BAB II DASAR TEORI - eprints.ums.ac.ideprints.ums.ac.id/51210/30/BAB II.pdfberhubungan dengan...
25
6 BAB II DASAR TEORI 2.1 Tinjauan Pustaka Kenyon W (1979) mengatakan Las titik (Resistance Spot Welding) adalah suatu bentuk pengelasan tahanan dimana suatu las dihasilkan pada suatu titik pada benda kerja diantara elektroda-elektroda pembawa arus, las akan mempunyai luas yang kira-kira yang sama dengan ujung elektroda, atau sekecil ujung elektroda dari ukuran yang berbeda-beda. Gaya yang dikenakan terhadap titik biasanya melalui elektroda, secara kontinu di seluruh poros(tidak ada busur api yang dibentuk). Salim dan Triyono (2012) melakukan penelitian tentang kekuatan tarik dan geser pengelasan resistance Spot Welding (RSW) antara baja karbon rendah dengan Aluminium menggunakan alat bantu filler berupa serbuk paduan baja dan alumunium. Tebal plat baja SS 400 1 mm dan tebal plat Aluminium jenis A1 6061 TI 2 mm dengan variasi Voltage output 2,02 Volt dan 2,30 dengan parameter waktu pengelasan 5 detik. Dengan waktu yang sama semakin tinggi load voltage akan menghasilkan lasan yang lebih kuat. Disebabkan tingkat peleburan kedua benda semakin baik, maka tingkat penyatuan dari kedua material yang dilas dengan media filler perpaduan antara kedua jenis logam disambung semakin sempurna. Lisa Agustriyana (2011) melakukan penelitian las titik pada material baja fase ganda (Ferrite-Martensite) dengan mengunakan pengujian kekuatan tarik dan mikrostruktur dengan parameter arus 0,9kA, 1,6kA, 1,85kA dengan waktu pengelasan 0,25detik, 0,5detik, 0,75detik, 1detik. Dari hasil penelitian ini dapat ditarik suatu kesimpulan bahwa dengan semakin besar kuat arus dan waktu pengelasan pada proses Spot Welding pada baja fasa ganda
Transcript of BAB II DASAR TEORI - eprints.ums.ac.ideprints.ums.ac.id/51210/30/BAB II.pdfberhubungan dengan...
6
BAB II
DASAR TEORI
2.1 Tinjauan Pustaka
Kenyon W (1979) mengatakan Las titik (Resistance Spot Welding)
adalah suatu bentuk pengelasan tahanan dimana suatu las dihasilkan pada
suatu titik pada benda kerja diantara elektroda-elektroda pembawa arus, las
akan mempunyai luas yang kira-kira yang sama dengan ujung elektroda,
atau sekecil ujung elektroda dari ukuran yang berbeda-beda. Gaya yang
dikenakan terhadap titik biasanya melalui elektroda, secara kontinu di
seluruh poros(tidak ada busur api yang dibentuk).
Salim dan Triyono (2012) melakukan penelitian tentang kekuatan tarik
dan geser pengelasan resistance Spot Welding (RSW) antara baja karbon
rendah dengan Aluminium menggunakan alat bantu filler berupa serbuk
paduan baja dan alumunium. Tebal plat baja SS 400 1 mm dan tebal plat
Aluminium jenis A1 6061 TI 2 mm dengan variasi Voltage output 2,02 Volt
dan 2,30 dengan parameter waktu pengelasan 5 detik. Dengan waktu yang
sama semakin tinggi load voltage akan menghasilkan lasan yang lebih kuat.
Disebabkan tingkat peleburan kedua benda semakin baik, maka tingkat
penyatuan dari kedua material yang dilas dengan media filler perpaduan
antara kedua jenis logam disambung semakin sempurna.
Lisa Agustriyana (2011) melakukan penelitian las titik pada material baja
fase ganda (Ferrite-Martensite) dengan mengunakan pengujian kekuatan
tarik dan mikrostruktur dengan parameter arus 0,9kA, 1,6kA, 1,85kA dengan
waktu pengelasan 0,25detik, 0,5detik, 0,75detik, 1detik. Dari hasil penelitian
ini dapat ditarik suatu kesimpulan bahwa dengan semakin besar kuat arus
dan waktu pengelasan pada proses Spot Welding pada baja fasa ganda
7
maka dihasilkan kekuatan tarik yang semakin besar dan nilai optimum di
dapat pada kuat arus 1,85 kA dengan variasi yang terbaik juga didapat pada
kuat arus ini dalam berbagai waktu pengelasan dan ditunjukkan pada luasan
daerah kekuatan tarik yang terbesar yaitu sekitar 40%.
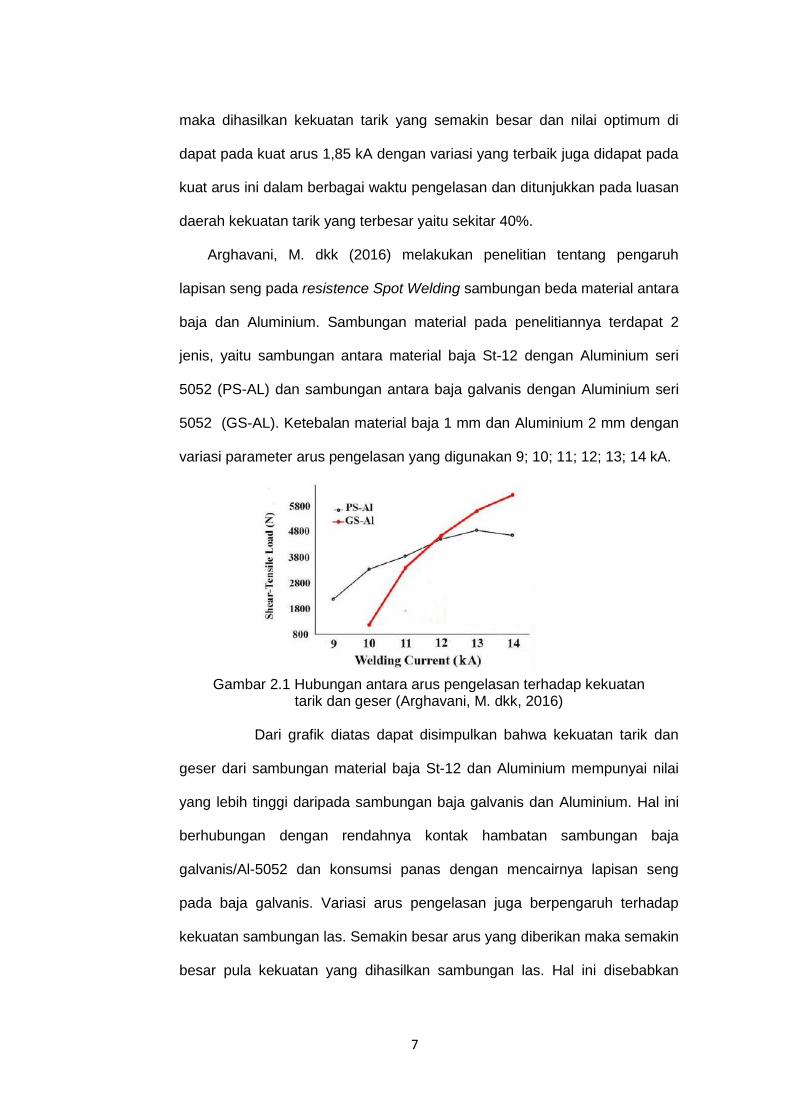
Arghavani, M. dkk (2016) melakukan penelitian tentang pengaruh
lapisan seng pada resistence Spot Welding sambungan beda material antara
baja dan Aluminium. Sambungan material pada penelitiannya terdapat 2
jenis, yaitu sambungan antara material baja St-12 dengan Aluminium seri
5052 (PS-AL) dan sambungan antara baja galvanis dengan Aluminium seri
5052 (GS-AL). Ketebalan material baja 1 mm dan Aluminium 2 mm dengan
variasi parameter arus pengelasan yang digunakan 9; 10; 11; 12; 13; 14 kA.
