BAB I PENGANTARetd.repository.ugm.ac.id/downloadfile/73137/potongan/S1-2014... · Bahan bakar...
18
Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun Danu Purwanugraha 10/301213/TK/36869 1 BAB I PENGANTAR Latar Belakang Bahan bakar minyak yang berasal dari fosil masih menjadi pilihan utama untuk pemenuhan kebutuhan bahan bakar kendaraan bermotor di Indonesia. Beberapa alasan untuk hal tersebut adalah mengenai kemudahan, dan familiaritasnya. Sayangnya, hal ini tidak didukung oleh ketersediaan cadangan bahan bakar fosil yang memadai. Menurut kepala SKK Migas, cadangan minyak yang Indonesia miliki saat ini hanya akan bertahan sampai tahun 2025 tanpa ditemukan sumur minyak baru. Itu berarti pilihan yang ada selanjutnya adalah melakukan eksplorasi sumber miyak baru atau impor minyak mentah. Akan tetapi dengan harga minyak mentah yang terus melonjak di pasar internasional, penggunaan bahan bakar terbarukan untuk menggantikan bahan bakar minyak perlu untuk mulai dipertimbangkan dengan lebih serius. Kondisi ini mendorong berbagai pihak meningkatkan penggunaan energi terbarukan dan ramah lingkungan. Biodiesel merupakan salah satu energi terbarukan yang banyak dikembangkan. Biodiesel adalah campuran multikomponen mono-alkil ester berantai panjang yang tersusun dari asam asam lemak turunan dari minyak nabati dan lemak hewan (Herbinet et al., 2007). Biodiesel memberikan solusi dalam bentuk mengurangi ketergantungan pada bahan bakar fosil. Selain itu, biodiesel memiliki banyak kelebihan, diantaranya ramah lingkungan karena tidak menghasilkan emisi sulfur, mengurangi pemanasan global, bisa meningkatkan kinerja mesin tanpa merubah mesin, meningkatkan nilai ekonomi dari produksi minyak nabati dan lemak hewani, dapat dihancurkan oleh mikroorganisme, dan tidak beracun (Fan, X. dan Burton J., 2009). Permasalahan energi nasional jangka panjang menyangkut hal yang berkaitan dengan security of supply dan keberlanjutan penyediaan energi, sehingga dapat mendukung pembangunan dan kebutuhan seluruh rakyat Indonesia dalam jangka panjang. Penyediaan energi jangka panjang mempertimbangkan berbagai aspek lain, seperti lingkungan, ekonomi, dan aspek sosial kemanusiaan. Penerapan teknologi yang maju memerlukan edukasi dan informasi yang cukup agar dapat diterima
Transcript of BAB I PENGANTARetd.repository.ugm.ac.id/downloadfile/73137/potongan/S1-2014... · Bahan bakar...

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 1
BAB I
PENGANTAR
Latar Belakang
Bahan bakar minyak yang berasal dari fosil masih menjadi pilihan utama
untuk pemenuhan kebutuhan bahan bakar kendaraan bermotor di Indonesia.
Beberapa alasan untuk hal tersebut adalah mengenai kemudahan, dan
familiaritasnya. Sayangnya, hal ini tidak didukung oleh ketersediaan cadangan bahan
bakar fosil yang memadai. Menurut kepala SKK Migas, cadangan minyak yang
Indonesia miliki saat ini hanya akan bertahan sampai tahun 2025 tanpa ditemukan
sumur minyak baru. Itu berarti pilihan yang ada selanjutnya adalah melakukan
eksplorasi sumber miyak baru atau impor minyak mentah. Akan tetapi dengan harga
minyak mentah yang terus melonjak di pasar internasional, penggunaan bahan bakar
terbarukan untuk menggantikan bahan bakar minyak perlu untuk mulai
dipertimbangkan dengan lebih serius. Kondisi ini mendorong berbagai pihak
meningkatkan penggunaan energi terbarukan dan ramah lingkungan.
Biodiesel merupakan salah satu energi terbarukan yang banyak
dikembangkan. Biodiesel adalah campuran multikomponen mono-alkil ester berantai
panjang yang tersusun dari asam asam lemak turunan dari minyak nabati dan lemak
hewan (Herbinet et al., 2007). Biodiesel memberikan solusi dalam bentuk
mengurangi ketergantungan pada bahan bakar fosil. Selain itu, biodiesel memiliki
banyak kelebihan, diantaranya ramah lingkungan karena tidak menghasilkan emisi
sulfur, mengurangi pemanasan global, bisa meningkatkan kinerja mesin tanpa
merubah mesin, meningkatkan nilai ekonomi dari produksi minyak nabati dan lemak
hewani, dapat dihancurkan oleh mikroorganisme, dan tidak beracun (Fan, X. dan
Burton J., 2009).
