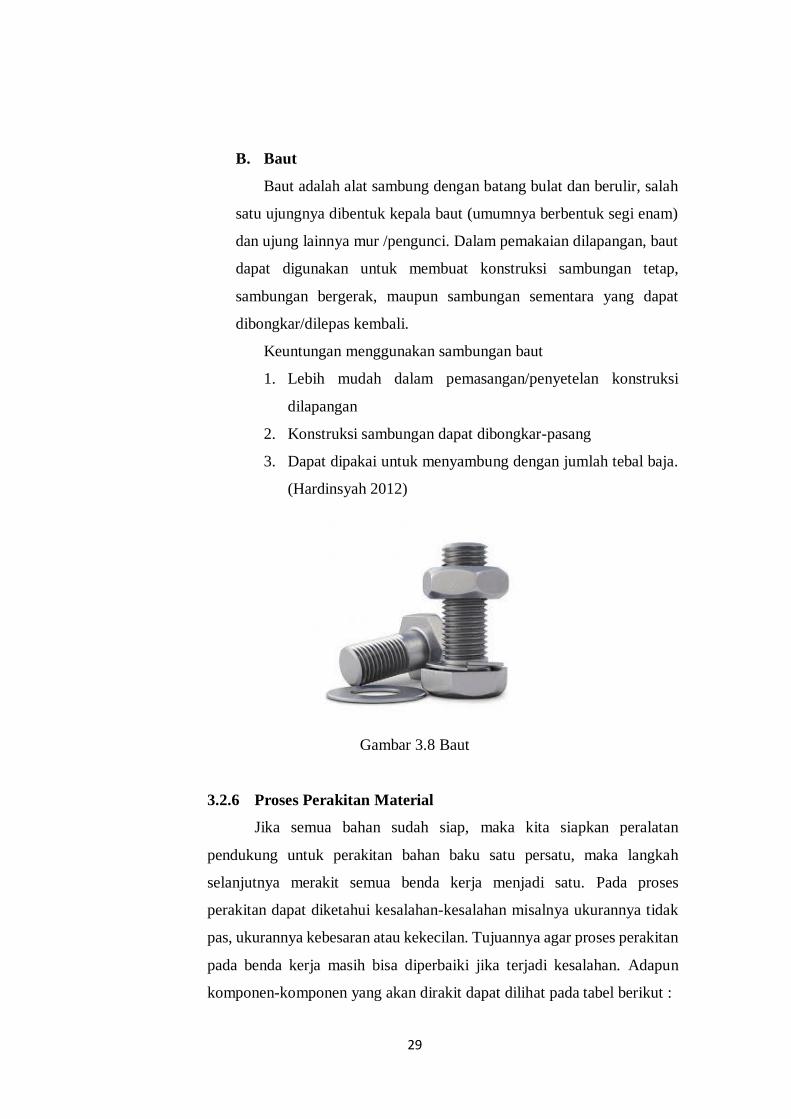
B. Baut
Baut adalah alat sambung dengan batang bulat dan berulir, salah
satu ujungnya dibentuk kepala baut (umumnya berbentuk segi enam)
dan ujung lainnya mur /pengunci. Dalam pemakaian dilapangan, baut
dapat digunakan untuk membuat konstruksi sambungan tetap,
sambungan bergerak, maupun sambungan sementara yang dapat
dibongkar/dilepas kembali.