Gambar 2.1 Hubungan antara arus pengelasan terhadap kekuatan
tarik dan geser (Arghavani, M. dkk, 2016)
Dari grafik diatas dapat disimpulkan bahwa kekuatan tarik dan
geser dari sambungan material baja St-12 dan Aluminium mempunyai nilai
yang lebih tinggi daripada sambungan baja galvanis dan Aluminium. Hal ini
berhubungan dengan rendahnya kontak hambatan sambungan baja
galvanis/Al-5052 dan konsumsi panas dengan mencairnya lapisan seng
pada baja galvanis. Variasi arus pengelasan juga berpengaruh terhadap
kekuatan sambungan las. Semakin besar arus yang diberikan maka semakin
besar pula kekuatan yang dihasilkan sambungan las. Hal ini disebabkan
8
karena diameter nugget yang semakin besar seiring besarnya masukan
panas yang diterima. Walaupun plat baja tidak meleleh selama pengelasan,
namun plat Al-5052 meleleh dan membentuk weld nugget.
Penelitian tentang sambungan las pada beda material pernah dilakukan
oleh Deni,D. (2014) dengan menggunakan bahan baja tahan karat (
Austenitic Stailess Steel) dan baja karbon rendah ( Low Carbon Steel ).
Dengan menggunakan variasi arus 5000A, 6000A, 7000A, dan variasi waktu
pengelasan 0,4detik, 0,5detik, 0,6detik. Dengan menggunakan dua
pengujian yaitu pengujian tarik geser dan pengujian kekerasan Vickres
microhardness. Dari pengujian tersebut dapat disimpulkan bahwa pada
pengujian geser didapat hasil yang optimal pada variasi arus 7000A dan
waktu 0,6detik dengan kekuatan sambungan las sebesar 5,323kN. Dan pada
pengujian Vickres microhardness kekerasan yang paling optimal terdapat
pada daerah logam las (nugget) yaitu sebesar 354,2 HV0.2 pada variasi arus
7000A dan waktu 0,6detik.
2.2 DASAR TEORI
2.2.1 Las Resistan Listrik ( Resistance Welding )
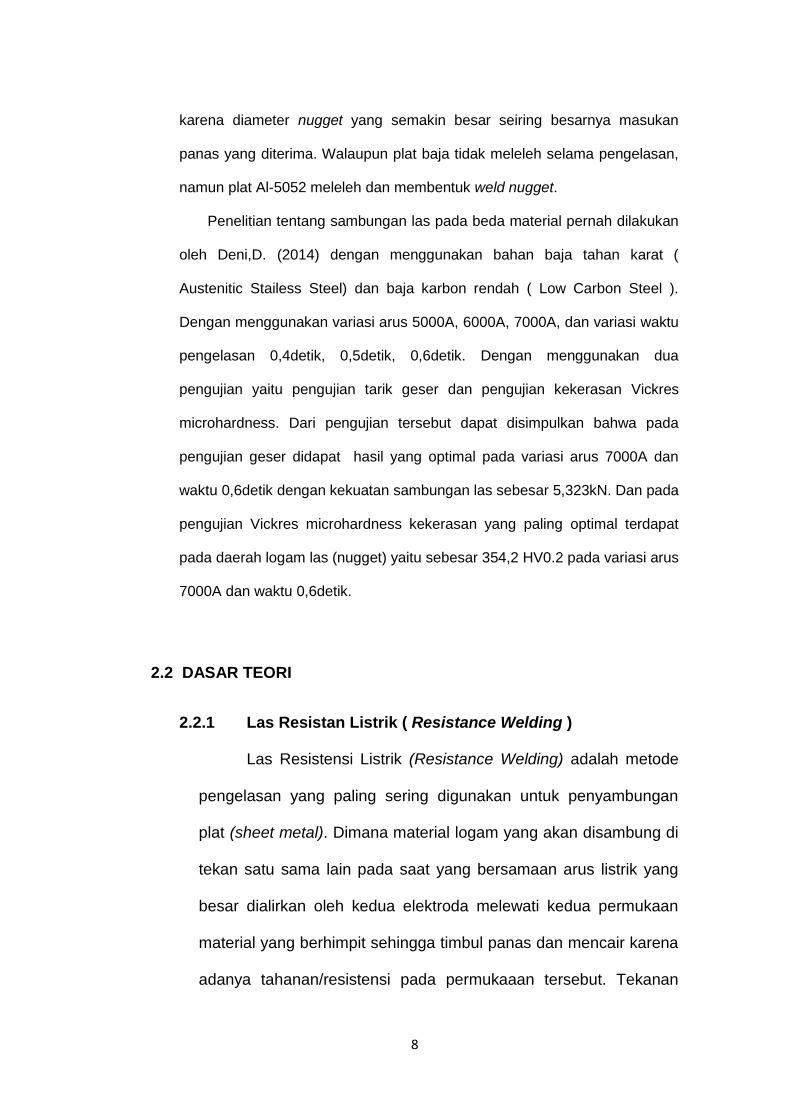
Las Resistensi Listrik (Resistance Welding) adalah metode
pengelasan yang paling sering digunakan untuk penyambungan
plat (sheet metal). Dimana material logam yang akan disambung di
tekan satu sama lain pada saat yang bersamaan arus listrik yang
besar dialirkan oleh kedua elektroda melewati kedua permukaan
material yang berhimpit sehingga timbul panas dan mencair karena
adanya tahanan/resistensi pada permukaaan tersebut. Tekanan
9
diberikan untuk memberikan kontak pada kedua permukaan,
setelah arus dialirkan dan temperatur yang tinggi telah tercapai
maka logam mencair kemudian arus listrik dihentikan sedangkan
tekanan tetap diberikan pada kedua permukaan untuk
menggabungkan dua buah logam.
Untuk menghindari panas berlebih pada elektroda terdapat
sistem pendingin dalam elektroda yaitu air di alirkan ke dalam
elektroda sehingga saat terjadi proses pengelasan panas yang
dihasilkan tidak akan melelehkan elektroda. Bahan yang digunakan
untuk elektroda harus memiliki sifat konduktor listrik yang baik artinya
memiliki tahanan dalam yang rendah dan kuat, seperti tembaga dan
paduannya.
Ada dua jenis sambungan dalam Las Resistensi Listrik yaitu
sambungan tumpang (Lap Joint) untuk pengelasan plat (sheet
metal) dan sambungan tumpul (Butt Joint) untuk pengelasan batang
Gambar 2. 2. Las Resistensi Listrik (Resistance Welding) (Miller, 2012)
10
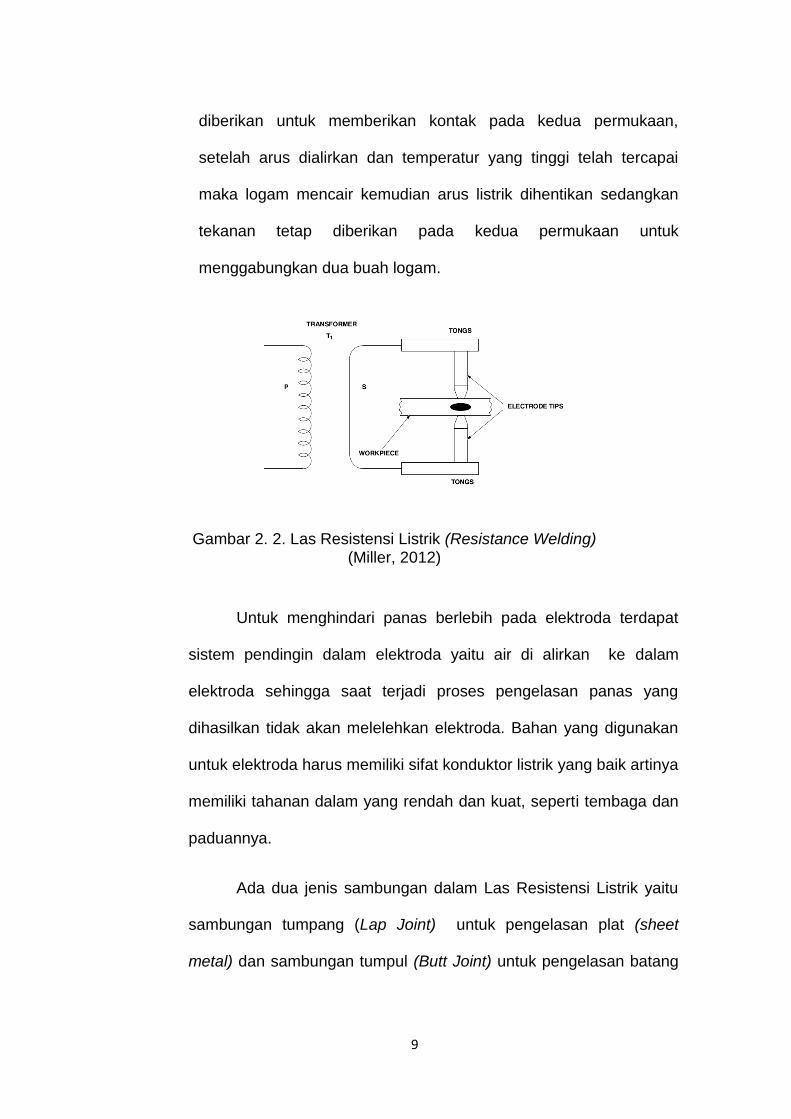
atau pipa. Sambungan tumpang (Lap Joint) masih dibagi menjadi
dua metode yaitu las titik (Spot Welding) dan las garis (seam
welding) dan las timbul (projection welding).