Permasalahan energi nasional jangka panjang menyangkut hal yang berkaitan
dengan security of supply dan keberlanjutan penyediaan energi, sehingga dapat
mendukung pembangunan dan kebutuhan seluruh rakyat Indonesia dalam jangka
panjang. Penyediaan energi jangka panjang mempertimbangkan berbagai aspek lain,
seperti lingkungan, ekonomi, dan aspek sosial kemanusiaan. Penerapan teknologi
yang maju memerlukan edukasi dan informasi yang cukup agar dapat diterima

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 2
sebagai bagian budaya masyarakat yang belum pernah berinteraksi dengan berbagai
teknologi baru EBT (Energi Baru dan Terbarukan) maupun dampak pemanfaatannya
pada sosial kemanusiaan (BPPT, 2010). Biodiesel penting digunakan sebagai bahan
bakar ramah lingkungan untuk transportasi dan energi, keduanya diperoleh selaras
dengan hal-hal seperti isu ramah lingkungan, daur ulang dan aspek ekonomi. Salah
satu bahan baku potensial untuk dijadikaan bahan baku biodiesel adalah tanaman
kemiri sunan yang tidak berkompetisi dengan sektor ketahanan pangan.
Dengan didirikannya pabrik biodiesel berbahan baku tanaman non-pangan ini
diharapkan dapat menunjang ketersediaan energi nasional dan menjadi pelopor
penciptaan energi yang ramah lingkungan.
Tinjauan Pustaka
Bahan Baku
Tanaman Kemiri Sunan (Reutealis trisperma (Blanco) Airy Shaw)
merupakan tanaman non-pangan yang dapat menghasilkan biji dengan kandungan
minyaknya dapat mencapai 50% sehingga potensial untuk dijadikan sebagai sumber
bahan baku biodiesel. Tanaman Kemiri Sunan merupakan tanaman konservasi yang
bisa dikembangkan di lahan kritis dan bisa menghasilkan minyak nabati sebanyak
115 liter/pohon/tahun atau 18000 liter/ha/tahun ( Herman et al., 2009). Produktivitas
pohon Kemiri Sunan berdasarkan umur pohon disajikan dalam tabel 1.
Tabel 1. Produksi Biodiesel Kemiri Sunan Per Hektar

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 3
Analisis fisiko-kimia yang telah dilakukan oleh beberapa peneliti maupun
perseorangan yang tertarik dengan kemiri sunan menyebutkan bahwa kandungan
minyak yang terdapat dalam kernel mencapai 50-60 %, dengan komposisi asam
lemak seperti tercantum dalam tabel 2.
Tabel 2. Komposisi Asam Lemak Kemiri Sunan
Jenis Asam Lemak Komposisi (%)
Asam Stearat 9
Asam Palmitat 10
Asam Oleat 12
Asam Linoleat 19
Asam Α-Oleostearic 50
(Sudrajat, 1983)
Kandungan asam α-oleostearic yang mencapai 50 % inilah yang
menyebabkan biji kemiri sunan sangat beracun, sehingga tidak dapat dikonsumsi.
Karakteristik minyak yang diekstrak dari kernelnya memiliki berat jenis (25°C) 0,89;
bilangan iod 160; bilangan asam 1,7; bilangan penyabunan 192-200; titik leleh2-
4°C; dan titik beku - 6,5°C.
Selain minyak kemiri sunan, bahan utama dalam proses pembuatan biodiesel
ini adalah methanol. Methanol adalah senyawa alkohol dengan satu atom karbon dan
satu gugus hidroksil. Methanol biasa digunakan sebagai bahan baku pembuatan
biodiesel karena relatif lebih murah jika dibandingkan dengan ethanol.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 4
Penentuan Kapasitas Perancangan
Penentuan kapasitas perancangan pabrik biodiesel dari kemiri sunan ini
dilakukan dengan meninjau berbagai macam aspek, yaitu sebagai berikut :
1. Ketersediaan Bahan Baku
Staf Khusus Presiden Bidang Pangan dan Energi tahun 2012
menginformasikan data sebaran pohon kemiri sunan di Indonesia yang tercantum
dalam tabel 2 berikut :
Tabel 3. Persebaran Kemiri Sunan di Indonesia
No Kota Populasi Pohon Kemiri Sunan (pohon)
1 Jakarta 3.500
2 Bekasi 30.000
3 Kuningan 10.000
4 Majalengka 10.000
5 Jati Gede 10.000
6 Bandung 3.000
7 Ngawi 40.000
8 Lamongan 13.000
9 Nusa Penida Bali 15.000
10 Lombok 14.500
Jumlah 149.000
Populasi pohon di daerah Jawa Barat sebanyak 63.000 pohon. Apabila 50%
pohon kemiri sunan produktif maka tersedia bahan baku kemiri sunan yang bisa
menghasilkan minyak kemiri sunan sebanyak 3,450 juta/tahun. Data tersebut
menunjukan bahwa ketersediaan bahan baku bisa menjamin kelangsungan
operasional pabrik.
