BAB II TINJAUAN PUSTAKA 2.1 Pisau Potong (Cutting...
27
6 BAB II TINJAUAN PUSTAKA 2.1 Pisau Potong (Cutting Tool) Pisau adalah salah satu alat yang sudah ada dalam sejarah peradaban. Para manusia Gua mempertajam batu atau batu untuk digunakan sebagai alat pemotong. Awal pedang yang terbuat dari perunggu dan dengan perkembangan baja datang revolusi industri. Paduan baja dimulai sebagai paduan sederhana. Selama 80 tahun terakhir, baja perkakas telah berevolusi dengan perkembangan teknologi dalam proses pembuatan baja. Nilai baja perkakas selama periode awal terdiri atas, O-1 O-2, W-1, W-2, W-3, L-6 dan kecepatan tinggi seperti, M-1 M-2 dan T-1. Dengan munculnya tungku busur listrik, nilai paduan tinggi mampu dikembangkan dan kualitas baja perkakas membaik. Perkembangan ini memungkinkan untuk pengenalan nilai fo seperti A-2, A-6, D-2, D-7, S-5, S-7, Vascowear, 154CM ®, dan sebagian besar baja stainless. (Crucible Industries, 2009). Salah satu aplikasi dari baja adalah pembuatan pisau potong, dimana dalam pengembanganya adalah untuk mesin crusher. Berikut beberapa tipe dan jenis mesin crusher dan kegunaanya (PMJN, 2010) : 1. Jaw Crusher Jaw crusher adalah tipe crusher yang paling umum, dimana sistem kerjanya memampatkan/menghimpit material hingga hancur, biasa digunakan untuk menghancurkan batu jenis batu yang keras. 2. Impact Crusher Impact crusher adalah tipe crusher dengan sistem pukul rotary dengan kecepatan rpm yang cukup tinggi, impact crusher biasa digunakan untuk menghancurkan batu kali dan batu gunung. 3. Roll crusher Roll crusher adalah tipe crusher dengan sistem gilas rotary dengan kecepatan rpm yang relatif lebih rendah dari impact crusher. Roll crusher biasa banyak digunakan didunia pertambangan, yaitu untuk menghancurkan batuan dengan tingkat kekerasan & keuletan yang relatif
Transcript of BAB II TINJAUAN PUSTAKA 2.1 Pisau Potong (Cutting...

6
BAB II
TINJAUAN PUSTAKA
2.1 Pisau Potong (Cutting Tool)
Pisau adalah salah satu alat yang sudah ada dalam sejarah peradaban.
Para manusia Gua mempertajam batu atau batu untuk digunakan sebagai alat
pemotong. Awal pedang yang terbuat dari perunggu dan dengan
perkembangan baja datang revolusi industri. Paduan baja dimulai sebagai
paduan sederhana. Selama 80 tahun terakhir, baja perkakas telah berevolusi
dengan perkembangan teknologi dalam proses pembuatan baja. Nilai baja
perkakas selama periode awal terdiri atas, O-1 O-2, W-1, W-2, W-3, L-6 dan
kecepatan tinggi seperti, M-1 M-2 dan T-1. Dengan munculnya tungku busur
listrik, nilai paduan tinggi mampu dikembangkan dan kualitas baja perkakas
membaik. Perkembangan ini memungkinkan untuk pengenalan nilai fo seperti
A-2, A-6, D-2, D-7, S-5, S-7, Vascowear, 154CM ®, dan sebagian besar baja
stainless. (Crucible Industries, 2009).
Salah satu aplikasi dari baja adalah pembuatan pisau potong, dimana
dalam pengembanganya adalah untuk mesin crusher. Berikut beberapa tipe
dan jenis mesin crusher dan kegunaanya (PMJN, 2010) :
1. Jaw Crusher
Jaw crusher adalah tipe crusher yang paling umum, dimana sistem
kerjanya memampatkan/menghimpit material hingga hancur, biasa
digunakan untuk menghancurkan batu jenis batu yang keras.
2. Impact Crusher
Impact crusher adalah tipe crusher dengan sistem pukul rotary dengan
kecepatan rpm yang cukup tinggi, impact crusher biasa digunakan untuk
menghancurkan batu kali dan batu gunung.
3. Roll crusher
Roll crusher adalah tipe crusher dengan sistem gilas rotary dengan
kecepatan rpm yang relatif lebih rendah dari impact crusher. Roll crusher
biasa banyak digunakan didunia pertambangan, yaitu untuk
menghancurkan batuan dengan tingkat kekerasan & keuletan yang relatif

7
rendah, seperti batu bara, batu kapur, bahan semen, batu tembaga,
belerang, dan sebagainya.
4. Cone crusher
Cone crusher ini biasa digunakan sebagai secundery crusher/crusher
lanjutan yaitu menghancurkan batuan sehingga bisa menghasilkan struktur
pecahan batu yang relatif homogen dengan bentuk cubical ( kotak).
5. Shredder/crusher potong
Crusher potong/shredder adalah tipe crusher yang berfungsi multiguna,
bekerja dengan prinsip memotong material dengan sistem rotary dan terdiri
dari gigi pisau yang jumlahnya relatif banyak. Mesin crusher ini biasa
digunakan untuk menghancurkan/mereduksi ukuran menjadi serpihan
kecil-kecil dari berbagai jenis limbah industri, seperti limbah otomotif,
limbah elektronik, limbah cat, limbah kertas karton, limbah logam plant,
dan sebagainya.
6. Crusher plastik.
Crusher ini merupakan tipe crusher potong juga, tetapi memiliki konstruksi
yang agak berbeda, berkerja dengan sistem potong rotari dengan kecepatan
rpm yg cukup tinggi. Biasa digunakan untuk menghancurkan segala jenis
material yang terbuat dari bahan plastik menjadi serpihan dengan ukuran
sekitar 1 cm2. Gambar 2.1 adalah salah satu jenis dari mesin crusher
plastik yang ada.
Gambar 2.1 Crusher Plastik (PMJN, 2010)