(a) (b) (c)
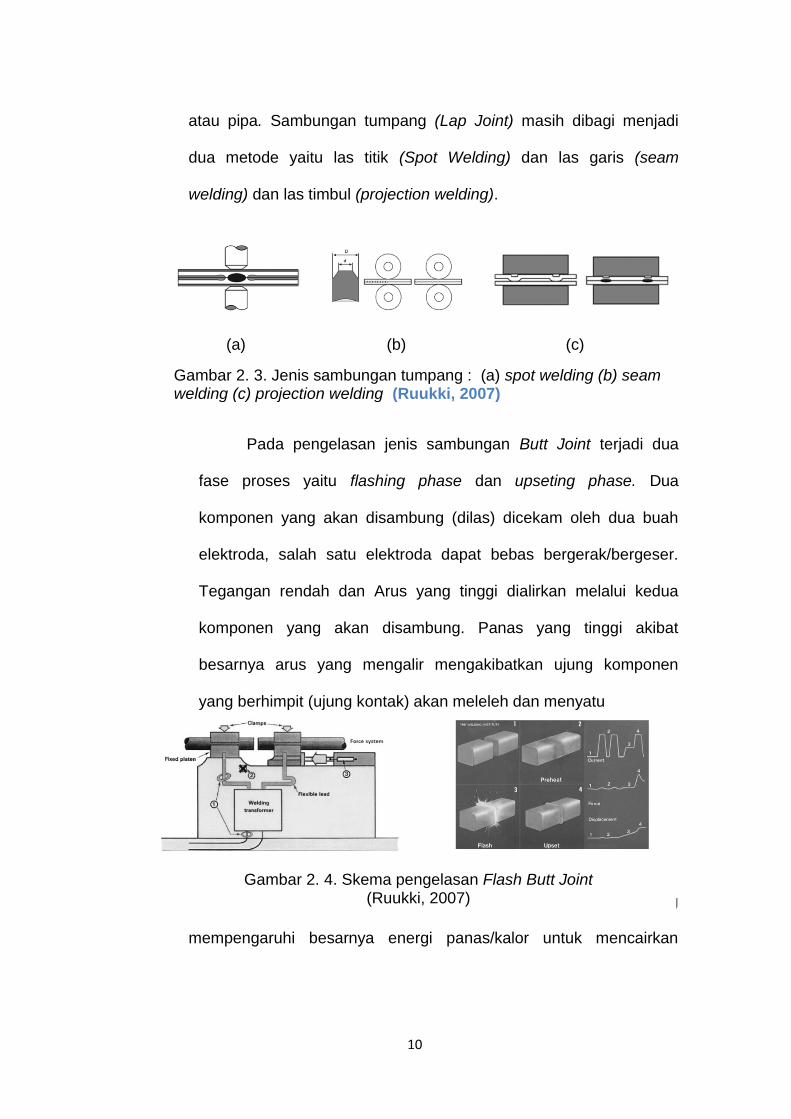
Pada pengelasan jenis sambungan Butt Joint terjadi dua
fase proses yaitu flashing phase dan upseting phase. Dua
komponen yang akan disambung (dilas) dicekam oleh dua buah
elektroda, salah satu elektroda dapat bebas bergerak/bergeser.
Tegangan rendah dan Arus yang tinggi dialirkan melalui kedua
komponen yang akan disambung. Panas yang tinggi akibat
besarnya arus yang mengalir mengakibatkan ujung komponen
yang berhimpit (ujung kontak) akan meleleh dan menyatu
Pada pengelasan resistensi listrik terdapat tiga faktor yang
mempengaruhi besarnya energi panas/kalor untuk mencairkan
Gambar 2. 3. Jenis sambungan tumpang : (a) spot welding (b) seam welding (c) projection welding (Ruukki, 2007)
Gambar 2. 4. Skema pengelasan Flash Butt Joint (Ruukki, 2007)
11
logam. Ketiga faktor tersebut dapat ditinjau dari rumus total heat
input yang dihasilkan yaitu : (Amstead, B.H, 1995)
H = I2.R.t
Dimana :
H : Total Heat Input (joule)
I : Arus listrik (Ampere)
t : Waktu pengelasan (detik)
a. Current Welding (Arus Listrik Pengelasan)
Untuk mengatur besarnya arus yang akan digunakan pada
mesin pengelasan Resistance Welding biasanya terdapat kontrol
arus step-down, besarnya arus diatur oleh banyaknya gulungan coil
primer dan sekunder dengan mengubah besarnya tegangan
keluaran.
Besarnya Arus yang digunakan pada pengelasan Spot
Welding antara 4-20 kA. Besarnya Arus yang digunakan tergantung
pada jenis material yang akan dilas dan ketebalan plat. (Ruukki,
2007)
b. Resistance (Tahanan Listrik)
Tahanan listrik yang terdapat pada sirkuit sistem pengelasan
Resistance Welding adalah jumlah keseluruhan dari :
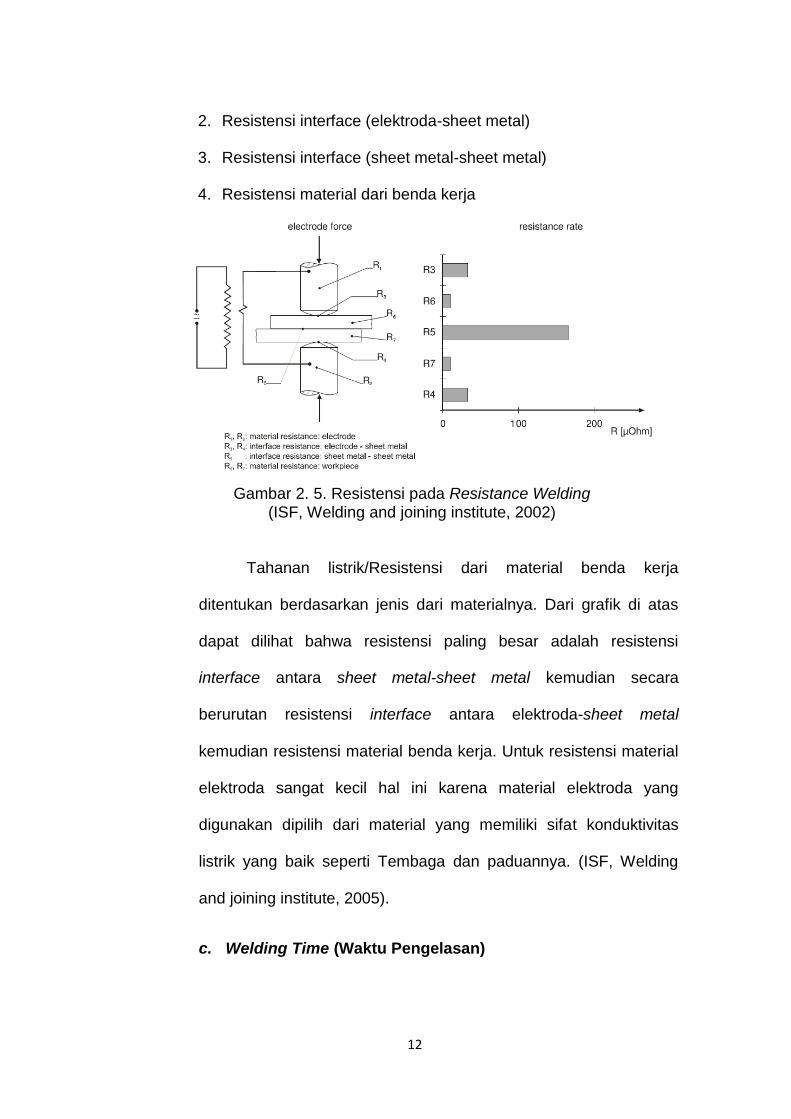
1. Resistensi material dari elektroda
12
2. Resistensi interface (elektroda-sheet metal)
3. Resistensi interface (sheet metal-sheet metal)
4. Resistensi material dari benda kerja
Tahanan listrik/Resistensi dari material benda kerja
ditentukan berdasarkan jenis dari materialnya. Dari grafik di atas
dapat dilihat bahwa resistensi paling besar adalah resistensi
interface antara sheet metal-sheet metal kemudian secara
berurutan resistensi interface antara elektroda-sheet metal
kemudian resistensi material benda kerja. Untuk resistensi material
elektroda sangat kecil hal ini karena material elektroda yang
digunakan dipilih dari material yang memiliki sifat konduktivitas
listrik yang baik seperti Tembaga dan paduannya. (ISF, Welding
and joining institute, 2005).