Keuntungan menggunakan sambungan baut
1. Lebih mudah dalam pemasangan/penyetelan konstruksi
dilapangan
2. Konstruksi sambungan dapat dibongkar-pasang
3. Dapat dipakai untuk menyambung dengan jumlah tebal baja.
(Hardinsyah 2012)
Gambar 3.8 Baut
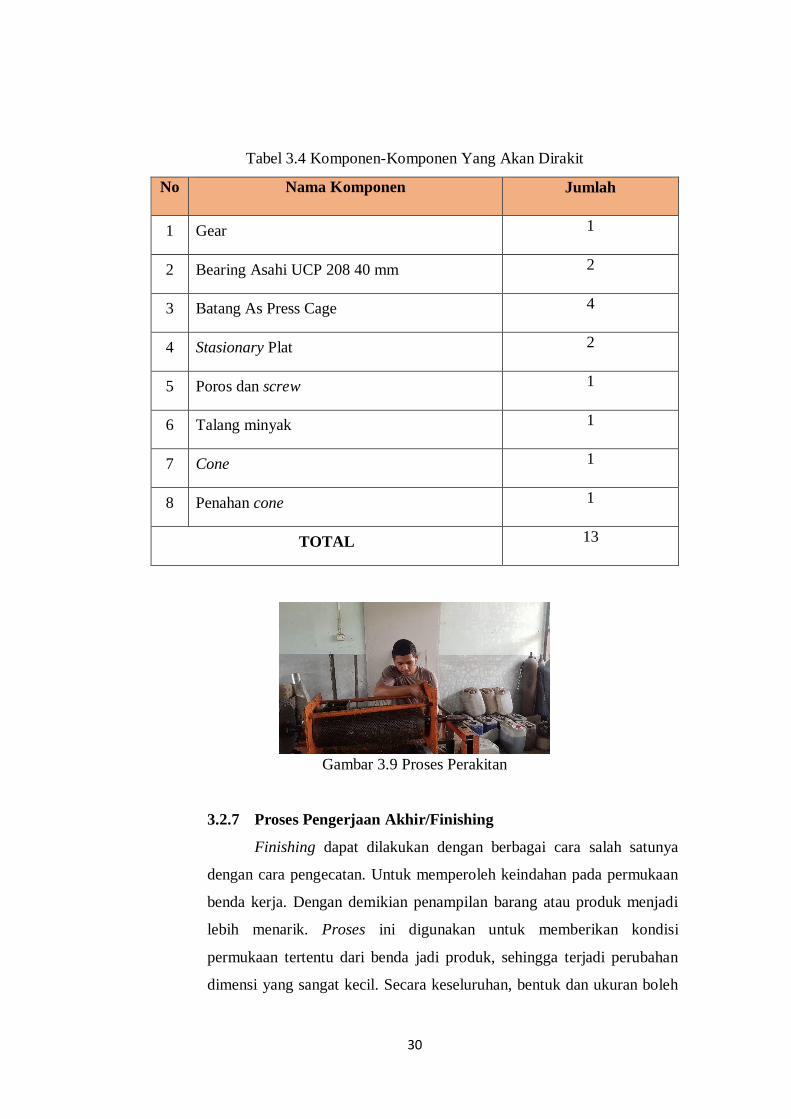
3.2.6 Proses Perakitan Material
Jika semua bahan sudah siap, maka kita siapkan peralatan
pendukung untuk perakitan bahan baku satu persatu, maka langkah
selanjutnya merakit semua benda kerja menjadi satu. Pada proses
perakitan dapat diketahui kesalahan-kesalahan misalnya ukurannya tidak
pas, ukurannya kebesaran atau kekecilan. Tujuannya agar proses perakitan
pada benda kerja masih bisa diperbaiki jika terjadi kesalahan. Adapun
komponen-komponen yang akan dirakit dapat dilihat pada tabel berikut :
30
Tabel 3.4 Komponen-Komponen Yang Akan Dirakit
No Nama Komponen Jumlah
1 Gear 1
2 Bearing Asahi UCP 208 40 mm 2
3 Batang As Press Cage 4
4 Stasionary Plat 2
5 Poros dan screw 1
6 Talang minyak 1
7 Cone 1
8 Penahan cone 1
TOTAL 13
Gambar 3.9 Proses Perakitan
3.2.7 Proses Pengerjaan Akhir/Finishing
Finishing dapat dilakukan dengan berbagai cara salah satunya
dengan cara pengecatan. Untuk memperoleh keindahan pada permukaan
benda kerja. Dengan demikian penampilan barang atau produk menjadi
lebih menarik. Proses ini digunakan untuk memberikan kondisi
permukaan tertentu dari benda jadi produk, sehingga terjadi perubahan
dimensi yang sangat kecil. Secara keseluruhan, bentuk dan ukuran boleh

31
dikatakan tidak mengalami perubahan yang berarti. Kondisi permukaan
tertentu yang dimaksud adalah antara lain berwarna kilat, pemeliharaan
pencegahan dari unsur serta bentuk permukaan, melalui proses
pengecatan, pelapisan permukaan dengan unsur tertentu dan lain lain.
