
BAB 5 Pengendalian Kualitas Proses Statistik Untuk Data Atribut (Imam Arif P.)
31
Pengendalian Kualitas Pengendalian Kualitas Proses Statistik Proses Statistik untuk Data Atribut Imam Arif Pribadi Elektromekanik 2011
-
Upload
bangjun-afika -
Category
Documents
-
view
73 -
download
4
Transcript of BAB 5 Pengendalian Kualitas Proses Statistik Untuk Data Atribut (Imam Arif P.)
Pengendalian Kualitas Pengendalian Kualitas Proses StatistikProses Statistikuntuk Data Atribut
Imam Arif PribadiElektromekanik 2011

AtributAtributBesterfield (1998) karakteristik kualitas yang sesuai
dengan spesifikasi atau tidak sesuai dengan spesifikasi.
Atribut : - goresan - kesalahan - warna - bagian yang hilang
Kesalahan atau cacat evaluasi terkait penggunaanKetidaksesuaian diukur dengan spesifikasi
Peta ATRIBUT hanya mempunyai 2 nilai : YA dan TIDAK seperti : sesuai atau tidak sesuai, bagus atau jelek, terlambat atau tepat waktu
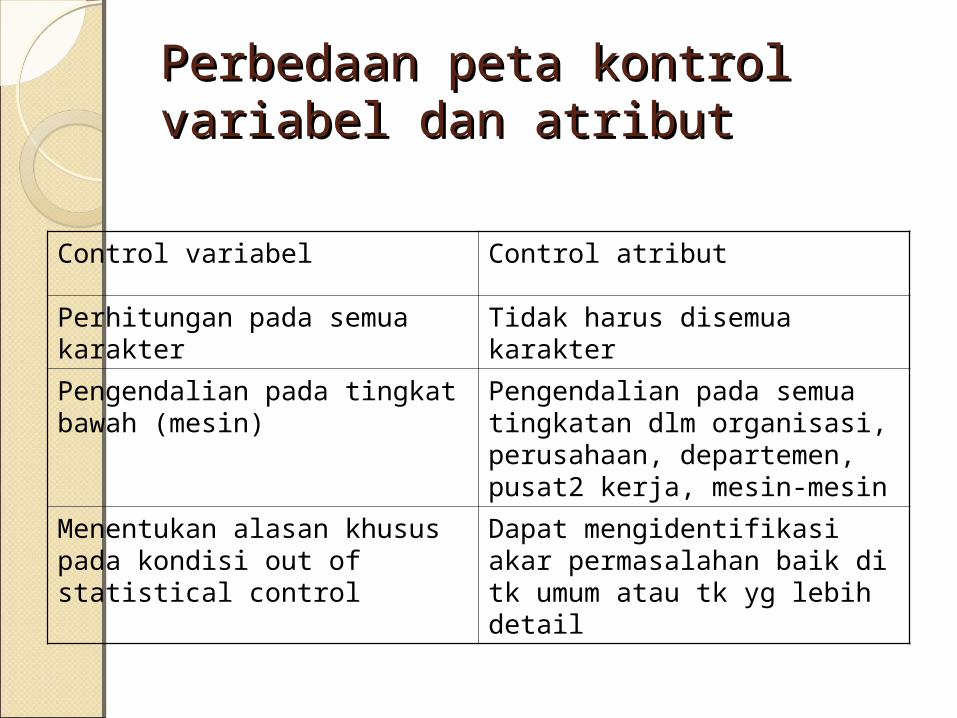
Perbedaan peta kontrol Perbedaan peta kontrol variabel dan atributvariabel dan atribut
Control variabel Control atribut
Perhitungan pada semua karakter Tidak harus disemua karakter
Pengendalian pada tingkat bawah (mesin)
Pengendalian pada semua tingkatan dlm organisasi, perusahaan, departemen, pusat2 kerja, mesin-mesin
Menentukan alasan khusus pada kondisi out of statistical control
Dapat mengidentifikasi akar permasalahan baik di tk umum atau tk yg lebih detail
Kelemahan peta control Kelemahan peta control atribut :atribut :