8
7. Hammer mill
Mesin crusher jenis hammer mill ini adalah mesin crusher yang bekerja
dengan prinsip pukul rotari dengan kecepatan rpm yang tinggi. Hampir
sama dengan impact crusher. Mesin hammer mill ini biasa digunakan untuk
memproduksi pasir halus, konsentrat mineral, mineral ore, tepung batu-
batuan yg unsur2 pembentuknya berupa butiran halus seperti kapur,
dolomite, zeolit, dan sebagainya.
8. Hammer roller mill
Mesin crusher jenis ini prinsip kerja nya sama seperti mesin hammer mill,
hanya saja proses nya dilanjutkan dengan roll mill. Mesin hammer roller
mill digunakan untuk membuat konsentrat dari batu mineral dgn kekerasan
tinggi, dan mampu menghasilkan produk dengan tingkat kehalusan tinggi.
Sangat cocok utk digunakan dalam penambangan emas, penampangan
tembaga, supplier pupuk, produksi dolomite, zeolit, batu kapur, dan
sebagainya.
2.2 Material Pisau
Terdapat Banyak sekali jenis bahan yang di gunakan untuk alat
potong, mulai dari baja karbon tinggi, keramik dan berlian, yang digunakan
sebagai alat pemotong dalam industri pengerjaan logam hari ini. Adalah
penting untuk menyadari bahwa perbedaan ada di antara bahan dari alat
potong tersebut, apa perbedaannya, dan aplikasi yang benar untuk setiap jenis
bahan. Dimana Sebuah alat pemotong harus memiliki karakteristik tertentu
untuk menghasilkan kualitas pemotongan yang baik dan ekonomis. Berikut
adalah karakteristik dari alat potong (Schneider Jr, 2009) :
a. Keras.
b. Tangguh dan tahan terhadap beban pukul (benturan).
c. Tahan terhadap panas kejut (tiba-tiba).
d. Tahan pakai atau awet.
e. Stabilitas dan bereaksi dengan bahan-bahan kimia.

9
2.2.1 Macam-Macam Material Pisau Potong
Bahan yang digunakan untuk pisau potong sangat beragam
disesuaikan jenis bahan yang akan di pototng berikut adalah beberapa
jenis material dari pisau potong. (Marinov, 2012)
1. Baja Karbon
Kandungan karbon antara 0,6 ~ 1,5% dengan sejumlah kecil dari
silikon, kromium, mangan, vanadium dan untuk memperbaiki
ukuran butir. Kekerasan maksimal adalah sekitar 62 HRC. Bahan
ini memiliki ketahanan aus rendah dan kekerasan panas rendah.
Penggunaan bahan-bahan ini sekarang sangat terbatas.
2. Baja Kecepatan Tinggi (HSS)
Terdiri dari paduan vanadium yang tinggi, kobalt, molibdenum,
tungsten dan kromium ditambahkan untuk meningkatkan kekerasan
panas dan ketahanan aus. HSS dapat dikeraskan dalam berbagai
kedalaman dengan pemaanasan dan pendinginan yang tepat,
kekerasan dingin di kisaran 63-65 HRC.
3. Semen Karbida
Merupakan bahan yang cukup penting hari ini, karena kekrasan
yang tinggi dan ketahanan aus yang baik. Kerugian utama dari
karbida disemen adalah ketangguhan yang rendah. Bahan-bahan ini
diproduksi dengan metode serbuk metalurgi, sintering butir carbide
tungsten dalam sebuah cobalt (Co) matriks (untuk memberikan
ketangguhan). dimungkinkan ada karbida lainnya dalam campuran,
seperti titanium karbida (TiC) dan / atau tantalum karbida (TAC) di
samping carbide tungsten.
4. Keramik
Keramik terdiri dari bahan utama oksida halus, aluminium(Al2O3),
dengan tingkat kemurnian yang tinggi, yang bahan pengikatnya
tanpa menggunakan Cubic boron nitride (CBN) dan berlian
sintetik.

10
5. Diamond
Merupakan substansi yang paling keras dari semua material yang
diketahui, pemotong jenis ini paling populer semua bahan. Bahan
ini juga biasa digunakan sebagai bahan pelapis dalam bentuk
polikristalin, atau sebagai alat berlian kristal tunggal untuk aplikasi
khusus, seperti finishing cermin non-ferrous
2.3 Struktur Logam
Sifat-sifat yang dimiliki logam akan berpengaruh dalam penggunaan
logam, hal inilah yang merupakan dasar dari pemilihan bahan. Sifat-sifat
yang dimiliki setiap logam sangatlah berbeda karena adanya perbedaan unsur-
unsur penyusun serta paduan yang akan membentuk struktur mikronya.
Bentuk geometri dari persenyawaan logam besi dan baja biasanya berupa
kubus, yang tersusun dari atom-atomnya. Bentuk geometris inti adalah BCC
(Body Center Cubic), FCC (Face Center Cubic), HCP (Hexagonal Close
Pocked) (Arifin, 2006). Seperti terdapat pada Gambar 2.2 berikut:
Gambar 2.2 Bentuk Geometris Kristal Logam (Arifin, 2006)
Macam-macam struktur logam antara lain:
1. Struktur Austenite
Austenite disebut juga besi gamma (γ) seperti Gambar 2.3 dibawah, fase ini
terjadi diatas tempratur 723oC, sifat dari austenite adalah lunak, tidak
magnetis, dan dapat di tempa. Austenite merupakan pemanasan lanjut dari
ferrite dan pearlite (Arifin, 2006)