2. Kebutuhan Biodiesel
Kebutuhan biodiesel Indonesia semakin meningkat dari tahun ke tahun. Hal
ini sejalan dengan kebijakan pemerintah untuk meningkatkan penggunaan energi

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 5
terbarukan yang ramah lingkungan. Perkembangan penggunaan biodiesel di
Indonesia dapat dilihat pada tabel berikut :
Tabel 4. Neraca Biodiesel Indonesia
Tahun Kapasitas (kl) Produksi (kl) Export (kl) Domestik
2006 214.943 40.000 35.000 5.000
2007 1.719.195 60.000 39.000 21.000
2008 3.137.931 110.000 75.000 35.000
2009 3.528.092 350.000 200.000 150.000
2010 3.936.138 455.000 235.000 220.000
2011 3.936.138 1.450.000 1.092.000 385.000
2012 4.280.000 2.110.000 1.440.000 670.000
2013 4.280.000 2.200.000 1.300.000 800.000
Kebutuhan biodiesel di Indonesia mencapai 385 juta liter pada tahun 2011
dan meningkat menjadi 670 juta liter pada tahun 2012. Hal ini terjadi karena
adanya peningkatan batas pencampuran dari 5% pada 2011 menjadi 7,5% pada
2012. Data ESDM menunjukkan bahwa konsumsi biodiesel untuk transportasi
Januari-17 Juni 2013 hampir mencapai 350 juta liter. Pada tahun 2015
diperkirakan penggunaan biodiesel mencapai 8,8 juta kiloliter sehingga
Indonesia kekurangan biodiesel sekitar 6,6 juta kiloliter. Pada tahun 2014-2015
PT Pertamina akan mengadakan lelang pengadaan biodiesel, maka terbuka
peluang untuk dapat memasok kebutuhan domestik. Dengan peningkatan
penggunaan biodiesel maka akan mengurangi impor solar, sehingga defisit
perdagangan indonesia akan menurun secara signifikan.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 6
3. Sekala komersil pabrik yang menguntungkan
Dalam menentukan kapasitas pabrik, perlu dipilih skala komersil produksi
pabrik yang menguntungkan. Berikut ini adalah daftar perusahaan biodiesel
yang beroperasi di Indonesia beserta kapasitas produksinya :
Tabel 5. Data Pabrik Biodiesel di Indonesia beserta Kapasitas Produksinya.
Nama Perusahaan Kapasitas
PT. Pelita Agung Agri Industries 400.000 MT/tahun
PT. Petro Andalan Nusantara 150.000 kl/tahun
PT. Cemerlang Energi Perkasa 400.000 MT/tahun
PT. Indo Biofuels Energy 60.000 Kl/tahun
PT. Eternal Buana Chemichal Industri 40.000 MT/tahun
PT. Damai Sejahtera Sentosa 120.000 MT/tahun
PT. Pasadena Biofuel Mandiri 10.240 Kl/tahun
PT. Multi Kimia Inti Pelangi 14.000 Kl/tahun
PT. Primanusa Palma Energi 24.000 Kl/tahun
PT. Eterindo Nusa Graha 40.000 MT/tahun
PT. Anugerah Inti Gemanusa 40.000 MT/tahun
PT. Bioenergy Pratama Jaya 66.000 MT/tahun
PT. Oil Tangking 504.000 MT/tahun
PT. Wilmar Bioenergy Indonesia 1.050.000 MT/tahun
PT. Musim Mas 420.000 MT/tahun
PT. Cilandra 250.000 MT/tahun
PT. Sintong Abadi 35.000 Kl/tahun
PT. Energi Alternatif 7.000 MT/tahun
PT. Darmex Biofuels 150.000 MT/tahun
Berdasarkan pertimbangan tersebut, dimana biodiesel mempunyai potensi
pasar yang jelas dan luas dengan ketersediaan bahan baku yang cukup, maka

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 7
kapasitas produksi pabrik biodiesel berbahan baku kemiri sunan ini dipilih
100.0000 ton/tahun. Pemilihan kapasitas sebesar 100.0000 ton/tahun ini
dimaksudkan bahwa pabrik ini berada di skala menengah tetapi masih bisa
bersaing dengan pabrik lain dan bahan baku yang ada membuat pabrik ini aman
dari segi operasionalnya. Pabrik ini diharapkan bisa memberikan kontribusi yang
nyata dalam pemenuhan kebutuhan energi nasional dan meningkatkan
perekonomian nasional.
Penentuan Lokasi Pabrik
Lokasi pabrik merupakan salah satu hal yang krusial terhadap lancarnya
kegiatan industri. Agar pemilihan lokasi pabrik tepat secara teknis dan ekonomis
maka lokasi harus memenuhi beberapa pertimbangan. Pabrik biodiesel direncanakan
akan didirikan di Kawasan Industri Mitra, Karawang, Jawa barat dengan
pertimbangan :
1. Dekat dengan bahan baku
Bahan baku yang digunakan pada pabrik ini adalah biji kemiri sunan.
Berdasarkan data Staf Khusus Presiden Bidang Pangan dan Energi tahun 2012, Jawa
Barat adalah provinsi dengan populasi pohon kemiri sunan yang tertinggi di
Indonesia, populasinya mencapai 60 ribu pohon. Selain itu pemerintah daerah di
Jawa Barat sedang mengembangkan tanaman kemiri Sunan dengan melakukan
penanaman bibit di Kabupaten Garut dan Majalengka. Selain Kemiri Sunan, bahan
baku lain yang dibutuhkan, yaitu methanol didapat dari PT Kaltim Methanol
Industri.
2. Kemudahan transportasi
Karawang memiliki sarana dan prasarana transportasi yang memadai sehingga
memudahkan distribusi bahan, baik bahan baku ataupun produk. Selain itu,
Karawang berjarak 60 km dari pelabuhan yang memudahkan dalam pendistribusian
bahan baku dari pelabuhan.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 8
3. Utilitas dan bahan bakar
Karawang berada di kawasan industri sehingga kebutuhan utilitas dengan
mudah bisa terpenuhi karena faslitas telah lengkap tersedia, terutama untuk utilitas
listrik. Sedangkan suplai bahan bakar gas diperoleh dari PT. PGN. Tbk
4. Kesediaan tenaga kerja
Tenaga kerja baik tenaga kerja biasa ataupun tenaga kerja ahli tersedia dalam
jumlah yang cukup, karena pabrik terletak di pulau Jawa dimana banyak terdapat
Universitas yang siap menyuplai tenaga kerja ahli.