1. Tidak dapat diketahui seberapa jauh ketidaktepatan dengan spesfikasi tsb.
2. Ukuran sampel yang besar akan bermasalah bila pengukuran mahal atau pengujian yg menyebabkan kerusakan.
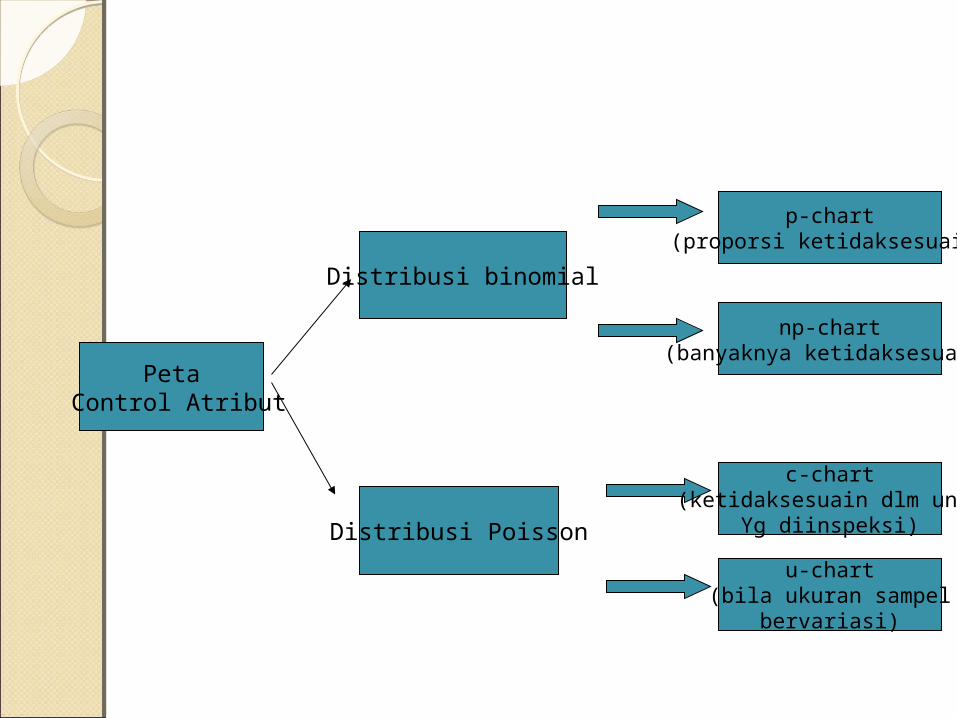
Peta Control Atribut
Distribusi binomial
Distribusi Poisson
p-chart(proporsi ketidaksesuain)
np-chart(banyaknya ketidaksesuain)
c-chart(ketidaksesuain dlm unit
Yg diinspeksi)
u-chart(bila ukuran sampel
bervariasi)
Langkah-langkah peta pengendali Langkah-langkah peta pengendali statistik data atribut (besterfield, statistik data atribut (besterfield, 1998)1998)1. Menentukan sasaran yg akan
dicapai2. Menentukan banyaknya sampel
dan banyknya observasi3. Mengumpulkan data4. Menentukan garis pusat an
batas pengendali5. Merevisi garis pusat dan batas2
pengendali
Peta Pengendali Proporsi kesalahan (p-Peta Pengendali Proporsi kesalahan (p-chart) dan Banyaknya kesalahan (np-chart) dan Banyaknya kesalahan (np-chart) dlm sampelchart) dlm sampelKegunaan : Untuk mengetahui apakah cacat
produk yang dihasilkan masih dalam batas yg disyaratkan.
Sampel konstanSampel konstan
n
xP
Utk mengetahui kesalahan atau cacat pada sampel untuk setiap kali observasi :
Dimana :p = proporsi kesalahan dl stp sempelx = banyaknya produk yg salah tiap sampeln = bnyknya sampel yg diambil dlm inspeksi
Center line
Dimana :p = garis pusat peta pengendali proporsi kesalahanpi = proporsi kesalahan stp sampel/sub kelmpk dlm tp observasin = banyaknya sampel yg diambil tiap observasig = banyaknya observasi yg dilakukan
gn
xi
g
pip
g
i
g
i
.11
Peta Pengendali Proporsi Peta Pengendali Proporsi KesalahanKesalahan
n
pppBPAp
)1(3
n
pppBPBp
)1(3
Batas Pengendali Atas proporsi Batas Pengendali Bawah
proporsi
Peta Pengendali Banyaknya Peta Pengendali Banyaknya KesalahanKesalahan
Bila sampel yg diambil tiap observasi sama maka bisa digunakan peta np-chart
Center line np-chart
Dimana :n p = grs pusat utk peta pengendali banyaknya kesalahanxi = bnyknya kesalhan dlm stp sampel atau tp observasig = banyaknya observasi yg dilakukan
pnnp
Standar deviasi
BPA
BPB
)1(_ ppnnp
)1((3 ppnpnnp
)1((3 ppnpnnp
Contoh soalContoh soalSuatu perusahaan pembuat
plastik ingin membuat peta pengendali untuk periode mendatang dengan mengadakan inspeksi terhadap proses produksi bulan ini. Perusahaan melakukan 25 observasi dengan mengambil 50 buah sampel untuk setiap kali observasi dilakukan.