11
Gambar 2.3 Struktur austenite (http://www.worldautosteel.org)
2. Struktur Ferrite
Struktur ferrite sering juga disebut besi alpha (α) seperti Gambar 2.4
dibawah yang merupakan larutan karbon pada besi murni, fase ini terjadi
pada tempratur 723oC ≥ 910oC. kandungan C sebesar 0.025, sifat dari baja
ini adalah lunak, ulet, magnetis dan baik untuk di tempa.
.
Gambar 2.4 Struktur ferrite pada baja lunak (Arifin, 2006)
3. Struktur Cementite
Cementite disebut juga karbid besi atau Fe3C, Struktur Cementite adalah
struktur yang sifatnya sangat keras, yang mengandung 6.67% C. sifat dari
besi ini adalah keras, rapuh dan magnetis sampai pemanasan pada suhu
210oC. (Arifin, 2006). Struktur sementite seperti pada Gambar 2.5
berikut:

12
Gambar 2.5 Struktur sementite pada baja karbon tinggi
(http://www.sciencedirect.com)
4. Struktur Pearlite
Struktur pearlite adalah struktur yang terbentuk karena persenyawaan
antara struktur ferrite dan struktur cementite yang seimbang, Struktur
pearlite jika dipanaskan sampai suhu 723 oC akan berubah menjadi
struktur austenite. Sifat dari pearlite adalah keras, dan lebih kuat dari pada
ferrite, tetapi kurang ulet, dan tidak magnetis. Struktur pearlite seperti
terdapat pada Gambar 2.6 berikut:
Gambar 2.6 Struktur pearlite pada baja karbon rendah (0,25% C) (Arifin,
2006)
5. Sruktur martensite
Struktur martensite sifatnya sangat keras dengan susunan kristalnya
berbentuk kubus pusat tetragonal (BCT). Sruktur martensite seperti
terlihat pada Gambar 2.7 dibawah ini.

13
Gambar 2.7 Struktur Martensite Pada Baja Karbon (www.worldautosteel.org)
2.4 Baja
Besi atau baja dihasilkan dari campuran antara besi (Fe) dan elemen
pemadu, elemen pemadu utama besi atau karbon adalah karbon (C) dan juga
ditambahkan unsur-unsur lain (S, P, Mg, Si, dll), namun unsur-unsur ini
hanya dalam prosentase yang kecil. Kandungan karbon di dalam baja sekitar
0,1% sampai 1,7%, sedangkan unsur lainnya dibatasi oleh prosentasenya
(Amanto, 2003).
2.4.1 Klasifikasi Baja Karbon
Menurut persentase karbonya baja komersial diklasifikasikan
menjadi 3 jenis yaitu:
1. Baja karbon rendah
Baja ini disebut baja ringan (Mild Steel) atau baja perkakas,
baja ini bukan baja yang keras karena kandungan karbonya rendah
yaitu kurang dari 0.3%. Baja ini dapat dijadikan mur, baut, ulir skrup
dan lain-lain. Baja jenis karbon rendah mempunyai sifat tidak terlalu
keras, cukup kuat, ulet, mudah dibentuk dan ditempa, tetapi karena
kurangnya kadar karbon maka tidak dapat disepuh keras. (Amanto,
2003).
2. Baja karbon sedang
Baja karbon sedang merupakan baja dengan kandungan karbon
0,3–0,6%, cukup keras dibandingkan dengan baja karbon rendah.
Baja ini memungkinkan untuk dikeraskan sebagian dengan
pengerjaan panas (heat treatment) yang sesuai. Baja karbon sedang

14
digunakan untuk roda gigi, poros engkol, sekrup dan sebagainya.
(Amanto, 2003).
3. Baja karbon tinggi
Baja karbon tinggi mempunyai kandungan karbon 0,6–1,5%,
baja ini sangat keras namun keuletannya rendah, biasanya digunakan
untuk alat potong seperti gergaji, pahat, kikir, pegas dan lain
sebagainya. Karena baja karbon tinggi sangat keras, maka jika
digunakan untuk produksi harus dikerjakan dalam keadaan panas.
(Amanto, 2003).
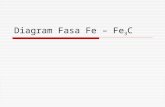
2.4.2 Diagram Fe3C
Gambar 2.8 dibawah adalah Diagram Fe3C, yang menampilkan
hubungan antara temperatur dimana terjadi perubahan fasa selama
proses pendinginan lambat dan pemanasan lambat dengan
kandungan karbon (%C). Diagram fasa besi dan karbida besi Fe3C
ini menjadi landasan untuk laku panas kebanyakan jenis baja yang
kita kenal (Lawrench, 1989)
Gambar 2.8 Diagram Fe– C (Tata Surdia, 1999)