c. Welding Time (Waktu Pengelasan)
Gambar 2. 5. Resistensi pada Resistance Welding (ISF, Welding and joining institute, 2002)
13
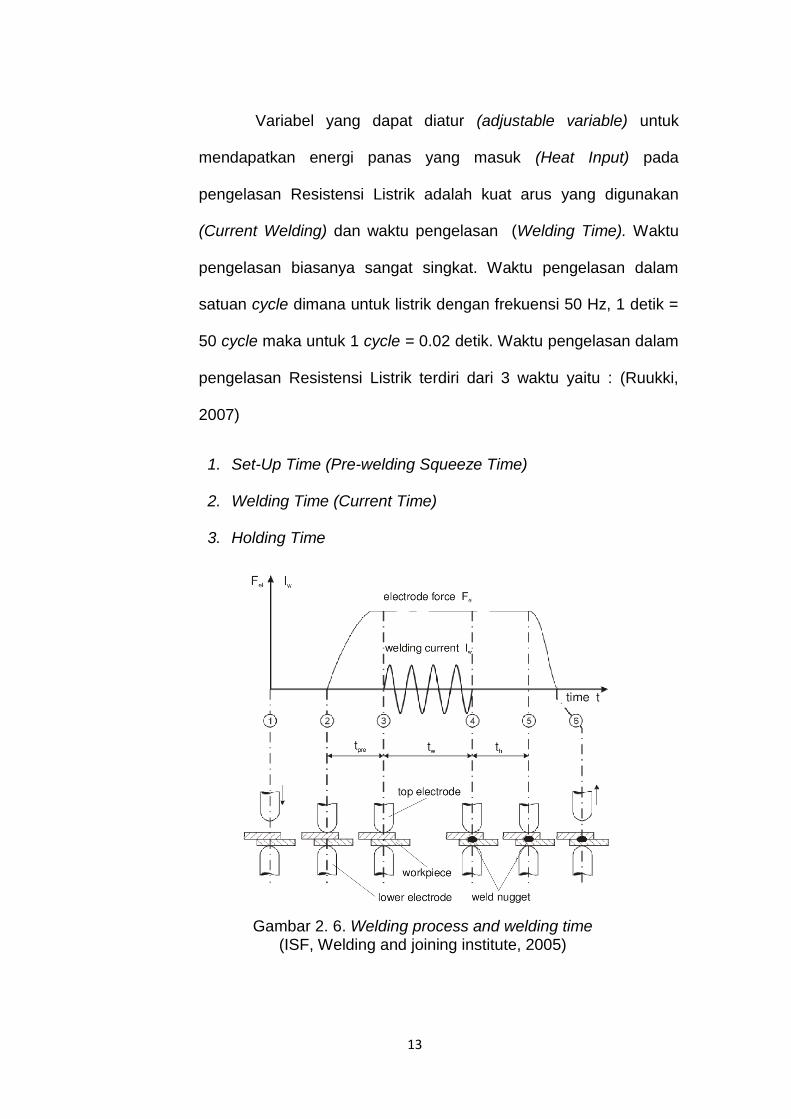
Variabel yang dapat diatur (adjustable variable) untuk
mendapatkan energi panas yang masuk (Heat Input) pada
pengelasan Resistensi Listrik adalah kuat arus yang digunakan
(Current Welding) dan waktu pengelasan (Welding Time). Waktu
pengelasan biasanya sangat singkat. Waktu pengelasan dalam
satuan cycle dimana untuk listrik dengan frekuensi 50 Hz, 1 detik =
50 cycle maka untuk 1 cycle = 0.02 detik. Waktu pengelasan dalam
pengelasan Resistensi Listrik terdiri dari 3 waktu yaitu : (Ruukki,
2007)
1. Set-Up Time (Pre-welding Squeeze Time)
2. Welding Time (Current Time)
3. Holding Time
Gambar 2. 6. Welding process and welding time (ISF, Welding and joining institute, 2005)
14
Set-Up Time (Pre-welding Squeeze Time) berfungsi untuk
menekan benda kerja dan menyetel tahanan interface (setting-up
reproducible resistance) sebelum pengelasan. Akan tetapi set-up
time tidak memberikan efek terhadap propertis teknis (technical
properties) dari hasil pengelasan, meski demikian harus diberikan
cukup lama agar elektroda memberikan gaya penekanan yang
cukup sebelum Arus listrik dialirkan (Ruukki, 2007).
Welding Time (Current Time) atau waktu pengelasan
adalah waktu dimana arus listrik dialirkan saat proses pengelasan.
Welding time sangat singkat antara 4-50 cycle (0.1-1 detik).
Pengaturan welding time tergantung dari mesin las resistensi listrik
yang digunakan. Pada mesin las sudah tersedia panel pengaturan
welding time yang ingin dikehendaki, besarnya welding time
dipengaruhi oleh tebal plat yang dilas dan berhubungan dengan
kuat arus, artinya sangat memungkinkan jika arus yang diberikan
besar maka welding time lebih singkat, jika arus yang diberikan
kecil maka welding time bisa lebih lama, (Ruukki, 2007).
Saat menggunakan welding time yang terlalu lama maka
benda kerja dan elektroda akan menghantarkan panas keluar dari
permukaan material yang terhubung (conecting surface) dan
semakin banyak panas yang terbuang (Heat Loss) sehingga nugget
terlalu kecil, untuk material dengan konduktivitas listrik yang tinggi
seperti tembaga dan Aluminium menggunakan welding time yang
lebih singkat dari pada baja dan paduannya. Penggunaan welding
15
time yang lama akan lebih menguntungkan pada pengelasan
material yang cenderung keras dan getas karena dengan welding
time yang lama maka waktu pendinginan juga akan lama. (Ruukki,
2007).
Holding time adalah waktu dimana setelah nugget
terbentuk dan arus berhenti dialirkan gaya penekanan tetap
diberikan untuk mencegah terbentuknya pori-pori dalam nugget.
Holding time diberikan cukup lama saat proses pendinginan (logam
cair mengeras kembali) agar mencapai kekuatan yang cukup pada
daerah yang dilas. Oleh karena itu semakin tebal plat yang akan
dilas maka semakin lama hold time yang diberikan. Secara umum
lama hold time dalam pengelasan Spot Welding adalah 10-50
cycles. Waktu hold time yang pendek (10-20 cycles) biasanya
diberikan pada pengelasan material yang cenderung getas untuk
mencegah efek pendinginan dari elektroda pada daerah las,
(Ruukki, 2007).
2.2.2 Baja Tahan Karat (Stainless Steel)
Karat adalah salah satu cacat pada penggunaan baja, yang
pencegahannya biasa dilakukan dengan pelapisan dan
penegcatan. Baja Tahan Karat adalah baja paduan tinggi yang
tahan terhadap korosi, suhu tinggi dan suhu rendah. Disamping itu
Baja Tahan Karat mempunyai ketangguhan dan sifat mampu
16
potong yang cukup baik. Karena sifatnya, maka baja ini banyak
digunakan dalam reaktor atom, turbin, mesin jet, pesawat terbang,
alat rumah tangga dan lain-lainnya.