5. Iklim dan gempa
Karawang merupakan daerah yang aman, karena tidak termasuk daerah yang
rawan bencana, baik itu bencana banjir atau gempa bumi.
6. Regulasi dan perijinan
Posisi Karawang yang terletak dalam kawasan industri, memberikan kemudahan
dalam mendapatkan segala macam perijinan dari pemerintah setempat. Adanya
dorongan dari pemerintah daerah dalam pengembangan industri juga diharapkan
dapat memberikan keuntungan tersendiri bagi pabrik ini.
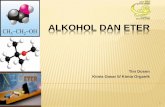
Berikut ini adalah Peta Lokasi Kawasan Industri Mitra, Karawang, Jawa Barat :
Gambar 1. Peta Lokasi Pendirian Pabrik Biodiesel Berbahan Baku Kemiri Sunan.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 9
Pemilihan Proses
Proses pembuatan biodiesel dari minyak nabati atau lemak yang paling layak
dilakukan menurut Thanh et al adalah sebagai berikut :
1. Mechanical Stirring Method
Transesterifikasi antara trigliserida dan alkohol dengan bantuan katalis
biasanya dilakukan dalam reactor batch. Langkah pertama, reaktan dipanaskan
sampai suhu yang diinginkan, lalu dicampur sempurna dengan pengaduk
mekanik. Reaksi transesterifikasi ini menhasilkan Fatty Acid Methyl Ester
(FAME) yang merupakan biodiesel. Hasil biodiesel yang diperoleh tergantung
dari berbagai macam parameter, seperti jumlah katalis, suhu reaksi, rasio
alcohol dan minyak, kecepatan pengadukan dan lain-lain. Dalam praktiknya,
produksi biodiesel banyak yang menggunakan Continous Stirred Tank Reactor
(CSTR) untuk mencapai kapasitas produksi yang besar serta untuk mendapatkan
ukuran reactor yang lebih kecil. Metode produksi biodiesel dengan
menggunakan pengadukan mekanik ini adalah metode yang paling banyak
digunakan dan cocok untuk katalis homogeny ataupun heterogen.
1.1 Homogeneous Base-Catalyst Transesterification
Reaksi transesterifikasi dengan katalis basa seperti senyawa hidoksida dan
metoksida memberikan hasil yang bagus ketika minyak yang digunakan
berkualitas tinggi (FFA < 1 wt.% and moisture < 0.5 wt.%). Reaksi dijalankan
pada suhu 60–65 °C dan tekanan atmosferis dengan jumlah alcohol yang
berlebih, biasanya methanol. Rasio molar alcohol terhadap minyak yang paling
sering digunakan adalah 6:1 atau lebih. Jika digunakan NaOH atau KOH
dibutuhkan beberapa jam untuk menyelesaikan reaksi. Basa alkoksi seperti
alkaline alkoxides adalah katalis yang paling reaktif karena bisa menghasilkan
FAME lebih dari 98% dengan waktu reaksi yang lebih singkat, yaitu 30 menit.
Selain itu, katalis metoksida tidak seperti katalis hidroksida yang pemurniannya
sulit. Basa hidroksida lebih murah daripada basa alkoksi, tetapi kurang reaktif.
Kelemahan utama dari katalis basa adalah tidak bisa digunakan secara
langsung pada minyak atau lemak yang mengandung banyak FFA (>1 wt.%).
Apabila FFA dinetralisasi oleh basa membentuk sabun dan air maka aktivitas
katalis akan menurun. Pembentukan sabun ini menghambat proses pemisahan
gliserol dari campuran dan pemurnian FAME dengan air. Penghilangan katalis
yang tersabunkan sangat sulit dan memberikan biaya tambahan yang besar
dalam produksi biodiesel. Biodiesel yang diperoleh dimurnikan dengan cara
pencucian dengan air atau distilasi pada suhu tinggi dan tekanan yang lebih
rendah.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 10
Pada minyak nabati atau lemak dengan kandungan FFA yang rendah,
transesterifikasi dengan katalis basa lebih cepat daripada transesterifikasi
dengan katalis asam sehingga secara umum lebih banyak digunakan secara
komersial dalam skala industry.
1.2 Homogeneous Acid-Catalyst Transesterification
Pada umumnya kandungan terbesar minyak nabati dan minyak hewani adalah
trigliserida dan sisanya dalam bentuk asam lemak bebas (Free Fatty Acid/FFA).