15
Dengan memperhatikan diagram fasa tersebut maka baja karbon
yang karbonnya <0.83 % adalah jenis baja hypoeutektoid, sedangkan
baja dengan kadar karbon 0.83-2.14 adalah jenis baja hypereutectoid
2.4.3 Mata Pisau Crusher
Dengan semakin berkembangnya ilmu pengetahuan dan
teknologi sekarang ini, jenis logam yang digunakan untuk alat potong
semakin bervariasi, salah satunya adalah baja karbon tinggi akan
tetapi kekerasan dan keuletanya harus disesuaikan dengan bahan yang
akan di potong. Salah satu bahan pembuat mata pisau yang biasa
digunakan untuk pemotongan sampah plastik adalah jenis D2 dengan
kekerasan mula 210 HB (17 HRC) (Uddeholm, 2010). Seperti di
tunjukan pada Tabel 2.2 dan Tabel 2.3 dibawah ini. Sedangkan
Gambar 2.9 dibawah adalah salah satu jenis mata pisau untuk crusher
plastic
Tabel 2.2 D2 Standart Condition (Uddeholm, 2010)
Typical Analysis C 1.55 Si 0.3 Mn 0.4 Cr 11.8 Mo 0.8 V 0.8
Standard Specification AISI D2, W.-Nr. 1.2379
Delivery Condition Soft Annealed To Approx. 210 HB
Color Code Yellow/White
Tabel 2.3 Aplikasi AISI D2 (Uddeholm, 2010)
Cutting
Tools for:
Material thickness Material hardness (HB)
<180 HRC >180 HRC
Blanking, fine-blanking, punching, cropping.
<1/8" (3mm) 60–62 58–60
shearing, trimming, clipping 1/8–1/4"(3–6 mm) 58–60 54–56
Short, cold shears. Shredding knives for waste plastics. Granulator knives 56–60
Circular shears 58–60
Clipping, trimming tools for forgings Hot 58–60 Cold 56–58
Wood milling cutters, reamers, broaches 58–60

16
Gambar 2.9 Pisau Crusher Plastik (http://jinhengli01.en)
2.5 Pengaruh Unsur Paduan Terhadap Baja
Baja yang hanya mengandung unsur C tidak akan memiliki sifat
seperti yang diinginkan, dengan penambahan unsur-unsur paduan seperti Si,
Mn, Ni, Cr, V, W, dan lain sebagainya dapat menolong untuk mencapai sifat-
sifat yang diinginkan (Amanto, 2003).
Penambahan beberapa unsur paduan spesifikasi terhadap sifat baja antara
lain (Amanto, 2003) :
a. Unsur Silikon (Si)
Silikon merupakan unsur paduan yang ada pada setiap baja dengan jumlah
kandungan lebih dari 0,4% yang mempunyai pengaruh kenaikan tegangan
tarik dan menurunkan kecepatan pendinginan kritis (laju pendinginan
minimal yang dapat menghasilkan 100% martensite)
b. Unsur Mangan (Mn)
Unsur Mangan dalam proses pembuatan baja berfungsi sebagai deoxider
(pengikat O2) sehingga proses peleburan dapat berlangsung baik. Kadar
Mn yang rendah dapat menurunkan kecepatan pendinginan kritis.
c. Nikel (Ni)
Nikel memberi pengaruh sama seperti Mn yaitu menurunkan suhu kritis
dan kecepatan pendinginan kritis. Ni membuat struktur butiran menjadi
halus dan menambah keuletan.

17
d. Unsur Krom (Cr)
Unsur krom meningkatkan kekuatan tarik dan keplastisan, kekerasan,
mungurangi korosif dan tahan suhu tinggi.
e. Unsur Vanadium (V) dan Wolfram (W)
Unsur Vanadium dan Wolfram membentuk karbida yang sangat keras dan
meningkatkan keekrasan baja, kemampuan potong dan daya tahan panas,
untuk pahat potong dengan kecepatan tinggi.
2.6 Perlakuan Panas
Perlakuan panas (heat treatment) didifinisikan sebagai kombinasi
operasi pemanasan dan pendinginan yang terkontrol dalam keadaan padat
untuk mendapatkan sifat-sifat tertentu pada baja/logam atau paduan.
Terjadinya perubahan sifat tersebut dikarenakan terjadi perubahan struktur
mikro selama proses pemanasan dan pendinginan, di mana sifat baja/logam
atau paduan sangat dipengaruhi oleh struktur mikronya. (Arifin, 2006).
Secara umum perlakukan panas (Heat treatment) diklasifikasikan dalam 2
jenis (Suhardi, 2011) :
1. Near Equilibrium (Mendekati Kesetimbangan)
Tujuan umum dari perlakuan panas jenis Near Equilibrium ini
diantaranya adalah untuk : melunakkan struktur kristal, menghaluskan butir,
menghilangkan tegangan dalam dan memperbaiki machineability.
2. Non Equilirium (Tidak setimbang)
Tujuan umum dari perlakuan panas jenis Non Equilibrium ini
adalah untuk mendapatkan kekerasan dan kekuatan yang lebih tinggi. Jenis
dari perlakukan panas Non Equibrium, misalnya : Hardening,
Martempering, Austempering, Surface Hardening (Carburizing, Nitriding,
Cyaniding, Flame hardening, Induction hardening)
2.6.1 Near Equilibrium
Jenis dari perlakukan panas Near Equibrium antara lain Process
annealing Normalizing dan Homogenizing.
.