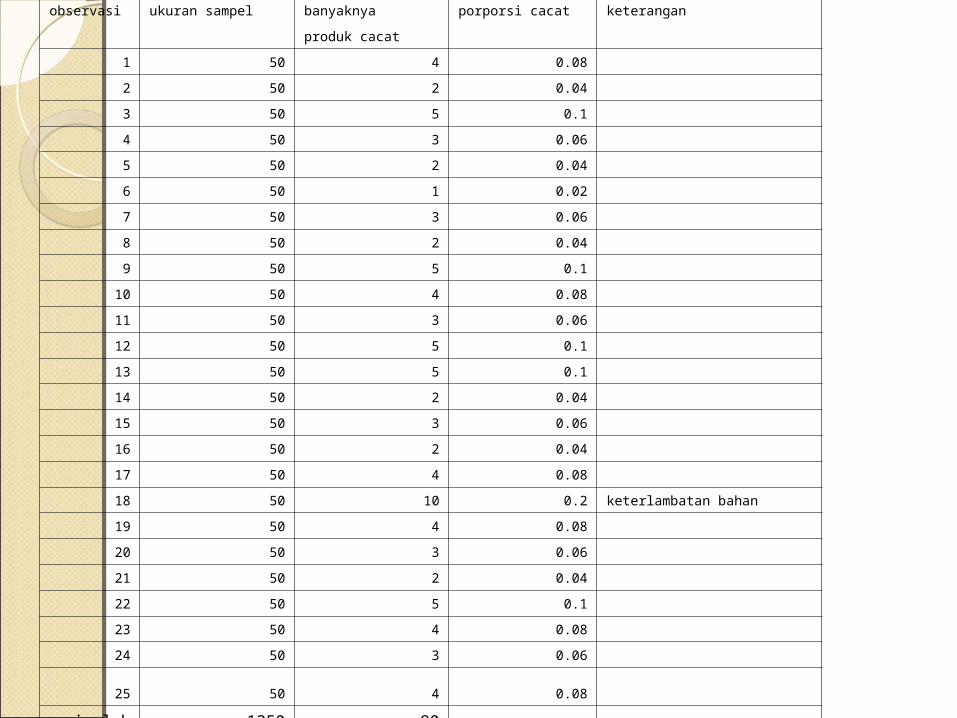
observasi ukuran sampel banyaknya porporsi cacat keterangan
produk cacat
1 50 4 0.08
2 50 2 0.04
3 50 5 0.1
4 50 3 0.06
5 50 2 0.04
6 50 1 0.02
7 50 3 0.06
8 50 2 0.04
9 50 5 0.1
10 50 4 0.08
11 50 3 0.06
12 50 5 0.1
13 50 5 0.1
14 50 2 0.04
15 50 3 0.06
16 50 2 0.04
17 50 4 0.08
18 50 10 0.2 keterlambatan bahan
19 50 4 0.08
20 50 3 0.06
21 50 2 0.04
22 50 5 0.1
23 50 4 0.08
24 50 3 0.06
25 50 4 0.08
jumlah 1250 90
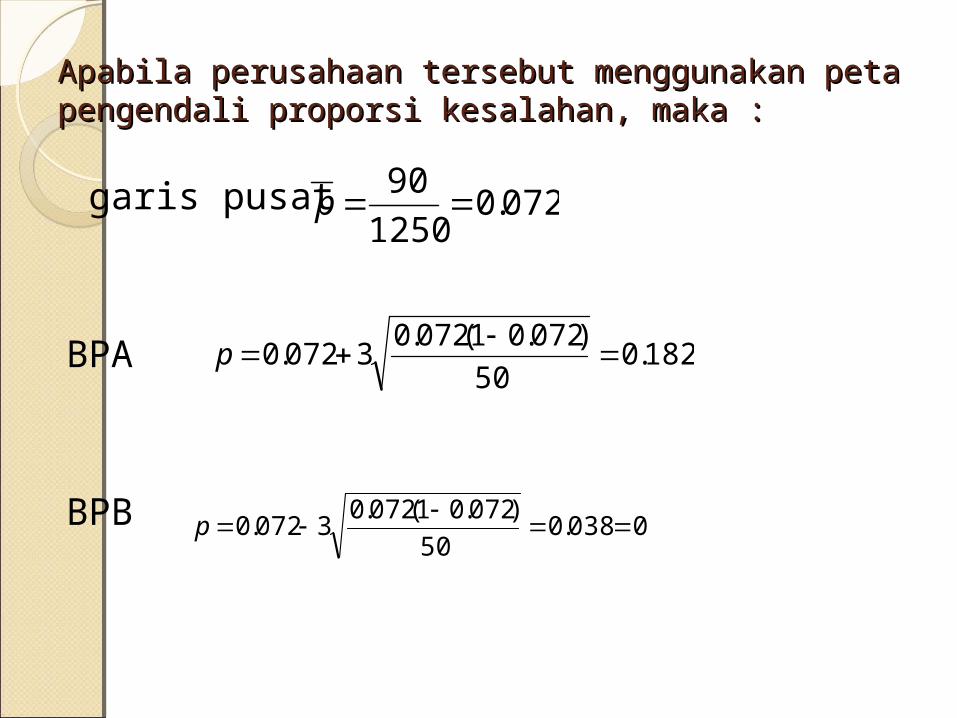
Apabila perusahaan tersebut menggunakan peta Apabila perusahaan tersebut menggunakan peta pengendali proporsi kesalahan, maka :pengendali proporsi kesalahan, maka :
garis pusat