Oleh karena itu, reaksi yang dominan adalah reaksi transesterifikasi. Sedangkan
reaksi esterifikasi dibutuhkan untuk minyak nabati yang memiliki kadar FFA
tinggi (>1%). Jika kadar FFA terlalu tinggi maka dapat menyebabkan
pembentukan sabun yang bisa membentuk emulsi sehingga akan mengganggu
proses transesterifikasi. Adanya sabun pada reaksi transesterifikasi akan
menghambat pembentukan produk (metil ester) sehingga hasil yang didapat
tidak menunjukkan kenaikan yang signifikan. Sabun pada hasil transesterifikasi
akan meningkatkan viskositas dari biodiesel dan mengganggu pemisahan
gliserol. Selain itu, dengan adanya sabun maka ada sebagian biodiesel yang
terbawa oleh fase air (gliserol)
Bahan baku yang mengandung FFA tinggi seperti limbah minyak goreng,
Jatropha curcas, rubber, tobacco oils biasanya lebih sering digunakan katalis
asam yang berupa asam kuat seperti asam sulfat, asam klorida atau asam fosfat
daripada katalis basa karena reaksi yang terjadi tidak menghasilkan sabun.
Walaupun katalis asam sangat sensitif terhadap kandungan air dari bahan baku.
Dilaporkan bahwa jumlah air yang sedikit (0.1 wt.%) dalam campuran reaksi
sangat berpengaruh terhadap jumlah FAME yang dihasilkan oleh
transesterifikasi minyak dengan methanol. Jika konsentrasi air 5 wt% maka
reaksi akan seluruhnya terhambat. Canakci dan Gerpen melakukan esterifikasi
dan transesterifikasi secara simultan dengan katalis asam dimana hasil FAME
yang diperoleh lebih dari 90% dengan kandungan air di bawah 0.5 wt% dan
kondisi reaksi pada suhu 600C, rasio molar methanol dengan minyak adlah 6:1,
asam sulfat sebanyak 3 wt% dan waktu reaksi 96 jam.
Kekurangan dari katalis asam adalah dibutuhkan suhu yang lebih tinggi dan
reaksi yang lebih lama dan bisa menyebabkan korosi pada peralatan. Selain itu,
untuk meningkatkan konversi dari trigliserida dibutuhkan jumlah methanol
berlebih yang besar, sehingga harus digunakan rasio molar methanol dengan
minyak lebih dari 12:1. Oleh karena itu, untuk mengurangi waktu reaksi, proses
dengan katalis asam diadopsi sebagai pretreatment step ketika dibutuhkan untuk
mengkonversi FFA menjadi ester. Secara umum, transesterifikasi dengan katalis
asam dilakukan pada kondisi rasio molar yang tinggi antara methanol dengan
minyak yaitu 12:1, suhu tinggi 80–100 °C dan asam kuat seperti asam sulfat.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 11
Patil et al melakukan produksi biodiesel dari minyak Jatropha curcas dengan
dua langkah dan memberikan hasil maksimum 95% dengan kondisi reaksi :
pertama esterifikasi asam, rasio molar methanol dengan minyak 6:1, asam sulfat
0.5 wt%, suhu reaksi 40 ± 5 °C dan dilanjutkan transesterifikasi basa, rasio
molar methanol dengan minyak 9:1, KOH 2 wt% dan suhu reaksi 600C.
1.3 Heterogeneous Solid-Catalyst Transesterification
Kelemahan transesterifikasi basa homogen adalah konsumsi energy yang
besar, biaya pemisahan katalis dari campuran reaksi dan pemurnian biodiesel
mahal. Oleh karena itu, untuk menurunkan biaya proses pemurnian digunakan
katalis padat seperti metal oxides, zeolites, hydrotalcites, dan γ-alumina karena
katalis ini mudah dipisahkan dari campuran reaksi dan dapat digunakan
kembali. Kebanyakan katalis ini adalah basa atau basa oksida yang ditopang
material dengan luas permukaan yang besar. Seperti katalis homogeny, katalis
basa padat lebih aktif daripada katalis asam padat.
Oksida kalsium dan magnesium teraktivasi.
Di alam, CaO dan MgO tersedia dalam jumlah yang melimpah dan secara
luas telah digunakan. Ngamcharussrivichai et al. mengkalsinasi domomite yang
kandungan utamanya CaCO3 dan MgCO3 pada 8000C selama 2 jam untuk
membuat katalis CaO dan MgO untuk transesterifikasi minyak kelapa sawit.
Kondisi optimal yang diperoleh adalah jumlah katalis 6wt% terhadap minyak,
rasio molar methanol dengan minyak 30:1, waktu reaksi 3 jam dan suhu reaksi
600C dan hasil FAME 98%. Setelah selesai reaksi, katalis diperoleh kembali
dengan sentrifugasi dan dicuci dengan methanol dan digunakan kembali untuk
proses selanjutnya. Hasil FAME lebih dari 90% diperoleh sampai pemakaian
katalis 7 kali. Huaping et al melakukan transesterifikasi minyak Jatropha
curcas dengan methanol dan katalis CaO. Hasil FAME yang diperoleh lebih
dari 93% dengan jumlah katalis 1.5 wt%, suhu 700C, rasio molar 9:1 dan waktu
reaksi 3,5 jam.