18
a. Annealing : Baja dipanaskan sampai suhu austenit kemudian
didinginkan dalam tungku sehingga temperaturnya turun. Annealing
mempunyai sifat melunakkan, menghilangkan tegangan dalam dan
membentuk butiran yang kasar dengan sifat lunak, Pada proses full
annealing ini biasanya dilakukan dengan memanaskan logam
sampai keatas temperature kritis (untuk baja hypoeutectoid, 25
derajat hingga 50 derajat celcius diatas garis a3 sedang untuk baja
hypereutectoid 25 derajat hingga 50 derajat celcius diatas garis A1)
(ASM Vol 4, 1991)
b. Normalising : Memanaskan baja sampai sedikit di atas suhu kritis
kemudian setelah suhu merata didinginkan diudara. Normalising
mempunyai tujuan menghaluskan struktur butir, menambah
kekerasan dibandingkan annealing. (untuk baja hypoeutectoid , 50
Derajat Celcius diatas garis A3 sedang untuk baja hypereutectoid 50
Derajat Celcius diatas garis Acm). Kemudian dilanjutkan dengan
pendinginan pada udara) (ASM Vol 4, 1991) a. Homoginizing (Penyamarataan) adalah pelunakan yang dilakukan
pada suhu tinggi (di atas Ac3 untuk baja hipotektoid) dengan selang
waktu penahanan pada suhu tersebut yang cukup lama, kemudian
diikuti oleh pendinginan yang sesuai untuk mendapatkan distribusi
yang merata dari konstituen yang terlarut (BSN, 2005)
2.6.2 Non Equilirium
Jenis dari perlakukan panas Non Equibrium, adalah Hardening,
Martempering, Austempering, Surface Hardening (Carburizing,
Nitriding, Cyaniding, Flame hardening, Induction hardening)
a. Hardening : Baja dipanaskan mencapai suhu tertentu antara 770oC
– 830oC, kemudian di tahan pada suhu tersebut selama beberapa
saat dan didinginkan secara mendadak dengan mencelupkan ke
dalam air, air garam, oli atau media pendingin lainnya. Hardening
(berpendingin air) mempunyai fasa martensit dimana fasa ini
mempunyai sifat keras dan getas juga rapuh. Hardening

19
(berpendingin oli) mempunyai fasa martensit dan bainit dimana
fasa ini mempunyai sifat yang kurang dari fasa martensit.
b. Martempering : merupakan proses perlakuan panas dengan celup
terputus yang diikuti denlgan proses agar terbelntuk martensit
temper. Dalam proses ini baja yang telahl diaustenisasi dicelup
dengan cepat ke dalam lelehan garam atau minyak yang memiliki
temperatur sekitar 200 - 400oC. Pendinginan cepat terjadi tanpa
memotong hidung kurva transformasi. Hal ini dilakukan untuk
menghindari terbentukuya ferit dan sementit. Temperatur ditahan
sedikit di atas temperatur Ms, temperatur mulai terbentuknya fasa
martensit untuk beberapa lama agar diperoleh distribusi temperatur
yang seragam pada seluruh bagian benda kerja. Kondisi ini
memungkinkan transfornasi berlangsung dengan serempak
sehingga retak kerena celup cepat dapat dihindari. Selanjutnya
pendinginan diteruskan dengan lebih lambat menggunakan udara
dingin Samlpai temperatur ruang untuk mencapai transformasi
martensit.
c. Austempering adalah transformasi isotermal dari paduan besi pada
suhu di bawah pembentukan perlit dan di atas bahwa pembentukan
martensit (biasanya 790-915 ° C) (ASM Vol 4, 1991)
d. Surface Hardening adalah sebuah metode yang digunakan untuk
meningkatkan ketahanan aus pada luar bagian tanpa mempengaruhi
interior.
2.7 Baja Fasa Ganda
Baja fasa ganda merupakan hasil proses perlakuan panas pada
temperature pemanasan daerah (α dan y) dan ditahan beberapa waktu
kemudian didinginkan dengan laju pendinginan yang lebih besar dari laju
pendinginan kritis, sehingga diperoleh kombinasi struktur mikro martensite
yang keras dengan ferrite yang ulet. Baja hypoeutektoid dipanaskan di antara
temperatur kritis atas (A3) dan temperatur kritis bawah (A
1). Kemudian
didinginkan dengan cepat melebihi laju pendinginan kritisnya. Pendinginan

20
cepat dari temperatur tersebut akan menghasilkan struktur 10-20% martensit
dalam matrik ferrit, di mana butir ferrit yang terbentuk setelah proses
pembentukan fasa ganda adalah poligonal (memiliki sisi banyak). (ASM Vol
4, 2002). Gambar 2.10 dibawah menjelaskan laju pendingan terhadap waktu
Gambar 2.10 Continues Cooling Transformations (CCT), Diagram Baja Hypoeutektoid (Tri Joko, 2005)
Struktur martensit dalam bentuk matrik ferrit memiliki ciri atau
sifat tegangan luluhnya rendah akibat adanya tegangan sisa dari proses
transformasi austenite ke martensite dan penguatan regang yang mengikat
(Thelning, 1984)
Pada temperatur kamar, baja hypoeutektoid terdiri dari butiran
kristal ferite dan pearlite. Apabila temperatur pemanasan mencapai
tempertaur kritis bawah A, maka pearlite akan mengalami reaksi eutektoid
sehingga laurel-laurel ferite dan sementite dari pearlite akan bereaksi
menjadi austenite. Transformasi austenite didahului dengan pengintian
yang selanjutnya diikuti pertumbuhan kristal austenite (ferrit BCC menjadi
austenit FCC) dan setelah temperatur mencapai A3 seluruh ferite akan
menjadi austenite, lihat Gambar 2.11 dibawah, skema perubahan struktur
mikro selama pemanasan. (Tri Joko, 2005)

21
Gambar 2.11 Skema Perubahan Struktur Mikro Selama Pemanasan (Tri Joko, 2005)
Proses annealing untuk baja hypoeutektoid dilakukan dengan
memanaskan sampai temperatur sedikit di atas temperatur kritisnya A3,
lihat Gambar Diagram fe3C (25oC–50
oC di atas temperatur A
3), dan
ditahan beberapa saat pada temperatur tersebut, kemudian didinginkan
dengan laju pendinginan lambat di dalam dapur. Sifat baja hasil proses
annealing adalah menjadi lebih lunak dan ulet (tegangan tarik dan
kekerasannya menurun). Proses normalising untuk baja hypoeutektoid
dilakukan dengan memanaskan sampai temperatur sedikit di atas
temperatur proses annealing yaitu mencapai 50oC di atas temperatur kritis
A3, dengan laju pendinginan lebih cepat dari annealing yaitu pendinginan
dengan udara terbuka. Hasil proses normalising baja akan berbutir lebih
halus, lebih homogen dan lebih keras dari hasil annealing. Proses
pengerasan atau hardening untuk baja hypoeutektoid temperatur
pemanasannya diatas temperatur kritisnya atau berada di fase austenite dan
pendinginannya sangat cepat menggunakan media pendingin zat cair,
seperti air, oli dan sejenisnya, sehingga hasilnya diperoleh struktur
martensite yang keras dan menjadikan sifat baja tersebut keras dan rapuh.
(Tri Joko, 2005)