Baja tahan karat adalah baja paduan tinggi. Berdasarkan
unsur paduan dasar baja tahan karat dibedakan menjadi : besi-
krom, besi-krom-karbon, dan besi-krom-nikel. Untuk mengontrol
struktur mikro dan sifat-sifat yang dimiliki, beberapa unsur paduan
dimasukkan pada sistem unsur paduan dasar tersebut dimana
unsur paduanya terdiri dari mangan, silikon, molybdenum, niobium,
titanium, dan nitrogen (Lippold.J.C 1993)
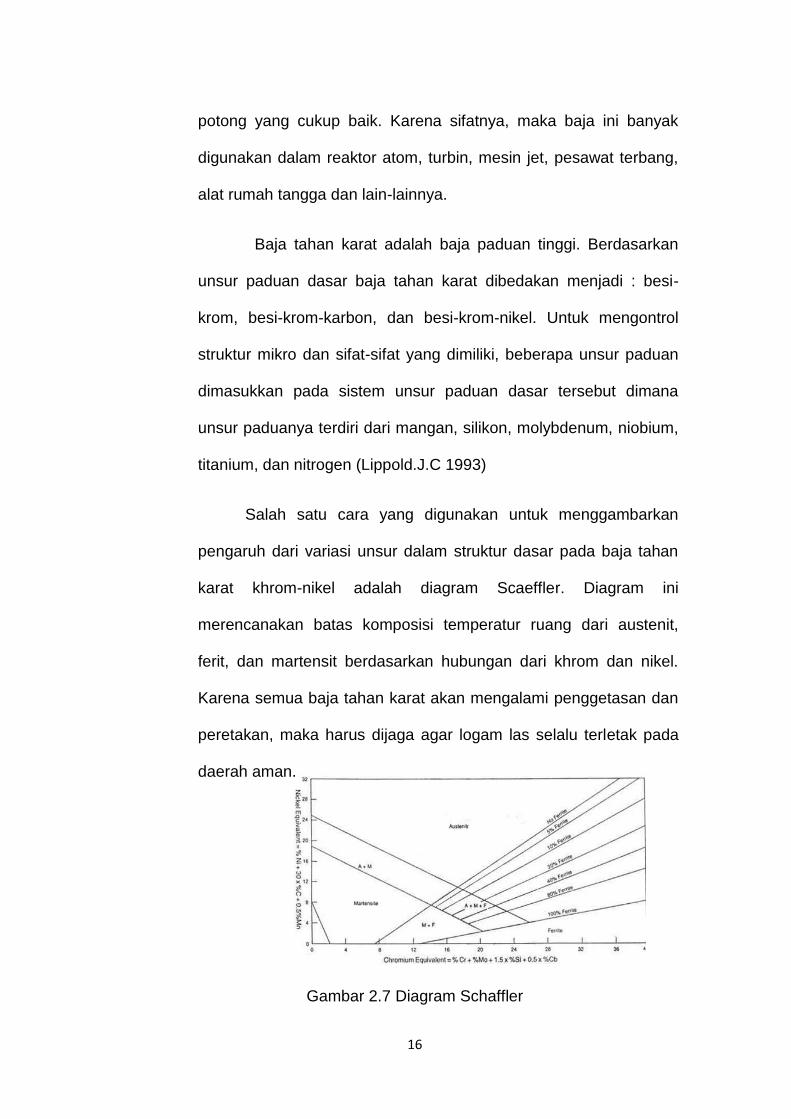
Salah satu cara yang digunakan untuk menggambarkan
pengaruh dari variasi unsur dalam struktur dasar pada baja tahan
karat khrom-nikel adalah diagram Scaeffler. Diagram ini
merencanakan batas komposisi temperatur ruang dari austenit,
ferit, dan martensit berdasarkan hubungan dari khrom dan nikel.
Karena semua baja tahan karat akan mengalami penggetasan dan
peretakan, maka harus dijaga agar logam las selalu terletak pada
daerah aman.
Gambar 2.7 Diagram Schaffler
17
Berdasarkan fasanya, baja tahan karat dapat diklasifikasikan
menjadi baja tahan karat martensit, baja tahan karat ferit, baja
tahan karat austenit, baja tahan karat berfasa ganda (duplex), dan
baja tahan karat dengan pengerasan presipitasi.
Kalpakjian, S. dkk (2009) menguraikan jenis baja tahan karat
sebagai berikut:
1. Baja tahan karat austenit
Baja jenis ini secara umum mengandung khrom, nikel,
dan mangan yang terdapat dalam besi. Mereka
mempunyai sifat tidak bermagnet dan mempunyai
ketahanan terhadap korosi yang sangat bagus, akan
tetapi rentan terhadap retak akibat tegangan korosi. Baja
austenit dikeraskan dengan cara pendinginan. Baja ini
merupakan baja paling liat diantara semua jenis baja
tahan karat yang lain dan dapat dibentuk dengan mudah.
Baja jenis ini digunakan secara luas dalam berbagai
kegunaan seperti : peralatan dapur, perabot, konstruksi
las, peralatan transportasi yang ringan, tungku
pembakaran dan bagian dari alat penukar panas.
2. Baja tahan karat ferit
Baja ini memiliki kandungan khrom yang tinggi yaitu lebih
dari 27%. Mereka bersifat magnetic dan memiliki
ketahanan korosi yang baik, akan tetapi memiliki tingkat
keliatan bahan yang lebih rendah dibandingkan dengan
18
baja tahan karat austenit. Baja tahan karat ferit
dikeraskan dengan cara pengerjaan dingin dan tidak
dapat diperlaku panaskan. Secara umum digunakan
untuk sesuatu yang bersifat tidak struktural seperti:
peralatan dapur dan hiasan otomotif.
3. Baja tahan karat martensit
Kebanyakan baja tahan karat martensit tidak
mengandung nikel dan dapat dikeraskan dengan cara
perlakuan panas. Kandungan khrom sekitar 15%. Baja ini
bersifat magnetic dan memiliki kekuatan yang tinggi,
keras, ketahanan lelah yang baik, keliatan bahan yang
baik, dan memiliki ketahanan terhadap korosi yang
sedang. Baja tahan karat martensit biasanya digunakan
untuk alat pemotong seperti: pisau, gunting, alat-alat
bedah, instrumen, katup dan pegas.
4. Baja tahan karat duplex (berfasa ganda)
Baja ini merupakan campuran dari austenit dan ferit.
Mereka mempunyai kekuatan yang baik, memiliki
ketahanan korosi yang tinggi (dalam banyak kondisi
lingkungan), dan ketahanan terhadap retak tegangan
korosi yang lebih baik daripada baja tahan karat austenit.
Penggunaan baja tipe ini yaitu pada komponen alat
penukar panas.
5. Baja tahan karat pengerasan presipitasi
19
Baja ini mengandung khrom dan nikel, bersama dengan
tembaga, Aluminium, titanium, atau molybdenum. Mereka
memiliki ketahanan korosi dan keliatan bahan yang baik,
serta memiliki kekuatan yang tinggi pada temperatur
tinggi. Penggunaan yang paling utama baja ini yaitu pada
industri pesawat terbang dan komponen struktural
pesawat ruang angkasa.
Penelitian ini menggunakan bahan baja tahan karat seri 430
yang termasuk kedalam jenis baja tahan karat ferit. Sifat mampu las
baja tahan karat ferit adalah sangat sukar mengeras, tetapi butirnya
mudah menjadi kasar yang menyebabkan ketangguhan dan
keuletannya menurun. Penggetasan biasanya terjadi pada
pendinginan lambat dari 600ºC ke 400ºC. Karena sifatnya ini maka
pada pengelasan baja ini harus dilakukan pemanasan mula antara
70ºC sampai 100ºC untuk menghindari retak dingin dan
pendinginan dari 600ºC ke 400ºC harus terjadi dengan cepat untuk
menghindari penggetasan seperti diterangkan diatas
(Wiryosumarto, H. dkk, 2000).
2.2.3 Aluminium
Aluminium dan paduan Aluminium termasuk logam ringan
yang mempunyai kekuatan tinggi, tahan terhadap karat dan
merupakan konduktor listrik yang cukup baik. Logam ini dipakai
20
secara luas dalam bidang kimia, listrik, bangunan, transportasi dan
alat-alat penyimpanan.