BPA
BPB
072.01250
90p
182.050
)072.01(072.03072.0
p
0038.050
)072.01(072.03072.0
p
0
0,05
0,1
0,15
0,2
0,25
1 3 5 7 9 11 13 15 17 19 21 23 25
pro
po
rsi
observasi
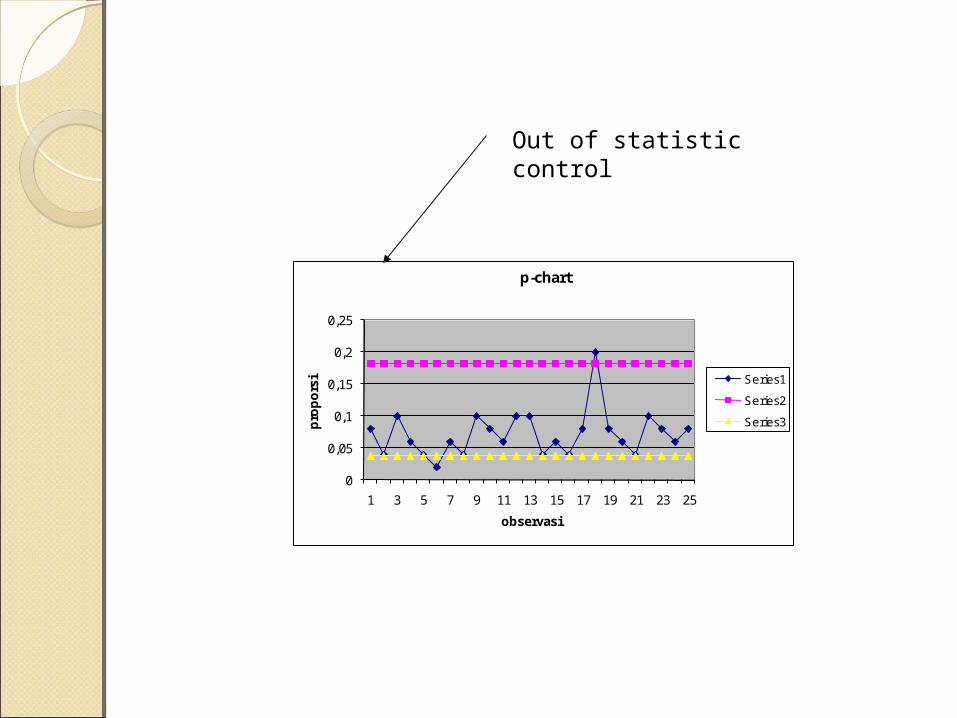
p-chart
Series1
Series2
Series3
Out of statistic control
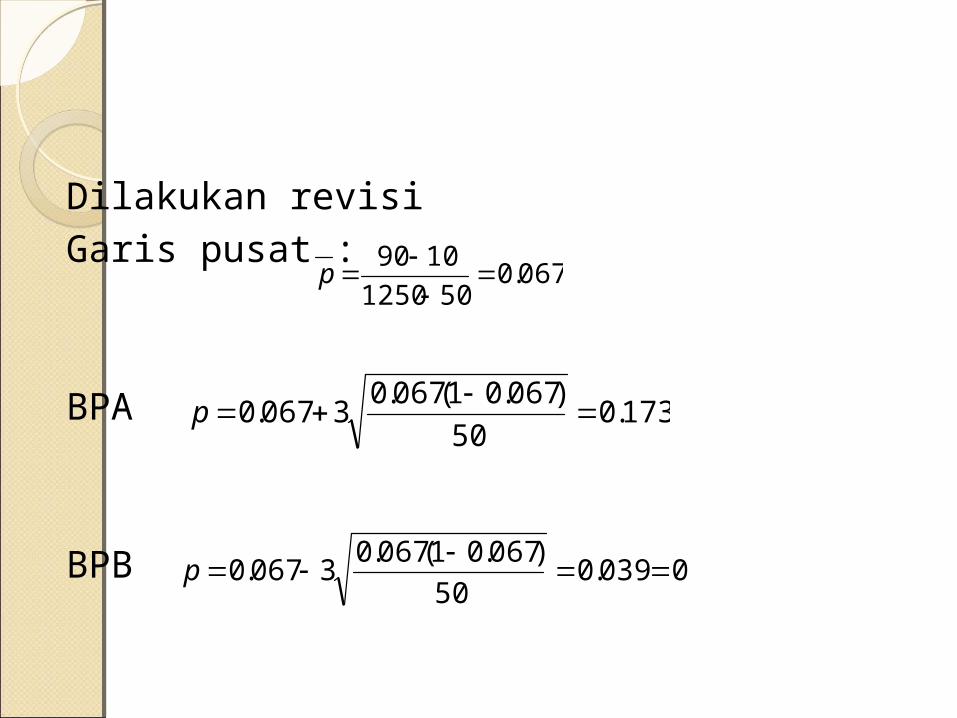
Dilakukan revisi Garis pusat :
BPA
BPB
067.0501250
1090
p
0039.050
)067.01(067.03067.0
p
173.050
)067.01(067.03067.0
p

Peta pengendali Proporsi Kesalahan (Peta pengendali Proporsi Kesalahan (p-chartp-chart) Setelah Revisi) Setelah Revisi
p-chart revisi
00.02
0.040.06
0.080.1
0.12
0.140.16
0.180.2
1 3 5 7 9 11 13 15 17 19 21 23
p
BPA
BPB
CL
Garis pusat np = 90/25 = 3,6
BPA
BPB