22
Proses tempering adalah pemanasan kembali hasil proses
hardening, pemberian panas 50oC–100
oC di bawah temperatur kritis A1
dan membiarkannya atau menahan temperatur tersebut beberapa saat,
kemudian didinginkan dengan pendinginan lambat yaitu pada media udara
terbuka. Hasil proses tempering adalah menghilangkan tegangan sisa dan
mengembalikan sebagian keuletan dan ketangguhan bahan meskipun
kekerasan dan tegangan tariknya menurun (Tri Joko, 2005)
2.8 Pengujian Kekerasan
Kekerasan yaitu ketahanan bahan terhadap indentasi secara kualitatif
menunjukan kekuatannya (Shackelford, 1976). Skala yang lazim dalam
pengujian kekerasan antara lain skala Brinell, Vickers, Rockwell dan Knop
a. Uji kekerasan Brinell
Pengujian kekerasan Brinell merupakan pengujian standard
secara industri, tetapi karena penekannya memakai bola baja yang
diperkeras (hardened steel ball) dengan beban dan waktu indentasi
tertentu, sebagaimana penekanan bola baja ditunjukkan oleh Gambar 2.13
di halaman selanjutnya. Hasil penekanan adalah jejak berbentuk lingkaran
bulat, yang harus dihitung diameternya di bawah mikroskop khusus
pengukur jejak. Contoh pengukuran hasil penjejakan diberikan oleh
Gambar 2.12 Sedangkan pengukuran nilai kekerasan suatu material
hitung menggunakan rumus sebagai berikut:
BHN = (2.1)
dimana P : Beban (kg)
D : Diameter indentor (mm)
d : Diameter jejak (mm)

23
Gambar 2.12 Ilustrasi Indentasi Metode Brinell (Akhmad, 2009)
Walaupun demikian pengaturan beban dan waktu indentasi untuk
setiap material dapat pula ditentukan oleh karakteristik alat penguji. Nilai
kekerasan suatu material yang dinotasikan dengan ‘HB’ tanpa tambahan
angka di belakangnya menyatakan kondisi pengujian standar dengan
indentor bola baja 10 mm (Gambar 2.13 dibawah), beban 3000 kg selama
waktu 1—15 detik. Untuk kondisi yang lain, nilai kekerasan HB diikuti
angka-angka yang menyatakan kondisi pengujian. Contoh: 75 HB
10/500/30 menyatakan nilai kekerasan Brinell sebesar 75 dihasilkan oleh
suatu pengujian dengan indentor 10 mm, pembebanan 500 kg selama 30
detik.
Gambar 2.13 Hasil Indentasi Brinell Berupa Jejak Berbentuk Lingkaran Dengan
Ukuran Diameter Dalam Skala Mm. (Akhmad, 2009)
b. Metode Rockwell
Metode Rockwell Berbeda dengan metode Brinell dan Vickers
dimana kekerasan suatu bahan dinilai dari diameter atau diagonal jejak
yang dihasilkan maka metode Rockwell merupakan uji kekerasan dengan
pembacaan langsung (direct-reading). Metode ini banyak dipakai dalam

24
industri karena pertimbangan praktis. Variasi dalam beban dan indetor
yang digunakan membuat metode ini memiliki banyak macamnya.
Metode yang paling umum dipakai adalah Rockwell B dengan
referensi ASTM E 18 memakai indentor bola baja berdiameter 1/6 inci dan
beban 100 kg dan Rockwell C memakai indentor intan dengan beban
150kg. Sedangkan untuk bahan lunak menggunakan penetrator yang
digunakan adalah bola Baja (Ball) yang kemudian dikenal dengan skala B
dan untuk bahan yang keras penetrator yang digunakan adalah kerucut
intan (Cone) dengan sudut pncak 1200, yang bisa dilihat pada Gambar
2.14 di bawah, kemudian dikenal dengan skala C.
Gambar 2.14 Identer Kerucut Pada Ujung Diamon (ASM Vol.8, 2008)
Walaupun demikian metode Rockwell lainnya juga biasa dipakai.
Oleh karenanya skala kekerasan Rockwell suatu material harus
dispesifikasikan dengan jelas. Contohnya 82 HRB, yang menyatakan
material diukur dengan skala B. Indentor 1/6 inci dan beban 100 kg.
Berikut ini diberikan Tabel 2.4 yang memperlihatkan perbedaan skala dan
range uji dalam skala Rockwell.
Dalam pengujian kekerasan Rockwell perlu memperhatikan nilai
minimum ketebalan material pengujian. nilai ketebalan minimum material
pengujian mengikuti rasio 1:10 tetapi ini berdasarkan akumulasi data
pengujian untuk berbagai macam ketebalan pada baja karbon rendah,
tinggi dan baja temper.