Aktivitas katalis padat tergantung dari bagian aktif permukaan CaO atau
MgO. Jika permukaan logam oksida tersebut mudah teracuni oleh absorpsi CO2
dan air di udara membentuk karbonat dan hidroksida, maka aktivitas katalis
tersebut menurun seiring berjalannya waktu. Aktivitas katalis tersebut bisa
diperbaiki dengan kalsinasi untuk menghilangkan CO2 dan air pada suhu tinggi.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 12
Katalis Padat Basa Bahan
Baku
FAME
yield, %
Jumlah
katalis, wt%
Rasio molar
methanol
dengan minyak
Suhu Reaksi, 0C
Waktu Reaksi, menit Keterangan
Activated Oxides of Calcium
and Magnesium
Palm
kernel oil
98 6 30:1 60 3x60 Penggunaan katalis
bisa 7 kali dengan
FAME yield lebih
dari 90%
Alkaline Modified Zirconia,
ex Sr/ZrO2
waste
cooking
oil
79.7 2.7 29:1 115.5 169
Tri-Potassium Phosphate
(K3PO4)
waste
cooking
oil
97.3 4 60 120 FAME yield 88%
jika digunakan
katalis yang telah
diregenerasi
Metal Oxides Supported on
Silica, ex ZS/Si
waste
cooking
oil (15
wt.%
FFA)
98 3 18:1 200 600 rpm, katalis
bisa digunakan
kembali tanpa ada
pengurangan
aktivitas
Mixed Oxides of TiO2–MgO waste
cooking
oil
92.3 10 50:1 160 6x60 MT-1-923
comprising a
Mg/Ti molar ratio
of 1, aktivitas
katalis menurun
perlahan

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 13
Katalis padat asam memberikan hasil yang kurang baik jika dibandingkan dengan
katalis padat basa.
1.4 Transesterifikasi dengan katalis enzim
Enzim yang biasanya digunakan dalam produksi biodiesel adalah lipase.
Kelemahan proses katalisis dengan enzim adalah mahalnya harga lipase. Selain
itu, ketidakaktifan enzim yang menyebabkan penurunan hasil FAME sebagian
besar dibatasi oleh kelarutan enzim dalam methanol. Aplikasi di industri masih
jarang karena aspek kelayakan dan tantangan teknisnya. Kondisi reaksi
optimum dari transesterifikasi tallow adalah suhu 450C, kecepatan pengadukan
200 rpm, konsentrasi enzim 12.5-25% terhadap trigliserida, rasio molar
methanol dengan air 3:1, waktu reaksi 4-8 jam (untuk alcohol primer) dan 16
jam (untuk alcohol sekunder). Lipozyme, i.e., IM 60 paling efektif dengan
konversi 95% dengan alcohol primer dan lipase dari C. antarctica and P.
cepacia (PS-30) paling efisien dengan konversi 90% dengan alcohol sekunder.
2. Ultrasonic Irradiation Method
Karena sifat kimia dan fisika minyak nabati sangat berbeda dengan methanol
maka tidak saling melarutkan (immiscible). Transfer massa antar reaktan
tersebut adalah parameter paling penting yang mempengaruhi hasil FAME.
Ultrasonic Irradiation sangat berguna untuk meningkatkan transfer massa pada
system liquid-liquid heterogen. Dengan meningkatnya transfer massa, minyak
dan methanol mudah bercampur. Ketika gelombang suara dengan frekuensi
yang cocok ditransmisikan secara efektif dari transduser ke cairan minyak dan
alkohol, sejumlah gelembung kavitasi terbentuk dalam cairan. Pembentukan dan
hancurnya gelembung kavitasi ini mengganggu batas fase dalam sistem cairan
dua fase tersebut. Dengan begitu alcohol dan minyak dengan mudah
membentuk emulsi yang bagus dimana ukuran tetesan minyak dan methanol
dalam micrometer. Sebagai hasilnya, luas permukaan tetesan alcohol dan
minyak meningkat dan kemudian reaksi transesterifikasi berjalan dengan
efektif. Dengan Ultrasonic Irradiation transesterifikasi dapat dilakukan pada
suhu yang lebih rendah dengan jumlah katalis dan methanol lebih sedikit jika
dibandingkan dengan metode pengadukan mekanik.
Karena frekuensi rendah ultrasound memberikan efisiensi pencampuran yang
tinggi, frekuensi ini diadopsi dalam proses produksi biodiesel yaitu dari 20
sampai 40 kHz. Transesterifikasi ultrasonic bisa dilakukan secara batch atau
continuous, tetapi untuk industry skala besar yang bisa digunakan adalah
continuous. Pada proses continuous biasanya digunakan horn type high power
transducer dengan kapasitas 1-3 kW dan tranducer ini dihubungkan ke reactor
yang bervolume 1-3L. Thanh et al mendesain pilot plant menggunakan horn

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 14
type transducer dengan kapasitas 1 kW dan frekuensi 20kHz untuk
memproduksi biodiesel dari minyak canola dan methanol. Sistem ini dijalankan
dengan sister sirkulasi menggunakan tangki 100L. Hasil FAME yang diperoleh
lebih dari 99% dengan kondisi rasio molar 5:1, katalis KOH sebanyak 0.7 wt%,
waktu reaksi 1 jam pada suhu lingkungan. Bagaimanapun sangat sulit untuk
dilakukan scale up sampai ratusan atau ribuan liter karena methanol dan gliserol
terpisah dari ampuran reaksi dan membuat campuran tidak seragam pada tangki
sirkulasi.