08.9)072.01(6.336.3 np
088.1)072.01(6.336.3 np
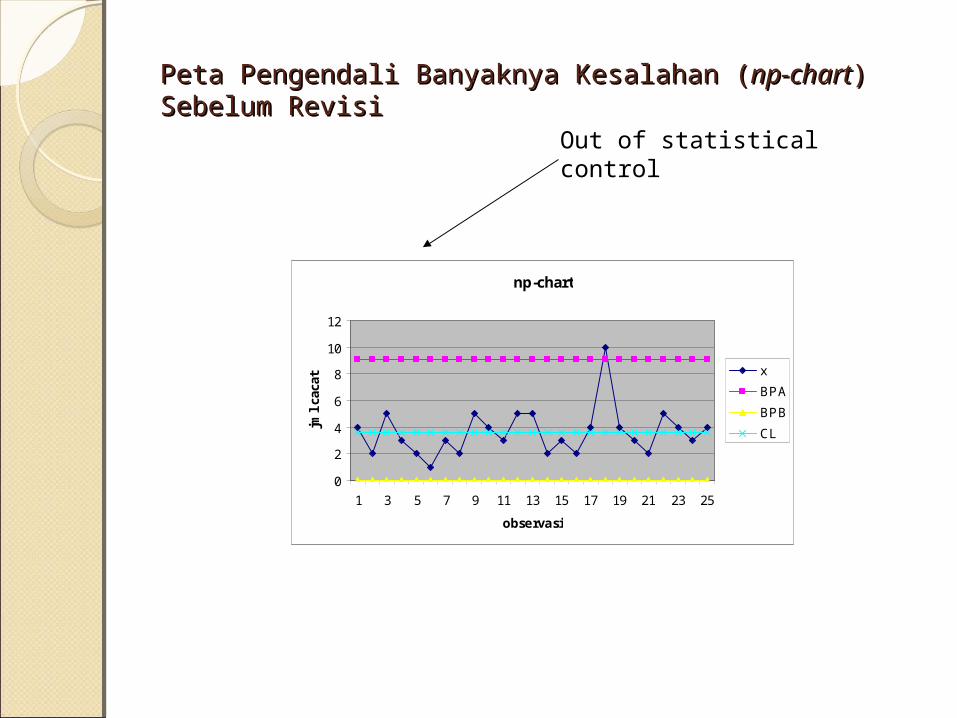
Peta Pengendali Banyaknya Kesalahan (Peta Pengendali Banyaknya Kesalahan (np-chartnp-chart) ) Sebelum RevisiSebelum Revisi
np-chart
0
2
4
6
8
10
12
1 3 5 7 9 11 13 15 17 19 21 23 25
observasi
jml
caca
t x
BPA
BPB
CL
Out of statistical control
Dilakukan revisi :Garis pusat np =
(90-10)/(25-1) = 3.33 dan
p = (90-10)/(1250-50) = 0.067
BPA
BPB
618.8)067.01(33.3333.3 np
096.1)067.01(33.3333.3 np
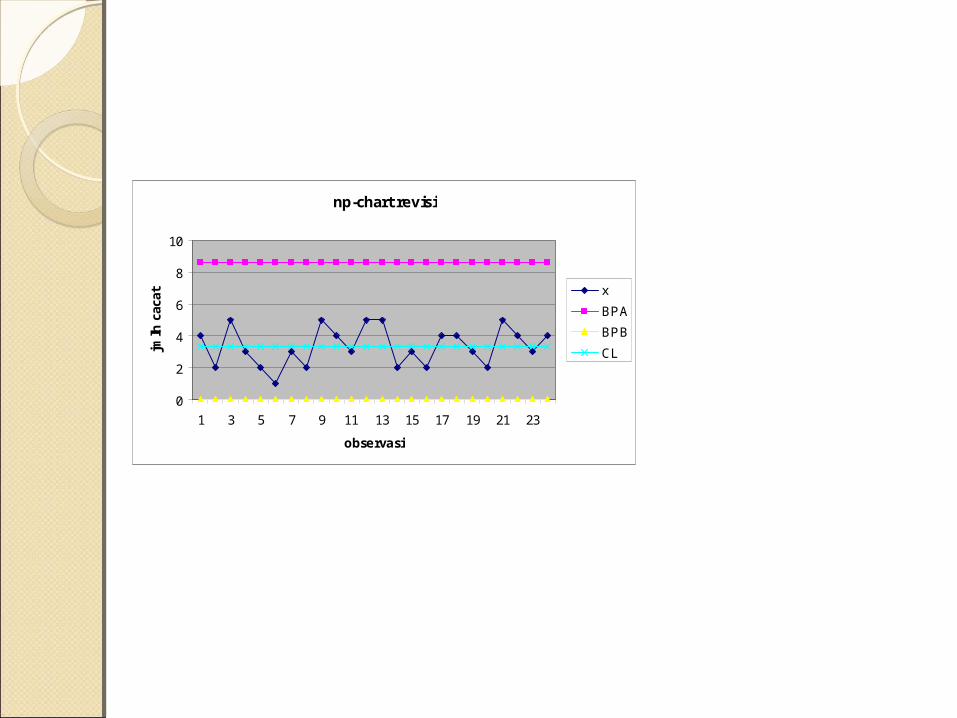
np-chart revisi
0
2
4
6
8
10
1 3 5 7 9 11 13 15 17 19 21 23
observasi
jmlh
cac
at
x
BPA
BPB
CL
Untuk banyaknya sampel Untuk banyaknya sampel bervariasi bervariasi
Untuk sampel yg bervariasi peta yg digunakan hanya p-chart, bukan banyaknya kesalahan (np-chart)
Namun peta pengendali proporsi kesalahan mempunyai tiga pilihan :
- peta pengendalian harian/individu- peta pengendali model rata-rata- peta pengendali dgn model yg dibuat
menurut banyaknya sampel berdasarkan pertimbangan perusahaan
Peta Pengendali untuk banyaknya Peta Pengendali untuk banyaknya kesalahan dalam satu unit Produk kesalahan dalam satu unit Produk (c-chart dan u-chart)(c-chart dan u-chart)
Peta pengendali ini digunakan untuk mengadakan pengujian terhadap kualitas proses produksi dengan mengetahui banyaknya kesalahan pada satu unit produk sebagai sampelnya.