Wiryosumarto, H. dkk (2000) dalam hal pengelasan, paduan
Aluminium mempunyai sifat yang kurang baik bila dibandingkan
dengan baja. Sifat-sifat yang kurang baik atau merugikan tersebut
adalah:
1. Karena panas jenis dan daya hantar panasnya tinggi
maka sukar sekali untuk memanaskan dan mencairkan
sebagian kecil saja.
2. Paduan Aluminium mudah teroksidasi dan membentuk
oksida Aluminium yang mempunyai titik cair yang
tinggi. Karena sifat ini maka peleburan antara logam
dasar dan logam las menjadi terhalang.
3. Karena mempunyai koefisien muai yang besar, maka
mudah sekali terjadi deformasi sehingga paduan-paduan
yang mempunyai sifat getas panas akan cenderung
membentuk retak-panas.
4. Karena perbedaan yang tinggi antara kelarutan hidrogen
dalam logam cair dan logam padat, maka dalam proses
pembekuan yang terlalu cepat akan terbentuk rongga
halus bekas kantong-kantong oksigen.
5. Paduan Aluminium mempunyai berat jenis rendah,
karena itu banyak zat-zat lain yang terbentuk selama
pengelasan akan tenggelam. Keadaan ini memudahkan
21
terkandungnya zat-zat yang tidak dikehendaki ke
dalamnya.
6. Karena titik cair dan viskositasnya rendah, maka daerah
yang kena pemanasan mudah cair dan jatuh menetes.
Aluminium dapat diklasifikasikan sesuai dengan jenis paduan
dan serinya. Wiryosumarto, H. dkk (2000) menguraikan sifat umum
dari beberapa jenis paduan Aluminium:
1. Jenis Al-murni teknik (seri 1000)
Jenis ini adalah Aluminium dengan kemurniannya antara
99,0% dan 99,9%. Aluminium dalam seri ini disamping
sifatnya yang baik dalam tahan karat, konduksi
panas,dan konduksi listrik juga memiliki sifat yang
memuaskan dalam mampu-las dan mampu-potong. Hal
yang kurang menguntungkan adalah kekuatannya
rendah.
2. Jenis paduan Al-Cu (seri 2000)
Paduan jenis ini adalah jenis yang dapat diperlaku-
panaskan. Dengan melalui pengerasan endap atau
penyepuhan sifat mekanik paduan ini dapat menyamai
sifat dari baja lunak, tetapi daya tahan korosinya rendah
bila dibanding dengan jenis paduan yang lainnya. Sifat
mampu las juga kurang baik, karena itu paduan jenis ini
biasanya digunakan pada konstruksi keling dan banyak
22
sekali digunakan dalam konstruksi pesawat terang seperti
duralumin (2017) dan super duralumin (2024).
3. Jenis paduan Al-Mn (seri 3000)
Paduan ini adalah jenis yang tidak dapat diperlaku-
panaskan sehingga penaikan kekuatannya hanya dapat
diusahakan melalui pengerjaan dingin dalam proses
pembuatannya. Bila dibandingkan dengan jenis Al-murni
paduan ini mempunyai sifat yang sama dalam hal daya
tahan korosi, mampu potong dan sifat mampu lasnya.
Dalam hal kekuatan jenis paduan ini lebih unggul
daripada jenis Al-murni.
4. Paduan jenis AL-Si (seri 4000)
Paduan Al-Si termasuk jenis yang tidak dapat diperlaku-
panaskan. Jenis ini dalam keadaan cair mempunyai sifat
mampu alir yang baik dan dalam proses pembekuannya
hampir tidak terjadi retak. Karena sifat-sifatnya, maka
paduan jenis Al-Si banyak digunakan sebagai bahan atau
logam las dalam pengelasan paduan Aluminium baik
paduan cor maupun paduan tempa.
5. Paduan jenis Al-Mg (seri 5000)
Jenis ini termasuk paduan yang tidak dapat diperlaku-
panaskan, tetapi mempunyai sifat yang baik dalam daya
tahan korosi, terutama korosi oleh air laut, dan dalam
sifat mampu-lasnya. Paduan Al-Mg banyak digunakan
23
tidak hanya dalam konstruksi umum, tetapi juga untuk
tangki-tangki penyimpanan gas alam cair dan oksigen
cair.
6. Paduan jenis Al-Mg-Si (seri 6000)
Paduan ini termasuk dalam jenis yang dapat dipelaku-
panaskan dan mempunyai sifat mampu-potong, mampu
las dan daya tahan korosi yang cukup baik.
7. Paduan jenis Al-Zn (seri 7000)
Paduan ini termasuk jenis yang dapat diperlaku-
panaskan. Biasanya kedalam paduan pokok Al-Zn
ditambahkan Mg, Cu dan Cr. Kekuatan tarik yang dapat
dicapai lebih dari 50kg/mm², sehingga paduan ini
dinamakan juga ultra duralumin. Berlawanan dengan
kekuatan tariknya, sifat mmapu las dan daya tahannya
terhadap korosi kurang menguntungkan. Dalam waktu
akhir-akhir ini paduan Al-Zn-Mg mulai banyak digunakan
dalam konstruksi las, karena jenis ini mempunyai sifat
mampu las dan daya tahan korosi yang lebih baik
daripada paduan dasar Al-Zn. Disamping itu juga
pelunakan pada daerah las dapat mengeras kembali
karena pengerasan alamiah.
Pada penelitian ini menggunakan bahan Aluminium paduan
jenis Al-Mg-Si dengan seri 6019, material ini digunakan karena
dapat dengan mudah didapatkan dipasaran. Aluminium jenis ini
24
dapat dilas dengan baik asal diikuti dengan perlakuan panas
kembali (Wiryosumarto, H. dkk, 2009).
2.2.4 Seng (Zinc)
Dalam dunia industri, zinc (Zn), yang memiliki warna putih
kebiruan, adalah logam keempat yang paling dimanfaatkan setelah
besi, Aluminium dan tembaga. Zinc memiliki dua kegunaan utama :
untuk menggalvanisasikan besi, lembaran baja dan kabel; dan
sebagai paduan dasar untuk pengecoran. Dalam menggalvanisasi,
zinc berfungsi sebagai anoda dan melindungi baja dari serangan
korosif seperti lapisan sebagaimana mestinya dari tergores atau
tertusuk.
Unsur paduan utama seng adalah Aluminium, tembaga dan
magnesium. Unsur tersebut memberikan kekuatan dan
memberikan kontrol dimensi selama pengecoran logam. Paduan
dasar seng digunakan secara extensif dalam pengecoran untuk
membuat produk produk seperti pompa bahan bakar dan tempat
pembakaran pada mobil, komponen untuk peralatan rumah tangga
(seperti mesin cuci dan peralatan dapur), dan berbagai komponen
mesin lainnya. Penggunaan lain untuk zinc pada paduan
superplastis, yang memiliki karakteristik sifat mampu bentuk yang
baik berdasarkan kemampuan mereka pada deformasi yang besar
tanpa kegagalan atau patah. Lembaran grain sangat halus 78% Zn-
22%Al adalah contoh umum dari paduan seng superplastis yang
25
dapat dibentuk oleh metode yang digunakan untuk membentuk
plastik atau logam (Kalpakjian, S. dkk, 2009).
Pada penelitian ini material Zinc diharapkan mampu menjadi
media penghubung (filler) beda material antara baja tahan karat
dan Aluminium menggunakan las titik sehingga dapat menyatu
dengan baik. Sulardjaka, dkk (2003) menjelaskan dalam pemilihan
logam pengisi (filler) yang benar akan menghindari retak panas
pada hasil lasan. Sehingga dalam penggunaan sambungan las,
proses pengelasan dan pemilihan bahan dasar merupakan hal
penting yang harus diperhatikan. Jenis filler akan berpengaruh
terhadap perilaku mekanik sambungan las. Pemilihan filler pada
pengelasan didasarkan pada komposisi logam induk (base metal)
yang dilas, titik cair, pembekuan, cara pengelasan dan sifat lasan
yang didinginkan.