3. Supercritical Alcohol Method
Transesterifikasi tanpa katalis bisa dilakukan dengan metode ini pada tekanan
tinggi (sekitar 80 atm) dan suhu tinggi (300-4000C) pada reactor kontinyu. Pada
kondisi superkritis, campuran reaktan menjadi satu fase dan reaksi berjalan
sangat cepat dan spontan. Jika dibandingkan dengan proses berkatalis, metode
superkritis ini memiliki 3 kelebihan, yaitu :
a. Proses ini ramah lingkungan karena tidak menggunakan katalis dalam
reaksi, oleh karena itu tidak diperlukan proses pemisahan katalis dan
sabun yang terbentuk.
b. Reaksi super kritis membutuhkan waktu reaksi yang singkat, yaitu 2-
4 menit dan laju konversi lebih cepat.
c. Adanya FFA ataupun air tidak mempengaruhi reaksi pada metode ini.
FFA dikonversi menjadi FAME, bukan sabun. Oleh karena itu proses
ini dapat diaplikasikan secara luas untuk bermacam-macam bahan
baku.
Kelemahan metode ini adalah dibutuhkan tekanan dan suhu tinggi dan juga
rasio molar methanol dengan minyak tinggi (biasanya 42:1) yang membuat
biaya produksinya mahal. Demirbas menjalankan transesterifikasi dengan
metode ini dengan bahan baku sunflower dan methanol dengan katalis CaO.
Hasilnya adalah reaksi selesai dalam waktu 6 menit dengan CaO 3 wt%, rasio
molar methanol dengan minyak 41:1 pada suhu 525 K, bukan di atas 600K
tanpa katalis.
4. Co-Solvent Method
Untuk mendapatkan reaksi satu fase co-solvents seperti tetrahydrofuran
(THF), 1,4-dioxane and diethyl ether telah diteliti. Dari list tersebut, THF adalah
solven pertama yang digunakan dalam transesterifikasi. Rasio molar methanol
dengan minyak 6:1 penambahan THF sebanyak 1.25 volume methanol ke
minyak menghasilkan system satu fase dimana proses transesterifikasi
dipercepat. Selain itu, THF dipilih karena titik didihnya (670C) hanya 2
0C di
atas methanol. Oleh karena itu, kelebihan methanol dan THF bisa didistilasi dan
direcycle.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 15
Transesterifikasi soybean oil dengan methanol dilakukan dengan variasi
konsentrasi NaOH dengan menggunakan co-solvent THF. Hasil FAME adalah
82.5, 85, 87 dan 96% diperoleh dengan konsentrasi katalis 1.1, 1.3, 1.4 dan 2.0
wt.% dan waktu reaksi 1 menit. Transesterifikasi coconut oil dengan
menggunakan rasio volum THF/methanol 0.87 dengan NaOH 1wt% konversi
yang diperoleh adalah 99% dalam waktu 1 menit.
5. Continuous Method Using a Gas-Liquid Reactor
Proses ini dilakukan dengan atomisasi minyak/lemak lalu dimasukkan ke
reaction chamber yang berisi uap methanol dan katalis basa dengan aliran
counter current. Proses atomisasi ini meningkatkan area kontak methanol
minyak dengan menghasilkan tetesan berukuran mikro yaitu 100–200 μm dan
meningkatkan transfer panas dan transfer massa yang menjadi kunci kecepatan
reaksi. Proses ini memerlukan kelebihan methanol yang besar karena tidak
seperti proses batch yang metanolnya bisa direcycle kembali ke reactor tanpa
membutuhkan proses pemisahan dan kebutuhan energy yang mahal.
Transesterifikasi soybean oil dengan methanol dilakukan dengan continuous
gas-liquid reactor pada kondisi optimum yaitu NaOH 5–7 g L−1
dalam
methanol, methanol 17.2 L h−1
, minyak 10 L h−1
dan suhu 100–120 °C. Dengan
kondisi ini konversi trigliserida yang diperoleh sebesar 94–96%.
Pemilihan Reaktor :
Batch : cocok untuk produksi skala kecil, digunakan untuk memproduksi
produk dengan variasi grade dalam satu alat,
Continous : biaya produksi lebih murah jika dibandingkan dengan batch,
biasa dipilih untuk produksi skala besar
Stirred tank reactor : cocok untuk reaksi dengan transfer massa yang
bagus dan dibutuhkan perpindahan panas. Cocok untuk zat-zat dengan
viskositas tinggi dan cairan yang tidak saling melarutkan. Daya yang
dibutuhkan untuk pengadukan sedang 0.2 kW/m3 dan intense mixing 2
kW/m3. Karakteristik CISTR (continuous ideal stirred tank reactor)
didekati dengan waktu tinggal rata-rata 5-10 kali waktu pengadukan
sampai diperoleh campuran yang homogen.
Dengan mempertimbangkan kelebihan dan kekurangan masing-masing proses
produksi biodiesel di atas maka dipilih Mechanical Stirring Method dengan
menggunakan Continous Stirred Tank Reactor (CSTR). Proses produksi biodiesel
dilakukan dengan menggunakan dua buah CSTR. Kapasitas pabrik besar sehingga
dipilih CSTR yang bisa memberikan kapasitas besar dan lebih hemat reaktor jika

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 16
dibandingkan dengan Batch. Kapasitas reaktor batch juga kecil sehingga kurang
feasible untuk dipakai dalam pabrik ini.