Gambar 3.10Proses Pengecatan
32
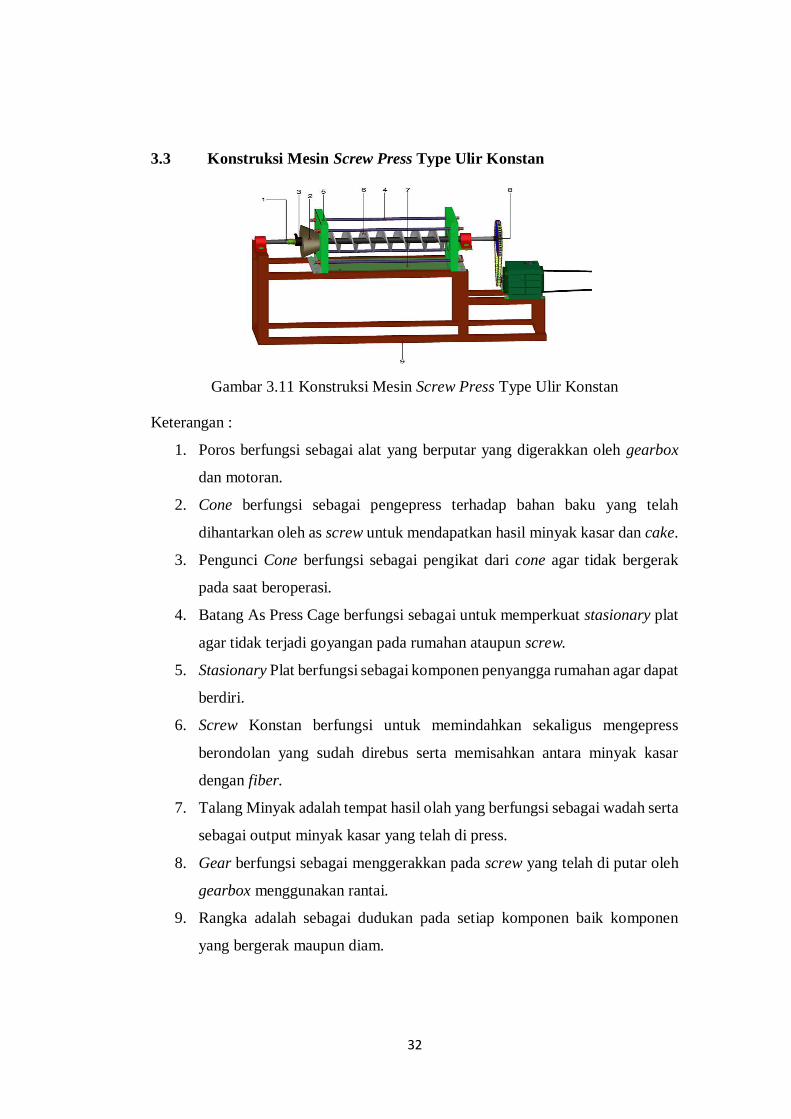
3.3 Konstruksi Mesin Screw Press Type Ulir Konstan
Gambar 3.11 Konstruksi Mesin Screw Press Type Ulir Konstan
Keterangan :
1. Poros berfungsi sebagai alat yang berputar yang digerakkan oleh gearbox
dan motoran.
2. Cone berfungsi sebagai pengepress terhadap bahan baku yang telah
dihantarkan oleh as screw untuk mendapatkan hasil minyak kasar dan cake.
3. Pengunci Cone berfungsi sebagai pengikat dari cone agar tidak bergerak
pada saat beroperasi.
4. Batang As Press Cage berfungsi sebagai untuk memperkuat stasionary plat
agar tidak terjadi goyangan pada rumahan ataupun screw.