25
Tabel 2.4 Skala Pada Metode Uji Kekerasan Rockwell (ASM Vol.8, 1998)
Skala Beban Mayor (Kg) Tipe Indentor Tipe Material Uji
A 60 1/16” bola intan kerucut Sangat keras, tungsten, karbida
B 100 1/16” bola Kekerasan sedang, baja karbon rendah dan sedang, kuningan,
perunggu
C 150 Intan kerucut Baja keras, paduan yang
dikeraskan, baja hasil tempering
D 100 1/8” bola Besi cor, paduan alumunium, magnesium yg dianealing
E 100 Intan Kerucut Baja kawakan
F 60 1/16” bola Kuningan yang dianealing dan tembaga
G 150 1/8” bola Tembaga, berilium, fosfor, perunggu
H 60 1/8” bola Pelat alumunium, timah
K 150 ¼” bola Besi cor, paduan alumunium, timah
L 60 ¼” bola Plastik, logam lunak
M 100 ¼” bola Plastik, logam lunak
R 60 ¼” bola Plastik, logam lunak
S 100 ½” bola Plastik, logam lunak
V 150 ½” bola Plastik, logam lunak
Pengujian kekerasan Rockwell memiliki tiga metode yang biasa
digunakan yaitu:
1) Metode dengan Kerucut (HRC)
Pada percobaan dengan metode ini menggunakan identer
kerucut untuk penekanan ke material diperlihatkan pada Gambar
2.15 dibawah, dengan besar nilai kekerasan HRC. Skala HRC
memiliki nilai kekerasan 0 sampai 100.

26
Gambar 2.15. Ilustrasi Uji Kekerasan Rockwell (ASM Vol.8, 1998)
Namun pengujian untuk material tersebut dapat dilakukan
dengan menggunakan mesin khusus yang memiliki kapasitas beban
1-30 kg. Metode ini hanya cocok untuk bahan-bahan dengan susunan
yang homogen. Gambar 2.16 dibawah menunjukan bagan pengujian
Rockwell Cone atau HRC:
Gambar 2.16. Bagan Pengujian HRC
2) Metode dengan Peluru (HRB)
Metode ini pada dasarnya sama dengan metode kerucut.
Hanya saja metode ini menggunakan penetrator sebuah peluru.
Berikut ini adalah bagan pengujian Rockwell Ball atau HRB yang
dilustrasikan pada Gambar 2.17 sebagai berikut:

27
Gambar 2.17. Bagan Pengujian HRB
3) Metode Rockwell Superficial
Perbedaannya dengan Rockwell biasa adalah dalam beban
minor dan beban mayor. Pada Rockwell Superficial, beban minor
adalah 3 kg, sedangkan beban mayor adalah 15, 30 dan 45 kg untuk
mengetahui besarnya beban dan dan jenis identor bisa dilihat pada
Tabel 2.5.
Tabel 2.5. Skala Superficial Rockwell (ASM Vol.8, 1998)
Simbol Identor Besar beban (Kg)
15 N Diamond 15 30 N Diamond 30 45 N Diamond 45 15 T 1/16 in ball 15 30 T 1/16 1n ball 30 45 T 1/16 in ball 45 15 W 1/8 in ball 15 30 W 1/8 in ball 30 45 W 1/18 in ball 45
c. Metode Vickers
Banyak masalah metalurgi yang membutuhkan penentuan
kekerasan pada permukaan yang sangat kecil misalnya penentuan
kekerasan pada permukaan terkarburasi, daerah sambungan, daerah difusi
dua material yang berbeda dan penentuan kekerasan pada part jam tangan.

28
Untuk pengujian spesimen-spesimen sangat kecil ini, mengunakan uji
Vickers dan untuk prosedur pengujian menggunakan referensi ASTM E
384
Pada metode ini, digunakan indentor intan berbentuk piramida
dengan sudut 136o, seperti diperlihatkan oleh Gambar 2.18. Prinsip
pengujian adalah sama dengan metode Brinell, walaupun jejak yang
dihasilkan berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur
dengan skala pada mikroskop pengujur jejak. Untuk menghitung nilai
kekerasan suatu material menggunakan rumus sebagai berikut:
VHN = (2.2)
Dimana P = Besar beban (kg)
d = Rata-rata diameter pijakan identer d1 dan d2 (mm)
Gambar 2.18 Indentasi Dengan Metode Vickers (Akhmad, 2009)
2.9 Pengujian Struktur Mikro
Untuk mengetahui struktur mikro dari suatu logam pada umumnya
pengujian dilakukan dengan reflek pemendaran (sinar), pada pemolisan atau
etsa, tergantung pada permukaan logam uji polis, dan diperiksa langsung di
bawah mikroskop atau dietsa lebih dulu, baru diperiksa di bawah mikroskop,
dibawah ini Gambar 2.19 adalah alat yang di gunakan untuk pengujian
struktur mikro.

29
Gambar 2.19 Mikroskop Olympus BX 416
Adapun beberapa tahap yang perlu dilakukan sebelum melakukan
pengujian struktur mikro, yaitu:
1. Pemotongan (Sectioning)
Pemilihan sampel yang tepat dari suatu benda uji studi
mikroskopik merupakan hal yang sangat penting. Pemilihan sampel
tersebut didasarkan pada tujuan pengamatan yang hendak dilakukan. Pada
umumnya bahan komersil tidak homogen, sehingga satu sampel yang
diambil dari suatu volume besar tidak dapat dianggap representatif.
Pengambilan sampel harus direncanakan sedemikian sehingga
menghasilkan sampel yang sesuai dengan kondisi rata-rata bahan atau
kondisi di tempat-tempat tertentu (kritis), dengan memperhatikan
kemudahan pemotongan pula.
Secara garis besar, pengambilan sampel dilakukan pada daerah
yang akan diamati mikrostruktur maupun makrostrukturnya. Sebagai
contoh, untuk pengamatan mikrostruktur material yang mengalami
kegagalan, maka sampel diambil sedekat mungkin pada daerah kegagalan
(pada daerah kritis dengan kondisi terparah), untuk kemudian
dibandingkan dengan sampel yang diambil dari daerah yang jauh dari
daerah gagal. Perlu diperhatikan juga bahwa dalam proses memotong,
harus dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh

30
karena itu, setiap proses pemotongan harus diberi pendinginan yang
memadai.
2. Pemegangan (Mounting)
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak
beraturan akan sulit untuk ditangani khususnya ketika dilakukan
pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang
berupa kawat, spesimen lembaran metal tipis, potongan yang tipis, dll.
Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut
harus ditempatkan pada suatu media (mounting). Secara umum syarat-
syarat yang harus dimiliki bahan mounting adalah:
Bersifat inert (tidak bereaksi dengan material maupun zat etsa)
Sifat eksoterimis rendah
Viskositas rendah
Penyusutan linier rendah
Sifat adhesi baik
Memiliki kekerasan yang sama dengan sampel
Flowabilitas baik, dapat menembus pori, celah dan bentuk
ketidakteraturan yang terdapat pada sampel
Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting
harus kondusif
Media mounting yang dipilih haruslah sesuai dengan material dan
jenis reagen etsa yang akan digunakan. Pada umumnya mounting
menggunakan material plastik sintetik. Materialnya dapat berupa resin
(castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan
castable resin lebih mudah dan alat yang digunakan lebih sederhana
dibandingkan bakelite, karena tidak diperlukan aplikasi panas dan tekanan.
Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik
(lunak) sehingga kurang cocok untuk material-material yang keras.
3. Pengamplasan kasar (Grinding)
Grinding dilakukan dengan menggunakan disc pengamplasan yg
ditutup dengan Silicon carbide kertas dan air. Ada sejumlah ukuran
amplas, yaitu 180, 240, 400, 1200, butir Silicon carbide per inci persegi.

31
Ukuran 180, menunjukkan kekasaran dan partikel ini adalah ukuran untuk
memulai operasi pengamplasan. Selalu menggunakan tekanan langsung di
pusat sampel. Lanjutkan pengamplasan hingga semua noda kasar telah
dihapus, permukaan sampel rata, dan semua goresan yang pada satu posisi.
Hal ini membuat mudah untuk dilihat ketika goresan semuanya telah
dihapus.
Setelah operasi pengamplasan selesai pada ukuran amplas 1200, cuci
sampel dengan air diikuti oleh alkohol dan keringkan sebelum dipindah ke
polish. Atau juga dapat tahap ini ukurannya 240, 800, 1000, 1500. Berikut
adalah beberapa tahap dalam pengampelasan, yaitu:
Persiapan, tahap ini adalah tahap dimana melakukan pemilihan amplas
yang dimulai dengan menggunakan amplas dengan nomor yang paling
rendah (kasar) dan juga ditambah dengan penggunaan air dengan
tujuan supaya tidak terjadi gesekan antara permukaan spesimen dengan
amplas yang dapat mengakibatkan percikan bunga api.
Abrasion damage, adalah tahap menghaluskan permukaan dari
spesimen dengan menggunakan amplas dari nomor rendah (nomor
360) ke nomor yang paling tinggi (nomor 2000) sampai permukaan
dari spesimen yang diuji rata dan tidak ada lagi scratch pada material
bila dilihat di mikroskop.
4. Pemolisan (Polishing)
Tahap polishing bertujuan untuk menghasilkan permukaan
spesimen yang rata dan mengkilap, tidak boleh ada goresan yang
merintangi selama pengujian. finish lap merupakan tahap penghalusan
akhir material dengan menggunakan kain yang telah diolesi polisher agar
permukaan mengkilap dan rata atau bias disebut juga dengan polishing.
Polish yang terdiri dari disc pengamplasan ditutup dengan kain lembut
penuh dengan partikel berlian (ukuran 6 dan 1 mikron) dan minyak
pelumas yang berminyak. Mulai dengan ukuran 6 mikron dan terus
menggosok sampai goresan hilang

32
5. Etsa (Etching).
Etching digunakan dalam metallography untuk memperlihatkan
mikrostruktur dari spesimen dengan menggunaka mikroskop. Specimen
yang akan dietching harus dipolish secara teliti dan rata serta bebas dari
perubahan yang disebabkan deformasi pada permukaan specimen, alur
material, pullout, dan goresan.
Meskipun dalam mikrography beberapa informasi sudah dapat
diketahui tanpa proses etching, tetapi mikrostruktur suatu material
biasanya baru dapat terlihat setelah dilakukan pengetsaan. Hanya sekitar
10% informasi yang dapat terlihat tanpa proses etching. Hanya reaktan,
pori, celah, dan unsur non-metalik lainya yang dapat diamati hanya
dengan polishing, selebihnya diperlukan etching. Secara umum tujuan
dari etching adalah:
Memberi warna pada permukaan benda uji sehingga tampak jelas
ketika diamati dengan mikoskop (color enhancement)
Menimbulkan korosi sehingga memperjelas batas butir
Meningkatkan kontras antar butir dan batas butir (optical
enhancement of contrast)
Mengidentifikasi fasa pada suatu spesimen (anodizing process)
6. Pemotretan (Photo)
Dimaksudkan untuk mendapatkan gambar dari struktur kristal
yang dimaksud. Untuk mendapatkan foto mikrografi yang tajam,
variabel berikut harus terkontrol yaitu penghilangan getaran, pelurusan
pencahayaan, penyesuaian warna cahaya terhadap korelasi objek,
menjaga kejernihan objek, penyesuaian daerah pengamatan, dan lubang
diagram serta kecepatan fokus.