Contoh penggunaan peta ini :- mengetahui jumlah bercak pada sebidang tembok- mengetahui jumlah gelembung udara pada gelas- mengetahui jumlah kesalahan pemasangan sekrup pada mobil, dan sebagainya.

Sampel KonstanSampel Konstan
Menggunakan c-chartGaris pusat (center line) :Garis pusat
Dimana :c = garis pusatci = banyaknya kesalahan setiap unit sebagai
sampel tiap observasig =banyaknya observasi yg dilakukan
g
cicc
g
i 1
ccc 3BPA
BPBccc 3
Menggunakan peta pengendali u Menggunakan peta pengendali u (u-chart)(u-chart)Untuk menggunakan peta pengendali u (u-
chart) ini terlebih dahulu diketahui banyaknya kesalahan utk satu unit produk.
utk mengukur ketidak sesuaian (titik spesifik) per unit laporan inspeksi dalam kelompok (periode) pengamatan, yg mungkin memiliki ukuran contoh
Dimana n adalah banyaknya sampel utk setiap kali observasin
ciui
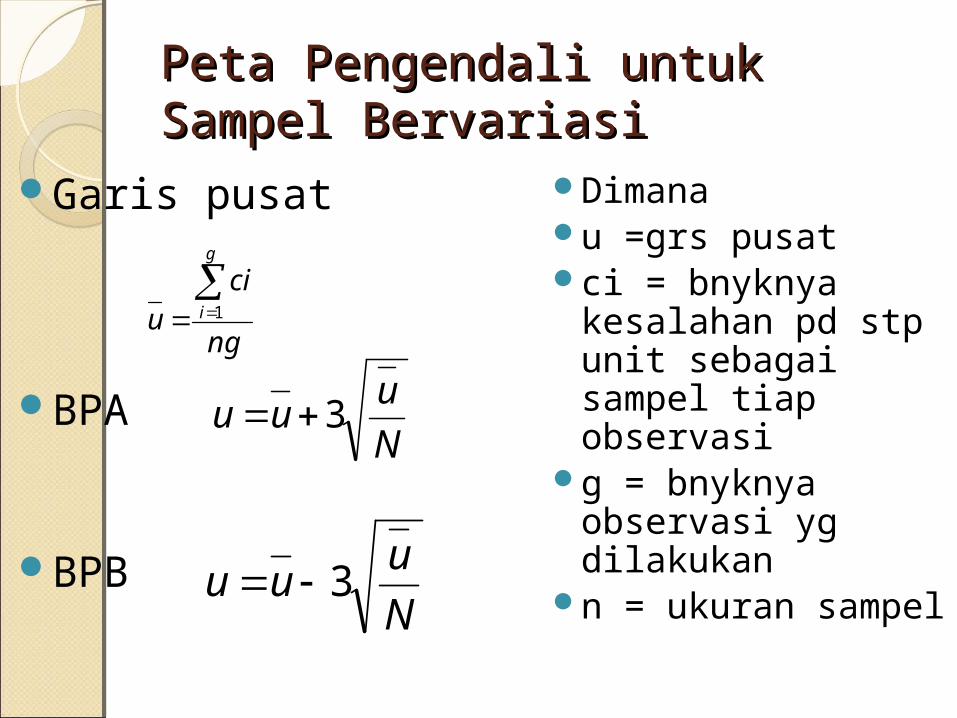
Peta Pengendali untuk Sampel Peta Pengendali untuk Sampel BervariasiBervariasi
ng
ciu
g
i 1
Garis pusat
BPA
BPB N
uuu 3
Dimana u =grs pusatci = bnyknya
kesalahan pd stp unit sebagai sampel tiap observasi
g = bnyknya observasi yg dilakukan
n = ukuran sampel
N
uuu 3
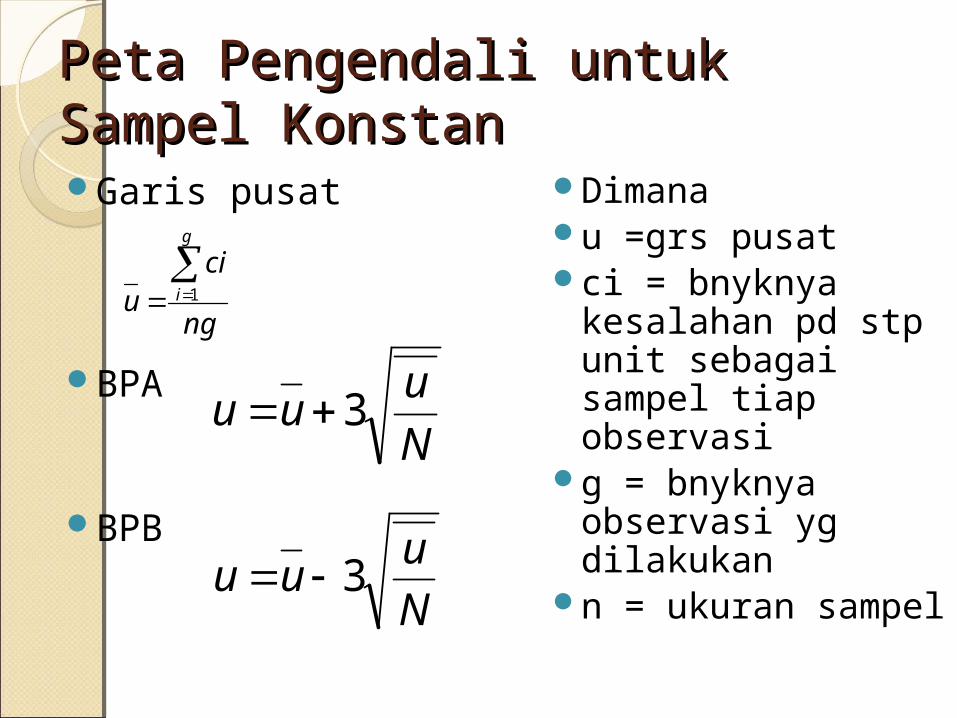