5. Stasionary Plat berfungsi sebagai komponen penyangga rumahan agar dapat
berdiri.
6. Screw Konstan berfungsi untuk memindahkan sekaligus mengepress
berondolan yang sudah direbus serta memisahkan antara minyak kasar
dengan fiber.
7. Talang Minyak adalah tempat hasil olah yang berfungsi sebagai wadah serta
sebagai output minyak kasar yang telah di press.
8. Gear berfungsi sebagai menggerakkan pada screw yang telah di putar oleh
gearbox menggunakan rantai.
9. Rangka adalah sebagai dudukan pada setiap komponen baik komponen
yang bergerak maupun diam.
33
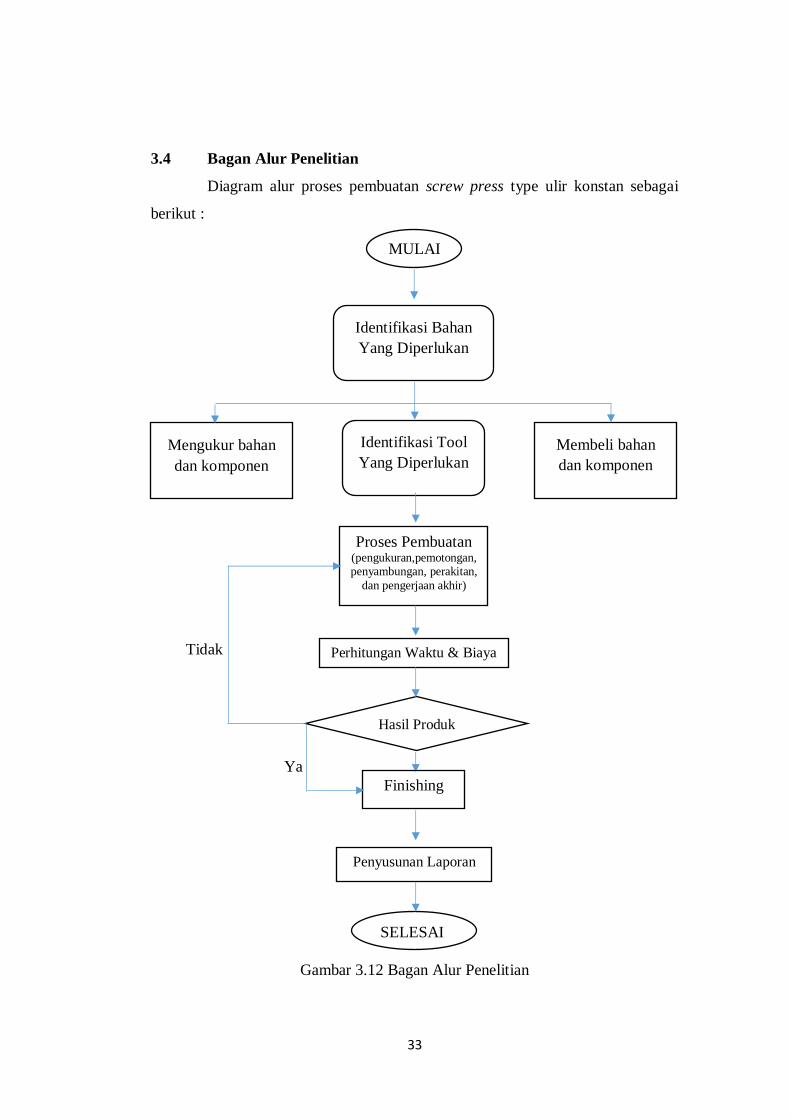
3.4 Bagan Alur Penelitian
Diagram alur proses pembuatan screw press type ulir konstan sebagai
berikut :
MULAI
Gambar 3.12 Bagan Alur Penelitian
Identifikasi Bahan
Yang Diperlukan
Identifikasi Tool
Yang Diperlukan
Proses Pembuatan