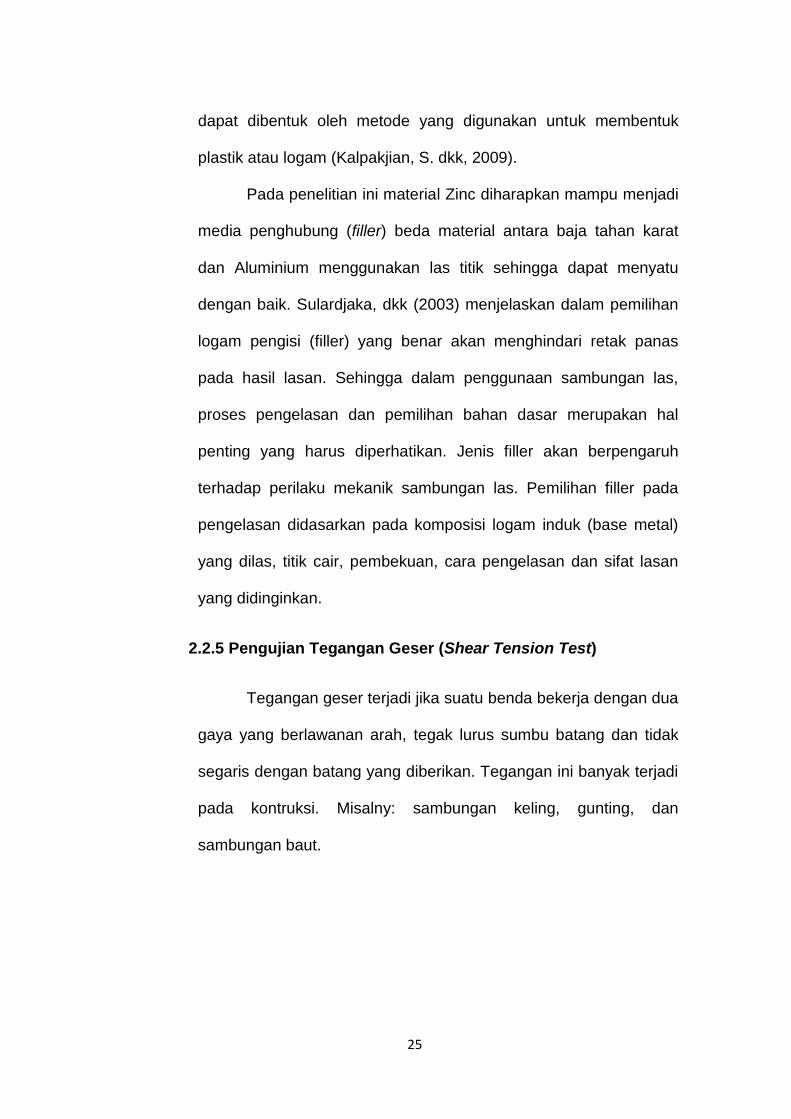
2.2.5 Pengujian Tegangan Geser (Shear Tension Test)
Tegangan geser terjadi jika suatu benda bekerja dengan dua
gaya yang berlawanan arah, tegak lurus sumbu batang dan tidak
segaris dengan batang yang diberikan. Tegangan ini banyak terjadi
pada kontruksi. Misalny: sambungan keling, gunting, dan
sambungan baut.
26
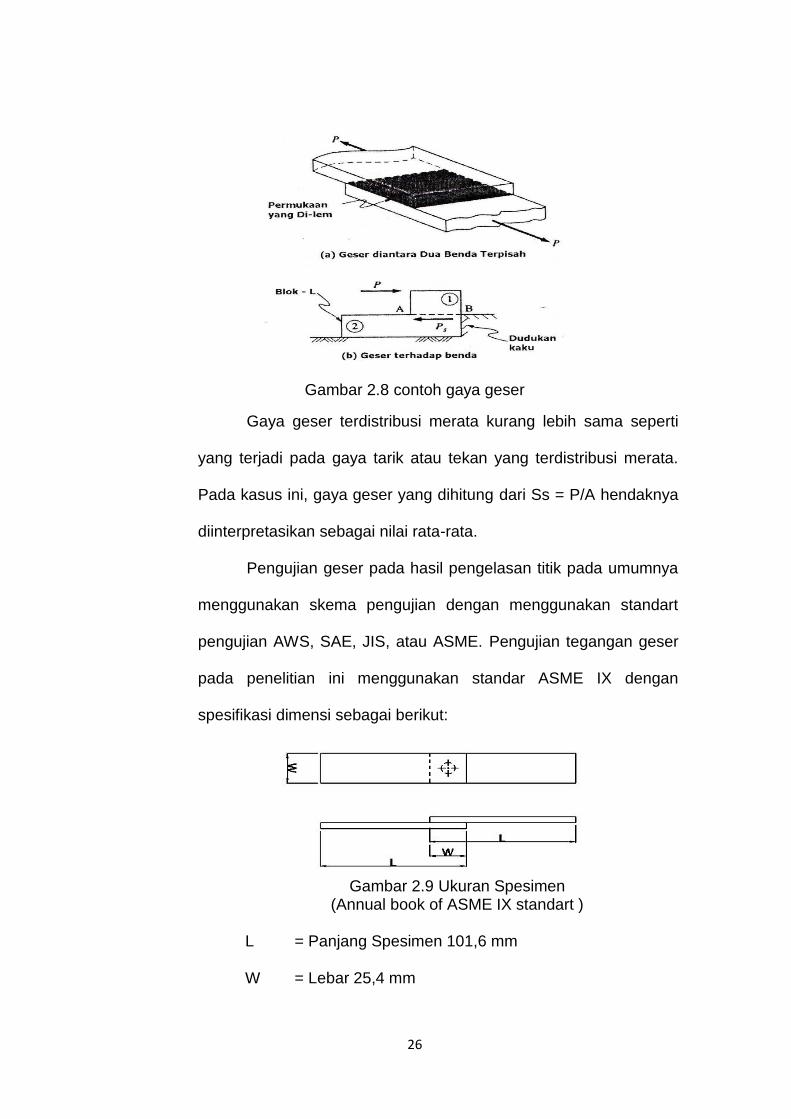
Gambar 2.8 contoh gaya geser
Gaya geser terdistribusi merata kurang lebih sama seperti
yang terjadi pada gaya tarik atau tekan yang terdistribusi merata.
Pada kasus ini, gaya geser yang dihitung dari Ss = P/A hendaknya
diinterpretasikan sebagai nilai rata-rata.
Pengujian geser pada hasil pengelasan titik pada umumnya
menggunakan skema pengujian dengan menggunakan standart
pengujian AWS, SAE, JIS, atau ASME. Pengujian tegangan geser
pada penelitian ini menggunakan standar ASME IX dengan
spesifikasi dimensi sebagai berikut:
Gambar 2.9 Ukuran Spesimen (Annual book of ASME IX standart )
L = Panjang Spesimen 101,6 mm
W = Lebar 25,4 mm
27
2.2.6 Pengujian Kekerasan
Menurut Surdia, T. (1999) kekerasan adalah kriteria untuk
menyatakan intensitas tahanan suatu bahan terhadap deformasi
yang disebabkan ojek lain. Ada tiga macam metode pengujian
kekerasan yaitu metode goresan, metode dinamik dan metode
indentasi (penekanan).
A. Metode Goresan
Pengujian kekerasan dengan metode gores dilakukan
dengan cara mengukur kemampuan suatu material dengan
menggoreskan material uji pada spesimen.
B. Metode Dinamik
Pengujian kekerasan dengan metode Dinamik (Kekerasan
Pantul) dilakukan dengan cara menghitung energi impak
yang dihasilkan oleh indentor yang dijatuhkan pada
permukaan spesimen. Alat yang digunakan adalah Shore
Scleroscope. Indentor dijatuhkan pada permukaan material,
kemudian pantulan yang amat tinggi yang terjadi. Perbedaan
ketinggian saat dijatuhkan dan pantulannya menunjukkan
besarnya energi yang diserap material. Pada metode
dinamik indentor berupa bola.
C. Metode Indentasi (Penekanan)
Pengujian kekerasan dengan metode Indentasi (penekanan)
adalah dengan cara mengukur ketahanan suatu material
terhadap gaya tekanan yang diberikan indentor dengan
28
memperhatikan besar beban yang diberikan dan besar
indentasi.