Peta Pengendali untuk Sampel Peta Pengendali untuk Sampel KonstanKonstanGaris pusat
BPA
BPB
N
uuu 3
ng
ciu
g
i 1
Dimana u =grs pusatci = bnyknya
kesalahan pd stp unit sebagai sampel tiap observasi
g = bnyknya observasi yg dilakukan
n = ukuran sampel
N
uuu 3
Peta Pengendali Kesalahan Per Unit Produk Dengan Peta Pengendali Kesalahan Per Unit Produk Dengan Variasi KesalahanVariasi Kesalahan
Peta pengendali banyaknya kesalahan per unit produk baik pada sampel konstan maupun bervariasi, masih belum membedakan jenis atau tingkat kesalahan yang dialami oleh suatu produk dalam proses yang sedang berjalan. Menurut Mitra (1993), apabila dalam perusahaan terdapat berbagai macam tingkat kesalahan, misalnya: parah, sedang, ringan, dan sebagainya maka yang mengadakan pengendalian, perusahaan harus menggunakan peta pengendali jenis kesalahan atau peta pengendali U (U-chart). Adapun langkah-langkah yang harus dilakukan beserta formulasi yang digunakan adalah:
1. Menentukan jenis atau mengadakan penggolongan kesalahan.
2. Pemberian bobot pada setiap jenis atau klasifikasi kesalahan.
3. Menentukan kesalahan tiap unitnya.

TERIMA KASIH




