(pengukuran,pemotongan, penyambungan, perakitan,
dan pengerjaan akhir)
Perhitungan Waktu & Biaya
Hasil Produk
Penyusunan Laporan
SELESAI
Finishing
Tidak
Ya
Mengukur bahan
dan komponen
Membeli bahan
dan komponen
34
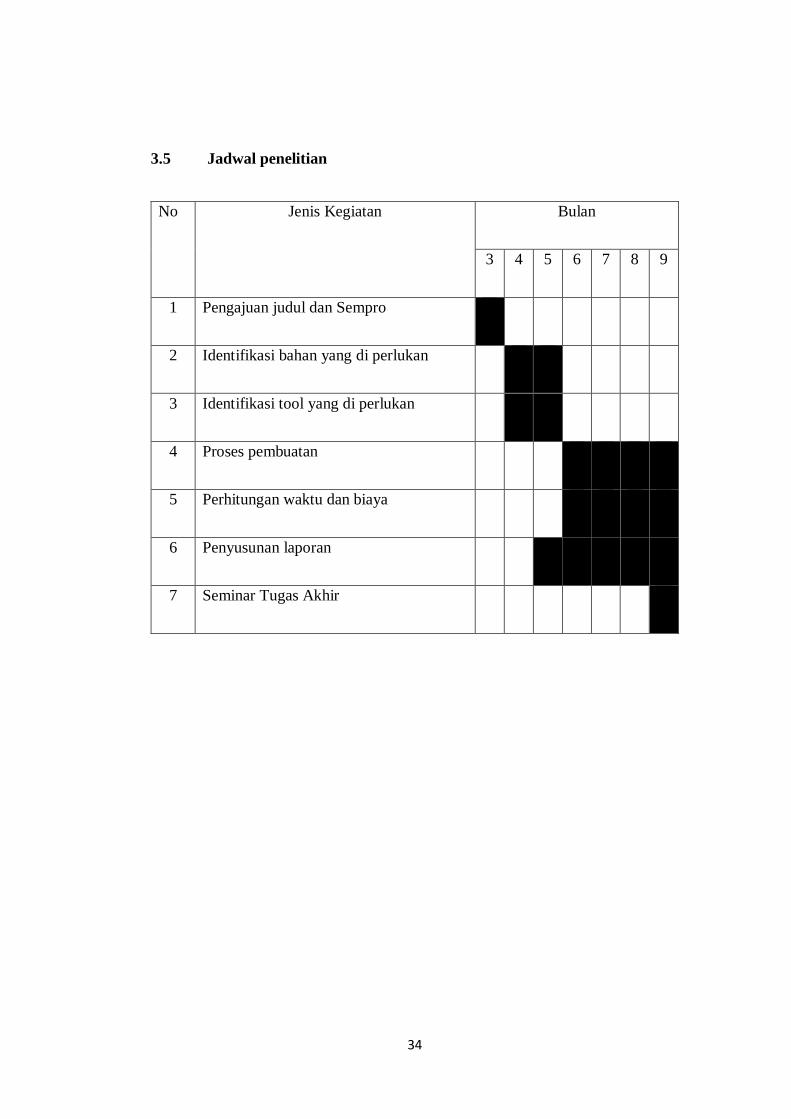
3.5 Jadwal penelitian
No Jenis Kegiatan Bulan
3 4 5 6 7 8 9
1 Pengajuan judul dan Sempro
2 Identifikasi bahan yang di perlukan
3 Identifikasi tool yang di perlukan
4 Proses pembuatan
5 Perhitungan waktu dan biaya
6 Penyusunan laporan
7 Seminar Tugas Akhir














![generales para la seleccion personal.pdfap SDSDD sopnosg ap SDUlDJSOJd sol UDOAUD LIDInSðJ as anb DI Jod 'Oð1dUIÄ 'D!UIOUODÄ ap D) ap 'aaqtuapgp ap ap uapao ap p op]aroe ap ap](https://static.fdokumen.com/doc/165x107/6023045986bd356ae95c804d/generales-para-la-seleccion-personalpdf-ap-sdsdd-sopnosg-ap-sduldjsojd-sol-udoaud.jpg)