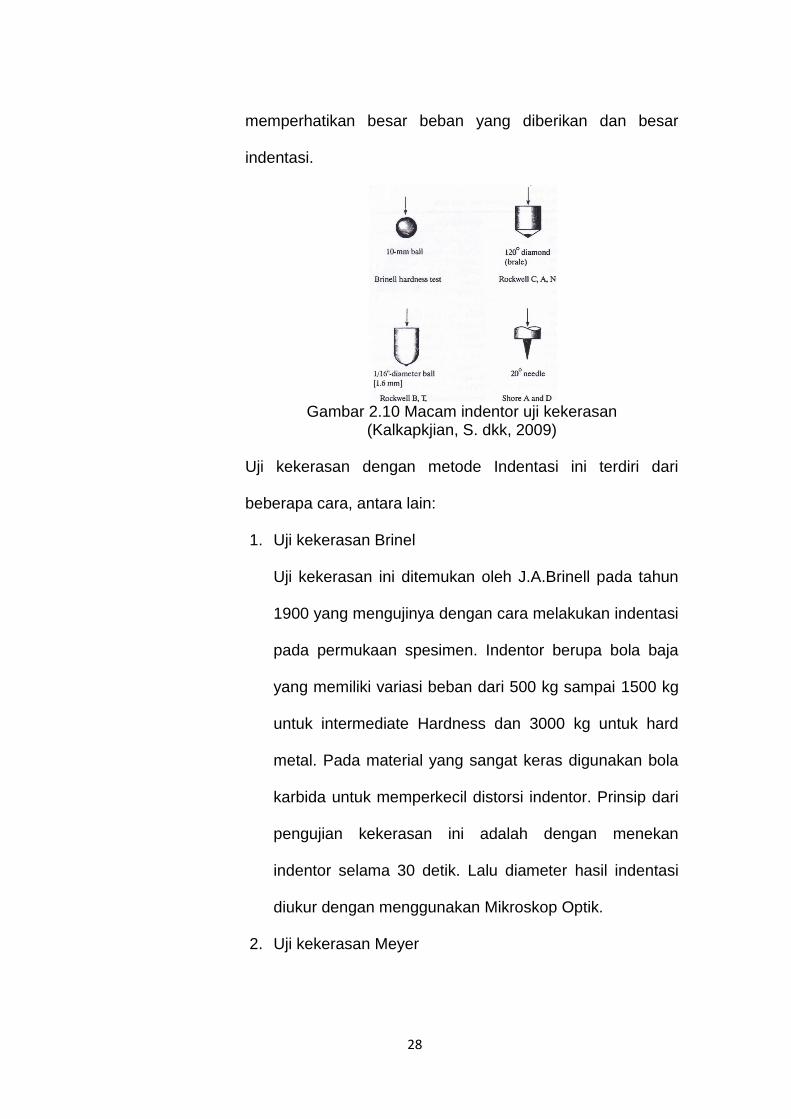
Gambar 2.10 Macam indentor uji kekerasan
(Kalkapkjian, S. dkk, 2009)
Uji kekerasan dengan metode Indentasi ini terdiri dari
beberapa cara, antara lain:
1. Uji kekerasan Brinel
Uji kekerasan ini ditemukan oleh J.A.Brinell pada tahun
1900 yang mengujinya dengan cara melakukan indentasi
pada permukaan spesimen. Indentor berupa bola baja
yang memiliki variasi beban dari 500 kg sampai 1500 kg
untuk intermediate Hardness dan 3000 kg untuk hard
metal. Pada material yang sangat keras digunakan bola
karbida untuk memperkecil distorsi indentor. Prinsip dari
pengujian kekerasan ini adalah dengan menekan
indentor selama 30 detik. Lalu diameter hasil indentasi
diukur dengan menggunakan Mikroskop Optik.
2. Uji kekerasan Meyer
29
Uji yang dilakukan oleh Meyer untuk perbaikan dari uji
sebelumnya yaitu Brinell. Meyer berpendapat bahwa
tekanan rata-rata pada permukaan indentasi harus
diperhitungkan dalam nilai kekerasan (tidak dapat diuji
pada Brinell)
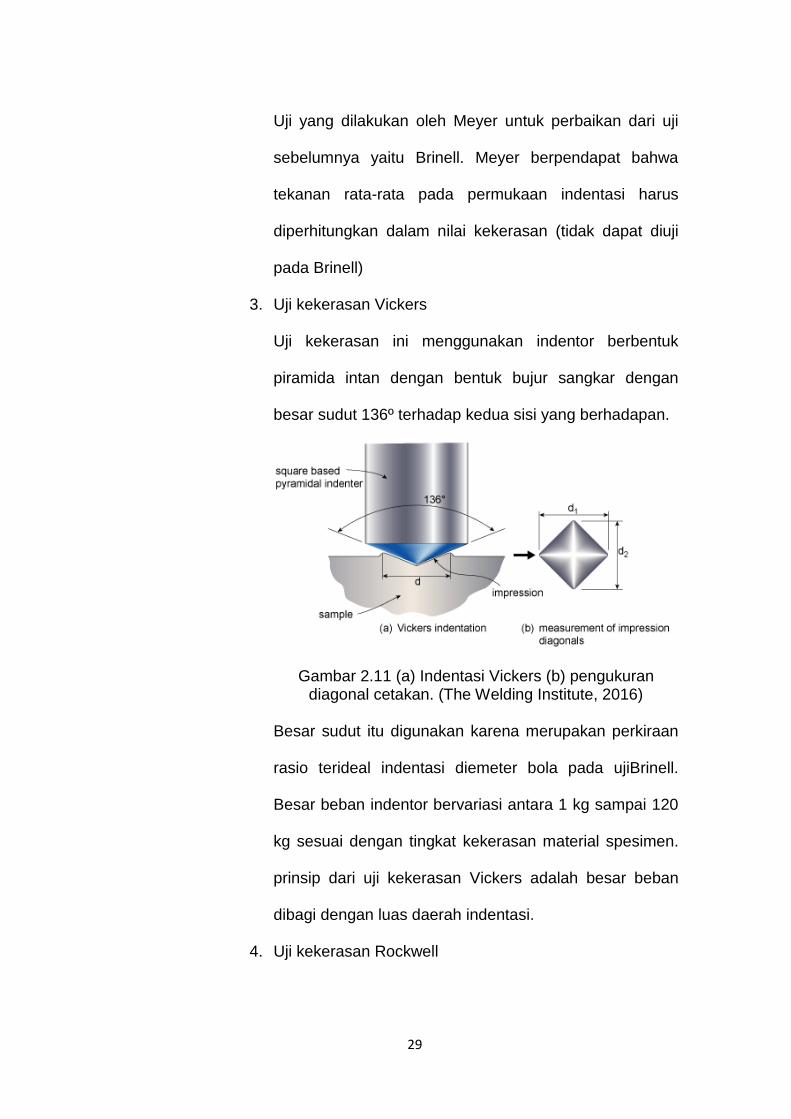
3. Uji kekerasan Vickers
Uji kekerasan ini menggunakan indentor berbentuk
piramida intan dengan bentuk bujur sangkar dengan
besar sudut 136º terhadap kedua sisi yang berhadapan.
Gambar 2.11 (a) Indentasi Vickers (b) pengukuran diagonal cetakan. (The Welding Institute, 2016)
Besar sudut itu digunakan karena merupakan perkiraan
rasio terideal indentasi diemeter bola pada ujiBrinell.
Besar beban indentor bervariasi antara 1 kg sampai 120
kg sesuai dengan tingkat kekerasan material spesimen.
prinsip dari uji kekerasan Vickers adalah besar beban
dibagi dengan luas daerah indentasi.
4. Uji kekerasan Rockwell
30
Uji kekerasan rockwell memperhitungkan kedalaman
indentasi dalam keadaan beban konstan sebagai
penentu nilai kekerasan. Sebelum pengukuran,
spesimen dibebani minor sebesar 10 kg untuk
mengurangi kecenderungan ridging dan sinking akibat
beban indentor. Sesudah beban minor diberikan,
spesimen langsung dikenai beban mayor. Kedalaman
indentasi yang terkonversi dalam skala langsung dapat
diketahui hasilnya dengan membaca dial gage pada alat.
5. Uji kekerasan Microhardness
Metode ini merupakan pengembangan dari uji Vickers
namun beban yang lebih kecil. Indentor Knoop adalah
piramida intan yang membentuk indentasi berbentuk
layang-layang dengan perbandingan diagonal 7:1 yang
menyebabkan kondisi regangan pada daerah
terdeformasi. Nilai kekerasan knoop (KHN) dapat
didefinisikan besarnya beban dibagi dengan luas daerah
proyeksi indentasi tersebut.