Reaktor pertama digunakan untuk pretreatment dengan reaksi esterifikasi
minyak kemiri sunan yaitu mengkonversi FFA dalam minyak menjadi FAME
sehingga kandungan FFA yang tersisa menjadi sangat kecil (<1 wt%). Kondisi
operasi reaktor pertama adalah suhu reaksi 600C, katalis H2SO4 5wt% terhadap FFA
(basis asam oleat), rasio molar metanol dengan minyak 60:1, kecepatan pengadukan
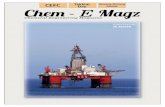
600 rpm dan waktu reaksi 2 jam. Selanjtunya minyak dengan fraksi terbesarnya
berupa trigliserida masuk ke reaktor kedua. Reaksi esterifikasi FFA ditunjukkan oleh
gambar 2 berikut :
Gambar 2. Reaksi pembentukan biodiesel dengan esterifikasi
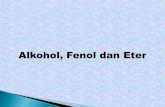
Di reaktor kedua, terjadi reaksi transesterifikasi dimana trigliserida direaksikan
dengan methanol dengan kondisi operasi suhu reaksi 600C, katalis NaOCH3 1wt%
terhadap minyak, rasio molar metanol dengan minyak 6:1, kecepatan pengadukan
600 rpm dan waktu reaksi 80 menit. Pada reaksi transesterifikasi 1 mol trigliserida
bereaksi dengan 3 mol methanol menghasilkan 1 mol gliserol dan 3 mol biodiesel
(FAME). Reaksi ini melalui 3 tahapan reaksi reversible, yaitu molekul trigliserida
menjadi digliserida , digliserida menjadi monogliserida, dan monogliserida menjadi
gliserol. Reaksi yang terjadi dalam keadaan kesetimbangan, sehingga untuk
meningkatkan produk yang dihasilkan maka methanol dibuat berlebih dari
kebutuhan stoikiometrinya sehingga menggeser kesetimbangan ke arah produk atau
dengan mengambil salah satu produk, contohnya penghilangan air dengan destilasi
atau dengan asam sulfat.
Reaksi transesterifikasi keseluruhan ditunjukkan oleh gambar 3 berikut :
Gambar 3. Reaksi pembentukan biodiesel dengan transesterifikasi

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 17
Fatty acid methyl esters (FAME) lebih banyak diproduksi daripada fatty acid ethyl
esters (FAEE) karena methanol lebih ekonomis jika dibandingkan dengan etanol
sehingga dalam pabrik ini alkohol yang digunakan adalah methanol.
Alasan pemilihan masing-masing parameter adalah sebagai berikut :
a. Dipilih katalis homogen daripada katalis heterogen karena :
Katalis homogen memberikan konversi lebih tinggi dan kecepatan reaksi
yang lebih cepat.
Katalis homogen tidak sensitif terhadap keberadaan FFA dan air.
Teknologi penerapan katalis heterogen masih belum banyak dikembangkan
dan diaplikasikan di skala industri.
Katalis heterogen memerlukan suhu operasi yang lebih tinggi.
Selain harganya yang mahal, katalis heterogen juga sangat sensitif terhadap
keberadaan air, karena beberapa katalis dapat terdeaktivasi karena adanya
air. Oleh karena itu jika ingin menggunakan katalis heterogen maka
diperlukan bahan baku minyak dengan kualitas tinggi.
b. Pada reaktor pertama untuk esterifikasi dipilih katalis asam daripada katalis
basa karena katalis asam memberikan beberapa keuntungan, yaitu :
Katalis asam tidak menyebabkan terbentuknya sabun.
Sangat cocok untuk minyak dengan kandungan FFA tinggi karena dapat
mengkonversi FFA menjadi FAME dengan yield yang besar.
Asam yang dipilih adalah asam kuat, yaitu H2SO4 yang sudah well prove.
c. Pada reaktor kedua untuk transesterifikasi dipilih katalis basa daripada katalis
asam karena katalis basa memberikan beberapa keuntungan, yaitu :
Bisa dijalankan pada kondisi operasi sedang yaitu 1 atm, 60-65 0 C.
Rasio molar methanol dengan minyak rendah sekitar 1% dari jumlah
minyak nabati.
Waktu reaksi lebih cepat dibanding asam yaitu sekitar 1 jam.
Memberikan efek korosi yang lebih rendah.
d. Katalis basa yang dipilih adalah Natrium Metoksida karena :
Katalis Natrium Metoksida tidak seperti katalis basa lain seperti NaOH dan
KOH yang bisa menghasilkan air ketika dicampur dengan methanol . Air
ini bisa meningkatkan kadar FFA dan mendorong terjadinya penyabunan
sehingga keberadaan air sangat dihindari.
Ktalis metoksida lebih reaktif daripada katalis hidroksida.
Katalis metoksida memberikan yield yang lebih besar daripada katalis
hidroksida.

Prarancangan Pabrik Biodiesel Berbahan Baku Tanaman Non-Pangan Biji Kemiri Sunan dengan Kapasitas 100.000 ton/tahun
Danu Purwanugraha 10/301213/TK/36869 18
Katalis berbasis Kalium menghasilkan pembentukan sabun yang lebih
tinggi daripada katalis berbasis Natrium.( KOH >> KOCH3 > NaOH >
NaOCH3)
Pelarutan senyawa hidroksida dalam methanol bersifat eksotermis,
sehingga untuk sekala besar suhu dapat meningkat melebihi titik didih
methanol dan hal ini berpotensi menimbulkan kebakaran ataupun explosion
hazard.